KALIP TÜRLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. SOĞUK YOLLUKLU (Cold Runner)
|
|
|
- Pinar Dursun
- 8 yıl önce
- İzleme sayısı:
Transkript
1 KALIP TÜRLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Türleri 2 Yolluk Tipine Göre: SOĞUK YOLLUKLU (Cold Runner) SICAK YOLLUKLU (Hot Runner) Kalıp Yapısına Göre: A) İKİ PLAKALI (Two Plate) B) ÜÇ PLAKALI (Three Plate) C) MAÇALI KALIP (Split Mold) D) KATLI KALIP (Stack Molds) Diğer: E) ÇİFT ENJEKSİYONLU (Co-Injection) F) ÇOK KOMPONENTLİ (Multi Component) 1
 D) KATLI KALIP (Stack Molds) Diğer: E) ÇİFT ENJEKSİYONLU (Co-Injection) F) ÇOK")
2 A) İki Plakalı Kalıplar 3 A) İki Plakalı Kalıplar 4 2

3 B) Üç Plakalı Kalıplar 5 B) Üç Plakalı Kalıplar 6 3

4 B) Üç Plakalı Kalıplar 7 B) Üç Plakalı Kalıplar 8 4

5 B) Üç Plakalı Kalıplar 9 Kalıbın Makineye Bağlanması 10 5

6 Üç Plakalı Kalıp Animasyonu 11 C) Maçalı Kalıplar 12 Mekanik Maçalı Kalıplar Hidrolik Maçalı Kalıplar Pnömatik Maçalı Kalıplar Elektro-Mekanik Maçalı Kalıplar Ayrık Maçalı Kalıplar 6

7 C) Mekanik Maçalı Kalıplar 13 Mekanik Maçalı Kalıp Örneği: Şişe Kapağı (1x24) 14 7
")
8 Mekanik Maçalı Kalıp Örneği: Şişe Kapağı (1x24) 15 D) Katlı Kalıplar (Stack Mold) 16 8
")
9 D) Katlı Kalıplar (Stack Mold) 17 D) Katlı Kalıplar (Stack Mold) 18 9
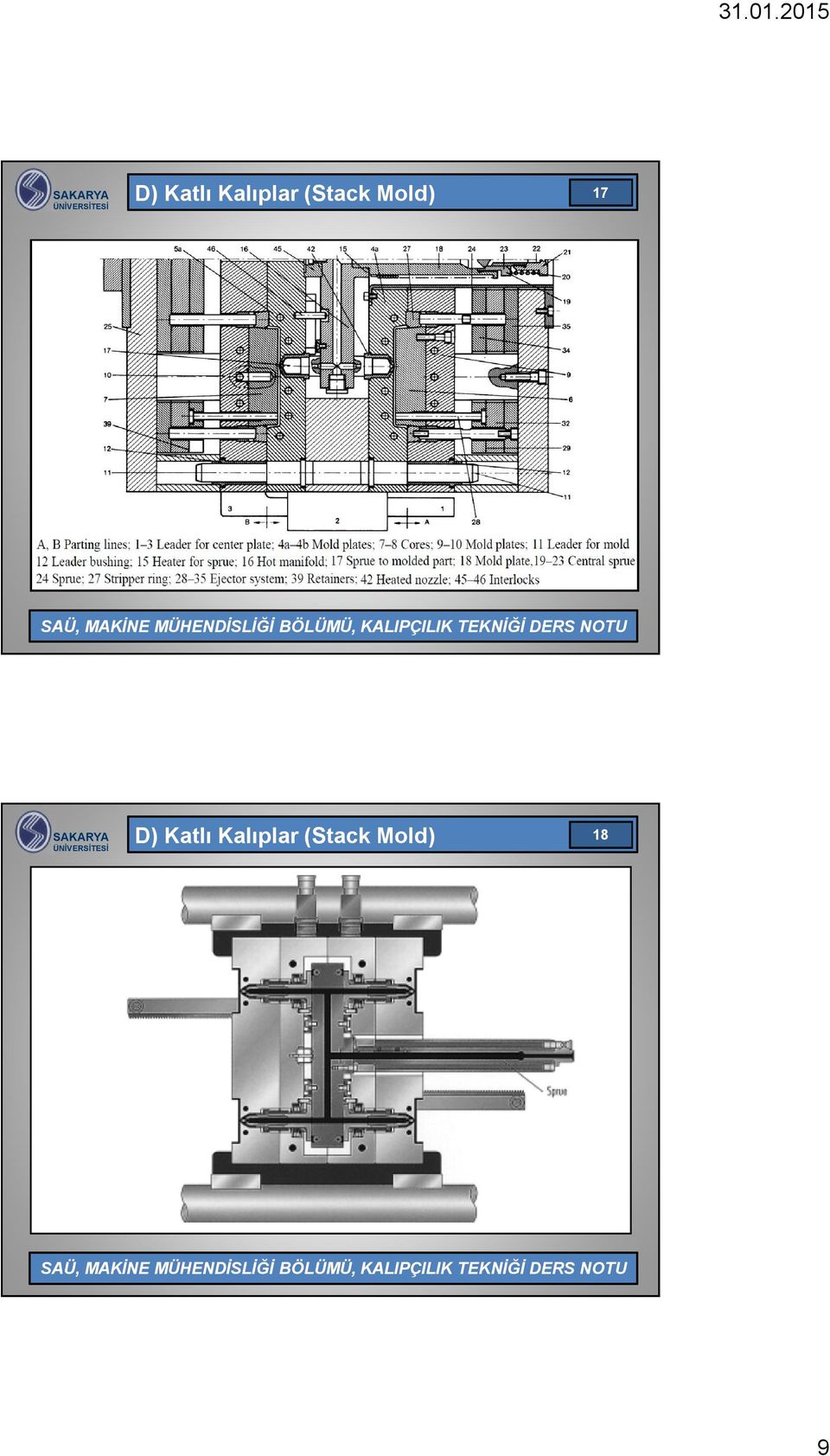
10 D) Katlı Kalıplar (Stack Mold) 19 Katlı Kalıp Örneği: Damlatıcı Kalıbı (48) 20 10

11 İki Plakalı-Mekanik Maçalı Damlatıcı Kalıbı (64) 21 E) Ko-Enjeksiyon Kalıpları Tipik ko-enjeksiyon prosesi (sandwich moulding) çift malzemeli (ya da çift renkli) parçanın dış kısmındaki malzemenin enjekte edilmesiyle başlar. 22 Kısa bir süre sonra (ilk malzeme gözü doldurmadan) diğer malzeme aynı yolluktan enjekte edilir ve az önce basılmış birinci malzemeyi iterek kalıbın çeperlerini sarmasını sağlar. Kalıp boşluğundaki akış laminer olduğu için dolum sırasında dış katmanın yapısı korunur ve iki malzeme karışmaz. Kullanılan dış katman malzemesi renk, yüzey kalitesi, mekanik dayanım, hava ve diğer kimyasallarla etkileşim ve sürtünme özelliklerine göre seçilir. İç katman ise kimyasal köpük ya da geri dönüştürülmüş (kırma) malzemedir. 11

12 E) Ko-Enjeksiyon Kalıpları 23 E) Ko-Enjeksiyon Kalıpları 24 12

13 E) Ko-Enjeksiyon Kalıpları 25 Ko-enjeksiyon yöntemi; Parça ağırlığını düşürmek Ses yalıtımı sağlamak İç kısımda kırma malzeme kullanarak parça maliyetini düşürmek Yüzey kalitesi yüksek parçalar üretmek Parçanın estetik özelliklerini iyileştirmek gibi avantajlar sağlar. E) Ko-Enjeksiyon Kalıpları (Kare Bardak) 26 13

14 F) Çok Komponentli Kalıplar 27 F) Çok Komponentli Kalıplar 28 Multi-komponent enjeksiyon tekniğinde, iki veya daha fazla sayıda farklı plastik malzeme (veya aynı polimerin farklı renkleri) aynı kalıba enjekte edilmektedir. Çok komponentli kalıpların ve ko-enjeksiyon kalıplarının imalatı zor ve gerekli olan enjeksiyon makineleri pahalı olmakla birlikte bu yöntemler önemli avantajlar sağlamaktadır. Bu tip kalıpların üretimi ülkemizde yapılmamakta, ancak yurtdışında yaptırılan kalıpların yurtiçinde işletilmektedir. 14

15 F) Çok Komponentli Kalıplar 29 Çift Komponentli Sistemler, çok katmanlı veya parçalı ürünlerin imal edilmesini sağlayan plastik enjeksiyon kalıplarının kullanıldığı uygulamalardır. F) Çok Komponentli Kalıplar 30 15

16 F) Çok Komponentli Kalıplar: Malzeme Seçimi 31 Ko-enjeksiyon kalıplarında ve çok komponentli kalıplarda seçimi çok önemlidir. Kullanılan malzemeler aralarında kimyasal bağ oluşturarak yapışabilmelidir. Ko-enjeksiyon kalıplarında maliyeti düşürmek için dış katman olarak yüzeyde kaliteli malzeme, çekirdekte ucuz (ya da kırma) malzeme kullanıldığından, bu plastikler aralarında bağ kurarak yapışmaları önemlidir. F) Çok Komponentli Kalıplar: Malzeme Seçimi 32 16
 malzeme kullanıldığından, bu plastikler aralarında bağ kurarak yapışmaları önemlidir.")
17 F) Çok Komponentli Kalıplar: Malzeme Seçimi 33 F) Çok Komponentli Kalıplar: Malzeme Seçimi 34 17

18 F) Çok Komponentli Kalıplar: Malzeme Seçimi 35 F) Çok Komponentli Kalıplar 36 Çok komponentli ürünlerde altı farklı yöntem kullanılmaktadır: F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F o 2C F o 2C+Unloading F o 2C F o 3C F6. Zincir Yöntemi (Chain Technology) 18

19 Çok Komponentli Kalıp Örnekleri 37 Örnek 1: Şişe Kapağı Kalıbı (2C-1x8) Örnek 2: Diş Fırçası Kalıbı (3C-3x16) Örnek 3: Biberon Başlığı Kalıbı (2C-2x16) Örnek 4: Sürahi Kapağı Kalıbı (2C-2x4) Örnek 5: Şişe Kapağı Kalıbı (2C-2x12) Örnek 6: Traş Köpüğü Kapağı Kalıbı (2C-2x8) Örnek 7: Diş Fırçası Sapı Kalıbı (2C-2x4) Örnek 8: Fosforlu Kalem Kalıbı (2C-2x8) Çok Komponentli Kalıp Örnekleri 38 Örnek 9: Diş Fırçası Kalıbı (2C-2x12) Örnek 10: Şişe Kapağı Kalıbı (2C-2x16) Örnek 11: Şişe Kapağı Kalıbı (2C-2x24) Örnek 12: Kalem Kalıbı (2C-3x8) Örnek 13: Diş Fırçası Kalıbı (2C-3x12) Örnek 14: Interdental Kalıbı (2C-3x32) Örnek 15: Diş Fırçası Sapı Kalıbı (3C-3x12) Örnek 16: Enjektör Kalıbı (2C-2x16) Chain Technology 19
 Örnek 13: Diş Fırçası Kalıbı (2C-3x12) Örnek 14: Interdental Kalıbı (2C-3x32) Örnek 15: Diş Fırçası Sapı Kalıbı (3C-3x12) Örnek 16: Enjektör Kalıbı (2C-2x16)")
20 F1. Çift Makine Yöntemi 39 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) F1. Çift Makine Yöntemi 40 Bu yöntemde birbiriyle senkronize bir şekilde çalışan iki adet makine ve kalıp gerekmektedir. Bu uygulamada üretilmek istenilen ürünün ilk katmanı birinci makinede enjekte edilir. Sonra, bir robot kol veya aparat yardımı ile ikinci makinedeki kalıba yerleştirilen ürünün ikinci katmanı da burada enjekte edilir. 20

21 F1. Çift Makine Yöntemi 41 F2. Core-Back Yöntemi 42 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) 21
22 F2. Core-Back Yöntemi Bu yöntem, çift komponentli parçaların, ara kalıp açılmasına (intermediate opening) ve ilk basımı yapılmış parçanın transferine (transport of the pre-moulded part) gerek olmadan üretilmesine olanak sağlar. Çevrim süresini ve enerji sarfiyatını azaltır. Temel prensip, birinci komponent basıldıktan sonra çekilen bir sürgüyle kavitenin büyütülmesidir. 43 F2. Core-Back Yöntemi 44 İlk komponent enjekte edilirken, ikinci komponentin hacmini perdeleyen separatör kapalı durumda olduğundan ilk komponent ikinci komponentin bölgesine akamaz. Perdeleme separatörü çıkarıldıktan (ya da core geri çekildikten) sonra ikinci komponent enjekte edilir ve ilkinin üzerine sıvanarak yapışır. 22
23 F2. Core-Back Yöntemi 45 Örnek 1: Şişe Kapağı Kalıbı (2C-1x8) 46 23
24 Örnek 1: Şişe Kapağı Kalıbı (2C-1x8) 47 F3. Kalıp İçi Robotik Transfer Yöntemi 48 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Kalıp İçi Robotik Transfer Y. F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) 24
25 F3. Kalıp İçi Robotik Transfer Yöntemi 49 Bu yöntemde kalıp iki bölümden oluşur. Kalıbın birinci çevriminde ürünün ilk katmanı veya bölümü enjekte edilir. Bu işlemlerden sonra bir robot kol yardımı ile ürünler aynı kalıbın ikinci bölümüne yerleştirilerek ürünlerin ikinci katmanı veya bölümü enjekte edilerek proses tamamlanır. F3. Kalıp İçi Robotik Transfer Yöntemi 50 25
26 F3. Kalıp İçi Robotik Transfer Yöntemi 51 Örnek 2: Diş Fırçası Kalıbı (3C-3x16) 52 26
27 Örnek 2: Diş Fırçası Kalıbı (3C-3x16) 53 Örnek 3: Biberon Başlığı Kalıbı (2C-2x16) 54 27
28 Örnek 3: Biberon Başlığı Kalıbı (2C-2x16) 55 F4. Döner Tablalı Makine Yöntemi 56 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) 28
29 F4. Döner Tablalı Makine Yöntemi 57 Bu yöntemde, kalıbın bağlandığı tabla değişik açılarda dönme kabiliyetine sahiptir. Ürünler çevrim süresi boyunca kalıp gözlerinden çıkarılmaz. Robot kol gibi ekstra aparatların kullanılmayışı ve sıcak yolluk sistemi sayesinde çevrim süresi aynı ürünü imal eden kalıplara göre daha kısa olur. F4. Döner Tablalı Makine Yöntemi 58 29
30 F4. Döner Tablalı Enjeksiyon Makinesi 59 Örnek 4: Sürahi Kapağı Kalıbı (2C-2x4) 60 30
31 Örnek 4: Sürahi Kapağı Kalıbı (2C-2x4) 61 Örnek 4: Sürahi Kapağı Kalıbı (2C-2x4) 62 31
32 Örnek 4: Sürahi Kapağı Kalıbı (2C-2x4) 63 Örnek 5: Şişe Kapağı Kalıbı (2C-2x12) 64 32
33 Örnek 5: Şişe Kapağı Kalıbı (2C-2x12) 65 F5. Döner Lokmalı Kalıp Yöntemi 66 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) 33
34 F5. Döner Lokmalı Kalıp Yöntemi 67 Bu yöntemde, her bir komponent için kalıp gözlerinin işlendiği çekirdek lokmaları değişik açılarda dönme kabiliyetine sahiptir. Ürünler çevrim süresi boyunca kalıp gözlerinden çıkarılmaz. 2 komponentli kalıplarda 180 o dönme açısı ve 3 komponentli kalıplarda 120 o dönme açısı uygulanır. 90 o dönme açısı 2 (nadiren 4) komponent için kullanılır. 120 o dönme açılı kalıplarda 2 komponent basılması ve 3. istasyonun ise bitmiş parçanın kalıptan alınması (unloading) için kullanılması uygulaması yaygındır. F5.1. (90 o 2C) 68 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) 34
35 Örnek 6: Traş Köpüğü Kapağı Kalıbı (2C-2x8) 69 Örnek 6: Traş Köpüğü Kapağı Kalıbı (2C-2x8) 70 35
36 F5.2. (180 o 2C) 71 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) F5.2. (180 o 2C) Yatay ve Düşey Döndürme 72 36
37 F5. Döner Lokmalı Kalıp Yöntemi 73 F5. Döner Lokmalı Kalıp Yöntemi 74 37
38 Örnek 7: Diş Fırçası Sapı Kalıbı (2C-2x4) 75 Örnek 7: Diş Fırçası Sapı Kalıbı (2C-2x4) 76 38
39 Örnek 8: Fosforlu Kalem Kalıbı (2C-2x8) 77 Örnek 8: Fosforlu Kalem Kalıbı (2C-2x8) 78 39
40 Örnek 9: Diş Fırçası Kalıbı (2C-2x12) 79 Örnek 9: Diş Fırçası Kalıbı (2C-2x12) 80 40
41 Örnek 10: Şişe Kapağı Kalıbı (2C-2x16) 81 Örnek 10: Şişe Kapağı Kalıbı (2C-2x16) 82 41
42 Örnek 11: Şişe Kapağı Kalıbı (2C-2x24) 83 Örnek 11: Şişe Kapağı Kalıbı (2C-2x24) 84 42
43 F5.3. (120 o 2C+Unloading) 85 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) Örnek 12: Kalem Kalıbı (2C-3x8) 86 43
44 Örnek 12: Kalem Kalıbı (2C-3x8) 87 Örnek 13: Diş Fırçası Kalıbı (2C-3x12) 88 44
45 Örnek 13: Diş Fırçası Kalıbı (2C-3x12) 89 Örnek 14: Interdental Kalıbı (2C-3x32) 90 45
46 Örnek 14: Interdental Kalıbı (2C-3x32) 91 F5.4. (120 o 3C) 92 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Technology) 46
47 Örnek 15: Diş Fırçası Sapı Kalıbı (3C-3x12) 93 Örnek 15: Diş Fırçası Sapı Kalıbı (3C-3x12) 94 47
48 F6. Zincir Yöntemi (Chain Technology) 95 F1. Çift Makine Yöntemi F2. Core-Back Yöntemi F3. Tek Makine/Kalıp İçi Robotik Transfer Yöntemi F4. Döner Tablalı Makine Yöntemi F5. Döner Lokmalı Kalıp Yöntemi F5.1. (90 o 2C) F5.2. (180 o 2C) F5.3. (120 o 2C+Unloading) F5.4. (120 o 3C) F6. Zincir Yöntemi (Chain Tech.) Örnek 16: Enjektör Kalıbı (2C-2x16) Chain Tech
49 Örnek 16: Enjektör Kalıbı (2C-2x16) Chain Tech. 97 KAYNAKLAR 98 [1] Turaçlı, H.P., Enjeksiyon Kalıpları İmalatı, Pagev Yayınları, [2] Turaçlı, H.P., Enjeksiyoncunun El Kitabı, Pagev Yayınları, [3] Turaçlı, H.P., Enjeksiyon Hataları ve Çözümleri, Pagev Yayınları, [4] Akyüz, Ö.F., Plastikler ve Plastik Enjeksiyon Teknolojisine Giriş, Pagev Yayınları. [7] Rees, H., Mold Engineering, Hanser, [8] Dubois, J.H., Pribble, W.I., Plastics Mold Engineering Handbook, 1987 [10] Lee, N.C., Blow Molding Design Guide, Hanser, [11] Johannaber, F., Injection Molding Machines, Hanser, [13] [14] [15] [16] 49
İTİCİ ve MAÇA SİSTEMLERİ
 İTİCİ ve MAÇA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI İtici (Atıcı) 2 Kalıp açılırken parçanın kalıpla birlikte açılmasını, kalıp açıldıktan sonra parçanın
İTİCİ ve MAÇA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI İtici (Atıcı) 2 Kalıp açılırken parçanın kalıpla birlikte açılmasını, kalıp açıldıktan sonra parçanın
SICAK YOLLUK SİSTEMİ
 SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
ENJEKSİYON MAKİNELERİ
 ENJEKSİYON MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Enjeksiyon Makinesi 2 Mengene/Kapama Ünitesi (Clamping Unit) Plastikleştirme ve Enjeksiyon
ENJEKSİYON MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Enjeksiyon Makinesi 2 Mengene/Kapama Ünitesi (Clamping Unit) Plastikleştirme ve Enjeksiyon
SOĞUTMA SİSTEMLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Kalıp Soğutma Sistemi
 SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
ENJEKSİYON SİSTEMİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ENJEKSİYON SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Enjeksiyon Sistemi 2 2 1 Enjeksiyon Sistemi Elemanları Merkezleme Flanşı (Locating Ring) Yolluk Burcu
ENJEKSİYON SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Enjeksiyon Sistemi 2 2 1 Enjeksiyon Sistemi Elemanları Merkezleme Flanşı (Locating Ring) Yolluk Burcu
ÜRETİM HATALARI SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ÜRETİM HATALARI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Üretim Hataları 2 Malzeme özellikleri, kalıp tasarımı, makine proses parametreleri ve operatörlerden kaynaklanan
ÜRETİM HATALARI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Üretim Hataları 2 Malzeme özellikleri, kalıp tasarımı, makine proses parametreleri ve operatörlerden kaynaklanan
KALIPLAMA YÖNTEMLERİ
 KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
PLASTİK MALZEMELER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
KALIP TASARIMI SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Kalıp Tasarımı Akış Şeması
 KALIP TASARIMI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Tasarımı Akış Şeması 2 1 Standart Kalıp Setleri 3 Standart Kalıp Setleri 4 2 Standart Kalıp Setleri
KALIP TASARIMI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Tasarımı Akış Şeması 2 1 Standart Kalıp Setleri 3 Standart Kalıp Setleri 4 2 Standart Kalıp Setleri
PLASTİK ENJEKSİYON KALIBININ YAPISI
 PLASTİK ENJEKSİYON KALIBININ YAPISI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıplama Yöntemleri Plastik Enjeksiyon Kalıpları Plastik Ekstrüzyon Kalıpları Şişirme
PLASTİK ENJEKSİYON KALIBININ YAPISI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıplama Yöntemleri Plastik Enjeksiyon Kalıpları Plastik Ekstrüzyon Kalıpları Şişirme
YOLLUK GİRİŞ (KAPI) TİPLERİ
 TİPLERİ") YOLLUK GİRİŞ (KAPI) TİPLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Yolluk Girişi (Ağız/Kapı/Gate) 2 Eriyik plastiğin kalıp gözüne girdiği kanallara Yolluk Girişi
YOLLUK GİRİŞ (KAPI) TİPLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Yolluk Girişi (Ağız/Kapı/Gate) 2 Eriyik plastiğin kalıp gözüne girdiği kanallara Yolluk Girişi
K-TEC Serisi 155 to 450 Ton
 K-EC Serisi 155 to 450 on Ürün ve Üretim Gereklilikleri Ürün Gereklilikleri Büyük ebatlı, çok gözlü kalıplar Yüksek hassasiyet gerektiren ürün kalıpları İnce cidarlı ürünler Çok komponentli kalıplar Kalıp
K-EC Serisi 155 to 450 on Ürün ve Üretim Gereklilikleri Ürün Gereklilikleri Büyük ebatlı, çok gözlü kalıplar Yüksek hassasiyet gerektiren ürün kalıpları İnce cidarlı ürünler Çok komponentli kalıplar Kalıp
NRM Makina Teknolojisiyle Endüstriye Değer Katıyor. Kalitemizin Temelinde Ar-Ge Var
 NRM Makina Teknolojisiyle Endüstriye Değer Katıyor NRM Makina, imalat sektöründe faaliyet gösteren tüm firmalar için robotik otomasyon sistemleri üreten bir teknoloji şirketidir. Türkiye deki ve dünyadaki
NRM Makina Teknolojisiyle Endüstriye Değer Katıyor NRM Makina, imalat sektöründe faaliyet gösteren tüm firmalar için robotik otomasyon sistemleri üreten bir teknoloji şirketidir. Türkiye deki ve dünyadaki
Autodesk Moldflow 2012 Co-injection (Eş enjeksiyon) Simu lasyonları
 Simu lasyonları") Autodesk Moldflow 2012 Co-injection (Eş enjeksiyon) Simu lasyonları Hazırlayan Can Ozcan, Makina Yük. Müh. can.ozcan@akromuhendislik.com AKRO R&D Ltd. Phone: +90 (262) 678-7215 KEMAL NEHROZOGLU CAD. GOSB
Autodesk Moldflow 2012 Co-injection (Eş enjeksiyon) Simu lasyonları Hazırlayan Can Ozcan, Makina Yük. Müh. can.ozcan@akromuhendislik.com AKRO R&D Ltd. Phone: +90 (262) 678-7215 KEMAL NEHROZOGLU CAD. GOSB
DERS BİLGİ FORMU. ENSTİTÜ/FAKÜLTE/YÜKSEKOKUL ve PROGRAM: Fen Bilimleri/ Mühendislik Fakültesi/Makine Mühendisliği DERS BİLGİLERİ
 EK-1 DERS BİLGİ FORMU ENSTİTÜ/FAKÜLTE/YÜKSEKOKUL ve PROGRAM: Fen Bilimleri/ Mühendislik Fakültesi/Makine Mühendisliği DERS BİLGİLERİ Adı Kodu Dili Türü Zorunlu/ Seçmeli Yarıyılı T+U Saati Kredisi AKTS
EK-1 DERS BİLGİ FORMU ENSTİTÜ/FAKÜLTE/YÜKSEKOKUL ve PROGRAM: Fen Bilimleri/ Mühendislik Fakültesi/Makine Mühendisliği DERS BİLGİLERİ Adı Kodu Dili Türü Zorunlu/ Seçmeli Yarıyılı T+U Saati Kredisi AKTS
Moldflow Plastics Advisers. Plastik enjeksiyon parça ve kalıp tasarımında yeni bir dönem
 Moldflow Plastics Advisers Plastik enjeksiyon parça ve kalıp tasarımında yeni bir dönem Problem: Plastik parça tasarımı imalattan bağımsız yapılır Plastik parçalar üretime uygun biçimde tasarlanmazlar
Moldflow Plastics Advisers Plastik enjeksiyon parça ve kalıp tasarımında yeni bir dönem Problem: Plastik parça tasarımı imalattan bağımsız yapılır Plastik parçalar üretime uygun biçimde tasarlanmazlar
PRES BESLEME SİSTEMLERİ
 PRES BESLEME SİSTEMLERİ ADRES Esenşehir Mah.Muradiye Sok. No:56/A ümraniye- istanbul TEL: (0216) 540 67 06 Faks: (0216) 540 67 07 TEL: (0535) 434 44 96 TEL: (0532) 223 74 55 pressline@outlook.com PRESSline
PRES BESLEME SİSTEMLERİ ADRES Esenşehir Mah.Muradiye Sok. No:56/A ümraniye- istanbul TEL: (0216) 540 67 06 Faks: (0216) 540 67 07 TEL: (0535) 434 44 96 TEL: (0532) 223 74 55 pressline@outlook.com PRESSline
Enjeksiyon Kalıplama Prosesi için Statik Mikserler
 Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Gıdaya Temas Eden Geri Dönüştürülmüş Plastik Ambalajların Üretiminde Otomatik Ayrıştırma Makinelerinin Kullanımı
 S+S Separation and Sorting Technology GmbH Metal Separatörleri Renk Separatörleri Ayrıştırma Sistemleri Gıdaya Temas Eden Geri Dönüştürülmüş Plastik Ambalajların Üretiminde Otomatik Ayrıştırma Makinelerinin
S+S Separation and Sorting Technology GmbH Metal Separatörleri Renk Separatörleri Ayrıştırma Sistemleri Gıdaya Temas Eden Geri Dönüştürülmüş Plastik Ambalajların Üretiminde Otomatik Ayrıştırma Makinelerinin
1.Yarıyıl. 2.Yarıyıl
 1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
Hasyiğit Isıcam Malzemeleri 2013 Katalogu
 Hasyiğit Isıcam Malzemeleri 2013 Katalogu Adres: Doğu Sanayi Sitesi 83. Sokak No:88 Kocasinan Kayseri PRIMER MASTİK (BUTİL) Son derece düşük nem buhar geçiş hızına sahip olan ve cam, alüminyum, galvanize
Hasyiğit Isıcam Malzemeleri 2013 Katalogu Adres: Doğu Sanayi Sitesi 83. Sokak No:88 Kocasinan Kayseri PRIMER MASTİK (BUTİL) Son derece düşük nem buhar geçiş hızına sahip olan ve cam, alüminyum, galvanize
OVESE Mühendislik. Makina, İnşaat, Otomotiv San. ve Tic. Ltd. Şti
 Makina, İnşaat, Otomotiv San. ve Tic. Ltd. Şti Firmamız, demir ve çelik sektörü başta olmak üzere makine imalatı, proje ve danışmanlık hizmeti vermektedir. Çelik Servis Merkezleri alanında büyük deneyime
Makina, İnşaat, Otomotiv San. ve Tic. Ltd. Şti Firmamız, demir ve çelik sektörü başta olmak üzere makine imalatı, proje ve danışmanlık hizmeti vermektedir. Çelik Servis Merkezleri alanında büyük deneyime
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
Hidrolik Yapılarda (Kanallar, Kıyı Koruma Yapıları, Göletler) Erozyon Koruması
 Erozyon Koruması") HİDROLİK YAPILAR»» Taşkın Kanalları Yeterli mesafenin olmadığı durumlarda hücre içleri beton veya kırmataş ile doldurularak Flexi HDS istinat duvarı uygulaması yapılabilir.»» Dere ve Akarsular»» Hendek
HİDROLİK YAPILAR»» Taşkın Kanalları Yeterli mesafenin olmadığı durumlarda hücre içleri beton veya kırmataş ile doldurularak Flexi HDS istinat duvarı uygulaması yapılabilir.»» Dere ve Akarsular»» Hendek
T.C NECMETTİN ERBAKAN ÜNİVERSİTESİ MÜHENDİSLİK ve MİMARLIK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI 2+0+0 2 2 3+1+0 3,5 6 2+0+0 2 4 2+0+0 2 2
 1. YARIYIL 0010090001 0010090002 0010090003 ADI T+U+L KREDİ Makine Mühendisliğine Giriş Bilgisayar Destekli Teknik Resim 1 Temel Bilgi Teknolojisi 3+1+0 3,5 6 2+0+0 2 4 0010090004 İngilizce 1 0010090005
1. YARIYIL 0010090001 0010090002 0010090003 ADI T+U+L KREDİ Makine Mühendisliğine Giriş Bilgisayar Destekli Teknik Resim 1 Temel Bilgi Teknolojisi 3+1+0 3,5 6 2+0+0 2 4 0010090004 İngilizce 1 0010090005
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI
 BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI") GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
SIVI YALITIM MALZEMELERİ SİKA
 SIVI YALITIM MALZEMELERİ SİKA Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi SİKA Bitüm ve bitümlü maddelerin hemen hepsi siyah
SIVI YALITIM MALZEMELERİ SİKA Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi SİKA Bitüm ve bitümlü maddelerin hemen hepsi siyah
FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI 1. YARIYIL:
 1. YARIYIL: ALINABİLMESİ İÇİN ADI T+U+L KREDİ 0010090001 Makine Mühendisliğine Giriş 2+0+0 2 2 0010090002 Bilgisayar Destekli Teknik Resim 1 3+1+0 3,5 6 0010090003 Temel Bilgi Teknolojisi 2+0+0 2 4 0010090004
1. YARIYIL: ALINABİLMESİ İÇİN ADI T+U+L KREDİ 0010090001 Makine Mühendisliğine Giriş 2+0+0 2 2 0010090002 Bilgisayar Destekli Teknik Resim 1 3+1+0 3,5 6 0010090003 Temel Bilgi Teknolojisi 2+0+0 2 4 0010090004
Hakkımızda Başlıca Faaliyet Alanlarımız ; Uygulama Alanları ;
 Hakkımızda İstanbul Zemin Epoksi ve Poliüretan Kaplamalar, BAUMEX Marka sının Uzman Uygulama Bayisi olarak yapı kimyasalları sektöründe hizmet vermektedir. Misyonumuz, daima Kaliteli ürün ve kaliteli hizmet
Hakkımızda İstanbul Zemin Epoksi ve Poliüretan Kaplamalar, BAUMEX Marka sının Uzman Uygulama Bayisi olarak yapı kimyasalları sektöründe hizmet vermektedir. Misyonumuz, daima Kaliteli ürün ve kaliteli hizmet
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
SIVI YALITIM MALZEMELERİ
 SIVI YALITIM MALZEMELERİ Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi SIVI YALITIM MALZEMELERİ 1. Bitüm 2. Asfalt 3. Sika 4.
SIVI YALITIM MALZEMELERİ Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi SIVI YALITIM MALZEMELERİ 1. Bitüm 2. Asfalt 3. Sika 4.
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
BİZ KİMİZ? Ekte listelenmiş makine parkımız ile sizlere hizmet vermekten onur duyarız. Saygılarımızla
 BİZ KİMİZ? Firmamız hidrolik pres konusunda Türk sanayisine hizmet etmek için 1980 yılında şahıs firması olarak kurulmuştur. Hidrolik Pres imalatına o yıllarda başlamış olup zaman içerisinde müşterilerinin
BİZ KİMİZ? Firmamız hidrolik pres konusunda Türk sanayisine hizmet etmek için 1980 yılında şahıs firması olarak kurulmuştur. Hidrolik Pres imalatına o yıllarda başlamış olup zaman içerisinde müşterilerinin
SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ EĞİTİM ÖĞRETİM YILI MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE AKTS (ECTS) KREDİLERİ
 KREDİLERİ") SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2013-2014 EĞİTİM ÖĞRETİM YILI MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2013-2014 EĞİTİM ÖĞRETİM YILI MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI BİRİNCİ YIL
 DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
Çekirdek Kahve. Hazne Sayısı Seçenek Düğmesi İletişim Protokolü Boyutlar (Y x G x D)
") 1. 2 adet hazne Versiyon (tüm versiyonlarda tank veya su şebekesi bağlantısı mevcuttur) Çekirdek Kahve Hazne Sayısı Seçenek Düğmesi Boyutlar (Y x G x D) 2 (çekirdek kahve, süt tozu) 8 Executive - BDV -
1. 2 adet hazne Versiyon (tüm versiyonlarda tank veya su şebekesi bağlantısı mevcuttur) Çekirdek Kahve Hazne Sayısı Seçenek Düğmesi Boyutlar (Y x G x D) 2 (çekirdek kahve, süt tozu) 8 Executive - BDV -
1. SINIF 1.YARIYIL DERSİN ADI T+U+L KREDİ
 SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2018-2019 EĞİTİM ÖĞRETİM YILI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2018-2019 EĞİTİM ÖĞRETİM YILI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
DELPHİ PROGRAMLAMA DİLİ KULLANILARAK PLASTİK ENJEKSİYON KALIPLARINDA ÜRÜN MALİYET HESABI VE YENİ BİR PAKET PROGRAMIN GELİŞTİRİLMESİ
 ISSN:1306-3111 e-journal of New World Sciences Academy 2010, Volume: 5, Number: 3, Article Number: 2A0055 Yahya Hışman Çelik 1 Cebeli Özek 2 TECHNOLOGICAL APPLIED SCIENCES Gürkan Gürgüze 3 Received: July
ISSN:1306-3111 e-journal of New World Sciences Academy 2010, Volume: 5, Number: 3, Article Number: 2A0055 Yahya Hışman Çelik 1 Cebeli Özek 2 TECHNOLOGICAL APPLIED SCIENCES Gürkan Gürgüze 3 Received: July
Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı
 Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı 1. Yarıyıl FIZ1001 Fizik 1 Temel Bilimler 3 0 2 4 5 - MAK1051 Bilgisayar Destekli Teknik Resim Meslek Dersi 2 2 0 3 5 - MAK1061 Temel Bilgisayar Bilimleri
Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı 1. Yarıyıl FIZ1001 Fizik 1 Temel Bilimler 3 0 2 4 5 - MAK1051 Bilgisayar Destekli Teknik Resim Meslek Dersi 2 2 0 3 5 - MAK1061 Temel Bilgisayar Bilimleri
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM
 TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM 2 HAKKIMIZDA Ankara Ostim OSB de 1990 yılında kurulan Yeter Makina, talaşlı imalat amacıyla kurulduktan kısa bir süre sonra parça üretimi ve mekanik sistem üretimine
TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM 2 HAKKIMIZDA Ankara Ostim OSB de 1990 yılında kurulan Yeter Makina, talaşlı imalat amacıyla kurulduktan kısa bir süre sonra parça üretimi ve mekanik sistem üretimine
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
1. SINIF 1.YARIYIL DERSİN ADI T+U+L KREDİ
 SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2017-2018 EĞİTİM ÖĞRETİM YILI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2017-2018 EĞİTİM ÖĞRETİM YILI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI
 Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
 mayzen@mayzen.com.tr KURUMSAL Firmamız 1996 yılında Sn. ATAMAY ELLERGEZEN tarafından kurulmuştur. ATAMAY ELLERGEZEN Oyak Renault fabrikasının kuruluşunda bulunmuş, daha sonra otomotiv yan sanayinde birçok
mayzen@mayzen.com.tr KURUMSAL Firmamız 1996 yılında Sn. ATAMAY ELLERGEZEN tarafından kurulmuştur. ATAMAY ELLERGEZEN Oyak Renault fabrikasının kuruluşunda bulunmuş, daha sonra otomotiv yan sanayinde birçok
Kalıp Tasarım Çalışmaları
 Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
Ürünün Kalitesi Kalıp ile Başlar Starts with Product Quality Mold ÜRÜN KATA LOĞU PRODUCT CATALOGUE
 www.guvenckalip.com Ürünün Kalitesi Kalıp ile Başlar Starts with Product Quality Mold ÜRÜN KATA LOĞU PRODUCT CATALOGUE 2018 Hakkımızda Güvenç Kalıp Sanayi 2003 yılında kurulmuş olup, plastik kalıp sektöründe
www.guvenckalip.com Ürünün Kalitesi Kalıp ile Başlar Starts with Product Quality Mold ÜRÜN KATA LOĞU PRODUCT CATALOGUE 2018 Hakkımızda Güvenç Kalıp Sanayi 2003 yılında kurulmuş olup, plastik kalıp sektöründe
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
KALDIRMA VE TAŞIMA ÜRÜNLERİ KATALOĞU
 KALDIRMA VE TAŞIMA ÜRÜNLERİ KATALOĞU BOZOK MARKALI ÜRÜNLERİMİZ BOZOK, sektöründe lider olmak ve müşterilerinin beklentilerini gerçekleştirebilmek için mühendislik çözümleri sunmaktadır. Bunu yaparken verimlilik,
KALDIRMA VE TAŞIMA ÜRÜNLERİ KATALOĞU BOZOK MARKALI ÜRÜNLERİMİZ BOZOK, sektöründe lider olmak ve müşterilerinin beklentilerini gerçekleştirebilmek için mühendislik çözümleri sunmaktadır. Bunu yaparken verimlilik,
The Power to Save Energy.
 The Power to Save Energy. SU SOĞUTMALI CHILLER + TCU CT SERİSİ Soğutma CT serisi chiller cihazları sayesinde her enjeksiyon makinesinin kalıbında ayrı ayrı su sıcaklıkları ile çalışılabilir. Dolayısıyla
The Power to Save Energy. SU SOĞUTMALI CHILLER + TCU CT SERİSİ Soğutma CT serisi chiller cihazları sayesinde her enjeksiyon makinesinin kalıbında ayrı ayrı su sıcaklıkları ile çalışılabilir. Dolayısıyla
PLASTİK ENJEKSİYON DERSİ
 PLASTİK ENJEKSİYON DERSİ Dersin Modülleri Enjeksiyon Makinelerinde Üretim 1 Enjeksiyon Makinelerinde Üretim 1 Enjeksiyon Makinelerinde Üretim 1 Kazandırılan Yeterlikler Plastik enjeksiyon kalıplama makinelerinde
PLASTİK ENJEKSİYON DERSİ Dersin Modülleri Enjeksiyon Makinelerinde Üretim 1 Enjeksiyon Makinelerinde Üretim 1 Enjeksiyon Makinelerinde Üretim 1 Kazandırılan Yeterlikler Plastik enjeksiyon kalıplama makinelerinde
SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ MEKATRONİK EĞİTİMİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ İMALAT SERVO VE STEP MOTORLAR
 BİLGİSAYAR DESTEKLİ İMALAT SERVO VE STEP MOTORLAR Step (Adım) Motorlar Elektrik enerjisini açısal dönme hareketine çeviren motorlardır. Elektrik motorlarının uygulama alanlarında sürekli hareketin (fırçalı
BİLGİSAYAR DESTEKLİ İMALAT SERVO VE STEP MOTORLAR Step (Adım) Motorlar Elektrik enerjisini açısal dönme hareketine çeviren motorlardır. Elektrik motorlarının uygulama alanlarında sürekli hareketin (fırçalı
SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ EĞİTİM ÖĞRETİM YILI MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE AKTS (ECTS) KREDİLERİ
 KREDİLERİ") SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2014-2015 EĞİTİM ÖĞRETİM YILI MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
SEYDİŞEHİR AHMET CENGİZ MÜHENDİSLİK FAKÜLTESİ 2014-2015 EĞİTİM ÖĞRETİM YILI MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS MÜFREDATI VE KREDİLERİ NORMAL ÖĞRETİM 1. SINIF 1.YARIYIL 0370020008 Bilgisayar Destekli Teknik
ECO Eriyik Filtresi. Polimer filtrelemenin bir adım ötesi. high tech for plastics extrusion
 ECO Eriyik Filtresi Polimer filtrelemenin bir adım ötesi high tech for plastics extrusion ECO Eriyik Filtresi Azaltın. İyileştirin. Artırın. Her turda %100 temiz filtre yüzeyi Optik Kalite Kontrol Sistemine
ECO Eriyik Filtresi Polimer filtrelemenin bir adım ötesi high tech for plastics extrusion ECO Eriyik Filtresi Azaltın. İyileştirin. Artırın. Her turda %100 temiz filtre yüzeyi Optik Kalite Kontrol Sistemine
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER. Arka Dayama Dili. Acil Stop Butonlu Taşınabilir Ayak Pedalı. Alt Dar Tabla CYBELEC TOUCH8 2D
 CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH8 2D 8 Dokunmatik Renkli Ekran. Manuel büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH8 2D 8 Dokunmatik Renkli Ekran. Manuel büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
Yolyapı Su Soğutma Kuleleri
 Yolyapı Su Soğutma Kuleleri 1982 den günümüze alanında lider.. HAKKINDA Firmamız 1982 yılından itibaren sadece su soğutma kulesi alanına odaklanmıştır. Bu konuda dünyadaki teknolojik gelişmeleri yakından
Yolyapı Su Soğutma Kuleleri 1982 den günümüze alanında lider.. HAKKINDA Firmamız 1982 yılından itibaren sadece su soğutma kulesi alanına odaklanmıştır. Bu konuda dünyadaki teknolojik gelişmeleri yakından
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI DOKTORA PROGRAMI
 BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
BAHAR YARIYILI HAFTALIK DERS PROGRAMI Z1. Öğle Arası
 Z :0-9: 9:0-0:0 0:0-0: :00 - : : - :00 :00 - : MESLEK MATEMATİĞİ MESLEKİ MATEMATİK SİSTEM ANALİZİ MAKİNE A/END. KAL. GİRİŞİMCİLİK SAYISAL ELEKTRONİK SAYISAL ELEKTRONİK ELEKTRİK VE ELEKTONİKTE ÖLÇME MESLEKİ
Z :0-9: 9:0-0:0 0:0-0: :00 - : : - :00 :00 - : MESLEK MATEMATİĞİ MESLEKİ MATEMATİK SİSTEM ANALİZİ MAKİNE A/END. KAL. GİRİŞİMCİLİK SAYISAL ELEKTRONİK SAYISAL ELEKTRONİK ELEKTRİK VE ELEKTONİKTE ÖLÇME MESLEKİ
SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ
 SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ Kaliteli bir sıcak yolluk sistemi enjeksiyon prosesinin stabilitesinde yüksek kalitede parça elde etmek için önemlidir.sıcak yolluk sisteminin performansını gösteren
SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ Kaliteli bir sıcak yolluk sistemi enjeksiyon prosesinin stabilitesinde yüksek kalitede parça elde etmek için önemlidir.sıcak yolluk sisteminin performansını gösteren
AYTEK COOLING SYSTEMS SU SOĞUTMALI CHILLER + TCU
 AYTEK COOLING SYSTEMS SU SOĞUTMALI CHILLER + TCU www.ayteksogutma.com CT SERİSİ SOĞUTMA CT serisi chiller cihazları sayesinde her enjeksiyon makinesinin kalıbında ayrı ayrı su sıcaklıkları ile çalışılabilir.
AYTEK COOLING SYSTEMS SU SOĞUTMALI CHILLER + TCU www.ayteksogutma.com CT SERİSİ SOĞUTMA CT serisi chiller cihazları sayesinde her enjeksiyon makinesinin kalıbında ayrı ayrı su sıcaklıkları ile çalışılabilir.
MAKİNE FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ ESKİ EĞİTİM PLANLARINDAKİ DERSLERİN USIS2011 EĞİTİM PLANINDAKİ EŞDEĞERLERİ
 MAKİNE FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ ESKİ EĞİTİM PLANLARINDAKİ DERSLERİN USIS011 EĞİTİM PLANINDAKİ EŞDEĞERLERİ KODU ARAS EĞİTİM PLANI KR KODU 003 EĞİTİM PLANI KR KODU 008 EĞİTİM PLANI KR KODU 010
MAKİNE FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ ESKİ EĞİTİM PLANLARINDAKİ DERSLERİN USIS011 EĞİTİM PLANINDAKİ EŞDEĞERLERİ KODU ARAS EĞİTİM PLANI KR KODU 003 EĞİTİM PLANI KR KODU 008 EĞİTİM PLANI KR KODU 010
TEKNİK İMALAT DOSYASI
 TEKNİK İMALAT DOSYASI TEMMUZ 015 İÇİNDEKİLER 0. 1 sayfa no Sistem Tanıtımı 1.1-1.5 Kesim Ölçüleri.1 -.3 Profillerin Hazırlanması 3.1-3.8 4.1-4.11 Kaynak ve Köşe Temizleme 5.1-5.10 Ortakayıt Hazırlama 6.1-6.3
TEKNİK İMALAT DOSYASI TEMMUZ 015 İÇİNDEKİLER 0. 1 sayfa no Sistem Tanıtımı 1.1-1.5 Kesim Ölçüleri.1 -.3 Profillerin Hazırlanması 3.1-3.8 4.1-4.11 Kaynak ve Köşe Temizleme 5.1-5.10 Ortakayıt Hazırlama 6.1-6.3
ELEKTRİK MAKİNELERİ (MEP 112) Yazar: Yrd. Doç. Dr. Mustafa Turan S1
 Yazar: Yrd. Doç. Dr. Mustafa Turan S1") ELEKTRİK MAKİNELERİ (MEP 112) Yazar: Yrd. Doç. Dr. Mustafa Turan S1 SAKARYA ÜNİVERSİTESİ Adapazarı Meslek Yüksekokulu Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan
ELEKTRİK MAKİNELERİ (MEP 112) Yazar: Yrd. Doç. Dr. Mustafa Turan S1 SAKARYA ÜNİVERSİTESİ Adapazarı Meslek Yüksekokulu Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan
Sayın Yetkili, Saygılarımızla,
 Sayın Yetkili, Fujifilm- Right Team Danışmanlık Prescale Ürünlerinin Kullanım Alanları ve Çözümleri ile ilgili tanıtım metinleri ve iletişim bilgilerimiz ekte tarafınıza sunulmuş olup; Prescale ürünleri
Sayın Yetkili, Fujifilm- Right Team Danışmanlık Prescale Ürünlerinin Kullanım Alanları ve Çözümleri ile ilgili tanıtım metinleri ve iletişim bilgilerimiz ekte tarafınıza sunulmuş olup; Prescale ürünleri
SANDVİÇ PANEL MEKANİK DAYANIMI
 SANDVİÇ PANEL MEKANİK DAYANIMI Binaların çatı, cephe, iç bölme veya soğuk hava odalarında kaplama malzemesi olarak kullanılan sandviç panellerin hızlı montaj imkanı, yüksek yalıtım özelliklerinin yanısıra
SANDVİÇ PANEL MEKANİK DAYANIMI Binaların çatı, cephe, iç bölme veya soğuk hava odalarında kaplama malzemesi olarak kullanılan sandviç panellerin hızlı montaj imkanı, yüksek yalıtım özelliklerinin yanısıra
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
AKTÜATÖRLER Elektromekanik Aktüatörler
 AKTÜATÖRLER Bir sitemi kontrol için, elektriksel, termal yada hidrolik, pnömatik gibi mekanik büyüklükleri harekete dönüştüren elemanlardır. Elektromekanik aktüatörler, Hidromekanik aktüatörler ve pnömatik
AKTÜATÖRLER Bir sitemi kontrol için, elektriksel, termal yada hidrolik, pnömatik gibi mekanik büyüklükleri harekete dönüştüren elemanlardır. Elektromekanik aktüatörler, Hidromekanik aktüatörler ve pnömatik
ROBOT OTOMASYONU SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ROBOT OTOMASYONU MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Endüstriyel Robotlar 2 Robotlar, sensörel bilgi ile çevresini algılayan, algıladıklarını yorumlayan, yapay
ROBOT OTOMASYONU MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Endüstriyel Robotlar 2 Robotlar, sensörel bilgi ile çevresini algılayan, algıladıklarını yorumlayan, yapay
MACH_FLAP
 www.machinno.com.tr MACH_FLAP İÇİNDEKİLER MACH_BUTTERFLY Kelebek Klape MACH_DIVERTER Pantolon Klape MACH_SLIDING Sürgülü Klape MACH_BUTTERFLY Kelebek Klape Kelebek klapeler (vanalar) endüstriyel uygulamalarda
www.machinno.com.tr MACH_FLAP İÇİNDEKİLER MACH_BUTTERFLY Kelebek Klape MACH_DIVERTER Pantolon Klape MACH_SLIDING Sürgülü Klape MACH_BUTTERFLY Kelebek Klape Kelebek klapeler (vanalar) endüstriyel uygulamalarda
Akdeniz Üniversitesi
 Akdeniz Üniversitesi Makine Mühendisliği Bölümü Makine Mühendisliği (Örgün Öğretim) Diploma Programı 017 Müfredatı 1 0 TDB101 Türk Dili 1 11 MAK109 Fizik 1 1 180 MAK10 Makina Mühendisliğine Giriş 88 MAK101
Akdeniz Üniversitesi Makine Mühendisliği Bölümü Makine Mühendisliği (Örgün Öğretim) Diploma Programı 017 Müfredatı 1 0 TDB101 Türk Dili 1 11 MAK109 Fizik 1 1 180 MAK10 Makina Mühendisliğine Giriş 88 MAK101
DİKEY ENJEKSİYON MAKİNELERİ
 DİKEY ENJEKSİYON MAKİNELERİ Merkez: İkitelli Org. Sanayi Bölgesi İpkas Sanayi Sitesi 10/A Blok No:8 Başakşehir / İstanbul / TÜRKİYE T:0212 671 60 50( Pbx) F:+90212 671 60 51 bilgi@hastek.com.tr Ege Bölge
DİKEY ENJEKSİYON MAKİNELERİ Merkez: İkitelli Org. Sanayi Bölgesi İpkas Sanayi Sitesi 10/A Blok No:8 Başakşehir / İstanbul / TÜRKİYE T:0212 671 60 50( Pbx) F:+90212 671 60 51 bilgi@hastek.com.tr Ege Bölge
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA
 DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA *Serkan Öğüt, Aykut Kentli, **Hikmet Nazım Ekici serkan.ogut@marmara.edu.tr, akentli@marmara.edu.tr, hnekici37@hotmail.com *Marmara Üniversitesi Mühendislik Fakültesi
DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA *Serkan Öğüt, Aykut Kentli, **Hikmet Nazım Ekici serkan.ogut@marmara.edu.tr, akentli@marmara.edu.tr, hnekici37@hotmail.com *Marmara Üniversitesi Mühendislik Fakültesi
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Hidrolik Sistem Seçenekleri
 Hidrolik Sistem Seçenekleri PQ Çift proportional sistem Pompa Yüksek tepkimeli valf Çift proportional valf Servo otomatik basınç kontrolü Pompa Proportional valf Yüksek hassasiyetli enerji tasarruf sistemi
Hidrolik Sistem Seçenekleri PQ Çift proportional sistem Pompa Yüksek tepkimeli valf Çift proportional valf Servo otomatik basınç kontrolü Pompa Proportional valf Yüksek hassasiyetli enerji tasarruf sistemi
YATAY BAĞLAMA KENETLER
 YATAY AĞLAMA KNTLR Kullanıldığı anayiler: Özellikle; Otomotiv, eyaz eşya, Makina, eramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: MODL:105-U,105-UT,210-U,210-UT,223-U,223,UT,
YATAY AĞLAMA KNTLR Kullanıldığı anayiler: Özellikle; Otomotiv, eyaz eşya, Makina, eramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: MODL:105-U,105-UT,210-U,210-UT,223-U,223,UT,
MODÜLER SU DEPOLARI MODÜLER SU DEPOLARI YANGIN SUYU DEPOLARI İÇME VE KULLANMA SUYU DEPOLARI. kayraenerji.com
 YANGIN SUYU DEPOLARI İÇME VE KULLANMA SUYU DEPOLARI kayraenerji.com Modüler depo, demonte parçalar halinde imal edilmiș ürünün hiçbir kaynak ya da bașka imalat yöntemi gerektirmeden montaj mahallinde cıvatalar
YANGIN SUYU DEPOLARI İÇME VE KULLANMA SUYU DEPOLARI kayraenerji.com Modüler depo, demonte parçalar halinde imal edilmiș ürünün hiçbir kaynak ya da bașka imalat yöntemi gerektirmeden montaj mahallinde cıvatalar
HİKAYEMİZ. RobCell Robotik Mekatronik Mühendislik Teknolojileri A.Ş
 HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
Konveyörlü Tip WTCS140 - elektrikli
 Electrolux Bulaşık Yıkama Sistemleri serisi, bulaşık yıkama işleminde yüksek verimlilik, tasarruf ve ergonomi konularında yüksek beklentileri bulunan profesyoneller için üretilir. Ürün serisi bardak yıkama,
Electrolux Bulaşık Yıkama Sistemleri serisi, bulaşık yıkama işleminde yüksek verimlilik, tasarruf ve ergonomi konularında yüksek beklentileri bulunan profesyoneller için üretilir. Ürün serisi bardak yıkama,
3D Ölçüm Verilerinin Analizi
 GOM Workshop Serisi Sac Metal Şekillendirme 3D Ölçüm Verilerinin Analizi Volkan TÜREMİŞ 12 Nisan, 2017 Tüm Yüzey Geometri Analizi Sac Metal Şekillendirme Uygulamaları Tasarım ve Simülasyon Sac metalin
GOM Workshop Serisi Sac Metal Şekillendirme 3D Ölçüm Verilerinin Analizi Volkan TÜREMİŞ 12 Nisan, 2017 Tüm Yüzey Geometri Analizi Sac Metal Şekillendirme Uygulamaları Tasarım ve Simülasyon Sac metalin
Sıcak Yolluk Sistemleri
 Sıcak Yolluk Sistemleri Sıcak Yolluk Sistemleri Firmamız Soru ve Cevaplarla BHRT Soru: Firma isminiz BHRT nin anlamı nedir? Cevap: Firma ismimiz BHRT, İngilizce Best Hot Runner Technology (En İyi Sıcak
Sıcak Yolluk Sistemleri Sıcak Yolluk Sistemleri Firmamız Soru ve Cevaplarla BHRT Soru: Firma isminiz BHRT nin anlamı nedir? Cevap: Firma ismimiz BHRT, İngilizce Best Hot Runner Technology (En İyi Sıcak
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
Akdeniz Üniversitesi Makine Mühendisliği Bölümü
 Akdeniz Üniversitesi Makine Mühendisliği Bölümü Makine Mühendisliği (Örgün Öğretim) Diploma Programı 01 Müfredatı 1 0 TDB101 Türk Dili 1 989 MAT1 Matematik I 1 17 MAK10 Temel Bilgisayar ve Algoritma 1
Akdeniz Üniversitesi Makine Mühendisliği Bölümü Makine Mühendisliği (Örgün Öğretim) Diploma Programı 01 Müfredatı 1 0 TDB101 Türk Dili 1 989 MAT1 Matematik I 1 17 MAK10 Temel Bilgisayar ve Algoritma 1
LENTICULAR TEKNOLOJİSİ
 Bu doküman KUDAKA - Araştırma Planlama Birimi tarafından hazırlanmıştır. Dokümanın telif hakkı yoktur. Kaynak gösterilerek kullanılabilir. Bu teknik dokümanın konuyla ilgili yatırım yapmak isteyen tüm
Bu doküman KUDAKA - Araştırma Planlama Birimi tarafından hazırlanmıştır. Dokümanın telif hakkı yoktur. Kaynak gösterilerek kullanılabilir. Bu teknik dokümanın konuyla ilgili yatırım yapmak isteyen tüm
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
SANAT KALIP. İmes Sanayi Sitesi A-Blok 107 Sk. No:54 Ümraniye / İSTANBUL
 SANAT KALIP İmes Sanayi Sitesi A-Blok 107 Sk. No:54 Ümraniye / İSTANBUL Tel: (0216) 364-62-64 Fax:(0216) 527-68-72 www.sanatkalip.com bilgi@sanatkalip.com SANAT KALIP TANITIM Sanat Kalıp 2006 senesinde
SANAT KALIP İmes Sanayi Sitesi A-Blok 107 Sk. No:54 Ümraniye / İSTANBUL Tel: (0216) 364-62-64 Fax:(0216) 527-68-72 www.sanatkalip.com bilgi@sanatkalip.com SANAT KALIP TANITIM Sanat Kalıp 2006 senesinde
MAKİNE TEKNOLOJİSİ ALANI
 ALAN/DAL MAKİNE TEKNOLOJİSİ ALANI (BİLGİSAYARLI MAKİNE İMALATI, ENDÜSTRİYEL KALIP, BİLGİSAYAR DESTEKLİ MAKİNE RESSAMLIĞI, MAKİNE BAKIM ONARIM, MERMER İŞLEME VE BİLGİSAYAR DESTEKLİ ENDÜSTRİYEL MODELLEME,
ALAN/DAL MAKİNE TEKNOLOJİSİ ALANI (BİLGİSAYARLI MAKİNE İMALATI, ENDÜSTRİYEL KALIP, BİLGİSAYAR DESTEKLİ MAKİNE RESSAMLIĞI, MAKİNE BAKIM ONARIM, MERMER İŞLEME VE BİLGİSAYAR DESTEKLİ ENDÜSTRİYEL MODELLEME,
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER. Kürsü tip Ergonomik Ayak pedalı. Arka Dayama Dili. Alt Dar Tabla CYBELEC TOUCH12 2D
 CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
I. YARIYIL (1. SINIF GÜZ DÖNEMİ) 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil
 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil") EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
Çoklu su giriş ve çıkış rekorları. Şeffaflık her yerde Yağ tankı için geniş cam pencere avantajı
 Şeffaflık her yerde Yağ tankı için geniş cam pencere avantajı Çoklu su giriş ve çıkış rekorları İle daha verimli kalıp soğutması, daha kısa çevirim zamanı ve kaliteli ürün avantajı. Opsiyonel değil Standart
Şeffaflık her yerde Yağ tankı için geniş cam pencere avantajı Çoklu su giriş ve çıkış rekorları İle daha verimli kalıp soğutması, daha kısa çevirim zamanı ve kaliteli ürün avantajı. Opsiyonel değil Standart