PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU
|
|
|
- Gülbahar Onay
- 8 yıl önce
- İzleme sayısı:
Transkript
1 PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU

2 5. DERS
3 ÇELİK PREFABRİK YAPILAR Taşıyıcı sistemi çelik malzemeden yapılan, özel atölyelerde üretilip inşaat mahallinde çeşitli birleştirme araçları ile birleştirilerek oluşturulan yapı sistemlerine çelik prefabrik yapılar denir

4 Ülkemiz topraklarının %92 sinin deprem bölgesinde olduğu ve insanların %95 inin bu bölgelerde yaşadığı düşünülürse çelik prefabrik yapılar oldukça cazip hale gelmektedir. Çelik prefabrik yapılarda yapı yükleri, betonarme yapılara nazaran daha az olduğu için malzeme kesitleri daha küçük çıkar. Malzeme kesitlerinin küçük çıkması da daha yüksek, daha dayanıklı yapılar yapmamızı ve daha fazla net alanlar elde etmemizi sağlar.

5 Çelik Malzemenin Avantajları 1. Çelik yapıların en önemli özelliği, hafif yapılar olmasıdır. Yapı ne kadar hafif olursa deprem sırasında o kadar az deprem darbesi alır. 2. Çelik sünek bir malzemedir. Bu ise deprem enerjisini yutmasına sebep olur. 3. Betonda uzama yoktur, çelikte ise uzama vardır. Uzama deprem darbesini alır. 4. Çelik, zor altında şekil değiştirir, zor kalkınca eski mukavemeti ile devam eder. 5. Çelik malzemenin mukavemeti çok yüksektir. Emniyet gerilmesi 1440 kg/cm2 dir. 6. Çelik, ahşap ve betonarmeye göre oldukça homojen ve izotrop bir malzemedir. Betonun her noktası aynı değildir. Çelikte ise her nokta aynı özellik gösterir. 7. Kalıp hazırlama, demir döşeme, beton dökümü, zorunlu olarak belirli bir süre beklendikten sonra kalıp sökümü gibi zaman alıcı işler yoktur. 8. Fabrikada bilgisayar destekli tasarımla üretildiklerinden standartlık ve seri üretim sağlanır. 9. Çelik yapıda nakliye ve montaj aşamalarının süresi kısadır. 10. Çelik elemanlar şantiyedeki montaj ve hava koşullarından büyük ölçüde bağımsızdırlar.

6 11. Çelik yapılarda şantiyede temiz bir çalışma ortamı sağlanır. 12. Çelik yapılarda daha az elemanla daha güçlü bir sistem oluşturulur. 13. Çelik yapıların ağırlığı betonarmeye göre az olduğundan sömelleri de buna istinaden küçüktür. 14. Çelik yapılarda kolon kesitleri betonarmeye göre küçüktür, dolayısı ile kullanılabilen alan artar. 15. Çelik elemanlar; çatlama, dönme, çalışma, kırılma ve çürüme yapmaz. 16. Çelik elemanlar termitlerden ve zararlı böceklerden etkilenmez. 17. Diğer yapılarda yıldırım çok büyük risk taşırken çelik evlerde topraklama nedeniyle hiçbir risk bulunmamaktadır. 18. Çelik binalar hafif, sıhhi, uzun ömürlü ve güvenilir yapılardır. 19. Çelik prefabrik yapı elemanları özel atölyelerde imal edildikleri için ölçü hatası yoktur, gerektiğinde yenilenebilir özelliktedir.

7 Çelik Prefabrik Yapım İlkeleri Çelik prefabrik yapılar taşıyıcı sistem açısından, panel taşıyıcılı ve çerçeve taşıyıcılı olmak üzere iki şekilde yapılmaktadır. Taşıyıcı çerçeve olan sistemler, öncelikle daha büyük, serbest açıklıklı ve kurulduktan sonra tekrar sökülüp taşınmaya olanak sağlayan yapılarda kullanılmaktadır. Panel taşıyıcı sistemler ise panel çevresinde bir çerçeve bulunmakla beraber esas taşıyıcı panelin kendisi olan sistemlerdir. Genellikle bir defa kurulduktan sonra kabul edilebilir bir fire oranıyla sökülüp tekrar taşınabilir olacak şekilde planlanmamış, kalıcı, hafif yapılarda kullanılmaktadır. Kalıcı hafif yapılarda kurma sırasında birleştirmelerde kaynak, yerinde dökülmüş beton, çimento harcı vb. gibi kalıcı olan birleştirme yöntemleri kullanılmaktadır.

8 Çelik Prefabrik Yapı Montajı Çelik prefabrik yapılarda kolon ve kiriş olarak kullanılan çelik profiller; I, H, U, L vb. gibi hadde profillerinden elde edilebilir. Bu profillerin bir kısmı atölyelerde, bir kısmı ise şantiyede birleştirilir. Çelik prefabrik yapıların montajında genellikle bulonlu veya kaynaklı birleşim tercih edilir. Çeliklerin kesit ebatları standartlarca belirlenip mm cinsinden ölçülendirilir.

9 ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda kullanılan hadde ürünleri için, Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris, diyagonal-kolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık vb.) birbirine bağlanması Eleman boyunun uzatılması Eleman en kesitinin arttırılması için birleşimler yapılır.
 birbirine bağlanması Eleman boyunun uzatılması Eleman en kesitinin")
10 Çelik Prefabrik Yapı Birleşim Detayları Çelik yapılar, profillerin ve levhaların birleştirme elemanları ile birleştirilmesi sonucunda elde edilir. Birleştirilen elemanların zarar verilmeden sökülüp sökülememe durumuna göre ikiye ayrılabilir. Sökülebilen birleşim araçları bulonlardır. Sökülemeyen birleştirme araçları ise perçin ve kaynaktır. Bulon (cıvata); silindirik gövdeli, altı köşeli başlıklı, ucunda spiral diş açılmış kısmı bulunan bir birleştirme aracıdır. Deliğine konduktan sonra diş açılmış ucuna, altına pul ve ardından rondela konmak suretiyle somunu takılır. Birleştirmelerde kullanılan bulon, cıvata ve pul
; silindirik gövdeli, altı köşeli başlıklı, ucunda spiral diş açılmış kısmı bulunan bir birleştirme aracıdır.")
11 Bulon, somun pul ve sıkışan levhalar

12 Civatalar(bulonlar), konik elemanlar içinde dönebilen ve sistemde oluşan çekme kuvvetlerini karşılayan elemanlardır. Tamamen uluslararası ve yerel şartnamelere göre imalatı yapılan civatalar statik hesap ile boyutlandırılır. Civataların kafalarında imalatçısını ve kalitesini bildiren yazı veya işaretler vardır. Bulonlar iki sınıfa ayrılabilir. 1. Normal bulonlar(civatalar) 2. Yüksek mukavemetli bulonlar Normal Bulonlar: St37 yapı çeliği ile yapılmış elemanlarda 4.6 çeliğinden imal edilmiş bulonlar, St52 çeliği ile yapılan elemanlarda ise 5.6 çeliğinden imal edilmiş bulonlar kullanılır.
 2. Yüksek mukavemetli bulonlar Normal Bulonlar: St37 yapı çeliği ile yapılmış elemanlarda 4.")
13 Normal bulonlar iki çeşittir. 1. Kaba (siyah)bulonlar: Delik çapı bulonun gövde çapından 1 mm büyüktür. Diş açılmış kısmın dışındaki bölümler işlenmemiştir. Genelde 4.6 çeliğinden imal edilir. 2. Uygun (parlak) bulonlar: Delik çapı ile bulon gövde çapı birbirine eşittir. Tüm bölümleri deliğe tam uyacak şekilde torna ile işlenmiştir.4.6 ve 5.6 çeliğinden imal edilebilir. Bulonlar M (Metric sistem) harfi ile başlayan isimlerle numaralandırılır. M16 için bulon çapı 16, delik çapı 17 mm dir. Uygun bulonlarda ise M16(uygun) olarak belirtilir ve delik çapı ile bulon çapı birbirine eşittir.
 harfi ile başlayan isimlerle numaralandırılır.")

14 Bulonların projede gösteriliş şekilleri Çekirdek (disdibi) alanı: Bulonlarda disli gövde kısmındaki, dis dipleri esas alınarak belirlenen enkesit alanıdır. Aynı isme sahip uygun ve kaba bulonlarda çekirdek alanları esittir.

15 Normal bulonlarda iki tür çelik kullanılmaktadır. Bunlar; 1) 4.6 Çeliği ( Fe 37 çeliği kullanılan yapı kısımlarında kullanılır) (4.6 çeliği : kopma mukavemeti 4x10=40 kg/mm2 ve akma sınırı 0.6x40=24 kg/mm2 olan çeliği ifade etmektedir). 2) 5.6 Çeliği (Fe 52 çeliği kullanılan yapı kısımlarında kullanılır) (5.6 çeliği : kopma mukavemeti 5x10=50 kg/mm2 ve akma sınırı 0.6x50=30 kg/mm2 olan çeliği ifade etmektedir). Kaba bulon olarak genellikle 4.6 çeliği, uygun bulon olarak ise 4.6 ve 5.6 çelikleri kullanılmaktadır.
.")
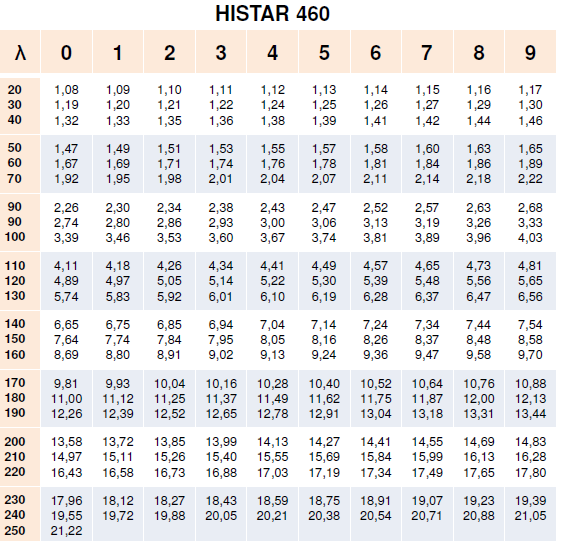
16 Normal Bulonlu Birlesimlerde Hesap Esasları Bir birlesimde kullanılacak bulon çapı asağıdaki bağıntı ile belirlenebilir. 5t -0.2 (cm) (t cm biriminde en ince parça kalınlığıdır) Ancak, eğer birlestirilen elemanların profil olması durumunda, ilgili profil için öngörülen kullanılabilecek maksimum bulon çapı değeri esas alınmalıdır. Söz konusu maksimum bulon çapları, ilgili profile ait tablolardan alınır.


17
18 SL VE SLP BİRLESİMLER İ (Öngerilmesiz veya Kısmi Öngerilmeli Birlesimler) Bu birlesimlerde kuvvet aktarımı normal bulonlarda olduğu gibi, bulon gövdesinde makaslama gerilmesinin delik çevresinde ezilme (basınç) gerilmesinin bulon gövdesinde eksenel çekme gerilmesinin emniyetli olarak karsılanması yoluyla gerçeklesmektedir. Ayrıca, bu birlesimlerde istenirse bulonlara belirli oranda (maksimum öngerme kuvvetinin en az yarısı kadar) öngerme kuvveti uygulanarak sürtünme kuvveti ile de kuvvet aktarımı sağlanabilir. Ancak bu artım sadece ezilme emniyet gerilmeleri arttırılarak göz önüne alınır. SL ve SLP birlesimleri arasındaki farklar: 1) D-d 1 mm ise SL birlesimi adı verilir. [ d: bulon gövde çapı, D: delik çapı] D-d 0.3 mm ise SLP birlesimi adı verilir. 2) i) SL birlesimleri hareketsiz yüklerin etkisindeki yapılarda (Konut, ofis vb.) kullanılır. ii) SLP birlesimleri hareketli yüklerin etkisindeki yapılarda (Köprü vb.) kullanılır.
 D-d 1 mm ise SL birlesimi adı verilir.")
19 GV VE GVP BĐRLESĐMLERĐ (Tam Öngerilmeli Birlesimler) Somunlara uzun kollu özel anahtar ile belirli (büyük) sıkma momentleri (Mb) uygulanarak, bulonlara Pv ön çekme (öngerme) kuvveti verilir. Bu Pv kuvveti birlestirilen elemanların birlesim yüzeylerine basınç kuvveti olarak etkir. Böylece bulon eksenine dik doğrultuda sürtünme kuvveti yoluyla kuvvet aktarımı sağlanır. GV ve GVP birlesimleri arasındaki farklar: 1) D-d 1 mm ise GV birlesimi adı verilir. [ d: bulon gövde çapı, D: delik çapı] D-d 0.3 mm ise GVP birlesimi adı verilir. 2) i) GV birlesimlerinde kuvvet aktarımı, sürtünme kuvveti ve delik çevresinde ezilme gerilmesinin karsılanması yoluyla gerçeklesir. ii) GVP birlesimlerinde kuvvet aktarımı sürtünme kuvveti ile birlikte bulon gövdesinde makaslama gerilmesinin ve ayrıca delik çevresinde ezilme gerilmesinin karsılanması yoluyla gerçeklesir.
![GV ve GVP birlesimleri arasındaki farklar: 1) D-d 1 mm ise GV birlesimi adı verilir. [ d: bulon gövde çapı, D: delik çapı] D-d 0.3 mm ise GVP birlesimi adı verilir.](/docs-images/40/8424618/images/page_19.jpg "2) i) GV birlesimlerinde kuvvet aktarımı, sürtünme kuvveti ve delik çevresinde ezilme gerilmesinin karsılanması yoluyla gerçeklesir.")
20 Perçin; yuvarlak çelikten presleme suretiyle elde edilen, delik çevresinde ezilme ve gövdesinde makaslama etkisiyle yük taşıyan birleştirme aracıdır. Bir daha çözülemeyecek olan birleştirmelerde kullanılır. Yerine konmamış perçinler, bir baş ve gövdeden meydana gelir. Esas perçin, çapı yerine konmuş ve dövülmüş olanıdır. Çünkü yerine konmamış perçin çapı, yerine konmuş perçin çapından 1 mm küçüktür. Yerine yerleştirilen perçin, dövüldükten sonra deliği tamamen doldurmalıdır. Bu nedenle yerine konmamış bir perçin, yerine konduktan ve dövüldükten sonra hem deliği dolduracak hem de bir baş oluşturacak uzunlukta seçilmelidir, Perçin üretiminde, ana malzemeye göre daha yumuşak kalitede çelik kullanılır. Yuvarlak başlı perçin Düz başlı perçin

21
22

23 Perçinlerin projede gösteriliş şekilleri Fe37 (St 37) çeliği kullanılan yapı kısımlarında perçin çeliği olarak Fe 34, Fe 52 (St 52) çeliği kullanılan yapı kısımlarında perçin çeliği olarak Fe 44 çelikleri kullanılmaktadır. Perçinlerin özellikleri için kullanılan işaretler
24 Uygulanısı: Ham perçin, perçin ocağında kızıl dereceye kadar ısıtıldıktan sonra deliğe konur. Nizam bası sabitlendikten sonra, diğer ucu basınçlı çekiç darbesi ile nizam basının simetriği olacak sekilde kapatılır. Bu basa kapak bası denir. Perçin vurmak için genellikle pnömatik (basınçlı havayla çalısan) çekiçler kullanılır. Perçinin vurulması sırasında gövdesi siserek (poisson etkisi) gövde çapı (d), delik çapına (D) esit olur. Perçinli Birlesimlerde Hesap Esasları Perçinli birlesimlerin hesap esasları normal bulonlar ile aynıdır. Vurulmus perçin çapı delik çapına esit olduğundan, perçinlerin yükler altındaki davranısı, uygun bulonlara benzerdir. Bu nedenle, perçinli birlesimlerde, ezilme ve makaslama emniyet gerilmeleri uygun bulonlara ait emniyet gerilmeleri ile aynıdır. Ancak, perçin ve bulonda, eksenel çekme etkisindeki davranısların farklı olması nedeniyle (perçinde kapak bası, bulonda somun mevcuttur) bunlara ait eksenel çekme emniyet gerilmeleri farklıdır. Buna göre örneğin, ezilme ve makaslama etkisindeki f 17 lik bir perçin ile M16 uygun bulonunun aynı yükü tasıyacağı söylenebilir. f 17 perçin için d= 17 mm M16 uygun bulonu için d=17 mm
25 Kaynak, aynı veya benzer alaşımlı metallerin ısı tesiri altında birbirlerine birleştirilmesi işlemidir. Kaynak, yapılarda bu yüzyılın başından itibaren kullanılmaya başlanmıştır. İlk defa yüksek yapılarda, sonra gemi inşaatında, daha sonra da köprü yapımında kullanılan kaynak, bugün bütün çelik inşaat ve imalat sanayisinin başlıca birleştirme aracı durumuna gelmiştir. Kaynakların Projede Gösteriliş Şekilleri
 Basınç kaynağı sematik gösterimi (Nokta (punkta)")
26 Ergitme kaynağı sematik gösterimi ( Standart elektrod kaynağı) Basınç kaynağı sematik gösterimi (Nokta (punkta) kaynağı)
27
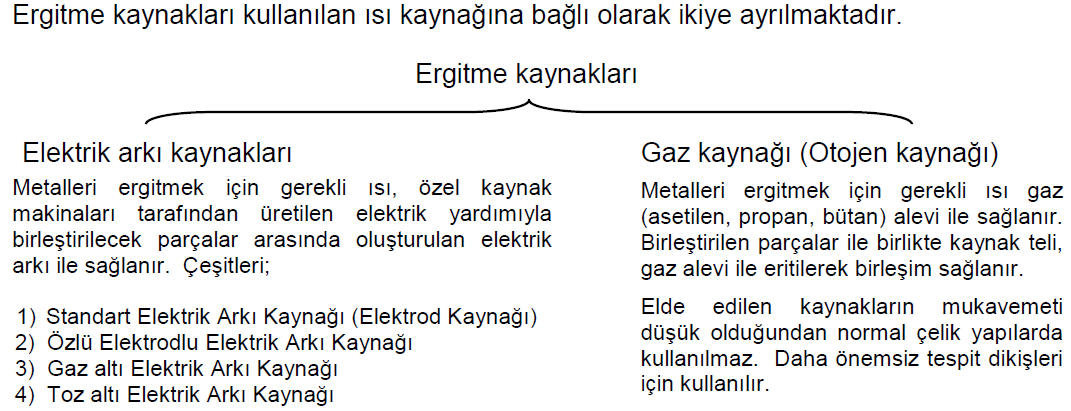
28 Standart Elektrik Arkı Kaynağı (Elektrod Kaynağı) Elektrik arkı kaynağı en pratik ve bu nedenle de en yaygın kullanılan kaynak yöntemidir. Bu yöntemle kaynak için elektrod, elektrod masası, kaynak makinesi, elektrik kablosu ve bağlantı masası kullanılır. Elektrod, masa ve bir kablo ile kaynak makinesinin (-) kutbuna bağlanır. Kaynaklanacak parçalar da bağlantı masası ve bir kablo ile kaynak makinesinin (+) kutbuna bağlanır. Elektrodun ucu kaynaklanacak bölgeye yaklastırılınca, elektrod ile kaynaklanacak parçalar arasında bir elektrik arkı meydana gelir. Bu arkın doğurduğu yüksek ısı (» 4000o C) etkisiyle parçaların kenarları ve elektrodun ucu ergime durumuna gelir. Elektrodun ucunda olusan metal damlaları, yerçekimi ve zıt kutuplar arası elektron akımı etkisiyle kaynak derzini doldurur. Böylece parçalar arasında olusan kaynak dikisi ile birlesim sağlanmıs olur.
29 Kaynak makineleri : Kaynak için elverisli elektrik akımını (10-60 V ve A) sağlayan cihazlardır. Üç çesidi mevcuttur. Bunlar, kaynak jeneratörleri, kaynak redresörleri ve kaynak transformatörleridir. Kaynak elektrodu : Elektodlar 2-8 mm çapında, kaynaklanacak yapı elemanının malzemesine uygun bir alasımdan üretilmis çubuklardır. Đki tür elektrod mevcuttur. Bunlar sıvalı ve çıplak elektrottur. Çıplak elektrotlarla yapılan kaynak dikislerinin mukavemeti düsüktür. Bu nedenle önemsiz tespit dikisleri için kullanılır. Sıvalı elektrodlarda, elektrotun üzeri, kaynak dikisinin kalitesini arttırmak amacıyla, bir sıva (ince veya kalın) tabakasıyla kaplanmıstır. Bu sıva tabakasındaki maddelerin yanması ile olusan gazlar ve olusan curuf kaynağın kalitesini arttırır ve ayrıca eriyik haldeki kaynağa stabilite kazandırarak kaynak dikisi geometrisinin daha düzgün olmasını sağlar. Sıvalı elektrodlar sıva içeriklerine bağlı olarak üç çesittir. Bunlar, rutil elektrodlar, bazik elektrodlar, selülozik elektrodlardır.


30 Kaynak Dikisleri Ergitme kaynağı yöntemleriyle çekilen kaynak dikisleri davranıs bakımından ikiye ayrılır. Bunlar; a) Küt kaynak dikisleri: Genellikle aynı düzlemde bulunan iki elemanın, yan yana getirilen kenarları boyunca çekilen kaynak dikisleri küt kaynak dikisleri olarak isimlendirilir. Ancak, iki farklı düzlemde bulunan elemanlarda da küt kaynak uygulaması yapılabilir.


31 b) Köse Kaynak dikisleri: Đki çelik elemanın dik veya en az 60o teskil eden yüzeyleri asında çekilen kaynak dikisleri, köse kaynak dikisleri olarak isimlendirilir.
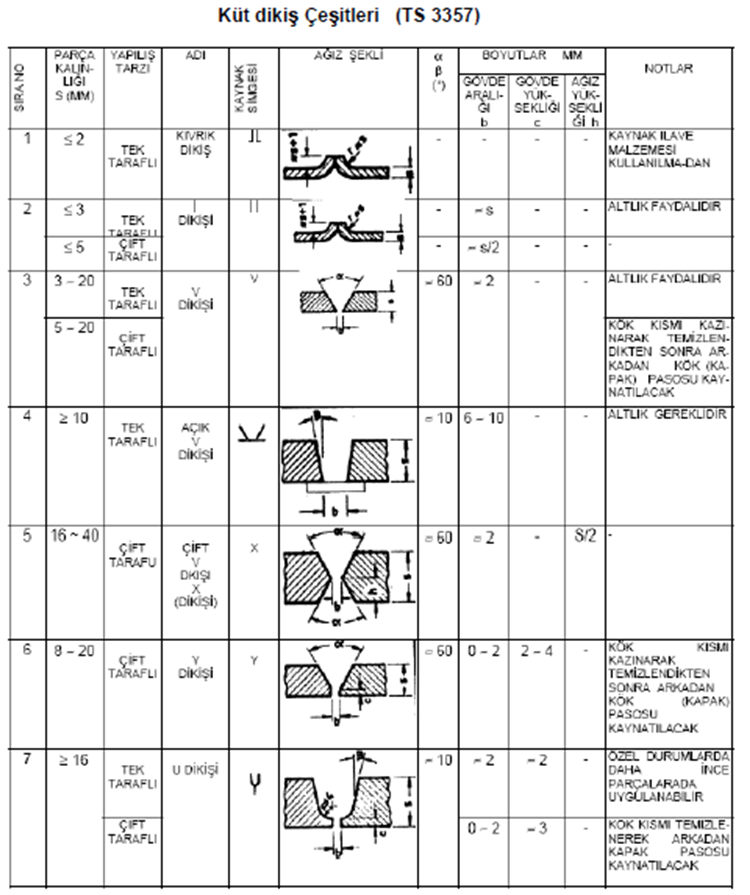
32 a) Küt kaynak dikisleri : Küt kaynaklar levha kalınlıklarına bağlı olarak çesitli sekillerde yapılmaktadır. Kaynaklanacak kenarda yapılan isleme kaynak ağzı adı verilir ve bunlar I, V, Y, yarım Y, X, U vb. gibi isimler alırlar.
33
34
35 Kaynak kalınlığının tanımı Küt kaynak dikisinin kalınlığı : a Birlestirilen levhalar aynı kalınlıkta (t) ise a = t Birlestirilen levhalar farklı kalınlıkta ise a = tmin (tmin : en ince levha kalınlığıdır) olarak tanımlanır. b) Köse kaynak dikisleri Köse kaynak dikislerinde kaynak kalınlığı (a) Köse kaynak dikisleri, etkiyen kuvvetin yönüne paralel ve dik olma durumlarına göre yan dikis ve alın dikisi olarak isimlendirilir. Köse kaynağı dikislerinin kalınlığı a olarak, kaynak en kesitlerinin içine çizildiği düsünülen ikizkenar üçgenin yüksekliği esas alınmaktadır.
36 Çizim Detay çizimlerinde sırasıyla; Akslar çizilir. Birleştirilecek elemanlar çizilir. Birleştirmede levha gerekiyorsa gerekli levhalar çizilir. Birleştirme elemanları çizilir. Aşağıdaki şekillerde sık kullanılan birleştirme detaylarından örnekler verilmiştir. Kolon-kiriş birleştirme detayı çizimi
37 Kolon ankraj detayının çizimi
38 Kolon ankraj detayının ölçülendirilmesi
39
40
41 Sistemler Aşagıda; fabrika, depo, antrepo, hangar ve benzeri yapılarda standart uygulanan sistem kesitlerini görmektesiniz. Tek Açıklıklı Rijit Çerçeve - 6 m - 18 m arası açıklıklar için ideal çözümdür. >18 m açıklıklarda da uygulanabilir. - 3 m - 8 m arası ideal kolon yüksekligi. >8 m kolon yüksekliklerinde de uygulanabilir. - Ideal çatı egimi %10
42 2 Açıklıklı Rijit Çerçeve - 24 m - 48 m arası açıklıklar için ideal çözümdür. >48 m açıklıklarda da uygulanabilir. - 3 m - 8 m arası ideal kolon yüksekligi. >8 m kolon yüksekliklerinde de uygulanabilir. - Ideal çatı egimi %10
43 3 Açıklıklı Rijit Çerçeve - 36 m - 72 m arası açıklıklar için ideal çözümdür. >72 m açıklıklarda da uygulanabilir. - 3 m - 8 m arası ideal kolon yüksekligi. >8 m kolon yüksekliklerinde de uygulanabilir. - Ideal çatı egimi %10
44 4 Açıklıklı Rijit Çerçeve - 48 m - 96 m arası açıklıklar için ideal çözümdür. >96 m açıklıklarda da uygulanabilir. - 3 m - 8 m arası ideal kolon yüksekligi. >8 m kolon yüksekliklerinde de uygulanabilir. - Ideal çatı egimi %10
45 Tek Eğimli Rijit Çerçeve - 6 m - 18 m arası açıklıklar için ideal çözümdür. >18 m açıklıklarda da uygulanabilir. - 3 m - 8 m arası ideal kolon yüksekligi. >8 m kolon yüksekliklerinde de uygulanabilir. - Ideal çatı egimi %10
46 Rijit Çerçeve İlave - 6 m - 18 m arası açıklıklar için ideal çözümdür. >18 m açıklıklarda da uygulanabilir. - 3 m - 8 m arası ideal kolon yüksekligi. >8 m kolon yüksekliklerinde de uygulanabilir. - Ideal çatı egimi %10
47 L Kanopi - 1 m - 3 m arası açıklıklar için ideal çözümdür. >3 m açıklıklarda da uygulanabilir. - 3 m - 6 m arası ideal kolon yüksekligi. >6 m kolon yüksekliklerinde de uygulanabilir
48 T Kanopi - 6 m - 12 m arası açıklıklar için ideal çözümdür. >12 m açıklıklarda da uygulanabilir. - 3 m - 6 m arası ideal kolon yüksekligi. >6 m kolon yüksekliklerinde de uygulanabilir.

49 Uzay Kafes Sistem Teknik Sartnamesi Üç ayrı düzlemdeki çubuk elemanların bir noktada birleşmesinden oluşan ve statik olarak üç doğrultuda da çalışan modüler sistemlerdir. Avrupa orijinli olan ve tüm dünyada yıllardır kullanılan bu sistemler çok geniş bir uygulama alanına sahiptir. Büyük açıklıkların geçilmesinde eskiden kullanılan öngerilmeli beton, klasik çelik makas sistemleri veya benzeri sistemler yerine artık daha ucuz ve uygulaması daha kolay olan UZAY KAFES SİSTEMLER kullanılmaktadır. Uzay sistem tasarımları mimari veya statik konstrüksiyona bağlı olarak piramit, küresel kabuk, silindir, elipsoid,yay vb. gibi çok çeşitli ve değişik geometrik formlarda veya çok katlı, düz, her iki yöne kırık vb. formlarda olabilir.
50 KULLANIM ALANLARI Sanayi tesisleri (Fabrika, Depo, Antrepo, Hangar vb.) Spor Tesisleri (Yüzme havuzları, Spor salonları ve bunların tribünlerinin üstleri vb.) Çok amaçlı salonlar Tiyatro ve Konser salonları, Opera binaları Sinemalar, Sergi salonları, Fuar merkezleri, Mağazalar vb. Uçak hangarları Benzin istasyonu kanopileri Fuar standları İş iskeleleri, yük iskeleleri gibi çok geniş kullanım alanına sahiptir.
51 AVANTAJLARI Üç boyutlu ve statik olarak iki yönde çalışma özelliklerine sahip bir sistem olduğu için büyük açıklıkları uygun sistem yükseklikleriyle geçebilme özelliğine sahiptir. Isı değişimleri yönünden, diğer sistemlere oranla daha esnek bir yapıya sahiptir. Çubuk boylarının küçük olması nedeniyle düğüm deplasmanları da çok küçük olmaktadır. Yapının dört bir tarafından gerekli uzunluklarda konsollar düzenlenebilir. Uzay sistem içerisine klima havalandırma kanalları, tesisat ve elektrik kanalları, kedi yolları, aydınlatma sistemleri ve ışık köprüleri yerleştirilebilir. İki yönlü büyük açıklık geçilebildiği için ortada kullanım alanı artmaktadır Yapının durumuna göre dört bir tarafta 15 ' er metrelik konsollar düzenlenebilmektedir. İmalat ve montaj yönünden az sayıda farklı elemanı olması sebebiyle büyük kolaylıklar sağlamaktadır. Uzay sistem ile çatıya istenilen form verilebilir.
52 Uzay sistem üzerine her türlü çatı kaplaması uygulanabilir ve iç mekanlarda asma tavan vb. sistemler yerleştirilebilir. Kaplama sisteminde şeffaf seçenekler kullanılarak doğal aydınlatma sağlanabilir. Yapının daha sonra sökülüp başka bir yere kurulması mümkündür. Projeye uygun olarak fabrikada imalatın tamamı yapılır ve şantiyeye, taşımaya uygun boyutlarda paketlenmiş halde gönderilir. Bu nedenle de çok uzak mesafelere bile ulaştırmak son derece kolaydır. Her türlü taşımacılık (deniz,kara,hava) için uygundur. Sistemin montajı çok kolay ve süratlidir. Somun anahtarı kullanılarak uzay sistemler monte edilebilmektedir. Montajı yerde yapılabileceği gibi havada örülerek de yapılabilir. Şantiye sahasındaki duruma göre montaj yöntemi belirlenir.

53
54 UZAY SİSTEM İMALAT BİLGİLERİ Düğüm Noktaları Uzay kafes sistemlerde çubukların birleşim noktaları küre formunda ve sıcak dövme ile şekillendirilmiş çelik malzemelerdir. Kürelere projenin gerektiği kadar civata deliği açılıp diş çekilebilir. Sistemin çubuk elemanlarının uçlarındaki civataların kürelerde açılan bu deliklere bağlanması ile sistem örülür ve tamamlanır.
55 Çubuk elemanlar Çubuklar, iki ucuna konik elemanların gazaltı kaynak kullanılarak birleştirildiği borulardan oluşurlar. Borular siyah su borularıdır. Kullanım yüklerine göre St37, St44, St52 özelliklerinde olabilirler. Konik elemanlar aracılığı ile sistemde oluşan çekme ve basınç kuvvetleri düğüm noktalarına iletilir. Malzeme özellikleri en az boru kalitesinde olur. Uzay kafes sistem boruları TS 301/3 ve DIN 2440'a uygun olarak imal edilen orta seri dikişli borulardan projesine göre aşağıda çapları ve et kalınlıkları belirtilen borulardan oluşabilir. Projelerine uygun olarak imal edilen çubuk elemanlar üzerinde montaj markaları olur ve bunlara göre de sistemin montajı yapılır. Statik gereksinme veya müşteri isteği ile dikişsiz borularla da imalat yapılabilir.
56
57
58
59
60
61
62
63 Civataların kürelere bağlanabilmesi için dişsiz, uzun ve yan yüzünde oluk bulunan özel somunlar kullanılır. Bu somunlar anahtar ağzı ve deliklerine göre adlandırılırlar (19/13, 30/22 gibi). Malzemesi en az St37 dir. Statik sistemdeki oluşan basınç kuvvetlerine göre boyutlandırılırlar. Hesaplanan kuvvetin büyüklüğüne göre malzeme kalitesi de artabilir. Civatalarda ve somunlarda bulunan deliklere takılarak civataların dönmesini sağlayan elemanlar pim olarak adlandırılırlar. Pimlerin taşıyıcı hiçbir fonksiyonu yoktur. Mesnetler Mesnetler, kürelerin altlarına kaynakla birleştirilen yükseltme parçalarının kaynaklandığı plakalar ve bunların içerisinde hareket edebildiği flanşlardan oluşurlar. Statik sistem çözümüne göre sabit, bir yöne kayıcı, iki yöne kayıcı veya yaylı mesnet şeklinde tariflenirler. Kayıcılıklarını sağlamak için sürtünme katsayısı çok düşük teflon malzemeden plakalar kullanılır. Mesnet elemanları, uzay sistemin mevcut taşıyıcı sistemle olan bağlantı noktaları olduğu için en önemli elemanlarından biridir. Doğru şekilde yerleştirilmesi ve hesaplanması sistemin ekonomikliğini güvenliğini doğrudan etkileyen en önemli faktördür.
64 Aşıklar, eğim dikmeleri ve dereler Kaplamaların bağlandığı profiller aşık olarak adlandırılırlar. Uzay sistemin üzerine eğim dikmeleriyle gerekli yükseklikte bağlanırlar. Uzay kafes çatılarla aynı renk olabileceği gibi farklı renklerde de boyanabilir. Kutu kesitli, C kesitli, U kesitli profillerden imal edilebilirler. Malzemeleri St37 olan aşıklara da çubuk elemanlara uygulanan temizlik, boya ve galvaniz işlemi uygulanır. Kaplamanın eğimini veren yükseltme parçaları da eğim dikmeleridir. Eğim yüksekliğine, bağlandığı küre çapına göre farklı boylarda olur. Dereler, üst başlık veya alt başlık hizasında, gizli veya açığa yerleştirilebilir. Galvanizli ve boyalı sacdan gerekli boyutlarda bükülerek imal edilirler.
65 Kaplama Kaplamalar cinsi, çatının bulunduğu iklim veya kullanım amacı vb. gibi şartlara bağlı olarak belirlenir. Kenetli sac veya alüminyumdan çift kat, yerinde uygulamalı izolasyonlu olabileceği gibi hazır sandviç panel veya tek katlı ve izolasyonsuz ya da renkli, şeffaf, polikarbonat vb. seçeneklerle uygulanabilir.
66 Korozyona Karşı Koruma: Uzay sistem elemanlarının korozyona karşı korunması için iki yöntem kullanılır. 1.Galvaniz kaplama Sıcak daldırma galvaniz Elektrogalvaniz 2.Boya Elektrostatik toz boya Yaş boya
67 1. Galvaniz kaplama Uzay sistem elemanları (çubuklar, aşıklar, eğim dikmeleri vb.) özel asit banyolarında yağ ve pastan arındırılır. Daha sonra galvaniz havuzlarına batırılarak ~80 mikron kalınlığında kaplama yapılır. Daldırma galvaniz yapılacak borulara çift taraflı delik açılır. Böylece boruların iç yüzeyleri de kaplanmış olur. Daldırma galvaniz yapılan borulara eğer boya yapılmayacaksa- civataları deliklerden içeri atılarak pimlenir, paketlenerek sevkedilmeye hazır hale gelir. Boyanacaksa aynı işlemler boyadan sonra yapılır. Elektrogalvaniz işlemi civata, küre gibi diş açılan parçalara uygulanır. Asit banyolarında temizlenen elemanların dişlerinin özelliklerini bozmayacak şekilde 10~20 mikron arası elektroliz yöntemiyle kaplanır. Bu yöntem somunlara ve mesnet elemanlarına da uygulanabilir.
68 2. Boya Eğer galvaniz kaplama üzerine boya yapılmayacaksa, uzay sistem elemanları çeşitli kimyasal banyolarla yağ ve pastan arındırıldıktan sonra boyanın iyi nüfus etmesini sağlamak için fosfat banyosuna tabi tutulur. Temizlenen çubuk elemanlar yüksek evsaflı polyester toz boya ile boyanır. Boyama işlemi sırasında karboksil ihtiva eden polyester tozu elektrostatik bir alan içinde bu elemanların üzerlerine püskürtülür. Bu toz boya 2008C lik fırında pişirilerek sertleştirilir. Bu işlem sonunda çubuk elemanın tüm yüzeylerini kaplayan düzgün, parlak ve 80 mikron kalınlığında bir boya tabakası oluşur. Boya renkleri RAL kataloğundan seçilir. Bütün renkler uygulanabilir. Çeşitli tonlarda mat, yarı mat, yarı parlak ve tam parlak yüzeyli tonlar sağlanabilir. Somunlar ve küreler de diğer elemanlar gibi aynı veya farklı renklerde boyanabilir. Elektrostatik toz boya, darbelere çok dayanıklıdır uzun ömürlüdür. Bu boya 508C ile +2808C arasındaki ısılara dayanıklı olup, ultraviyole ışınlarına karşı da mukavemetlidiir. Yaş boya uygulanacaksa, aynı temizlik işlemlerinden geçirilen elemanlara kuru film kalınlığı en az 40~50 mikron olacak şekilde boya uygulanır. Yangına dayanıklı boya ile boyanacak elemanlara da aynı işlemler uygulanır.
69 Montaj: Ankrajların ve Mesnet Plakalarının Tespiti : İmalat projelerinde belirtilen ankraj tipleri ve plakaları hazırlanır. Oturma planına göre tespit edilmiş yerlerde henüz beton dökülmemişse Ankraj plakaları demirlere kotunda bağlanır sonra beton içinde kalacak şekilde beton dökülür. Beton dökülmüş ise Ankrajlar kimyasal dübeller yardımı ile mevcut betonun üzerine yerleştirilirler. Çelik Elemanların İmalatı ve Montajı : Uzay çatı küre ve çubukları bu konuda uzmanlaşmış elemanlar tarafından projesine uygun olarak yerde veya havada örülerek yapılır. Yerde yapılan bölüm, vinçler yardımıyla kaldırılıp yerine konur. Havada örülerek montaja devam edilir. Ya da sistemin tamamı yerde örülür ve vinç ile yerine konur. Kontroller : Tüm işlemler yetkili personel tarafından kontrol altında standartlara uyularak gerçekleştirilir. Montaj işlemi bittikten sonra kontrolleri yapılır en son işlem olarak mesnet kaynakları yapılır ve çatı teslim edilir.
70 6. DERS
71
72 PREFABRİKE BETONUN KULLANIM ALANLARI Ayrıca; Altyapı Projeleri Çevre Düzenleme Uygulamaları Mimari Ürünler Özel Uygulamalar
73
74
75
76
77
78
79
80 PREFABRİKE BETONUN UYGULAMA ZORLUKLARI Özel Birleşim Sistemleri; yapı elemanlarının uygulama sahasında birleştirilmesi için gerekli olan detaylar özel mühendislik, kaliteli malzeme ve dikkatli uygulama gerektirmektedir. Özel Tasarım Gereksinimi; Yapıların fabrikada üretilmesi, yapı sahasına taşınması ve birleştirilmesi kademeli inşaat (staged construction) anlayışı ile tasarım gerektirmektedir. Özel Üretim Teknikleri; PREFABRİKE beton yapıların üretimi özel yetkinlik ve deneyim gerektirmektedir.
81 PREFABRİKE BETONARME YAPI ELEMANLARI İLE İLGİLİ TEKNİK ŞARTNAME 1 GENEL Prefabrike batonarme ve öngerilmeli beton taşıyıcı sistem ve cephe panoları üretim, taşıma ve montaj işlemlerinde, genelde TS-500 ve TS-3233 kod. nolu standartlara uyulacaktır. Özel teknik şartlar aşağıdaki maddelerde yer almaktadır. 2 PROJELER İdare ve/veya işveren tarafından verilecek avan projedeki şekil, ölçü ve modüllere uyulacak biçimde, prefabrike sistem adapte edilerek, prefabrike karkas ve temel uygulama projeleri (prefabrike eleman üretim projeleri hariç) müteahhit firma tarafından, sözleşmenin imzalanması ve uygulama projelerine esas donelerin verilmesini takiben belirlenen ay içinde bitirilerek İdare nin ve/veya işveren onayına sunulacaktır.
82 3 ÜRETİM 3.1 Üretim ve kalite kontrolde, ilgili Türk Standartları ile Prefabrik Birliği nin yönetmelik ve kılavuzlarına uyulacaktır. 3.2 Öngerilmeli ve öngerilmesiz elemanlarda, projelerde öngörülen çelik ve beton kaliteleri sağlanacaktır. 3.3 Malzeme özellikleri şöyle olacaktır. Çimento: Genel olarak Türk Standartlarına uygun çimentolar, özel hallerde yüksek veya nitelikli çimento kullanılacaktır. Öngerilmeli beton eleman üretiminde, TS 19 ve TS 3646 ya uygun, en az PÇ 32,5 kalitesinde çimento kullanılır. Agrega: TS-706 ya uygun kırmataş veya elenmiş ve yıkanmış granülometrik çakıl ve kum karışımı kullanılacaktır. Çelik: Betonarme çeliği TS-708 e uygun BÇ I, BÇ IIIa ve BÇ IV Çelik Hasır dır. Öngerilmeli elemanlarda, TS-3721 e veya diğer yabancı veya uluslar arası standartlara uygun tel veya öngerilme özel halatı (toron) kullanılacaktır. Beton katkı maddeleri kullanımında donatıya, özellikle öngerme çeliğine zarar verecek korozit etkili türde katkılardan özenle kaçınılır.
83 3.4 Bütün betonlar vibratörle (vibratörün frekansı betonun özelliklerine uygun ve sabit olmalıdır) sıkıştırılacak, gerekirse kalıplara dıştan vibratör takılarak beton, boşluksuz ve en az gözenekli olacak şekilde yerleştirilecektir. Her elemanın betonu bir defada dökülecek, kesinlikle soğuk derze izin verilmeyecektir. Dökümde kullanılan beton, tartı esasına göre çalışan beton santralında, proje dayanım değerleri dikkate alınarak üretilir. Prefabrik elemanlarda kullanılan beton, BS 20 den düşük kalitede olamaz. Vibratör gerektirmeyen ileri teknikler kullanılarak beton dökülmesi halinde, uygun nitelikte teknik olanaklar kullanılarak betonun boşluksuz, sıkı ve homojen biçimde yerleştirilmesi sağlanacaktır. 3.5 Prefabrike elemanlarda buhar kürü uygulandığı taktirde TS-3648 deki esaslara uyulacaktır. Ancak buhar kürü nedeniyle eleman yüzeylerinde üniformluğu bozan pürüz ve lekelerin oluşmaması için gereken tedbirler alınacaktır. Buhar kürü yapılmadığı durumlarda, normal beton takımı için TS-1247 ye uyulacaktır.
84 3.6 Her cins betonun, her 25 m 3 ü için en az üçer adetlik bir grup küp veya silindir beton numunesi alınarak, dayanım kontrolü yapılacaktır. Öngerilmeli elemanlarda, her döküm hattından 2 grup numune alınacaktır. Bu numuneler, buhar kürü uygulanan elemanlarda, kalıptan alma öncesi ve 28 inci günde kırılacaktır. Buhar kürü uygulaması yapılmayan elemanlarda 7 inci gün iki ve 28 inci günlerde bir numune kırılacaktır. 3.7 Uygulamada, proje ile bir çelişki olması veya 7 ve 28 günlük numune dayanımlarının şartnamede verilen sınır değerlerinin altında kalması halinde, idare gerekli görürse, şartnamede belirtilen şekil ve sayıda tahrip etmeyen yükleme deneyi ve/veya beton tabancası ile dayanım deneyi yapılacaktır. 3.8 Bütün kalıplar deformasyona mukavim, takviyeli, tercihen çelik veya uygun şekilde yapılmak koşuluyla diğer malzemelerden olacak, uygun bir kalıp yağı kullanılacaktır. Tüm elemanların yüzeyleri düzgün olacaktır. Ancak, yüzeylerde meydana gelecek küçük bozukluklar onarılabilecektir.
85 4 PREFABRİKE ELEMANLARIN STOKLANMASI 4.1 Üretimden çıkan elemanlar üzerine, üretici firma adı (veya simgesi) ve üretim tarihi açıkça okunabilecek biçimde işaretlenmeli, karışıklık söz konusu olabilecek ise, yapıdaki yeri hakkında bilgi verilmeli, boyutları aynı, donatısı ve/veya beton cinsi veya pas payı farklı elemanlar işaretlerle ayrılmalıdır. 4.2 Üretim holünden çıkan elemanlar yüzey bozukluklarını gidermek amacı ile, gerekiyorsa tamir ve rötuş işlemleri yapıldıktan sonra, stok sahasında, uygun yerlerine ahşap travers veya takoz yerleştirilerek, istif edilir. İstifleme, kesinlikle zemin üzerine doğrudan yapılmayacaktır.
86 5 PREFABRİKE ELEMANLARIN TAŞINMASI 5.1 Prefabrike elemanlar, boy ve ağırlıklarına göre uygun araçlarla taşınacaktır. (Kamyon, treyler, özel araç vb.) 5.2 Taşıyıcı sisteme ait elemanlar, mutlaka ahşap takoz veya traversler üzerine yerleştirilecek, elemanın tipine, boyuna ve montajdan sonraki çalışma durumuna göre uygun şekilde mesnetlenecektir. 5.3 Prefabrike elemanlar, yol şartları, vasıta durumu, eleman tipi ve boyu dikkate alınarak, belli sayıda sıra ile üst üstte sıra ile yerleştirilebilir. Aralara takoz veya travers konulur. Bunlar aynı düşey doğrultu üzerinde bulunurlar. 5.4 Prefabrike elemanlar ahşap takoz ve latalarla araç kasalarına tespit edilecek, gerekirse uygun biçimde çelik halatlarla taşıyıcı kasasına bağlanacaktır.
87 6 PREFABRİKE ELEMANLARIN MONTAJI 6.1 Montaj işlemi, işin kapsamına göre sorumlu bir mühendis veya bir montaj teknisyeni nezaretinde, tecrübeli elemanlarca yapılacaktır. 6.2 Prefabrike elemanların montajı sırasında, projelerde öngörülen tüm detaylar uygulanacaktır. Uygulanan sistemde kaynaklı birleşim varsa, kaynak kalınlıklarının projeye uygunluğu ayrıca kontrol edilecektir. 6.3 Şantiyede dökülen düğüm noktası betonları da, projesinde öngörülen nitelikte olacak, dökülen betonun yeteri kadar sıkışması ve yerleştirilmesi sağlanacaktır. Bu betonlarda, aderansı ve akışkanlığı arttırıcı katkı maddeleri kullanılması halinde, bunların şartnamelerde verilen özelliklere uygunluğu aranacaktır. Taşıma ve montaj sırasında doğabilecek yüzey bozuklukları, aderansı yüksek bir harçla onarılacaktır. 6.4 Taşıyıcı sistem bağlantılarında yer alan kaynak işlemlerinde, uygun elektrod kullanılacaktır. 6.5 Prefabrike elemanlar montaj veya istif sırasında aşırı, sarsılmalardan korunacaktır. 6.6 Önemli hasara uğramış elemanların montajına izin verilmez. 6.7 Montaj sırasında elemanların bağlantısız kalacakları çok kısa sürelerde bile yerlerini korumaları ve devrilmemeleri sağlanmalıdır.
88 7 PAS PAYLARI, ÖLÇÜ TOLERANSLARI 7.1 Pas payları, TS-500 ve TS-3233 deki esaslara uygun olarak konulacaktır. 7.2 Öngörülen pas payını sağlamak için donatının gerekli yerlerine, yeteri kadar pas payı takozu uygulanacaktır. 7.3 Ölçü toleransları, Çizelge 7.1 ve 7.2 de verilmektedir.
89
90


91 BETONARME PREFABRİK YAPILAR

92
93
94
95
96
97

98
99
100
101
102
103 ÇOK KATLI BİNALARIN KONSRÜKTİF ŞEMALARI Genelde kat arası bazen 20 katlı olur. Sanayi binalarında min 40 metre (3-7 kat) Karkaslı, panolu, hacim bloklu ve bileşik şemalı Maliyeti yüksek KARKAS BİNALAR VE DİĞER SİSTEMLER İskelet sistem elemanlarının ortak çalışmasıyla döşemeler yatay perde gibi çalışır. Bina yüksekliği arttıkça alt katlardaki rüzgar yükü(yatay kuvvet) artar, böylece kolon ve kiriş kesitleri artar, elemanların standartlaşması azalır. Bu nedenle çerçeve sistem 8 katla sınırlanır. (perde yoksa) 8 kattan yüksek binalarda yatay yükler rijit düğümlü çerçeveler ve düşey rijitlik elemanları tarafından karşılanır. ( Betonarme perde, çelik bağlantı yada başka konst.) Perde olarak genelde merdiven boşlukları ve kenar duvarlar kullanılır.
104 Perdelerin bina içinde eşit dağıtılmasına dikkat edilmelidir. Çerçeve bağlantılı sistemlerde yatay yükün %80-90 ı perdeler tarafından taşınır. Düğüm noktası bağlantılarını basitleştirerek tüm yüklerin perdelere aktarıldığı sistemlere bağlantılı sistemler denir. Düşey yükler çerçeve ve kısmen perdeler tarafından taşınır. Bu sistemde kolon-kiriş düğüm birleşimi önceden verilen (yaklaşık55 kn/m) eğilme momentini taşıyacak şekilde alınır. Böylece tüm düğüm birleşimleri, kolon ve kirişler standart olur. Son yıllarda sadece mafsallı kolon kiriş birleşimleri yapılmaya başlanmıştır.bu çözüm binanın çelik masraflarının azalmasını sağlar. 20 kattan yüksek binalarda genellikle asansör ve merdiven, havalandırma kanalları bir araya getirilerek rijitlik merkezi oluşturulur. (Duvarları dökme betondan) 50 kattan yüksek binalarda bu önlem yetmez. Dış kolonlar yatay perdeler yardımıyla rijitlik merkezi ile birleştirilirler.
105 Konut, yurt, otel vb yerlerde ses yalıtımı için iç duvar yoğunluğu min 0,3T/m3 ve beton kalınlığı 16 cm olmalı, bu tür yapılarda bu duvarlar taşıyıcılığı sağladığı için karkas yapmaya gerek yoktur. Bunlara panel sistem denir. 20 kata kadar bu sistem karkas binalara göre düşük maliyetli binalar yapmamızı sağlar. Daha yüksek binalar yatay kuvvetlere zayıftır.bu durumda özel dökme perdeler, rijitlik merkezleri veya karkas binalar kullanılır. Panel sistemli barme binalatda binanın iç planı değiştirilemez. Panel sistemin geliştirilmiş hali hücre sistemlerdir. Bir hücrenin ağırlığı yaklaşık 10 ton olur ve bina yüksekliği 5 katı geçemez.
106 ÇOK KATLI KONUT BİNALARI 1.KARKAS BİNALAR 2. PANOLU YAPI SİSTEMLERİ
107 1.KARKAS BİNALAR Ticari, idari, özel konut amacıyla yapılırlar. Genelde çerçeve bağlantılı sistemle yapılır. Kolonlar 16 kata kadar olan yapılarda standart 400x400 mm en kesitli olarak yapılr. Alt katlardaki kolonlarda yüksek sınıf betonu ve elastik donatıları kullanılır. Boyuna donatılar BÇ-III ten yapılır. Düğüm noktalarının sayılarının azaltılması amacıyla yaklaşık 15 m boyunda kolonlar kullanılmaktadır. Bu narin elemanlarda dayanım ve çatlama olmaması için öngerilmeli eleman kullanılmalıdır cm kalınlığındaki perdeler kolonlar arasına yerleştirilir. Ve kesme kuvvetini taşıtabilecek bağlantılarla kolonlara birleştirilir. Perde panelleri mm donatı çubuklarından oluşur veya 5-6 mm 200 mm aralıklı hasırlarla donatılır.perde ve kolon kaynaklı, dşey boşluklar ise ince agregalı beton harcı ile doldurulur. Basınca çalışan perdelerde büyük yükler altında kesitin bir kısmında çekme kuvveti doğabilir, bu durumda perdeler öngerilmeli tasarlanmalıdır.
108 1.KARKAS BİNALAR Döşeme ve kirişler prefabrik olmaktadır. Kirişler ters tabla olarak tasarlanır ve döşemeler bu çıkıntılara yerleştirilir. Kat döşemeleri genelde çok boşluklu 220 mm kalınlıkta olur. Alışveriş merkezi gibi binalarda kolon sayısı artmaması için dişli panel sistemi kullanılır. Karmaşık planlı binalarda ise döşemeler yerinde dökme kirişsiz olabilir. 2. PANOLU YAPI SİSTEMİ Genelde özel konut binaları için kullanılır.bina genişliği m arası olur. a. Enine taşıyıcı duvarlı b. Boyuna taşıyıcı duvarlı c. Enine ve boyuna t.d. Enine taş. Duv sistemlerinde dış duvar ve döşeme panelleri hafifler bu nedenle daha çok tercih edilir. İç duvarlar bir kat yüksekliğinde C14-16 betondan yapılır. Dış duvarlar mm arası bir kat yüksekliğinde C14-16 betondan yapılır. Kat döşemeleri boşluklu veya dolu gövdeli olabilir. 4-8 m açıklık için öngermesiz, daha büyük açıklıklarda öngermeli olur.
109 Prefabrik Betonarme Yapıları Projelendirme Esasları Prefabrik binaların seri olarak insa edilebilmesi için projeler hazırlanır. Binayı olusturan bütün elemanlar ve birlesim sekillerinin detayları çizilip mm düzeyinde ölçümlendirilir. Bina projeleri, prefabrik bina üreten isletmenin amacı ve istekleri dogrultusunda özel adlarla veya çogunlukla uygun bazı simge ve numaralarla belirlenir. Kullanılan harf ve numaralar bina türünü kolaylıkla belirleyecek sekilde tayin edilir. Örnegin; "APB-A- 3-60" simgesi ahsap prefabrik binanın, A tipi 3 oda ve 60 m2 oldugunu ifade eder. Bir yapı projesinde kapı ve pencereler dahil tüm elemanların az sayıda tip olarak projelendirilmesi, yapım ve denetim kolaylıgı saglayacaktır.
110 DERS 7
111 Prefabrik betonarme yapı elemanlarının üretimi Prefabrik yapı elemanları, fabrika ortamında özel karısımlı betonlar ile üretilir. Projesine göre hazırlanan elemanlar, insaat alanın kamyonlarla tasınır. Her türlü yükleme ve indirme islemleri ile insaat yerinde yapı elemanının yerine, montajında vinçlerden yararlanılır. Kolonlar yapılırken altına 8-20 mm kalınlıgında sac levha monte edilir. Kolon altındaki sac, kolon üzerindeki bulonlara vidalanır. Kolon taban sacı ile temel arasına 3 cm kadar çimento harcı veya epoksi reçine harcı konulması unutulmamalıdır.
112 HAZIR PREFABRİK ELEMANLARIN İMALAT I 1-ÜRETİM YERİ Üretim : 1-şantiyelerde, 2-belli yerlerde kurulmuş sabit fabrikalarda yapılabilir. Şantiyede yapılan üretim: Elemanların, monte edilecekleri yerin hemen altında, zeminde imal edilmeleri şeklinde olabilir. Bu tür bir uygulama, çok büyük boyutlu kiriş, döşeme plağı, kabuk veya katlanmış plakların, nakliye ve ara depolama gerektirmeden, doğrudan montajına olanak verir.montaj, hidrolik preslerle kaldırma yolu ile veya, vinç aracılığıyla gerçekleştirilir. Burada seri üretim değil, kolay ve uygun şartlarda üretim söz konusudur.geleneksel yapımdan farkı, yüksek iskele gerektirmemesi, buna karşın, kaldırma ve montaj sorunu getirmesidir. Bu yola gidilirken, gerekli maliyet ve işçilik karşılaştırmaları yapılmalıdır. Elemanlar, şantiyede kurulan, üstü açık veya örtülü bir geçici fabrikada üretilebilir. Üretim bittikten sonra sökülüp başka bir şantiyeye nakledilebildikleri için, bu üretim merkezlerine gezici fabrikalar da denmektedir. Burada fabrika kurma ve sökme külfetinin karşılanabilmesi için, üretilecek eleman sayısının yeterli olması esastır. Ayrıca taşımadan yapılan tasarruf miktarı, tesis masrafı daha az olan şantiye atölyelerinin kurulmasında etkin bir rol oynar. Şantiye fabrikaları bazı kolaylıklar getirmekle birlikte, bu üretim tesislerinde 450 ve B600 lük beton kalitelerinin elde edilmesi çok güç olmaktadır.
113 HAZIR PREFABRİK ELEMANLARIN İMALAT I Sabit fabrikalarda yapılan üretim: Makineleşmeye ve iyi bir kalite kontrolüne olanak verir.ancak, masraflarını amorti etmesi, tam kapasiteyle çalışmasına bağlı olarak, birkaç senede gerçekleşebilir. Üretim merkezinin üstünün açık veya kapalı olması iklimsel etkenler belirler: Genellikle bu merkez: 1-Esas üretim alanı, 2-Yardımcı mahaller, 3-Depolama yerleri olarak, üç bölümdür.
114 HAZIR PREFABRİK ELEMANLARIN İMALAT I Esas üretim alanları, genellikle m. uzunlukta, m. Eninde ve 9-10m. Yükseklikte olup ; bazen bu alanların birkaç tanesi yanyana düzenlenebilir. Arıva tevsi imkanları da düşünülmelidir. Fabrikalarda Mp. Lik köprü kreynler bulunur. Ana üretim alanının büyüklüğünü, öngerme yataklarının uzunluğu ve sayısına bağlıdır. Senelik m ³ beton eleman üretenler küçük tesis ; m³ lük üretim yapanlar orta büyüklükte tesis, m³ lük üretimden fazla üretim yapanlar ise büyük tesis sayılırlar. Yardımcı mahaller : beton hazırlama yeri demir donatı hazırlık mahalli marangozhane demir atölyesi laboratuar idari bölümler şeklinde sıralanabilir.
115 HAZIR PREFABRİK ELEMANLARIN İMALAT I Depolama alanı: Genellikle iki aylık bir üretimi kapsayacak şekilde ana atölye alanının iki üç misli hatta daha büyüktür. Elemanların boyutları tipleri yatay veya düşey olarak istiflenmeleri depolama alnının boyutlandırılmasında önemlidir. Küçük fabrikalarda bu alan ana atölyenin bir uzantısı şeklindedir ve fabrika içindeki köprü vinç depolama içinde kullanılır. Daha büyük fabrikalarda ise ana üretim atölyesine dik olarak düzenlenir ve ayrı bir köprü veya ayaklı köprü vinç alana hizmet eder.
116 HAZIR PREFABRİK ELEMANLARIN İMALAT I Üretim yerinin seçimini etkileyen faktörler : konstrüksiyonun endüstrileşme derecesi, üretimin endüstrileşmesine ve üretilen öğenin bitmişlik derecesine bağlıdır. Bu nedenle, yüksek endüstrileşme istendiğinde, üretim, makineleşme düzeyi yüksek olan fabrikalarda yapılır. şantiye üretiminde el emeği oranı fazla olup, üretim mevsimlik, eleman tip sayısı sınırlı ve üretilen seriler küçük olur. Bu tür üretim çoğu zaman, geleneksel yapının rasyonelleştirilmesi sonucunda ortaya çıkar. Şantiye üretiminden fabrika üretimine geçerken genel prensip, mekanizasyon yoluyla el emeği katsayısını büyük oranda azaltmak ve prodüktiviteyi artırmaktır. Elemanların üretimi için mekanizasyon gerekmiyorsa veya gerçekleştirilemiyorsa, bu üretimin fabrikada yapılması için neden yoktur. aynı bina için iki tip üretimde aynı anda uygulanabilir : - özel biçimli veya endüstriyel üretim için yeterli sayıda olmayan öğeler şantiyedeki atölyelerde: - standartlaştırılmış veya çok sayıda üretilebilecek elemanlarsa fabrikalarda üretilebilirler.
117 HAZIR PREFABRİK ELEMANLARIN İMALAT I fabrika üretimi, endüstrileşmenin bütün olanaklarından faydalanma imkanını verir. Ancak bunun içinde - devamlı üretim ve - büyük serilerin üretimi şarttır. Böyle bir üretim ise, stoklama sorununu getirir. Yani, yeterli büyüklükte bir depolama alanının sağlanması ve stoklanan tipleştirilmiş elemanların sonradan başka konstrüksiyon programlarında kullanılma olanağının bulunması gerekir. Ayrıca, fabrikadaki mekanizasyonun artması, amortisman sürelerinin uzamasına yol açacaktır. Ülke planlaması içinde bu tür fabrikaların yerlerinin seçimi de önemlidir. Bu seçimi etkileyen faktörler: ülke çapında yapılan imar planlaması sonucunda ortaya çıkan üretim planlaması ; ulaşım sistemi ; ulaşım yollarının durumu; kum, çakıl, çimento, su gibi ana malzemeleri sağlama kolaylığı şeklinde sıralanabilir.
118 HAZIR PREFABRİK ELEMANLARIN İMALAT I ÜRETİM YERLERİ Durağan kalıplarla üretim Bu yönteme göre kalıp sabittir ; üretim hep aynı terde gerçekleşir. Tek bir ekip veya duruma göre, yer değiştiren uzman ekipler, sırasıyla bütün işlemleri yaparlar. Bir işlem bittikten sonra diğerine geçilir ; bu nedenle, üretim planlamasında oluşabilecek bazı gecikmeler fazla önem taşımaz. Kalıplar ayrık, batarya veya bir ön germe yatağı şeklindedir. Kalıp boyut ve biçimlerinde sınırlama yoktur. Hem şantiye hem de fabrikadaki imalat için uygun olan bu yöntemde yatırım nispeten az olduğundan, küçük üretim serileri de rantabl olabilmektedir. Durağan üretim daha gelişmiş ve makineleşmiş şekli, beton dökme, düzeltme, sıkıştırma gibi işlemlerin tümünün tek bir karmaşık ve hareketli imalat makinesiyle yapılmasıdır.
119 HAZIR PREFABRİK ELEMANLARIN İMALAT I Hareketli kalıplarla üretim Bu yöntem, çeşitli işleri yapacak ekip ve araçların sabit olması ve kalıpların, belirli süre aralıkları içerinde, iş sırasına göre yer değiştirmesi esasına dayanır. Güdümlü veya otomatik olarak gerçekleştirilen bu yer değiştirme, vinç, hareketli bant, zincir veya raylı masa aracılığıyla olabilir üretim yolunun uzunluğu, kalıp boyutuna ve işlem sayısına göre saptanır. Üretim sürecinin çok iyi planlanmasının ve önceden saptanan üretim temposuna uyulma zorunluluğu ön gören bu sistem fabrika imalatına uygun olup, büyük üretim serilerine olanak tanır. Ancak ön yatırımın fazla olduğu gibi elemanların boyut ve biçimlerinde standartlaşma ve tipleşmeye yönelecektir gerekecektir. Ayrık bateri veya uzun bant şeklinde oluşabilen kalıpların en az bir doğrultudaki boyutları sınırlıdır.
120 HAZIR PREFABRİK ELEMANLARIN İMALAT I KALIPLAR Kalıplar beton elemanlara boyutsal ve biçimsel özelliklerini kazandırdıkları için en önemli üretim araçlarıdır. Ön yapım elemanların imalinde kullanılan kalıplarda bazı nitelikler aranmaktadır. Bunlar : düşük yapım maliyeti sağlamlık yüzey düzgünlüğü küçük toleranslarla üretimi mümkün kılmak bakım ve temizlenme kolaylığı çok sayıda kullanıma olanak vermesi çabuk deforme olmaması çeşitli profil tip ve boyutların yapım için kullanılabilir olması bağlantıların çabuk ve kolay yapılması hareketli üretim veya şantiye imalatı için kalıbın taşınabilir biçim ve ağırlıkta olması gibi özelliklerdir. Ancak, bu niteliklerin tümünü birden, gerçekleştiren kalıplar pahalıya mal olmaktadır Kalıbın yapımı, tüm yatırımın büyük bir fiyat yüzdesini oluşturur.
121 HAZIR PREFABRİK ELEMANLARIN İMALAT I Sıkıştırılmış kum veya toprak kalıplar Genellikle, nervürsüz yüzeysel taşıyıcıların küçük seriler halinde şantiyede yapımı için uygundur. Elemanların aralarına kağıt, plastik folyo sermek veya çamur sıvamak suretiyle üst üste depolanması yöntemi de ucuza mal olur. Ve fazla hassasiyet gerektirmeyen işlerde kullanılabilir. Beton kalıplar Daha çok duvar ve döşeme elemanlarının, kabuk veya katlanmış plakların matrisi olarak kullanılır. Kalıbın yapımı bir negatif kalıp aracılığıyla gerçekleştirilir. kalıp ucuza mal olur ancak ağırdır. Bu yüzden taşınamaz bakımı ise pahalı ve güçtür. Kalıp yüzeyi çok düzgün perdahlanmalı ve her defasında çok iyi temizlenmelidir. Aksi halde fazla aderans yüzünden eleman kalıptan çıkarılamaz. Beton yüzeyin çelik veya plastikle kaplanması kalıbın ömrünü uzatır ve yüzeyin çabuk bozulması, fazla aderans gibi sakıncaları azaltır.
122 HAZIR PREFABRİK ELEMANLARIN İMALAT I Çelik kalıplar Durağan yada hareketli üretim yöntemlerine uygun olan bu kalıplar, daha önce sözü edilen bütün nitelikleri taşıyabilirler ancak, maliyet fazlalığı nedeniyle, büyük serilere yada profil veya boyut değişikliklerine imkan verdikleri oranda rantabl olurlar. 600 ile 800 kez kullanılabilen bu kalıplar ile kolon, kiriş, duvar, döşeme, çatı elemanları ve yüzeysel taşıyıcıların üretimi yapılabilir. Ahşap kalıplar elemanlık küçük serilerde kullanılır. Dikdörtgen kesitli elemanlar işin kalıp yapımı kolaydır. Ancak ahşap kalıpta karmaşık profilleri vermek güçtür; ayrıca iyi yapıldığı takdirde çelik kalptan daha ucuza mal olmamaktadır İç yüzeylerde cila sürmek plastik folyo döşemek sudan etkilenmeyen özel kontrplak, suni ahşap veya çelik sac kaplamak gibi önlemler alınarak kalıbın betona aderansı azaltılır ve ömrü uzatılır.
123 HAZIR PREFABRİK ELEMANLARIN İMALAT I Cam elyaf takviyeli polyester kalıplar En önemli avantajları kolay şekillendirilmeleri ve hafiflikleridir. Bunlarında yapımı beton kalıplarda olduğu gibi bir negatif ön plak aracılığıyla gerçekleşir. t kalınlıkları 3 6 mm ye kadar olan bu kalıpların yüzeyleri çok düzgün olduğundan sertleşmiş elemanların kalıptan çıkarılması oldukça kolaydır. Ancak plastik esaslı bu kalıplar uzun ömürlü olmamakta ; zamanla şekil değiştirmekte ; C lik ısılarda bozulabilmekte ve sık sık bakım gerektirmektedir.
124 HAZIR PREFABRİK ELEMANLARIN İMALAT I ÜRETİM EVRELERİ Prefabrike yapılarda işçinin %60 80 inin elemanların üretimine gittiği düşünülecek olursa üretimin rasyonelleştirilmesinin nedenleri olmadığı anlaşılır. Üretimde prensip ; en az işçilikle en çabuk ve en kaliteli üretimi gerçekleştirmek olmalıdır. İşlemlerde makineleşmeyi artırmak işçiliği azaltır, üretimi çabuklaştırır yani prodüktiviteyi artırır. Suni sertleştirme imalat evrelerine büyük bir hız getirir ancak makineleşme yatırım demektir. Yatırımın rantabl olabilmesi içinde elemanlarda boyutsal ve biçimsel tipleşme ve standartlaşmaya gidilmeli, büyük üretim serileri sağlanmalıdır.
125 Kalıpların hazırlanması Bitmiş öğelerin kalıptan çıkarılması ile boşalan kalıpların iç yüzeylerindeki donmuş çimento kalıntılarının temizlenmesi yüzeylerin yağlanması veya cilalanması, kalıp parçalarının sıkıştırılıp birleştirilmesi özen ve dikkat gerektiren işlemlerdir. Bunların büyük bir kısmı mekanize olmadığından, burada işçilik ve denetim, üretimin kalitesi açısından büyük önem taşır. Donatı hazırlama ve yerleştirme işlemleri Mümkün olduğu kadar rasyonelleştirilmeye çalışılır çoğu kez kaynaklı ızgara veya hasır donatı kullanılır. İşçiliği azaltmak için hasırların bükülmesi yoluna da gidilebilir Donatının kaynaklanması ve bükülmesi mekanik araçlarla yapıldığından işçilikten büyük tasarruf edilir. Bütünüyle veya bölüm bölüm hazırlanmış olan donatı, temizlenip yağlanmış olan kalıba, kaldırma araçları yardımıyla yerleştirilir. Çok büyük kirişlerde donatı kalıbın alt tabanı üzerine monte edildikten sonra kalıbın yan kısımları takılır.
126 Beton hazırlama, dökme, düzeltme ve sıkıştırma işlemleri Gelişmiş fabrikalarda beton üretimi yüksek düzeyde bir otomasyona erişmiştir. Türlü karışım programları yapılarak istenen doz ve granülometri, otomatik olarak oluşturulabilir. Durağan kalıplı üretimde beton karıştırıcıdan alınması ve kalıba dökülmesi, - köprü veya tek raylı asma vincin taşıdığı potalar - raylı arabalar - raylı köprüler - ulaşım bantları - çok maksatlı imalat makinaları aracılığıyla gerçekleştirilir. Betonun düzeltilmesi ise ya elle yada özel perdah makineleri yardımıyla yapılır. Betonun sıkıştırılması, vibratörler aracılığıyla gerçekleştirilir. Bu vibratörler : - kalıp içinde - elemanın üst yüzeyinde - kalıbın yanlarında - kalıp tabanının altına düzenlenebilir.
127 Betonun sıkıştırılması evresinde sıkıştırmanın homojen dağılmasına ve donatı ile kalıpların vibratörden etkilenerek bozulmamasına özen gösterilir. Genellikle beton yüzeyinde fazla suyun vakum yöntemiyle alınması, vibrasyon yöntemiyle birlikte kullanıldığında iyi sonuç vermektedir. Betonunun sertleştirilmesini hızlandırma işlemleri, tesisisin ve kalıpların rantabilitesi için gereklidir. Bu amaçla çabuk sertleşen çimento tipleri, prizi çabuklaştıran katkılar kullanılır veya su / çimento oranı düşürülür. Normal çimentolu elemanlarda ve ön gerilmeli betonlarda kalıp kullanım evrelerini kısaltmak amacıyla ısıtma suretiyle suni sertleştirme yapmak en etkili ve en güvenceli yöntemdir. Bu ısıtma : taze betonun önceden ısıtılması buhar kürü kalıbın sıcak su, sıcak yağ, buhar, sıcak hava veya elektrikle ısıtılması donatıların elektrikle ısıtılması suretiyle gerçekleştirilebilir taze betonun, agrega ve karışım suyunun ön ısıtılmasıyla sıcak tutulması yöntemi, ısı kontrolü güç olduğundan, az kullanılır. Buhar kürü en etkili yöntemdir. Buhar, betonlamadan 1-4 saat sonra verilir ve 6 16 saat, C ısıda tutulur. Kalıplar buharın kaçmasını önlemek üzere örtülmelidir.hareketli kalıp üretiminde ise kalıplar çukur, hücre veya tünel şeklindeki buhar kürü tesislerine götürülür. Isıtma ve soğutmanın yavaş yavaş yapılmasına dikkat edilmelidir.
128 Elemanların kalıptan çıkarılması Sertleşmiş elemanın kalıptan çıkarılmasını kolaylaştırmak amacıyla ; kalıp yanlarının çıkarılması nervürlü elemanların köşelerinin alttan hidrolik preslerle veya su basıncı ile itilmesi düz yüzeyli kalıpların vinç veya bir hidrolik tertibat yardımıyla, devrilebilen masalar şeklinde düzenlenmesi gibi önlemler alınabilir. Ön gerilmeli öğelerde bir ters sehim olur ve eleman kendiliğinden kalıptan çıkar. Bakım yönteminin kullanıldığı fabrikalarda, elemanın gene vakum ile kalıptan alınıp depolanması yoluna gidilmektedir. Elemanı, Çeşitli vantuzlu tertibatlarla Nervür veya çıkıntılarından kancalarla tutarak Üretim sırasında bırakılan deliklerden halat veya çelik boru geçirme yoluyla kaldırmak mümkündür. En yaygın uygulama öğelerin üretim sırasında veya sonradan tespit edilen halkalar yardımıyla kalıptan çıkarılmasıdır. Kaldırma halkaları, elemanın boyutlarına ve yüzey büyüklüğüne bağlı olarak 2, 4 hatta daha fazla yapılabilir. Çok büyük elemanlarda veya montajı düşey olarak yapılacak olanlarda kalıptan çıkarma, taşıma ile montaj için gerekli kaldırma noktaları farklı yerlerdedir.
129 HAZIR PREFABRİKE ELEMANLARIN İMALAT SORUNLARI Kalıp maliyetlerinin fazla olması Kalıpların sık sık deforme olması Büyük çapta seriler gerektirmesi Eleman boyutlarının çok büyük olması Ters sehim verilerek üretilen hazır prefabrike elemanlarım imalat sırasında fazla gerilmesi yüzünden kılcal çatlakların meydana gelmesi Elemanların beton pirizini tam almadan kalıbın alınması yüzünden elemanda meydana gelen yayılma Elemanların ağırlığı yüzünden, kalıptan çıkarılması sırasında meydana gelen taşıma sorunları Fabrikalarda üretim için çok büyük hacimlere ihtiyaç olması Fabrika kurulum maliyetlerinin çok yüksek olması
130
131

132
133
PREFABRİKE BETONARME YAPI ELEMANLARI İLE İLGİLİ TEKNİK ŞARTNAME... 2 1 GENEL... 2 2 PROJELER... 2 3 ÜRETİM... 2
 İÇİNDEKİLER PREFABRİKE BETONARME YAPI ELEMANLARI İLE İLGİLİ TEKNİK ŞARTNAME... 2 1 GENEL... 2 2 PROJELER... 2 3 ÜRETİM... 2 4 PREFABRİKE ELEMANLARIN STOKLANMASI... 3 5 PREFABRİKE ELEMANLARIN TAŞINMASI...
İÇİNDEKİLER PREFABRİKE BETONARME YAPI ELEMANLARI İLE İLGİLİ TEKNİK ŞARTNAME... 2 1 GENEL... 2 2 PROJELER... 2 3 ÜRETİM... 2 4 PREFABRİKE ELEMANLARIN STOKLANMASI... 3 5 PREFABRİKE ELEMANLARIN TAŞINMASI...
KAPLAMA ASIK BORU. ELEKTRiK KABLOLARI ASIK AYDINLATMA
 UZAY KAFES SİSTEMLER TANIMLAMA Üç ayrı düzlemdeki çubuk elemanların bir noktada birleşmesinden oluşan ve statik olarak üç doğrultuda da çalışan modüler sistemlerdir. Avrupa orijinli olan ve tüm dünyada
UZAY KAFES SİSTEMLER TANIMLAMA Üç ayrı düzlemdeki çubuk elemanların bir noktada birleşmesinden oluşan ve statik olarak üç doğrultuda da çalışan modüler sistemlerdir. Avrupa orijinli olan ve tüm dünyada
PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU
 PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU 6. DERS PREFABRİKE BETONUN KULLANIM ALANLARI Ayrıca; Altyapı Projeleri Çevre Düzenleme Uygulamaları Mimari Ürünler Özel Uygulamalar
PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU 6. DERS PREFABRİKE BETONUN KULLANIM ALANLARI Ayrıca; Altyapı Projeleri Çevre Düzenleme Uygulamaları Mimari Ürünler Özel Uygulamalar
PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU
 PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU 5. DERS ÇELİK PREFABRİK YAPILAR Taşıyıcı sistemi çelik malzemeden yapılan, özel atölyelerde üretilip inşaat mahallinde çeşitli
PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU 5. DERS ÇELİK PREFABRİK YAPILAR Taşıyıcı sistemi çelik malzemeden yapılan, özel atölyelerde üretilip inşaat mahallinde çeşitli
PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU
 PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU DERS 7 Prefabrik betonarme yapı elemanlarının üretimi Prefabrik yapı elemanları, fabrika ortamında özel karısımlı betonlar
PREFABRİK YAPILAR ÖĞR GÖR BERIVAN POLAT KAYNAK: ÖĞR GÖR CAHIT GÜRER DERS NOTU DERS 7 Prefabrik betonarme yapı elemanlarının üretimi Prefabrik yapı elemanları, fabrika ortamında özel karısımlı betonlar
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Bölüm 6. Birleşimlere giriş Perçinler Bulonlar
 Bölüm 6 Birleşimlere giriş Perçinler Bulonlar Birleşimler Birleşim yapma gereği: -Elemanların boyunu uzatmak -Elemanların enkesitini artırmak -Düğüm noktaları oluşturmak -Mesnetleri oluşturmak Birleşim
Bölüm 6 Birleşimlere giriş Perçinler Bulonlar Birleşimler Birleşim yapma gereği: -Elemanların boyunu uzatmak -Elemanların enkesitini artırmak -Düğüm noktaları oluşturmak -Mesnetleri oluşturmak Birleşim
TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun
 Dolu Gövdeli Kirişler TAŞIYICI SİSTEM TASARIMI 1 Prof Dr Görün Arun 072 ÇELİK YAPILAR Kirişler, Çerçeve Dolu gövdeli kirişler: Hadde mamulü profiller Levhalı yapma en-kesitler Profil ve levhalarla oluşturulmuş
Dolu Gövdeli Kirişler TAŞIYICI SİSTEM TASARIMI 1 Prof Dr Görün Arun 072 ÇELİK YAPILAR Kirişler, Çerçeve Dolu gövdeli kirişler: Hadde mamulü profiller Levhalı yapma en-kesitler Profil ve levhalarla oluşturulmuş
ÇELİK PREFABRİK YAPILAR
 ÇELİK PREFABRİK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
ÇELİK PREFABRİK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
DONATILI GAZBETON YAPI ELEMANLARI İLE İNȘA EDİLEN YIĞMA BİNA SİSTEMİ İLE İLGİLİ TEKNİK ȘARTNAME
 YIĞMA BİNA SİSTEMİ İLE İLGİLİ TEKNİK ȘARTNAME www.tgub.org.tr İÇİNDEKİLER 1. KAPSAM 2. ATIF YAPILAN STANDARD ve/veya DÖKÜMANLAR 3. TARİFLER 4. ÜRETİM 5. PROJELER 6. YAPI ELEMANLARININ STOKLANMASI 7. YAPI
YIĞMA BİNA SİSTEMİ İLE İLGİLİ TEKNİK ȘARTNAME www.tgub.org.tr İÇİNDEKİLER 1. KAPSAM 2. ATIF YAPILAN STANDARD ve/veya DÖKÜMANLAR 3. TARİFLER 4. ÜRETİM 5. PROJELER 6. YAPI ELEMANLARININ STOKLANMASI 7. YAPI
ÇELİK YAPILAR 3. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
ÇELİK YAPILARDA BİRLEŞİMLER
 ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda birleşimlerin kullanılma sebepleri; 1. Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris,diyagonalkolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık
ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda birleşimlerin kullanılma sebepleri; 1. Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris,diyagonalkolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık
ZENON PANEL YAPI TEKNOLOJİSİ ZENON PANEL MALZEME VE BİLEŞENLERİ
 ZENON PANEL YAPI TEKNOLOJİSİ ZENON PANEL MALZEME VE BİLEŞENLERİ İÇİNDEKİLER 1. GİRİŞ... 3 2. ZENON PANEL DUVAR SİSTEMİ AÇIKLAMALARI... 4 2.1. Zenon Panel duvar sisteminin esasları... 4 2.2. Zenon Panel
ZENON PANEL YAPI TEKNOLOJİSİ ZENON PANEL MALZEME VE BİLEŞENLERİ İÇİNDEKİLER 1. GİRİŞ... 3 2. ZENON PANEL DUVAR SİSTEMİ AÇIKLAMALARI... 4 2.1. Zenon Panel duvar sisteminin esasları... 4 2.2. Zenon Panel
ÇELĐK PREFABRĐK YAPILAR
 ÇELĐK PREFABRĐK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
ÇELĐK PREFABRĐK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
GEBZE TEKNİK ÜNİVERSİTESİ MİMARLIK FAKÜLTESİ MİMARLIK BÖLÜMÜ
 GEBZE TEKNİK ÜNİVERSİTESİ MİMARLIK FAKÜLTESİ MİMARLIK BÖLÜMÜ MİM 242 TAŞIYICI SİSTEMLER VE TEKNOLOJİLERİ I 2017-2018 BAHAR YARIYILI Prefabrike Sistemler II (Boyutsal ve modüler koordinasyon) Dr. Öğr. Üyesi
GEBZE TEKNİK ÜNİVERSİTESİ MİMARLIK FAKÜLTESİ MİMARLIK BÖLÜMÜ MİM 242 TAŞIYICI SİSTEMLER VE TEKNOLOJİLERİ I 2017-2018 BAHAR YARIYILI Prefabrike Sistemler II (Boyutsal ve modüler koordinasyon) Dr. Öğr. Üyesi
BÖLÜM-2 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
ÇELİK YAPILAR 7 ÇELİK İSKELETTE DÖŞEMELER DÖŞEMELER DÖŞEMELER DÖŞEMELER. DÖŞEMELER Yerinde Dökme Betonarme Döşemeler
 Döşemeler, yapının duvar, kolon yada çerçeve gibi düşey iskeleti üzerine oturan, modülasyon ızgarası üzerini örterek katlar arası ayırımı sağlayan yatay levhalardır. ÇELİK YAPILAR 7 ÇELİK İSKELETTE Döşemeler,
Döşemeler, yapının duvar, kolon yada çerçeve gibi düşey iskeleti üzerine oturan, modülasyon ızgarası üzerini örterek katlar arası ayırımı sağlayan yatay levhalardır. ÇELİK YAPILAR 7 ÇELİK İSKELETTE Döşemeler,
TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun
 . Döşemeler TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 07.3 ÇELİK YAPILAR Döşeme, Stabilite Kiriş ve kolonların düktilitesi tümüyle yada kısmi basınç etkisi altındaki elemanlarının genişlik/kalınlık
. Döşemeler TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 07.3 ÇELİK YAPILAR Döşeme, Stabilite Kiriş ve kolonların düktilitesi tümüyle yada kısmi basınç etkisi altındaki elemanlarının genişlik/kalınlık
Temel sistemi seçimi;
 1 2 Temel sistemi seçimi; Tekil temellerden ve tek yönlü sürekli temellerden olabildiğince uzak durulmalıdır. Zorunlu hallerde ise tekil temellerde her iki doğrultuda rijit ve aktif bağ kirişleri kullanılmalıdır.
1 2 Temel sistemi seçimi; Tekil temellerden ve tek yönlü sürekli temellerden olabildiğince uzak durulmalıdır. Zorunlu hallerde ise tekil temellerde her iki doğrultuda rijit ve aktif bağ kirişleri kullanılmalıdır.
KALIP VE İSKELE. Yrd. Doç. Dr. Alper CUMHUR
 KALIP VE İSKELE Yrd. Doç. Dr. Alper CUMHUR Betonun mimari ve statik açıdan gerekli formu almasını sağlayan ve beton yeterli dayanım kazanıncaya kadar onu taşıyan yardımcı yapı elemanlarına KALIP denir.
KALIP VE İSKELE Yrd. Doç. Dr. Alper CUMHUR Betonun mimari ve statik açıdan gerekli formu almasını sağlayan ve beton yeterli dayanım kazanıncaya kadar onu taşıyan yardımcı yapı elemanlarına KALIP denir.
3. 2 Bulonlu Birleşimler
 3. 2 Bulonlu Birleşimler Birleşimin gerçekleştirilmesi az kalifiye işçi Bulonların Kullanılma Alanları: Geçici birleşimler ve yapılar Şantiye birleşim ve ekleri Dinamik karakterli yüklerin aktarılması
3. 2 Bulonlu Birleşimler Birleşimin gerçekleştirilmesi az kalifiye işçi Bulonların Kullanılma Alanları: Geçici birleşimler ve yapılar Şantiye birleşim ve ekleri Dinamik karakterli yüklerin aktarılması
ÇELİK PREFABRİK YAPILAR
 ÇELİK PREFABRİK YAPILAR 3. Bölüm Duvarlar. 4. Bölüm Kafes Kirişler. Duvarlar Çelik çerçeveli yapılarda kullanılan duvarlar da taşıyıcı yapı elemanları gibi çoğunlukla prefabriktir. Bu özellik üretimin
ÇELİK PREFABRİK YAPILAR 3. Bölüm Duvarlar. 4. Bölüm Kafes Kirişler. Duvarlar Çelik çerçeveli yapılarda kullanılan duvarlar da taşıyıcı yapı elemanları gibi çoğunlukla prefabriktir. Bu özellik üretimin
teknik uygulama detayları
 teknik uygulama detayları içindekiler Panel Detayları Betonarme Hatıl-Gazbeton Döşeme Paneli Orta Nokta Bağlantı Detayı...03 Çelik Konstrüksiyon -Gazbeton Döşeme Paneli Orta Nokta Bağlantı Detayı...04
teknik uygulama detayları içindekiler Panel Detayları Betonarme Hatıl-Gazbeton Döşeme Paneli Orta Nokta Bağlantı Detayı...03 Çelik Konstrüksiyon -Gazbeton Döşeme Paneli Orta Nokta Bağlantı Detayı...04
Betonarme Çatı Çerçeve ve Kemerler
 İTÜ Mimarlık Fakültesi Mimarlık Bölümü Yapı ve Deprem Mühendisliği Çalışma Grubu BETONARME YAPILAR MIM 232 Betonarme Çatı Çerçeve ve Kemerler 2015 Betonarme Çatılar Görevi, belirli bir hacmi örtmek olan
İTÜ Mimarlık Fakültesi Mimarlık Bölümü Yapı ve Deprem Mühendisliği Çalışma Grubu BETONARME YAPILAR MIM 232 Betonarme Çatı Çerçeve ve Kemerler 2015 Betonarme Çatılar Görevi, belirli bir hacmi örtmek olan
Firmamız. Hedeflerimiz
 Firmamız Başta konteyner olmak üzere, modüler şantiye binaları, çelik yapılar gibi prefabrik konut üretimi ve montaj / demontaj hizmeti veren Kardem Prefabrik, bu alanda yurt genelinde inşaat firmalarının
Firmamız Başta konteyner olmak üzere, modüler şantiye binaları, çelik yapılar gibi prefabrik konut üretimi ve montaj / demontaj hizmeti veren Kardem Prefabrik, bu alanda yurt genelinde inşaat firmalarının
Kirişsiz Döşemelerin Uygulamada Tasarım ve Detaylandırılması
 Kirişsiz Döşemelerin Uygulamada Tasarım ve Detaylandırılması İnş. Y. Müh. Sinem KOLGU Dr. Müh. Kerem PEKER kolgu@erdemli.com / peker@erdemli.com www.erdemli.com İMO İzmir Şubesi Tasarım Mühendislerine
Kirişsiz Döşemelerin Uygulamada Tasarım ve Detaylandırılması İnş. Y. Müh. Sinem KOLGU Dr. Müh. Kerem PEKER kolgu@erdemli.com / peker@erdemli.com www.erdemli.com İMO İzmir Şubesi Tasarım Mühendislerine
qwertyuiopasdfghjklzxcvbnmqw ertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyui opasdfghjklzxcvbnmqwertyuiopa sdfghjklzxcvbnmqwertyuiopasdf
 qwertyuiopasdfghjklzxcvbnmqw ertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyui opasdfghjklzxcvbnmqwertyuiopa Dersin Kodu sdfghjklzxcvbnmqwertyuiopasdf ARA SINAV Yazar ghjklzxcvbnmqwertyuiopasdfghj
qwertyuiopasdfghjklzxcvbnmqw ertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyui opasdfghjklzxcvbnmqwertyuiopa Dersin Kodu sdfghjklzxcvbnmqwertyuiopasdf ARA SINAV Yazar ghjklzxcvbnmqwertyuiopasdfghj
Prefabrik yapıların tasarımı, temelde geleneksel betonarme yapıların tasarımı ile benzerdir.
 Prefabrik yapıların tasarımı, temelde geleneksel betonarme yapıların tasarımı ile benzerdir. Tasarımda kullanılan şartname ve yönetmelikler de prefabrik yapılara has bazıları dışında benzerdir. Prefabrik
Prefabrik yapıların tasarımı, temelde geleneksel betonarme yapıların tasarımı ile benzerdir. Tasarımda kullanılan şartname ve yönetmelikler de prefabrik yapılara has bazıları dışında benzerdir. Prefabrik
ÇATILAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 ÇATILAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ÇATILAR Bir yapıyı üstünden etkileyen yağmur, kar, rüzgar, sıcak ve soğuk
ÇATILAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ÇATILAR Bir yapıyı üstünden etkileyen yağmur, kar, rüzgar, sıcak ve soğuk
İnşaat Müh. Giriş. Konu: ÇELİK YAPILAR. İnşaat Müh. Giriş Dersi Konu: Çelik Yapılar 1
 İnşaat Müh. Giriş Konu: ÇELİK YAPILAR İnşaat Müh. Giriş Dersi Konu: Çelik Yapılar 1 BALIKESİR Ü. MÜH. FAKÜLTESİ İnşaat Müh. Bölümü Çelik Yapı Dersleri Çelik Yapılar-I (Zorunlu ders, 3. sınıf I. Dönem)
İnşaat Müh. Giriş Konu: ÇELİK YAPILAR İnşaat Müh. Giriş Dersi Konu: Çelik Yapılar 1 BALIKESİR Ü. MÜH. FAKÜLTESİ İnşaat Müh. Bölümü Çelik Yapı Dersleri Çelik Yapılar-I (Zorunlu ders, 3. sınıf I. Dönem)
SÜRTÜNME ETKİLİ (KAYMA KONTROLLÜ) BİRLEŞİMLER:
 BİRLEŞİMLER:") SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
Öndökümlü (Prefabrik) Döşeme Sistemleri-4 Prefabrik Asmolen Döşeme Kirişleri
 Döşeme Sistemleri-4 Prefabrik Asmolen Döşeme Kirişleri") Öndökümlü (Prefabrik) Döşeme Sistemleri-4 Prefabrik Asmolen Döşeme Kirişleri Günkut BARKA 1974 yılında mühendis oldu. 1978-2005 yılları arasında Gök İnşaat ve Tic. A.Ş de şantiye şefliğinden Genel Müdürlüğe
Öndökümlü (Prefabrik) Döşeme Sistemleri-4 Prefabrik Asmolen Döşeme Kirişleri Günkut BARKA 1974 yılında mühendis oldu. 1978-2005 yılları arasında Gök İnşaat ve Tic. A.Ş de şantiye şefliğinden Genel Müdürlüğe
. TAŞIYICI SİSTEMLER Çerçeve Perde-çerçeve (boşluklu perde) Perde (boşluksuz perde) Tüp Iç içe tüp Kafes tüp Modüler tüp
 Perde (boşluksuz perde) Tüp Iç içe tüp Kafes tüp Modüler tüp") 1 . TAŞIYICI SİSTEMLER Çerçeve Perde-çerçeve (boşluklu perde) Perde (boşluksuz perde) Tüp Iç içe tüp Kafes tüp Modüler tüp 2 Başlıca Taşıyıcı Yapı Elemanları Döşeme, kiriş, kolon, perde, temel 3 Çerçeve
1 . TAŞIYICI SİSTEMLER Çerçeve Perde-çerçeve (boşluklu perde) Perde (boşluksuz perde) Tüp Iç içe tüp Kafes tüp Modüler tüp 2 Başlıca Taşıyıcı Yapı Elemanları Döşeme, kiriş, kolon, perde, temel 3 Çerçeve
Temeller. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 Temeller Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 2 Temel Nedir? Yapısal sistemlerin üzerindeki tüm yükleri, zemine güvenli bir şekilde aktaran yapısal
Temeller Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 2 Temel Nedir? Yapısal sistemlerin üzerindeki tüm yükleri, zemine güvenli bir şekilde aktaran yapısal
ITP13103 Yapı Malzemeleri
 ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : orhan.arkoc@klu.edu.tr Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : orhan.arkoc@klu.edu.tr Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
10 - BETONARME TEMELLER ( TS 500)
") TS 500 / Şubat 2000 Temel derinliği konusundan hiç bahsedilmemektedir. EKİM 2012 10 - BETONARME TEMELLER ( TS 500) 10.0 - KULLANILAN SİMGELER Öğr.Verildi b d l V cr V d Duvar altı temeli genişliği Temellerde,
TS 500 / Şubat 2000 Temel derinliği konusundan hiç bahsedilmemektedir. EKİM 2012 10 - BETONARME TEMELLER ( TS 500) 10.0 - KULLANILAN SİMGELER Öğr.Verildi b d l V cr V d Duvar altı temeli genişliği Temellerde,
Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ Sabit (ölü) yükler - Serayı oluşturan elemanların ağırlıkları, - Seraya asılı tesisatın ağırlığı Hareketli (canlı) yükler - Rüzgar yükü, - Kar yükü, - Çatıya asılarak yetiştirilen
Prof. Dr. Berna KENDİRLİ Sabit (ölü) yükler - Serayı oluşturan elemanların ağırlıkları, - Seraya asılı tesisatın ağırlığı Hareketli (canlı) yükler - Rüzgar yükü, - Kar yükü, - Çatıya asılarak yetiştirilen
BETONARME-II ONUR ONAT HAFTA-4
 BETONARME-II ONUR ONAT HAFTA-4 DİŞLİ DÖŞEMELER Serbest açıklığı 700 mm yi geçmeyecek biçimde düzenlenmiş dişlerden ve ince bir tabakadan oluşmuş döşemelere dişli döşemeler denir. Geçilecek açıklık eğer
BETONARME-II ONUR ONAT HAFTA-4 DİŞLİ DÖŞEMELER Serbest açıklığı 700 mm yi geçmeyecek biçimde düzenlenmiş dişlerden ve ince bir tabakadan oluşmuş döşemelere dişli döşemeler denir. Geçilecek açıklık eğer
BETONARME-II ONUR ONAT HAFTA-1 VE HAFTA-II
 BETONARME-II ONUR ONAT HAFTA-1 VE HAFTA-II GENEL BİLGİLER Yapısal sistemler düşey yüklerin haricinde aşağıda sayılan yatay yüklerin etkisine maruz kalmaktadırlar. 1. Deprem 2. Rüzgar 3. Toprak itkisi 4.
BETONARME-II ONUR ONAT HAFTA-1 VE HAFTA-II GENEL BİLGİLER Yapısal sistemler düşey yüklerin haricinde aşağıda sayılan yatay yüklerin etkisine maruz kalmaktadırlar. 1. Deprem 2. Rüzgar 3. Toprak itkisi 4.
Mühendislik. www.sksmuhendislik.com.tr
 Mühendislik 2015 HAKKIMIZDA Firmamız SKS MÜHENDİSLİK tavan sistemleri, duvar kaplama ve zemin döşeme sistemleri,izalasyon malzemeleri,alüminyum doğrama ve pvc doğrama olmak üzere 4 ana grupta 40 ayrı
Mühendislik 2015 HAKKIMIZDA Firmamız SKS MÜHENDİSLİK tavan sistemleri, duvar kaplama ve zemin döşeme sistemleri,izalasyon malzemeleri,alüminyum doğrama ve pvc doğrama olmak üzere 4 ana grupta 40 ayrı
R3 Çatı Paneli. Üretim Yeri İskenderun. Uygulama Alanları
 Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
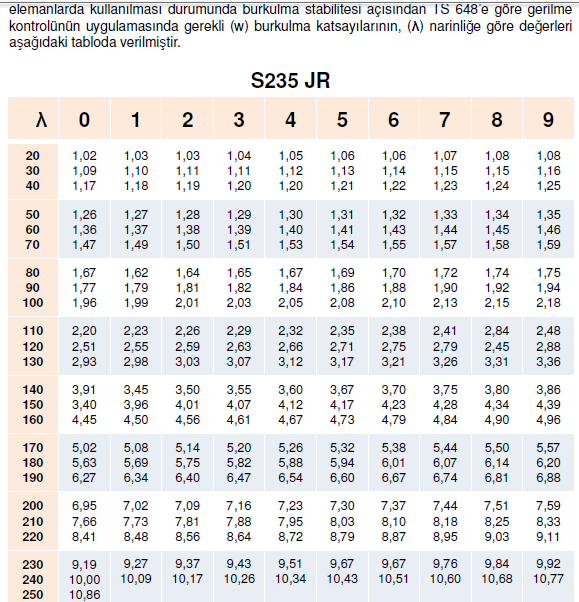
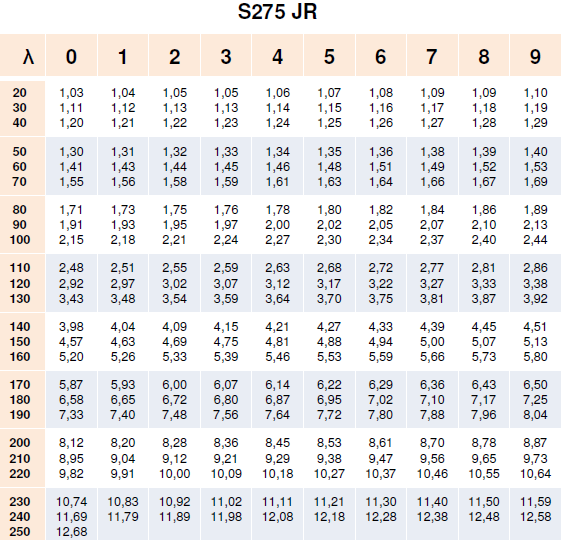
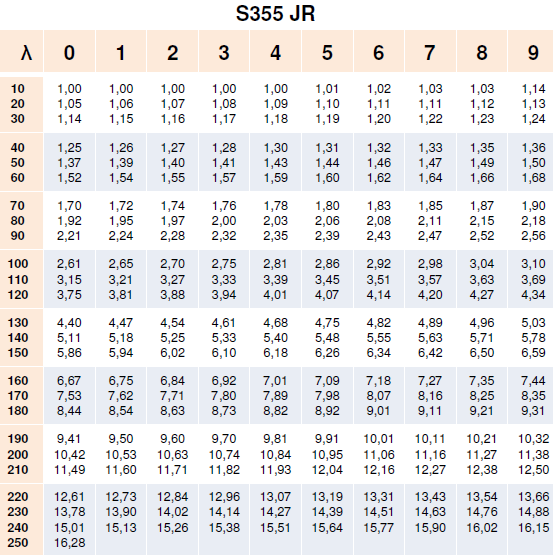
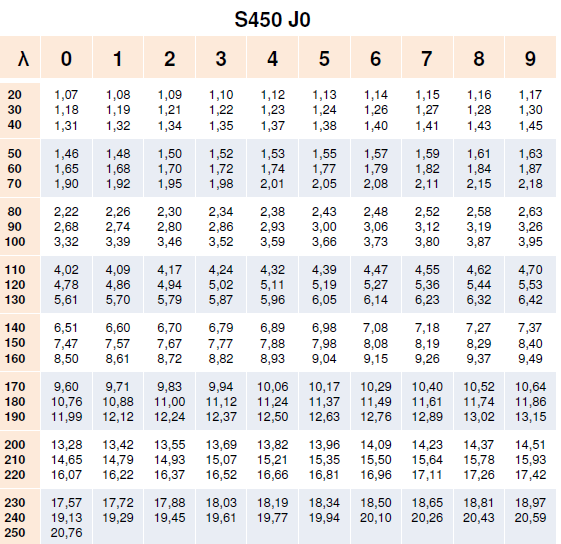
Tanım: Boyuna doğrultuda eksenel basınç kuvveti taşıyan elemanlara Basınç Çubuğu denir.
 BASINÇ ÇUBUKLARI Tanım: Boyuna doğrultuda eksenel basınç kuvveti taşıyan elemanlara Basınç Çubuğu denir. Basınç çubukları, sadece eksenel basınç kuvvetine maruz kalırlar. Bu çubuklar üzerinde Eğilme ve
BASINÇ ÇUBUKLARI Tanım: Boyuna doğrultuda eksenel basınç kuvveti taşıyan elemanlara Basınç Çubuğu denir. Basınç çubukları, sadece eksenel basınç kuvvetine maruz kalırlar. Bu çubuklar üzerinde Eğilme ve
R4 Çatı Paneli. Üretim Yeri. İstanbul
 Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
İTÜ Mimarlık Fakültesi Mimarlık Bölümü Yapı ve Deprem Mühendisliği Çalışma Grubu BETONARME YAPILAR MIM 232. Döşemeler
 İTÜ Mimarlık Fakültesi Mimarlık Bölümü Yapı ve Deprem Mühendisliği Çalışma Grubu BETONARME YAPILAR MIM 232 Döşemeler 2015 Betonarme Döşemeler Giriş / Betonarme Döşemeler Kirişli plak döşemeler Dişli (nervürlü)
İTÜ Mimarlık Fakültesi Mimarlık Bölümü Yapı ve Deprem Mühendisliği Çalışma Grubu BETONARME YAPILAR MIM 232 Döşemeler 2015 Betonarme Döşemeler Giriş / Betonarme Döşemeler Kirişli plak döşemeler Dişli (nervürlü)
ÇATI KONSTRÜKSİYONLARINDA GAZBETON UYGULAMALARI Doç.Dr.Oğuz Cem Çelik İTÜ Mimarlık Fakültesi Yapı Statiği ve Betonarme Birimi
 ÇATI KONSTRÜKSİYONLARINDA GAZBETON UYGULAMALARI Doç.Dr.Oğuz Cem Çelik İTÜ Mimarlık Fakültesi Yapı Statiği ve Betonarme Birimi ÖZET Donatılı gazbeton çatı panellerinin çeşitli çatı taşıyıcı sistemlerinde
ÇATI KONSTRÜKSİYONLARINDA GAZBETON UYGULAMALARI Doç.Dr.Oğuz Cem Çelik İTÜ Mimarlık Fakültesi Yapı Statiği ve Betonarme Birimi ÖZET Donatılı gazbeton çatı panellerinin çeşitli çatı taşıyıcı sistemlerinde
ÇELİK KONSTRÜKSYON PRİZMATİK DEPO YAPILARI
 ÇELİK KONSTRÜKSYON PRİZMATİK DEPO YAPILARI ÇELİK KONSTRÜKSYON PRİZMATİK DEPO YAPILARI ŞARTNAMELER PREFİ PREFABRİK YAPI ENDÜSTRİ BİLİŞİM VE TİCARET LTD.ŞTİ. 27/200 FORMLU TRAPEZOİDAL
ÇELİK KONSTRÜKSYON PRİZMATİK DEPO YAPILARI ÇELİK KONSTRÜKSYON PRİZMATİK DEPO YAPILARI ŞARTNAMELER PREFİ PREFABRİK YAPI ENDÜSTRİ BİLİŞİM VE TİCARET LTD.ŞTİ. 27/200 FORMLU TRAPEZOİDAL
ÇELIK YAPı BIRLEŞTIRME ARAÇLARı
 ÇELIK YAPı BIRLEŞTIRME ARAÇLARı Birleşim çeşitleri: 1. Bulonlu birleşimler 2. Perçinli birleşimler 3. Kaynaklı birleşimler BIRLEŞIM ARAÇLARı 1. Bulonlar (Civata) Olağan bulonlar 1. Kaba (Siyah) Bulonlar
ÇELIK YAPı BIRLEŞTIRME ARAÇLARı Birleşim çeşitleri: 1. Bulonlu birleşimler 2. Perçinli birleşimler 3. Kaynaklı birleşimler BIRLEŞIM ARAÇLARı 1. Bulonlar (Civata) Olağan bulonlar 1. Kaba (Siyah) Bulonlar
N5 Çatı Paneli. Üretim Yeri İstanbul, Balıkesir, İskenderun. Uygulama Alanları
 Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
N5 Çatı Paneli. Üretim Yeri İstanbul, Balıkesir, İskenderun. Uygulama Alanları
 Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
C38SS ÇELİK ÇELİK YÜKSELTİLMİŞ DÖŞEME SİSTEMİ TEKNİK ŞARTNAMESİ
 C38SS ÇELİK ÇELİK YÜKSELTİLMİŞ DÖŞEME SİSTEMİ TEKNİK ŞARTNAMESİ 1. KAPSAM Projede belirtilen yerlerde aşağıda teknik özellikleri verilen Yükseltilmiş Döşeme Sistemleri kullanılacaktır. 2. GENEL ÖZELLİKLER
C38SS ÇELİK ÇELİK YÜKSELTİLMİŞ DÖŞEME SİSTEMİ TEKNİK ŞARTNAMESİ 1. KAPSAM Projede belirtilen yerlerde aşağıda teknik özellikleri verilen Yükseltilmiş Döşeme Sistemleri kullanılacaktır. 2. GENEL ÖZELLİKLER
3. BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI
 3. BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Birleşim yapma gereği: elemanların boyunu uzatma, elemanların en kesitini arttırma (birleşik en kesitler), düğüm noktalarının ve mesnetlerin teşkili,... Birleşimlerin
3. BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Birleşim yapma gereği: elemanların boyunu uzatma, elemanların en kesitini arttırma (birleşik en kesitler), düğüm noktalarının ve mesnetlerin teşkili,... Birleşimlerin
Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları. Çelik Izgara
 Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları Çelik Izgara Sistem Donanım Ltd. Şti.,ızgara döşeme, geçit ızgara, kanal ızgara, hendek ızgara, platform ızgara ve çelik yapılar, inşaat metal kalas,
Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları Çelik Izgara Sistem Donanım Ltd. Şti.,ızgara döşeme, geçit ızgara, kanal ızgara, hendek ızgara, platform ızgara ve çelik yapılar, inşaat metal kalas,
N3 Çatı Paneli. Üretim Yeri İstanbul, İskenderun, Balıkesir. Uygulama Alanları
 Ürün Tanımı Üç hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Üretim Yeri İstanbul,
Ürün Tanımı Üç hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Üretim Yeri İstanbul,
TS 500 (2000): Betonarme yapıların hesap ve yapım kuralları TS 498: Yapı elemanlarının boyutlandırılmasında alınacak yüklerin hesap değerleri
: Betonarme yapıların hesap ve yapım kuralları TS 498: Yapı elemanlarının boyutlandırılmasında alınacak yüklerin hesap değerleri") TS 500 (2000): Betonarme yapıların hesap ve yapım kuralları Bu standart betonarme yapı elemanları ve yapıların kullanım amaç ve süresine uygun güvenlikte tasarlanması hesaplanması, boyutlandırılması ve
TS 500 (2000): Betonarme yapıların hesap ve yapım kuralları Bu standart betonarme yapı elemanları ve yapıların kullanım amaç ve süresine uygun güvenlikte tasarlanması hesaplanması, boyutlandırılması ve
Master Panel NOVA 5TM Çatı
 Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
AKÇANSA HAMMADDE (KLİNKER) STOKHOLÜ AKÇANSA ÇİMENTO FABRİKASI ÇANAKKALE Hakan EZCAN - Mustafa ALKAN
 STOKHOLÜ AKÇANSA ÇİMENTO FABRİKASI ÇANAKKALE Hakan EZCAN - Mustafa ALKAN") AKÇANSA HAMMADDE (KLİNKER) STOKHOLÜ AKÇANSA ÇİMENTO FABRİKASI ÇANAKKALE Hakan EZCAN - Mustafa ALKAN YAPININ AMACI Çimento fabrikası dahilinde geniş ve kapalı bir stok sahasına ihtiyaç duyulmuştur. Bu yapının
AKÇANSA HAMMADDE (KLİNKER) STOKHOLÜ AKÇANSA ÇİMENTO FABRİKASI ÇANAKKALE Hakan EZCAN - Mustafa ALKAN YAPININ AMACI Çimento fabrikası dahilinde geniş ve kapalı bir stok sahasına ihtiyaç duyulmuştur. Bu yapının
GEBZE TEKNİK ÜNİVERSİTESİ MİMARLIK FAKÜLTESİ MİMARLIK BÖLÜMÜ
 GEBZE TEKNİK ÜNİVERSİTESİ MİMARLIK FAKÜLTESİ MİMARLIK BÖLÜMÜ MİM 242 TAŞIYICI SİSTEMLER VE TEKNOLOJİLERİ I 2017-2018 BAHAR YARIYILI Dr. Öğr.Üyesi Cahide AYDIN İPEKÇİ Arş. Gör. Nurşah SERTER Taşıyıcı Sistemlerin
GEBZE TEKNİK ÜNİVERSİTESİ MİMARLIK FAKÜLTESİ MİMARLIK BÖLÜMÜ MİM 242 TAŞIYICI SİSTEMLER VE TEKNOLOJİLERİ I 2017-2018 BAHAR YARIYILI Dr. Öğr.Üyesi Cahide AYDIN İPEKÇİ Arş. Gör. Nurşah SERTER Taşıyıcı Sistemlerin
Taşıyıcı Sistem İlkeleri. Dr. Haluk Sesigür İ.T.Ü. Mimarlık Fakültesi Yapı ve Deprem Mühendisliği Çalışma Grubu
 Taşıyıcı Sistem İlkeleri Dr. Haluk Sesigür İ.T.Ü. Mimarlık Fakültesi TAŞIYICI SİSTEM ELEMANLARI YÜKLER YÜKLER ve MESNET TEPKİLERİ YÜKLER RÜZGAR YÜKLERİ BETONARME TAŞIYICI SİSTEM ELEMANLARI Rüzgar yönü
Taşıyıcı Sistem İlkeleri Dr. Haluk Sesigür İ.T.Ü. Mimarlık Fakültesi TAŞIYICI SİSTEM ELEMANLARI YÜKLER YÜKLER ve MESNET TEPKİLERİ YÜKLER RÜZGAR YÜKLERİ BETONARME TAŞIYICI SİSTEM ELEMANLARI Rüzgar yönü
ENLEME BAĞLANTILARININ DÜZENLENMESİ
 ENLEME BAĞLANTILARININ Çok parçalı basınç çubuklarının teşkilinde kullanılan iki tür bağlantı şekli vardır. Bunlar; DÜZENLENMESİ Çerçeve Bağlantı Kafes Bağlantı Çerçeve bağlantı elemanları, basınç çubuğunu
ENLEME BAĞLANTILARININ Çok parçalı basınç çubuklarının teşkilinde kullanılan iki tür bağlantı şekli vardır. Bunlar; DÜZENLENMESİ Çerçeve Bağlantı Kafes Bağlantı Çerçeve bağlantı elemanları, basınç çubuğunu
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
YAPININ TANIMI VE SINIFLANDIRILMASI
 YAPININ TANIMI VE SINIFLANDIRILMASI İnsanlar ihtiyaçlarına bağlı olarak çevreyi değiştirerek daha rahat yaşayabilmeleri için yeni bir çevre meydana getiriler. Bunlar yapıyı oluşturur. İnsanların ihtiyaçlarını
YAPININ TANIMI VE SINIFLANDIRILMASI İnsanlar ihtiyaçlarına bağlı olarak çevreyi değiştirerek daha rahat yaşayabilmeleri için yeni bir çevre meydana getiriler. Bunlar yapıyı oluşturur. İnsanların ihtiyaçlarını
ÇELİK PREFABRİK YAPILAR
 ÇELİK PREFABRİK YAPILAR 5. Bölüm Prefabrik Çelik Kirişli Çatılar 6. Bölüm Dairesel Kesitli Çelik Yapılar PREFABRİK ÇELİK KİRİŞLİ ÇATILAR 5. Çelik Kirişli Çatılar Çatılar; çatı kaplaması, mertekler, aşıklar
ÇELİK PREFABRİK YAPILAR 5. Bölüm Prefabrik Çelik Kirişli Çatılar 6. Bölüm Dairesel Kesitli Çelik Yapılar PREFABRİK ÇELİK KİRİŞLİ ÇATILAR 5. Çelik Kirişli Çatılar Çatılar; çatı kaplaması, mertekler, aşıklar
BETONARME. Çözüm 1.Adım
 Çözüm 1.Adım Çözüm 2. Adım Çözüm 3. Adım Kiriş No Çelik Çapı Bir Adet Donatı Uzunluğu (m) Donatı Adedi Kat Sayısı Aynı Tip Kiriş Sayısı Çelik Ağırlığı (kg/m) Toplam Ağırlık (kg) K1 Ø8 (ertiye) Ø14 (montaj)
Çözüm 1.Adım Çözüm 2. Adım Çözüm 3. Adım Kiriş No Çelik Çapı Bir Adet Donatı Uzunluğu (m) Donatı Adedi Kat Sayısı Aynı Tip Kiriş Sayısı Çelik Ağırlığı (kg/m) Toplam Ağırlık (kg) K1 Ø8 (ertiye) Ø14 (montaj)
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
AQUAPANEL İÇ CEPHE DUVAR SİSTEMLERİ UYGULAMA ŞARTNAMESİ AQUAPANEL İÇ CEPHE PLAKASI FİZİKSEL ÖZELLİKLERİ
 AQUAPANEL İÇ CEPHE DUVAR SİSTEMLERİ UYGULAMA ŞARTNAMESİ AQUAPANEL İÇ CEPHE PLAKASI FİZİKSEL ÖZELLİKLERİ 1 A- SİSTEM TANIMI: Konutların, otellerin, spor merkezlerinin, stadyumların, alış veriş merkezlerinin,
AQUAPANEL İÇ CEPHE DUVAR SİSTEMLERİ UYGULAMA ŞARTNAMESİ AQUAPANEL İÇ CEPHE PLAKASI FİZİKSEL ÖZELLİKLERİ 1 A- SİSTEM TANIMI: Konutların, otellerin, spor merkezlerinin, stadyumların, alış veriş merkezlerinin,
İNŞAAT MÜHENDİSLİĞİNE GİRİŞ (Bölüm-3) KÖPRÜLER
 KÖPRÜLER") İNŞAAT MÜHENDİSLİĞİNE GİRİŞ (Bölüm-3) KÖPRÜLER Yrd. Doç. Dr. Banu Yağcı Kaynaklar G. Kıymaz, İstanbul Kültür Üniversitesi İnşaat Mühendisliği Bölümü Ders Notları, 2009 http://web.sakarya.edu.tr/~cacur/ins/resim/kopruler.htm
İNŞAAT MÜHENDİSLİĞİNE GİRİŞ (Bölüm-3) KÖPRÜLER Yrd. Doç. Dr. Banu Yağcı Kaynaklar G. Kıymaz, İstanbul Kültür Üniversitesi İnşaat Mühendisliği Bölümü Ders Notları, 2009 http://web.sakarya.edu.tr/~cacur/ins/resim/kopruler.htm
ÖN ÜRETİMLİ ÇİFT DUVAR SİSTEMİ İLE BETONARME YAPI UYGULAMASI
 ÖN ÜRETİMLİ ÇİFT DUVAR SİSTEMİ İLE BETONARME YAPI UYGULAMASI ÖN ÜRETİMLİ ÇİFT DUVAR SİSTEMİ NEDİR? Çift Duvar, iki adet betonarme duvar elemanın, aralarında projesine göre boşluk kalacak şekilde özel bağlantı
ÖN ÜRETİMLİ ÇİFT DUVAR SİSTEMİ İLE BETONARME YAPI UYGULAMASI ÖN ÜRETİMLİ ÇİFT DUVAR SİSTEMİ NEDİR? Çift Duvar, iki adet betonarme duvar elemanın, aralarında projesine göre boşluk kalacak şekilde özel bağlantı
Master Panel 1000 WT Cephe
 GROUP ENERJİ SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji.com Master Panel 1000 WT Cephe Ürün Tanımı Cephe paneli bağlantı elemanını gizleyen sistemi sayesinde cephelerde kullanıma
GROUP ENERJİ SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji.com Master Panel 1000 WT Cephe Ürün Tanımı Cephe paneli bağlantı elemanını gizleyen sistemi sayesinde cephelerde kullanıma
Halfen ankraj kanalları
 Halfen ankraj kanalları Halfen ankraj kanalları, kolay montaj ve ayarlanabilir bağlantı imkanı verir. Kanallar, polystiren dolgu ile doldurularak, beton çalışması esnasındaki olası problemlere karşı korumaya
Halfen ankraj kanalları Halfen ankraj kanalları, kolay montaj ve ayarlanabilir bağlantı imkanı verir. Kanallar, polystiren dolgu ile doldurularak, beton çalışması esnasındaki olası problemlere karşı korumaya
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
6.12 Örnekler PROBLEMLER
 6.1 6. 6.3 6.4 6.5 6.6 6.7 Çok Parçalı Taşıyıcı Sistemler Kafes Sistemler Kafes Köprüler Kafes Çatılar Tam, Eksik ve Fazla Bağlı Kafes Sistemler Kafes Sistemler İçin Çözüm Yöntemleri Kafes Sistemlerde
6.1 6. 6.3 6.4 6.5 6.6 6.7 Çok Parçalı Taşıyıcı Sistemler Kafes Sistemler Kafes Köprüler Kafes Çatılar Tam, Eksik ve Fazla Bağlı Kafes Sistemler Kafes Sistemler İçin Çözüm Yöntemleri Kafes Sistemlerde
Nautilus kalıpları, yerinde döküm yapılarak, hafifletilmiş betonarme plak döşeme oluşturmak için geliştirilmiş kör kalıp sistemidir.
 Nautilus kalıpları, yerinde döküm yapılarak, hafifletilmiş betonarme plak döşeme oluşturmak için geliştirilmiş kör kalıp sistemidir. Mimari ve statik tasarım kolaylığı Kirişsiz, kasetsiz düz bir tavan
Nautilus kalıpları, yerinde döküm yapılarak, hafifletilmiş betonarme plak döşeme oluşturmak için geliştirilmiş kör kalıp sistemidir. Mimari ve statik tasarım kolaylığı Kirişsiz, kasetsiz düz bir tavan
İSKELELER. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 İSKELELER Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi İSKELE Yapılar inşa edilirken işçilerin, normal çalışma yüksekliğini
İSKELELER Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi İSKELE Yapılar inşa edilirken işçilerin, normal çalışma yüksekliğini
TEMELLER. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 TEMELLER Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TEMELLER Yapının kendi yükü ile üzerine binen hareketli yükleri emniyetli
TEMELLER Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TEMELLER Yapının kendi yükü ile üzerine binen hareketli yükleri emniyetli
BÖLÜM 7. RİJİT ÜSTYAPILAR
 BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Yapı Elemanlarının Davranışı
 Kolon Türleri ve Eksenel Yük Etkisi Altında Kolon Davranışı Yapı Elemanlarının Davranışı Yrd. Doç. Dr. Barış ÖZKUL Kolonlar; bütün yapılarda temel ile diğer yapı elemanları arasındaki bağı sağlayan ana
Kolon Türleri ve Eksenel Yük Etkisi Altında Kolon Davranışı Yapı Elemanlarının Davranışı Yrd. Doç. Dr. Barış ÖZKUL Kolonlar; bütün yapılarda temel ile diğer yapı elemanları arasındaki bağı sağlayan ana
İŞ GRUPLARININ MALİYETTEKİ ORANLARI
 İŞ GRUPLARININ MALİYETTEKİ ORANLARI İşin Adı : KATLI OTOPARK YAPIM İŞİ No İş Grubunun Adı Tutarı 01 INSAAT 1 İNŞAAT İMALATLARI 41.4519 2 KAZI İKSA VE ZEMİN İYİLEŞTİRME 47.0196 -- INSAAT Toplamı 88.4715
İŞ GRUPLARININ MALİYETTEKİ ORANLARI İşin Adı : KATLI OTOPARK YAPIM İŞİ No İş Grubunun Adı Tutarı 01 INSAAT 1 İNŞAAT İMALATLARI 41.4519 2 KAZI İKSA VE ZEMİN İYİLEŞTİRME 47.0196 -- INSAAT Toplamı 88.4715
Master Panel 915 R3 Çatı ve Cephe
 Master Panel 915 R3 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleşim noktasını örten
Master Panel 915 R3 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleşim noktasını örten
Master Panel 1000 R4 Çatı ve Cephe
 Master Panel 1000 R4 Çatı ve Cephe Faydalı Eni Minimum boy Maksimum boy 1000 mm 3 metre Nakliye Koşullarına Bağlıdır Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel
Master Panel 1000 R4 Çatı ve Cephe Faydalı Eni Minimum boy Maksimum boy 1000 mm 3 metre Nakliye Koşullarına Bağlıdır Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel
Prefabrike Beton Kolonlar. Prefabrike Beton Kolon - Temel Birleşimi. Prefabrike Beton Kolon - Temel Birleşimi
 Prefabrike Beton Yapılar TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 09.1 PREFABRİKE BETON YAPILAR Kurgu, Kolon, Kiriş Prefabrike beton yapılar, genellikle öngerilmeli olarak fabrika koşullarında imal
Prefabrike Beton Yapılar TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 09.1 PREFABRİKE BETON YAPILAR Kurgu, Kolon, Kiriş Prefabrike beton yapılar, genellikle öngerilmeli olarak fabrika koşullarında imal
PREFABRİK YAPI ÇÖZÜMLERİ PREFABRİK YAPI ŞANTİYE KATALOĞU
 1 PREFABRİK YAPI ÇÖZÜMLERİ PREFABRİK YAPI ŞANTİYE KATALOĞU 2 HAKKIMIZDA AR-GE ve ÜR-GE çalışmaları ile geliştirdiği yeni teknoloji ve farklı tasarımlarının sağladığı avantajlarla donatılan ürünleri ile
1 PREFABRİK YAPI ÇÖZÜMLERİ PREFABRİK YAPI ŞANTİYE KATALOĞU 2 HAKKIMIZDA AR-GE ve ÜR-GE çalışmaları ile geliştirdiği yeni teknoloji ve farklı tasarımlarının sağladığı avantajlarla donatılan ürünleri ile
ÇATI MAKASINA GELEN YÜKLER
 ÇATI MAKASINA GELEN YÜKLER Bir yapıyı dış etkilere karşı koruyan taşıyıcı sisteme çatı denir. Belirli aralıklarla yerleştirilen çatı makaslarının, yatay taşıyıcı eleman olan aşıklarla birleştirilmesi ile
ÇATI MAKASINA GELEN YÜKLER Bir yapıyı dış etkilere karşı koruyan taşıyıcı sisteme çatı denir. Belirli aralıklarla yerleştirilen çatı makaslarının, yatay taşıyıcı eleman olan aşıklarla birleştirilmesi ile
Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ Zemin Temel ve Duvarlar (subasman, yan) Çatı elemanları Kapı ve havalandırma açıklıkları İskelet malzemeleri Örtü malzemeleri Sera temel zemini, kolon sömellerine veya temel duvarlarına
Prof. Dr. Berna KENDİRLİ Zemin Temel ve Duvarlar (subasman, yan) Çatı elemanları Kapı ve havalandırma açıklıkları İskelet malzemeleri Örtü malzemeleri Sera temel zemini, kolon sömellerine veya temel duvarlarına
YAPILARIN SINIFLANDIRILMASI
 YAPILARIN SINIFLANDIRILMASI Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi YAPI Canlıların beslenme ve barınma gibi doğal ihtiyaçlarını
YAPILARIN SINIFLANDIRILMASI Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi YAPI Canlıların beslenme ve barınma gibi doğal ihtiyaçlarını
BETONARME-I 5. Hafta KİRİŞLER. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 BETONARME-I 5. Hafta KİRİŞLER Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Malzeme Katsayıları Beton ve çeliğin üretilirken, üretim aşamasında hedefi tutmama
BETONARME-I 5. Hafta KİRİŞLER Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Malzeme Katsayıları Beton ve çeliğin üretilirken, üretim aşamasında hedefi tutmama
Master Panel 1000 R7 Çatı ve Cephe
 GROUP ENERJI SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji Master Panel 1000 R7 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master
GROUP ENERJI SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji Master Panel 1000 R7 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master
Tek bir sistemle ısı, yangın ve ses yalıtımı nasıl sağlanır?
 Problem / Çözüm Önerileri Tek bir sistemle ısı, yangın ve ses yalıtımı nasıl sağlanır? Yapıların tipine ve kullanım amacına göre ısı yalıtımı kadar, yangın ve ses yalıtımı da önem taşır. Özellikle, Yüksek
Problem / Çözüm Önerileri Tek bir sistemle ısı, yangın ve ses yalıtımı nasıl sağlanır? Yapıların tipine ve kullanım amacına göre ısı yalıtımı kadar, yangın ve ses yalıtımı da önem taşır. Özellikle, Yüksek
Yapı Elemanlarının Davranışı
 Önceki Depremlerden Edinilen Tecrübeler ZEMİN ile ilgili tehlikeler Yapı Elemanlarının Davranışı Yrd. Doç. Dr. Barış ÖZKUL MİMARİ tasarım dolayısıyla oluşan hatalar 1- Burulmalı Binalar (A1) 2- Döşeme
Önceki Depremlerden Edinilen Tecrübeler ZEMİN ile ilgili tehlikeler Yapı Elemanlarının Davranışı Yrd. Doç. Dr. Barış ÖZKUL MİMARİ tasarım dolayısıyla oluşan hatalar 1- Burulmalı Binalar (A1) 2- Döşeme
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
DİLATASYON DERZİ. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 DİLATASYON DERZİ Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi DİLATASYON DERZİ Yapının kendi ağırlığından ya da oturduğu zeminden
DİLATASYON DERZİ Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi DİLATASYON DERZİ Yapının kendi ağırlığından ya da oturduğu zeminden
Master Panel 1000 R7 Çatı ve Cephe
 Master Panel 1000 R7 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleģim noktasını örten
Master Panel 1000 R7 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleģim noktasını örten