İSTANBUL TEKNİK ÜNİVERSİTESİ MAKİNA FAKÜLTESİ IML-322 İMALATTA OTOMASYON Bahar Yarıyılı. Lab 5. Öğretim Üyesi: Y. Doç. Dr.
|
|
|
- Volkan Onay
- 8 yıl önce
- İzleme sayısı:
Transkript
1 İSTANBUL TEKNİK ÜNİVERSİTESİ MAKİNA FAKÜLTESİ IML-322 İMALATTA OTOMASYON Bahar Yarıyılı Lab 5 Öğretim Üyesi: Y. Doç. Dr. Erdinç Altuğ İstanbul 2010

2 IML-322 IMALATTA OTOMASYON LAB 5 PLC Merdiven Diyagramı Programlama 1. Deneyin Amacı Bu deneyin amacı, PLC merdiven diyagramı programlamayı öğrenmek, grup çalışması yapabilmek, hazırlanan programın gerçek bir endüstriyel sistemde çalıştırmayı öğrenmektir. Bu amaçla, Siemens S300 serisi bir PLC ile MPS dağıtım istasyonunu programlayarak, algılayıcılar, pnömatik elemanlar ve PLC programlama konularında öğrendiklerinizi pekiştireceksiniz. 2. Deney Sistemi Hakkında Detaylı Bilgiler Deneyde Laboratuvarda bulunan MPS sıralama istasyonu (Resim1) kullanılacaktır. Bu sistemde bir adet SIEMENS S7-300 PLC (CPU315-2 DP) bulunmaktadır. Resim 1: Sıralama istasyonu 2

3 2.1 Fonksiyon: Malzeme Tanıma ve Sıralama Resim 2 de gösterilen sıralama istasyonu işlem görmüş parçaları üç ayrı hazneye sıralamak görevini yapmaktadır. Parçalar konveyörde bulunan optic algılayıcı ile algılanır, parçalar tiplerine göre ayrılabilir (siyah, kırmızı, metal v.b.). İndüktif algılayıcı metal parçaları tanımlar. 2 adet sıralama kapısı pnömatik silindirler ile eylenerek elemanları ilgili yerlere yönlendirir. Parçanın ilgili kısma ilerlemiş olduğu ise optic reflector algılayıcı ile algılanır. Resim 2: Sıralama istasyonu Elemanları 2.2 Teknik Bilgiler Çalışma basıncı 600 kpa (6 bar) Güç 24 V DC 8 dijital girdi 4 dijital çıktı 3

4 Proje çalışmasının eğitim amaçları Mekanik: İstasyonun mekanik kurulması Farklı elektriksel sürücülerin seçilmesi ve uyugulanması Pnömatik: Pnömatik elemanların yerleştirilmesi Elektrik: Elektriksel elemanların bağlanması Algılayıcılar: PLC: Temaslı algılayıcıların yerleştirilmesi Optik ve indüktif algılayıcıların yerleştirilmesi PLC nin sisteme bağlanması ve programlanması Önemli Elemanlar Alüminyum profil tabla Kablo tutucu DC motorlu konveyör CP valf terminalleri Diffuse sensor Electrical mounting system İndüktif algılayıcı Filtre ve regülatörlü On-off valfı Profile plate connector Yansıtmalı optik algılayıcı Set of guide rails, Sorting Slide module Pnömatik sıralama kapı modülü Başlama akımı sınırlayıcı Durdurma modülü 4

5 2.3 Bilgisayar Programı, PLC Programlama ve Bilgisayarla Bağlantı Sistemde değişikli girdiler ve çıktılar bulunmaktadır. Algılayıcılar ve eyleyiciler sisteme dijital girdi çıktı olarak girmektedir. Ek algılayıcılar ve eyleyiciler sisteme kolaylıkla eklenebilir. Bilgisayar ile PLC arasındaki bağlantı Resim-3 de gösterilen RS MPI bağlantı kablosu ile yapılmaktadır. Resim 3:Bağlantı Kablosu PLC programlama için Resim-4 de gösterilen Simatic programı kullanılmaktadır. Resim 4:Simatic Programı Bu programda çalışmaya başlandığında, program başlatıldıktan sonra ilk olarak yeni bir proje tanımlanmalıdır. Programda, donanım ayarları fiziksel sisteme uyumlu olacak şekilde yapılandırılmalıdır. Bu kısımdaki olası hatalar programın çalışmasını engeller. Sembol tanımları tüm girdi ve çıktılar için yapılır. 5

6 Resim 5: Simatic Programı Kullanımı PLC deki ana program OB1 isimlidir. Sistemde değişik amaçlarla farklı ufak programlar da vardır. Bazı programlar güvenlik amacıyla silinememektedir. Bu deney kapsamında merdiven mantık diyagramları (Ladder diagram) kullanılacaktır. Farklı programlama dilleri de PLC lerde kullanılamaktadır. Zamanlayıcılar ve sayaçlar işlemlerin gerçekleşmesi ve güvenlik amaçlarıyla kullanılmaktadır. 6
 kullanılacaktır.")
7 Resim 6: Siemens PLC Programlama bilgisayarda tamamlandıktan sonra, kablo ile PLC ye yüklenmektedir. Sistemdeki pnömatik elemanların çalışma basıncı 6 bar dır. Sisteme kompresör bağlanmalı, kompresör çalıştırılmalı ve Filtre regülatör elemanı sistem çalışmadan önce ON konumuna getirilmelidir. Sistemi çalıştırmak için PLC üzerindeki tuş RUN a çevirilmeli ve sistem üzerindeki QUIT tuşuna basılmalıdır. Resim 7: Sıralama istasyonu çalışırken 7

8 3. PLC Programı A) Programın Kullanılması: Laboratuvara geldiğinizde STEP 7 yazılımında programınızı bilgisayara girmeniz gerekecektir. Resim 8: Merdiven Diyagramının oluşturulması Not: Programın kullanımı ve PLC hakkında daha fazla bilgi almak amacıyla referanslardaki dosyalara bakabilirsiniz. B) Merdiven Diyagramının Simüle Edilmesi: Oluşturduğunuz programların gerçek PLC de nasıl sonuç vereceklerini anlamak için LADSIM programını kullanabilirsiniz. (İndirmek için: Bu programı çalıştırdığınızda Resim 9 de verilen ekran ile karşılaşacaksınız. Sol pencerede yazdığınız merdiven diyagramını oluşturmalısınız. Daha sonra üstte bulunan kırmızı üçgene bastığınızda programınız çalıştırılacaktır. Sağ pencerede bulunan girdiler (inputs) tuşlarına mouse ile bastığınızda karşılık gelen çıktılar (outputs) düğmelerinin yanması ile programı doğru oluşturup oluşturmadığınızı kontrol edebilirsiniz. 8
. Bu programı çalıştırdığınızda Resim 9 de verilen ekran ile karşılaşacaksınız. Sol pencerede yazdığınız merdiven diyagramını oluşturmalısınız.")
9 Resim 9: Ladsim demo programı Not: Program demo versiyon olduğundan kaydetme ve 20 dakikadan daha fazla kullanım imkanı yoktur. Alternatif olarak; web sitesinde bulunan online simulator bağlantısı ile de kullanılabilir. 9

10 4. Deney Prosedürü Grubunuza verilen görevi Bölüm-5 de görebilirsiniz. Dersimizde anlatılan Merdiven diyagramı bilgilerini kullanarak deney öncesi çalışma aşamasında her grup kendine verilen görev için uygun bir PLC programını yazacaklardır. Programınızı laboratuvara gelmeden yukarıda belirtilen LadSim programı ile simüle ederek hatasız çalıştıklarına emin olunuz. Deney günü beraberinizde PLC programınızın çıktısını getiriniz. Bu programı bilgisayarda oluşturacaksınız. Daha sonra, bu program PLC ye yüklenecek ve verilen görevin yapıldığı gösterilmesi gerekecektir. Deneyden 2 hafta sonra deney raporunu teslim etmeniz gerekmektedir. Bireysel performansınız, programınızın çalışması ve raporunuz notunuzu belirleyecektir. Önemli Not: Geç teslim edilen raporlar için her geç gün için %10 gecikme puanı uygulanacaktır. 4.1 Prosedür 1. S7-300 PLC ile Bilgisayar arasındaki bağlantının sağlanması Ek-1 de anlatılmıştır. 2. Hazırladığınız programı OB1 isimli dosyaya soldaki elemanlara tıklayarak oluşturmalısınız. 3. Programınızı kaydetiniz. 4. PLC üzerindeki tuşu STOP konumuna getiriniz. 5. Program üzerindeki DOWNLOAD tuşuna basarak programınızı PLCye yükleyebilirsiniz. PLC üzerindeki programın üzerine yazılmasını onaylayınız. 6. Programınızı çalışırken bilgisayarda da değişiklikleri izlemek isterseniz, View menüsünden ONLINE tuşunu seçiniz. Sonra DEBUG menüsünden, MONITOR seçeneğini seçtiğinizde PLC üzerindeki program çalıştırıldığında bilgisayarda takip etmeniz mümkün olabilecektir., 7. PLCdeki programı çalıştırmak için üzerindeki tuşu RUN tarafına çeviriniz. 8. Sistemdeki pnömatik elemanların çalışma basıncı 6 bar dır. Sisteme kompresör bağlanmalı, kompresör çalıştırılmalı ve Filtre regülatör elemanı sistem çalışmadan önce ON konumuna getirilmelidir. 9. Acil durum tuşu çekilip, QUIT tuşunun basılmasıyla program çalışacaktır. 10

11 5. Grup Problemleri Gruplar kendilerine verilmiş problemleri yapacaklardır. Bu problemleri yaparken Tablo 1 deki girdi ve çıktıları kullanacaklardır. (Tablolardaki Kodu ile belirtilenleri programınızda kullanmanız kolaylık sağlayacaktır. Girdi ve çıktıları tanımlamak için programınızda bu kodları kullanınız.) Tablo 1: PLC programı girdi ve çıktıları ve fonksiyonları Girdiler Kodu Açıklama ve Fonksiyonu (Değerleri: 1 veya 0 dır) I0.0 pk1acik Sol kapı açık sinyali (1B1) I0.1 pk1kapali Sol kapı kapalı sinyali (1B2) I0.2 pk2acik Sağ kapı açık sinyali (2B1) I0.3 pk2kapali Sağ kapı kapalı sinyali (2B2) I0.4 gecme Konveyörde parça varlığı belirleme I0.5 optik Parçanın depo alanına geçtiği sinyali (normalde 0) I0.6 induktif Metal parça belirleme I4.0 start Başlama tuşu bilgisi I4.1 reset Reset tuşu bilgisi I4.2 position Konum tuşu bilgisi I4.3 atuo/man Auto/Man tuşu bilgisi I4.4 stop Stop tuşu bilgisi I4.5 emergency Acil durum tuşu bilgisi I4.6 communication İletişim tuşu bilgisi Çıktılar Kodu Açıklama ve Fonksiyonu Q0.0 pk1 Sol kapıyı kapatma Q0.1 pk2 Sağ kapıyı kapatma Q0.2 motor1 Konveyör motoru çalıştırma Q0.3 pk3 İlk depo alanını kilitleme Q4.0 sled START ledini yakmak Q4.1 rled RESET ledini yakmak Q4.2 pled POSITION ledini yakmak 11
 I0.2 pk2acik Sağ kapı açık sinyali (2B1) I0.3 pk2kapali Sağ kapı kapalı sinyali (2B2) I0.4 gecme Konveyörde parça varlığı belirleme I0.")
12 GÖREVLER a) Grup 1 in Görevi Program başlatıldığında program konveyörde parça varlığını optik algılayıcı ile anlamalı ve aynı zamanda indüktif algılayıcı ile parçanın metal mi veya plastik mi olduğunu anlamalıdır. Progamın herhangi bir anında acil durum tuşu basıldığında program durmalıdır. 3 adet metal parça 1 nolu alana, 2 adet plastik parça 2 nolu alana ve 2 adet parça da 3 nolu alana yönlendirilmelidir. (Parçalar herhangi bir sırada gelebilir.) Eğer 3 metal parçadan sonra metal parça gelirse veya 4 plastik parçadan sonra başka plastik parça gelirse program durmalıdır. Konveyör çalışmasından 6 saniye sonra eğer parça ilgili depo alanına indiği bilgisi gelmezse motor durdurulmalıdır. Toplam 7 parçadan sonra sistem durmalıdır. Sistem durduğunda sistem üzerindeki Start, Reset LED leri yanmalıdır. b) Grup 2 nin Görevi Program başlatıldığında program konveyörde parça varlığını optik algılayıcı ile anlamalı ve aynı zamanda indüktif algılayıcı ile parçanın metal mi veya plastik mi olduğunu anlamalıdır. Progamın herhangi bir anında acil durum tuşu basıldığında program durmalıdır. 3 adet metal parça 3 nolu alana, 3 adet plastik parça 2 nolu alana ve 2 adet parça da 1 nolu alana yönlendirilmelidir. (Parçalar herhangi bir sırada gelebilir.) Eğer 3 metal parçadan sonra metal parça gelirse veya 5 plastik parçadan sonra başka plastik parça gelirse program durmalıdır. Konveyör çalışmasından 6 saniye sonra eğer parça ilgili depo alanına indiği bilgisi gelmezse motor durdurulmalıdır. Toplam 8 parçadan sonra sistem durmalıdır. Sistem durduğunda sistem üzerindeki Start, Reset LED leri yanmalıdır. c) Grup 3 ün Görevi Program başlatıldığında program konveyörde parça varlığını optik algılayıcı ile anlamalı ve aynı zamanda indüktif algılayıcı ile parçanın metal mi veya plastik mi olduğunu anlamalıdır. Progamın herhangi bir anında acil durum tuşu basıldığında program durmalıdır. 2 adet metal parça 2 nolu alana, 2 adet plastik parça 1 nolu alana yönlendirilmelidir. (Parçalar herhangi bir sırada gelebilir.) Eğer 2 plastik parçadan sonra plastik parça gelirse ufak pnömatik silindir devreye girmeli ve 1 nolu alana daha fazla parça gelmesine izin vermemelidir. Plastik parçalar 3 nolu alana yönlendirilmelidirler. Konveyör çalışmasından 6 saniye sonra eğer parça ilgili depo alanına indiği bilgisi gelmezse motor durdurulmalıdır. Toplam 5 parçadan sonra sistem durmalıdır. Sistem durduğunda sistem üzerindeki Start, Reset LEDleri yanmalıdır. 12
 Eğer 3 metal parçadan sonra metal parça gelirse veya 4 plastik parçadan sonra başka plastik parça gelirse program durmalıdır.")
13 d) Grup 4 ün Görevi Program başlatıldığında program konveyörde parça varlığını optik algılayıcı ile anlamalı ve aynı zamanda indüktif algılayıcı ile parçanın metal mi veya plastik mi olduğunu anlamalıdır. Progamın herhangi bir anında acil durum tuşu basıldığında program durmalıdır. 2 adet metal parça 1 nolu alana, 2 adet plastik parça 2 nolu alana yönlendirilmelidir. (Parçalar herhangi bir sırada gelebilir.) Eğer 2 metal parçadan sonra metal parça gelirse ufak pnömatik silindir devreye girmeli ve 1 nolu alana daha fazla parça gelmesine izin vermemelidir. Sonraki metal parçalar 3 nolu alana yönlendirilmelidirler. Konveyör çalışmasından 6 saniye sonra eğer parça ilgili depo alanına indiği bilgisi gelmezse motor durdurulmalıdır. Toplam 5 parçadan sonra sistem durmalıdır. Sistem durduğunda sistem üzerindeki Start, Reset LEDleri yanmalıdır. e) Grup 5 in Görevi Program başlatıldığında program konveyörde parça varlığını optik algılayıcı ile anlamalı ve aynı zamanda indüktif algılayıcı ile parçanın metal mi veya plastik mi olduğunu anlamalıdır. Progamın herhangi bir anında acil durum tuşu basıldığında program durmalıdır. 2 adet metal parça 3 nolu alana, 3 adet plastik parça 2 nolu alana ve 2 adet parça da 1 nolu alana yönlendirilmelidir. (Parçalar herhangi bir sırada gelebilir.) Eğer 2 metal parçadan sonra metal parça gelirse veya 5 plastik parçadan sonra başka plastik parça gelirse program durmalıdır. Konveyör çalışmasından 6 saniye sonra eğer parça ilgili depo alanına indiği bilgisi gelmezse motor durdurulmalıdır. Toplam 7 parçadan sonra sistem durmalıdır. Sistem durduğunda sistem üzerindeki Start, Reset LED leri yanmalıdır. f) Grup 6 nın Görevi Program başlatıldığında program konveyörde parça varlığını optik algılayıcı ile anlamalı ve aynı zamanda indüktif algılayıcı ile parçanın metal mi veya plastik mi olduğunu anlamalıdır. Progamın herhangi bir anında acil durum tuşu basıldığında program durmalıdır. 2 adet metal parça 2 nolu alana, 2 adet plastik parça 1 nolu alana yönlendirilmelidir. (Parçalar herhangi bir sırada gelebilir.) Eğer 2 plastik parçadan sonra plastik parça gelirse ufak pnömatik silindir devreye girmeli ve 1 nolu alana daha fazla parça gelmesine izin vermemelidir. Plastik parçalar 3 nolu alana yönlendirilmelidirler. Konveyör çalışmasından 6 saniye sonra eğer parça ilgili depo alanına indiği bilgisi gelmezse motor durdurulmalıdır. Toplam 7 parçadan sonra sistem durmalıdır. Sistem durduğunda sistem üzerindeki Start, Reset LEDleri yanmalıdır. 13

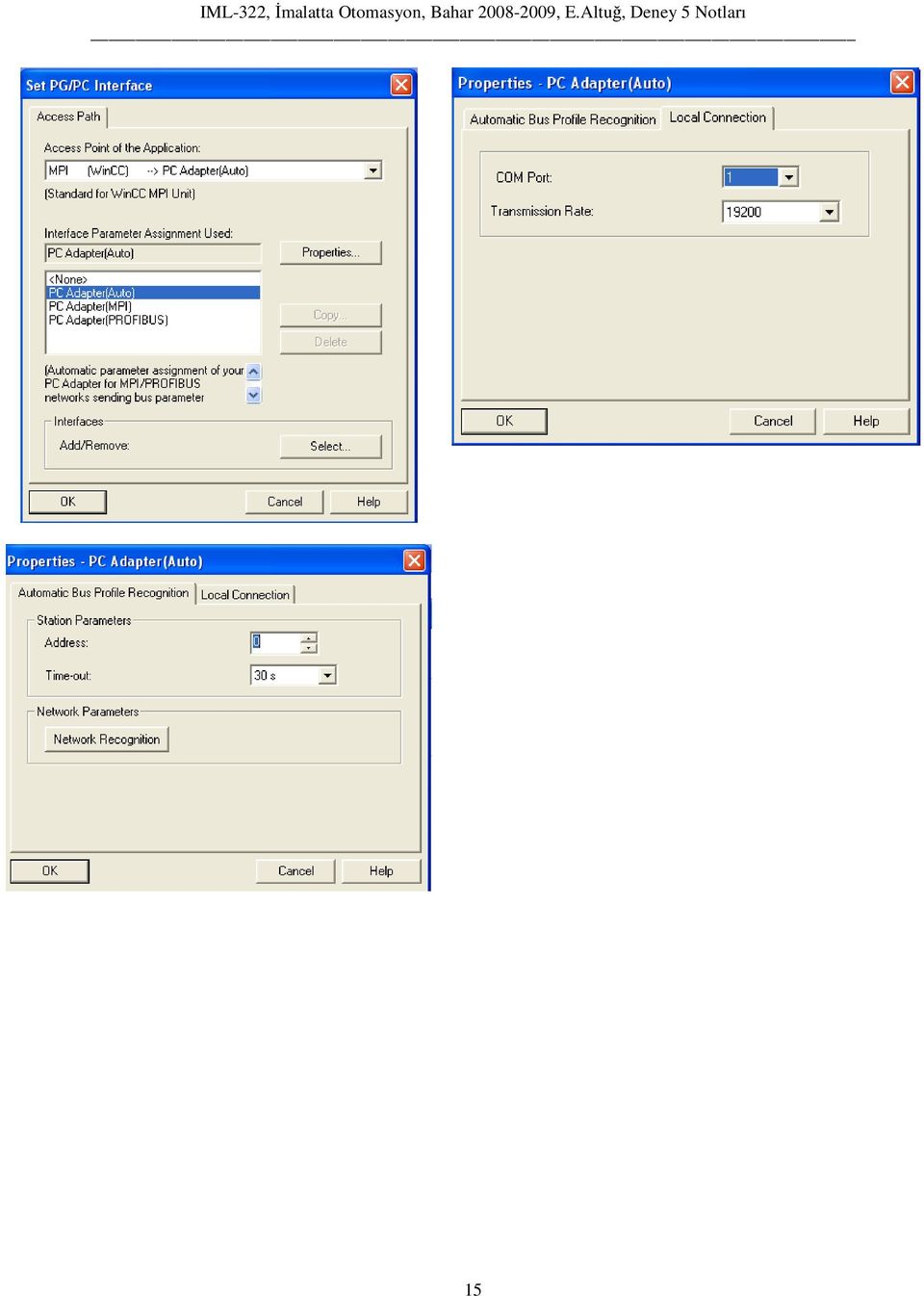
14 EK S7-300 BİLGİSAYAR BAĞLANTI KLAVUZU 1- Güvenlik açısından bağlantı sırasında iki cihazın da kapalı olmasına dikkat edilmelidir. 2- Bilgisayarın arkasındaki RS-232 bağlantı portuna RS-232 MPI dönüştürücü kablonun RS-232 ucu bağlanır. 3- Aynı kablonun diğer ucu şekildeki kapak açılarak alttaki şekilde işaretlenen MPI girişine bağlanır. 4- Daha sonra bilgisayar açılarak denetim masasından set PG/PC interface kısmına girilir. Buradaki ayarlar aşağıda resimde gösterildiği gibi olmalıdır. 14

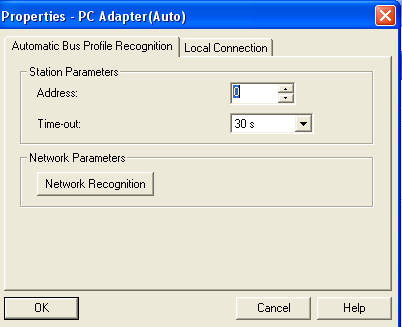
15 15

16 1 5- Bu ayarlamalar yapıldıktan sonra Simmatic manager programı açılır. Hardware configurations kısmına girilerek sağ taraftaki menüden şekildeki gibi donanım konfigürasyonu yapılır. Burada sıralamaya dikkat etmek gerekmektedir(cpu iki numaralı bölüme gelecek gibi). 16

17 Bu işlemlerin ardından symbol editor de istenilen giriş ve çıkış değerlerine programlama esnasında karışmamaları için yukarıdaki gibi isimlendirme yapılabilir. 17

18 REFERANSLAR 1. İstanbul Teknik Üniversitesi, Makine Fakültesi, IML-322 ders notları 2. Final Sorting station ( 3. PLC website ( 4. PLC User Manual ( OP.pdf?p=1) 5. PLC User Manual ( 6. PLC User Manual ( 7. LadSim Programı 18
 6. PLC User Manual (www.alberotomasyon.com/dokuman/siemens/step7.pdf) 7. LadSim Programı http://www.")
IML-322 İMALATTA OTOMASYON. 2009-2010 Bahar Yarıyılı. Deney 3
 İSTANBUL TEKNİK ÜNİVERSİTESİ MAKİNA FAKÜLTESİ IML-322 İMALATTA OTOMASYON 2009-2010 Bahar Yarıyılı Deney 3 Öğretim Üyesi: Yrd.Doç.Dr. Erdinç Altuğ İstanbul 2010 1 1. Deneyin Amacı IML-322 IMALATTA OTOMASYON
İSTANBUL TEKNİK ÜNİVERSİTESİ MAKİNA FAKÜLTESİ IML-322 İMALATTA OTOMASYON 2009-2010 Bahar Yarıyılı Deney 3 Öğretim Üyesi: Yrd.Doç.Dr. Erdinç Altuğ İstanbul 2010 1 1. Deneyin Amacı IML-322 IMALATTA OTOMASYON
IML-322 İMALATTA OTOMASYON Bahar Yarıyılı. Lab Uygulaması-3
 İSTANBUL TEKNİK ÜNİVERSİTESİ MAKİNA FAKÜLTESİ IML-322 İMALATTA OTOMASYON 2012-2013 Bahar Yarıyılı Lab Uygulaması-3 Öğretim Üyesi: Doç.Dr. Erdinç Altuğ İstanbul 2013 1 1. Deneyin Amacı IML-322 IMALATTA
İSTANBUL TEKNİK ÜNİVERSİTESİ MAKİNA FAKÜLTESİ IML-322 İMALATTA OTOMASYON 2012-2013 Bahar Yarıyılı Lab Uygulaması-3 Öğretim Üyesi: Doç.Dr. Erdinç Altuğ İstanbul 2013 1 1. Deneyin Amacı IML-322 IMALATTA
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR IML-322 İMALATTA OTOMASYON ÖDEV 2 ÇÖZÜMLER Y.Doç. Dr.
 İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 2 ÇÖZÜMLER Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (25 puan) Aşağıda yük kaldırmak amacıyla tasarlanan
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 2 ÇÖZÜMLER Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (25 puan) Aşağıda yük kaldırmak amacıyla tasarlanan
S7 300 HABERLEŞME SİSTEMİ. S7 300 plc MPI, Profibus ve Endüstriyel Ethernet gibi haberleşme ağlarına bağlanabilme olanağı sağlar.
 S7 300 HABERLEŞME SİSTEMİ S7 300 plc MPI, Profibus ve Endüstriyel Ethernet gibi haberleşme ağlarına bağlanabilme olanağı sağlar. CP 5611 PCI HABERLEŞME KARTI: CP511 HABERLEŞME KARTI VE ADAPTÖR: S7 300
S7 300 HABERLEŞME SİSTEMİ S7 300 plc MPI, Profibus ve Endüstriyel Ethernet gibi haberleşme ağlarına bağlanabilme olanağı sağlar. CP 5611 PCI HABERLEŞME KARTI: CP511 HABERLEŞME KARTI VE ADAPTÖR: S7 300
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR IML-322 İMALATTA OTOMASYON ÖDEV 1 Çözümü Y.Doç. Dr.
 İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 1 Çözümü Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (10 Puan) Gündelik hayatımızda karşımıza çıkan herhangi
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 1 Çözümü Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (10 Puan) Gündelik hayatımızda karşımıza çıkan herhangi
Fatih Üniversitesi. İstanbul. Haziran 2010. Bu eğitim dokümanlarının hazırlanmasında SIEMENS ve TEKO eğitim dokümanlarından faydalanılmıştır.
 Fatih Üniversitesi SIMATIC S7-200 TEMEL KUMANDA UYGULAMALARI 1 İstanbul Haziran 2010 Bu eğitim dokümanlarının hazırlanmasında SIEMENS ve TEKO eğitim dokümanlarından faydalanılmıştır. İÇİNDEKİLER 1. GİRİŞ...
Fatih Üniversitesi SIMATIC S7-200 TEMEL KUMANDA UYGULAMALARI 1 İstanbul Haziran 2010 Bu eğitim dokümanlarının hazırlanmasında SIEMENS ve TEKO eğitim dokümanlarından faydalanılmıştır. İÇİNDEKİLER 1. GİRİŞ...
BİL BİLGİSAYAR PROGRAMLAMA (JAVA)
") BİL 141 - BİLGİSAYAR PROGRAMLAMA (JAVA) KURULUM DÖKÜMANI Ders kapsamında lab saatlerinde veya lab saatleri dışında Java kodları yazabilmek ve çalıştırabilmek için bilgisayarınıza bazı yazılımların kurulması
BİL 141 - BİLGİSAYAR PROGRAMLAMA (JAVA) KURULUM DÖKÜMANI Ders kapsamında lab saatlerinde veya lab saatleri dışında Java kodları yazabilmek ve çalıştırabilmek için bilgisayarınıza bazı yazılımların kurulması
DELTA PLC EĞİTİM SETİ KİTAPÇIĞI
 DELTA PLC EĞİTİM SETİ KİTAPÇIĞI Beti Delta PLC Eğitim Seti üzerinde kullanılan donanımlar Delta marka DVP20SX211T Model PLC DVP16SP11T Genişleme yuvası DOP-B07S411 7 Operatör Paneli PLC CPU sunu üzerindeki
DELTA PLC EĞİTİM SETİ KİTAPÇIĞI Beti Delta PLC Eğitim Seti üzerinde kullanılan donanımlar Delta marka DVP20SX211T Model PLC DVP16SP11T Genişleme yuvası DOP-B07S411 7 Operatör Paneli PLC CPU sunu üzerindeki
icono Kullanıcı Kılavuzu
 Kullanıcı Kılavuzu ĐÇĐNDEKĐLER 1 Genel Bakış... 3 1.1 ÖRNEK UYGULAMA... 4 2 Kurulum... 4 3 Kullanım... 5 3.1 KANALLARI GĐRĐŞ OLARAK KULLANMA... 7 3.2 KANALLARI ÇIKIŞ OLARAK KULLANMA... 7 3.3 ĐCONO HABERLEŞME
Kullanıcı Kılavuzu ĐÇĐNDEKĐLER 1 Genel Bakış... 3 1.1 ÖRNEK UYGULAMA... 4 2 Kurulum... 4 3 Kullanım... 5 3.1 KANALLARI GĐRĐŞ OLARAK KULLANMA... 7 3.2 KANALLARI ÇIKIŞ OLARAK KULLANMA... 7 3.3 ĐCONO HABERLEŞME
Simatic PLC Eğitim Kataloğu 2013 Sayfa -1
 Simatic PLC Eğitim Kataloğu 2013 Sayfa -1 Global Otomasyon San. Ve Tic. Ltd. Şti Yukarı Mah. Atatürk Bulvarı Yaman Apt. No:7/4 Kartal İstanbul Tel: 0216-3895250 Fax: 0216-3898275 Kurslarımız Simatic S5
Simatic PLC Eğitim Kataloğu 2013 Sayfa -1 Global Otomasyon San. Ve Tic. Ltd. Şti Yukarı Mah. Atatürk Bulvarı Yaman Apt. No:7/4 Kartal İstanbul Tel: 0216-3895250 Fax: 0216-3898275 Kurslarımız Simatic S5
BÖLÜM 23 TD 200... F8 F4 SHIFT ESC ENTER M1.7 M1.6 M1.5 M1.4 M1.3 M1.2 M1.1 M1.0 F8 F7 F6 F5 F4 F3 F2 F1. Shift + F1
 BÖLÜM 23 231 -TD 200 ( OPERATÖR PANEL) KULLANIMI TD 200 operatör paneli; PLC' ye mesaj göndermek, PLC' de daha önce yüklenmiş olan mesajları almak, analog işlemli projelerde ısı, nem, gaz, ışık gibi değerleri
BÖLÜM 23 231 -TD 200 ( OPERATÖR PANEL) KULLANIMI TD 200 operatör paneli; PLC' ye mesaj göndermek, PLC' de daha önce yüklenmiş olan mesajları almak, analog işlemli projelerde ısı, nem, gaz, ışık gibi değerleri
FRENIC MEGA ÖZET KULLANIM KLAVUZU
 FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) SW1 X1 - X7 EN ENABLE GİRİŞİ Y1 - Y4
FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) SW1 X1 - X7 EN ENABLE GİRİŞİ Y1 - Y4
Kullanım Uygulamaları Ön Görünüş. Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +)
 Sıcaklık Değiştirme tuşu ( +)") Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
KONVEYÖR EĞİTİM SETİ. Eğitim Araçları ONE PIECE CONVEYOR TRAINING SET. www.modulteknik.com
 KÖNVEYÖR (YÜRÜYEN BANT) Yaklaşık 200x1070 mm ölçülerinde Sağlam ve dayanıklı bant yapısı Ek yerlerinde kalınlık önleyici bağlantı sistemi ALÜMİNYUM BAĞLANTI PANOSU Yaklaşık 1060x780 mm boyutlarında alüminyum
KÖNVEYÖR (YÜRÜYEN BANT) Yaklaşık 200x1070 mm ölçülerinde Sağlam ve dayanıklı bant yapısı Ek yerlerinde kalınlık önleyici bağlantı sistemi ALÜMİNYUM BAĞLANTI PANOSU Yaklaşık 1060x780 mm boyutlarında alüminyum
Ağ Üzerinde MATLAB kurulum rehberi (Sunucu makine)
") Ağ Üzerinde MATLAB kurulum rehberi (Sunucu makine) İçindekiler Tablosu Dosyaların Bilgisayara İndirilmesi... 3 Dosyaların Bilgisayara Yüklenmesi... 5 1. İnternet Üzerinden Kurulum 5 1.1. Lisans Dosyasının
Ağ Üzerinde MATLAB kurulum rehberi (Sunucu makine) İçindekiler Tablosu Dosyaların Bilgisayara İndirilmesi... 3 Dosyaların Bilgisayara Yüklenmesi... 5 1. İnternet Üzerinden Kurulum 5 1.1. Lisans Dosyasının
KOCAELİ TEKNİK LİSESİ ELEKTRİK ELEKTRONİK BÖLÜMÜ OTOMASYON ATÖLYESİ EKTS (Elektrik Kumanda Teknikleri Simülatörü ) DERS NOTU. Kaynak : www.veppa.
 DERS NOTU. Kaynak : www.veppa.") KOCAELİ TEKNİK LİSESİ ELEKTRİK ELEKTRONİK BÖLÜMÜ OTOMASYON ATÖLYESİ EKTS (Elektrik Kumanda Teknikleri Simülatörü ) DERS NOTU Kaynak : www.veppa.com Hakkında EKTS (Elektrik Kumanda Teknikleri Simülatörü
KOCAELİ TEKNİK LİSESİ ELEKTRİK ELEKTRONİK BÖLÜMÜ OTOMASYON ATÖLYESİ EKTS (Elektrik Kumanda Teknikleri Simülatörü ) DERS NOTU Kaynak : www.veppa.com Hakkında EKTS (Elektrik Kumanda Teknikleri Simülatörü
BALIKESİR ÜNİVERSİTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ S7 1200 EĞİTİM SETİ DENEY KİTAPÇIĞI
 BALIKESİR ÜNİVERSİTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ S7 1200 EĞİTİM SETİ DENEY KİTAPÇIĞI V1.0 1 İÇİNDEKİLER 1. EĞİTİM SETİNİN TANITILMASI... 3 1.1. ANA ÜNİTE (ÇANTA TİPİ)... 3 1.2. GENEL UYGULAMA MODÜLÜ
BALIKESİR ÜNİVERSİTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ S7 1200 EĞİTİM SETİ DENEY KİTAPÇIĞI V1.0 1 İÇİNDEKİLER 1. EĞİTİM SETİNİN TANITILMASI... 3 1.1. ANA ÜNİTE (ÇANTA TİPİ)... 3 1.2. GENEL UYGULAMA MODÜLÜ
1.2 Bu cihazı kullanan kişinin işinde profesyonel olması gerekir ve sıradan vasıfsız bir çalışan olmamalıdır.
 Vertex MultiCure için Kullanım Talimatları 1.0. Genel Uyarılar: 1.1. Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 Bu cihazı kullanan kişinin işinde profesyonel olması gerekir ve sıradan
Vertex MultiCure için Kullanım Talimatları 1.0. Genel Uyarılar: 1.1. Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 Bu cihazı kullanan kişinin işinde profesyonel olması gerekir ve sıradan
BÖLÜM 5 S_BĐT. Komut listesi (STL) Network 1 LD I0.0 S Q0.0, 1
 Network 1 LD I0.0 S Q0.0, 1") BÖLÜM 5 ET VE EET ÖLELEĐ : PLC teknolojisinde sürekli çalışmayı sağlamak için mühürleme (kilitleme) pek kullanılmaz. ürekli çalışma başka bir yöntemle çözülür. Bu da ET ve EET tekniğidir. Çıkışın girişe
BÖLÜM 5 ET VE EET ÖLELEĐ : PLC teknolojisinde sürekli çalışmayı sağlamak için mühürleme (kilitleme) pek kullanılmaz. ürekli çalışma başka bir yöntemle çözülür. Bu da ET ve EET tekniğidir. Çıkışın girişe
BU CİHAZ BİLGİSAYAR BAĞLANTILI SİSTEM OLMAYIP, BAĞLI OLDUĞU BİLGİSAYAR İLE DEVAMLI İLETİŞİM YAPMAMAKTADIR. Mali Onaylı Yazarkasa
 Hugin ALPHA Alpha ER-425TX ER-350N BU CİHAZ BİLGİSAYAR BAĞLANTILI SİSTEM OLMAYIP, BAĞLI OLDUĞU BİLGİSAYAR İLE DEVAMLI İLETİŞİM YAPMAMAKTADIR. Mali Onaylı Yazarkasa 1 İÇİNDEKİLER İÇİNDEKİLER... 2 Bilgisayar
Hugin ALPHA Alpha ER-425TX ER-350N BU CİHAZ BİLGİSAYAR BAĞLANTILI SİSTEM OLMAYIP, BAĞLI OLDUĞU BİLGİSAYAR İLE DEVAMLI İLETİŞİM YAPMAMAKTADIR. Mali Onaylı Yazarkasa 1 İÇİNDEKİLER İÇİNDEKİLER... 2 Bilgisayar
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (3) 65-70 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Problemlerin Farklı Endüstriyel Otomasyon Yöntemleri ile Çözümlenerek
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (3) 65-70 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Problemlerin Farklı Endüstriyel Otomasyon Yöntemleri ile Çözümlenerek
HİDROLİK EĞİTİM SETİ TEMEL DONANIMLAR
 HİDROLİK EĞİTİM SETİ TEMEL DONANIMLAR www.ogenmakina.com Ogen-2010 1.HİDROLİK EĞİTİM SETİ EKİPMANLARI eğitim seti, eğitim masası, sunum seti, hidrolik güç ünitesi ve kontrol ünitesi üzere dört ana kısımdan
HİDROLİK EĞİTİM SETİ TEMEL DONANIMLAR www.ogenmakina.com Ogen-2010 1.HİDROLİK EĞİTİM SETİ EKİPMANLARI eğitim seti, eğitim masası, sunum seti, hidrolik güç ünitesi ve kontrol ünitesi üzere dört ana kısımdan
Trafik Işık Kontrolü
 Trafik Işık Kontrolü TUNCELİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK - ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ OTOMASYON LABORATUVARI DENEY NO:2 1. Zamanlayıcılar PLC bünyesinde bulunan zamanlayıcılar klasik
Trafik Işık Kontrolü TUNCELİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK - ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ OTOMASYON LABORATUVARI DENEY NO:2 1. Zamanlayıcılar PLC bünyesinde bulunan zamanlayıcılar klasik
PLCM 28 OPSİYONEL MODÜL. Modüler PLC Eğitim Seti. PLC Çevre Birimleri PLC Programlama. %100 kendi imalatımız MODELLER. Tek Yönlü Çift Yönlü
 PLCM Modüler PLC Eğitim Seti %100 kendi imalatımız PLC Çevre Birimleri PLC Programlama 28 OPSİYONEL MODÜL MODELLER Tek Yönlü Çift Yönlü UYGULAMALI VİDEO EĞİTİMLERİ Her zaman her yerden... Video eğitimleri
PLCM Modüler PLC Eğitim Seti %100 kendi imalatımız PLC Çevre Birimleri PLC Programlama 28 OPSİYONEL MODÜL MODELLER Tek Yönlü Çift Yönlü UYGULAMALI VİDEO EĞİTİMLERİ Her zaman her yerden... Video eğitimleri
B603 - B603B SERİSİ FREKANS KONTROLLÜ SÜRÜCÜLER KULLANMA KILAVUZU
 B603 - B603B SERİSİ FREKNS KONTROLLÜ SÜRÜCÜLER KULLNM KILUZU İÇERİK Sayfa BĞLNTI E KULLNIM BİLGİLERİ... 1 1.0 Elektriksel bağlantılar... 1 1.1 na terminal... 1 1.2 Kontrol devresi bağlantıları... 1 2.0
B603 - B603B SERİSİ FREKNS KONTROLLÜ SÜRÜCÜLER KULLNM KILUZU İÇERİK Sayfa BĞLNTI E KULLNIM BİLGİLERİ... 1 1.0 Elektriksel bağlantılar... 1 1.1 na terminal... 1 1.2 Kontrol devresi bağlantıları... 1 2.0
FRENIC MULTİ ÖZET KULLANIM KLAVUZU
 FRENIC MULTİ ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 X5 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 Y2 DİJİTAL
FRENIC MULTİ ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 X5 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 Y2 DİJİTAL
GW420. Kurutma Makinesi Bilgisayar Kullanım Klavuzu. Lütfen kurulumdan önce dikkatle okuyunuz.
 GW420 Kurutma Makinesi Bilgisayar Kullanım Klavuzu Lütfen kurulumdan önce dikkatle okuyunuz. KATALOG Bölüm 1 Klavye Arayüzü... 1 Bölüm 2 Çalışma Talimatı... 2 1. Sistem Başlatma... 2 2. Parametre Ayarları...
GW420 Kurutma Makinesi Bilgisayar Kullanım Klavuzu Lütfen kurulumdan önce dikkatle okuyunuz. KATALOG Bölüm 1 Klavye Arayüzü... 1 Bölüm 2 Çalışma Talimatı... 2 1. Sistem Başlatma... 2 2. Parametre Ayarları...
FRENIC MEGA ÖZET KULLANIM KLAVUZU
 FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 - X7 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 - Y4
FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 - X7 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 - Y4
TEKNOLOJİ FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ ENDÜSTRİYEL TASARIMDA MODERN KONTROL TEKNİKLERİ PROGRAMLANABİLİR LOJİK DENETLEYİCİLER DENEY FÖYÜ
 TEKNOLOJİ FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ ENDÜSTRİYEL TASARIMDA MODERN KONTROL TEKNİKLERİ PROGRAMLANABİLİR LOJİK DENETLEYİCİLER DENEY FÖYÜ 1 DENEY NO : 1 DENEYİN ADI : Start Stop Kullanılarak
TEKNOLOJİ FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ ENDÜSTRİYEL TASARIMDA MODERN KONTROL TEKNİKLERİ PROGRAMLANABİLİR LOJİK DENETLEYİCİLER DENEY FÖYÜ 1 DENEY NO : 1 DENEYİN ADI : Start Stop Kullanılarak
RS-232 ile Seviye Ölçüm Cihazı Kullanım Talimatnamesi
 RS-232 ile Seviye Ölçüm Cihazı Kullanım Talimatnamesi......... RS - 232 Cihazın ön görüntüsü. +5V -5V NC 0V +5V Ölçüm Cihazın arka görüntüsü. Cihazın ön yüzündeki RS-232 bağlantısı bilgisayarın seri (COM)
RS-232 ile Seviye Ölçüm Cihazı Kullanım Talimatnamesi......... RS - 232 Cihazın ön görüntüsü. +5V -5V NC 0V +5V Ölçüm Cihazın arka görüntüsü. Cihazın ön yüzündeki RS-232 bağlantısı bilgisayarın seri (COM)
E5_C ile NB PANEL ARASI RS485 MODBUS HABERLEŞMESİ
 E5_C ile NB PANEL ARASI RS485 MODBUS HABERLEŞMESİ İÇİNDEKİLER E5_C ile NB Serisi Panel Arası Haberleşme Ayarları NB Serisi Panel e Veri Adreslerinin Yazılması E5_C ile NB Serisi Panel Arası Haberleşme
E5_C ile NB PANEL ARASI RS485 MODBUS HABERLEŞMESİ İÇİNDEKİLER E5_C ile NB Serisi Panel Arası Haberleşme Ayarları NB Serisi Panel e Veri Adreslerinin Yazılması E5_C ile NB Serisi Panel Arası Haberleşme
Kullanma Talimatı 1:1
 Kullanma Talimatı : Programınıza bağlı olarak, paneli makinenizin üzerindeki panel ile karşılaştırın. Kullanma Talimatı Ön Hazırlık Giysilerin yıkama talimatlarına göre giysilerinizi 3 ayırın. Cepleri
Kullanma Talimatı : Programınıza bağlı olarak, paneli makinenizin üzerindeki panel ile karşılaştırın. Kullanma Talimatı Ön Hazırlık Giysilerin yıkama talimatlarına göre giysilerinizi 3 ayırın. Cepleri
Röle Ters röle Set rölesi Reset rölesi
 DENEY-5 PLC İLE KESİK VE SÜREKLİ ÇALIŞMA Ön Bilgi: Kesik çalışma: Sistemin butona basıldığı sürece çalışması, buton bırakılınca durması o sistemin kesik çalıştığını gösterir. Sürekli çalışma: Sistemin
DENEY-5 PLC İLE KESİK VE SÜREKLİ ÇALIŞMA Ön Bilgi: Kesik çalışma: Sistemin butona basıldığı sürece çalışması, buton bırakılınca durması o sistemin kesik çalıştığını gösterir. Sürekli çalışma: Sistemin
MİKROSAY YAZILIM VE BİLGİSAYAR SAN. TİC. A.Ş.
 TEOS IO SERVER SIMATIC NET OPC SERVER S7 300 PLC ve MPI haberleşme için CP5611 kartı kullanılmaktadır. Bu kart aracılığı ile S7 300 PLC ye bağlanmak için SIMATIC NET OPC Server yazılımı kullanılmaktadır.
TEOS IO SERVER SIMATIC NET OPC SERVER S7 300 PLC ve MPI haberleşme için CP5611 kartı kullanılmaktadır. Bu kart aracılığı ile S7 300 PLC ye bağlanmak için SIMATIC NET OPC Server yazılımı kullanılmaktadır.
STEP 7 Lite ye hoşgeldiniz
 STEP 7 Lite ye hoşgeldiniz... LAD, FBD veya STL de SIMATIC S7-300 ( SIMATIC C7 dahil ),ET 200S ve ET 200X için PLC programları oluşturmak için SIMATIC yazılımı. STEP 7 Lite SIMATIC e yeni başlayanlar için
STEP 7 Lite ye hoşgeldiniz... LAD, FBD veya STL de SIMATIC S7-300 ( SIMATIC C7 dahil ),ET 200S ve ET 200X için PLC programları oluşturmak için SIMATIC yazılımı. STEP 7 Lite SIMATIC e yeni başlayanlar için
UYGULANMIŞ ÖRNEK PLC PROGRAMLARI
 UYGULANMIŞ ÖRNEK PLC PROGRAMLARI Örnek 1: Örneğ e başlamadan önce CPU yu 221 seçmeliyiz.(bu işlem program sonunda da yapılabilir.) Girişler I 0.0 dan I 0.5 e, Çıkışlar Q 0.0 dan Q 0.3 e kadardır. Amacı
UYGULANMIŞ ÖRNEK PLC PROGRAMLARI Örnek 1: Örneğ e başlamadan önce CPU yu 221 seçmeliyiz.(bu işlem program sonunda da yapılabilir.) Girişler I 0.0 dan I 0.5 e, Çıkışlar Q 0.0 dan Q 0.3 e kadardır. Amacı
E5_C-CJ PROGRAMSIZ HABERLEŞME
 E5_C-CJ PROGRAMSIZ HABERLEŞME İÇİNDEKİLER Giriş E5_C Haberleşme Ayarları CJ Haberleşme Ayarları E5_C Okuma E5_C Yazma Giriş Bu dökümanda E5_C sıcaklık kontrolcülerin CJ/CP serisi PLC ler ile programsız
E5_C-CJ PROGRAMSIZ HABERLEŞME İÇİNDEKİLER Giriş E5_C Haberleşme Ayarları CJ Haberleşme Ayarları E5_C Okuma E5_C Yazma Giriş Bu dökümanda E5_C sıcaklık kontrolcülerin CJ/CP serisi PLC ler ile programsız
BEIJER 2009 FİYAT LİSTESİ
 OPERATÖR PANELLERİ K10 Grafik operatör Paneli Monokrom 160x32 piksel 260,00 K20 Grafik operatör Paneli Monokrom 240x64 piksel 395,00 K30 Grafik operatör Paneli Monokrom 240x64 piksel 650,00 K60C Grafik
OPERATÖR PANELLERİ K10 Grafik operatör Paneli Monokrom 160x32 piksel 260,00 K20 Grafik operatör Paneli Monokrom 240x64 piksel 395,00 K30 Grafik operatör Paneli Monokrom 240x64 piksel 650,00 K60C Grafik
SK 2400 On-Off Seviye Kontrolörü Montaj ve Kullanım Kitapçığı
 SK 2400 On-Off Seviye Kontrolörü Montaj ve Kullanım Kitapçığı SK 2400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
SK 2400 On-Off Seviye Kontrolörü Montaj ve Kullanım Kitapçığı SK 2400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
ART S603W Standalone Kart Okuyucu
 ART S603W Standalone Kart Okuyucu ART S603W Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com
ART S603W Standalone Kart Okuyucu ART S603W Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com
ROKAY. Robot Operatör Kayıt Cihazı KULLANMA KILAVUZU V:1.0
 ROKAY Robot Operatör Kayıt Cihazı KULLANMA KILAVUZU V:1.0 1 İÇİNDEKİLER SAYFA Cihazın Genel Özellikleri... 3 Programın Kurulumu... 4 Windows-7 Sürücülerin Yüklenmesi... 5 Windows-Vista Sürücülerin Yüklenmesi...
ROKAY Robot Operatör Kayıt Cihazı KULLANMA KILAVUZU V:1.0 1 İÇİNDEKİLER SAYFA Cihazın Genel Özellikleri... 3 Programın Kurulumu... 4 Windows-7 Sürücülerin Yüklenmesi... 5 Windows-Vista Sürücülerin Yüklenmesi...
STK6 KURUTMA KONTROL ÜNİTESİ KULLANMA KLAVUZU V1.1
 STK6 KURUTMA KONTROL ÜNİTESİ KULLANMA KLAVUZU V1.1 STK6 KONTROL ÜNİTESİ TUŞ TAKIMI Bir numaralı program tuşu. Birinci programın parametrelerine ulaşmak için kullanılan tuştur. İki numaralı program tuşu.
STK6 KURUTMA KONTROL ÜNİTESİ KULLANMA KLAVUZU V1.1 STK6 KONTROL ÜNİTESİ TUŞ TAKIMI Bir numaralı program tuşu. Birinci programın parametrelerine ulaşmak için kullanılan tuştur. İki numaralı program tuşu.
ZAMANLAYICILAR S de, 4 farklı zamanlayıcı vardır.
 ZAMANLAYICILAR S7-1200 de, 4 farklı zamanlayıcı vardır. 1.Timer Pals: (TP): Girişe (IN) gelen sinyalle beraber çıkış (Q) «1» olur. Ayarlanan süre (PT) sonunda çıkış (Q) «0» olur. Ayarlanan süre (PT) dolmadan,
ZAMANLAYICILAR S7-1200 de, 4 farklı zamanlayıcı vardır. 1.Timer Pals: (TP): Girişe (IN) gelen sinyalle beraber çıkış (Q) «1» olur. Ayarlanan süre (PT) sonunda çıkış (Q) «0» olur. Ayarlanan süre (PT) dolmadan,
DENEY 3 HAVALI KONUM KONTROL SİSTEMİ DENEY FÖYÜ
 DENEY 3 HAVALI KONUM KONTROL SİSTEMİ DENEY FÖYÜ 1. Deneyin Amacı Bu deneyde, bir fiziksel sistem verildiğinde, bu sistemi kontrol etmek için temelde hangi adımların izlenmesi gerektiğinin kavranması amaçlanmaktadır.
DENEY 3 HAVALI KONUM KONTROL SİSTEMİ DENEY FÖYÜ 1. Deneyin Amacı Bu deneyde, bir fiziksel sistem verildiğinde, bu sistemi kontrol etmek için temelde hangi adımların izlenmesi gerektiğinin kavranması amaçlanmaktadır.
BÖLÜM 2 2. PROGRAMLAMA MANTIĞI
 BÖLÜM 2 2. PROGRAMLAMA MANTIĞI Programlama bir düşünce sanatıdır ve aslında, kullanılacak programlama dilinden bağımsız bir düşünme tekniğidir. Kullanılan programlama dilinin bu işleme katkısı ise makine
BÖLÜM 2 2. PROGRAMLAMA MANTIĞI Programlama bir düşünce sanatıdır ve aslında, kullanılacak programlama dilinden bağımsız bir düşünme tekniğidir. Kullanılan programlama dilinin bu işleme katkısı ise makine
Kablosuz 802.11N USB Adaptör
 Kablosuz 802.11N USB Adaptör Hızlı Kurulum Kılavuzu ve Garanti Belgesi NWD-270N Kablosuz 802.11n USB Adaptör Genel Bakış NWD-270N, WPS (Kablosuz Gu venlik Yapılandırması) destekli USB arayu zu ne sahip
Kablosuz 802.11N USB Adaptör Hızlı Kurulum Kılavuzu ve Garanti Belgesi NWD-270N Kablosuz 802.11n USB Adaptör Genel Bakış NWD-270N, WPS (Kablosuz Gu venlik Yapılandırması) destekli USB arayu zu ne sahip
T.C. istanbul ÜNiVERSiTESi ÖĞRENCi BiLGi SiSTEMi. ÖĞRETiM ELEMANI KULLANIM KILAVUZU
 T.C. istanbul ÜNiVERSiTESi ÖĞRENCi BiLGi SiSTEMi ÖĞRETiM ELEMANI KULLANIM KILAVUZU 1 1. Sisteme Giriş Nokta Üniversite Otomasyonu sistemini kullanabilmek için öncelikle Windows işletim sisteminde bulunan
T.C. istanbul ÜNiVERSiTESi ÖĞRENCi BiLGi SiSTEMi ÖĞRETiM ELEMANI KULLANIM KILAVUZU 1 1. Sisteme Giriş Nokta Üniversite Otomasyonu sistemini kullanabilmek için öncelikle Windows işletim sisteminde bulunan
UYGULAMA 1 SİEMENS S PLC UYGULAMALARI-2. Mühürleme Elemanları:
 Mühürleme Elemanları: UYGULAMA 1 Mühürlemenin başlayacağı bir bitlik adres yazılır S Başlangıç adresi dahil mühürlenecek adres adedi Resetlemenin başlayacağı bir bitlik adres yazılır R Başlangıç adresi
Mühürleme Elemanları: UYGULAMA 1 Mühürlemenin başlayacağı bir bitlik adres yazılır S Başlangıç adresi dahil mühürlenecek adres adedi Resetlemenin başlayacağı bir bitlik adres yazılır R Başlangıç adresi
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU
 ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
KM-M 26 OPSİYONEL MODÜL. Modüler Kumanda Eğitim Seti. Modüllerini seç Setini kendin oluştur MODELLER
 KM-M MODELLER AC 24V veya 220V Tek Yönlü Çift Yönlü Modüler Kumanda Eğitim Seti Çarpılma riskine son AC 24V veya 220V seçeneği ile 26 OPSİYONEL MODÜL Modüllerini seç Setini kendin oluştur EMNİYET ÖN PLANDA
KM-M MODELLER AC 24V veya 220V Tek Yönlü Çift Yönlü Modüler Kumanda Eğitim Seti Çarpılma riskine son AC 24V veya 220V seçeneği ile 26 OPSİYONEL MODÜL Modüllerini seç Setini kendin oluştur EMNİYET ÖN PLANDA
Adım Motoru: açıya adım. Şekil 8.2 tekyönlü. Lab 8. Siyah (A) Mavi ( B ) Kırmızı (B)
 Mavi ( B ) Kırmızı (B)") 446 GÖMÜLÜ SİSTEM TASARIMI Adım Motoru 8.1 Amaç Bu laboratuvarda LauchPad a dışarıdan bağlanacak adım motorunun dönme yönünü ve hızını kontrol eden programın yazılımı verilecektir. 8.2 Gerekli Malzeme
446 GÖMÜLÜ SİSTEM TASARIMI Adım Motoru 8.1 Amaç Bu laboratuvarda LauchPad a dışarıdan bağlanacak adım motorunun dönme yönünü ve hızını kontrol eden programın yazılımı verilecektir. 8.2 Gerekli Malzeme
meware GuardWare 3G Kullanım Kılavuzu
 meware GuardWare3G meware GuardWare 3G Kullanım Kılavuzu MeWare ( Meyer Yazılım ) Bir MEYER A.Ş kuruluşudur. KURULUM Meware Guardware 3G programının çalışması için öncelikle bilgisayarınızda - Windows
meware GuardWare3G meware GuardWare 3G Kullanım Kılavuzu MeWare ( Meyer Yazılım ) Bir MEYER A.Ş kuruluşudur. KURULUM Meware Guardware 3G programının çalışması için öncelikle bilgisayarınızda - Windows
BÖLÜM 6 DC Kompunt Motor Testleri
 BÖLÜM 6 DC Kompunt Motor Testleri 6-1 DENEY 6-1 Düz Kompunt Motorun Bağlantı ve Motor Yönü Kontrolü AMAÇ Testler tamamlandıktan sonra DC Düz kompunt motorun bağlantısı ve motorun devir yönü kontrolü konusunda
BÖLÜM 6 DC Kompunt Motor Testleri 6-1 DENEY 6-1 Düz Kompunt Motorun Bağlantı ve Motor Yönü Kontrolü AMAÇ Testler tamamlandıktan sonra DC Düz kompunt motorun bağlantısı ve motorun devir yönü kontrolü konusunda
HP SERİSİ POMPA KONTROL PANOLARI
 HP SERİSİ POMPA KONTROL PANOLARI https://www.facebook.com/kerimelektromotor H-01 / H-01 M TEK POMPALI POMPA KONTROL PANOSU GENEL ÖZELLİKLER H-01/H-01M TEK POMPALI POMPA KONTROL PANOSU Pompa sistemlerinin
HP SERİSİ POMPA KONTROL PANOLARI https://www.facebook.com/kerimelektromotor H-01 / H-01 M TEK POMPALI POMPA KONTROL PANOSU GENEL ÖZELLİKLER H-01/H-01M TEK POMPALI POMPA KONTROL PANOSU Pompa sistemlerinin
SMART Board EĞİTİMLERİ(sürüm:10) 3. Aşama
 3. Aşama") SMART Board EĞİTİMLERİ(sürüm:10) 3. Aşama Bölüm 1:Notebook dosyası içerisinde bağlantılar kurma Bu konuyu bir örnek üzerinde inceleyebiliriz. Üç sayfalık bir soru cevap dosyası hazırlayalım. Mesela birinci
SMART Board EĞİTİMLERİ(sürüm:10) 3. Aşama Bölüm 1:Notebook dosyası içerisinde bağlantılar kurma Bu konuyu bir örnek üzerinde inceleyebiliriz. Üç sayfalık bir soru cevap dosyası hazırlayalım. Mesela birinci
PROGRAMLANAB L R DENETLEY C LER. DERS 04 STEP 7 MICROWIN SP4.0 PROGRAMI KURULUM ve TANITIMI
 PROGRAMLANAB L R DENETLEY C LER DERS 04 STEP 7 MICROWIN SP4.0 PROGRAMI KURULUM ve TANITIMI PLC Parçalarının Yapısı ve Fonksiyonları Merkezi lem Birimi (CPU) (Central Prosessing Unit) Hafıza (Bellek Elemanları)
PROGRAMLANAB L R DENETLEY C LER DERS 04 STEP 7 MICROWIN SP4.0 PROGRAMI KURULUM ve TANITIMI PLC Parçalarının Yapısı ve Fonksiyonları Merkezi lem Birimi (CPU) (Central Prosessing Unit) Hafıza (Bellek Elemanları)
ÜRETİM SÜREÇLERİNİ GÖZLEMLEMEK VE KONTROL ETMEK İÇİN KABLOSUZ ÇÖZÜM
 NETWORKER GÖZLEMLEME SİSTEMİ ÜRETİM SÜREÇLERİNİ GÖZLEMLEMEK VE KONTROL ETMEK İÇİN KABLOSUZ ÇÖZÜM Her tür makinene de kullanılabilir Kullanıcının bilgisayarına ilave bir yazılım yüklenmesi gerekmiyor Bağımsız
NETWORKER GÖZLEMLEME SİSTEMİ ÜRETİM SÜREÇLERİNİ GÖZLEMLEMEK VE KONTROL ETMEK İÇİN KABLOSUZ ÇÖZÜM Her tür makinene de kullanılabilir Kullanıcının bilgisayarına ilave bir yazılım yüklenmesi gerekmiyor Bağımsız
ELEKTRİK ELEKTRONİK TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ PLC İLE MOTOR KONTROLÜ 523EO0054 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ PLC İLE MOTOR KONTROLÜ 523EO0054 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
SAVİOR OTOMASYON TEKNİK DESTEK BİRİMİ
 SAVİOR OTOMASYON TEKNİK DESTEK BİRİMİ FPWINPRO7 YENİ PROJE OLUŞTURMA Masaüstündeki FPWINPRO7 kısayoluna tıklandığında ilk önümüze gelen sayfa aşağıdaki gibidir. New Project butonuna basarak Yeni bir Proje
SAVİOR OTOMASYON TEKNİK DESTEK BİRİMİ FPWINPRO7 YENİ PROJE OLUŞTURMA Masaüstündeki FPWINPRO7 kısayoluna tıklandığında ilk önümüze gelen sayfa aşağıdaki gibidir. New Project butonuna basarak Yeni bir Proje
1. PROGRAMLAMA. PDF created with pdffactory Pro trial version www.pdffactory.com
 . PROGRAMLAMA UTR-VC Windows altında çalışan konfigürasyon yazılımı aracılığıyla programlanır. Programlama temel olarak kalibrasyon, test ve giriş/çıkış aralıklarının seçilmesi amacıyla kullanılır. Ancak
. PROGRAMLAMA UTR-VC Windows altında çalışan konfigürasyon yazılımı aracılığıyla programlanır. Programlama temel olarak kalibrasyon, test ve giriş/çıkış aralıklarının seçilmesi amacıyla kullanılır. Ancak
STREET BASKETBALL KULLANIM KILAVUZU
 STREET BASKETBALL KULLANIM KILAVUZU ÖZEL NOT Street Basketball oyununu tercih ettiğiniz için teşekkür etmek istiyoruz, kullanıcının güvenliği için, lütfen kullanmadan önce talimatları okuyunuz. Bu kılavuzda
STREET BASKETBALL KULLANIM KILAVUZU ÖZEL NOT Street Basketball oyununu tercih ettiğiniz için teşekkür etmek istiyoruz, kullanıcının güvenliği için, lütfen kullanmadan önce talimatları okuyunuz. Bu kılavuzda
Strike 4.40 RP Kart ve Şifre Okuyucu Kullanım Kılavuzu
 Strike 4.40 RP Kart ve Şifre Okuyucu Kullanım Kılavuzu Bu kılavuz ST 4,40 RP cihazlarının bağlantı ve tanımlamalarına yönelik doğru çalışma alışkanlıkları konusunda bilgiler vermektedir. Daha detaylı bilgiyi
Strike 4.40 RP Kart ve Şifre Okuyucu Kullanım Kılavuzu Bu kılavuz ST 4,40 RP cihazlarının bağlantı ve tanımlamalarına yönelik doğru çalışma alışkanlıkları konusunda bilgiler vermektedir. Daha detaylı bilgiyi
NPratik Yazılım Kurulum Kılavuzu. Yedekleme İşlemi
 NPratik Yazılım Kurulum Kılavuzu Herhangi bir neden ile bilgisayarınızı formatlamadan önce NPratik Yazılım Verilerinizi yedeklemeniz gerekmektedir. Programı ilk defa kuruyorsanız NPratik Yazılım Kurulum
NPratik Yazılım Kurulum Kılavuzu Herhangi bir neden ile bilgisayarınızı formatlamadan önce NPratik Yazılım Verilerinizi yedeklemeniz gerekmektedir. Programı ilk defa kuruyorsanız NPratik Yazılım Kurulum
E5_C Serisi Hızlı Başlangıç Kılavuzu
 E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
PEY-D810 SĠNYALĠZASYON SĠSTEMĠ
 PEY-D810 SĠNYALĠZASYON SĠSTEMĠ AÇIKLAMALAR-KULLANIM-BAĞLANTILAR Sayfa 1 ĠÇĠNDEKĠLER SAYFA 1-) Sistemin Genel Tanıtımı 3 2-) Sistemin ÇalıĢma ġekli.4 3-) Sistem Yazılımı 5 4-) Sistemin Elektrik ve Bağlantı
PEY-D810 SĠNYALĠZASYON SĠSTEMĠ AÇIKLAMALAR-KULLANIM-BAĞLANTILAR Sayfa 1 ĠÇĠNDEKĠLER SAYFA 1-) Sistemin Genel Tanıtımı 3 2-) Sistemin ÇalıĢma ġekli.4 3-) Sistem Yazılımı 5 4-) Sistemin Elektrik ve Bağlantı
TRİSTÖR MODÜL SÜRÜCÜ KARTI (7 SEG) KULLANIM KILAVUZU AKE-PE-TMS-001
 KULLANIM KILAVUZU AKE-PE-TMS-001") TRİSTÖR MODÜL SÜRÜCÜ KARTI (7 SEG) KULLANIM KILAVUZU AKE-PE-TMS-001 1.CİHAZ ÖLÇÜLERİ 2.CİHAZ BAĞLANTI ŞEMASI 3.UYARILAR Cihazı kullanmaya başlamadan önce mutlaka kullanma kılavuzu okunmalıdır ve cihaz
TRİSTÖR MODÜL SÜRÜCÜ KARTI (7 SEG) KULLANIM KILAVUZU AKE-PE-TMS-001 1.CİHAZ ÖLÇÜLERİ 2.CİHAZ BAĞLANTI ŞEMASI 3.UYARILAR Cihazı kullanmaya başlamadan önce mutlaka kullanma kılavuzu okunmalıdır ve cihaz
FC 2048 KURULUM VE KULLANIM KILAVUZU
 SİSTEMİ MEYDANA GETİREN MODÜLLER Sistem üç ana modülden oluşur Duvar Hava Çıkış Modülü,Kapı Hava Giriş Modülü,Sistem Kontrol Modülü. 1. Kapı Hava Giriş Modülü Hava giriş modülü aşağıdaki parçalardan oluşur(resim1).
SİSTEMİ MEYDANA GETİREN MODÜLLER Sistem üç ana modülden oluşur Duvar Hava Çıkış Modülü,Kapı Hava Giriş Modülü,Sistem Kontrol Modülü. 1. Kapı Hava Giriş Modülü Hava giriş modülü aşağıdaki parçalardan oluşur(resim1).
SD 2400 Seviye Duyargası. Montaj ve Kullanım Kitapçığı
 SD 2400 Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 2400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Duyarga Çubuklarının
SD 2400 Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 2400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Duyarga Çubuklarının
BÖLÜM 5 DC Şönt Motor Testleri
 BÖLÜM 5 DC Şönt Motor Testleri 5-1 DENEY 5-1 Bağlantı ve Motor Yönü Kontrolü AMAÇ Testler tamamlandıktan sonra DC şönt motorun bağlantısı ve motorun devir yönü kontrolü konusunda yeterli bilgiye sahip
BÖLÜM 5 DC Şönt Motor Testleri 5-1 DENEY 5-1 Bağlantı ve Motor Yönü Kontrolü AMAÇ Testler tamamlandıktan sonra DC şönt motorun bağlantısı ve motorun devir yönü kontrolü konusunda yeterli bilgiye sahip
AutoCAD 2011 Kurulumu
 AutoCAD 2011 Kurulumu AutoCAD Installation Wizard Kurulum için AutoCAD 2011 DVD sini sürücüye yerleştirdiğinizde, DVD-ROM un içeriğinin okunduğunu belirten Setup Initialization penceresinden sonra, karşınıza
AutoCAD 2011 Kurulumu AutoCAD Installation Wizard Kurulum için AutoCAD 2011 DVD sini sürücüye yerleştirdiğinizde, DVD-ROM un içeriğinin okunduğunu belirten Setup Initialization penceresinden sonra, karşınıza
Harita güncelleme direktifleri
 Harita güncelleme direktifleri ilk olarak Türkiye haritasını güncellemeniz için http:// www.mlsnavigasyon.com.tr web sitesine üye olarak kaydolmanız gerekiyor. 1) Yeni üye kaydı ve Güncelleme A) Web sitesinden
Harita güncelleme direktifleri ilk olarak Türkiye haritasını güncellemeniz için http:// www.mlsnavigasyon.com.tr web sitesine üye olarak kaydolmanız gerekiyor. 1) Yeni üye kaydı ve Güncelleme A) Web sitesinden
AKS SOFT V4.0 KULLANMA KILAVUZU. Geçiş Kontrol Yönetimi Personel Tanımlama Geçiş Kontrol Raporları Ziyaretçi Yönetimi
 AKS SOFT V4.0 KULLANMA KILAVUZU Geçiş Kontrol Yönetimi Personel Tanımlama Geçiş Kontrol Raporları Ziyaretçi Yönetimi Masaüstünde AKS SOFT V4.0 kısa yolu oluşur. Bu kısa yol kullanılarak program çalıştırılır.
AKS SOFT V4.0 KULLANMA KILAVUZU Geçiş Kontrol Yönetimi Personel Tanımlama Geçiş Kontrol Raporları Ziyaretçi Yönetimi Masaüstünde AKS SOFT V4.0 kısa yolu oluşur. Bu kısa yol kullanılarak program çalıştırılır.
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU
 STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
İçindekiler. Teknik Özellikler 6. Parametre Tablosu 8. Kullanıcı Arabirimi 10. Montaj 16. Ürün Seçimi 20
 İçindekiler Teknik Özellikler 6 Parametre Tablosu 8 Kullanıcı Arabirimi 10 Montaj 16 Ürün Seçimi 20 Teknik Özellikler 6 Teknik Özellikler AC Besleme DC Besleme Giriş Voltajı 100 220 VAC ± %10 24 VDC ±
İçindekiler Teknik Özellikler 6 Parametre Tablosu 8 Kullanıcı Arabirimi 10 Montaj 16 Ürün Seçimi 20 Teknik Özellikler 6 Teknik Özellikler AC Besleme DC Besleme Giriş Voltajı 100 220 VAC ± %10 24 VDC ±
UYGULAMALI MEKATRONİK PLC EĞİTİM SÜRECİ VE İÇERİĞİ
 Verilen eğitimin amacı; UYGULAMALI MEKATRONİK PLC EĞİTİM SÜRECİ VE İÇERİĞİ Tekstil makineleri, Gıda makineleri, Paketleme makineleri, Soğutma sistemleri ve birçok prosesin otomasyon sistemlerinde kullanılan
Verilen eğitimin amacı; UYGULAMALI MEKATRONİK PLC EĞİTİM SÜRECİ VE İÇERİĞİ Tekstil makineleri, Gıda makineleri, Paketleme makineleri, Soğutma sistemleri ve birçok prosesin otomasyon sistemlerinde kullanılan
CP1E KM-N2-FLK MODBUS HABERLEŞMESİ
 CP1E KM-N2-FLK MODBUS HABERLEŞMESİ Kablo Bağlantıları ve Slave Node Adresinin Belirlenmesi KM-N2-FLK Modbus Ayarlarının Yapılması PLC Modbus Ayarlarının Yapılması KM-N2-FLK dan 1 Word Okuma İşlemi KM-N2-FLK
CP1E KM-N2-FLK MODBUS HABERLEŞMESİ Kablo Bağlantıları ve Slave Node Adresinin Belirlenmesi KM-N2-FLK Modbus Ayarlarının Yapılması PLC Modbus Ayarlarının Yapılması KM-N2-FLK dan 1 Word Okuma İşlemi KM-N2-FLK
Boolean Mantık Tasarımlarının PLC Üzerinde Gerçeklenmeleri A + A = 1...(7) A. A = 0 (8)
 A. A = 0 (8)") Boolean Mantık Tasarımlarının PLC Üzerinde Gerçeklenmeleri A + = A..(3) A +1 = A.. (4) A. =...(5) A. 1 = A...(6) A + A = 1....(7) A. A = (8) Örnek 2.12 Aşağıda verilen mantıksal ifadeleri sadeleştirerek,
Boolean Mantık Tasarımlarının PLC Üzerinde Gerçeklenmeleri A + = A..(3) A +1 = A.. (4) A. =...(5) A. 1 = A...(6) A + A = 1....(7) A. A = (8) Örnek 2.12 Aşağıda verilen mantıksal ifadeleri sadeleştirerek,
BÖLÜM 1. ASENKRON MOTORLAR
 İÇİNDEKİLER ÖNSÖZ...iv GİRİŞ...v BÖLÜM 1. ASENKRON MOTORLAR 1. ASENKRON MOTORLAR... 1 1.1. Üç Fazlı Asenkron Motorlar... 1 1.1.1. Üç fazlı asenkron motorda üretilen tork... 2 1.1.2. Üç fazlı asenkron motorlara
İÇİNDEKİLER ÖNSÖZ...iv GİRİŞ...v BÖLÜM 1. ASENKRON MOTORLAR 1. ASENKRON MOTORLAR... 1 1.1. Üç Fazlı Asenkron Motorlar... 1 1.1.1. Üç fazlı asenkron motorda üretilen tork... 2 1.1.2. Üç fazlı asenkron motorlara
DERS BİLGİ FORMU. Okul Eğitimi Süresi
 ) GÜÇ ELEKTRONİĞİ (0860120203-0860170113) VE ENERJİ Zorunlu Meslek i Seçmeli (Proje, Ödev, Araştırma, İş Yeri ) 4 56 44 100 Kredisi 3+1 4 Bu derste; yarı iletken anahtarlama elemanları, doğrultucu ve kıyıcı
) GÜÇ ELEKTRONİĞİ (0860120203-0860170113) VE ENERJİ Zorunlu Meslek i Seçmeli (Proje, Ödev, Araştırma, İş Yeri ) 4 56 44 100 Kredisi 3+1 4 Bu derste; yarı iletken anahtarlama elemanları, doğrultucu ve kıyıcı
T.V FÖYÜ. öğrenmek. Teori: Şekil 1. kullanılır.
 T.V T.C KIRIKKALE ÜNİVERSİTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ DEVRE TEORİSİ VE ÖLÇME LAB.DENEY 1 FÖYÜ Deneyinn Amacı: Devre laboratuarında kullanılacak olan malzemeleri tanımak ve board üzerine devre
T.V T.C KIRIKKALE ÜNİVERSİTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ DEVRE TEORİSİ VE ÖLÇME LAB.DENEY 1 FÖYÜ Deneyinn Amacı: Devre laboratuarında kullanılacak olan malzemeleri tanımak ve board üzerine devre
OPEN ADVANCE V.1.1 FOTOSELLİ OTOMATİK KAPI SİSTEMİ KULLANMA KILAVUZU
 OPEN ADVANCE V.. FOTOSELLİ OTOMATİK KAPI SİSTEMİ KULLANMA KILAVUZU Adres : SAKARYA. ORG.SAN.BÖL. 964 ADA PARSEL NO: HENDEK/SAKARYA Tel No : 009 064 64 8 0 Fax No : 009 064 64 8 3 www.alkur.com.tr info@alkur.com.tr
OPEN ADVANCE V.. FOTOSELLİ OTOMATİK KAPI SİSTEMİ KULLANMA KILAVUZU Adres : SAKARYA. ORG.SAN.BÖL. 964 ADA PARSEL NO: HENDEK/SAKARYA Tel No : 009 064 64 8 0 Fax No : 009 064 64 8 3 www.alkur.com.tr info@alkur.com.tr
SD-AY mA SEVİYE PROBU
 SD-AY420 4-20mA SEVİYE PROBU Vira Isı Endüstriyel Ürünler A.Ş. Metal İş Sanayi Sitesi 11. Blok No:37-39 İkitelli/İstanbul Tel: 0.212.549.57.70 Fax: 0.212.549.58.48 info@viravalf.com www.viravalf.com SD-AY420
SD-AY420 4-20mA SEVİYE PROBU Vira Isı Endüstriyel Ürünler A.Ş. Metal İş Sanayi Sitesi 11. Blok No:37-39 İkitelli/İstanbul Tel: 0.212.549.57.70 Fax: 0.212.549.58.48 info@viravalf.com www.viravalf.com SD-AY420
Rezistivite Cihazı Kullanım Klavuzu
 Rezistivite Cihazı Kullanım Klavuzu Açılış ekranı açıklamaları: 1 - Son çalışma aç : Cizhazda en son çalışma yaptığınız dosyayı açar. 2 - Dosya aç : İstediğiniz dosyayı açmanızı sağlar. 3 Yeni çalışma
Rezistivite Cihazı Kullanım Klavuzu Açılış ekranı açıklamaları: 1 - Son çalışma aç : Cizhazda en son çalışma yaptığınız dosyayı açar. 2 - Dosya aç : İstediğiniz dosyayı açmanızı sağlar. 3 Yeni çalışma
HT 300 SET LCD li Kablosuz Oda Termostatı Kontrolleri
 HT 300 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 300 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. Dokunmatik
HT 300 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 300 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. Dokunmatik
PLC (Programlanabilir Lojik. Denetleyici)
") PLC (Programlanabilir Lojik Denetleyici) İÇERİK Giriş PLC nedir? PLC lerin Uygulama Alanları PLC lerin Yapısı PLC lerin Avantajları PLC Çeşitleri SİEMENS PLC JAPON PLCLER KARŞILAŞTIRMA Giriş PLC
PLC (Programlanabilir Lojik Denetleyici) İÇERİK Giriş PLC nedir? PLC lerin Uygulama Alanları PLC lerin Yapısı PLC lerin Avantajları PLC Çeşitleri SİEMENS PLC JAPON PLCLER KARŞILAŞTIRMA Giriş PLC
NETWORK MANAGMENT SYSTEM (NMS) KULLANMA KLAVUZU
 KULLANMA KLAVUZU") NETWORK MANAGMENT SYSTEM (NMS) KULLANMA KLAVUZU Z Telemetri Telekomünikasyon Yazılım San. Tic. LTD. ŞTI. Kavaklıdere Mah. Atatürk Bulvarı No: 151/804 Çankaya / Ankara info@ztelemetry.com Tel: +90 312 417
NETWORK MANAGMENT SYSTEM (NMS) KULLANMA KLAVUZU Z Telemetri Telekomünikasyon Yazılım San. Tic. LTD. ŞTI. Kavaklıdere Mah. Atatürk Bulvarı No: 151/804 Çankaya / Ankara info@ztelemetry.com Tel: +90 312 417
Stop Zaman Rölesi - Kullanıcı Ayarlı
 Stop Zaman Rölesi - Kullanıcı Ayarlı Ürün Kodu 201.018.001-12V 201.018.002-24V Terminal Yapısı & Boyutlar & Diyagram Aksesuarlar 207.150.251 Soket 5 Terminalli, 5 Kablolu - Siyah (Standart kablo boyu 20
Stop Zaman Rölesi - Kullanıcı Ayarlı Ürün Kodu 201.018.001-12V 201.018.002-24V Terminal Yapısı & Boyutlar & Diyagram Aksesuarlar 207.150.251 Soket 5 Terminalli, 5 Kablolu - Siyah (Standart kablo boyu 20
10. Bölüm Harici Çevre Birimleri Programlama
 10. Bölüm Harici Çevre Birimleri Programlama 10. Bölüm: Harici Çevre Birimleri Programlama 10.1. Harici Çevre Birimleri Programlama Endüstriyel Robotlar tek başlarına çalışabildikleri gibi bir otomasyon
10. Bölüm Harici Çevre Birimleri Programlama 10. Bölüm: Harici Çevre Birimleri Programlama 10.1. Harici Çevre Birimleri Programlama Endüstriyel Robotlar tek başlarına çalışabildikleri gibi bir otomasyon
MPLAB IDE ve ISIS ile ASSEMBLY DİLİNDE UYGULAMA GELİŞTİRMEK
 MPLAB IDE ve ISIS ile ASSEMBLY DİLİNDE UYGULAMA GELİŞTİRMEK 1.1 Programın Başlatılması 1.2 Yeni Proje Oluşturma 1.3 MCU Seçimi Yrd.Doç.Dr.Bülent Çobanoğlu 1.4 MCU Programlama Dil Seçimi 1.5 Proje İsmi
MPLAB IDE ve ISIS ile ASSEMBLY DİLİNDE UYGULAMA GELİŞTİRMEK 1.1 Programın Başlatılması 1.2 Yeni Proje Oluşturma 1.3 MCU Seçimi Yrd.Doç.Dr.Bülent Çobanoğlu 1.4 MCU Programlama Dil Seçimi 1.5 Proje İsmi
KENAR KONTROL CİHAZI KULLANIM KLAVUZU. Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır.
 KENAR KONTROL CİHAZI KULLANIM KLAVUZU Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır. Programa giriş ve çıkış yapmayı sağlar Sensör yönünü seçimi için kullanılır Mekanizmanın
KENAR KONTROL CİHAZI KULLANIM KLAVUZU Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır. Programa giriş ve çıkış yapmayı sağlar Sensör yönünü seçimi için kullanılır Mekanizmanın
MODELLER D8210, D8220, D8520
 IR Dome IP Kamera Hızlı Kurulum Kılavuzu MODELLER D8210, D8220, D8520 UYARI! Kurulum işlemine geçmeden önce kurulum kılavuzunu dikkatlice okuyunuz. Bu kılavuzunun içeriği, fonksiyonlardaki değişiklikler
IR Dome IP Kamera Hızlı Kurulum Kılavuzu MODELLER D8210, D8220, D8520 UYARI! Kurulum işlemine geçmeden önce kurulum kılavuzunu dikkatlice okuyunuz. Bu kılavuzunun içeriği, fonksiyonlardaki değişiklikler
VERSİYON A1.0. Cihaz Defrost konumunda
 SM-988H DİJİTAL TERMOSTAT VERSİYON A1.0 Özellik SM-988H Termostat sıcak / soğuk çalışır, soğuk depolama ve muhafa odalarında,sıcak-soğuk yemek servis ekipmanlarında,su ısıtıcılarında, Ön panel su geçirmez
SM-988H DİJİTAL TERMOSTAT VERSİYON A1.0 Özellik SM-988H Termostat sıcak / soğuk çalışır, soğuk depolama ve muhafa odalarında,sıcak-soğuk yemek servis ekipmanlarında,su ısıtıcılarında, Ön panel su geçirmez
E-İMZA KULLANIM KILAVUZU
 E-İMZA KULLANIM KILAVUZU E-İmza Yazılımının Kurulumu (etoken / SafeNet) İşletim Sisteminizle ilgili detaylı bilgilere «Masaüstünde ya da Başlat Menüsünde yer alan «Bilgisayarım / My Computer» ikonuna sağ
E-İMZA KULLANIM KILAVUZU E-İmza Yazılımının Kurulumu (etoken / SafeNet) İşletim Sisteminizle ilgili detaylı bilgilere «Masaüstünde ya da Başlat Menüsünde yer alan «Bilgisayarım / My Computer» ikonuna sağ
CJ1W-PRM21 ile GRT1- PRT Uzak I/O Modülüne Bağlanmak (Profibus)
") CJ1W-PRM21 ile GRT1- PRT Uzak I/O Modülüne Bağlanmak (Profibus) BURAYA ALT BAŞLIKLARI (İÇİNDEKİLER) YAZINIZ.Times New Roman 25 punto KABLO BAĞLANTILARI VE SLAVE NODE ADRESİNİN BELİRLENMESİ BAŞLIK 2 BAŞLIK
CJ1W-PRM21 ile GRT1- PRT Uzak I/O Modülüne Bağlanmak (Profibus) BURAYA ALT BAŞLIKLARI (İÇİNDEKİLER) YAZINIZ.Times New Roman 25 punto KABLO BAĞLANTILARI VE SLAVE NODE ADRESİNİN BELİRLENMESİ BAŞLIK 2 BAŞLIK
SEESAW 24V DC BARİYER KONTROL KARTI KULLANIM KİTABI V 2.0
 SEESAW 24V DC BARİYER KONTROL KARTI KULLANIM KİTABI V 2.0 EKİM, 2010 KONTAL ELEKTRONİK :: SEESAW BARİYER KONTROL KARTI KULLANIM KİTABI V2.0 0 SEESAW 24V DC BARİYER KONTROL KARTI KARTI VE KULLANIMI Seesaw
SEESAW 24V DC BARİYER KONTROL KARTI KULLANIM KİTABI V 2.0 EKİM, 2010 KONTAL ELEKTRONİK :: SEESAW BARİYER KONTROL KARTI KULLANIM KİTABI V2.0 0 SEESAW 24V DC BARİYER KONTROL KARTI KARTI VE KULLANIMI Seesaw
PAKET SERİ DENEME SINAVI INTERNET MODÜLÜ KULLANIM KLAVUZU. Sayfa - 1 -
 PAKET SERİ DENEME SINAVI INTERNET MODÜLÜ KULLANIM KLAVUZU Sayfa - 1 - İÇİNDEKİLER Yeni aktivasyon... 2 Sisteme giriş... 6 Şifre hatırlatma... 7 Sınavlarım... 8 Sınav girişi... 8 Sınav sonucu... 10 Konu
PAKET SERİ DENEME SINAVI INTERNET MODÜLÜ KULLANIM KLAVUZU Sayfa - 1 - İÇİNDEKİLER Yeni aktivasyon... 2 Sisteme giriş... 6 Şifre hatırlatma... 7 Sınavlarım... 8 Sınav girişi... 8 Sınav sonucu... 10 Konu
S ve TIA P0RTAL
 S7-1200 ve TIA P0RTAL S7 1200 NEDİR? S7 200 Serisi PLC lerin Yerine Üretilen Yeni Nesil Giriş Seviyesi İşlemcilerdir. Küçük ve Orta Ölçekli Otomasyon İşlerinde Kullanılabilir. S7 200 Serisi PLC lerdeki
S7-1200 ve TIA P0RTAL S7 1200 NEDİR? S7 200 Serisi PLC lerin Yerine Üretilen Yeni Nesil Giriş Seviyesi İşlemcilerdir. Küçük ve Orta Ölçekli Otomasyon İşlerinde Kullanılabilir. S7 200 Serisi PLC lerdeki
CLR-232-ES RS232 - Seri Ethernet Çevirici
 CLR-232-ES RS232 - Seri Ethernet Çevirici BÖLÜM I Genel Bu kılavuzda, CLR-232-ES seri sunucu kullanılarak, uzaktaki bir otomasyon sistemine nasıl bağlantı kurulacağı anlatılmaktadır. Ethernet ağ üzerinden
CLR-232-ES RS232 - Seri Ethernet Çevirici BÖLÜM I Genel Bu kılavuzda, CLR-232-ES seri sunucu kullanılarak, uzaktaki bir otomasyon sistemine nasıl bağlantı kurulacağı anlatılmaktadır. Ethernet ağ üzerinden