TEMPER DÖKME DEMİRLER Malleable Cast Iron
|
|
|
- Asli Işık
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TEMPER DÖKME DEMİRLER Malleable Cast Iron

2 Dökme demirin akıcılığının iyi olduğunu ve bu nedenle birçok makine parçasının döküm yolu ile elde edildiğini biliyoruz. Dökme demirin bileşimindeki karbonun fazla olması dökme demirin, normal sıcaklıkta veya yüksek sıcaklıkta bile kırılgan olmasına sebep olmaktadır. Dövülmeye elverişli olmaması, esnememesi ve çok kırılgan olması dökme demirin en sakıncalı yönleridir.

3 Dökme demirlerin özellikle gri dökme demirin bileşimindeki karbonun büyük bir kısmı, lamel (yaprakçık) grafit halindedir. Bu grafit yaprakçıkları doku içinde boş bir hacim oluşturur. Böylece darbe ve zorlamaların etkisiyle oluşan iç gerilmeler, kolayca bütün kütleye dağılmaktadır. Bu nedenle de dökme demir kırılgan olmaktadır. Ayrıca döküm parçalar, ölçüleri küçüldükçe ve kesitleri inceldikçe, dökümden sonra hızlı soğumadan dolayı sert, kırılgan olmakta ve makine işçilikleri zorlaşmaktadır. Bu şekildeki parçaların demirden dövülerek şekillendirilmesi veya çelik döküm yolu ile elde edilmesi çok masraflı olmakta, bazı hallerde yapımları bu yollarla bile mümkün olmamaktadır.

4 Uzun çalışmalardan sonra, her kalıba kolayca dökülebilen ve beyaz dökme demirden yapılan parçalara ısıl işlem uygulayarak Temper Dökme Demir elde edilmiştir. Isıl işlem yolu ile beyaz dökme demirin içindeki karbon, rozet gurupları haline getirilmektedir. Ayrıca, oksitleyici bir ortam yardımı ile yüzeydeki karbon da kısmen indirgenmektedir. Temper dökme demir, yapımında kullanılan gerecin beyaz dökme demir olması zorunludur

5
6 White Cast Iron Malleabilize To Increase Ductility Malleable Cast Iron Fe C (WCI) Graphite Temper Nodules (Malleable Iron) 48hrs 3 2 stage heat treatment
 48hrs 3 2 stage heat")


7 Beyaz dökme demirde karbon, perlit ve sementit (Fe3C) halindedir. Beyaz dökme demir, uygun sıcaklıklara kadar ısıtılarak yapısında bulunan sementit ve perlit parçalanır. Böylece serbest kalan karbon, çok yavaş soğuma hızı ile rozet gurubu haline geçer. Buna Temper Karbonu adı verilir

8 Stage I ( ) C (Ötektoid sıcaklığının üzeri) Sementitin tamamının Grafite dönüşümü A: (Ferrite + Pearlite + Martensite) ( + Cementite) B: /Cementite arayüzeyinde grafit çekirdeklenmesi (çekirdekleşme hızı artar C, Si) (Si içinde C çözünürlülüğünü azaltır Grafitin büyümesi için itici güç) C: Sementitin ayrışması C büyüyen grafit plakalarına katılır Sementit ve Grafit arasındaki mesafe mesafe zaman (sıvıdan daha hızlı soğuma elde edilir) Grafitleşme zamanı in Stage I İlave alaşım elementleri temper grafitlerinin çekirdeklenme hızını arttırır Si t
 Grafitleşme zamanı in Stage I İlave alaşım elementleri temper grafitlerinin çekirdeklenme")
9 Stage II ( ) C (Ötektoid sıcaklığının altında) I. Kademede grafitleşme tamamlandıktan sonra Daha fazla grafitleşme Slow cool to the lower temperature such that does not form Cementite C diffuses through to Graphite temper nodules (called Ferritizing Anneal) Full Anneal in Ferrite + Graphite two phase region Partial Anneal (Insufficient time in Stage II Graphitization) Ferrite is partial and the remaining transforms to Pearlite Pearlite + Ferrite + Graphite If quench after Stage I Martensite (+ Retained Austenite(RA)) (Graphite temper nodules are present in a matrix of Martensite and RA)
 Ferrite is partial and the remaining transforms to Pearlite Pearlite + Ferrite + Graphite If quench after Stage I")
10 Yapısında bir miktar grafit bulunan dökme demir, ısıl işlem uygulansa bile, temper dökme demir haline getirilemez. Çünkü grafitler şekil değiştirmez. Bu nedenle temper dökme demirin yapısında mutlaka beyaz dökme demir kullanılmalıdır. Temper dökme demir, iki ayrı metotla elde edilmektedir. Birincisi, Avrupa metodudur. Buna Beyaz Temper Dökme Demir denir. TSE ye göre rumuzu BTD dir. İkincisi, Amerikan metodudur. Adı Siyah Temper Dökme Demir dir (Şekil). Rumuzu STD dir. Her iki temper dökme demirin kimyasal bileşimleri pek farklı değildir. Fakat uygulanan temperleme işlemlerinin farklı olması, yapılarının ayrı ayrı oluşmasına sebep olur.
. Rumuzu STD dir. Her iki temper dökme demirin kimyasal bileşimleri pek farklı değildir.")
11 Kimyasal Bileşimi Seçilen kimyasal bileşim, katılaşma anında dokuda serbest grafit oluşumuna izin vermemelidir. Aksi halde oluşacak grafitlerin şekilleri tavlama ile değiştirilemez. Karbon miktarı mümkün olduğu kadar az olmalıdır. Karbon miktarı azaldıkça dekarbürizasyon kolaylaşır ve tavlama işlemi daha iyi netice verir. Temper dökme demirin bileşimindeki elementlerin % değerleri genellikle Tablo da görüldüğü gibidir. Elementi Adı % Miktarı Karbon (C) Silisyum (Si) Manganez (Mn) Fosfor (P) Kükürt (S)
 2.")
12 Bilindiği gibi silisyum, dökme demirlerin katılaşmasında grafitleşmeyi kolaylaştıran bir elementtir. Aynı zamanda tavlama sırasında sementitin ayrışmasını da çabuklaştırır. Bu nedenle, kimyasal bileşimdeki silisyum miktarı bu iki sakıncayı ortadan kaldıracak miktarda olmalıdır. Manganez, ısıl işlem anında sementitin parçalanmasına mani olur. Manganez miktarı genellikle % 0.40 civarında tutulmalıdır. Bileşimde fazla kükürt, karbürlerin parçalanmasını önleyerek tavlama zamanını arttırır. Bileşimde yüksek fosfor, kırılganlığın artmasına sebep olur. Genellikle fosfor miktarı % 0.20 nin altında tutulur. Daha iyi beyaz temper dökme demir elde etmek için, alaşıma % 0.03 kadar krom katılması önerilir. Ayrıca alaşıma katılan % oranındaki bakır, tavlama sırasında zamanı % azaltır ve temper dökme demirin fiziksel özelliklerini arttırır.

13 TEMPER DÖKME DEMİR ÜRETİMİ Önce beyaz dökme demir elde edilir. Daha sonra ısıl işlem yapılır. Temperleme fırınları kamaralı ve tünel şeklindedir. Isı tasarrufu bakımından tünel şeklinde yapılan fırınlar her zaman tercih edilir. Tünel şeklindeki fırınlar seri çalışır. Büyük işletmeler için en uygun fırın tipi budur


14 Temperleşecek döküm parçalar, dökme demir, çelik döküm, krom nikelli veya çelik sacdan yapılan kasalar içinde tav fırınlarına yerleştirilir. Kasalar içine konan döküm parçaların aynı kesitlerde olması gerekir. Tavlama sıcaklığı parçaların kesitlerine göre ayarlanır. Çelik dökümden yapılan kasalar 120, dökme demirden yapılan kasalar ise 20 defa kullanılabilir. Temperleşecek parçalar kasalara konulduktan sonra arabalar ile veya fırın tavanı açılarak fırına yerleştirilir.

15 Temper dökme demir oluşumunun esası katı-katı diffüzyonuna dayanır. Metastabil sementit, ısıl işlem sonucu grafite parçalanır. Sonuç ürün, ferritik-perlitik veya martensitik matrix içersindeki temper grafitlerinden oluşur. Uygulanan sıcaklık ve tutma sürelerine göre 2 çeşit temper grafitli dökme demir vardır.

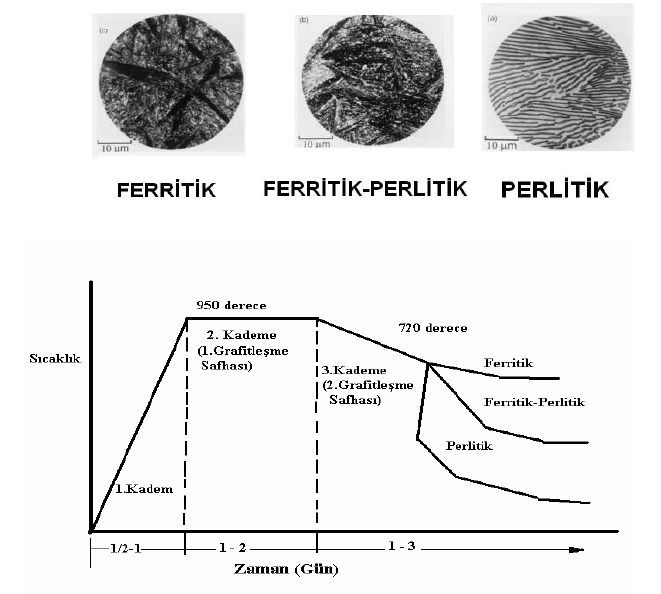
16 Siyah Temper Dökme Demir (DDTS) Beyaz dökme demir, nötr bir ortamda tavlandığında siyah temper dökme demire dönüşür. Tavlanacak döküm parçalar, kuru silis kumu ile beraber kasalara yerleştirilir. Parçaların kasalara yerleştirilmeleri düzenli yapılmalıdır. Kasanın hava alabilecek olan yerleri çamur haline getirilmiş şamut ile dikkatlice kapatılır, sonra kasalar fırına yerleştirilir. Temperleme işleminde zaman, döküm parçaların kesit kalınlığına ve uygulama metoduna göre 2 6 gün arasında değişir. Isıl işlemin yöntemine göre ferritik veya perlitik yapı gösterir. Şekildeki diyagramda temper ısıl işlem kademelerini inceleyelim.

17

18 Birinci Aşama-ISITMA Temperleme Isıl işleminde sağlanacak başarı, bu kademelere bağlıdır. Bu işlem sırasında grafit çekirdekleri oluşur. İyi bir temper döküm işlemi için yeteri kadar grafit kümelerinin (çekirdeklerinin) oluşması gerekir. Bu işlemde tavlama saat sürer. Sıcaklık 720 C- 760 C ye gelince, dokudaki perlit yavaş yavaş austenite dönüşür. Sıcaklık arttıkça austenit içinde eriyen karbon miktarı artar. Sıcaklık 950 C ye gelince yapı, karbona doymuş austenit, çözülmemiş sementit ve grafit çekirdeklerinden oluşur. Grafit kümelerinin oluşmasını etkileyen faktörler aşağıdaki gibidir(1.kademe).

19 Hızlı ısıtma grafit kümelerini azaltır. İnce kesitlerde fazla grafit kümeleri oluşur. İyi ayarlanmış bir kimyasal bileşim grafit kümelerini arttırır. Ergitmenin oksitleyici ortamda yapılması, grafit kümelerinin oluşumunu engeller. Ergimiş metale potada katılan % brom veya % alüminyum, grafit kümelerini arttırır.

20 İkinci Aşama-BEKLETME Bu kademede parçalar 950 C sıcaklıkta 1-2 gün tutulur. Birinci grafitleşme olayı "Çözülme ve çökelme" yolu ile oluşur. Sonrada karbon grafit kümeciklerine doğru yayılır ve orada grafit halinde çökelir. Böylece oluşan bu karbon "TEMPER KARBONU" dur. Temper karbonunun büyümesi, austenit içindeki karbonun çökelmesinin sona ermesine kadar devam eder

21 Üçüncü Aşama-SOĞUTMA Parçalar önce fırında sonra da havada yavaş yavaş soğutulur. Zaman 1 3 gün arasında değişir. İkinci grafitleşme olayı bu sırada oluşur. Parçalar 790 C ile 720 C arasında yavaş yavaş soğutulur. Soğutma hızının austenitin ferritte dönüşmesini ve karbonun grafit halinde çökelmesini sağlayacak şekilde yavaş olması gerekir. Hızlı soğutma perlit yapıyı oluşturur. Soğuma hızı 50C/saat arasında değişir. Yavaş soğutmaya 650 C ye kadar devam edilir. Bundan sonra parçalar açık havada soğutmaya bırakılır
22 Siyah Temper Dökme Demirin Özellikleri Siyah temper dökme demirin makine işçiliği iyidir. Korozyona dayanımı çinko, kadmiyum, alüminyum ve kurşun ile kaplanarak arttırılır. Aşınma direnci iyidir. Gri dökme demire göre daha az olmakla beraber, oldukça iyi titreşim söndürme özelliği vardır. Siyah temper dökme demirlere kaynak yapılamaz. Çünkü kaynak yerleri çok gevrek olur ve kırılır. Tablo 1.1 de siyah temper dökme demirin rumuzları ve mekaniksel özellikleri verilmiştir.
23 Temper dökme demirin gösterilişi STD 35 STD 45 STD 65 STD 70 Deney örneğinin çapı (mm) Çekme dayanımı (Kg/mm 2 ) (min) Kopma uzaması (Lo=3d) % (min) Brinell sertlik değeri (Kg/mm 2 ) 150 ye kadar Yüksek işlenebilme özelliğinden dolayı siyah temper dökme demir otomobil sanayinde, boru ve fitinglerde, elektrik yalıtkanlarının tepe kaplarında ve değişik mühendislik malzemelerinde başta olmak üzere geniş kullanım alanı vardır.
24 Beyaz Temper Dökme Demir (DDTB) Beyaz temper dökme demir siyah temper dökme demire nazaran yüksek karbon ve düşük silis ihtiva eder. Oksitleyici bir ortamda ve karbonun indirgenmesi ile C arasında, tavlanacak malzemeler hematit filizine ( Fe 2 O 3 ) veya tufal (Fe 2 O) e gömülü halde tav fırınlarında tavlanır. Et kalınlığına bağlı olarak, 3 6 gün arası tavlanan bu malzemelerinde, yüzeydeki karbonsuz bölgeden iç taraflardaki rozet grafit topaklarına kadar değişik mikro yapı özellikleri gösteren ve karbonun kompozisyonunda belirgin değişimler oluşan yapıda, mangan ve sülfür elementlerinin etkileri oldukça belirleyicidir.
25 Sülfür miktarının % 0.3 e kadar artabileceği ve mangan tarafından nötrleştirilmeyen sülfürün kalın kesitlerde perlitik yapıya yol açtığı gözlenmektedir. Bu durum işlenebilme özelliğini olumsuz yönde etkiler. İnce kesitlerde tamamen dekarbürize olan malzeme, ferritik bir yapıya sahiptir. Düşük sülfür miktarlarında, manganla nötralize (etkisizleştirilmiş) olan sülfür, ferritik veya ferritik- perlitik karışımlı bir yapıya yol açar.
26 Dekarbürizasyon Siyah temper döküm için uygulanan yumuşatma işlemleri, beyaz temper dökme demir için de aynen uygulanır. Yüksek sıcaklıkta hematit filizinin serbest kalan oksijeni (O 2 ) döküm parçanın karbonunu oksitleyerek redükler. Böylece döküm parçaların dış yüzeylerinden başlayarak, merkezine doğru karbon azalması görülür. Yapı esas biçimini kaybeder. Dış yüzeylerde karbonun tamamen yanması nedeniyle yapı ferritik olur. Bu kısımlarda temper karbonu kalmamıştır. İç kısımlara doğru karbon temper karbonu halinde ferit-perlit yapısı içinde dağılır.
27 Dekarbürleşme, önce hematit filizinin oksijeni ile döküm parçaların karbonunun, 1) C + O 2 şeklinde dış yüzeylerde yakılması ile başlar. Yüksek sıcaklıkta yapıdaki atomlar arasındaki bağ kuvvetinin zayıflaması sonunda 1 numaralı reaksiyon sonucu oluşan karbondioksit (CO 2 ) gazı, yapı içinde yayılır ve demir karbürün (Fe 3 C) karbonu,
28 1) C + O 2 2) Fe 3 C + CO 2 = 3Fe + 2CO şeklinde okside eder. Bu sırada ısının etkisiyle, karbürlerin parçalanması sonucu açığa çıkan temper karbonu, yapıya etki etmiş olan karbondioksit (CO 2 ) ile 3) C + CO 2 = 2 CO şeklinde reaksiyona girer. Daha sonra 2 ve 3 numaralı reaksiyonlara göre oluşan karbon monoksit (CO) gazı, temper filizinin demir oksitleri ile reaksiyon yapar.
29 4) Fe 2 O3 + CO = 2FeO + CO 2 5) FeO + CO = Fe + CO 2 4 ve 5 numaralı denklemlerin sonucunda çıkan karbon dioksit (CO 2 ) gazı, demir karbürün (Fe 3 C) karbonu ile temper karbonu tekrar 2 ve 3 numaralı denklemlerdeki gibi oksitler. Bütün bu reaksiyonlar, yumuşatma tavı süresince devam eder. Dekarbürleşme zamanı, döküm parçaların kesit kalınlıklarına göre değişir.
30 Yukarıda görüldüğü gibi dekarbürleşme, oksijen (O 2 ) karbondioksit (CO 2 ), karbonmonoksit (CO) ve döküm parçanın karbonu (C) arasında oluşan reaksiyonların sonucunda oluşmaktadır. O halde oksijen, karbondioksit ve karbonmonoksit gazlarının belirli oranlarda ve bu oranları muhafaza ederek verilmesi ile dekarbürleşme sağlanabilir. Gaz karışımı ile yapılan dekarbürleşmenin, hematit filizi ile yapılan dekarbürleşmeye göre; temizlik, işçilik tasarrufu, iyi kontrol, küçük çalışma alanı ve kısa tav zamanı gibi metalurjik ve ekonomik avantajları vardır.
31 Beyaz Temper Dökme Demirin Özellikleri Beyaz temper dökme demirden yapılan parçalara, güç de olsa kaynak yapılabilir. İnce kesitli parçalar lehimlenebilir. Makine işçiliği, siyah temper dökme demire göre daha iyidir. Aşınma direnci azdır. Tablo da beyaz temper dökme demirin rumuzları ve mekaniksel özellikleri verilmiştir.
32 Temper dökme demirin gösterilişi Deney örneğinin çapı (mm) Çekme dayanımı Kg/mm2 (min) Kopma uzaması L=3d % (min) Brinell Sertliği Kg/mm2 BTD BTD BTD BTD BTD BTD-K
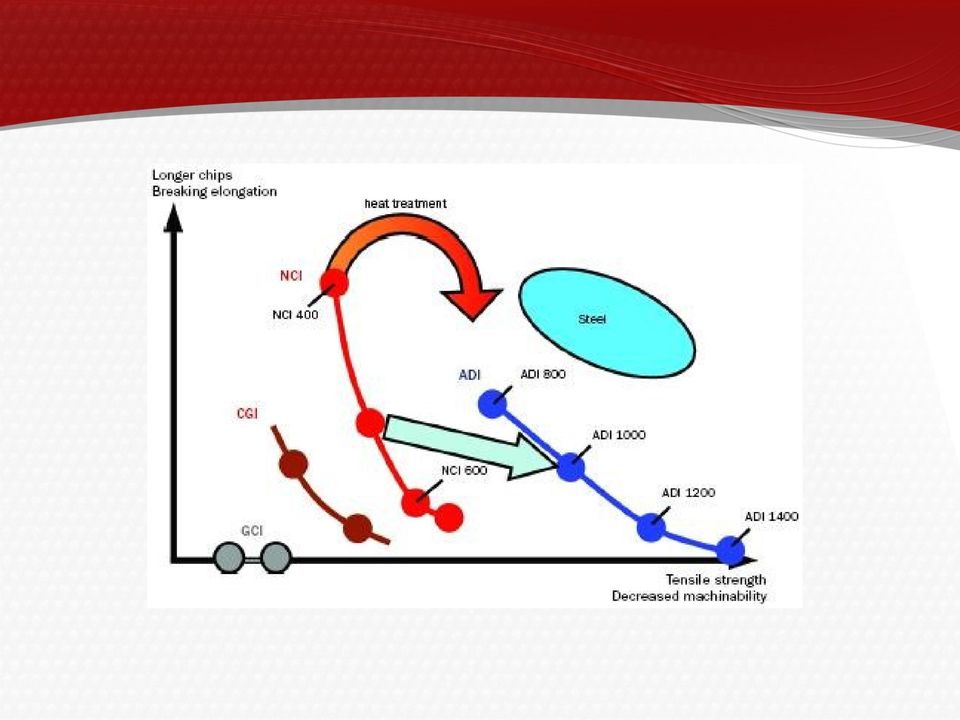
33 Temper Dökme Demirlerin Tercih Edilmesi Temper dökümler ve küresel grafitli dökme demirler genellikle aynı uygulama alanları için üretilirler. Aralarındaki seçimlerde özelliklerinden çok üretim maliyetleri veya üretilebilme imkanları önemli faktör olmakta ve ancak bazı özel durumlarda önem kazanmaktadırlar. - İnce et kalınlığındaki parçalarda, - Soğuk şekil verilecek veya dövülecek parçalarda, - Yüksek işlenebilme gerektiğinde, - Düşük sıcaklıklarda yüksek çarpma dayancı gerektiğinde, - Aşınma direncinin gerektiği bazı özel uygulamalarda (martensitik temper d.d. gibi) - Yüksek elastik modül gerektiren bazı özel uygulamarda (KGDD'lere nazaran % yüksek olduğu için)
34 TEMPER GRAFİTLİ DÖKME DEMiR (DDT) TİPİK KİMYASAL- BİLEŞİMLER (%) C Si Mn S P SERTLİK (BHN) FERRİTİK SİYAH T.D.D (DDTS) PERLİTİK İNCE KESİTLİ , BEYAZ TEMPE R DÖKME DEMİR YÜKSEK KÜKÜRTLÜ ÇOK YÜKSEK KÜKÜRTLÜ NORMAL KÜKÜRTLÜ İKİ KADEME GÖRMÜŞ DDTB ,06 187
35 TS 519 BEYAZ TEMPER DÖKME DEMİRLER TS 519 Çekme Dayanımı kgf/mm2 Akma Sınırı kgf/mm2 Kopma Uzaması % Sertlik HB Doku Özellikleri DDTB "Ferritik iç düzey+ temper karbon" DDTB Çekirdek dokusu "lamelli perlit+ temper karbon" DDTB Çekirdek dokusu "taneli perlit+ temper karbon" DDTB Çekirdek dokusu "ince taneli perlit+ temper karbon" DDTB "Karbonsuzlaştırma derinliği az ve ısı işlemi uygulanan bir yapı + temper karbon" DDTB-K "Karbonsuzlaştırma derinliği çokve kaynak yapıldıktan sonra ısı işlemi gerektirmeyen bir yapı + temper karbon" Deney Parçasının çapı 12 mm.'dir
36 TS 519 Çekme Dayanımı kgf/mm2 Akma Sınırı kgf/mm2 Kopma Uzaması % Sertlik HB Doku Özellikleri DDTS "Ferrit+ temper karbon" DDTS "Perlit(lemelliden taneliye kadar değişebilen)+ ferrit+ temper karbon" DDTS "Perlit(lemelliden taneliye kadar değişebilen)+ + temper karbon" Ferrit de bulnabilir. DDTS "Perlit(lemelliden taneliye kadar değişebilen)+ temper karbon" DDTS "Isı işlemi uygulanabilen bir yapı + temper karbon" Deney Parçasının çapı 12 mm.'dir TS 519 SİYAH TEMPER DÖKME DEMİRLER
37 Temper Dökme Demirin Kullanma Alanları Temper dökme demirin sektörlere göre kullanma alanları şunlardır: Tarım: Pulluk, traktör, tırmık, balya makineleri, pompa vb. parçalar Enerji: Motor ve jeneratör parçaları. Denizcilik: Zincir, çapa, sürgü, kanca vb. parçalar Takım Tezgahları : Torna, vargel, planya, freze, matkap tezgahları parçalar Ev Eşyası: Dikiş makinesi, buz dolabı, çamaşır makinesi, ütü, ve elektrik süpürgesi parçaları. Otomotiv Endüstrisi: Motor transmisyon elemanları, mil, direksiyon dişlileri, motor blokları vb. parçalar Boru ve Tesisat: Fittings, musluk ve valf, cıvata ve somun vb.
38 Temper Dökme Demir Perlitik Matriks Ferrit (Beyaz) Grafit (siyah) Perlit (gri) Kısmen temperlenmiş tamamlanmamış ferritleme tavı Ferritik Matriks Ferrit (beyaz) Grafit (siyah) 10 m Tam temperlenmiş tamamlanmış ferritleme tavı
39 Küresel Grafitli Dökme Demir Ferrit (Beyaz) Grafit (siyah) Manda Gözü Ferrit 5 m Perlit (gri)
40 FERRİTİK SİYAH TEMPER DÖKME DEMİR
41 PERLİTİK SİYAH TEMPER DÖKME DEMİR
42 BEYAZ TEMPER DÖKME DEMİR
43
Alasim Elementlerinin Celigin Yapisina Etkisi
 Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ
 DENEYİ") ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
MALZEMELERİN FİZİKSEL ÖZELLİKLERİ
 MALZEMELERİN FİZİKSEL ÖZELLİKLERİ (Ders Notu) Manyetik Özellikler Doç.Dr. Özkan ÖZDEMİR MANYETİK ÖZELLİK Giriş Bazı malzemelerde mevcut manyetik kutup çiftleri, elektriksel kutuplara benzer şekilde, çevredeki
MALZEMELERİN FİZİKSEL ÖZELLİKLERİ (Ders Notu) Manyetik Özellikler Doç.Dr. Özkan ÖZDEMİR MANYETİK ÖZELLİK Giriş Bazı malzemelerde mevcut manyetik kutup çiftleri, elektriksel kutuplara benzer şekilde, çevredeki
SICAK İŞ TAKIM ÇELİKLERİ
 SICAK İŞ TAKIM ÇELİKLERİ 1 YSS Sıcak iş takım çeliklerinin özellikleri Ilık dövme 56~58HRC Hassas sıcak dövme 47~56HRC HOT SICAK WORKING İŞ TAKIM TOOL ÇELİKLERİ STEEL Yüksek sıcaklık mukavemeti, Aşınma
SICAK İŞ TAKIM ÇELİKLERİ 1 YSS Sıcak iş takım çeliklerinin özellikleri Ilık dövme 56~58HRC Hassas sıcak dövme 47~56HRC HOT SICAK WORKING İŞ TAKIM TOOL ÇELİKLERİ STEEL Yüksek sıcaklık mukavemeti, Aşınma
Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.
 yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.") SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
ÖZEL LABORATUAR DENEY FÖYÜ
 Deneyin Adı:Evaporatif Soğutma Deneyi ÖZEL LABORATUAR DENEY FÖYÜ Deneyin Amacı:Evaporatif Soğutucunun Soğutma Kapasitesinin ve Verimin Hesaplanması 1.Genel Bilgiler Günümüzün iklimlendirme sistemleri soğutma
Deneyin Adı:Evaporatif Soğutma Deneyi ÖZEL LABORATUAR DENEY FÖYÜ Deneyin Amacı:Evaporatif Soğutucunun Soğutma Kapasitesinin ve Verimin Hesaplanması 1.Genel Bilgiler Günümüzün iklimlendirme sistemleri soğutma
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2004 (2) 1-6 TEKNOLOJİK ARAŞTIRMALAR Davetli Makale Karbon eşdeğerliği yüksek çeliklerin kaynağında ön tav sıcaklığının
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2004 (2) 1-6 TEKNOLOJİK ARAŞTIRMALAR Davetli Makale Karbon eşdeğerliği yüksek çeliklerin kaynağında ön tav sıcaklığının
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ
 i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI. Kolay astarlama. Yüksek enerji tasarrufu. Yüksek mekanik mukavemet
 BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI Kolay astarlama Yüksek
BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI Kolay astarlama Yüksek
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI
 II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
 1 SUDA SERTLİK ve CO2 TAYİNİ 1.SUDA SERTLİK TAYİNİ Suyun sertliği kavramı ile kalsiyum (Ca +2 ) ve magnezyum (Mg +2 ) iyonlarının toplamı anlaşılır ve 1 litre suyun içerdiği Ca ve Mg iyonlarının kalsiyum
1 SUDA SERTLİK ve CO2 TAYİNİ 1.SUDA SERTLİK TAYİNİ Suyun sertliği kavramı ile kalsiyum (Ca +2 ) ve magnezyum (Mg +2 ) iyonlarının toplamı anlaşılır ve 1 litre suyun içerdiği Ca ve Mg iyonlarının kalsiyum
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma
 SERAMİK MALZEMELER Seramikler Metal veya yarı metallerin metal olmayan elementlerle yaptığı bileşiklere Seramik denir. Kimyasal açıdan inorganik özellik taşırlar. Atomlar arası bağlar; iyonik, kovalent
SERAMİK MALZEMELER Seramikler Metal veya yarı metallerin metal olmayan elementlerle yaptığı bileşiklere Seramik denir. Kimyasal açıdan inorganik özellik taşırlar. Atomlar arası bağlar; iyonik, kovalent
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436
 01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
En İyi Uygulamalar ve Kullanım Kılavuzu
 En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
BÖLÜM-6 VAKUMLAMA (TAHLĠYE)
") BÖLÜM-6 VAKUMLAMA (TAHLĠYE) 6.1 TERĠMLER VE TANIMLAR Vakum: Atmosfer basıncının (14.7 psi) altındaki basınçlar, 0 ile 30 ıskalalı inç civa sütunu ile gösterilir. Vakumlama: Soğutma sisteminden hava ve
BÖLÜM-6 VAKUMLAMA (TAHLĠYE) 6.1 TERĠMLER VE TANIMLAR Vakum: Atmosfer basıncının (14.7 psi) altındaki basınçlar, 0 ile 30 ıskalalı inç civa sütunu ile gösterilir. Vakumlama: Soğutma sisteminden hava ve
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ
 5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
KIRILMA MEKANİĞİ Prof.Dr. İrfan AY MALZEME KUSURLARI
 MALZEME KUSURLARI Deformasyonda Birinci Özelliğe Sahip Hatalar: A. Noktasal Hatalar: Kafes düzeninin çok küçük bölgelerindeki (1-2 atom boyutu) bozukluğa verilen addır. Bunlar ; 1. Boşluklar : Kafeslerde
MALZEME KUSURLARI Deformasyonda Birinci Özelliğe Sahip Hatalar: A. Noktasal Hatalar: Kafes düzeninin çok küçük bölgelerindeki (1-2 atom boyutu) bozukluğa verilen addır. Bunlar ; 1. Boşluklar : Kafeslerde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER
 İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
Ferritik Martenzitik Ostenitik Ferritik-Ostenitik (dubleks) Çökeltme sertleşmesi uygulanabilen alaşımlar
 Çökeltme sertleşmesi uygulanabilen alaşımlar") Doğru malzeme seçimi ve kullanımı bir imalat sürecinde dikkat edilmesi en önemli hususların başında gelir. Yanlış malzeme kullanımı, imalat sürecini olumsuz etkileyebileceği gibi; maliyetlerin artmasına,
Doğru malzeme seçimi ve kullanımı bir imalat sürecinde dikkat edilmesi en önemli hususların başında gelir. Yanlış malzeme kullanımı, imalat sürecini olumsuz etkileyebileceği gibi; maliyetlerin artmasına,
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ
 METAL TEKNOLOJİSİ") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ OKSİ-GAZ İLE DÖKME DEMİR VE ALÜMİNYUM KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ OKSİ-GAZ İLE DÖKME DEMİR VE ALÜMİNYUM KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından
Kılavuz Çekmek. Üretim Yöntemleri 15
 Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
KÜRESEL GRAFİTLİ DÖKME DEMİRLER
 KÜRESEL GRAFİTLİ DÖKME DEMİRLER Sfero Demir/Küresel Grafitli Dökme Demir Ductile Iron/Nodular Iron Ferrit Graphite küreleri 10 m Ferritik Matrix (Ferrit + Perlit) Matrix Perlitik matrix Ductile Iron/Nodular
KÜRESEL GRAFİTLİ DÖKME DEMİRLER Sfero Demir/Küresel Grafitli Dökme Demir Ductile Iron/Nodular Iron Ferrit Graphite küreleri 10 m Ferritik Matrix (Ferrit + Perlit) Matrix Perlitik matrix Ductile Iron/Nodular
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR
 NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 2 Malzeme İnsanların ihtiyaçlarını karşılayan her şeye MALZEME denir. Teknik anlamda malzemenin tanımı ise Üretim yapmak için kullanılan taşınabilir her türlü araç ve gerece
TEKNOLOJİNİN BİLİMSEL İLKELERİ 2 Malzeme İnsanların ihtiyaçlarını karşılayan her şeye MALZEME denir. Teknik anlamda malzemenin tanımı ise Üretim yapmak için kullanılan taşınabilir her türlü araç ve gerece
Taşıyıcı Sistem Elemanları
 BETONARME BİNALARDA OLUŞAN YAPI HASAR BİÇİMLERİ Bu çalışmanın amacı betonarme binaların taşıyıcı sistemlerinde meydana gelen hasarlar ve bu hasarların nedenleri tanıtılacaktır. Yapılarda hasarın belirtisi
BETONARME BİNALARDA OLUŞAN YAPI HASAR BİÇİMLERİ Bu çalışmanın amacı betonarme binaların taşıyıcı sistemlerinde meydana gelen hasarlar ve bu hasarların nedenleri tanıtılacaktır. Yapılarda hasarın belirtisi
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 1. KARE VİDA AÇMA
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ. Đş Araçlarının Đnsana Uyumu. Tutma yeri konstrüksiyonlarında şu hususlara dikkat etmek gerekir
 ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ MAK4091 Ergonomi 1 Đş Araçlarının Đnsana Uyumu 1. El ile yönetilen iş aletleri 1.1 Kas kuvveti ile çalıştırılanlar 1.1.1 Tek bacaklılar: Bıçak, çekiç, tornavida v.b. 1.1.2
ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ MAK4091 Ergonomi 1 Đş Araçlarının Đnsana Uyumu 1. El ile yönetilen iş aletleri 1.1 Kas kuvveti ile çalıştırılanlar 1.1.1 Tek bacaklılar: Bıçak, çekiç, tornavida v.b. 1.1.2
fırça, rulo, cırcır vasıtasıyla elyafa yedirilir. Maliyeti en düşük
 Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
DENEY 2. Şekil 1. Çalışma bölümünün şematik olarak görünümü
 Deney-2 /5 DENEY 2 SĐLĐNDĐR ÜZERĐNE ETKĐ EDEN SÜRÜKLEME KUVVETĐNĐN BELĐRLENMESĐ AMAÇ Bu deneyin amacı, silindir üzerindeki statik basınç dağılımını, akışkan tarafından silindir üzerine uygulanan kuvveti
Deney-2 /5 DENEY 2 SĐLĐNDĐR ÜZERĐNE ETKĐ EDEN SÜRÜKLEME KUVVETĐNĐN BELĐRLENMESĐ AMAÇ Bu deneyin amacı, silindir üzerindeki statik basınç dağılımını, akışkan tarafından silindir üzerine uygulanan kuvveti
Lachenmeier Streç Kaplama Makinesi XL. Geniş formatlı ambalajlar için...
 Lachenmeier Streç Kaplama Makinesi XL Geniş formatlı ambalajlar için... Lachenmeier Streç Kaplama Makinesi Çatı kaplama panelleri Alçıpan kaplama İzolasyon çarşafları MDF levhalar Alçı levhalar Oluklu
Lachenmeier Streç Kaplama Makinesi XL Geniş formatlı ambalajlar için... Lachenmeier Streç Kaplama Makinesi Çatı kaplama panelleri Alçıpan kaplama İzolasyon çarşafları MDF levhalar Alçı levhalar Oluklu
Makine Elemanları I Prof. Dr. İrfan KAYMAZ. Temel bilgiler-flipped Classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Görünüşler - 1
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA
 MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
JET MOTORLARININ YARI-DĐNAMĐK BENZETĐŞĐMĐ ve UÇUŞ ŞARTLARINA UYGULANMASI
 makale JET MOTORLARININ YARI-DĐNAMĐK BENZETĐŞĐMĐ ve UÇUŞ ŞARTLARINA UYGULANMASI Bekir NARĐN *, Yalçın A. GÖĞÜŞ ** * Y.Müh., TÜBĐTAK-SAGE ** Prof. Dr., Orta Doğu Teknik Üniversitesi, Havacılık ve Uzay Mühendisliği
makale JET MOTORLARININ YARI-DĐNAMĐK BENZETĐŞĐMĐ ve UÇUŞ ŞARTLARINA UYGULANMASI Bekir NARĐN *, Yalçın A. GÖĞÜŞ ** * Y.Müh., TÜBĐTAK-SAGE ** Prof. Dr., Orta Doğu Teknik Üniversitesi, Havacılık ve Uzay Mühendisliği
ARAŞTIRMA RAPORU. Rapor No: 2012.03.08.XX.XX.XX. : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33 e-posta: gurbuz@metu.edu.tr
 ARAŞTIRMA RAPORU (Kod No: 2012.03.08.XX.XX.XX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33
ARAŞTIRMA RAPORU (Kod No: 2012.03.08.XX.XX.XX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ
 YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
Bu konuda cevap verilecek sorular?
 MANYETİK ALAN Bu konuda cevap verilecek sorular? 1. Manyetik alan nedir? 2. Maddeler manyetik özelliklerine göre nasıl sınıflandırılır? 3. Manyetik alanın varlığı nasıl anlaşılır? 4. Mıknatısın manyetik
MANYETİK ALAN Bu konuda cevap verilecek sorular? 1. Manyetik alan nedir? 2. Maddeler manyetik özelliklerine göre nasıl sınıflandırılır? 3. Manyetik alanın varlığı nasıl anlaşılır? 4. Mıknatısın manyetik
Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2007 KLERİ DERS NOTLARI
 TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Kimyasal İndirgenme Toz üretiminde ana kimyasal işlemleri metal oksit, karbonatlar, nitratlar veya halojenli (VIIA Grubu F, CI, Br
TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Kimyasal İndirgenme Toz üretiminde ana kimyasal işlemleri metal oksit, karbonatlar, nitratlar veya halojenli (VIIA Grubu F, CI, Br
ISININ YAYILMA YOLLARI
 ISININ YAYILMA YOLLARI ÇALIŞMA YAPRAĞI KONU ANLATIMI ISININ YAYILMA YOLLARI Bulunduğu ortama göre sıcaklığı fazla (yüksek) olan her madde çevresine ısı aktarır, yayar. Masa, insan, ateş, buz, su kendisinden
ISININ YAYILMA YOLLARI ÇALIŞMA YAPRAĞI KONU ANLATIMI ISININ YAYILMA YOLLARI Bulunduğu ortama göre sıcaklığı fazla (yüksek) olan her madde çevresine ısı aktarır, yayar. Masa, insan, ateş, buz, su kendisinden
75 ini
 75 ini Tesisatta s yal t m ile; Binan n daha az enerji kullanarak s tma veya so utma dolay s yla çevre kirlili inin azalt lmas, cihazlar n daha verimli çal mas sa lan r. Cihazlar n çal mas s ras nda
75 ini Tesisatta s yal t m ile; Binan n daha az enerji kullanarak s tma veya so utma dolay s yla çevre kirlili inin azalt lmas, cihazlar n daha verimli çal mas sa lan r. Cihazlar n çal mas s ras nda
T.C BURSA TEKNİK ÜNİVERSİTESİ. DOĞA BİLİMLERİ, MİMARLIK ve MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ SOĞUTMA DENEYİ FÖYÜ
 T.C BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK ve MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ SOĞUTMA DENEYİ FÖYÜ 2015-2016 Bahar Yarıyılı Prof.Dr. Yusuf Ali KARA Arş.Gör.Semih AKIN Makine
T.C BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK ve MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ SOĞUTMA DENEYİ FÖYÜ 2015-2016 Bahar Yarıyılı Prof.Dr. Yusuf Ali KARA Arş.Gör.Semih AKIN Makine
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
08.11.2014-10:30 Adı-Soyadı:... No:... NOT:...
 OREN435 TESİS PLNLM 014-015 GÜZ YRIYILI RSINVI CEVP NHTRI 1 08.11.014-10:30 dı-soyadı:... No:... NOT:... Sorular eşit puanlıdır. Yardımcı bellek kullanılabilir. Süre 70 fakikadır. 1. Endüstriyel üretim
OREN435 TESİS PLNLM 014-015 GÜZ YRIYILI RSINVI CEVP NHTRI 1 08.11.014-10:30 dı-soyadı:... No:... NOT:... Sorular eşit puanlıdır. Yardımcı bellek kullanılabilir. Süre 70 fakikadır. 1. Endüstriyel üretim
Konveyörler NP, NI Serisi
 NP, NI Serisi NP Serisi T-Max konveyörleri, üretim şartlarınıza uygun olarak, Avrupa da, optimum verimde çalışacak şekilde imal edilmiştir. Alüminyum konstrüksiyon kasası, yüksek sıcaklığa dayanıklı bant
NP, NI Serisi NP Serisi T-Max konveyörleri, üretim şartlarınıza uygun olarak, Avrupa da, optimum verimde çalışacak şekilde imal edilmiştir. Alüminyum konstrüksiyon kasası, yüksek sıcaklığa dayanıklı bant
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ
 İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. b. Fanlar. c. Şartlandırıcı. d. Alt tabla. a. Rotasyon makinesi. b. Enjeksiyon makinesi
 PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ
 T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEY FÖYÜ (TEK EKSENLİ EĞİLME DENEYİ) ÖĞRETİM ÜYESİ YRD.DOÇ.DR. AHMET TEMÜGAN DERS ASİSTANI ARŞ.GÖR. FATİH KAYA
T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEY FÖYÜ (TEK EKSENLİ EĞİLME DENEYİ) ÖĞRETİM ÜYESİ YRD.DOÇ.DR. AHMET TEMÜGAN DERS ASİSTANI ARŞ.GÖR. FATİH KAYA
Yakıt Özelliklerinin Doğrulanması. Teknik Rapor. No.: 942/7193278-00
 Müşteri : Kozyatağı Mahallesi Sarı Kanarya Sok. No: 14 K2 Plaza Kat: 11 Kadıköy 34742 İstanbul Türkiye Konu : Seçilen Yakıt Özelliklerin Belirlenmesi için Dizel Yakıtlara İlişkin Testlerin, Doğrulanması
Müşteri : Kozyatağı Mahallesi Sarı Kanarya Sok. No: 14 K2 Plaza Kat: 11 Kadıköy 34742 İstanbul Türkiye Konu : Seçilen Yakıt Özelliklerin Belirlenmesi için Dizel Yakıtlara İlişkin Testlerin, Doğrulanması
Ek 1. Fen Maddelerini Anlama Testi (FEMAT) Sevgili öğrenciler,
 Sevgili öğrenciler,") Ek 1. Fen Maddelerini Anlama Testi (FEMAT) Sevgili öğrenciler, Bu araştırmada Fen Bilgisi sorularını anlama düzeyinizi belirlemek amaçlanmıştır. Bunun için hazırlanmış bu testte SBS de sorulmuş bazı sorular
Ek 1. Fen Maddelerini Anlama Testi (FEMAT) Sevgili öğrenciler, Bu araştırmada Fen Bilgisi sorularını anlama düzeyinizi belirlemek amaçlanmıştır. Bunun için hazırlanmış bu testte SBS de sorulmuş bazı sorular
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
BAŞLICA ÇATI ŞEKİLLERİ
 ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
Karıştırcılar ve Tikinerler
 Karıştırcılar ve Tikinerler Giriş Begg Cousland ve Jiangsu New Hongda Group 2002 yılından beri beraber çalışmaktadır. Bu zamandan beri Begg Cousland mist gidericileri Jiangsu New Hongda tarafından Çin
Karıştırcılar ve Tikinerler Giriş Begg Cousland ve Jiangsu New Hongda Group 2002 yılından beri beraber çalışmaktadır. Bu zamandan beri Begg Cousland mist gidericileri Jiangsu New Hongda tarafından Çin
MAKİNE VE MOTOR DERS NOTLARI 6.HAFTA
 MAKİNE VE MOTOR DERS NOTLARI 6.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 1. MOTORLARDA SOĞUTMA SİSTEMİ Motor soğutma sisteminin görevi; motor parçalarının ve motor yağının aşırı ısınmasını
MAKİNE VE MOTOR DERS NOTLARI 6.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 1. MOTORLARDA SOĞUTMA SİSTEMİ Motor soğutma sisteminin görevi; motor parçalarının ve motor yağının aşırı ısınmasını
Sinterleme. İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir.
 Sinterleme? İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir. Sinterleme Mikroyapı Gelişimi Özellikler! Sinterlemenin
Sinterleme? İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir. Sinterleme Mikroyapı Gelişimi Özellikler! Sinterlemenin
ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER
 ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER Şekil-1: BREADBOARD Yukarıda, deneylerde kullandığımız breadboard un şekli görünmektedir. Bu board üzerinde harflerle isimlendirilen satırlar ve numaralarla
ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER Şekil-1: BREADBOARD Yukarıda, deneylerde kullandığımız breadboard un şekli görünmektedir. Bu board üzerinde harflerle isimlendirilen satırlar ve numaralarla
AYDINLATMA DEVRELERİNDE KOMPANZASYON
 AYDINLATMA DEVRELERİNDE KOMPANZASYON Dünyamızın son yıllarda karşı karşıya kaldığı enerji krizi, araştırmacıları bir yandan yeni enerji kaynaklarına yöneltirken diğer yandan daha verimli sistemlerin tasarlanması
AYDINLATMA DEVRELERİNDE KOMPANZASYON Dünyamızın son yıllarda karşı karşıya kaldığı enerji krizi, araştırmacıları bir yandan yeni enerji kaynaklarına yöneltirken diğer yandan daha verimli sistemlerin tasarlanması
MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU
 MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU Erdinç S AYIN 1968 yılında Đstanbul'da doğdu. 1989 yılında Đstanbul Teknik Üniversitesi Makina Mühendisliği
MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU Erdinç S AYIN 1968 yılında Đstanbul'da doğdu. 1989 yılında Đstanbul Teknik Üniversitesi Makina Mühendisliği
DEZENFEKSİYON TEKNİK TEBLİĞİ
 Orman ve Su İşleri Bakanlığından: DEZENFEKSİYON TEKNİK TEBLİĞİ BİRİNCİ BÖLÜM Maksat, Kapsam, Dayanak ve Tanımlar Maksat MADDE 1 (1) Bu Tebliğin maksadı, küçük yerleşim yerlerinde son kullanıcıya ulaşan
Orman ve Su İşleri Bakanlığından: DEZENFEKSİYON TEKNİK TEBLİĞİ BİRİNCİ BÖLÜM Maksat, Kapsam, Dayanak ve Tanımlar Maksat MADDE 1 (1) Bu Tebliğin maksadı, küçük yerleşim yerlerinde son kullanıcıya ulaşan
3- Kayan Filament Teorisi
 3- Kayan Filament Teorisi Madde 1. Giriş Bir kas hücresi kasıldığı zaman, ince filamentler kalınların üzerinden kayar ve sarkomer kısalır. Madde 2. Amaçlar İnce ve kalın filamentlerin moleküler yapı ve
3- Kayan Filament Teorisi Madde 1. Giriş Bir kas hücresi kasıldığı zaman, ince filamentler kalınların üzerinden kayar ve sarkomer kısalır. Madde 2. Amaçlar İnce ve kalın filamentlerin moleküler yapı ve
Bölüm 11 Soğutma Çevrimleri. Bölüm 11: Soğutma Çevrimleri
 Bölüm 11 Soğutma Çevrimleri 1 Amaçlar Soğutma makineleri ve ısı pompaları kavramlarının tanıtılması ile etkinliklerinin ölçülmesi. İdeal buhar sıkıştırmalı soğutma çevriminin incelenmesi. Gerçek buhar
Bölüm 11 Soğutma Çevrimleri 1 Amaçlar Soğutma makineleri ve ısı pompaları kavramlarının tanıtılması ile etkinliklerinin ölçülmesi. İdeal buhar sıkıştırmalı soğutma çevriminin incelenmesi. Gerçek buhar
TEMİZ SU DALGIÇ POMPA
 TEMİZ SU DALGIÇ POMPA MODEL RTM860 TANITMA VE KULLANIM KILAVUZU 1 CİHAZIN ÜNİTELERİ HORTUM BAĞLANTISI POMPA EMİŞ TABANI ELEKTRİK KABLOSU ÇALIŞTIRMA ANAHTARI Teknik Özellikler Ana voltaj 230 V Frekans 50
TEMİZ SU DALGIÇ POMPA MODEL RTM860 TANITMA VE KULLANIM KILAVUZU 1 CİHAZIN ÜNİTELERİ HORTUM BAĞLANTISI POMPA EMİŞ TABANI ELEKTRİK KABLOSU ÇALIŞTIRMA ANAHTARI Teknik Özellikler Ana voltaj 230 V Frekans 50
TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN
 TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN KALIP TASARIMI VE İMALATI Proje Yürütücüsü: -------------------- MART
TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN KALIP TASARIMI VE İMALATI Proje Yürütücüsü: -------------------- MART
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
PROJE ADI DOĞAL ÇEVRECĠ SEBZE-MEYVE KURUTMA SĠSTEMĠ. PROJE EKĠBĠ Süleyman SÖNMEZ Ercan AKÇAY Serkan DOĞAN. PROJE DANIġMANLARI
 TÜBĠTAK-BĠDEB LĠSE ÖĞRETMENLERĠ (FĠZĠK, KĠMYA, BĠYOLOJĠ VE MATEMATĠK) PROJE DANIġMANLIĞI EĞĠTĠMĠ ÇALIġTAYLARI LĠSE-1 (ÇALIġTAY 2011) FĠZĠK GRUP SES-2011 PROJE ADI DOĞAL ÇEVRECĠ SEBZE-MEYVE KURUTMA SĠSTEMĠ
TÜBĠTAK-BĠDEB LĠSE ÖĞRETMENLERĠ (FĠZĠK, KĠMYA, BĠYOLOJĠ VE MATEMATĠK) PROJE DANIġMANLIĞI EĞĠTĠMĠ ÇALIġTAYLARI LĠSE-1 (ÇALIġTAY 2011) FĠZĠK GRUP SES-2011 PROJE ADI DOĞAL ÇEVRECĠ SEBZE-MEYVE KURUTMA SĠSTEMĠ
AA 2024 Alüminyum Alaşımında Çökelme Sertleşmesinin Mekanik Özelliklere Etkisi
 S Ü L E Y M A N D E M İ R E L Ü N İ V E R S İ T E S İ T E K N İ K B İ L İ M L E R M E S L E K Y Ü K S E K O K U L U S U L E Y M A N D E M I R E L U N I V E R S I T Y T E C H N I C A L S C I E N C E S V
S Ü L E Y M A N D E M İ R E L Ü N İ V E R S İ T E S İ T E K N İ K B İ L İ M L E R M E S L E K Y Ü K S E K O K U L U S U L E Y M A N D E M I R E L U N I V E R S I T Y T E C H N I C A L S C I E N C E S V
NİKEL ESASLI SÜPER ALAŞIMLAR - İşlenmiş, Döküm
 NİKEL ESASLI SÜPER ALAŞIMLAR - İşlenmiş, Döküm A-PDF Merger DEMO : Purchase from www.a-pdf.com to remove the watermark MALZEME TİPİ D-979 UDIMET 500 UDIMET 700 WASPALOY NICROTUNG (A) RENE 41; R-41 C:0.05-0.12(b)
NİKEL ESASLI SÜPER ALAŞIMLAR - İşlenmiş, Döküm A-PDF Merger DEMO : Purchase from www.a-pdf.com to remove the watermark MALZEME TİPİ D-979 UDIMET 500 UDIMET 700 WASPALOY NICROTUNG (A) RENE 41; R-41 C:0.05-0.12(b)
Doç. Dr. Eyüp DEBİK 10.12.2013
 Doç. Dr. Eyüp DEBİK 10.12.2013 Ünitelerin fiziksel yerleşimi Arıtma ünitelerinin, Bağlantı kanallarının, Yol ve park alanlarının, Yönetim binasının, Bakım ve onarım kısımları vb dikkatle ele alınmalıdır.
Doç. Dr. Eyüp DEBİK 10.12.2013 Ünitelerin fiziksel yerleşimi Arıtma ünitelerinin, Bağlantı kanallarının, Yol ve park alanlarının, Yönetim binasının, Bakım ve onarım kısımları vb dikkatle ele alınmalıdır.
DENEY 5 SOĞUTMA KULESİ PERFORMANSININ BELİRLENMESİ
 GAZİ ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 410 MAKİNE MÜHENDİSLİĞİ LABORATUVARI II DENEY 5 SOĞUTMA KULESİ PERFORMANSININ BELİRLENMESİ 1. AMAÇ Soğutma kulesi performansının
GAZİ ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 410 MAKİNE MÜHENDİSLİĞİ LABORATUVARI II DENEY 5 SOĞUTMA KULESİ PERFORMANSININ BELİRLENMESİ 1. AMAÇ Soğutma kulesi performansının
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
ÇELİK YAPI BİRLEŞİM ELEMANLARI
 ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
KALİTE HER ZAMAN PAHALI DEĞİLDİR. Dünyanın 4. Büyük fabrikası teknolojinin önünde
 Japon dizayn ve teknolojisi ile üretilmiş çevre dostu klimalar artık Türkiye de KALİTE HER ZAMAN PAHALI DEĞİLDİR Dünyanın 4. Büyük fabrikası teknolojinin önünde 30.000 kişinin çalıştığı ve Sektöründe ilk
Japon dizayn ve teknolojisi ile üretilmiş çevre dostu klimalar artık Türkiye de KALİTE HER ZAMAN PAHALI DEĞİLDİR Dünyanın 4. Büyük fabrikası teknolojinin önünde 30.000 kişinin çalıştığı ve Sektöründe ilk
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği. Polimer Malzemeler. Polikarbonat (PC) www.sakarya.edu.tr
 www.sakarya.edu.tr") Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polikarbonat (PC) Polikarbonatlar, termoplastiklerin özel bir grubudur. İşlenmesi, kalıplanması ve ısıl olarak şekillendirilmesi
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polikarbonat (PC) Polikarbonatlar, termoplastiklerin özel bir grubudur. İşlenmesi, kalıplanması ve ısıl olarak şekillendirilmesi
Binalarda Enerji Verimliliği ve AB Ülkelerinde Yapılan Yeni Çalışmalar
 Binalarda Enerji Verimliliği ve AB Ülkelerinde Yapılan Yeni Çalışmalar Mak.Y.Müh. Nuri ERTOKAT Türkiye Gazbeton Üreticileri Birliği Yönetim Kurulu Üyesi Çalışmamızın isminden de anlaşılacağı gibi Avrupa
Binalarda Enerji Verimliliği ve AB Ülkelerinde Yapılan Yeni Çalışmalar Mak.Y.Müh. Nuri ERTOKAT Türkiye Gazbeton Üreticileri Birliği Yönetim Kurulu Üyesi Çalışmamızın isminden de anlaşılacağı gibi Avrupa
BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ
 tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
Massachusetts Teknoloji Enstitüsü-Fizik Bölümü
 Massachusetts Teknoloji Enstitüsü-Fizik Bölümü Fizik 8.01 Ödev # 10 Güz, 1999 ÇÖZÜMLER Dru Renner dru@mit.edu 8 Aralık 1999 Saat: 09.54 Problem 10.1 (a) Bir F kuvveti ile çekiyoruz (her iki ip ile). O
Massachusetts Teknoloji Enstitüsü-Fizik Bölümü Fizik 8.01 Ödev # 10 Güz, 1999 ÇÖZÜMLER Dru Renner dru@mit.edu 8 Aralık 1999 Saat: 09.54 Problem 10.1 (a) Bir F kuvveti ile çekiyoruz (her iki ip ile). O
Özet şeklinde bilgiler
 Kurzhinweise in türkischer Sprache TR İşçi Temsilciliği seçiminin açılışı ve yapılış usulü hakkında Özet şeklinde bilgiler Bu nedenle yakında İşçi Temsilciliğinin seçimi yapılacaktır. Şu an okumakta olduğunuz
Kurzhinweise in türkischer Sprache TR İşçi Temsilciliği seçiminin açılışı ve yapılış usulü hakkında Özet şeklinde bilgiler Bu nedenle yakında İşçi Temsilciliğinin seçimi yapılacaktır. Şu an okumakta olduğunuz
BURSA DAKİ ENBÜYÜK 250 FİRMAYA FİNANSAL ANALİZ AÇISINDAN BAKIŞ (2005) Prof.Dr.İbrahim Lazol
 Prof.Dr.İbrahim Lazol") BURSA DAKİ ENBÜYÜK 250 FİRMAYA FİNANSAL ANALİZ AÇISINDAN BAKIŞ (2005) Prof.Dr.İbrahim Lazol 1. Giriş Bu yazıda, Bursa daki (ciro açısından) en büyük 250 firmanın finansal profilini ortaya koymak amacındayız.
BURSA DAKİ ENBÜYÜK 250 FİRMAYA FİNANSAL ANALİZ AÇISINDAN BAKIŞ (2005) Prof.Dr.İbrahim Lazol 1. Giriş Bu yazıda, Bursa daki (ciro açısından) en büyük 250 firmanın finansal profilini ortaya koymak amacındayız.
DÜNYA KROM VE FERROKROM PİYASALARINDAKİ GELİŞMELER
 DÜNYA KROM VE FERROKROM PİYASALARINDAKİ GELİŞMELER Dünyada üretilen krom cevherinin % 90 ının metalurji sanayinde ferrokrom üretiminde, üretilen ferrokromun da yaklaşık % 90 ının paslanmaz çelik sektöründe
DÜNYA KROM VE FERROKROM PİYASALARINDAKİ GELİŞMELER Dünyada üretilen krom cevherinin % 90 ının metalurji sanayinde ferrokrom üretiminde, üretilen ferrokromun da yaklaşık % 90 ının paslanmaz çelik sektöründe
TA-COMPACT-DP. Kombine Δp kontrol cihazı, balanslama ve kontrol vanaları Küçük basınçtan bağımsız devreler için
 TA-COMPACT-DP Kombine Δp kontrol cihazı, balanslama ve kontrol vanaları Küçük basınçtan bağımsız devreler için IMI TA / Fark basınç kontrol vanaları / TA-COMPACT-DP TA-COMPACT-DP TA-COMPACT-DP küçük devrelerdeki
TA-COMPACT-DP Kombine Δp kontrol cihazı, balanslama ve kontrol vanaları Küçük basınçtan bağımsız devreler için IMI TA / Fark basınç kontrol vanaları / TA-COMPACT-DP TA-COMPACT-DP TA-COMPACT-DP küçük devrelerdeki
AMELİYATHANELERDE HİJYENİK KLİMA TESİSATI
 1 AMELİYATHANELERDE HİJYENİK KLİMA TESİSATI K.Oktay GÜVEN ÖZET Hastanelerde klinik tedavinin yanında hijyenik Ģartların sağlanması da önemlidir. Hastanelerde hijyenik ortamın yaratılabilmesi için hastane
1 AMELİYATHANELERDE HİJYENİK KLİMA TESİSATI K.Oktay GÜVEN ÖZET Hastanelerde klinik tedavinin yanında hijyenik Ģartların sağlanması da önemlidir. Hastanelerde hijyenik ortamın yaratılabilmesi için hastane
MİKRO İKTİSAT ÇALIŞMA SORULARI-10 TAM REKABET PİYASASI
 MİKRO İKTİSAT ÇALIŞMA SORULARI-10 TAM REKABET PİYASASI 1. Firma karını maksimize eden üretim düzeyini seçmiştir. Bu üretim düzeyinde ürünün fiyatı 20YTL ve ortalama toplam maliyet 25YTL dir. Firma: A)
MİKRO İKTİSAT ÇALIŞMA SORULARI-10 TAM REKABET PİYASASI 1. Firma karını maksimize eden üretim düzeyini seçmiştir. Bu üretim düzeyinde ürünün fiyatı 20YTL ve ortalama toplam maliyet 25YTL dir. Firma: A)
HAFİF BETONLARIN ISI YALITIM VE TAŞIYICILIK ÖZELİKLERİ
 HAFİF BETONLARIN ISI YALITIM VE TAŞIYICILIK ÖZELİKLERİ Canan TAŞDEMİR(*) ÖZET Hafif betonlara kıyasla daha yüksek basınç dayanımına, özellikle daha yüksek elastisite modülüne sahip yarı hafif betonların
HAFİF BETONLARIN ISI YALITIM VE TAŞIYICILIK ÖZELİKLERİ Canan TAŞDEMİR(*) ÖZET Hafif betonlara kıyasla daha yüksek basınç dayanımına, özellikle daha yüksek elastisite modülüne sahip yarı hafif betonların
ENERJĠ DAĞITIMI-I. Dersin Kredisi 4 + 0 + 0
 ENERJĠ DAĞITIMI-I Dersin Kredisi 4 + 0 + 0 Açma-Kapama Cihazları Elektrik enerjisinin açılması, ayrılması, kesilmesi veya kapatılması işlevlerini yapan cihazlardır. Alçak Gerilim Ayırıcı Nitelikli Orta
ENERJĠ DAĞITIMI-I Dersin Kredisi 4 + 0 + 0 Açma-Kapama Cihazları Elektrik enerjisinin açılması, ayrılması, kesilmesi veya kapatılması işlevlerini yapan cihazlardır. Alçak Gerilim Ayırıcı Nitelikli Orta
Mikrodenetleyici Tabanlı, Otomatik Kontrollü Çöp Kamyonu Tasarımı
 Mikrodenetleyici Tabanlı, Otomatik Kontrollü Çöp Kamyonu Tasarımı Elif Tunç*, Suat Demir, Serap Altay Arpali elif.tunc@hotmail.com suat_demir@hotmail.com saltay@cankaya.edu.tr Çankaya Üniversitesi, Elektronik
Mikrodenetleyici Tabanlı, Otomatik Kontrollü Çöp Kamyonu Tasarımı Elif Tunç*, Suat Demir, Serap Altay Arpali elif.tunc@hotmail.com suat_demir@hotmail.com saltay@cankaya.edu.tr Çankaya Üniversitesi, Elektronik
EKONOMİ POLİTİKALARI GENEL BAŞKAN YARDIMCILIĞI Şubat 2014, No: 85
 EKONOMİ POLİTİKALARI GENEL BAŞKAN YARDIMCILIĞI Şubat 2014, No: 85 i Bu sayıda; 2013 Cari Açık Verileri; 2013 Aralık Sanayi Üretimi; 2014 Ocak İşsizlik Ödemesi; S&P Görünüm Değişikliği kararı değerlendirilmiştir.
EKONOMİ POLİTİKALARI GENEL BAŞKAN YARDIMCILIĞI Şubat 2014, No: 85 i Bu sayıda; 2013 Cari Açık Verileri; 2013 Aralık Sanayi Üretimi; 2014 Ocak İşsizlik Ödemesi; S&P Görünüm Değişikliği kararı değerlendirilmiştir.
6 MADDE VE ÖZELL KLER
 6 MADDE VE ÖZELL KLER TERMOD NAM K MODEL SORU 1 DEK SORULARIN ÇÖZÜMLER MODEL SORU 2 DEK SORULARIN ÇÖZÜMLER 1. Birbirine temasdaki iki cisimden s cakl büyük olan s verir, küçük olan s al r. ki cisim bir
6 MADDE VE ÖZELL KLER TERMOD NAM K MODEL SORU 1 DEK SORULARIN ÇÖZÜMLER MODEL SORU 2 DEK SORULARIN ÇÖZÜMLER 1. Birbirine temasdaki iki cisimden s cakl büyük olan s verir, küçük olan s al r. ki cisim bir
YILDIZLAR NASIL OLUŞUR?
 Zeki Aslan YILDIZLAR NASIL OLUŞUR? Yıldız nedir sorusunu insanlık yüz binlerce belki de milyonlarca yıldır soruyordu? Fakat yıldızların fiziksel doğası ve yaşam çevrimleri ancak 1900 lü yıllardan sonra
Zeki Aslan YILDIZLAR NASIL OLUŞUR? Yıldız nedir sorusunu insanlık yüz binlerce belki de milyonlarca yıldır soruyordu? Fakat yıldızların fiziksel doğası ve yaşam çevrimleri ancak 1900 lü yıllardan sonra
Çolakoğlu Metalurji SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ
 ÜRETİM BİLGİLERİ") SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
İÇİNDEKİLER. 1 Projenin Amacı... 1. 2 Giriş... 1. 3 Yöntem... 1. 4 Sonuçlar ve Tartışma... 6. 5 Kaynakça... 7
 İÇİNDEKİLER 1 Projenin Amacı... 1 2 Giriş... 1 3 Yöntem... 1 4 Sonuçlar ve Tartışma... 6 5 Kaynakça... 7 FARKLI ORTAMLARDA HANGİ RENK IŞIĞIN DAHA FAZLA SOĞURULDUĞUNUN ARAŞTIRILMASI Projenin Amacı : Atmosfer
İÇİNDEKİLER 1 Projenin Amacı... 1 2 Giriş... 1 3 Yöntem... 1 4 Sonuçlar ve Tartışma... 6 5 Kaynakça... 7 FARKLI ORTAMLARDA HANGİ RENK IŞIĞIN DAHA FAZLA SOĞURULDUĞUNUN ARAŞTIRILMASI Projenin Amacı : Atmosfer
İç basınç (P; atm), ozon oranı (O; %) ve sıcaklık (T; C) parametrelerinin değiştirilmesiyle elde edilmiştir.
, ozon oranı (O; %) ve sıcaklık (T; C) parametrelerinin değiştirilmesiyle elde edilmiştir.") ADEM DUYGU / SAKARYA ÜNİVERSİTESİ_2014 BULAŞIK MAKİNESİ CFD ANALİZİ DENEY RAPORU Deneyler, bulaşık makinesi 15 h (35 m/s inlet su çıkış hızı) su debisi ve 150 d/d lık (15,7 rad/s) püskürtme kolu dönme
ADEM DUYGU / SAKARYA ÜNİVERSİTESİ_2014 BULAŞIK MAKİNESİ CFD ANALİZİ DENEY RAPORU Deneyler, bulaşık makinesi 15 h (35 m/s inlet su çıkış hızı) su debisi ve 150 d/d lık (15,7 rad/s) püskürtme kolu dönme
Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi
 FOTOGRAMETRİ I Fotogrametrik Temeller Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi Tanımlar Metrik Kameralar Mercek Kusurları
FOTOGRAMETRİ I Fotogrametrik Temeller Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi Tanımlar Metrik Kameralar Mercek Kusurları
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
RİSKLİ YAPILAR ve GÜÇG
 RİSKLİ YAPILAR ve GÜÇG ÜÇLENDİRME ÇALIŞMALARI Doç.. Dr. Ercan ÖZGAN Düzce Üniversitesi YAPILARDA OLU AN R SKLER N NEDENLER GENEL OLARAK 1. Tasar m ve Analiz Hatalar 2. Malzeme Hatalar 3. çilik Hatalar
RİSKLİ YAPILAR ve GÜÇG ÜÇLENDİRME ÇALIŞMALARI Doç.. Dr. Ercan ÖZGAN Düzce Üniversitesi YAPILARDA OLU AN R SKLER N NEDENLER GENEL OLARAK 1. Tasar m ve Analiz Hatalar 2. Malzeme Hatalar 3. çilik Hatalar
Uzaktan Kumanda Kullanım Kılavuzu Model Bilgileri
 Uzaktan Kumanda Kullanım Kılavuzu Model Bilgileri RG36F3/BGEF İÇİNDEKİLER Uzaktan kumanda... 1 Uzaktan Kumandanın Özellikleri... 2 Fonksiyon düğmeleri... 3 LCD göstergeleri... 4 Düğmelerin kullanımı...
Uzaktan Kumanda Kullanım Kılavuzu Model Bilgileri RG36F3/BGEF İÇİNDEKİLER Uzaktan kumanda... 1 Uzaktan Kumandanın Özellikleri... 2 Fonksiyon düğmeleri... 3 LCD göstergeleri... 4 Düğmelerin kullanımı...