9. KESİCİ TAKIM MALZEMELERİ
|
|
|
- Aysel Saygı
- 8 yıl önce
- İzleme sayısı:
Transkript
1 1 9. KESİCİ TAKIM MALZEMELERİ Takım malzemeleri son derece hızlı gelişme seyri gösteren bir konudur. Bu gelişme seyri 20. yy. ile birlikte başlar ve özellikle 1930 dan bu güne artan bir görüntü sergiler larda 100 dakika olan bir işleme operasyonu 90 lı yıllara gelindiğinde 1 dakikanın altına düşmüştür (Şekil 9.1). Takım Malzemeleri: 1. Karbonlu çelik 13. Kaplanmış karpitler (GC) 2. Yüksek hız çeliği(hss) 14. Çok kristallı elmaslar(pcd)[yapay] 3. Döküm alaşımlar (Demir dışı) 15. Kübik bor nitrit(cbn) 4. Geliştirilmiş yüksek hız çelikleri 16. Çok katlı katlanmış uçlar 5. Dökme demir için sementit karpit uçlar (Sert metal)[c] 19. Delme (matkaplar) için kaplanmış karpitler 6. Çelik için sementit karpit uçlar 18. Frezeleme için kaplanmış karpit uçlar 9. Değiştirilebilir sementit karpit uçlar 19. Paslanmaz çelik için kaplanmış karpit uçlar 8. Seramikler(CC) 20. Koronit (coronit) (N) 9. Sentetik elmaslar 21. Geliştirilmiş Sermetler 10. Geliştirilmiş sementit karpitler 22. Vida açmak için kaplanmış uçlar 11. Sermetler (seramik/metal)[ct] 23. Yeni nesil kaplanmış uçlar 12. Değerli sementit karpitler Şekil 9.1. Kesici takım malzemelerinin performansındaki gelişme. Günümüzde, belli bir iş parçası malzemesini en iyi şekilde belli şartlarda işleyebilecek her türlü metallerden talaş kaldırma işlemi için optimum sonuçlar verebilecek bir takım malzemesi mevcuttur. Bu gelişme, tamamen yeni malzemelerin ortaya çıkmasına bağlı değil, bu malzemelerin iyileştirilmesine (geliştirilmesine) de
![Takım Malzemeleri: 1. Karbonlu çelik 13. Kaplanmış karpitler (GC) 2. Yüksek hız çeliği(hss) 14. Çok kristallı elmaslar(pcd)[yapay] 3. Döküm alaşımlar (Demir dışı) 15. Kübik bor nitrit(cbn) 4.](/docs-images/41/6083691/images/page_1.jpg "Geliştirilmiş yüksek hız çelikleri 16. Çok katlı katlanmış uçlar 5. Dökme demir için sementit karpit uçlar (Sert metal)[c] 19. Delme (matkaplar) için kaplanmış karpitler 6.")
2 2 bağlı olarak ortaya çıkmıştır. Örneğin yüzyılın başlarında yüksek hız çeliklerinin bulunmasıyla atılan ilk adım, işleme zamanını defalarca hızlandırmıştır. Bununla beraber son on yıllık dönemde sert malzemelerdeki sürekli gelişme metal işleme operasyonlarında da büyük iyileşmeyi beraberinde getirmektedir. Bu gelişmedeki amaç işleme maliyetleri perspektifinden gelişmeler sağlamaktadır. Günümüz atelyelerinde işleme etkinliğinin artmasında çok çeşitli farktörler etkili olmakla beraber, takım malzemesi, takım tutucular ve bağlama işlemleri, ölçme teknikleri, bilgisayara geçiş bunlardan en önemlileridir. Şekil yy. başlarında günümüze atelye şartlarındaki ve endüstri gelişimindeki paralellik gösterilmiştir. Şekil 9.2. Atelye ve endüstriyel aktivitelerdeki gelişme seyri. Temel olarak takım malzemesi iş parçası malzemesinden daha sert olduğundan ve keskin olduğundan metalden talaş kaldırır. Fakat günümüzdeki yüksek verimlilik kavramı, çok daha karmaşıktır. Bu sebeple bir işlem için geometri ve takım malzemesi kombinasyonu olan takım seçiminde ve uygulamasında çeşitli faktörler söz konusudur. Bunlar (Şekil 9.3): 1. İşleme biçimi (operasyon) 2. İş parçasının biçimi ve malzemesi 3. Takım tezgahı 4. İşleme (kesme) parametreleri 5. İşlenen (gerekli) yüzey kalitesi 6. Genel karaslılık / rijitlik 7. İşleme maliyetleri

3 3 Şekil 9.3. Takım seçiminde etkili faktörler Kesici Takım Malzemelerinin Temel Özellikleri Günümüzdeki işleme şartlarında, yüksek kesme hızı ve ilerleme aralıklarında, kesici takım malzemesinin üç temel özelliği üzerinde durulur: - Aşınmaya karşı dayanma yeteneği ( aşınma direnci) - Kırılmaya karşı dayanım yeteneği (tokluk) - Yüksek sıcaklıklarda kimyasal kararlılığını ve sertliğini sürdürebilme yeteneği (sıcak sertlik) Düşük kesme hızlarında diğer faktörlerin etkisi de göz önüne alınmalıdır. Günümüzdeki takım malzemeleri arasında bir karşılaştırma yapmak karakteristiklerdeki farkları göstermek için de önemlidir. Bu özellikler aynı zamanda, aynı malzemeden yapılmış değişik kalitedeki (grade) kesiciler arasındaki farkları göz önüne almak için de önemlidir. Aşınma direnci (Wear resistance-wr): Aşınma direnci, doğrudan doğruya tekbir özellik olmamakla birlikte, genellikle abrasiv yanak aşınmasının ölçümüyle bulunur. Takım ucunun, planlanan şekilde, çeşitli tipteki aşınmalara performansını kaybetmeden gösterdiği direnç olarak açıklanabilir. Tokluk (Toughness-T) (dayanıklılık): Tokluk, eğilmeye karşı direnç ve enine kırılma dayanımı gibi çeşitli yollarla açıklanabilir. Genellikle oda sıcaklığında ölçülür ve bu yüzden işleme sırasındaki davranışla ilişkili tam bilgi vermez. Uç yavaşlatma etkisinin dikkate alınmasıyla ilgisi

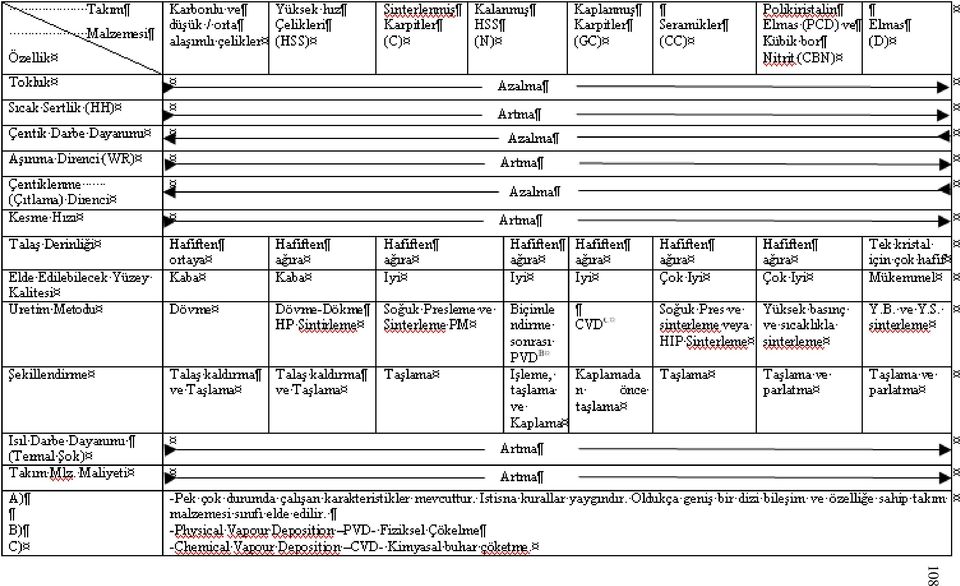
4 4 yoktur. Yüksek hız çeliği (HSS) takım malzemesi oldukça yeni bir malzeme olan çok kristalli (polikristalin) elmasla kıyaslandığında oldukça yüksek tokluğa sahiptir. Sıcak sertlik (Hot hardness-hh): Diğer bir önemli özellik olan sıcak sertlik, özellikle yüksek kesme hızlarında ulaşılan sıcaklarda işleme için önemlidir. Değişik malzemelerin sıcak sertliği arasındaki fark oldukça kayda değerdir. Malzemenin sıcaklıkla işleme özelliğini kaybetmemesi olarak adlandırılabilir. İdeal bir takım malzemesi için şunlar söylenebilir: Yanak açınmasına ve deformasyona direnç için sert olması Kırılmaya direnç için yüksek tokluğa sahip olması İş parçası malzemesine karşı kimyasal olarak eylemsiz olması (difüzyonu önlemek için) Oksidasyon ve çözünürlülüğe direnç için kimyasal olarak kararlı olması Termal (ısıl) şoklara (darbelere) karşı iyi bir ısıl dirence sahip olması Takım malzemesinin doğru seçimi ekonomik işlemenin anahtarıdır. Kırılan ve aşınan takıma bağlı olarak takım tezgahındaki bekleme süreleri verimlilik ve takım malzeme seçimini sıfırlayan faktörlerin başında yer alır. Bunlara bağlı olarak aynı takım malzemesinin kaliteleri (grade) de önemli olup doğru kalite kritik faktörüdür. Tek bir takım malzemesinin tüm işleme taleplerini karşılaması mümkün olmamakla beraber bazı kaliteler pek çok işleme operasyonunu kapsayan geniş uygulama alanlarına sahiptir. Şekil 9.4 deki pay diyagramı çeşitli takım malzemelerinin kullanımını yansıtan özelliktedir. En geniş yelpazeyi HSS ve sementit karpitlerin kapsadığı açıkça görülmektedir. C- Kaplanmamış sementit karpitler GC- Kaplanmış sementit karpitler CT- Sermetler HSS- Yüksek hız çeliği N- Koronit CC- Seramikler PCD- Çok kristalli elmas CBN- Kübik bor nitrit Şekil 9.4. Tüm işleme operasyonları için takım malzemelerinin yaklaşık dağılımı.

5 5 Şekil 9.5 de çeşitli malzemelerin sertlik karşılaştırmaları verilmiştir. Şekil 9.5. Çeşitli takım malzemeleri için sertlik aralıkları. (Knoop sertlik skalası- 1,000 Kg/mm 2 ) Şekil 9.6 da ise yine çeşitli takım malzemelerinin sıcak sertlik özellikleri (sıcaklığa bağlı sertlik değişimleri Rockwell A cinsinden )verilmiştir. Şekil 9.6. Çeşitli takım malzemeleri için sıcaklık ile sertliğin değişmesi.
verilmiştir. Şekil 9.6.")
6 6 Şekil 9.7 de ise çeşitli takım malzemelerinin aşınma dirençleri / tokluk (A) ve sıcak sertlik / tokluk ilişkileri (B) verilmiştir. Şekil 9.9. Aşınma direnci/tokluk (A) ve sıcak sertlik/tokluk (B) ilişkileri. Şekil 9.8 de çeşitli takım malzemelerinin hangi hız/ilerleme kombinasyonları için kullanılabileceğini görmek mümkündür. Şekil 9.8. Çeşitli takım malzemeleri için hız/ilerleme kombinasyonları. Tablo 9.1 de ise tüm bu sözü edilen takım malzemeleri için takım seçiminde etkin faktörler dikkate alınarak karşılaştırma yapılmıştır.

7 7 108
8 Sementit Karpit (Sert Metal) Kesiciler İsminden de anlaşıldığı gibi, sementit karpit takım malzemesi, sert karpit parçalarının bir bağlayıcı ile birlikte semente edilmesi (birleştirilmesi tavlanması) ile elde edilir. Talaş kaldırmada pek çok avantajlı özelliğin kombinasyonuna sahiptir ve sert çelik takım malzemesine göre pek çok avantajı vardır. Özellikle son 60 yılda dikkate değer gelişmeler kaydedilmiş ve bir kesici kenardan elde edilebilecek verimlilikte önemli iyileşmeler sağlanmıştır. Kaplanmış sementit karpitlerle (ayrıca bahsedilecek) bu özellikler daha da gelişmiş ve kaplanmamış uçlar ilk tavsiye edilen uçlar olmaktan uzaklaşmıştır. Bununla beraber kaplanmamış karpit uçlar halen alüminyum, özel amaçlar için ve bazı diğer kesici malzemeleri için temel malzeme olmayı sürdürmektedir. Sementit karpit, bir toz metalürjisi ürünü olup, temel olarak bağlayıcı içindeki bir dizi farklı karpitten üretilirler. Çok sert olan bu karpitlerden bazıları şöyledir: - Tungesten Karpit (WC) Bu malzemelerin sertlikleri Şekil 9.9 da - Titanyum Karpit (TiC) karşılaştırılmaktadır.(vickers Sertlik HV ye - Tantalyum Karpit (TaC) göre) - Niobyum Karpit (NbC) Bağlayıcı madde olarak çoğunlukla kullanılan malzeme Kobalt (Co) dır. Bununla beraber, karpitler birbirinin içerisinde eriyebilir (çözülebilir) ve başka bir bağlayıcı malzeme olmadan da sementit karpit biçimine getirilebilirler. Sert parçacıkların boyutu 1~10 mikron arasında değişir ve toplam malzeme hacminin %60~95 ini oluştururlar. Sementit karpit uçlarının özellikleri önemli ölçüde değişkendir. Bazıları diğerlerinden daha sert olabilirken, bazıları ise diğerlerinden daha toktur. Bu sebeple değişik sınıf ve kalitede sementit karpit uçların belirlenmesi bazı özelliklere bağlıdır. Bunlar: - Sert taneciklerin boyutu ve tipi - Bağlayıcının miktarı (oranı - % olarak) ve tipi - Üretim teknikleri - Kalite

9 9 İlk geliştirilen sementit karpitler WC- Co (Sert tanecikler tungsten karbür ve bağlayıcı kobalt ) esaslı olup özellikle dökme demirin işlenmesine uygundurlar. Bu ilk sementit karpitler iki fazlı sementit karpitler olup, sert tungsten karpit faz (α) fazı ve kobalt bağlayıcı ise (β) fazı olarak isimlendirilmektedir (Şekil 9.10). Bu, sade sementit karpit uçlar, talaş yüzeyinde sementit karpite karşı kimyasal olarak reaktif ve krater aşınmasına sebep olan çeliğe dayanıklı değildirler. Karbon benzerliği ve östenit, talaş yüzeyinde karbonun takımdan talaş alarak geçmesine ve bir krater oluşmasına (difüzyon aşınma mekanizması ile) sebep olmaktadır. Titanyum ve Tantalyum karpitler, tungsten karpite göre daha kararlı olup, yüksek işleme sıcaklıklarında çeliğin takımı kırma etkisine karşı takımın direncini artırmaya katkıda bulunurlar. Şekil 9.9. Bazı metal karbürlerin sertlik ve sıcak sertliklerinin karşılaştırılması (HV-vickers sertlik). Şekil İlk sementit karpitlerde(wc-co) α (sert parçalardan oluşan) fazı ve (WC) β (kobalt veya nikel bağlayıcı) fazı. Titanyum karpit diğerlerine göre oldukça sert olmasına rağmen (oda sıcaklığında) yüksek kesme hızlarında erişilen yüksek sıcaklıklarda sertliğin düştüğü deneylerle gözlenmiştir. (Şekil 9.11). İlk sementit karpite TiC ve TaC gibi diğer karbürlerin ilavesi ile, çeliğin işlenmesine daha uygun bir sementit karpit geliştirilmiştir. Bu üç fazlı yeni sementit karpitlerde ilave edilen bu üçüncü faz (γ), TiC, TaC ve NbC' ü ifade etmektedir.
 sebep olmaktadır.")
10 10 Bu şekilde sementit karpit uçlar, dökme demir ve demir dışı metalleri işlemeden çeliği işleyip doğru bir evrim gerçekleştirmiş oldular. Şekil 9.11.Üç fazlı sementit karpitlerdeki (γ) fazı. Şekil 9.12 deki diyagramlar, sementit karpit uçlarda sert parçacıkların yüzdesinin artması ile aşınma direncini arttıran sertlik (Hv) ve basma dayanımı (Cs)' nin daha büyük olduğunu göstermektedir. Daha yüksek oranda bağlayıcı katkısı, sementit karpite daha tok bir yapı kazandırmaktadır. Kırılmaya karşı direnç kabiliyeti olarak isimlendirilen tokluğu eğilme direnci ile (Be) sembolize edersek, daha yüksek miktarda bağlayıcı ihtiva eden sert metal uçlarda sertliğin tersine tokluk özelliği iyileşmektedir. Diğer grafiklerde (4,5,6) sert parçacık ve bağlayıcı yüzdesi ile burulma dayanımı (Trs), darbe dayanımı (İmp) ve elastikiyet modülündeki (E) değişmeler görülmektedir. Şekil Sert tanecik (WC) bağlayıcı metal (Co) yüzdesindeki değişmeye bağlı olarak sert metal uçların bazı özelliklerindeki değişmeler. 1- WC yüzdesi artınca sertlik Hv artar. 2- Wc yüzdesi artınca Basma dayanımı Cs artar. 3- Co yüzdesi artınca Eğilme dayanımı (Tokluk ) Be artar. 4- Co yüzdesi artınca Burulma dayanımı Trs artar. 5- Co yüzdesi artınca Darbe dayanımı Imp artar. 6- Co yüzdesi artınca Young ( Elastikiyet ) Modülü E küçülür.

11 11 Grafiklerin genel bir sonucu olarak kobalt miktarının artması daha yüksek tokluğa sebep olurken, küçük taneli sert parçacıklar (Sert parçacık yüzdesindeki artış) daha sert bir yapı oluştururlar. Tane büyüklüğü (Grain Size-GS) de, sementit karpitlerin özelliklerinde etkilidir. Çünkü, parçacıklar arasındaki metal olan bağlayıcının kesin miktarı tane boyutunun artmasıyla artan kalınlık doğrultusunda artar. Bu durum dayanım ve sertlik üzerinde etkili olduğu kadar sertlik ve aşınma direncini de etkiler. Küçük tane boyutu daha yüksek sertlik. Kaba tane boyutu ise daha yüksek tokluk demektir. Pratik olarak bunun anlamı, sementit karpit uçlar gevrek olmayabilir ve işlemede çok geniş bir uygulama alnına sahiptirler. Bu tanımlamalardan ideal takım malzemelerinin özeliklerini listelemek için bir karşılaştırma yapıldığında, neden hâla sementit karpitlerin en önemli takım malzemesi olduğu görülebilir. Bununla beraber, sertlik (Hv) ve basma dayanımı (Cs) değerleri yükselen sıcaklıkla düşerken yinede yüksek hız taleplerinde iyi bir aşınma direnci özelliği gösterirler (Şekil 9.13). Şekil Sementit karpitte sıcaklıkla sertlik ve basma dayanımının değişmesi. Sementit karpit kalitelerinin (grade) uygulama sınırlarını belirlemede, yüksek sıcaklıklarda iş parçası malzemesi ile yakınlık esas değildir. Termal iletkenlik yüksek ve oksidasyon direnci düşük olmakla beraber bu durum, işleme bölgesindeki yüksek sıcaklıkların etkisinde ve kalite geliştirmede genel bir problem değildir. Sementit karpitler metallerle karşılaştırıldığında, örneğin çelikle, sementit karpit çok daha sert ve basma dayanımı çok daha yüksek olmakla beraber çekme dayanımı zayıftır. Özgül ağırlığı çeliğin yaklaşık iki katıdır. Bu durum titanyum karpit esaslı kalitelerde (özellikle sermetlerde) geçerli değildir. Bunlar çelikten daha hafiftir.

12 12 Elastikiyet modülü çeliğin iki üç katı olduğundan daha rijittir. Bu sebeple delik büyütme işlemindeki takım tutucuların yapımında da kullanılır. Uzun boylarda minimum yer değiştirme özelliğine sahiptirler. Aynı zamanda termal genleşme kat sayısı çeliğin yarısı kadardır (Bu sebeple geçmişte, uçların lehimlenmesi oldukça güçtü). Netice olarak; Sementit karpit uçlar oldukça geniş bir uygulama alnına sahiptirler ve kaplanmamış kalitelerde de iş parçası malzemelerinin çoğunda başarıyla kullanılabildikleri gibi kaplanmış uçların imalatında da alt (temel) katman (sub-strate) olarak kullanılırlar. Şekil 9.14 de çeşitli sementit karpit yapılar gösterilmiştir. A B C D Şekil Çeşitli sementit karpitlerin mikro yapıları. A- α ve β fazı ihtiva eden kaba taneli (ISO = K20) B- α ve β fazı ihtiva eden ince taneli (ISO=K10) C- α, β ve γ fazı ve büyük miktarda bağlayıcı ihtiva eden (ISO=P40) D- α, β ve γ fazı ve küçük miktarda bağlayıcı ihtiva eden (ISO=P10) 9.3. Sementit Karpit Uçların Üretimi Bir toz metalürjisi üretimi olan sementit karpitler özenle kontrol edilen bir işlem süreciyle imal edilirler. Yapı ve kompozisyon (bileşim) ürünün genel kalitesinde çok önemli olup bunun sonucu olarak işleme sırasındaki performansı da etkiler. İstenmeyen parçacıkların (kalıntıların) varlığı, boşluklar ve fazlar, kaliteyi önemli ölçüde
 katman (sub-strate) olarak kullanılırlar. Şekil 9.14 de çeşitli sementit karpit yapılar gösterilmiştir. A B C D Şekil 9.14. Çeşitli sementit karpitlerin mikro yapıları.")
13 13 etkilediğinden çok çeşitli seviyelerde tutulmalıdır. Günümüzde sementit karpitler ve üretim süreci, geçmişle kıyaslandığında çok büyük gelişme kaydetmiştir. Sementit karpit uçların üretiminde aşağıdaki beş temel aşama söz konusudur (Şekil 9.15). 1) Toz üretimi 4) Uçların bitirme işlemleri (Son biçimlendirme) 2) Presleyerek sıkıştırma 5) Kaplama 3) Pişirme (sinterleme) Şekil Sementit karpit uçların toz metalürjisi ile üretimindeki temel aşamaların şematik gösterimi. Bir tungsten karpit ucun bu aşamalardan geçerken izlediği oluş diyagramı Şekil 9.16 da gösterilmiştir. Tungten tozu (W) Karbürizasyon (WC) Bilyalı değirmenlerde karıştırma 1. Adım Karbon Tozu (C) Kobalt(Co) ve diğer tozlar Sıkıştırma preslemesi (parafin) 2. Adım Bitmiş Uç TiC veya TiN kaplama Taşlama veya Honlama Vakumlu fırında likit faz sinterleme 3. Adım 5. Adım 4. Adım Şekil WC-Co esaslı sert metal ucun toz metalürjisi ile üretimi.

14 Toz üretimi Üretimi için temel hammadde tungsten cevher konsantresidir. Şelit (Scheelit- CaWO 4 ) veya Wolframit (Wolframite-(Fe, Mn) WO 4 ) bu cevherlere örnektir. Tipik cevher konsantresinin ağırlıkça yaklaşık %70 i tungstik oksit (WO 3 ) tir. Üretimdeki ilk aşama, cevher konsantresinden amonyum tungstat solüsyonu hazırlamaktır. Şelit; ya büyük bilyalı öğütücülerde hidroklorik asit (HCl) ile çökertilir ya da kuru olarak çok ince tane boyutlarında öğütülerek sıcak hidroklorik asitle çökertilir. Kalsiyum tungstat (şelit), hidroklorik asit ile reaksiyona girerek tungstik asit (H 2 WO 4 ) ve kalsiyum klorid (CaCl 2 ) şekline dönüşür. Konsantredeki kalsiyum kloridin aksine hidroklorik asitte çözülmeyen tungstik asit ve yabancı mineraller öğütmeden sonra yıkanır. Yıkanmış çökelti büyük tanklarda amonyak ile işleme tabi tutulur. Tungstik asit amonyak ile reaksiyona girerek çözülmüş amonyum tungstat haline gelir. Bundan sonraki işlem, çözülmemiş minerallerin ayrıştırılması için amonyum tungstat solüsyonunun filtre edilmesidir. Wolframit, sıcak sodyum hidroksit (NaOH) ile çökeltilerek, çözünmüş sodyum tungstat elde edilir. Solüsyon, çözülmemiş yabancı minerallerin, demir ve mangan hidroksidin ayrıştırılması için filtre edilir. Kalsiyum tungstat (CaWO 4 ) kalsiyum klorid (CaCl 2 ) ilave edilerek çökeltilir. Elde edilen kalsiyum tungstat şelitte olduğu gibi aynı işlemlere tabi tutularak amonyum tungtat çözeltisi elde edilir. Daha sonra amonyum tugstat tan buharlaştırma yolu ile kristalize halde amonyumparatungstat (APT) elde edilir ve APT kireçle yakılarak tungstik oksit (WO 3 ) elde edilir. Bazı sementit karpit kalitelerinde Molibden (Mo) ve krom (Cr) metalleri de ilave edilir. WO 3, tungsten tozu üretmek için, hidrojen ile indirgenir. Elektrolitik olarak yapılan işlemde tungstik oksitteki oksijen ile hidrojen su formuna dönüşür. Bütün bu çeşitli aşamalardan sonra çökeltilen tungsten tozu şartlara bağlı olarak çeşitli tane büyüklüklerinde olabilir. Örneğin aşırı derecede fazla hidrojen, düşük bir sıcaklık ve küçük bir parça tungstik oksit kullanılmasıyla çok ince taneli tungsten tozu
, hidroklorik asit ile reaksiyona girerek tungstik asit (H 2 WO 4 ) ve kalsiyum klorid (CaCl 2 ) şekline dönüşür.")
15 15 elde edilirken tersi bir yolla kaba taneler elde edilebilir. Bu metotla tane büyüklüğü kontrol edilebilir. Toz üretiminde kullanılan işlem sürecinin şematik gösterimi Şekil 9.17 de görülebilir. Şekil Toz üretimindeki çeşitli aşamaların şematik olarak gösterilmesi. Tungsten tozunun üretilmesinden sonra tungsten karpit (tungsten karbür) üretilmesine geçilir. Bu işlemde ilk adım çok dikkatli bir şekilde hesaplanan miktarda tungsten tozu ve siyah karbon tartılır ve doğrudan karıştırılır. Karışım daha sonra, yüksek frekanslı ısıtmanın yapıldığı fırınlara doldurulur. Bu atmosfer kontrollü fırınlarda koruyucu hidrojen atmosferinde Tungsten (W) ve Karbon (C) birleşerek (WC) tungsten karpit oluşturur. Karbürize sıcaklığı 1700 C civarındadır. Sementit karpit için kullanılan ham malzemenin hesaplanmasındaki teorik yaklaşımlar ile elde edilen tungsten karpit bileşimi oldukça yakın değerlerdedir. Tungsten karpit üretilmeden önce bileşik haldeki ve serbest haldeki karbon miktarını, kristal yapısını ve tane büyüklüğünü tayin etmek için bazı deneyler yapılır. Farklı tipte tungsten tozu kullanılmasıyla farklı kalitede tungsten karpit elde edilmesi mümkün olabilmektedir. Titanyum, tantalyum ve niobyum karpitlerde elde edilebilir. Bu malzemelerin oksitleri hidrojen ile indirgenmez. İndirgeme yerine doğrudan karbon kullanılarak karbürizasyon yapılır.

16 16 Titanyum karpit bağımsız (tamamen ayrı) olarak elde edilemez ve genellikle tungsten karpitle bileşik haldedir C üzerindeki bir sıcaklıkta titanyum karpit, tungsten karpit içinde çözünür ve arzu edilen karbür formuna ((Ti,W) C) dönüşür. Kobalt tozu, kobaltoksitin hidrojen ile indirgenmesi ile elde edilir. Bu indirgeme işleminde maksimum sıcaklık 800 C dir. Elde edilen karpitler ve kobalt, sementit karpit takım malzemesi üretilmesindeki ham malzemeler olarak ele alınır. Tartımdan sonra tozlar karıştırılır ve öğütülür. Bu öğütmedeki kalıntıların karışmasını engellemek için öğütmede kullanılan bilyalar da sementit karpittir. Tüm öğütme işlemleri ıslak ortamda yapılır. Öğütmenin amacı, sadece inceltme değil aynı zamanda homojen bir karışım elde etmektir. Öğütme / Karıştırma işlemi sırasında karpit ve bağlayıcı metal taneleri arasında bir temas gelişir ve bu durum daha sonraki sinterleme işlemi sırasında yeterli reaktif durumun oluşmasını sağlar. Öğütmeden sonra öğütme sıvısı sprey kurutma ile uzaklaştırılır Presleme Sementit karpit tozları sıkıştıma için tek etkili veya çift etkili presler ve briket haline getirme kalıpları kullanılarak preslenir. Bu tekniğin kullanımı, iyi bir sıkıştırma ve sıkı bir şekil elde etmek içindir ve preslemeyi kolaylaştırmak için toza bir miktar yağlayıcı (parafin) katılır (Şekil 9.18). Preslemede, sıkıştırma ile biçim elde edilirken boyutlar elde edilemez ve boyutlar sinterleme şartlarında belli olur. Çünkü sıkıştırılmış parça %30 civarında porozite (gözenek) içerir porozite sinterleme sırasında %17 20 ye varan doğrusal çekme ile kaybolur. Şekil Tozların preslenmek sureti ile şekillendirilmesi.

17 Sinterleme (Pişirme) Preslenerek şekillendirilmiş malzeme %30 a kadar gözeneklerle doludur. Sinterleme bir ısıl işlem olup amacı, gözeneklerin kapanmasını sağlamak ve dayanımı arttırmak için sert partiküllerin birbirleri ile kaynaşmasını sağlamaktır (bağlayıcı metal ortamında). Sinterleme, sert taneciklerle bağlayıcı arasındaki arzu edilen reaksiyonu sağlamalı, gözenekleri elimine etmeli ve sonuçta sinterlenmiş parça doğru şekilde soğutulmalıdır. Karbon muhtevasını kontrol altında tutmak temel gayedir. Bu sadece sinterleme sırasında değil, hazırlama işlemleri sırasında ve daha sonraki kaplama işlemleri sırasında da önemlidir. Karbonun grafit olarak veya gevrek bir yapıdaki etafazı şeklindeki varlığı sementit karpit ucun aşınma direnci ve tokluğu üzerinde direkt bir etkisi vardır. Değişik tipteki uçlar için farklı sinterleme metotları söz konusudur. Sinterleme, oldukça karmaşık ve iyi kontrol edilmesi gereken bir işlemdir. Bu nedenle, kesin bir sıcaklık, işlem süresi ve ortam ön şekillendirilmesi yapılmış gözenekli briketten ciddi değişikliklerle en iyi takım malzemesi elde edilmesini sağlar. Bu sinterleme işlemi sırasındaki reaksiyon füzyon sinterleme olarak bilinir. Bunun anlamı, sıcaklık zamanla C ye ulaştığında bağlayıcı metal eriyecek ve önemli bir miktar karpit çözülecektir. Bu sıcaklıkta malzemenin toplam %10~50 civarında bir hacmi erimiş durumda olacaktır. Eriyikte çözünmeyen karpitlerin bazıları birleşme eğilimindedir ve diğerlerine rağmen birleşerek büyüyecektir. Sementit karpit karışımı, tungsten karpite ilave edilmiş titanyum, tantalyum veya niobyum karpitlerden herhangi birini ihtiva ediyorsa bu karpitlerde de reaksiyonlar meydana gelecektir. Sinterleme sırasında bunlar birbiri içerisinde çözülecek ve bazı tungsten karpitlerle birleşecektir ve normal tungsten karpitten farklı bir tane biçimine sahip bir karpit oluşacaktır. İşlem devam ettikçe, reaksiyonlarla yapı değişecek ve sementit karpit çekerek poroziteler (gözenekler) kaybolacaktır. Katılaşma sırasında, çözülmüş karpitlerin büyük bir kısmı, birleştirme metali etrafında çökelecektir. Sementit karpitlerin büyük bir çoğunluğu için katılaşma sıcaklığı 1300 C civarındadır.

18 18 Sinterlenmiş parçalardan alınan numuneler üzerinde bazı deneyler gerçekleştirilerek, boyut, gözeneklik, yapı, tane büyüklüğü, zorlama kuvveti, yoğunluk ve işleme performansı açısından incelenir. Şekil 9.19 da sinterleme işlemi sonucunda tane yapısındaki değişiklikler gösterilmiştir. Şekil Sementit karpit uçların sinterlenmesi Son Biçimlendirme Toz metalürjisi ile üretilmiş uçların bazıları taşlanarak çok hassas kalınlıklar elde edilir. İçteki daire, boyutları, uç radyusu, pahlar ve açılar bu taşlama işlemleri ile elde edilir (Şekil 9.20). Bununla beraber uçların bazılarına son şekli doğrudan preslemeyle verilir. Yüzey taşlama işlemleri ya taşlama ortamında yada elmas taşlama diskleri ile gerçekleştirilir. Uçlar taşlama işlemleri ile ilgili olarak; kalınlık, düzlük, düzlemlerin paralelliği ve pürüzlülük açısından muayene edilir ve çatlaklar, çıtlamalar, çizikler vb. için de gözle muayeneye tabi tutulur. Uçların bazıları da çeşitli miktarlarda kenar yuvarlatma işlemlerine (ER) tabi tutulur (Şekil 9.20). Bu yuvarlatma işlemi, ucun işleme sırasındaki performansı üzerinde önemli bir etkiye sahiptir. Biçim, boyut ve yuvarlatılmış kenarın yüzey pürüzlülüğü uç seçiminde kritik öneme sahiptir. Bu yuvarlatmada yarıçap mm arasında değişir.
. Bununla beraber uçların bazılarına son şekli doğrudan preslemeyle verilir.")
19 19 Şekil Sementit karpit uçların son işlemleri Kaplama Günümüzde kullanılan sementit karpit uçların büyük bir çoğunluğu saf ince taneli bir yüzey tabakasıyla kaplanmasıyla kullanılır. Kesici takım malzemesinde önemli iyileşmelere sahip olan bu kaplamaların özellikleri ve yapılışı Kaplanmış Sementit Uçlar bahsinde detaylı olarak anlatılacaktır Kaplanmış Sementit Karpitler (Gc) 1960 lı yılların sonunda kesici takım malzemesi geliştirme sürecinde büyük bir adım atılmış ve çok ince bir karpit tabakasıyla kaplanmış sementit karpit uçlarla tanışılmıştır. Sadece birkaç mikron kalınlığındaki bir titanyum karpit katmanıyla karpit takımların performansı önemli ölçüde artmıştır. Kaplanmamış uçlardan kaplanmış uçlara geçilmesiyle kesme hızı ve/veya takım ömrü dramatik biçimde artmıştır. Kaplamanın etkisi aşınmayı azaltması ile sürmüş ve çeliğin işlenmesinde krater aşınmasının da azalmasına sebep olmuştur. Yüksek sıcaklıklar tolere edilerek daha yüksek hızlar ve ilerlemeler ile çalışmak mümkün olmuştur (Şekil 9.21 ve Şekil 9.22).

20 20 Şekil Kaplanmış sementit karpit uçlar. Şekil Kaplanmış sementit karpit uçlar (GC) ile kaplanmamış uçların karşılaştırması A) Aşınma direnci (WR) ile tokluk (T) karşılaştırması. B) Ömür (T) ile aşınma (K B ) karşılaştırması. Kaplanmış uçlar sürekli olarak bir gelişme kaydetmekte olup, yeni nesil kaplanmış uçlar geliştirilmektedir. (Şekil 9.23). Günümüzde tornacılık işlemlerinin %75 den fazlası ve frezeleme işlemlerinin %40 ından fazlası kaplanmış sementit karpit uçlarla gerçekleşmektedir. Ve genellikle bir işlem için ilk tercih olma özelliği taşımaktadır. Değiştirilebilir uçların dörtte üçü (özellikle tornacılık için) bu tip uçlardır. Frezeleme ve delme işlemleri için dökme demir ve çelik malzeme işlenmesinde sağlanan gelişmeler oldukça geniş bir uygulama alanı bulmuştur. Temel Kaplama Maddeleri: a) Titanyum Karpit (TiC) b) Titanyum Nitrit (TiN) c) Titanyum Karbon Nitrit (TiCN) d) Alüminyum Oksit (seramik) (Al 2 O 3 )
 bu tip uçlardır.")
21 21 Şekil Kaplanmış sementit karpitlerin (GC) gelişim süreci. yapılmıştır. Şekil 9.24 de kaplama malzemelerinin değişik özellikler açısından karşılaştırması Şekil Kaplama malzemelerinin değişik özelliklerinin karşılaştırılması. Hv: Sertlik Br: İşleme sırasında ucu etkileyen zararlı ısı ve kimyasal reaksiyon Bo: Asıl alt katman uca yapışma kabiliyeti Cof: Sürtünme katsayısı VB: Yan yüzey (Yanal) Aşınma direnci KT: Krater aşınma direnci T: Tokluk Titanyum karpit (TiC) ve alüminyum oksit (Al 2 O 3 ) oldukça sert malzemelerdir. Bu sebeple oldukça yüksek aşınma direnci sağlarlar. Aynı zamanda kimyasal olarak inert
22 22 (asal) olduklarından takım ve talaş arasında kimyasal ve ısıl alışverişte bir engel oluşturulmasını sağlarlar. Titanyum nitrit (TiN) diğerleri kadar sert bir malzeme olmamakla birlikte ucun yüzeylerinde oldukça düşük bir sürtünme katsayısına sahip olduğundan krater aşınmasına karşı direnç sağlar. TiN aynı zamanda altın sarısı bir renge sahip olup kesici takımlara daha düşük sıcaklıklarda uygulanabilir. Titanyum karbon nitrit (TiCN) ve Titanyum alüminyum nitrit (TiAlN), TiN gibi düşük sıcaklıklarda kaplanabildiğinden alt katman (çekirdek) ucu çok fazla etkilemezler. Bununla beraber modern kaplama teknolojileri ile tüm kaplama tipleri için gerekli yüksek sıcaklıklar rahatlıkla elde edilebilmekte ve uca istenilen tüm özellikler kazandırılabilmektedir. Çok katlı kaplamalar hâla geliştirilmekte ve kaplama malzemelerinden en iyi özellikler elde edilmeye çalışılmaktadır. Kaplama kombinasyonları ile oluşturulan kaliteler (grade), oldukça geniş bir uygulama alanı bulabilmektedir. Titanyum nitrit kaplamalara altın sarısı bir renk kazandırırken, titanyum karpit gri renkte, alüminyum oksit ise saydam görüntüdedir. direnci sağlar. Titanyum karbon nitrit mükemmel yapışma özelliklerine sahiptir ve iyi bir aşınma Uçtaki kaplamaların toplam kalınlığı 2-12 mikron u geçmez. Çünkü daha fazla kalınlıklar negatif (olumsuz) bir etki yaratabilir. Kalınlığın artması ile aşınma direnci artacak olmasına rağmen gevreklik gündeme geleceğinden tabaka tabaka ayrılmalar söz konusu olabilir. Daha ince kaplamalar iyi tokluk performansı sağlayarak özelliklerin dengelenmesinde önemlidir. Şekil 9.25 de; istenilen özelliklerin sağlanması için üç kat halinde kaplanmış bir uçta kaplama tipleri ile sağlanan özellikler ve kaplama kalınlıklarının birbirine göre kıyaslaması yapılmıştır.
23 23 Şekilde tungsten karpit bir çekirdek (alt katman) sırasıyla birinci katman olarak TiC, ikinci katman olarak Al 2 O 3 ve en üstte üçüncü katman olarak TiN kaplama yapılmıştır ve katmanların kalınlıkları birinciden üçüncüye doğru giderek azalmaktadır. Şekil Üç katlı kaplanmış bir uçta katmanlar, katman kalınlıkları ve uca kazandırdıkları özellikler. TiC temel kaplama malzemesi olarak çekirdeğe dayanım ve aşınma direnci sağlamak için yapılır. Alüminyum oksit ikinci katman ise uca yüksek sıcaklıklarda kimyasal kararlılık kazandırmak ve abrasiv aşınmaya karşı direnç kazandırmak içindir. En ince olan son TiN kaplama ise yüzeyde düşük bir sürtünme katsayısı sağlayarak (built up edge) sıvanma oluşmasını engeller ve krater aşınmaya karşı direnç sağlar. ISO ya göre sınıflandırılmış pek çok uç kaplanabilir. P05 den P40 a, M10 dan M25 e ve K01 den K25 e kadar değişik sınıfta değişik amaçlı uç daha geniş bir uygulama alanı kazanmak maksadıyla kaplanabilir. Şekil 9.26 da (A) tek katlı, (B) iki katlı ve (C) üç katlı uçların mikro yapıları gösterilmiştir. (A) (B) (C) Şekil Kaplanmış uçlarda mikro yapılar.
24 Kaplamaların Yapılması Kimyasal Buhar Çökertme (CVD) Değiştirilebilir uçlarda kaplamaların toplam kalınlığı 2-12 mikron arasında değişmektedir. Bir insan saç telinin kalınlığının 75 mikron civarında olduğu düşünülürse işlemin hassasiyeti konusunda fikir yürütmek mümkün olur. Bu amaçla sementit karpit uçlarda en yaygın kullanılan kaplama yöntemi, Kimyasal Buhar Çökertme (Chemical Vapour Deposition- CVD) yöntemidir. Temel olarak CVD kaplama yöntemi, farklı gazların kimyasal bir reaksiyonudur. Titanyum karpit kaplamak için, hidrojen (H 2 ), titanyumklorid (TiCl 4 ) ve metan (CH 4 ) kullanılır. Uçlar atmosfer kontrollü fırınlarda 1000 C civarında ısıtılır. Sinterlemede olduğu gibi çok dikkatli biçimde kontrol edilmesi gereken bir işlemdir. Karbon muhtevası ya serbest ya da eta-fazında olup kaplamadan önceki karbürizasyon aşamasında izlenir (Şekil 9.27). Alüminyum oksit ve titanyum nitrit kaplamada benzer yollarla alüminyum klorid veya azot (nitrojen) gibi başka gazlar kullanılarak yapılır (Şekil 9.27). CVD yöntemi çok katlı kaplamalarda uygun gazların birbirine göre düzenlenmesi ile nispeten kolay bir biçimde gerçekleştirilir. Şekil Kimyasal buhar çökertme (CVD) ile sementit karpit uçların kaplanması.
25 25 CVD işlemi herhangi bir çekirdek (alt katman) uç üzerine kaplama yapılabilmesine imkan sağlayan çok geniş bir kullanım alanına sahip otomatik olarak gerçekleştirilebilen bir işlemdir. Kaplama üniform ve homojen olup, kaplama ile alt katman arasındaki yapışma mükemmeldir. Daha tok bir çekirdek üzerine yapılabilecek bir alüminyum oksit kaplama ile oldukça yüksek performansa ve güvenilirliğe sahip uçlar elde edilebilir Fiziksel Buhar Çökertme (PVD) Sementit karpit uçlar için daha az kullanılan alternatif bir diğer kaplama yöntemi de Fiziksel Buhar Çökertme (Phisical Vapour Deposition- PVD) metodudur. Bu yöntem daha ziyade yüksek hız çeliklerinin kaplanmasında kullanılmakla beraber sert metal uçların kaplanmasında da kullanılır. Bu işlem oldukça dikkatli bir uygulamayı gerektirir. Sıcaklık CVD yöntemindekinin yarısı kadar olup 500 C civarındadır. PVD kaplama özellikle çevresel kaplama ve çok keskin takımların kaplanması için iyi bir yöntemdir. Parmak frezeler, matkaplar, klavuzlar vb. bu metotla kaplanır. Bu metot kaplama malzemesinin bir malzeme kaynağından uzaklaştırılarak diğeri üzerinde buharlaştırılması veya çökeltilmesi esasına dayanır. Yaklaşık 500 C de yapılır. Örneğin titanyum, bir enerji kaynağı olarak odaklanmış elektrik arkı ile iyonize edilir ve bir plazma buhar haline getirir. Bu plazma azot püskürtülerek kaplanacak malzeme üzerine TiN olarak çökeltilir. (Şekil 9.28). Şekil Fiziksel buhar çökertme (PVD) ile kaplama.
26 26 PVD ile yapılan bir kaplama CVD kaplama kıyaslandığında daha incedir. CVD ile yapılan daha kalın bir kaplamanın anlamı; aşınma direncini arttırır. Özellikle alüminyum oksit kaplama CVD ile 12 mikrona kadar çıkabilir Sermetler (CT) Sermet, tungsten karpitten ziyade, sert parçacıkların titanyum karpit (TiC), titanyum koro nitrit (TiCN) ve/veya titanyum nitrit (TiN) olduğu sementit karpitlerin ortak adıdır. İsim seramik/metal kombinasyonundan gelir. Metal bağlayıcıda seramik parçacıkları ifade eder. Sementit karpitler de olduğu gibi toz metalurjisi ile üretilen sermetlerinde bir sementit karpit olduğu düşünülüp tartışılabilir. Pratik olarak şu bilinmelidir ki sermetler, tungsten karpitten ziyade titanyum karpit esaslı karpitleri ifade eder. Sermetler son yıllarda kullanılmaya başlanmış olmakla beraber, yeni bir takım malzemesi değildir. Titanyum esaslı kaliteler 1929 yılında yapılmış ve dikkate değer bir gelişme kaydetmiştir. İlk zamanlarda çok çok kırılgan olan yapıya Molibden ilavesi ile molibden karpit (MO 2 C) yapısı elde edilmiş ve bu da üretim tekniklerinde gelişme sağlamış ve bunun sonucu olarak ISO P01 sınıfı uçlar üretilmiştir. Daha büyük miktarlarda titanyum nitrit ve bağlayıcı ilave edilmek suretiyle daha iyi takımlar elde edilmiştir. Böylece, nispeten kırılgan olan takım malzemesinden, daha fazla işleme taleplerine cevap verebilecek daha tok yapıya sahip olan sermetler geliştirilmiştir. Sermetler sadece çeliğin bitirme işlemlerindeki hafif talaşlarda kullanılan kesiciler olmayıp günümüzde frezecilik işlemleri ve paslanmaz çeliklerin işlenmesinde de kullanılmaktadır. Sermetler: Yan yüzey ve krater aşınmasına karşı yüksek dirence Yüksek kimyasal kararlılığa ve sıcak sertliğe sahip olup, Sıvanma (BUE) oluşma eğilimleri ve Oksidasyon aşınma eğilimleri düşüktür.
27 27 Tungsten esaslı karpitler ve kaplanmış sementit karpitler ile karşılaştırıldıklarında sermetler: Daha küçük sabit yüklerde yaklaşık aynı kenar dayanımına, Daha iyi bitirme yüzeyi oluşturmak için daha iyi ve daha uzun sürekliliğe, Yüksek kesme hızlarda daha iyi kapasiteye, Yardımcı kenarda oksidasyon sonucu oluşacak çentik aşınmasına karşı daha iyi bir dirence, Daha düşük (BUE) oluşumu eğilimiyle sünek ve sıvanan malzemelerde daha iyi bir bitirme yüzeyi oluşturma kabiliyetine sahiptirler. Yukarıdaki özellikler çok ince veya yarı ince özellikler için uygun olup, bu tip uygulamalarda sermetler çok uygundur. Daha fazla yarı bitirme ve kaba özellikli uygulamalar için bir kesici takım olarak sermetler: Daha düşük ve daha yüksek ilerlemelerde ikinci derecede bir dayanıma, Ortadan ağıra doğru değişen yüklerde ikinci derecede bir tokluğa, İkinci derecede bir abrasiv aşınma (AW) direncine, Mekanik aşınmaya bağlı asıl kesici kenardaki çentik aşınmasına karşı ikinci derecede bir dirence, Darbeli yüklere karşı ikinci derecede bir dayanıma sahiptir. Profil işleme talepleri, sermetler için uygun değildir. Bununla beraber çok hafif talaşta ve küçük boyutta kopyalama işlemlerinde kullanılabilir. Yüksek kesme hızı ve orta ilerlemede oldukça iyi şartlarda takım ömrü/bitirme yüzeyi kriterleri sergilerler. Frezeleme operasyonlarında da bitirme amaçlı işlemlerde, geniş bir dizi malzeme için genel amaçlı bir role sahiptir. Yüksek kesme hızı ve uygun ilerlemelerde kullanılırken kesme derinliğinin artması abrasiv aşınmaya sebep olabilir. Dökümün dış kabuğunun sermetlerle işlenmesinden de kaçınılmalıdır. Oldukça sert ve paslanmaz çeliklerin frezelenmesinde tokluğu daha yüksek sermet kaliteleri kullanılmalıdır.
28 Seramikler (CC) Günümüzde seramikler oldukça geniş bir dizi farklı kesici takım malzemesi için ortak bir ad olarak kullanılmaktadır. Geriye dönüldüğünde, seramikler esas olarak alüminyum oksit (Al 2 O 3 ) anlamındadır. İlk seramik kesiciler çok kırılgan yapıya sahip olduklarından uygun olmayan takım ömrüne, yanlış uygulamalar nedeniyle de daha kötü üretim kalitelerine sebep olmuşlardır. Ancak günümüzde ilk günlerdeki ile karşılaştırılamayacak bir gelişme kaydetmişlerdir. İşleme metodunun ve tezgahların değişmesiyle seramikler mükemmel verimlilik ve kalite sergilemeye başlamıştır. Seramik kesiciler sert, yüksek sıcak sertlik özelliklerine sahip olup iş parçası malzemesiyle kimyasal reaksiyona girmezler. Daha uzun ömre sahip olup daha yüksek hızlarda işleme yapmak mümkündür. Doğru uygulamalarda oldukça yüksek talaş miktarları kaldırılabilir. Metalik bir malzeme olmayan seramikler, çelikle karşılaştırıldığında aralarında, bazı ana özelliklerde farklılıklar söz konusudur. Yoğunluğu çeliğin üçte biridir. Basma dayanımları, çekme dayanımlarına göre çok yüksektir. Çelikte bu durum daha dengelidir. Çelikte olduğu gibi plastik uzama yoktur ve bu sebeple çok gevrektir. Saf seramikler için elastikiyet modülü çeliğin iki katıdır. Çelikler yüksek ısı iletkenliğe sahipken seramiklerin oldukça düşüktür. Şekil 9.29 da bazı seramik uç örnekleri ve Şekil 9.30 da ise alüminyum oksit esaslı seramik malzemenin mikro yapısı görülmektedir. Şekil Bazı seramik uç örnekleri. Şekil Al 2 O 3 seramiğin mikro yapısı.
29 29 İki temel tip seramik yapısı vardır: - Alüminyum Oksit Esaslı (Al 2 O 3 ) - Silikon Nitrit Esaslı (Si 3 N 4 ) Alüminyum oksit esaslı seramikler üç guruptur: 1) Saf (Pür) 2) Karışık 3) Takviyeli (Güçlendirilmiş) Saf (Pür) Alüminyum Oksit Seramikler (A1) Saf alümina uçlar, düşük dayanım, düşük tokluk ve aynı zamanda düşük termal iletkenliğe sahiptirler. Bu özellikler, metallerin işlenmesinde kesinlikle en iyi özellikler değildir ve şartlar uygun olmadığında neden kesme kenarının kırıldığının sebepleridir. Küçük miktarda zirkonyum ilavesi, saf seramiğin özelliklerini önemli ölçüde iyileştirmektedir. Zirkonyum oksitli kalitelerin mekanizmaları, daha iyi tokluk anlamı taşır. Kararlılık, yoğunluk ve düzgün tane boyutu uygun olanlara değişik miktarlarda zirkonyum oksit ilavesi önemlidir. Herhangi bir gözeneklilik (porozite) takım performansını bozar. Saf seramikler, soğuk presleme ile üretildiklerinde beyaz renkte, sıcak presleme ile üretildiklerinde ise gri renkte olurlar Karma (Karışık) Seramikler (A2) Alüminyum oksit esaslı karma seramikler, bir metal fazı ilave edilmesinden dolayı daha iyi termal şok dayanımına sahiptirler. Bu tip geliştirilmiş termal iletkenlik sebebiyle çatlamalara karşı daha az duyarlıdır. İyileşme nispidir ve elde edilen tokluk, seramik karpitlerinkilerle karşılaştırılamaz. Metal fazı, bileşimde %20~40 oranındaki katkı titanyum karpit ve titanyum nitrit tir. Sıcak presleme ve diğer ilaveler sebebiyle uçların rengi siyahtır. Daha geniş pek çok malzeme ve işleme uygun daha geniş bir uygulama alanına sahiptirler Takviyeli Seramikler (A3) Alüminyum esaslı takviyeli seramikler nispeten yeni geliştirilmiş ürünlerdir. Bu seramikler aynı zamanda (kedi) bıyıklı takviyeli seramiklerdir. Bu ismi kedi bıyığı
30 30 (whisker) diye adlandıran tek kristalli fiberden almaktadır. Bu fiberler sadece bir mikron çapındadır ve boyu 20 mikrondan uzundur. Çok kuvvetli olup, silikon karpitten elde edilir. Bu takviye etkisi oldukça dramatiktir. Tokluk, dayanım ve termal şok (ısıl darbe) direncini kayda değer ölçüde artırmakta ve aşınma direnci ile sıcak sertliği daha iyi kaliteler elde edilmektedir. Bu yeni takım malzemesi gittikçe gelişmektedir. Malzemede çatlak gelişmesini engelleyen bir gelişme sağlanmış ve kullanıma sunulmuştur. Fiber malzeme (whiskers), muhtevanın yaklaşık %30 u kadardır. Fiber malzemenin dağıtılmasında avantajlı olan sıcak presleme ile üretilirler ve uçlar yeşil renktedir. Sertlik, tokluk ve termal şok direncinin dengelenmesi bu sınıf seramiklerin; ısıl dirençli alaşımlar, sertleştirilmiş çelikler ve dökme demirler ile kesintili talaş kaldırmayı kapsayan ve daha yüksek dayanım talep eden uygulamalarda kullanılmasını sağlamıştır Silikon Nitrit Esaslı Seramikler (B) Silikon nitrit esaslı seramikler, tamamen farklı malzemeler olup, termal şoklara daha iyi direnç ve nispeten daha iyi toklukları sebebiyle alüminyum oksit seramiklerden daha iyidirler. Çok yüksek talaş kaldırma hacimleri ile gri dökme demirin işlenmesi için bir numaralı alternatiftir. Gri dökme demir nispeten kolay işlenmesine rağmen yüksek hız ve yüksek miktarda talaş kaldırma sırasında takım malzemesine zarar verir.bu sebeple bu tip işlemede yüksek sıcak sertlik, dayanım, tokluk ve termal şoklara direnç ve kimyasal kararlılık esastır. Silikon nitrit esaslı seramikler, sementit karpitler için uygun olandan daha yüksek sıcaklıklarda sıcak sertliklerini sürdürebilmede mükemmel olup, alüminyum oksit esaslı seramiklerden daha yüksek tokluğa sahiptirler. Bununla beraber, çeliğin işlenmesi sırasında alüminyum oksit esaslı seramiklerin kimyasal karalılığına sahip değildirler. Bu sebeplerden dolayı, 450 m/dk üstündeki kesme hızlarında ıslak ve kuru çalışma şartlarında gri dökme demirin işlenmesinde mükemmeldirler.
31 31 Silikon nitrit seramik, iki fazlı malzeme olup, daha uygun olan silikon nitrit kristaller, bağlayıcı malzeme fazı içinde uzanır. Özelliklerin tayini kompozisyona bağlıdır. Üretim, ya doğrudan soğuk preslere ve sinterleme veya daha avantajlı olarak doğrudan sıcak presleme ve istenilen biçimde taşlanmasıyla elde edilir. Nispeten yeni bir malzemedir lerden beri geliştirilmektedir. Motorlardaki yüksek performanslı parçaların yapım malzemesi olarak da kullanılmaktadır. Şekil 9.31 de seramik malzemelerin bazı özelliklere göre birbirleriyle karşılaştırılması verilmiştir.bu özellikler: (T) tokluk, (Hv) sertlik, (TSR) termal şok direnci, (CS) ise kimyasal karlılıktır (CSFE: demir esaslı malzemelerde,csni:nikel esaslı malzemelerde). *Silikon nitrit esaslı seramikler demir esaslı malzemelere karşı kimyasal olarak kararlı olmakla beraber, gri dökme demir için istisnai bir durum vardır ve özellik iyidir. Şekil Çeşitli seramik kesici malzemelerin farklı özellikler açısından karşılaştırılması. Seramik kesici malzemeler için ana uygulama alanları: - Gri dökme demir(lamelli dökme demir), - Isıya karşı dirençli alaşımlar, - Sertleştirilmiş çelikler, - Modüler(temperlenmiş) dökme demir, - Bir dereceye kadar çelik Gri dökme demirin kaba ve ince işlenmesinde, özellikle döküm kalıntıları ve kabuk içermiyorsa, saf alüminyum oksit seramikler iyi performans sergilerler. Silikon nitrit seramikler, kesintili talaş kaldırılırken ve kesme derinliği değiştiğinde iyi dayanım
32 32 gösterirler. Karma alüminyum oksit seramikler, bitirme talaşında takım ömrü kriter olarak alınırsa, son paso talaşlar (ince işleme) için iyi özellik sergilerler. Çünkü, bitirme yüzeyini doğrudan etkileyen çentik aşınması dirençleri yüksektir. Isıya karşı dirençli alaşımlar için, seramiklerin gelişmesi, performansı kayda değer ölçüde arttırmıştır. Önceleri kaplanmamış sementit karpitlerle işlenen bu alaşımlarda, seramikler daha yüksek kesme hızlarında, pek çok kat daha uzun dayanımla başarılı olmuşlardır. Nitel esaslı alaşımlarda olduğu gibi yüksek sıcaklıklarda yüksek dayanıma sahip, büyük çentik aşınmasına sebep olan bu alaşımların, karma veya takviyeli alüminyum oksit esaslı seramiklerle işlenmesi avantajlıdır. Doğru uygulama metodu hayati önem taşır, çünkü, kesme derinliği bölgesinde çentik aşınma eğilimi tüm kenar boyunca dağılabilir. Sertleştirilmiş çelik ve çil dökme demir (Hızlı soğutulmuş ve beyaz dökme demiri andıran bir yapıya sahip oldukça sert bir döküm malzeme türü) seramikle işlemeyle geliştirilmiş sert parça tornalama olanlarıdır. Karma ve takviyeli alüminyum oksitler hatta; siklon nitrit esaslı kesiciler, sıcak sertlik ve ısıl darbelere (termal şoklar) direnç taleplerini karşıladıkları için, bu uygulamalarda oldukça iyidir. İşlemler, iş parçasına bağlı olarak önemli ölçüde değişkendir. İş parçası, soğuk haddelenmiş biçimde çeşitli yüzey şartlarına sahip olabilir. Çil dökme demir ve kaynak işlemi görmüş veya sertleştirilmiş çelik parçalar olabilir. Sertleştirilmiş parçaların tornalanması, oldukça başarılı bir şekilde taşlama işlemlerinin yerini almaktadır. Modern seramik uçların aşınma direnci ve kimyasal kararlılığı bu alanda yüksek verimlilik getirmiştir. Çil dökme demirde, sert karbürlerden dolayı aşındırıcı tanelerle (Abrasiv aşınma) aşınmaya karşı direnç hayati önem taşır. Genel çelik işleme operasyonlarında tokluk en önemli özellik olduğundan dolayı (özelikle daha düşük kesme hızlarında) kaplanmış sementit karpitlerle işlenir. Seramik kalitelerinin en toku olan silikon nitrit, maalesef demir esaslı malzemelerin (Gri dökme
33 33 demir istisna) işlenmesinde kimyasal olarak kararlı değildir ve genellikle diğer kaliteler, tokluktaki eksikliğe rağmen daha geniş uygulama imkanı bulurlar. Takviyeli seramiklerde çeliğin işlenmesinde çok çok düşük kimyasal kararlılığa sahiptir. Seramiklerin uygulanmasındaki başarı, işleme tipi, işleme şartları, iş parçası malzemesi, takım tezgahının performansı, genel kararlılık, gerçekleştirilen işleme metodu, kesme kenarının hazırlanması (özellikle dayanımı arttıran pah oluşturma) ve talaşın oluşumu arasındaki uyuma bağlıdır. Şekil 9.32 de farklı malzemeler için seramik türlerinin uygulanabilirliği gösterilmiştir. Bu tablodaki semboller; (CI) dökme demir, (HRA) ısıya karşı direnci yüksek alaşımlar, (HS/CI) sert çelik ve dökme demir, (S) çeliktir. Şekil Farklı malzemelerin işlenmesinde kullanılabilecek seramikler Koronitler (Coronit_N) Koronit; çeliğin yüksek tokluğu ile sementit karpitin aşınma direncini birleştiren oldukça yeni bir kesici malzeme kombinasyonudur. Bu özellikler, oronit parmak frezelere, bu alanda kullanılan diğer benzeri takımlarla kıyaslandığında, daha yüksek hızlarda çalışma imkanı sağlar. Takım ömrü, güvenilirlik ve yüzey kalitesinde daha iyi özellikler söz konusudur. Temelde çeliğin işlenmesi için geliştirilen bu takımlar, titanyum ve benzer hafif alaşımlar için de iyi performans sergilerler. Koronitler, yüksek hız çelikleri ile sementit karpit arasında mevcut oldukça büyük boşluğu doldururlar. Yüksek hız çeliklerinden takımlar gibi yapılmakla beraber verimlilik yüksektir.
34 34 Günümüzde, kanalların, ceplerin, profillerin kaba veya ince işlenmesinde uygun kesici takımlar genellikle parmak frezelerle sınırlıdır. Aynı formda fakat daha yüksek performansa sahip koronit kesiciler, pek çok iş parçası malzemesi için yüksek hız çeliği kesicilere alternatiftir. Bu yeni malzemenin özelliğindeki anahtar, oldukça ileri tekniklerle üretilen ve aşırı derecede küçük titanyum nitrit taneciklerin(tin) tane boyutundadır. Bu tanecikler 0,1 mikron boyutundadır (Bu sementit karpit veya yüksek hız çelikleri ile karşılaştırılırsa tane boyutunun 1~10 mikron arasında değiştiği hatırlanmalıdır). Özel bir teknoloji kullanarak, bu küçük TiN tanecikler ısıl işlem görebilen çelik bir matris içerisine malzeme hacminin %35~%60 arasındaki bir formda dağıtılabilmektedir. Sert tanecik oranının sonucu olarak, seri çeliklerle elde edilebilecek, olandan daha sert fakat, sementit karpitlerin en alt sınırından daha küçük bir sertlik elde edilmektedir. Bu tiplerin ilk uygulamalarında sert parçacıklar %50 oranındadır. Koronitlerin özellikleri, sementit karpitler ile yüksek hız çelikleri arasındaki geniş bir alana yayılmaktadır. Özellikler alaşım malzemesi muhtevasını, özellikle, karbon miktarını ve/veya ısıl işlem yöntemini değiştirmek suretiyle değiştirilebilir. Oldukça küçük tane boyutuna sahip sert parçacıklar, koronite avantajlı özellikler kazandırmaktadır. Neden küçük tane boyutu bu kadar avantajlıdır? Bunun cevabı daha yüksek aşınma direncine sahip daha keskin bir kesme kenarı elde edilebilmesidir. Daha keskin kesici kenar, aşınırken bile keskinliğini muhafaza eder. Bu kendiliğinden ne seri çelik, ne de sert metal uçlu kesicilerde mevcuttur. Aynı zaman da ince tanecik daha da ince bitirme yüzeyi anlamı taşır. Hiç bir sementit karpit, koronit kadar sert parçacık ihtiva etmez. Yüksek hız çeliği bir tanecik 1000 den çok koronıt taneciğine tekabül eder. Üretim yöntemi, ileri birleştirme ve kaplama teknikleri ihtiva eder. Küresel uçlu parmak frezeler haricindeki diğer parmak frezeler sadece tamamen koronit değildir. Bunun yerine üç kısımdan oluşan bir yapı vardır.
35 35 1) Çelik bir çekirdek 2) Çapın yaklaşık %15 ine karşılık gelen bir koronit katmanı 3) 2 mikron kalınlığında PVD ile kaplanmış TiCN veya TiCN veya TiN dış kaplama. Çelik çekirdek, delme görevi de yapan parmak frezelerde yüksek hız çeliği, delme amaçlı olmayan parmak frezelerde yay çeliğidir. Bu nispeten daha tok bir yapı demektir. TiN veya TiCN kaplama ile, çekirdek ve kaplamanın aynı termal genleşme katsayısına sahip olması sağlanır (yaklaşık olarak). TiCN kaplama, kesici kenarın boşluk tarafında daha iyi bir aşınma direnci sağlar (yüksek yanak aşınma direnci). Malzeme açısından bakıldığında krater aşınmasına karşı da koronit yüksek dirence sahiptir. Koronit talaş yüzeyleri, yeniden kaplamaya ihtiyaç göstermeden, sürekli yenilenen takım yüzeyi oluştururlar. Koronitler pek çok iş parsasının işlenmesi ve oldukça geniş aralıkta değişen bir dizi operasyonun gerçekleştirilmesi için kullanılabilir. Aşınma direnci ve tokluk kombinasyonu, yüksek hız çeliği ile yapılan işlemlerde önemli gelişmeler sağlanmıştır. Mükemmel yüzey kalitesi elde edilebilir ve takımlar yeniden bilenebilir. Bu özellikleri açısından HSS (TiCN kaplı) ve kaplanmış HSS uçlarla karşılaştırılması Şekil 9.33 de görülmektedir. Bir kalıp çeliğinde tipik bir çevrenin bitirme talaşının frezelenmesindeki sonuçlar, bu yeni takım malzemesinin getirdiği iyileşmeyi göstermektedir. Kaplanmış HSS (A) ve kaplanmış karpit (B) ile karşılaştırıldığında koronit (C) parmak frezeden alınan süper sonuçlar Şekil 9.33 deki grafiklerle görülebilir. Sonuçlar aşına direnci ile tokluk kombinasyonunun avantajını göstermektedir. HSS parmak freze koronit ve karpit uçların sadece %20 si kadar bir ömre sahiptir. Koronit kesici belli oranda bir yanak aşınması (V B ) gösterse bile, karpit kesicide buna ilave olarak mikro çıtlamalarda gözlenmiştir. Kesme parametreleri HSS için daha düşük olmasına rağmen aşınma çok daha büyüktür.
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Örnekler ve 3 Boyutlu Kesme
 Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BÖHLER K455 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Kıyaslaması
 Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
KESME TAKIMI TEKNOLOJİSİ
 Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan
 İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan yenilikçi ve benzersiz ürünleri geliştirip,güçlü alt yapılar
İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan yenilikçi ve benzersiz ürünleri geliştirip,güçlü alt yapılar
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına sabit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına sabit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Çelik frezeleme Kalite GC1130
 Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
Sadece daha iyisi değil, aynı zamanda altın.
 _ METAL IŞLEMEDE YETKINLIK Sadece daha iyisi değil, aynı zamanda altın. Ürün yenilikleri Frezeleme SIZ YÜKSEK BEKLEN- TILERE SAHIPSINIZ BIZ DE YÜKSEK TAKIM ÖMÜRLERINE. En iyi sürtünme davranışı için düz
_ METAL IŞLEMEDE YETKINLIK Sadece daha iyisi değil, aynı zamanda altın. Ürün yenilikleri Frezeleme SIZ YÜKSEK BEKLEN- TILERE SAHIPSINIZ BIZ DE YÜKSEK TAKIM ÖMÜRLERINE. En iyi sürtünme davranışı için düz
Yararları Üretimsel artış Birim maliyetinin azalması
 BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
KESİNLİK VE ETKİNLİĞE GÜVEN LUTZ TIBBİ BIÇAK AĞIZLARI
 TIBBİ MALZEME Ürün çeşitleri kesiti talep halinde daha başka modeller! KESİNLİK VE ETKİNLİĞE GÜVEN LUTZ TIBBİ BIÇAK AĞIZLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME GIDA MADDELERİ
TIBBİ MALZEME Ürün çeşitleri kesiti talep halinde daha başka modeller! KESİNLİK VE ETKİNLİĞE GÜVEN LUTZ TIBBİ BIÇAK AĞIZLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME GIDA MADDELERİ
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI
 OTOMOBİL Ürün çeşitleri kesiti talep halinde daha başka modeller! SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME
OTOMOBİL Ürün çeşitleri kesiti talep halinde daha başka modeller! SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN