Malzemelerin Yüzey İşlemi MEM4043 / bahar. termokimyasal işlemler. Prof. Dr. Gökhan Orhan
|
|
|
- Berk Yüce
- 7 yıl önce
- İzleme sayısı:
Transkript
1 Malzemelerin Yüzey İşlemi MEM4043 / bahar termokimyasal işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü
2 Termokimyasal İşlemler Termokimyasal kaplama yöntemleri veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama gibi farklı yöntemleri kapsar. Bu yöntemlerin amacı, yabancı element atomlarının iş parçasına difüzyonu ile malzeme yüzeyini amaca uygun olarak modifiye etmektir. Difüzyonal kaplama proseslerinde, metalik (Cr, V, Nb) veya metalik olmayan (C,N,B) kaplama malzemesi (verici) ile altlık (taban) malzemesi arasında kimyasal bir reaksiyon söz konusudur.


3 Termokimyasal İşlemler Difüzyonal kaplama prosesinde difüze olan elementin atom çapına bağlı olarak iki türlü yüzey modifikasyonu söz konusudur. Küçük çaplı atomların altlık malzemesine difüzyonu sonucu arayer katı eriyik veya bileşik (harici tabaka) oluşumu Karbonitrürlemede arayer katı eriyiği oluşurken, nitrürlerme ve borlamada yüzeyde yeni bir bileşik oluşur Büyük çaplı atomların altlık malzemesine difüzyonu sonucu arayer katı eriyik veya bileşik (harici tabaka) oluşumu
4 Fe-C
5 Nitrürleme Nitrürleme çelik malzemelerin yüzey özelliklerini geliştirmek ve çalışma ömürlerini arttırmak amacıyla kullanılan en eski termokimyasal proseslerden biridir. İlk olarak 1920 yılında kullanılmaya başlanmış ve bu tarihten itibaren endüstride geniş bir kullanım alanı bulmuştur. İşlem, C gibi düşük sıcaklıklarda yapılmaktadır. Bu sıcaklıklarda karbonlu çelikler ferrit fazındadır. Bu yöntemde sertliğin artışı martenzit dönüşümünden değil, Ac1 (723 C) ' in altındaki sıcaklıklarda azotun atomsal olarak parça yüzeyinden içeri yayınıp nitrür oluşturmasından ileri gelir. Nitrürleme öncesi parçaların su verme + temperleme gibi ısıl işlem görmesi gerekmektedir. Alaşımsız çeliklerde ortaya çıkan iri demir nitrürlerin (Fe 4 N,Fe 2-3 N) gevrekleştirici etkisinden ötürü yüzey tabakası çatlayabilir. Bu nedenle nitrürasyon çelikleri ( DIN ) azota karşı kimyasal ilgileri demirinkinden daha fazla olan alaşım elementleri içerir. Nitrürleme işlemi Al, Cr, Mo, Ti ve V gibi nitrür oluşturan elementleri içeren çeliklere uygulanmaktadır.
6 Nitrürleme Teorik olarak nitrürleme işlemi tüm çelik malzemelere uygulanabilir olmasına rağmen endüstriyel uygulamalarda en yaygın olarak : Al içeren çelikler krom molibden çelikleri düşük alaşımlı çelikler uygulanır. Ayrıca nitrürleme işleminde kullanılacak çeliğin % arasında karbon içermesi istenir. Nitrürleme işlemi genellikle yüksek aşınma direncinin elde edildiği orta karbonlu çeliklere uygulanmaktadır. Az karbonlu çeliklerde, nitrürasyon sonrası önemli yapı değişmeleri oluşur, difüzyon tabakası çok sert değildir. Nitrürleme işleminde, çelik yüzeyindeki atomik azot iç kısımlara doğru yayınır ve genellikle 5-15 μm boyutunda çok ince nitrür çökeltileri oluşturmak için reaksiyona girer.
7 Nitrürleme Nitrürleme, çoğunlukla düşük karbonlu ve nitrür oluşturma özelliğine sahip alaşım elementleri içeren çeliklere uygulanır. Alüminyum, krom, vanadyum ve molibden gibi alaşım elementleri nitrür oluşturan elementlerdir. Nitrürasyon çeliklerinde bulunan bu elementler kayma olayını engelleyerek sertliğini artırırlar. Çelikler ferritik (HMK) şartlarda iken yüzeye atomik yapıda azot (N) ilave edilerek yapılabilen bir yüzey sertleştirme işlemine tabi tutulur. İşlem sıcaklığı genellikle işlem gören çelik tipine ve arzu edilen derinliğe bağımlı olarak saat süreyle o C. Çeliklerin yüzeyinin nitrürlenmesi için prensip nedenler : 1. Yüksek bir yüzey sertliği sağlamak, 2. Aşınma direncini ve sürtünme özelliklerini iyileştirmek, 3. Yorulma ömrünü uzatmak, 4. Nitrürleme sıcaklığına kadar yüzeye ısı direnci sağlamak. 5. Çeliklerin korozyona karşı direncini artırmak
8 Nitrürleme Günümüzde askeri amaçlı olarak kullanılan plazma ile nitrürleme işlemi, özellikle motor pistonlarında, krank millerinde, valflerde, kam milinde, dişlilerde, matkap, zımba gibi kesici takımlarda, derin çekilebilen malzemelerde, dönme ve eğilmeye maruz kalan tüm makina parçalarında kullanılmaktadır. Bu işlemin ekonomik ve kolay uygulanabilmesi endüstride kullanım alanını artırmıştır.
9 Nitrürleme
10 Nitrürleme Nitrürleme, işlemi çeliği östenitik sıcaklıklara ısıtmayı ve ardından martensit oluşturmak için su vermeyi gerektirmediği ve nispeten düşük sıcaklıklarda yapabildiği için iş parçasında karbürleme ve geleneksel su verme ve temperleme işlemlerinden daha az çarpılma deformasyonu oluşur. Bu nedenle nitrürleme esnasında hacim değişiklikleri nispeten küçüktür. Çünkü östenitten ferrite dönüşüm yoktur.
11 Nitrürleme Demirde kısmen çözünen azot, %6' ya kadar olan bileşimlerde ferrit ile katı çözelti oluşturmakta ve %6 azot bileşiminde Fe 4 N kristal yapılı γ fazı oluşturmaktadır. %8' den daha fazla azot içeriğinde ise denge reaksiyon ürünü olan Fe 2-3 N kristal yapılı ε fazı oluşmaktadır. Nitrürlenmiş yüzeyler katmanlı bir yapıda olup en dış yüzey beyaz tabaka diye isimlendirilen fazından oluşmaktadır. Böyle bir yüzey tabakası çok sert ve gevrek olup kullanımda pullanma şeklinde aşındığından istenmemektedir

12 Nitrürleme




13 Nitrürleme Nitrürlenmiş malzeme mikroyapısı

14 Nitrürleme
15 Nitrürleme Difüzyon tabakası ise beyaz tabakanın hemen altındadır, azotun demir kafesindeki boşlluklarda çözünmesiyle demir nitrürden oluşan tabakadır. Tabaka kalınlığı mikron arasındadır. Difüzyon tabakası özellikle Ti,Al, Cr, V, Mo ve W gibi nitrür yapıcı alaşım elementlerinin değişik sıcaklık aralıklarında metal nitrürler halinde çökeldiği zondur.
16 Nitrürleme Nitrürlenmiş çelikte ε ve γ fazları hem karbon hem de azot atomlarını aynı anda içerir. Özel atomların nitrürleri alaşımlı çeliklerin nitrürasyonu sonucu elde edilmektedir. Bu nitrürlerin aşırı dağılmış partikülleri kayma düzlemlerini birbirine bağlar ve böylece yüzey sertliği büyük ölçüde artar. Al, Cr, Mo, V sertliği önemli ölçüde arttırırken alaşım elementleri nitrürlenmiş yüzeyin derinliğini bir miktar azaltırlar. Şekilde %0.35C, %0.30Si, %0.70Mn içeren bir çeliğin 520 C' de 8 saat nitrürlenmesinden sonra alaşım elementlerinin sertliğe olan etkisi (a) ve 400HV de ölçülen nitrürleme derinliği (b) görülmektedir.

17 Nitrürleme
18 Nitrürleme

19 Nitrürleme

20 Nitrürleme
21 Nitrürleme Tuz Banyosunda (Sıvı) Nitrürleme: Sıvı nitürleme işlemi, erimiş durumdaki siyanür yada siyanat içeren yüzey sertleştirme ortamlarında yapılmaktadır. Tuz banyosu nitrürasyonu için normal çalışma sıcaklıkları yaklaşık C' dir. Gerçekleşen reaksiyonlar neticesinde siyanat parçalanır ve azot malzeme tarafından yapıya alınır. Karbon bu sıcaklıkta α-fe tarafından hemen hemen hiç çözündürülmez. İşlem süresi nadiren 2 saati aşar. Sıvı nitrürleme işlemi sonrası parçalar boyutsal hassasiyetini korumaktadırlar. Tuz banyosunda nitrürlemenin diğer bir türü olan sülfatlama işleminde, banyoya sodyum siyanür (NaCN) ve sodyum siyanat (NaCNO)' dan başka aktif olarak sodyum sülfür (Na2S) ilave edilir. Bu işlemde kükürtün varlığı, nitrürlenmiş tabakanın sürtünmeye karşı özeliğini iyileştirir. Bu işlemden sonra parçaların ılık suda soğutulması ile iyi bir yüzey elde edilmektedir.

22 Nitrürleme Gaz nitrürleme işlemi; Al içeren az alaşımlı çeliklere, orta karbonlu krom içeren çeliklere, sıcak iş takım çeliklerine, az karbonlu ve krom içeren az alaşımlı çeliklere, havada sertleştirilmiş takım çeliklerine, yüksek hız takım çeliklerine, ferritik ve martenzitik paslanmaz çeliklere, ostenitik paslanmaz çeliklere ve çökelme sertleşmeli paslanmaz çeliklere uygulanabilmektedir.
23 Nitrürleme Gaz Nitrürleme: C arasındaki sıcaklıklarda gerçekleştirilen gaz nitrürlemede, amonyağın 2 NH 3 3 H N (Fe) denklemine göre ayrışmasıyla açığa çıkan atomsal azot çeliğe yayınır. Nitrürleme derinliğinin 0,5 mm' ye erişmesi için yaklaşık 50 saatlik bir süre gerekir. Yüksek zorlama görecek parçalar nitrürlemeden önce genellikle ıslah edilir. Böylece mekanik özellikleri iyileştirilmiş bir göbek elde edildiği gibi, yüzeye azot girişi de kolaylaştırılır. Azotun alaşım elementleriyle düşük sıcaklıklarda meydana getirdiği bileşikler difüzyon hızını düşürmektedir. Difüzyon hızının düşmesi, işlem süresini ve bununla beraber yüzey kalitesini artırır. Üretilen atomik azot sıcaklık ve azot konsantrasyonuna bağımlı olarak çelik yüzeyine difüze olur, çelik yüzeyinin altında çok sayıda farklı demir nitrürler oluşur. Başarılı nitrürleme için çelik yüzeyinde devamlı taze amonyak gazı sağlayan gaz akışı varlığının kontrolü gereklidir. Aşırı azot sağlanması çelik yüzeyinde kalın demir nitrürler katmanının (Beyaz katman) oluşumuna neden olabilir. Bu katman çok kalın olursa taşlama ile uzaklaştırmak zorunda kalınabilir.
24 Nitrürleme
25 Nitrürleme Tuz banyosunda nitrürasyon sırasında, nitrürasyon süresinin artmasıyla artış gösteren boşlukların oluşmasının sonucu olarak, nitrürleme süresi 4 saate kadar sınırlandırılmıştır. Gaz nitrürasyonunda bu konuda herhangi bir kısıtlama konulmamıştır, ancak pratik nedenlerden ötürü, 90 saatlik sürenin aşılmaması öngörülmektedir. Tuz banyosundaki nitrürasyonundan elde edilebilenden çoğu kez daha büyük bir nitrürasyon derinliği gerekmektedir. Gaz nitrürasyonuyla bu sağlanabilmektedir. Nitrürlenmiş katmanlar karbürleme ile üretilen katmanlardan daha serttir ve nitrürleme sıcaklılıklarına kadar dengelidir. Nitrürlenmiş çelikler mükemmel aşınma, sarma ve sürtünme ısınması direncine sahiptir ve özellikle temas halinde hareket eden parçalar arasında sürtünme ile oluşan ısıya karşı direnç için tasarlanırlar. Nitrürleme ile yüzeyi sertleştirilmiş parçalar, ham millerini dişlileri delme parçalarını, iğleri, dişli çarkları ve buhar valflerini içerirler.
26 Nitrürleme Gaz nitrürleme yöntemi ile 0.5 mm' ye kadar nitrür derinliği elde edilmektedir. Yapılan deneylerde gaz nitrürleme işleminde en büyük sertlik 538 C' de, en büyük nitrürleme derinliği ise 650 C' de elde edilmektedir. Gaz nitrürleme işlemi, nem içermeyen susuz amonyak gazı kullanılarak tek veya çift kademede gerçekleştirilmektedir. Tek kademeli işlemde, C işlem sıcaklığı kullanılmakta ve %15-30 oranlarında amonyak gazının ayrışma oranı elde edilmektedir. Çift kademeli işlemin ilk kademesinde, ilk önce tek kademeli işlemde yapılanın aynısı tekrar edilir. Çift kademeli işlemin ikinci kademesinde ise, ilk kademedeki nitrürleme sıcaklığından daha fazla sıcaklıklarda ( C) nitrürleme işlemi gerçekleştirilmektedir. Aynı zamanda, gazın ayrışma oranı da % seviyesine artmaktadır. Çift kademeli işlemin amacı, beyaz nitrür tabakasının kalınlığını azaltma üstünlüğüne sahiptir. Çift kademeli işlemde; her saat harcanan amonyak gazı miktarının azalması üstünlüğü hariç tutulursa, tek kademeli işlemde ortaya çıkan beyaz tabaka kalınlığı azalmadıkça bu işlemi uygulamanın hiç bir üstünlüğü yoktur.
 şartlarında oluşur. İlk olarak 1930 yılında İsviçreli mühendis Bernard Berghaus tarafından patenti alınmıştır.")
27 Nitrürleme Son yıllarda plazma ile nitrürleme (iyon nütrürleme) yöntemi, bilinen nitrürleme yöntemlerine göre birçok avantaja sahip olması nedeniyle endüstrinin ilgisini çekmektedir. Plazma ile nitrürasyon yöntemi elektrik boşalma (glow discharge) şartlarında oluşur. İlk olarak 1930 yılında İsviçreli mühendis Bernard Berghaus tarafından patenti alınmıştır. Bu yöntemde, malzeme yüzeyine iyonize edilmiş azotu yaymak için aktif ve reaktif plazma hali kullanılır. İşlem teorik olarak elektriksel olarak iletken malzeme yüzeyine N arayer atomunun yayınma işlemidir. Plazma ile nitrürasyon işlemi N2, H2, Ar ve NH3 gaz ortamında, C arasında gerçekleştirilebilir. Yüzeyi sertleştirilecek malzemenin Cr, Al, V, Mo ve Ti gibi alaşım elemanlarını içermesi yüzey sertliğini daha da artıracaktır. Plazma ile nitrürasyon işlemi sonrası en dışta beyaz tabaka ve onun altında da difüzyon tabakası olarak adlandırılan yapılar oluşur.
28 Vakum (0.01 mbar) Altlık katot, fırın anot olarak yüklenir. Çalışma voltajı V arasında değişir. Gaz jeneratöründe üretilen gaz karışımı N2/H2 %2-25 arasında değişir. Anot katot arasında 1500 V gerilim oluşturacak doğru akım Gaz girişi Voltajın 800 V değerlerine düşüşü İyonlaşmış gazın akkor ışını katodik pozisyonda olan iş parçasını sarar parıltılı boşalım (glow discarge) iyonlaşmış gazlar parça yüzeyini bombardımana uğratır. İdeal gaz karışımı : N2+H2+Ar+NH3


29
30 Nitrürleme

31
32 Nitrürleme
33 Nitrürleme Avantajları : Martenzitten çok daha sert olan ( HV = 900 kp/mm 2 ) bir tabaka meydana gelir. Bu tabaka kaygan sürtünmeler sonucu aşınmaz. Su vermeye gerek olmadığı için iç yapı dönüşümleri de vuku bulmaz. Bu nedenle parçada ölçü değişmeleri ortaya çıkmadığı için hazırlanmış parçalar ( bitmiş parçalar) işlenebilir. Dezavantajları : proses çok uzun zaman gerektirir ve bu da maliyeti artırır. Yüzey üzerinde meydana gelen gevrek beyaz tabaka pul pul dökülebilir ve yüzey davranışlarına zarar verebilir. Özel çelikler nitrürlenmelidir ve bu da ürün fiyatını artırır. Nitrürlenmiş çelikler yüksek miktarda yüklemeler için kullanılmayabilir. Gaz nitrürleme gereken derinliğe ulaşmak için tuz banyosu nitrasyonuna ve iyon nitrürlemeye göre daha çok zaman alır.
34 Nitrürleme
35 Nitrürleme
36 Nitrürleme
37 Nitrürleme
38 Karbürleme Karbürleme veya sementasyon işlemi düşük karbonlu çeliklerin (% C) yüzeyine atomsal karbon difüze edilmesi esasına dayanır. İşlem sırasında yüzeyde karbonca zengin bir faz oluşturulur. Oluşan bu faz sementit fazıdır ve bundan dolayı işleme sementasyon da denir. İşlem sıcaklığı C arasındadır / Ostenit fazı [Fe-C diyagramı] Karbürizasyon için çelik ostenit fazına kadar yani Ac3 sıcaklığının üstünde (yaklaşık olarak 900 o C) ısıtılmaktadır. Bu sıcaklıkta ostenit % 1 den fazla karbon çözündürebilir. Karbon miktarına bağlı olarak, karbon atomları yüzey yapısına ve daha içlere doğru girer. Sıcaklık ne kadar yükselirse bu difüzyon olayı da o kadar çabuk vuku bulur. Karbürleme Ortamları : Katı : Odun kömürü + (aktivatörler) (BaCO3 - CaCO3) Sıvı : C / NaCN Gaz : Doğalgaz / propan / doğalgaz+propan İşlem sonrasında su verme uygulanarak martenzitik dönüşüm sağlanır. İşlem sonrasında ulaşılan sertlik değeri kg/mm2.
39

40 Karbürleme İşlem sonrası yüzeyde aşınmaya dayanıklı sert bir yapı elde edilirken çekirdek/göbek ise darbelere dayanıklı,tok özelliliğini korur. % C % C Yüzey ve göbek arasındaki karbon miktarı geçişi mümkün olduğunca kademeli yapılarak, işlem sonrası yüzey-göbek arasındaki iç gerilmeler mümkün olduğunca azaltılmalıdır. Sementasyon işlemi sontasında genelde yüzeyde sertlik artışına bağlı olarak aşınma direncide artar. Ayrıca malzemenin yorulma direncinde de artış olur.
41 Karbürleme Sementasyon çelikleri, yüzeyde sert ve aşınmaya dayanıklı. çekirdekte ise daha yumuşak ve tok özelliklerin istendiği, değişken ve darbeli zorlamalara dayanıklı parçaların imalinde kullanılan, düşük karbonlu, alaşımsız veya alaşımlı çeliklerdir. Parçaya bu özelliklerin kazandırılması, çelik yüzeyine karbon emdirilmesi suretiyle olur. Sementasyon çelikleri, dişliler, miller, piston pimleri, zincir baklaları, zincir dişlileri ve makaraları, diskler, kılavuz yatakları, rulmanlı yataklar, merdaneler, bir kısım ölçü ve kontrol aletleri, orta zorlamalı parçalar, kesici takımlar gibi parçaların imalinde kullanılırlar. Sementasyon çeliklerinin kullanımı, yüzeyde aynı sertlik değerini verecek yüksek karbonlu çeliklerin kullanımına nazaran, şu avantajları Sağlar. Sementasyon çelikleri, - Kalite çelikleri (alaşımsız), - Alaşımlı çelikler, olmak üzere iki grupta toplanır. Genel olarak; semente derinliği 0,2-1,5 mm arasında olabilir.
42 Karbürleme -Sementasyon işlemi parça kısmen veya tamamen son şeklini aldıktan sonra uygulandığı için, parçanın işlenmesi oldukça kolaydır. - Parçanın yüzeyinde sonradan işlenecek, sertleşmesi istenmeyen kısımlar var ise, bu bölgeler özel pasta veya elektrolitik bakır ile kaplanarak örtülür. Sementasyon işlemi bu kısımlara tesir edemeyeceğinden sonradan kolayca işlenir. -Sementasyon işlemi sonrasında, çekirdek bölgesi yumuşaklığını koruyacağından, sertleştirme sırasında ortaya çıkabilecek çarpılmalar oldukça azdır. - Semente edilmiş çeliklerin iç kısımları kolayca işlenebilir. - Sementasyon çeliklen, yüzeyde aynı sertliği verebilecek, çoğu zaman takım çeliği durumundaki yüksek karbonlu çeliklerden daha ucuzdur.
43 Karbürleme Karbürleme işlemi, düşük karbonlu çeliklerin C sıcaklar arasında yüzeylerine karbon emdirilmesi esasına dayanır. Plazma ile karbürleme işlemi konusunda, ilk çalışma 1934 yılında Egan tarafından yapılmış ve patenti almıştır. Plazma ile karbürleme işlemi, plazma ile nitrürleme işlemi ile hemen hemen aynıdır. Sadece kullanılan gaz ve gerilim değeri farklıdır. Bu işlemde doğru akım kullanılmaktadır. Gaz basıncı 1-20 torr (1 torr = atm) olup, anot ve katot arasına genellikle 1000 voltluk bir gerilim uygulanarak plazma oluşturulur. Karbürleme gazı ise genellikle hidrokarbondur. Karbürleme işlemi ostenitik termokimyasal işlem olarak sınıflandırılabilir. Çünkü işlem tamamen ostenitik şartlarda meydana gelmektedir. Bu işlem C arasındaki sıcaklıklarda yapılmaktadır. Bu işlem sonrası malzemenin ısıl çarpılması hemen hemen yoktur, çünkü soğuma vakum ortamında olmaktadır. Parçaların geometrisi homojen tabaka elde edilmesi için önemli değildir, her geometriye sahip malzemede homojen kalınlık elde edilebilir. Hatta işlem parametresinin iyi seçilmesi ile 0,5 mm çapındaki bir delik bile karbürlenebilir. Plazma ile karbürleme, işlem süresinin kısa olması, az distorsiyon ve yapının kontrol edilebilmesi gibi avantajlarından dolayı endüstride çok geniş uygulama alanı bulmuştur

44 Karbürleme Karbürleme Ortamları : Katı : Odun kömürü + (aktivatörler) (BaCO3 - CaCO3) Sıvı : C / NaCN Gaz : Doğalgaz / propan / hava gazı Karbürleme işlemi genellikle : dişli mil zincir dişlileri makaralar rulman merdane.
45 Nitrokarbürleme Karbonitrasyon işlemi çelik parçası yüzeyine aynı zamanda karbon ve azot veren bir termokimyasal işlemdir. İşlem gaz veya sıvı ortamda genel olarak ºC sıcaklıklarda yapılır. Sementasyona göre daha ince ( mm) fakat aşınmaya daha dayanıklı bir yüzey tabakası elde edilir ve işlem sıcaklığı daha düşük olduğu için parçaların çarpılma riski daha azdır. Daha çok küçük ve ince saç parçalara uygulanır. Oluşan tabakanın sertleştirilmesi için su veya yağ ortamında su verme uygulanır. Yüzeyde oluşan tabaka oldukça ince olduğu için genel olarak karbonitrasyon yapılmış parçalara meneviş uygulanmaz.
46 Plazma Destekli Termokimyasal Kaplamalar Genel olarak termokimyasal işlemler katı, sıvı veya gaz ortamında gerçekleştirilir. Son yıllardaki gelişmelerle, bu işlemlerin çoğu için elektriksel boşalma (glow discharge) ortamı kullanılmaya başlanılmıştır plazma de-iyonizasyon iyonizasyon gaz kondensasyon buharlaşma katılaşma sıvı katı erime Plazma Oluşumu : ısı enerjisi, ışın veya elektriksel boşalma Plazma [iyon, elektron, foton ve nötral atom,uyarılmış atom veya molekül karşımı]
47 Plazma Destekli Termokimyasal Kaplamalar Uygulanan İşlem Temel Mantığı İşlem Sıcaklığı ( C) İşlem Basıncı (mbar) Elde Edilen Sonuç Yüzey Sertliği (HV) Difüzyon Tabakası Kalınlığı (µm) Plazma ile karbürleme Karbonun çözünümü ve takip eden su verme Plazma ile nitrürleme Arayer N un çözünümü Plazma ile Arayer C ve N nitrokarbürleme çözünümü Plazma ile borlama Arayer Bor çözünümü

48 Nitrokarbürleme Plazma ile Nitrokarbürleme Temelde nitrokarbürleme, katı, sıvı ve gaz ya da elektriksel boşalma şartlarında gerçekleştirilir. Günümüzde bu işlem hem sıvı hem de gaz atmosferinde çok sık olarak yapılmaktadır. Burada amaç istenen şartlara uygun tek fazlı e-nitrür tabakasının oluşturulmasıdır. Ancak bu işlem yapılırken istenen şartların oluşmasında birçok zorluklar ortaya çıkmaktadır. Bu büyük çoğunlukla, işlem esnasında yüzeyden saçılan karbonun etkisi ile ilgilidir. Çünkü saçılan karbon, nitrürleme için seçilen gaz karışımına katılabilir. Çok fazla miktarda karbon bu gaz karışımına katıldığı taktirde beyaz tabaka (e) nun içerisinde (Fe3C) sementiti oluşturabilir. Bu durum ise bu tabakanın işlevini tam olarak görmesini engelleyebilir. Nitrokarbürlenmiş Malzemede (Saf demir) Nitrokarbürlü Tabakanın Optik Mikroskop Görünüşü, T = C, t = 1 saat
49 Nitrokarbürleme Plazma nitrokarbürleme işlemi C sıcaklıklar arasında, demir esaslı malzemelerin yüzeyine azot ve karbonun yayınmasını içeren termokimyasal işlemdir. Yüzeyde demir nitrür ile beraber e-nitrür tabakası, onun altında da difüzyon tabakası oluşur. Plazma ile nitrürleme işleminin tersine bu işlemde kullanılan gazlar azot-hidrojen-metan veya azot-hidrojen-karbondioksit tir. İlk yapılan plazma ile nitrokarbürleme işleminde, işlem gazı olarak CH4 kullanılmıştır. Fakat çok küçük miktarda CH4 kullanımında bile kırılgan sementit ve e nitrürün oluştuğu görülmüş ve daha sonraki araştırmalarda ortama CO2 gazı verilerek bu sorun giderilmiştir. Bu işlemin amacı, düşük karbonlu ve düşük alaşımlı çeliklerin yüzeyinde e-nitrür tabakası oluşturularak korozyon ve aşınma dayanımını artırmaktır. Bu işlem çoğunlukla sade karbonlu çelikler ve düşük alaşımlı çelikler gibi piyasada daha ucuz olan malzemelerin yüzeyini iyileştirmekte kullanılır. İşlem değişkenleri ile ilişkili olarak yorulma ve akma mukavemeti ve belirli hallerde korozyon direnci artırılır. Aşınma ve korozyon direncindeki artış, yüzeyde oluşan tek fazlı beyaz tabaka (e-nitrür) sayesinde gerçekleşir. Plazma şartlarında gerçekleştirilen nitrokarbürleme, işlemin çevreyle dost olması, uygun işlem değişkenleri ile tek fazlı e nitrür fazının elde etmenin kolay olması ve gaz ve enerji tüketiminin az olması nedeniyle tercih edilmektedir.
50 Kutu Prosesleri Kutu Sementasyonu prosesi başlangıçta düşük karbonlu çeliklerin karbürlenmesinde kullanılmıştır. Ancak günümüzde demir-çelik ve süper alaşımların Al,Si, Cr ve B ile kaplanmasında kullanılmaktadır. Toz karışımı 3 ana bileşenden meydana gelir : Kaplanacak malzeme : ferro alaşım ve/veya saf metal tozları İnert dolgu maddesi : (Al 2 O 3 veya SiO 2 ) Aktivatör : (NH 4 Cl veya NAF)
51 Karbürleme Kaplama Kalitesini Etkileyen Proses Parametreleri: İşlem Kutusu Dizaynı Ferro alaşım etkisi Tozların Tane Boyutu Sıcaklık ve Süre Aktivatör Cinsi 40 < d<60 mikron C ve 2-25 saat KARIŞIM Al 2 O 3 NH 4 Cl Al Si Fe Ni Ti Aluminyumlama Silisyumlama Titanyumlama

 kesit görüntüsü b)")
52 Termokimyasal Prosesler / Kutu Sementasyon Uygulamaları Fe ve Cr elementel dağılımı Kaplama Tabakası Titanyum Kaplamada a) kesit görüntüsü b) üst yüzeyin görüntüsü
53 Difüzyon Birim zamanda, birim düzlem alanı boyunca geçen atom sayısı olarak tanımlanan akı (J) ile ölçülebilir. Birinci Fick Kanunu: J = D c x
 1/ 2 D terimi sabit kaldıkça değişik şartlarda aynı konsantrasyon profili elde edilebilir.")
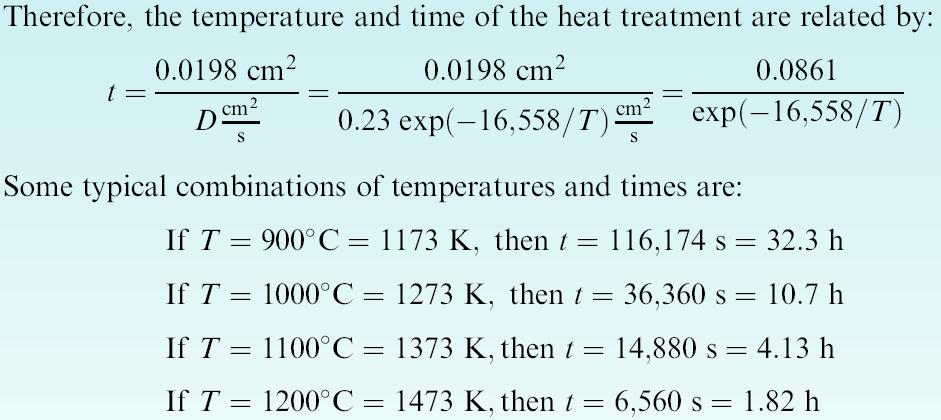
54 Difüzyon İkinci Fick Kanunu: konsantrasyon profili Atomların dinamik veya statik halini tanımlar. d d c = t D d 2 dx c 2 C C s s C C = erf x x 0 2( Dt) 1/ 2 D terimi sabit kaldıkça değişik şartlarda aynı konsantrasyon profili elde edilebilir. Bu özellik belirli bir ısıl işlemin uygulanması için gerekli zaman üzerine sıcaklığın etkisini belirlemeyi sağlar.
55 Difüzyon C C s s C C x x = erf 2( Dt) 0 1/ 2 C s : malzeme yüzeyinde difüz eden atomların sabit bir konsantrasyonu C 0 : malzemede difüz eden atomların başlangıç üniform konsantrasyonu C t : t zaman sonra yüzeyden x kadar uzaklıkta difüz eden atomların yoğunluğu erf: hata fonksiyonu

56 Difüzyon C C s s C C x = x erf 2( Dt 0 ) 1/ 2 2. Fick kanununda hata fonksiyonunu gösteren grafik.
57 Difüzyon
58 Difüzyon %0.1 C içeren çelik dişli karbürizasyon işlemi ile sertleştirilmek isteniyor. Karbürizasyonda, çelik dişliler yüzeyine %1.2C sağlayacak bir atmosferde yüksek sıcaklıkta tutulurlar. Karbon çelik yüzeyinden içeriye difüze olur. Optimum şartlar için çelik 0.2cm derinlikte %0.45 C karbon içermelidir. Bu optimum özellikleri sağlayacak karbürizasyon ısıl işlemini tasarlayınız? D: 2x10-11 ms/s, Sıcaklığın 900 o C ve çeliğin YMK olduğunu varsayınız? C C s s C C x = x erf 2( Dt 0 ) = 0.68 = erf 2( 1/ (2x10 11 )( t) C s : malzeme yüzeyinde difüz eden atomların konsantrasyonu C 0 : malzemede difüz eden atomların başlangıç konsantrasyonu C t : t zaman sonra yüzeyden x kadar uzaklıkta difüz eden atomların yoğunluğu erf: hata fonksiyonu = erf 224 = ( t ( t t = = s 0.71 = 27.6 saat


59 Difüzyon
60 Difüzyon
61 Borlama Borlama işlemi ile çeliklerin yüzey sertliği (100 HV den HV ye), aşınma, yorulma davranışları ve oksidasyon, korozyon (oksitleyici olmayan sulandırılmış asitlere, alkali ve eriyik metallere karşı) direncini artırmak amacıyla son yıllarda artan bir trendle uygulanmaktadır. Endüstriyel olarak borlama prosesi, aluminyum ve silisyum içeren yatak çelikleri dışında yüzeyi sertleştirilmiş, temperlenmiş, takım ve paslanmaz çelikler gibi yapısal çeliklere, döküm çeliklerine, Armco (ticari saflıkta) demire, gri ve küresel grafitli dökme demirlere, sinterlenmiş demir ve çeliklere uygulanabilmektedir. Borlama prosesi, metallerin yüzeylerini sertleştirmede kullanılan ve bor atomunun metalik malzemeye difüzyonu sonucu yüzeyde tek fazlı Me2B veya çift fazlı intermetalik Me2B+MeB yapısının oluşumuna dayanan bir yüzey işlemidir. Borlama, sadece demir ve demirdışı malzemelere değil ayrıca sermet ve seramik malzemelere de uygulanabilmektedir. Genellikle tüm metaller borür oluştururken, sadece çok az metal, borür oluşturmaz. Bunlar, altın, bizmut, kadmiyum, bakır, kurşun, antimon, tellür ve çinkodur. Bu metallerden sadece bakır ve altının ergime sıcaklığı 700 C nin üzerindedir.
62 Borlama Borlamanın Avantaj ve Dezavantajları Borlama çeşitli metalik malzemeler ve alaşımlara uygulanabilen bir işlemdir. Bor tabakasının sahip olduğu yüksek yüzey sertliği ve düşük yüzey sürtünme katsayısı; yapışma, aşınma koşullarında oksidasyon (tribooksidasyon), aşınma ve yüzey yorulması gibi mekanizmalara karşı dayanıklı olmasını sağlar. Borlamanın malzeme yüzeyine vermiş olduğu avantajlar genelleştirilirse; Borlama işlemi neticesinde yüksek sertlikte tabaka elde edilir. Borür tabakasının sertliği yüksek sıcaklıklarda da kararlıdır Diğer yüzey sertleştirme işlemlerinin aksine pek çok çelik türüne uygulanabilir. Borürleme, oksitleyici olmayan sulandırılmış asitlerde ve alkali ortamlarda demir esaslı malzemelerin korozyon-erozyon direncini arttırır. Borlama işlemi sayesinde, düşük alaşımlı çeliklerin H2SO4, H3PO4 ve HCl gibi asitlere karşı dayanımını artırmak mümkündür. Borlanmış yüzeyler, yüksek sıcaklıklarda (850 C) orta seviyede oksidasyona karşı dayanıklıdır. Borür tabakasının ergimiş metal eriyiklerine dayama direnci son derece yüksektir. Borlanmış yapının yorulma ömrü ve servis süresi oksitleyici ve korozif ortamlarda yüksektir. Borlama prosesi, sürtünme katsayısını düşürmekte ve yağlayıcı kullanımını minimize etmektedir
63 Borlamanın Avantaj ve Dezavantajları Borlama işleminin sahip olduğu avantajlar yanında bazı sınırlayıcı dezavantajları da mevcuttur. Bunlar; Bu proses çok hassas bir işlem ve işçilik gerektirmektedir. Bu nedenle borlama, gaz karbürleme ve plazma nitrürleme gibi termokimyasal yüzey sertleştirme işlemlerine oranla daha pahalıdır. Borlama sonucunda, taban malzemesinin komposizyonuna bağlı olarak borlanmış tabaka kalınlığının % 5-25 si oranında boyutsal artış gerçekleşir. Yüzeyin geleneksel yollarla işlenmesi kaplama tabakasında kırılmalara neden olmaktadır. Yüksek temas yüklerinde (> 2000 N) nitrürlenmiş ve karbürlenmiş çeliklerin döner sistemlerde yorulma özellikleri, borürlemiş çeliklere oranla oldukça yüksektir. Bu nedenle dişli imalatında bir sınırlama söz konusudur. Takımlar malzemeleri borlandıktan sonra sertleştirme ve temperlemeye tabi tutulacaksa bu işlemler borür tabakasının özelliğinin korunması açısından inert ortamda veya vakum altında yapılmalıdır.
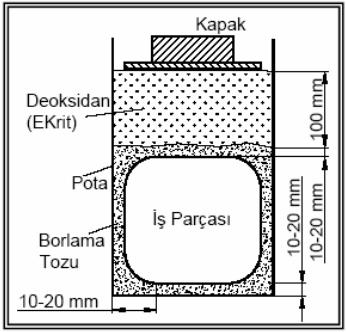
64 Borlama Borlama Yöntemleri Borlama işlemi genelde yüzeyi iyi temizlenmiş malzemelere C sıcaklık aralığında 1-10 saat süreyle katı, pasta, sıvı veya gaz gibi çeşitli borür kaynağı işlevi gören ortamlarda uygulanabilmektedir. Teknolojik olarak borürlemede pek çok yöntem geliştirilmiş olmasına rağmen bunları iki ana başlık altında toplamak mümkündür. Termokimyasal yöntemler (kutu borlama, pasta borlama, sıvı borlama ve gaz borlama) Termokimyasal olmayan yöntemler (fiziksel buhar biriktirme (PVD), kimyasal buhar biriktirme (CVD), plazma sprey kaplama ve iyon biriktirme) Elektrokimyasal Bor Kapalama Termokimyasal bor kaplama, sıcaklık ve zamanın bir fonksiyonu olarak bor atomunun bor içeren bileşikten, bir redüktan yardımıyla oluşturulan elementer borun, metale difüzyonuna dayanır ve endüstriyel olarak en çok tercih edilen yöntemlerdir ve üç ana gruba ayrılırlar. Termokimyasal olarak borürlemede bor kaynağı olarak katı, sıvı, gaz bileşikler kullanılabilir.


65 Borlama
66 Borlama
67 Borlama
68 Borlama
69 Borlama
70 Borlama Borlama, demir grubu malzemelerin kopma ve akma mukavemetlerini % 10-20, yorulma dayanımını % 25 ve korozyonlu yorulma ömrünü % 200 artırmasına karşın plastisite özelliğini azaltmaktadır. Tarım aletlerinin aşınmaya karşı borlanması malzeme değiştirilmesine oranla daha ekonomiktir; ya da ergimiş çinko yumuşak çeliklere karşı çok koroziftir, ancak borlanmış yumuşak çeliğin sıvı çinkoya karşı hem dayanımı yüksektir hem de diğer ürünlere oranla sonuç maliyeti daha azdır. Borürleme reaksiyonu iki temel adımda meydana gelir. İlk aşama elektrolit/malzeme arayüzeyinde redüklenen borun FeBx tabakasına yayınımı ve ikinci aşama ise ilk aşamanın yanı sıra gerçekleşen FeBx tabakasından çelik matrikse doğru gerçekleşen sıcaklığa bağımlı ve borür tabakasının büyümesini sağlayan bor yayınımıdır. Bu yayınım hızı aşağıdaki denklem ile ifade edilir; d = k t
71 Börür tabaka kalınlığının, d, zamanın kare köküne göre değişimi, (1) 900 C, (2) 850 C, (3) 800 C, (4) 750 C, (5) 700 C; Na 2 B 4 O 7 ; KBF 4 d = k t denklemde; d borür tabakasının kalınlığını (cm), k sıcaklığa bağlı sabit, t verilen sıcaklıkta saniye cinsinden zamanı temsil etmektedir. Borun, borür tabakasına 950 C de yayınma hızı, 1,82 x 10-8 cm 2 /s ve difüzyon zonuna ise 1,53 x 10-7 cm 2 /s dir. Sonuçta, borun taban malzeme içerisinde, borür tabakasından 7 kat daha geniş bir difüzyon zonu var olmaktadır. Bu noktadan çıkılarak, konsantrasyon gradyantının, difüzyon kontrollü olan borür tabakasının oluşumunda itici güç olduğu kabul edilmektedir.

72 Borlama Şekilde çeliklere uygulanan yüzey işlemleri neticesinde elde edilen tabaka kalınlığı ve uygulama sıcaklığı ile birlikte karşılaştırma verilmiştir.

73 Borlama Borlama işlemde kullanılan altlık malzemesinin kompozisyonuna, proses sıcaklığına ve süreye bağlı olarak tek fazlı (Fe2B) veya iki intermetalik fazlı (Fe2B, FeB) yapı oluşur. Bu iki fazlı borür tabakasının davranışı tamamen farklıdır. FeB çekme kuvvetine maruz kalırken Fe 2 B basma kuvvetine altında kalmaktadır. Çoğu zaman bu gerilimler nedeniyle, iki faz arasında çatlaklar oluşmaktadır. Bu etki mekanik zorlamalar altında borür tabakasının tabaka tabaka kalkmasına neden olur. Termal şok veya mekanik etkiler altında yüzeyden ayrılmalar ve tabaka halinde kalkmalar meydana gelmektedir. Bu nedenlerden ötürü, minimum FeB içeriğine sahip kaplama tabakaları elde edilmeye çalışılmaktadır
74 Borlama a: FeB b: F 2 B c:geçiş zonu
75 Borlama Fe-B faz diyagramına göre, borun ferrit ve östenit içerisinde çözünürlüğü, çok düşüktür (900 C de % 0,008 den az). α/γ/fe2b arasında yaklaşık 912 C de peritektik reaksiyonun gerçekleşir ve bor ferrit içinde östenite oranla daha iyi çözünür. Şekilde FeB ve Fe2B fazlarının atom yerleşimleri (001) projeksiyonu ile verilmiştir. FeB Fe 2 B
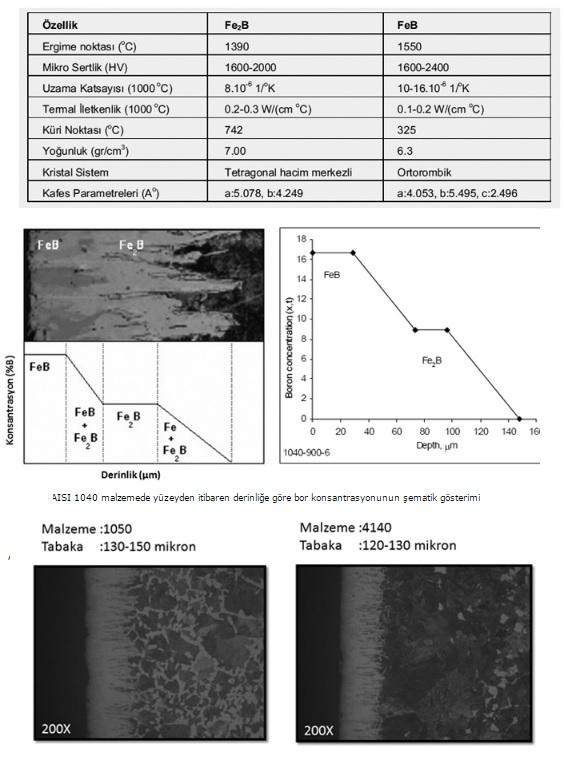
76 FeB ve Fe 2 B fazlarının tipik karakteristik özellikleri Kristal yapı Özellik Fe 2 B FeB Hacim Merkezli Tetragonal Ortorombik Latis Parametresi, [Å] a=5,078; c=4,28 a=4,053; b=5,495; c=2,946 Mikrosertlik, [GPa] Elastisite Modülü, [GPa] Bor İçeriği, [% Ağ. ] 8,83 16,23 Yoğunluk, [g/cm 3 ] 7,43 6,75 Termal Genleşme Katsayısı, [ppm/ C] 7,65 ( C) 4,25 ( C) 23 ( C) Ergime Sıcaklığı, [ C] Termal İletkenlik, [W/m K ] 30,1 (20 C) 12,0 (20 C) Elektrik Direnç, [10-6 Ω. cm] Curie Noktası, [ C] Renk Gri Gri
77 Borlama
78 Borlama
79 Borlama Borür tabakasındaki FeB ve Fe 2 B fazlarının sertliğinin karbon miktarı ile değişimi
80 Alüminyumlama Aliminyumlama Klorür oluşumu 2 Al+2 HCl 2AlCl+H 2 2 Al+6 HCl 2AlCl 3 +3H 2 Al+AlCl 3 3AlCl 3 AlCl 2 Al + AlCl 3 2 AlCl Me 2 Al + 3MeCl 2 Al ayrışması Faz oluşumu 2 AlCl + Me 2Al + MeCl 2 AlCl 3 + 3H 2 3Al +6HCl 2 AlCl + H 2 2 Al + 2HCl x Al + y Me Me y Al x
81 Titanyumlama Kromlama/ Titanyumlama Yer değiştirme reaksiyonu : Fe (katı) + TiX 2 (gaz) FeX 2 (gaz) + Ti (katı) Redüksiyon reaksiyonu : TiX 2 (gaz) + H 2 2HX (gaz) + Ti (katı) Termal parçalanma reaksiyonu : TiX 2 (gaz) X (gaz) + Ti (katı) Parçalanma reaksiyonu : TiX 2 (gaz) TiX 3 (gaz) + Ti (katı)
82 Titanyumlama Kromlama/ Titanyumlama
83 Silisyumlama Atomik silisyum tabakası 2SiCl H 2 Si + 4 HCl Mo altlık üzerinden Mo + 2SiCl H 2 MoSi HCl
84 Termokimyasal Prosesler İşlemler-özet
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Termokimyasal Kaplama Termokimyasal işlemler veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama
KAPLAMA TEKNİKLERİ DERS NOTLARI Termokimyasal Kaplama Termokimyasal işlemler veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Difüzyon (Atomsal Yayınım)
") Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
 SEMENTASYON Amaç: Düşük karbonlu (%C
SEMENTASYON Amaç: Düşük karbonlu (%C YÜZEY SERTLEŞTİRME İŞLEMLERİ. (Konu Devamı)
") YÜZEY SERTLEŞTİRME İŞLEMLERİ (Konu Devamı) Suverme ile (doğrudan) sertleştirilemeyen çeliklerde Yüzey Bölgesi Sertleştirme İşlemleri; Termokimyasal İşlemler Suverme ile (doğrudan) sertleştirilemeyen çeliklerin
YÜZEY SERTLEŞTİRME İŞLEMLERİ (Konu Devamı) Suverme ile (doğrudan) sertleştirilemeyen çeliklerde Yüzey Bölgesi Sertleştirme İşlemleri; Termokimyasal İşlemler Suverme ile (doğrudan) sertleştirilemeyen çeliklerin
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
YÜZEY SERTLEŞTİRME İŞLEMLERİ
 YÜZEY SERTLEŞTİRME İŞLEMLERİ Yüzey Sertleştirme İşlemleri Yüzeyin sert ve aşınmaya dayanıklı olduğu, buna karşın sünek bir çekirdek istendiği durumda yüzey sertleştirme işlemi uygulanır. Yöntemde parçanın
YÜZEY SERTLEŞTİRME İŞLEMLERİ Yüzey Sertleştirme İşlemleri Yüzeyin sert ve aşınmaya dayanıklı olduğu, buna karşın sünek bir çekirdek istendiği durumda yüzey sertleştirme işlemi uygulanır. Yöntemde parçanın
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER
 SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (3) 65-71 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Plastik Ekstrüzyon Vidalarında Aşınma ve Yorulma Davranışlarının
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (3) 65-71 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Plastik Ekstrüzyon Vidalarında Aşınma ve Yorulma Davranışlarının
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
PLAZMA ĐLE TERMOKĐMYASAL YÜZEY ĐŞLEMLERĐ
 makale PLAZMA ĐLE TERMOKĐMYASAL YÜZEY ĐŞLEMLERĐ Ayhan ÇELĐK, Akgün ALSARAN, Mehmet KARAKAN * Plazma yüzey işlemleri değişik endüstriyel uygulamalarda kullanılır. Plazma ile yüzey işlemleriyle malzemenin
makale PLAZMA ĐLE TERMOKĐMYASAL YÜZEY ĐŞLEMLERĐ Ayhan ÇELĐK, Akgün ALSARAN, Mehmet KARAKAN * Plazma yüzey işlemleri değişik endüstriyel uygulamalarda kullanılır. Plazma ile yüzey işlemleriyle malzemenin
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
İTÜ Elektrik Elektronik Fakültesi MAL 201 Malzeme Bilimi Ders Notları. Difüzyon (Yayınım)
") İTÜ Elektrik Elektronik Fakültesi ers Notları ifüzyon (Yayınım) Callister, W.. Materials Science and Engineering kitabı için Wiley tarafından hazırlanan ders notlarından ve diğer kaynaklardan derlenmiştir
İTÜ Elektrik Elektronik Fakültesi ers Notları ifüzyon (Yayınım) Callister, W.. Materials Science and Engineering kitabı için Wiley tarafından hazırlanan ders notlarından ve diğer kaynaklardan derlenmiştir
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Malzemeler yapılarının içerisinde, belli oranlarda farklı atomları çözebilirler. Bu durum katı çözeltiler olarak adlandırılır.
 KATI ÇÖZELTİ Malzemeler yapılarının içerisinde, belli oranlarda farklı atomları çözebilirler. Bu durum katı çözeltiler olarak adlandırılır. Katı çözeltilerin diğer bir ismi katı eriyiktir. Bir çözelti
KATI ÇÖZELTİ Malzemeler yapılarının içerisinde, belli oranlarda farklı atomları çözebilirler. Bu durum katı çözeltiler olarak adlandırılır. Katı çözeltilerin diğer bir ismi katı eriyiktir. Bir çözelti
ELEKTROKİMYASAL REAKSİYONLAR
 KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
SÜPERALA IMLAR. Yüksek sıcaklık dayanımı
 SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
Boya eklenmesi Kısmen karışma Homojenleşme
 DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
İNTERMETALİKLERE GİRİŞ
 İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
YÜZEY SERTLEŞTİRME YÖNTEMLERİ
 YÜZEY SERTLEŞTİRME YÖNTEMLERİ Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
YÜZEY SERTLEŞTİRME YÖNTEMLERİ Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Yüzey Sertleştirme Yöntemleri
 Yüzey Sertleştirme Yöntemleri Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
Yüzey Sertleştirme Yöntemleri Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
ÜÇ FARKLI ÇELİĞE KATI BORLAMA İŞLEMİ YAPILMASININ İÇ YAPI VE SERTLİK ÜZERİNE ETKİSİNİN İNCELENMESİ ÖZET ABSTRACT
 ÜÇ FARKLI ÇELİĞE KATI BORLAMA İŞLEMİ YAPILMASININ İÇ YAPI VE SERTLİK ÜZERİNE ETKİSİNİN İNCELENMESİ Mehmet ÖZER 1, İrfan AY 2 1 mozer@balikesir.edu.tr Balıkesir Üniversitesi, Balıkesir M.Y.O., 10145 Balıkesir
ÜÇ FARKLI ÇELİĞE KATI BORLAMA İŞLEMİ YAPILMASININ İÇ YAPI VE SERTLİK ÜZERİNE ETKİSİNİN İNCELENMESİ Mehmet ÖZER 1, İrfan AY 2 1 mozer@balikesir.edu.tr Balıkesir Üniversitesi, Balıkesir M.Y.O., 10145 Balıkesir
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
İçindekiler. 1 )Difüzyonun Tanımı. 2 )Difüzyon Mekanizmaları. 3 )Fick Kanunları. 4 )Difüzyona Etki Eden Faktörler
Difüzyonun Tanımı. 2 )Difüzyon Mekanizmaları. 3 )Fick Kanunları. 4 )Difüzyona Etki Eden Faktörler") DİFÜZYON TEORİSİ İçindekiler 1 )Difüzyonun Tanımı 2 )Difüzyon Mekanizmaları 2.1 )Boşluk Difüzyonu 2.2 )Ara yer Difüzyonu 2.3 )Halka Difüzyonu 3 )Fick Kanunları 3.1 )1.Fick Kanunu 3.2 )2.Fick Kanunu 3.3
DİFÜZYON TEORİSİ İçindekiler 1 )Difüzyonun Tanımı 2 )Difüzyon Mekanizmaları 2.1 )Boşluk Difüzyonu 2.2 )Ara yer Difüzyonu 2.3 )Halka Difüzyonu 3 )Fick Kanunları 3.1 )1.Fick Kanunu 3.2 )2.Fick Kanunu 3.3
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA