MMM 2402 MALZEME BİLİMİ yücel birol
|
|
|
- Aygül Okyay
- 5 yıl önce
- İzleme sayısı:
Transkript

1 MMM 2402 MALZEME BİLİMİ yücel birol
2 S-N eğrisi Bu pratik diğer numunelerle maksimum gerilme genlikleri kademeli olarak düşürülerek tekrarlanır. Deney sonuçları her bir numune için kırılmaya kadar gerçekleşen çevrim sayısının logaritmik değerine bağlı olarak gerilme şeklinde grafik haline getirilir. S değerleri genellikle gerilme genliği olarak alınır. Kimi zaman maksimum veya minimum değerlerin kullanıldığı da olur.
3 S-N eğrisi-wohler eğrisi S S i S k S l S i gerilme genliğinde n i çevrimden sonra kırıldı! S k gerilme genliğinde n k çevrimden sonra kırıldı! S l gerilme genliğinde n l çevrimden sonra kırıldı! n i n k n l Log n
4 S-N eğrisi İki temel farklı S-N davranışı gözlenir. Bazı demir esaslı malzemeler ve titanyum alaşımları için S-N eğrisi yüksek çevrim sayılarında yatay hale gelir. Yani, daha altında yorulma kırılması yaşanmayan bir sınır gerilme değeri vardır. Bu gerilme değeri, altında kalındığı takdirde, sonsuz sayıda yükleme çevrimi uygulansa bile kırılmanın gerçekleşmeyeceği güvenli bir gerilme seviyesidir.
5 Yorulma sınırı yorulma sınırı, fat < fat ise yorulma kırılması yok! fat güvenli riskli N = kırılmaya kadar çevrim sayısı HMK çelikler ve Ti alaşımlarında gerilme genliği belirli bir değere düştüğünde S-N eğrisi yatay hale geçer. Yorulma sınırı, çevrim sayısı ne kadar çok olursa olsun malzemenin asla kırılmayacağı maksimum gerilme genliğidir.
6 yorulma sınırı Bir çok çelik için bu sınır gerilme değeri, akma mukavemetinin %40 ı kadardır. Bu gerilme seviyesinin altındaki yüklemelerde yorulma ömrü sonsuzdur. Çeliklerde yorulma sınırının (fatigue/endurance limit) bulunması yapıda C ve N gibi arayer atomlarının bulunmasından kaynaklanır. Bu atomlar dislokasyonları kitleyerek serbestçe hareket etmelerini engeller.
7 yorulma mukavemeti Bir çok demir dışı metalde (Al, Cu ve Mg alaşımları) yorulma sınırı yoktur; çevrim sayısı arttıkça eğri sürekli aşağı doğru iner. Yorulma kırılması en sonunda mutlaka yaşanacaktır. Bu durum bu metallerde arayer atomlarının bulunmaması ile ilgilidir. Bu tip malzemeler için yorulma mukavemeti kavramı kullanılır. Yorulma mukavemeti: belirli sayıda çevrimden sonra (10 7 çevrim) kırılmanın gerçekleştiği gerilme olarak anılır.
8 Yorulma mukavemeti bazı malzemeler için yorulma sınırı yoktur! = gerilme genliği güvenli riskli N = kırılmaya kadar çevrim sayısı Al, Cu ve Mg gibi demir dışı ve YMK yapılı çelikler gibi yorulma sınırı göstermeyen malzemeler için belirli bir çevrim sayısından sonra (çoğunlukla 10 7 çevrim) kırılmaya yol açan gerilme seviyesi yorulma tasarım parametresi olarak kullanılır.
9 Yorulma tasarım parametreleri Yorulma testinde sonuçlar gerilme parametresi çevrim sayısı şeklinde raporlanır (Wohler eğrileri) kırılma (S) çelik Yorulma sınırı Yorulma mukavemeti Alüminyum çevrim sayısı (log N)
10 Yorulma ömrü Bir malzemenin yorulma davranışı tarif eden diğer bir parametre yorulma ömrü dür. Yorulma ömrü, Nf, belirli bir gerilme seviyesinde çevrimsel yükleme uygulanan numunenin kırılmasına kadar geçen çevrim sayısıdır. Uzun ömürlü yorulmada yorulma ömrü büyük ölçüde çatlak oluşmasında geçer. Bu nedenle yüzeyi sertleştirmek (mesela shot peening ile) çatlak oluşmasını geciktirir ve yorulma ömrünü uzatır.
11 Yorulma ömrü Yorulma deney sonuçlarında daima bir saçınım olacaktır. Deney sonuçlarındaki bu dağınıklık, kontrol edilmesi çok güç bazı deney ve malzeme parametrelerinden kaynaklanır. Bu parametreler, numune hazırlığı, metalurjik değişkenler, numunenin test cihazında yönlenmesi, ortalama gerilme seviyesi, çevrim frekansı gibi parametrelerdir. Bu nedenle, S-N yorulma deney sonuçları ortalama deney sonuçları arasından geçen en iyi uyum «best-fit» eğrileri ile sunulur.
12 Yorulma ömrü Yorulma ömrü ve yorulma sınırını belirlemek için istatiksel yöntem uygulanır. Bu yöntemlerden biri sabit olasılık eğrileridir T6 alaşımı için Yorulma S- N olasılık eğrileri>; P kırılma olasılığını ifade etmektedir.
13 problem 1045 çeliğinden silindirik bir çubuk ekseni boyunca tekrarlı çekme-basma gerilmelerine maruz kalmaktadır. Yük genliği N olduğuna göre yorulma kırılmasının olmaması için müsaade edilebilecek en küçük çubuk çapının ne olacağını hesaplayın! güvenlik faktörü olarak «2» alın!
14 problem Güvenli Gerilme genliği = 310 MPa N = 310x10 6 N/m 2 x kesit alanı Kesit alanı= d 2 /4= 7.1x10-5 m 2 = 71 mm 2 D = 9.5mm Güvenlik faktörü 2 olacağına göre Çubuk çapı en az 19 mm olmalıdır.
15 problem Kızıl pirinç alaşımından 8mm çapında silindirik bir çubuk tersinir çekmebasma yüklemeli yorulmaya tabi tutulmaktadır. Maksimum çekme ve basma yükleri 7500 N ve N ise, yorulma ömrünü hesaplayın.
16 problem Max çekme gerilmesi= 7500 N/3.14x(4x10-3 ) 2 = MPa Max basma gerilmesi= (çevrimin min gerilmesi) N/3.14x(4x10-3 ) 2 = MPa Gerilme genliği; a = r /2 = ( max - min )/2 = 149 MPa Yorulma ömrü: 10 5 çevrim!
17 problem 2014-T6 alaşımından 12.5 mm çapındaki silindirik bir çubuğa çekme-basma yorulma testi uygulanmaktadır. 1x10 7 çevrimlik yorulma ömrü verecek maksimum ve minimum yükler nedir? Yandaki S-N eğrisinin bu alaşım için 50 MPa lık ortalama gerilme için elde edildiğini varsayın!
18 problem max = 185 MPa r = 320 MPa m = 50 MPa min = -135 MPa 10 7 çevrim gerilme genliği =160 MPa a = r /2=( max - min )/2=160 m = r /2=( max + min )/2=50 max - min = 320 max + min = 50 max = 185 MPa 22.7 kn min = -135 MPa 16.6 kn
19 Yorulma mukavemeti (FS) ve çekme mukavemeti (TS) değerleri alaşım yorulma mukavemeti (MPa) çekme mukavemeti (MPa)
20 Isıl yorulma Mekanik bir yükleme olmaksızın sadece ısıtılıp soğutulan bir parçada ısıl genleşme ve büzülmelere bağlı olarak gerilmeler oluşur. Bu gerilmelerin şiddeti sıcaklık değişimi, ısıl genleşme katsayısı ve elastik modüle bağlıdır. bu gerilmeler yorulmaya yol açar. Tasarımda parçanın sabit olması şartına son verilmeli! Düşük ısıl genleşme katsayılı malzemeler kullanılmalı!
21 Yorulma davranışını etkileyen faktörler Gerilme parametreleri (ortalama gerilme, gerilme aralığı, frekans...) Yüzey kalitesi ve özellikleri Kalıntı gerilmeler Tasarım ve gerilme konsantrasyonları çevresel koşullar (sıcaklık, korozyon)
22 Yorulma davranışını etkileyen faktörler Gerilme genliği arttıkça, numunenin kırılmadan önce tecrübe ettiği çevrim sayısı azalır. < 200 Hz frekanslar için metaller frekansa hassas değildir. Polimerlerde yorulma ömrü frekansa bağlıdır.
23 Yorulma ömrünü etkileyen faktörler Ortalama gerilme Yorulma ömrünün gerilme genliğine bağlılığı S-N eğrilerinde görülebilir. Ortalama gerilme de yorulma ömrünü etkiler. Ortalama gerilme arttıkça yorulma ömrünü kısaltır.
24 Yorulma ömrünü etkileyen faktörler Yüzey kalitesi maksimum gerilme çoğu kez parçanın yüzeyinde oluşur. Bu nedenle çatlaklar parça yüzeylerinde ve gerilmenin yoğunlaştığı noktalarda oluşur. Bu nedenle yorulma ömrü parça yüzey kalitesinden çok etkilenir. Çizikler, vuruklar diğer yüzey kusurları gerilme konsantrasyonlarına yol açarak yorulma ömrünü kısaltırlar.
25 Yorulma ömrünü etkileyen faktörler Yüzey işlemleri Torna vb işlemler sırasında parçaya kesme takımı ile çizik, kazıntı vb yüzey kusurları kazandırılabilir. Bu yüzey hataları istisnasız olarak çatlama başlama noktalarıdır ve yorulma ömrünü kısaltırlar. parlatma vb işlemlerle yüzey kalitesini geliştirmenin her zaman yorulma ömrünü önemli ölçüde uzattığı görülmüştür.
26 Yorulma ömrünü etkileyen faktörler Yüzey işlemleri Yorulma ömrünü uzatmanın etkili yöntemlerinden biri sonlu derinlikte dış yüzey tabakasında artık basma gerilmeleri oluşturmaktır. Bu şekilde çatlak oluşmasını teşvik eden çekme gerilmeleri kısmen hafifletilmiş olacaktır. elektro-kaplama kalıntı çekme gerilmeleri oluşturarak yorulma özelliklerini olumsuz etkilerler.
27 Yorulma ömrünü etkileyen faktörler Sünek metallerin yüzeylerinde artık basma gerilmeleri, dış yüzeyde bölgesel plastik deformasyon yaratarak oluşturulur. Kumlama ve «shot peening» gibi yöntemlerden yararlanılır mm çaplarında küçük ve sert parçacıklar yüksek hızlarda yüzeye uygulanır.
28 Yorulma ömrünü etkileyen faktörler Yüzey sertleştirme ve Isıl işlem: Sertleştirme ve ısıl işlemler yüzeydeki kalıntı gerilmelerinin dağılımı ve yorulma performansını etkilerler. Çeliklerde Yüzey sertliği arttırılarak yorulma ömrünün uzatıldığı bir tekniktir. Bu yüzeyin karbürlenmesi veya nitrürlenmesi şeklinde uygulanır.
29 Yorulma ömrünü etkileyen faktörler Yüzey sertleştirme Parça yüksek bir sıcaklıkta karbon veya azotla zengin bir atmosferde tutulur ve yüzeyde C veya N zenginleşmesi sağlanır. Bu zenginleşmenin gerçekleştiği yüzey tabakası yaklaşık 1mm derinliktedir ve parça malzemesinden çok daha yüksek sertliğe ulaşır. Bu uygulama sonunda hem yüzey sertliğinin artmış hem de yüzeyde basma gerilmeleri oluşturulmuş olduğu için yorulma ömrü belirgin şekilde uzar.

30 Yorulma ömrünü etkileyen faktörler Hem malzemenin kendi hem de karbon takviyesi yapılan yüzey bölgesinde sertlik izlerini gösteren foto. Yüzeyde iz daha küçük, çünkü sertlik daha yüksek.
31 Yorulma ömrünü etkileyen faktörler Yüzey parlatma (torna izleri vb kusurları yok eder!) Yüzeyde basma gerilmeleri oluşturmak (uygulanan çekme gerilmelerini düşürür). Yüzeydeki ince bir tabaka kumlama vb bir işlemle basma gerilmeleri altına alınabilir. Yüzey sertleştirme: çeliklerde yüzeyde C veya N zengin bir tabaka ile yüzey sertleşmekle kalmaz ayni zamanda basma gerilmeleri oluşturulur. Geometrik optimizasyon: iç köşeleri, çentik ve çukurları yok etmek.
32 Yorulma ömrünü etkileyen faktörler Tasarım faktörleri Bir parçanın tasarımı yorulma davranışını yakından etkiler. Her çentik ve geometrik düzensizlik gerilme arttırıcı rolü oynar ve potansiyel çatlak oluşma noktasıdır. Gerilme konsantrasyonları yorulma sınırını %30 a kadar düşürebilirler. Bu tasarım detayları girintiler, delikler, vida dişleri vb detaylardır. Bu detay ne kadar keskin ise, gerilme konsantrasyonu o kadar şiddetli olur.

33 Yorulma ömrünü etkileyen faktörler Kırılma olasılığı tasarım değişiklikleri ile bu gibi yüzey detaylarını ve sivri köşeleri önleyerek azaltılabilir. Tasarım değişikliklerinin gerilme konsantrasyonlarını azalttığı ve yorulma ömrünü uzattığı uygulamalara örnek kötü İyi
34 Çevresel etkiler Isıl gerilmeler sıcaklık değişimlerine bağlı ısıl genleşme ve büzülmelerin serbestçe gerçekleşemediği durumlarda ortaya çıkar. Isıl yorulmayı ortadan kaldırmanın yolu bu sınırlamaları ortadan kaldırmaktan geçer. Bir diğer etkili çözüm ısıl genleşme davranışı uygun malzeme seçimidir. Yüzeyin oksitlenmesi (veya korozyonu) artan sıcaklıkla artacağından yorulma özelliklerini olumsuz etkiler.
35 Çevresel etkiler Çevrimsel yükleme ve korozif bir etkileşimin bir arada var olduğu durumlarda ortaya çıkan kırılmalara korozyon yorulması-yorulmalı korozyon denir. Korozif ortamlar zararlıdır ve yorulma direncini düşürür; yorulma ömrünü kısaltır. Normal atmosferik koşullar bile yorulma davranışını etkiler. Ortam ve malzeme arasındaki etkileşim yüzeyde küçük oyukların oluşmasına yol açarken bu oyuklar da gerilme konsantrasyonları ve çatlak başlama noktaları şeklinde etkili olur.
36 Çevresel etkiler Ayrıca atmosferik etkilerden sadece çatlak başlama aşaması değil; çatlak ilerleme aşaması da olumsuz etkilenir. Çatlak büyüme hızı atmosfer etkisi ile her zaman artar. Yükleme çevrimlerinin şekli de yorulma davranışını etkiler. Mesela yükleme frekansının azaltılması çatlağın açık kaldığı ve çatlak yüzeylerinin atmosferden etkilendiği süreyi uzatarak yorulma ömrünü kısaltır. Yorulmalı korozyonu önlemenin birkaç yolu vardır. Bunlardan ilki korozif şartları, korozyondan etkilenmeyi en aza indirmektir.
37 Çevresel etkiler yüzeyde korozyona dayanıklı kaplamalar yapılması, korozyona daha dayanıklı malzeme seçilmesi, atmosferin korozifliğini azaltmak mümkündür. Yorulma gerçekleşmesi olasılığını azaltmak da mümkün olabilir. Yük şiddeti azaltılabilir; yüzeyde basma gerilmeleri oluşturmak denenebilir.
38 Yorulma ömrünü etkileyen faktörler Ön bir mekanik deformasyon uygulanması ve yapısal süreksizliklerin giderilmesi ile yorulma mukavemeti artar. Artan soğuk işlem ve yüzey düzgünlüğü

39 Yorulma ömrünü uzatmak Yüzeyde basma gerilmeleri oluşturun! Böylece çatlağın büyümesini geciktirirsiniz! artan m S = gerilme genliği Sıfıra yakın veya basma m Orta şiddette çekme m Yüksek çekme m N = kırılmaya kadar çevrim sayısı 1. yöntem: kumlama shot Yüzeydeki gerilme konsantrasyon noktalarından kurtulun! Yüzeydeki gerilme dağılımı basma şeklinde düzenlemek kötü kötü 2. yöntem: karbürizasyon C-rich gas iyi iyi
40 Çevrimsel şekil değişimi vs çevrimsel gerilme Çevrimsel şekil değişimi kontrollü yorulma deneyi Isıl yorulma ve sabit şekil değişimi durumlarına uygulanabilir. Çevrimlerde kontrollü bir şekil değişimi aralığı, pl, tanımlanır ve uygulanır. Tavlanmış, yumuşak metaller bu koşullarda sertleşirken, sertleştirilmiş metaller yumuşama eğilimindedir. Malzemeler bir süre sonra değişmez gerilme-şekil değişimi histerisiz eğrisine ulaşırlar.
41 Şekil değişimi kontrollü yorulma asimtotik histerisiz eğrisine ulaşmak için çok sayıda çevrim gerekir (~100). yumuşama veya sertleşme olabilir. sertleşen yumuşayan
42 Çevrimsel şekil değişimi Şekil değişimi yorulma davranışının incelenmesinde daha mantıklı bir kontrol parametresidir. Elastik şekil değişimi aralığı belirlenir; e el = y /E. Plastik şekil değişimi aralığı belirlenir; e pl. Elastik ve plastik rejimler arasında eğimde bir değişme gözlenir. Kısa ömürlü yorulma (Low cycle fatigue-küçük N f ) plastik şekil değişimi, uzun ömürlü yorulma (high cycle fatigue-büyük N f ) elastik şekil değişimi tarafından kontrol edilir.
43 şekil değişimi kontrollü yorulma çevrimsel şekil değişimi ( /2) kırılmaya kadar çevrim sayısı (N f ) ile ilişkilendirilir. Uzun ömürlü yorulma (N f >10 3 ) sırasında şekil değişiminin büyük kısmı elastiktir; log ( /2) vs log N f eğrisinin eğimi kısa ömürlü yorulma testinde olduğundan daha az negatiftir. Kısa ömürlü yorulma testinde uygulanan şekil değişiminin önemli bir kısmı kalıcıdır.
44 şekil değişimi kontrollü yorulma /2 = ( el + pl )/2 Uzun ömürlü yorulmada: el > pl kısa ömürlü yorulmada: pl > el el /2 kısa uzun pl /2
45 şekil değişimi kontrollü yorulma Değişik mühendislik malzemeleri için vs Nf eğrileri OFHC-saf bakır Tavlanmış 4340 çeliği Sertleştirilmiş 4340 çeliği Farklı ısıl işlem uygulanmış çeliklerin kısa ömürlü yorulma davranışlarında önemli bir fark gözlenmez. Fakat sertleştirilmiş 4340 çeliği uzun ömürlü yorulma şartlarında daha iyi. Süratle sertleşebilen sünek bakır kısa ömürlü yorulma şartlarında daha iyi bir seçenek. Fakat uzun ömürlü yorulma şartlarında çeliklere göre daha düşük yorulma direncine sahip!
46 Şekil değişimi kontrollü yorulma kısa ömürlü yorulma Çevrimsel gerilme-şekil değişimi için esas denklem: K n n Yorulma ömrü: Coffin Manson ilişkisi: p 2 f 2N f c f ~ gerçek kırılma şekil değişimi c -0.5 ile -0.7 c = -1/(1+5n ); büyük n uzun ömür.
47 Şekil değişimi kontrollü yorulma uzun ömürlü yorulma Yüksek çevrim sayılarında elastik şekil değişimleri için, Basquin denklemi: a E e 2 f 2N Kısa ömür = plastik şekil değişimi kontrollü: eğim=c Elastik ve plastik şekil değişimleri ekleyelim. 2 el 2 pl 2 f E 2N b f f 2N c f Elastik ve plastik kontrolünün kesiştiği nokta tipik olarak N f = 10 3 çevrim. b
48 Yorulma koşulları için malzeme seçimi Kısa ömürlü yorulma şartları için süneklik faydalı Uzun ömürlü yorulma şartları için mukavemet faydalı! Kısa ömürlü yorulma için tavlanmış 4340 çeliği Uzun ömürlü yorulma için maraging çeliği
49 Yorulma için tasarım yaklaşımları S-N eğrileri = temel karakterizasyon! Eski yaklaşım = sonsuz ömür tasarımı: S-N eğrilerinden yorulma ömrü için bilgi al! Büyük bir güvenlik faktörü uygula; önceden belirlenen ömür sınırına (N f =10 7 ) gelen parçaları değiştir. Yeni yaklaşım: Çatlak büyüme hızı karakterizasyonu
50 Hasara göz yuman tasarım / çatlakla yaşamak Modern tasarım; hasara göz yuman yaklaşım: parçalarda çatlakların varlığını kabul eder! Çatlak büyüme hızları üzerinden ömür hesabı yapılır. dc/dn sonuçlarından beklenen büyüme hızları hesaplanır. Tüm kritik parçalarda tahribatsız muayene yapılır! Çatlak bulduğunda parçanın kalan ömrü hesaplanır! Ömür sınırına çok yakın ise parça değiştirilir.
51 Çatlak büyüme hızı Yorulma kırılmaları Çatlak büyüme hızı Çatlağın büyüyüp büyümeyeceğini anlamak için çatlak geometrisi ve gerilme genliğini karakterize eden gerilme yoğunlaşma faktörü kullanılabilir: ( K) Belli bir K değeri altında çatlak büyümez. Gerilme konsantrasyon faktörü aralığı, log K
52 Yorulma çatlağı büyümesi aşama I: bir eşik K değeri ( K th ) altında hiçbir büyümenin görülmediği bölgeden sonlu bir büyüme hızına geçildiği aşama. Aşama II: çatlak büyüme hızının K ye power law ile bağlı olduğu aşama. da/dn I II III K c Aşama III: büyüme hızının K ile hızlanarak nihai kırılmaya gitmesi. K th K
53 Çatlak oluşmasına Mikroyapı etkisi Hatalar ve yüzey işlemleri ile tanımlanan mikroyapı ögelerinin etkisi düşük gerilme yoğunlaşması rejiminde (1. aşama) görülür.bu gibi hatalar çatlak oluşma eşiğini aşağı çekerek zarar verirler ( K th ). da/dn I II III K c Mikroyapı ayni zamanda kırılma tokluğunu etkilediğinden aşama III üzerinde de etkilidir. K th K


54 Yorulma çatlağı büyüme hızı da dn 1 ile 6 ~ a Her bir yükleme çevriminde çatlak boyundaki artış arttıkça çatlak büyüdükçe yükleme frekansı arttıkça çatlak daha hızlı büyür. K m Çatlak başlama noktası
55 Paris Kanunu Paris Kanunu: da dn K A( K) K max m K min K f ( ) max min a m ~ 3 (çelik); m ~ 4 (alüminyum). Çatlağın oluşumu aşaması göz ardı edilir! eşik ~ aşama I Eşik değeri yorulma sınırını temsil eder.
56 Yorulma kırılmaları Belirli bir gerilme seviyesinde, çatlak büyüme hızı, artan çatlak uzunluğu ile artar. Belirli bir çatlak uzunluğu için, çatlak büyüme hızı gerilmenin artması ile artar. (da/dn)a 2, 1 a 1 >a 2
57 Geometrik faktörler Çentikler gerilme konsantrasyonlarına neden olarak yorulma ömrünü kısaltırlar. Numune boyutunu arttırmak yorulma ömrünü kısaltır. Yüzey pürüzlülüğü yorulma ömrünü kısaltır. Yüzeyde makul bir basma gerilmesi yorulma ömrünü uzatır. Basma gerilmesinin olduğu bir yüzeyde çatlak oluşturmak daha zordur. Korozif koşullar yorulma ömrünü kısaltır. Korozyon korozyon ürünleri çatlak ucunda kama etkisi yapabileceği için çatlak büyüme hızını arttırır.
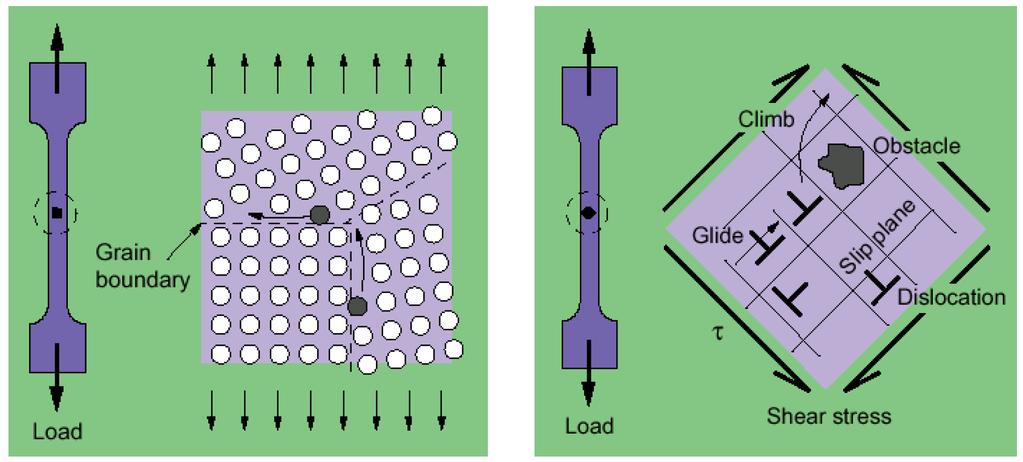
58 Mikroyapı-Yorulma ilişkileri yüzeyde gerilme yoğunlaşmasına neden olabilecek her türlü çatlak oluşmasını hızlandıracaktır (çatlak oluşmasında geçen süreyi kısaltacaktır!) malzeme içinde çatlağın oluşması için gerekli gerilme ve şekil değişimi değerlerini azaltacak her türlü yapısal hata çatlak oluşması süresini kısaltacaktır. dislokasyon hareketi(kayma) sadece belirli kayma düzlemlerinde gerçekleşebiliyorsa dislokasyonlar tane ve faz sınırlarında birikecektir. Bu birikme ucunda gerilme yoğunlaşması olacak ve çatlak oluşmasına yol açacaktır.
59 Malzemelerde hatalar İç yapı kusurları (atom boşlukları, dislokasyonlar) dış hatalar Boşluklar inklüzyonlar Tane sınırı filmleri İkincil faz partikülleri; dispersoidler, metaller arası bileşik partikülleri, çökeltiler
60 Metalürjik kontrol: küçük partiküller Plastik akmanın lokalize olması (yayılmasının önlenmesi) yorulma çatlaklarının başlaması yönünden sakıncalıdır. Al7075 alaşımında 2 farklı ısıl işlemle dislokasyonların kesebileceği ve kesemeyeceği çökeltiler oluşturulduğunda graph courtesy of J. Staley, Alcoa 60
61 İri partiküllerin yorulmaya etkisi İnklüzyonlar yorulma çatlaklarına yol açarlar; yapı temizliği yorulma ömrünü uzatır! Alaşım bileşim ve yapısı da önemlidir: Örnek: 7475, 7075 e göre daha düşük Fe+Si ile daha uzun yorulma ömrüne sahiptir.
62 Alaşımlı çelikte ısıl işlem Sertliğin arttırılması uzun ömürlü yorulmada yorulma sınırını arttırır. Bu artış yorulma çatlağının oluşmasının gecikmesinden kaynaklanır. Dislokasyonları kilitleyen hareketli çözelti atomları (çelikte karbon atomları gibi!)
63 Döküm gözenekleri Döküm parçalarda gözenekler bulunur. Gözenekler yorulma çatlaklarının oluşması için uygun noktalardır. Dolayısı ile döküm parçalarda yorulma direnci dövme parçalara kıyasla daha düşüktür. Sıkıştırma döküm gibi teknikler gözenekliliği azalttığı için yorulma ömrü yönünden avantajlıdır. Al-7010 alaşımı Gravite döküm vs sıkıştırma döküm
![Titanyum alaşımları [Polmear] Birçok Ti alaşımında ve faz oranları ısıl işleme bağlıdır.](/docs-images/91/105367914/images/64-1.jpg "Tek fazlı bölgesinden hızlı soğuma çift fazlı + faz yapısı verir.")
64 Titanyum alaşımları [Polmear] Birçok Ti alaşımında ve faz oranları ısıl işleme bağlıdır. Tek fazlı bölgesinden hızlı soğuma çift fazlı + faz yapısı verir. İki fazlı bu yapıların yorulma performansları Widmanstätten yapısından daha iyidir.
65 MMM 2402 MALZEME BİLİMİ yücel birol
66 Kısa-uzun ömürlü yorulma Uzun ömürlü yorulma 10 4 ile 10 7 çevrim süren yorulma olayıdır. Kısa ömürlü yorulma sadece elastik değil ayni zamanda plastik şekil değişimlerine de yol açan yüksek yük uygulamalarında görülür. Bu durumda yorulma ömrü kısadır: < 10 4
67 gerilme parametrelerinin etkisi bölgesel uygulan 5 Ortalama gerilme Gerilme oranı Yorulma direnci Gerilme konsan.
, 1970.")
68 Yorulma çatlağının oluşması çatlak çatlak çatlak Kayma hareketleri kalıntılar Tane sınırları Çatlak oluşması için mekanizmalar Some mechanisms of fatigue crack nucleation. (After J. C. Grosskreutz, Tech. Rep. AFML-TR (Wright Patterson AFB, OH: Air Force Materials Laboratory), 1970.)
69 Polimerlerde yorulma Mekanizma metallerden farklı! Çevrimsel gerilme uygulaması yumuşamaya yol açar ve malzeme davranışı visko-elastik faktörlerden etkilenir. Çevrimin çekme sürecinde yaşanan çatlama crazing asimetriye neden olur. S-N eğrisi farklı polimerler için farklıdır. T g (cam geçiş sıcaklığı) noktasına yakınlık ciddi bir sıcaklık etkisine yol açar.
70 Polimerlerde yorulma Polimerler viskoelastiktir ve mütevazi gerilme seviyelerinde bile sürekli uzama ve büzülmeye bağlı olarak mekanik histerisis sergilerler. Bu plastik deformasyonun bir kısmı polimer bünyesinde ısıya dönüşürken, parça çevre sıcaklığına ve yükleme frekansına bağlı olarak ısınır. Parça ısınırken elastik deformasyon direnci ve akma dayanımı düşer ve deformasyon şiddeti arttıkça işin içine ısıl yorulma da girer.
71 Polimerlerde yorulma Stress-life (S-N) curves for several termoplastik ve termoset polimerler için s-n eğrileri Frekans: 30 Hz Ortalama gerilme: 0 MPa
72 seramiklerde yorulma Seramik malzemelerde çatlak ucu plastik deformasyonu çok sınırlı olduğu için yorulma çok ender bir hasar mekanizmasıdır. Tekrarlı yüklemelerde kritik parametreler Mikroyapı; tane boyutu, tane şekli, tokluk veren faz Çevresel faktörler: özellikle oksit seramiklerinde su ve koroziflerle etkileşim Yükleme koşulları (gerilme vb)
73 Yorulma eşiği, Kth (MPa m) Yorulma özellikleri haritası Çatlak oluşması ile sınırlanan malzemeler Mühendislik alaşımları Polimer köpükler elastomerler Mühendislik polimerleri Çatlak büyümesi ile sınırlanan malzemeler Mühendislik seramikleri Yorulma sınırı (MPa)
74 Yorulma eşiği, Kth (MPa m) Yorulma özellikleri haritası Yorulma hassasiyeti düşük malzemeler Polimer köpükler Mühendislik seramikleri elastomerler Mühendislik alaşımları Mühendislik polimerleri Yorulma hassasiyeti yüksek malzemeler Kırılma tokluğu Kıc (MPa m)
75 özet Yorulma, uygulanan gerilmenin zamana bağlı olarak tekrarlandığı yaygın bir katastrofik kırılma biçimidir. Maksimum gerilme uygulamasının malzemenin statik çekme ve akma mukavemetlerinden çok daha düşük olduğu durumlarda karşılaşılabilir. çevrimsel gerilmeler: Tersinir; tekrarlanır; rastgele olabilir. Tersinir ve tekrarlanır olanlar ortalama gerilme, gerilme aralığı ve gerilme genliği gibi parametrelerle tanımlanır.
76 özet yorulma test sonuçları: gerilme vs kırılmaya kadar geçen çevrim sayısının logaritmik değeri şeklinde raporlanır. Bir çok metal ve alaşım için artan gerilme ile çevrim sayısı sürekli düşer. Bu malzemelerde yorulma davranışı yorulma mukavemeti ve yorulma ömrü ile tarif edilir. Demir esaslı ve titanyum alaşımları için gerilme artan çevrim sayısı ile belli bir değerde yatay konuma geçer; çevrim sayısından bağımsız olur. Bu malzemelerin yorulma davranışları yorulma sınırı ile tarif edilir.
77 özet Yorulma çatlakları yüzeyde ve gerilme konsantrasyonuna neden olan bir yüzey detayında, kusurunda başlar. Yorulma kırılması yüzeylerinin karakteristik ögeleri «beach» izleri ve çatlak ucu durma izleridir (striation). «Beach» izleri uygulanan gerilmenin duruşlar yaşadığı parçalarda ve çıplak gözle görülür. Yorulma ucu durak izleri mikroskobiktir ve yorulma çatlağının her bir çevrimden sonra durduğu hatları temsil ettiği düşünülür.
78 özet Yorulma ömrünü uzatmak için alınabilecek önlemler: Gerilme parametrelerini (Ortalama gerilme vb) seviyesini düşürmek Keskin, sivri yüzey unsurlarını bertaraf etmek Yüzey kalitesini parlatma vb işlemlerle arttırmak Kumlama vb bir işlemle yüzeyde bası gerilmeleri oluşturmak Kabürleme ve nitrürleme gibi işlemlerle yüzey setleştirmesi yapmak
79 özet Yüksek sıcaklık değişimlerine maruz kalan ve genleşme ve büzülmesi engellenen parçalarda: ısıl yorulma. Kimyasal aktif bir ortamda yorulma ömrü kısalabilir: korozyonlu yorulma. Alınabilecek önlemler: Yüzeyin kaplanması Daha yüksek korozyon direnci olan malzemeler kullanılması çevrenin korozifliğinin sınırlandırılması Uygulanan gerilme seviyesinin azaltılması Yüzeyde basma gerilmeleri oluşturulması
80 SÜRÜNME


81 Sürünme nedir? Çok yüksek sıcaklıklarda çalışan türbin kanatçıklarında sürünme çatlağı! Çatlak yüzeyinde görülen boşluklara dikkat!
82 Sürünme nedir? Bazı malzemeler yüksek sıcaklıklarda ve statik mekanik gerilmeler altında çalışır. (Örnek: merkezkaç gerilmeleri tecrübe eden jet motorları türbin rotorları ve yüksek basınç buhar boruları) Malzemeler ağır çalışma koşullarında belirli bir yükü uzun sürelerle taşımak zorunda olabilir. Bu durumda malzeme zamana bağlı olarak deformasyona uğrar. Ortaya çıkan bu deformasyona sürünme denir. Sürünme hem süreye hem de sıcaklığa bağlı bir deformasyon türüdür.
83 Sürünme nedir? Sürünme düşük sıcaklıklardan ziyade yüksek sıcaklıklarda gerçekleşir. Bu nedenle sürünme yüksek sıcaklıklarda çalışan malzemeler için önemlidir. Sabit bir yük altında malzemelerin zamana bağlı, kalıcı deformasyona uğraması bir parçanın servis ömrünü sonlandırabilir. Fe, Ni Cu ve alaşımları ancak yüksek sıcaklıklarda sürünmeye uğrarken, Zn, Sn, Pb ve alaşımları oda sıcaklığında bile sürünme yaşarlar.

84 Sürünme Metallerde sürünme, tek tek taneler içinde kristal düzlemlerinde kayma ve tane sınırı deformasyonu ile ortaya çıkan bir deformasyondur. Sürünme kırılmaları sünek kırılma karakterindedir. Sürünme sırasında malzemede çoğu tane sınırlarında olmak üzere küçük çatlaklar, küçük boşluklar şeklinde hasar oluşur.
85 sürünme Sürünme olayına bütün malzeme türlerinde rastlanır ve metallerde sadece T m (T m : ergime noktası) üstündeki sıcaklıklarda risk yaratır. Amorf polimerler (plastik ve lastik-kauçuklar) sürünme deformasyonuna özellikle hassastır.

86 Sürünme deneyi Sürünme test düzeneği Sürünme testleri, malzemeye yüksek bir sıcaklıkta sabit bir gerilme uygularken, sıcaklığı sabit tutmak ve meydana gelen deformasyonu ölçmek şeklinde uygulanır. Deney sonuçları deformasyonun zamana bağlı değişimi şeklinde raporlanır. Sabit yük fırın
87 Genel sürünme davranışı Bu süreçte deformasyon veya şekil değişimi ölçülür ve zamana bağlı değişimi grafik haline getirilir. Yük uygulanması ile birlikte ilk anda tamamen elastik karakterde olan bir deformasyon gerçekleşir. Deney sonunda ortaya çıkan sürünme eğrisi 3 bölgeden oluşur.
88 Sürünme şekil değişimi sürünme Sabit bir gerilme altında zamana bağlı malzeme deformasyonu kopma, birincil üçüncül 0 t ikincil Anlık deformasyon Süre birincil sürünme: eğim(sürünme hızı) zamanla azalır. İkincil sürünme: steady-state/sabit eğim Üçüncül sürünme: eğim (sürünme hızı) zamanla artar
89 Birincil sürünme geçiş sürünmesi de denir. şekil değişimi-süre eğrisi eğimi (sürünme hızı) zamanla azalır. Bu bölgede deformasyon sertleşmesi olur ve sürünme direnci artar. Bu sürünme şekli metallerde tüm sıcaklıklarda görülür ve bu nedenle zaman zaman soğuk sürünme de denir.
90 İkincil sürünme değişmez-kararlı, sabit sürünme de denir. eğrinin eğimi ve sürünme hızı sabittir. Sürünme sürecinin en uzun aşaması budur. deformasyon sertleşmesi ile toparlanma arasında bir denge oluşmasından kaynaklanır. Toparlanma ile malzeme kısmen yumuşar ve daha fazla deformasyona uğrayabilir. Viskoz sürünme ve sadece daha yüksek sıcaklıklarda karşılaşıldığı için sıcak sürünme olarak da adlandırılır. Kesit alanında aşırı daralma olduğunda üçüncül sürünme rejimine geçilir.
91 Üçüncül sürünme En son aşama üçüncül sürünmedir. Bu aşamada sürünme hızında bir artış gözlenir. Bu süreçte malzemede iç çatlaklar, boşluklar, tane sınırı ayrılmaları boyun verme gibi olaylar gerçekleşir. Üçüncül sürünme bölgesinde deformasyon hızı süratle artar ve bu sürecin sonunda kopma gerçekleşir. Boyun verme veya iç boşlukların oluşmasına bağlı olarak kesit alanında ciddi bir azalma olduğunda gerçekleşir.
92 kopma Sonunda kırılma-kopma gerçekleşir. Bu süreçte malzemede iç çatlaklar, boşluklar, tane sınırı ayrılmaları boyun verme gibi olaylar gerçekleşir. Kopma-kırılma malzemede meydana gelen mikroyapısal ve metalurjik değişimlerin sonucunda yaşanır: tane sınırlarının ayrılması, iç çatlakların, boşlukların, yarıkların oluşması vb. Çekme yükleri durumunda deformasyon bölgesinde boyun verme gerçekleşir. Böylece gerilmeyi çeken net kesit alanı azalır ve kopma kaçınılmaz olur.
93 Anlık elastik deformasyon Deformasyon (şekil değişimi) Sürünme eğrisi D E kopma C t B A Birincil sürünme İkincil sürünmekararlı sürünme Üçüncül sürünme süre
94 Sürünme parametreleri Δε/Δt (sürünme hızı): uzun süreli uygulamalar için mühendislik tasarım parametresi. En düşük sürünme hızı: ikincil sürünme bölgesindeki sabit sürünme hızı Kopma süresi (t r ): nispeten daha kısa süreli uygulamalar için tasarım parametresi
95 log Sürünme hızı Sabit sürünme hızı ile gerilme ve sıcaklık arasındaki ilişkiyi tarif eden amprik bağıntılar geliştirilmiştir. Sürünme hızı vs gerilme ilişkisi: K 1 ve n malzeme sabitleridir. Logaritmik ifade şekli ile eğimi n olan düz bir çizgi elde edilir. n log. s
96 gerilme (MPa) sürünme hızı Deformasyon hızı belirli bir sıcaklıkta (T) ve gerilmede ( ) sabittir. Deformasyon sertleşmesi toparlanma ile dengelenir. Gerilme üstü n Q c s K2 exp RT sürünme hızı gerilme Malzeme sabiti Sıcaklık Gerilme sürünme hızı 10 Sürünme aktivasyon Enerjisi (malzeme parametresi) 427 C 538 C 649 C Sürünme hızı (%/1000hr) s
97 Sürünme eğrisi Bu şekilde elde edilen en az 2 eğrinin eğimleri (dε/dt) ölçülerek malzeme sabitleri belirlenir. Sürünme deformasyonu, σ 3 =69MPa dε/dt σ 2 =62MPa dε/dt σ 1 =55MPa dε/dt Süre, t
98 Sürünme şekil değişimi problem Alüminyuma 180 C de farklı gerilme seviyelerinde uygulanan sürünme deneylerinde aşağıdaki sürünme hızları ölçülmüştür. 62 MPa /st 55 MPa /st 55 MPa gerilme için 62 MPa gerilme için / t= st / t= t st -1 süre (st) 59 MPa gerilmede sürünme hızını hesaplayın!
99 problem = K.62 n = K.55 n 2.64 = 62 n / 55 n ln2.64 = n.ln62 n.ln55 n=8.1 K= σ = 59 MPa için: t hr -1
100 problem 140 MPa gerilme seviyesinde 817 ve 927 C de ölçülen sürünme hızları sırası ile 6.6 x 10-4 /st ve 8.8 x10-2 /st C de 83 MPa gerilme altında sürünme hızı nedir? Gerilme üssü, n değeri 8.5. s K2 n exp RT yukarıda verilen değerlerle 2 bilinmeyenli (K 2 ve Q c ) 2 denklem kurup K 2 ve Q c için çözüm ararız. Q c
101 problem ln (6.6x10-4 ) = ln K ln 140 ln (8.8x10-2 ) = ln K ln 140 Q c 8.31 x 1090 Q c 8.31 x 1200 K 2 = 57.5 /st Q c = J/mol s K 2 n exp Qc RT. = 57.5 (83) 8.5 exp x 1300 = 4.31 x 10-2 /st
102 problem 750 mm uzunluğunda S-590 alaşımlı bir numuneye 815 C de 80 MPa çekme gerilmesi uygulanıyor st sonra ne kadar uzar? İlk anlık sürünme uzaması=1.5mm 80 MPa gerilme altında ve 815 C de sürünme hızı: 5x10-6 /st 5000 st sonra 750 mm x 5x10-6 /st x 5000 st = mm İlk anlık uzama = 1.5 mm Toplam uzama = 18.75mm mm = mm
103 problem 10 mm çapında ve 500 mm uzunluğunda S-590 alaşımlı silindirik numuneye 730 C de çekme gerilmesi uygulanıyor st sonra toplam uzamanın 145 mm olması için çekme yükü ne olmalıdır? İlk anlık sürünme uzamasını 8.6mm alın. Toplam uzama=145mm; anlık uzama 8.6mm olduğuna göre, Kararlı sürünme bölgesindeki uzama= 136.4mm; Şekil değişimi=136.4/500 = 0.27 Sürünme hızı= 0.27/2000 = /st = 1.35x10-4 /st 730 C de bu sürünme hızını veren gerilme: 190 MPa N
104 Kopma süresi İkincil sürünme viskoz karakterlidir. Minimum sürünme hızı (V 0 ) bu aşamada eğrinin eğiminden hesaplanır: Δε/Δt. ikincil sürünme evresi sıcaklığa çok hassastır. Üçüncül sürünme artan hızla gerçekleşir. Kopma süresi ile gerilme arasındaki ilişki: t r a n t r : kopma süresi a, n: malzeme sabitleri
105 problem S-590 alaşımlı parçaya 650 C de 300 MPa çekme gerilmesi uygulanırsa kopma süresi ne olur? Bu şartlarda kopma süresi: 400 saat
106 Genel sürünme davranışı Bir sürünme deneyinden elde edilen en önemli bilgi, ikincil sürünme bölgesinde sabit eğim değeridir. Bu değer en düşük, kararlı-değişmez sürünme hızıdır. Uzun süreli uygulamalar için mühendislik tasarım parametresidir. Örneğin nükleer santraller için malzeme, birkaç on yıl için tasarım yapılarak seçilir. Oysa servis süreleri daha kısa olan savaş uçaklarının jet motorları türbin kanatları için tasarım parametresi kopmaya kadar geçen toplam süredir. Bu parametrenin belirlenmesi için sürünme testlerinin kopmaya kadar sürdürülmesi gerekir.
107 Gerilme ve sıcaklık etkileri Hem sıcaklık hem de gerilme seviyesi sürünme karakteristiklerini etkiler. 0.4T m nin epey altındaki sıcaklıklarda ve ilk deformasyondan sonra şekil değişimi esasen zamandan bağımsızdır. Artan gerilme veya artan sıcaklıkla: deformasyon artar sürünme hızı artar toplam kopma süresi kısalır.
108 Sürünme deformasyonu Gerilme ve sıcaklık etkileri sıcaklık ve uygulanan gerilme etkilerinin ölçülmesi için sabit sıcaklıkta farklı gerilmeler uygulanarak deformasyonlar ölçülür. Bu farklı sıcaklıklar için tekrarlanarak sıcaklık ve gerilme etkisi tanımlanır. T 4 / σ 4 T 3 / σ 3 T 1 <T 2 <T 3 <T 4 T 2 / σ 2 σ 1 <σ 2 <σ 3 <σ 4 T 1 / σ 1 T<0.4T m süre
109 Sıcaklık etkisi Atomların hareketliliği yüksek sıcaklıklarda artar ve daha düşük enerji konumlarına geçerler. Dislokasyonların hareketliliği de artar ve tırmanma mekanizması ile önlerine çıkan engelleri aşarlar. Boşluk konsantrasyonu da sıcaklıkla artar. Difüzyon hızlanır. Bu sayede yeniden kristalleşme gerçekleşir. Yeni oluşan taneler gerilme altında birbirleri üstünde yer değiştirirler. Bu tane sınırı kayması tane sınırlarında çatlakların oluşmasına neden olur.
110 Sıcaklık etkisi Düşük sıcaklıklarda (T< T m /4) sürünme hızı azalır. Çünkü, deformasyon sertleşmesi artarken toparlanma etkisini kaybeder. Düşük sıcaklıklardaki sürünmeye logaritmik sürünme denir. ε = α ln t ε : şekil değişimi α : sabit t : süre
111 Tane boyutu etkisi Sürünme davranışını en çok etkileyen faktör tane boyutudur. tane boyutu: taneler ne kadar küçük ise, malzeme o kadar dayanıklıdır. Ancak ekikohezif sıcaklığın (T e > T m/2 ) üstünde bu etki tersine döner. İri taneli yapılar ince tanelilerden daha yüksek sürünme direnci gösterirler.
112 Alaşım bileşimi etkisi bileşim: saf metaller alaşımlarından daha yumuşaktır. ikinci fazlar dislokasyon hareketine engel olur. Bu nedenle saf metallerde sürünme daha fazladır. Çeliğin sürünme direnci çözeltide kalan Ni, Co ve Mn gibi ve karbür yapıcı Cr, Mo, W ve V gibi elementlerle artar.
113 Deformasyon etkisi Çeliklerde deformasyon sertleşmesi sürünme direncini arttırır. Kırılmanın taneler arasından tane içine dönüştüğü ekikohezif sıcaklığın altında deformasyon sertleşmesi sürünme direncini arttırır ve belirgin bir sürünme deformasyonu görülmez. Dolayısı ile ikincil sürünme bölgesi yataydır. Ekikohezif sıcaklığın üstünde plastik akma hızı deformasyon sertleşmesi hızını geçer ve sürünme düşük gerilmeler altında bile devam eder.
114 Isıl işlem etkisi Çeliklerin sürünme direnci ısıl işlemle etkilenir. Yapı ısıl işlemle değiştiği için sürünme davranışı da etkilenir.
115 Data ekstrapolasyon yöntemleri Mühendislik tasarımlarına faydalı olacak sürünme davranış bilgilerini laboratuar deneylerinden elde etmek güçtür. Bu durum özellikle uzun süreli, yıllar sürebilecek servis şartları için geçerlidir. Bu sorun sürünme ve sürünme kopma testlerinin denk gerilme seviyelerinde fakat gerekli olandan daha yüksek sıcaklıklarda yapılması ile aşılabilir. Bu şekilde (ağırlaştırılmış ve hızlandırılmış) testlerin makul sürelerde tamamlanması mümkün olabilir.
116 Data ekstrapolasyon yöntemleri Bu uygulamada deney sonuçlarının çalışma şartlarına ekstrapolasyon yöntemi ile değerlendirilmesi gerekir: Popüler bir pratik Larson-Miller parametresinin (L) uygulanmasıdır. L = T (C + log t r ) = T (20 + log t r ) C: sabit değer; 20 T: sıcaklık (K) ve t r : kopma süresi (st)
117 problem S-590 alaşımı için yandaki şekilde yer alan Larson-Miller bilgilerini kullanarak, 800 C de 140 MPa gerilme altında kopma süresini hesaplayın. 140 MPa gerilme değerinde Larson-Miller parametresi, L: 24x x10 3 = T (20 + log t r ) = ( ) (20 + log t r ) = 20 + log t r t r için çözersek, t r = 233 saat ( 10 gün)
118 problem 650 C de yükleme altındaki 18-8 paslanmaz çeliği için kopma süresinin 1 yıl olacağı gerilme seviyesi nedir? 1 yıl = 365 x 24 = 8760 = 8.76 x10 3 st Önce bu süre için Larson-Miller parametresini belirlemek gerekir. T (20 + log t r ) = ( ) (20 + log 8.76 x 10 3 ) = 22.1 x10 3 Grafikten gerilme seviyesi : 200 MPa
119 Yüksek sıcaklık alaşımları Metallerin sürünme davranışını etkileyen faktörler: Ergime noktası Elastik modül Tane boyutu Ergime noktası Elastik modülü Tane boyutu sürünme direnci
120 Yüksek sıcaklık alaşımları Sürünme direnci yüksek malzemeler arasında süperalaşımları, paslanmaz çelikleri ve refrakter metalleri sayabiliriz. Taneler küçük olduğunda tane sınırı kayması artar ve sürünme hızı da artar. Tane çapının bu etkisi düşük sıcaklıklardaki etkisinden tamamen farklıdır: tane boyutu küçüldükçe mukavemet ve tokluk artar. sürünme şartları için özel üretim teknikleri geliştirilmiştir: çok uzun taneler üreten yönlenmiş katılaştırma veya tek kristal üretimi

121 Yüksek sıcaklık alaşımları Geleneksel döküm yöntemi ile üretilmiş Çok kristalli süper alaşım yönlendirilmiş kolonsal tane yapısı ile Yüksek sıcaklık sürünme davranışı arttırılmış çok kristalli süper alaşım tek kristal yapılı süper alaşım; sürünmeye en dayanıklı
122 Sürünme mekanizmaları Farklı malzemelerde, farklı yükleme ve farklı sıcaklık koşullarında farklı mekanizmalar vardır. Bu mekanizmalar: Gerilme destekli boşluk difüzyonu Tane sınırı difüzyonu Tane sınırı kayması Dislokasyon hareketi-tırmanması
123 Sürünme mekanizmaları mekanizmaların n ve Qc değerleri farklıdır. Sürünme mekanizmasının belirlenmesi için deneysel olarak elde edilen n değeri ile farklı mekanizmaların n değerinin karşılaştırılabilir. Benzer şekilde sürünme aktivasyon enerjisi (Q c ) ile difüzyon için aktivasyon enerjisi karşılaştırılması da faydalı olabilir. Bu haritalar farklı mekanizmaların işlediği gerilme-sıcaklık bölgelerini gösterir.
124 sürünme mekanizmaları Gerilme üstü n Q c Sürünme aktivasyon s K2 exp RT Enerjisi (malzeme sürünme hızı gerilme parametresi) Malzeme sabiti Saf metaller: Düşük gerilmelerde n 1 Yüksek gerilmelerde n 4 Artan gerilme ile n artar! n 4: difüzyon ve dislokasyon hareketleri dominant! gerilme (MPa) 427 C 538 C 649 C Sürünme hızı (%/1000hr) s

125 deformasyon mekanizma haritaları Sürünme sonuçlarının gerilme sıcaklık diyagramları şeklinde sunumları deformasyon mekanizma haritaları da denir. 0.1mm tane çapında saf nikel için gerilme-sıcaklık haritası
126 Difüzyon sürünmesi Dislokasyon hareketliliği gerektirmeyen, difüzyona bağlı mekanizmalar: Kitle difüzyonu (Nabarro-Herring sürünmesi) Tane çapı arttıkça sürünme hızı düşer. Tane sınırı difüzyonu (Coble sürünmesi) Nabarro Herring mekanizmasından daha kuvvetli tane boyut bağımlılığı

127 Nabarro-Herring sürünmesi Yüksek sıcaklık ve düşük gerilmelerde meydana gelir. Boşluk difüzyonu sürünme hızını kontrol eder. Difüzyon tanelerin içinde gerçekleşir. Sürünme hızı 1/tane boyutu ile orantılıdır. tane boyutu arttırılarak sürünme hızı düşürülebilir.

128 Nabarro-Herring sürünmesi Polikristal-çok kristalli- malzeme Yük uygulandığında farklı taneler farklı gerilmeler tecrübe ederler. Atom boşlukları çekme gerilmesi altındaki tane sınırlarından atomlar ise basma gerilmesi altındaki tane sınırlarından uzaklaşmak isterler. Bu süreçte taneler arasında malzeme bütünlüğünü korumak üzere kayma (tane sınırı kayması) yaşanır.

129 Nabarro-Herring sürünmesi Stress axis
130 coble sürünmesi Difüzyon tane sınırlarında gerçekleşir. düşük aktivasyon enerjisine sahiptir. Bu nedenle düşük gerilme seviyelerinde ve düşük sıcaklıklarda daha yaygındır. Sürünme hızı tane boyutu arttırılarak düşürülebilir. İri taneli yapılarda daha az tane sınırı bulunduğu için!

131 coble sürünmesi coble Nabarro-Herring
132 Dislokasyon sürünmesi Dislokasyon hareketlerince kontrol edilir. Uygulanan gerilmeye ve sıcaklığa bağlıdır. Bu mekanizmada dislokasyonlar ve atom boşlukları bir arada hareket ederler. Sürünme hızı dislokasyonların çökelti, tane sınırı gibi engelleri aşma kabiliyeti ile ilgilidir. Bu olaylar yüksek sıcaklıklarda olur (T>0.4T m ) Bu sayede plastik deformasyon artarak devam eder.
133 Dislokasyon sürünmesi Yüksek sıcaklıklarda atom boşluklarının difüzyon hızı artar ve dislokasyonlar kolayca kayar ve tırmanırlar. dislokasyon boşluklar Tırmanma kayma Çökeltiengelleyici Tane sınırı Dislokasyon

134 . Dislokasyon sürünmesi Harper-Dorn sürünme mekanizması olarak da bilinir. Dislokasyonların ve atom boşluklarının birlikte hareketi şeklinde gerçekleşir. Dislokasyon boşluk
135 Sürünme mekanizmaları
136 Tane sınırı kayması Düşük sıcaklıklarda tane sınırları tane içlerine göre daha yumuşaktırlar. Sıcaklık arttıkça, tane sınırları kayma ile deformasyon sürecine katkı yaparlar. Düşük sıcaklıklarda ise, dislokasyonları engelleyerek akma dayanımını arttırırlar. tane sınırları yüksek sıcaklıklarda kayma ve boşluk oluşturma faaliyetleri ile sürünme olayında önemli bir rol oynarlar. Yüksek sıcaklıklarda sünek metaller sertleşme kabiliyetlerini kaybederler ve tane sınırı kaymasına imkan tanıyacak şekilde viskoz hale geçerler.
137 Tane sınırı kayması NH ve Coble sürünme mekanizmaları ile birlikte gerçekleşir. Tane sınırı kayması, süperplastik şekil vermede malzemenin tane boyutunda herhangi bir değişiklik olmaksızın uzamasını mümkün kılan mekanizmadır. Difüzyon destekli plastik akma sırasında boşluklar oluşur. Malzemenin dağılmasını önlemek, bir arada tutmak için, tane sınırı kayması olur.
138 Tane sınırı kayması Tane sınırı kayması artan sıcaklıkla ve düşen deformasyon hızı ile artar. İnce taneli malzemelerde çok sayıda tane ve bol miktarda tane sınırı olduğu için bu mekanizmanın rolü artar. O nedenle yüksek sıcaklık uygulamalarında büyük taneli malzeme kullanmak gerekir.
139 Tane sınırı kayması Jet motorlarının türbin kanatçıklarında Ni esaslı süper alaşımlarının tek kristalli olarak kullanılmasının nedeni budur. İri taneli yapı ile tane sınırı kayması mekanizması sınırlanır tek kristalli yapılarda tamamen etkisiz hale getirilir.
140 Sürünme mukavemeti Bir malzemenin belirli bir süre için aşırı deformasyona uğramadan dayanabileceği en yüksek gerilmedir. örnek : bir türbin kanatçığı için sürünme mukavemeti 800 C de st çalışmada sadece %0.2 sürünme deformasyonu yaratan gerilme. Sürünme mukavemeti, belirli bir sıcaklıkta sabit bir sürünme hızı, mesela ile 10-8 /st, veren gerilme veya belirli bir sürede, mesela 10 5 saatte %1 sürünme deformasyonu veren gerilme olarak da tarif edilebilir.
141 Sürünme sınırı/sürünme ömrü Sürünme sınırı: bir malzemenin belirli bir süre için aşırı deformasyona uğramadan dayanabileceği en yüksek gerilmedir. sürünme ömrü: belli statik bir yük altında kırılmaya kadar geçen süre
142 Sürünme türleri Sıcaklığa bağlı olarak; Logaritmik sürünme Düşük sıcaklıklarda sürünme hızı zamanla azalır ve logaritmik sürünme eğrisi elde edilir. Toparlanma sürünmesi Yüksek sıcaklıklarda deformasyon sertleşmesinin etkisi zayıflar ve mekanik toparlanma olasılığı belirir. Sonuçta, sürünme hızı azalmaz ve toparlanma sürünme eğrisi elde edilir. Difüzyon sürünmesi Çok yüksek sıcaklıklarda sürünme esasen difüzyon tarafından etkilenir ve uygulanan gerilmenin etkisi azalır. Bu sürünme difüzyon sürünmesi veya plastik sürünme olarak bilinir.
143 Sürünme ve gerilme kopma testi sürünme Gerilme kopma Sabit yük Düşük yükler Hassas şekil değişimi Ölçümü ( f<%0.5) Uzun süreli ( st) Pahalı ekipman Belli gerilmede ve sıcaklıkta en düşük şekil değişimi hızı belirlenmesi için. Şekil değişimi yüksek yükler kaba şekil değişimi Ölçümü ( f %50 ye kadar) kısa süreli (<1000 st) ucuz ekipman Belli gerilmede ve sıcaklıkta kopmaya kadar geçen sürenin belirlenmesi için
144 Sürünme kontrolü Sürünmeyi önlemek için, tane sınırlarının etkisini azaltmalı. tek kristal malzeme veya iri taneli malzeme boşlukları azaltmak için katı eriyik atomları ilave edilmeli. yüksek ergime noktasına sahip malzemeler kullanılmalı. malzeme seçiminde çalışma şartlarını ve ömür beklentisine göre muayene aralıkları göz önünde bulundurularak sürünme deney sonuçları ve kaynakları incelenip araştırılmalı.
145 Gerilme gevşemesi Sabit bir şekil değişimine maruz kalan bir parçada gerilmenin zamanla azalmasına gerilme gevşemesi denir. Diğer bir ifade ile uzamasına izin verilmeyen parçalarda gerilmenin azalması olayıdır. gerilme örnek süre Rijid parçaları bir arada tutan civatalarda uzun sürelerden sonra gerilme düşer.
146 özet sabit bir gerilme uygulanan metallerin 0.4 Tm üstündeki sıcaklıklarda zamana bağlı deformasyona uğraması olayına sürünme denir. Tipik bir sürünme eğrisi 3 bölgeye sahiptir. Sürünme eğrilerinden mühendislik uygulamaları için elde edilen önemli bilgiler kararlı sürünme (2.) bölgesindeki eğim; sürünme hızı ve kopma süresidir. Gerilme ve sıcaklık arttıkça, İlk anlık deformasyon miktarı artar. Kararlı bölge sürünme hızı artar. Kopma süresi azalır.
147 özet Sürünme şartlarında parça ömrünü tahmin etmek için Larson Miller parametresinden yararlanılır. Yüksek sıcaklık uygulamaları için alaşım seçimi: Sürünme direnci yüksek alaşımların elastik modülleri ve ergime sıcaklıkları yüksektir. Bu alaşımlar arasında Ni ve Co esaslı süperalaşımları, paslanmaz çelikleri ve refrakter metalleri sayabiliriz. Alaşımların sürünme dirençlerini geliştirmek için çeşitli üretim pratikleri de vardır.
SÜRÜNME DENEYİ MÜHENDİSLİK MEKANİĞİ DENEYLERİ ALİ AYDIN CAN
 SÜRÜNME DENEYİ MÜHENDİSLİK MEKANİĞİ DENEYLERİ ALİ AYDIN CAN Sürünme Nedir? Bazı malzemeler yüksek sıcaklıklarda ve statik mekanik gerilmelerin altında çalışır. Malzemeler ağır çalışma koşullarında belirli
SÜRÜNME DENEYİ MÜHENDİSLİK MEKANİĞİ DENEYLERİ ALİ AYDIN CAN Sürünme Nedir? Bazı malzemeler yüksek sıcaklıklarda ve statik mekanik gerilmelerin altında çalışır. Malzemeler ağır çalışma koşullarında belirli
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 6 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Metallerin Kırılması, Yorulması ve Sürünmesi Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve
BMM 205 Malzeme Biliminin Temelleri Metallerin Kırılması, Yorulması ve Sürünmesi Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
Makine Elemanları I. Yorulma Analizi. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MALZEME SEÇİMİ ve PRENSİPLERİ
 MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 10 YORULMA TESTİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 10 YORULMA TESTİ BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK-402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 10 YORULMA TESTİ BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK-402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
METALİK MALZEMELERİN ÇEKME DENEYİ
 METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
ELASTİK PLASTİK. İstanbul Üniversitesi
 ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
ÇEKME DENEYİ 1. DENEYİN AMACI
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
ÇÖKELME SERTLEŞMESİ (YAŞLANMA) DENEYİ
 DENEYİ") 1. DENEYİN AMACI: Alüminyum alaşımlarında çökelme sertleşmesinin (yaşlanma) mekanik özelliklere etkisinin incelenmesi ve sertleşme mekanizmasının öğrenilmesi. 2. TEORİK BİLGİ Çökelme sertleşmesi terimi,
1. DENEYİN AMACI: Alüminyum alaşımlarında çökelme sertleşmesinin (yaşlanma) mekanik özelliklere etkisinin incelenmesi ve sertleşme mekanizmasının öğrenilmesi. 2. TEORİK BİLGİ Çökelme sertleşmesi terimi,
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
25.03.2010. Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) σ = sabit. = sabit
 Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) σ = sabit. = sabit") Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) 25.03.2010 Prof.Dr.Ayşegül AKDOĞAN EKER 1 Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) Sürünme: Sünme: Sürekli uzama (Creep)
Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) 25.03.2010 Prof.Dr.Ayşegül AKDOĞAN EKER 1 Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) Sürünme: Sünme: Sürekli uzama (Creep)
ÇEKME DENEYİ. Şekil. a) Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler
 Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler") ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
Bölüm 6. Tahribatlı Malzeme Muayenesi
 Bölüm 6 Tahribatlı Malzeme Muayenesi Çekme Deneyi Çekme makinası Çekme numunesi (örneği) Gerilme-birim uzama eğrisi Hooke yasası σ = E ε 2 3 l o A o A k l k Kopma uzaması (%) Kopma büzülmesi (%) % KU
Bölüm 6 Tahribatlı Malzeme Muayenesi Çekme Deneyi Çekme makinası Çekme numunesi (örneği) Gerilme-birim uzama eğrisi Hooke yasası σ = E ε 2 3 l o A o A k l k Kopma uzaması (%) Kopma büzülmesi (%) % KU
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS)
") BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Malzemenin Mekanik Özellikleri
 Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Standart Çekme Testi
 Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Statik ve Dinamik Yüklemelerde Hasar Oluşumu
 Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
MECHANICS OF MATERIALS
 T E CHAPTER 2 Eksenel MECHANICS OF MATERIALS Ferdinand P. Beer E. Russell Johnston, Jr. John T. DeWolf Yükleme Fatih Alibeyoğlu Eksenel Yükleme Bir önceki bölümde, uygulanan yükler neticesinde ortaya çıkan
T E CHAPTER 2 Eksenel MECHANICS OF MATERIALS Ferdinand P. Beer E. Russell Johnston, Jr. John T. DeWolf Yükleme Fatih Alibeyoğlu Eksenel Yükleme Bir önceki bölümde, uygulanan yükler neticesinde ortaya çıkan
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Malzemelerin Mekanik Özellikleri
 Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
MMU 420 FINAL PROJESİ. 2015/2016 Bahar Dönemi. Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi
 MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
FRACTURE ÜZERİNE. 1. Giriş
 FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ
 BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett
 Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MMU 402 FINAL PROJESİ. 2014/2015 Bahar Dönemi
 MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
Bölüm 4: Kusurlar. Kusurlar
 Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin