ISININ TESİRİ ALTINDAKİ BÖLGE
|
|
|
- Iskander Togan
- 10 yıl önce
- İzleme sayısı:
Transkript
1 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin ısısı tarafından etkilenmiş olduğu ölçülebilen bölgedir. Buradan, haddelenmiş karbonlu çelik için ITAB yaklaşık olarak 700 C den daha küçük sıcaklık altındaki esas metal bölgesini kapsamaz böylece kaynak ısısı küçük bir bölgeyi etkilemiş kabul edilir. Tam tersi, su verme ısıl işlemi yapılmış ve 315 de temperlenmiş olan ısıl işlem çeliğinde, kaynak sırasında 315 C ye kadar ısınmış bölge ITAB ın bir parçası sayılacaktır; su verme ve temperleme gibi işlemler metalin mekanik özelliklerini değiştirir. Bir başka uç örnek olarak da, 120 C de yaşlanma sertleştirilmesi tatbik edilen ısıl işlemli alüminyum alaşımlarıdır; bu sıcaklık derecesinin üzerinde ısınmış herhangi bir kaynaklı parça bölgesi ITAB ın bir bölümüdür.


2 Eritme Kaynağının Yapısı Bir eritme kaynağının tipik yapısını göstermektedir. Bir eritme kaynağında tane yapısı ve değişik bölgeler

3 xitab ler, kaynaklı bağlantının komşu bölgelerinde sertlik değerlerinin farklılığı veya içyapısında değişim olarak tanımlanır. Kaynak ısısı tarafından meydana getirilen içyapıdaki bu değişimler sertlik profilinin çıkarılması veya dağlama yöntemleri ile gözlenebilir. ITAB KAYNAK BANYOSU Şekil II.1 de C-Mn çelik levhasının çok pasolu kaynak kesiti görülmektedir. Şekil II.1-40 mm kalınlığında C-Mn Çeliği kaynak kesitinin makro görünüşü kaynak pasoları ve onların üst üste binmiş ITAB ları


4 Burada her bir kaynak pasosunun çevresini saran gözle görülür bölgeler vardır. Bu üst üste binmiş ITAB alanları plakanın tüm kalınlığı boyunca erime yüzeylerini kaplamıştır. Çok pasolu kaynak işleminde, kaynak işleminin ısısı kaynak metalini de etkir; bununla beraber, kaynak metali ITAB ın bir bölümü olarak kabul edilmez. Kaynaklı bağlantının ITAB ının tokluk ve mukavemeti esas metalin tipine, kaynak yöntemine ve kaynak işlemine bağlıdır. Kaynaktan etkilenen esas metallerde kaynak ısıl çevriminin yüksek sıcaklıklara ulaşılması nedeniyle ortaya çıkan ısıl işlemler tarafından tavlama etkisi veya mukavemet artışı görülür. Kaynak ITAB ının bu sıcaklık değerleri ortam sıcaklığından, likidüs sıcaklığının sınırları arasında değişir. Meydana gelen metalurjik işlemler düşük sıcaklıklarda yavaşça likidus değerlerine doğru da hızlı meydana gelir.

5 ITAB da kaynak ısısının çeşitli etkilerini anlamak için en iyisi kaynak yapılabilecek değişik tip alaşım tipini görmek gerekir: 1. Katı eriyik ile mukavemet kazandırılan alaşımlar; 2. Soğuk şekil verme ile mukavemet kazandırılan alaşımlar; 3. Çökelme sertleştirilmesiyle mukavemet kazandırılan alaşımlar; 4. Dönüşüm yoluyla mukavemet kazandırılan alaşımlar (Martenzit gibi) 5. Şiddetli reaktif malzemeler Bazı alaşımlara yukardaki işlemlerden biri veya daha fazlasıyla mukavemet kazandırılabilirler.
 5.")
6 II.1. Katı eriyik ile mukavemet kazandırılan alaşımların ITAB ı Bu tür alaşımların kaynak ITAB ları çok az problem çıkarır. Katı hal dönüşümü içermiyorsa Isıl çevrim etkisi küçüktür ve ITAB ın özellikleri büyük ölçüde kaynaktan etkilenmez. Yüksek pik sıcaklığı sonucu olarak kaynak yakınındaki kesitte tane büyümesi meydana gelir. Ancak bu tane büyümesi sadece bir kaç tane genişliğini kapsıyorsa mekanik özellikler açısından pek önemli değildir. Genellikle bu yöntemle mukavemet kazandırılan alaşımlar, Alüminyum ve bakır alaşımları, sıcak haddelenmiş düşük karbonlu çelikler gibi alaşımlardır. Ferritik ve Ostenitik çeliklerde bu katogoriye aittir. Tane büyüklüğü T1'den başlayarak sürekli artar; ITAB ın genişliği kaynak yöntemine, paso sayısına, uygulanan enerjinin yoğunluğuna bağlıdır. ITAB Allotropik Dönüşüm Göstermeyen Malzeme (Nikel, Alüminyum,Bakır gibi) Kaynak bölgesi gaz kapar dolayısı ile de gevrekleşme ve gözenek oluşumu ile karşılaşılır, yüksek ısıl iletkenlik ve yüksek ısıl genleşme çarpılma ve iç gerilmelerin oluşumuna neden olur.


7 II.2. Deformasyon Sertleştirmeli Esas Metallerin ITAB ı Bu metaller Yeniden Kristalleştirme sıcaklığının üzerine ısıtıldıklarında yeniden kristalleşirler. Kaynak ısısı soğuk şekil değiştirmiş metalin ITAB ını yeniden kristalleştirir ve metal önemli ölçüde yumuşar. Kaynak kesiti Şekil II.2 de Soğuk Şekil değiştirme içyapısına kaynak ısıl çevriminin etkisi gösterilmektedir. Burada a ile ısıdan etkilenmemiş bölge tipik mekanik deformasyon sonucu şekil almış (hadde sonunda gibi) tanelerin durumunu göstermektedir. (Şekil II.2 A); eşeksenli ince taneler b ile gösterilmektedir. Bu taneler ITAB da sıcaklığın yeniden kristalizasyon sıcaklığına ulaştığı bölgelerde tanelerdir ve iri taneler Erime hattı yakınındaki yüksek sıcaklık bölgesinde yerlerini almışlardır. ITAB da yeniden kristalleşmenin sonucu yumuşar ve soğuk şekil değiştirmiş esas metale göre zayıflar ve mukavemet ısıl işlem ile yeniden kazanılamaz.
 tanelerin durumunu göstermektedir. (Şekil II.")

8 Eğer ısıtıldığında alotropik dönüşüme uğrayabilen bir soğuk şekil değiştirmiş metal söz konusu ise kaynağın etkisi daha da karmaşıktır. Çelik, Titanyum ve diğer alotropik değişim gösteren metallerde Şekil II.2 B de görüldüğü gibi 1 tane yeniden kristalleşme bölgesi ve 1 tanede normalizasyon bölgesi görülebilir. Birinci ince taneli bölgesi, soğuk şekil değiştirme bölgesinin yeniden kristalleşmesi sebebiyle meydana gelir. İkinci ince taneli bölge ise yüksek sıcaklık fazında alotropik dönüşüm sonucu meydana gelir.

9 (A) Isıtıldığında faz dönüşüm yok (B) Isıtıldığında allotropik dönüşüm var Şekil II.2.- ITAB da soğuk şekil değiştirmiş tanelerin yeniden kristalleşmesi

10 Hatırlatma Yumuşatma tavı (ProcessAnnealing) Tane büyüklüğü T b

11 II.3. Çökelme sertleştirilmesiyle mukavemet kazandırılan alaşımlar ITAB ı (AlCuMg alaşımları, özel paslanmaz çelikler, yüksek nikelli alaşımlar) Çökelme sertleşmesi yoluyla mukavemet kazandırılan alaşımlar, deformasyon sertleştirmeli alaşımlar gibi aynı şekilde kaynak ısısına aynı cevabı verir. Bu ITAB ın tavlama çevrimi altında kalması demektir. ITAB ın buna cevabı oldukça karmaşıktır zira kaynak ısıl çevrimi değişik bölgelerde değişik etkiler ortaya çıkarır. Çökelme sertleşmesine ait ısıl işlem çevrimi; eriyiğe alma, suverme (aniden soğutma) ve yaşlandırma işlemlerini içerir. Kaynak ısısı kaynak bölgesinin hemen yakınındaki ITAB bölgelerinde ısıl işlemi çözer ve rölatif olarak yumuşak, iri tanenin eşlik ettiği tek faz katı eriyiği ortaya çıkarır. Bu bölge kaynak sonrası yaşlandırma işlemi ile sertleştirilebilir. Eriyiğe alma sıcaklığı altına kadar ısınmış ITAB ın bu bölgeleri kaynak ısısı nedeni ile aşırı yaşlanır. Kaynak sonrası yaşlandırma işlemi bu bölgeyi yeniden sertleştiremez. Eğer kaynak ısısı ITAB ın sıcaklığını, orijinal yaşlandırma sıcaklığı civarına kadar yükseltmiyorsa mekanik özellikler önemsiz derecede etkilenir. Çökelme sertleştirmeli mukavemet kazandırılan alaşımların ITAB ı Şekil II.3 de gösterildiği gibidir.
 ve yaşlandırma işlemlerini içerir.")
12 Kaynak Metali Erime Çizgisi Sıvı Eriyik Bölgesi Aşırı Yaşlanma Bölgesi Etkilenmemiş İlgilenilen Alaşım Levha Şekil II.3.- Çökelme Sertleşmeli Alaşımların ITAB ında çökelmelerin irileşmesi

13 Yüksek mukavemetli çökelme sertleştirilebilir alaşımları mukavemet kaybı olmaksızın kaynak yapmak zordur. Ancak gene de söz konusu mukavemet kaybı 3 teknik ile minimuma indirilebilir. Birinci metod, işlemi çözme, su verme ve kaynaklı bağlantıyı yaşlandırmakdır. Bu her ne kadar en etkili yöntem olsa da oldukça pahalı ve bazı durumlarda uygulanması bile imkansızdır. İkinci metod, kaynak işlemi, çökelme sertleştirmeli esas metali, çözmeye (eriyiğe alma) yaklaştırır ve sonradan kaynaklı bağlantı yeniden yaşlandırılır. Bu ısıl işlem ITAB ın eriyiğe alma ısıl işlemine karşı gelen bölgesinin mukavemetini yükseltir. Ancak aşırı yaşlanmış bölgenin mukavemetinde düzelmeye neden olmaz. Son metod ise esas metali eriyiğe alma şartlarında kaynak yapmak ve sonra tüm kaynaklı bağlantıyı yaşlandırmaktır. Aşırı yaşlanmış bölge en zayıf hat olacaktır ancak önceki yaklaşımlardan daha fazla düzeltici bir etkiye sahiptir. Kaynak işleminin ısıl çevrimi nedeniyle ısıl işlem görmüş esas metalin mukavemeti azalır, yüksek ısı girdisi kullanılan kaynak yöntemleri bu alaşım türleri için tavsiye edilmez. Bu tür alaşımlarda, düşük ısı girişi ITAB nin genişliğini ve yumuşayan esas metal miktarını en aza indirir.

14 Çökelme ile Sertleştirilmiş Malzemelerin ITAB ı ITAB de yüksek sıcaklık nedeni ile çökeltiler çözülür ve tekrar uygun olmayan bir boyut ve biçimde yeniden çökelir. Bu aşırı yaşlanma çökeltme sertleşmesinin yeniden uygulanması ile giderilebilir. Tane sınırlarındaki çökeltiler çatlak oluşumuna neden olur. Kaynağın yaşlanmadan önce yapılması çatlak oluşumu olasılığını azaltır. İri çökeltiler nedeni ile korozyon dayanımı düşer. ITAB

15 II.4. Dönüşüm yoluyla mukavemet kazandırılan alaşımların ITAB ı (Martenzit gibi) Dönüşüm yoluyla mukavemet kazandıran alaşımlar kaynak işlemi sebebiyle ortaya çıkacak soğumaya bağlı olarak martenzit dönüşümüne uğrayacak alaşım içeren ve yeterli miktarda C içeren çelikleri kapsamaktadır. Bu çelikler kaynaktan önce temperlenmiş martenzit ısıl işlemi görmüşlerdir veya kaynak ısıl çevrim süresince martenzit dönüşümü sebebiyle uygun sertleşmeye sahiptirler. Her iki durumda da yaklaşık olarak ITAB aynı şekilde kaynak ısıl çevriminden etkilenir. Bu çeliklerin ITAB ları Şekil II.4 de Fe C diyagramı ile ilgilendirilerek verilmiştir.

16
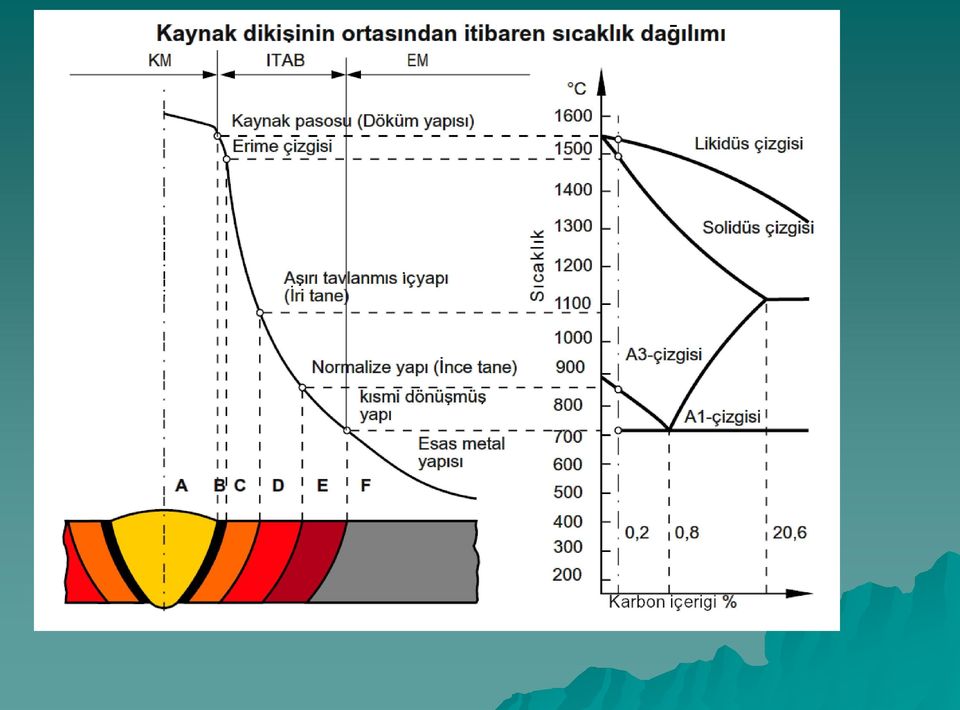
17 Sıvı Maksimum Sıcaklık Sıvı Ostenit FERRİT + SEMENTİT %0,3 C lu Esas Metal ITAB Kaynak Metali DEMİR KARBON DİYAGRAMI Şekil II.4.-Kaynak dikişine mesafe ile pik sıcaklıkları arasındaki yaklaşık ilişkiler ve Fe C faz diyagramı.

18 Dönüşüm yoluyla mukavemet kazandırılan alaşımların (Martenzit gibi) Şekil II.4 ITAB Bölgeleri Bölge 1, hemen kaynak dikişinin yanı olup iri taneli bölgedir. sıcaklık ergime noktası yakınına ulaştığı bölge olması nedeniyle hızlı ostenitik tane büyümesi meydana gelir.geniş tane boyutu sertleşme eğilimini arttırır, ve bu bölge soğuma ile birlikte kolayca martenzit dönüşüme uğrar. Bölge 2, ostenit hale gelmiştir ancak burada sıcaklık önemli ölçüde tane büyümesi yapabilmesi için oldukça düşüktür. Bölge 2 nin sertleşme kabiliyeti tane büyümesine bağlı olarak önemsenmeyecek derecede artar ancak bu bölge soğuma hızı yeterli derecede fazla ise veya alaşım miktarı yeterli kadar fazla ise martenzit dönüşümü olabilir. Bölge 3 de, bazı tanecikler ostenite dönüşebilirse de diğerleri dönüşemez.. Ostenit tanecikleri oldukça incedir. Bölge 4 de ostenite dönüşemeyen tanecikler vardır ancak ferrit tanecikleri kaynak ısısı etkisiyle temperlenebilir.

19 ITAB ın ve ITAB daki her bir bölgenin genişliği kaynak ısı girişi tarafından kontrol edilir. ITAB Bu nedenle, ısı girişi son içyapıları ortaya çıkarır.

20 xçelik C15 veya C45 Ergime çizgisine komşu bölgede mantenzit oluşumu nedeni ile sertlik aşırı derecede artar. Ancak karbon oranı C<0.2 olan çelikler bu neden ile önlem alınmadan kaynak edilebilir, daha yüksek karbon içeren çelikler ön tavlama ile kaynak edilmelidirler. Yüksek C lu martenzit sert ve gevrektir, ve ITAB da problemlerin ortaya çıkmasına neden olur. ITAB ın sertliği esas metalin karbon içeriğinin bir fonksiyonudur. Artan C oranıyla ve C eşdeğeri ile, ITAB ın tokluğu azalır ve sertliği artarak çatlak eğilimini artırabilir. Yüksek karbonlu martenzit tek başına çatlak meydana getirme sebebi değildir; hidrojenin çözünmesi ve kalıntı gerilmenin varlığıda gereklidir. ITAB ın sertliği, mevcut martenzitin miktarı potansiyel çatlak için önemli bir ölçüdür. Her ne kadar çatlak, ender olarak, 250 HB civarında meydana gelirse de tedbir alınmamış durumda 450 HB yakınlarında beklenmelidir. Şekil II.5 de % 0,25 C lu çeliğin ön tavlama, tavlamasız ve son tavlamalı olmak üzere değişik şartlarda hazırlanan 3 kaynak dikişinin mikro sertlik ve içyapıları gösterilmektedir.

21 KAYNAK METALİ ERİME HATTI Esas Metal HK = Knoop Sertlik Öntavsız Öntavlı Sontavlı Şekil II.5.- % 0,25 C lu çelikte ITAB ve Esas metalin sertlikleri (X 100) Knopp sertlik değeri ile Vickers sertlik değerleri yaklaşık olarak birbirine yakındır.
22 Öntavlama yapılmaksızın hazırlanan kaynak dikişinin ITAB ın Knoop sertliği 435 HK dır. Öntavlanmış plakada yapılan ikinci plakanın kaynak dikişinin ITAB ın Knoop sertliği 361 HK dır ve kaynaktan sonra bir tavlama işlemi yapılmış (595 C de) üçüncü plakanın kaynak dikişinin ITAB ın Knoop sertliği 196 HK dır. İkinci ve üçüncü plakaların kaynak dikişlerinin ITAB sertlik değerleri önemli ölçüde ilk plakanın değerine göre düşüktür. Böylece Sertleşme kabiliyeti yüksek olan çeliklerin kaynak metalinin ve ITAB ının sertlik değerinin düşürülmesi için son tavlama ısıl işlemi ileri sürülebilir. Kaynak yapıldığında sertleşebilen çeliklerde; özellikle temperlenmiş martenzitik içyapı elde etmek için ısıl işlem yapmak gibi özel tedbirler gerekebilir. Genellikle, ITAB boyutunun kontrolü için düşük kaynak ısı girişi ve kaynak bölgesinin soğuma hızı kontrolü için yüksek ön tavlama sıcaklığı arzu edilir. Çelik üreticileri tarafından verilen kaynak veri tavsiyeleri özellikle düşük alaşımlı, yüksek mukavemetli çeliklerde kaynak işlemlerinin hazırlığında muhakkak göz önüne alınmalıdır.
23 II.5. Şiddetli Reaktif Malzemeler (Titanyum, Tantal, Zirkonyum, Molibden gibi) Şiddetli Reaktif Malzemeler (Titanyum, Tantal, Zirkonyum, Molbden gibi) 600 K'nin (327 C) altındaki sıcaklıklarda dahi atmosfer gazları içyapıya nüfuz ederek gevrekleşmeye yol açar. Kaynak vakum veya asal gaz altında yapılmalıdır. ITAB 330 C
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net [email protected]
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Malzeme Üretim Laboratuarı I Deney Föyü KAYNAK DENEYİ
 1. AMAÇ Bu deneyin amacı, kaynak yolu ile yapılan birleştirmeler hakkında teknolojik bilgi verilmesi ve bu birleştirmeler sonucu malzemelerde meydana gelen bozulmaların metalurjik yönden belirlenmesi,
1. AMAÇ Bu deneyin amacı, kaynak yolu ile yapılan birleştirmeler hakkında teknolojik bilgi verilmesi ve bu birleştirmeler sonucu malzemelerde meydana gelen bozulmaların metalurjik yönden belirlenmesi,
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
KAYNAK BÖLGESİNİN METALURJİK YAPISI HOŞGELDİNİZ
 KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
BAZI ÖRNEKLER Soru 1 - Soru 2 -
 BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
METALLERİN ISIL İŞLEMİ
 METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ
 PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ Çeliğin içerdiği krom miktarı % 12 den daha fazla olması durumunda ince bir krom oksit tabakası oluşur ve bu tabaka yüzeyi pasif hale getirir ve dış tesirlere karşı
PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ Çeliğin içerdiği krom miktarı % 12 den daha fazla olması durumunda ince bir krom oksit tabakası oluşur ve bu tabaka yüzeyi pasif hale getirir ve dış tesirlere karşı
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara [email protected]
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara [email protected]
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: [email protected] 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: [email protected] 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
Paslanmaz çelik nedir? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
ÇELİKLERİN ISIL İŞLEMLERİ
 ÇELİKLERİN ISIL İŞLEMLERİ Demir esaslı malzemeler, sıcaklığa bağlı olarak çok değişik kristal yapılarına sahiptirler (allotropluk). Ayrıca ostenit sıcaklığından hızlı soğutulmaları halinde aşırı soğuma
ÇELİKLERİN ISIL İŞLEMLERİ Demir esaslı malzemeler, sıcaklığa bağlı olarak çok değişik kristal yapılarına sahiptirler (allotropluk). Ayrıca ostenit sıcaklığından hızlı soğutulmaları halinde aşırı soğuma
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
ÇELİĞİN ISIL İŞLEMLERİ. 18.12.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar [email protected] 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar [email protected] 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,