KISALTMALAR TABLO LİSTESİ ŞEKİL LİSTESİ SEMBOL LİSTESİ ÖZET 1. GİRİŞ 1
|
|
|
- Gonca Ilhan
- 6 yıl önce
- İzleme sayısı:
Transkript
1 ÖNSÖZ Yüksek lisans ve lisans eğitimim boyunca derslerine zevkle katıldığım, tez çalıģmamda yardımını ve sabrını hiçbir zaman esirgemeyen, tecrübe ve bilgisi ile bu çalıģmaya destek olan, kıymetli hocam ve tez danıģmanım Sn. Prof. Dr. Hüseyin ÇĠMENOĞLU na teģekkür ederim. Sürekli sabır ve güleryüz göstererek benden yardımını esirgememiģ olan Sn. AraĢ. Gör. Yük. Müh. Hasan Güleryüz ile diğer arkadaģlarıma da çok teģekkür ederim. Her türlü desteği ömrüm boyunca sağlamıģ olan, hep örnek aldığım ve çok sevdiğim aileme sonsuz teģekkürler. ġubat 2006 Yusuf Fatih AkdaĢ ii
2 İÇİNDEKİLER KISALTMALAR TABLO LİSTESİ ŞEKİL LİSTESİ SEMBOL LİSTESİ ÖZET SUMMARY v vı vıı ıx x xı 1. GİRİŞ 1 2. TİTANYUM VE ALAŞIMLARININ YÜZEY MODİFİKASYONU Kristal Yapısı Plastik Deformasyon β/α DönüĢümü Difüzyon Mikroyapı 8 3. TİTANYUM VE TİTANYUM ALAŞIMLARI Titanyum AlaĢımlarının Sınıflandırılması Ticari Saflıkta(CP) Titanyum α Titanyum AlaĢımları α' ya Yakın Titanyum AlaĢımları α+β Titanyum AlaĢımları Yarı Kararlı β Titanyum AlaĢımları Titanyum ve Titanyum AlaĢımlarının Kullanım Alanları Titanyum ve AlaĢımlarının Biyomedikal Amaçlı Kullanımı Titanyum ve AlaĢımlarının Havacılık Alanında Kullanımı Titanyum ve AlaĢımlarının Otomotiv Endüstrisindeki Kullanımı Titanyum ve AlaĢımlarının Diğer Bazı Kullanımları TİTANYUM VE ALAŞIMLARININ YÜZEY MODİFİKASYONLARI Elektrokimyasal Metodlar Anodik Oksidasyon Termal Oksidasyon Nitrürleme Fiziksel Buhar Biriktirme Yöntemi BuharlaĢtırma Yöntemi Sıçratma Yöntemi Kimyasal Buhar Biriktirme Yöntemi DENEYSEL ÇALIŞMALAR Termal Oksidasdasyon ĠĢlemleri Mikroskobik Ġncelemeler 36 iii
3 5.3. Sertlik Ölçümleri DENEY SONUÇLARI VE İRDELENMESİ Orjinal Numunelerin Kararkterizasyonu Termal Oksidasyon Sonrası Mikroskobik Ġncelemeler Yüzey Ġncelemeleri Kesit Ġncelemeleri Termal Oksidasyon Sonrası Sertlik Ölçümleri Yüzeyden GerçekleĢtirilen Sertlik Ölçümleri Kesitten GerçekleĢtirilen Sertlik Ölçümleri Çatlak BaĢlangıç Yükünün Tespit Edilmesi GENEL SONUÇLAR 48 KAYNAKLAR 49 EKLER 52 ÖZGEÇMİŞ 74 iv
4 KISALTMALAR CP-Ti ELI TiO 2 ODZ HV TiCl 4 MgCl 2 ABD SPH HMK YMK PVD CVD : Ticari Saflıkta Titanyum : DüĢük Arayer Atomu Ġçeriği : Titanyum Dioksit : Oksijen Difüzyon Bölgesi : Vickers Ölçeğinde Sertlik Değeri : Titanyum Tetra Klorür : Magnezyum Klorür : Amerika BirleĢik Devletleri : Sıkı Paket Hekzagonal : Hacim Merkezli Kübik : Yüzey Merkezli Kübik : Fiziksel Buhar Biriktirme : Kimyasal Buhar Biriktirme v
5 TABLO LİSTESİ Sayfa No Tablo 2.1. Metalik kristal yapıların karakteristik parametreleri... 7 Tablo 6.1. Benzer ODZ kalınlıklarına sahip CP-Ti numunelerin ölçülmüģ çatlak baģlangıç yükleri ve diğer özellikleri Tablo 6.2. Benzer ODZ kalınlıklarına sahip Ti6Al4V numunelerin ölçülmüģ çatlak baģlangıç yükleri ve diğer özellikleri Tablo A.1. Termal oksidasyon uygulanmıģ CP-Ti a ait yüzey görünümleri Tablo A.2. Termal oksidasyon uygulanmıģ Ti6Al4V a ait yüzey görünümleri. 53 Tablo A.3. Yüzeyden gerçekleģtirilen sertlik ölçümü sonuçları ve batma derinllikeri Tablo B.1. Termal oksidasyon uygulanmıģ CP-Ti a ait kesit görünümleri Tablo B.2. Termal oksidasyon uygulanmıģ Ti6Al4V a ait kesit görünümleri Tablo B.3. Numune kesitlerinden ölçülen oksit tabakası kalınlıkları(µm) Tablo B.4. Numune kesitlerinden ölçülen ODZ kalınlıkları(µm) Tablo B.5. Ġndentasyon izleri etrafında oluģan çatlak görüntüleri Tablo B.6. Rockwell-C sertlik ölçümü izleri Tablo C.1. Titanyum alaģımlarının kimyasal bileģimleri Tablo C.2. Bazı titanyum alaģımlarının fiziksel özellikleri vi
6 ŞEKİL LİSTESİ Sayfa No Şekil 1.1 : Yaygın kullanılan bazı metallerin yoğunlukları... 3 Şekil 1.2 : Titanyum alaģımları ve titanyum alüminatları ile diğer yüksek sıcaklık malzemelerinin kullanım sıcaklıkları ve özgül mukavemetleri... 4 Şekil 2.1 : HSP α ile HMK β nın kristal yapıları... 5 Şekil 2.2 : Hekzagonal kristal yapının kayma sistemleri... 7 Şekil 2.3 : Titanyum alaģımlarına uygulanan termomekanik iģlemler... 9 Şekil 2.4 : Ti6Al4V un vanadyum içeriğine bağlı faz yapıları Şekil 3.1 : AlaĢım elementlerinin titanyum alaģımlarının faz diyagramlarına etkileri Şekil 3.2 : Titanyum alaģımlarını sınıflandırmak için kullanılan üç boyutlu Ģematik faz diyagramı Şekil 3.3 : Ti-Al faz diyagramı Şekil 3.4 : Rolls-Royce firması tarafından üretilen uçak motorlarında kullanılan titanyum miktarının yıllara göre değiģimi Şekil 4.1 : Logaritmik oksidasyona göre X in süreyle değiģimi Şekil 4.2 : Parabolik ve lineer oksidasyona göre X in süreyle değiģimi Şekil 6.1 : Termal oksidasyon öncesi CP-Ti numunenin hadde yönüne dik ve hadde yönünde görüntüleri Şekil 6.2 : Termal oksidasyon öncesi Ti6Al4V numunenin hadde yönüne dik ve hadde yönünde görüntüleri Şekil 6.3 : Termal oksidasyon öncesi CP-Ti ve Ti6Al4V için sertliğin, yüzeye uygulanan yükle değiģimini gösteren grafikler Şekil 6.4 : CP-Ti ve Ti6Al4V da ODZ derinliğine sıcaklık ve sürenin etkileri Şekil 6.5 : CP-Ti veti6al4vda oluģmuģ ODZ lerin karelerinin, süreyle değiģimlerini gösteren grafikler Şekil 6.6 : CP-Ti ve Ti6Al4V için çizilen lnk-(1/t) grafikleri Şekil 6.7 : CP-Ti a ve Ti6Al4V a ait lnd-(1/t) grafikleri Şekil A.1 : Termal oksidasyon uygulanmıģ CP-Ti için ölçülen yüzey sertliklerinin uygulanan yükle değiģimi; 650 o C, 700 o C, 750 o C, 800 o C ve 850 o C Şekil A.2 : Termal oksidasyon uygulanmıģ Ti6Al4V için ölçülen yüzey sertliklerinin uygulanan yükle değiģimi; 650 o C, 700 o C, 750 o C, 800 o C ve 850 o C Şekil A.3 : CP-Ti numunelerde 650 o C, 700 o C, 750 o C, 800 o C, 850 o C sıcaklıklarda yapılmıģ termal oksidasyona uğramıģ numunelerin Sertlik-Batma Derinliği grafikleri vii
7 Şekil A.4 Şekil B.1 Şekil B.2 : Ti6Al4V numunelerde 650 o C, 700 o C, 750 o C, 800 o C, 850 o C sıcaklıklarda yapılmıģ termal oksidasyona uğramıģ numunelerin Sertlik-Batma Derinliği grafikleri : 12 saat termal oksidasyon sonrası CP-Ti numunelerin kesitlerinden ölçülen sertliklerin, yüzeye olan mesafe ile değiģimi 750 o C, 800 o C, 850 o C : 12 saat termal oksidasyon sonrası Ti6Al4V numunelerin kesitlerinden ölçülen sertliklerin, yüzeye olan mesafe ile değiģimi 750 o C, 800 o C, 850 o C viii
8 SEMBOL LİSTESİ X ODZ t C k p k o Q ODZ R T z H s H o H D D o T β : ODZ derinliği : Zaman : Ġntegrasyon sabiti : Oksidasyon sabiti : Difüzyon sabiti : Difüzyon aktivasyon enerjisi : Gaz sabiti : Termal oksidasyon sıcaklığı : Yüzeyden mesafe : Yüzey sertliği : Numuneye ait göbek sertliği : z derinliğindeki sertlik değeri : Difüzyon katsayısı : Difüzyon sabiti : α β geçiģ sıcaklığı ix
9 TERMAL OKSİDASYON YÖNTEMİ İLE CP-Ti VE Ti6Al4V ALAŞIMININ YÜZEY MODİFİKASYONU ÖZET Titanyum ve titanyum alaģımları düģük yoğunluk, yüksek mukavemet, yüksek korozyon direnci gibi özellikleri, bir arada bulundurduğu için birçok değiģik uygulama için uygun malzemelerdir. Titanyum ve alaģımlarının kullanımının yaygınlaģmasında havacılık sektörü lokomotif rol oynamıģtır ve titanyum bugün kimyevi madde ve petrol üretimi, kıyı ötesi yapıların inģaatı, biyomedikal aygıtlar, otomotiv endüstrisi, mimari, takı ve süs eģyası, spor malzemeleri gibi kalemlerde aranan ve kullanımı sürekli daha da artan bir malzemedir. Titanyumun sunduğu baģarılı mekanik ve korozyon özelliklerine rağmen kullanımı, sahip olduğu zayıf sürtünme ve aģınma özellikleri nedeniyle sınırlanmaktadır. Normal koģullarda yüzeyinde bulunan ve korozyona karģı direnç sağlayan oksit tabakası, hareketli temasın olduğu durumlarda aģınarak, iģ göremez hale gelmektedir. AĢınma ve korozyon titanyum ve titanyum alaģımlarının yüzeylerinde Ģiddetli hasar oluģumuna sebep olmaktadır. Titanyumun diğer üstün olduğu özelliklerine kıyasla zayıf olan yüzey özellikleri, çeģitli yüzey iģlemleri ile giderilmeye çalıģılmaktadır. Bu tez çalıģmasında vakum ortamında termal oksidasyon ile CP-Ti ve Ti6Al4V alaģımının yüzey özellikleri geliģtirilmeye çalıģılmıģtır. Farklı süre ve sıcaklıklarda gerçekleģtirilen termal oksidasyon iģlemleriyle yüzeyde oluģan oksit tabakasının ve oksijen difüzyon bölgesinin özellikleri incelenmiģtir. OluĢan oksijen difüzyon bölgesinin kinetik hesaplamaları yapılmıģtır. x
10 SURFACE MODIFICATION OF CP-Ti AND Ti6Al4V ALLOYS THROUGH THERMAL OXDATION SUMMARY With their low density, high strength and high corrosion resistance, titanium and titanium alloys are suitable for a variety of applications. Widespread use of titanium and titanium alloys have been promoted mainly by the aviation industry, and at the moment with an increasing popularity, titanium is a material in demand in off-shore constructions, the automotive industry, architecture, jewellery, and in the production of chemicals, petroleum, biomedical equipment, and sports utensils. Despite strong mechanical and corrosive qualities, titanium use is restricted by its weak friction and wear characteristics. In presence of mobile contact, the oxide layer normally present on the surface, providing resistance against corrosion, becomes defective through abrasion. Wear and corrosion vastly damage the surfaces of titanium and titanium alloys. There are attempts to overcome the relatively weaker surface qualities of titanium in comparison to its other strong qualities, through various surface modification techniques. In the present research, it was aimed to improve the surface qualities of CP-Ti and Ti6A14V alloys in vacuum environment through thermal oxidation. To investigate the properties of the surface oxide layer and oxygen diffusion area, thermal oxidation procedures of different durations and under different temperatures were employed. Kinetic calculations of the emerging oxygen diffusion area were carried out. xi
11 1. GİRİŞ Titanyum ve titanyum alaşımları yüksek mukavemet, üstün korozyon dayanımı ve düşük yoğunluk gibi değerli özelliklere sahip olan çok önemli mühendislik malzemeleridir. Titanyum ilk olarak İngiliz kimyager William Gregor tarafından 1791 de bir element olarak tanımlanmıştır. Elementi bulduğu yer olan İngiltere deki Menachan vadisinden esinlenerek elemente başta mekanit ismini uygun görmüştür. Dört yıl sonra Alman kimyager Martin Heinrich Klaproth, rutil olarak bilinen bir Macar cevherinden titanyum oksidi ayrıştırmayı başarmıştır. Grek mitolojisindeki titanlardan esinlenerek bulduğu elemente, titanyum adını vermiştir. Yerkabuğunu oluşturan elementlerin arasında en yaygın bulunan dokuncu, mühendislik uygulamalarda kullanılan metaller arasında yer kabuğunda en sık rastlanan dördüncü metaldir. Ancak genelde bulunan cevherin tenörü düşüktür. Sanayi ölçeğinde üretimi ancak 20. yüzyılın ilk çeyreğinde gerçekleştirilebilmiştir yılında Lüksemburg lu Wilhelm Justin Kroll, TiCl 4 ü kalsiyum ile reaksiyona sokarak yüksek miktarlarda üretimi başarmış ve böylece titanyum endüstrisinin temellerini atmıştır. İkinci dünya savaşının başlarında ABD maden bürosunda görevliyken TiCl 4 indirgenirken indirgeyicinin kalsiyumdan magnezyuma değiştirilmesi ile titanyumun sanayi ölçeğinde üretilebilmeyi başarmıştır. Bugün hala en yaygın kullanılan titanyum üretim prosesi olan bu metod Kroll Prosesi olarak bilinmektedir. Titanyumun Yüksek miktarlarda üretiminin yapılabildiği yıllar İkinci Dünya Savaşının bittiği yıllara denk gelmektedir. Bu yıllarda titanyum geliştirilmeye başlanmış, üzerinde yoğun olarak çalışılan bir malzeme haline gelmiştir. Savaşın, teknolojinin gelişimi üzerindeki itici gücünü arkasına alan havacılık sektörü, üretimi pahalı ancak özellikle havacılıkta kullanım için çok ideal olan titanyum ve alaşımlarının geliştirilmesine büyük önem vermiştir [7, 33-37, 45]. İkinci Dünya Savaşını takip eden yıllarda titanyum uçak motorları için kilit rolde bir metal haline gelmiştir. Titanyumu ilk ticari anlamda üreten firma 1948 yılında 1
12 DuPont olmuştur. İlk dönemlerinde genelde sadece havacılık alanında yoğun kullanılan titanyumun, üzerinde yapılan geliştirme çalışmaları ile çok çeşitli alaşımları üretilmiş ve bu alaşımlar endüstrinin çok çeşitli alanlarında kullanılmaya başlamışlardır. Titanyum ve alaşımları havacılık endüstrisi, kimyasal tesisler ve prosesler, denizcilik ve kıyı ötesi uygulamalar, savunma sanayi, mimari, takı ve süs eşyası üretimi gibi bir çok alanda kullanılmaktadır lardan itibaren yüksek korozyon dayanımı ve biyolojik uyumluluğu nedeniyle biyomedikal alanda ve dişçilikte de yaygın olarak kullanılmaya başlanmıştır [2-4, 17, 18]. Titanyum esasen yer kabuğunda çok bulunan bir elementtir. Yer kabuğunu oluşturan elementler arasında en çok bulunan dokuzuncudur. Yer kabuğunda bulunan metaller arasında da alüminyum, demir ve magnezyumdan sonra en çok bulunan dördüncü metaldir. Ancak yüksek konsantrasyonlarda çok seyrek bulunmakta ve saf halde asla bulunamamaktadır. Titanyumu kullanılan halline, işlemek masraflı olduğundan, bu metal pahalıdır. Bugün halen üretimi süreksiz biçimde yapılabilmekte, diğer yapısal metal için var olan sürekli imalat yöntemlerine benzer bir proses geliştirilememektedir.titanyum en sık ilmenit(fetio 3 ) olarak bilinen mineral kumunda veya rutil(tio 2 ) olarak bilinen sahil umunda bulunmaktadır. Üretilen titanyum dioksitin çoğunluğu dünyadaki boya, kağıt ve plastik endüstrisi tarafından tüketilmektedir. Tespit edilmiş işlenebilir mineral yatakları yoğunlukla A.B.D., Kanada, Güney Afrika, Sierra Leone, Ukrayna, Norveç ve Malezya da bulunmaktadır. Bugün periyodik tabloda yer alan tanımlanmış 112 elementin %85 ini metaller ve metaloidler oluşturmaktadır. Metalleri sınıflandırmak için demir veya demir dışı, ingot veya sinterlenmiş, hafif veya ağır olarak çok çeşitli metodlar kullanılabilir. Titanyum demirdışı ve hafif bir metal olarak sınıflandırılabilir [33-37, 45]. Metaller ağırlıkları bakımından büyük farklılıklar göstermektedirler. 0,5gcm -3 yoğunluğuyla Lityum en düşük yoğunluklu, Osmium ve İridium ise 22,5gcm -3 yoğunlukları ile en ağır metallerdir. Ağır ve hafif metaller arasındaki ayırım 5gcm -3 olarak belirlenmiştir. Titanyum ise 4,5gcm -3 yoğunluğu ile en ağır hafif metaldir. Klasik hafif metal olarak bilinen alüminyumun iki katı, demir veya nikelin ise yarı özgül ağırlığına sahiptir. Yaygın kullanıma sahip çeşitli metallerin yoğunlukları Şekil 1.1 de gösterilmiştir [7, 45]. 2
13 Şekil 1.1. Yaygın kullanılan bazı metallerin yoğunlukları[45] Titanyum alaşımları iki belirgin özellikleriyle ön plana çıkmaktadırlar. Yüksek mukavemet ve üstün korozyon dayanımları bu metal ve alaşımlarının havacılık sektörünün, kimya endüstrisinin ve medikal mühendisliğin vazgeçilmezi haline getirmiştir. 300 o C sıcaklığın altında sadece karbon fiber takviyeli plastikler titanyum alaşımlardan daha yüksek mukavemete sahiptirler. Daha yüksek sıcaklıklardaki mukavemeti uygulamalarda titanyumu çekici bir metal haline getirmektedir. Ancak bu malzemelerin oksidasyon davranışları nedeniyle kullanımı belli sıcaklıklarla sınırlanmıştır. Titanyum alümninatlar bu dezavantajı kısmen ortadan kaldırabildiklerinden, geliştirilmelerine yoğun çaba sarf edilen bir malzeme grubu olmuşlardır. Uygulamalarda titanyum alaşımları 500 o C nin biraz üzerindeki sıcaklıklara kadar kullanılmaktadırlar. TiAl içerikli alaşımlar, bu sıcaklıklar için geliştirilmiş yüksek sıcaklık çelikleri ve Ni-bazlı süper alaşımlarla rahatlıkla rekabet edebilmektedir. Şekil 1.2. de sıcak uygulamalarda kullanılan malzemelerin, sıcaklığa bağlı mukavemetleri gösterilmektedir [45]. Fakat titanyumun zayıf tribolojik özellikleri, yüksek ve değişken sürtünme katsayısı titanyum ve alaşımlarının kullanımını sınırlamaktadır. Bu nedenle titanyum ve alaşımları genellikle aşınmanın kritik olmadığı uygulamalarda tercih edilmektedir. Zayıf olan bu özelliklerin geliştirilebilmesi için günümüzde, çok çeşitli yüzey işlemleri uygulanmakta ve başarılı sonuçlar alınabilmektedir. Bu yöntemler arasında en yaygınları; Fiziksel ve Kimyasal Buhar Biriktirme yöntemleri, Termal Sprey Kaplamalar ve Termokimyasal difüzyon teknikleri olarak sayılabilir [5, 10-12]. 3

14 Şekil 1.2.Titanyum alaşımları ve titanyum alüminatları ile diğer yüksek sıcaklık malzemelerinin kullanım sıcaklıkları ve özgül mukavemetleri[45] Bu tez çalışmasında, bir termokimyasal yöntem olan termal oksidasyon uygulanarak Ticari Saflıkta Titanyum(CP-Ti, Kalite2) ve Ti6Al4V(ELI, Kalite23) alaşımlarının yüzey özellikleri geliştirilmeye çalışılmıştır. Gerçekleştirilen termal oksidasyon işlemleri vakum ortamında yapılarak, düşük oksijen kısmi basıncı oluşturulmuş, işlemler neticesi yüzeyde oluşan değişiklikler incelenmiştir. 4
15 2. TİTANYUMUN METALURJİSİ 2.1.Kristal Yapısı Diğer birçok metal gibi titanyumda değişik şekillerde kristal yapılarına sahip olabilir. Ancak bu yapıların her birinin kararlı olduğu belirli sıcaklık aralıkları vardır. Belirli bir kristal yapıdan, diğerine dönüşümün tamamen gerçekleşmesine allotropik dönüşüm, bu dönüşümün gerçekleştiği sıcaklığa ise geçiş sıcaklığı denilmektedir. Saf titanyum ve titanyum alaşımlarının önemli bir bölümü, düşük sıcaklıkta hekzagonal sıkı paket(hsp) yapıya sahip olup, α titanyum olarak adlandırılırlar. Yüksek sıcaklıklarda ise hacim merkezli kübik(hmk) yapı daha karalıdır ve β titanyum olarak adlandırılırlar. Saf titanyum için α β geçiş sıcaklığı 882±2 o C tır. Şekil 2.1 de HSP α titanyum ve HMK β titanyumun atomik birim hücreleri şematize olarak görülmektedir. En yoğun paketlenmiş düzlemler ve bunların yönleri işaretlenmiş bir şekilde görülmektedir [39, 45]. Şekil 2.1. HSP α ile HMK β nın kristal yapıları[45] Titanyum ve alaşımlarının iki değişik kristal yapıda bulunabilmesi ve bu allotropik dönüşümün özelliği de değiştirmesi bakımından büyük önem taşımaktadır. Plastik deformasyon ve difüzyon özellikleri, malzemenin sahip olduğu kristal yapıyla direk alakalıdır. HSP yapısı α titanyumun mekanik davranışlarında belirgin bir anizotropi 5
16 yaratmaktadır. HSP yapıda tek titanyum kristalleri için Young Modülü, taban düzlemine dik yönde 145 GPa civarındayken, bu düzleme paralel yönde 100 GPa dır [45]. 2.2.Plastik Deformasyon Metallerin sahip oldukları üç farklı kristal yapı içerisinde, plastik deformasyona yatkınlık en az HSP de, en fazla ise yüzey merkezli kübik (YMK) yapıdadır. HSP β titanyumun, HMK α titanyuma kıyasla daha düşük plastik deformasyon göstermesinin sebebi budur. Kayma sistemleri HSP için 3 iken, HMK için 12 dir. Kayma sistemleri, kayma düzlemleri ile kayma yönlerinin çarpımı şeklinde ifade edilir. Plastik deformasyon tercihli olarak, enerji düzeyleri bakımından uygunluk gösteren kayma sistemleri üzerinde gerçekleşir. Atomsal bakımdan daha yoğun düzlemlerde, dislokasyonlar daha kolay ilerleyebilmektedir. Bu sebeple, dislokasyon ilerleyişine paket yoğunluğu %91 olan HSP kafesindeki bir kayma düzlemi, paket yoğunluğu %83 olan HMK kafesteki bir kayma düzleminden daha yatkındır. Ancak plastik deformasyon için gereken enerji, minimum kayma mesafesine bağlıdır. HSP kafeste bu mesafe b min = 1.a iken HMK yapıda bu mesafe b min = 0,87.a dır. Neticede HMK yapılar plastik deformasyona, HSP kafes yapısındaki malzemelerden daha yatkındır [40, 45]. α titanyumun HSP kafes yapısı için kafes parametreleri; a= 0,295 nm ve c= 0,468 nm dir. c/a oranı ise 1,633 tür. Bu oran, α titanyumdan daha küçük atom yarıçapına sahip olan C,N,O gibi elementleri arayer atomu olarak HSP kafes yapısı içinde çözmek ya da Al gibi elementleri yer alan atom olarak sisteme sokmak suretiyle bir miktar arttırılabilir. HMK yapıdaki β titanyumun 900 o C da kafes parametresi a=0,332nm dir. Metalik yapılar için karakteristik parametreler Tablo 2.1 de görülmektedir. Von-Misses kriterine dayanarak metallerin homojen plastik deformasyonu için en az beş adet bağımsız kayma sistemi gereklidir. Ancak hekzagonal α titanyumun deformasyonu oldukça zordur. Gözlenen bu kısıtlı sünek karakter ikincil kayma sistemlerinde meydana gelen deformasyonun yanı sıra mekanik ikizlenmedir. Şekil2.2 de hekzagonal kafes yapısındaki üç aktif kayma sistemi gösterilmiştir [38,42,45]. 6
17 Kristal Yapı N KN hsp (c/a=1,633) P 6 12 %74 hmk 2 8 %68 ymk 4 12 %74 Kayma Düzlemleri Kayma Yönleri indisler numaralar {0001} { } 3 {110} {111} {111} {110} Birim Hücredeki Kayma Sistemi Tablo 2.1. Metalik kristal yapıların karakteristik parametreleri[45] 6 2 Kayma Düzleminin Atom Yoğunluğu 1 * 3 = 3 ~% * 2 =12 ~% * 3 = 12 ~%91 b mi n/a 1/2 3 ~%0,87 1/2 2 ~%0,71 Şekil 2.2. Hekzagonal kristal yapının kayma sistemleri[45] 2.3. β/α Dönüşümü Titanyumun β fazından soğuması esnasında en yüksek yoğunluğa sahip HMK β fazındaki (110) düzlemleri, hekzagonal α fazında (0001)taban düzlemlerine dönüşmektedir. α fazındaki taban düzlemleri arası mesafe, β fazındaki(011) mesafeye kıyasla daha büyüktür. Bu sebeple β/α dönüşümü bir miktar atomik çarpılmaya neden olmaktadır. Bu durum HSP α için c/a oranını azaltarak, sıkı paketlenmiş hekzagonal kafes yapısı için ideal olan değerin aşağısına çekmektedir. Sıcaklık düşerken β/α dönüşüm sıcaklığından geçiş esnasında hacimde makroskopik bir artış gerçekleşmektedir [45]. 7
18 2.4. Difüzyon HSP α titanyumda yoğun olarak paketlenmiş atomlar nedeniyle difüzyon, HMK β titanyuma nazaran daha zor gerçekleşmektedir. α ve β için değişen difüzyon katsayıları değişik mikroyapılar sonucu oluşup sürünme, sıcak işlenebilirlik ve süper plasitisite gibi mekanik özelliklerin iki faz yapısı için değişiklik göstermesine neden olmaktadır. Limitli hacimsel difüzyona sahip α titanyum ve α titanyum içeren titanyum alaşımları, β titanyuma kıyasla daha üstün sürünme dayanımına sahiptirler. β geçiş sıcaklığı altında süre ve sıcaklığa bağımlılık sergileyen difüzyon davranışı daha düşük hızla seyretmektedir. Yüksek soğutma hızları, çok ince lamel yapılı tane yapısına sebebiyet vermekteyken, daha yavaş soğutma hızları nispeten daha kaba taneli lamelli tane yapısının oluşumuna yol açmaktadır. Soğuma esnasında yeterli süre sağlandığı durumlarda, oluşan lamelli yapılar sadece tane sınırlarında değil, daha önceden oluşmuş lameli taneler üzerinde de gelişimlerini gerçekleştirebilmektedirler. Martenzitik dönüşüm sıcaklığı üzerindeki sıcaklıklardan ani soğutmalar esnasında ise HMK β, tamamen HSP α titanyuma dönüşürken difüzyon için gereken zamandan yoksun olduğundan, geride yarı kararlı ince plakamsı, eşeksenli ya da martenzitik bir mikroyapı bırakmaktadır. Martenzitik dönüşüm kırılganlığa yol açmamakla birlikte, α titanyuma kıyasla mukavemette bir miktar artışa sebebiyet vermektedir [45] Titanyum Alaşımlarının Mikroyapısı Önceki bölümlerde bahsedildiği gibi titanyum alaşımlarının mikroyapıları, α ve β fazlarının dağılımına ve tane boyutuna göre teşhis edilir. Oluşan iki ana mikroyapı çeşidi lamelli tane yapısı ve eşeksenli tane yapısıdır. Lamelli tane yapısı β fazından soğuma esnasında oluşurken, eşeksenli taneler rekristalizasyon sonucu oluşur. Her iki yapıda da taneler ince veya kalın olabilmektedirler. Tane yapısının titanyumun özellikleri üzerine çok çalışılmış ve bazı genellemeler oluşturulmuştur. Değişik mikroyapılar, değişik termomekanik işlemler neticesinde elde edilir. Termomekanik işlemler çözeltiye alma, deformasyon, rekristalizasyon, yaşlandırma ve tavlama işlemlerinden oluşan değişik kombinasyonlar şeklindedir. Şekil 2.3 de titanyum alaşımlarına uygulanan termomekanik işlemler gösterilmektedir. 8
19 Şekil 2.3. Titanyum alaşımlarına uygulanan termomekanik işlemler[45] Termomekanik işlemlerde β geçiş sıcaklığını (T β ) yani β fazından α+β fazına geçişi gösterdiği için çok önemlidir. Lamelli yapılar, β geçiş sıcaklığı üzerinden direk soğutma ile elde edilir. T β sıcaklığı soğuma esnasında aşıldığında, α fazı birincil β tanelerinin sınırlarında çekirdeklenir ve lameller şeklinde birincil β tanelerinin içine doğru gelişirler. Soğutmanın hızına bağlı olarak oluşan lamelli yapı ince yada kaba tane şeklinde oluşur. Soğutmanın hızı düştükçe oluşan taneler kabalaşır. Hızlı soğutma ise β nın martenzitik döüşümüne sebep olarak çok ince, iğnemsi yapıda bir mikroyapı oluşumuna neden olur. Çeliklerde martenzitik dönüşüm, kafes yapısını çarptırarak, sertlik ve mukavemet değerlerinde belirgin bir artışa sebep olur. Ancak titanyum alaşımlarında sertlik ve mukavemet değerindeki artış, çeliklerde olduğu kadar bariz olmamaktadır. İki fazlı bölgede, α ve β fazlarının kimyasal bileşimleri denge durumunda azalan sıcaklıkla beraber değişmektedir. Vanadyum β fazının düşük sıcaklıklarda da kararlı olabilmesini sağlamaktadır. Yavaş soğutma işlemlerinden sonra β taneleri, oluşmuş kaba yapılı α lamellerinin sınırlarında kalıntılar şeklinde görülür. Martenzit oluşum sıcaklığı üzerinden gerçekleştirilen hızlı soğutmalarda ise β fazı martenzite dönüşür. Martenzit oluşum sıcaklığı, mikroyapının başlangıçtaki durumuna ve homojenliğine bağlıdır. Düşük sıcaklıklarda β fazının hacimsel oranı azalır ve martenzit oluşum sıcaklığı altına geçildiğinde, β fazı artık martenzitik dönüşüm gerçekleştirmez. Şekil 2.4 de vanadyum bileşimine bağlı martenzit oluşumu görülmektedir. 9
20 Şekil 2.4. Ti6Al4V un Vanadyum içeriğine bağlı faz yapıları[45] Lamelli yapıdan farklı olarak eşeksenli taneler rekristalizasyon sonucu oluşur. Malzeme içerisinde yeterli soğuk işlemi yaratabilmek için, önce α+β bölgesinde malzeme büyük oranlarda deforme edilmelidir. Yine iki fazlı bölgede, deformasyonu takip eden tavlama işlemleri neticesinde yeniden kristallenmiş, eşeksenli bir mikroyapı oluşmaktadır. Tavlama işlem süresinin uzaması eşeksenli tanelerin büyümesini sağlar. Tavlama sıcaklığı, birincil α fazının hacimsel oranını belirler. β geçiş sıcaklığının hemen altında gerçekleştirilen çözeltiye alma bimodal denen, hem eşeksenli hem de uzun tanelerin bir arada bulunduğu bir yapı ortaya çıkarır. Bu yapı lamelli α+β matriks içerisinde dağılmış, eşeksenli birincil α fazından oluşur [1, 7]. İnce taneli mikroyapılar titanyumu alaşımlarının hem mukavemet, hem süneklik değerlerini geliştirir. İnce taneli yapı çatlak gelişimini yavaşlatır ve süper plastik deformasyon için uygundurlar. Diğer taraftan kaba taneli yapı ise yorulma çatlağı oluşumuna ve sürünmeye karşı daha dayanıklıdır. Eşeksenli tane yapısı genellikle yüksek süneklik ve yorulma dayanımı özelliklerin dolayı, süper plastik deformasyon gerektiren uygulamalarda kullanılırlar. Lamelli yapı ise daha yüksek kırılma tokluğu, yorulma çatlak oluşumuna dayanım ve sürünme dayanımı gösterir. Bimodal yapılar ise hem eşeksenli, hem de lamelli yapıda olduklarından, iki durumun da avantajlarına sahiptir ve özellikleri bakımından oldukça dengelidir [45]. 10
21 3. TİTANYUM VE TİTANYUM ALAŞIMLARI Titanyum alaşımlarının özellikleri genel olarak, α ve β fazlarının yapıdaki hacimsel oranlarına ve dağılımlarına bağlılık göstermektedir. HMK β ile kıyaslandığında, HSP α daha yoğun paketlenmiştir ve anizotropik bir kristal yapıya sahiptir. α fazının, β ile kıyaslanmasıyla; plastik deformasyona daha yüksek dayanım gösterdiği, sünekliğinin daha düşük olduğu, mekanik ve fiziksel özelliklerinin anizotropik olduğu, difüzyon hızının yaklaşık β difüzyon hızının iki katı olduğu ve daha yüksek sürünme dayanımı sergilediği söylenebilir. En önemli α kararlaştırıcı elementi olan alüminyumun yoğunluğu titanyumun yaklaşık yarısıdır. Bu sebeple α alaşımlarında V ve Mo gibi daha ağır elementler kullanılsa da, β alaşımlarından daha hafiftirler. α alaşımları genelde orta derece mukavemete sahiptir. α+β alaşımları ve yarı kararlı β alaşımları ise, sırasıyla yüksek ve çok yüksek mukavemete sahip olabilirler. Ancak çok yüksek mukavemet değerlerine erişebilen β alaşımları bu özellik için sünekliklerinden taviz vermek durumundadırlar. Süneklik büyük ölçüde mikroyapıya bağlı olsa da, β alaşımlarına yaşlandırma sertleştirmesi uygulanmadığı zaman sünekliği α ve α+β alaşımlarınınkine yakın olabilir. Kırılma tokluğu büyük ölçüde mikroyapıya ve yaşlandırma koşullarına bağlı olduğundan alaşım tipine dayandırılan bir çıkarım yapılamamıştır. Kaba ve lamelli tane yapısına sahip alaşımlar, ince ve eşeksenli tanelere sahip olanlardan daha yüksek kırılma tokluğuna sahiptir. Lamelli yapı ilerleyen çatlağın yönünü değiştirerek, kırılma öncesi çatlağın alması gereken mesafeyi uzatır. Böylece çatlak ilerleyişi için fazladan enerji gereksinimi ortaya çıkar ve kırılma tokluğu artış gösterir [45]. α alaşımlarının üstün sürünme dayanımının sebebi, oksijen atomlarının difüzyonun ve kristal yapıyı bozmalarının HSP kafes yapısında daha zor olmasıdır. Artan β hacimsel oranı sürünme dayanımın düşmesine sebep olur. Lamelli ve kısmen bimodal tane yapısında oldukları için α+β alaşımları da yüksek sürünme dayanımı sergilerler. 11
22 Titanyumun yüksek oksijen afinitesi, oda sıcaklığında dahi yüzeyinde çok ince(nm) bir oksit tabakası oluşmasına sebep olur. Titanyum esaslı malzemelerin yüksek korozyon dayanımlarının sebebi yüzeyde oluşan bu oksit tabakasıdır. α alaşımlarının korozyon dayanımları, β alaşmlarından daha yüksektir. Titanyum alaşımlarının yüksek sıcaklıklarda karşılaştıkları problem, ukavemetlerinden değil yüksek oksidasyon eğilimlerinden kaynaklanmamaktadır. Yüksek sıcaklıkta oksidasyona karşı β alaşımları, α alaşımlarından daha hassastırlar. Ortamdaki hidrojen ve oksijenle yüksek reaktifliği, titanyum alaşımlarını gevrekleştirdiği için istenmeyen özelliklerindendir. Bu durum titanyum alaşımlarının kaynak işlerinin vakum veya soygaz ortamında yapılması gerekliliğini doğurur. α ve α+β alaşımları, yüksek mukavemet için yaşlandırılan β alaşımlarına göre daha problemsiz kaynaklanırlar. α alaşımlarının deformasyon kabiliyetleri β alaşımlarında daha düşüktür. Deformasyon sertleşmesine daha kolay uğrayabilirler. Bu nedenle α ve α+β alaşımlarına sıcak deformasyon uygulamak gerekmektedir. Deformasyon sıcaklığı artan hacimsel β oranı ile düşer. Bazı yarı kararlı β alaşımları oda sıcaklığında dahi deformasyona uğratılabilirler. Süper plastik davranış için ideal mikroyapı, sürekli β fazı içerisine dağılmış, ince ve eşeksenli tanelerin oluşturduğu yapıdır. Günümüzde 100 den fazla titanyum alaşımı bilinmektedir. Bunların ancak tanesi ticari kullanım sahasına sahiptir. Klasikleşmiş alaşımlar arasında Ti6Al4V tek başına, kullanılan toplam titanyum alaşımı miktarının yarısını oluşturmaktadır. Alaşımlandırılmamış titanyum ise toplam kullanılan miktarın %20 ila %30 unu teşkil eder. Ekte Tablo C.1 ve Tablo C.2 de bazı titanyum alaşımlarının fiziksel özellikleri ve kimyasal bileşimleri görülmektedir [33-37] Titanyum Alaşımlarının Sınıflandırılması β geçiş sıcaklığı üzerindeki etkilerine dayanarak alaşım elementleri nötr, α kararlaştırıcı veya β kararlaştırıcı olarak sınıflandırılabilir. Şekil 3.1, titanyumun faz diyagramı üzerinde alaşım elementlerinin etkilerini göstermektedir. Yüksek sıcaklıklarda α kararlaştırıcı elementler, α fazı bölgesini geniş tutmaktayken, β kararlaştırıcılar β fazı bölgesini daha düşük sıcaklıklara indirgemektedirler. Standart 12
23 alaşımlandırma elementleri dışında 100 ppm mertebesinde ametalik elementler empüriteler şeklinde yapıda bulunmaktadır. Şekil 3.1. Alaşım elementlerinin titanyum alaşımlarının faz diyagramlarına etkileri[45] Titanyuma ilave edilen alaşım elementleri arasında, α-kararlaştırıcı olarak en etkin element alüminyumdur. Oksijen, azot ve karbon gibi arayer atomları da benzer bir davranış sergilemektedirler. α oluşum sıcaklığını daha yüksek sıcaklıklara taşımakla beraber bu elementler iki fazlı α+β şeklinde bir oluşuma da imkan sağlamaktadırlar. α kararlaştırıcı elementler kendi aralarında β izomorf ve β ötektoid olarak ayrılabilmektedir. Titanyum içerisindeki yüksek çözünürlükleri nedeniyle β izomorf elementler arasında Mo, V,ve Ta ön plana çıkmaktadırlar. Öte yandan çok düşük oranlardaki Fe, Mn, Cr, Co, Ni, Cu, Si ve H gibi β ötektoid elementler intermetalik bileşiklerin oluşmasını sağlayabilmektedirler. Sn ve Zr ise neredeyse α/β geçiş sınırı üzerinde hiçbir etkileri olmadığı için etkisiz elementler olarak bilinirler. Ancak mukavemet söz konusu olduğunda α fazının mukavemetini arttırdıklarından etkisiz değillerdir[28]. Titanyum alaşımları genelde α, α+β ve β alaşımlar olarak sınıflandırılırlar. Sınıflandırma derinleştirildiğinde ise α ya yakın (near α) ve yarı kararlı β alaşımları karşımıza çıkmaktadır. Bu oluşumlar sırası ile α ve β kararlaştırıcı elementlerin bulunduğu üç boyutlu bir faz diyagramı ile gösterilebilir. Şekil3.2 de α alaşımları CP-Ti ve α-kararlaştırıcı ve/veya etkisiz elementlerle alaşımlandırılmış alaşımları göstermektedir. Önemsiz miktarlarda β-kararlaştırıcı elementler ilave edildiği vakit, α ya yakın alaşımlar olarak adlandırılan bölgeye gelinir. En yaygın kullanıma sahip α+β alaşımları ise bu tip alaşımları takip etmektedirler. α+β alaşımları oda sıcaklığında hacimsel olarak %5 ile %40 arasında β fazı içermektedir. β kararlaştırıcı element oranı bir noktaya kadar arttıktan sonra β fazı su vererek martenzite 13

24 dönüştürülememeye başlar. Bu noktada alaşımlar halen iki fazlı durumdadır ancak yarı kararlı β fazı olarak adlandırılırlar. Alaşımlandırma skalasında yaygın titanyum alaşımları arasında son olarak tek fazlı β fazı gelmektedir. Şekil 3.2. Titanyum alaşımlarını sınıflandırmak için kullanılan üç boyutlu şematik faz diyagramı[45] En önemli ve üzerinde en çok çalışılmış faz diyagramı şüphesiz Ti-Al faz diyagramıdır. Şekil 3.3 te görülmekte olan Ti-Al faz diyagramında α ve β fazları dışında, α 2 -Ti 3 Al, γ-tial, TiAl 2 ve TiAl 3 gibi birçok intermetalik fazda mevcuttur. Bunlar arasında yalnızca α 2 -Ti 3 Al ve γ-tial kendilerine uygulama alanı bulmuşlardır. TiAl 2 ve TiAl 3 çok kırılgan oldukları için uygulamalarda kullanılmamaktadırlar. Yüksek sıcaklık uygulamalarında giderek daha sık karşımıza çıkmaya başlayan γ-titanyum alüminatlar Nb ile alaşımlandırıldıkları vakit başka bir intermetalik faz olan Ti2AlNb oluşmaktadır. Bu intermetalik faz ortorombik titanyum alüminatların temelini oluşturmaktadır. Yine uygulamalarda kısmen öneme sahip olan diğer bir faz ise kübik L1 2 ailesinden τ fazıdır. Bu faz V, Cr, Mn, Fe, Co, Ni, Cu veya Zn elementlerinin yer alan olarak yüksek oranda alüminyum içeren TiAl 3 alaşımlarına, alüminyum oranının %10 u civarında eklenmesiyle oluşmaktadır [45]. 14
25 Şekil 3.3. Ti-Al faz diyagramı [45] 3.2. Ticari Saf Titanyum (CP-Ti) Alaşımlandırılmamış titanyumun kullanım nedeni üstün korozyon direncine sahip olmasıdır. CP-Ti un değişik kalitelerinde değişen unsur oksijen miktarıdır. Oksijen titanyumun mukavemetini oldukça arttırırken sünekliği düşürür. Hedeflenen mıkavemete erişmek maksadıyla sadece oksijenle alaşımlandırma yapılırken yapıdaki demir ve karbon gibi elementler üretim aşamasından kalma empüriteler olarak kabul edilir. Kalite-1 den 4 e kadar olan CP-Ti ların mukavemet değerleri MPa arasında değişir. Kalite-1 olan CP-Ti bunların arasında en düşük mukavemete ve en yüksek soğuk şekillendirilebilme yeteneğine sahiptir ve bu sebeple derin çekme işlemlerinde kullanılmaktadırlar. Kalite-2 kullanılan CP-Ti lar arasında en çok kullanılanıdır. Çekme mukavemeti 390 ila 540 MPa arasındadır. Daha yüksek mukavemete sahip kalite-3 CP-Ti basınçlı uygulamalrda tercih edilir. Deformasyon sınırı düşük olsa da ince çeper gerektiren ve düşük ağırlık istenen uygulamalarda sıkça kullanılır. Kalite-4 CP-Ti ise aralarında mukavemeti en yüksek olandır (740 MPa). Genelde kalıp ve dolgu malzemesi olarak kullanılırlar ancak karışık şekillerin gerektiği durumlarda, deformasyon için sıcaklığın 300 o C civarında olması gerekir. Korozyon direncinin en kritik olduğu durumlar için kalite-7 CP-Ti geliştirilmiştir. İçeriğinde paladyum bulunan ve çok pahalı olan bu alaşım yerine genelde benzer özellikli kalite-12 alaşımı tercih edilir [43, 45]. 15
26 3.3. α Titanyum Alaşımları α alaşımları en çok kimya sanyi ve proses mühendisliğince kullanılır. Bu uygulamalarda gerekli olan çok yüksek korozyon dayanımı ve deformasyon kabiliyetine sahiptirler. CP-Ti ların mukavemet gereksinimini karşılayamadığı yerlerde, en eski titanyum alaşımı olan ve uzun zaman önce kabul görmüş Ti5Al2,5Sn alaşımı tercih edilir. Düşük sıcaklıklı uygulamalar olan hidrojen depoları ve basınçlı araçlarda yaygın olarak kullanılmaktadır. Ti5Al2,5Sn diğer α alaşımları gibi yaşlandırma ile sertleştirilemedikleri için kolay kaynaklanabilmektedir [43, 45] α ya Yakın Titanyum Alaşımları Klasikleşmiş biçimde, α ya yakın alaşımlar yüksek sıcaklık gerektirecek uygulamalarda kullanılırlar. α alaşımlarının üstün sürünme dayanımı ve α+β alaşımlarının yüksek mukavemeti α ya yakın alaşımlarda bir arada bulunur. Günümüzde çalışma sıcaklıkları o C a kadar çıkmıştır. Ti-8-1-1, yüksek sıcaklık için geliştirilmiş ilk titanyum alaşımıdır. Ancak yüksek alüminyum içeriği zayıf gerilmeli korozyon dayanımına sebep olur. Bu sebeple sonradan geliştirilen bütün titanyum alaşımları en fazla %6 ya kadar alüminyum içeriğine sahiptirler lerde yapılan bir çalışma içerikte en fazla %0.1 e kadar olan silisyumun, Ti nin sürünme dayanımını çok arttırdığını ortaya koymuştur. Alaşım Ti S ismiyle anılmaya başlanmış, ancak daha sonra üzerinde tartışılan bir malzeme haline gelmiştir. Yapılan ileriki incelemeler., içerikteki silisyumun yüksek sıcaklıklarda, dislokasyonlar üzerine çökelerek, dislokasyonların tırmanmasını engellediği ve neticede deformasyon yeteneğini azalttığını ortaya koyunca, daha sonra üretilen bütün yüksek sıcaklık alaşımları %0.5 e kadar Si ile alaşımlandırılmıştır. Bugün en gelişmiş yüksek sıcaklık titanyum alaşımı Amerikan TIMETAL 834 olarak bilinir. Kullanım sıcaklığı üst limiti olan 600 o C de uzun süre kararlı davranmakta ve oksidasyona karşı koruma sağlamaktadır [43, 45] α+β Titanyum Alaşımları En yaygın kullanılan α+β alaşımı Ti6Al4V dur lerde geliştirilmiştir ve bilinen ilk titanyum alaşımları arasında gösterilmektedir. Ti6Al4V un üstünlüğü sadece dengeli özellikleri değil, kullanılmış ve kullanılmakta olan titanyum malzemeler 16
27 arasında en yaygın olarak kullanılanı olmasıdır. Yaygın kullanımı özellikle havacılık sanayinde önemli bir kriter olan en çok test edilmiş, denenmiş ve geliştirilmiş titanyum alaşımı olmasını sağlamıştır. Diğer yaygın kullanıma sahip α+β alaşımları; yüksek mukavemet amaçlı geliştirilmiş Ti ve IMI 550, yüksek mukavemet ve yüksek tokluğa sahip Ti , gaz türbin motorlarında 400 o C a kadar olan sıcaklıklarda kullanılmak için geliştirilmiş Ti , Ti S ve Ti17alaşımlarıdır [43, 45] Yarı Kararlı β Alaşımları Yarı kararlı β alaşımları, 1400 MPa gibi çok yüksek mukavemet değerlerine kadar sertleştirilebildikleri için sürekli kullanım alanları artan malzemelerdir. Karmaşık mikroyapı, alaşım dizaynı yapan kişilere hem yüksek mukavemet hem de yüksek tokluk için optimizasyon imkanı sağlamaktadır. TIMETAL21S özellikle, fiber takviyeli titanyum kompozitlerde matriks malzemesi olarak geliştirilmiştir. TIMETAL LCB otomotiv sanayinde kullanılabilmesi için, ucuz fiyatlı β(lcb) uzantısı isminin sonuna eklenmiş bir şekilde karşımıza çıkmaktadır. Japonların geliştirdiği SP700 alaşımı çok küçük taneli bimodal tane yapılı mikroyapısı ile 700 o C gibi çok düşük sayılabilecek sıcaklıklarda bile mükemmel süper plastik davranabilmektedir. Yarı kararlı β alaşımlarının kullanımını sınırlayan olumsuz özellikleri ise yüksek özgül ağırlık, düşük kaynaklanabilirlik zayıf oksidasyon dayanımı ve karmaşık mikroyapı olarak sıralanabilir [43, 45] Titanyum ve Titanyum Alaşımlarının Kullanım Alanları Titanyum halen diğer yaygın kullanıma sahip metaller gibi kesintisiz üretim yöntemine sahip olmayışı ve cevherlerinin düşük tenörlü oluşu nedeniyle pahalı bir malzemedir. Yine de diğer metallerin bir arada sunamadığı özelliklere sahip oluşu sayesinde çok çeşitli uygulamalarda kullanılmaktadır Titanyum ve Alaşımlarının Biyomedikal Amaçlı Kullanımı 1950 lerde implantasyonda kullanılmaya başlandığından beri titanyumun kullanımı Ti6Al4V ve CP-Ti ile sınırlı kalmıştır. Her iki malzeme de askeri ve endüstriyel 17
28 uygulamalar için geliştirilmiştir ancak medikal kullanımda beklenen özellikleri iyi karşılaşmaları sebebiyle implantasyonda yaygın olarak kullanılmaya başlanmıştır. Saf titanyum ilk olarak 1951 de Dr. Jergensen tarafından çatlak kemiğin birleştirilmesinde kullanılan vida ve plakalar şeklinde kullanmıştır. Çalışmalarında malzemenin iyi korozyon direnci ve doku uyumu gösterdiğini ancak mukavemet konusunda bazı yetersizlikleri olduğunu görmüşlerdir. Ti6Al4V ilk olarak Sovyetler Birliğinde 1959 da Sivash kalça protezleri merkezinde üretilmiştir lerin başlarında İngiltere de kullanılan vida, çivi, plaka ve implantların üretiminde yüksek mukavemetleri nedeniyle saf titanyumun yerini almaya başlamıştır lerin sonlarına doğru Amerika da kalça implant yapımı için Ti6Al4V alaşımının özelliklerini geliştirilerek, kullanımına devam edilmiştir lerde ise vanadyumun toksik etkilerinin gözlenmesi nedeniyle bu alaşımının değişik iki kombinasyonu kullanılmıştır. Bunlar; Ti6Al7Nb ve Ti5Al2,5Fe alaşımlarıdır ve metalurjik olarak Ti6Al4V a benzemekle birlikte en önemli farklılık vanadyumun olmamasıdır larda Howmedica Ar-Ge tarafından ortopedik implantasyonda kullanım amacıyla yeni bir titanyum alaşımı geliştirilmesi için bir program başlatılmıştır. Amaç mukavemet ve esneklik gibi implantasyonda önemli özellikleri optimize şekilde bünyesinde barındırırken bileşimde uyumsuzluk yaratacak elementlerin kullanılmasıdır. Bu sebeple mevcut β-ti özelliklerini karşılayacak bir, Ti6Al4V gibi α-β Ti alaşımını uygun olduğuna karar verilmiştir. β-ti alaşımları, α-β titanyum alaşımından genellikle daha yüksek mukavemete, çentik özelliklerine ve sertliğe sahiptir. Tasarım açısından Mo, Zr, Nb, Ta veya Fe gibi biyouyumlu elementler içerirler ve Ti6Al4V dan daha düşük elastik modüle sahiptirler. Biyolojik ortamda kullanılması istenen malzemelerde aranması gereken ilk şart, o malzemenin işlevini gerçekleştirdiği ortamda tolere edilebilmesidir. Yani kullanıldığı ortam tarafından reddedilmemesidir. Yapılması gereken öncelikle hangi malzemelerin bu özelliklere sahip olduğunun belirlenmesi ve bunların sınıflandırılmasıdır. Daha sonra bu malzemeler gösterdikleri mekanik özelliklere göre vücut içerisinde değişik bölgelerdeki tedavi metotları için aday olarak 18
29 gösterilebilirler. Bu kriterlere sahip olan ve bugün kullanılmakta olan bu malzemelere biyomalzemeler denmektedir [2]. Biyomalzemeler, metaller, polimerler, seramikler, karbonlar ve kompozitler olmak üzere sınıflandırılabilir. Bu malzemelerin her biri, katı, film, fiber veya kaplama formlarında bulunabilir ve insan vücudundaki yapısal organların yerini almada, hasar görmüş birleştirici dokuların tedavisinde kullanılırlar [9]. Günümüze kadar geçen zamanda biyomalzemelerin gelişiminde iki büyük aşama kaydedilmiştir. Bunlardan ilki, 1940'larda, Co-Cr ve paslanmaz alaşımların geliştirilmesi, diğeri ise polimer kimyası ve plastiklerde sağlanan gelişmelerdir. Bu gelişmeler, tıptan çok endüstriyel uygulamalara yöneliktir. Yeni malzemeler geliştirdikçe bunların bazen geliştirildikleri alanlar dışında da çok faydalı kullanımları olduğu görülmüştür. Mesela uçak gövde ve kanat malzemesi olarak geliştirilen titanyum alaşımları, bugün en yaygın kullanıma sahip biyomalzemelerdendir[8, 11]. Titanyum alaşımları 1940 ların sonlarına doğru kullanılmaya başlamıştır. Günümüzde ortopedik implant olarak en fazla kullanılan malzemeler F55 ve F138 düşük karbonlu paslanmaz çelikler (316L), F75 ve F90 kobalt-krom alaşımları, F67 saf titanyum ve F136 titanyum-alüminyum-vanadyum alaşımıdır (Ti6Al4V) [18]. Titanyum oksijenle çok çabuk reaksiyona girdiği için yüzeyinde daima koruyucu bir titanyum dioksit tabakası görülür. Bu sayede korozyona karşı yüksek direnç gösterir dolayısıyla doku uyumu en iyi olan metaldir. Günümüzde metal alerjisinin korozyon kaynaklı olduğu kanıtlanmıştır. Titanyum korozyona karşı dirençli olduğu için metal alerjisi olan hastalarda kullanılabilir. Titanyum alaşımları mikro cerrahinin hassasiyetine uygundur. Havacılık ve uzay sanayisinin ihtiyaçları ile gelişmiş olan titanyum, mikro cerrahi alanında vazgeçilmez hale gelmiştir. Yine çok önemli bir özellik olarak titanyumun bazı alaşımları aşınmaya dayanıklıdır ve uzun ömürlüdür. Sert oluşuyla ince uçları güçlü kullanıma imkan sağlar. Korozyona karşı çok yüksek dayanıma sahiptir. Titanyum alaşımlarının yorulma dayanımı da diğer metallerin yorulma dayanımlarına göre önemli ölçüde üstündür. 19
30 Son yıllarda en çok kullanılan metal implant, titanyumdur. Titanyum ve alaşımlarının implantolojide kullanımlarını sağlayan faktörler şunlardır: Mekanik dayanıklılığın uygun olması Titanyum ve alaşımlarının havada okside olmasıyla meydana gelen oksit tabakasının, materyalin fizyolojik çevrede kararlı kalmasını sağlamak Bu oksit tabakasının vücut içinde titanyumu korozyona karşı dirençli kılması Titanyumun diğer benzeri olan pasif olmayan metallerle kaplanabilir olması ve vücutta galvanik akıma neden olmaması Titanyum alaşımın elastiklik modülünün diğer tüm implant materyallerine nazaran kemiğe daha yakın olması Biyolojik olarak uyumlu olması Titanyum, ticari saflıkta titanyum ve Ti-6Al4V olmak üzere iki şekilde kullanılır. Saf titanyum mekanik özellikler açısından zayıftır ve protez üzerine poroz kaplama olarak kullanılır. Poroz kaplamalar kalça protezlerinde ve diş implantlarında, kaplamadaki porların içinde kemik büyümesini sağlamak amacıyla sık sık kullanılırlar. Yapay bağlantı ve yerleştirme tedavilerinde yaygın olarak kullanılan Ti6Al4V alaşımları, paslanmaz çelikler ve kobalt-krom alaşımlarının yaklaşık yarısı kadar bir elastik modüle sahiptir [22, 23]. Titanyumun %6Al, %4V içeren alaşımları da son yıllarda yaygın bir şekilde kullanılan metalik esaslı biyomalzemelerden biridir. CP-Ti dan ise daha çok dişçilikte yararlanılır. Ti metali, gerek 316L, gerekse Co-Cr alaşımı kadar bir mukavemete sahipken, elastik modülü bu alaşımların yaklaşık yarısıdır. Titanyumun bu özelliği, implant ile kemik arasındaki büyük elastik modül farklarının yol açtığı gerilme konsantrasyonlarının doğmasını daha aza indirebilir. Bununla birlikte, yine de Ti6Al4V alaşımının elastik modülü kemiğinkinden çok daha fazladır. Düşük adhezif aşınma direnci en büyük dezavantajı olduğundan son zamanlarda TİN gibi seramik filmlerle kaplanarak kullanılma yoluna gidilmiştir. Anodik oksidasyon ile oluşturulan filmler ilginç özellikler gösterirler. Örneğin yüzey topografyaları hem gözenekli hem de pürüzlü olmasına rağmen abrazif yüzeylerde olduğu gibi keskin köşeler içermezler. Bu filmlerin açık gözenekleri titanyum implantlarda ilaçla birleşmeyi sağlayarak implantın kullanımını kolaylaştırır. Ayrıca hidrotermal işlemle yüzeyde çöktürülen hidroksiapatit sayesinde bioaktif yüzeyler hazırlamak mümkündür. 20
31 Korozyon direnci ise, gerek Co-Cr-Mo, gerekse 316L den daha yüksektir. Ti6Al4V alaşımı, kalça protezlerinde stem olarak ve asetabular kabının içine kaplanan ÇYYPE ye metal destek olarak kullanılmaktadır. Ortopedik cerrahide yük taşıyıcı implantların elastik modülü, oluşan gerilme yoğunlaşması olayı nedeniyle oldukça önemlidir. Normal yüklemelerde kemik ve implant malzeme arasındaki yük paylaşımı, kemik ile implant malzemenin elastik modüllerinin birbirine göre oranının bir fonksiyonu olarak meydana gelir. Eğer implant malzemenin elastik modülü kemiğinkinden daha yüksekse, kemiğin üzerine gelen yük daha az olacaktır ve bu da gerilme yoğunlaşmasına neden olarak kemiğin zamanla bozunmasına sebep olabilmektedir. Yoğun kemiğin elastik modülü 1-20 GPa civarındadır. Titanyum alaşımlarının elastik modülü 120 MPa civarındadır. Paslanmaz çelik ve kobalt-krom alaşımlarının elastik modüllerinin 200 GPa civarında olduğu bilindiğine göre titanyum alaşımlarının daha düşük gerilme yoğunlaşmasına neden olacağı açıkça görülmektedir. Ayrıca titanyum alaşımı, paslanmaz çelik ve kobalt-krom alaşımlarından daha düşük bir yoğunluğa sahiptir. Titanyum esaslı alaşımların biyolojik olarak uyumlu oldukları histolojik deneylerle kanıtlanmış olup tek dezavantajının oldukça pahalı olmasıdır [21, 22] Titanyum ve Alaşımlarının Havacılık Alanındaki Uygulamaları Günümüzde otomobil sanayi ürettiği bir aracın ağırlığındaki bir kilogramlık hafifletme için 15$ maliyeti tolere edebilirken, havacılıkta bu rakam atılan her bir kilogram fazladan ağırlık için 1500$ a çıkmaktadır. Eğer üretim çok daha ileri teknoloji gerektiren uzay faaliyetleri ile ilgili ise bu rakam 15000$ civarına yükselmektedir. Bu durum titanyumun diğer üstün özellikleri dışında sadece düşük yoğunluğu sayesinde kendisine havacılık sanayinde önemli bir pazar yakaladığını açıklayan güzel bir örnektir ların sonunda geliştirilen Ti6Al4V alaşımı halen havacılık uygulamalarında önemli bir yere sahiptir. Alüminyum alaşımlarının, yüksek mukavemet çeliklerinin veya nikel esaslı süper alaşımların yüksek sıcaklıktaki kararlılıklarının yetersiz kaldığı durumlarda titanyum alaşımları ön plana çıkmaktadırlar. 21
32 Titanyumun havacılık sanayinde yaygın kullanımının önemli sebepleri; Hafiflik Çalışma sıcaklığı Korozyon direnci Polimer matriksli kompozitlerle galvanik uyumluluk Hacim kısıtlaması Büyük ticari uçaklara bakıldığında, gövde yapısında ortalama %5-9 arasında titanyum kullanılmaktadır. Ancak çalışma sıcaklığının, çok dikkate alındığı motorlarda ise titanyum kullanımı %33-38 civarındadır. Uçak motorlarında hacimsel oranlara bakıldığında titanyum alaşımları en çok kullanılan malzemedir. Havacılık sanayinde, mekanik özellikler kadar üretilen parçaların kullanım ömürleri de önemlidir. Titanyum alaşımlarının kullanıldığı parçaların uzun kullanım ömürleri, o parçaları fiyat-kullanım ömrü kıyaslamasında öne geçirmektedir. Uçak gövdelerinde yapısal eleman olarak titanyum kullanılmasındaki maksat, yorulma çatlağı ilerleyişini durdurmaktır. Uçak gövdelerinin ana yapısal elemanı olan alüminyum üzerine ince, dar kuşaklar şeklinde geçirilerek oluşan yorulma çatlaklarının ilerleyişini engellemeleri amaçlanır. Uçakların yüksek korozyon direnci ve kısmi mukavemet gerektiren içindeki yaşam alanlarında sıkça ticari saflıkta titanyum kullanılır. Yüksek üretim maliyetlerine rağmen uçakların ana iniş takımları için dövme titanyum alaşımlarının kullanımı gittikçe yaygınlaşmaktadır. Yüksek mukavemet çeliklerinden imal edilen ana iniş takımlarının kullanım ömürleri dolmadan sıkça gerilmeli korozyon şüphesi ile değiştirilmeleri bu malzeme yerine, yeterli mukavemete sahip dövme titanyum alaşımları tercih edilmektedir. Bu tercih aynı zamanda büyük bir ticari yolcu uçağın kg civarında bir ağırlık azaltılması da sağlamaktadır. Ticari uçaklarda kullanımı ile kıyaslandığında askeri uçaklardaki titanyum kullanımının daha fazla olduğu görülmektedir. Askeri uçaklardaki yapısal parçaların maruz kaldığı termal ve mekanik yükler daha yüksek sürat ve zorlayıcı manevralar nedeniyle artmaktadır. Askeri uçaklarda gövde imalatında kullanılan titanyum oranı %50 lere varmaktadır. Amerikan keşif-casus uçağı SR-71 Blackbird ün imalatında kullanılan titanyum oranı %95 tir. Savaş uçaklarında da titanyumun en yaygın bulunduğu kısım yine ortam sıcaklığının aniden artarak alüminyum alaşımlarının kapasitesini aşabileceği motor bölümüdür. Günümüzün en modern savaş uçakları olarak kabul gören F-22 ve Joint Strike 22
33 Fighter uçaklarının gövdelerinde yeni bir titanyum alaşımı olan Ti-6Al-2Zr-2Sn- 2Mo-2Cr-0,25Si. Bu alaşım gövde sıcaklığının en yüksek olduğu, motor yuvalarında kullanılmaktadır. Askeri uçaklarda kullanılan titanyum parçalar arasında en büyük olan ve kritik parça, kanatlardan maruz kaldığı tekrarlı ve yüksek yükleri taşıma görevindeki kanat kutusudur. Bugüne kadar üretilmiş en büyük titanyum dövme parçalardan biri F-22 uçağının 4,9m boy, 1,8m yükseklik ve 0,2m kalınlığa sahip ve sadece 150kg ağırlığındaki, 3000kg ağırlığındaki tek dökümden imal ingottan dövülerek üretilmiş kanat kutusudur. Bu uygulamada ağırlıkça malzeme kaybı %95 tir ve titanyum malzemelerde karşılaşılan yüksek talaşlı imalat kayıplarına güzel bir örnektir. Titanyumun dövülme optimizasyonu malzeme kaybının minimizasyonu açısından gelecekte geliştirilmesi gereken bir konu olarak karşımıza çıkmaktadır. Özelikle Rus yapımı bazı yakın hava desteği uçaklarında da titanyum zırh malzemesi olarak kullanılmaktadır. SU-24/25/34 gibi subsonik uçaklarda, kokpit etrafında 17mm kalınlığa varan titanyum zırh kullanılmaktadır [45]. Titanyumun havacılıkta ana kullanım alanı ise gaz türbin motorlarıdır. Modern gaz türbin motorlarının ağırlıkça %33 ü titanyum alaşımlardan oluşmaktadır. Şekil 4.1 de görüldüğü üzere, Rolls-Royce firmasının ürettiği uçak motorlarında kullandığı titanyum oranı sürekli artmaktadır. Nikel esaslı süper alaşımlar ve titanyum bu tip motorlar için ana yapısal malzemeler olarak kabul görmektedirler. Titanyum alaşımların uçak motorlarında kullanımı 1950 li yıllarda başlamıştır. İlk olarak kompresör kanatçıkları titanyumdan imal edilmeye başlanmış, daha sonra kompresör disklerinin de titanyumdan üretimine geçilmiştir. Şekil 3.4. Rolls-Royce firması tarafından üretilen uçak motorlarında kullanılan titanyum miktarının yıllara göre değişimi[45] 23
34 Yüksek sıcaklığa maruz kalmayan bölgeler olan kompresörlerin 4. veya 5. kademelerine kadar Ti6Al4V den imal kanatçıklar kullanılabilmektedir. Bu alaşım için maksimum çalışma sıcaklığı, 315 o C tır. Ancak kompresörlerin yüksek basınç kademelerinde yüksek sıcaklıklar oluştuğu için α ya yakın alaşımlar kullanılmaktadır. α ya yakın alaşılar için çalışma sıcaklığı sınırı 540 o C tır. α ya yakın alaşımlar için bu sınır yüksek sıcaklıkta yetersizleşen mukavemet veya sürünme davranışı yüzünden değil, zayıf oksidasyon dayanımı yüzünden oluşur. Uzun süreli yüksek sıcaklık koşullarında yüzeylerde α durumu oluşur. Bu durum yüzeyde oksijen zenginleşmesiyle ile oluşmuş kırılgan bir α fazı oluşmasıyla açıklanmaktadır. Yüzeydeki bu faz malzemenin sünekliğini ve yorulma dayanımını önemli ölçüde azaltır [13, 45] Titanyum ve Titanyum Alaşımlarının Otomotiv Endüstrisindeki Kullanımı Titanyum otomotiv endüstrisinde ilk kez1950 lerin ortalarında kullanılmaya başlanmıştır. General Motor firmasının Titanium Firebird II adlı deneysel aracın tüm dış yüzeyi titanyum kullanılarak tasarlanmıştır. Hiç üretilmeyen bu araç, hava sürtünmesi kaynaklı ısınmadan korunmaya ihtiyaç duyan hızlı yarış arabaları hariç, titanyum dış yüzeyli tek araçtır. Yakıt tasarrufu sağlayan ve çevreye daha az zarar veren araçlara olan talebin artması araçların ağırlığının hafiflemesi ve performansın arttırılmasını gerektirmiştir. Bu noktada yüksek korozyon direnci ve güce sahip titanyum alaşımları başlıca tercih maddesi olmuştur. Ancak titanyumun maliyeti arttırması otomotiv endüstrisinde daha yaygın olarak kullanılmasının önündeki en büyük engeldir ve kullanımını yarış otomobilleri, motorları ve F1 araçları gibi yüksek performans ve dayanıklılık gerektiren araçlarla sınırlamıştır ların sonunda Altezza modellerinde motor sübapında titanyum kullanan Toyota seri ve toplu üretimde ilk kez titanyum kullanan otomotiv firması olmuştur. Titanyum sübapların üretiminde toz metalürjisi yöntemi kullanılmıştır. Giriş sübaplarının üretiminde Ti-6Al-4V/TiB tozu, yüksek ısılı çıkış sübaplarında ise Ti- Al-Zr-Sn-Nb-Mo-Si/TiB tozu kullanılmıştır. Altezza nın motorunda 16 sübap bulunmaktadır ve bunların ağırlığı çelik sübaplarda yaklaşık 700gr iken Altezza da 24
35 400gr dır. Acura NSX V-6 nın güç aktarım elemanları ile Nissan Infiniti V-8 motorunun sübaplarında da titanyum kullanılmıştır. Yamaha da 250 cm3 lük motocross motorlarında titanyum sübaplar kullanmıştır. Süspansiyon yayları çelik yerine titanyumun kullanımının oldukça ekonomik olduğu bir otomotiv elemanıdır. Özellikle titanyumun çeliğe oranla çok daha düşük elastik modüle ve düşük kayma modüle sahip olması tercih sebebidir. Geleneksek süspansiyon yayı malzemesiyle karşılaştırıldığında, düşük modül, artan süspansiyon sapmasına ve bir sarmal hareketinde daha az süspansiyon hareketine yol açmaktadır. Böylelikle ağırlık sadece titanyumun düşük yoğunluğundan değil aynı zamanda süspansiyon sarmallarının daha kısa olmasından da kaynaklanmakta ve hem artan taşıma kapasitesine hem de motor ya da yolcu alanının daha geniş olmasına katkıda bulunmaktadır. Formula 1 araçları uzun süre motosiklet yarışlarında da kullanılan titanyum yaylardan faydalanmıştır. Ancak dünyada ilk kez seri üretim araçta titanyum yay kullanan grup Volkswagen olmuştur. Lupo FSI, 2000 yılından beri arka süspansiyonlarında titanyum kullanılan küçük bir otomobildir. Lupo nun arka süspansiyonları için geleneksel Ti-6Al-4V alaşımı yerine TIMETAL LCB (Ti- 6.8Mo-4.5Fe-1.5Al) kullanılmıştır. Bu bir beta alaşım olduğundan dolayı daha düşük kayma modülüne sahiptir, standart α + β alaşımlardan da daha düşük, ve fiziksel avantajı arttıran bir etkisi vardır. Buna ek olarak bu alaşım Ti-6Al-4V dan çok daha ucuzdur. Egzoz otomotiv endüstrisinde titanyumun kullanıldığı diğer bir elemandır. Avustralyalı motosiklet üreticisi KTM LC8 motorlarının egzoz sisteminde titanyum kullanmaktadır. Ağırlık azaltmak için egzoz çıkışındaki et kalınlığı 0.3 mm ye kadar düşürülebilmiştir. Dünyanın lider spor egzoz sistemleri üreticisi olan Remus motosikletler için sadece2.5 kg olan titanyum kaplama egzoz sitemleri üretmektedir. Azalan ağırlık seri üretim otomotiv sektöründe titanyum kullanılarak üretilen egzoz sistemlerinin kullanılmasının en önemli sebebidir yılından bu yana General Motors un sahip olduğu spor araba Chevrolet Corvette Z06 nın egzoz sisteminin alt yapı elemanlarında titanyum Kalite 2 kullanılmaktadır kg paslanmaz çelik ile karşılaştırıldığında titanyum egzoz çıkışı yalnızca 11 kg dır. 25
36 Tüm dünyada otomotiv sektöründeki titanyum kullanımı 2002 yılında 1000 tonu geçmese de bu rakam 1995 de kullanılan miktardan çok daha fazladır. Titanyumun pahalı bir hammadde olması kullanım yaygınlığının önündeki en önemli engeldir. Yakın gelecekte titanyum fiyatlarının çok fazla düşmesi beklenmemektedir. Umut edilen yüksek hacimli otomotiv pazarında fiyatların havacılık alanındakinin yarısı ya da üçte biri oranında ucuzlayacağı ve böylece otomotiv endüstrisinde de titanyumun daha yaygın olarak kullanılmasıdır Titanyum ve Alaşımlarının Diğer Bazı Kullanımları Mimari, titanyumun daha yakın zamanda kullanılmaya başlandığı bir alandır. Bunun öncülüğü Japonya da yapılmıştır. Japonya nın havacılık endüstrisi diğer ülkelerle karşılaştırıldığında çok küçüktür ve bunun sonucu olarak titanyum kullanımı havacılık dışı alanlara yaygınlaştırılabilmektedir. Titanyum çatılı ilk bina 1973 senesinde inşa edilmiştir lerden bu yana iç ve dış kaplama malzemelerinde, perde duvarlarda, kolon örtülerinde, gölgeliklerde, koruyucu kaplamalarda, sanatsal çalışmalarda, heykel, plaka ve anıtlarda titanyum kullanılmaktadır ların ortalarında Japonya nın senelik titanyum tüketimi 350 tona çıkmıştır. Yüzyılın bitiminde tüm dünyada mimari alanında 2000 ton titanyum kullanılmıştır yılında İspanya nın Bilbao şehrinde açılan Guggenheim Müzesi günümüze kadar yapılmış en görkemli titanyum binadır. Binanın dış kaplamasında plaka Kalite 1 titanyum kullanılmıştır. Plakalar yalnızca 0.35mm kalınlığında olmalarına karşın tüm bina için kullanılan titanyum 60 tondur. Müze o günden beri titanyumun mimaride kullanımı ile ilgili merakı güncel tutmuştur. Titanyum daha çok asit yağmuru, volkanik serpinti, kentsel kirlilik gibi şiddetli atmosfer koşullarına maruz kalan parçalarda kullanılmaktadır. Burada titanyum binanın atmosfer koşullarından en az hasar almasını sağlamaktadır. Mimari uygulamalarda titanyum kullanımının bir nedeni estetik bir diğeri de yüksek dayanıklılıktır. Genellikle Kalite-1 titanyum kullanılmaktadır ve bu duvar kalınlıklarının 0,4 1mm kadar ince olabilmesine izin vermektedir. Titanyum gerilim, oyuk ve aralık korozyonuna ve asit yağmurları tarafından meydana gelebilecek diğer korozyonlara karşı neredeyse bağışıklıdır. Bu nedenle imalatçılar dış cephe ve çatıların dayanıklılığına dair 100 sene garanti verebilmektedirler. Bu aynı zamanda 26
37 bakım ve onarım harcamalarının da düşmesine yol açmaktadır ve bu genellikle titanyumun kullanım maliyetinin görmezden gelinmesini sağlamaktadır. Titanyumun bir başka avantajı da paslanmaz çeliğin yarısı, alüminyum da üçte biri kadar bir ısıl genleşme katsayısına sahip olmasıdır. Bu durum inşasında fazla cam ya da beton kullanılan binalarda titanyum kullanımını ön plana çıkarmaktadır. Düşük ısıl genleşme katsayısının bir sonucu olarak hareketli çatılar gibi büyük titanyum yapılarda gece gündüz ısı farkının neden olduğu gerilim en aza indirilebilmektedir. İnşasında titanyum kullanılan etkileyici binalardan bazıları şunlardır: Fukui deki Naya Tapınağı nın çatısı, Fukuoka Kubbesi, Miyazaki Okyanus Kubbesi, Tokyo daki Uluslar arası Konferans Binası, Japonya daki Shimana Sanat Müzesi, Tokyo daki Showa-Kan binasının perde duvarları, Glasgow Bilim Müzesi ve IMAX tiyatrosu ve Fransız mimar Paul Andreu tarafından tasarlanan Çin deki Büyük Ulusal Tiyatro binası. Titanyum alaşımları yüksek performanslı malzemeler olarak bilinmektedir. Yeni kullanım alanları araştırılırken yine yüksek performans gerektirecek alanların araştırılması gerekmektedir ve bu durum özellikle yüksek performans gerektiren spor dallarını öne çıkmaktadır. Titanyum ve titanyum alaşımlarının kullanıldığı başlıca alanlar golf, tenis, bisiklet, su altı sporları, dağcılık, trekking ve kış sporlarıdır. Golf oynarken ana amaç topu mümkün olduğunca uzağa atabilmektir ve bunu sağlamak için golf sopasının ucu en önemli elemandır. Önceleri ağaç kullanılarak üretilen uçlar daha sonra çelik kullanılarak üretilemeye başlanmıştır ların ortalarında ise ilk kez titanyum kullanılarak üretilen uçlar pazara sürülmüştür. Düşük ağırlıklı metaller kullanmak üreticilere daha büyük uçlar üretip ağırlığı hafif tutma şansını tanımaktadırlar. Üretimde genellikle Ti-6Al-4V kullanılmakla birlikte Ti- 3Al-2.5V gibi diğer α + β alaşımlar da kullanılmaktadır. 27
38 4. TİTANYUM VE ALAŞIMLARININ YÜZEY MODİFİKASYONU Titanyum ve alaşımlarının zayıf tribolojik özellikleri nedeniyle endüstride kullanım alanları sınırlıdır. Bu malzemelerin aşınma direncini artırmak için yüzey sertliğini arttıran, aşınma miktarını azaltan ve korozyon dayanımını arttıran çeşitli yüzey modifikasyonları uygulanabilmektedir. Titanyumun karbon, oksijen, bor ve azot gibi bazı elementlere olan yüksek afinitesi nedeniyle difüzyon mekanizmasına dayalı yüzey işlemleri titanyum ve alaşımlarını yüzeylerine uygulanabilmektedir. Bunun yanında titanyum ve alaşımlarının aşınma dayanımları termal oksidasyon teknikleri kullanılarak da arttırılabilmektedir. Titanyum yüksek sıcaklıkta havayla temas ettiğinde hızlı bir şekilde oksidasyona uğrar ve yüzeyinde sert yapışkan olmayan bir oksit tabakası oluşur. Termal oksidasyon, titanyum ve alaşımlarının yüzeyinde oksijence zengin katı eriyik bölgesi ve kalın oksit tabakası oluşturan yüksek sıcaklık oksidasyon işlemidir. Oksidasyon konsantrasyonuna bağlı olarak, sertlik yüzeyden metalin daha iç bölgelerine kadar kademeli olarak azalır. Bu yöntemin kolaylığı, nedeniyle titanyumun yüzey sertliğinin arttırılmasında yaygın olarak kullanılır. Yüzeyde bir koruyucu ve aşınma özelliklerini geliştirici oksit filminin oluşturulması genellikle termal oksidasyon veya elektro kimyasal yöntemlerle gerçekleştirilmektedir [10-12] Elektrokimyasal Metotlar Elektrokimyasal yüzey işlemleri, bir elektrolit içine yerleştirilmiş elektrik yüklü elektrot yüzeylerinde farklı kimyasal reaksiyonların oluşması esasına dayanır. Elektrokimyasal yüzey işlemleri tekniklerinden en fazla kullanılanları elektrolitik parlatma ve anodizasyon olarak da adlandırılan anodik oksidasyondur. Her iki yöntemde de işlem görecek numune elektrokimyasal devreye anot olarak bağlanır. Bu devreye elektrik verildiğinde devreden akım geçer ve elektrotlarda redüksiyon, oksidasyon reaksiyonları ve elektrotlar arasında iyon iletimi gerçekleşir. Seçilen 28
39 elektrolit ve elektrot potansiyeli, sıcaklık, akım miktarı gibi işlem parametrelerine bağlı olarak anot yüzeyinde farklı değişimler gerçekleşebilir Anodik Oksidasyon Anodik oksidasyonda metalin elektriksel alanı ve oksijen difüzyonu etkisiyle anot yüzeyinde bir oksit filminin oluşmasına neden olur. Anodik oksidasyon metallerin özellikle alüminyumun, yüzeyinde farklı tipte koruyucu oksit filmler üretmek için kullanılan iyi bilinen bir yöntemdir. Titanyumun anodizasyonunun yapılmasının esas amacı, özellikle uzay ve uçak endüstrisinde gerekli çok iyi yapışma özelliği gösteren bir yüzey geliştirmektir. Ayrıca bu yöntem korozyon dayanımını arttırmak için oksit tabakalarının oluşturulmasında, renklendirmede ve gözenekli kaplamaların üretimin de kullanılabilmektedir. Titanyumun anodik oksidasyonu için genellikle H 2 SO 4, H 3 PO 4, asetik asit ve benzeri seyreltik asitler kullanılmaktadır. Anodizasyon işleminde uygulanan voltaj değeri kırılma voltajının üstüne çıktığında oksit tabakası daha fazla büyüyemez. Böyle yüksek voltajlar, sistemde gaz oluşumunun artmasına ve çoğunlukla kıvılcım oluşumuna neden olur. Bu tip anodizasyon plazma anodizasyonu veya mikro ark anodizasyonu olarak tanımlanır. Bu işlemde daha gözenekli ve daha az üniform oksit filmler oluşur. Günümüzde daha çok titanyum üzerinde kırılma limitinin altında galvanostatik oksidasyonla oluşturulan anodik oksit filmler üzerinde çalışılmaktadır. Anodik oksidasyon sonrası yapılan XPS analizlerine göre genellikle oluşan filmin kompozisyonu TiO 2 dir. Fakat yapılan farklı çalışmalar daha kompleks yapıda oksijence zengin yüzey tabakalarının oluşabileceğini göstermiştir. Elektrolitten gelen iyonlar oksidin içinde ve yüzeyde çoğunlukla tespit edilmiştir. Yapılan nükleer ilişkili incelemeler okisidin dış bölgesinde belirgin miktarda hidrojen olabileceğini göstermiştir. Ti6Al4V alaşımının üzerinde oluşan filmlerde yapılan incelemelerde oksitlenmiş formda alaşım elementleri içerdikleri de görülmüştür. Ayrıca Al, Ti ya göre oksitteki konsantrasyonun metaldekinde daha fazla olduğu ve V un yüzeyin dış bölgesine itildiği görülmüştür [15, 31]. Titanyum ve titanyum alaşımlarının yüzeyinde oluşturulan anodik oksit filmler kompleks bir mikro yapı ve morfoloji gösterirler. Genellikle oksit kalınlığı arttıkça 29
40 yüzey pürüzlülüğü de artmaktadır. Çeşitli yapısal hatalar (boşluk, çukurlar gibi) sıkça gözlenmiştir. Yapılan difraksiyon çalışmaları filmlerin amorf veya kısmi kristalin yapıda olabileceğini göstermiştir. Anataz ve rutile en çok gözlenen fazlardır, fakat brokite da bazı filmlerde tespit edilmiştir Termal Oksidasyon Titanyum reaktif bir metal olması nedeniyle, normal atmosferik koşullarda oda sıcaklığında yüzeyinde ince bir oksit filmi oluşur. Genellikle birkaç nanometre kalınlığında olan bu oksit filmi, yüzeyde gelişecek reaksiyonlara karşı titanyum metalini korur. Titanyumun TiO, TiO 2, Ti 2 O, Ti 2 O 3, Ti 3 O 2, Ti 3 O, Ti 3 O 5 şeklinde farklı stokimetrilerde oksitleri bulunur. Bu oksitler içinde en karalı olanı TiO 2 dir ve 3 farklı formu vardır C nin üstü yüksek sıcaklıklara çıkıldıkça yüzeyde bulunan oksit tabaksının kalınlığı birkaç nanometreden onlarca nanometreye kadar çıkar ve oksit filmi amorf yapıdan kristalin yapıya dönüşür. Yüksek sıcaklıklarda, yüzeyde kalın oksit tabakası oluşmasına ara yüzey bölgesinde oksijenin çözünmesi eşlik eder. Wiesmann ve Shrier özellikle yüksek sıcaklıklarda ve daha uzun zamanlardaki oksidasyonlardan sonra titanyum piklerindeki difraksiyon açılarının değiştiğini belirtmişlerdir ve bu değişimin latis parametrelerindeki artıştan kaynaklandığına bağlamışlardır [38, 40, 42]. Titanyum alaşımlarını oksidasyon mekanizması hem zaman hem de sıcaklığa bağlı olarak değiştiğinde, oksidasyon kinetiği farklı denklemlerle izlenir: I. Logaritmik oksidasyon: C nin altındaki sıcaklıklarda oksidasyon başlangıçta hızla gelişirken zamanla önemsiz bir seviyeye düşer. X=k.log(t+t 0 )+C (4.1) II. Parabolik oksidasyon: C nin üstündeki sıcaklıklarda zamanla oksidasyon hızla azalır. 30
41 X 2 =kt+c (4.2) III. Lineer oksidasyon: C nin üstündeki sıcaklıklarda oksidasyon hızı zaman göre sabit olacak şekilde gelişir. X=kt+C (4.3) Burada X, oksidasyon yüzeyinden ölçülen miktar, k oksidasyon sabiti, C integrasyon sabiti ve t ise oksidasyon süresidir. Logaritmik, parabolik ve lineer oksidasyona göre X in değişimi Şekil4.1 ve Şekil 4.2 de gösterilmiştir. Şekil 4.1. Logaritmik oksidasyona göre X in süreyle değişimi. Şekil 4.2. Parabolik ve lineer oksidasyona göre X in süreyle değişimi. Titanyumun parabolik oksidasyonu sırasında oksijen, yoğun oksit içinden geçerek içeriye doğru yayılır ve oksijen, metal-oksit ara yüzeyinde çözünme ve oksidin büyümesi ile tüketilir. Oksijen, oksit-metal ara yüzeyinden metal içine doğru yayılır. Bu nüfuz etme titanyum içinde oksijenin yüksek çözünürlüğünün ve ara yer difüzyonun kolay olmasının sonucudur. Azot ve karbon atomları gibi oksijenin difüzyonu da, çözünen atomların bir ara yer boşluğundan diğer ara yer boşluğuna başarılı bir şekilde atlaması ile olur [38]. 31
42 4.3. Nitrürleme Titanyum ve alaşımlarının aşınma ömrünü ve korozyon direncini arttırmak, için uygulanan diğer bir yöntem ise yüzeyinin nitrür tabakasıyla kaplamaktır. Titanyum nitrür kaplamalar sahip oldukları yüksek sertlik, yüksek korozyon ve aşınma direnci, termal stabiliteleri ve elektriksel özellikleri nedeniyle ticari olarak da kullanılmaktadır. Ayrıca TiN kaplamaların anodik potansiyellerinin termodinamik oksidasyon potansiyelinden fazla olması nedeniyle vücut sıvısı gibi çözeltilerde kararlıdırlar bu nedenle implant malzemelerde de yüzey koruyucu olarak çalışma ömrünü arttırmak için yaygın şekilde kullanılırlar. Bu kaplamalar Fiziksel Buhar Biriktirme (FBB) veya Kimyasal Buhar Biriktirme (KBB) vb. kaplama teknikleriyle üretilmektedir. Titanyum ve alaşımlarının nitrasyon işlemi azot gazı veya azot bileşikleri bulunan ortamlarda yüksek sıcaklıklarda difüzyon mekanizmasına dayalı olarak gerçekleştirilmektedir. İstenilen kaplama özelliklerine göre nitrasyon işlemlerinin parametreleri farklılık göstermektedir. Titanyum ve alaşımlarının aşınma ömrünü ve korozyon direncini arttırmak, için uygulanan diğer bir yöntem ise yüzeyinin nitrür tabakasıyla kaplamaktır. Titanyum nitrür kaplamalar sahip oldukları yüksek sertlik, yüksek korozyon ve aşınma direnci, termal stabiliteleri ve elektriksel özellikleri nedeniyle ticari olarak da kullanılmaktadır. Ayrıca TiN kaplamaların anodik potansiyellerinin termodinamik oksidasyon potansiyelinden fazla olması edeniyle vücut sıvısı gibi çözeltilerde kararlıdırlar bu yüzden implant malzemelerde de yüzey koruyucu olarak çalışma ömrünü arttırmak için yaygın şekilde kullanılırlar. Bu kaplamalar Fiziksel Buhar Biriktirme (FBB) veya Kimyasal Buhar Biriktirme (KBB) vb. kaplama teknikleriyle üretilmektedir [5, 10-12] Fiziksel Buhar Biriktirme Yöntemi Fiziksel buhar biriktirme (FBB) yönteminin temeli vakum altında fiziksel olarak buharlaştıran bir metalin kaplanacak parça üzerinde biriktirilmesine dayanmaktadır. Kaplama malzemesinin buharlaştırılması ısı enerjisi veya iyon bombardımanı ile 32
43 gerçekleştirilir. En basit FBB cihazı kaplanacak malzemeyi buharlaştıran kaynak, kaplanacak parçayı ve buharlaştırıcıyı içine alan vakum odasından oluşmaktadır. FBB yöntemini Kimyasal Buhar Biriktirme (KBB), elektrolitik kaplama gibi atom transferlerinin söz konusu olduğu yöntemlerden ayıran en önemli faktör, FBB yönteminde kaplanacak malzemenin sıvı veya katı halden buhar fazına geçirilmesi, oluşturulan buhar fazının kaplanacak parçaya taşınımı ve yüzeyde yoğuşması kademeleri birbirinden bağımsız olarak kontrol edilebilmesidir. KBB ve elektrolitik kaplamalarda bu aşamalar birbirine sıkı sıkıya bağlıdır ve bağımsız olarak kontrol edilemez. FBB teknikleri buharlaştırma ve sıçratma olmak üzere iki ana grup altında incelenebilir. Bu iki teknikte de sisteme reaktif gaz verilmesi yöntem isminin başına reaktif tanımlanmasının gelmesine, atomların iyonize edilmesi ve kaplanan kütleye negatif potansiyel (Bias) uygulanmasında ise yöntem isminin iyon kaplama olarak değişmesine yol açmaktadır [10-12] Buharlaştırma Yöntemi FBB yöntemleri içerisinde en eski ve en kolay uygulananıdır. Yöntemin ısıl olarak veya elektron demeti ile ergitilen metalin buharlaşarak kaplanacak parça üzerine birikmesidir. Sistem vakum altında olduğundan buharlaşan atomlar kaplanacak parçaya doğru enerjilerini kaybetmeden ilerleyebilirler ve parça üzerinde önce çekirdek oluşumu daha sonra çekirdeğin gelişimi şeklinde birikirler. Bu olaylar sırasında, parça vakum odası 0 Volt potansiyelindedir. Buharlaşan malzemenin buhar fazındaki atomlarının enerjileri 0,2-0,6 ev civarındadır. Bu nedenle kaplama yoğunluğu ve kaplamanın alt metale yapışması zayıftır. Buharlaştırma yöntemi, yapışma ve mikro yapı özeliklerinin kritik olmadığı dekoratif ve optik uygulamalarda oldukça başarılıdır. Reaktif gaz veya gazlar kullanımı ile çok daha kompleks kaplama yapıları elde etmek mümkündür. Buharlaştırıcı kaynaklar olarak geleneksel katı ve sıvı yakıtların kullanılması teknik olarak mümkün değildir. Bu donanımlarda genellikle elektrik enerjisi kullanılmaktadır. Rezistanlı ısıtıcı kaynaklar, radyosyonlu ısıtıcı kaynaklar, indüksiyon ısıtıcı kaynaklar, elektron tabancası, geniş ışın iyon kaynakları, ark kaynakları buharlaştırıcı kaynaklar olarak kullanılırlar. 33
44 Bu yöntemde buharlaştırılacak malzeme (katot) ile anot arasına uygulanan potansiyel ile oluşturulan ark ile buharlaştırma işlemi gerçekleştirilir. İlk tetikleme (başlangıç arkının oluşması için gerekli kısa devre) işleminden sonra oluşan ark spotu çizgisel olarak olarak ilerler ve bölgesel ergime ve buharlaşma işlemini gerçekleştirir. Uygulanan potansiyel 10-40V, geçen akım ise A arasında değişmektedir. Arkın oluşması ve devam edebilmesi için snot ve katodun yerleri ve sıcaklıkları önemlidir. Katodun arkasına elektromanyetik bir alan oluşturabilecek bobin yerleştirilerek ark spotunu daha çizgisel olması sağlanabilir. Bu işlem sayesinde damlacık oluşumuna sebep olan bölgesel ergimeler önlenebilir ve ark spotu yönlendirilerek çok katlı kaplamalar yapılabilir. Günümüzde yaygın olarak kullanılan buharlaşma yöntemleri rezistans ve endüktif buharlaştırma, elektron bombardımanı ile buharlaştırma ve katodik ark kaplama yöntemleridir [10-12] Sıçratma Yöntemi Yöntemin esası hedef malzemenin enerji yüklü parçacıklarla bombardımanı sonucu sıçratılan atomların kaplanacak alt malzeme üzerine birikmesidir. İnert gaz iyonları hedef malzeme yüzeyine çarparak ilerler ve bu arada sahip oldukları enerjiyi de malzemeye verirler ve yüzeyden bir atom dışarı fırlar. İşlem düşük basınçlarda (0,13-13Pa) inert gaz ortamında gerçekleştirilir. Enerji yüklü parçacıklar genellikle inert gazların iyonlarıdır. İnert gaz olarak çoğunlukla argon gazı kullanılmaktadır. Argon gazının ağırlığı yüksek olduğundan sıçratma ortamının artmasına yol açar. Oksijen veya azot gibi gazlarda kullanılabilir fakat bunlar hedef metalle reaksiyona girmektedirler. Enerji tüketimi buharlaştırma yönteminden 3 ila 10 kat arasında daha fazladır. Sıçratma yönteminde, buharlaştırma yöntemine göre basınç yüksek olmasına rağmen çekirdekleşme ve çekirdek gelişimi hemen hemen aynıdır. Sıçratma teknikleri ise şöyle sıralanabilir; diyot sıçratma, triyod sıçratma, magnetron sıçratma radyo frekansı sıçratma, iyon demeti ile sıçratma. Sıçratma yöntemlerinde kaplama filmini oluşturacak bileşenlerden en az biri ortama gaz halinde verilirse yöntem reaktif sıçratma olarak adlandırılır [10, 14] Kimyasal Buhar Biriktirme Yöntemi Bu teknik isminden de anlaşılacağı gibi gaz fazında kimyasalların reaksiyonu ile kaplanacak malzeme yüzeyinde kararlı bir film oluşturma esasına dayanır. Genellikle 34
45 bu teknikte biriktirme oranını ve kaplama özelliklerini etkileyen değişkenler şunlardır; kimyasalların saflığı, uygulanan enerji miktarı, alt malzeme sıcaklığı, kimyasal oranları, gaz akış miktarı, sistem basıncı, biriktirme odasını geometrisi ve alt malzeme yüzey özellikleri ve kaplamaya hazırlanışıdır. Bu yöntemin en önemli avantajı ucuz ve basit bir şekilde vakum gerektirmeyen bir ortamda oldukça yüksek oranlarda hata ve empürite içermeyen uniform, bağ yapısı yüksek hemen hemen tüm malzemelerin kaplamalarının üretilebilmesidir. Bununla beraber diğer yöntemlere kıyasla daha yüksek sıcaklıklarda çalışılması ve kaplama işlemi sırasında oluşan toksik, patlayıcı veya korozif kimyasalların oluşması bu yöntemin en büyük dezavantajıdır. KBB yöntemi aktivasyon enerjisinin oluşturulmasına göre termal aktive edilmiş KBB, Plazma destekli KBB, Fotokimyasal KBB, lazer destekli KBB ve elektron bombardımanı destekli KBB olmak üzere sınıflandırılabilir [10, 12]. 35
46 5. DENEYSEL ÇALIŞMALAR Bu çalışmada, vakum ortamında yapılan termal oksidasyon işlemiyle CP-Ti (Ticari Saf Titanyum, Grade 2 kalite) ve Ti6Al4V-ELI (Grade-23 kalite) malzemelerin yüzeyinde oksit tabakası ve altında oksijen difüzyon zonu (ODZ) oluşumu ve bu oluşumların, sertlik üzerindeki etkisinin incelenmesi amaçlanmıştır. Bu kapsamda gerçekleştirilen deneysel çalışmalar; i. Termal oksidasyon işlemleri ii. Mikroskobik incelemeler iii. Sertlik ölçümleri şeklinde aşağıda açıklanmıştır Termal Oksidasyon İşlemleri Bu çalışmada, CP-Ti ve Ti6Al4V den imal edilmiş, 30mm çapındaki çubuklardan kesilmiş, 7 mm kalınlığında yarım silindirik şekile sahip numuneler kullanılmıştır. Hazırlanan numuneler meş aralığında zımparalanmış ardından, alumina ve kolloidal silika çözeltileri kullanılarak parlatılmıştır. Daha sonra alkolle temizleme ve sıcak hava üflenerek kurutma işlemleri yapılmıştır. Hazırlanan numuneler 650, 700, 750, 800, 850 o C sıcaklıkta 2 saatten, 12 saate kadar 2 şer saatlik aralıklarla ısıl işleme tabii tutulmuştur. Isıl işlem için Protherm PTF12 marka laboratuar tipi tüp fırın kullanılmıştır. Isıl işlem sırasında uygulanan vakum ile ortam basıncının 4x x10-3 mbar arasında olması sağlanmıştır Mikroskobik İncelemeler Isıl işlem görmüş numunelerin yüzeyleri, herhangi bir numune hazırlama işlemine tabi tutulmaksızın optik mikroskopta incelenmiştir. Kesit incelemeleri, deformasyon 36
47 yönüne dik olarak kesilen metalografi örneklerinin zımpara, parlatma ve ardından %2 lik HF çözeltisi ile dağlama işlemleri sonrasında gerçekleştirilmiştir. Mikroskopik incelemeler Leica marka TCS-SL model optik mikroskopta yapılmıştır Sertlik Ölçümleri Sertlik ölçümleri V-F32 seri numaralı elmas Vickers uça sahip CSM Inst. marka mikrosertlik ölçüm cihazı kullanılarak numunelerin yüzeyinde ve kesitinde gerçekleştirilmiştir. Yüzeyden sertlik ölçümleri 10, 15, 25, 50, 100, 300 ve 500 gr yükler altında, kesitten sertlik ölçümleri ise 10 gr yük ile yapılmıştır. Ölçümlerde uygulanan yük 60 s de maksimum değere ulaşmış, ardından 5 saniye duraklamış ve yine 60 s de gerileyerek sıfırlanmıştır. Rockwell-C sertlik ölçümleri ise INDENTEC marka cihazda gerçekleştirilmiştir. 37



 hadde yönüne dik ve (b)")
48 6. DENEY SONUÇLARI VE İRDELENMESİ 6.1. Orijinal Numunelerin Karakterizasyonu Bu çalışmada kullanılan numunelerin (CP-Ti ve Ti6Al4V) temin edildikleri durumdaki mikroyapıları Şekil 6.1 ve Şekil 6.2 de verilmiştir. Kullanılan CP-Ti, α fazında, eşeksenli ve kaba taneli yapıya sahiptir. Ti6Al4V ise deformasyon yönünde uzamış, α+β tane yapısındadır. (a) Şekil 6.1. Termal oksidasyon öncesi CP-Ti numunenin (a) hadde yönüne dik ve (b) hadde yönünde görüntüleri. (b) 10 m 10 m (a) Şekil 6.2. Termal oksidasyon öncesi Ti6Al4V numunenin (a) hadde yönüne dik ve (b) hadde yönünde görüntüleri. (b) 38
49 Temin edildikleri durumda numunelerin yüzeylerinde farklı yükler uygulanarak yapılan sertlik ölçümlerinde elde edilen sonuçlar Şekil 6.3 te verilmiştir. Yüzeyde gerçekleştirilen sertlik ölçümlerinde düşük yükler uygulandığında, yüksek sertlik değerleri tespit edilmektedir. Bunun sebebi, düşük yük neticesinde çok küçük bir temas alanı sağlanması ve bununda, ölçümde malzemenin homojensizliklerinden etkilenilmesine sebebiyet vermesi ve indentasyon boyut etkisidir (indentation size effect). Numunelerin kesitinde gerçekleştirilen sertlik ölçümlerinde yüzeyden uzaklaştıkça sertlik değerinin düştüğü görülmüştür. Malzemenin üretimi esnasında uygulanmış deformasyon neticesinde, yüzeyinde meydana gelen sertlik artışı, bu değişikliğe neden olmaktadır Hv 300 Hv Yük(gr) Yük(gr) (a) Şekil 6.3. Termal oksidasyon öncesi (a)cp-ti ve (b)ti6al4v için sertliğin, yüzeye uygulanan yükle değişimini gösteren grafikler 6.2. Termal Oksidasyon Sonrası Mikroskobik İncelemeler Yüzey İncelemeleri Termal oksidasyon işlem sıcaklığının ve süresinin değişmesi, numune yüzeylerinde belirgin renk değişimleri yaratmıştır. Renklerdeki bu değişimler yüzeyde oluşan oksit tabakasının kalınlığının değişmesinden kaynaklanmaktadır. Ti6Al4V da tane boyutunun, işlemin sıcaklık ve süresi arttıkça küçüldüğü, CP-Ti da ise sıcaklık ve sürede artışla beraber tane sınırları belirginleştiği görülmüştür. Vakum altında değişik sıcaklık ve sürelerde termal oksidasyona tabi tutulmuş CP-Ti ve Ti6Al4V a ait yüzey görünümleri Ekte sırası ile Tablo A.1 ve Tablo A.2 de verilmiştir. (b) 39
50 Kesit İncelemeleri Termal oksidasyon işlemi uygulanmış CP-Ti ve Ti6Al4V numunelerden alınan kesit görüntüleri, sırasıyla Ekte Tablo B.1. ve Tablo B.2. de görülmektedir. Numunelerin kesitlerinde termal oksidasyon sonucu oluşan Oksijen difüzyon zonu(odz) belirgin bir biçimde görülmektedir. Oksit tabakası ise düşük sıcaklıktaki kısa süreli uygulamalar neticesinde belirgin biçimde tespit edilememiştir. CP-Ti numunelerde kesit görüntüleri, termal oksidasyon işleminin taneleri kabalaştırdığını ortaya çıkarmıştır. Ti6Al4V da ise orijinal tanelerdeki deformasyon yönündeki uzamış yapı yüksek sıcaklıktaki oksidasyon işlemlerinde ortadan kalkmaktadır. Termal oksidasyon işlemleri sonrasında oksit tabakasının çoğu durumda oluşmadığı veya optik mikroskopi ile ölçülemeyecek kadar ince olduğu görülmüştür. Ölçülen oksit tabakası kalınlıkları CP-Ti ve Ti6Al4V numuneler için Ekler Tablo B.3 te görülmektedir. Oksit tabakası Ti6Al4V da 650 o C ve 700 o C da 12 saatlik, 750 o C da 8 saatlik ve üzeri, 800 o C da 6 saatlik ve üzeri, 850 o C da ise 4 saatlik ve üzeri sürelerdeki oksidasyon işlemleri neticesinde belirginleşmiştir. CP-Ti için ise oksit tabakası 650 o C ve 700 o C da 12 saat, 750 o C ve 800 o C da 8 saat son olarak 850 o C da ise 6 saat olarak belirlenmiştir. Uygulanan vakum nedeniyle oksijen kısmi basıncının düşük olması ve yayınan oksijenin yüksek sıcaklığın etkisiyle derinlere ilerlemesi yüzeyde oluşan oksit tabakasının kalınlaşmasına engel olmaktadır. Yüksek sıcaklıklık ve uzun süreli termal oksidasyon uygulamalarında, oluşan oksit tabakasının kalınlığının ancak 2μm ye ulaştığı tespit edilmiştir. Mikroskopik incelemeler artan oksidasyon sıcaklık ve süresi ile ODZ derinliğinin arttığını göstermiştir. Aynı oksidasyon koşullarında Ti6Al4V da, CP-Ti a nazaran ODZ daha hızlı gelişmiştir ve daha derine ulaşmıştır. Buna göre oksijenin Ti6Al4V alaşımında, CP-Ti a gore daha hızlı yayıldığı söylenebilir. Hazırlanan kesitler üzerindeki ölçümlerde CP-Ti için ODZ kalınlığının 1,5-34,5μm, Ti6Al4V için 3,7-70 μm aralıklarında değiştiği belirlenmiştir. Değişik sıcaklık ve sürelerdeki termal oksidasyona uğramış CP-Ti ve Ti6Al4V için ODZ kalınlıkları TabloB.4 te görülmektedir. Artan sıcaklıkla birlikte oksijen atomlarının malzeme içerisine difüzyonları kolaylaşmakta ve daha kısa sürede derinlere ulaşmaktadır. Düşük sıcaklıklarda ise malzeme uzun süre termal oksidasyona tabii tutulduğu vakit, oksijen atomları düşük nüfuz etme hızlarına karşın, ilerlemek için yeterli zamana sahip 40
51 olduklarından yine ODZ kalınlaşmaktadır. Ancak yapılan ölçümler neticesinde oksit tabakası ve ODZ kalınlığının üzerinde sıcaklığın, süreden daha etkin olduğu görülmektedir. Yüksek sıcaklık ve kısa süreli işlemlerle, düşük sıcaklık ve uzun süreli işlemler neticesinde oluşan tabaka kalınlıkları bazı durumlarda benzerlik göstermektedirler. CP-Ti a h, 700-4h ve 800-2h koşullarında uygulanan termal oksidasyonlar sonucu 5μm kalınlıkta ODZ ler oluşmuştur. Aynı durum, 750-6h ile h ve 850-4h ile 800-6h koşulları içinde tespit edilmiş ve oluşan ODZ kalınlıkları sırasıyla, 7 μm ve 16 μm olarak ölçülmüştür. Benzer olarak Ti6Al4V da 700-4h ile 750-2h koşullarında 13 μm, 750-4h ile 800-2h koşullarında 20 μm, 800-4h ile 850-2h koşullarında 35 μm kalınlığında ODZ ları ölçülmüştür. CP-Ti ve Tİ6Al4V için Şekil 6.4 de, sıcaklık ve süreyle beraber ODZ kalınlıklarındaki bu artışlar da görülmektedir ODZ(μm) Süre(h) ODZ(μm) Süre(h) Şekil 6.4. (a) (a) CP-Ti a ve (b) Ti6Al4V da ODZ derinliğine sıcaklık ve sürenin etkileri (b) Şekil 6.4 de ODZ derinlikleri artan süreyle birlikte parabolik bir artış gösterdiği için; X 2 ODZ = k p.t+c (6.1) k p = k o exp(-q ODZ /RT) (6.2) bağıntıları kullanılarak, ODZ nin gelişimi kinetik olarak incelenebilir. Burada; X ODZ = ODZ derinliği, t= Termal oksidasyon süresi, C= İntegrasyon sabiti, k p = Oksidasyon sabiti, k o = Difüzyon sabiti,q ODZ = Difüzyon aktivasyon enerjisi, R= Gaz sabiti, T= Termal oksidasyon sıcaklığı dır. Şekil 6.4 deki değerlerin karelerinin, süreye bağlı değişimleri Şekil 6.5 de görülmektedir. Bağıntı 6.1. kullanılarak, buradan hesaplanan oksidasyon sabitleri 41
52 Bağıntı 6.2. de yerine konmuş ve denklemin grafiği çizilmiştir. Çizilen Şekil 6.6 nın eğimi(q ODZ /R) kullanılarak, difüzyon aktivasyon enerjileri hesaplanmıştır. Difüzyon aktivasyon enerjileri CP-Ti için 177 kj/mol, Ti6Al4V için 209 kj/mol olarak tespit edilmiştir. ODZ^2 (μm) X^2(850) = 119,51t - 168, X^2(800) = 31,552t + 5, X^2(750) = 5,073t + 10,207 X^2(700) = 4,1144t + 6,8235 X^2(650) = 1,8046t + 0, Süre(h) (a) X^2(850) = 375,79t + 837,67 ODZ^2 (μm) X^2(800) = 113,13t + 602, Süre (h) X^2(750) = 41,238t + 185,99 X^2(700) = 11,188t + 103,18 X^2(650) = 2,7897t + 14,388 (b) Şekil 6.5. Şekil 6.4 deki ODZ lerin kareleri alınarak, süreyle değişimlerini gösteren grafikler (a) CP- Ti ve (b) Ti6Al4V 42
53 lnk = (1/T) + 28,28 4 lnk = (1/T) + 23,295 4 ln k 3 lnk /T (K) 1/T (K) (a) (b) Şekil 6.6. (a) CP-Ti ve (b) Ti6Al4V için çizilen lnk-1/t grafikleri 6.3. Sertlik Ölçümleri Yüzeyden Gerçekleştirilen Ölçümler Yüzeyden yapılan sertlik ölçümleri sonucunda görülmektedir ki, termal oksidasyon işleminin sıcaklık ve süresi arttıkça, sertlikte artış olmaktadır. Vakum altında farklı sıcaklık ve farklı sürelerde termal oksidasyon işlemi uygulanan numunelerin, farklı yükler kullanılarak yüzeyde ölçülen sertlik değerleri Ekte Tablo A.3 te verilmiştir. Ekte Tablo A.3 deki ölçüm sonuçları kullanılarak Ekte Şekil A.1 ve A.2 çizilmiştir. Yüzeyden yapılan ölçümlerde uygulanan yükler arttıkça malzemelerde sertlik bir noktaya kadar düşmekte ve sabitlenmektedir. Sonuçların sabitlendiği değer, malzemenin bir yüzey işlemi olarak kabul gören termal oksidasyonun etkilerine maruz kalmayan iç kısımlarına ait sertlik değeridir. Yüksek yük ile sırasıyla oksit tabakası ve ODZ aşılmakta, termal oksidasyon işleminden etkilenmemiş bölgeye ulaşılmaktadır. Yüksek yüklerle yapılan ölçümler, oksidasyon işleminin etkilerini ihmal edilebilir kılmıştır. Termal oksidasyon uygulanmış malzemelerde, yüzeyden düşük yük uygulanarak, yüksek ölçülen sertliğin nedeni Bölüm 6.1 de açıklanan indentasyon boyut etkisinin yanısıra, batıcı ucun oksit tabakası ve ODZ u aşamayıp, sırasıyla, sert yapılı TiO2 ve ODZ içerisinde kalarak, bu bölgelerin sertliğinin tespit edilmesidir. En yüksek yüzey sertliği CP-Ti da 1300HV, Ti6Al4V da 1375HV olarak 10g yük kullanılarak ölçülmüştür. Artan yüzey pürüzlülüğü ve homojensizlikler, düşük yüklerle yapılan 43
54 ölçümlerde batma derinliğinin az olması nedeniyle bu ölçüm sonuçlarının daha fazla saçılmış bir aralıkta çıkmasına sebep vermektedir. Yapılan ölçümlerde, indenterin batma derinliği de tespit edilmiştir. Oksidasyon sıcaklık ve süresi ile değişen oksit ve ODZ kalınlığına bağlı farklılık göstermekle beraber 10 ve 15gr yük uygulanan sertlik ölçümlerinde çok düşük batma derinlikleri tespit edilmiştir. Bazı sıcaklık ve sürelerde oluşan çok ince oksit tabakasının ölçülebilen kalınlığı göz önüne alındığında, bu yüklerin batma derinliklerinin oksit tabakasını aşamadığı tespit edilmiştir. 100gr, 300gr ve 500gr gibi daha yüksek yüklerde ölçülen batma derinlikleri ise ODZ un çok kalınlaşmadığı durumlarda altlık malzemeye kadar ulaşmaktadır. Tespit edilen batma derinlikleri ve sertlik değerleri kullanılarak oluşturulmuş grafikler CP-Ti için Ekte Şekil A.3 te Ti6Al4V için Ekte Şekil A.4 te görülmektedir Kesitten Gerçekleştirilen Sertlik Ölçümleri Numunelerin kesitlerinden 10gr yük kullanılarak gerçekleştirilen ölçümlerde, yüzeyden uzaklaşıldıkça sertliğin düştüğü görülmektedir. Termal oksidasyon uygulanmış CP-Ti ve Ti6Al4V için yüzeyden mesafe ile kesitten ölçülen sertlik değerlerinin değişimi Ekte Şekil B.1 ve Şekil B.2 de görülmektedir. Sertlik değerlerinin sabitlendiği derinlik termal oksidasyon neticesi oluşan ODZ nin dışına çıkıldığını göstermekte ve ODZ derinliği olarak kabul edilmiştir. Termal oksidasyon sıcaklığı arttıkça malzemelerin göbek sertliklerinde de artış meydana gelmiştir. Yüksek termal oksidasyon sıcaklıkları ve uzun sürelerin seçilmesinin nedeni, bu koşullarda oluşan ODZ derinliklerinin kesitten gerçekleştirilen sertlik ölçümleri için yeterli kalınlıkta olmasıdır. Termal oksidasyon uygulanmış CP-Ti ve Ti6Al4V numunelerde oksijenin difüzyon kinetikleri, ölçülen sertlik değerleri kullanılarak Bağıntı 6.3 ve 6.4 yardımıyla hesaplanmıştır. (H H s )/(H o H s ) = erf [z/2(dt) -1/2 ] (6.3) D = D o exp(-q ODZ /RT) (6.4) 44
55 Bu bağıntılarda; z= yüzeyden mesafe, H s = Yüzey sertliği, H o = Numuneye ait göbek sertliği, H= z derinliğindeki sertlik değeri, D= Difüzyon katsayısı, D o = Difüzyon sabiti, t= Termal oksidasyon süresi, T= Termal oksidasyon sıcaklığı, R= Gaz sabiti, Q ODZ = Oksijen difüzyon aktivasyon enerjisidir. Numunelerin kesitlerinde gerçekleştirilen sertlik ölçümlerini Bağıntı 6.3 te kullanılarak D değerleri bulunmuştur. Bulunan difüzyon katsayıları Şekil 6.7 de görülmektedir ln D 3 2 lnd = (1/T) ln D 3 2 lnd = (1/T) /T (K) (a) /T (K) (b) Şekil 6.7. (a) CP-Ti a ve (b) Ti6Al4V a ait lnd-(1/t) grafikleri D değerlerinin Bağıntı 6.4 de yerine konmuş ve denklemin grafiği çizilmiştir. Elde edilen grafiklerin eğimlerinden(-q ODZ /R), oksijen aktivasyon enerjisi hesaplanmıştır. Yapılan hesaplamalara göre oksijen difüzyon aktivasyon enerjisi CP-Ti da 199 kj/mol, Ti6Al4V da 217 kj/mol olarak bulunmuştur. Bu değerler Bölüm de ölçülen ODZ kalınlıkları kullanılarak hesaplanmış oksijen difüzyon aktivasyon enerjileri ile uyumludur Çatlak Başlangıç Yükünün Tespit Edilmesi Kesitte gerçekleştirilen mikroskobik incelemeler ile belirlenmiş ODZ kalınlıkları benzer olan numunelerin hangilerinde, yüzeyin daha tok davranış sergilediğini belirlemek amacı ile yüzeyden sertlik ölçümleri yapılmıştır. Yapılan ölçümler CSM indentasyon cihazında 3000gr a kadar artan yüklerde gerçekleştirilmiştir. Elde edilen görüntüler Ek Tablo B.5. te görülmektedir. Elde edilen görüntülerde, CP- Ti da oluşan çatlakların radyal, Ti6Al4V da oluşan numunelerin ise yanal çatlak 45
56 tipinde oluştuğu gözlenmektedir. CP-Ti numunelerde çatlak oluşumunun, Ti6Al4V numunelere ODZ Kalınlığı (μm) 3 5 Oksit Kalınlığı (μm) İşlem Koşulu Sertlik (HV ) Batma Derinliği (nm) Çatlak Oluşum Yükü (g) o C - 4h o C - 2h ,4 650 o C - 12h o C - 4h o C - 2h ,2 700 o C - 12h o C - 6h o C - 6h o C - 4h Tablo 6.1. Benzer ODZ kalınlıklarına sahip CP-Ti numunelerin ölçülmüş çatlak başlangıç yükleri ve diğer özellikleri ODZ Kalınlığı (μm) Oksit Kalınlığı (μm) İşlem Koşulu Sertlik (HV ) Batma Derinliği (nm) Çatlak Oluşum Yükü (g) o C - 4h o C - 2h o C - 4h o C - 2h o C - 4h o C - 2h o C - 12h ,7 850 o C - 10h Tablo 6.2. Benzer ODZ kalınlıklarına sahip Ti6Al4V numunelerin ölçülmüş çatlak başlangıç yükleri ve diğer özellikleri kıyasla daha düşük yüklerde başladığı görülmüştür. CP-Ti numunelerde yüzeydeki ODZ kalınlığının artması ile çatlağın oluşumunun güçleştiği ancak Ti6Al4V numunelerin ODZ kalınlığındaki artıştan çok etkilenmediği belirlenmiştir. Yapılan 46
57 ölçümlerin sonuçları Tablo 6.1 ve Tablo 6.2 de görülmektedir. Daha uzun süre ve düşük sıcaklıkta işlem görmüş numunelerin yüzey tokluklarının, aynı ODZ kalınlığına sahip fakat daha yüksek sıcaklık ve kısa süre işlem görmüş numunelerin yüzeylerinde daha yüksek olduğu tespit edilmiştir. CP-Ti numuneler arasında çatlak başlangıç yükünün en yüksek olduğu numunelerin 800 o C-6h ve 850 o C-4h koşullarında işlem görmüş ve 16μm kalınlıkta ODZ a sahip numunelerdir. Ti6Al4V numunelerde ise en tok yüzeye sahip numuneler, 700 o C-4h ve 750 o C-2h koşullarında işlem gören, 16μm kalınlıkta ODZ a sahip numunelerdir. Bu numune çiftlerine uygulanan Rockwell-C sertlik ölçümlerine ait mikroskobik görüntüler Ek Tablo B.6. da görülmektedir. 47
58 7. GENEL SONUÇLAR 4x x10-3 mbar basınç altında, 650, 700, 750, 800, 850 o C sıcaklıkta, 2 saatten, 12 saate kadar 2 şer saatlik artışlarla ısıl işleme tabii tutulan CP-Ti ve Ti6Al4V alaşımı üzerinde yapılan incelemelerin sonuçları aşağıda özetlenmiştir. 1- Termal oksidasyon sonrası yüzeylerde, kalınlığı 2µ a ulaşan ince oksit filmleri olduğu gözlenmiştir. Yüzeydeki ince tabakanın altında, oksijen difüzyonu ile oluşmuş bölge tesbit edilmiştir. Her iki oluşumun içinde kalınlık, sıcaklık ve süreye bağlı olarak değişiklik göstermektedir. 2- Mikroskobik incelemeler ile ölçülen ODZ derinlikleri CP-Ti için 1,5-34,5µm, Ti6Al4V için 3,7-70µm aralıklarındadır. 3- Yüzey sertlikleri 850 o C de 12 saat termal oksidasyon sonrasında, CP-Ti da 375 HV 0,5 den 673 HV 0, 5 e, Ti6Al4V da 505 HV 0,5 den 624 HV 0,5 e yükselmektedir. 4- Hesaplanan oksijen difüzyonu aktivasyon enerjileri, CP-Ti da mikroskobik ölçümlerin verileri ile hesaplandığında 177 kj/mol, kesitten yapılan sertlik ölçümü sonuçları yardımı ile hesaplandığında 199 kj/mol olarak bulunmuştur. Tİ6Al4V da ise mikroskobik ölçümlerin verileri ile hesaplandığında 209 kj/mol, kesitten yapılan sertlik ölçümü sonuçları yardımı ile hesaplandığında 217kJ/mol olarak bulunmuştur. 5- Çatlak başlangıç yüklerinin tespiti neticesinde; Ti6Al4V numunelerin, CP-Ti numunelerden daha tok bir yüzeye sahip olduğu, CP-Ti numunelerde ODZ kalınlığının artışının, yüzey tokluğunu arttırdığı, Ti6Al4V numunelerin tokluklarının, ODZ kalınlığından çok etkilenmediği, CP-Ti numunelerde radyal tipte çatlama gerçekleştiği, Ti6Al4V numunelerde yanal tipte çatlak oluştuğu, görülmüştür. 48
59 KAYNAKLAR [1] Donachie, M.J., 1989, Titanium: A Technical Guide, ASM International, Metals Park, Ohio. [2] Atilla, B., Öznur, A., Tokgözoğlu M., Alparslan, M., Hacettepe Ortopedi ABD., Ekim 2001, Türk Populasyonunda Femur Osteometrisi: Femoral Komponent Dizaynı İçin Morfometrik Çalışma, XVII Ulusal Ortopedi ve Travmatoloji Kongresi,Antalya. [3] Long, M. and Rack, H.J., Titanium alloys in total joint replacement-a materials scince perspective, Biomaterials, 19, [4] Brunette, D.M., Tengwall, B., Textor, M. and Thomsen, P., Titanium in medicine, Springer Verlag, Heidelberg. [5] Boettcher, C., Bell, T. and Dong, H., Surface engineering of Timet 550 with oxygen to form a rutile-based, wear resistant coating, Metallurgical and Materials Transactions A, 33, [6] Baboian, R., Corrosion Tests And Standarts: Application and Interpretation, ASTM Manual Series, Philadelphia. [7] Boyer, R., Welsch, G. and Collings, E.W., Materials properties handbook: Titanium alloys, ASM International, Materials Park, Ohio. [8] Osteonics, 1997, Primary Secur-Fit Plus Hydroxiapatite Coated System, Osteonics Corp, U.S.A [9] Wagner, H., Protek Sulzer Medica, 1998, Product information and operative Technique Standard Cup, Switzerland [10] Bloyce, A., Qi, P.-Y., Dong, H. and Bell, T., Surface modification of titanium alloys for combined improvements in corrosion and wear resistance, Surface and Coatings Technology, 107, [11] Ahlatçı, H., Elmas İnce Filmlerinin Üretimi Modifikasyonu ve Kullanım Alanları, TMMOB Metalurji Mühendisleri Odası Dergisi, 23,122. [12] Stachowiak, G.W. and Bachelor, A.W., 2001, Engineering Tribology, Butterworth Heinemann, Boston. [13] Dong, H. and Bell, T., Enhanced wear resistance of titanium surfaces by a new thermal oxidation treatment, Wear, 238, [14] Rabinowicz, E., Friction and Wear of Materials, Wiley Inc., New York. [15] Dong, H., Bloyce, A., Morton, P.H. and Bell, T., Surface oxidation of a titanium or titanium alloy article, United States Patent, No: 6,210,807, dated April 3,
60 [16] Dong, H., Bloyce, A. and Bell, T., Slurry abrasion response of surface engineered Ti6Al4V ELI, Tribology International, 32, [17] Imam, M.A. and Fraker, A.C., Titanium alloys as implant materials, in Medical applications of titanium and its alloys, pp.3-15, Brown, S.A., Lemons, J.E., ASTM, Philedelphia. [18] Çakmak, M., Ortopedi, Nobel Tıp Kitapevleri. İstanbul [19] Dong, H. and Li, X.Y., Oxygen boost diffusion for the deep-case hardening of titanium alloys, Materials Science and Engineering A 280, [20] Gobel, M., Haannappel, V.A.C. and Stroosnijder, M.F., On the determination of diffusion coefficients of oxygen in one-phase Ti ( -Ti) and twophase ( -and -Ti) by micro-hardness measurement, Oxidation of Metals, 55, [21] Agins HJ, Alcock NW, Bansal M, Metalic Wear In Failed Titaniumalloy Total Hip Replacements. A Historical And Quantitive Analysis. [22] Shamblen, J.E. and Redden, T.K., Air contamination and embrittlement of titanium alloys, in the science, technology and application of titanium, pp: , Jaffee, R.I., Promisel, N.E., Pergamon Press, London. [23] Williams. D. F Corrosion Of İmplant Materials, ASTM, Philedelphia. [24] Frangini, S. and Mignone, A., Various aspects of the air oxidation behaviour of a Ti6Al4V alloy at temperatures in the range C, Journal of Materials Science, 29, [25] [26] Du, H.L., Datta, P.K., Lewis, D.B. and Burnell-Gray, J.S., Air oxidation behaviour of Ti-6Al-4V alloy between 650 and 850 C, Corrosion Science, 36, [27] Unnam, J., Shenoy, R.N. and Clark, R.K., Oxidation of commercial purity titanium, Oxidation of Metals, 26, [28] Chaze, A.M. and Coddet, C., Influence of alloying elements on the dissolution of oxygen in the metallic phase during the oxidation of titanium alloys, Journal of Materials Science, 22, [29] Chatterjee, U.K., Bose, S.K. and Roy, S.K., Environmental Degradation of Metals, Marcel Dekker Inc., New York. [28] Krishnamurthy, R. and Srolovitz, D.J., Stress distributions in growing oxide films, Acta Materiala, 51, [29] Garbacz, H. and Lewandowska, M., Microstructural changes during oxidation of titanium alloys, Materials Chemistry and Physics, (Article in Press, Corrected proof). [30] Wright, T.M. and Goodman, S.B., Implant Wear in Total Joint Replacement: Clinical & Biologic Issues, Material & Design Considerations, American Academy of Orthopaedic Surgeons, Illinoıs. [31] Coddet, C., Chaze, A.M. and Beranger, G., Measurement of the adhesion of thermal oxide films: application to the oxidation of titanium, Journal of Materials Science, 22,
61 [32] Kunert, M., Baretzky, B., Baker, S.P. and Mittemeijer, E.J., 2001, Hardness-depth profiling on nanometer scale, Metallurgical and Materials Transactions A, 32, [33] [34] [35] [36] [37] [38] Güleryüz, H., Surface Treatment of Ti6Al4V Alloy by Thermal Oxidation,Yüksek Lisans Tezi, İ.T.Ü. Fen Bilimleri Enstitüsü, İstanbul. [39] Güçlü, F.M., Recrystallization and Oxidation Behavior of Commercial Purity Titanium, Yüksek Lisans Tezi, İ.T.Ü. Fen Bilimleri Enstitüsü, İstanbul. [40] Gökdemir, Y., Saf Titanyum ve Ti6Al4V Alaşımının Yüksek Sıcaklıkta Oksidasyon Davranışı, Yüksek Lisans Tezi, İ.T.Ü. Fen Bilimleri Enstitüsü, İstanbul. [41] İşler, A., Titanyum Alaşımlarının Isıl İşlem ve Mekanik Özellikleri, Yüksek Lisans Tezi, İ.T.Ü. Fen Bilimleri Enstitüsü, İstanbul. [42] Güleryüz H. and Çimenoğlu H., Effect of Thermal Oxidation on Corrosion and Corrosion Wear Behaviour of a Ti 6Al 4V Alloy Biomaterials, 25/16, [43] Guclu F. and Çimenoğlu H., The recrystallization behaviour of CP- Titanium, The recrystallization and grain growth congress 2, Annency, France [44] Darnley, P.A., Dahm K.L., Çimenoğlu H., The Corrosion-Wear Behavior of Thermally Oxidised CP-Ti and Ti6Al4V, Wear, 256, [45] Leyens, C., Peters M, Titanium and Titanium Alloys, Wiley-VCH, Weinheim, Germany. [46] Massalski, T.B., Okamoto, H., Subramarian, P.R. and Kaczprzak, L., Binary Alloy Phase Diagrams, ASM International, Materials Park, Ohio. 51





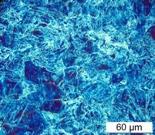
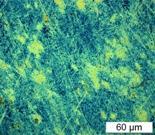
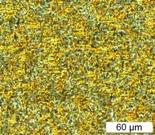
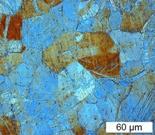
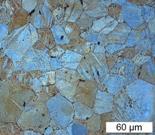
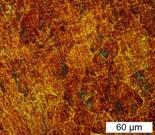
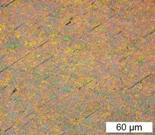
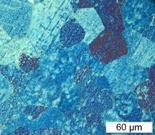
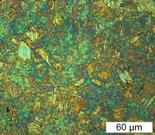
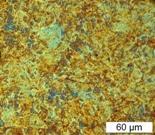
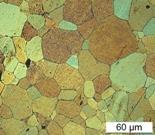
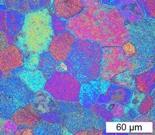
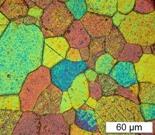
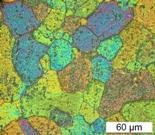
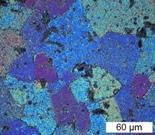
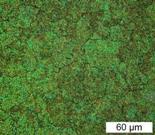
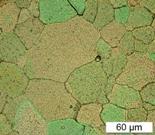
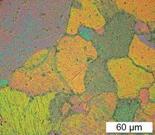
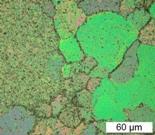
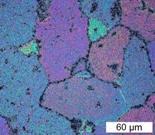
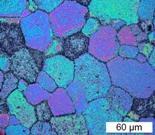
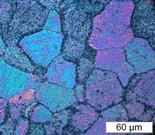
62 EKLER 52 CP-Ti 2h 4h 6h 8h 10h 12h 650 o C 700 o C 750 o C 800 o C 850 o C Tablo A.1. Termal oksidasyon uygulanmıģ CP-Ti a ait yüzey görünümleri
63 53 53 Ti6Al4V 2h 4h 6h 8h 10h 12h 650 o C 700 o C 750 o C 800 o C 850 o C Tablo A.2. Termal oksidasyon uygulanmıģ Ti6Al4V a ait yüzey görünümleri
64 TERMAL OKSĠDASYON SICAKLIĞI (ºC) TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,5 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (a) 54
65 TERMAL OKSĠDASYON SICAKLIĞI (ºC) 650 TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,3 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (b) 55
66 TERMAL OKSĠDASYON SICAKLIĞI (ºC) TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,1 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (c) 56
67 TERMAL OKSĠDASYON SICAKLIĞI (ºC) TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,05 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (d) 57
68 TERMAL OKSĠDASYON SICAKLIĞI (ºC) TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,025 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (e) 58
69 TERMAL OKSĠDASYON SICAKLIĞI (ºC) TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,015 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (f) 59
70 TERMAL OKSĠDASYON SICAKLIĞI (ºC) TERMAL OKSĠDASYON SÜRESĠ (SAAT) SERTLĠK HV 0,010 BATMA DERĠNLĠĞĠ(nm) Cp-Ti Ti6Al4V Cp-Ti Ti6Al4V Tablo A.3. (a) 500g, (b) 300g, (c) 100g, (d) 50g, (e) 25g, (f) 15g, (g) 10g yüklerle yüzeyden gerçekleģtirilen sertlik ölçümü sonuçları ve batıcı ucun batma derinlikleri (g) 60





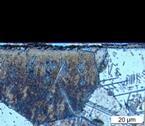
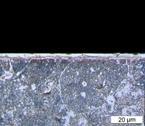

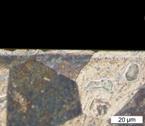
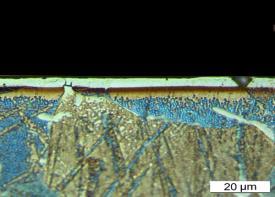
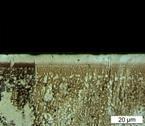
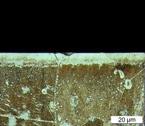
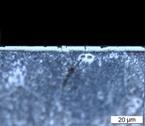
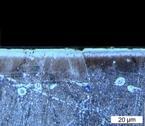
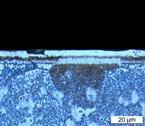
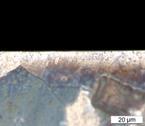

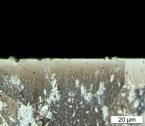
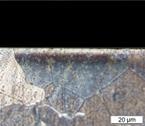
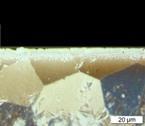

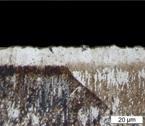
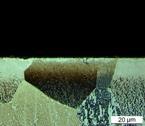
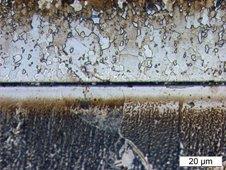
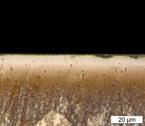

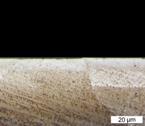
71 61 CP-Ti 2h 4h 6h 8h 10h 12h 650 o C 700 o C 750 o C 800 o C 850 o C Tablo B.1. Termal oksidasyon uygulanmıģ CP-Ti a ait kesit görünümleri 54









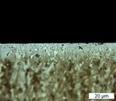
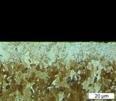
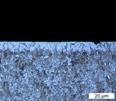
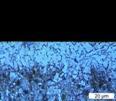
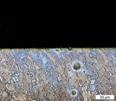

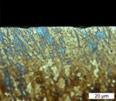

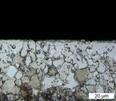
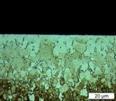


72 62 Ti6Al4V 2h 4h 6h 8h 10h 12h 650 o C 700 o C 750 o C 800 o C 850 o C Tablo B.2. Termal oksidasyon uygulanmıģ Ti6Al4V a ait kesit görünümleri 55
73 63 CP-Ti 650 o C 700 o C 750 o C 800 o C 850 o C 2h h h ,7 8h - - 0,7 0,9 1,5 10h - - 1,3 1,4 1,7 12h 1,4 1,3 1,4 1,6 1,8 Ti6Al4V 650 o C 700 o C 750 o C 800 o C 850 o C 2h h ,6 6h ,6 1,3 8h - - 0,8 1,1 1,5 10h - - 1,2 1,3 1,7 12h 1 1 1,4 1,6 2 Tablo B.3. Numune kesitlerinden ölçülen oksit tabakası kalınlıkları(µm) CP-Ti 650 o C 700 o C 750 o C 800 o C 850 o C 2h 1,5 2,4 3,1 4,8 5,6 4h ,3 15,8 6h 3,6 6,4 6,9 15,9 24,6 8h 3,8 6,7 7, ,3 10h 4 6,8 7,8 17,9 32,2 12h 4, ,4 34,2 Ti6Al4V 650 o C 700 o C 750 o C 800 o C 850 o C 2h 3,7 9, ,8 34 4h 5,1 13,1 20,6 35,4 48 6h 6,2 13,9 22,3 40,5 60 8h 6,3 14, h 6,4 14,5 24,00 41, h 6,6 14,9 25,5 41,3 70 Tablo B.4. Numune kesitlerinden ölçülen ODZ kalınlıkları(µm) 63





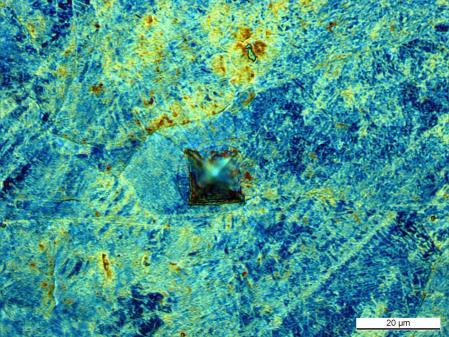
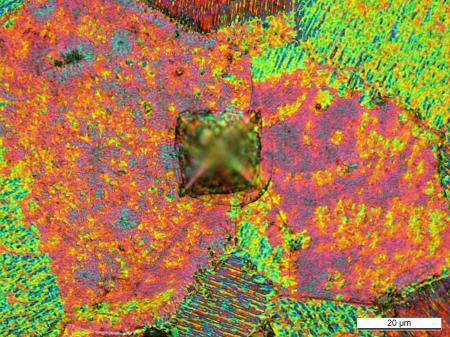
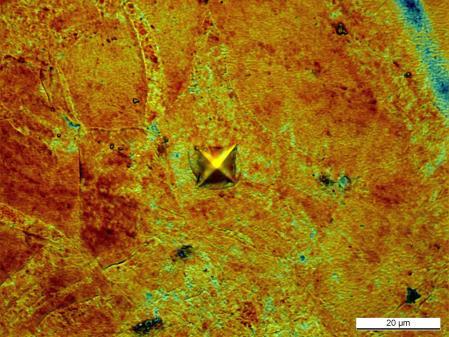
74 64 CP-Ti 650 o C-4h 800 o C-2h 700 o C-4h 800 o C-6h Ti6Al4V 700 o C-4h 800 o C-2h 800 o C-4h 850 o C-10h Tablo B.5. Ġndentasyon izleri etrafında oluģan çatlak görüntüleri 64




75 65 CP-Ti 850 o C-4h 800 o C-6h Ti6Al4V 750 o C-2h 700 o C-4h Tablo B.6. Rockwell-C sertlik ölçümü izleri 65

76 66 Tablo C.1. Titanyum alaģımlarının. kimyasal bileģimleri 66

77 67 Tablo C.2. Bazı titanyum alaģımlarının fiziksel özellikleri. 67
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER
 SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İNTERMETALİKLERE GİRİŞ
 İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
SÜPERALA IMLAR. Yüksek sıcaklık dayanımı
 SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
ALUMİNYUM ESASLI İNTERMETALİK BİLEŞİKLER
 ALUMİNYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalik bileşikler, yüksek sıcaklıkta kimyasal ve mekanik kararlılık gerektiren çeşitli uygulamalar için geliştirilmiş malzemelerdir. İntermetalikler içinde
ALUMİNYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalik bileşikler, yüksek sıcaklıkta kimyasal ve mekanik kararlılık gerektiren çeşitli uygulamalar için geliştirilmiş malzemelerdir. İntermetalikler içinde
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Bölüm 3 - Kristal Yapılar
 Bölüm 3 - Kristal Yapılar Katı malzemeler, atomların veya iyonların oluşturdukları düzene göre sınıflandırılır. Kristal malzemede uzun-aralıkta atomsal ölçekte tekrarlayan bir düzen mevcuttur. Katılaşma
Bölüm 3 - Kristal Yapılar Katı malzemeler, atomların veya iyonların oluşturdukları düzene göre sınıflandırılır. Kristal malzemede uzun-aralıkta atomsal ölçekte tekrarlayan bir düzen mevcuttur. Katılaşma
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
ELASTİK PLASTİK. İstanbul Üniversitesi
 ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
TÜBİTAK 2209-A ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ ARAŞTIRMA PROJELERİ DESTEK PROGRAMI
 TÜBİTAK 2209-A ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ ARAŞTIRMA PROJELERİ DESTEK PROGRAMI BİYOMEDİKAL MALZEMELERDE KULLANILAN Ti6Al4V ALAŞIMININ KOROZYON DAVRANIŞININ İYİLEŞTİRİLMESİ ERCİYES ÜNİVERSİTESİ MAKİNE
TÜBİTAK 2209-A ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ ARAŞTIRMA PROJELERİ DESTEK PROGRAMI BİYOMEDİKAL MALZEMELERDE KULLANILAN Ti6Al4V ALAŞIMININ KOROZYON DAVRANIŞININ İYİLEŞTİRİLMESİ ERCİYES ÜNİVERSİTESİ MAKİNE
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Bölüm 4: Kusurlar. Kusurlar
 Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
Metalurji Mühendisliğine Giriş
 Metalurji Mühendisliğine Giriş Temel Malzeme Grupları Yrd. Doç. Dr. Rıdvan YAMANOĞLU Demir esaslı metaller Günümüzde kullanılan metal ve alaşımların % 85 i demir esaslıdır. Bunun nedenleri: Yerkabuğunda
Metalurji Mühendisliğine Giriş Temel Malzeme Grupları Yrd. Doç. Dr. Rıdvan YAMANOĞLU Demir esaslı metaller Günümüzde kullanılan metal ve alaşımların % 85 i demir esaslıdır. Bunun nedenleri: Yerkabuğunda
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir
 MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
İNTERMETALİK MALZEMELER (DERS NOTLARI-2) DOÇ. DR. ÖZKAN ÖZDEMİR
 DOÇ. DR. ÖZKAN ÖZDEMİR") İNTERMETALİK MALZEMELER (DERS NOTLARI-2) DOÇ. DR. ÖZKAN ÖZDEMİR KRİSTAL YAPILAR Ayrı ayrı birbirine benzemeyen veya birbirine güçlü afiniteleri olan 2 veya daha fazla elementin birleşmesiyle intermetalik
İNTERMETALİK MALZEMELER (DERS NOTLARI-2) DOÇ. DR. ÖZKAN ÖZDEMİR KRİSTAL YAPILAR Ayrı ayrı birbirine benzemeyen veya birbirine güçlü afiniteleri olan 2 veya daha fazla elementin birleşmesiyle intermetalik
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
DEMİR DIŞI METAL VE ALAŞIMLARI
 DEMİR DIŞI METAL VE ALAŞIMLARI DEMİR DIŞI ALAŞIMLAR Demir olmayan alaşım tabirinden maksat herhangi bir metalde esas elemanın demir olmadığı alaşımlar anlaşılır. Uygulamada oldukça yaygın olarak çoğu metalsel
DEMİR DIŞI METAL VE ALAŞIMLARI DEMİR DIŞI ALAŞIMLAR Demir olmayan alaşım tabirinden maksat herhangi bir metalde esas elemanın demir olmadığı alaşımlar anlaşılır. Uygulamada oldukça yaygın olarak çoğu metalsel
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
BÖLÜM 2. Kristal Yapılar ve Kusurlar
 BÖLÜM 2 Kristal Yapılar ve Kusurlar 1- ATOMİK VE İYONİK DÜZENLER Kısa Mesafeli Düzenler-Uzun Mesafeli Düzenler Kısa Mesafeli Düzenler (SRO): Kısa mesafede atomların tahmin edilebilir düzenlilikleridir.
BÖLÜM 2 Kristal Yapılar ve Kusurlar 1- ATOMİK VE İYONİK DÜZENLER Kısa Mesafeli Düzenler-Uzun Mesafeli Düzenler Kısa Mesafeli Düzenler (SRO): Kısa mesafede atomların tahmin edilebilir düzenlilikleridir.
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
Difüzyon (Atomsal Yayınım)
") Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim