ÜRETİM YÖNTEMLERİ (Devam)
|
|
|
- Yağmur Aşık
- 9 yıl önce
- İzleme sayısı:
Transkript
1 ÜRETİM YÖNTEMLERİ (Devam)

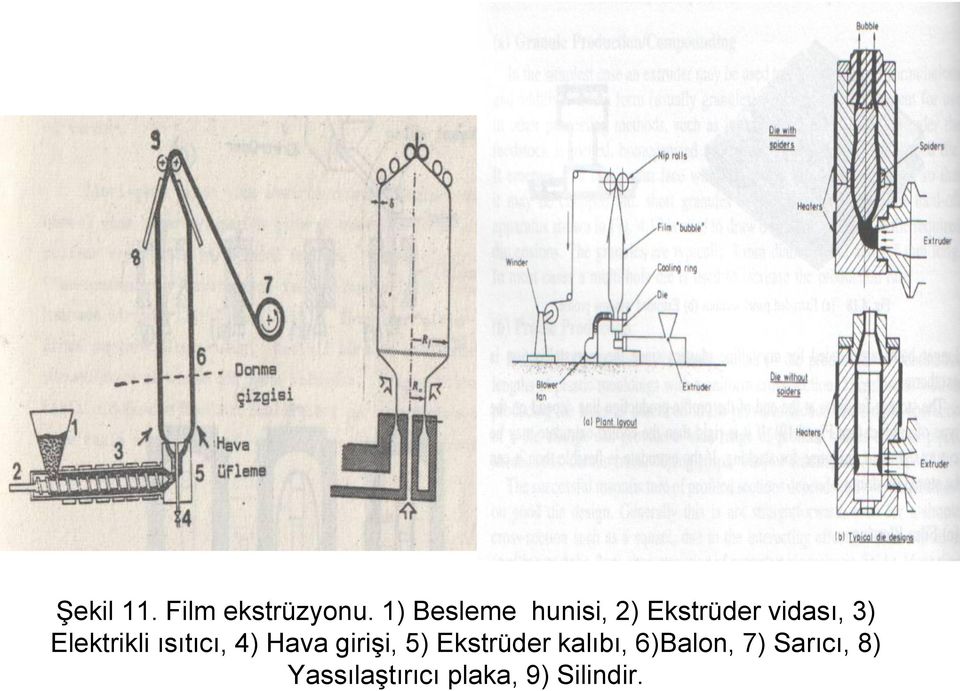
2 Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya, doğru dikey olarak ekstrüd edilerek ince bir tüp oluşturulur. Ekstrüder kafasına yerleştirilen mekanizma ile, üflenen hava plastik tüpün şişmesini sağlar. Ekstrüder çıkışına soğutma halkaları da yerleştirilmiştir. Böylece şişirilmiş plastik tüpün balon soğuması hızlandırılır. Kalıp çıkışından belli bir mesafe ötede balon katılaşır. Bu noktaya donma çizgisi denilir. Katılaşan balon önce eğimli iki plaka sonra iki silindir arasından geçirilerek yassılaştırılır. Silindirlerin hızı balonu yukarı doğru çekmek için gereken gerilimi sağlar. Ayrıca silindirler balonu üstten kapayarak içeriye atmosferik basıncın biraz üstünde sabit bir basınç sağlarlar. Film ekstrüzyon prosesi ile kalınlığı mikron arasında film üretilir (Şekil 11).

3 Şekil 11. Film ekstrüzyonu. 1) Besleme hunisi, 2) Ekstrüder vidası, 3) Elektrikli ısıtıcı, 4) Hava girişi, 5) Ekstrüder kalıbı, 6)Balon, 7) Sarıcı, 8) Yassılaştırıcı plaka, 9) Silindir. Şekil 11. Film ekstrüzyonu. 1) Besleme hunisi, 2) Ekstrüder vidası, 3) Elektrikli ısıtıcı, 4) Hava girişi, 5) Ekstrüder kalıbı, 6)Balon, 7) Sarıcı, 8) Yassılaştırıcı plaka, 9) Silindir.
4 Bu prosesin en önemli noktası, polimer moleküllerinde iki yönde (bi-axial) yönlendirme sağlamasıdır. İçeriden üflenen hava, çevresel yönlendirmeyi, silindirler ise eksensel yönlendirmeyi sağlar. Makromoleküller yönlenme derecesi ve yönü, ürünün çekme dayanımı, çekme modülü ve yırtılma direnci gibi bazı fiziksel özeliklerini belirler. Film fışkırtma prosesi; tek yönde yönlenme sağlayan proseslere göre çok daha karmaşık olmasına rağmen ürün nitelikleri açısından daha başarılı sonuç verdiğinden çok kullanılan bir yöntemdir. Plastik balonun içindeki basınç, silindirlerin çekme hızı, balonun soğutulma hızı hem kristaliniteyi hem de oriyantasyonu etkilediklerinden en önemli proses değişkenleridirler. Şekil 12 de son yıllarda geliştirilen 3 katlı co-ekstrüzyon prosesi görülmektedir. Bu yöntem ile 7 veya daha fazla kattan oluşan film üretmek mümkündür.

5 Co-ekstrüzyon prosesi

6 Şişirme kalıplama prosesi şişe, bidon gibi içi boş plastik mamüllerin üretiminde kullanılan en yaygın metottur. Proseste önce erimiş polimer dairesel kalıptan ekstrüde edilerek parison denilen silindirik bir tüp elde edilir. Daha sonra, şekil içeren kalıp parison üzerine kapanır ve bir ucundan içine hava üflenerek plastiğin kalıbın şeklini alması sağlanır ve soğutularak kalıp açılır (Şekil 13).

7 Şekil 13. Şişirme ile kalıplama prosesi. I) Parison oluşumu, II) Şişirme, III) Soğutma, IV) Ürün eldesi
 Parison oluşumu, II)")
8 Proses kullanılan ekstrüder tipine göre kesikli ve sürekli olmak üzere ikiye ayrılır. Sürekli proses hacmi 4lt den küçük ürünleri üretmek için kullanılmaktadır. Kesikli proseste vida (reciprocasting screw) dönerken geriye giderek ekstrüderin ön kısmında polimer eriyiğinin birikimini sağlar, ram biriktirme (ramaccumulator) sisteminde ise polimer eriyiği başka bir haznede biriktirilir (Şekil 14).
 sisteminde ise polimer")
9 Şekil 14. Ekstrüder tipleri. a) Sürekli, b) Reciprocasting screw, c) Ram-accumulator

10 Parison geometrisi ve uzunluğu boyunca kalınlık dağılımı minimum hammadde harcayarak üründe istenilen mekanik özellikleri sağlamak için kontrol edilmektedir. Şişme (swell), polimer eriğinin elastik karakterinden dolayı parisonun çapça genişlemesidir. Sarkma (sag) ise, genellikle ekstrüder kafasına yakın bölgede fazlaca olan, yerçekiminin etkisi ile havada asılı duran parisonda
 ise, genellikle ekstrüder kafasına yakın bölgede fazlaca olan, yerçekiminin")
11

12 Şişirme ile kalıplama analizinde aşağıdaki eşitlikler geçerlidir. Hesaplamalardan sonuç olarak Formül (1) bulunur. BSH=BST2 ise, BSH= şişirme sırasında kalınlık oranı (=h1/hd), BST= şişirme sırasında çap oranı (=D1/Dd) (h1/hd) = (D1/Dd)2 h1=hd(bst)2 Parison tamamen şişirildiğinde, çapının Dm olduğu kabul edilirse, π D1h1= π Dmh h=d1/dm.h1, h=d1/dm(hd.bst2), h= BST.Dd/Dm(hd.BST2) h= BST3.hd(Dd/Dm) Formül (1)
 (h1/hd) = (D1/Dd)2 h1=hd(bst)2 Parison tamamen şişirildiğinde, çapının Dm olduğu kabul")
13 Örnek 2. Ekstrüzyon şişirme yöntemiyle üretilen bir parçada dış çap 30 mm, iç çap 27 mm dir. Parison 0,4 MN/m2 bir basınç ile şişirilmekte ve şişenin çapı 50 mm olmaktadır. Şişirme sırasında kalınlık oranı 2 dir buna göre şişenin son et kalınlığını hesaplayınız. Formül (1) den son et kalınlığı, h= BST3.hd(Dd/Dm) hd=1/2 (30-27) = 1,5 mm BSH=BST2 ise = BST ve BST==1,414 Dd=1/2(30+27)=28,5 mm h=(1,414)2(1,5)(28,5/50) =2,42 mm olarak hesaplanmaktadır. Son yıllarda, üründe iki yönde (biaxial) yönlendirme sağlayan bir yöntem geliştirilmiştir. Bu yöntemde parison hava ile şişirilmeden dikey yönde çekilir ve hemen arkasından şişirilir.bu metot Germe/Şişirme-Kalıplama metodudur.(strech Blow Molding). Çok hafif ve güçlü plastik şişe yapımında kullanılmaktadır.
 yönlendirme sağlayan bir yöntem geliştirilmiştir. Bu yöntemde parison hava ile şişirilmeden dikey yönde çekilir ve hemen arkasından şişirilir.")
14 Haddeleme ile şekillendirme işlemi plastik film ve levha yapımında kullanılır. Ön işlem olarak polimer ve katkı maddeleri (plastikleştirici,renklendirici,vs..) karıştırılıp kısa vidalı bir ekstrüderden geçirilip hamur yapılır. Bu hamur levha veya film olmak üzere haddeleme silindirlerine verilir. Proses değişik sayıda silindirlerden oluşmuştur (Şekil 16). Şekil 16. Genel ve şematik haddeleme ile kalıplama prosesi.

15

16 Silindirler simetrik, pürüzsüz yüzeyli olmalı, sıcaklık, boşluk ve hızlarının kontrolü izlenmelidir. Haddeleme prosesi ile ± 0,005 mm toleranslı levha üretilebilir. Haddele prosesinin en önemli avantajı ısısal bozunmaya (thermal degredation) neden olmamasıdır. Plastikleştirilmiş PVC gibi ısıya az dayanıklı polimerler şekillendirilebilir. Yer döşemesi, banyo perdesi, suni deri, masa örtüsü gibi... ürünlerin imalinde kullanılmaktadır. Levha ve Boru üretiminde önce uygun ekstrüder kalıbından geçirilen malzeme su veya hava ile soğutulduktan sonra istenilen boyda kesilerek paketlenir. Şekil 17 a) (1) de kısa levha, a) (2) de uzun levha üretimi verilmiştir. Şekil 17 b) (1) de kesilerek istenilen boyutta üretilen boru, (2) de uzun boylu boru üretimi şematik olarak verilmiştir.

17 (a) (b)

18 DİZAYN

19 LEVHA EKSTRÜZYONU Askı kalıp

20 Şişirmeyle Film Üretimi

21

22 Döner kalıplama
23 Isıl Şekillendirme (Termoforming)

24 Basınçlı Kalıplama

25 Transfer Kalıplama

26 Tepkimeli Enjeksiyon Kalıplama
27 Döküm ve Kapsülleme
28 Kalenderleme


29 enjeksiyon makinesi Güç Motoru Malzeme Şarjı Isıtma Zonu Nozul Kalıp İticiler Sonsuz Vida Enjeksiyon Odası Kalıplanan Parça Kalıp Kapatma Gücü Sonsuz vidalı enjeksiyonla kalıplama makinesi

30 Çekme, eğme, sertlik ve diğer deney numuneleri için enjeksiyon kalıp şekli 25
31 enjeksiyon makinesi
32 enjeksiyon kalıbı 27

33 enjeksiyon kalıbı Üretilen sandalye altlığı 70


34
35
36
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Sayın Yetkili, Saygılarımızla,
 Sayın Yetkili, Fujifilm- Right Team Danışmanlık Prescale Ürünlerinin Kullanım Alanları ve Çözümleri ile ilgili tanıtım metinleri ve iletişim bilgilerimiz ekte tarafınıza sunulmuş olup; Prescale ürünleri
Sayın Yetkili, Fujifilm- Right Team Danışmanlık Prescale Ürünlerinin Kullanım Alanları ve Çözümleri ile ilgili tanıtım metinleri ve iletişim bilgilerimiz ekte tarafınıza sunulmuş olup; Prescale ürünleri
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
KALIPLAMA YÖNTEMLERİ
 KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
Ekstrud Edilmiş Ürünler Levha Termoforming. Ekstruzyon. Tüp. İnjeksiyon Kalıplama. Rotasyonal Kalıplama. Yapısal Köpük Kalıplama
 1 TİCAR POLİMERLER İŞLEME TEKNİKLERİ Termoplastikler, termosetler, elastomerler ve kompozitler çeşitli yöntemlerle şekillendirilir. Uygulamaları en yaygın olan prosesler arasında, injeksiyon kalıplama,
1 TİCAR POLİMERLER İŞLEME TEKNİKLERİ Termoplastikler, termosetler, elastomerler ve kompozitler çeşitli yöntemlerle şekillendirilir. Uygulamaları en yaygın olan prosesler arasında, injeksiyon kalıplama,
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
PLASTİK EXTRÜZYON NEDİR?
 PLASTİK EXTRÜZYON NEDİR? Uzunlukları belli olmayan, fakat kesitleri sabit olan levha, film, boru, çubuk gibi yarı mamullerin işlendiği bir plastik işleme prosesidir. Plastik film ekstrüzyon makinesi; ambalaj,
PLASTİK EXTRÜZYON NEDİR? Uzunlukları belli olmayan, fakat kesitleri sabit olan levha, film, boru, çubuk gibi yarı mamullerin işlendiği bir plastik işleme prosesidir. Plastik film ekstrüzyon makinesi; ambalaj,
ENJEKSİYON MAKİNELERİ
 ENJEKSİYON MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Enjeksiyon Makinesi 2 Mengene/Kapama Ünitesi (Clamping Unit) Plastikleştirme ve Enjeksiyon
ENJEKSİYON MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Enjeksiyon Makinesi 2 Mengene/Kapama Ünitesi (Clamping Unit) Plastikleştirme ve Enjeksiyon
SICAK YOLLUK SİSTEMİ
 SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PETİLEN YY F00556 FİLM İŞLEME ŞARTLARI VE FİLM ÖZELLİKLERİ
 PETİLEN YY ŞİŞİRME İLE FİLM EKSTRUZYONU PETKİM PETROKİMYA HOLDİNG A.Ş. YÜKSEK YOĞUNLUK POLİETİLEN FABRİKASI PETİLEN YY F6 FİLM İŞLEME ŞARTLARI VE FİLM ÖZELLİKLERİ.. PETİLENYY ŞİŞİRME FİLM ÖZELLİKLERİ PETİLEN
PETİLEN YY ŞİŞİRME İLE FİLM EKSTRUZYONU PETKİM PETROKİMYA HOLDİNG A.Ş. YÜKSEK YOĞUNLUK POLİETİLEN FABRİKASI PETİLEN YY F6 FİLM İŞLEME ŞARTLARI VE FİLM ÖZELLİKLERİ.. PETİLENYY ŞİŞİRME FİLM ÖZELLİKLERİ PETİLEN
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
JET NOZUL. Malzeme: Özel imal edilmiş 1.2 mm kalınlığındaki alüminyum malzemeden sıvama yöntemi ile imal edilir.
 JET NOZUL Malzeme: Özel imal edilmiş 1.2 mm kalınlığındaki alüminyum malzemeden sıvama yöntemi ile imal edilir. Kullanım Yeri: Duvar ve tavan uygulamaları için uygundur. Isıtma ve soğutma amaçlı olarak
JET NOZUL Malzeme: Özel imal edilmiş 1.2 mm kalınlığındaki alüminyum malzemeden sıvama yöntemi ile imal edilir. Kullanım Yeri: Duvar ve tavan uygulamaları için uygundur. Isıtma ve soğutma amaçlı olarak
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
www.tamsan.com.tr Genel Ürün Kataloğu 2016
 www.tamsan.com.tr Genel Ürün Kataloğu 2016 Küresel Türk Markası Memnuniyet Üretiyoruz Vidalı Hava Kompresörleri Düşük Ses Seviyesi Tamsan, vidalı kompresörlerinin tasarımını yaparken, dikkate aldığı
www.tamsan.com.tr Genel Ürün Kataloğu 2016 Küresel Türk Markası Memnuniyet Üretiyoruz Vidalı Hava Kompresörleri Düşük Ses Seviyesi Tamsan, vidalı kompresörlerinin tasarımını yaparken, dikkate aldığı
www.muhendisiz.net İÇİNDEKİLER
 İÇİNDEKİLER 1-Giriş...2 1.1 Malzeme...2 1.2.1 Östenitli Paslanmaz Çelikler...2 1.3. Derin Çekme...3 1.4. Tencere İmalatı ve Prosesleri...5 1.GİRİŞ Tencere mutfaklarda bulunması gereken gereçlerden biridir.
İÇİNDEKİLER 1-Giriş...2 1.1 Malzeme...2 1.2.1 Östenitli Paslanmaz Çelikler...2 1.3. Derin Çekme...3 1.4. Tencere İmalatı ve Prosesleri...5 1.GİRİŞ Tencere mutfaklarda bulunması gereken gereçlerden biridir.
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Hidrolik Sistem Seçenekleri
 Hidrolik Sistem Seçenekleri PQ Çift proportional sistem Pompa Yüksek tepkimeli valf Çift proportional valf Servo otomatik basınç kontrolü Pompa Proportional valf Yüksek hassasiyetli enerji tasarruf sistemi
Hidrolik Sistem Seçenekleri PQ Çift proportional sistem Pompa Yüksek tepkimeli valf Çift proportional valf Servo otomatik basınç kontrolü Pompa Proportional valf Yüksek hassasiyetli enerji tasarruf sistemi
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
KBM0308 Kimya Mühendisliği Laboratuvarı I ISI İLETİMİ DENEYİ. Bursa Teknik Üniversitesi DBMMF Kimya Mühendisliği Bölümü 1
 ISI İLETİMİ DENEYİ Bursa Teknik Üniversitesi DBMMF Kimya Mühendisliği Bölümü 1 1. Amaç Isı iletiminin temel ilkelerinin deney düzeneği üzerinde uygulanması, lineer ve radyal ısı iletimi ve katıların ısı
ISI İLETİMİ DENEYİ Bursa Teknik Üniversitesi DBMMF Kimya Mühendisliği Bölümü 1 1. Amaç Isı iletiminin temel ilkelerinin deney düzeneği üzerinde uygulanması, lineer ve radyal ısı iletimi ve katıların ısı
BÖLÜM 3. Yrd. Doç.Dr. Erbil Kavcı. Kafkas Üniversitesi Kimya Mühendisliği Bölümü
 BÖLÜM 3 Sürekli Isı iletimi Yrd. Doç.Dr. Erbil Kavcı Kafkas Üniversitesi Kimya Mühendisliği Bölümü Düzlem Duvarlarda Sürekli Isı İletimi İç ve dış yüzey sıcaklıkları farklı bir duvar düşünelim +x yönünde
BÖLÜM 3 Sürekli Isı iletimi Yrd. Doç.Dr. Erbil Kavcı Kafkas Üniversitesi Kimya Mühendisliği Bölümü Düzlem Duvarlarda Sürekli Isı İletimi İç ve dış yüzey sıcaklıkları farklı bir duvar düşünelim +x yönünde
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
T.C. GAZİ ÜNİVERSİTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ ISI LABORATUVARI ISI İLETİM KATSAYISININ TESPİTİ DENEY FÖYÜ
 T.C. GAZİ ÜNİVERSİTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ ISI LABORATUVARI ISI İLETİM KATSAYISININ TESPİTİ DENEY FÖYÜ 1. Deneyin Amacı Yapılacak olan Isı İletim Katsayısının Tespiti deneyinin temel
T.C. GAZİ ÜNİVERSİTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ ISI LABORATUVARI ISI İLETİM KATSAYISININ TESPİTİ DENEY FÖYÜ 1. Deneyin Amacı Yapılacak olan Isı İletim Katsayısının Tespiti deneyinin temel
YÜKSEK DEBİLİ JET NOZUL
 YÜKSEK DEBİLİ JET NOZUL YÜKSEK DEBİLİ JET NOZUL DTD-19 Malzeme: Kullanım yeri: Montaj Özellikleri: Kaplama: Aksesuarlar: Özel sertleştirilmiş aluminyum sacdan imal edilir Havalandırma sistemlerinde üfleme
YÜKSEK DEBİLİ JET NOZUL YÜKSEK DEBİLİ JET NOZUL DTD-19 Malzeme: Kullanım yeri: Montaj Özellikleri: Kaplama: Aksesuarlar: Özel sertleştirilmiş aluminyum sacdan imal edilir Havalandırma sistemlerinde üfleme
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK
 KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
İlk olarak karakteristik uzunluğu bulalım. Yatay bir plaka için karakteristik uzunluk, levha alanının çevresine oranıdır.
 DOĞAL TAŞINIM ÖRNEK PROBLEMLER VE ÇÖZÜMLERİ.) cm uzunlukta 0 cm genişlikte yatay bir plakanın 0 o C deki hava ortamında asılı olarak durduğunu dikkate alınız. Plaka 0 W gücünde elektrikli ısıtıcı elemanlarla
DOĞAL TAŞINIM ÖRNEK PROBLEMLER VE ÇÖZÜMLERİ.) cm uzunlukta 0 cm genişlikte yatay bir plakanın 0 o C deki hava ortamında asılı olarak durduğunu dikkate alınız. Plaka 0 W gücünde elektrikli ısıtıcı elemanlarla
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi,
 A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
AKIŞKANLAR MEKANİĞİ-II
 AKIŞKANLAR MEKANİĞİ-II Şekil 1. Akışa bırakılan parçacıkların parçacık izlemeli hızölçer ile belirlenmiş cisim arkasındaki (iz bölgesi) yörüngeleri ve hızlarının zamana göre değişimi (renk skalası). Akış
AKIŞKANLAR MEKANİĞİ-II Şekil 1. Akışa bırakılan parçacıkların parçacık izlemeli hızölçer ile belirlenmiş cisim arkasındaki (iz bölgesi) yörüngeleri ve hızlarının zamana göre değişimi (renk skalası). Akış
PLASTİK EKSTRÜZYON DERSİ
 PLASTİK EKSTRÜZYON DERSİ Dersin Modülleri Ekstrüzyon Makinelerinde Üretim 1 Ekstrüzyon Makinelerinde Üretim 2 Ekstrüzyon Makinelerinde Üretim 3 Kazandırılan Yeterlikler Plastik profil ekstrüzyon kalıplama
PLASTİK EKSTRÜZYON DERSİ Dersin Modülleri Ekstrüzyon Makinelerinde Üretim 1 Ekstrüzyon Makinelerinde Üretim 2 Ekstrüzyon Makinelerinde Üretim 3 Kazandırılan Yeterlikler Plastik profil ekstrüzyon kalıplama
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ
 MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
JELLY (JÖLE ) ŞEKERLEME ÜRETİM HATTI
 ŞEKERLEME ÜRETİM HATTI") JELLY (JÖLE ) ŞEKERLEME ÜRETİM HATTI JCPL-150 Meyveli Jöle üretimine uygun makine ve ekipmanlar Satte 100 ile 350 kg arasi uretim kapasitesi vardir IP 65 koruma sınıfına sahip elektrik sistemleri Tüm ürünler
JELLY (JÖLE ) ŞEKERLEME ÜRETİM HATTI JCPL-150 Meyveli Jöle üretimine uygun makine ve ekipmanlar Satte 100 ile 350 kg arasi uretim kapasitesi vardir IP 65 koruma sınıfına sahip elektrik sistemleri Tüm ürünler
Plastik Parça Ü retim Giderlerinin Sayısal Metodlar ile Dü şü rü lmesi
 Plastik Parça Ü retim Giderlerinin Sayısal Metodlar ile Dü şü rü lmesi Hazırlayan Arda Avgan, Makine Müh. [email protected] Can Özcan, Makine Yüksek Müh. [email protected] AKRO
Plastik Parça Ü retim Giderlerinin Sayısal Metodlar ile Dü şü rü lmesi Hazırlayan Arda Avgan, Makine Müh. [email protected] Can Özcan, Makine Yüksek Müh. [email protected] AKRO
YENİ ÜRÜNLER KALIP YAPIMI I / 2018
 YENİ ÜRÜNLER KALIP YAPIMI I / 2018 E 7048 FLANŞLI GÖMME SİLİNDİR Gömme silindiri ile birlikte en küçük montaj boşlukları mümkün oldu. Dört civatası ile birlikte montaj çok kolay. HIDROLIK Kompakt dizayn
YENİ ÜRÜNLER KALIP YAPIMI I / 2018 E 7048 FLANŞLI GÖMME SİLİNDİR Gömme silindiri ile birlikte en küçük montaj boşlukları mümkün oldu. Dört civatası ile birlikte montaj çok kolay. HIDROLIK Kompakt dizayn
HT-350 ISIL İLETKETLİK EĞİTİM SETİ DENEY FÖYLERİ
 HT-350 ISIL İLETKETLİK EĞİTİM SETİ DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18/ABALIKESİR Tel:0266 2461075 Faks:0266 2460948http://www.deneysan.com
HT-350 ISIL İLETKETLİK EĞİTİM SETİ DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18/ABALIKESİR Tel:0266 2461075 Faks:0266 2460948http://www.deneysan.com
SOĞUTMA SİSTEMLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Kalıp Soğutma Sistemi
 SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
Plastik İmalat Yöntemleri İML 451. Haz: Yrd. Doç.Dr. .Dr.. Mehmet Palabıyık. Enjeksiyon Kalıplama (Injection( Molding) Extrusion)
 Extrusion)") İML 451 PLASTİK İMALAT YÖNTEMLERİ ve TEÇHİZATI Haz: Yrd. Doç.Dr.Dr.. Mehmet Palabıyık Plastik İmalat Yöntemleri Enjeksiyon Kalıplama (Injection( Molding) Ekstrüzyon (Extrusion( Extrusion) Şişirme irme
İML 451 PLASTİK İMALAT YÖNTEMLERİ ve TEÇHİZATI Haz: Yrd. Doç.Dr.Dr.. Mehmet Palabıyık Plastik İmalat Yöntemleri Enjeksiyon Kalıplama (Injection( Molding) Ekstrüzyon (Extrusion( Extrusion) Şişirme irme
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
 ÇALIŞMA SORULARI 1) Yukarıdaki şekilde AB ve BC silindirik çubukları B noktasında birbirleriyle birleştirilmişlerdir, AB çubuğunun çapı 30 mm ve BC çubuğunun çapı ise 50 mm dir. Sisteme A ucunda 60 kn
ÇALIŞMA SORULARI 1) Yukarıdaki şekilde AB ve BC silindirik çubukları B noktasında birbirleriyle birleştirilmişlerdir, AB çubuğunun çapı 30 mm ve BC çubuğunun çapı ise 50 mm dir. Sisteme A ucunda 60 kn
PETKİM PETROKİMYA HOLDİNG A.Ş. PETİLEN ALÇAK YOĞUNLUK POLİETİLEN ÜRÜN ÖZELLİKLERİ VE İŞLEME KOŞULLARI
 PETİLEN ALÇAK YOĞUNLUK POLİETİLEN ÜRÜN ÖZELLİKLERİ VE İŞLEME KOŞULLARI AYPE FİLM EKSTRUZYONUNDA KARŞILAŞILAN SORUNLAR, NEDENLERİ VE ÖNLEMLER Kalite Kontrol ve Teknik Servis Müdürlüğü, Kasım-2004, Yayın
PETİLEN ALÇAK YOĞUNLUK POLİETİLEN ÜRÜN ÖZELLİKLERİ VE İŞLEME KOŞULLARI AYPE FİLM EKSTRUZYONUNDA KARŞILAŞILAN SORUNLAR, NEDENLERİ VE ÖNLEMLER Kalite Kontrol ve Teknik Servis Müdürlüğü, Kasım-2004, Yayın
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Hoş geldiniz GoGaS. Proses Isıtma (Kurutma/Fırınlama) Goch GmbH & Co. KG. GoGaS ın 60 yılı aşkın deneyimiyle!
 Goch GmbH & Co. KG. GoGaS ın 60 yılı aşkın deneyimiyle!") Hoş geldiniz GoGaS Goch GmbH & Co. KG Proses Isıtma (Kurutma/Fırınlama) GoGaS ın 60 yılı aşkın deneyimiyle! Konu Başlıkları 1. GoGaS a genel bakış 2. İnfrared brülör kavramları 3. Uygulamalar and referanslar
Hoş geldiniz GoGaS Goch GmbH & Co. KG Proses Isıtma (Kurutma/Fırınlama) GoGaS ın 60 yılı aşkın deneyimiyle! Konu Başlıkları 1. GoGaS a genel bakış 2. İnfrared brülör kavramları 3. Uygulamalar and referanslar
ANTiSTATiK AJANLAR. Bölüm 2: Antistatik ajan yüzeye doğru migrasyon olmaya başlar
 1 PLASTiKTE STATiK ELEKTRİK NASIL OLUSUR? Bir çok plastik yalıtkan olmasına rağmen yüksek sürtünmeye maruz kaldıkların da yüzeylerinde elektrik akım dalgalarını biriktirerek statik elektrik oluştururlar.
1 PLASTiKTE STATiK ELEKTRİK NASIL OLUSUR? Bir çok plastik yalıtkan olmasına rağmen yüksek sürtünmeye maruz kaldıkların da yüzeylerinde elektrik akım dalgalarını biriktirerek statik elektrik oluştururlar.
cam Glassmate Makine onarım parçaları kataloğu
 cam Glassmate Makine onarım parçaları kataloğu Malzemeler POCO nun GLASSMATE malzeme ürün ailesi sıcak cam temas uygulamalarında kullanılmak üzere geliştirilmiştir. GLASSMATE malzemeleri, en zorlu koşullarda
cam Glassmate Makine onarım parçaları kataloğu Malzemeler POCO nun GLASSMATE malzeme ürün ailesi sıcak cam temas uygulamalarında kullanılmak üzere geliştirilmiştir. GLASSMATE malzemeleri, en zorlu koşullarda
PRİZMATİK VE SİLİNDİRİK KANAL TİPİ ELEKTRİKLİ ISITICI DTIK-01-02
 PRİZMATİK VE SİLİNDİRİK KANAL TİPİ ELEKTRİKLİ ISITICI DTIK-01-02 DTIK-01 DTIK-02 MALZEME : Kasa 1 mm. Kalınlıkta galvaniz veya paslanmaz malzemeden ısıtıcı rezistanslar paslanmaz malzemeden imal edilir.
PRİZMATİK VE SİLİNDİRİK KANAL TİPİ ELEKTRİKLİ ISITICI DTIK-01-02 DTIK-01 DTIK-02 MALZEME : Kasa 1 mm. Kalınlıkta galvaniz veya paslanmaz malzemeden ısıtıcı rezistanslar paslanmaz malzemeden imal edilir.
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Tahrik Birimleri RIDGID 300 RIDGID 300 RIDGID 300 El Sayfa 34 / 35 Sayfa 34 / 35 Dahil Sayfa 34 / 35
 Yiv Açma Ekipmanları Yiv Açma Ekipmanları Yiv Açma Ekipmanları RIDGID yiv açma ekipmanları, en karmaşık boru tesisatları için tasarlanmıştır. Bu ekipmanların sağlamlığı, uzun ömürlülüğü ve kullanım kolaylığı
Yiv Açma Ekipmanları Yiv Açma Ekipmanları Yiv Açma Ekipmanları RIDGID yiv açma ekipmanları, en karmaşık boru tesisatları için tasarlanmıştır. Bu ekipmanların sağlamlığı, uzun ömürlülüğü ve kullanım kolaylığı
www.muhendisiz.net Basınç Ayar Supabının Çalışması :
 DPA TİP YAKIT POMPALARI Distiribitör yakıt pompalarının en büyük özeliği ;yakıtı bir Distiribitör gibi motor ateşleme sırasına göre ve eşit miktarlarda enjökterlere gönderilmesidir. Teknik avantajı da
DPA TİP YAKIT POMPALARI Distiribitör yakıt pompalarının en büyük özeliği ;yakıtı bir Distiribitör gibi motor ateşleme sırasına göre ve eşit miktarlarda enjökterlere gönderilmesidir. Teknik avantajı da
İmal Usulleri. Fatih ALİBEYOĞLU -3-
 Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
Girdi kuvvetleri ile makinaya değişik biçimlerde uygulanan dış kuvvetler kastedilmektedir (input forces). Çıktı kuvvetleri ise elde edilen kuvvetleri
. Çıktı kuvvetleri ise elde edilen kuvvetleri") ÇERÇEVELER Çerçeveler kafesler gibi genellikle sabit duran taşıyıcı sistemlerdir. Bir çerçeveyi kafesten ayıran en belirgin özellik, en az bir elemanının çok kuvvet elemanı (multi force member) oluşudur.
ÇERÇEVELER Çerçeveler kafesler gibi genellikle sabit duran taşıyıcı sistemlerdir. Bir çerçeveyi kafesten ayıran en belirgin özellik, en az bir elemanının çok kuvvet elemanı (multi force member) oluşudur.
YÜKSEK PERFORMANS GERÇEK KALİTE OTOMOTİV GRUBU
 YÜKSEK PERFORMANS GERÇEK KALİTE OTOMOTİV GRUBU Silikon kavçuklar düşük ve yüksek ısılara karşı mükemmel performans gösterir. AKALİTE Silikon Nedir? Silikon II. Dünya Savaş sırasında, askeri uygulamalarda
YÜKSEK PERFORMANS GERÇEK KALİTE OTOMOTİV GRUBU Silikon kavçuklar düşük ve yüksek ısılara karşı mükemmel performans gösterir. AKALİTE Silikon Nedir? Silikon II. Dünya Savaş sırasında, askeri uygulamalarda
FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI
 FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI Isıtma ve soğutma sistemlerinden havanın tamamen atılması içindir. En küçük hava kabarcıklarını gidermekle kalmaz aynı zamanda suda erimiş durumdaki
FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI Isıtma ve soğutma sistemlerinden havanın tamamen atılması içindir. En küçük hava kabarcıklarını gidermekle kalmaz aynı zamanda suda erimiş durumdaki
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü. Polimer Nedir?
 Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ
 MAKİNA MÜHENDİSLİĞİ LABORATUARI II DERSİ ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Hazırlayan Doç.Dr. Nedim SÖZBİR 2014, SAKARYA 1.DENEYİN AMACI ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Değişik malzemelerden
MAKİNA MÜHENDİSLİĞİ LABORATUARI II DERSİ ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Hazırlayan Doç.Dr. Nedim SÖZBİR 2014, SAKARYA 1.DENEYİN AMACI ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Değişik malzemelerden
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
FOUR - CFHR Yüksek Verimli Karşıt Akışlı Isı Geri Kazanım Cihazı SEASON. Doğu İklimlendirme A.Ş. Markasıdır
 FOUR - CFHR Yüksek Verimli Karşıt Akışlı Isı Geri Kazanım Cihazı SEASON Doğu İklimlendirme A.Ş. Markasıdır FOUR - CFHR Yüksek Verimli Karşıt Akışlı Isı Geri Kazanım Cihazı Egzoz hava filtresi Karşıt akışlı
FOUR - CFHR Yüksek Verimli Karşıt Akışlı Isı Geri Kazanım Cihazı SEASON Doğu İklimlendirme A.Ş. Markasıdır FOUR - CFHR Yüksek Verimli Karşıt Akışlı Isı Geri Kazanım Cihazı Egzoz hava filtresi Karşıt akışlı
AKIŞKANLARIN ISI İLETİM KATSAYILARININ BELİRLENMESİ DENEYİ
 T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLARIN ISI İLETİM KATSAYILARININ BELİRLENMESİ DENEYİ Hazırlayan Yrd.Doç.Dr. Lütfü NAMLI SAMSUN AKIŞKANLARIN ISI İLETİM
T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLARIN ISI İLETİM KATSAYILARININ BELİRLENMESİ DENEYİ Hazırlayan Yrd.Doç.Dr. Lütfü NAMLI SAMSUN AKIŞKANLARIN ISI İLETİM
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNELERİNDE ÜRETİM
 PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNELERİNDE ÜRETİM") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNELERİNDE ÜRETİM 1 ANKARA, 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNELERİNDE ÜRETİM 1 ANKARA, 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
ÇEV 4021: Endüstriyel Kaynaklı Hava Kirliliği
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR ÇEV 4021: Endüstriyel Kaynaklı Hava Kirliliği TUĞLA VE KİREMİT ÜRETİMİ Prof.Dr.Abdurrahman BAYRAM Tuğla ve kiremit
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR ÇEV 4021: Endüstriyel Kaynaklı Hava Kirliliği TUĞLA VE KİREMİT ÜRETİMİ Prof.Dr.Abdurrahman BAYRAM Tuğla ve kiremit
Tailor-made Rubber Extrusion
 Tailor-made Rubber Extrusion Kablo Üretim Tesisleri TR Kablo ekstruderi Rubicon lastik veya silikondan kablo, tel kaplama için özel uyarlanmış ekstruder ve ekstruder kalıpları üretmektedir. Lastik ekstruder
Tailor-made Rubber Extrusion Kablo Üretim Tesisleri TR Kablo ekstruderi Rubicon lastik veya silikondan kablo, tel kaplama için özel uyarlanmış ekstruder ve ekstruder kalıpları üretmektedir. Lastik ekstruder
KFC DİK TİP KLİMA SANTRALLERİ. İklimlendirme Sistemleri.
 KFC DİK TİP KLİMA SANTRALLERİ İNŞAAT VE YAPI SEKTÖRÜ, ALIŞVERİŞ MERKEZLERİ, TURİZM SEKTÖRÜ, EĞİTİM KURUMLARI, ÖZEL PROSES SİSTEMLER, ENDÜSTRİYEL TESİSLER İklimlendirme Sistemleri KFC KFC 3 H:1.80 m Her
KFC DİK TİP KLİMA SANTRALLERİ İNŞAAT VE YAPI SEKTÖRÜ, ALIŞVERİŞ MERKEZLERİ, TURİZM SEKTÖRÜ, EĞİTİM KURUMLARI, ÖZEL PROSES SİSTEMLER, ENDÜSTRİYEL TESİSLER İklimlendirme Sistemleri KFC KFC 3 H:1.80 m Her
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNE AYARLARI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNE AYARLARI Ankara, 2014 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNE AYARLARI Ankara, 2014 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
GİRİŞ UYGULAMALAR. HAVACILIK ENDÜSTRİSİ İç Döşeme Panelleri, Kapaklar NASA Uzay Mekiği İç Bölümler
 GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
SOĞUK DEPO SİSTEMLERİ
 SOĞUK DEPO SİSTEMLERİ MİNİ SOĞUK DEPOLAR Mini Soğuk Depolar, küçük ve orta büyüklükteki ürünleri ergonomik tasarım ve aynı zamanda endüstriyel soğutma mantığıyla saklamaya ihtiyaç duyan kişilere göre tasarlanmıştır.
SOĞUK DEPO SİSTEMLERİ MİNİ SOĞUK DEPOLAR Mini Soğuk Depolar, küçük ve orta büyüklükteki ürünleri ergonomik tasarım ve aynı zamanda endüstriyel soğutma mantığıyla saklamaya ihtiyaç duyan kişilere göre tasarlanmıştır.
KRİTİK YALITIM YARIÇAPI ve KANATLI YÜZEYLERDEN ISI TRANSFERİ İLE İLGİLİ ÖRNEK PROBLEMLER
 KRİTİK YALITIM YARIÇAPI ve KANATLI YÜZEYLERDEN ISI TRANSFERİ İLE İLGİLİ ÖRNEK PROBLEMLER 1) Çapı 2.2 mm ve uzunluğu 10 m olan bir elektrik teli ısıl iletkenliği k0.15 W/m. o C ve kalınlığı 1 mm olan plastic
KRİTİK YALITIM YARIÇAPI ve KANATLI YÜZEYLERDEN ISI TRANSFERİ İLE İLGİLİ ÖRNEK PROBLEMLER 1) Çapı 2.2 mm ve uzunluğu 10 m olan bir elektrik teli ısıl iletkenliği k0.15 W/m. o C ve kalınlığı 1 mm olan plastic
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 OYUN GRUBU ELEMANLARI: kule 5 ad kare platform 4 ad helezon kaydırak platformu 1 ad 3 gen platform 6 ad 5 basmaklı merdiven 1 ad 3 basamaklı ara merdiven 1 ad 7 basamaklı ara merdiven 1 ad çatı 3 ad 100
OYUN GRUBU ELEMANLARI: kule 5 ad kare platform 4 ad helezon kaydırak platformu 1 ad 3 gen platform 6 ad 5 basmaklı merdiven 1 ad 3 basamaklı ara merdiven 1 ad 7 basamaklı ara merdiven 1 ad çatı 3 ad 100
GAZ ENJEKSĐYON TEKNOLOJĐSĐ. Mehmet SAYINDI
 GAZ ENJEKSĐYON TEKNOLOJĐSĐ Mehmet SAYINDI Makina Yüksek Mühendisi GĐRĐŞ Gaz Enjeksiyon Teknolojisi (GET), 30 yıllık geçmişi olan bir yöntemdir. Đlk patent, 1971 yılında Almanya da verilmiştir ve 80 li
GAZ ENJEKSĐYON TEKNOLOJĐSĐ Mehmet SAYINDI Makina Yüksek Mühendisi GĐRĐŞ Gaz Enjeksiyon Teknolojisi (GET), 30 yıllık geçmişi olan bir yöntemdir. Đlk patent, 1971 yılında Almanya da verilmiştir ve 80 li
Termoplastiklerin Ekstrüzyonunda Vida ve Kovanlar
 Termoplastiklerin Ekstrüzyonunda Vida ve Kovanlar Enver AYKUT 1 [email protected] ÖZET Bu çalışmada; termoplastik şekillendirme yöntemlerinden ekstrüzyona, bir ekstrüderin yapısına, ekstrüder
Termoplastiklerin Ekstrüzyonunda Vida ve Kovanlar Enver AYKUT 1 [email protected] ÖZET Bu çalışmada; termoplastik şekillendirme yöntemlerinden ekstrüzyona, bir ekstrüderin yapısına, ekstrüder
DİKEY ENJEKSİYON MAKİNELERİ
 DİKEY ENJEKSİYON MAKİNELERİ Merkez: İkitelli Org. Sanayi Bölgesi İpkas Sanayi Sitesi 10/A Blok No:8 Başakşehir / İstanbul / TÜRKİYE T:0212 671 60 50( Pbx) F:+90212 671 60 51 [email protected] Ege Bölge
DİKEY ENJEKSİYON MAKİNELERİ Merkez: İkitelli Org. Sanayi Bölgesi İpkas Sanayi Sitesi 10/A Blok No:8 Başakşehir / İstanbul / TÜRKİYE T:0212 671 60 50( Pbx) F:+90212 671 60 51 [email protected] Ege Bölge
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
www.adil.com.tr 1978 den beri...
 www.adil.com.tr 1978 den beri... extrusion 1978 den beri... Adil Endüstriyel, kalite ve hizmet odaklı anlayışı ile müşterilerine yalıtım çözümleri sunmaktadır. Kurulduğu 1978 yılından itibaren müşteri
www.adil.com.tr 1978 den beri... extrusion 1978 den beri... Adil Endüstriyel, kalite ve hizmet odaklı anlayışı ile müşterilerine yalıtım çözümleri sunmaktadır. Kurulduğu 1978 yılından itibaren müşteri
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNELERİNDE ÜRETİM 2 ANKARA,2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ ŞİŞİRME MAKİNELERİNDE ÜRETİM 2 ANKARA,2006 Milli Eğitim Bakanlığı tarafından geliştirilen
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu [email protected] 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu [email protected] 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) Deney Laboratuvarı Adresi : Şerifali Mah. Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL/TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31 52 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/7) Deney Laboratuvarı Adresi : Şerifali Mah. Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL/TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31 52 E-Posta
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS)
") EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II GENİŞLETİLMİŞ YÜZEYLERDE ISI TRANSFERİ DENEYİ 1.Deneyin Adı: Genişletilmiş
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II GENİŞLETİLMİŞ YÜZEYLERDE ISI TRANSFERİ DENEYİ 1.Deneyin Adı: Genişletilmiş
TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER
 1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
CAM ÇIKARMA TUTUCULARI VE UÇLARI
 M ÇIKRM TUTUULRI VE UÇLRI Tutucu hattı ve GLSSMTE uçlar oşluklar POO sıcak cam işleme malzemeleri, mekanik hasarı azaltan yüksek dayanım, dayanıklılık ve mükemmel ısıl özelliklere sahiptir. oşluklar istenen
M ÇIKRM TUTUULRI VE UÇLRI Tutucu hattı ve GLSSMTE uçlar oşluklar POO sıcak cam işleme malzemeleri, mekanik hasarı azaltan yüksek dayanım, dayanıklılık ve mükemmel ısıl özelliklere sahiptir. oşluklar istenen
İçten yanmalı motorlarda temel kavramlarının açıklanması Benzinli ve dizel motorların çalışma prensiplerinin anlatılması
 Sakarya 2010 İçten yanmalı motorlarda temel kavramlarının açıklanması Benzinli ve dizel motorların çalışma prensiplerinin anlatılması Temel Kavramlar Basınç; Birim yüzeye etki eden kuvvettir. Birimi :bar,atm,kg/cm2
Sakarya 2010 İçten yanmalı motorlarda temel kavramlarının açıklanması Benzinli ve dizel motorların çalışma prensiplerinin anlatılması Temel Kavramlar Basınç; Birim yüzeye etki eden kuvvettir. Birimi :bar,atm,kg/cm2
POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER
 KA 01-MART93 SIRA NO: 22 POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER Döküm sanayiinde çok çeşitli malzemelerden yapılmış modeller kullanılmaktadır. Son yıllarda revaçta olan
KA 01-MART93 SIRA NO: 22 POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER Döküm sanayiinde çok çeşitli malzemelerden yapılmış modeller kullanılmaktadır. Son yıllarda revaçta olan
Dupont Vespel CR-6100
 Dupont Vespel CR-6100 için oulden Montaj Kılavuzu DuPont Vespel CR-6100 Teflon PF ve uzun karbon elyaf malzemelerden oluşmuş kompozit bir materyaldir. Santrifüj pompalar ve diğer döner ekipmanlar için
Dupont Vespel CR-6100 için oulden Montaj Kılavuzu DuPont Vespel CR-6100 Teflon PF ve uzun karbon elyaf malzemelerden oluşmuş kompozit bir materyaldir. Santrifüj pompalar ve diğer döner ekipmanlar için
 PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
FERMENTASYON. Bir maddenin bakteriler, mantarlarve diğer mikroorganizmalar aracılığıyla, genellikle ısı vererek ve köpürerek
 FERMENTASYON Bir maddenin bakteriler, mantarlarve diğer mikroorganizmalar aracılığıyla, genellikle ısı vererek ve köpürerek kimyasal olarak çürümesi olayıdır Fermantasyon anaerobik şartlarda, glikoliz
FERMENTASYON Bir maddenin bakteriler, mantarlarve diğer mikroorganizmalar aracılığıyla, genellikle ısı vererek ve köpürerek kimyasal olarak çürümesi olayıdır Fermantasyon anaerobik şartlarda, glikoliz
ISI TRANSFERİ. Doğal Taşınım
 ISI TRANSFERİ Doğal Taşınım 1 HEDEFLER Bu bölümü çalışmayı bitirdiğiniz zaman aşağıdakileri yapabileceksiniz: Doğal taşınımın fiziksel mekanizmalarının anlaşılması, Doğal taşınımın korunum denkleminin
ISI TRANSFERİ Doğal Taşınım 1 HEDEFLER Bu bölümü çalışmayı bitirdiğiniz zaman aşağıdakileri yapabileceksiniz: Doğal taşınımın fiziksel mekanizmalarının anlaşılması, Doğal taşınımın korunum denkleminin
SERALARIN TASARIMI (Seralarda Isıtma Sistemleri) Doç. Dr. Berna KENDİRLİ A. Ü. Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü
 Doç. Dr. Berna KENDİRLİ A. Ü. Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü") SERALARIN TASARIMI (Seralarda Isıtma Sistemleri) Doç. Dr. Berna KENDİRLİ A. Ü. Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü Seralarda Isıtma Sistemlerinin Planlanması Bitki büyümesi ve gelişmesi
SERALARIN TASARIMI (Seralarda Isıtma Sistemleri) Doç. Dr. Berna KENDİRLİ A. Ü. Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü Seralarda Isıtma Sistemlerinin Planlanması Bitki büyümesi ve gelişmesi
12. POLİMERLERİN ÜRETİM YÖNTEMLERİ
 12. POLİMERLERİN ÜRETİM YÖNTEMLERİ EKSTRÜZYON EKSTRÜZYON EKSTRÜZYONDA KULLANILAN EKİPMAN Plastikleştirme ve basınç-yaratma fonksiyonları üretimi etkileyen önemli konularıdır, çünkü kafa çıkış - ağzı ve
12. POLİMERLERİN ÜRETİM YÖNTEMLERİ EKSTRÜZYON EKSTRÜZYON EKSTRÜZYONDA KULLANILAN EKİPMAN Plastikleştirme ve basınç-yaratma fonksiyonları üretimi etkileyen önemli konularıdır, çünkü kafa çıkış - ağzı ve
DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ.
 DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18A BALIKESİR Tel:0266 2461075 Faks:0266 2460948 http://www.deneysan.com mail: [email protected]
DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18A BALIKESİR Tel:0266 2461075 Faks:0266 2460948 http://www.deneysan.com mail: [email protected]