ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
|
|
|
- Mehmed Aksoy
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır.

2 Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış b. Alışılmamış 3. Malzeme şekillendirme (talaşsız) 4. Kaynak 5. Toz metalürjisi 6. İç yapısal üretim yöntemleri?
 4. Kaynak 5.")
3 Üretim Yöntemleri Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir. Bu yöntemler için takım ile iş parçası arasında sürekli temas ve göreceli hareket gerekmektedir. Bunun sonucu olarak önemli aşınma sorunları kaçınılmazdır. Alışılmış yöntemlerin çok uzun yıllardır süren deneyim birikimine sahip olmaları önemli bir üstünlük olarak görülmektedir.

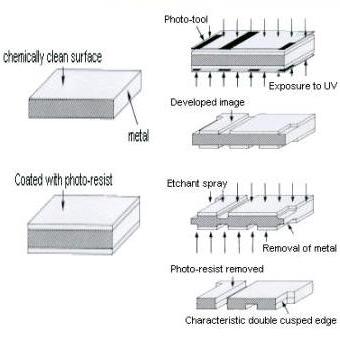
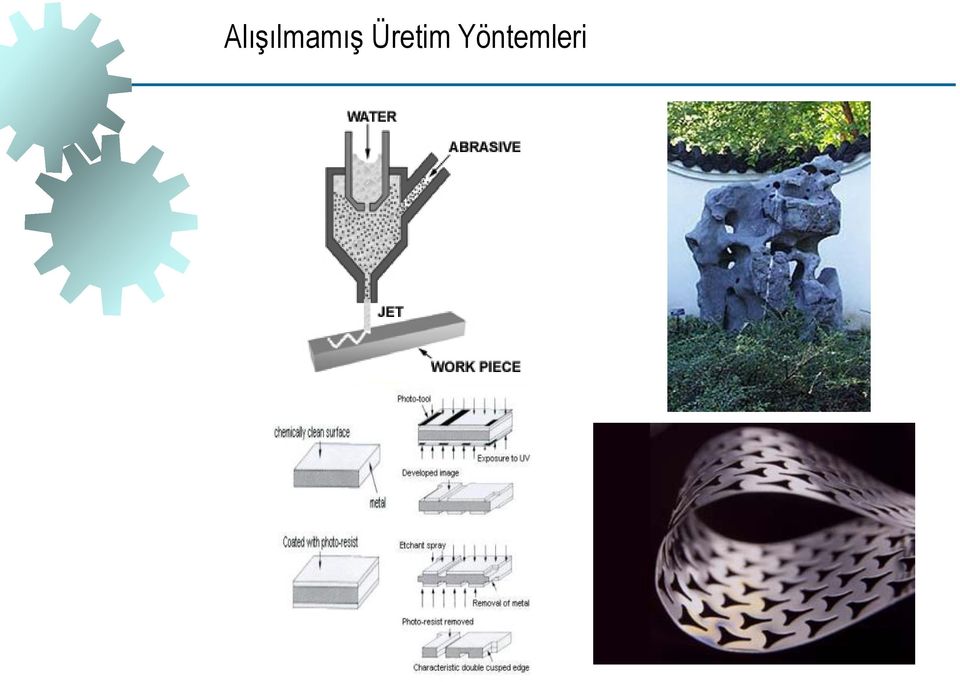
4 Üretim Yöntemleri Alışılmamış imalat yöntemleri ise özellikle ikinci dünya savaşından sonra gelişmiş ve çağdaş teknolojide yaygın uygulama alanı bulmuş yöntemlerdir. Bu yöntemler alışılmış yöntemlerden farklı olarak fiziksel temas ve göreceli hareket yerine mekanik kuvvet uygulamadan çeşitli enerji türlerini kullanarak malzeme işleyen, aşındıran veya şekillendiren yöntemlerdir. Genellikle kullanılan düşük yoğunluklu enerjiyi dar bir alanda odaklayarak ve denetleyerek işleme olayını gerçekleştirmek için uygun bir takım veya odaklayıcı düzen kullanılır.

5 Alışılmış Üretim Yöntemleri-Ortak Özellikler Geleneksel yöntemlerde malzemeden talaş kaldırma işlemi, torna kalemi, freze bıçağı, taşlama taşı vb., kesici takımlar kullanarak yapılır. Mekanik kuvvet kullanılarak ve zorlama ile, genellikle malzeme içinde plastik deformasyon ve kayma gerilmeleri yaratarak, malzeme üzerinden talaş kaldırılır. Gerilme ile talaş kaldırma tüm geleneksel yöntemlerin ortak özelliğidir. Geleneksel yöntemlerde kesici takım ile iş malzemesi arasında talaş kaldırma işlemi sırasında sürekli olarak birbiri ile fiziksel temas halinde olup, her ikisi arasında göreceli olarak hareket vardır.

6 Alışılmış Üretim Yöntemleri Talaş kaldırma işlemi özelliği olarak, geleneksel yöntemlerin işleme özellikleri ve sınırları, iş malzemesinin mekanik özellikleri ile sınırlıdır. Akma gerilmesi yüksek olan malzemelerin, geleneksel yöntemlerle işlenmesinde önemli sorunlar olabilir. Bu sorunların çözümü için çok pahalı ve özel takımlar gerekebilir, bazı durumlarda ise tamamen imkansızdır. Takım ve iş malzemesi arasındaki göreli hareket, ya düzlemsel/doğrusal ya da daireseldir. Bu durumda elde edilen iş malzemesi yüzeyleri de, düzlem ya da silindirik olmaktadır. Böylece geleneksel yöntemler kullanılarak elde edilebilecek iş parçası şekilleri sınırlı kalmaktadır.

7 Alışılmış Üretim Yöntemleri Takım ile malzeme arasındaki fiziksel temas ve kuvvet uygulanma zorunluluğu nedeni ile takım boyutlarının çok küçük olması mümkün değildir. Bu nedenle küçük boyutlu işlerin geleneksel yöntemlerle işlenmesi zor veya imkansızdır. Benzer nedenlerle çok büyük boyutlu işlerin de işlenmesi güçtür. Geleneksel yöntemler daha çok orta boyutlu işler için uygundur. Geleneksel yöntemler çok uzun yıllardır kullanılmakta olduklarından, teknoloji birikimi çok yüksektir. Bu nedenle geleneksel yöntemleri kullanan tezgahlar basit ama yüksek verimlidir. Kullanıcı eğitimi de çok kolaydır. Geleneksel yöntemlerin doğal sınırlamalar dışında, esneklikleri çok yüksektir. Özellikle bilgisayar teknolojisinin kullanılması ile birlikte otomasyona uygun tezgah üretimi mümkün olmuştur.

8 Alışılmış Üretim Yöntemleri-Sınırlamalar 1. Takım aşınması kaçınılmazdır. 2. Takım aşınmasının önceden tahmini çok zordur. 3. Takım malzemesi, iş malzemesinden daha sert ve daha yüksek nitelikli olmalıdır. Bu durum iş malzemelerinin çeşidini sınırlar. 4. Yüksek dayanımlı malzemeler için yüksek kesme kuvvetleri gerekir. Bu durum hassasiyet sorunları ile birlikte tezgah tasarımında önemli kısıtlar ve teknolojik sorunlar yaratır. 5. İşleme hızı malzeme dayanımı ile ters orantılıdır. Bu durum yeni gelişen üstün nitelikli malzemelerin kullanımını kısıtlar. 6. Kesme bölgesindeki ısınma işleme hızını etkiler ve sınırlar. 7. Talaş kaldırma sadece doğrusal ve dairesel olabilir. 8. Takım titreşimi her zaman önemli bir sorun olur. 9. Kesici takımların küçük boyutlarda üretimi mümkün değildir. Bu durum ise iş boyutlarını sınırlar.

9 Alışılmamış Üretim Yöntemleri-Teknolojik gereksinim 1. Metalürji mühendisliği ve malzeme bilimindeki gelişmeler sonucunda olağanüstü özelliklere sahip malzemeler üretildi. Özellikle uzay ve havacılık endüstrisinden gelen bu malzemeler, çok yüksek dayançlı olduklarından geleneksel yöntemlerle işlenemedi. Ayrıca, bu malzemeler çok pahalı oldukları için, iş boyutlarının küçültülmesi gerekti. Bu durum alışılmış imalat yöntemleri ile çözülemez sorunlar getirdi. 2. Elektronik endüstrisinde transistor ün icadı ile başlayan bir dizi yeni ürünün, alışılmış imalat yöntemleri ile imalatı mümkün olmadı. Bu amaçla yeni yöntem arayışları sonunda gelişen imalat yöntemleri, o günlerde beklenenden daha iyi sonuçlar vererek elektronikte minyatürleşme sürecini başlattı. Parça boyutlarının küçülmesi ile azalan imalat giderleri sonucu, alışılmamış imalat yöntemlerinin gelişme süreci büyük bir ivme kazandı. 3. Olağanüstü özelliklere sahip yeni malzemelerin, olağanüstü küçük boyutlarda ve şekillerde imalatının mümkün olması, tasarım mühendislerine yeni ürünler geliştirilmesi konusunda geniş ufuklar açtı. Giderek artan ürün çeşitleri, yeni ürün taleplerini de arttırarak, giderek artan ve hızla parasal kaynağa dönüşebilen bir potansiyel yarattı. Böylece alışılmamış imalat yöntemleri hızla yaygınlaşma olanağı buldu.

10 Alışılmamış Üretim Yöntemleri-Üstünlükleri Malzeme İşlenebilirliği: Metalürji mühendisliğinde son yıllarda yaşanan gelişmeler sonunda alışılmış mühendislik malzemelerinden çok daha iyi özelliklere sahip yeni malzemeler geliştirilmiş ve tasarım ve imalat mühendislerinin kullanımına sunulmuştur. Bu gelişmeler özellikle elektronik ve havacılık endüstrisinde yaşanmış ve teşvik edilmiştir. Geliştirilen yeni malzemeler alışılmış malzemelere göre genellikle daha sert ve daha yüksek dayanç özellikleri taşımaktadır. Bu malzemelere örnek olarak seramik ve seramik tabanlı takım malzemeleri, lif destekli kompozit malzemeler, karbidler, titanyum vb. malzemeler verilebilir. Yeni malzemelerin alışılmış takımlarla işlenmesinde karşılaşılan zorluklar imalat mühendislerini yeni imalat yöntemleri aramaya ve geliştirmeye yönlendirmiştir. Yeni imalat yöntemlerinin yeni malzemelerin sertlik, dayanım ve diğer mekanik özelliklerinden etkilenmemesi için işleme mekanizmasında ısıl enerji, elektrik enerjisi veya atomik boyutta mekanizmaların kullanılması sağlanmış ve böylece yeni malzemelerin işlenebilmesi başarılmış ve kullanımı yaygınlaşmıştır.

11 Alışılmamış Üretim Yöntemleri-Üstünlükleri İş Parçası Şekli: Alışılmış imalat yöntemleri kesici takımlara verilen hareketlerin sınırlı olması nedeni ile birkaç ayrıcalık dışında düz yüzey veya silindirik yüzeylerle sınırlıdır. Buna örnek olarak, dairesel deliklerin alışılmamış yöntemlerle delinmesi veya açılması çok kolay olmasına karşın, dairesel olmayan (Örneği kare delik) delinmesi çok zordur. Bu sınırlama birçok durumda tasarım değişikleri ile çözülmeye çalışılsa da her zaman için önemli bir sınırlama olmaktadır. Buna karşın dairesel olmayan deliklerin alışılmamış imalat yöntemleri ile delinmesi veya açılması dairesel delikler kadar kolay ve basit bir işlemdir. Benzer şekilde alışılmış yöntemlerle ulaşılamayan alanların işlenmesi, çok küçük boyutlu hacimlerin işlenmesi, çok küçük boyutlu deliklerin delinmesi alışılmamış imalat yöntemleri için kolay ve basit uygulamalar olmaktadır.

12 Alışılmamış Üretim Yöntemleri-Üstünlükleri Otomatik Veri Aktarımı: Alışılmış yöntemler temel olarak mekanik kuvvet uygulaması ilkesine dayandığı için, kesme, tezgah ve takım kuvvetlerinin çağdaş NC, CNC, CAD/CAM veya CIM gibi çağdaş denetim sistemlerine veri ve bilgi aktarılmasında zorluklar bulunmaktadır. Anılan denetim sistemlerinin imalat mühendisliğinde çok önemli olumlu katkılar yaptığı ve imalat giderlerini azalttığı bilindiğinden bu yöntemlerin uygulamasının yaygınlaşması istenmektedir. Alışılmamış imalat yöntemleri işleme mekanizmalarının gereği veri aktarımına uygun özellikler taşımaktadır. Bu nedenle de çağdaş denetim teknolojilerine kolay uyum sağlanabilmiştir. Hemen bütün alışılmamış imalat yöntemleri gelişme aşamalarında bu yöntemleri uygulamış ve bu yöntemlerin sağladığı üstünlükleri kullanmışlardır.

13 Alışılmamış Üretim Yöntemleri-Üstünlükleri Hassasiyet İstemleri: Tasarım mühendisliği ve müşteri istemlerinin eğilimi giderek daha hassas malzeme işleme mekanizmaları gerektirmektedir. Bu eğilimin önümüzdeki yıllardaki beklentisi alışılmış talaş kaldırma boyutlarının çok altında, atomik parçacıklar düzeyinde işleme olanağının sağlanmasıdır. Nanoteknoloji olarak bilinen bu boyutlarda alışılmış yöntemlerin ve hatta bazı alışılmamış yöntemlerin de kullanılma olanağı kalmamakta, bu yöntemlerin yerini atom düzeyinde parçacıkların yer değiştirmesine dayalı işleme yöntemleri almaktadır. Bu olağanüstü durum gerek yeni tasarımlarda ve gerekse ürün bazında müşteri beklentilerinde devrim yaratacak bir niteliktedir. Bazı alışılmamış yöntemlerin ise malzemeleri ince yüzey tabakalarında işleme olanağı vermesi sonucu yine alışılmış yöntemlere göre karşılaştırma yapılamayacak düzeyde hassas işleme olanağı sağlamaktadır. Sağlanan bu hassas işleme olanaklarının doğal sonucu olarak giderek ürün nitelikleri ve buna bağlı performansları değişmiş ve gelişmiştir.

14 Alışılmamış Üretim Yöntemleri-Üstünlükleri Minyatürleşme: Son yıllarda gözlenen bir başka eğilim ise giderek iş parçası boyutlarının küçülmesidir. Bunun sonucu olarak daha az malzeme kullanılmakta ve daha hızlı işleme sağlanmaktadır. Bu durumda imalat maliyetleri azaltıldığı gibi çok daha iyi nitelikli fakat pahalı malzeme kullanma olanağı doğmaktadır. Ayrıca gelişen mikromakineler ile daha önce olanaksız olarak kabul edilen yeni uygulama alanları ve teknolojiler yaratılmıştır. Gelişen duyucu (sensör) teknolojisi ile bu eğilim daha da kuvvetlenmiştir. Bugün çok küçük boyutlu sensörlerin ve motorların mekatronik kavramlar çerçevesinde entegrasyonu ile daha önceleri yapımı olanaksız kabul edilen birçok ürün geliştirilmiş ve kullanılmaktadır.

15 Alışılmamış Üretim Yöntemleri Alışılmamış İmalat Yöntemleri Kullanım Ölçütleri; 1. Sert, yüksek dayanç veya kırılganlık gibi mekanik özellikler, 2. Karmaşık geometri, küçük boyut ve yüksek hassasiyet, 3. Olağan iş parçalarına göre çok küçük boyutlar. Alışılmamış İmalat Yöntemleri için tercih edilen Malzeme Özellikleri; Alaşım olarak veya ısıl işlem sonrası yüksek yüzey sertlik değerleri, Yüksek çekme, kayma vb. dayanım değerlerine sahip alaşımlar, Seramik, Cam, yarıiletkenler gibi aşırı kırılgan malzemeler,

16 Alışılmamış Üretim Yöntemleri Alışılmamış İmalat Yöntemleri için tercih edilen İş parçası şekilleri; Düzlem ve silindir dışındaki geometriler, Üç boyutlu şekiller, Dairesel olmayan delikler, Ucu açık olmayan delikler ve oyma işlemleri, Dar kanallar, küçük çaplı delikler, Derin delikler (Derinlik/Çap oramı yüksek), Dar kanallar (Derinlik/Genişlik oranı yüksek), İnce saç malzemeden yapılması gereken işler, Alışılmamış İmalat Yöntemleri için tercih edilen İş parçası Özellikleri; Birkaç μm dolaylarında boyutlarda delik delme, kanal açma vb. İşlemler, μm altındaki boyutlarda işleme olanağı, Çok düşük kesme aralığı ile saç ve levha kesme, Geniş yüzeylerde μm mertebesinde yüzey işleme, μm altındaki boyutlarda son işlemler ve parlatma işlemleri.



17 Alışılmamış Üretim Yöntemleri Microscope image of laser cut hole


18 Alışılmamış Üretim Yöntemleri
19 Alışılmamış Üretim Yöntemleri
20 Alışılmamış Üretim Yöntemleri
21 Alışılmamış Üretim Yöntemleri
22 Alışılmamış Üretim Yöntemleri

23 Alışılmamış Üretim Yöntemleri
24 Alışılmamış Üretim Yöntemleri
25 Alışılmamış Üretim Yöntemleri
26 Alışılmamış Üretim Yöntemleri

27 Alışılmamış Üretim Yöntemleri
28 Alışılmamış Üretim Yöntemleri
İmal Usulleri 2. Fatih ALİBEYOĞLU -6-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı sağlıyor.
 Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
ALIŞILMAMIŞ (Geleneksel Olmayan) İMALAT YÖNTEMLERİ
 İMALAT YÖNTEMLERİ") ALIŞILMAMIŞ (Geleneksel Olmayan) İMALAT YÖNTEMLERİ Abdulkadir Erden Mekatronik/Üretim Mühendisliği Bölümü Atılım Üniversitesi, Ankara Özet Alışılmamış İmalat Yöntemleri olarak bilinen ve genellikle 2.
ALIŞILMAMIŞ (Geleneksel Olmayan) İMALAT YÖNTEMLERİ Abdulkadir Erden Mekatronik/Üretim Mühendisliği Bölümü Atılım Üniversitesi, Ankara Özet Alışılmamış İmalat Yöntemleri olarak bilinen ve genellikle 2.
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI DOKTORA PROGRAMI
 BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI BİRİNCİ YIL
 DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
2014 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI. Ders Kodu Ders Adı (Türkçe) Müf.No T P K AKTS Tip Op.
 Müf.No T P K AKTS Tip Op.") 2014 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2014 2 0 2 2 Z ETM 101 MATEMATİK - I 2014 3 0 4 4
2014 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2014 2 0 2 2 Z ETM 101 MATEMATİK - I 2014 3 0 4 4
I. YARIYIL (1. SINIF GÜZ DÖNEMİ) 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil
 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil") EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
2013 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI. Ders Kodu Ders Adı (Türkçe) Müf.No T P K AKTS Tip Op.
 Müf.No T P K AKTS Tip Op.") 2013 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2013 2 0 2 2 Z ETM 101 MATEMATİK I 2013 3 0 4 4 Z
2013 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2013 2 0 2 2 Z ETM 101 MATEMATİK I 2013 3 0 4 4 Z
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
BU Kitapta Kullanılan Standart Birimler
 BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ. Cem DOĞAN, Kerim ÇETĠNKAYA
 ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2015 %25 V1 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI 1. SINIFTAN İTİBAREN) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2015 %25 V1 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI 1. SINIFTAN İTİBAREN) Açıklama:
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Konuşmacı: Stefan Linder. Mikrozerspanung von Klein- und Kleinstformen mit rpm dev./dak. ile küçük ve mikro formların mikro işlenmesi
 Mikrozerspanung von Klein- und Kleinstformen mit 100.000 rpm Konuşmacı: Stefan Linder Genel müdür, PRIMACON GmbH Biz nereden geliyoruz: München Peißenberg Biel 2 OEM Gelişmeler / gerçekleştirilmiş projeler:
Mikrozerspanung von Klein- und Kleinstformen mit 100.000 rpm Konuşmacı: Stefan Linder Genel müdür, PRIMACON GmbH Biz nereden geliyoruz: München Peißenberg Biel 2 OEM Gelişmeler / gerçekleştirilmiş projeler:
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş. Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü
 MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü 29.09.2017 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü 29.09.2017 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
1.Yarıyıl. 2.Yarıyıl
 1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
TALAŞLI İMALAT. Talaş Kaldırma Yöntemlerinin Sınıflandırılması. 1-) Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar
 Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar") ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
Malzeme Bilimi ve Mühendisliği. h$p://www.mse.cankaya.edu.tr
 Malzeme Bilimi ve Mühendisliği 1 h$p://www.mse.cankaya.edu.tr Malzeme Bakır Çağı (M.Ö. 5000-3000) Tunç Çağı (M. Ö. 3000-1000) Demir Çağı (M.Ö. 1190-330 ) 2 Malzeme Günümüzde birçok malzeme çeşidi bulunmaktadır.
Malzeme Bilimi ve Mühendisliği 1 h$p://www.mse.cankaya.edu.tr Malzeme Bakır Çağı (M.Ö. 5000-3000) Tunç Çağı (M. Ö. 3000-1000) Demir Çağı (M.Ö. 1190-330 ) 2 Malzeme Günümüzde birçok malzeme çeşidi bulunmaktadır.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
T.C NECMETTİN ERBAKAN ÜNİVERSİTESİ MÜHENDİSLİK ve MİMARLIK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI 2+0+0 2 2 3+1+0 3,5 6 2+0+0 2 4 2+0+0 2 2
 1. YARIYIL 0010090001 0010090002 0010090003 ADI T+U+L KREDİ Makine Mühendisliğine Giriş Bilgisayar Destekli Teknik Resim 1 Temel Bilgi Teknolojisi 3+1+0 3,5 6 2+0+0 2 4 0010090004 İngilizce 1 0010090005
1. YARIYIL 0010090001 0010090002 0010090003 ADI T+U+L KREDİ Makine Mühendisliğine Giriş Bilgisayar Destekli Teknik Resim 1 Temel Bilgi Teknolojisi 3+1+0 3,5 6 2+0+0 2 4 0010090004 İngilizce 1 0010090005
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Üretim. Dişli çarklar
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2 Giriş 3 Üretim Yöntemleri Dişli çarklar
Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2 Giriş 3 Üretim Yöntemleri Dişli çarklar
2016 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI. Ders Kodu Ders Adı (Türkçe) Müf.No T P K AKTS Tip Op.
 Müf.No T P K AKTS Tip Op.") 2016 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2016 2 0 2 2 Z ETM 101 MATEMATİK - I 2016 3 0 4 4
2016 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2016 2 0 2 2 Z ETM 101 MATEMATİK - I 2016 3 0 4 4
FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI 1. YARIYIL:
 1. YARIYIL: ALINABİLMESİ İÇİN ADI T+U+L KREDİ 0010090001 Makine Mühendisliğine Giriş 2+0+0 2 2 0010090002 Bilgisayar Destekli Teknik Resim 1 3+1+0 3,5 6 0010090003 Temel Bilgi Teknolojisi 2+0+0 2 4 0010090004
1. YARIYIL: ALINABİLMESİ İÇİN ADI T+U+L KREDİ 0010090001 Makine Mühendisliğine Giriş 2+0+0 2 2 0010090002 Bilgisayar Destekli Teknik Resim 1 3+1+0 3,5 6 0010090003 Temel Bilgi Teknolojisi 2+0+0 2 4 0010090004
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
 GAZALTI VE TİG KAYNAK MAKİNELERİMİZ HİDROLİK ŞERİT TESTERE VE PROFİL BÜKME MAKİNELERİMİZ SİLİNDİR BÜKME VE DAİRE KESME MAKİNELERİMİZ PROFİL KESME VE SÜTUNLU MATKAP TEZGÂHIMIZ ATÖLYEMİZİN GENEL GÖRÜNÜŞÜ
GAZALTI VE TİG KAYNAK MAKİNELERİMİZ HİDROLİK ŞERİT TESTERE VE PROFİL BÜKME MAKİNELERİMİZ SİLİNDİR BÜKME VE DAİRE KESME MAKİNELERİMİZ PROFİL KESME VE SÜTUNLU MATKAP TEZGÂHIMIZ ATÖLYEMİZİN GENEL GÖRÜNÜŞÜ
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Havacılık sanayi yapısal parçaları titanyum
 Havacılık sanayi yapısal parçaları titanyum Sürekli değişen bir dünyada yenilik Yeni talepler teknoloji ve malzemelerde yeni gelişmelerin önünü açıyor. Sektörün öncüsü olabilmek ve yeni nesil ürünler sağlayabilmek
Havacılık sanayi yapısal parçaları titanyum Sürekli değişen bir dünyada yenilik Yeni talepler teknoloji ve malzemelerde yeni gelişmelerin önünü açıyor. Sektörün öncüsü olabilmek ve yeni nesil ürünler sağlayabilmek
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
LEVENT KALIP TANITIM SUNUMU
 LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
 Yük. Müh. Alper Yeter Her malzeme kullanımı, önemsiz olsa bile, bazı seçim kriteri gerektirir. Bir malzemeyi yalnız tek bir özelliği için seçmek mümkün değildir. Bir çok mühendislik çalışmaları gibi malzeme
Yük. Müh. Alper Yeter Her malzeme kullanımı, önemsiz olsa bile, bazı seçim kriteri gerektirir. Bir malzemeyi yalnız tek bir özelliği için seçmek mümkün değildir. Bir çok mühendislik çalışmaları gibi malzeme
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Design for X. Fonksiyon. Standartlara uygun. Mukavemet. açısından uygun. açısından uygun. Maliyet. Nakliye.
 1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1511 ÖNCELİKLİ ALANLAR ARAŞTIRMA TEKNOLOJİ GELİŞTİRME VE YENİLİK PROJELERİ DESTEKLEME PROGRAMI İMALAT TEKNOLOJİLERİ ÇAĞRI DUYURUSU
 1511 ÖNCELİKLİ ALANLAR ARAŞTIRMA TEKNOLOJİ GELİŞTİRME VE YENİLİK PROJELERİ DESTEKLEME PROGRAMI İMALAT TEKNOLOJİLERİ ÇAĞRI DUYURUSU 1. Çağrı Kodu 1511-MAKİNE-2014-İMT-01 2. Çağrı Başlığı Çok Katmanlı İleri
1511 ÖNCELİKLİ ALANLAR ARAŞTIRMA TEKNOLOJİ GELİŞTİRME VE YENİLİK PROJELERİ DESTEKLEME PROGRAMI İMALAT TEKNOLOJİLERİ ÇAĞRI DUYURUSU 1. Çağrı Kodu 1511-MAKİNE-2014-İMT-01 2. Çağrı Başlığı Çok Katmanlı İleri
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Medical Industry solutions Catalog
 Medical Industry solutions Catalog INDUSTRIAL TOOL PRODUCTS farklı beklentilere yeni çözümler... FİHRİST - CERRAHĠ MATKAP UÇLARI - CERRAHĠ TORNAVĠDALAR HAMMADDE VE ISIL İŞLEM PROSÜDÜRÜ 420 Paslanmaz Çelik
Medical Industry solutions Catalog INDUSTRIAL TOOL PRODUCTS farklı beklentilere yeni çözümler... FİHRİST - CERRAHĠ MATKAP UÇLARI - CERRAHĠ TORNAVĠDALAR HAMMADDE VE ISIL İŞLEM PROSÜDÜRÜ 420 Paslanmaz Çelik
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate