Çok fazlı (multiphase) çelikler
|
|
|
- Eser Bucak
- 5 yıl önce
- İzleme sayısı:
Transkript
1 Çok fazlı (multiphase) çelikler Çok fazlı çelikler ilk çift fazlı çeliklerin modifiye edilmesi ile geliştirilmiştir. Bu çeliklerin, fazla miktarda alaşım elementi ilavesi yapılmadan mümkün olan en saf hallerinde çoklu dayanım arttırma mekanizmaları ile mekanik özellikleri geliştirilmiştir. Alaşım elementlerinin miktarının artması maliyeti arttırdığı gibi kaynak kabiliyetini azaltmaktadır. Bu çeliklerde kullanılan özel dayanım arttırma mekanizmaları, çelikten istenilen özelliklere ve çelik üreticisinin yapabileceği ısıl işlem çeşitlerine göre seçilmektedir.
2 Sahip olduğu geniş tanımlama ile bu grup çok sayıda yüksek çekme dayanımlı çelik tipini içermektedir. Örnek olarak 980 MPa çekme dayanımına sahip çeşitli türler mevcuttur. Bunların uzama değerleri ve akma dayanımları birbirlerinden farklı olabilmektedir.
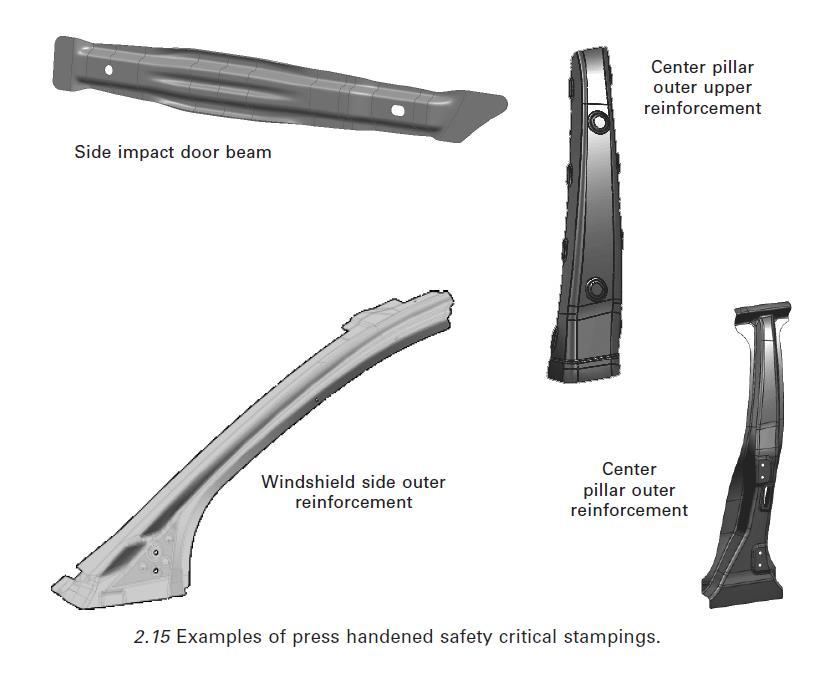
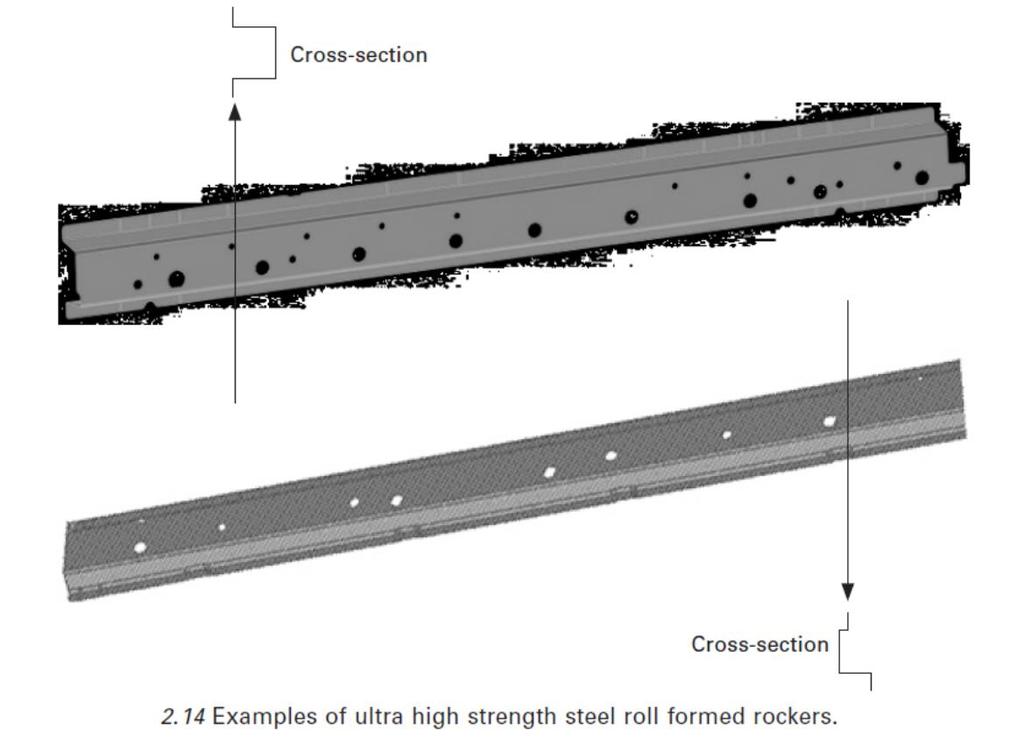
3 Yüksek dayanımlı çok fazlı çelikler, yolcu kompartımanı çevresinde deformasyonun sınırlı tutulması gereken yapısal parçalarda kullanılmaktadır. İmalatında bu çeliklerin kullanıldığı tipik parçalar şunlardır: Alt yan elemanlar (kapı eşik panelleri), B sütunu (merkezi sütun) dış desteği ve bağlantılı parçalar ile üst gövde tavan yapıları (özellikle devrilmeye karşı). Bu çelikler ayrıca önceleri HSLA ve SSS tipi çeliklerden yapılan koltuk rayı ve çerçevesinde de kullanılmaya başlanmıştır. Bu sayede ağırlık azaltılmasına katkı sağlanmıştır.
4 Soğuk Haddelenmiş Martenzitik ve Isıl işlemli Bor Çelikleri (Cold Rolled Martensitic and Heat Treated Boron Steels) Matrisi martenzitçe zengin ve az miktarda beynit ve/veya ferrit içeren martenzitik çelikler östenit-ferrit bölgesinden su verme (hızlı soğutma) ile üretilmektedir. Otomotiv sanayinde martenzitik çelikler farklı metotlar ile üretilebilmektedir. Bu mikroyapı, çelik rulosu üretilirken ya da yüksek sertleşebilirliğe sahip çelikten parça preslendikten sonra oluşturulabilir. Rulo formunda bu işlem su soğutma ile yapılmaktadır. Rulo soğuk hadde ürünü ise sürekli tavlama çıkışında soğutma yapılırken, sıcak hadde ürünü ise bu işlem hadde çıkışı tablasında yapılmaktadır.
5
6 Su verme işlemi ile martenzitik çeliklerin ulaşacağı dayanım değeri karbon miktarı ile değişmektedir. % 0,09 C ve % 0,50 Mn içeren bir çeliğin çekme dayanımı MPa a ulaşırken karbon oranının % 0,23 e yükselmesi çekme dayanımını MPa aralığına çıkarmaktadır. Bu dayanım artışının maliyeti, oldukça azalarak % 5 lere kadar düşen süneklik olmaktadır. Ancak yine de rulo şekillendirme veya eğme ile şekillendirme için yeterli süneklik bulunmaktadır. Otomotiv uygulamalarında martenzitik çelikler, kapı iç kirişleri, tampon panelleri, hafif ve yüksek dayanımlı kapı eşik panelleri ve çeşitli yapısal çapraz bar ve kirişlerin üretimi için çok kullanışlıdır. Yolcu kompartımanını deformasyondan korumada etkili bir ürün grubunu oluşturmaktadır.
7 Martenzitik yapıya sahip çeliklerin bir diğer üretim yöntemi de martenziti şekillendirmeden sonra yerinde (in situ) oluşturmaktır. Bu işlem için geliştirilen bir yöntem su soğutmalı pres kalıpları kullanmaktır. Basma öncesi basılacak sac parçalar (blanks) dönüşüm sıcaklığı üzerine ön ısıtılır ve şekillendirme sonrasında suyla soğutulan kalıpta parça mikroyapısının martezitik dokuya dönüşmesi sağlanır. Sanayide bu işlem sıcak preslme (hot stamping) ya da kalıpta su verme (die quenching) olarak adlandırılmaktadır. Preste sertleştirme (press hardening) tabiri de ayrıca kullanılabilmektedir.
8 Taşıt araçlarında yakıt ekonomisi ve güvenlik düzenlemeleri sıkılaştıkça martenzitik yapılı çelik parçaların su soğutmalı kalıplarda üretimi yaygınlaşmıştır. Kalıpta suyla soğutmanın soğuma hızı doğrudan suyla soğutmaya göre düşük olduğu için bu işlemlerde kullanılan çeliklerin sertleşebilirliği daha yüksek olmalıdır. Sertleşebilirliğin arttırılması karbon miktarının % 0,20-0,25 aralığında olması, % 1,2 Mn bulunması ve % 0,0005-0,001 B ilavesi ile sağlanmaktadır. Sanayide sıcak preslemede kullanılan çelikler genellikle bor çeliği olarak bilinmektedir.
9 Sıcak veya soğuk hadde formunda üretilmiş, sıcak preslenmiş tamamen martenzitik bor çeliklerinin avantajı, yüksek sıcaklıkta dolayısıyla yüksek süneklikte preslenmeleridir. Böylece martenzitik çeliklerin geleneksel preslenmesine göre çok daha karmaşık parçalar imal edilebilmektedir. Dezavantaj ise kalıpta soğutma işlemi nedeniyle çevrim süresinin uzaması ve kalıp maliyetinin yüksek olmasıdır. Dakikada on iki ve ya daha fazla parça preslenebilen geleneksel çelikler ile kıyaslandığında sıcak presleme ile dakikada bir parça basılabilmektedir. Ne var ki bu hız birden fazla parça presleyebilecek kalıplar tasarlanarak arttırılabilir.
10
11 TRIP (Tranformation Induced Plasticity) Çelikleri TRIP çeliklerinin üretim tarzı çift fazlı çeliklere (DP) benzemektedir. Bunların her ikisi de sürekli tavlama hattına gereksinim duyar. Yalnız TRIP çeliklerinde soğuma hızı biraz daha düşüktür ve dönüşüm (östenit-ferrit) sıcaklığı altında izotermal bir bekleme aşaması vardır. Bu izotermal bekleme aşamasıyla birlikte daha yüksek karbon oranı, silisyum ve alüminyum içeriği ile mikroyapıda fark edilebilir oranda artık östenit oluşturulmaktadır.
12
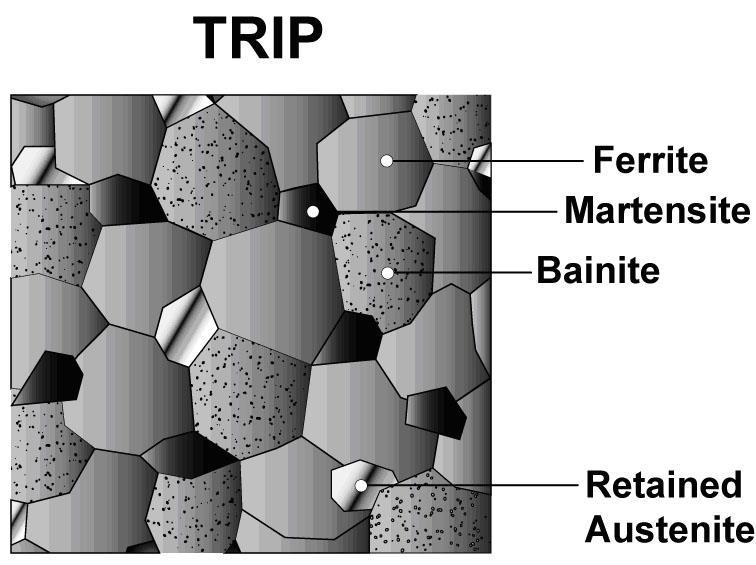
13 TRIP çeliklerinin mikroyapısı ferrit fazı arası dağılmış martenzit ve beynit sert fazları ile % 5 ten daha fazla artık östenit içermektedir. Önceki sayfada tipik kimyasal kompozisyonu verilen TRIP çeliğinin çekme dayanımı MPa arasındadır. TRIP çeliklerinin sağladığı birincil fayda benzer dayanımdaki çift fazlı çeliklere oranla şekillenme kabiliyetinin daha yüksek olmasıdır. Yüksek şekillenebilme seviyesi bu çeliklerin sahip olduğu son derece yüksek deformasyon sertleşmesi (work hardening) kapasitesine dayanmaktadır. Bu durumun oluşmasının altında yatan neden ise matriste bulunan östenitin deformasyon sırasında martenzite dönüşmesidir.
14

15 TRIP 690 çeliğinin mikroyapısı
16 Şekillendirmede, matrisin de dayanımını arttıran östenit-martenzit dönüşümünün sağladığı yüksek oranda deformasyon sertleşmesine bir de yumuşak ferrit matrisin avantajı eklendiğinde şekillenebilme kabiliyeti oldukça yükselmektedir.
17 Önceki sayfada verilen tablodan da anlaşılacağı üzere TRIP çeliklerinin şekillenebilirliği daha çok düşük karbonlu çeliklere benzemektedir. Sonuç olarak bu çelikler görece karmaşık şekilli ancak yüksek dayanım istenen pres parçaların üretiminde son derece kullanılabilirdir. TRIP çeliklerinin geliştirilmesine kadar böyle bir duruma uygun yaygın üretilen çelik tipi bulunmamaktadır. Ancak bu çeliklerin dezavantajları da vardır ve bunlardan en önemlisi yüksek alaşım elementi içeriğinin karbon eşdeğerliğini yükseltmesi ve punto kaynak kabiliyetini düşürmesidir. Bu önemli dezavantaj TRIP çeliklerinin uygulamalarının genişlemesi önünde bir engeldir. Zamanla kaynak pratiklerinin gelişmesi veya diğer birleştirme tekniklerinin daha çok tercih edilir olması bu çeliklerin kullanımını ve üstün özelliklerinden faydalanılmasını yaygınlaştıracaktır.
18 Kompleks Fazlı Çelikler (Complex Phase, CP) Kompleks fazlı çelikler kompozisyon açısından TRIP çeliklerine benzerler sadece daha az oranda artık östenit içerecek şekilde ayarlanırlar. TRIP çeliklerindeki yüksek hacim oranlı artık östenit yerine kompleks fazlı çeliklerde ince taneli ferrit ve sert fazlar arasında dağılmış ince çökeltiler bulunmaktadır. Bu çeliklerin çökelme sertleşmesi göstermesi, TRIP ve çift fazlı çeliklerin normal alaşım elementlerinin yanında niyobyum, titanyum ve/veya vanadyum katılmasıyla sağlanmaktadır.
19 Sonuç olarak elde edilen malzeme 800 MPa ve üstünde dayanım göstermektedir. Şekillenme kabiliyeti TRIP çeliklerine yaklaşamasa bile yüksek dayanım daha az alaşım elementi içeriği ile elde edilmekte ve düşük maliyetle kaynak kabiliyeti arttırılmaktadır.
20 TWIP (Twinning Induced Plasticity) Çelikleri TWIP ve L-IP (Lightweight Steels Induced Plasticity) çelikleri ileri yüksek dayanımlı çeliklerin (AHSS) son neslini oluşturmaktadır ve otomotiv piyasası için geliştirilmiştir. Bu çelikler önceki nesil çeliklerin oldukça ötesinde çok yüksek çekme dayanımı ile olağanüstü sünekliği birleştirmek için tasarlanmıştır. Birinci nesil ileri yüksek dayanımlı çeliklerdeki ferritik matris yerine bu ikinci nesil olanlarda yüksek mangan miktarının sağladığı KYM östenitik yapı bulunmaktadır.
21 Bu çeliklerin geliştirilmiş bazı tiplerinde çekme dayanımı 1000 MPa dır ve uzama değeri % 50 nin üzerindedir. Ancak bu yüksek dayanım ve sünekliğin birleşmesinin ciddi bir maliyeti vardır. % 20 yi aşan Mn oranı ile bu çeliklerin fiyatı bazı paslanmaz çelik ve alüminyum alaşımlarının fiyatına yaklaşmaktadır. Bu durum maliyet hassasiyetinin çok yüksek olduğu otomotiv sanayinde çok önemli bir meydan okumadır. İleri yüksek dayanımlı çeliklerin bu son nesli aslında yeni bir icat değildir. TWIP çeliklerine benzer yüksek Mn lı östenitik çelikler 1880 lerin başında Hadfield tarafından geliştirilmiştir. Pek çok çelik tipi gibi bunun da keşfi ve yeniden keşfi arasından uzun bir zaman geçmiştir.
22 Bu çeliklerin eşsiz olan özelliği bütün sıcaklıklarda tamamen östenitik bir yapıya sahip olması ve şekillendirmede sırasında geleneksel şekilde düzlemlerin birbiri üzerinde kayması ve dislokasyon hareketleri ile deforme olmanın yanında tane içlerinde de ikizlenmenin oluşmasıdır. İkizlenme ile oluşan sınırlar da tıpkı tane sınırları gibi dislokasyon hareketlerini sınırlayıcı etki göstermektedir.
23
")
24 Bir TWIP çeliğinin (Fe 25Mn-3Si-3Al) mikroyapısı

25 Üçüncü Nesil İleri Yüksek Dayanımlı Çelikler (Third Generation AHSS)
26 Mikro Alaşımlı Çelikler Bu çelik grubu otomobil gövde parçalarında değil de daha çok güç aktarım, süspansiyon ve direksiyon gibi alt sistem parçalarında tercih edilmektedir. Otomotiv sanayinde kullanılan mikro alaşımlı çeliklerin karbon oranı % 0,3-0,6 arasındadır ve bu çelikler mikro alaşım elementi olarak düşük miktarda (~ % 0,05-0,15) vanadyum içermektedir. Vanadyum, sıcak dövme sonrası havada soğuma sırasında karbür ve nitrür çökeltileri oluşturmaktadır.
27 Havada soğumanın ardından temperlemeye (menevişlemeye) gerek yoktur. Görece yumuşak ferritik-perlitik matrisin içindeki çökeltiler çeliğin dayanımını yükseltmektedir. Mikro alaşımlı çelikler iyi bir dayanım ve tokluk kombinasyonu sunmaktadır. Bu birleşim tane incelmesi, inklüzyon kontrolü ve dövme şartlarının iyileştirilmesi ile geliştirilebilir. Mikro alaşımlı çeliklerin akma dayanımı ve uzama miktarı benzer karbon oranına sahip geleneksel dövme çeliklerinden daha yüksektir. Yorulma dayanımı da ayrıca daha fazladır.
28 Bunların dışında mikro alaşımlı çelikler su verme ve temperlemeye ihtiyaç duymazlar. Bu durum maliyet avantajı sağladığı gibi ısıl çarpılma ihtimalini de ortadan kaldırmaktadır. Araçlarda mikro alaşımlı çelikler biyel kolu (connecting rod), tekerlek poryası (wheel hub) ve direksiyon mafsalı (steering knuckle) gibi parçaların üretiminde tercih edilmektedir.

29 Tekerlek poryası (Wheel hub)
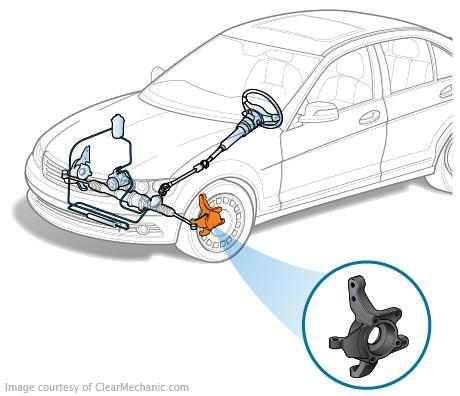

30 Direksiyon mafsalı (Steering knuckle)
31 Hafif Otomotiv Yapılarının Çeliklerle Tasarımı Otomotiv mühendislerinin yeni bir araç tasarlarken üstesinden gelmesi gereken birinci zorluk, yüklerin ve kaza enerjisinin nasıl karşılanacağı ve ana bileşenler ile alt sistemlerin sınırlı bir hacme nasıl yerleştirileceğidir. Tasarımcılar için bileşenlerin dayanımı ve onların yük taşıma ve dağıtma kabiliyeti kritik seviyede önemlidir. Kritik önemdeki gövde parçalarının sayısını belirlemek kolay değildir. Üreticiler genellikle imalat kolaylığı sağladığı için büyük parçaları küçük parçalara bölerek üretmeyi tercih edebilmektedir. Tasarıma bağlı olarak tam sayısı değişmekle birlikte otomobil gövdeleri adet parçadan oluşmaktadır ve bunların tanesi ana parçadır.

32
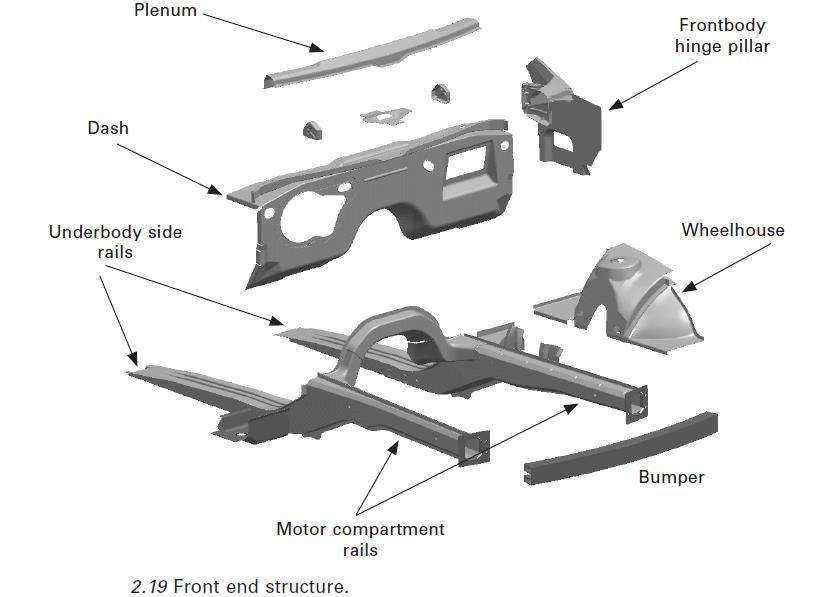
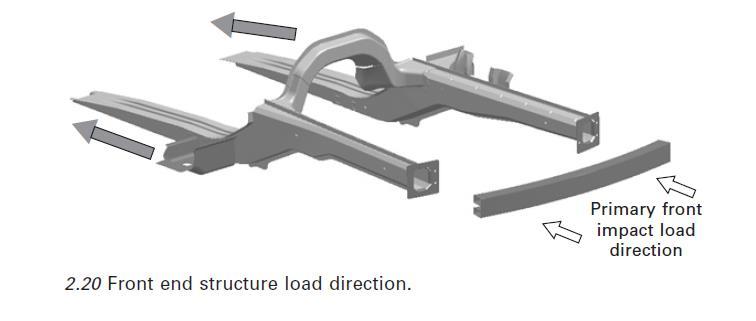
33 Önceki sayfada verilen araç gövde yapısı görselinde motor kaputu (hood or bonnet), çamurluklar (fenders), kapılar ve bagaj kapağı (rear decklid or boot) gibi kapatıcı (dış) paneller gösterilmemiştir. Çünkü bu parçalar araçlarda yapısal olarak kritik sayılmamaktadır. Bir aracın tipik ön yapısında birincil yük taşıyan elemanlar şunlardır: Tampon paneli (barı), şasi ön ayakları, (motor compartment rails) ve gövde altı yan raylardır (underbody side rails). İlave parçalar ise tekerlek yuvası, şasi duvarı ve menteşe ayağıdır. Bu parçaların tamamı enerji sönümlemeye katkı sağlasa da çarpışma enerjisinin izlediği birincil yol tampon paneli, şasi ayakları, motor yatağı (travers) ve gövde altı yan raylardır.
34
35
36 Bu basitleştirilmiş görünüme göre tampon paneli (barı) darbe yükünü ilk alan parçadır ve bu yükü şasi ön ayaklarına aktarmaktadır, kalan enerji ise gövde altı yan raylara iletilmektedir. Bu durumda tampon paneli darbe yükünün mümkün mertebe büyük kısmını karşılamalı ve geriye doğru iletmelidir. Tampon paneli deformasyona dirençli olarak tasarlanmaktadır ve bu parçanın üretiminde yüksek çekme dayanımına sahip çelikler tercih edilmektedir. Çift fazlı veya martenzitik çelikler yaygın kullanılan malzemelerdir. Rulo şekillendirme de tampon panelleri için en etkili ve düşük maliyetli imalat tekniğidir.
37
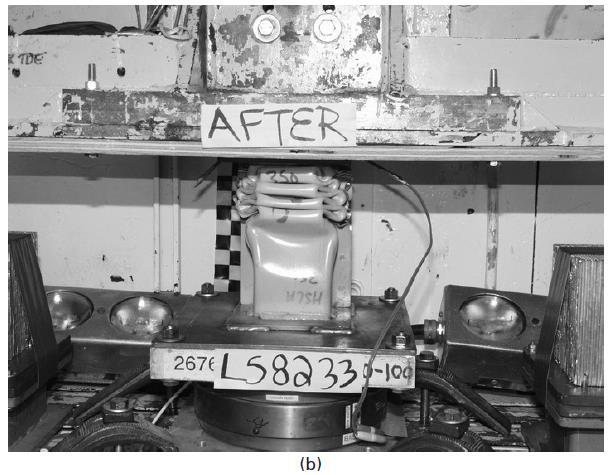
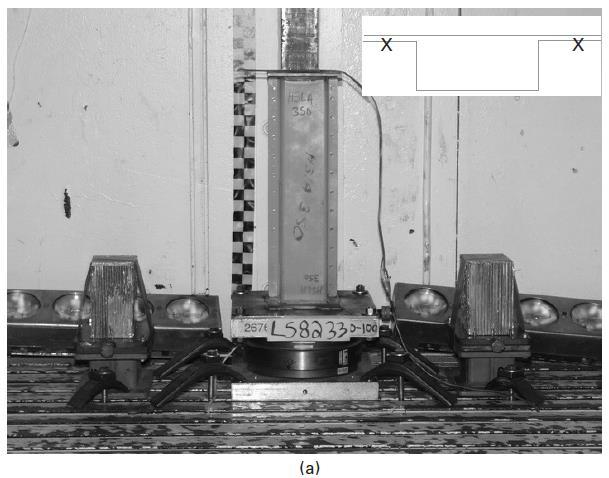
38 Diğer taraftan şasi ön ayakları da enerjiyi sönümlemeli ve yolculara aktarılan enerji miktarını azaltmalıdır. Yüksek miktarda enerji sönümleyebilmek için şasi ön ayakları kontrollü deforme olacak şekilde tasarlanır. Bu parçaların üretiminde önceleri geleneksel yüksek dayanımlı çökelme sertleşmeli veya karbon mangan çelikleri kullanılırken, sonraları enerji sönümleme kabiliyeti daha yüksek olan çift fazlı çelikler (DP600, DP800 gibi) tercih edilmeye başlamıştır. Mühendisler şasi ön ayaklarını, kaza sırasında daha fazla enerji sönümleyebilmesi için akordeon şeklinde katlanacak biçimde tasarlamaktadır. Eksenel yükleme altında oluşan bu katlar daha fazla enerjinin karşılanmasını sağlamaktadır.
39
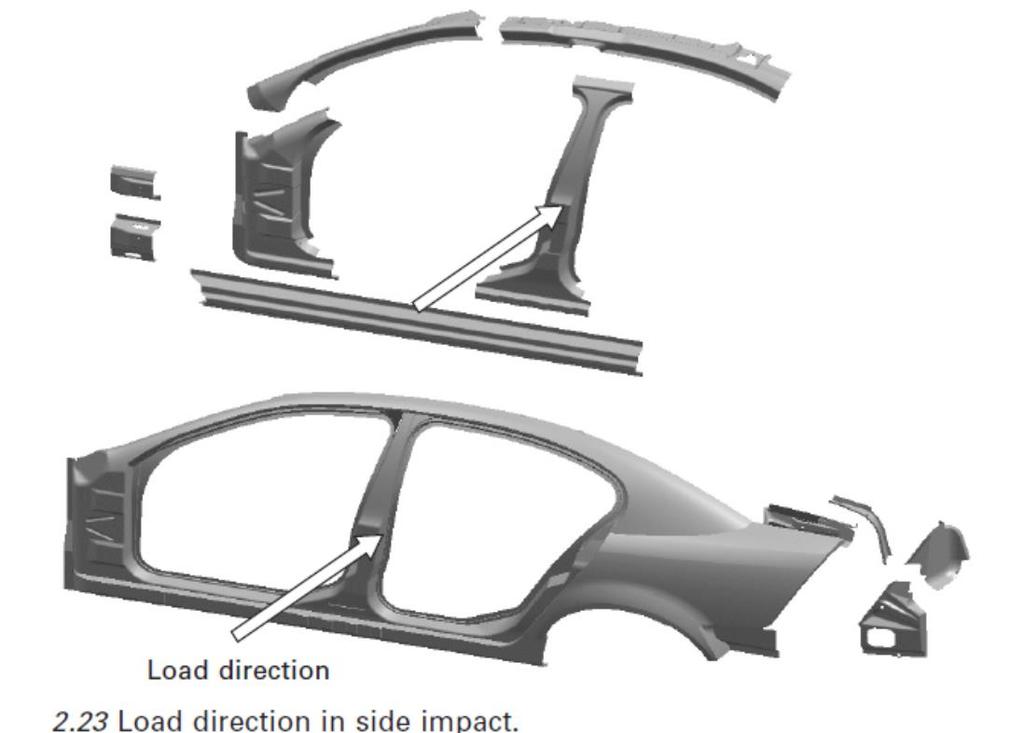
40 Araç tasarımındaki güvenlik kafesi (safety cage) konsepti yanal yapı söz konusu olduğunda daha da önemli hale gelmektedir. Yanal yapıda yolcu kompartımanına girmeden kaza enerjisini sönümleyecek boşluk yok denecek kadar azdır. Yanal darbelere karşı durmak tasarımcıları en çok zorlayan husustur. Yanal darbelerde temel olarak yükleme yönü B sütununa (merkezi sütun) doğrudur. Araçların dış kabuğu çoğunlukla düşük karbonlu veya BH çeliklerinden üretildiği için yük taşımaya çok fazla bir katkısı bulunmaz. Yanal yapıda B sütunu dış desteği, kapı eşiği, ve tavan rayları gibi iç yapısal parçalar temel yük taşıyıcı elemanlardır.


41
42
43 Yanal darbelerde B sütunu dış desteği ile kapı eşiği en çok yük taşıyan parçalardır ve bu nedenle en önemli yapısal elemanlardır. Yanal darbelerde deformasyona yolcu bölümüne girmeden izin verilebilecek boşluk neredeyse hiç olmadığı için bu parçalar en yüksek dayanıma sahip olacak şekilde tasarlanır. B sütunu dış desteği için uygun olan en yüksek dayanımlı çelik türü martenzitik çeliklerdir. Bu çeliklerin oda sıcaklığında şekillendirilmesi zayıf olduğu için sıcak presle şekillendirilmiş bor çelikleri tercih edilmektedir.
44 Yan darbelerde tavan rayları önemli bir görev üstlenmektedir. Kaza enerjisi B sütunundan tavan raylarına ve kapı eşiğine aktarılmaktadır. Bu parçalar için de preste sertleştirilen çelikler en uygun olanlarıdır. Yolcuların kafa ve boyun travmalarına maruz kalmalarını önlemek için yan darbelerde enerjinin büyük kısmının aracın alt kısmına yönlendirilmesi uygun tasarımla sağlanabilmektedir. Yüksek miktarda enerji B sütunundan tavan rayına aktarıldığı zaman tavan kemeri de deforme olabilir. Yüksek dayanımlı tasarlanan tavan kemerleri yükü karşı raya aktarabilmektedir.
45
46 Arkadan meydana gelebilecek çarpışmalarda araçların arka yapısal elemanları tıpkı öndekiler gibi davranmaktadır. Bu kısımda ilave olarak korunması gereken yakıt tankı bulunmaktadır. Devrilmelerde ise üst ve yan yapılar tıpkı yan darbelerde olduğu gibi koruma etkisi göstermektedir sadece yükleme yönü terse dönmüştür. Yüksek dayanımlı tavan rayları ve B sütunları tavanın içeriye çökmesini önleyerek yolcuları korumaktadır.
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 7 Plastik Şekillendirilen Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 7. Plastik
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 7 Plastik Şekillendirilen Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 7. Plastik
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 7 Otomotiv uygulamalarında yüksek mukavemetli çelikler
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 7 Otomotiv uygulamalarında yüksek mukavemetli çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 2010: 58,5 milyon otomobil/yıl (Tüm dünyada)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 7 Otomotiv uygulamalarında yüksek mukavemetli çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 2010: 58,5 milyon otomobil/yıl (Tüm dünyada)
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
GELİŞTİRİLMİŞ YÜKSEK MUKAVEMETLİ ÇELİK SACLARIN (Advanced High Strength Steel, AHSS) ŞEKİLLENDİRİLMESİNDE TAKIM ÇELİKLERİNDEN BEKLENEN ÖZELLİKLER
 ŞEKİLLENDİRİLMESİNDE TAKIM ÇELİKLERİNDEN BEKLENEN ÖZELLİKLER") GELİŞTİRİLMİŞ YÜKSEK MUKAVEMETLİ ÇELİK SACLARIN (Advanced High Strength Steel, AHSS) ŞEKİLLENDİRİLMESİNDE TAKIM ÇELİKLERİNDEN BEKLENEN ÖZELLİKLER ÖZET Yüksek mukavemetli çelikler, yolcu güvenliğini arttırmak
GELİŞTİRİLMİŞ YÜKSEK MUKAVEMETLİ ÇELİK SACLARIN (Advanced High Strength Steel, AHSS) ŞEKİLLENDİRİLMESİNDE TAKIM ÇELİKLERİNDEN BEKLENEN ÖZELLİKLER ÖZET Yüksek mukavemetli çelikler, yolcu güvenliğini arttırmak
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
2018 Eğitim Programları.
 2018 Eğitim Programları www.billur.com.tr Hakkımızda 1979 Ahmet Billur ticaret hayatına başladı. 1989 C-tipi pres ithalatına başladık. 1993 Billur Civata kuruldu. Ana faaliyet konusu bağlantı elemanları
2018 Eğitim Programları www.billur.com.tr Hakkımızda 1979 Ahmet Billur ticaret hayatına başladı. 1989 C-tipi pres ithalatına başladık. 1993 Billur Civata kuruldu. Ana faaliyet konusu bağlantı elemanları
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
etkilemezler. Karbon miktarının çeliğin özelliklerine etkisi
 Çeliklerin karbon oranlarına göre genel olarak sınıflandırılması: Düşük Karbonlu Çelikler: Düşük karbonlu çelikler en fazla % 0.25 mertebelerinde karbon içerirler. Bunlar diğer türlere kıyasla en fazla
Çeliklerin karbon oranlarına göre genel olarak sınıflandırılması: Düşük Karbonlu Çelikler: Düşük karbonlu çelikler en fazla % 0.25 mertebelerinde karbon içerirler. Bunlar diğer türlere kıyasla en fazla
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
BAZI ÖRNEKLER Soru 1 - Soru 2 -
 BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
ÖZEL ÇELİKLER. Çelik, demir ve karbon elementlerinin oluşturduğu en önemli alaşım grubudur.
 ÖZEL ÇELİKLER Çelik, demir ve karbon elementlerinin oluşturduğu en önemli alaşım grubudur. Çelikler, farklı gereksinimleri karşılamak için gösterdikleri özellikleri nedeniyle gelişmiş malzeme olarak kabul
ÖZEL ÇELİKLER Çelik, demir ve karbon elementlerinin oluşturduğu en önemli alaşım grubudur. Çelikler, farklı gereksinimleri karşılamak için gösterdikleri özellikleri nedeniyle gelişmiş malzeme olarak kabul
HADDELEME. ÖNDER ALİOĞLU
 HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
2018 Eğitim Programları.
 2018 Eğitim Programları www.billur.com.tr Hakkımızda 1979 Ahmet Billur ticaret hayatına başladı. 1989 C-tipi pres ithalatına başladık. 1993 Billur Civata kuruldu. Ana faaliyet konusu bağlantı elemanları
2018 Eğitim Programları www.billur.com.tr Hakkımızda 1979 Ahmet Billur ticaret hayatına başladı. 1989 C-tipi pres ithalatına başladık. 1993 Billur Civata kuruldu. Ana faaliyet konusu bağlantı elemanları
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ALAŞIM ELEMENTLERİNİN ÇELİKLERE ETKİLERİ
 www.muhendisiz.net 1 ALAŞIM ELEMENTLERİNİN ÇELİKLERE ETKİLERİ Maksimum %2,06 karbon içeren demir karbon alaşımları çelik olarak adlandırılır. Çelikler halen günümüzde en yaygın kullanılan malzeme grubunu
www.muhendisiz.net 1 ALAŞIM ELEMENTLERİNİN ÇELİKLERE ETKİLERİ Maksimum %2,06 karbon içeren demir karbon alaşımları çelik olarak adlandırılır. Çelikler halen günümüzde en yaygın kullanılan malzeme grubunu
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
ISININ TESİRİ ALTINDAKİ BÖLGE
 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
CALLİSTER METALLER Metallere Uygulanan Isıl İşlemler
 CALLİSTER METALLER Metallere Uygulanan Isıl İşlemler Demir esaslı alaşımlar, demir elementinin ana element olarak yer aldığı ve diğer metal ve alaşımlardan daha fazla kullanılan malzeme gurubunu oluşturur.
CALLİSTER METALLER Metallere Uygulanan Isıl İşlemler Demir esaslı alaşımlar, demir elementinin ana element olarak yer aldığı ve diğer metal ve alaşımlardan daha fazla kullanılan malzeme gurubunu oluşturur.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
MALZEME BİLGİSİ DERS 9 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ThyssenKrupp Steel Europe
 Soğuk şekillendirme için PERFORM çelikleri Mukavemet ve şekillenebilme gerektiğinde ThyssenKrupp Steel Europe Çeliğin geleceğini düşünüyoruz PERFORM yüksek mukavemet, üstün soğuk şekillenebilme Soğuk şekillenebilir
Soğuk şekillendirme için PERFORM çelikleri Mukavemet ve şekillenebilme gerektiğinde ThyssenKrupp Steel Europe Çeliğin geleceğini düşünüyoruz PERFORM yüksek mukavemet, üstün soğuk şekillenebilme Soğuk şekillenebilir
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Paslanmaz çelik nedir? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 6 Sayı: 2 s. 95-100 Mayıs 2004
 DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 6 Sayı: 2 s. 95-1 Mayıs 24 FARKLI KARBON İÇERİKLİ ÇELİKLERİN MEKANİK ÖZELLİKLERİNİN ISIL İŞLEMLERLE DEĞİŞİMİ (DIFFERENCES IN MECHANICAL PROPERTIES
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 6 Sayı: 2 s. 95-1 Mayıs 24 FARKLI KARBON İÇERİKLİ ÇELİKLERİN MEKANİK ÖZELLİKLERİNİN ISIL İŞLEMLERLE DEĞİŞİMİ (DIFFERENCES IN MECHANICAL PROPERTIES
Arda Çetin, Peyman Çelenkoğlu, Burcu Tunç, Ayhan Comart (Ekstra Metal)
") «SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
«SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,