T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
|
|
|
- Ediz Bilgin
- 5 yıl önce
- İzleme sayısı:
Transkript
1 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ İNCONEL 718 MALZEMESİNİN MİKRO İŞLENEBİLİRLİĞİ VE KAPLAMA MALZEMESİNİN ETKİSİNİN ARAŞTIRILMASI İrfan UCUN Danışman Doç. Dr. Fevzi BEDİR II. Danışman Prof. Dr. Kubilay ASLANTAŞ DOKTORA TEZİ MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI ISPARTA
2 2013 [İrfan UCUN]
3 TEZ ONAYI İrfan UCUN tarafından hazırlanan "İnconel 718 Malzemesinin Mikro İşlenebilirliği ve Kaplama Malzemesinin Etkisinin Araştırılması" adlı tez çalışması aşağıdaki jüri üyeleri önünde Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Makina Mühendisliği Anabilim Dalı nda DOKTORA TEZİ olarak başarı ile savunulmuştur. Danışman Doç. Dr. Fevzi BEDİR... Süleyman Demirel Üniversitesi Jüri Üyesi Prof. Dr. Adı SOYADI... Süleyman Demirel Üniversitesi Jüri Üyesi Prof. Dr. Adı SOYADI... Süleyman Demirel Üniversitesi Jüri Üyesi Prof. Dr. Adı SOYADI... Süleyman Demirel Üniversitesi Jüri Üyesi Prof. Dr. Adı SOYADI... Süleyman Demirel Üniversitesi Enstitü Müdürü Prof. Dr. Mehmet Cengiz KAYACAN...
4 TAAHHÜTNAME Bu tezin akademik ve etik kurallara uygun olarak yazıldığını ve kullanılan tüm literatür bilgilerinin referans gösterilerek tezde yer aldığını beyan ederim. İrfan UCUN
5 İÇİNDEKİLER Sayfa İÇİNDEKİLER... i ÖZET... iii ABSTRACT... v TEŞEKKÜR... vii ŞEKİLLER DİZİNİ... viii ÇİZELGELER DİZİNİ... xii SİMGELER VE KISALTMALAR DİZİNİ... xiii 1. GİRİŞ... 1 Tezin Amacı KAYNAK ÖZETLERİ Minyatür Ürün İmalatı ve Üretim Yöntemleri Mikro Frezeleme Tekniği Mikro frezeleme işleminde boyut etkisi ve minimum talaş kalınlığı Mikro frezelemede iş parçası mikro yapısının etkisi Mikro frezeleme işleminde kesme kuvveti oluşumu İş parçası yüzey pürüzlülüğü ve doğruluğu İmalat sonrası çapak oluşumu Mikro Frezelemede Kullanılan Kesici Takımlar Mikro takımlardaki hasar mekanizmaları Kesici takımın elastik deformasyonu Kesici takım dönme eksenindeki sapma Kesici takım titreşimi Mikro Frezelemede Kullanılan Takım Tezgahları Mikro Frezelerin Uçlarının Kaplanması Süper Alaşımlar Nikel esaslı alaşımlar ve özellikleri MATERYAL VE YÖNTEM Deneysel Çalışmada Kullanılan Mikro Freze ve İş Parçası Malzemesi Kesme Deneylerinin Gerçekleştirilmesi Aşınma Deneylerinin Gerçekleştirilmesi Mikro Frezeleme İşleminde Kesme Kuvvetlerinin Ölçümü Yüzey Pürüzlülüğü ve Çapak Oluşumu Analizi Kesme Anında Sıcaklığın Ölçülmesi Mikro Frezeleme İşleminin Nümerik Olarak Modellenmesi Malzeme modelinin oluşturulması Minimum talaş kalınlığının belirlenmesi ARAŞTIRMA BULGULARI VE TARTIŞMA Takım Aşınmasının Değerlendirilmesi Kaplamanın takım aşınması üzerindeki etkisi İlerleme ve kesme derinliğinin aşınma üzerindeki etkisi Kaplamanın BUE oluşumu üzerindeki etkisi Minimal miktar yağlama ve kriyojenik ön soğutmanın aşınma üzerindeki etkisi Kesme Kuvvetlerinin Değerlendirilmesi Kaplama malzemesinin ve ilerleme hızının kesme kuvvetleri üzerindeki etkisi Kesme derinliğinin kesme kuvvetleri üzerindeki etkisi i
6 Nümerik ve deneysel kesme kuvveti sonuçlarının karşılaştırılmas Kesme işlemi boyunca meydana gelen takım gerilmelerinin değerlendirilmesi Kesme sıcaklığının değişimi Kesici kenar açısının kesme kuvvetleri üzerindeki etkisi Kesici kenar açısının takım gerilmeleri üzerindeki etkisi Kesici kenar açısının sıcaklık üzerindeki etkisi Yüzey Pürüzlülüğünün Değerlendirilmesi Kesici takım kaplamalarının yüzey pürüzlülüğü üzerindeki etkisi İlerleme hızı ve kesme derinliğinin yüzey pürüzlülüğü üzerindeki etkisi BUE oluşumunun yüzey pürüzlülüğü üzerindeki etkisi Kesici takım aşınmasının ortalama yüzey pürüzlülüğü üzerindeki etkisi MQL ve kriyojenik ön soğutmanın ortalama yüzey pürüzlülüğü üzerindeki etkisi Çapak Oluşumunun Değerlendirilmesi Kaplama malzemesinin çapak oluşumu üzerindeki etkisi Çapak oluşumu üzerinde aşınmanın ve BUE oluşumunun etkisi İlerleme hızı ve kesme derinliğinin çapak oluşumu üzerindeki etkisi MQL ve kriyojenik ön soğutmanın çapak oluşumu üzerindeki etkisi SONUÇLAR VE ÖNERİLER KAYNAKLAR ÖZGEÇMİŞ ii
7 ÖZET Doktora Tezi İNCONEL 718 MALZEMESİNİN MİKRO İŞLENEBİLİRLİĞİ VE KAPLAMA MALZEMESİNİN ETKİSİNİN ARAŞTIRILMASI İrfan UCUN Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Makine Mühendisliği Anabilim Dalı Danışman: Doç. Dr. Fevzi BEDİR II. Danışman: Prof. Dr. Kubilay ASLANTAŞ Bu çalışmada, İnconel 718 nikel alaşımının mikro işlenebilirliği ve kaplama malzemesinin performansı araştırılmıştır. Çalışma, deneysel ve nümerik olmak üzere iki aşamadan meydana gelmektedir. Deneysel safhada, TiAlN+AlCrN, DLC, AlTiN, TiAlN+WC/C, AlCrN kaplanmış ve kaplanmamış WC-Co mikro kesici takımların performansı, sabit bir kesme hızında (V c =48 m/dk) ve dört farklı ilerleme hızı (1,25-2,5-3,75-5 µm/ağız) ile üç farklı kesme derinliğinde (0,1 0,15 0,2 mm), takım aşınması, kesme kuvveti, yüzey pürüzlülüğü ve çapak oluşumu açısından değerlendirilmiştir. Ayrıca minimal miktar yağlama ve parça üzerine yapılan kriyojenik ön soğutma işlemlerinin de kesme işlemi üzerindeki etkisi AlCrN kaplı kesici takım için araştırılmıştır. Bununla birlikte, kaplamasız takım kullanılarak sabit bir kesme derinliği (0,1 mm) ve dört ayrı ilerleme hızında kesme bölgesindeki sıcaklık oluşumu FLIR ThermaCAM E45 termal kamerayla görüntülenmiştir. Çalışmanın nümerik aşamasında ise, çoğunlukla plastik deformasyon problemlerinin çözümünde kullanılan Deform 2D sonlu eleman yazılımı kullanılmıştır. Kaplamasız takım için dört farklı ilerleme hızında (1,25-2,5-3,75-5 µm/ağız) nümerik çözümler gerçekleştirilmiştir. Ayrıca farklı kesici kenar açıları (+8, 0 ve -8 ) içinde analizler yapılmıştır. Nümerik analizlerde her bir ilerleme ve kesici kenar türüne bağlı olarak kesme kuvveti, takım gerilmesi ve kesme sıcaklığı değerleri tahmin edilmiştir. Bununla birlikte, minimum talaş kalınlığı da yine nümerik çalışma kapsamında elde edilmiştir. Çalışma sonunda elde edilen sonuçlara bakıldığında, AlTiN, TiAlN+AlCrN, AlCrN kaplı kesici takımların, TiAlN+WC/C ve DLC kaplı takımlara nispeten, daha iyi bir aşınma performansı sergilediği görülmüştür. Fakat, DLC ve TiAlN+WC/C kaplı takımlar ise, talaş yapışmasına (BUE) karşı daha iyi bir direnç göstermişlerdir. Bunun bir sonucu olarak ta DLC ve TiAlN+WC/C kaplanmış kesici takımların yüzey pürüzlülüğü performansları daha iyidir. Kesme kuvveti sonuçlarında da DLC ve TiAlN+WC/C kaplı kesici takımlarla nispeten daha küçük kuvvet değerleri elde edilmiştir. Çapak oluşumu üzerinde ise, kaplama malzemesinin etkisinin olmadığı görülmüştür. Fakat, kriyojenik ön soğutma işleminin ise, çapak oluşumunun önlenmesine önemli bir katkı sağlamıştır. Yapılan nümerik analiz sonuçlarında ise, elde edilen kesme kuvveti ve kesme sıcaklığı değerlerinin deneysel ölçümlerle iyi bir uyum içinde olduğu saptanmıştır. Buda kullanılan malzeme iii
8 modelinin doğruluğunu göstermektedir. Bununla birlikte, ilerleme hızına bağlı olarak kesme sıcaklığının arttığı, hem nümerik hem de deneysel sonuçlardan görülmüştür. Ayrıca, kesici kenarda oluşan gerilmelerin de ilerleme hızına ve kesici kenar açısına bağlı olarak değişiklik gösterdiği anlaşılmıştır. Anahtar Kelimeler: Mikro frezeleme, İnconel 718, Kaplanmış mikro takım, Sonlu eleman analizi. 2013, 162 sayfa iv
9 ABSTRACT Ph.D. Thesis INVESTIGATION OF EFFECT OF COATING MATERIALS AND MICROMACHINABILITY OF INCONEL 718 MATERIAL İrfan UCUN Süleyman Demirel University Graduate School of Applied and Natural Sciences Department of Mechanical Engineering Supervisor: Assoc. Prof. Dr. Fevzi BEDİR Co-Supervisor: Prof. Dr. Kubilay ASLANTAŞ In this study, micromachinability of Inconel 718 super alloy and the performance of different coating materials were investigated. The study had two phases experimental and numerical. In the experimental phase, performance of TiAlN+AlCrN, DLC, AlTiN, TiAlN+WC/C, AlCrN coated and uncoated micro end mills were evaluated in terms of wear, cutting force, surface roughness and burr formation at a constant cutting speed (V c =48 m/min), four different feed rates ( µm/flute) and three depths of cut (0.1, 0.15, 0.2 mm). Besides, effect of minimum quantity lubrication and the cryogenic pre-cooling of the workpiece during cutting process were also investigated for AlCrN coated micro end mill. Additionally, temperature of the cutting zone at a constant cutting speed (V c =48 m/min) and four different feed rates ( µm/flute) for uncoated micro end mill was measured by FLIR ThermaCAM E45 thermal camera. In the numerical phase of the study, Deform 2D Finite element code often used to analysis of plastic deformation problems was used. The numerical solutions were carried out for uncoated tool at four different feed rates ( µm/flute). The numerical analyses were also carried out for different cutting edge angles (+8, 0-8 ). Cutting force, tool stress and cutting temperature were estimated from the numerical analyses depending on feed rates and the cutting edge angles. Besides, minimum chip thickness was also obtained in the numerical study. At the end of the study, the results show that the wear performance of AlTiN, TiAlN+AlCrN, AlCrN coated micro end mills are better than those of TiAlN+WC/C and DLC coated micro end mills. However, TiAlN+WC/C and DLC coated micro end mills have better resistance to BUE formation compared to the others. As a result of this, the surface roughness performance of DLC and TiAlN+WC/C coated tools are also better than the others. Cutting forces are smaller in cutting processes carried out with DLC and TiAlN+WC/C coated tools. The low friction coefficient of coating materials has an important effect in the this result. On the other hands, the coating materials do not have any effect on burr formation. However, cryogenic pre-cooling process has a significant contribution to prevent burr formation. The cutting force and cutting temperature values obtained from numerical analysis consistent with experimental measurement. Besides, an increase in cutting force and cutting temperature values with an increase in feed rate is v
10 observed from numerical and experimental results. The results also show that the stresses occurred on the cutting edge are change depending on feed rate and cutting edge angle. Keywords: Micro end milling, Inconel 718, Coated micro tool, Finite element analysis. 2013, 162 pages vi
11 TEŞEKKÜR Tez çalışması sırasında katkılarını esirgemeyen danışman hocalarım Doç. Dr. Fevzi BEDİR ve Prof. Dr. Kubilay ASLANTAŞ a ve TİK jürisindeki hocalarım Prof. Dr. Ertuğrul DURAK, Doç. Dr. Abdurrahman KARABULUT a teşekkürlerimi sunuyorum. Ayrıca çalışmalarımın her aşamasında görüş alış verişinde bulunduğum arkadaşlarım Öğr. Gör. Dr. Şükrü KARAKAYA, Arş. Gör. Özgür VERİM e teşekkürlerimi sunuyorum. Çalışmamı maddi olarak destekleyen SDÜ Bilimsel Araştırma Projeleri Koordinasyon Birimi ne (Proje no: 2673-D-11) teşekkür ederim. Deneysel çalışmaların bir bölümünde teknik destek veren Bilkent Üniversitesi HAMİT (Hareket Algılayıcıları ve Mikro Sistem Teknolojileri Uzmanlık ve Mükemmelliyet Merkezi) ne ve Yrd. Doç. Dr. Yiğit KARPAT a takımların kaplanması sürecinde destek sağlayan OERLİKON BALZERS şirketine katkılarından dolayı teşekkür ederim. Son olarak, her zaman sabır ve anlayışla yanımda olan sevgili eşim Sultan a, minik kızım Beyza ya ve bugünlere gelmemde büyük emeği olan anne ve babam ile abim Yrd. Doç. Dr. İsmail UCUN a sonsuz sevgi ve teşekkürlerimi sunarım. İrfan UCUN ISPARTA, 2013 vii
12 ŞEKİLLER DİZİNİ Sayfa Şekil 1.1. Minyatür elektronik devre ekipmanı... 2 Şekil 1.2. a)minyatür Cerrahi robot kolları b) Dizel yakıt enjektörü... 2 Şekil 2.1. Elektro erezyon işleme metodunun şematik gösterimi ile bu teknikle üretilen geometrik yapı... 7 Şekil 2.2. Lazer ışınıyla işleme ve elektrokimyasal işleme metodunun şematik gösterimi ile bu tekniklerle üretilen geometrik yapılar... 8 Şekil 2.3. Ultrasonik işleme metodu şematik gösterimi ve bu teknikle üretilen geometrik yapı... 9 Şekil 2.4. Kesici uç yarıçapının minimum talaş derinliğine etkisi Şekil 2.5. Minimum talaş kalınlığı etkisinin şematik gösterimi Şekil 2.6. Minimum talaş kalınlığından küçük (a) ve minimum talaş kalınlığından büyük (b) talaş kalınlıklarında yapılan kesme işleminin simülasyon görüntüleri Şekil 2.7. Takım kenar radiusu ve kesme hızına bağlı olarak minimum talaş kalınlığının değişimi Şekil 2.8. Minimum Talaş kalınlığının sürtünme katsayısı ve kesici kenar radiusu ile ilişkisi Şekil 2.9. Kesme işleminde kesici kenarın tane sınırları boyunca hareketi Şekil Farklı sıcaklıklarda ısıl işlem görmüş AISI 1045 çeliğine ait mikro yapı görüntüleri Şekil Mikro frezeleme işleminde kesme kuvvetinin kesit boyunca karakteristiği Şekil Mikro frezeleme ve konvansiyonel frezeleme modelleri arasındaki kuvvet değişimleri a) Normal kuvvet, b) ilerleme kuvveti Şekil Talaş alanına bağlı olarak deneysel ve teorik kesme kuvvetinin karşılaştırılması Şekil Küçük ilerleme hızlarında talaş oluşumunun şematik gösterimi Şekil Minimum talaş kalınlığından küçük ve büyük ilerleme değerlerinde oluşan pürüzlülük değerleri Şekil Farklı mikro yapıların yüzey oluşumundaki etkisi Şekil Farklı malzemelerin çapak oluşumu üzerindeki etkisi Şekil Odaklanmış iyon ışını kullanılarak üretilen kesici takımlar Şekil Farklı geometrilerin takım performansı üzerindeki etkileri Şekil Farklı geometrik tasarımlara sahip mikro freze uçları Şekil Ticari ve yeni tasarlanan takımların performansının karşılaştırılması Şekil Farklı ilerleme hızlarında aşınmaya bağlı olarak kesici takımda oluşan çap değişimi a) 0,75 µm/ağız b) 1,5 µm/ağız c) 3 µm/ağız d) 6 µm/ağız Şekil m/dk kesme hızı ve 350 mm/dk ilerleme hızında kesme derinliğinin takım aşınması üzerindeki etkisi Şekil Aşınmaya bağlı olarak kesici takım çapındaki değişim Şekil Kesici takımda meydana gelen aşınma sonucu kanal geometrisindeki değişim Şekil Mikro frezeleme esnasında elde edilen akustik emisyon ve kesme kuvveti sinyal örnekleri viii
13 Şekil Elastik Deformasyon sonucu iş parçasında meydana gelen geometrik hata Şekil Geliştirilen yüzey hatası telafisi yöntemiyle hataların azaltılması Şekil Kesici takım ekseni ile dönme ekseni arasındaki fark Şekil Tırlama titreşimin işlenen yüzey üzerindeki etkisi a) titreşimsiz kesme işleminde elde edilen yüzey, b) titreşimli şartlarda işlenen yüzey Şekil Mikro frezeleme işleminde kullanılan takım tezgahları Şekil Hava türbinli spindle motor Şekil Geliştirilen Minyatür işleme merkezi ve bu makinede üretilen minyatür ürün Şekil Elmas kaplamanın kesme işleminde iş parçası yapışması üzerindeki etkisi. (a) Wc-Co, b) Elmas kaplı takım) Şekil Farklı kaplama türlerinin aşınma ve yüzey pürüzlülüğü üzerindeki performanslarının karşılaştırılması Şekil Süper alaşımların sınıflandırılması Şekil 3.1. Deneylerde kullanılan mikro freze ucuna ait geometrik özellikler.. 49 Şekil 3.2. Katodik ark biriktirme yönteminde katot üzerinde oluşan ark Şekil 3.3. Katodik ark biriktirme yönteminin şemati gösterimi Şekil 3.4. Plazma ile desteklenmiş kimyasal buhar biriktirme yöntemi şematik gösterimi Şekil 3.5. Yapılan kaplama katmalarına ait görüntüler Şekil 3.6. Deneysel çalışmalarda kullanılan laboratuvar tipi CNC işleme merkezi Şekil 3.7. Kesici takım bağlantı ekipmanları ve takımdaki eksantrikliğin kontrolü Şekil 3.8. Mikro frezeleme işleminin şematik gösterimi ve kullanılan deney numunesi Şekil 3.9. Mikro frezeleme işleminin şematik gösterimi ve deney numunesi.. 57 Şekil a) Kriyojenik ön soğutma işlemi için deney düzeneği, b) deney düzeneğini şematik gösterimi Şekil Takım aşınmalarının belirlenmesinde kullanılan SEM cihazı ve USB mikroskobu Şekil Kesme kuvvetleri ölçümünde kullanılan mini dinamometre Şekil Kesme kuvveti ölçümlerinde kullanılan işleme merkezi Şekil Zygo New View 7200 marka optik profilometre Şekil Yapılan ölçüm sonrasında elde edilen, 3 boyutlu yüzey şekli Şekil SEM ve USB mikroskopta elde edilen çapak oluşumu görüntüleri. 62 Şekil Kesme anında sıcaklığın ölçülmesi ve kullanılan termal kamera Şekil Deform 2D de oluşturulan 2 boyutlu model Şekil Analitik model kullanılarak oluşturulan 100 C de malzemeye ait akma gerilmesi şekil değiştirme eğrisi Şekil Sonlu eleman çözümlerinde elde edilen talaş oluşumu (3,75µm/ağız) Şekil Bu çalışma kapsamında minimum talaş kalınlığının ölçülmesi Şekil Farklı ilerleme hızlarında talaş oluşumunun elde edilmesi Şekil 4.1. Farklı kaplama türlerinde elde edilen aşınma şekilleri Şekil 4.2. Farklı kaplama türlerinde elde edilen aşınma şekilleri Şekil 4.3. Kesici takım üzerinde yapılan EDX analizi ve hasar durumunun belirlenmesi ix
14 Şekil 4.4. Kaplama malzemesinin ve kesme parametrelerinin kesici takım çapındaki değişime etkisi Şekil 4.5. Farklı ilerleme durumları için talaş oluşumunun meydana geldiği kesici takım açısal pozisyonları ( 1 > 2 > 3 > 4, L 1 > L 2 > L 3 > L 4 ) Şekil 4.6. Takım çapındaki değişime bağlı olarak değişen kanal geometrileri ( a 1 /a 0 > b 1 /b 0, c 1 /c 0 > d 1 /d 0 ) Şekil 4.7. Aşınmaya bağlı olarak kenar radiusu değişimi aşamaları (r e2 > r e3 > r e1 ) Şekil 4.8. Kesici kenar radius değerinin takım çapı değişimiyle ilişkisi Şekil 4.9. Takım çapı ile kenar radiusunun kesme mesafesiyle değişimi Şekil Her bir kesme işlemi sonunda kesici kenarlardaki aşınmanın görüntülenmesi Şekil Kesici takımların Built-up edge performanslarının karşılaştırılması (a p =0,15 mm, f=5µm/ağız) Şekil MQL ve Kriyojenik ön soğutma işleminin takım çapı değişimi üzerindeki etkisi Şekil MQL mekanizmasının şematik görüntüsü Şekil Değişik imalat koşullarında kesici takımlardaki aşınmalar (f=3,75 µm/ağız, a p =0,1 mm) Şekil Minimal miktar yağlamanın BUE oluşumu üzerindeki etkisi Şekil Frezeleme işleminde kesme kuvveti bileşenleri Şekil AlTiN kaplı kesici takımla yapılan kesme işleminde meydana gelen kuvvet bileşenleri (f=5µm/ağız, a p =0,1 mm) Şekil Kesici takım türüne ve ilerleme hızına bağlı olarak kesme kuvvetlerindeki değişim Şekil Kesme derinliğine bağlı olarak kuvvet değerlerindeki değişim Şekil Nümerik ve deneysel kesme kuvvetleri arasındaki karşılaştırma Şekil İlerleme (F x ) ve Normal (F y ) kuvvetlere ait deneysel ve nümerik kuvvet sinyallerinin karşılaştırılması Şekil Kesici kenarlarda meydana gelen gerilme dağılımları ( a) 53 b) 88 ) Şekil İlerleme hızına bağlı olarak nümerik ve termal kameradan elde edilen kesme sıcaklığı değişimi Şekil İlerleme hızına bağlı olarak nümerik olarak elde edilen takım sıcaklığı değişimi Şekil İlerleme hızına bağlı olarak nümerik ve termal kamera görüntüleri Şekil Kesici kenar geometrisi olarak dikkate alınan kenar şekilleri Şekil Kesici kenar açısına bağlı olarak kesme kuvvetlerindeki değişim Şekil Kesici kenar açısına bağlı olarak kuvvet sinyallerindeki değişim Şekil Kesici kenar açısına bağlı olarak kayma açısının değişimi Şekil Kesici kenar açısına bağlı olarak takım gerilmelerinin değişimi (a) +8 b)0 c) -8 ) Şekil Kesici kenar açısına bağlı olarak kesme sıcaklığı ve takım sıcaklığının değişimi Şekil Kesici kenar açısına bağlı olarak takım-talaş temas boyunun değişimi Şekil Ağız başına ilerleme ve kaplama türüne bağlı olarak değişen pürüzlülük değerleri x
15 Şekil ,5 µm/ağız ilerleme ve 0,15 mm kesme derinliğinde işlenen yüzeylere ait 3 boyutlu topografik görüntüler Şekil Her bir takımın kesici kenarına yapışan talaşların görüntülenmesi. 117 Şekil AlCrN kaplı kesici takımla, 2,5 µm/ağız ilerleme ve 0,15 mm kesme derinliğinde işlenen yüzeylere ait SEM görüntüleri ( a) 0-5 mm b) mm) Şekil Kesici takım aşınmasıyla yüzey pürüzlülüğünün değişimi Şekil Takımdaki aşınmayla birlikte kesici kenar uç radiusundaki değişim (f=3,75 µm/ağız, a p =0,15 mm) Şekil Takımdaki aşınma ile birlikte değişen yüzey profilleri (a) L c =10 mm, b) L c =120mm) Şekil Farklı kesme koşullarının ortalama yüzey pürüzlülüğü üzerindeki etkisi Şekil Farklı kesme koşullarında işlenmiş yüzeylerin 3 boyutlu görüntüleri (f=2,5 µm/ağız, a p =0,15 mm) Şekil Çapak oluşumunun takım türüne göre değişimi Şekil Kesici takım aşınmasının ve ilerleme hızının çapak yoğunluğu üzerindeki etkisi (a p =0,15 mm) Şekil Aşınma ile birlikte kesici kenarlardaki değişim (AlCrN, a p =0,15 mm) Şekil BUE oluşumunun çapak yoğunluğu üzerindeki etkisi (a 1 a 2 : takımdaki aşınma ile meydana gelen kanal geometrisindeki daralma) Şekil BUE sonucu kanallarda görülen çapak yoğunlukları Şekil İlerleme hızının çapak oluşumu üzerindeki etkisi (a p =0,15 mm) Şekil Kesme derinliğinin çapak yoğunluğu üzerindeki etkisi (f=3,75 µm/ağız) Şekil MQL ve Kriyojenik ön soğutma işleminin çapak oluşumu üzerindeki etkisi (a p =0,15 mm) Şekil İş parçası üzerine uygulanan sıvı azot ve yapılan kesme işleminin şematik bir gösterimi xi
16 ÇİZELGELER DİZİNİ Sayfa Çizelge 2.1. Mikro imalat proseslerinin avantaj ve dezavantajları... 5 Çizelge 3.1. İnconel 718 nikel alaşımının kimyasal kompozisyonu (%) Çizelge 3.2. İnconel 718 nikel alaşımına ait bazı mekanik özellikler Çizelge 3.3. Kullanılan WC-Co a ait bazı mekanik özellikler Çizelge 3.4. Kullanılan kaplamalara ait bazı özellikler Çizelge 3.5. Coolube 2210 yağlayıcı sıvıya ait bazı özellikler Çizelge 3.6. Sonlu eleman çözümlerinde kullanılan iş parçası ve kesici takıma ait mekanik ve termal özellikler xii
17 SİMGELER VE KISALTMALAR DİZİNİ Al Alüminyum AlCrN Alüminyum Krom Nitrür AlTiN Alüminyum Titanyum Nitrür a p Kesme derinliği Ark PVD Cathodic Arc Physical Vapour Deposition C Karbon C Santigrat derece CNC Computer Numerical Control Co Kobalt Cu Bakır Cr Krom CVD Chemical Vapour Deposition d 1 Mikro freze çapı dev/dk Devir/dakika DLC Diamond Like Carbon f İlerleme hızı F c Kesme kuvveti Fe Demir F t Teğetsel kuvvet F r Radyal kuvvet Fy Normal kuvvet Fx İlerleme kuvveti g/cm 3 Gram/santimetre küp GPa Gigapascal q Orantısal sapma HRc Rockwell C HV Vickers sertlik Kg/cm 3 Kilogram/ santimetre küp khz Kilo Hertz Lc Takım talaş temas boyu m/dk Metre/dakika mm Milimetre mm 2 Milimetre kare mm/dk Milimetre/dakika mm 2 /s Milimetre kare/saniye MQL Minimum Quantity Lubrication Mn Mangan Mo Molibden MPa Megapascal ms Milisaniye µ Mikron µm Mikron metre N/mm 2 Newton/milimetre kare N/µm Newton/mikron metre Nb Niyobyum Ni Nikel p Kesici takımın eksenel sapma miktarı PA CVD Plasma Assisted Chemical Vapour Deposition xiii
18 PVD Physical Vapour Deposition R Bileşke kuvvet r e Kenar radiusu SEM Scanner Electron Microscobe SHPB Split Hopkinson Pressure Bar Si Silisyum t c Talaş kalınlığı t c1 Kesilen talaş kalınlığı t cmin Minimum talaş kalınlığı TiAlN+WC/C Titanyum Alüminyum Nitrür+Wolfram Carbide/Carbon TiAlN+AlCrN Titanyum Alüminyum Nitrür+Alüminyum Krom Nitrür Ti Titanyum V c Kesme hızı W/mK Watt/metre kelvin Takımın dönme açısı n Minimum talaş kalınlığı/kenar radiusu Sigma xiv
19 1. GİRİŞ Sanayi devrimiyle başlayan teknolojik gelişmeler, dünya üzerinde artan bir hızla ilerlemekte ve neredeyse her gün mevcut gelişmelere bir yenisi eklenmektedir. Yaşanan bu teknolojik gelişmelerden hiç şüphesiz imalat sektörü de nasibini almaktadır. Teknolojik gelişmelerle birlikte endüstriyel alanlarda da beklentiler ve gereksinimler o nispette artmaktadır. Bu noktadan hareketle günümüzde endüstrinin dikkat çektiği ve ihtiyaç duyduğu gereksinimlerin başında, yüksek hassasiyetli ve boyutları oldukça küçültülmüş ürünler gelmektedir. Özellikle havacılık ve uzay sanayi, biomedikal ve tıp endüstrisi gibi bir toplumun gelişmişlik düzeyini belirleyen endüstriyel alanlar, bu tür ürünlere yoğun bir şekilde ihtiyaç duymaktadırlar (Madou, 1997; Masuzawa, 2000; De Chiffre vd., 2003; Alting vd., 2003). İlk olarak 20. yüzyılın ortalarında saat endüstrisinde mikro ekipmanların imalatıyla gündeme gelen minyatür ürün imalatı, bu gün bir araştırma konusu olmanın ötesinde, bu teknolojiye sahip olan ülkelere önemli bir katma değer sağlamaktadır (Masuzawa, 2000). Özellikle, boyutsal anlamda yapılan iyileştirmeler sonucu büyük hacime ihtiyaç duyulan ürünler, bugün kolay taşınabilme ve kullanılabilme, düşük malzeme ve güç tüketimi, küçük numune gereksinimleri, yüksek ısı transferi ve daha iyi süreç entegrasyonu ve otomasyonu gibi özellikleri ile pek çok avantaj sağlayabilmektedir (Dornfeld vd., 2006; Jackson vd., 2006; Malekian vd., 2009). Bu teknoloji sayesinde elektronik alanında, devreler daha kompleks hale gelmiş mikro ölçekli elektronik devre elemanlarını içeren kartlar, imal edilmiştir. (Masuzawa, 2000) (Şekil 1.1). Sağlık sektöründe ise, üretilen özel ve hassas ekipmanlar yardımıyla (Şekil 1.2a) günümüzde pek çok cerrahi operasyon artık daha küçük bir kesikle, daha kısa zamanda ve riskleri daha azaltılmış bir şekilde gerçekleştirilmektedir. Bununla birlikte, otomotiv sektöründe de özellikle yakıt enjektörlerinin (Şekil 1.2b) kullanıma başlanmasıyla birlikte yakıt tüketiminde önemli ölçüde azalmanın olduğu görülmekte ve verimliliğin de arttığı bilinmektedir. Bu gelişmelerden dolayı, minyatür boyuttaki endüstriyel ürünlerin imalatı, popüler bir mühendislik araştırma konusu olarak gün yüzüne çıkmaktadır. Bu çerçevede yapılan araştırmalar, minyatür ürün imalatı ve mikro imalat proseslerini de içine alan mikro mühendislik üzerinde yoğunlaşmıştır. (Friedrich ve Vasile, 1996; Spath ve 1


 b) Dizel yakıt enjektörü (AA EDM, 2012). Üretilmek istenen ekipmanların boyutlarının çok küçük olması bu tür ürünlerin imalatındaki en önemli engeli teşkil etmektedir.")
20 Huntrup, 1999; Schaller vd., 1999; Vasile vd., 1999). Bu araştırma konusu, mikro ürünlerin tasarımından geliştirilmesine, modellenmesinden üretimine ve montajına kadar mikro ürünlerin ve onların üretim sistemlerinin sistematiğinin belirlenmesi ve sürdürülebilir imalat yöntemlerinin geliştirilmesini genel olarak hedef almaktadır (Alting vd., 2003; Dornfeld vd., 2006; Chae vd., 2006). Ayrıca üretilen ekipmanların geometrik ve ölçüsel olarak kalitelerinin artırılması, seri imalat altyapısının kurulması ve optimum imalat koşullarının sağlanması gibi başlıklarda bu araştırma konusunun temel hedeflerini oluşturmaktadır. Şekil 1.1. Minyatür elektronik devre ekipmanı (Physik Instrumente, 2013) a) b) Şekil 1.2. a) Minyatür Cerrahi robot kolları (Rubio, J., 2012) b) Dizel yakıt enjektörü (AA EDM, 2012). Üretilmek istenen ekipmanların boyutlarının çok küçük olması bu tür ürünlerin imalatındaki en önemli engeli teşkil etmektedir. Bu gün, minyatür parça imalatında farklı üretim teknikleri kullanılmaktadır (Madou, 1997; Masuzawa, 2000; De Chiffre vd., 2003; Alting vd., 2003). Fakat kullanılan yöntemlerin çoğu düşük üretim hızına 2
21 sahip olmasından dolayı proses maliyetini de olumsuz etkilemektedir. Bu olumsuz etki göz önüne alındığında, minyatür parça imalatında mikro frezeleme yöntemi gerek imalat işleminin hızı, gerekse de maliyeti noktasında ön plana çıkmaktadır (Dhanorker ve Özel, 2008). Mikro frezeleme işlemi konvansiyonel frezeleme işlemine oldukça benzemektedir. Fakat aralarında önemli bir boyut farkı vardır. Bu boyutsal fark mikro frezeleme işlemenin konvansiyonel frezeleme işleminden bağımsız olarak yeniden tanımlanmasını sağlamıştır. Çünkü konvansiyonel frezelemede ihmal edilen bazı parametreler (küçük titreşimler, kesici takım çapı, kesici takım kenar yuvarlatması (radiüsü) v.s.) mikro frezelemede önemli bir durum haline gelmiştir. Bu durum, mikro frezelemenin yeni bir araştırma konusu olarak ortaya çıkmasını sağlamıştır. Bu çerçevede yapılan çalışmalar, mikro frezeleme için hayati öneme sahip bu parametreler dikkate alınarak, optimum imalat koşullarının elde edilmesine yöneliktir. Bununla birlikte, yapılan bu çalışmalarda imalat işleminin çıktıları (kesme kuvveti, takım aşınması, yüzey pürüzlülüğü vs.) mikro frezelemedeki özel koşullar göz önüne alınarak yeniden tanımlanmıştır Tezin Amacı Yapılan bu tez çalışmasında, endüstride, havacılık, biomedikal, uzay, kimya vs. gibi önemli sahalarda kullanılan ve yüksek sıcaklıklarda iyi bir dayanım sergileyen İnconel 718 süper alaşımının mikro şartlarda frezelenmesinde, kaplanmış takımların performansı test edilmiştir. Kullanılan takımlar için performans kriteri olarak, kesme işlemi sırasında takımdaki aşınma, kesme kuvveti oluşumu, elde edilen yüzey kalitesi ve çapak oluşumu genel olarak dikkate alınmıştır. Çalışmada, İnconel 718 süper alaşımının iş parçası olarak seçilmesinin nedeni, talaşlı imalatı oldukça zor bir malzeme olan bu alaşımın, mikro boyutta işlenebilirliği için gerekli olan koşulların neler olabileceğinin tayin edilmesidir. Ayrıca, farklı kompozisyonlarda kaplanmış takımların performansının da değerlendirilmesi için iyi bir ölçüt olmasıdır. Bu sayede, İnconel 718 nikel alaşımının mikro boyutta işlenmesinde, kullanılan kesici takımın sahip olması gereken niteliklerin de belirlenmesi hedeflenmiştir. Ayrıca, imalatı gerçekleştirilen ürünün kalitesinin artırılması ve kullanılan takımın ömrünün uzatılması için imalat stratejilerinin önemi vurgulanmaya çalışılmıştır. 3
22 Bununla birlikte, çalışmanın bir diğer amacı ise; İnconel 718 süper alaşımının mikro frezelenmesinin nümerik olarak modellenerek, deneysel bir çalışmaya gerek duyulmadan imalat işlemi hakkında bilgi sahibi olunmasına olanak tanımaktır. Ayrıca, nümerik model sayesinde, deneysel olarak tespiti oldukça zor olan kesici takım gerilmesi, sıcaklık gibi imalat çıktılarını da tespit etmektir. Nümerik çözümlerden elde edilen verilerin, deneysel verilerle birlikte incelenmesiyle, imalat işlemi hakkında çok boyutlu bir değerlendirmenin yapılabilmesine imkan tanımaktadır. Bunun dışında, nümerik modelleme yardımıyla, değişik kesici kenar geometrilerinin, imalat işleminin verimliliği üzerindeki etkisi belirlemektir. 4
23 2. KAYNAK ÖZETLERİ 2.1. Minyatür Ürün İmalatı ve Üretim Yöntemleri Mikro işleme, genel olarak µm ölçü aralığındaki ekipmanların üretimi için kullanılan bir imalat yöntemidir (De Chiffre vd., 2003; Alting vd., 2003; Dharnoker ve Özel, 2008). Bu ölçü aralığına sahip ekipmanların üretiminde bugün pek çok yöntemin kullanıldığı görülmektedir. Bu yöntemler arasındaki temel fark ise, parça üzerinden malzeme uzaklaştırmada kullandıkları mekanizmadır. Kimyasal, elekriksel, mekanik ve titreşim bu imalat proseslerinin çalışma prensibini tanımlamaktadır (Masuzawa, 2000). Minyatür ölçekli teknolojik ürünlerin imalatında kullanılan yöntemler genel anlamda, malzemenin ergitilmesi veya buharlaştırılması esasına dayalı EDM (elektrik akımıyla işleme), LBM (Lazer ışınıyla işleme) EBM (elektron ışınıyla işleme) elektrokimyasal işleme, ultrasonik işleme, mikro mekanik işleme (tornalama, frezeleme, delik delme, taşlama vb.) şeklinde sınıflandırabilir (Egashira ve Masuzawa, 1999; Tönshoff vd., 1999; Takacs vd., 2003; Lim vd., 2003; Yu vd., 2003). Bu sayılan metodların gerek işleme kalitesi gerekse de üretim maliyeti ve zaman açısından bir takım avantaj ve dez avantajları söz konusudur (Çizelge 2.1). Çizelge 2.1. Mikro imalat proseslerinin avantaj ve dezavantajları (Masuzawa, 2000). Parametreler İmalat prensibi Mekanik etkilerle Ergitme/ Buharlaştırma Erime (Ablasyon) Çözülme Malzeme Derinlik uzaklaştırma hızı Genişlik Yumuşak Malzeme Sert Gevrek Mekaniksel deformasyon Kalıntı gerilme Yüzey Isı etkisiyle oluşan tabaka Avantajlı, + Kısmen, - Uygun değil Malzemenin ergitilmesi veya buharlaştırılması suretiyle işleme metodu, mikro ürün imalatında tercih edilen yöntemlerden bir tanesidir. Genel olarak bu imalat şekli 5
24 EDM (elektrik akımıyla işleme), LBM (Lazer ışınıyla işleme) EBM (elektron ışınıyla işleme) yöntemlerini kapsamaktadır. Bu yöntemler, iş parçası üzerindeki hedef bölgeye yüksek konsantrasyonlu enerji transfer ederek, yüksek ısı oluşumunu sağlamaktadır. Bu sayede, hedef nokta ergitilerek ortamdan uzaklaştırılmaktadır. Bu yöntemler yardımıyla geleneksel imalat yöntemleriyle işlenmesi zor olan malzemeler kolaylıkla işlenebilmektedirler (Masuzawa, 2000). Çünkü işlenecek malzemenin mekanik özelliklerinin bu imalat prosesleri için fazla bir önemi yoktur. Bunun yerine malzemelerin ısı iletim katsayısı, ergime noktası, kaynama noktası gibi termal özellikler bu imalat proseslerini etkilemektedir (Masuzawa, 2000). Bu yöntemin en önemli avantajı mekanik proseslerle kıyaslandığında kullanılan elektrodlar ile iş parçası arasında herhangi bir mekanik temasın olmamasıdır. Dolayısıyla takım deformasyonu ve kırılma gibi imalat problemleri söz konusu değildir. Bu sayede, çok ince elektrotların kullanımına izin vererek, çok küçük boyutlarda ürünlerin kolaylıkla işlenmesine imkan tanımaktadır. Bu özelliklerinden dolayı mikro imalat için oldukça uygun bir proses olduğu düşünülmektedir (Masuzawa, 2000, Chung vd., 2011). Bununla birlikte, bu yöntemlerin bir takım olumsuzlukları da mevcuttur. Özellikle iş parçası yüzeyinde meydana gelen ergiyik tabakası tamamen uzaklaştırılamamaktadır. Çünkü, soğuma esnasında malzeme, katılaşma sürecine girdiği için uzaklaştırılmak üzere ergitilen malzemenin bir bölümü iş parçası yüzeyinde kalmaktadır. Bu durum, geometrik hassasiyetin bozulmasına neden olabilmektedir (Tönshoff, 1999, Mazuzawa, 2000, Ulhman vd., 2010). EDM (elektro erezyon) mikro ekipman imalatında sıklıkla kullanılan bir yöntemdir. Bu yöntemde, elektrotlar vasıtasıyla iş parçası üzerine boşaltılan elektrik akımı sonucu, ark oluşumu sağlanmaktadır. Meydana gelen ark yardımıyla hedef bölgedeki malzeme ergitilmektedir. Daha sonra, sisteme entegre edilmiş basınçlı bir gaz yardımıyla ergitilmiş malzeme çalışma bölgesinden uzaklaştırılmaktadır (Şekil 2.1). Bu proses vasıtasıyla sertleştirilmiş çelik, sementit karbür gibi fonksiyonel malzemelerden mikro dişliler, enjeksiyon kalıpları, implantlar gibi değişik alanlardaki endüstriyel ürünler yüksek hassasiyette üretilmektedir (Mazuzawa, 2000, Rajukar vd., 2006; Ulhmann vd., 2010). 6
 malzemenin ergiterek ya da buharlaştırarak işleme yöntemlerinden bir diğeridir.")

25 Şekil 2.1. Elektro erezyon işleme metodunun şematik gösterimi ile bu teknikle üretilen geometrik yapı (Ulhmann vd., 2010). LBM (Lazer ışınıyla işleme) malzemenin ergiterek ya da buharlaştırarak işleme yöntemlerinden bir diğeridir. LBM metodunda, işlenecek malzeme üzerine yüksek enerji yoğunluklu ve optik bir sistem yardımıyla, odaklanma şekli ve hassasiyeti ayarlanmış lazer ışını gönderilmektedir. Bu sayede, malzeme üzerine düşen ışın, yüksek bir ısı enerjisi oluşturarak malzemenin erimesine/buharlaşmasına neden olmaktadır. Hal değişimine maruz kalan bu tabaka, basınçlı bir gaz yardımıyla ile ortamdan uzaklaştırılmaktadır (Şekil 2.2a,b) (Mazusawa, 2000; Dubey ve Yadava, 2008). Bu işlemde, malzeme ile lazer ışını arasında bir enerji transferi söz konusudur. Dolayısıyla herhangi bir kuvvet oluşumu meydana gelmemektedir. Bunun sonucu olarak, takım aşınması, titreşim gibi mekanik etkiler söz konusu değildir (Pham vd., 2007). Elektrokimyasal işleme metodunda ise, malzemelerin elektrokimyasal reaksiyonlarına bağlı olarak iletken malzemeler üzerinde gerçekleştirilen bir üretim metodudur. Bu imalat prosesinde, yüzeyde herhangi bir kalıntı tabakası ve mekanik etkilere bağlı olarak bir kalıntı gerilme meydana gelmediği için oldukça düzgün bir yüzey formu elde edilebilmektedir (Şekil 2.2c, d) (McGeough, 1974). 7
 Gareth, 2011; b) Meijer, 2004; c),d) Kim")

 özel karışım, iş parçası yüzeyine enjekte edilmektedir.")

26 a) b) c) d) Şekil 2.2. Lazer ışınıyla işleme ve elektrokimyasal işleme metodunun şematik gösterimi ile bu tekniklerle üretilen geometrik yapılar (a) Gareth, 2011; b) Meijer, 2004; c),d) Kim vd., 2005). Minyatür ekipman imalatında kullanılan diğer bir metot ise, mikro ultrasonik işleme yöntemidir. Bu yöntem, özellikle sert ve kırılgan olan seramik, elmas, cam gibi malzemelerin işlenmesinde kullanılmaktadır. Bu imalat yönteminde Şekil 2.3 te görüldüğü üzere iş parçasına ultrasonik frekansta titreşim uygulanmaktadır. Bununla birlikte, içinde aşındırıcı partiküllerin bulunduğu çamur kıvamındaki (su, yağ) özel karışım, iş parçası yüzeyine enjekte edilmektedir. Aynı zamanda dönme hareketi de yapan kesici takım vasıtasıyla, bu karışım ve içindeki aşındırıcı partiküller iş parçası yüzeyine sürekli çarpmakta ve yüzeyden malzemeyi uzaklaştırmaktadır. Bu işlemde uygulanan titreşim genliği, takımın uyguladığı statik yük ve sıvı-partikül karışımın yoğunluğu işlem üzerinde etkili parametrelerdir (Thoe vd., 1998; Yu vd., 2004; Hu vd., 2006; Yu vd., 2006; Cherku, 2008). Kompleks yapılı, üç boyutlu malzemelerin imalatında düşük maliyet etkisi, bu işlemin önemli avantajıdır. Bununla birlikte, işleme hızının düşük olması, dikkate değer bir takım aşınmasının meydana gelmesi, işleme bölgesindeki boşluk nedeniyle ölçüsel hassasiyetin kaybolması ve sıvı- 8
 Gonzalo vd., 2005, b) Hu, 2008).")
.")
27 partikül karışımının işleme ortamında sürekli devirdaiminin gereksinimi bu işlemin önemli dezavantajlarıdır (Hu, 2008). a) b) Şekil 2.3. Ultrasonik işleme metodu şematik gösterimi ve bu teknikle üretilen geometrik yapı (a) Gonzalo vd., 2005, b) Hu, 2008). Minyatür ölçekte ürün imalatında, çok daha az bir zamanda ve hassas bir üretimin gerçekleştirilmesi önemli bir olgudur. Çünkü geliştirilen mikro ürünlerin ticarileşmesi onların seri olarak imal edilebilmelerine bağlıdır (Chae vd., 2006). Bu yüzden yukarıda bahsedilen metotların, imalat hızı ve hacmi oldukça düşük olduklarından dolayı seri imalata yatkın değildirler (Chae vd., 2006). Mikro mekanik işleme, bu ihtiyaç doğrultusunda oluşturulan bir imalat yöntemi olarak ortaya çıkmıştır. Günümüzde mikro ekipman üretiminde yaygın olarak tercih edilen mikro mekanik işleme, temel olarak konvansiyonel tornalama, frezeleme ve delik delme işlemlerinin mikro ölçekte yapılmasına imkan sağlayan bir talaşlı imalat prosesidir. Bu üretim tekniklerinin, gerek işleme hızı ve gerekse de maliyet açısından sağladığı avantajlar nedeniyle uygulanabilirliği, diğer imalat tekniklerinden daha fazladır (Friedrich ve Vasile, 1996; Masuzawa ve Tönshoff, 1997; Schaller vd., 1999; Dornfeld vd., 2006). Özellikle mikro enjeksiyon kalıbı gibi, 3 boyutlu fonksiyonel yapıların imalatını, çok pahalı olmayan alt yapı gereksinimleriyle gerçekleştirmektedirler (Weck vd., 1997; Chae vd., 2006). Fakat bu imalat yöntemlerinde oldukça ince takımların kullanılması, maruz kaldıkları kuvvet altında kolaylıkla kırılmalarına neden olmaktadır. Ayrıca, takımların işleme sırasında elastik olarak eğilmesi, işleme hassasiyetinin bozulmasına sebebiyet vermektedir (Masuzawa, 2000). Mikro mekanik işleme metotlarının arasından da mikro frezeleme tekniği çoğunlukla tercih edilen bir yöntemdir. Tornalama ve delik delme işlemlerine 9
28 nazaran daha geniş bir üretim çeşitliliğine sahip olması ve ayrıca imalat hızı ve maliyeti, onun tercih edilmesini sağlamaktadır (Dhanorker ve Özel, 2008) Mikro Frezeleme Tekniği Mikro mekanik işleme metotlarından mikro frezeleme tekniği, çoğunlukla tercih edilen bir yöntemdir. Çünkü, tornalama ve delik delme işlemlerine nazaran farklı geometrilerde parçaları işleyebilme yeteneğine sahiptir. Aynı zamanda, imalat hızı ve maliyet konusunda da pek çok avantaj sağlamaktadır (Friedrich ve Coane, 1997; Dhanorker ve Özel, 2008). Mikro frezeleme tekniği ile mikro enjeksiyon kalıplarının imalatında 3 boyutlu mikro yüzeyler kolaylıkla işlenebilmektedir. Dolayısıyla bu tür kalıpların imalatında gerek maliyet, gerekse de zaman açısından önemli bir katkı sağlamaktadır. Bunun dışında, metalik malzemelerden, kompozitlerden, polimer ve seramiklerden fonksiyonel minyatür ürünleri kolaylıkla işleyebilmektedir (Chae vd., 2006). Mikro frezeleme işleminin yukarıda bahsedilen avantajlarının yanında bazı dezavantajları da söz konusudur. Bunlardan en önemlisi; gerek kullanılan kesici takımların, gerekse de imalat prosesinin çok küçük olmasıdır (Chae vd., 2006). Mikro frezeleme işlemi, temel olarak konvansiyonel (makro) frezeleme işlemine oldukça benzemektedir. Bir anlamda konvansiyonel frezelemenin boyutunun küçültülmüş hali de denebilir (Li vd., 2007; Zhu vd., 2009; Heamawatanachai ve Bamberg, 2009). Mikro ve makro frezeleme arasındaki farkta, buradan doğmaktadır. Mikro frezeleme, konvansiyonel frezeleme olarak da bilinen makro frezelemeden, talaş kaldırma teorisi açısından ayrılmaktadır. Bu yüzden, mikro frezelemede talaş kaldırma işleminin yeniden tanımlanması gerekmektedir. Bu imalat yöntemine ilgi duyan araştırmacılar, gerek proses farklılıklarını, gerekse de mikro frezeleme işlemine ait özel koşulları tanımlamak adına pek çok bilimsel çalışma gerçekleştirmişlerdir (Friedrich ve Vasile, 1996; Masuzawa ve Tönshoff, 1997; Schaller vd., 1999; Vasile vd., 1999; Dornfeld vd., 2006; Schmidt ve Tritschler, 2004; Chae vd., 2006; Filiz vd., 2007). Yapılan bu çalışmalarda imalat prosesinin çok küçük boyutlarda gerçekleştirilmesinden dolayı meydana gelen bir takım olumsuzluklara çözüm aranmıştır. Özellikle konvansiyonel frezelemede ihmal edilen küçük titreşimler ve kesme kuvvetleri gibi imalatı olumsuz etkileyen bazı koşullar, frezeleme işleminin verimliliğini etkilediği ileri sürülmektedir (Alting vd., 2003, 10
29 Chae vd., 2006). Çünkü mikro frezelemede oluşan titreşimlerin ve takıma etki eden kuvvetlerin, çok ince bir kesite sahip olan takımın çoğunlukla kırılmasına sebep olduğu ifade edilmektedir (Tansel vd., 1998; Tansel vd., 2000; Alting vd., 2003). Mikro frezeleme işleminde, talaş kaldırma sürecinde tercih edilen kesme parametreleri, düzgün bir talaş akışının gerçekleşmesi açısından önemlidir. Bu parametrelerde, gerekli optimizasyonun sağlanmaması, kesme işlemi sırasında uniform bir talaş oluşumun gerçekleşmemesine neden olmaktadır. Bunun yerine kesici takım, iş parçası yüzeyinde adeta bir ovalama/kazıma işlemi yaparak, iş parçasının elastik-plastik olarak şekil değiştirmesini sağlamaktadır (Liu vd., 2004a, b; Kim vd., 2004). Şekil 2.4 te görüldüğü üzere küçük kesme derinliklerinde malzeme, daha çok elastik olarak deforme olmaktadır. Oysa talaş kaldırma prosesi büyük ölçüde plastik deformasyonun hakim olduğu bir şekillendirme yöntemidir. Şekil 2.4. Kesici uç yarıçapının minimum talaş kalınlığına etkisi (Dharnoker ve Özel, 2008) Mikro frezeleme işleminde boyut etkisi ve minimum talaş kalınlığı Mikro frezelemeyi konvansiyonel frezelemeden ayıran en temel unsur hiç şüphesiz, her iki işlem arasındaki boyut farklılığıdır. Bu durum, mikro frezelemeyi daha karmaşık hale getirmektedir. Mikro frezelemede, kesici takım kenar radiusu, düzgün bir talaş oluşumunun meydana gelmesi açısından önemli bir rol oynamaktadır (Chae vd., 2006). Konvansiyonel frezeleme işleminde, kesme derinliği genellikle kesici takımın kenar radiusundan çok büyük olduğu için (Vogler vd., 2004; Chae vd., 2006) kesme sırasında düzgün bir talaş oluşumu sağlanabilmektedir. Bu durum, mikro frezeleme için herzaman mümkün değildir. Çünkü mikro frezelemede, kesme derinliği veya diş başına düşen ilerleme miktarının kesici takım kenar radiusuna oranı genellikle büyüktür (Bao vd., 2000; Kang vd., 2007). Böyle bir durumda kesici takım kenar radiusunun da etkisiyle kesici takım kenarı, negatif bir talaş açısı 11
30 karakteri sergilemekte, hatta talaş kaldırmak için yeterli derinliğe ulaşamamaktadır. Bu durum, kesme işleminde kararsızlıklara sebep olmaktadır (Shimada vd., 1993; Yuan vd., 1996; Kim vd., 2002, Chae vd., 2006; Sun ve Cheng, 2010). Bu yüzden, mikro frezeleme işleminde düzgün bir talaş oluşumunun meydana gelmesi için talaş derinliği ve ağız başına düşen ilerleme miktarının takım kenar radiusu ile arasında optimum bir oranın sağlanması gerekmektedir. Bu oran, minimum talaş kalınlığı ya da kritik talaş kalınlığı olarak tanımlanmaktadır (Ikawa vd., 1992; Shimada vd., 1993; Yuan vd., 1996; Spath vd., 1999; Chae vd., 2006; Li, 2009). Mikro frezeleme işleminde minimum talaş kalınlığınından dolayı temel olarak iki deformasyon mekanizması ile karşılaşılmaktadır. Bunlar unifom bir talaş oluşumunun meydana geldiği (t c >t cmin ) plastik deformasyon ve düzgün bir talaş oluşumunun görülmediği daha ziyade ovalama/kazıma mekanizmasının hakim olduğu (t c <t cmin ) elastik-plastik deformasyondur (Chae vd., 2006) (Şekil 2.5). İş parçasının ovalama/kazıma şeklinde deforme edilmesi, beraberinde bazı problemlerin oluşmasını da sağlamaktadır. Bu şekilde bir deformasyon sonucu, imalat boyunca kesme kuvveti, yüzey pürüzlülüğü ve çapak oluşumunda bir artışın görülmesi kaçınılmazdır (Yuan vd., 1996; Chae vd., 2006, Filiz vd., 2007). Bunun için optimum kesme parametrelerinin belirlenmesi önemlidir (Liu vd., 2006). t c t c t c t c< t cmin t c t cmin t c> t cmin Şekil 2.5. Minimum talaş kalınlığı etkisinin şematik gösterimi (Chae vd., 2006). Minimum talaş kalınlığının direk olarak elde edilmesi oldukça zordur. Bunun yerine araştırmacılar, gerek deneysel gerekse de nümerik metotlarla minimum talaş derinliğini tanımlamaya çalışmışlardır (Weule vd., 2001; Schmidt vd., 2002; Kim vd., 2002; Vogler vd., 2004(a); Vogler vd., 2004(b); Schmidt ve Tritschler, 2004; Kim vd., 2004). Bunlar arasından Vogler ve diğerleri (2004) sonlu elemanlar simülasyonlarını kullanarak çelik bir malzeme için minimum talaş kalınlığını elde 12
31 etmişler ve minimum talaş kalınlığının perlit ve ferrit malzemeler için sırasıyla, kesici takım kenar radiusunun 0,2 ve 0,3 katı olduğunu ileri sürmüşlerdir (Şekil 2.6). a) b) Şekil 2.6. Minimum talaş kalınlığından küçük (a) ve minimum talaş kalınlığından büyük (b) talaş kalınlıklarında yapılan kesme işleminin simülasyon görüntüleri (Vogler vd., 2004). Minimum talaş kalınlığı, kesici takım kenar radiusu ile iş parçası malzemesi özelliklerine bağlıdır (Yuan vd., 1996). Bu durum göz önüne alınarak minimum talaş kalınlığının işlenen parçanın özellikleriyle olan ilişkilisi Liu vd. (2006), tarafından araştırılmıştır. AISI 1040 ve Al6082-T6 malzemeleri üzerinde yapılan deneysel ve analitik çalışmada, AISI 1040 çeliği için t cmin /r e = 0,2-0,4 arasında, Al6082-T6 malzemesi için ise; 0,4 olan bir oran elde etmişlerdir. Bu elde edilen sonuçlar, aynı zamanda literatürde benzer malzemelerle yapılan çalışmalardaki sonuçlarla da iyi bir uyum içinde olduğu vurgulanmıştır (Şekil 2.7). Bir diğer çalışmada ise; Yuan vd. (1996), alüminyum alaşımının mikro işlenmesinde minimum talaş kalınlığı değerini deneysel olarak tanımlamışlardır. Yaptıkları çalışma neticesinde, minimum talaş derinliğinin kesici takım kenar radiusunun %20 si ile %40 ı arasında olduğunu tahmin etmişlerdir. AISI 1040 AISI 1040 n =tcmin/re n =tcmin/re Şekil 2.7. Takım kenar radiusu ve kesme hızına bağlı olarak minimum talaş kalınlığının değişimi (Liu vd., 2006). 13
, tek kristal yapılı elmas bir kesici takımla alüminyum, pirinç ve bakır malzemeleri üzerinde hem teorik, hemde deneysel bir araştırma gerçekleştirmişlerdir.")
32 Minimum talaş kalınlığı üzerine yapılan bir diğer çalışmada da, bu parametrenin aynı zamanda kesici takım ve iş parçası arasındaki sürtünme koşullarından da etkilendiği ileri sürülmüştür. Son vd. (2005), tek kristal yapılı elmas bir kesici takımla alüminyum, pirinç ve bakır malzemeleri üzerinde hem teorik, hemde deneysel bir araştırma gerçekleştirmişlerdir. Yapılan çalışma sonucunda, minimum talaş kalınlığının sırasıyla 0,09 0,1 ve 0,12 olduğu teorik sonuçlardan elde edilmiştir. Bu sonuçlar aynı zamanda deneysel verilerle de uyum içinde olduğu ifade edilmiştir. Bununla birlikte, minimum talaş kalınlığının sürtünme katsayısı ve kenar radiusu ile ilişkili olduğu ve minimum talaş kalınlığında, yüzey özelliklerinin de iyileştiği çalışmada belirtilmiştir (Şekil 2.8). tcmin Şekil 2.8. Minimum Talaş kalınlığının sürtünme katsayısı ve kesici kenar radiusu ile ilişkisi (Son vd., 2005) Mikro frezelemede iş parçası mikro yapısının etkisi Mikro frezeleme işleminde, iş parçası malzemesinin mikro yapısı, önemli bir parametredir (Dornfeld vd., 2006). Çünkü imalat işleminin boyutundan dolayı malzeme içyapısındaki tane boyutu, bazen mikro frezeleme işleminde kesme derinliği ve ilerleme miktarından, hatta kullanılan kesici takımın kenar radiusu değerinden daha büyük olabilmektedir (Dornfeld vd., 2006). Bu durum, malzemenin anizotropik ve homojen olmayan bir davranış sergilemesine neden olmaktadır. Bu nedenle, kesme işlemi boyunca, malzemenin tane yapısı, tane sınırı ve kristalografik yönelme gibi karakteristiklerin sürekli değişmesi, oluşan kesme kuvvetlerini, titreşimleri vs. talaş kaldırma sürecini etkileyen parametreleri etkilemektedir (Ueda 14
 Vogler vd., 2003). Bu konu üzerine yapılan bir diğer çalışmada, homojen olmayan bir yapıya sahip malzemelerin imalat sırasında titreşimlere sebebiyet verdiği ileri sürülmüştür.")
, tarafından ileri sürülmüştür.")
33 vd., 1980; Grum ve Kisin, 2003; Liu vd., 2004; Simoneau vd., 2006a, b; Min vd., 2006; Dornfeld vd., 2006) (Şekil 2.9). a) b) Şekil 2.9. Kesme işleminde kesici kenarın tane sınırları boyunca hareketi (a) Takacs vd., 2003, b) Vogler vd., 2003). Bu konu üzerine yapılan bir diğer çalışmada, homojen olmayan bir yapıya sahip malzemelerin imalat sırasında titreşimlere sebebiyet verdiği ileri sürülmüştür. Aynı çalışmada, ayrıca kristalografik yapının ve tane dizilişlerindeki değişimin talaş kaldırma işleminde kayma açısını değiştirdiğinden söz edilmiştir (Lee vd., 2001; Lee vd., 2002). Bunun yanı sıra, iş parçası malzemesi ve sertliği ile ilişkili olarak kesme kuvvetindeki değişim Grum ve Kisin (2003), tarafından ileri sürülmüştür. Alüminyum - silisyum alaşımlarını kullandıkları çalışmalarında, malzeme mikro yapısındaki değişimle birlikte kesme kuvvetinin de değiştiği gözlemlenmiştir. Ayrıca kesici takım, iş parçasındaki metalürjik bir fazdan diğerine geçişinde, işleme hatalarına, titreşime ve hızlı bir takım aşınmasına neden olduğu bildirilmiştir. Bu tür durumların ortadan kaldırılması homojen bir malzeme yapısının elde edilmesiyle sağlanabilmektedir. Bunun için yapılan bir çalışmada (Weule vd., 2001) homojen olmayan AISI 1045 çeliğine 180 ile 600 ºC arasında değişen sıcaklıklarda ısıl işlem uygulanmıştır. Uygulanan ısıl işlem neticesinde, homojen bir yapının elde edildiği ileri sürülmüştür (Şekil 2.10). 15

34 Şekil Farklı sıcaklıklarda ısıl işlem görmüş AISI 1045 çeliğine ait mikro yapı görüntüleri (Weule vd., 2001) Mikro frezeleme işleminde kesme kuvveti oluşumu Talaşlı imalat prosesinin niteliğini belirleyen önemli parametrelerden bir tanesi de kesme işlemi boyunca oluşan kesme kuvvetleridir. Gerek konvansiyonel frezeleme işleminde, gerekse de mikro frezeleme işleminde kesme kuvvetleri, kesici takımın efektif olarak kullanım ömrünü önemli ölçüde etkilemektedir. Özellikle mikro frezeleme işleminde kesme kuvvetleri, sadece kesici takım ömrü açısından değil, imalatı gerçekleştirilen ürünün kalitesi açısından da önem arz etmektedir. Çünkü oldukça ince bir kesit alanına sahip kesici takım, üzerine etki eden kuvvetler nedeniyle eğilerek elastik bir deformasyona uğramaktadır. Bu deformasyon sonucunda imalat hatası diyebileceğimiz iş parçasının geometrik yapısında da bozulmalar görülmektedir (Yang ve Choi, 1998; Kim vd., 2004; Lopez vd., 2004; Philippe ve Jean-Yves, 2006; Ucun vd., 2011). Mikro frezelemede, kesme kuvvetinin oluşumu, konvansiyonel frezelemeyle genel anlamda benzer bir karaktere sahiptir. Fakat, her iki işlem arasındaki, talaş oluşum mekanizmasındaki farklılıklar, kesme kuvveti karakteristiklerinin de değişmesine neden olmaktadır. Çünkü mikro frezelemede kesme kuvvetleri, talaş oluşumuyla doğrudan ilişkilidir (Chae vd., 2006). Yani boyut etkisinden dolayı, kesici kenarda negatif bir talaş açısı söz konusudur. Böyle bir durumda da talaş oluşumunda farklılıklar görülmektedir. Bunun bir sonucu olarak, kesme kuvvetlerinde kararsızlıklar meydana gelebilmektedir (Vogler vd., 2004; Chae vd., 2006; Özel vd., 2007). Mikro frezelemede, kesme kuvvetini tanımlayan iki husus önem taşımaktadır. Bunlar, talaşın kayarak ve uniform olarak şekillendiği durumda oluşan kayma kuvveti ve minimum talaş derinliğinin altındaki talaş derinliklerinde görülen (plowing) kuvvettir (Şekil 2.11). (Özel vd., 2007). Bu yüzden, kesme kuvveti, talaş 16

35 derinliği ve ilerleme hızı parametrelerinden oldukça etkilenmektedir (Sim ve Yang, 1993; Yazar vd., 1994; Tarng ve Cheng, 1993; Altıntaş, 1994). Bu sebeple, mikro frezeleme işleminde oldukça önemli bir parametre olan kesme kuvvetinin, minimum seviyeye indirilmesi, talaş derinliği ve ilerleme hızının optimizasyonuna bağlıdır (Philippe ve Jean-Yves, 2006). Kayma Kazıma Kazıma Şekil Mikro frezeleme işleminde kesme kuvvetinin kesit boyunca karakteristiği (Li, 2009). Mikro frezelemede, kesme kuvveti oluşumu oldukça kompleks bir yaklaşımdır. Çünkü mikro frezeleme işleminde kesme kuvvetinin oluşumu, talaş derinliği yada ilerleme hızının, kesici takım kenar radiusu ile arasındaki ilişkiyle açıklanabilir. Bir anlamda kesme işlemi boyunca talaş oluşumu, kesme kuvvetinin karakteristiğini belirlemektedir (Vogler vd., 2004; Chae vd., 2006). Bu yüzden mikro frezeleme işleminde kesme kuvvetinin tahmini konvansiyonel frezeleme işleminden farklı olduğu anlaşılmıştır (Tlusty ve Macneil, 1975; Tlusty ve Andrews, 1983; Lucca vd., 1995; Kim ve Kim, 1995; Bao ve Tansel, 2000; Chae vd., 2006). Konvansiyonel frezelemede, kesme işlemi boyunca kesme kuvvetlerinin değişimi için genellikle Tlusty ve Macneil (1975) tarafından geliştirilen analitik model kullanılmaktadır. Bu analitik kesme kuvveti modeli ise; temel olarak üç varsayıma dayanmaktadır. Bu varsayımlardan ilki, teğetsel kuvvetlerin, kesme alanıyla orantılı olduğu varsayımıdır. Bu durum, Denklem 2.1 de analitik olarak ifade edilmiştir. F t =K m.a p.t c1 (2.1) 17
36 Bu ifade de F t, teğetsel kuvvet, K m kesilen malzemeye ait katsayı, a p, kesme derinliği ve t c1, ise kesilen talaş kalınlığı olarak tanımlanmıştır. İkinci olarak ise; radyal kesme kuvvetlerinin, teğetsel kuvveti ile orantılı olduğudur. Bu yaklaşım ise; Denklem 2.2 deki ifade ile tanımlamıştır. F r =q. F t (2.2) Burada da F r radyal kesme kuvveti, q ise, orantısal faktör olarak tanımlanan bir parametredir. Son olarak, kesme işlemi boyunca oluşan talaş kalınlığını da Denklem 2.3 ile ifade etmişlerdir. Buradaki parametreler ise, f t, diş başına ilerleme miktarını, ise, takım kesme açısını göstermektedir. t c1 =f t. sin (2.3) Fakat mikro frezeleme işleminde, kullanılan kesici takım çapının küçük olması, kesici takımda dönme sırasında oluşan eksantriklik ve kesme sırasında oluşan küçük titreşimler ile iş parçasının elastik-plastik deformasyonu, kesme kuvvetlerinin oluşumunda konvansiyonel frezeleme işleminden farklılık göstermektedir. Mikro frezeleme işleminde bu tür koşulların mevcudiyeti oluşan kuvvetleri etkilediği gibi, kesici takımın hızlı bir şekilde hasara uğramasına, hatta ani kırılmalara da neden olabilmektedir (Gygax, 1979; Kim ve Kim, 1995; Liu vd., 2004). Bu farklılığı ortaya koymak adına pek çok analitik çalışma gerçekleştirilmiştir (Bao ve Tansel, 2000; Fang, 2003; Dow vd., 2004; Zaman vd., 2006). Yapılan bir diğer çalışmada, konvansiyonel frezeleme ile mikro frezeleme arasında meydana gelen kesme kuvveti farklılığının, talaş oluşumu ile ilgili olduğu vurgulanmıştır. Her bir imalat şekli için geliştirilen modelde, makro frezeleme için, talaş, kayma düzlemi boyunca düzgün bir şekilde deforme olurken, mikro frezelemede, uniform bir talaş akışının olmadığı ifade edilmiştir. Bunun bir sonucu olarakta, takım talaş arayüzeyi boyunca kayma gerilmelerinin sürekli arttığı vurgulanmıştır (Kim ve Kim, 1995). Diğer bir analitik çalışma ise, Bao ve Tansel (2000) tarafından gerçekleştirilmiştir (Şekil 2.12). Bu çalışmada, takımın dönme ve ilerleme sırasındaki uç yörüngesi dikkate alınarak, talaş kalınlığının analitik bir modelle hesaplanması amaçlanmıştır. Bu model yardımıyla, kesici ağıza düşen 18
37 ilerleme miktarının, takım kenar radiusuna oranının çok büyük olduğu durumda kesme kuvvetlerinin tahmin edilmesi hedeflenmiştir. Konvansiyonel frezeleme için, Tlusty ve Mcneil (1975) in geliştirmiş oldukları model ile bu çalışmada geliştirilen kesme kuvveti modeli arasındaki fark, ağız başına düşen ilerleme miktarının kesici kenar radiusuna oranının 0,1 den büyük olduğu değerlerde görülmüştür. Bununla birlikte, geliştirilen modelle yapılan kesme kuvveti tahminlerinin deneysel datalarla iyi bir uyum içinde olduğu ifade edilmiştir. a) b) Şekil Mikro frezeleme ve konvansiyonel frezeleme modelleri arasındaki kuvvet değişimleri a) Normal kuvvet, b) ilerleme kuvveti (Bao ve Tansel, 2000). Yapılan çalışmalara bakıldığında kesme kuvvetleri üzerinde talaş oluşumunun önemli bir etkisi olduğu vurgulanmaktadır (Chae vd., 2006). Bu konuya daha spesifik bir açıdan bakan bazı araştırmacılar da, kesici takımın kesme sırasında her hangi bir açısal pozisyonundaki teğetsel kesme kuvveti değerinin, o anki temas ettiği talaş alanı ile orantılı olabileceğini ileri sürmüşlerdir ( Tlusty ve Mcneil, 1975; Bao ve Tansel, 2000; Zaman vd., 2006). Bu hususta, Zaman vd. (2006), yapmış oldukları bir çalışmada kesici takımın açısal pozisyonuna bağlı olarak talaş ile temas ettiği alanı referans alan, üç boyutlu analitik bir model geliştirilmiştir. Bu model vasıtasıyla, kesme sırasında oluşan teğetsel kuvvetlerin değişimi tahmin edilmiştir. Ayrıca elde edilen sonuçlar, deneysel verilerle kıyaslandığında yaklaşık % 90 oranında bir uyumun olduğunu ifade edilmiştir (Şekil 2.13). 19
38 Şekil Talaş alanına bağlı olarak deneysel ve teorik kesme kuvvetinin karşılaştırılması (Zaman vd., 2006). Bunula birlikte, bazı çalışmalarda kesici takımın dönmesi sırasında meydana gelen eksantrikliğinde, kesme kuvvetinin oluşumu üzerinde önemli bir etkiye sahip olduğu bildirilmektedir. Ayrıca düşük ilerleme hızlarında meydana gelen kuvvetlerin de kararsız bir seyir izlediği ve artan ilerleme miktarıyla birlikte daha düzgün bir kuvvet eğrisinin oluştuğu ileri sürülmektedir (Filiz vd., 2007; Liu vd., 2004a, b). Bu konu üzerine yapılan bir çalışmada, küçük ilerleme hızlarında, kesme işlemi yapan kesici ağızları özellikle talaş kaldırılacak düzlemin başlangıç ve son bölümlerinde tam bir talaş oluşumunun meydana gelmediği, bu bölgelerde iş parçası daha çok elastikplastik olarak deforme olduğu ileri sürülmüştür. Bu durumun devamında diğer kesici ağız aynı düzleme geldiğinde, bu kez bir önceki kesici ağzın geçişinde elastik deformasyon sonucu uzaklaştırılmayan malzeme, daha kalın bir talaş kesiti ile birlikte uzaklaştırıldığı ifade edilmiştir. Bu durumun kesme kuvvetinde kararsızlıklara neden olduğu bildirilmiştir (Filiz vd., 2007) (Şekil 2.14). 20

39 Şekil Küçük ilerleme hızlarında talaş oluşumunun şematik gösterimi (Filiz vd., 2007). Bu duruma bir diğer katkı da Liu vd. (2004), yapmış oldukları çalışma gösterilebilir. Özellikle küçük ilerleme hızlarında, takım titreşimlerinin ve iş parçasının elastik deformasyonunun, kesme kuvveti oluşumunu etkilediği belirtilmiştir. Yine aynı çalışmada, küçük ilerleme hızlarının, iş parçasının elastik deformasyonundan dolayı imalat işleminde kararsızlıklara neden olduğuna değinilmiştir İş parçası yüzey pürüzlülüğü ve doğruluğu Mikro frezeleme işlemi sonunda, oluşan yüzey pürüzlülüğü ve doğruluğu, ürün kalitesini belirleyen en önemli parametrelerdendir. Konvansiyonel imalat proseslerinde, imalat sonrası ilave işlemlerle, üretilen parçanın yüzey kalitesi artırılabilmektedir. Fakat mikro frezelemede bu durum biraz farklıdır. Çünkü çok küçük bir geometrik yapıya sahip olan minyatür ürünler, ilave bir yüzey düzeltme işlemi için uygun olmayabilir. Bu yüzden mikro frezelemede, yüzey oluşumu ve bu oluşum üzerindeki etkin parametrelerin tanımlanması önemlidir. Mikro frezelemede, yüzey kalitesini belirleyen en önemli unsur minimum talaş kalınlığıdır. Bu parametrenin oluşan yüzey karakteristiği üzerindeki etkisi yapılan çalışmalarda açıkça ortaya konmuştur. (Yuan vd., 1996; Li vd., 2008; Bisacco vd., 2006; Shreyes ve Melkote, 2006, Vogler vd., 2004). Bunun yanı sıra, kesici takımın dönmesi sırasında meydana gelen eksantrikliğin de, düşük bir yüzey kalitesine neden olduğu ifade edilmektedir (Kline ve Devor, 1983; Lee ve Cheung; 2001; Schmitz vd., 2007; 21
40 Makki vd., 2009). Yapılan bir diğer çalışmada da kesici takımdaki eksenel sapmadan dolayı daha pürüzlü bir yüzeyin elde edildiği ve buna sebep olan etken ise, kesici takım ağızlarının iş parçası üzerinde homojen olmayan kesme izleri oluşturması gösterilmektedir (Lee ve Cheung, 2001). Minimum talaş kalınlığı altındaki talaş derinliklerinde ve ağız başına ilerleme değerlerinde, pürüzlülük değerinin arttığı ifade edilmiştir. (Weule vd., 2001; Vogler vd., 2004; Takacs vd., 2003; Aramcharoen ve Mativenga, 2008; Chae vd., 2006). Bu konu üzerine yapılan bir çalışmada Vogler vd. (2004), minimum talaş kalınlığı miktarına bağlı olarak bir yüzey pürüzlülüğü modeli geliştirmişler ve minimum talaş kalınlığı altındaki ilerleme değerlerinin, işlenen yüzeyin kalitesini olumsuz etkilediğini ifade etmişlerdir. Bununla birlikte, minimum talaş kalınlığı altındaki parametrelerde iş parçasında görülen deformasyon (ovalama/kazıma) şeklinden dolayı, malzemenin yüzeyinde ve yüzey altında aşırı yük ve kalıntı gerilmeleri iş parçası yüzeyi üzerinde olumsuz bir etkiye sahip olmaktadır. Bu sonuçlar, Son vd. (2005), yapmış olduğu bir çalışmayla da desteklenmektedir. Bu sonuçlara paralel bir diğer bulgu ise; Li vd. (2008), yapmış oldukları çalışma gösterilebilir. Bu çalışmada, minimum talaş kalınlığına bağlı olarak bir yüzey pürüzlülük modeli geliştirilmiştir. Elde edilen model ve deneysel veriler sonucunda, özellikle düşük ilerleme değerlerinde yani minimum talaş kalınlığının altındaki parametrelerde, daha pürüzlü bir yüzey oluşumu gözlenmiştir (Şekil 2.15). Bunun dışında kesici takımda meydana gelen aşınmalarda yüzey pürüzlülüğünü etkilediği yapılan çalışmalarda görülmüştür. Bazı çalışmalarda aşınmanın pürüzlülük değerini olumsuz etkilediği ileri sürülürken bazı çalışmalarda da bunun aksine yüzey kalitesini artırdığı ifade edilmiştir (Schmidt ve Tritschler, 2004; Fang vd., 2004; Filiz vd., 2007; Li vd., 2008). 22
.")
41 Yüzey Pürüzlülüğü (µm) t cmin t cmin dikkate alınmadığı model sonucu t cmin dikkate alındığı model sonucu Deneysel sonuç Ağız başına ilerleme (µm) Şekil Minimum talaş kalınlığından küçük ve büyük ilerleme değerlerinde oluşan pürüzlülük değerleri (Li vd., 2008). Yüzey pürüzlülüğü konusunda bir diğer önemli parametre ise, iş parçası malzeme özellikleridir. Yumuşak malzemelerin, sünek olması ve kesme işleminden sonra, yüzeydeki bir miktar elastik malzeme hareketi, pürüzlülüğün artmasına neden olduğu düşünülmektedir. Bu durumun aksine gevrek malzemelerde ise, daha düzgün yüzeylerin elde edildiği ileri sürülmüştür (Weule vd., 2001; Schmidt ve Tritschler, 2004; Ulhmann vd., 2005; Takacs vd., 2003). Spath ve Huntrup (1999), yapmış oldukları bir çalışma, yukarıda ileri sürülen bu yaklaşımları doğrulamaktadır. Ferritik ve perlitik yapılı malzemeler üzerinde yapılan kesme işlemi sonunda, oluşan yüzey pürüzlülüğü ve düzgünlüğü açısından farklı görülmüştür. Benzer bir durum Weule vd. (2001), yapmış oldukları çalışmada da ifade edilmiştir. Özellikle Ferrit yapının yüksek elastikiyet özelliği, kesme işlemi sonrasında, yüzeyin bir miktar elastik olarak toparlanmasına sebebiyet vermiştir. Bunun bir sonucu olarak, yüzeyde bozulmalar meydana geldiği ifade edilmiştir. Buna karşın perlitik yapıda ise, daha düzgün bir yüzey elde edilmiştir (Şekil 2.16). Perlit Ferrit Şekil Farklı mikro yapıların yüzey oluşumundaki etkisi (Weule vd., 2001). 23
42 Bu konu üzerine yapılan bir diğer çalışmada da Wang vd. (2007), farklı tane yapılarına sahip malzemelerin mikro frezelenmesin de meydana gelen yüzey ve çapak oluşumu üzerindeki etkisini tanımlamışlardır. Tane yapılarının sahip olduğu fiziksel özelliklerin işlenen malzemenin kalitesi açısından önemli parametreler olduğu ifade edilmiştir. Ayrıca işleme sırasında meydana gelen kesikli talaş oluşumunun da tane sınırının bir etkisi sonucu meydana geldiği ifade edilmiştir İmalat sonrası çapak oluşumu Mikro frezeleme de yüzey pürüzlülüğü kadar önemli bir diğer konuda, imalat sonrası çapak oluşumudur. Çapak oluşumu, genel olarak talaşlı imalatla üretilen parçalarda istenmeyen bir durumdur. Fakat büyük parçaların imalatında, bu problemin ilave proseslerle kolaylıkla ortadan kaldırılabilir olması, bu sorunun göz ardı edilmesini sağlamıştır. Oysa mikro işlemede, çapak oluşumu çok daha önemlidir. Çünkü imalat sonrası, minyatür parça üzerinde oluşan çapakların temizlenmesi oldukça zor ve maliyeti yüksektir (Lee ve Dornfeld, 2005; Chae vd., 2006; Filiz vd., 2007). Bu yüzden, mikro frezeleme işleminde çapak oluşumu mümkün oldukça engellenmeli ya da minimum düzeye indirilmelidir (Lee ve Dornfeld, 2005). Çapak oluşumu kesme parametrelerinden oldukça etkilenmektedir (Schmidt ve Tritschler, 2004; Lee ve Dornfeld, 2005; Litwinski vd., 2006; Chern vd., 2007). Bunun yanı sıra kesici takımdaki eksenel sapmanın ve meydana gelen aşınmanın da imalat sırasında çapak oluşumuna neden olduğu ifade edilmektedir. (Weule vd., 2001; Lee ve Dornfeld, 2002; Litwinski vd., 2006; Chern vd., 2007). Bu konu üzerinde, Weule vd. (2001), farklı sertliklere sahip malzemeler üzerinde yapmış oldukları bir çalışmasında, sert malzemelerde daha fazla çapak oluşumu meydana geldiği ileri sürülmüştür. Gözlemlenen bu duruma, sert malzemelerin işlenmesi boyunca görülen hızlı aşınmanın neden olabileceğini ifade etmişlerdir. (Şekil 2.17). Benzer bir sonuçta, Lee ve Dornfeld (2005), tarafından yapılan bir çalışmada elde edilmiştir. Çalışmada, yüksek ilerleme hızlarında çapak oluşumunun büyüdüğü ve ayrıca kesme hızına bağlı olarak artan takım aşınmasının çapak oluşumunu artırdığı gözlemlenmiştir. 24
43 Şekil Farklı malzemelerin çapak oluşumu üzerindeki etkisi (Weule vd., 2001). Bu konu üzerine yapılan çalışmaların bazıları ise; çapak oluşumunun önlenmesi yada minimum düzeye indirilmesi üzerine olmuştur (Schaller vd., 1999, Chern vd., 2007). Chern ve diğerlerinin (2007), yapmış oldukları bir çalışmada, çapak oluşumu deneysel olarak incelenmiş ve meydana gelen çapaklar dört grupta değerlendirilmiştir. Çapak oluşumunu önlemek için kesme derinliği ve ilerleme değerinin minimum düzeyde olması gerektiği ifade edilmiştir. Schaller vd. (1999), yapmış olduğu bir diğer çalışmada ise, pirinç ve paslanmaz çelik malzemesinin işlenmesi boyunca görülen çapak oluşumunun azaltılması üzerine bir çalışma gerçekleştirmişlerdir. Çalışmada pirinç malzeme, çabuk sertleşebilen polimer bir malzeme ile kaplanmıştır. Bu bölgenin işlenmesinden sonra yapılan kaplama aseton yardımıyla temizlenmiş ve bu sayede çapak oluşumunun azaltıldığı ileri sürülmüştür. Aynı çalışmada paslanmaz çelik için ise, elektrokimyasal parlatma tekniği ile çapak oluşumunun önüne geçilebileceği ifade edilmiştir Mikro Frezelemede Kullanılan Kesici Takımlar Talaşlı imalat işlemlerinin en önemli aktörü hiç şüphesiz kesme işlemini gerçekleştiren kesici takımlardır. Kullanılan kesici takımlar, imalatı gerçekleştirilen ürünün kalitesini ve üretim maliyetini birinci dereceden etkilemektedir (Chae vd., 2006). Bu yüzden, yapılacak imalata uygun kesici takımın seçimi kritik bir süreçtir. Mikro frezeleme işleminde kullanılan kesici takımlar, imalat işleminin boyutunu ve hassasiyetini belirleyen önemli unsurdur. Konvansiyonel imalat işlemlerine nazaran, oldukça küçük olan mikro takımlar, geometrik yapılarından dolayı oldukça rijit ve sahip oldukları yüksek doğal frekanslarından dolayı da iyi bir dinamik kararlılığa sahiptirler (Cox vd., 2004; Chae vd., 2006). 25
44 Elmas takımlar, oldukça hassas işlemlerin yapıldığı imalat işlemlerinde sıklıkla tercih edilen bir kesici takım olmuştur. Bu takımlar, sertlikleri ve kristal yapılarından dolayı kesici kenarlarına kolaylıkla keskin bir form verilebilmektedir. Bu durum elmas takımların tercih edilme nedenleri arasındadır. Bunun yanı sıra özellikle demir içeren malzemelerle kimyasal olarak etkileşime yatkınlığı bu takımların kullanımı önündeki en büyük engeldir. Bu özelliği, kesici takımların kolaylıkla aşınmasına neden olmaktadır (Weck vd., 1997; Kalpakjian ve Schmid, 2002; Shabouk ve Nakamoto, 2003; Chae vd., 2006; Sun ve Cheng, 2010). Bu yüzden, tungsten karbür kesici takımlar mikro frezeleme işleminde oldukça sık kullanılmaktadır. Ayrıca yüksek sıcaklıklarda göstermiş oldukları mekanik özellikler bu takımların tercih edilmelerini sağlamaktadır. WC-Co kesici takımlarda yüksek bir aşınma direncinin sağlanması yapısındaki tane boyutuyla da ilişkilidir. Bunun yanı sıra kompozisyonundaki Co oranı da takımların dayanımları üzerinde etkisi vardır (Kalpakjian ve Schmid, 2002; Chae vd., 2006). Minyatür ürün imalatında kullanılan kesici takımların imalatı ise, farklı bir konu olarak ortaya çıkmaktadır. Çok küçük boyutlardaki ürünlere olan taleple birlikte, bu ekipmanların imalatında kullanılan takımların küçültülmesi de ihtiyaç haline gelmiştir. Günümüzde, 50 µm çapa sahip mikro frezeler, ticari olarak piyasada yer almaktadır. Bunun yanı sıra daha düşük çaplardaki kesici takımlarda üretilmektedir (Chae vd., 2006, Dornfeld vd., 2006). Oldukça küçük boyutlardaki mikro kesici takımların imalatında, bu gün farklı tekniklerin kullanıldığı bilinmekte ve çoğunlukla taşlama (grinding) yönteminin, tercih edildiği görülmektedir (Schaller vd., 1999; Onikura vd., 2000; Weule vd., 2001; Dornfeld vd., 2006). Taşlama yöntemiyle, daha küçük çaplı takımların üretimi mümkün olmamaktadır (Schaller vd., 1999). Bunun yerine Elektroerezyon (EDM) yöntemi, ultrasonic taşlama ve odaklanmış iyon ışını yöntemleriyle çok daha küçük çaptaki takımların imalatı mümkün olabilmektedir (Şekil 2.18) (Onikura vd., 2000; Egashira ve Mizutani, 2003; Zelinski, 2004). Bunun yanı sıra çok küçük boyutlardaki (<50µm) takımların imalatında kesici takımların rijitliğinin artırılması ve karmaşık olan helis yapının oluşturulmasının çok küçük boyutlarda oldukça zor olmasından dolayı kesici takımların şekilleri bazı temel formlarda gerçekleştirilmektedir (Fang vd., 2003; Chae vd., 2006). 26

45 Şekil Odaklanmış iyon ışını kullanılarak üretilen kesici takımlar (Zelinski, 2004). Mikro frezeleme işleminde kullanılan kesici takımların performansının artırılmasına yönelik yapılan çalışmalarda, takımlar üzerinde geometrik optimizasyon yapılarak kesme performansları artırılmaya çalışılmıştır (Fang vd., 2003; Ulhmann ve Schauer, 2005; Li, 2009). Yapılan bir çalışmada (Li, 2009), klasik helis kanallı takımın dışında yine 2 ve 4 kanallı iki ayrı takım tasarlanarak bu takımların performansları test edilmiştir. Yapılan tasarımların, özellikle iyi bir rijitliliğe sahip olduğu ve yüksek aşınma direnci gösterdiği ifade edilmiştir (Şekil 2.19). Şekil Farklı geometrilerin takım performansı üzerindeki etkileri (Li, 2009). Fang vd. (2003), yapmış oldukları bir çalışmada ise, farklı geometrilere (yarım daire, üçgen, helis kanallı) sahip kesici takımların performansları karşılaştırılmıştır. Yapılan değerlendirme sonunda yarım daire profilli takımın diğerlerine göre daha iyi bir performans ortaya koydu ifade edilmiştir. Bununla birlikte helis kanalı olmayan takımlarda kesme sırasında oluşan talaşların tahliye edilmesinde sıkıntı meydana geldiği ve bu durumun işlenen yüzeyin bozulmasına neden olduğu ifade edilmiştir (Şekil 2.20). 27
, yapmış oldukları çalışmada, ticari olarak üretilen pek çok takımın imalat sırasında, dinamik yükleri kaldırma kapasitesinin yetersiz olduğunu ileri sürmüşlerdir.")
46 a) b) c) d) e) Şekil Farklı geometrik tasarımlara sahip mikro freze uçları (Fang vd., 2003). Ulhmann ve Schauer (2005), yapmış oldukları çalışmada, ticari olarak üretilen pek çok takımın imalat sırasında, dinamik yükleri kaldırma kapasitesinin yetersiz olduğunu ileri sürmüşlerdir. Bu durumu telafi etmek için, yeni bir takım tasarımının gerekli olduğunu düşünmüşlerdir. Yapmış oldukları parametrik tasarımda, kesici takımın kesme boyunu kısaltmışlar ve gerek ticari gerekse de yeni tasarlanan takım için nümerik analiz gerçekleştirmişlerdir (Şekil 2.21). Sonuç olarak kesme boyu kısaltılan yeni takımın, daha iyi bir performans sergilediğini bildirmişlerdir. Bu sonuçlara ilaveten, yapılan deneysel çalışmada da yeni tasarımın başarısı doğrulanmıştır. Şekil Ticari ve yeni tasarlanan takımların performansının karşılaştırılması (Ulhmann ve Schauer 2005) Mikro takımlardaki hasar mekanizmaları Talaşlı imalat proseslerinin ortak problemlerinden bir tanesi de kesici takımların kullanım ömürleridir. Bu problemin çözülmesinde, kullanılan kesici takımın zaman 28
47 ve maliyet açısından efektif bir şekilde kullanılması önemlidir. Mikro frezeleme işleminde takım ömrü olgusu makro frezelemeden farklılık göstermektedir. Özellikle mikro kalıp imalatıyla birlikte sert malzemelerin mikro frezelenmesi, çok kısa takım ömrünün oluşmasına neden olmuştur. Bununla birlikte mikro takımların ömrünü etkileyen hasarlar ise, çoğunlukla abrasiv aşınma, kesici kenarlarda görülen chipping, yorulma ve aşırı gerilmelerin neden olduğu kırılmalar şeklinde sınıflandırılabilir (Tansel vd., 1999; Aramcharoen ve Mativenga, 2008; Aramcharoen vd.,2008). Bazı çalışmalarda, mikro frezelerde görülen öncelikli hasar mekanizmasının chipping olduğu ifade edilmiş ve bu hasar durumuna bağlı olarak artan kesme kuvvetleri ve kesici takımdaki gerilmelerin, takımların kırılmasına neden olduğu ileri sürülmüştür (Tansel vd., 1998, Tansel vd., 2000). İşlemin boyutundan dolayı kullanılan kesme parametrelerinin de takım ömrü üzerindeki etkisi, konvansiyonel frezeleme işleminden farklılık göstermektedir (Rahman vd., 2001; Filiz vd., 2007). Bu yüzden mikro frezeleme işleminde, talaş oluşumunun da dikkatli bir şekilde izlenmesi gerekmektedir. Mikro frezelemede, minimum talaş derinliğinin altındaki talaş derinliklerinde takımın daha kısa bir ömüre sahip olduğu belirtilmektedir (Liu ve Mittal, 1996; Rahman vd., 2001; Xiao vd., 2003; Filiz vd., 2007). Çünkü minimum talaş kalınlığının altındaki talaş kalınlıklarında düzgün bir talaş oluşumu her zaman mümkün olmamakta, bunun yerine, iş parçası elastik-plastik olarak deforme olur ve iş parçasında deformasyon sertleşmesi meydana gelir. Bunun sonucunda, kesici takıma etkiyen kesme kuvvetleri artar ve takım aşınması daha hızlı bir şekilde gerçekleşir (Liu ve Mittal, 1996; Lucca vd., 1991; Lucca ve Seo, 1994; Lucca ve Seo, 1994; Arcona ve Dow, 1998; Xiao vd., 2003; Dutzinski vd., 2004; Friedrich ve Kulkarni, 2004). Bu açıklamalara paralel olarak yapılan bir çalışmada, Filiz vd. (2007), takımdaki aşınmanın düşük ilerleme hızlarında daha hızlı meydana geldiğini, buna karşılık büyük ilerleme değerlerinde, takım talaş yüzeyinde oluşan düzgün gerilme dağılımı ve düşük kesme kuvvetlerinin takım aşınmasını yavaşlattığı ifade edilmiştir (Şekil 2.22). Ayrıca düşük ilerleme hızlarında kazıma (ploughing) mekanizmasının etkisiyle, iş parçası elastik-plastik olarak deforme olmakta ve kesici ağız geçişiyle birlikte iş parçası bir miktar elastik olarak toparlanmaktadır. Kesici takımın diğer kesme ağzı talaş kaldırma düzlemine geldiğinde ise; bir önceki kesici ağzın geçişinden kalan ve elastik olarak tekrar toparlanan iş parçası ilave bir talaş yükü getirmektedir. (Şekil 2.14). 29
48 Şekil Farklı ilerleme hızlarında aşınmaya bağlı olarak kesici takımda oluşan çap değişimi a) 0,75 µm/ağız b) 1,5 µm/ağız c) 3 µm/ağız d) 6 µm/ağız (Filiz vd., 2007). Talaş kalınlığının etkisi üzerine yapılan bir diğer çalışmada ise; bakır bir malzemenin mikro frezeleme ile işlenmesinde, takımdaki aşınmanın, kesme derinliği ve takımdaki helis açısına bağlı olarak değiştiği ifade edilmiştir. İki farklı kesme derinliğinde gerçekleştirilen çalışmada, küçük kesme derinliğinde (0,15 mm) oluşan aşınma hızının, büyük kesme derinliğinde (0,25 mm) oluşan aşınma hızından daha büyük olduğu saptanmıştır. Meydana gelen bu duruma farklı bir bakış açısında yaklaşan araştırmacılar, küçük kesme derinliklerinde görülen hızlı aşınmanın bu parametrede oluşan sürekli talaşın, takımın talaş yüzeyinden hemen uzaklaşmaması sonucu, takım üzerinde ilave bir yük oluşturduğuna bağlamışlardır (Şekil 2.23) (Rahman vd., 2001). 30
49 Şekil m/dk kesme hızı ve 350 mm/dk ilerleme hızında kesme derinliğinin takım aşınması üzerindeki etkisi (Rahman vd., 2001). Bunların dışında, Parkash vd. (2001), kaplamalı kesici takımları dikkate alarak ampirik ifadelerle takım ömrünü tahmin etmişlerdir. Yaptıkları çalışmada, kesici takımın kesme kenarında büyük bir yan yüzey aşınması olduğunu gözlemlenmiştir. Ayrıca aşınma üzerinde, ilerleme hızı ve kesme hızının, kesme derinliğine nazaran daha etkili olduğu vurgulanmıştır. Mikro frezeleme işleminde, takımdaki aşınmanın tanımlanmasında farklı kesme koşullarının aşınma üzerindeki etkileri de araştırmacılar tarafından incelenmiştir. Mitsubishi firması tarafından yapılan bir çalışmada da soğutma kanallarına sahip mikro matkaplarla farklı soğutma basınçları altında testler gerçekleştirilmiştir. Çalışma sonucunda soğutma basıncının takımdaki aşınma üzerinde kayda değer bir etkisinin olmadığı ifade edilmiştir. Frezeleme işleminde, tornalama prosesinden farklı olarak kesme işlemi yapan kesici ağızların herbiri aralıklı olarak talaş kaldırmaktadırlar. Bu durum kesici ağızların tekrarlı yüklere maruz kalmasına neden olmakta ve bunun sonucu olarak, özellikle dayanımın düşük olduğu, kesici kenarlarda ve uç bölgelerinde yorulmaya bağlı kırılmalar görülmektedir (Li ve Guan, 2004). Mikro frezeleme işleminde takım ömrü çoğunlukla takımdaki beklenmedik kırılmalarla son bulmaktadır. Takımın kırılması ise, imalat sürecinde ilave problemlere sebebiyet verebilir. Mikro ürün imalatında, üretim esnasında mikro takımın kırılması, öncelikle imalatın yarıda kalmasına sebep olmaktadır. Üretim hattında yarıda kalan iş parçası, hassasiyetini kaybettiği düşünülerek çoğunlukla hurdaya ayrılmaktadır. Ayrıca yeni bir takımın iş miline takılması ve imalat için tekrar kalibre edilmesi ise, ilave bir zaman gerektirmektedir. 31

50 Tüm bunlara ilave olarak, kullanılan kesici uçların her birinin fiyatının da yüksek olması maliyet yükünü artıracaktır. (Tansel vd., 1998). Mikro frezeleme işleminde meydana gelen aşınmanın en önemli etkisi, kesici takım çapı ve kenar radiusundaki değişimdir. Aşınma sonucu kenar radiusunda bir artış ve takım çapında ise azalma meydana gelmektedir (Liu vd., 1996; Xiao vd., 2003; Filiz vd., 2007) (Şekil 2.24). Bu durum, imalatı gerçekleştirilen ürünün gerek ölçüsel gerekse de geometrik olarak hassasiyetini kaybetmesine neden olmaktadır (Aramchoren vd., 2008; Li, vd., 2008; Li, 2009) (Şekil 2.25). Aşınma ile görülen kenar radiusundaki artış talaş oluşum mekanizmasını etkileyen minimum talaş kalınlığı değerinin de değişmesine neden olacaktır. Özellikle kesme işleminin başlangıcında pozitif olan talaş açısı, kenar radiusundaki büyümeyle birlikte negatif bir görünüm kazanmaktadır. Bunun sonucu olarak ta kesme işlemi sırasında çapak oluşumu gibi istenmeyen durumlarla karşılaşılabilir (Schaller vd., 1999; Fang ve Liu, 2004). Aşınmış Çap Orjinal Çap Şekil Aşınmaya bağlı olarak kesici takım çapındaki değişim (Filiz vd., 2007). Şekil Kesici takımda meydana gelen aşınma sonucu kanal geometrisindeki değişim (Li, 2009). Talaşlı imalat proseslerinde ve özellikle mikro frezelemede, kesici takımda oluşabilecek muhtemel hasarların ön görülmesi önemli bir prosedürdür. Çünkü 32
51 yukarıda da ifade edildiği gibi imalat sırasında kırılan, kullanılmaz hale gelen kesici takım, üretilen minyatür ekipmanın hassasiyetini önemli ölçüde bozmaktadır. Bu bakımdan takımların hasara uğramadan tespit edilmesi ve uygun kesme koşullarının oluşturulması önemlidir. Bu yüzden çalışmalarını talaşlı imalat konusunda yürüten araştırmacıların bir kısmı, dikkatlerini bu alana yönlendirmişlerdir. (Shirakashi vd., 1995; Das vd., 1996; Lin ve Lin 1996; Lee vd., 2006, Jemielniak ve Arrazola, 2008). Bu konu üzerine yapılan çalışmalar incelendiğinde, farklı yöntem ve metotların kullanıldığı görülmektedir. Özellikle kesme kuvveti, akustik emisyon ve titreşim sinyalleri ile ses dalgaları, kesici takımdaki anlık durumun izlenmesi açısından analiz edilmektedir (Noori-Khajavi ve Komanduri, 1995; Lin ve Ting, 1999; Choudhury ve Rath, 2000; Lee vd., 2006, Jemielniak ve Arrazola, 2008). Bu çalışmalardan bir tanesi, Tansel vd. (2000), tarafından gerçekleştirilmiştir. Çelik ve alüminyum malzeme üzerinde gerçekleştirdikleri çalışmada, her bir malzeme için ayrı kesme kuvveti sinyal karakteri elde etmişlerdir. Alüminyum malzemenin işlenmesi sırasında, takımdaki aşınmayla birlikte kesme kuvvetleri düzgün bir şekilde artarken, çelik malzemenin işlenmesinde ise, kesme kuvvetleri, özellikle takım kırılmasından hemen önce ani bir şekilde yükseldiğini gözlemlemişlerdir. Bu konu üzerine yapılan bir diğer çalışmada ise; Jemielniak ve Arrazola (2008) soğuk iş takım çeliğinin mikro işlenmesinde, takımda meydana gelen aşınmayı anlık görüntüleyebilmek için akustik emisyon ile kesme kuvveti sinyallerini kullanmışlardır. Takımda oluşan aşınmaların, akustik emisyonları oldukça etkilediği görülmüştür. Ayrıca kesme işlemi sırasında akustik emisyon sinyallerinin rezonans titreşimi gibi imalat sırasında oluşan koşullardan etkilenmediği, buna karşılık bu koşulların kesme kuvveti sinyalleri üzerinde olumsuz bir etkisi olduğu görülmüştür. Fakat kesme kuvveti sinyallerinin de aşınma tahmini için faydalı sonuçlar verdiği ifade edilmiştir ( Şekil 2.26). 33
. 2.3.2. Kesici takımın elastik deformasyonu İmalat sırasında takımın")
52 Şekil Mikro frezeleme esnasında elde edilen akustik emisyon ve kesme kuvveti sinyal örnekleri (Jemielniak ve Arrazola, 2008) Kesici takımın elastik deformasyonu İmalat sırasında takımın eğilmesi, mikro frezeleme konusu içinde ayrı bir araştırma konusu olarak ortaya çıkmakta ve bazı araştırmacılar, mikro frezeleme prosesinde ortaya çıkan bu problem üzerinde çalışmalarını yürütmektedirler. Yapmış oldukları çalışmalarda, temel olarak bu sorunun çözümünün bazı imalat parametrelerinin (kesme derinliği, ilerleme hızı) ve takım yolunun optimize edilmesi ile takım rijitliğinin artırılmasıyla mümkün olabileceğini ileri sürmüşlerdir (Sim ve Yang, 1993; Tarng ve Cheng, 1993; Yazar vd., 1994; Altintas, 1994; Dow vd., 2004; Philippe ve Jean-Yves, 2006). Takımda meydana gelen hasar durumu, elde edilen ürünün kalitesini doğrudan etkilemektedir (Şekil 2.27). Özellikle mikro imalatta, kritik bir parametre olan kesici takımın kesme sırasındaki elastik deformasyonu, imalatı gerçekleştirilen ürünlerin hassasiyeti üzerindeki en büyük engeli oluşturmaktadır (Sutherland vd., 1986, Matsubara vd., 1991; Lopez vd., 2004; Philippe ve Jean-Yves, 2006). Mikro frezeleme işleminde kesici takımda meydana gelen elastik deformasyonun temel nedeni takım çapının çok küçük olmasıdır. Bununla birlikte mikro takımlardaki eğilmeyi en fazla etkileyen parametre ise, ilerleme hızı ve talaş derinliğidir (Sim ve Yang, 1993, Yazar vd., 1994, Tarng ve Cheng, 1993, Altıntaş, 1994). Yüksek ilerleme hızı ve talaş derinliği, kesici takıma gelen kuvvetin artmasına neden olmaktadır. Dolayısıyla takımda elastik bir sehim meydana gelmektedir. Kesme işlemi sırasında kesici takım rijitliğinin sağlanması ve takımın kapasitesini aşan 34
. Bu optimizasyon işleminin de bazı dezavantajları söz konusudur.")
.")
53 yükün azaltılması, öncelikle ilerleme hızının ve kesme derinliğinin optimize edilmesiyle sağlanabilir (Sim ve Yang, 1993; Yazar vd., 1993; Trang ve Cheng, 1993; Altintas, 1994; Law vd., 1999; Law ve Geddam, 2001; Law ve Geddam, 2003;). Bu optimizasyon işleminin de bazı dezavantajları söz konusudur. Bazı çalışmalarda, kesme işlemiyle birlikte, takımın eğilmesi ve kesme kuvvetlerine bağlı olarak, ilerleme hızının eş zamanlı olarak kontrolünün, işlenen yüzeyin kalitesini olumsuz yönde etkilediği ifade edilmektedir (Sim ve Yang, 1993; Trang ve Cheng, 1993; Altintas, 1994). Takımda meydana gelen elastik sehim, işlenen parçanın ölçüsel ve geometrik olarak hassasiyetini yitirmesine de neden olmaktadır. Mikro frezeleme işleminde karşılaşılan bu durumların önüne geçilmesine yönelik yapılan çalışmalarda analitik, nümerik v.b. yaklaşımlar ileri sürülmüştür (Yang ve Choi, 1998; Ulhmann ve Schauer, 2002; Philippe ve Jean-Yves, 2006; Rao ve Rao; 2006). Bu çalışmalardan bir tanesinde, elastik deformasyon sonucu meydana gelen hataların telafisi için bir metot geliştirilmiştir. Geliştirilen bu metot da kesici takım üzerine gelen kuvvetler tespit edilerek ve takımdaki eğilmeyle meydana gelen hatalar tanımlanarak, bu hataları elimine eden optimum koşulların sağlanmasını kapsamaktadır. Geliştirilen bu sistem yardımıyla, takımdaki elastik sehime bağlı olarak başlangıçta µm arasında görülen hatanın, 2-5 µm civarına düşürüldüğü ifade edilmiştir (Dow vd., 2006). Takım profili Takım profili Takım dönme açısına göre takımdaki sapma Temas noktası İşlenen yüzey İşlenen yüzey Şekil Elastik Deformasyon sonucu iş parçasında meydana gelen geometrik hata (Philippe ve Jean-Yves, 2006). 35

54 Yüzey hatası (mm) Yapılan bir diğer çalışmada ise, CNC takım yolu telafisi kullanılarak eğri profillerin küresel takımlarla frezelenmesinde oluşan yüzey hatalarının telafisi amaçlanmıştır. Oluşan kuvvetlerin tahmini için mekaniksel bir model ve takımın eğilmesi için ise, tek noktadan mesnetlenmiş ankastre kiriş modeli kullanılmıştır. Yapılan çalışma sonucunda oluşturulan geometrilerin hassasiyetinin artırıldığı ifade edilmiştir (Rao ve Rao, 2006) (Şekil 2.28). Telafi öncesi Telafi sonrası Takım eğrisi parametresi Şekil Geliştirilen yüzey hatası telafisi yöntemiyle hataların azaltılması (Rao ve Rao, 2006) Kesici takım dönme eksenindeki sapma Mikro frezeleme işleminde kesici takımın takım tutucuya ve iş miline hassas bir şekilde konumlandırılması imalat işlemi için önemli bir parametredir. Genellikle mikro frezelemede, takım konumlandırılırken takım ile takım tutucu ve iş mili dönme eksenleri arasında bir miktar sapma meydana gelebilmektedir (Şekil 2.29). Bu durum kesme işlemi sırasında kesici takımın kesme ağızlarından bir tanesinin kısmen ya da tamamen talaş kaldırma sürecine dahil olmamasına neden olmaktadır. Bu sayede kesme işlemi, çoğunlukla bir kesici ağız üzerinden gerçekleşmektedir. Bunun bir sonucu olarak, özellikle kesme kuvvetlerinde önemli bir artışa ve aynı zamanda işlenen yüzeyin bozulmasına ve daha kısa bir takım ömrüne neden olmaktadır (Kline ve Devor, 1983; Marsh ve Hughes, 2007; Makki vd., 2009). Yani bir anlamda kesici ağızlardan bir tanesi daha çok aşınırken diğerindeki aşınma daha az düzeydedir. Buda takımın kırılmasına neden olabilmektedir (Zheng, 1999; Bao ve Tansel, 2000; Takacs vd., 2003; Gandarias vd., 2005; Li, 2009;). Konvansiyonel frezelemede bu durum genellikle ihmal edilmektedir. Çünkü mikro frezeleme ile karşılaştırıldığında 36
55 gerek kullanılan kesici takımın çapının büyük olması ve gerekse iş milinin daha düşük devirlerde dönmesi, bu kusurun ihmal edilmesine neden olmuştur (Chae vd., 2006). Dönme ekseni Takım Merkezi Şekil Kesici takım ekseni ile dönme ekseni arasındaki fark (Lee vd., 2007). Takımın dönme ekseninden sapması, araştırmacılar tarafından farklı bakış açısında değerlendirilmiştir (Kline ve Devor, 1983; Altıntaş ve Chan, 1992; Feng ve Meng, 1994; Zheng vd., 1999; Wang ve Zheng, 2003; Lazoğlu, 2003; Schmitz vd., 2007). Yapılan bazı çalışmalarda, meydana gelen sapma, kesme kuvveti sinyalleri değerlendirilerek tanımlanmıştır (Hekman, 1997; Bao ve Tansel, 2000; Dow vd., 2006; Wang, 2003). Fakat bir çalışmada ise; oluşan sapmanın tespit edilmesinde, kesme kuvveti sinyallerinin kullanılmasının bazı önemli kısıtlamaları olduğu ifade edilmiştir (Lee vd., 2007). Bu çalışmada, kesme kuvveti ölçümlerinde takımda meydana gelen aşınma veya kırılma ile kesme işlemi sırasında meydana gelen titreşimin, oluşan sapmanın tanımlanmasında bazı problemlere neden olduğu ifade edilmiştir. Bu durumu göz önüne alarak, takımın dönme eksenindeki sapma komparatör yardımıyla mekanik olarak tanımlanmıştır. Bu sayede, kesici takımın her bir ağzının dönme yörüngeleri ve aralarındaki fark tespit edilmiştir. Elde edilen sonuçlar, kesme kuvveti sinyalleriyle yapılan tahminle de doğrulanmıştır. Bunun dışında, eksenel sapmanın tespitinde daha hassas metotların geliştirildiği görülmektedir. Bunlardan, Huang vd. (2006), mikro matkap uçları üzerinde yapmış oldukları bir çalışmada, takımdaki sapmayı, geliştirmiş oldukları lazerli bir ölçüm 37
56 sistemiyle tanımlamışlardır. Elde edilen sonuçlar, yöntemin daha hızlı ve daha hassas bir ölçüm sağlandığını göstermiştir. Kesici takımlardaki eksenel sapmanın tespiti ve bu sapmanın telafi edilmesi önemlidir. Takımda meydana gelen sapma, takım ile iş miline bağlamak için kullanılan bağlantı elemanının eksenel olarak etkileşimine bağlıdır (Rivin, 2000; Dornfeld vd., 2004; Chae vd., 2006). Bunun için kullanılan bağlantı elemanları arasında da farklılıklar olduğu ifade edilmektedir. Pensli tutucuların oluşan sapmanın azaltılmasında daha başarılı olduğu ifade edilmektedir (Chae vd., 2006). Bunun yanı sıra sapmanın azaltılmasında kesici takım ile bağlantı için kullanılan tutucu arasında bir ayarlama yapılarak azaltılabileceği ifade edilmektedir (Friedrich vd., 1997; Friedrich vd., 1998; Li, 2009). Bununla birlikte bir diğer bağlama şekli ise, sıcak geçme olarak yapılan bağlantılardır. Sıcak geçmede, tutucunun ısıtılmasıyla birlikte termal genleşmenin etkisiyle, tutucu kesici ucu sıkı bir şekilde kavramaktadır. Bu yöntem, gevşeme olmaksızın yüksek bir tutma gücü sağlamaktadır. Ayrıca iyi bir balans hassasiyeti göstermekte ve tekrarlı bağlantılarda da balans hassasiyetini kaybetmemektedir. Bu özelliklerinden dolayı diğer bağlantı şekillerine nazaran oldukça avantajlıdır (Cheng vd., 2008; Houming vd., 2008; Wang vd., 2010) Kesici takım titreşimi Mikro frezeleme işleminde meydana gelen tırlama titreşimleri, kesme işleminin kalitesini etkileyen önemli bir faktördür. Tırlama titreşimi, kesici takım ile iş parçası arasındaki dinamik etkileşimin bir sonucu olarak meydana gelmekte ve kesme işlemi boyunca yüzey kalitesi ve takım ömrünü olumsuz etkilemektedir (Tobias, 1965, Tlusty ve Andrews, 1983; Budak, 2000; Chae vd., 2006; Rahnama vd., 2009). Tırlama titreşiminin oluşumunda kesme koşullarının, iş parçası malzemesinin ve tezgahın dinamik özelliklerinin önemli bir etkisi vardır. Bununla birlikte, düşük ilerleme hızları da iş parçasında meydana getirdiği elastik toparlanmadan dolayı tırlama olarak tabir edilen titreşimlere sebebiyet verebilmektedir (Chae vd., 2006). Kesme işlemindeki kararlılığı etkileyen bu durumun kontrol altına alınması önemli bir süreçtir. Bu konu üzerine yapılan çalışmalarda gerek deneysel, gerek nümerik ve analitik metotlar kullanılarak kesme işlemi için kararlılık diyagramları elde 38
.")
57 edilmektedir (Altıntas ve Budak, 1995; Budak ve Altıntas, 1998; Budak, 2000). Kararlılık diyagramın elde edilmesi için kesici takım uç dinamiğinin ve kesme işleminden elde edilen kesme katsayılarının bilinmesi gerekmektedir (Rahnama vd., 2009). Kullanılan tezgahın dinamik karakterinin belirlenmesi için takım ucundan yapılan ölçümler mikro frezeleme için uygun bir yöntem değildir. Çünkü kesici takımın oldukça küçük bir kesite sahip olması ve kırılgan yapısı, çekiç testine imkan vermemektedir. Bunun yerine yapılan bir çalışmada kesici uç ile spindle ve takım tutucunun dinamik karakteristikleri ayrı ayrı tanımlanmıştır. Bu işlem kesici uç için nümerik olarak, spindle-takım tutucu için çekiç testiyle elde edilmiştir. Daha sonra iki ölçüm sonucuna bağlı olarak bağlantının dinamik karakteri elde edilmiştir (Park vd., 2003). Yapılan bir diğer çalışmada ise, kesme işlemi boyunca meydana gelen tırlama titreşimi, kesme kuvveti sinyallerinin frekans analiziyle, işlenen yüzeyin analizinin birlikte değerlendirilmesiyle incelenmiştir. Değerlendirme sonucunda tırlama titreşiminin meydana geldiği durumda, yüzeydeki izler daha karmaşık olarak görülmektedir (Şekil 2.30b). Bununla birlikte frekans genliklerinin de titreşimin olduğu kesme işleminde daha yüksek olduğu ifade edilmiştir (Li, 2009). a) b) Şekil Tırlama titreşimin işlenen yüzey üzerindeki etkisi a) titreşimsiz kesme işleminde elde edilen yüzey, b) titreşimli şartlarda işlenen yüzey (Li, 2009) Mikro Frezelemede Kullanılan Takım Tezgahları Mikro ekipman imalatının en önemli aktörü imalatın gerçekleştirildiği bilgisayar kontrollü takım tezgahlarıdır. Çünkü üretilen minyatür ürünlerin ölçüsel ve geometrik olarak hassasiyeti, kullanılan takım tezgahların özelliklerine bağlıdır. Mikro frezeleme işleminde kullanılan takım tezgahlarında temel olarak aranan özellik tezgahın statik ve dinamik olarak kararlı bir yapıya sahip olması, termal 39

. Minyatür ürün imalatında kullanılan tezgahlar, üretimin kalitesi açısından oldukça önemlidir.")
58 stabilitenin iyi olması, yüksek bir dönme hızına sahip spindle motorunun olması ve oldukça hassas bir kontrol sisteminin bulunmasıdır (Chae vd., 2006; Sriyotha vd., 2006). Özellikle, kullanılan takım tezgahındaki dinamik stabilitenin sağlanamaması kesme işlemi sırasında tırlama titreşimi olarak tabir edilen bir imalat kusuruna neden olmaktadır. Bu durumu önlemenin en önemli yolu hiç şüphesiz takım tezgahının dinamik özelliklerinin iyileştirilmesiyle elde edilebilmektedir (Tobias ve Fishweck, 1958, Tobias, 1965; Tlusty ve Andrews, 1983; Budak, 2000). Minyatür ürün imalatında kullanılan tezgahlar, üretimin kalitesi açısından oldukça önemlidir. Bu yüzden bu imalatı gerçekleştirilecek tezgahların bazı temel gereksinimlere sahip olması istenmektedir. Öncelikle tezgahın rijitliği üzerinde önemli bir etkiye sahip olan, tezgah gövdesinin ve tezgah tablası gibi çevresel elemanların güçlü bir mekanik yapıya sahip olması gerekmektedir. Bunun yanı sıra mekanik yapıya ait elemanların imalatında kullanılan malzemenin de önemli bir etki vardır. Özellikle hassas üretim yapan tezgahlarda düşük termal genleşmeli alümina seramik gibi malzemeler tercih edilmektedir (Sriyotha vd., 2006). Bunun yanı sıra polimer betonlar granitler, oldukça hassas imalat yapan tezgahlarda tercih edilmektedir (Ikawa vd., 1991; Son vd., 2005; Chae vd., 2006; Sun ve Cheng, 2010). Ticari olarak üretilen bazı hassas işleme merkezleri Şekil 2.31 de verilmiştir. Spindle ve sürücü sistemi Mekanik yapı Proses koşullarının görüntülenmesi ve denetim sistem Kontrol sistemi Pozisyon ölçümü ve geri besleme sistemi a) b) a) b) Şekil Mikro frezeleme işleminde kullanılan takım tezgahları (a) Huo ve Cheng, 2008, b) Kern, 2012). Mikro boyutta imalat yapan tezgahlarda önemli olan bir diğer ekipman ise, yüksek dönme hızına sahip spindle motorların olmasıdır. Spindle motorun dönme hızı, aynı 40
.")
59 zamanda işlemin boyutu üzerinde de etkiye sahiptir. Çünkü imalatın boyutu küçüldükçe kullanılacak kesici takım çapı da küçülmektedir. Bunun için, bu küçük çaplı takımlardan maksimum verimin alınabilmesi için yüksek devirli motorlara ihtiyaç duyulmaktadır (Chae vd., 2006). Bununla birlikte, spindle motorlarda yüksek devirlerin elde edilmesi, bazı gereksinimleri de beraberinde getirmektedir. Öncelikle motor milinin yataklanması önemli bir konudur. Temaslı yataklar ve hava türbinli yataklar genelde bu motorlarda tercih edilmektedir (Chae vd., 2006). Yüksek tork gereksinimlerinin olduğu durumlarda temaslı yataklar tercih edilmektedir. Fakat bu şekilde yataklanmış motorlarda ise, yüksek hızlara bağlı olarak artan sürtünme, motorun termal genleşmesine neden olmaktadır. Bu durum motorun tekrarlayan işlerde hassasiyetini yitirmesine sebebiyet verebilmektedir (Chae vd., 2006). Hava türbinli motorlarda ise, düşük tork değerleri sağlanmaktadır. Fakat bunun yanı sıra çok yüksek (> dev/dk) dönme hızlarına da, bu motorlarla erişebilmek mümkündür (Şekil 2.32) (Chae vd., 2006). Bu motorlar, genellikle yüksek dönme hızlarının istendiği çok küçük çaplı kesici takımlarla yapılan imalat işlemlerinde tercih edilmektedir. Yüksek hızlarda, ısıya bağlı olarak gelişen termal genleşme bu motorlarda minimum düzeydedir (Sun ve Cheng, 2010). Şekil Hava türbinli spindle motor (Sefmeccanotecnica, 2011). Minyatür ekipman üretiminde kullanılan bu tezgahlarda bir diğer önemli ekipman ise, hareket iletim organlarıdır. İletilen hareketin hassasiyeti, üretilen ürünün kalitesini etkilemektedir. Bunun için bu tezgahlarda, yüksek hızlarda oldukça hassas bir konumlama sağlayan ve sürtünmeye bağlı hataların söz konusu olmadığı doğrusal motorlar tercih edilmektedir (Mazusawa, 2000; Rook, 2004; Luo vd., 2005; Chae vd., 2006). Ayrıca, bu derece hassas olan tezgahlarda iletim ekipmanlarının hassas bir şekilde kontrolü de önemli bir konudur. Bunun için, hassas kontrol üniteleri, bu 41
.")
.")
60 ihtiyacı büyük çoğunlukla karşılamaktadır. Bununla birlikte, tezgahta eksenlerin pozisyonun tanımlanması da işlemin hassasiyeti açısından önemli bir durumdur. Fakat kontrol elemanları tek başına gereken hassasiyetin elde edilmesinde yetersiz kalabilmektedir. Bunun için, hassas bir hareket ve iletim elemanına ihtiyaç duyulmaktadır (Chae vd., 2006). Mikro ürün imalatında ticari olarak üretilen tezgahların dışında, küçük imalat hacimlerine sahip minyatür tezgahlarda geliştirilmiştir. Üretilen bu tezgahlar, gerek maliyet, gerekse portatif yapılı olmaları açılarından diğer hassas işleme merkezlerine nazaran daha avantajlıdır (Alting vd., 2003). Bununla birlikte sahip oldukları yüksek doğal frekans, enerji tüketiminden tasarruf, az yer kaplaması gibi özellikleri de bu makinelerin avantajları arasındadır. Bu nedenle bu tezgahların geliştirilmesi bazı araştırmacıların ilgisini çekmiştir (Tanaka, 2001; Kussul vd., 2002; Okazaki vd., 2004; Bang vd., 2005). Yapılan bir çalışmada, minyatür boyutlu ürün imalatı için, 5 eksenli minyatür bir işleme merkezinin tasarımını ve imalatını düşük maliyetli olarak gerçekleştirmişlerdir (Şekil 2.33) (Bang vd., 2005). Şekil Geliştirilen Minyatür işleme merkezi ve bu makinede üretilen minyatür ürün (Bang vd., 2005) Mikro Frezelerin Uçlarının Kaplanması Talaşlı imalat proseslerinin ortak problemi hiç şüphesiz takım ömrü olgusudur. Mikro frezeleme işleminde de özellikle mikro kalıp imalatında kullanılan sert malzemelerin işlenmesi, çok kısa bir takım ömrünün oluşmasına neden olmaktadır. Bu problemin çözümüne yönelik kesme koşullarında çeşitli optimizasyonlar yapılarak takım ömrü artırılmaya çalışılmaktadır (Bao ve Tansel, 2000). Bununla 42
 kaplamanın mikro frezeleme işleminde tercih edildiği görülmektedir (Sein vd.")

61 birlikte, mikro freze uçlarının kaplanması da takım ömrü üzerindeki mevcut problemlerin çözümüne büyük ölçüde yardımcı olmaktadır (Aramcharon vd., 2008). Yapılan çalışmalarda, özellikle yüksek aşınma direncinden dolayı TiAlN kaplamanın ve aynı zamanda Elmas (Diamond) kaplamanın mikro frezeleme işleminde tercih edildiği görülmektedir (Sein vd., 2004; Baharudin vd., 2004; Ulhmann ve Schauer, 2005; Uriarte vd., 2006; Zaman vd., 2006; Torres vd., 2009). Elmas kaplamalar sağladıkları üstün mekanik özelliklerden dolayı özellikle son yıllarda tercih edilen kaplama olarak dikkat çekmektedir. Sahip oldukları yüksek sertlik değerleri talaşlı imalatta takım aşınmasını önemli ölçüde azaltmaktadır. Bununla birlikte kesme sırasında oluşan kesme kuvvetlerini ve ısı oluşumunu azaltan düşük bir sürtünme katsayısına sahiptir. Ayrıca, elmas kaplamanın kimyasal olarak kararlı yapısı, kesme sırasında talaşın takıma yapışmasını büyük ölçüde önlemektedir (Chang vd., 2003; Jackson vd., 2003; Sein vd., 2004; Schwarz vd., 2005; Kobayashi, 2005). Bu özelliklerinden dolayı elmas kaplamalar sıklıkla tercih edilmektedir. Yapılan bir çalışmada 0,3 mm çapa sahip tungsten karbür takımlar elmas kaplama ile kaplanmıştır. Yapılan performans analizi neticesinde, elmas kaplamanın takım aşınmasını azalttığı ve kesici takıma talaş yapışması büyük ölçüde engellendiği (Şekil 2.34) ifade edilmiştir. Ayrıca sahip olduğu düşük sürtünme katsayısı da kesme kuvvetlerinde azalmaya neden olduğu ileri sürülmüştür (Torres vd., 2009). a) Kırılma b) Talaş yapışması Şekil Elmas kaplamanın talaş yapışması üzerindeki etkisi. (a) Wc-Co, b) Elmas kaplı takım) (Torres vd., 2009). Bunun yanı sıra, bu kaplamaların yapılması bazı problemleri de beraberinde getirmektedir. Özellikle çeliklerin, nikel alaşımların ve sementit karbürlerin, elmas ile kaplaması oldukça zordur. Çünkü, elmas kaplamaların yapışabilirliği zayıf ve 43
62 çekirdeklenme yoğunlukları ise oldukça düşüktür (Inspector vd., 1994; Kanda vd., 1995; Sein vd., 2004). Sementit karbür takımlar üzerine yapılan elmas kaplamalarda önemli olan parametrelerden bir tanesi matriks içerisindeki Co oranıdır. Co, kesici takım kompozisyonu içinde hem bir bağlayıcı, hemde takımın tokluk değerini artıran önemli bir faktördür (Chae vd., 2006). Fakat, elmas ile kaplanacak takımlar için bu bir dezavantajdır. Co, elmas ile takım ana tabakasında arasında yapışmayı engelleyen, elmas olmayan bir fazın çökelmesine neden olmaktadır. Bu durum takım üzerinde elmas bir katmanın oluşumunu engellemektedir. Bu yüzden elmas ile kaplanacak takımlarda Co içeriğinin oranı önem arz etmektedir (Sein vd., 2004). Bu kapsamda yapılan çalışmalarda genellikle % 6-8 arasında Co ihtiva eden takımların tercih edildiği görülmektedir (Sein vd., 2004; Heaney vd., 2008; Torres vd., 2009). Torres vd. (2009), yapmış olduğu bir çalışmada % 6-8 arasında Co içeren takımların tercih edildiği görülmektedir. Benzer bir durum Heaney vd. (2008), çalışmasında da görülmektedir. Bununla birlikte, Sein vd. (2004), yapmış oldukları çalışmada da % 6 oranında Co ihtiva eden tungsten karbür takımları, elmas ile kaplamışlardır. TiAlN kaplamalar ise, ticari olarak üretilen takımlarda yaygın olarak kullanılan bir kaplama türüdür. Yüksek sertliği ve oksidasyon direnci, kesme işlemi boyunca bir takım avantajlar sağlamaktadır. Yapılan bazı çalışmalarda da kesici takım olarak TiAlN kaplamalı takım tercih edilmiştir (Zaman vd., 2006; Weinert ve Petzoldt, 2008; Li, 2009). Bunun dışında, farklı kaplama kompozisyonlarında yapılan çalışmalarda da TiN, TiCN, CrN CrTiAlN kaplamaların kullanıldığı görülmektedir (Aramcharon vd., 2008; Zaman vd., 2006). Aramcharon vd. (2008), gerçekleştirdikleri bir çalışmada, H13 takım çeliğinin frezelenmesinde TiN, TiCN, TiAlN, CrN CrTiAlN kaplamaların performansları araştırılmıştır. Elde edilen sonuçlar, TiN kaplamanın aşınma ve işlenen yüzey kalitesi açısından performansının, kaplamasız takım ve diğer kaplanmış takımlara nazaran oldukça iyi olduğunu göstermiştir (Şekil 2.35). 44
. 2.6.")

63 Yan yüzey aşınması (µm) Yüzey pürüzlülüğü (nm) Ortalama aşınma Maksimum aşınma Kaplamasız TiN TiCN CrN TiAlN CrTiAlN Kaplamasız TiN TiCN CrN TiAlN CrTiAlN Şekil Farklı kaplama türlerinin aşınma ve yüzey pürüzlülüğü üzerindeki performanslarının karşılaştırılması (Aramcharoen vd., 2008) Süper Alaşımlar Süper alaşımlar yüksek sıcaklıklarda iyi bir mekanik özellik sergileyen nikel, demirnikel ve cobalt esaslı alaşımlardır. Bugün bu malzemeler, uçak ve uzay sanayisinde, nükleer reaktörlerde, buhar türbinlerinde kimya ve petrokimya alanında, valflerde reaksiyon kazanlarında, pompalarda, medikal uygulamalarda ve daha pek çok yüksek sıcaklık ve oksidasyonun söz konusu olduğu durumlarda yaygın bir şekilde kullanılmaktadır (Donachie, 1984; Choudhury ve El-Baradie, 1998; Ezugvu vd., 1999; Dutzinski vd., 2004). Süper alaşımlar, demir esaslı, demir-nikel esaslı ve nikel esaslı olmak üzere sınıflandırılmaktadır (Şekil 2.36). Şekil 2.36.Süper alaşımların sınıflandırılması (Metal Handbook Vol. 1, 1990). 45
64 Çalışma şartlarına uygun malzemenin seçimi önemli bir prosestir. Öncelikle malzemeden beklenen gereksinimlerin doğru tanımlanması ve bu ihtiyaç doğrultusunda seçim yapılmalıdır. İnce tane yapılı bir alaşım, özellikle yüksek çekme mukavemeti ve iyi bir yorulma dayanımının gerekli olduğu çalışma koşulları için tercih edilmektedir. Fakat bunun yanında, bu yapıya sahip bir malzemenin ise, sürünme direnci tatmin edici bir seviyede olmayabilir (Donachie, 1984). Bu bakımdan malzemenin seçiminden önce malzemeden istenilen özellikler iyi tanımlanmalıdır Nikel esaslı alaşımlar ve özellikleri Nikel alaşımlar sahip oldukları mekanik özelliklerden dolayı gaz türbinlerinde sıklıkla kullanılmaktadır. Bu alaşımların kimyasal kompozisyonun büyük bir bölümü yaklaşık % civarında nikel elementi oluşturmaktadır. Bunun dışında, krom ve demir elementi ise, nikelden sonra en fazla bulunan elementlerdir. Kimyasal kompozisyonunda küçük miktarda alüminyum, titanyum, niyobyum, molibden, tungsten elementleri malzemenin dayanımını ve korozyon direncini önemli ölçüde artırmaktadır. Malzeme içerisindeki nikel ve krom kombinasyonu ise, malzemenin oksidasyon direncini artırmaktadır. Ayrıca, nikel alaşımların yüksek sıcaklık dirençleri, düşük alaşımlı çelik ve paslanmaz çeliklerle kıyaslandığında oldukça iyi bir performans sergilemektedir (Sims ve Hagel, 1972). Bu malzemelerin sahip oldukları yüksek mekanik özellikler, çalışma koşullarında bir takım avantajlar sağlaması yanında bazı dezavantajları da beraberinde getirmektedir. Nikel alaşımlar bu özelliklerinden dolayı işlenebilirlikleri oldukça zor malzemelerdir. Kimyasal içeriklerinde bulunan aşındırıcı elementler, talaşlı imalatta hızlı bir takım aşınmasına neden olmaktadır. Bunun yanı sıra, düşük bir termal iletim katsayısına sahip olması, kesme boyunca yüksek sıcaklıkların oluşmasına neden olmaktadır. Ayrıca kimyasal etkileşime yatkınlığı da bu malzemelerin önemli dezavantajları arasındadır (Ezugwu ve Pashby, 1992; Gatto ve Iuliano, 1997; Ezugwu vd., 1999; Arunachalam ve Mannan, 2000; Jawaid vd., 2001; Sharman vd., 2001; Ezugwu vd., 2003). 46
65 Literatürde yapılan çalışmalara bakıldığında, genel olarak mikro frezelemeyi konvansiyonel frezeleme işleminden ayıran unsurların (minimum talaş kalınlığı, eksenel sapma v.s.) tanımlanması ve mikro frezeleme işlemine etkileri üzerine yoğunlaşılmıştır. Bunun yanı sıra, mikro frezeleme işleminde kullanılan mikro takımlar üzerine yapılan araştırmaların ise, kısıtlı olduğu görülmektedir. Bununla birlikte, yapılan kesme işlemlerinde genellikle kuru kesme koşullarının hakim olduğu ve yardımcı bir kesme sıvısının ve bunun etkileri üzerine yapılan araştırmaların yeterli olmadığı görülmüştür. Yine, mikro frezeleme işleminde önemli bir konu olan çapak oluşumu ve bunun önlenmesi konusunda da çok az araştırmanın olduğu söylenebilir. Dolayısıyla bu tez çalışmasıyla birlikte literatürde eksik olduğu düşünülen bu noktalara yeni yaklaşımlar getirilmeye çalışılmıştır. Ayrıca, ülkemizde oldukça yeni bir araştırma sahası olan bu konu için yeni araştırmacılara bir ilham kaynağı olması düşünülmüştür. 47
66 3. MATERYAL VE YÖNTEM 3.1. Deneysel Çalışmada Kullanılan Mikro Freze ve İş Parçası Malzemesi Yapılan çalışmada, endüstrinin çeşitli alanlarında (uçak ve uzay sanayi, tıp endüstrisi, v.s.) kullanılan ve üstün mekanik özellikleri ile dikkat çeken İnconel 718 nikel esaslı süper alaşımının mikro şartlarda işlenebilirliği araştırılmıştır. İnconel 718 nikel alaşımı, üstün mekanik özelliklerinden dolayı işlenebilirliği oldukça zor olan bir malzemedir. Bu kapsamda İnconel 718 nikel alaşımı, iş parçası malzemesi olarak kullanılmıştır. Bu malzemeye ait kimyasal kompozisyon ve bazı mekanik özellikleri Çizelge 3.1 ve 3.2 de verilmiştir. Bununla birlikte, kesme deneylerinde kesici takım olarak, µm çapa sahip takımlar kullanılmıştır. Kullanılan takımlar, oldukça ince bir kesite sahip olmasından dolayı, kesme sırasında kesici uca etki eden kesme kuvvetlerinin, takımda eğilmeye ve ani kırılmalara neden olabileceği düşünülerek K10-K20 kalitesinde yüksek eğilme dayanımına sahip ultra ince tane boyutuna sahip karbür malzemeler tercih edilmiştir. Takım için tercih edilen tungsten karbür e ait bazı mekanik özellikler Çizelge 3.3 de görülmektedir. Çizelge 3.1. İnconel 718 nikel alaşımının kimyasal kompozisyonu (%) (Special Metals, 2013). Ni Cr Nb Mo Ti Fe Al Co C Mn Si Cu ,75 2,8 0,65 0, ,08 0,35 0,35 0, ,5 3,3 1,15 0,8 Çizelge 3.2. İnconel 718 nikel alaşımına ait bazı mekanik özellikler (Special Metals, 2013). Sertlik (HRc) Çekme Mukavemeti (MPa) Akma Mukavemeti (MPa) Uzama % Termal İletkenlik W/mK Yoğunluk g/cm ,4 8,22 Çizelge 3.3. Kullanılan WC-Co a ait bazı mekanik özellikler (Hartmetall, 2011). Tip Tane Boyutu (µm) Yoğunluk g/cm 3 Sertlik (HV 30 ) Eğilme Dayanımı (MPa) Basma Dayanımı (MPa) K10-K20 0,2-0,5 14,

.")
67 Kullanılan kesici takımlar, PİKSAN CNC metal işleme şirketi bünyesinde üretilmiştir. Kesici takımlarda geometrik homojenliğin sağlanması açısından bütün takımlar tek bir partide imal edilmiştir. Ayrıca imalat için kullanılan elmas kesici diskin aşınması ve buna bağlı olarak üretilen takımlarda meydana gelebilecek geometrik değişimler ihmal edilmiştir. Çünkü elmas diskteki aşınma, üretilen takımlarda farklılıklara neden olabilmektedir. Bu konu üzerine yapılan çalışmalarda da benzer durumlar neticesinde takımlar arasında farklılıkların olabileceği ifade edilmektedir (Li, 2009). Üretilen takımların geometrileri daha sonra taramalı elektron mikroskobu (SEM) kullanılarak kontrol edilmiştir. Yapılan bu kontrol neticesinde takımların çaplarında µm arasında değişim gösterdikleri gözlemlenmiştir. Yapılan bu değerlendirme sonucunda kesici takıma ait geometrik özellikler Şekil 3.1 de görülmektedir. L 2 d2 L 1 Ø d1 3 Ø d 2 Ø d 1 L 1 L 2 Kesici Ağız sayısı Kenar radiusu 4 mm µm 47 mm 1,6 mm 2 2 µm Şekil 3.1. Deneylerde kullanılan mikro freze ucuna ait geometrik özellikler. Tungsten karbür takımların üretilmesi ve geometrilerinin tanımlanmasından sonra, İnconel 718 nikel alaşımının işlenmesinde kullanılacak, uygun kaplama malzemeleri tespit edilmiştir. Kaplama malzemeleri, işlenecek malzeme özellikleri dikkate alınarak, kaplamayı gerçekleştiren firmanın ürün katalogları ve literatürde yapılan çalışmalar referans alınarak belirlenmiştir (Kalss vd., 2006; Okada vd., 2007; Lin vd., 2008; Liew, 2010). Bu kapsamda, TiAlN+AlCrN, DLC, AlTiN, TiAlN+WC/C, AlCrN olmak üzere 5 ayrı kaplama malzemesi tespit edilmiştir. Kaplamaların belirlenmesinde farklı unsurlar referans alınmıştır. AlCrN ve AlTiN kaplamaların, nikel alaşımların işlenmesi için oldukça uygun olduğu kaplamayı gerçekleştiren firma tarafından ifade edilmektedir. Bununla birlikte, AlTiN kaplamanın da İnconel 49
68 718 nikel alaşımının işlenmesinde uygun bir kaplama olduğu literatürdeki bilgilerden elde edilmiştir (Devillez vd., 2007). Ayrıca, DLC ve TiAlN+WC/C kaplamalar, içeriğinde barındırdıkları karbonun yağlayıcı özelliğinin, kesme sırasında avantaj sağlayacağı ve aynı zamanda sahip oldukları düşük sürtünme katsayılarının da, kesme işlemi sırasında avantaj sağlayacağı düşünülerek tercih edilmiştir. Çünkü, çalışmada kullanılan İnconel 718 nikel alaşımının kimyasal olarak etkileşime yatkın bir yapıya sahip olması, kesme sırasında kesici kenarlarda yoğun bir şekilde talaş yapışmasına neden olacağı beklenilmektedir. Bu durumun önlenmesi adına, DLC ve TiAlN+WC/C kaplamalar tercih edilmiştir. Bununla birlikte, mikro frezelemede çoğunlukla kullanılan TiAlN kaplama, bu çalışmada tercih edilmemiştir. Çünkü literatürde yapılan çalışmalar incelendiğinde, TiAlN+AlCrN ve AlCrN kaplamaların, TiAlN kaplamadan daha iyi bir performans sergilediği ifade edilmiştir (Kalss vd., 2006; Lin vd., 2008; Okada vd., 2007; Liew, 2010). Bu yüzden, TiAlN kaplamanın çalışmada bir yenilik getirmeyeceği düşünülmüştür. Kaplama için belirlenen malzemeler, Oerlikon Balzers şirketi tarafından kesici takım üzerine kaplanmıştır. Bunun için, Katodik ark biriktirme (Ark PVD) yöntemi ile Plazma ile desteklenmiş kimyasal buhar biriktirme (PA CVD) yöntemleri kullanılmıştır. Katodik ark biriktirme (Ark PVD) yöntemi, TiAlN+AlCrN, AlTiN, TiAlN+WC/C, AlCrN kaplamaların gerçekleştirilmesinde tercih edilmiştir. Katodik ark biriktirme, daha yoğun bir şekilde plazma sağladığından dolayı diğer PVD yöntemlerine nazaran daha fazla tercih edilmektedir. Bu yöntemde, kaplaması yapılacak olan malzemeye (Katot) iyonlaşma mertebesinde yüksek bir akım ( A) uygulanmaktadır. Uygulanan bu akımla birlikte, katot yüzeyinde lokal olarak ark oluşumu sağlanmaktadır (Şekil 3.2). Meydana gelen bu ark, kaplama malzemesinin ergime sıcaklığının üstünde ve yaklaşık olarak 2500 ºC sıcaklığa sahiptir. Oluşan bu ark, katot yüzeyinde çok yüksek hızlarda ve sürekli olarak yer değiştirmektedir. Bu sayede, gerekli buharlaşma ve iyonlaşma meydana getirilerek hedef noktadaki iş parçası yüzeyine, iyonize olmuş kaplama malzemelerinin yapışması sağlanmaktadır. Yapılan prosese ait şematik görüntü Şekil 3.3 te verilmiştir. 50

 yöntemidir.")

69 Şekil 3.2. Katodik ark biriktirme yönteminde katot üzerinde oluşan ark (Oerlikon Balzers, 2012). Reaktif Gaz 1- Hazne duvarı 2- Yalıtkan malzeme 3- Manyetik sistem 4- Soğutulmuş bakır katot 5- Hedef 6- Ateşleme bujisi 7- Ark 8- İyonize olmuş metal buhar 9- Reaktif gaz girişi 10- Kaplama 11- Ana tabaka 12- Tutucu Platform Şekil 3.3. Katodik ark biriktirme yönteminin şematik gösterimi (Oerlikon Balzers, 2012). DLC kaplama için tercih edilen yöntem ise, plazma destekli kimyasal buhar biriktirme (CVD) yöntemidir. Bu yöntem ise, CVD ve PVD yöntemlerinin sırasıyla, iyi yapışma karakteri ile düşük sıcaklık yeteneğinin bir kombinasyonu şeklindedir. Bu yöntemde, mikrodalga ya da elektrik akımı yardımıyla oluşturulan plazma ortamına, kaplama malzemelerini de içeren bir reaksiyon gazı verilmektedir. Kaplama tabakasının elde edilebilmesi için gereken reaksiyon enerjisi ise, plazma iyonları ve elektronların çapışmasıyla meydana gelmektedir. Bunun sonucu olarak, karbon ve hidrojen elementlerinin hedef malzemeye yapışması sağlanmaktadır. Gerçekleştirilen bu işlem, yaklaşık ºC sıcaklıkta gerçekleşmektedir. Plazmayı oluşturan elektrik akımının şiddetinde yapılacak değişiklikle birlikte, yapılan kaplamanın özellikleride değişebilmektedir. Bununla birlikte, kaplama 51
 Şekil 3.4. Plazma ile desteklenmiş kimyasal buhar biriktirme yöntemi şematik gösterimi (Oerlikon Balzers, 2012).")
70 işleminde daha iyi bir yapışmanın sağlanabilmesi için sıcaklık bir miktar artırılabilmektedir. Bu yönteme ait şematik bir resim Şekil 3.4 te gösterilmiştir. Asetilen C 2 H 4 Işıltılı Boşaltımlı Plazma Kaplanacak Parça C 2 H 4 =>C+H C Vakum Pompası İki kutuplu sinyal (-900/+50V) Şekil 3.4. Plazma ile desteklenmiş kimyasal buhar biriktirme yöntemi şematik gösterimi (Oerlikon Balzers, 2012). Yapılan kaplama işlemi sonucunda, elde edilen kaplama katmanları Şekil 3.5 de verilmiştir. Bu kaplamalardan, TiAlN+AlCrN ve TiAlN+WC/C kaplamalar çok katmanlı (multilayer) DLC, AlCrN ve AlTiN ise, tek katmanlı (monolayer) olarak tanımlanmaktadır. Bu kaplamalara ait bazı mekanik özellikler Çizelge 3.4 te verilmiştir. Ayrıca kaplama sonrasında özellikle takımların kenar geometrilerinde değişiklik olacağı düşünülmektedir. Bunun için her bir takımın kenar radius değeri SEM analiziyle ayrı ayrı belirlenmiştir. Bu değerler, minimum talaş kalınlığının belirlenmesinde referans olacaktır. Ölçümler sonucunda elde edilen radiusu değerleri yine Çizelge 3.4 te verilmiştir. 52
. Çizelge 3.4.")
 Sürtünme Katsayısı Oksidasyon Sıcaklığı ºC Kaplama Kalınlığı (µm) Kaplama sonrası Kenar radiusu (µm)")


71 TiAlN AlCrN TiAlN WC/C Çok Katmanlı WC_Co WC_Co Tek Katmanlı DLC AlCrN AlTiN WC_Co WC_Co WC_Co Şekil 3.5. Yapılan kaplama katmalarına ait görüntüler (Oerlikon Balzers, 2012). Çizelge 3.4. Kullanılan kaplamalara ait bazı özellikler (Engineeringtoolbox, 2013; Oerlikon Balzers, 2012). Sertlik (HV 0,05) Sürtünme Katsayısı Oksidasyon Sıcaklığı ºC Kaplama Kalınlığı (µm) Kaplama sonrası Kenar radiusu (µm) Kaplamasız ,4-0, AlCrN , ,8 3 AlTiN , ,5 DLC ,1-0, TiAlN+AlCrN ,35-0, ,8 3 TiAlN+WC/C ,15-0, ,1 2, Kesme Deneylerinin Gerçekleştirilmesi İnconel 718 nikel alaşımının mikro frezelenmesinde kaplanmış takımların performansının incelenmesine yönelik yapılan deneysel çalışmalarda, TiAlN+AlCrN, DLC, AlTiN, TiAlN+WC/C, AlCrN kaplı ve kaplamasız olmak üzere 6 farklı kesici takım kullanılmıştır. Bununla birlikte, kesme parametresi olarak, dev/dk devir sayısı (V c =48 m/dk) ile 1,25, 2,5, 3,75 ve 5 µm/ağız ilerleme hızı ile 0,1, 0,15, 0,2 53
.")

72 mm kesme derinliği değerleri kullanılmıştır. Kesme parametreleri, literatürde tercih edilen parametreler ile ön kesme işlemi sonucunda ve minimum talaş kalınlığı dikkate alınarak belirlenmiştir. Kesme deneyleri, laboratuvar çalışmaları için geliştirilen ve üzerinde dev/dk dönme hızına sahip bir spindle motor bulunan, 3 eksenli CNC işleme merkezinde gerçekleştirilmiştir (Şekil 3.6). İşleme merkezinin, her bir eksenindeki hareket, step motorlar yardımıyla sağlanmaktadır. Bu motorların eksenlere sağladığı hareket hassasiyeti, yapılan ölçümler sonucunda 1 µm olarak tespit edilmiştir. Elde edilen bu hassasiyetin, gerçekleştirilen çalışmanın boyutları için yeterli olduğu düşünülmektedir. CNC işleme merkezi, G kodları ve M yardımcı kodları yardımıyla sevk ve idare edilmektedir. Ayrıca, kontrol için kullanılan ara yüz programı, çeşitli CAD programlarındaki dosyaları okuyabilme ve bununla birlikte, farklı CAM programlarıyla da uyum içinde çalışabilme yeteneğine sahiptir. Spindle motor Kesici takım Şekil 3.6. Deneysel çalışmalarda kullanılan CNC işleme merkezi. Deneysel çalışmanın gerçekleştirildiği işleme merkezinde kesici takımlar pens bağlantı elemanıyla iş miline bağlanmıştır. Bu bağlantıda, üniversal tezgahlardaki bağlantıdan farklı olarak pensin bağlantısı için ilave bir pens tutucu aparat kullanılmamıştır. Şekil 3.7 de de görüldüğü üzere pens direk olarak iş miline, pens kapağı yardımıyla monte edilmiştir. Bu şekilde bir bağlantıyla, kesici takımdaki eksantrikliğin daha az olacağı düşünülmektedir. Çünkü bu bağlantı şeklinde, aktarma sayısı klasik pens tutuculu bağlantılara nazaran azaltılmıştır. Pens tutucularıyla yapılan bağlantılarda iş milinin ekseni ile kesici takım ekseni arasındaki etkileşim, iş mili-pens tutucu ve pens tutucu-pens olmak üzere iki aktarma ile sağlanmaktadır. Bu 54


73 çalışmada ise; iş mili ile pensin direk olarak etkileşimi ile bağlantı gerçekleştirilmiştir. Bu sayede, farklı parçaların birbiriyle bağlantısında oluşabilen eksenel hatalar, aktarma sayısı azaltılarak düşürülmeye çalışılmıştır. Ayrıca kesici takım, pens ağzında 15 mm kadar uzatılmıştır. Yapılan her bir bağlantıda takımdaki eksantriklik, mikron hassasiyetine sahip salgı komparatörü vasıtasıyla kontrol edilmiştir. Her bir kesme deneyi öncesi yapılan ölçümlerde, takımdaki eksantriklik hassasiyeti 1-3 µm aralığında belirlenmiştir. Bununla birlikte, her bir kesme işlemi sonrasında oluşan küçük boyutlu talaşların bağlantı elemanlarına yapışması, bir sonraki çalışma için kesici takımın montajında ciddi bir eksantriklik problemi oluşturmuştur. Bu sorunun çözümü için, takımın, tutucuya bağlanmadan önce bağlantı ekipmanları basınçlı hava ile temizlenerek meydana gelen eksantrik hata, en aza indirilmeye çalışılmıştır. İş mili Pens Pens kapağı Mikro freze ucu Şekil 3.7. Kesici takım bağlantı ekipmanları ve takımdaki eksantrikliğin kontrolü Aşınma Deneylerinin Gerçekleştirilmesi Kesici takımların aşınma performanslarının belirlenmesi için, 100x60x30 ebatlarında İnconel 718 nikel alaşım malzemesi kullanılmıştır. Yapılan kesme deneyleri, her bir kesme parametresi dikkate alınarak, 125 mm lik sabit bir kesme uzunluğunda gerçekleştirilmiştir. Yapılan deneysel çalışmanın şematik görüntüsü ile kullanılan iş parçası Şekil 3.8 de verilmiştir. Kesme işlemi sırasında yağlama ve soğutmanın etkisini ortaya koyabilmek için kuru kesme koşulları, minimal miktar yağlama (MQL) ve parça üzerine uygulanan kriyojenik bir ön soğutma işlemi dikkate alınmıştır. 55
 sistemi kullanılmıştır.")

74 n= dev/dk İş parçası Mikro Freze Takım Şekil 3.8. Mikro frezeleme işleminin şematik gösterimi ve kullanılan deney numunesi. Kesme işlemi boyunca yağlamanın etkisini ortaya koyabilmek için UNİST marka minimal miktar yağlama (MQL) sistemi kullanılmıştır. Bu ekipman, üzerinde bulunan yağ haznesindeki akışkan sıvıyı basınçla hava yardımıyla ve ince bir kesite sahip hortum kanalıyla sistemin ucundaki nozula iletmektedir (Şekil 3.9). Oldukça dar bir kesite sahip olan lastik nozula çarpan basınçlı akışkan, partiküllere ayrılarak buharlaşmakta ve kesme bölgesine iletilmektedir. Bu sayede, özellikle kesici takım ile iş parçası ara yüzünde bir yağ film oluşturularak sürtünme şartlarının iyileştirilmesi amaçlanmıştır. Ayrıca bu sistemle yapılan yağlama işlemiyle birlikte, soğutma sıvısı tüketiminde de tasarruf sağlanmıştır. Yağlama sistemi, yağlayıcı sıvıyı anlık püskürtme şeklinde hedef noktaya iletmektedir. Bununla birlikte, ekipman üzerindeki ayar vidası yardımıyla da dakikadaki püskürtme sayısı ayarlanabilmektedir. Bu sistemle yapılan deneysel çalışmalarda, cihazın dakikadaki püskürtme sayısı, 200 olarak ayarlanmıştır. Bununla birlikte sistemde kullanılan yağlayıcı sıvı ise; bitkisel yağ asitlerinden üretilmiş Coolube 2210 marka yağlayıcı akışkandır. Bu yağlayıcı sıvıya ait bazı özellikler Çizelge 3.5 de verilmiştir. 56
.")

75 Hava Girişi Yağ Yağ iletim hattı Püskürtme nozulu Şekil 3.9. Mikro frezeleme işleminin şematik gösterimi ve deney numunesi. Çizelge 3.5. Coolube 2210 yağlayıcı sıvıya ait bazı özellikler (Unist, 2013). Yoğunluk (20ºC) Viskozite (40ºC) Parlama Noktası kg/m 3 mm 2 /s ºC >200 Kesme deneylerinin bir bölümünde ise; iş parçası üzerine kriyojenik bir ön soğutma işlemi uygulanmıştır. Uygulanan soğutma işlemi direk olarak iş parçası üzerine sıvı azot enjekte edilmesi şeklindedir. Yapılan bu uygulama ile oldukça yüksek bir tokluğa sahip olan İnconel 718 nikel alaşımının, talaş kaldırılacak bölgesinin lokal olarak donması sağlanmıştır. Bu sayede, işlenen kanalların kenar bölgelerindeki çapak oluşumunun azaltılması ve yüzey kalitesinin ise, artırılması amaçlanmıştır. Bu işlem için kurulan deney düzeneği ve işlemin şematik gösterimi Şekil 3.10 da verilmiştir. Kurulan sistemin çalışma prensibi ise, kapalı bir hacim içinde bulunan sıvı azotun, ortamda oluşan basınçla birlikte sıvı olarak püskürtülmesini kapsamaktadır. Bunun için hava kompresöründen elde edilen basınçlı hava, sıvı azotun bulunduğu kabın dayanımı da düşünülerek regülatör yardımıyla 1 bar a indirilmiştir. Basıncı düşürülmüş hava, sıvı azotun bulunduğu kapalı ortama verildiğinde, oluşan ortam basıncının etkisiyle birlikte sıvı azot, gerekli izolasyonun yapıldığı bakır boru aracılığıyla hızlı bir şekilde iş parçası üzerine püskürtülmüştür. Yapılan bu işlem, sadece kesme işleminin yapılacağı yüzeye uygulanmıştır. Kesici takımla sıvı azotun temasından ise özellikle kaçınılmıştır. Çünkü ince bir kesite sahip olan takımın kolaylıkla gevrekleşip kırılması ihtimal dahilindedir. Fakat yine de, 57
 Spindle Motor İş Mili Basınç regülatörü Kompresör İş parçası Sıvı azot b) Şekil 3.10.")

76 parça üzerine düşen ve gaz haline dönüşen soğuk azot, kesici takımla temas etmiştir. Bununda, kesme işlemi sırasında gerekli soğutmayı sağlayacağı düşünülmektedir. Spindle Mikro freze ucu İş parçası Yalıtılmış Nozul Basınçlı hava Sıvı azot tankı a) Spindle Motor İş Mili Basınç regülatörü Kompresör İş parçası Sıvı azot b) Şekil a) Kriyojenik ön soğutma işlemi için deney düzeneği, b) deney düzeneğinin şematik gösterimi. Yapılan her bir kesme deneyi sonrasında takımlarda meydana gelen aşınmalar ve aşınma mekanizmaları, SEM de yapılan, görüntü ve EDX analizleriyle belirlenmiştir. Bunun için, LEO 1430 VP model bir SEM cihazı kullanılmıştır. SEM, ikincil elektron, geri yansıyan elektron ve X ışınları (EDX) detektörüne sahip bir cihazdır. Sahip olduğu bu özellikleri sayesinde, elde edilen görüntüler üzerinde noktasal, çizgisel, alan ve haritalama gibi tekniklerle elementer analizler yapabilmektedir (Şekil 3.11). SEM ortamında yapılan incelemeye ek olarak, işlenen kanallardaki geometrik değişimlerde, portatif USB mikroskop yardımıyla 58



77 gözlemlenmiştir. Bu sayede, kanal geometrilerindeki değişim referans alınarak takımlardaki çap azalmaları tanımlanmıştır. Çünkü mikro frezeleme prosesinde aşınmaya bağlı olarak takım çapındaki azalma, imalatı gerçekleştirilen ürünün gerek boyutsal, gerekse de yüzey kalitesi üzerinde önemli bir etkiye sahiptir. Bu yüzden, takımdaki aşınmalar değerlendirilirken, çaptaki değişimler dikkate alınmıştır. USB mikroskop Kanal geometrisi Şekil Takım aşınmalarının belirlenmesinde kullanılan SEM cihazı ve USB mikroskobu Mikro Frezeleme İşleminde Kesme Kuvvetlerinin Ölçümü Yapılan çalışma kapsamında mikro frezeleme işleminde kesme kuvvetlerinin analizi Bilkent Üniversitesi bünyesindeki laboratuvarda gerçekleştirilmiştir. Kesme kuvvetlerinin ölçümünde Kistler firması tarafından üretilmiş 9256 C1 tipi mini dinamometre kullanılmıştır. Kullanılan dinamometre, max 250 N kuvvet ölçme kapasitesine sahip ve 5 µs de örnekleme yapmaktadır. Çalışmada kullanılan dinamometre Şekil 3.12 de verilmiştir. Yapılan deneysel çalışma boyunca her bir kesici takımın kesme kuvveti açısından performansı test edilmiştir. Yapılan deneysel çalışma MİKROTOOLS minyatür işleme merkezinde gerçekleştirilmiştir. Kullanılan 59



78 CNC işleme merkezi, mikro frezeleme, mikro tornalama, mikro tel erozyon, mikro dalma erozyon, mikro tel erozyon taşlama, mikro elektro erozyon frezeleme ve mikro elektro erozyon delik delme gibi işlemleri yapabilme kapasitesine sahip hibrid bir tezgahdır. Bu tezgah ve deneysel düzeneğe ait görüntü Şekil 3.13 te verilmiştir. Şekil Kesme kuvvetleri ölçümünde kullanılan mini dinamometre (Bilkent Üniversitesi, 2013). Spindle motor Kesici Takım Mini dinamometre Şekil Kesme kuvveti ölçümlerinde kullanılan işleme merkezi. 60
. Kullanılan profilometre, temasız olarak ölçüm yapabilen bir yapıya sahiptir.")
79 3.5. Yüzey Pürüzlülüğü ve Çapak Oluşumu Analizi Yapılan kesme deneyleri sonucunda, her bir kesici takım için işlenen kanaların yüzey pürüzlülükleri, Bilkent Üniversitesi Ulusal Nano Teknoloji Araştırma Merkezi bünyesinde bulunan Zygo New Wiev 7200 marka optik profilometre ile belirlenmiştir (Şekil 3.14.). Kullanılan profilometre, temasız olarak ölçüm yapabilen bir yapıya sahiptir. Ayrıca sahip olduğu değişik büyütmelerdeki merceklerle farklı ebatlardaki alanları tarayabilmektedir. Profilometrenin dikey olarak çözünürlüğü, 0,1 nm hassasiyetindedir. Yüzey pürüzlülüğü ölçümlerinde, ölçüm düzlemi boyunca, ortalama pürüzlülük değeri olarak Ra değeri referans alınmıştır. Yapılan ölçümler, tüm kesici takımlar için kesme işleminin başladığı ilk bölgede yaklaşık olarak 0,1 mm 2 alanda gerçekleşmiştir. Gerçekleştirilen bir ölçüm sonrasında elde edilen yüzeye ait 3 boyutlu topografik görüntü Şekil 3.15 de verilmiştir. Bununla birlikte, AlCrN, DLC ve Kaplamasız kesici takımlarda aşınmaya bağlı olarak yüzey pürüzlülüğündeki değişimde ayrıca incelenmiştir. Bunun için yapılan ölçümlerde ise; işlenen kanalların bitiş bölgesinde belirlenen alanların taranmasıyla pürüzlülük tanımlanmıştır. Şekil Zygo New View 7200 marka optik profilometre. 61




80 40 µm Şekil Yapılan ölçüm sonrasında elde edilen, 3 boyutlu yüzey şekli. Üretimin niteliğini belirleyen bir diğer parametre ise, işlenen kanallardaki çapak oluşumudur. Yapılan deneysel çalışmalar boyunca, meydana gelen çapak oluşumları SEM ve USB mikroskop ile incelenmiştir. Kullanılan mikroskoplarla elde edilen çapak oluşumu Şekil 3.16 da verilmiştir. Yapılan görüntüleme işlemi, işlenen kanalın başlangıç bölgelerinden alınmış ve meydana gelen çapağın kesici takımla birlikte değişimi izlenmiştir. Takımlarda meydana gelen aşınmanın çapak oluşumu üzerindeki etkisi ise, kesme işleminin bittiği bölgeden elde edilen görüntülerle tanımlanmıştır. Şekil SEM ve USB mikroskopta elde edilen çapak oluşumu görüntüleri. 62


81 3.6. Kesme Anında Sıcaklığın Ölçülmesi Yapılan çalışma boyunca kesme anında meydana gelen sıcaklık, sabit bir kesme derinliğinde (0,1 mm) ve ilerleme hızına bağlı olarak termal kamera yardımıyla ölçülmüştür. Kesici takım çapı çok küçük olması nedeniyle termokupl kullanılmamıştır. Ölçüm işleminde kullanılan termal kamera, FLIR marka ThermaCAM E45 model bir kameradır. Yapılan ölçüm işlemi, Şekil 3.17 de de görüldüğü üzere iş parçası kenarı boyunca gerçekleştirilmiştir. Sıcaklık ölçümü için yapılan kesme işleminde kesici uc ile iş parçası dış kenarı paralel olacak şekilde konumlandırılmıştır. Yani iş parçası dış kenarında kesici uç çapı kadar bir mesafe içeri girilmiştir. Bu sayede, kesme bölgesi termal kamera tarafından direk olarak görüntülenmiştir. Bu sayede, termal kamera ile kesici uç arasında sağlıklı bir ölçüme engel olacak bir katmanın oluşması engellenmiştir. Termal Kamera Kesici uç İş Parçası Parça Kenarı Şekil Kesme anında sıcaklığın ölçülmesi ve kullanılan termal kamera Mikro Frezeleme İşleminin Nümerik Olarak Modellenmesi Yapılan çalışma kapsamında mikro frezeleme işlemi, kaplamasız kesici takım dikkate alınarak nümerik olarak modellenmiştir. Gerçekleştirilen nümerik çözümler her bir ilerleme hızı için yapılmıştır. Deneysel ve nümerik kesme kuvvetleri arasındaki ilişki referans alınarak simülasyonun doğruluğu ortaya konulmuştur. Ayrıca, kesme sıcaklığı ve kesici takımda meydana gelen gerilmeler gibi deneysel olarak tespiti zor olan parametrelerde tespit edilmiştir. Bununla birlikte, farklı kesici 63

82 kenar geometrilerinde de ilave nümerik çözümler yapılarak kenar geometrisindeki değişimin kesme kuvveti, kesici takımda oluşan gerilme ve kesme sıcaklığı üzerindeki etkisi belirlenmiştir. Yapılan nümerik çalışmada, sonlu eleman yazılımı olarak, çoğunlukla plastik deformasyon problemlerinin çözümünde kullanılan Deform 2D kullanılmıştır. Nümerik çözümler, 2 boyutlu olarak gerçekleştirilmiş ve kesme işlemi esnasında remeshing tekniği kullanarak her bir çözüm aralığında sonlu eleman ağı oluşturulmuştur. Yapılan modellemede kesici takımın bir ağzının yarım turluk bir dönme hareketi simule edilmiştir. Bu sayede, maksimum talaş kesitinin olduğu bölgeye kadar kesme işlemi yapılarak gerekli datalar elde edilmiştir. Deform 2D programında hazırlanan nümerik model Şekil 3.18 de verilmiştir. f, (µm/ağız) O 1 O Şekil Deform 2D de oluşturulan 2 boyutlu model Yapılan sonlu eleman analizlerinde, iş parçası rijit-plastik ve başlangıçtaki talaş oluşumunun görülebilmesi ve minimum talaş kalınlığının belirlenmesi için elastikplastik olarak modellenmiştir. Oluşturulan çözüm ağında, adet dörtgen eleman kullanılmıştır. Elde edilen çözüm ağındaki eleman boyutları ise, 0,2 µm ile 4 µm arasında değişmektedir. Kesici takım ise, rijit olarak modellenmiş ve 2500 adet dörtgen eleman kullanılarak çözüm ağı oluşturulmuştur. Kesici takımda kullanılan en küçük eleman boyutu ise, 0,2 µm civarındadır. Sonlu eleman çözümlerinde kesici takımın dairesel hareketini takip eden dinamik bir çözüm ağı penceresi tanımlanarak ve remeshing uygulayarak deformasyonun en fazla olduğu noktada yeniden bir çözüm ağı oluşturulmuştur. 64
83 Yapılan nümerik analiz, 1,25, 2,5, 3,57 ve 5 µm/ağız ilerleme hızlarında ve dev/dk sabit açısal hızında gerçekleştirilmiştir. Her bir ilerleme için iş parçası ilerleme miktarı kadar kesici takıma yaklaştırılıp x ve y yönlerinde sabitlenmiştir. Kesme işlemi ise, kesici takıma verilen açısal hızla gerçekleştirilmiştir. İş parçası ile kesici takım arasındaki sürtünme koşulları ise kayma sürtünme faktörü ile tanımlanmış ve kesme işlemi boyunca m=0,6 olarak sabit kabul edilmiştir. Bununla birlikte iş parçası ile takım arasındaki ısı iletimine izin veren ısı iletim katsayısı 10 4 kwm -2 K -1 olarak tercih edilmiştir. Kesme işleminin modellenmesinde kullanılan kesici takım malzemesine ve iş parçası malzemesine ait mekanik ve termal özellikler Çizelge 3.6 da verilmiştir. Çizelge 3.6. Sonlu eleman çözümlerinde kullanılan iş parçası ve kesici takıma ait mekanik ve termal özellikler (Deform 2D V9.0, 2006). İnconel 718 WC-Co Elastisite modülü (GPa) Termal iletim katsayısı (Wm -1 C -1 ) 10,3 (20 C) 11,9 (100 C) 13,6 (200 C) 15,2 (300 C) 55 Termal genleşme katsayısı (mm mm -1 C -1 ) 1,28e-05 (20 C) 1,35e-05 (93 C) 1,39e-05 (204 C) 1,42e-05 (316 C) 4,7e-06 Isı kapasitesi (Nmm -2 C -1 ) 3,6 (20 C) 3,8 (100 C) 3,9 (200 C) 4 (300 C) 2,08(20 C) 2,12(100 C) 2,17 (200 C) 2,22 (300 C) Malzeme modelinin oluşturulması Yapılan nümerik çalışmada, iş parçası malzeme modeli olarak çoğunlukla plastik deformasyonun söz konusu olduğu durumlarda, iş parçasının deformasyon karakteristiğini tanımlayan Johnson-Cook malzeme modeli kullanılmıştır (Denklem 65
84 3.1). Johnson-Cook malzeme modeli temel olarak şekil değiştirme, şekil değiştirme hızı ve sıcaklığa bağlı olarak tanımlanan akma gerilmesiyle ifade edilmektedir. [ ( ) ] (3.1) (1) (2) (3) Yukarıda ifade edilen bu analitik ifade, üç fonksiyonun bir araya gelmesiyle elde edilmiştir. Bunlar, (1) malzemenin şekil değiştirme sertleşmesi karakterini, (2) malzemenin şekil değiştirme hızı hassasiyetini ve (3) malzemenin termal yumuşama karakterini tanımlamaktadır. Bu analitik ifadeyi oluşturan fonksiyonlardaki parametreler ise; A, malzeme akma gerilmesi sabitini, B, malzemenin sertleşme modülünü, C, şekil değiştirme hızı hassasiyetini, n, sertleşme katsayısını ve m, ise, malzemenin termal yumuşama katsayısını ifade etmektedir. Malzemeye ait bu katsayılar Split Hopkinson Pressure Bar (SHPB) olarak isimlendirilen deney düzeneğinden elde edilmektedir. Bu deney düzeneği temel olarak malzemelerin yüksek hızlardaki şekil değiştirme özelliklerini tanımlamaktadır. Bununla birlikte analitik ifade deki diğer bilinmeyeler ise;, plastik şekil değiştirmeyi,, şekil değiştirme hızını (s -1 ),, referans şekil değiştirme hızını (s -1 ) tayin etmektedir. Bununla birlikte T, iş parçası sıcaklığını, T r, oda sıcaklığını, T m, iş parçası ergime sıcaklığını ifade etmektedir. Yukarıdaki analitik model, pek çok talaşlı imalat simülasyonunda tercih edilmesine rağmen uygulanabilirliği noktasında bazı problemleri vardır. Bu modelin her malzeme için uygulanabilirliği kısıtlıdır. Çünkü, her malzemenin mekanik özellikleri farklıdır. Buna bağlı olarak, şekillendirilebilme özellikleri de değişiklik gösterebilir. Bunun yanı sıra, bu analitik model, bütün şekil değiştirme durumlarında ve şekil değiştirme hızı ve sıcaklık aralıklarında uygulanabilmesine karşın, özellikle yüksek şekil değiştirme durumlarında yüksek sıcaklıklarda malzemede görülen akma yumuşaması ve termal yumuşama gibi malzemedeki anlık yapısal değişimleri ihmal etmektedir (Sima ve Özel, 2010). Gerçek koşullarda malzemede görülmesi muhtemel bu durumların modelde ihmal edilmesi, simülasyon sonuçlarını doğrudan etkileyecektir. Bu kapsamda yapılan çalışmalarda Johnson-Cook malzeme modeli, 66
85 malzemenin bu özellikleri dikkate alınarak modifiye edilmiştir (Calamaz vd. 2008; Sima ve Özel, 2010). Modifiye edilen modellerden Denklem 3.2 de verilen Sima ve Özel in modeli bu çalışmada malzeme modeli olarak dikkate alınmıştır. Kullanılan bu yeni modelde iş parçası malzemesindeki termal ve akma yumuşaması şeklinde görülen yapısal değişimler dikkate alınmıştır. [ ( )] [ ] [ ( ) ] (3.2) [ [ ( )] ] Burada; ve (3.3) Modifiye edilmiş bu modeldeki ilave parametrelerden a, b, r, d ve s malzemeye ait katsayılarıdır. Bu katsayılardan a, şekil değiştirme sertleşmesini kontrol eden bir parametredir. Bunun yanı sıra, b, sıcaklığa bağlı olarak akma yumuşama etkisini kontrol etmektedir. d, parametresi ise, D nin sıcaklığa bağlı olma derecesini kontrol etmektedir. Bu parametre, akma yumuşaması üzerinde önemli bir etkiye sahiptir. Ayrıca minimum akma gerilmesini tanımlamaktadır. Tanh fonksiyonu düşük şekil değiştirme hızlarında akma gerilmesini ayırmaktır. Bununla birlikte, tanh fonksiyonunu kontrol eden s parametresi de, malzemedeki yumuşama eğimini kontrol etmektedir (Calamaz vd. 2008; Sima ve Özel 2010). Sima ve Özel tarafından yapılan çalışmada modifiye edilmiş malzeme modelindeki a, b, r, d ve s parametreleri çalışmada kullanılan iş parçası malzemesi üzerinde literatürde yapılmış deneysel bir çalışmadan elde edilen sonuçlar referans alınarak belirlenmiştir. Deneysel çalışmada düşük şekil değiştirme aralığında elde edilen akma gerilmesi eğrisi ile matematiksel modelde elde edilen eğri karşılaştırılmış, en uygun sonucu veren parametreler malzeme modelinde kullanılmıştır. Yapılan bu çalışmada ise, modifiye edilmiş malzeme modeli üzerindeki ilave parametrelerin bir kısmı (s ve r), Özel vd. (2011) tarafından İnconel 718 malzemesi üzerindeki yapılan bir çalışmadan elde edilmiştir. Diğer parametreler (a, b, d) ise; 67
86 Akma Gerilmesi (Mpa) deneysel kesme kuvveti sonuçlarıyla en iyi uyumu verecek şekilde deneme yanılma yoluyla belirlenmiştir. Benzer bir yöntemi literatürde yapılan bir çalışmada da görmek mümkündür (Sima ve Özel 2010). Bununla birlikte, modifiye edilmiş Johnson-Cook modeli için kullanılan parametrelerde ise, A=450 MPa, B=1720 MPa, n= 0,65; C=0,017; m=1,3 =0,001 (Ulhman vd. 2007), s=5; r=1 (Özel vd. 2011), a=0,5; b=10; d=0,22 katsayıları dikkate alınmıştır. Bu katsayılar kullanılarak elde edilen şekil değiştirme-akma gerilmesi grafiği Şekil 3.19 da verilmektedir. Elde edilen bu grafikte malzeme kritik bir şekil değiştirme oranından sonra akma gerilmesi hızlı bir şekilde azalmaktadır. Bu durum, malzemede şekil değiştirme yumuşaması şeklinde açıklanmaktadır. Daha sonra artan şekil değişimi ile birlikte bu akma gerilmesinin stabil hale geldiği görülmektedir ,01/s 0,1/s 1/s 10/s 100/s 1000/s 10000/s /s Şekil Değiştirme Şekil Analitik model kullanılarak oluşturulan 100 C de malzemeye ait akma gerilmesi şekil değiştirme eğrisi. Elde edilen analitik model referans alınarak 4 farklı ilerleme hızı için (1,25; 2,5; 3,75 ve 5µm/ağız) sonlu eleman çözümü gerçekleştirilmiştir. Gerçekleştirilen bu çözümler neticesinde deneysel kesme kuvveti ile nümerik sonuçlar karşılaştırılmıştır. Bununla birlikte, kesme sıcaklığı ve kesici takımda meydana gelen gerilme dağılımı da yine bu analizler sonucunda elde edilmiştir. Şekil 3.20 de yapılan bir sonlu eleman analizi sonucunda talaş oluşumu görülmektedir. 68


87 Şekil Sonlu eleman çözümlerinde elde edilen talaş oluşumu (3,75µm/ağız) Minimum talaş kalınlığının belirlenmesi Minimum talaş kalınlığı, mikro frezeleme işleminde önemli bir unsurdur. Çünkü, kesme işleminde düzgün bir talaş oluşumu büyük ölçüde bu parametreye bağlıdır. Bu değer, temel olarak kesici takım kenar radiusunun ağız başına ilerleme ya da kesme derinliği ile olan ilişkisi olarak ifade edilmektedir. Minimum talaş kalınlığının belirlenmesi oldukça zor bir işlemdir. Bunun için, genellikle analitik ve nümerik modeller tercih edilmektedir. Yapılan bu çalışmada, minimum talaş kalınlığı sonlu eleman analizi ile belirlenmiştir. Mikro frezeleme prosesi iki boyutlu olarak modellenerek düzgün bir talaş oluşumunun meydana geldiği bölgedeki talaş kalınlığı ölçülmüştür. Her bir ilerleme hızı için yapılan analizlerde, ilerleme hızına bağlı olarak farklı açısal pozisyonlarda talaş oluşumu görülmüştür. Yapılan nümerik analiz sonucunda, bu çalışma için minimum talaş kalınlığının, kesici kenar radius değerinin yaklaşık 0,1 katı olduğu anlaşılmıştır. Şekil 3.21 ve 3.22 de minimum talaş kalınlığının ölçülmesi ve farklı ilerleme durumları için talaş oluşumunun görüldüğü açısal pozisyonlar verilmiştir. 69




88 İş parçası t cmin 0,2µm r e =2 µm Kesici kenar Şekil Bu çalışma kapsamında minimum talaş kalınlığının ölçülmesi =2,9 =3,9 f=5 µm/ağız f=3,75 µm/ağız =4,3 =6,2 f=2,5 µm/ağız f=1,25 µm/ağız Şekil Farklı ilerleme hızlarında talaş oluşumunun elde edilmesi 70
89 4. ARAŞTIRMA BULGULARI VE TARTIŞMA 4.1. Takım Aşınmasının Değerlendirilmesi Kaplamanın takım aşınması üzerindeki etkisi Yapılan çalışma sonucunda elde edilen verilere bakıldığında, kesici takımlardaki hasarlar, genellikle yan yüzey aşınması ile yine yan yüzey boyunca meydana gelen kenar kırılmaları şeklinde görülmektedir. Deneysel çalışma boyunca kullanılan ve farklı kesme koşulları için elde edilmiş takım görüntüleri Şekil 4.1 ve 4.2 de verilmektedir. Kaplamasız olan mikro takımlarda genellikle kenar bölgelerinde chipping şeklinde hasarlar gözlemlenmektedir. Kaplama malzemesi takıma bir tür tokluk kazandırdığı söylenebilir. Çünkü kaplanmış olan takımlarda kırılma türü hasarlar daha az meydana gelmiştir. Kaplamalı takımlar arasında AlTiN ve TiAlN +WC/C takımlarda kırılma hasarı minimum düzeydedir. Bu takımlarda daha çok abrazif aşınma mekanizması sonucunda meydana gelen çap küçülmeleri görülmektedir. Bunun dışında, kesici takımın iş parçası ile kimyasal etkileşimi sonucunda, kesici kenarlarda talaş yapışması da söz konusudur. Kesici takım yan yüzeyinde görülen aşınmaların, iş parçası kimyasal kompozisyonundaki aşındırıcı partiküllerin oluşturduğu abrazif aşınma mekanizmasının bir sonucu olarak meydana geldiği bilinmektedir. Bununla birlikte, kesici takımın orjinal kesme kenarı, abrazif aşınmayla önemli miktarda bozulmuş ve yeni bir kesici kenar oluşmuştur. Bu durum, kesici takım çapında azalmaya neden olmaktadır. Frezeleme işleminde, tornalama prosesinden farklı olarak, kesme işlemi yapan kesici ağızların her biri aralıklı olarak talaş kaldırmaktadır. Bu durum, kesici ağızların tekrarlı yüklere maruz kalmasına neden olmaktadır. Bunun sonucu olarak, özellikle dayanımın düşük olduğu, kesici kenarlarda ve uç bölgelerinde yorulmaya bağlı kırılmalar görülmektedir (Li ve Guan, 2004). Ayrıca mikro frezeleme işleminde kesici kenar başına düşen ilerleme miktarının küçük olmasından dolayı, düzgün bir talaş oluşumu her zaman mümkün olmamaktadır. Bunun yerine, iş parçası elastik-plastik olarak şekil değiştirmektedir. Bunun sonucu olarak meydana gelen deformasyon sertleşmesi, kesici takımın daha hızlı aşınmasına neden olabilmektedir (Dutzinski vd., 2004). 71


 f=1,25 mm")





90 (AlCrN) f=2,5 µm/ağız a p =0,1 Talaş yapışması Kaplamanın soyulması Kırılma (AlTiN) f=1,25 µm/ağız a p =0,1 mm Kırılma Yan yüzey aşınması Kaplamanın soyulması (DLC) f=3,75 µm/ağız a p =0,15 mm Yan yüzey aşınması Yan yüzey Aşınması Kırılma Şekil 4.1. Farklı kaplama türlerinde elde edilen aşınma şekilleri. 72








91 (TiAlN+AlCrN) f=2,5 µm/ağız a p =0,1 mm Yan yüzey aşınması Kenar ucunda ufalanma Kenarda ufalanma Yan yüzey aşınması Kırılma (TiAlN+WC/C) f=3,75 µm/ağız a p =0,2 mm Talaş yapışması Kaplamanın soyulması Yan yüzey aşınması (Kaplamasız) f=3,75 µm/ağız a p =0,1 mm Kenar bölgesi kırılması Aşınma ile şekillenen kesici kenar Kenar ucunda kırılma Kenarda kırılma Şekil 4.2. Farklı kaplama türlerinde elde edilen aşınma şekilleri. 73
92 Hasara uğramış takımlar üzerinde yapılan SEM analizlerinde, kesici takımının yan yüzeyi boyunca görülen kırılmaya, kenar yüzeyine yapışan iş parçasının sebep olduğu düşünülmektedir (Şekil 4.3a). Elde edilen bu görüntü üzerinden yapılan EDX analizinde, takım yüzeyinden ayrılmak üzere olan parçanın, iş malzemesinde bulunan Ni, Cr, ve Fe elementlerini yoğun bir şekilde barındırdığı görülmektedir. Ayrıca Şekil 4.3b deki görüntüde ise, kesici takımın serbest yüzeyinde iş malzemesinin adeta sıvandığını görmek mümkündür. Bu durum, EDX analiziyle de desteklenmiştir. Meydana gelen bu sıvanma, özellikle tam bir talaş oluşumunun meydana gelmediği süreçte, diğer bir deyişle elastik-plastik deformasyonun hakim olduğu bölümde olduğu tahmin edilmektedir. Bu durum, iş parçası malzemesinin yapıştığı bölgelerde aşırı sürtünmelere ve lokal gerilmelere sebep olmaktadır. Bu nedenle bu bölgelerde, aşınmalara ve kırılma şeklindeki malzeme kayıplarına daha sık rastlanmıştır. Sonuç olarak, kesici takım kenarlarında görülen hasarlar, gerek imalat prosesi, gerek kesici takım malzemesi ve geometrik yapısı ile kullanılan iş parçası malzemesinin yapısal özellikleriyle doğrudan ilgili olduğunu söylemekte yarar vardır. 74


93 Al Ti W TiAlN+WC/C Cr Ni Fe (a) AlTiN (b) Şekil 4.3. Kesici takım üzerinde yapılan EDX analizi ve hasar durumunun belirlenmesi. Mikro frezeleme işleminde aşınmaya bağlı olarak takım çapının değişmesi, imalatı gerçekleştirilen ürünün kalitesi/boyut doğruluğu açısından önemli bir parametredir. 75
94 Kesici Takım Çap Azalması (%) Kesici Takım Çap Azalması (%) Bu kapsamda, kesici takımlarda meydana gelen aşınma, takım çapındaki değişime bağlı olarak da değerlendirilmiştir (Şekil 4.4). Grafiklerde dikkat çeken ilk unsur, kaplama malzemesinin takımın aşınma direncine olumlu bir katkı sağladığıdır. Talaşlı imalatı oldukça zor olan malzemelerin işlenebilmesi için kullanılan kesici takımlarda temel bazı gereksinimlerin olması istenmektedir. Bunlar, iyi bir aşınma direnci, yüksek sıcaklıklarda sertliğini muhafaza etmesi, kimyasal stabilitesinin iyi olması şeklinde sıralanabilir (Ezugwu vd., 1999). Bu gereksinimler ise, kaplamaların sertlik, oksidasyon direnci, termal iletkenlik ve sürtünme katsayısı gibi özelliklerinin iyileştirilmesiyle sağlanabilmektedir (Gatto ve Iuliano, 1997; Choudhury ve El Baradie, 1998; Ezugwu vd., 1999) Kesme Derinliği, a p = 0,1 mm AlCrN AlTiN DLC TiAlN+AlCrN TiAlN+WC/C Kaplamasız İlerleme hızı, f (µm/ağız) İlerleme hızı, f = 5 µm/ağız AlCrN AlTiN DLC TiAlN+AlCrN TiAlN+WC/C Kaplamasız Kesme Derinliği, a p (mm) Şekil 4.4. Kaplama malzemesinin ve kesme parametrelerinin kesici takım çapındaki değişime etkisi. Kaplamalı takımlar arasında bir değerlendirme yapıldığında, aşınmaya bağlı olarak takım çapındaki azalmanın, DLC ve TiAlN+WC/C kaplamalı takımlarda maksimum 76
95 düzeyde olduğu görülmektedir (Şekil 4.4). Bunun yanı sıra, AlTiN, AlCrN ve TiAlN+AlCrN kaplamalı takımlarda ise, takım çapındaki azalma, nispeten daha az ve birbirlerine oldukça yakın olduğu söylenebilir. Bu durumu, kaplama malzemelerinin mekanik özellikleriyle açıklamak mümkündür. Çizelge 3.4 te verilen kaplamalara ait sertlik değerlerindeki farklılık, Şekil 4.4 teki eğilimle örtüşmektedir. Sertlik değerleri, takımın aşınma davranışını belirleyen önemli bir parametredir (Gatto ve Lulıano, 1997; Choudhury ve El Baradie, 1998; Ezugwu vd., 1999). Takım çapında meydana gelen azalmanın, abrazif aşınma mekanizmasının bir sonucu olduğu düşünülürse, maksimum sertlik değerine sahip olan AlTiN, AlCrN ve TiAlN+AlCrN (sırasıyla HV 0,05 = 3300, 3200, 3300) kaplamalı takımların performanslarının nedeni anlaşılmaktadır İlerleme ve kesme derinliğinin aşınma üzerindeki etkisi Şekil 4.4 ten elde edilen bir diğer sonuç ise; ilerleme hızına ve kesme derinliğine bağlı olarak meydana gelen çap değişimidir. Gerek kesme derinliğinde gerekse de ilerleme hızındaki artışla birlikte kesici takım çapındaki değişim daha azdır. Her bir takım için maksimum aşınma f = 1,25 µm/ağız ilerleme hızında meydana gelirken, minimum aşınma ise, maksimum ilerleme değeri olan 5 µm/ağız da yaklaşık 2 kat daha azdır. Benzer bir durum kesme derinliği içinde söz konusudur. Maksimum aşınma küçük kesme derinliklerinde meydana gelirken, kesme derinliğinin artmasıyla birlikte aşınma değerinin azaldığı görülmüştür. Düşük ilerleme hızlarında takımdaki aşınmanın daha büyük olması talaş oluşum süreci ile ilgili olduğu düşünülmektedir. Çünkü Şekil 4.5 te de görüldüğü üzere, düzgün bir talaş oluşumu için kesit boyunca değişen talaş kalınlığının minimum talaş kalınlığından fazla olması gerekmektedir. Minimum talaş kalınlığına erişinceye kadar takımın aldığı mesafede kazıma/ovalama (ploughing) mekanizması hakim olmaktadır. Bu durumda, kesici takım kesme işleminden daha çok iş parçasını elastik-plastik olarak deforme etmektedir. Bunun sonucu olarak, iş parçası elastik olarak bir miktar yeniden toparlanmaktadır. Ayrıca meydana gelen dislokasyon yoğunluğunun da etkisiyle kesici takım ilave bir yüke maruz kalacaktır (Lucca vd., 1991; Lucca vd., 1994). Bu durum, takımın daha hızlı aşınmasına neden olmaktadır. Bu yüzden takımın düzgün bir talaş oluşumunun meydana geldiği açısal pozisyonu, onun kazıma/ovalama mekanizmasında aldığı mesafeyi de tayin etmektedir. Şekil 4.5 e bakıldığında en düşük ilerleme hızında, 77


96 düzgün bir talaş oluşumu, kesici takımın nispeten daha büyük bir dönme açısı yapmasıyla mümkün olabilmektedir. Bu durum, Şekil 4.5 teki diğer ilerleme durumları içinde ele alındığında ilerleme hızı arttıkça düzgün bir talaş oluşumu için kesici takımının daha küçük bir dönme açısına ihtiyaç duyulmaktadır. Bu yüzden, düşük ilerleme hızlarındaki kesme işleminde, kazıma/ovalama mekanizmasının görüldüğü mesafe, büyük ilerleme hızlarına nispeten daha fazladır. Böylelikle küçük ilerleme hızlarında aşınmaya bağlı olarak meydana gelen çap azalması da nispeten daha büyük olarak gerçekleşmektedir. 1,25 µm 2,5 µm d 1 1 d2 2 Kesici kenar Kesici kenar İş parçası L 1 İş parçası L 2 3,75 µm 5 µm d d 4 İş parçası İş parçası L 3 L 4 Şekil 4.5. Farklı ilerleme durumları için talaş oluşumunun meydana geldiği kesici takım açısal pozisyonları ( 1 > 2 > 3 > 4, L 1 > L 2 > L 3 > L 4 ). Bu sonuçlara ilaveten, kesme işlemi sonrası oluşan kanal geometrileri de ilerleme hızı ve kesme derinliğinin, azalan çap üzerindeki etkisini net bir şekilde ortaya koymaktadır (Şekil 4.6). Şekil 4.5 te de ifade edildiği gibi küçük ilerleme hızlarında talaş oluşumunun başlayabilmesi için kesici takımın açısal olarak belirli bir yol alması gerekmektedir. Kesici takımın talaş kaldırma işlemine başlangıcından, düzgün bir talaş oluşumunun meydana gelinceye kadarki bu aralıkta kazıma/ovalama (ploughing) mekanizması baskın bir deformasyon şekli olarak ön plana çıkmaktadır. Bu mekanizma sayesinde, özellikle kesici takım ile iş parçası arasındaki sürtünme 78



97 artmakta ve bunun bir sonucu olarak, kesici takım daha hızlı aşınmaktadır (Liu vd., 1996; Xiao vd., 2003). Bu açıklamaya paralel olarak mikro takım daha fazla aşındığından Şekil 4.6 daki kanal geometrilerindeki a 1 ile a 0 arasındaki farkda büyümektedir. Artan talaş derinliği ve ilerleme değerine bağlı olarak b 0 ile b 1, c 0 ile c 1 ve d 0 ile d 1 arasındaki fark azalmaktadır. Mikro frezeleme işleminde, kesme parametrelerinin etkisi ve talaş oluşum süreci konvansiyonel frezelemeden farklıdır. Özellikle, mikro frezelemede talaş oluşum mekanizması, kesici takım ömrünü önemli ölçüde etkilemektedir. Minimum talaş kalınlığının üzerindeki değerlerde talaş oluşumu meydana gelirken, kesici takım üzerinde uniform bir gerilme dağılımının oluşması sağlanmaktadır. Minimum talaş kalınlığının altındaki talaş kalınlıklarında ise, talaş oluşumu tam olarak gerçekleşmemekte ve kazınma/ovalama meydana gelmektedir. Bunun neticesinde, sürtünme kuvvetinin neden olduğu yüksek lokal gerilmeler meydana gelmektedir (Filiz vd., 2007). Düzgün bir talaşın oluşmaması kesici takımın serbest yüzeyinde Şekil 4.3b de de görüldüğü üzere iş parçası malzemesinin sıvanmasına/yapışmasına neden olacaktır. Takıma sıvanan talaş, ilave bir sürtünmenin oluşmasına neden olacak ve kesici kenar daha büyük gerilmelere maruz kalacaktır. a 0 a 1 b 0 b 1 DLC f=1,25 µm/ağız- a p =0,1 mm DLC f=1,25 µm/ağız- a p =0,2 mm c 0 c 1 d 0 d 1 DLC f=1,25 µm/ağız- a p =0,2 mm DLC f=3,75 µm/ağız- a p =0,2 Şekil 4.6. Takım çapındaki değişime bağlı olarak değişen kanal geometrileri ( a 1 /a 0 > b 1 /b 0, c 1 /c 0 > d 1 /d 0 ). Yapılan deneyler sonucunda takımların aşınma performanslarını değerlendirmek için diğer bir kriter ise, kesici kenar radius değişimleridir. Mikro kesici takımların kesme 79
98 yapan kenarları kesme işlemi boyunca kolaylıkla aşınabilmektedir. Meydana gelen bu aşınma öncelikle kesme işlemini yapan kenarın uç noktasında meydana geldiği için takımın dairesel hareketinin de etkisiyle bu bölgelerde yuvarlanmalar meydana gelmektedir. Bu olay, kesici kenar köşe radiusunun büyümesi olarak tanımlanmaktadır. Kesici kenar uç bölgesindeki bu geometrik değişim, minimum talaş kalınlığının kenar radiusuna oranını azaltacağından, kesme işlemini olumsuz etkilemektedir. Yapılan değerlendirmeler sonucunda kenar radiusu karakteristiğinin takım çapındaki değişimle bağlantılı olduğu düşünülmektedir. Şekil 4.7 de verilen şematik resimde görüldüğü üzere, kesici takımın kesme işlemine başlamasıyla birlikte, kesici kenarın en zayıf bölgesi olan uç noktaları ilk önce aşınan bölgeler olmaktadır. Bununla birlikte dönme hareketinin de etkisiyle kenar ucunun yuvarlanmasına, bir anlamda köşe radiusunun büyümesine neden olmaktadır. Başlangıçta kesici kenar radiusu r e1, iken, aşınmayla birlikte kenar radiusu r e2 olmaktadır. Kesme işleminin devam etmesiyle birlikte, artan aşınmanın etkisiyle de yeni bir kenar oluşmaktadır. Oluşan bu yeni kenarın radius değeri r e3, ilk etapta oluşan radius r e2 değerinden nispeten daha azdır. Yani, takım çapındaki azalma ile birlikte başlangıçta artan kenar radiusu, daha sonra azalma eğilimi göstermektedir. Bu açıklamalarla birlikte, kesme işlemi boyunca kesici takımların uç radiuslarındaki değişim Şekil 4.8 de verilmiştir. Grafikte de görüldüğü üzere, kesici kenar radius değerinin büyüklüğü, kesici takım çapındaki değişimle ters orantılıdır. Takım çapındaki değişim büyüdükçe radius değeri küçülme eğilimindedir. 80
99 Kenar Radiusu ve Çap Değişimi (µm) I. Aşama II. Aşama r e1 r e3 Aşınan yan yüzey r e2 Aşınan yan yüzey Orjinal kesme kenarı Kesici Kenar Kesici Kenar Yeniden şekillenen kenar Şekil 4.7. Aşınmaya bağlı olarak kenar radiusu değişimi aşamaları (r e2 > r e3 > r e1 ) µm/ağız - a p = 0,15 mm Kenar Radiusu Değişimi Çap Değişimi TiAlN+AlCrN AlTiN AlCrN DLC TiAlN+WC/C Kaplamasız Şekil 4.8. Kesici kenar radius değerinin takım çapı değişimiyle ilişkisi. Kesici takım kenarlarında aşınmaya bağlı olarak meydana gelen bu mekanizmayı daha net ortaya koymak için ilave bir seri deney yapılmıştır. DLC kaplamalı kesici takımlar ile yapılan deneysel çalışmada, sabit bir ilerleme ve kesme derinliği dikkate alınmıştır. Yukarıda ifade edilen kenar geometrisindeki değişimi, aşamalı olarak görebilmek için belirli aralıklarda kesme işlemi gerçekleştirilip, yapılan her bir kesme işlemi sonunda kenar geometrileri mikroskop yardımıyla ölçülmüştür. Yapılan bu çalışma neticesinde, elde edilen sonuçlar Şekil 4.9 da verilmektedir. Şekildeki grafiğe bakıldığında, ilk 20 mm lik kesme işlemi sonunda kesici takımın kenar radiusunda önemli ölçüde bir artışın olduğu görülmektedir. Buna karşılık, çap değişiminde meydana gelen artış ise, nispeten daha küçüktür. Bu durum, aşınmanın 81
100 Kenar Radiusu ve Çap Değişimi(mm) kesici kenarın öncelikle uç bölgesinde başladığının açık bir göstergesidir. Çünkü kesici kenarlarda en zayıf noktalar olan kenar uç noktaları, kesme işleminin başlamasıyla öncelikli olarak aşınması beklenmektedir. Bununla birlikte, kesme mesafesinin artmasıyla birlikte kenar radiusunun küçülmeye başladığı, bunun yanı sıra, kesici takım çapının ise, hızla azalmaya başladığı görülmektedir. Bu yaklaşımlar ışığında gerek Şekil 4.8 ve gerekse de Şekil 4.9 daki grafikler kesici kenar radiusu ile takım çapı değişimleri arasındaki ilişkinin ters orantılı olduğunu göstermektedir DLC - 3,75µm/Ağız - a p =0,15mm Kenar Radiusu Değişimi Çap Değişimi Kesme uzunluğu (mm) Şekil 4.9. Takım çapı ile kenar radiusunun kesme mesafesiyle değişimi. Kesici kenar radiusu ile çap değişimi arasındaki ilişkiyi tanımlayan mekanizmayı daha net bir şekilde görebilmek için kesici takımlar üzerinde SEM analizleri gerçekleştirilmiştir. Yapılan analiz de kenar radiusu r e, çaptaki azalma ise, a olarak tanımlanmıştır. Burada çaptaki azalmayı tanımlayan a aşağıdaki denklem ile ifade edilmektedir. (4.1) Denklemde ifade edilen d 1, takımın aşınmadan önceki çapı, d aşınmış, ise takımın aşındıktan sonraki çapını ifade etmektedir. Şekil 4.10 daki SEM görüntülerine bakıldığında, 20 mm lik bir kesme işlemi sonunda takımda meydana gelen aşınma, takım geometrisi üzerinde öncelikli olarak uç bölgelerde bozulmaya neden olmuştur. Buna karşılık çaptaki azalmayı tanımlayan a 1 değerinin ise, bir miktar büyüdüğü açıkca görülmektedir. Artan kesme mesafesiyle birlikte, kesici kenar radiusunun 82


101 küçüldüğü, buna karşılık a mesafesinin ise, büyümeye başladığı SEM görüntülerinden açıkça gözlemlenmektedir. Bu görüntüler üzerinden genel bir değerlendirme yapıldığında ise, kenar radiusları arasında r e1 > r e2 > r e3 > r e4 şeklinde bir ilişki söz konusu iken, takım çaplarındaki azalmalar arasında ise, a 1 < a 2 < a 3 < a 4 şeklinde bir ilişkinin olduğu görülmektedir. L c =20 mm L c =45 mm L c =65 mm r r 1 r 3 a 1 2 a 2 a 3 L c =90 mm L c =125 mm r 5 r 4 a 4 a 5 Şekil Her bir kesme işlemi sonunda kesici kenarlardaki aşınmanın görüntülenmesi Kaplamanın BUE oluşumu üzerindeki etkisi Kesme işlemi boyunca kaplanmış takımların, BUE (talaş yapışması) oluşumu üzerindeki etkisi Şekil 4.11 deki SEM görüntüleriyle belirlenmiştir. İş parçası malzemesi olarak tercih edilen İnconel 718 nikel alaşımının sünek ve kimyasal etkileşimi yüksek bir malzeme oluşu, talaşlı imalat sırasında genellikle talaşın kesici kenara yapışmasına neden olmaktadır. Elde edilen görüntüler incelendiğinde özellikle TiAlN+AlCrN, AlCrN kaplı ve kaplamasız takımlarda önemli ölçüde BUE oluşumu görülmektedir. AlTiN kaplı kesici takımda ise, diğerlerine nispeten daha az, fakat bir miktar talaş birikintisi görmek mümkün. Bunların dışında, DLC ve 83
102 TiAlN+WC/C kaplı kesici takımlar ise, diğer takımlara nispeten oldukça iyi bir BUE performansı sergilediği söylenebilir. Bu kaplamaları diğerlerinden ayıran en önemli özellikleri ise, her iki kaplamanın da katı yağlayıcılar sınıfında yer almasıdır. DLC kaplama (a:c-h), kimyasal olarak hidrojen ve karbon elementini içermektedir. Karbon elementi yapısındaki atomların dizilişlerine bağlı olarak farklı yapıya (Grafit, elmas vs.) sahip olabilmektedir. DLC kaplamadaki karbonun atomik yapısı ise, hem grafitteki hem de elmastaki baskın bağların kombinasyonu ile oluşan amorf bir yapıdadır (Erdemir vd., 1997; Sheeja vd., 2001; Sedlacek vd., 2008). Bu durum, kaplamanın hem elmas hem de grafitteki özelliklere sahip olmasına neden olmaktadır (Erdemir vd., 1997; Sheeja vd., 2001; Sedlacek vd., 2008). Sahip olduğu bu yapısal özellikler, kaplamanın kimyasal olarak kararlı bir hal almasını sağlamaktadır. Bu durumun bir sonucu olarak, DLC kaplamalar düşük bir yapışma özelliğine sahiptirler (Taube vd., 1994; Choi vd., 2009). Bu bilgileri ışığında kesici takım üzerine BUE oluşumunun görülmemesinde kaplamanın elmas ve grafit özelliklerini birlikte barındırmasının (Erdemir vd., 1997; Donnet ve Erdemir, 2004) etkili olduğu düşünülmektedir. Bununla birlikte, yine bu kaplamaya ait düşük sürtünme katsayısı da takım-talaş ara yüzeyinde sürtünmeye bağlı yüklerin azalmasına katkı sağlayacaktır. Benzer bir durum, TiAlN+WC/C kaplama içinde söz konusudur. Kaplama kompozisyonunda bulunan WC/C bileşiği, DLC kaplama ile benzer olarak katı yağlayıcılar olarak tanımlanmaktadır (Derflinger vd., 1999; Strondl, 2007). Aynı zamanda bu kaplama da düşük bir sürtünme katsayısına sahiptir. Dolayısıyla WC/C BUE oluşumu açısından daha iyi bir performans sergilemektedir. TiAlN+AlCrN kaplı kesici takımda görülen BUE oluşumu ise, kaplamanın en dış katmanında bulunan AlCrN tabakasının kompozisyonunda bulunan CrN fazının neden olduğu düşünülmektedir. Çünkü yapılan bir çalışmada CrN ün İnconel 718 nikel alaşımı ile iyi bir kimyasal etkileşiminin olduğu ifade edilmiştir (Sharman vd., 2001). Bu sonuca paralel olarak, AlCrN kaplı kesici takımda da yoğun bir talaş yapışmasına rastlanmıştır. AlTiN kaplı kesici takımda ise, nispeten daha az bir talaş yapışması görülmüştür. Yapılan bir çalışmada da, AlTiN kaplamanın İnconel 718 nikel alaşımla kimyasal olarak etkileşiminin nispeten daha zayıf olduğu ifade edilmektedir (Dutzinski vd., 2004). Dolayısıyla, AlTiN kaplamalı takımda BUE daha küçük miktarlarda görülmüştür. 84
. 4.")

 ve iş parçasına kriyojenik şartlarda bir ön")
103 DLC TiAlN+WC/C AlTiN TiAlN+AlCrN AlCrN Kaplamasız Şekil Kesici takımların Built-up edge performanslarının karşılaştırılması (a p =0,15 mm, f=5µm/ağız) Minimal miktar yağlama ve kriyojenik ön soğutmanın aşınma üzerindeki etkisi İnconel 718 süper alaşımının mikro frezelenmesinde farklı kesme koşullarının etkisini belirleyebilmek için AlCrN kaplı mikro takımlar kullanılarak bir dizi deney gerçekleştirilmiştir. Yapılan ilave kesme deneylerinde kuru kesme, minimal miktar yağlama (MQL) ve iş parçasına kriyojenik şartlarda bir ön soğutma uygulanması şeklinde farklı kesme koşulları dikkate alınmıştır. Çalışma sonunda kesme koşullarına bağlı olarak kesici takımlardaki çap değişimleri Şekil 4.12 de verilmiştir. 85
104 Sonuçlara bakıldığında, MQL işleminin takım çapındaki değişimi önemli oranda azalttığı görülmektedir. Özellikle f = 1,25 µm/ağız ilerleme için, MQL işlemi takımdaki çap değişimini yaklaşık 2 kat azalmaktadır. Artan ilerleme değeri ile birlikte kuru kesme ve MQL destekli yapılan kesme işlemi arasındaki farkın azaldığı görülmektedir. Artan ilerleme miktarıyla birlikte kesici takım ile talaş ara yüzeyinde artan temas basıncının yağlama işleminin etkisini azalttığı düşünülmektedir. Bu sayede, MQL ile kuru kesme arasındaki fark azalmaktadır. Fakat yine de, MQL işleminin takımın aşınma performansını önemli oranda iyileştirdiği söylenebilir. MQL sistemi, basınçlı hava yardımıyla ve kullanılan nozul sayesinde akışkanı çok küçük partiküllere ayırarak kesme bölgesine transfer etmektedir. Şekil 4.13 de de görüldüğü üzere, buhar görünümündeki bu yağlayıcı partiküller kesici takım ile iş parçası ara yüzeyine yapışarak bir anlamda takım ile iş parçası ara yüzeyinde kaygan bir film tabakası oluşturmaktadır. Bu sayede, ara yüzeyde mekanik etkileşim sonucu meydana gelen sürtünmelerin şiddeti önemli ölçüde azalmaktadır. MQL in sağlamış olduğu bu koşul, Şekil 4.5 te de ifade edilen, özellikle düşük ilerleme miktarlarında nispeten daha fazla görülen kazıma/ovalama oluşumunun etkisini de önemli ölçüde azalttığı düşünülmektedir. Çünkü, düşük ilerleme miktarlarında kuru kesme ile MQL kesme arasında çap değişimi farklarının daha fazla olması, bu yönde bir izlenim oluşturmuştur. Kriyojenik ön soğutma işlemi, kesme işleminden hemen önce iş parçası yüzeyinde kesilecek bölgeye lokal olarak uygulanmıştır. Yapılan bu işlemle birlikte oldukça yüksek bir tokluğa sahip iş parçası malzemesinin tokluk değerinin azaltılarak daha gevrek bir yapıya kavuşturulması amaçlanmıştır. Bu sayede, özellikle kesme işlemi sonrasında işlenen kanallardaki çapak oluşumlarının azaltılması amaçlanmıştır. Fakat bu proses takımın ömrünü önemli ölçüde azalttığı görülmektedir. Elde edilen verilere göre, kriyojenik ön soğutma uygulanan kesme işleminde, takımdaki çap değişiminin diğer kesme koşullarına nazaran daha büyük olduğu gözlemlenmiştir. Yapılan çalışmalara bakıldığında kriyojenik proses uygulanmış malzemelerin tokluk değerlerinde azalma görüldüğü gibi özellikle sertlik gibi bazı mekanik özelliklerinde de iyileşme olduğu ifade edilmektedir (Li vd., 2010; Pusavec vd., 2011). Yapılan bu çalışmada da, literatürdeki bilgiler ışığında kriyojenik proses uygulanan malzemenin sertlik değerinin arttığı kuvvetle muhtemeldir. Dolayısıyla sertliği artan bu tabakada yapılan kesme işlemi sonucunda kesici takım daha hızlı bir şekilde hasara 86
105 Takım çap azalması (%) Takım çap azalması (%) uğramaktadır. Elde edilen sonuçlar Şekil 4.14 te verilen kesici takım ait SEM görüntüleriyle de desteklenmektedir. Özellikle, kriyojenik ön soğutma işlemi uygulanmış iş parçası üzerinde yapılan kesme işleminde kesici takımdaki çap azalması net bir şekilde görülmektedir. Bunun yanı sıra, MQL ve kuru kesme koşullarında yapılan kesme işlemlerinde ise, kesici takım çapındaki azalma nispeten daha azdır AlCrN - a p =0,15mm MQL Kuru Kriyojenik Ağız başına ilerleme (µm) AlCrN - f=1,25 µm/ağız MQL Kuru Kriyojenik Kesme derinliği (mm) Şekil MQL ve Kriyojenik ön soğutma işleminin takım çapı değişimi üzerindeki etkisi. 87




106 Mikro freze ucu Yağlama nozulu Yağ Partikülleri Kesici Takım İş parçası Şekil MQL mekanizmasının şematik görüntüsü. Kuru MQL Aşınma sonucu oluşan yeni çap Kriyojenik Şekil Değişik imalat koşullarında kesici takımlardaki aşınmalar (f=3,75 µm/ağız, a p =0,1 mm). MQL prosesi, kesme işlemi sırasında kesici takımla iş parçası arasında yağlayıcı ve soğutucu bir etkisinin yanı sıra kesme işlemi sırasında kesici kenara talaş yapışmasını da (built-up edge) büyük ölçüde önlemektedir. Takım ile talaş arayüzeyine yerleşen yağlayıcı partiküller, iş parçası ile kesici takım arasında kaygan bir bariyer görevi yapmaktadır. Şekil 4.15 te verilen takımların kesici kenarlarına ait SEM görüntülerine bakıldığında, özellikle kuru kesme koşullarında yapılan kesme işleminde kesici kenarda önemli ölçüde talaş birikintisine rastlanmıştır. Bununla birlikte, MQL destekli kesme işleminde ise, BUE oluşumunun azaldığı görülmektedir. Fakat, 0,2 mm kesme derinliğinde kesici kenarda bir miktar talaşın 88





107 Kriyojenik MQL Kuru yapıştığı görülmektedir. Ancak, aynı kesme derinliğinde kuru kesme koşullarında BUE oluşumunun nispeten daha fazla olduğunu söylemek mümkündür. Kriyojenik ön soğutma uygulanarak yapılan kesme işleminde ise, BUE oluşumu 0,2 mm kesme derinliğinde görülmektedir. Bu kesme koşulunun BUE performansı MQL ile birbirine yakın olduğu söylenebilir. Yapılan çalışmalara da bakıldığında kriyojenik soğutmanın talaş yapışması ve difüzyonu önlediğine dikkat çekilmiştir (Paul ve Chattopadhyay, 2006). Buna ilave olarak, kriyojenik kesme koşullarında daha büyük bir alanda yan yüzey aşınması görülmektedir. Hatta, 0,1 mm lik kesme derinliğinde kesici kenarın bir kısmı aşınmayla birlikte kaybolmuştur. MQL destekli yapılan kesme işleminde ise, nispeten daha küçük bir yan yüzey aşınmasının olduğu söylenebilir. a p =0,1 mm a p =0,15 mm a p =0,2 mm Yapışan talaş Yapışan talaş Yan yüzey aşınması Yan yüzey aşınması Yan yüzey aşınması Yapışan talaş Yan yüzey aşınması Yan yüzey aşınması Yan yüzey aşınması Yan yüzey aşınması Aşınmış kenar Yan Yan yüzey yüzey aşınması aşınması Talaş yapışması Şekil Minimal miktar yağlamanın BUE oluşumu üzerindeki etkisi. 89
108 4.2. Kesme Kuvvetlerinin Değerlendirilmesi Kaplama malzemesinin ve ilerleme hızının kesme kuvvetleri üzerindeki etkisi Talaşlı imalat işleminin verimliliğinin etkileyen önemli unsurlardan bir tanesi kesme işlemi boyunca meydana gelen kuvvetlerdir. Talaşlı imalat sırasında elde edilen kuvvet sinyalleri, imalat işleminin dinamiği ve kesme işlemi boyunca kesici takımın hasar durumunun eş zamanlı olarak görüntülenmesine imkan tanımaktadır (Filiz vd. 2007). Bununla birlikte, sağlıklı bir imalat işlemi için optimum imalat koşullarının belirlenmesinde, yine kesme kuvveti referans alınabilmektedir. Frezeleme işleminde kuvvet bileşenleri Şekil 4.16 da iki boyutlu olarak ifade edildiği üzere, F x ilerleme kuvveti ve F y normal kuvvet olarak görülmektedir. Bu kuvvetlerin vektörel olarak toplanmasıyla da, R bileşke kuvveti elde edilmektedir. Mikro frezeleme işleminde ise, meydana gelen kesme kuvvetleri, konvansiyonel frezeleme işleminden farklılık göstermektedir. Özellikle, minimum talaş kalınlığının altındaki talaş kalınlıklarında ve takımdaki dönme sırasındaki eksantriklik ile kesme işleminde dinamik stabilitenin tam olarak sağlanamadığı durumlarda, kuvvet sinyallerinde kararsızlıklar görülebilmektedir (Filiz vd. 2007). Yapılan deneysel çalışma boyunca elde edilen kuvvet sinyalleri incelendiğinde kesici takımın bütün ağızlarının eşit bir şekilde talaş kaldırmadığı kolaylıkla görülmektedir (Şekil 4.17). Şekilde verilen ve zamana bağlı olarak değişen x, y ve z yönündeki kuvvet bileşenlerindeki kararsız yapıya, kesici takımdaki eksantrikliğin neden olduğu düşülmektedir. Oldukça küçük boyutlarda üretilen ve ince bir kesite sahip olan takımların kesici kenarlarında, üretim sırasında yada sonrasında mikroskop altında fark edilebilen mikro kırıklar meydana gelebilmektedir. Bu, kesme işlemi sırasında her bir kesici ağzın eşit olmayan bir şekilde talaş kaldırmasına neden olmaktadır. Bununla birlikte, kesici takımın bağlanması sonucu ya da iş milindeki mevcut olan eksantriklikte, ortaya çıkan bu duruma neden olabilmektedir. Kesme işlemi sırasında görülen eksantriklik, daha büyük bir kesme kuvvetine ve dolayısıyla daha kısa bir takım ömrüne neden olabilmektedir (Kline ve Devor, 1983, Marsh ve Hughes, 2007, Makki vd. 2009). Çünkü artan kesme kuvvetleri bu kuvvetlere maruz kalan ve ince bir kesite sahip olan kesici takımın kolaylıkla kırılmasına neden olur (Bao ve Tansel, 90
109 F z -Eksenel Kuvvet (N) F y -Normal Kuvvet (N) F x -İlerleme Kuvveti (N) 2000). Bunun bir sonucu olarakta imalat prosesinin maliyeti ve kalitesi olumsuz yönde etkilenmektedir. F x R F y İlerleme Şekil Frezeleme işleminde kesme kuvveti bileşenleri Zaman (ms) Zaman (ms) Zaman (ms) Şekil AlTiN kaplı kesici takımla yapılan kesme işleminde meydana gelen kuvvet bileşenleri (f=5µm/ağız, a p =0,1 mm). 91
110 Yapılan çalışma boyunca kesici takım kaplama malzemesinin kesme kuvveti üzerindeki etkisi Şekil 4.18 deki grafiklerde verilmektedir. İlerleme (F x ) ve normal (F y ) kuvvetler referans alınarak yapılan değerlendirmede, dikkat çeken ilk unsur, ilerleme miktarındaki artış, kesme kuvvetlerinin artmasına neden olmaktadır. Çünkü ilerleme miktarının artışıyla birlikte, kesici takımının her bir ağzının, birim zamanda kaldırmış olduğu talaş hacmi artmaktadır. Dolayısıyla, artan talaş hacminin kesme bölgesinden uzaklaştırılması için daha büyük bir kuvvete ihtiyaç duyulmaktadır. Yapılan çalışmalarda da ilerleme miktarının artan kesme kuvvetleri üzerindeki etkisi açıkça ifade edilmektedir (Filiz vd. 2007). Elde edilen grafiklerde dikkat çeken bir diğer unsur ise, kaplama malzemesine bağlı olarak kesme kuvvetlerindeki değişimdir. Gerek ilerleme, gerekse de normal kuvvetler birlikte değerlendirildiğinde, kuvvetlerin özellikle DLC ve TiAlN+WC/C kaplanmış takımlarda minimum düzeyde olduğu görülmektedir. Buna karşılık kaplamasız, TiAlN+AlCrN, AlCrN ve AlTiN kaplanmış takımlarda ise, nispeten daha büyük kuvvet değerleri elde edilmiştir. Kaplanmış kesici takımların kesme kuvveti açısından performanslarının değerlendirilmesinde genel olarak iki unsur ön plana çıkmaktadır. Bunlar, kaplama malzemesinin tribolojik özellikleri ile kaplama sonrası kesici takım kenar geometrisindeki değişimdir. Bilindiği üzere kaplama ile birlikte kesici takım kenar radiusunda bir miktar büyüme görülmektedir (Özel vd. 2011). Kenar geometrisinde bu değişim, kesme kuvvetlerinde de bir değişime sebep olabilmektedir. Elde edilen kuvvet sonuçlarını bu iki açıdan değerlendirildiğinde özellikle en iyi kesme kuvveti performansı sunan, DLC ve TiAlN+WC/C kaplamaların sürtünme katsayıları bu iki takımı diğerlerinden farklı kılmaktadır. Kimyasal yapısında büyük ölçüde karbon ihtiva eden bu kaplamalar, karbonun yağlayıcı özelliğinden dolayı 0,1-0,2 aralığında bir sürtünme katsayısı sunmaktadır. Dolayısıyla bu durum, DLC ve TiAlN+WC/C kaplamalı kesici takımlarla daha düşük bir kesme kuvveti oluşmasını açıklamaktadır. Bununla birlikte, nispeten daha büyük kesme kuvvetinin meydana geldiği TiAlN+AlCrN, AlCrN ve AlTiN kaplanmış kesici takımların sahip oldukları sürtünme katsayıları ise, sırasıyla 0,35 0,35 ve 0,4 tür. Bu durum, kaplanmış takımlar arasındaki farkı daha net bir şekilde ortaya koymaktadır. Farklı sürtünme koşullarının mikro işleme üzerindeki etkisinin araştırıldığı bir çalışmada da buna benzer ifadelere yer verilmiştir (Son vd. 2005). Bunun yanı sıra, kaplanmamış kesici takımın ise, sürtünme katsayısı 0,4-0,6 ile en 92
111 F y -Normal Kuvvet (N) F x - İlerleme Kuvveti (N) büyük sürtünme katsayısına sahip takım olarak ön plana çıkmaktadır. Fakat bu takımla elde edilen kesme kuvvetleri incelendiğinde, TiAlN+AlCrN, AlCrN ve AlTiN kaplanmış kesici takımlarla elde edilen kuvvet değerlerine oldukça yakın olduğu görülmektedir. Ortaya çıkan bu sonuç üzerinde kesici kenar radiusunun etkili olduğu düşünülmektedir. Çünkü, SEM ortamında yapılan ölçümlerde kaplanmamış kesici takımının kenar radiusunun yaklaşık 2 µm civarında olduğu buna karşılık kaplanmış takımlarda ise, 3-3,5 µm arasında değiştiği görülmüştür. Kaplanmış kesici takımlarda kenar radiuslarında görülen büyümenin kesme kuvvetlerinde artışa neden olabileceği yapılan çalışmalarda ifade edilmektedir (Özel vd. 2011, Yen vd. 2004, Chou ve Song, 2004, Kim vd. 1999) a p =0,1 mm Kaplamasız TiAlN+AlCrN TiAlN+WC/C AlTiN AlCrN DLC İlerleme Hızı f, (µm/ağız) a p =0,1 mm Kaplamasız TiAlN+AlCrN TiAlN+WC/C AlTiN AlCrN DLC İlerleme Hızı f, (µm/ağız) Şekil Kesici takım türüne ve ilerleme hızına bağlı olarak kesme kuvvetlerindeki değişim. 93
112 F y -Normal Kuvveti (N) F x - İlerleme Kuvveti (N) Kesme derinliğinin kesme kuvvetleri üzerindeki etkisi Yapılan çalışma sonucunda elde edilen bir diğer sonuç ise, kesme derinliğine bağlı olarak kesme kuvvetlerindeki değişimdir. Kesme kuvveti performansı açısından öne çıkan DLC ve TiAlN+WC/C kaplı kesici takımlar referans alınarak elde edilen sonuçlar Şekil 4.19 da verilmiştir. Yapılan değerlendirmede, gerek F x -ilerleme kuvveti gerekse de F y -normal kuvvetlerin kesme derinliğinin artmasıyla birlikte arttığı görülmektedir. Kesme derinliğindeki artış kesici takım ile iş parçasının daha geniş bir yüzeyde temas etmesi anlamına gelmektedir. Yani bir anlamda kesici takım ile iş parçası arasında daha büyük bir sürtünme alanı oluşmaktadır. Artan sürtünme alanı daha büyük kuvvetlerin oluşmasına neden olmaktadır. Kesme derinliğinin kuvvetler üzerindeki etkisi yapılan çeşitli çalışmalarda da ifade edilmiştir. İleri sürülen ortak görüş, kesme derinliğinin kesme kuvvetlerinin artmasına neden olduğudur (Lalvani vd. 2008, Huang ve Liang, 2005, Kim vd. 1999). f=3,75 µm/ağız 11 TiAlN+WC/C DLC Kesme Derinliği a p, (mm) f=3,75 µm/ağız TiAlN+WC/C DLC Kesme Derinliği a p, (mm) Şekil Kesme derinliğine bağlı olarak kuvvet değerlerindeki değişim. 94
113 Nümerik ve deneysel kesme kuvveti sonuçlarının karşılaştırılması Yalnızca kaplamasız kesici takım dikkate alınarak yapılan deneysel ve nümerik çalışmalar sonucunda elde edilen kesme kuvvetlerinin karşılaştırılması Şekil 4.20 de verilmiştir. Her iki grafiğe de bakıldığında, gerek nümerik ve gerekse de deneysel kesme kuvvetleri arasında tatminkar bir uyum olduğu görülmektedir. İlerleme hızına bağlı olarak elde edilen bu sonuçlarda, deneysel ve nümerik sonuçlar arasında % 77 - % 94 arasında bir yakınsama sağlanmıştır. Bu sonuca rağmen yine de her iki sonuç arasında bir miktar fark olduğu görülmektedir. Meydana gelen bu fark, birkaç açıdan değerlendirilebilir. Öncelikli olarak iş parçası ile kesici takım temas koşullarını belirleyen sürtünme modelinin yetersiz olabileceğidir. Yapılan çalışmalar incelendiğinde sürtünme modelinin kesme kuvvetleri üzerinde önemli bir etkisi olduğu anlaşılmaktadır (Arrazola ve Özel, 2010, Özel, 2006). Çünkü yapılan nümerik modellemede iş parçası ile kesici takım arasındaki sürtünme koşullarının homojen olduğu varsayılmıştır. Fakat, gerçek kesme koşullarında, takım ile iş parçası ara yüzeyindeki sürtünme koşulları, ara yüzeyde oluşan sıcaklık ve artan talaş yükü ile birlikte değişkenlik gösterebileceği muhtemeldir. Bu yüzden, deneysel ve nümerik sonuçlar arasında daha sağlıklı sonuçların elde edilmesi için iyi bir sürtünme modeline ihtiyaç vardır. Bununla birlikte, nümerik modellemede kesme koşullarının tamamen stabil olduğu varsayımı ile kesme işlemi modellenmiştir. Oysa, gerçek kesme koşullarında özellikle mikro frezeleme gibi yüksek dönme hızlarında yapılan imalat işlemlerinde, meydana gelen titreşimler, kesme işlemi sırasında takımın uğrayabileceği muhtemel ani hasarlar, nümerik modelleme boyunca ihmal edilen parametrelerdir. 95
114 F y -Normal kuvveti (N) F x -İlerleme kuvveti (N) a p =0,1mm Deform 2D Deneysel İlerleme hızı f, (µm/ağız) a p =0,1mm Deform 2D Deneysel İlerleme hızı f, (µm/ağız) Şekil Nümerik ve deneysel kesme kuvvetleri arasındaki karşılaştırma. Elde edilen bu sonuçlara ilaveten simülasyon ve deneysel sonuçlardan elde edilen x ve y yönündeki ham kuvvet sinyallerinin karşılaştırılması Şekil 4.21 deki grafiklerde verilmiştir. Elde edilen grafikler kesici takımın 90 lik çeyrek bir daire boyunca hareketinden meydana gelen, ilerleme (F x ) ve normal (F y ) kuvvet sinyalleridir. 4 farklı ilerleme hızı için elde edilen kuvvet sinyallerine bakıldığında deneysel kesme kuvveti sinyalleri ile benzer bir eğilim göstermektedir. Fakat, nümerik çözümden elde edilen sinyallerin nispeten daha stabil olmasına rağmen, deneysel kuvvet sinyallerinde ise, bir takım karasızlıkların olduğu görülmektedir. Gerçek kesme koşullarının modellemede dikkate alınmaması genel olarak deneysel ve nümerik sonuçlar arasındaki farka neden olabilmektedir. Nümerik ve deneysel sonuçlar arasındaki bu farka neden olan koşulların (Titreşim, malzemenin mekanik özellikleri 96
115 sürtünme koşulları vs.) tam olarak belirlenmesi ve nümerik modelleme boyunca bu koşulların dikkate alınması ise oldukça güçtür. Buna rağmen elde edilen sonuçların tatminkar olduğu düşünülmektedir. Yapılan bir çalışmada da deneysel ve nümerik sonuçlar arasındaki bu uyuma yakın bir sonuç elde edilmiştir (Dhanorker ve Özel 2008). Şekil İlerleme (F x ) ve Normal (F y ) kuvvetlere ait deneysel ve nümerik kuvvet sinyallerinin karşılaştırılması. 97
116 Kesme işlemi boyunca meydana gelen takım gerilmelerinin değerlendirilmesi Yapılan çalışma boyunca gerçekleştirilen nümerik analizlerden elde edilen diğer bir sonuç ise, her bir ilerleme hızı için kesici takımlardaki gerilme değerleridir. Kesici kenarlarda meydana gelen gerilmeler, takımın iki farklı açısal pozisyonu için değerlendirilmiştir. Bunlar, ilerleme kuvvetinin (F x ) max olduğu, 53 ile normal kuvvettin (F y ) max. olduğu 88 dir. Bununla birlikte, kesici kenarda meydana gelen gerilmelerin değerlendirilmesinde, maksimum asal gerilmeler referans alınmıştır. Çünkü kesici takım gevrek bir malzeme olan tungsten karbürden imal edilmiştir. Dolayısıyla gevrek malzemelerde meydana gelen hasar durumlarında, maksimum normal gerilme teorisi (Rankine) dikkate alınmaktadır (Hinds ve Treanor, 2000). Bu teoride mutlak değerce maksimum olan kuvvetler malzemedeki hasar durumu için dikkate alınır. Yapılan bu açıklamayla birlikte, nümerik sonuçlardan elde edilen, kesici kenar gerilmelerinin ilerleme hızı ve farklı açısal pozisyonlara göre değişimi Şekil 4.22a ve b de verilmektedir. Şekillere bakıldığında, dikkat çeken ilk unsur maksimum gerilme konsantrasyonlarının kesici kenarın uç noktasında ve takım talaş temas bölgesinde meydana gelmesidir. Gözlemlenen bu durumu şu şekilde açıklamak mümkündür. Bu noktalar, talaşın birinci ve ikinci deformasyon bölgelerine karşılık gelmektedir. Yani, talaş öncelikle bu bölgelerde deformasyona uğratılmakta ve dolayısıyla bu bölgelerde maksimum ara yüzey basıncı görülmektedir. Şekillerdeki maksimum gerilmelere de bakıldığında ara yüzeydeki bu basıncın etkisiyle gerilmelerin negatif yani basma şeklinde oluştuğu anlaşılmaktadır. Bu konu üzerine yapılan çalışmalarda da benzer olarak maksimum gerilmelerin takım-talaş ara yüzeyinde olduğu görülecektir (Özel ve Altan, 2000, Yang vd. 2011). Bununla birlikte, maksimum gerilme değerlerine bakıldığında, gerilme konsantrasyonun meydana geldiği alanın büyüklüğü, gerilmenin şiddetini etkilediği görülmektedir. Şekil 4.22a daki görüntüler incelendiğinde, 2,5 µm/ağız ilerleme hızında en büyük gerilme değerine ulaşmakta, buna karşılık gerilme konsantrasyonu ise, daha küçük bir alanda meydana gelmektedir. İlerleme hızının artmasıyla birlikte, gerilme konsantrasyonu daha geniş bir alana yayılmakta ve gerilmenin şiddeti ise, azalmaktadır. Benzer bir durumu Şekil 4.22b deki görüntülerde de görmek mümkündür. Burada da gerilme konsantrasyonlarının geniş bir alanda meydana geldiği durumlarda gerilmenin şiddetinin, daha az olduğu görülmektedir. Gerilme 98
117 konsantrasyonlarının meydana geldiği bölgenin büyüklüğünün kesici kenarın talaşla olan etkileşiminin bir sonucu olduğu düşünülmektedir. Bununla birlikte, takımın açısal pozisyonundaki değişimin de gerilmenin dağılımı ve şiddeti üzerinde etkili olduğu gözlemlenmektedir. 53 deki pozisyonda kesici kenarda meydana gelen gerilme şiddeti, 88 deki pozisyondan genellikle daha büyük olduğu görülmektedir. Buna karşılık, daha önce de ifade edildiği gibi, gerilme şiddetinin büyük olduğu durumda, gerilme konsantrasyonları, daha küçük bir alanda meydana gelmektedir. Takımın farklı pozisyonlarında görülen bu durum değişken talaş yüküyle de ilgili olduğu unutulmamalıdır. 99

 b) Şekil 4.")

")
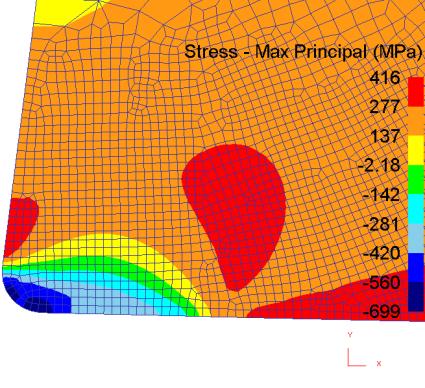
118 1,25 µm/ağız 2,5 µm/ağız 3,75 µm/ağız 5 µm/ağız a) 1,25 µm/ağız 2,5 µm/ağız 3,75 µm/ağız 5 µm/ağız b) Şekil Kesici kenarlarda meydana gelen gerilme dağılımları ( a) 53 b) 88 ) 100
119 Kesme Sıcaklığı ( C) Kesme sıcaklığının değişimi Kesme işlemi sırasında meydana gelen sıcaklıklar hem nümerik olarak elde edilmiş, hem de kesme işlemi sırasında termal kamera yardımıyla ölçülmüştür. Her bir ilerleme hızı dikkate alınarak yapılan değerlendirme Şekil 4.23 de verilmektedir. Elde edilen sonuçlara bakıldığında, nümerik sonuçlar ile termal kameradan elde edilen sonuçlar arasında % arasında değişen bir uyumun olduğu görülmektedir. Bu sonuç aynı zamanda yapılan nümerik modellemenin de doğruluğu noktasında önemli bir referans teşkil etmektedir. Ortaya çıkan sonuçlarda dikkat çeken bir diğer husus ise; ilerleme hızına bağlı olarak meydana gelen sıcaklıklardaki değişimdir. Genel olarak ilerleme hızıyla birlikte sıcaklık değerlerinin arttığı görülmektedir. Bu durum, takım-talaş ara yüzeyinde artan sürtünme ile açıklanabilir. Çünkü ilerleme hızının artması, talaş kesitinin de büyümesine neden olmaktadır. Artan talaş kesiti, kesici takım ile talaş ara yüzeyindeki temas basıncının artmasına neden olur. Bu daha fazla sürtünmenin oluşmasını sağlamaktadır. Fakat meydana gelen bu artışın da küçük bir miktarda olduğunu söylemek mümkündür. Bununla birlikte, sadece nümerik çalışmadan elde edilen kesici takımdaki sıcaklık değişimi de Şekil 4.24 de verilmiştir. Takımda meydana gelen sıcaklıkta kesme sıcaklığına paralel olarak ilerleme hızıyla birlikte artmaktadır. Fakat oluşan sıcaklık, nispeten daha azdır. Çünkü, takımdaki sıcaklık, bir anlamda kesme sıcaklığının takım üzerine bir yansıması şeklindedir a p = 0,1mm Nümerik Termal kamera İlerleme Hızı (µm/ağız) Şekil İlerleme hızına bağlı olarak nümerik ve termal kameradan elde edilen kesme sıcaklığı değişimi. 101
120 Takım Sıcaklığı ( C) 100 a p =0,1 mm İlerleme Hızı (µm/ağız) Şekil İlerleme hızına bağlı olarak nümerik olarak elde edilen takım sıcaklığı değişimi. Yapılan simülasyonlardan ve termal kameradan elde edilen sıcaklık görüntüleri Şekil 4.25 de verilmektedir. Termal kameradan elde edilen görüntülere bakıldığında maksimum sıcaklığın kesici takımın uç noktasında olduğu görülmektedir. Bununla birlikte, simülasyon sonuçlarından elde edilen görüntüler de incelendiğinde sıcaklığın en büyük olduğu bölgenin, plastik deformasyonun en fazla olduğu kayma düzlemi yani birinci deformasyon bölgesi olduğu görülmektedir. Bununla birlikte, kesme işlemi sırasında ikinci deformasyon bölgesinde de yüksek sıcaklık meydana gelmektedir (Liu vd. 2006, Silva ve Wallbank, 1999). Yapılan çalışmalar da takımtalaş ara yüzündeki sürtünmenin, kesme sıcaklığı için bir kaynak oluşturduğu ifade edilmektedir (Silva ve Wallbank, 1999, Yen vd. 2004, Komandori ve Hou, 2001). 102









121 1,25 µm/ağız 2,5 µm/ağız 3,75 µm/ağız 5 µm/ağız Şekil İlerleme hızına bağlı olarak nümerik ve termal kamera görüntüleri. 103
122 Kesici kenar açısının kesme kuvvetleri üzerindeki etkisi Deneysel ve nümerik sonuçlar arasında yapılan değerlendirmeden sonra, farklı kesici kenar geometrilerinin kesme kuvvetleri üzerindeki etkisini belirmek için ilave nümerik çözümler gerçekleştirilmiştir. Kesici takım kenar geometrisi olarak Şekil 4.26 da verilen ve ticari olarak da uygulaması yapılan +8, 0 ve -8 lik kenar açılarına sahip kesici kenar geometrileri dikkate alınmıştır. Yapılan bu ilave çalışma, tek bir ilerleme hızında (2,5 µm/ağız) ve nümerik olarak gerçekleştirilmiştir. İş parçası İş parçası İş parçası r=2µm r=2µm r=2µm Takım Takım Takım Şekil Kesici kenar geometrisi olarak dikkate alınan kenar şekilleri. Yapılan nümerik çözümler sonucunda, kesici kenar geometrilerine bağlı olarak kesme kuvvetlerindeki değişim Şekil 4.27 de verilmiştir. Gerek ilerleme, gerekse normal kuvvet sonuçlarını içeren grafikte dikkat çeken ilk unsur; kesme kuvvetlerinin kesici kenar açısından etkilendiği yönündedir. Bu üç farklı durum içinde en küçük ilerleme (F x ) ve Normal (F y ) kuvvet değerleri +8 kenar açısına sahip kesici takımla elde edilmiştir. Buna karşılık, max. kuvvetler ise, -8 derece kenar açılı kesici takımla yapılan kesme işleminde görülmüştür. Genel olarak, kenar açılarının pozitiften negatife doğru değişmesiyle kuvvetler de artan bir eğilimin olduğu görülmektedir. 104
123 Kesme Kuvveti (N) 12 f=2,5 µm/ağız - a p =0,1 mm Fy Fx Fy Fx Fy Fx Kesici Kenar Açısı (derece) Şekil Kesici kenar açısına bağlı olarak kesme kuvvetlerindeki değişim Bununla birlikte, simülasyon sonuçlarından elde edilen gerek ilerleme (F x ) ve gerekse de normal (F y ) kuvvete ait ham veriler, Şekil 4.28 de verilmektedir. Kuvvet verilerinde görüldüğü üzere, max. kuvvetler -8 kenar açısına sahip kesici takımla yapılan kesme işleminde görülmektedir. +8 lik kenar açısına sahip kesici takımda ise, kuvvetler minimum düzeydedir. Elde edilen bu sonuçların değerlendirilmesinde akla gelen ilk unsur birinci deformasyon bölgesindeki kayma açısının bu sonuçların ortaya çıkmasında etkili olduğudur. Talaşın iş parçasından ayrılmaya başladığı bu bölgede kayma açısının büyük olması talaşın daha kolay uzaklaşmasını sağlamaktadır. Çünkü kayma açısının artmasıyla birlikte kayma düzleminin uzunluğu da azalmaktadır. Küçük kayma açısında ise, nispeten daha uzun bir kayma mesafesi söz konusudur. Dolayısıyla kesme kuvvetleri bu durumdan olumsuz etkilemektedir (Yen vd. 2004, Vogler vd. 2004). 105
124 F y - Normal Kuvvet (N) F x -İlerleme Kuvveti (N) f=2,5 µm/ağız - a p =0,1 mm Kenar açısı ( ) 8 derece -8 derece 0 derece Kesme Zamanı (sn) f=2,5 µm/ağız - a p =0,1 mm Kenar açısı ( ) 8 derece -8 derece 0 derece Kesme Zamanı (sn) Şekil Kesici kenar açısına bağlı olarak kuvvet sinyallerindeki değişim. Yapılan bu açıklamaya paralel olarak üç farklı durum için kesme sırasında meydana gelen kayma açıları Şekil 4.29 da verilmiştir. Bu simülasyon görüntüleri de göstermektedir ki, en düşük kuvvetlerin oluştuğu takımla (+8 ) yapılan kesme işleminde, meydana gelen kayma açısı maksimum ve yaklaşık 53 dir. Buna karşılık diğer kesici takımlardaki kayma açıları ise, birbirine oldukça yakındır. En büyük kuvvetlerin oluştuğu kesici takımla (-8 ) yapılan kesme işleminde kayma açısı 42,5 ve diğer takımla (0 ) yapılan kesme işleminde ise 43,5 olarak elde edilmiştir. 106



125 =53 =43, =42,5-8 Şekil Kesici kenar açısına bağlı olarak kayma açısının değişimi Kesici kenar açısının takım gerilmeleri üzerindeki etkisi Farklı kesici kenar geometrileri dikkate alınarak yapılan çalışmada, kesici kenarda meydana gelen gerilmeler Şekil 4.30 da verilmektedir. Yapılan bu nümerik çalışmada da kesici takımın iki değişik açısal pozisyonu dikkate alınmıştır. Çalışmanın sonuçları değerlendirildiğinde, maksimum gerilme konsantrasyonları kesici kenar uç bölgesi ve takım talaş ara yüzeyinde meydana gelmektedir. Bununla birlikte gerilme şiddetini belirleyen önemli bir unsur ise, gerilme konsantrasyonun meydana geldiği yüzey alanıdır. Bunun yanı sıra, kesici kenar geometrisinin, oluşan gerilmeler üzerinde bariz bir etkisinden söz etmek mümkün değildir. Fakat yine +8 kenar açısına sahip takımda her bir açısal pozisyon için en küçük gerilme şiddeti elde edilmiştir. +8 kenar açılı takım için ortaya çıkan bu sonuç, talaşın deformasyon mekanizması ile açıklanabilir. Şekil 4.29 da da görüldüğü üzere pozitif kenar açılı takımla yapılan kesme işleminde, talaş kayma açısı nispeten daha büyük, kayma 107

.")

 53 88 b) 53 88 88 c) 53 88 Şekil 4.30.")
126 mesafesi ise, daha kısadır. Dolayısıyla talaş, birinci deformasyon bölgesinden daha kolay ayrılmakta ve daha küçük bir kuvvetin oluşmasına neden olmaktadır (Yen vd. 2004, Vogler vd. 2004). Bu durum kesici takıma daha az bir kuvvetin etki ettiği anlamına gelmektedir. Dolayısıyla kesici kenardaki gerilme şiddeti de azalmaktadır. a) b) c) Şekil Kesici kenar açısına bağlı olarak takım gerilmelerinin değişimi (a) +8 b)0 c) -8 ). 108
127 Kesici kenar açısının sıcaklık üzerindeki etkisi Yapılan sonlu eleman çözümlerinde elde edilen bir diğer sonuç ise, kesici kenar açısına bağlı olarak kesme sıcaklığı ve takımda meydana gelen sıcaklığın değişimidir (Şekil 4.31). Grafiklerde öne çıkan ilk sonuç, negatif kenar açısına sahip takımda en büyük kesme sıcaklığının oluşmasıdır. Buna karşılık en düşük kesme sıcaklığı ise, pozitif kenar açısına sahip kesici takımla yapılan kesme işleminde elde edilmiştir. Ortaya çıkan bu sonuç, kesici kenar geometrilerine bağlı olarak takım - iş parçası arasındaki farklı sürtünme koşullarıyla açıklanabilir. Pozitif kenar açılı takımda Şekil 4.32 deki simülasyon görüntülerinde de görüleceği üzere iş parçası ile nispeten daha az bir temas boyuna sahiptir. Azalan sürtünme alanı ile birlikte açığa çıkan ısı miktarının da azalacağı düşünülmektedir. Benzer bir sonuç, yapılan bir çalışmada da ifade edilmektedir. Bu çalışmada, temas uzunluğunun azalması daha az bir ısı miktarının açığa çıkmasına neden olduğu ifade edilmektedir (M Saoubi ve Chandrasekaran, 2004). Buna ek olarak talaş kayma düzleminin boyutu da elde edilen sıcaklıklar üzerinde etkili olabilir. Çünkü birim hacimde üretilen ısı miktarı deformasyon bölgesinin alanına bağlıdır (Majumdar vd. 2005). Dolayısıyla bu bölgenin boyutununda elde edilen sıcaklıklar üzerinde etkili olması muhtemeldir. Diğer bir sonuç ise, kesme sıcaklığının aksine, en büyük takım sıcaklığının pozitif kenar açısına sahip takımda meydana gelmesidir. Elde edilen bu sonuç, kesici kenar ile iş parçası arasındaki temas mesafesi ile açıklanabilir. Pozitif kenar açılı takımda görülen nispeten küçük temas boyu, meydana gelen sıcaklığın daha küçük bir alanda oluşmasını sağlamaktadır. Diğer takımlarda ise, sürtünme alanının büyük olması, oluşan sıcaklığın kesici kenar üzerinde daha geniş bir alana yayılmasına neden olmaktadır. Bu durum takımda nispeten daha az bir sıcaklığın olmasını sağlamaktadır. 109
128 Takım Sıcaklığı ( C) Kesme Sıcaklığı ( C) f=2,5 µm/ağız - a p = 0,1mm Kesici Kenar Açısı (derece) f=2,5 µm/ağız - a p = 0,1 mm Kesici Kenar Açısı (derece) Şekil Kesici kenar açısına bağlı olarak kesme sıcaklığı ve takım sıcaklığının değişimi. 110



129 +8 0 0,009 0, ,011 Şekil Kesici kenar açısına bağlı olarak takım-talaş temas boyunun değişimi Yüzey Pürüzlülüğünün Değerlendirilmesi Kesici takım kaplamalarının yüzey pürüzlülüğü üzerindeki etkisi Talaşlı imalat işleminde yüzey pürüzlülüğü, temel olarak ilerleme hızı, kesici kenar radiusu ile kesici takım yanaşma açısına bağlı olarak değişmektedir (Metal Handbook Vo. 16, 1989; Groover, 2007). Teorik olarak ileri sürülen bu yaklaşımın ötesinde gerçek yüzey pürüzlülüğü ise, imalat sırasında takımdaki aşınmadan, işlenen malzemenin özelliklerinden, oluşan titreşimlerden ve takım tezgahının hassasiyetinden büyük ölçüde etkilenmektedir. Bununla birlikte kesici takım kenarına talaşın yapışmasıyla meydana gelen BUE oluşumu da yüzey pürüzlülüğü üzerinde önemli bir etkiye sahiptir (Nakayama vd., 1966; Stenphenson ve Agapiou, 1996; Masounave vd., 1997; Thamma, 2008). 111
130 Yukarıda öngörülen ifadelerden yola çıkarak, ağız başına ilerlemeye bağlı olarak takımlar için elde edilen ortalama yüzey pürüzlülüğü değişimleri Şekil 4.33 de verilmiştir. Grafikler incelendiğinde min. pürüzlülük değerinin DLC kaplama ile elde edilen yüzeyde olduğu görülmektedir. Daha sonra DLC takımı, AlTiN ve TİAlN+WC/C kaplamalı kesici takımlar takip etmektedir. En pürüzlü yüzeylerin elde edildiği kesici takımlar ise, sırasıyla TiAlN+AlCrN ve AlCrN kaplı kesici takımlardır. Kaplamasız kesici takımda ise; AlTiN ve TiAlN+ WC/C kaplı kesici takımlarla elde edilen pürüzlülük değerine yakın bir değer elde edilmiştir. Kaplamalı kesici takımlar arasında meydana gelen bu durum birkaç noktadan ele alınabilir. İlk olarak, takımların BUE oluşumuna yatkınlığı elde edilen bu durumu açıklayabilir. Çünkü yapılan çalışmalar, kesici takımdaki BUE oluşumunun yüzey pürüzlülüğünü artırdığı ifade edilmektedir (Devillez vd., 2011). Bu açıdan bakıldığında özellikle DLC ve TİAlN+WC/C kaplı kesici takımların ihtiva ettikleri C elementinin yağlayıcı özelliğinden dolayı etkileşimde olduğu malzeme ile bağ kurmasını engellemektedir. Ayrıca yine bu takımların sahip oldukları düşük sürtünme katsayıları nispeten daha düşük ısı oluşumuna izin vermektedir. BUE oluşumunun daha çok yüksek sıcaklıklarda görüldüğü düşünüldüğünde, sürtünme katsayısı, BUE oluşumunda göz ardı edilmemelidir. Bununla birlikte max pürüzlülük değerinin görüldüğü TiAlN+AlCrN ve AlCrN kaplı kesici takımlar üzerinden bir değerlendirme yapıldığında, bu kaplamaların ihtiva ettikleri CrN fazının işlenen İnconel 718 süper alaşımı ile kimyasal etkileşime oldukça yatkın olduğu yapılan çalışmalardan (Sharman vd., 2001) bilinmektedir. Bununla birlikte, bu kaplamalara ait sürtünme katsayılarının da nispeten büyük olması ortalama pürüzlülük değerlerindeki artışın nedeni olarak akla gelebilir. Fakat, TiAlN+AlCrN ve AlCrN kaplamalarla hemen hemen aynı sürtünme katsayısına sahip AlTiN kaplamalı takımla işlenen yüzeyin ise, pürüzlülük değeri bunlara nazaran daha düşüktür. Yapılan bir diğer çalışmada ise, AlTiN kaplamanın İnconel 718 süper alaşımı ile etkileşiminin zayıf oduğu ileri sürülmektedir (Dudzinski vd., 2004). CrN ve TiN kaplanmış takımlar üzerinde yapılan bir çalışmada da CrN kaplama ile işlenen yüzeyleri daha pürüzlü olduğu ifade edilmektedir (Derrien vd., 1997). AlTiN ve AlCrN kaplamaları birbirinden ayıran CrN ve TiN fazları olduğu göz önüne alındığında bu çalışmadaki sonuçların literatürdeki benzer çalışmalarla uyum içinde olduğu görülmektedir. Bu bilgiler ışığında, BUE oluşumunun elde edilen sonuçlar üzerinde belirleyici olduğu düşünülmektedir. 112
131 Yüzey pürüzlülüğü (R a ) üzerinde önemli bir diğer parametre ise, kesici kenar radius değerleridir. Çizelge 3.4. de kesici takımların kenar radiusu değerlerine bakıldığında DLC, TiAlN+AlCrN ve AlCrN kaplanmış takımların radius değerleri (3µm) aynıdır. TiAlN+WC/C kaplı takımın kenar radiusu (2,5 µm) ile AlTiN kaplı takımın kenar radiusu (3,5 µm) arasında 1 µm luk bir fark olduğu görülmektedir. Bu durum, her iki kesici takımla işlenen yüzeyin pürüzlülük değerleri arasındaki farkı açıklayabilir. Çünkü artan kenar radiusu ile birlikte daha iyi bir pürüzlülük değeri elde edilmektedir (Takacs vd., 2003). Kaplamasız kesici takımda ise, genel anlamda karasız bir durumun oluştuğunu söylemek mümkündür. Bu takıma ait kenar radiusu değerine bakıldığında işlenen yüzeyin pürüzlü olması beklenmektedir. Fakat bu durumun aksine nispeten daha az pürüzlü bir yüzey elde edilmiştir. Bu duruma neden olarak, takımın kesme işlemine başladığı ilk andan itibaren aşınmaya başlamış olabileceğidir. Çünkü aşınmayla birlikte kesici kenar radiusları büyümektedir (Liu ve Mittal, 1996; Xiao vd., 2003; Filiz vd., 2007). Kesici takım kenarında daha büyük radius değeri ise, iyi bir pürüzlülük değeri sağlamaktadır (Takacs vd., 2003). Bu açıklamalara paralel olarak kaplamasız takımın R a değerinin nispeten daha düşük olması anlaşılabilmektedir. 113
132 Ortalama Yüzey Pürüzlülüğü, R a (µm) Ortalama Yüzey Pürüzlülüğü, R a (µm) a p = 0,15 mm AlCrN AlTiN DLC TiAlN+AlCrN TiAlN+WC/C Kaplamasız İlerleme hızı f, (µm/ağız) f = 3,75 µm/ağız AlCrN AlTiN DLC TiAlN+AlCrN TiAlN+WC/C Kaplamasız Kesme Derinliği a p, (mm) Şekil Ağız başına ilerleme ve kaplama türüne bağlı olarak değişen pürüzlülük değerleri İlerleme hızı ve kesme derinliğinin yüzey pürüzlülüğü üzerindeki etkisi Şekil 4.33 deki grafikten elde edilen bir diğer sonuç ise, ilerleme hızı ve kesme derinliğinin yüzey pürüzlülüğü üzerindeki etkisidir. İlerleme hızının artmasıyla birlikte pürüzlülük değerinin arttığı açıkça görülmektedir. Yüzey pürüzlülüğünün tahmin edilmesinde kullanılan teorik yaklaşımda (R i =f 2 /32*r) temel olarak iki parametre öne çıkmaktadır. Bunlar, ilerleme miktarı ve kesici takım kenar radiusudur (Groover, 2007). Bu analitik ifade de, ilerlemenin artışı, pürüzlülük değerinin artmasına, buna karşılık kenar radiusunun büyümesinin ise, pürüzlülük değerinin azalmasına neden olmaktadır. Ayrıca, mikro frezeleme işleminde yüzey 114
133 pürüzlülüğü minimum talaşa kalınlığı değerinden de oldukça etkilenmektedir (Yuan vd., 1996; Vogler vd., 2004; Bisacco vd., 2006; Shreyes ve Melkote, 2006; Li vd., 2008). Tercih edilen ilerleme değeri, minimum talaş kalınlığı değerinden büyük olduğu zaman pürüzlülük değerinin ilerleme hızının artmasıyla birlikte büyüyeceği beklenilmektedir (Schmidt ve Tritschler, 2004; Wang vd., 2005; Filiz et. 2007; Aramcharoen ve Mativenga, 2008). Deneysel çalışmada tercih edilen ilerleme hızı parametresinin de yapılan ön çalışma sonucunda minimum talaş kalınlığı değerinden büyük olduğu göz önüne alındığında, elde edilen sonuçların tutarlı olduğu söylenebilir. Diğer taraftan kesme derinliğindeki artışın ise, pürüzlülük üzerinde tutarlı bir etkiye sahip olmadığı görülmektedir. Dolayısıyla elde edilen sonuçlarda kesme derinliğindeki artışın pürüzlülüğü artıran ya da azaltan bir etkisinden söz etmek oldukça zordur. Bu konu üzerine yapılan çalışmalara bakıldığında da benzer değerlendirmelerin olduğu görülecektir (Vogler vd., 2004; Wang vd., 2005; Litwinski vd., 2006) BUE oluşumunun yüzey pürüzlülüğü üzerindeki etkisi Kesme işlemi sırasında meydana gelen BUE oluşumunun etkisini görebilmek adına yüzeyler üzerinde yapılan 3 boyutlu topografik değerlendirme Şekil 4.34 te verilmektedir. Şekilde görüldüğü üzere kopan talaşlar iş parçası yüzeylerine yapışmıştır. Yüzeye yapışan iş parçası kalıntılarının kesici kenar vasıtasıyla yüzeye taşındığı tahmin edilmektedir. İşlenen yüzeylerdeki talaş kalıntısına en çok AlCrN, TiAlN+AlCrN ve kaplamasız takımla işlenmiş yüzeylerde rastlanmıştır. Bunun da nedeninin BUE oluşumu olduğu düşünülmektedir. Çünkü takıma yapışan talaş, kesme esnasında iş parçası ile takım ara yüzeyinde kalabilmektedir. Oluşan bu yeni koşullar altında takıma yapışan talaş parçası ile iş parçası sürekli etkileşim halindedir. Bunun sonucu olarak da, kesici kenardaki talaş parçacıklarının bir kısmı, iş parçası yüzeyine kaynamak suretiyle yapışmaktadır. Bu durum, pürüzlü bir yüzeyin oluşmasına neden olabilir. Yapılan bazı çalışmalarda, İnconel 718 nikel alaşımının işlenmesinde, BUE oluşumuna bağlı olarak işlenen yüzeylerde talaş yapışmasının meydana geldiğine yer verilmiştir (Arunachalam vd., 2004; Pawade vd., 2008; Devillez vd., 2011). Bununla birlikte şekilden de görüleceği üzere, özellikle AlCrN kaplı kesici takımla yapılan kesme işleminde yüzeyde talaş yapışmasının meydana geldiği bariz bir şekilde görülmektedir. Bunun dışında, 115












134 kaplamasız ve TiAlN+AlCrN kaplanmış takımla işlenen yüzeyde de benzer bir durum gözlemlenmektedir. Bunun yanı sıra DLC, AlTiN ve TiAlN+WC/C kaplanmış takımlarla işlenen yüzeylerde ise, talaş yapışmasının çok daha az olduğu saptanmıştır. Sonuç olarak, işlenen yüzeylerde meydana gelen talaş yapışması takımların BUE oluşumuna karşı göstermiş oldukları direnç ile doğrudan ilişkilidir. DLC Kaplamasız Yapışan talaş kalıntıları Yapışan talaş kalıntıları AlTiN Yapışan talaş kalıntıları TiAlN+AlCrN Yapışan talaş kalıntıları Sıvanan talaş TiAlN+WC/C Yapışan talaş kalıntıları AlCrN Sıvanmış talaş Şekil ,5 µm/ağız ilerleme ve 0,15 mm kesme derinliğinde işlenen yüzeylere ait 3 boyutlu topografik görüntüler. 116
.")





135 İş parçası yüzeyine talaş yapışmasının BUE oluşumundan kaynaklandığını daha net ortaya koymak için takımlar üzerinde SEM analizleri gerçekleştirilmiştir (Şekil 4.35). Şekilde, özellikle TiAlN+AlCrN, kaplamasız ve AlCrN kaplı takımların kesici kenarlarında yoğun bir şekilde iş parçası malzemesinin biriktiği görülmektedir. Bunun yanı sıra, DLC, TiAlN+WC/C ve AlTiN kaplı takımlarda ise, talaş yapışması nispeten daha azdır. SEM görüntülerinden alınan bu sonuçlar daha önce ifade edilen yaklaşımı doğrulamaktadır. Takımların kesici kenarları boyunca yapışan talaş parçacıkları, kesme işlemiyle birlikte, kesici takım ve iş parçası arasındaki sürtünme koşullarını yeniden tanımlamaktadır. Takım ile iş parçası arasına yerleşen talaş parçacıkları, kesme işlemi sırasında sürtünme ve oluşan sıcaklığın etkisiyle, iş parçası yüzeyine yapışmakta, hatta sıvanmaktadır. Bu durum, parçanın yüzey kalitesi açısından olumsuz bir durum oluşturmaktadır. DLC TiAlN+AlCrN TiAlN+WC/C AlTiN Kaplamasız AlCrN Şekil Her bir takımın kesici kenarına yapışan talaşların görüntülenmesi. 117
136 BUE in bir sonucu olarak meydana gelen iş parçası yüzeyindeki bozulmalar, parça yüzeylerinde SEM ortamında yapılan incelemeyle de desteklenmiştir. AlCrN kaplı kesici takımla işlenen yüzeye ait Şekil 4.36a ve b de verilen görüntüler, yüzeylerin BUE oluşumuna bağlı olarak bozulduğu yönünde kuvvetli işaretler vermektedir. Kesici kenara yapışan talaş, takımın talaş kaldırma kabiliyetini önemli ölçüde azaltmaktadır. Bunun bir sonucu olarak, takımın temas ettiği yüzeyde, aşırı sürtünmeye bağlı olarak ve yüzeye paralel yönde gelişen gerilmelerin etkisiyle, iş parçası yüzeyinde plastik bir deformasyon meydana gelmektedir. Yüzeyde görülen deformasyon izleri, takımın kesici kenarının BUE etkisiyle keskinliğini yitirdiğini açıkça göstermektedir. Keskinliğini yitiren takım, kesme sırasında gerek radyal gerekse de eksenel yönde daha büyük kuvvetlerin meydana gelmesine neden olmaktadır. Bunun bir sonucu olarak, takımın geçişiyle birlikte, takım ile parça ara yüzeyindeki sürtünme ve meydana gelen gerilmelerin etkisiyle, yüzey adeta ovalanarak deforme edilmektedir (Sharman vd., 2006). Bu durum, aynı zamanda yüzey altında kalıntı gerilmelerin artmasına da sebebiyet vermektedir (Ezugwu vd., 1999). BUE oluşumunun işlenen yüzey üzerinde bu tarz bir etkisi literatürdeki çalışmalarda da ifade edilmektedir (Jang vd., 1994; Devillez vd., 2011). Yapılan bir çalışmada, talaş kaldırma sırasında takım ile temas halindeki yüzeylerde, adeta bir sünme şeklinde şekil değiştirmenin meydana geldiği ve bu bölgelerin altında da kalıntı gerilmelerin oluştuğu ileri sürülmüştür. Kalıntı gerilmelere bağlı olarak, bu bölgelerde plastik bir deformasyonun meydana gelebileceği ifade edilmiştir (Jang vd., 1994). İleri sürülen bu yaklaşıma, SEM görüntülerinden elde edilen ve belirli bir yönde yönelmiş plastik deformasyon izleriyle varılmıştır. Ayrıca Şekil 4.36b deki görüntüde de, kesici takımın iş parçası yüzeyini adeta ovalayarak deforme ettiği ve bunun bir sonucu olarak meydana gelen kayma bandları da, kesici takımın yüzey ile nasıl bir etkileşim içinde olduğunu göstermektedir. 118

. 4.3.4. Kesici takım aşınmasının ortalama yüzey pürüzlülüğü üzerindeki etkisi Yapılan çalışma sonucunda elde edilen bir diğer sonuç ise, kesici takımdaki aşınmaya bağlı olarak ortalama")
137 a) Plastik deformasyon izleri Yüzeye sıvanan talaş parçası Yapışan talaş parçası Yapışan tabakada Plastik deformasyon sonucu oluşan kayma bantları b) Yapışan talaş parçası Yüzeye sıvanan talaş parçası Yapışan tabakada Plastik deformasyon sonucu oluşan kayma bantları Şekil AlCrN kaplı kesici takımla, 2,5 µm/ağız ilerleme ve 0,15 mm kesme derinliğinde işlenen yüzeylere ait SEM görüntüleri ( a) 0-5 mm b) mm) Kesici takım aşınmasının ortalama yüzey pürüzlülüğü üzerindeki etkisi Yapılan çalışma sonucunda elde edilen bir diğer sonuç ise, kesici takımdaki aşınmaya bağlı olarak ortalama pürüzlülük değerindeki değişimdir. AlCrN kaplı kesici takım referans alınarak yapılan değerlendirme kesme işleminin başladığı ilk 20 mm lik bölge ile kesme işleminin bittiği 120 mm lik mesafedeki yüzeyler üzerinde gerçekleştirilmiştir. Yapılan değerlendirme sonucunda, Şekil 4.37 de verilen grafik göstermektedir ki, yüzey pürüzlülüğü (R a ) değeri takımdaki aşınmayla birlikte 119
138 Ortalama Yüzey pürüzlülüğü, R a (µm) yaklaşık % 50 nispetinde azalmaktadır. Bilindiği üzere yüzey pürüzlülüğü üzerinde ilerleme hızı ve kesici takım kenar radiusu değerinin önemli bir etkisi vardır (Metal Handbook 1989; Groover, 2007). Kesme işleminin başlamasıyla birlikte aşınmanın etkisiyle, kesici kenar uç radiusunda büyüme meydana gelmektedir (Filiz vd., 2007). Artan kesici kenar uç radiusu ise; işlenen yüzeyin pürüzlülük (R a ) değerinin azalmasına neden olmaktadır. Şekil 4.37 deki grafiğe ilave olarak, çalışmada kullanılan takımlara ait SEM görüntülerinde bu durum açıkça görülmektedir (Şekil 4.38). Kesme işleminin hemen başlangıcında 20 mm lik bir kesme işlemi sonrasında takımdaki kenar radiusu, yapılan ölçümlerde 25 µm olarak elde edilmiştir. Bununla birlikte, kesme işleminin sonunda ise, kesici takımın kenar radiusunun 45 µm seviyesine yükseldiği görülmüştür. Kesici takım aşınmasının yüzey pürüzlülüğü üzerindeki bu etkisi literatürde yapılan bir çalışmada da görülmektedir. Filiz vd. (2007), yapmış oldukları çalışmada, kesme uzunluğunun artmasıyla birlikte pürüzlülük (R a ) değerinin azaldığı bildirilmiştir. Bunun nedeni olarak, artan kesme mesafesiyle birlikte kesici takımın aşınması ve kenar radius değerinin büyümesi gösterilmiştir Kesme mesafesi a p =0,15 mm 10 mm 120 mm İlerleme hızı (µm/ağız) Şekil Kesici takım aşınmasıyla yüzey pürüzlülüğünün değişimi. 120
.")

139 AlCrN AlCrN r 1 25 µm r 2 45 µm L c =20 mm L c =120 mm Şekil Takımdaki aşınmayla birlikte kesici kenar uç radiusundaki değişim (f=3,75 µm/ağız, a p =0,15 mm). Bununla birlikte işlenen yüzeyler üzerinden elde edilen 3 boyutlu yüzey profilleri de takımdaki aşınmanın etkisini açıkça göstermektedir (Şekil 4.39). Kesme işleminin başlangıcında yüzeyde yapılan ölçümlerden elde edilen görüntüler, yüzeyin oldukça pürüzlü olduğunu göstermektedir. 120 mm lik bir kesme işlemi sonunda yapılan ölçümde, nispeten daha düzgün bir yüzeyin elde edildiği görülmektedir. Bununla birlikte, ölçüm yapılan cihazdan elde edilen grafiklerde işlenen yüzeylerin durumu hakkında daha net bilgiler vermektedir. Kesme işleminin henüz başındaki yüzeye ait grafiğin maksimum genliği yaklaşık olarak 1 µm dur. Buna karşılık, kesme işleminin sonundaki yüzeye ait grafikte ise, genlik değerinin 0,4 µm civarında olduğu görülmektedir. Elde edilen bu sonuçlarda takımdaki aşınmanın ve bunun bir sonucu olan kesici kenar uç radiusunun, yüzey pürüzlülüğü (R a ) üzerindeki etkisi açık bir şekilde görülmektedir. 121




 L c")
140 R max 1 µm a) R max 0,4 µm b) Şekil Takımdaki aşınma ile birlikte değişen yüzey profilleri (a) L c =10 mm, b) L c =120mm). 122
141 MQL ve kriyojenik ön soğutmanın ortalama yüzey pürüzlülüğü üzerindeki etkisi Yapılan çalışmanın bir bölümünde farklı kesme koşulları altında işlenen yüzeyin ortalama pürüzlülük değerlerindeki (R a ) değişim araştırılmıştır. Bu kapsamda, kuru kesme, MQL ve kriyojenik ön soğutma işleminin işlenen yüzeyin kalitesi üzerindeki etkisi değerlendirilmiştir. Yapılan çalışma sonucunda, kesme koşullarına bağlı olarak yüzey pürüzlülüğündeki (R a ) değişim Şekil 4.40 daki grafikte verilmektedir. Grafikte dikkati çeken ilk nokta, kriyojenik ön soğutma ile yapılan kesme işleminde yüzey pürüzlülüğünün (R a ) diğerlerine nazaran düşük olmasıdır. Bunun birlikte, kuru kesme ve MQL destekli yapılan kesme işleminde ise, pürüzlülük (R a ) değerleri birbirlerine büyük ölçüde yakındır. Yalnızca 5 µm/ağız ilerleme değerinde MQL destekli kesme işleminde pürüzlülük (R a ) değerinin bir miktar fazla olduğu görülmektedir. Kriyojenik ön soğutmalı olarak yapılan kesme işleminde kesme işleminden hemen önce işlenecek yüzeye sıvı azot enjekte edilerek gevrekleşmesi ve sertlik değerinin artması amaçlanmıştır. Nitekim yapılan bazı çalışmalarda da kriyojenik proses uygulanan malzemelerde benzer etkilerin görüldüğü ifade edilmektedir (Li vd., 2010; Pusavec vd., 2011). Bu sayede, işlenen yüzeyin kalitesi artırılmaya çalışılmıştır. Yapılan çalışmalara da bakıldığında özellikle sertliği yüksek malzemelerin, yumuşak ve sünek malzemelere nispeten yüzey pürüzlülüklerinin (R a ) daha az olduğu ifade edilmektedir (Weule vd., 2001; Takacs vd., 2003; Schmidt ve Tritschler, 2004). Çünkü, yumuşak malzemelerin işlenmesinde malzemenin elastikiyet özelliğinden dolayı daha pürüzlü yüzeyler elde edilebileceği ileri sürülmektedir (Ulhmann vd., 2005; Li, 2010). Bununla birlikte, kriyojenik soğutma üzerinde yapılan çalışmalarda da kriyojenik soğutmanın yüzey pürüzlülüğünü (R a ) azalttığı ifade edilmektedir (Wang ve Rajurkar, 2000; Pusavec vd., 2011). Pusavec ve diğerlerinin yapmış oldukları bir çalışmada kuru, MQL, Kriyojenik ve MQL ile desteklenmiş kriyojenik soğutma işlemlerini kullanmışlardır. Özellikle, kriyojenik proses, kuru ve MQL ile desteklenmiş kesme işlemlerine nazaran daha iyi bir yüzey kalitesi sağlamıştır. 123
142 Ortalama Yüzey pürüzlülüğü, R a (µm) a p =0,15 mm Kuru MQL Kriyojenik İlerleme hızı (µm/ağız) Şekil Farklı kesme koşullarının ortalama yüzey pürüzlülüğü üzerindeki etkisi. Bununla birlikte işlenen yüzeylerin, gerek 3 boyutlu gerekse de mikroskobik görüntülerine bakıldığında, kesme koşulları arasındaki fark daha net görülmektedir (Şekil 4.41). Özellikle kuru kesme koşullarında işlenmiş yüzey üzerinde, yoğun bir sıvanmış iş parçası malzemesine rastlanmaktadır. Bu durum, BUE oluşumunun bir sonucu olduğu sanılmaktadır. Çünkü kesme işleminin yapıldığı AlCrN kaplı kesici takımda CrN fazının İnconel 718 süper alaşımı ile iyi bir kimyasal etkileşimi söz konusudur (Sharman vd., 2001). Dolayısıyla kesme işlemi sonrası yüzeylerde böyle bir oluşum kaçınılmaz olmaktadır. Benzer bir durum, kriyojenik ön soğutma uygulanan iş parçasında da mevcuttur. Fakat, kuru kesme koşullarında gözlemlenenden nispeten daha azdır. Yapılan çalışmalara da bakıldığında, kriyojenik soğutmanın talaş yapışması ve difüzyonunu önlediğine dikkat çekilmiştir (Paul ve Chattopadhyay, 2006). Ayrıca en düşük pürüzlülük değeri de yine kriyojenik ön soğutma ile yapılan kesme işleminde görülmüştür. Bunun yanı sıra, MQL destekli yapılan kesme işleminde ise, yüzeyde herhangi bir iş parçası kalıntısı ya da bir sıvanma izi görülmemektedir. MQL, iş parçası ile takım ara yüzeyine, yağ partiküllerinin nüfuz etmesini sağlamaktadır (Şekil 4.13). Böylece iş parçası malzemesinin takım yüzeyine yapışmasını önlemektedir. Bunun bir sonucu olarak işlenen yüzeyde her hangi bir talaş kalıntısına rastlanmamıştır. 124

. 4.4. Çapak Oluşumunun Değerlendirilmesi 4.4.1.")



143 Kuru Ra=0,150 µm MQL Ra=0,147 µm Kriyojenik Ra=0,127 µm Şekil Farklı kesme koşullarında işlenmiş yüzeylerin 3 boyutlu görüntüleri (f=2,5 µm/ağız, a p =0,15 mm) Çapak Oluşumunun Değerlendirilmesi Kaplama malzemesinin çapak oluşumu üzerindeki etkisi Farklı kompozisyonlarda kaplanmış kesici takımlarla yapılan kesme işlemi neticesinde kesme işleminin gerçekleştirildiği bölgede meydana gelen çapak yoğunlukları Şekil 4.42 de verilmiştir. Her bir kesici takımla 120 mm lik bir mesafede kesme işlemi gerçekleştirilmiştir. Elde edilen çapak görüntüleri kesme işleminin başlangıç, ortası ve sonu olmak üzere üç ayrı noktadan alınmıştır. Elde edilen görüntülerde dikkat çeken ilk nokta kesme işleminin hemen başlangıcında meydana gelen çapak yoğunluklarının genel olarak birbirlerine benzediği 125
144 görülmektedir. Fakat, özellikle kaplamasız takım, kesme işleminin hemen başlangıcında diğerlerine nispeten daha yoğun bir çapak oluşumuna sebebiyet verdiği görülmektedir. Başlangıç noktasında sadece kaplamasız takımla yapılan kesme işleminde çapak yoğunluğunun fazla olması, kesme işleminin hemen başında takımın hasara uğramış olabileceğini akla getirmektedir. Çünkü iş parçasının yüksek bir dayanıma sahip olması, böyle bir durumun ortaya çıkmasına neden olabilir. Kesme işleminin ilerlemesiyle birlikte 60 mm lik kesme işlemi sonunda, bütün takımlar için çapak yoğunluğunun arttığı görülmektedir. Meydana gelen bu durum, kesici takımdaki aşınmanın bir sonucu olarak meydana gelmiştir. Ancak, DLC kaplı kesici takımla elde edilen çapak yoğunluğunun diğerlerine nispeten daha az olması, BUE oluşumunun da takımların çapak yoğunlukları üzerinde etkisi olabileceğini akla getirmektedir. Çünkü, DLC kaplamanın talaş yapışmasına karşı direncinin oldukça yüksek olduğu, daha önceki bulgulardan bilinmektedir. Kesme işleminin son bölümünde ise, her bir kesici takım için çapak yoğunluklarında önemli ölçüde bir atışın olduğu görülmektedir. Bunun yanı sıra, kesme işleminin sonunda çapak yoğunluklarının bütün kesici takımlar için hemen hemen aynı olduğunu söylemek mümkündür. Elde edilen bu sonuçlar, kaplama malzemesinin çapak yoğunluğu üzerinde direk bir etkisinin olmadığını göstermektedir. Daha ziyade, kaplamanın kesici takımdaki aşınma düzeyini belirlediği için, dolaylı bir etkisi olduğu düşünülmektedir. Çünkü kesme işleminin başında ve sonunda elde edilen çapak yoğunluklarına bakıldığında aşınmanın önemli bir rol oynadığı görülmektedir. 126


















145 TiAlN+WC/C TiAlN+ALCrN ALCrN AlTiN DLC Kaplamasız L c =10 mm L c =60 mm L c =120 mm Şekil Çapak oluşumunun takım türüne göre değişimi. 127




146 Çapak oluşumu üzerinde aşınmanın ve BUE oluşumunun etkisi Kesme işlemi sırasında takımdaki aşınmanın çapak yoğunluğu üzerindeki etkisini daha net bir şekilde ortaya koyabilmek için, AlCrN kaplı kesici takım ile bir dizi çalışma gerçekleştirilmiştir. Yapılan çalışma boyunca takımdaki aşınmaya bağlı olarak meydana gelen çapak yoğunlukları Şekil 4.43 de verilmiştir. Elde edilen görüntülerde açıkça görüldüğü üzere başlangıçta nispeten az olduğu görülen çapak yoğunluğu 120 mm lik bir kesme işlemi sonunda önemli ölçüde artmaktadır. Bununla birlikte, kesme işlemi sonunda takımdaki geometrik değişimde açıkça görülmektedir. Kesici takımın keskin bir kenara sahip olması kesme işlemi sırasında çapak oluşumunu engellemektedir. Zamanla aşınan ya da kenar geometrisi bozulan kesici takımlar, kaldırılan talaşı kesme bölgesinden tamamen uzaklaştıramamaktadır. Dolayısıyla kaldırılan talaşın bir kısmı parça üzerinde kalarak çapak denen istenmeyen bir oluşuma neden olmaktadır. Şekil 4.44 de verilen kesici takım görüntülerine bakıldığında f = 2,5 ve 5 µm/ağız ilerleme değerlerinde yapılan kesme işlemi sonunda kesici kenarların orijinal kesici kenarla karşılaştırıldığında önemli ölçüde aşındığı görülmektedir. Takımda meydana gelen aşınmanın çapak oluşumu üzerindeki etkisi çeşitli çalışmalarda da ifade edilmiştir (Schaller vd., 1999; Schmidt ve Tritschler, 2004; Lee ve Dornfeld, 2005; Filiz vd., 2007). Lc=10 mm Lc120 mm İlerleme yönü f=2,5 µm/ağız f=5 µm/ağız Şekil Kesici takım aşınmasının ve ilerleme hızının çapak yoğunluğu üzerindeki etkisi (a p =0,15 mm). 128
.")

.")

147 Orijinal kesici kenar Yeni Takım Aşınmış kesici kenar Aşınmış kesici kenar f=2,5 µm/ağız f=5 µm/ağız Şekil Aşınma ile birlikte kesici kenarlardaki değişim (AlCrN, a p =0,15 mm). Bununla birlikte kesici kenara biriken/yapışan talaş kalıntılarının da kenarın kesicilik özelliğini azaltacağından, çapak yoğunluğunun artması kuvvetle muhtemeldir. f=3,75 ve 5 µm/ağız ilerleme değerlerinde meydana gelen takım aşınmaları, elde edilen kesici takım görüntüleri ve kanal geometrileri incelendiğinde nispeten birbirlerine yakın olduğu görülmektedir (Şekil 4.45). Fakat çapak yoğunlukları değerlendirildiğinde ise, aralarında önemli bir fark olduğu söylenebilir. Meydana gelen bu farkın f = 5 µm/ağız ilerleme değerinde yapılan kesme işleminde kesici takımda görülen talaş yapışmasının neden olduğu düşünülmektedir. İleri sürülen bu yaklaşım, kesme işlemi sonunda BUE oluşumunun yoğun bir şekilde görüldüğü a p =0,1 ve 0,2 mm kesme derinliklerinde yapılan kesme işlemlerinin sonuçlarıyla desteklenmektedir. Şekil 4.46 da verilen görüntülere bakıldığında BUE oluşumu görülen kesici takımlarla işlenen kanallarda yoğun bir çapak oluşumu görülmektedir. 129






. 130")
148 f= 3,75 µm/ağız f= 5 µm/ağız Çapak Çapak a 1 a 2 Down milling Up milling Down milling Up milling Up milling Down milling Up milling Down milling Built-Up edge Şekil BUE oluşumunun çapak yoğunluğu üzerindeki etkisi (a 1 a 2 : takımdaki aşınma ile meydana gelen kanal geometrisindeki daralma). 130

.")


149 BUE BUE Up Milling Down Milling Up Milling Down Milling a p =0,1 mm a p =0,2 mm Şekil BUE sonucu kanallarda görülen çapak yoğunlukları İlerleme hızı ve kesme derinliğinin çapak oluşumu üzerindeki etkisi Sonuçlardan elde edilen bir diğer nokta ise, ilerleme hızına bağlı olarak çapak oluşumundaki farklılıklardır (Şekil 4.47). Kuru kesme işlemi için yapılan değerlendirmede en yoğun çapak, maksimum ilerleme hızında (f = 5 µm/ağız) görülmüştür. Bunun yanı sıra, 1,25 ve 2,5 µm/ağız ilerleme hızlarında ise, çapak yoğunlukları birbirlerine oldukça yakındır. Bununla birlikte, minimum yoğunluk ise, 3,75 µm/ağız ilerleme değerinde meydana gelmiştir. Elde edilen bu sonuçlar neticesinde çapak oluşumunun ilerleme hızından etkilendiği açıktır. Nitekim literatürde yapılan bazı çalışmalarda da ilerleme miktarındaki artışın çapak yoğunluğunda artışa neden olabileceği ifade edilmektedir (Lee ve Dornfeld, 2002; Chern vd., 2007). Bununla birlikte aksini ileri süren çalışmalar da mevcuttur. Bu çalışmalarda da ilerleme hızındaki artışın çapak yoğunluğunu azaltacağı ileri sürülmüştür (Takacs vd., 2003; Litwinski vd., 2006). 131
 daha az olduğudur. Talaş oluşumu Up milling modunda başlamaktadır.")

.")
150 Elde edilen görüntülerden çıkarılan bir diğer sonuç ise, kesici takımın talaş kaldırmaya başladığı ilk noktada (Up milling mode) meydana gelen çapak yoğunluğunun, talaşın iş parçasından uzaklaştığı diğer noktada meydana gelen çapak yoğunluğundan (down milling mode) daha az olduğudur. Talaş oluşumu Up milling modunda başlamaktadır. Daha sonra oluşan talaş, down milling modunda dışarı doğru atılmaktadır. Burada dışarı atılmaya çalışılan talaşın bir kısmı yırtılarak kanal kenarlarına yığılmaktadır. Bu sayede çapak oluşumu gerçekleşmektedir. Bu mekanizmanın oluşmasında kesici kenarın keskinliğinin de büyük bir payı vardır. Nitekim aşınmış kesici uçlarla yapılan kesme işlemlerinde çapak yoğunluğu önemli ölçüde artmaktadır (Schaller vd., 1999; Schmidt ve Tritschler, 2004; Lee ve Dornfeld, 2005; Filiz vd., 2007). Literatürde yapılan bir çalışmada da benzer bir durumla karşılaşılmış ve meydana gelen bu durum, talaşın down milling modunda yırtılmasıyla açıklanmıştır (Aramcharoen vd., 2007). Bununla birlikte, yine yapılan çalışmaların büyük bir bölümünde, işlenen kanalların down milling kenarında çapak yoğunluğunun nispeten daha fazla olduğu ifade edilmektedir (Lee ve Dornfeld, 2002; Horsch vd., 2003; Schmidt ve Tritschler, 2004; Ucun vd., 2010). Up Down Up Down Up Down Up Down Milling Milling Milling Milling Milling Milling Milling Milling f= 1,25 µm/ağız f= 2,5 µm/ağız f= 3,75 µm/ağız f= 5 µm/ağız Şekil İlerleme hızının çapak oluşumu üzerindeki etkisi (a p =0,15 mm). Yapılan çalışmada elde edilen diğer bir sonuç ise, kesme derinliğine bağlı olarak çapak oluşumlarındaki değişimdir. Yapılan kesme işlemlerinde kesme derinliği parametresinin çapak oluşumu üzerinde etkili olduğunu söylemek mümkündür (Şekil 4.48). Kuru kesme işlemi üzerinde yapılan değerlendirmede, 0,1 mm kesme derinliğinde en yoğun çapak oluşumu gözlemlenirken 0,2 mm kesme derinliğinde ise, çapak yoğunluğu minimum düzeyde olduğu görülmüştür. Bu konu üzerine yapılan bir çalışmada da, benzer bir sonuca varılmıştır (Litwinski vd., 2006). Bununda muhtemel nedeni, mikro frezeleme işleminde minimum talaş kalınlığına 132
. Up Milling Down Up Milling Milling Down Milling Up Milling Down Milling a p =0,1 mm a p =0,15 mm a p =0,2 mm Şekil 4.48. Kesme derinliğinin çapak yoğunluğu üzerindeki etkisi (f=3,75 µm/ağız).")


151 yaklaşıldıkça talaş oluşumu zorlaşacaktır. Bu nedenle çapak oluşumunun arttığı düşünülmektedir. Bunun yanı sıra aksini iddia eden bir takım çalışmalarda söz konusudur (Lee ve Dornfeld, 2002; Chern vd., 2007). Up Milling Down Up Milling Milling Down Milling Up Milling Down Milling a p =0,1 mm a p =0,15 mm a p =0,2 mm Şekil Kesme derinliğinin çapak yoğunluğu üzerindeki etkisi (f=3,75 µm/ağız) MQL ve kriyojenik ön soğutmanın çapak oluşumu üzerindeki etkisi Yapılan deneysel çalışmanın bir bölümünde değişik üretim koşulları altında meydana gelen çapak oluşumları karşılaştırılmıştır. Çalışma sonunda elde edilen çapak oluşumları Şekil 4.49 da verilmektedir. Kuru kesme, MQL ve kriyojenik ön soğutma olmak üzere üç farklı koşulun dikkate alındığı çalışma neticesinde, özellikle kriyojenik ön soğutma ile yapılan kesme işleminde elde edilen çapak yoğunluğunda diğerlerine nispeten belirgin bir azalma olduğu görülmektedir. Kuru kesme ve MQL destekli olarak yapılan kesme işlemlerinde ise, çapakların daha yoğun olduğu gözlemlenmektedir. İnconel 718 süper alaşımının sahip olduğu yüksek tokluğun, talaşlı imalat sırasında çapak oluşumunu artırdığı düşünülmektedir. Bu düşünce doğrultusunda, sıvı azotun kesme işleminden hemen önce parça üzerine lokal olarak uygulanarak, iş parçası yüzeyinin dondurulması ve gevrekleşmesi hedeflenmiştir. Nitekim kriyojenik soğutma üzerine yapılan çalışmalarda da sıvı azot ile ısıl işlem gören malzemelerin sertlik değerlerinde bir artış ve tokluk değerlerinde ise, azalmanın olduğu ifade edilmektedir (Li vd., 2010). Ön görülen bu durum neticesinde, yapılan kriyojenik ön soğutma işleminin ardından kesme işlemi gerçekleştirilmiş ve imalat sonrası çapak yoğunluğunda kayda değer bir azalma görülmüştür. 133






152 Kriyojenik MQL Kuru f=2,5 µm/ağız f =5 µm/ağız Şekil MQL ve Kriyojenik ön soğutma işleminin çapak oluşumu üzerindeki etkisi (a p =0,15 mm). Şekil 4.50 deki şematik resimde de görüldüğü üzere, iş parçasının yüzeye yakın bir bölümünün, uygulanan soğutma işlemiyle kırılgan bir yapıya kavuşması sağlanmıştır. Kesme işlemi, oluşan bu gevrek bölgede gerçekleştirilerek, çapak oluşumu minimuma indirilmiştir. Bununla birlikte, MQL destekli yapılan kesme işleminde ise, kuru kesme işlemi ile arasında hemen hemen hiçbir farkın olmadığı görülmektedir. MQL in çapak yoğunluğunun azaltılmasına doğrudan bir katkısının olmadığı söylenebilir. Fakat takım aşınmasını azaltacağı düşünüldüğünde çapak oluşumunun azaltılmasından dolaylı bir katkısı olabilir. 134
153 Sıvı azot ile gevrekleşen yüzey Nozul Kesme yönü Kesici Takım Kesme Derinliği İş Parçası Şekil İş parçası üzerine uygulanan sıvı azot ve yapılan kesme işleminin şematik bir gösterimi. 135
154 5. SONUÇLAR VE ÖNERİLER Yapılan bu çalışmada farklı kompozisyonlarda (TiAlN+AlCrN, TiAlN+WC/C, AlCrN, AlTiN ve DLC) kaplanmış ve kaplanmamış mikro freze uçlarıyla, İnconel 718 süper alaşımının mikro frezelenmesinde kesici uçların performansları aşınma, kesme kuvveti oluşumu, yüzey pürüzlülüğü ve çapak oluşumu açısından araştırılmıştır. Yapılan çalışma neticesinde, genel olarak kaplanmış kesici takımların iyi bir performans sergilediği görülmüştür. Bunun dışında, çalışma boyunca elde edilen diğer sonuçları ise, aşağıdaki gibi sıralamak mümkündür. Aşınma deneyleri boyunca bütün takımlar için yaygın olan aşınma şekli, abrazif aşınma mekanizmasının bir sonucu olan yan yüzey aşınması olduğu görülmüştür. Bununla birlikte, kesici takımların kesici uç ve kenar bölgelerinde yorulmaya bağlı lokal kırılmalar ve BUE oluşumu izlenmiştir. Ayrıca kaplanmış kesici takımların, kaplamasız takıma nazaran daha az aşındığı ve buna bağlı olarak çap değişiminin de daha az olduğu saptanmıştır. Buna neden olan ise, kaplamalı takımların yüksek sertlik ve düşük sürtünme katsayısına sahip olmalarıdır. Kesme işlemi sırasında elde edilen bir diğer sonuç ise; BUE oluşumunun takım türüne bağlı olarak farklılık göstermesidir. Özellikle, DLC ve TiAlN+WC/C kaplamalar bu anlamda iyi bir performans göstermiştir. Bunun nedeni olarak, DLC ve TiAlN+WC/C kaplamaların kompozisyonunda bulunan karbon elementi gösterilebilir. Çalışmada dikkat çeken bir diğer sonuç ise, konvansiyonel frezeleme işleminden farklı olarak, düşük ilerleme ve düşük kesme derinliğinde aşınmanın daha büyük olduğudur. Ayrıca, mikro frezelerin kesici kenarlarında aşınmaya bağlı olarak kenar radius değerinin değişken olduğu tespit edilmiştir. Başlangıçta artan kenar radius değeri, çaptaki azalmanın büyümesiyle birlikte azalma eğilimi göstermiştir. 136
155 Kesme işlemi sırasında yağlama işleminin de kesme performansının artırılmasında önemli bir katkısı olduğu anlaşılmıştır. MQL işleminin takım ömrünü önemli ölçüde artırdığı, aynı zamanda talaş yapışmasını da büyük ölçüde önlediği görülmüştür. Bununla birlikte, parça üzerine kriyojenik şartlarda uygulanan ön soğutma işleminin de kesici takımın daha hızlı aşınmasını sağlamıştır. Parça üzerine uygulanan kriyojenik işlemin iş parçası yüzeyinde sertleşmeye neden olduğu literatürdeki bilgiler doğrultusunda anlaşılmıştır. Yapılan çalışma boyunca, kullanılan kesici takım ve kesme koşullarının kesme kuvvetini etkilediği anlaşılmıştır. Elde edilen sonuçlardan, kesici takım türünün kesme kuvveti üzerinde önemli bir etkisi olduğu anlaşılmıştır. Kaplama malzemelerinin, sürtünme katsayılarınında ortaya çıkan bu sonuç üzerinde belirleyici olduğu düşünülmektedir. Bununla birlikte, ilerleme hızı ve kesme derinliğindeki artışında kesme kuvvetlerinde artışa neden olduğu görülmüştür. Bununla birlikte, gerçekleştirilen nümerik analiz sonuçlarıyla deneysel kesme kuvveti sonuçları arasında da iyi bir uyum elde edilmiştir. Farklı kenar geometrilerinin kesme kuvveti üzerindeki etkisinin belirlenmesine yönelik yapılan nümerik analizlerde de kesme kuvvetinin kesici kenar açısından etkilendiği anlaşılmıştır. Kesici kenarda pozitif olarak verilen kenar açısının kesme kuvvetlerini azalttığı görülmüştür. Ayrıca, çalışmada meydana gelen sıcaklık oluşumu, hem nümerik hemde termal kamera yardımıyla yapılan ölçümlerde değerlendirilmiştir. Nümerik ve deneysel sonuçlar arasında iyi bir uyum olduğu görülmüştür. Bununla birlikte, kesme işlemi sırasında oluşan sıcaklığın ilerleme hızıyla birlikte arttığı anlaşılmıştır. Farklı kesici kenar açılarının da sıcaklığı etkilediği, nümerik sonuçlardan elde edilmiştir. Negatif kenar açılı kesici takımla yapılan kesme işleminde diğerlerine nispeten daha büyük bir kesme sıcaklığı görülmüştür. Fakat takımda meydana gelen sıcaklık ise, pozitif kenar açılı takımda maksimum olmuştur. Bu sonuca, kesici takım ile talaşın temas mesafesinin neden olduğu düşünülmektedir. 137
156 Gerçekleştirilen nümerik çalışmada elde edilen bir diğer sonuç ise, kesme işlemi sırasında kesici kenarlarda görülen gerilme dağılımlarıdır. Kesici takımda meydana gelen maksimum gerilmeler kesici kenar uç bölgesi ve takım-talaş ara yüzünde elde edilmiştir. İlerleme hızının artmasıyla birlikte genel olarak gerilme şiddetinin azaldığı, fakat gerilmenin daha geniş bir alanda etkili olduğu görülmüştür. Düşük ilerleme hızlarında ise, kesici takımın iş parçası ile olan temas boyunun küçük olmasından dolayı gerilme konsantrasyonunun daha küçük bir alanda oluştuğu ve buna bağlı olarak gerilme şiddetinin ise, nispeten büyük olduğu görülmüştür. Farklı kenar geometrilerinin de meydana gelen gerilmeleri etkilediği anlaşılmıştır. +8º lik kenar açısına sahip takımda meydana gelen gerilme dağılımı ve şiddeti diğerlerine nazaran daha küçük olduğu anlaşılmıştır. Mikro freze uçlarının performansının değerlendirilmesinde bir diğer kriter olan yüzey pürüzlülüğü sonuçları ise, kullanılan kesici takım türüne göre değişiklik göstermiştir. Ayrıca kaplanmış takımlarla işlenen yüzeyde daha iyi bir yüzey kalitesi elde edildiği görülmüştür. Takımların yüzey pürüzlülüğü oluşumu üzerindeki performansı, onların BUE oluşumuna karşı göstermiş oldukları dirence ve kesici kenar radius değerine göre tayin edilmiştir. Bu bağlamda, kaplamalı takımlar arasında yapılan değerlendirmede, özellikle DLC, TiAlN+WC/C ve AlTiN kaplanmış takımların diğer takımlara nispeten yüzey pürüzlülük performansları daha iyi olduğu anlaşılmıştır. İlerleme hızının ise yüzey pürüzlülüğü üzerinde önemli bir etkisi olduğu görülmüştür. Artan ilerleme hızı ile birlikte pürüzlülük değerinin de arttığı görülmüştür. Bunun yanı sıra kesme derinliğinin ise, yüzey pürüzlülüğü üzerinde bariz bir etkisi olmadığı anlaşılmıştır. Bununla birlikte kesici takımlarda meydana gelen aşınmalarında pürüzlülük değeri üzerinde etkili olduğu anlaşılmış, aşınmayla birlikte pürüzlülük değerlerinin 138
157 azaldığı görülmüştür. Ortaya çıkan bu duruma pürüzlülük üzerinde etkili bir parametre olan kesici kenar radius değerinin aşınmayla birlikte büyümesinin neden olduğu sonucuna varılmıştır. Ayrıca, MQL işlemi ve kriyojenik şartlarda yapılan ön soğutma işleminin de iş parçası yüzey pürüzlülüğünü etkilediği görülmüştür. Özellikle Kriyojenik ön soğutma, iş parçasında yüzey pürüzlülüğünü önemli ölçüde iyileştirdiği görülmüştür. MQL ve kuru kesme koşullarında ise, pürüzlülük değerleri arasında önemli bir farkın olmadığı sonucuna varılmıştır. Yapılan çalışma boyunca değerlendirilen bir diğer husus ise, çapak oluşumudur. Çapak oluşumunda, genel olarak kullanılan kesici takımlar arasında önemli bir fark görülmemiştir. Yalnızca, DLC kaplı kesici takımla işlenen kanalda nispeten biraz daha az çapak meydana geldiğini söylemek mümkündür. Bununla birlikte, kesici takımda meydana gelen aşınmanın çapak oluşumu üzerinde önemli bir etkisi olduğu görülmüştür. Ayrıca kesme işlemi sırasında kesici kenara biriken talaş kalıntılarının da çapak oluşumunu artırdığı anlaşılmıştır. İlerleme hızı ve kesme derinliği parametrelerinin ise, çapak oluşumu etkilediği söylenebilir. Genel olarak, ilerleme hızındaki artışla birlikte çapak yoğunluğunun arttığı görülmüştür. Buna karşılık, kesme derinliğindeki artışla birlikte, çapak yoğunluğunda azalma olduğu anlaşılmıştır. Çapak oluşumunda gözlemlenen diğer bir hususta, çapakların işlenen kanalların her iki yanında da homojen olmadığıdır. Çapak, özellikle kanalın bir kenarında yoğun bir şekilde görülmüştür. Bu kenar, kesici ağzının kesme işlemini bitirdiği kenardır. Kesici ağzın talaş kaldırmaya başladığı kenarda ise, çapak oluşumunun oldukça az olduğu görülmüştür. Bununla birlikte, kriyojenik ön soğutma işleminin de çapak yoğunluğunu önemli ölçüde etkilediği, sonuçlardan elde edilen bir diğer bulgudur. Kriyojenik ön soğutma ile parça üzerinde meydana gelen sert ve kırılgan tabakanın çapak oluşumunu 139
158 önlediği sonucuna varılmıştır. Bunun yanı sıra, MQL destekli olarak yapılan kesme işleminin ise, kuru kesme ile arasında önemli bir farkın olmadığı anlaşılmıştır. Yapılan bu çalışmada, İnconel 718 süper alaşımının mikro frezelenmesinde kesici takımların performansları çeşitli kriterler dikkate alınarak değerlendirilmiştir.yapılan çalışmalardan da görülmektedir ki, bu malzemenin mikro frezelenmesinde kesici takımlarda olması gereken temel özelliğin düşük bir sürtünme katsayısı, yüksek bir sertlik ve malzeme ile kimyasal etkileşiminin az olması şeklinde sıralanabilir. Bilindiği üzere, İnconel 718 süper alaşımı yüksek bir tokluk ve dayanımının yanı sıra, başka malzemelerle kimyasal etkileşime yatkın bir alaşımdır. Bu yüzden, İnconel 718 süper alaşımının işlenmesi için elmas kaplı kesici takımların daha verimli olabileceğine inanılmaktadır. Çünkü, gerek sertlik değerleri gerekse düşük sürtünme katsayısına sahip olması ve elmasın karbonun bir türevi olmasının getirdiği yağlayıcılık etkisi, bu kaplamanın İnconel 718 malzemesinin işlenmesinde tercih edilebileceğinin nedenleri arasındadır. Bunun yanı sıra, çalışma boyunca sınırlı bir şekilde uygulanan soğutma ve yağlama işleminin, değişik yağlayıcılar kullanılarak farklı stratejilerde uygulanmasının faydalı olacağı düşünülmektedir. Bununla birlikte, kesici takımın kenar geometrisi içinde bir optimizasyonun yapılması durumunda da daha verimli bir imalat sürecinin gerçekleştirileceğine inanılmaktadır. Ayrıca, çalışmada gerçekleştirilen kriyojenik ön soğutmanın çapak oluşumunu önemli ölçüde önlediği, bunun aksine takımdaki aşınmaları artırdığı görülmüştür. Yapılan bu işlemin malzemenin mekanik özellikleri üzerindeki etkisi araştırılmamıştır. Bu konu üzerinde de yapılacak bir çalışma ile işlemin uygunluğu belirlenmelidir. Bununla birlikte, çalışma boyunca gerçekleştirilen nümerik analizlerde sabit bir sürtünme koşulları dikkate alınmıştır. Bu işlem için, uygun bir sürtünme modeli üzerine de çalışılabilir. 140
159 KAYNAKLAR AA EDM Co Erişim Tarihi: Ahn, J.H., Lim, H.S., Takata, S., Sata, T., Machining Process/Tool Wear Monitoring System Based on Real-Time sound Recognition. Seimitsu Kogaku Kaishi/Journal of the Japan Society for Precision Engineering, 60(8), Alting, L., Kimura, F., Hansen, H.N., Bissacco, G., Micro Engineering. Annals of CIRP, 52(2), Altintas, Y., Direct Adaptive Control of End Milling Process. International Journal of Machine Tools and Manufacture, 34(4), Altintas, Y., Chan, P.K., In-Process Detection And Suppression of Chatter in Milling, International Journal of Machine Tools and Manufacture, 32(3), Altıntaş, Y., Budak, E., Analytical Prediction of stability Lobes in Milling. CIRP Annals - Manufacturing Technology, 44(1), Arcona, C., Dow, T.A., An Empirical Tool Force Model for Precision Machining. ASME Journal of Manufacturing Science and Engineering, 120, Aramcharoen, A., Mativenga, P.T., Size Effect and Tool Geometry in Micromilling of Tool Steel. Journal of the International Societies for Precision Engineering and Nanotechnology, 33(4), Aramcharoen, A., Mativenga, P.T., Yang, S., The Effect of ALCrTiN Coatings on Product Quality in Micro-Milling of 45 HRc Hardened H13 Die Steel. Proceedings of the 35th International MATADOR Conference, July, Taipei, Taiwan, Aramcharoen, A., Mativenga, P.T., Tool Wear Modes in Micro/Meso Scale Milling of Hardened Die Steel. 3rd Cirp International Conference High Performance Cutting, June, Dublin, Ireland, Aramcharoen, A., Mativenga, P.T., Yang, S., Cooke, K.E., Teer, D.G., Evaluation and Selection of Hard Coatings for Micro Milling of Hardened Tool Steel. International Journal of Machine Tools and Manufacture, 48, Arrazola, P.J., Özel, T., Investigations on the Effects of Friction Modeling in Finite Element Simulation of Machining. International Journal of Mechanical Sciences, 52,
160 Arunachalam, R.M., Mannan, M.A., Spowage, A.C., Surface Integrity When Machining Age Hardened Inconel 718 with Coated Carbide Cutting Tools. International Journal of Machine Tools and Manufacture, 44, Arunachalam, R., Mannan, M.A., Machinability of Nickel-Based High Temperatures Alloys. Machining Science and Technology, 4(1), Baharudin, B.T.H.T., Dimou, N., Hon, K.K.B., Tool Wear Behaviour of Micro-Tools in High Speed Cnc Machining. Proceedings of the 34th International MATADOR Conference, 7-9 July, Manchester, England, Bang, Y.B., Lee, K., Oh, S., Axis Micro Milling Machine for Machining Micro Parts. Journal of Advanced Manufacturing Technology, 25, Bao, W.Y., Tansel, I.N., Modeling Micro-End-Milling Operations. Part I: Analytical Cutting Force Model. International Journal of Machine Tools and Manufacture, 40, Bilkent Üniversitesi, Erişim Tarihi: Bissacco, G., Hansen, H.N. and De Chiffre, L., Size Effects on Surface Generation in Micro Milling of Hardened Tool Steel. Annals of the CIRP, 55(1), Budak, E., Improving Productivity and Part Quality in Milling of Titanium Based İmpellers By Chatter Suppression and Force Control. Annals of CIRP, 49, Budak, E., Altıntaş, Y., Analytical Prediction of Chatter Stability in Milling- Part II Application of The General Formulation to Common Milling Systems. Journal of Dynamic Systems, Measurement and Control, 120(1), Calamaz, M., Coupard, F., Girot, A., New Material Model for 2D Numerical Simulation of Serrated Chip Formation When Machining Titanium Alloy Ti- 6Al-4V. International Journal of Machine Tools and Manufacture, 48, Chae, J., Park, S.S., Freiheit, T., Investigation of Micro-Cutting Operations. International Journal of Machine Tools and Manufacture,46, Chang, C., Liao, Y., Wang, G.Z., Ma, Y.R., Fang, R.C., CVD Diamond Growth. Byrappa, K., Ohachi, T., (Ed.), Crystal Growth Technology İçinde, (93-132) Springer Heidelberg, 611p. Newyork. Cheng, X., Nakamoto, K., Sugai, M., Matsumoto, S., Wang, Z.G., Yamazaki, K., Development of Ultra-Precision Machining System with Unique Wire EDM Tool Fabrication System for Micro/Nano-Machining. CIRP Annals- Manufacturing Technology, 57,
161 Cherku, S., Study of Machining Characteristics and Modeling of Micro Ultrasonic Machining. University of Nebraska, M. Sc. Thesis, Lincoln. Chern, G.L., Wu, Y.J.E., Cheng, J.C., Yao, J.C., Study on Burr Formation in Micro-Machining Using Micro-Tools Fabricated by Micro-EDM. Precision Engineering, 31, Choi, H.W., Gage, D.M., Dauskardt, R.H., Lee, K.R., Oh, K.H., Effects of Thermal Annealing and Si İncorporation On Bonding Structure and Fracture Properties of Diamond-Like Carbon Films. Diamond and Related Materials, 18, Chou, Y., K., Song, H., Tool Nose Radius Effects on Finish Hard Turning. Journal of Materials Processing Technology, 148, Choudhury, I.A., El Baradie, M.A., Machinability of Nickel-Based Superalloys: A General Review. Journal of Materials Processing Technology, 77, Choudhury, S.K., Rath, S., In-Process Tool Wear Estimation in Milling Using Cutting Force Model. Journal of Materials Processing Technology, 99, Chung, D.K., Shin, H.S., Park, M.S., Kim, B.H., Chu, C.N., Recent Researches in Micro Electrical Machining. Internatıonal Journal of Precision Engineering and Manufacturing, 12(2), Cox, D., Newby, G., Park, H.W., Liang, S.Y., Performance Evaluation of a Miniaturized Machining Center for Precision Manufacturing. Proceedings ASME International Mechanical Engineering Congress and Exposition, November, Anaheim, California, Das, S., Chattopadhyay, A.B., Murty, A.S.R., Force Parameters for on-line Tool Wear Estimation: a Neural Network Approach. Neural Networks, 9(9), De Chiffre, L., Kunzmann, H., Peggs, G.N., Lucca, D.A., Surfaces in Precision Engineering. Microengineering and Nanotechnology Annals of the CIRP, 52(2), Deform 2D V9.0, Veritabanı. Derflinger, V., Brandle, H., Zimmermann, H., New Hard/Lubricant Coating for Dry Machining. Surface and Coatings Technology, 113, Derrien, S., Vigneau, J., High Speed Milling of Difficult to Machine Alloys. Proceedings of the First French and German Conference on High Speed Machining, 1-7 June, Metz, France,
162 Devillez, A., Schneider, F., Dominiak, S., Dudzinski, D., Larrouquere, D., Cutting Forces and Wear in Dry Machining of Inconel 718 with Coated Carbide Tools. Wear, 262, Devillez, A., Le Coz, G., Dominiak, S., Dudzinski, D., Dry Machining of Inconel 718, Workpiece Surface Integrity. Journal of Materials Processing Technology, 211(10), Dhanorker A., Özel, T., Meso/Micro Scale Milling for Micro-Manufacturing. International Journal of Mechatronics and Manufacturing Systems, 1(1), Donachie, M.J., Superalloy: Source Book. ASM international, 422p. Ohio, USA. Donnet, C., Erdemir, A., Historical Developments and New Trends in Tribological and Solid Lubricant Coatings. Surface and Coatings Technology, , Dornfeld, D., Min, S., Takeuchi, Y., Recent Advances in Mechanical Micromachining. Annals of the CIRP, 55(2), Dow, T.A., Miller, E.L., Garrard, K., Tool Force and Deflection Compensation for Small Milling Tools. Precision Engineering, 28, Dubey, A.K., Yadava, V., Laser Beam Machining-A Review. International Journal of Machine Tools and Manufacture, 48, Ducros, C., Benevent, V., Sanchette, F., Deposition, Characterization and Machining Performance of Multilayer Pvd Coatings on Cemented Carbide Cutting Tools. Surface and Coating Technology, , Dudzinski, D., Devillez, A., Moufki, A., Larrouquere, D., Zerrouki, V., Vigneau, J., A Review of Developments Towards Dry and High Speed Machining of Inconel 718 Alloy. International Journal of Machine Tools and Manufacture, 44, Egashira, K., Masuzawa, T., Microultrasonic Machining by the Application of Workpiece Vibration. Annals of the CIRP, 48(1), Egashira, K., Mizutani, K., Milling Using Ultra Small Diameter Ball End Mills Fabricated by Electrical Discharge Machining. Journal of the Japan Society for Precision Engineering, 69(1), Engineeringtoolbox, Erişim Tarihi: Erdemir, A., Fenske, G.R., Terry, J., Wilbur, P., Effect of Source Gas and Deposition Method on Friction and Wear Performance of Diamond like Carbon Films. Surface and Coatings Technology, 94-95,
163 Ezugwu, E.O., Pashby, I.R., High Speed Milling of Nickel-Based Superalloys. Journal of Materials Processing Technology 33, Ezugwu, E.O., Bonney, J., Yamane, Y., An Overview of The Machinability of Aeroengine Alloys. Journal of Materials Processing Technology, 134, Ezugwu, E.O., Wang, Z.M., Machado, A.R., The Machinability of Nickel-Based Alloys: A Review. Journal of Materials Processing Technology, 86, Ezugwu, E.O., Wang, Z.M., Okeke, C.J., Tool Life and Surface Finish When Machining Inconel 718 with PVD and CVD Coated Tools. Tribology Transaction, 42(2), Fang, N., Slip-Line Modelling of Machining with A Rounded-Edge Tool Part I: New Model and Theory. Journal of Mechanics and Physics of Solids, 51, Fang, F.Z., Wu, H., Liu, X.D., Liu, Y.C., Ng, S.T., Tool Geometry Study in Micromachining. Journal of Micromechanics and Microengineering, 13, Fang, F.Z., Liu, Y.C., On Minimum Exit-Burr in Micro Cutting. Journal of Micromechanics and Microengineering, 14, Feng, H.Y., Menq, C.H., The Prediction of Cutting forces in The Ball-End Milling Process-I. Model formulation and model building procedure. International Journal of Machine Tools and Manufacture, 34(5), Filiz, S., Conley, C.M., Wasserman, M.B., Özdoganlar, O.B., An Experimental Investigation of Micro Machinability of Copper 101 Using Tungsten Carbide Micro Endmill. International Journal of Machine Tools and Manufacture, 47, Friedrich, C.R., Coane, P.J., Micromilling Development and Applications for Microfabrication. Journal of Microelectronic Engineering, 35, Friedrich C.R., Vasile, M.J., Development of the Micro-Milling Process for High-Aspect-Ratio Microstructures. Journal of Micro Electromechanical Systems, 5(1), Friedrich, C.R., Kulkarni, V.P., Effect of Workpiece Springback on Micromilling Forces. Microsystem Technologies, 10, Friedrich, C., Coane, P., Goettert, J., Gopinathin, N., Direct Fabrication of Deep X-Ray Lithography Masks by Micromechanical Milling. Precision Engineering, 22(3),
164 Friedrich, C., Coane, P., Goettert, J., Gopinathin, N., Precision of Micromilled X-Ray Masks and Exposures. Microsystem Technologies, 4(1), Gandarias, E., Dimov, S., Pham, D.T., Ivanov, A., Popov, K., Lizarralde, R., Arrazola, P.J., New Methods for Tool Failure Detection in Micro Milling. Proceedings of the 1st International Conference on Multi Material Micro Manufacture, 29 June, 01 July, Karlsruhe, Germany, Gareth, W., Laser Beam Machining machining-(lbm). Gatto, A., Iuliano, L., Advanced Coated Ceramic Tools for Machining Superalloys., International Journal of Machine Tools and Manufacture, 37(5), Gonzalo, O., Etxeberria, J., Abasolo, U., Vicario, I., Acoustic Emission Tool Wear Monitoring: from Conventional Milling to Rotary Ultrasonic Machining. 4th. Meeting of the Latin American Acoustic Emission (4th E- GLEA Meeting), October, Taormina, Italy, (CD-ROM). Groover, M.P., Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, 3rd edition. John Wiley, 1040p, USA. Grum, J., Kisin, M., Influence of Microstructure on Surface Integrity in Turning-part 2: The Influence of a Microstructure of the Work piece Material on Cutting Forces. International Journal of Machine Tools and Manufacture, 43, Gygax, P.E., Dynamics of Single-Tooth Milling. Annals of the CIRP, 28(1), Hartmetall CO, Erişim Tarihi: Heamawatanachai, S., Bamberg, E., Design and Characterization of a PZT Driven Micromachining Tool Based on Single-Point Tool Tip Geometry. Precision Engineering, 33, Heaney, P.J., Sumant, A.V., Torres, C.D., Carpick, R.W., Pfefferkorn, F.E., Diamond Coatings for Micro End Mills: Enabling The Dry Machining of Aluminum at The Micro-Scale. Diamond and Related Materials, 17(3), Hekman, K.A., Liang, S.Y., In Process Monitoring of End Milling Cutter Runout, Mechatronics, 7(1), Hinds, B.K., Treanor, G.M., Analysis of Stresses in Micro-Drills Using the Finite Element Method. International Journal of Machine Tools and Manufacture, 40,
165 Horsch, C., Schulze, V., Lohe, D., 2002.Topography and Microstructure of Cavities Obtained by Micro-Milling of Tool Steel. European Congress on Advanced Materials and Processes, 30 September- 2 October, Munich, Germany, (CD- ROM). Houming, Z., Chengyong, W., Zhenyu, Z., Dynamic Characteristics of Conjunction of Lengthened Shrink-Fit Holder and Cutting Tool in High- Speed Milling. journal of materials processing technology, 207, Hu, X., Mechanism, Characteristics and Modeling of Micro Ultrasonic Machining, University of Nebraska, PhD Thesis, Lincoln. Hu, X., Yu, Z., Rajurkar, K.P., State of the Art Investigation and Research Issues in Micro Ultra Sonic Machining. ASME International Conference on Manufacturing Science and Engineering, 8-11 October, Michigan, USA, (CD-ROM). Huang, C.K., Wang, L.G., Tang, H.C., Tarng, Y.S., Automatic Laser Inspection of Outer diameter, Run-out and Taper of Micro-drills. Journal of Materials Processing Technology, 171, Huang, Y., Liang, S.Y., Modeling of Cutting Forces Under Hard Turning Conditions Considering Tool Wear Effect. Journal of Manufacturing Science and Engineering, 127, Huo, D., Cheng, K., A Dynamics Driven Approach to the Design of Precision Machine Tools for Micro Manufacturing and Its Implementation Perspectives, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 222(1), Ikawa, N., Shimada, S., Tanaka, H., Minimum Thickness of Cut in Micromachining. Nanotechnology, 3, 6-9. Ikawa, N., Donaldson, R.R., Kormanduri, R., König, W., Aachen, T.H., Mckeown, P.A., Moriwaki, T., Stowers, I.F., Ultraprecision Metal Cutting the Past, The Present and The Future. Annals of CIRP, 40(2), Inspector, A., Bauer, C.E., Oles, E.J., Superhard Coatings for Metal Cutting Applications. Surface and Coating Technology, 68-69, Jackson, M.J., Gill, M.D.H., Sein, H., Ahmed, W., Manufacture of Diamond Coated Cutting Tools for Micromachining Applications. Proceedings of IMechE Part L: Journal of Materials Design and Applications, 217(1), Jackson, M.J., Robinson, G.M., Ahmed, W., Micromachining Selected Metals Using Diamond Coated Cutting Tools. International Journal of Nanomanufacturing, 1,
166 Jang, D.Y., Liou, J., Cho, U., Study of Residual Stresses Distribution in the Machined Stainless Steel Components. Tribology Transactions, 37(3), Jawaid, A., Koksal, S., Sharif, S., Cutting Performance and Wear Characteristics of PVD Coated and Uncoated Carbide Tools in Face Milling Inconel 718 Aerospace Alloy. Journal of Materials Processing Technology, 116(1), 2-9. Jemielniak, K., Arrazola, P.J., Application of AE and Cutting Force Signals in Tool Condition Monitoring in Micro-Milling. CIRP Journal of Manufacturing Science and Technology, 1, Kalpakjian, S., Schmid, S.R., Manufacturing Processes for Engineering Materials, Prentice Hall, 976p, New Jersey. Kalss, W., Reiter, A., Derflinger, V., Gey, C., Endrino, J.L., Modern Coatings in High Performance Cutting Applications. International Journal of Refractory Metals and Hard Materials, 24, Kanda, K., Takehana, S., Yoshida, S., Watanabe, R., Takano, S., Ando, H., Shimakura, F., Application of Diamond-Coated Cutting Tools. Surface and Coating Technology, 73(1-2), Kang, I.S., Kim, J.S., Kim, J.H., Kang, M.C., Seo, Y.W., A Mechanistic Model of Cutting Force in the Micro End Milling Process. Journal of Materials Processing Technology, , Kern microtechnik Limited, CNC High Precision Micro Milling and Drilling Machines. Erişim Tarihi: Kim, B.H., Ryu, S.H., Choi, D.K., Chu, C.N., Micro Electrochemical Milling. Journal of Micromechanics and Microengineering, 15(1), Kim, B., Schmittdiel, M.C., Degertekin, F.L., Kurfess, T.R., Scanning Grating Micro Interferometer for MEMS Metrology. Journal of Manufacturing Science and Engineering, 126, Kim, C.J., Mayor, J.R., Ni, J., A Static Model of Chip Formation in Microscale Milling. ASME Journal of Manufacturing Science and Engineering, 126, Kim, C.J., Bono, M., Ni, J., Experimental Analysis of Chip Formation in Micro Milling. Transactions of the North American Manufacturing Research Institute of SME, 30,
167 Kim, J.D., Kim, D.S., Theoretical Analysis of Micro-Cutting Characteristics in Ultra-Precision Machining. Journal of Materials Processing Technology, 49, Kim, K., W., Lee, W., Y., Sin, H., C., A Finite Element Analysis of Machining with the Tool Edge Considered. Journal of Materials Processing Technology, 86, Kline, W.W., DeVor, R.E., The Effect of Runout on Cutting Geometry and Forces in End Milling. International Journal of Machine Tool Design and Research, 23(2-3), Kobayashi, A., The Features and Application of UPC Nano-Micro Forming Tools. Industrial Diamond Review, 4, Komanduri, R., Hou, Z.B., A Review of the Experimental Techniques for the Measurement of Heat and Temperatures Generated in Some Manufacturing Processes and Tribology. Tribology International, 34, Kussul, E., Baidyk, T., Ruiz-Huerta, L., Caballero-Ruiz, A., Velasco, G., Kasatkina, L., Development of Micromachine Tool Prototypes for Microfactories. Journal of Micromechanics and Microengineering, 12, Lalwani, D.I., Mehta, N.K., Jain, P.K., Experimental Investigations of Cutting Parameters Influence on Cutting Forces and Surface Roughness in Finish Hard Turning of MDN250 Steel. Journal of Materials Processing Technology, 206, Lazoglu, I., Sculpture Surface Machining: A Generalized Model of Ball-End Milling Force System. International Journal of Machine Tools and Manufacture, 43(5), Law, K.M.Y., Geddam, A., Ostafiev, V.A., A Process Design Approach to Error Compensation in the End Milling of Pockets. Journal of Material Processing Techniques, 88 90, Law, K.M.Y., Geddam, A., Prediction of Contour Accuracy in the End Milling of Pockets. Journal of Material Processing Techniques, 113, Law, K.M.Y., Geddam, A., Error Compensation in the End Milling of Pockets Methodology. Journal of Material Processing Techniques, 139, Lee, K.Y., Kim, H.M., Park, S.S., A Run-Out Measuring Method Using Modeling and Simulation in Four-Fluted End Milling. Journal of Materials Processing Technology, , Lee, D.E., Hwang, I., Valente, C.M.O., Oliveira, J.F.G., Dornfeld, D.A., Precision Manufacturing Process Monitoring with Acoustic Emission. International Journal of Machine Tools and Manufacturing, 46,
168 Lee, K., Dornfeld, D.A., Micro-Burr Formation and Minimization Through Process Control. Precision Engineering, 29, Lee, K., Dornfeld, D.A., An Experimental Study on Burr Formation in Micro Milling Aluminum and Copper. Transactions of the North American Manufacturing Research Institute of SME, 30, Lee, K., Stirn, B., Dornfeld, D.A., Burr Formation in Micro-Machining Aluminum, 6061-T6. 10th. International Conference on Precision Engineering, Initiatives of Precision Engineering at the Beginning of a Millennium, July, Yokohama, Japan, Lee, W.B., Cheung, C.F., A Dynamic Surface Topography Model for The Precision of Nano-Surface Generation in Ultra-Precision Machining. International Journal of Mechanical Sciences, 43, Li, P., Micromilling of Hardened Tool Steels. Technical University of Delft, PhD Thesis, 160p, Delft. Li, S., Xie, Y., Wu, X., Hardness and Toughness Investigations of Deep Cryogenic Treated Cold Work Die Steel. Cryogenics, 50, Li, L., He, N., Wang, M., Wang, Z.W., High Speed Cutting of Inconel 718 with Coated Carbide and Ceramic Inserts. Journal of Materials Processing Technology, 129, Li, X., Guan, X.P., Time Fequency Analysis Based Minor Cutting Edge Fracture Detection During End Milling. Mechanical Systems and Signal Processing, 18, Li, H., Lai, X., Li, C., Feng, J., Ni, J., Modelling and experimental Analysis of the Effects of Tool Wear, Minimum Chip Thickness and Micro Tool Geometry on the Surface Roughness in Micro-End-Milling. Journal of Micromechanical and Microengineering, 18(2), Li, C., Lai, X., Li, J.N., Modeling of Three-Dimensional Cutting Forces in Micro-End-Milling. Journal of Micromechanics and Microengineering, 17, Liew, W.Y.H., Low-Speed Milling of Stainless Steel with TiAlN Single-Layer and TiAlN/AlCrN Nano-Multilayer Coated Carbide Tools Under Different Lubrication Conditions. Wear, 269, Lin, Y.H., Agrawal, A., Fang, Y., Wear Progressions and Tool Life Enhancement with AlCrN Coated Inserts in High-Speed Dry and wet Steel Lathing.Wear, 264(3-4), Lin, S.C., Lin, R.J., Tool Wear Monitoring in Face Milling Using Force Signals, Wear, 198(1 2),
169 Lin, S.C., Ting, C.J., Drill Wear Monitoring Using Neural Networks. International Journal of Machine Tools & Manufacture, 36(4), Lim, H.S., Wong, Y.S., Raham, M., Lee, E.M.K., A Study on The Machining of High-Aspect Ratio Micro-Structures Using Micro EDM. Journal of Materials Processing Technology, 140, Litwinski, K.M., Min, S., Lee, D.E., Dornfeld, D.A., Lee, N., Scalability of Tool Path Planning to Micro Machining. 1st. International Conference on Micromanufacturing, September, Urbana-Champaign, Illinois, USA, Liu, X., DeVor, R. E., Kapoor, S. G., An Analytical Model for the Prediction of Minimum Chip Thickness in Micromachining. Journal of Manufacturing Science and Engineering, 128, Liu, X., DeVor, R.E., Kapoor, S.G., Ehman, K.F., The Mechanics of Machining at the Micro Scale: Assessment of the Current State of the Science. Journal of Manufacturing Science and Engineering, 126, Liu, X., Jun, M.B., DeVor, R.E., Kappor, S.G., Cutting Mechanisms and their Influence on Dynamic Forces, Vibrations and Stability in Micro-end Milling Proceedings ASME International Mechanical Engineering Congress and Exposition, November, Anaheim California, Liu, C.R., Mittal, S., Single-Step Super finish Hard Machining: Feasibility and Feasible Cutting Conditions. Robotics Computer Integrated Manufacture, 12, Lopez de Lacalle L.N., Lamikiz, A., Sanchez, J.A., Salgado, M.A., Effects of Tool Deflection in the High-Speed Milling of Inclined Surfaces. International Journal of Advanced Manufacturing Technology, 24(9-10), Lucca, D.A., Rhorer, R.L., Komanduri, R., Energy Dissipation in The Ultraprecision Machining of Copper. Annals of CIRP Manufacturing Technology, 40(1), Lucca, D.A., Seo, Y.W., A Sliding Indentation Model of the Tool Workpiece Interface in Ultra-Precision Machining. Tribology Symposium, Presented at the Energy-Sources Technology Conference, January, Louisiana, New Orleans, 61, Lucca, D.A., Seo, Y.W., Rhorer, R., Energy Dissipation and Tool-Workpiece Contact in Ultra-Precision Machining. Society of Tribologists and Lubrication Engineers (STLE) Tribology Transactions, 37(3), Luo, X., Cheng, K., Webb, D., Wardle, F., Design of Ultraprecision Machine Tools with Application to Manufacture of Miniature and Micro Components. Journal of Materials Processing Technology, 167,
170 Madou, M.J., Fundamentals of Microfabrication. CRC Press, 589p, Boca Raton. Majumdar, P., Jayaramachandran, R., Ganesan. S., Finite Element Analysis of Temperature Rise in Metal Cutting Processes. Applied Thermal Engineering, 25, Makki, H., Heinemann, R., Hinduja, S., Owodunni, O., Online Determination of Tool Run-Out and Wear Using Machine Vision and Image Processing Techniques. 5th Virtual Conference Innovative Production Machines and Systems, 6-17 July, (CD-ROM). Malekian, M., Park, S.S., Jun, M.B.G., Tool Wear Monitoring of Micro- Milling Operations. Journal of Materials Processing Technology, 209, Marsh, C., Hughes, M., Runout Effects in Milling: Surface Finish, Surface Location Error and Stability. International Journal of Machine Tools and Manufacture, 47(5), Masounave, J., Youssef, Y.A., Beauchamp, Y., Thomas, M., An Experimental Design for Surface Rougness and Built-Up Edge Formation in Lathe Dry Turning. International Journal of Quality Science, 2(3), Masuzawa, T., State of the Art of Micromachining. Annals of CIRP, 49(2), Masuzawa, T., Tönshoff, H.K., Three-Dimensional Micro-Machining by Machine Tools, Annals of the CIRP, 46(2), Matsubara, T., Yamamoto, H., Mizumoto, H., Study on Accuracy in End Mill Operations (1st Report): Stiffness of End Mill and Machining Accuracy in Side Cutting. Bulletin of Japan Society of Precision Engineering, 21(2), Metals Handbook Vol. 1, Properties and Selection: Irons, Steels, and High- Performance Alloys. 10th edition. ASM International, 1063p, Ohio. Metals Handbook Vol. 16, Machining, 9th edition. ASM International, 944p, Ohio. McGeough, J.A., Principles of Electrochemical Machining. Chapman and Hall, 255p, London. Meijer, J., Laser Beam Machining (LBM), State of the Art and New Opportunities. Journal of Materials Processing Technology, 149, Min, S., Dornfeld, D., Inasaki, I., Ohmori, H., Lee, D., Deichmueller, M., Yasuda, T., Niwa, K., Variation in Machinability of Single Crystal Materials in Micromachining. Annals of the CIRP, 55(1),
171 Mishima, K., Kakinuma, Y., Aoyama, T., Pre-Deformation Assisted Crygenic Micromachining for Fabrication of Three-Dimensional Unigue Micro Channels. Journal of Advanced Mechanical Design, Systems and Manufacturing, 4(5), Mitsubishi Materials CO., Machining Performance Using the Mitsubishi Micro MZS Drills with 2 Coolant Holes Through, Erişim Tarihi: M Saoubi, R., Chandrasekaran, H., Investigation of the Effects of Tool Micro- Geometry and Coating on Tool Temperature During Orthogonal Turning of Quenched and Tempered Steel. International Journal of Machine Tools and Manufacture, 44, Nakayama, K., Shaw, M.C., Brewer, R.C., Relationship Between Cutting Forces, Temperatures, Built-Up Edge and Surface Finish. Annals of CIRP, 24, Noori-Khajavi, A., Komanduri, R., Frequency and Time Domain Analyses of Sensor Signals in Drilling-II. Investigation on Some Problems Associated. International Journal of Machine Tools & Manufacture, 35(6), Oerlikon Balzers Co Erişim Tarihi: Okada, M., Hosokawa, A., Tanaka, R., Ueda, T., Cutting Characteristic of Coated Carbide Tools in Hard milling. Proceeding of the 4th International Conference on Leading Edge Manufacturing In 21st Century, November 7 9, Fukuoka, Japan, Okazaki, Y., Mishima, N., Ashida, K., Microfactory-Concept, History, and Developments. Journal of Manufacturing Science and Engineering, 126, Onikura, H., Ohnishi, O., Take, Y., Fabrication of Micro Carbide Tools by Ultrasonic Vibration Grinding. CIRP Annals - Manufacturing Technology, 49(1), Özel, T., LIanos, I., Soriano, J., Arrazola, P.J., D Finite Element Modelling of Chip Formation Process for Machining Inconel 718: Comparison of FE Software Predictions. Machining Science and Technology, 15, Özel, T., Thepsonthi, T., Ulutan, D., Kaftanoğlu, B., Experiments and Finite Element Simulations on Micro-Milling of Ti 6Al 4V Alloy with Uncoated and CBN Coated Micro-Tools. CIRP Annals Manufacturing Technology, 60, Özel, T., Liu, X., Dhanorker, A., Modelling and Simulation of Micro-Milling Process. 4th International Conference and Exhibition on Design and Production of Machines and Dies/Molds, June 2007, Cesme, Turkey, (CD-ROM). 153
172 Özel, T., The Influence of Friction Models on Finite Element Simulations of Machining. International Journal of Machine Tools and Manufacture, 46, Özel, T., Altan, T., Process Simulation Using Finite Element Method Prediction of Cutting Forces, Tool Stresses and Temperatures in High Speed Flat End Milling. International Journal of Machine Tools and Manufacture, 40(5), Park, S.S., Altıntaş, Y., Movahhedy, M., Receptance Coupling for End Mills. International Journal of Machine Tools and Manufacture, 43(9), Paul, S., Chattopadhyay, A.B., Environmentally conscious machining and grinding with cryogenic cooling. Machining science and technology, 10(1), Pawade, R.S., Joshi, S.S., Brahmanka, P.K., Effect of Machining Parameters and Cutting Edge Geometry on Surface Integrity of High Speed Turned Inconel 718. International Journal of Machine Tools and Manufacture, 48, Pham, D.T., Dimov, S.S., Petkov, P.T., Laser Milling of Ceramic Components. International Journal of Machine Tools and Manufacture, 47, Philippe, D., Jean-Yves, H., Active Integration of Tool Deflection Effects in End Milling Part 1. Prediction of Milled Surfaces. International Journal of Machine Tools and Manufacture, 46, Physik Instrumente, Erişim Tarihi: Prakash, J.R.S., Senthil Kumar, A., Rahman, M., Lim, S.C., A Model for Predicting Tool Life for Coated Micro End Mill. 4th. International Machining and Grinding, 4-7 May,Troy, Michigan, USA, Pusavec, F., Hamdi, H., Kopac, J., Jawahir, S., Surface integrity in cryogenic machining of nickel based alloy-inconel 718. Journal of Materials Processing Technology, 211(4), Rahnama, R., Sajjadi, M., Park, S. S., Chatter Suppression in Micro End Milling with Process Damping. Journal of Materials Processing Technology, 209, Rahman, M., Senthil Kumar, A., Prakash, J.R.S., Micro-Milling of Pure Copper. Journal of Materials Processing Technology, 116, Rahman, M., Seah, W.K.H., Teo, T.T., The Machinability of Inconel 718. Journal of Materials Processing Technology, 63,
173 Rajurkar, K.P., Levy, G., Malshe, A., Sundaram, M.M., McGeough, J., Hu, X., Resnick, R., DeSilva, A., Micro and Nano Machining by Electro- Physical and Chemical Processes., Annals of CIRP, Manufacturing Technology, 55(2), Rao, V.S., Rao, P.V.M., Tool Deflection Compensation in Peripheral Milling of Curved Geometries. International Journal of Machine Tools and Manufacture, 46, Richards, N., Aspinwall, D., Use of Ceramic Tools for Machining Nickel- Based Alloys. International Journal of Machine Tools and Manufacture, 29, Rivin, E.I., Tooling Structure: İnterface Between Cutting Edge and Machine Tool, Annals of CIRP, 49(2), Rooks, B., The Shrinking Sizes in Micro Manufacturing. Assembly Automation 24(4), Rubio, J., Autonomous Robots May Soon Work Alongside Surgeons As Part of Newly Funded Project. Erişim Tarihi: Sefmeccanotecnica, Co. 2011, Constant High speed and torque Air türbine Spindles. Erişim Tarihi: %20TURBINA% %20INGLESE.pdf. Schaller, T., Bohn, L., Mayer, J., Schubert, K., Microstructure Grooves with a Width of Less than 50 Micrometer Cut with Ground Hard Metal Micro End Mills. Precision Engineering, 23, Schmidt, J., Spath, D., Elsner, J., Huentrup, V., Tritschler, H., Requirements of An Industrially Applicable Microcutting Process for Steel Micro-Structures. Microsystem Technologies, 8, Schmidt, J., Tritschler, H., Micro Cutting of Steel. Microsystem Technologies, 10, Schmitz, T., Couey, J., Marsh, E., Mauntler, N., Hughes, D., Runout Effects in Milling: Surface finish, Surface Location Error, and Stability. International Journal of Machine Tools and Manufacture, 47, Schwarz, J., Meteva, K., Grigat, A., Schubnov, A., Metev, S., Vollersten, F., Synthesis of Diamond Coatings on Tungsten Carbide with Photon Plasmatron. Diamond and Related Materials, 14(3-7),
174 Sedlacek, M., Podgornik, B., Vizintin, J., Tribological Properties of DLC Coatings and Comparison with Test Results: Development of A Database. Materials Characterization, 59, Sein, H., Ahmed, W., Jackson, M., Woodwards, R., Polini, R., Performance and Characterisation of CVD Diamond Coated, Sintered Diamond and WC Co Cutting Tools for Dental and Micromachining Applications. Thin Solid Films, , Sheeja, D., Tay, B.K., Lau, S.P., Shi, X., Tribological Properties and Adhesive Strength of DLC Coatings Prepared Under Different Substrate Bias Voltages. Wear, 249, Shabouk, S., Nakamoto, T., Micro Machining of Single Crystal Diamond by Utilization of Tool Wear During Cutting Process of Ferrous Material. Journal of Micromechatronics, 2(1), Shao, H., Wang, H.L., Zhao, X.M., A Cutting Power Model for Tool Wear Monitoring in Milling. International Journal of Machine Tools and Manufacture, 44, Sharman, A., Dewes, R.C., Aspinwall, D.K., Tool Life When High Speed Ball Nose End Milling of Inconel 718. Journal of Materials Processing Technology, 118, Sharman, A.R.C., Hugues, J.I., Ridgway, K., An Analysis of The Residual Stresses Generated in Inconel 718 When Turning. Journal of Materials Processing Technology, 173, Shreyes, K.L., Melkote, N., Effect of Plastic Side flow on Surface Roughness in Micro-Turning Process. International Journal of Machine Tools and Manufacture, 46, Shimada, S., Ikawa, N., Tanaka, H., Ohmuri, G., Uchikoshi, J., Yoshinaga, H., Feasibility Study on Ultimate Accuracy in Microcutting Using Molecular Dynamics Simulation. Annals of the CIRP, 42, Shimada, S., Ikawa, N., Tanaka, H., Ohmori, G., Uchikoshi, J., Molecular Dynamics Analysis of Cutting Force and Chip Formation Process in Microcutting. Seimitsu Kogaku Kaishi/Journal of the Japan Society for Precision Engineering, 59(12), Shirakashi, T., Gong, W., Obikawa, T., In-Process Monitoring of Tool Damage by Active Method Behavior of Damping Ratio with Tool Wear Development. Seimitsu Kogaku Kaishi/Journal of the Japan Society for Precision Engineering, 61(12), Silva, M.B., Wallbank, J., Cutting Temperature: Prediction and Measurement Methods A Review. Journal of Materials Processing Technology, 88,
175 Sim, C. G., Yang, M. Y., The Prediction of the Cutting Force in Ball-End Milling with a Flexible Cutter. International Journal of Machine Tools and Manufacture, 33(2), Sima, M., Özel, T., Modified Material Constitutive Models for Serrated Chip Formation Simulations and Experimental Validation in Machining of Titanium Alloy Ti-6Al-4V. International Journal of Machine Tools and Manufacture, 50, Sims, C.T., Hagel, W.C., The Superalloys. Wiley, 614p, New York. Simoneau, A., Ng, E., Elbestawi, M.A., Surface Defects During Microcutting. International Journal of Machine Tools and Manufacture, 46(12-13), Simoneau, A., Ng, E., Elbestawi, M.A., The Effect of Microstructure on Chip Formation and Surface Defects in Microscale, Mesoscale, and Macroscale Cutting of Steel. Annals of the CIRP, 55(1), Spath, D., Huntrup, V., Micro-milling of Steel for Mold Manufacturing Influences of Material, Tools and Process Parameters. Precision Engineering Nanotechnology, Proceedings of the First International Euspen Conference, 31 May-4 June, Bremen, Germany, Special Metals Co Erişim Tarihi: Sriyotha, P., Nakamoto, K., Sugai, M., Yamazaki, K., Development of a 5- Axis Linear Motor Driven Super-Precision Machine. CIRP Annals- Manufacturing Technology, 55(1), Son, S.M., Lim, H.S., Ahn, J.H., Effects of the Friction Coefficient on the Minimum Cutting Thickness in Micro Cutting. International Journal of Machine Tools and Manufacture, 45, Stenphenson, D.A., Agapiou, J.S., Metal Cutting Theory and Practice. CRC Press, 864p, Newyork. Strondl, C., Nanocomposite W-C:H Diamond-Like Carbon Coatings. Groningen University, PhD Thesis, 130p, Groningen. Sun, X., Cheng, K., Micro/Nano-Machining through Mechanical Cutting. Qin, Y. (Ed), Manufacturing Engineering and Technology İçinde (24-38). Elsevier, 414p, Oxford. Sundar, J.K.S., Joshi, S.V., Laser Cutting of Materials, Centre for Laser Processing of Materials, International Advance Research Centre for Powder Metallurgy and New Materials, Hyderabad 157
176 Sutherland, J.W., Devor, R.E., An Improved Method for Cutting Force and Surface Error Prediction in Flexible End Milling Systems. ASME Journal of Engineering for Industry, 108(4), Takacs, M., Verö, B., Meszaros, I., Micromilling of Metallic Materials. Journal of Materials Processing Technology, 138, Tanaka, M., Development of Desktop Machining Microfactory. Riken Review, 34, Tansel, I.N., Rodriguez, O., Trujillo, M., Paz, E., Li, W., Micro-End-Milling I. Wear and breakage. International Journal of Machine Tools and Manufacture, 38, Tansel, I.N., Arkan, T.T., Bao, W.Y., Mahendrakar, N., Shisler, B., Smith, D., McCool, M., Tool Wear Estimation in Micro-Machining. Part I: Tool Usage-Cutting Force Relationship. International Journal of Machine Tools and Manufacture, 40, Tarng, Y. S, Cheng, S.T., Fuzzy Control of Feed Rate on End Milling Operations. International Journal of Machine Tools and Manufacture, 33(4), Taube, K., Grischke, M., Bewilogua, K., Improvement of Carbon-based Coatings for Use in the Cold Forming of Non-Ferrous Metals. Surface Coatings and Technology, 68-69, Thamma, R., Comparison Between Multiple Regression Models to Study Effect of Turning Parameters on the Surface Roughness. International Conference on Engineering and Technology: Globalization Technology Imagine the Possibilities, November, USA, (CD-ROM). Thoe, T.B., Aspinwall, D.K., Wise, M.L.H., Review on Ultrasonic Machining. International Journal of Machine Tools and Manufacturing, 38, Tlusty, J., Andrews, G.C., A Critical Review of Sensors for Unmanned Machining. Annals of CIRP, 32(2), Tlusty, J., Macneil, P., Dynamics of Cutting Forces in End Milling. Annals of CIRP, 24(1), Tlusty, J. Andrews, G.C., A Critical Review of Sensors for Unmanned Machining. Annals of CIRP, 32(2), Tobias, S.A., Machine Tool Vibrations, Blackie and Sons Limited, p, Glasgow. Tobias, S.A., Fishwick, W., A Theory of Regenerative Chatter. The Engineer, 258p, London. 158
177 Torres, C.D., Heaney, P.J., Sumant, A.V., Hamilton, M.A., Carpick, R.W., Pfefferkorn, F.E., Analyzing the Performance of Diamond Coated Micro End Mills. International Journal of Machine Tools and Manufacture, 49, Tönshoff, H.K., Von Alvensleben, F., Ostendorf, A., Kamlage, G., Nolte, S., Micromachining of Metals Using Ultrashort Laser Pulses. International Journal of Electrical Machining, 4, 1-6. Tönshoff, H.K., Ostendorf, A,, Momma, C., Kamlage, G., Nolte, S., Microdrilling of Metals with Ultrashort Laser Pulses. Journal of Laser Applications, 12(1), Trang, Y.S., Cheng, S.T., Fuzzy Control of Feed Rate on End Milling Operations. International Journal of Machine Tools and Manufacture 33(4), Ucun, İ., Aslantaş, K., Bedir, F., Kesici Takım Kaplama Malzemesinin Mikro Frezeleme İşleminde Takım Elastik Deformasyonu Üzerindeki Etkisi. 6th International Advanced Technologies Symposium, May 2011, Elazığ, Ucun, İ., Aslantaş, K., Bedir, F., İnconel 718 Süper Alaşımının İşlenmesinde Kaplanmış Mikro Takımların Aşınma Davranışları ve Performans Analizi. Makine Teknolojileri Elektronik Dergisi, 7(4), Ueda, K., Iwata, K., Chip Formation Mechanism in Single Crystal Cutting of β- Brass. Annals of the CIRP, 29, Uhlmann, E.; Graf von der Schulenburg, M.; Zettier, R., Finite Element Modeling and Cutting Simulation of Inconel 718. Annals of the CIRP, 56(1), Uhlmann, E., Rohner, M., Langmack, M., Micro-EDM. Qin, Y. (Ed), Manufacturing Engineering and Technology İçinde (39-58). Elsevier, 414p, Oxford. Uhlmann, E., Schauer, K., Dynamic Load and Strain Analysis for the Optimization of Micro End Mills. Annals of the CIRP, 54(1), Uhlmann, E., Sascha, P., Schauer, K., Micro Milling of Sintered Tungsten Copper Composite Materials. Journal of Materials Processing Technology, 167(2-3), Unist CO, Erişim Tarihi: Uriarte, L., Zatarian, M., Albizuri, J., Lacalle, L.N.L.D., Lamikiz, A., Effect of the Tool Wear in Micro-Milling Cutting Forces. Proceedings of the Second Cirp International Conference High Performance Cutting, June, Vancouver, Canada, (CD-ROM). 159
178 Vasile, M.J., Friedrich, C.R., Kikkeri, B., McElhannon, R., Micrometer-Scale Machining, Tool Fabrication and Initial Results. Precision Engineering, 19, Vogler, M.P., DeVor, R.E., Kapoor, S.G., On the Modeling and Analysis of Machining Performance in Micro Endmilling Part I: Surface generation. ASME Journal of Manufacturing Science and Engineering, 126, Vogler, M.P., DeVor, R.E., Kapoor, S.G., On the Modeling and Analysis of Machining Performance in Micro Endmilling Part II: Cutting Force Prediction. ASME Journal of Manufacturing Science and Engineering, 126, Vogler, M.P., Devor, R.E., Kapoor, S.G., Microstructure-Level Force Prediction Model for Micro-milling of Multi-Phase Materials. Journal of Manufacturing Science and Engineering, 125, Yang, K., Liang, Y.C., Zheng, K.N., Bai, Q.S., Chen, W.Q., Tool Edge Radius Effect on Cutting Temperature in Micro End Milling Process. International Journal of Advanced Manufacturing Technololgy, 52, Yang, M.Y., Choi, J.G., A Tool Deflection Compensation System for End Milling Accuracy Improvement. Journal of Manufacturıng Science And Engineering, 120, Yazar, Z., Koch, K.F., Merrick, T., Altan, T., Feed Rate Optimization Based on Cutting Force Calculations in 3-Axis Milling of Dies and Molds with Sculptured Surfaces. International Journal of Machine Tools and Manufacture, 34(3), Yen, Y.C., Jain, A., Altan, T., A Finite Element Analysis of Orthogonal Machining Using Different Tool Edge Geometries. Journal of Materials Processing Technology 146 (2004) Yu, Z., Kozak, J., Rajurkar, K.P., Modelling and Simulation of Micro EDM Process. Annals of the CIRP, 52(1), Yu, Z., Rajurkar, K.P., Tandon, A., Study of 3D Micro-Ultrasonic Machining. Journal of Manufacturing Science and Engineering, 126(4), Yu, Z., Hu, X., Rajurkar, K.P., Influence of Debris Accumulation on Material Removal and Surface Roughness in Micro Ultrasonic Machining of Silicon. Annals of CIRP, 55, Yuan, Z.J., Zhou, M., Dong, S., Effect of Diamond Tool Sharpness on Minimum Cutting Thickness and Cutting Surface Integrity in Ultra Precision Machining. Journal of Materials Processing Technology, 62(4),
179 Zaman, M.T., Senthil Kumar, A., Rahman, M., Sreeram, S., A Three- Dimensional Analytical Cutting Force Model for Micro End Milling Operation. International Journal of Machine Tools and Manufacture, 46(3-4), Zelinski, P., Machining Under the Microscope. Erişim Tarihi: Zheng, H.Q., Li, X.P., Wong, Y.S., Nee, A.Y.C., Theoretical Modeling and Simulation of Cutting Forces in Face Milling with Cutter Runout. International Journal of Machine Tools and Manufacture, 39(12), Zhu, K., Wong, Y. S., Hong, G. S., Multi-Category Micro-Milling Tool Wear Monitoring with Continuous Hidden Markov Models. Mechanical Systems and Signal Processing, 23, Xiao, M., Sato, K., Karube, S., Soutone, T., The Effect of Tool Nose Radius in Ultrasonic Vibration Cutting of Hard Metal. International Journal of Machine Tools and Manufacture, 43, Wang, Z.Y., Rajurkar, K.P., Cryogenic machining of hard-to-cut materials. Wear, 239(2), Wang, J.J., Identification of Cutter Offset in End Milling Without a Prior Knowledge of Cutting Coefficients. International Journal of Machine Tools and Manufacture, 43, Wang, J.S., Gong, Y.D., Abba, G., Chen, K., Shi, J.S., Cai, G.Q., Surface Generation Analysis in Micro End-Milling Considering the Influences of Grain. Syposium on Design, Test, Integration and Packaging of MEMS/MOEMS, April, Stresa, Lago Maggiore, Italy, (CD-ROM). Wang, Z.G., Cheng, X., Nakamoto, K., Kobayashi, S., Yamazaki, K., Design and Development of a Precision Machine Tool Using Counter Motion Mechanisms. International Journal of Machine Tools and Manufacture, 50, Weck, M., Fischer, S., Vos, M., Fabrication of Micro Components Using Ultra Precision Machine Tools. Nanotechnology, 8(3), Weinert, K., Petzoldt, V., Machining NiTi Micro-Parts by Micro-Milling. Materials Science and Engineering-A, , Weule, H., Huntrup, V., Tritschle, H., Micro-Cutting of Steel to Meet New Requirements in Miniaturization. Annals of the CIRP, 50(1),

180 ÖZGEÇMİŞ Adı Soyadı : İrfan UCUN Doğum Yeri ve Yılı : Afyonkarahisar, 1982 Medeni Hali : Evli Taranmış Fotoğraf (3.5cm x 3cm) Yabancı Dili E-posta : İngilizce : ucun03@gmail.com Eğitim Durumu Lise : Afyonkarahisar Merkez Endüstri Meslek Lisesi, 1999 Lisans : Dumlupınar Üniversitesi, Teknik Eğitim Fakültesi, Talaşlı Üretim Öğretmenliği Yüksek Lisans Eğitimi : Afyon Kocatepe Üniversitesi, Fen Bilimleri Enstitüsü, Makine Yayınları Ucun, İ., Aslantaş, K., Bedir, F., An Experimental Investigation of the Effect of Coating Material on Tool Wear in Micro Milling of Inconel 718 Super Alloy. Wear, 300, Aslantaş, K., Ucun, İ., Çiçek, A., Tool Life and Wear Mechanism of Coated and Uncoated Al2O3/TiCN Mixed Ceramic Tools in Turning Hardened Alloy Steel. Wear, , Ucun, İ., Aslantaş, K., Numerical Simulation of Orthogonal Machining Process Using Multilayer and Single-Layer Coated Tools. International Journal of Advanced Manufacturing Technology, 54, Aslantaş, K., Ucun, İ., The Performance of Ceramic and Cermet Cutting Tools for the Machining of Austempered Ductile Iron. International Journal of Advanced Manufacturing Technology, 41, Ucun, İ., Aslantaş, K., Karabulut, A., Investıgatıon of Variatıon in Tool-Chip Contact Length in Orthogonal Cutting Process. Journal of the Faculty of Engineering and Architecture of Gazi, 24,
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
Đmalat Araştırma Laboratuarı Sabancı Universitesi. Talaşlı Đmalat ve Takım Tezgahı Araştırmaları
 Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
ORTAGONAL KESME İŞLEMİNDE KESİCİ TAKIM KAPLAMA MALZEMESİNİN TALAŞ KAYMA AÇISI ÜZERİNDEKİ ETKİSİNİN MODELLENMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 10- Balıkesir ORTAGONAL KESME İŞLEMİNDE KESİCİ TAKIM KAPLAMA MALZEMESİNİN TALAŞ KAYMA AÇISI ÜZERİNDEKİ ETKİSİNİN MODELLENMESİ Kubilay ASLANTAŞ*,
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 10- Balıkesir ORTAGONAL KESME İŞLEMİNDE KESİCİ TAKIM KAPLAMA MALZEMESİNİN TALAŞ KAYMA AÇISI ÜZERİNDEKİ ETKİSİNİN MODELLENMESİ Kubilay ASLANTAŞ*,
Kesici Takım Kaplama Malzemesinin Mikro Frezeleme İşleminde Takım Elastik Deformasyonu Üzerindeki Etkisi
 6th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey Kesici Takım Kaplama Malzemesinin Mikro Frezeleme İşleminde Takım Elastik Deformasyonu Üzerindeki Etkisi İ. Ucun
6th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey Kesici Takım Kaplama Malzemesinin Mikro Frezeleme İşleminde Takım Elastik Deformasyonu Üzerindeki Etkisi İ. Ucun
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
TiN KAPLANMIŞ KESİCİ TAKIMLARDA GERİLME ANALİZİ VE TAKIM-TALAŞ ARA YÜZEYİNDEKİ SÜRTÜNME KATSAYISININ ETKİSİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : : 9 : : 85-9 TiN KAPLANMIŞ
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : : 9 : : 85-9 TiN KAPLANMIŞ
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Anahtar Kelimeler: Östenitik paslanmaz çelik, Kesme kuvveti, Sonlu elemanlar metodu.
 TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ DEĞİŞİM
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
İnconel 718 Süper Alaşımının İşlenmesinde Kaplanmış Mikro Takımların Aşınma Davranışları ve Performans Analizi
 Makine Teknolojileri Elektronik Dergisi Cilt: 7, No: 4, 2010 (47-55) Electronic Journal of Machine Technologies Vol: 7, No: 4, 2010 (47-55) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 7, No: 4, 2010 (47-55) Electronic Journal of Machine Technologies Vol: 7, No: 4, 2010 (47-55) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI. Özgecan YILDIZ 1
 HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI Özgecan YILDIZ 1 Tersine Mühendislik Nedir? Tersine mühendislik, teknik bilgi paketi mevcut olmayan bir sistem, cihaz ya da parçanın üretim aşamalarını da içerecek
HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI Özgecan YILDIZ 1 Tersine Mühendislik Nedir? Tersine mühendislik, teknik bilgi paketi mevcut olmayan bir sistem, cihaz ya da parçanın üretim aşamalarını da içerecek
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
Konuşmacı: Stefan Linder. Mikrozerspanung von Klein- und Kleinstformen mit rpm dev./dak. ile küçük ve mikro formların mikro işlenmesi
 Mikrozerspanung von Klein- und Kleinstformen mit 100.000 rpm Konuşmacı: Stefan Linder Genel müdür, PRIMACON GmbH Biz nereden geliyoruz: München Peißenberg Biel 2 OEM Gelişmeler / gerçekleştirilmiş projeler:
Mikrozerspanung von Klein- und Kleinstformen mit 100.000 rpm Konuşmacı: Stefan Linder Genel müdür, PRIMACON GmbH Biz nereden geliyoruz: München Peißenberg Biel 2 OEM Gelişmeler / gerçekleştirilmiş projeler:
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
I. YARIYIL (1. SINIF GÜZ DÖNEMİ) 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil
 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil") EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI CVD Kaplama Ortalama kapalı bir kap içinde ısıtılmış malzeme yüzeyinin buhar halindeki bir taşıyıcı gazın kimyasal reaksiyonu sonucu oluşan katı bir malzeme ile kaplanması
KAPLAMA TEKNİKLERİ DERS NOTLARI CVD Kaplama Ortalama kapalı bir kap içinde ısıtılmış malzeme yüzeyinin buhar halindeki bir taşıyıcı gazın kimyasal reaksiyonu sonucu oluşan katı bir malzeme ile kaplanması
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı
 Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
The Influence of Cutting Parameters on Surface Roughness and Tool Wear In Milling of AISI D2 Cold Work Tool Steels of Different Hardness
 Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ YANDAL EĞİTİM-ÖĞRETİM PLANI
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ YANDAL 2014-2015 EĞİTİM-ÖĞRETİM PLANI I. YARIYIL MM 101 GENEL MATEMATİK-I- 3 0 4 4 MM 103 LİNEER CEBİR 2 0 4 4 MM 105 FİZİK-I
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ YANDAL 2014-2015 EĞİTİM-ÖĞRETİM PLANI I. YARIYIL MM 101 GENEL MATEMATİK-I- 3 0 4 4 MM 103 LİNEER CEBİR 2 0 4 4 MM 105 FİZİK-I
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ ÇİFT ANADAL EĞİTİM-ÖĞRETİM PLANI
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ ÇİFT ANADAL 2014-2015 EĞİTİM-ÖĞRETİM PLANI I. YARIYIL MM 101 GENEL MATEMATİK-I- 3 0 4 4 MM 103 LİNEER CEBİR 2 0 4 4 13 MM 105
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ ÇİFT ANADAL 2014-2015 EĞİTİM-ÖĞRETİM PLANI I. YARIYIL MM 101 GENEL MATEMATİK-I- 3 0 4 4 MM 103 LİNEER CEBİR 2 0 4 4 13 MM 105
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi
 Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2004 (2) 50-55 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Civata-Somun bağlantı sistemlerinde temas gerilmelerinin üç boyutlu
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2004 (2) 50-55 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Civata-Somun bağlantı sistemlerinde temas gerilmelerinin üç boyutlu
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ
 T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI DOKTORA PROGRAMI
 BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
0,35 0,3 0,25 0, m/min 130 m/min 169 m/min 220 m/min 286 m/min 0,15 0,1 0,05
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı
 Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
I*, FIRAT KAFKAS**, ÇET
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir AISI 4140 ÇELİĞİNDE SERTLİK VE KALINTI GERİLME İLİŞKİSİ MEHMET SUBAŞI*, FIRAT KAFKAS**, ÇETİN KARATAŞ*** *msubasi@gazi.edu.tr Gazi
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir AISI 4140 ÇELİĞİNDE SERTLİK VE KALINTI GERİLME İLİŞKİSİ MEHMET SUBAŞI*, FIRAT KAFKAS**, ÇETİN KARATAŞ*** *msubasi@gazi.edu.tr Gazi
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Yığma yapı elemanları ve bu elemanlardan temel taşıyıcı olan yığma duvarlar ve malzeme karakteristiklerinin araştırılması
 Yığma yapı elemanları ve bu elemanlardan temel taşıyıcı olan yığma duvarlar ve malzeme karakteristiklerinin araştırılması Farklı sonlu eleman tipleri ve farklı modelleme teknikleri kullanılarak yığma duvarların
Yığma yapı elemanları ve bu elemanlardan temel taşıyıcı olan yığma duvarlar ve malzeme karakteristiklerinin araştırılması Farklı sonlu eleman tipleri ve farklı modelleme teknikleri kullanılarak yığma duvarların
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler