KOROZYONDAN KORUNMA TEMEL ĠLKELERĠ
|
|
|
- Özge Nabi
- 8 yıl önce
- İzleme sayısı:
Transkript

1 KOROZYONDAN KORUNMA TEMEL ĠLKELERĠ 1
2 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA Metalik kaplamalar, üzerinde kaplandıkları metali ortamın etkisinden iki ayrı şekilde korurlar: Kaplama metali ortama daha dayanıklıdır. Kaplama metali alt metale tercihli olarak çözünür ve kendisi harcayarak alt metali korur. Bu iki koruma yönteminin temel prensipleri birbirinden farklıdır 2

3 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA ORTAMA DAHA DAYANIKLI KAPLAMA Bakırın altına veya gümüģle çelik saçın kurģun veya krom ile (nikel-krom bileģik tabakası olarak) kaplanması ortama daha dayanıklı korumaya en yaygın örneklerdir. 3

4 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA Burada temel ilke kaplama metalinin kaplanan metale göre ortamdan daha az etkilenmesidir. Örneğin; altın, korozyona karģı en dirençli metal kaplama türleri arasındadır. Örneğin; krom, yüzeyinde oluģan pasif tabakanın etkinliği ile yüksek koruyucu niteliğe sahiptir 4

5 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA Bu tip kaplamaların zayıf tarafı ise yüzeylerinde mevcut süreksizlikler (gözenek, çizik v.b.) altında meydana gelen alt metalin tercihli olarak çözünmesidir. Bu tip kaplamalar temelde yüzeyini örttükleri metalden daha asildirler. Yüzeylerindeki süreksizlikler bölgesel galvanik hücrelerin meydana gelmesine sebep olurlar 5

6 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA Tüm kaplama yüzeyinde meydana gelen katodik reaksiyon için elektronlar alt metalin açığa çıktığı bölgelerden sağlanmak zorundadır. Bu noktalarda Ģiddetli korozyon oluģur oyuklar, delinmeler meydana gelir. 6

7 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA Bazı durumlarda korozyon ürünleri süreksizlikleri engelleyip korozyonu yavaģlatabilir. 7

8 METALİK KAPLAMALARLA KOROZYONDAN KORUNMA Temelde alt metali koruma amacıyla yapılan bu tip kaplamalarda kaplama kalitesinin yüksekliği korumayı birinci derecede etkileyen faktördür. Aksi halde kaplanan metal korunacağı yerde hızlı olarak tahribatların en tehlikelisi olan, bölgesel tahribata uğrar. Bu tip kaplamalara kaplamanın davranışına göre KATODĠK kaplamalar da denir. 8

9 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Korozyondan korunmada en yaygın kullanılan kaplamalar; üzerine kapladıkları metalden daha aktif olan kaplama türleridir. Çinko, kadmiyum kaplamalar en önemli örneklerdir. Bazı koģullarda çelik üzerine kaplanan aluminyum ve kalay da aynı Ģekilde davranırlar 9

10 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Kaplama metali genelde ortama karģı alt metalden daha dayanıklıdır. Fakat aynı zamanda daha aktif olduğu için alt metalin açığa çıktığı fiziksel süreksizliklerin bulunduğu noktalarda kendisini feda ederek, yani çözünerek, koruma görevini gerçekleģtirir. 10

11 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Kaplama metali çözünen, yani anot (elektron veren), alt metal ise çözünmeyen, yani katot olarak davranır. 11

12 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Bu tip kaplamalara koruma mekanizması korunacak metalin katot yani elektron alan olarak davranmasını gerektirdiği için koruma katodik koruma olarak bilinir. 12

13 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Kaplama metalinin ortama daha dayanıklı olmasına rağmen alt metale tercihli olarak çözünmesi kavramları termodinamik olarak birbirine zıt gibi gözükmektedir 13

14 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Kaplama metalini ortama daha dayanıklı kılan unsur oksidasyon ürünleridir (oksit filmleri). Örneğin çinko yüzeyinde bileşik bir katman, alüminyum veya kalay yüzeyindeki oksit filmi bu direncin nedenidir. 14

15 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Korozyon ürünlerinin boşlukları doldurarak korozyon hızını azaltmalarına bu tip kaplamalarda da rastlanır. 15

16 KENDĠSĠNĠ HARCAYARAK ALT METALĠ KORUYAN KAPLAMALAR Anodik kaplamaların alt metalin açığa çıkan bölümlerini koruma etkinliği ortama da bağlıdır. 16

17 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 17



18 Kaplama dekoratif görünüşü çekici kılarlar 18

19 Kaplama dekoratif görünüşü çekici kılarlar 19

20 20

21 21
22 22
23 23
24 24
25 25
26 26
27 27
28 28
29 METALĠK KAPLAMALAR Yüzeye değişik özellikler kazandırırlar (sertlik, elektriksel iletkenlik v.b.) Yüzeyin bazı bölümlerini bir başka yüzey işlem sırasında maskelerler. 29
30 METALĠK KAPLAMALAR Bazı kaplamalar dekoratif çekicilik vermek için yapılmış olmalarına karşın kendi korozyonları önemli bir sorun haline gelebilir. 30
31 ÇOK KATLI KAPLAMALAR Koruma prensiplerinden katodik koruma yolu ile koruma çok katlı katmanların kullanımında temel prensibi oluģturur. 31
32 ÇOK KATLI KAPLAMALAR Bu tip korumaya en yaygın örnek olarak mikroçatlaklı veya mikrogözenekli krom ve çift tabaka nikel (üstte parlak, altta yarı parlak) ile kaplanmış çelikler gösterilebilir. 32
33 METALĠK KAPLAMALAR Metalik kaplamaların bileģimleri, yapıları, içerlerinde bulunan organik, inorganik veya metalik safsızlıklar korozyon dirençlerine etki eder. 33
34 METALĠK KAPLAMALAR Çinko kaplama sıcak daldırma veya elekrolitik yöntem ile yapılabilir. Sıcak daldırmada eğer ergimiģ çinko banyosuna alüminyum (0.15 ~ 0.25%) katılmamıģ ise kaplama genel olarak bir çinkodemir alaģımı katmanları Ģeklinde elde edilir. 34
35 METALĠK KAPLAMALAR Malzeme kaplamadan sonra uzun süre yüksek sıcaklıkta tutulursa tüm katman bir demir-çinko alaģımı haline dönüģtürülebilir. 35
36 METALĠK KAPLAMALAR Kaplama tabakası demirden farklı olarak çinko banyosunda bulunan diğer alaģım elementlerini de içerir. 36
37 METALĠK KAPLAMALAR Elektrolitik çinko kaplama ise, eğer malzeme iģlem sırasında veya sonra ısınmaya maruz kalmamıģ ise genel olarak kaplama tabakası saf çinkodur. 37
38 KAPLAMA ġeçġmġ Metalik kaplamalarla korunmada kaplama türü seçiminde aşağıda sıralanan faktörlere dikkat edilir. Seçim sırasında, ekonomik faktörler de çok önemli yer tutar. Ortam Ömür Dekoratif etki Alt metal Parçanın şekli ve boyutu Sonra uygulanacak imalat yöntemleri Mekanik faktörler 38
39 METALĠK KAPLAMALAR ORTAM Malzemenin kullanılacağı ortam dikkate alınarak önce uygun olmayan kaplama türleri elenir. Geri kalanlar arasından en uygun seçiminde ise diğer faktörleri sırası ile dikkate almak gerekir 39
40 METALĠK KAPLAMALAR ÖMÜR Metal kaplanmıģ parçanın kabul edilebilir kullanım ömrü için; kaplama türü ve kalınlığı seçimde önemli bir faktördür. 40
41 METALĠK KAPLAMALAR ÖMÜR Uzun bir servis ömrüne sahip olması gereken parça daha dayanıklı fakat pahalı bir kaplama metali ile kaplanabilir veya daha ucuz bir kaplama metalinin daha kalın olarak kaplanması tercih edilebilir 41
42 METALĠK KAPLAMALAR DEKORATĠF ETKĠ Korozyondan koruma amacı ile yapılmıģ olsa dahi metalik kaplamaların dekoratif etkisinin de özellikle ticari açıdan önemi büyüktür. 42
43 METALĠK KAPLAMALAR ALT METAL Alt metal kaplama metalinin seçiminde çok önemli bir faktördür. Alt metalin uygulanmak istenilen kaplama türü ile uyumlu olmadığı hallerde ara kaplama yapılarak bu sorun halledilebilir. 43
44 METALĠK KAPLAMALAR Önce bakır kaplanan parça sonra emniyetli olarak nikel banyosunda nikel kaplanabilir 44
45 METALĠK KAPLAMALAR ġekġl ve BOYUT FAKTÖRÜ Parçanın Ģekli ve boyutu kaplama metalinin seçiminden çok kaplama yöteminin seçimi etkiler. 45
46 METALĠK KAPLAMALAR ġekġl ve BOYUT FAKTÖRÜ Örneğin büyük yapılar sıcak daldırma ile alüminyum kaplanamıyacakları için, kaplama türü alüminyum ise, kaplama, sıcak metal püskürtülerek arazide yerinde gerçekleģtirilebilir 46
47 METALĠK KAPLAMALAR Parçaların hatasız ve öngörülen minimum kalınlıkta metal ile kaplanmasında; boyut ve Ģekil önemli bir faktördür 47
48 METALĠK KAPLAMALAR UYGULANACAK ĠMALAT YÖNTEMLERĠ Metal kaplı parçalara daha sonra uygulanacak imalat yöntemleri kaplama türü ve metodunun seçiminde etkendir. Parçalar kesilerek, mekanik Ģekil verilerek, kaynak, perçinle veya vida-somun ile birleģtirilerek kullanılırlar. Kaplandıktan sonra kesilecek parçada kaplama metali anodik türde ise, kesme sonucu ortaya çıkan alt metali birçok halde korozyondan korur. 48
49 METALĠK KAPLAMALAR UYGULANACAK ĠMALAT YÖNTEMLERĠ Kırılgan kaplamalar ise (krom-nikel) alaģım tabakalı sıcak kaplanmıģ çinko gibi, mekanik deformasyonla çatlayabilir, dökülebilir ve koruyucu niteliklerini yitirebilirler. 49
50 METALĠK KAPLAMALAR MEKANĠK FAKTÖRLER Kaplama türü seçiminde özellikle kaplanacak metalin servis sırasında karģılaģacağı dinamik veya statik gerilimlerin bilinmesi gerekir. Belirli mukavemetteki bir metal sıcak çinko kaplama iģlemi sırasında tavlanarak bu özelliğinin bir kısmını, kabul edilmeyecek oranda yitirebilir. 50
51 METALĠK KAPLAMALAR MEKANĠK FAKTÖRLER Aynı Ģekilde yüksek mukavemetli çeliklerin metallerle kaplanması sırasında asit çözeltilerle teması yüzeyinde hidrojen çıkıģı metal bünyesine hidrojen girmesine ve hidrojen gevrekliği nedeni ile kırılmasına neden olabilir. 51
52 METALĠK KAPLAMALAR METALĠK KAPLAMANIN KOROZYON DĠRENCĠNE ETKĠSĠ Metalik kaplamalarla sağlanmak istenilen korozyon direncinin optimum olması için aģağıda sıralanan faktörleri ve bunların birbirleri ile olan iliģkilerini almak gerekir. Metalik malzemenin kullanılacağı ortam Metalik malzemenin üzerine kaplanacağı metal Metalik kaplamanın türü Metalik kaplamanın uygulama türü Metalik kaplamanın altında veya üstünde baģka kaplamanın bulunup bulunmadığı 52
53 METALĠK KAPLAMALAR METAL YÜZEYLERĠNĠN KAPLAMAYA HAZIRLANMASI Türü ne olursa olsun bir metal kaplama iģleminin baģarısı kaplanacak parçanın yüzeyinin temizliği ve kaplamaya hazırlanma derecesi ile doğru orantılıdır. Genelde metal kaplama iģlem zincirinin en zayıf halkası temizlik halkasıdır. 53
54 METALĠK KAPLAMALAR METAL YÜZEYLERĠNĠN KAPLAMAYA HAZIRLANMASI Temizlik kaplama iģleminin baģarı anahtarıdır. Yüzey hazırlama iģlemleri, metal kaplanacak yüzeyin kaplama iģleminin gerektirdiği oranda; yağ, kir ve korozyon ürünü ile diğer istenmiyen maddelerden temizlenmesi yüzeyin istenilen parlaklığa getirilmesi bazen de yüzeydeki deforme olmuģ üst tabakanın dağlanarak ortadan kaldırması kademelerinin birden fazlasını kaplar 54
55 METALĠK KAPLAMALAR Metal yüzeyinde diğer imalat iģlemlerinden kalan safsızlıklar ve metalin korozyonu sonucu oluģan tabakalar mekanik, ısıl veya kimyasal yolla temizlenir. Mekanik temizleme iģlemleri Çekiçleme, kazıma, tel fırça ile temizleme, aģındırma, tazyikli hava ile aģındırıcı püskürtme, santrifüj raspası, parlatma iģlemleri Isıl Temizleme Alevle temizleme, endüksiyonla temizleme Kimyasal Temizleme Sülfürit asit, hidroklorik asit ve diğer kimyasal bileģiklerle temizleme. Yüzey oksitleri redükleyici gazlı atmosferde redüklenerek de temizlenebilirler. Metal yüzeyindeki yağ ve kirler genelde kimyasal yolla temizlenir. 55
56 METALĠK KAPLAMALAR Bazı özel yöntemlerde yağ ve kirlerin yüksek sıcaklıkta temizlenmesine de rastlanır. 1. Organik Çözücülerde Temizleme 2. Genelde hidrokarbon veya klorlü hidrokarbonlar kullanılır. 3. Alkalilerle Temizleme 4. Bu çözeltiler sabun ve sentetik yüzey maddeler yanında alkali fosfat ve silikatlar ile sodyum ve potasyum hidroksit de içerirler. 5. Emülsiyon Temizleyiciler 6. Sulu bir sabun çözeltisi içinde organik çözücü emülsiyonundan oluģur. Daha önceki iki temizleme yönteminin karıģımıdır. 7. Buharla Temizleme 8. Az miktarda temizleyici solvent içeren buhar da temizleme amacı ile kullanılır. 9. Elektrokimyasal Temizleme 10. Malzeme uygun çözelti içinde anot yapılıp yüzeyinde oksijen, katot yapılıp yüzeyinde hidrojen gazı çıkıģı sağlanarak temizleme yapılır. 56
57 METALĠK KAPLAMALAR Endüstriyel uygulamada önem kazanmıģ metal kaplama yöntemleri: Fiziksel Metodlar Sıcak Daldırma Yayınma ile kaplama Vakum kaplama Katodik saçınım Ġyon kaplama Ġyon aģılama Mekanik Metodlar Metal giydirme (cladding) Sıcak püskürtme Kimyasal Metodlar 57
58 KLADING UYGULAMALARI 58
59 KLADING (CLADDING) UYGULAMALARI 59
60 KLADING (CLADDING) UYGULAMALARI 60
61 ALUMĠNYUMLA FARKLI KAPLAMA UYGULAMALARI 61
62 7075 SERĠSĠ ALAġIMLARIN EKSTRUZYONDA ġekġllendġrġlmesġ PROFĠL ÖRNEĞĠ 62

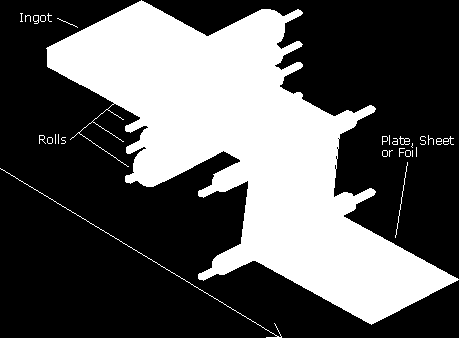
63 7075 SERĠSĠ ALAġIMLARIN ġekġllendġrġlebġlġrmesġ Şekil 68. Haddelemenin şematik gösterimi 63
64 METALĠK KAPLAMALAR Yüksek sıcaklıkta uygulanan metodlar - Kimyasal indirgeme ile DüĢük sıcaklık metodları - Kimyasal indirgeme - sementasyon - akımsız kaplama Elektrokimyasal Metodlar Elektrokaplama ( Elektrokimyasal kaplama ) 64
65 METALĠK KAPLAMALAR Bu sıralama özellikle fiziksel-mekanik açısından mutlak değildir. Elde edilen kaplamanın mekanik olarak alt yüzeye bağlanması olayı yalnız sıcak püskürtmede değil vakum, ion kaplama yöntemlerinde de mevcuttur. Sıcak püskürtülen alüminyum ise, ısıl iģlem uygulaması ile, kaplanan metale yayınarak mekanik değil fiziksel bir bağ da oluģturabilir. 65
66 METALĠK KAPLAMALAR Metal kaplama yöntemleri arasında önem sıralaması yapmak yerine uygulamadaki ekonomisini belirlemek daha doğru olur. Sıcak daldırma yöntemi bu açıdan en yaygın ve en ekonomik yöntem olarak gösterilebilir. Bunu elektrokimyasal yöntemler takip eder. Elektrokimyasal yöntemlerin maliyeti çok geniģ sınırlar arasında değiģebilir. Maliyet yalnız kaplanan metalin türüne değil, kaplama yöntemine de bağlıdır. 66
67 METALĠK KAPLAMALAR Sıcak püskürtme yüksek tonajda malzemelerin yerinde metal kaplanmasıda rakipsiz bir yöntemdir. Vakum kaplama da yaygın kullanılmaktadır. Diğer yöntemlerden yayınma ile kaplama genelde yavaģ bir yöntem olmakla birlikte özel uygulama sahaları bulmuģtur. 67
68 METALĠK KAPLAMALAR Diğer yöntemlerin ekonomik önemi çok büyük olmakla beraber özellikle modern kaplama yöntemleri gelecek vadetmektedirler. Ayrıca bu yöntemlerle elde edilen kaplama tür ve Ģekillerini diğer yöntemlerle elde etmek güç veya imkansızdır. Özellikle yüksek teknoloji uygulamaları bu tip yöntemlerin, kitlesel olmakla birlikte, ekonomik boyut açısından önemini arttıracaktır. 68
69 BELLĠ BAġLI METALĠK KAPLAMA YÖNTEMLERĠ 69
70 SICAK DALDIRMA YÖNTEMĠ En yaygın, en ucuz metal kaplama yöntemlerinden olan sıcak daldırma özellikle çeliğe, çinko, alüminyum, kurģun, bakıra kalay kaplamada kullanılır. Ergime sıcaklığı nispeten düģük olan metallerin kaplanmasında uygulanır 70
71 71
72 72
73 73
74 74
75 75

76 KALAY KAPLAMALAR 76

77 KALAY KAPLAMALAR 77
78 78
79 SICAK DALDIRMA YÖNTEMĠ Kaplanacak metal ile kaplama metali arasındaki reaksiyon alaģım tabakaları oluģturur, Kaplama metali ile alt metal arasında iyi bir fiziksel bağlantı sağlanır. Fakat birçok halde yüzeydeki saf metal ile alttaki alaģım tabakasının özelliklerinde farklılık gözlenir. 79
80 SICAK DALDIRMA YÖNTEMĠ Genelde metalik kaplamalar kaplandıkları metalden daha yumuģaktırlar. Kaplama sırasında metalin yüksek sıcaklığa maruz kalması mukavemetin azalmasına da neden olabilir. 80
81 SICAK DALDIRMA YÖNTEMĠ ErgimiĢ metal banyosuna katılan alaģım elementleri alaģım tabakasını ortadan kaldırabilir veya çok azaltabilir. Çinko banyolarında alüminyum (% ) alüminyum banyolarında silisyum (%3) ilavesi ile mekanik Ģekil verilmeye daha müsait levha, Ģerit kaplamaları yapılır. 81
82 SICAK DALDIRMA YÖNTEMĠ Sıcak daldırma küçük-büyük kesikli veya devamlı (kontinü) olarak uygulanabilir. Günümüzde tel, levha, Ģerit kaplamada sıcak daldırma yöntemi önemli yere sahiptir. 82
83 SICAK DALDIRMA YÖNTEMĠ Sıcak daldırma yöntemi ile elde edilebilecek kaplamanın alt sınır kalınlığı sınırlıdır. Günümüzde basınçlı sıcak hava püskürtme uygulamaları ve otomatik kontrol ile kalınlık dağılımı özellikle sürekli kaplamada sıhhatli olarak kontrol edilebilmektedir. Sıcak kaplamalar arasında alaģım kaplamalada önemlidir. Yüksek alüminyumlu (>65) Zn-Al kaplamalar ile Sn-Pb (%20-25) kaplamalar bu arada sayılabilir. 83

84 KOROZYONDAN KORUNMA 84
85 AKIMSIZ METAL KAPLAMA Akımsız metal kaplamada; kaplanacak metalin iyonlarını ve bir indirgeyiciyi içeren çözeltiye daldırılan metalin kaplama olayıdır. Burada elde edilen kaplama kaplanacak metalin her yanında ve eģit kalınlıktadır. Bu durum korozyondan koruma açısından büyük avantaj sağlar 85
86 AKIMSIZ METAL KAPLAMA Elde edilen kaplama metal değil alaģımdır. Ġndirgeyicinin türüne göre fosforlu veya borlu bir metal alaģımı elde edilir. Bu tip kaplamalar amorf yapıya sahiptir ve korozyon dirençleri yüksektir. Isıl iģlem ile sertlikleri de arttırılabilir. 86
87 AKIMSIZ METAL KAPLAMA Fosforlu alaģımlarda fosfor oranı %3-12, Bor oranı %3-8 arası değiģmektedir. Uygulamada nikel, bakır, kobalt, kalay, gümüģ akımsız olarak kaplanmaktadırlar. 87
88 YAYINMA ĠLE KAPLAMA Kaplanacak metali, kaplama metali tozu ile bu tozun ergime sıcaklığının uzun süre temas ettirilmesi bu metalin kaplanacak metale yayınmasını sağlar. 88
89 YAYINMA ĠLE KAPLAMA Kaplanacak metalin boyutlarında kayda değer bir değiģim olmadan yüzeyi baģka bir metalle kaplanmıģ olur. Bu tip yayınma kaplamanın temelinde katı-katı yayınma olayı mevcuttur 89
90 VAKUM KAPLAMA YÖNTEMĠ BuharlaĢtırılan metal kaplanmak istenilen soğuk yüzeylerle temas ettirilir. Açığa çıkan metal, kaplanacak yüzeyleri her tarafta eģit kalınlıkta kaplar. Bu yöntem hem metalik, hem de metalik olmayan yüzeylerin metal kaplanmasında yaygın olarak kullanılmaktadır. 90
91 VAKUM KAPLAMA YÖNTEMĠ: CVD CVD SĠSTEMĠ ve UYGULAMA ÖRNEĞĠ 91

92 VAKUM KAPLAMA YÖNTEMĠ Metal kaplama düzgün, alt metale iyi yapıģmıģ, gözeneksiz ve özellikle yüksek korozyon direncine sahiptir. Bu yöntemle çelik üzerine 5 mikron kadyum kaplamanın korozyondan koruma özelliği 10 mikron elektrolitik kadmiyum kaplamaya eģittir. 92
93 KATADĠK SAÇINMA Metal yüzeyleri vakumda asal gaz iyonları ile bombardıman edildiklerinde yüzeylerinden malzeme saçınır ve yüzeyi kaplanmak istenilen parça üzerinde toplanarak onu örter. Bu yönteme katodik saçınım ile kaplama denir. 93
94 KATADĠK SAÇINMA Kaplanacak malzemenin buhar fazına geçiģi mekanik bir iģlem olduğu için teorik olarak herhangi bir malzeme kaplama amacı ile kullanılır. Günümüzde büyük çapta gündelik kullanıma hitap eden kaplamalar üretiminden çok, elektronik sanayide kullanılan elemanların imalatında kullanılan bir yöntemdir. 94
95 SICAK PÜSKÜRTME YÖNTEMĠ Sıcak metalin tanecikler halinde metale püskürtülerek yüzeye mekanik olarak bağlanması yönteminin prensibini oluģturur. BaĢta çinko ve alüminyum olmak üzere kurģun, kalay, bakır, paslanmaz çelik bu yöntemle kaplanır. 95
96 . 96
97 SICAK PÜSKÜRTME YÖNTEMĠ. 97
98 TERMAL PÜSKÜRTME thermal spray plasma 98
99 TERMAL PÜSKÜRTME 99
100 TERMAL PÜSKÜRTME 100
101 SICAK PÜSKÜRTME YÖNTEMĠ Metal kaplamadan önce özellikle büyük konstruksiyonların kum temizlenmesi; çelik yüzeylerinde basma gerilimi oluģturarak gerilimli korozyonu veya korozyonlu yorulma tehlikesini ortadan kaldırır. 101
102 SICAK PÜSKÜRTME YÖNTEMĠ Bu tür kaplamalar genelde gözenekli olmakla birlikte özellikle çinko ve alüminyumun korozyon ürünleri bu boģlukları doldurarak korozif ortam ile alt metalin iliģkisini keserler. Metal toz veya tel halinde tabancaya beslenebilir. 102
103 ELEKTROLĠTĠK METAL KAPLAMA Uygun bir çözeltide yüzeyi metal kaplanacak parça katot yapılırsa buraya eriģen metal iyonları elektron alarak indirgenirler ve metal haline geçerek parçanın yüzeyini örterler. Kaplamanın düzgün, parlak, her yerde kabul edilebilir kalınlıkta olması: kaplama çözeltisinin bileģimine ve kaplama koģullarına bağlıdır. 103
104 ELEKTROLĠTĠK METAL KAPLAMA Genel olarak katyonlardan metal iyonlarının katotda indirgenerek metal haline dönüģmesi istenir. Suyun ayrıģarak oksijen gazı çıkıģı olabilir. 104
105 ELEKTROLĠTĠK METAL KAPLAMA Çözeltiye katılan inorganik veya organik esaslı katkı maddeleri çözeltinin iletkenliğini arttırırlar, katot yüzeyinde oyuk oluģumunu engellerler, parlak kaplama elde edilmesini sağlarlar veya birden fazla metal iyonunun indirgenmesi sağlanarak alaģım tabakaları da elde edilir. 105
106 ELEKTROLĠTĠK METAL KAPLAMA Çözelti bileģimi veya çözeltiye katılan katkı maddeleri kaplama metalinin korozyon direncini etkiler. Krom kaplama banyolarına katılan selenyum bileģikleri korozyon Ģiddetini azaltırlar ve nikel-krom kaplı parçanın korozyon ömrünü uzatırlar. 106
107 ELEKTROLĠTĠK METAL KAPLAMA Nikel çözeltisinde metal bünyesine kükürt; Kaplama yüzeylerini çok parlak kaplama imkanı vermekle beraber, nikel kaplamanın çok düģük korozyon direncine sahip olmasının da nedenidirler. 107

108 ELEKTROLĠTĠK METAL KAPLAMA Metalik kaplamaların korozyondan koruma özellikleri alt metali her yerde ve düzgün kalınlıkta kaplamaları ile ilgilidir. Metal kaplamalarda iç gerilimler, gözenekler, inklüzyonlar korozyon direncini azaltan diğer faktörlerdendir. 108
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
KOROZYONDAN KORUNMA YÖNTEMLERİ
 KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
ORGANİK KAPLAMALAR 1
 ORGANİK KAPLAMALAR 1 ORGANİK KAPLAMALAR Organik kaplamaların en önemli temsilcisi boyalardır. Boyalar, pigment adı verilen çok ince parçacıklarla bunları askıda tutan uygun özellikteki taşıyıcıların karışımından
ORGANİK KAPLAMALAR 1 ORGANİK KAPLAMALAR Organik kaplamaların en önemli temsilcisi boyalardır. Boyalar, pigment adı verilen çok ince parçacıklarla bunları askıda tutan uygun özellikteki taşıyıcıların karışımından
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
Metal yüzeyinde farklı korozyon türleri
 Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15
 Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
Malzemelerin Yüzey İşlemi MEM4043 / bahar. ön ve son işlemler. Prof. Dr. Gökhan Orhan
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar ön ve son işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Temizleme Yağ Giderme Yüzey Şartlama Ön İşlemler
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar ön ve son işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Temizleme Yağ Giderme Yüzey Şartlama Ön İşlemler
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
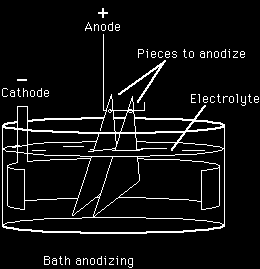
ELOKSAL (ANODİK OKSİDASYON)
") ELOKSAL (ANODİK OKSİDASYON) 1 Alüminyum ve alüminyum alaşımları dünyada demir esaslı malzemelerden sonra en önemli metal grubunu oluşturur. Ayrıca hafif metaller arasında da gerek saf halde gerekse alaşım
ELOKSAL (ANODİK OKSİDASYON) 1 Alüminyum ve alüminyum alaşımları dünyada demir esaslı malzemelerden sonra en önemli metal grubunu oluşturur. Ayrıca hafif metaller arasında da gerek saf halde gerekse alaşım
KOROZYON TÜRLERİ Başlıca 8 korozyon türü vardır. Bunlar:
 KOROZYON TÜRLERİ Sınıflandırma genellikle korozyona uğrayan metalin görünümü yardımı ile yapılmaktadır. Birçok korozyon türünü çıplak gözle ayırt etmek mümkündür. Bazı durumlarda korozyon türünü belirleyebilmek
KOROZYON TÜRLERİ Sınıflandırma genellikle korozyona uğrayan metalin görünümü yardımı ile yapılmaktadır. Birçok korozyon türünü çıplak gözle ayırt etmek mümkündür. Bazı durumlarda korozyon türünü belirleyebilmek
HAZIRLAYAN Mutlu ġahġn. Hacettepe Fen Bilgisi Öğretmenliği DENEYĠN AMACI: ELEKTROLĠZ OLAYININ ÖĞRENĠLMESĠ VE BĠR METAL PARÇASININ BAKIR ĠLE KAPLANMASI
 HAZIRLAYAN Mutlu ġahġn Hacettepe Fen Bilgisi Öğretmenliği DENEY NO: 7 DENEYĠN ADI: ELEKTROLĠZ ĠLE BAKIR KAPLAMA DENEYĠN AMACI: ELEKTROLĠZ OLAYININ ÖĞRENĠLMESĠ VE BĠR METAL PARÇASININ BAKIR ĠLE KAPLANMASI
HAZIRLAYAN Mutlu ġahġn Hacettepe Fen Bilgisi Öğretmenliği DENEY NO: 7 DENEYĠN ADI: ELEKTROLĠZ ĠLE BAKIR KAPLAMA DENEYĠN AMACI: ELEKTROLĠZ OLAYININ ÖĞRENĠLMESĠ VE BĠR METAL PARÇASININ BAKIR ĠLE KAPLANMASI
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
KOROZYON Hazırlayanlar: Gözde Çörekçi Merve Baykan Osman Çakır
 KOROZYON Hazırlayanlar: Gözde Çörekçi Merve Baykan Osman Çakır Tanımı: Korozyon; malzeme yüzeyinden başlayan ve malzeme derinliklerine doğru kimyasal ve elektrokimyasal bir reaksiyonla tesir oluşturarak
KOROZYON Hazırlayanlar: Gözde Çörekçi Merve Baykan Osman Çakır Tanımı: Korozyon; malzeme yüzeyinden başlayan ve malzeme derinliklerine doğru kimyasal ve elektrokimyasal bir reaksiyonla tesir oluşturarak
SEM İncelemeleri için Numune Hazırlama
 SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI
 SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
BETONARME DEMİRLERİNİN KOROZYONU
 BETONARME DEMİRLERİNİN KOROZYONU Birçok yapıda temel yapı malzemesi olarak kullanılmakta olan beton, dış etkilere karşı oldukça dayanıklı bir malzemedir. Betonun çekme dayanımını artırmak amacıyla, halk
BETONARME DEMİRLERİNİN KOROZYONU Birçok yapıda temel yapı malzemesi olarak kullanılmakta olan beton, dış etkilere karşı oldukça dayanıklı bir malzemedir. Betonun çekme dayanımını artırmak amacıyla, halk
www.velle.com.tr Metal Pigment Kaplamalar Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02
 701 24 01 Faks.: +90 (216) 701 24 02") www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Geleneksel anlamda korozyon metal ve alaşımlarının çevreleri ile kimyasal ve elektrokimyasal reaksiyonları sonucu bozulmalarını tanımlamak
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Geleneksel anlamda korozyon metal ve alaşımlarının çevreleri ile kimyasal ve elektrokimyasal reaksiyonları sonucu bozulmalarını tanımlamak
ÜRÜN PROSPEKTÜSÜ. ALKALİ ÇİNKO AK 16 HI-Z : Çok kalın kaplamalarda bile esnek kaplamlara imkan verir.
 SAYFA NO: 1/5 AtılımKimyasalları ALKALİ ÇİNKO KAPLAMA PROSESİ AK 16 HI-Z ÜRÜN TANIMI ALKALİ ÇİNKO AK 16 HI-Z : Düzgün çinko kaplamalar elde etmek için kullanılan, çoklu poliamid özel katkı maddeleri içeren
SAYFA NO: 1/5 AtılımKimyasalları ALKALİ ÇİNKO KAPLAMA PROSESİ AK 16 HI-Z ÜRÜN TANIMI ALKALİ ÇİNKO AK 16 HI-Z : Düzgün çinko kaplamalar elde etmek için kullanılan, çoklu poliamid özel katkı maddeleri içeren
"ÖRNEKTİR" 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma
 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
ELEKTROKİMYASAL REAKSİYONLAR
 KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
Korozyon Nedir? Metalik malzemelerin içinde bulundukları fiziksel,kimyasal ve elektro kimyasal ortamla reaksiyona girmeleri sonucu hariçten enerji
 KOROZYON HASARLARI 1 Korozyon Nedir? Metalik malzemelerin içinde bulundukları fiziksel,kimyasal ve elektro kimyasal ortamla reaksiyona girmeleri sonucu hariçten enerji vermeye gerek olmadan tabi olarak
KOROZYON HASARLARI 1 Korozyon Nedir? Metalik malzemelerin içinde bulundukları fiziksel,kimyasal ve elektro kimyasal ortamla reaksiyona girmeleri sonucu hariçten enerji vermeye gerek olmadan tabi olarak
Korozyonun Sebep Olduğu Ekonomik Kayıp
 DOÇ.DR. SALİM ŞAHİN Korozyonun Sebep Olduğu Ekonomik Kayıp Türkiye Korozyon Derneğinin araştırmalarına göre Türk Ekonomisindeki korozyon kayıplarının maliyetinin gayrisafi milli hasılanın %3,5-5 i arasında
DOÇ.DR. SALİM ŞAHİN Korozyonun Sebep Olduğu Ekonomik Kayıp Türkiye Korozyon Derneğinin araştırmalarına göre Türk Ekonomisindeki korozyon kayıplarının maliyetinin gayrisafi milli hasılanın %3,5-5 i arasında
Ders Müfredatı YÜZEY KAPLAMA TEKNOLOJİSİ. İnce Film Teknolojisi
 Ders Müfredatı İnce Film Teknolojisi Doç. Dr. Atilla EVCİN Yüzey Kaplama Teknolojisi İnce Film Nedir? Elektrolitik Kaplama Akımsız Kaplama Sol-jel Kaplama Sprey Piroliz Termokimyasal Kaplama Galvanizleme
Ders Müfredatı İnce Film Teknolojisi Doç. Dr. Atilla EVCİN Yüzey Kaplama Teknolojisi İnce Film Nedir? Elektrolitik Kaplama Akımsız Kaplama Sol-jel Kaplama Sprey Piroliz Termokimyasal Kaplama Galvanizleme
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
CYACUP SİYANÜRLÜ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU
 Kadıköy Sicil Ticaret : 20707 CYACUP SİYANÜRLÜ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü ve Koyu Kırmızı - Kahve Renkli Kaplama a) Çözeltide Karbonat konsantrasyonunun aşırı miktarda oluşu.
Kadıköy Sicil Ticaret : 20707 CYACUP SİYANÜRLÜ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü ve Koyu Kırmızı - Kahve Renkli Kaplama a) Çözeltide Karbonat konsantrasyonunun aşırı miktarda oluşu.
Elektrot Potansiyeli. (k) (k) (k) Tepkime vermez
 (k) (k) Tepkime vermez") Elektrot Potansiyeli Uzun metal parçası, M, elektrokimyasal çalışmalarda kullanıldığında elektrot adını alır. M n+ metal iyonları içeren bir çözeltiye daldırılan bir elektrot bir yarı-hücre oluşturur.
Elektrot Potansiyeli Uzun metal parçası, M, elektrokimyasal çalışmalarda kullanıldığında elektrot adını alır. M n+ metal iyonları içeren bir çözeltiye daldırılan bir elektrot bir yarı-hücre oluşturur.
Paint School JPS-E / Corrosion / 1 KOROZYON
 JPS-E / Corrosion / 1 KOROZYON Korozyonun Tanımı Korozyon, Malzeme ve Onu Çevreleyen Şartların Korozyon ürünleri üreterek reaksiyonudur. JPS-E / Corrosion / 2 Çeliğin Üretimi ve Degradasyonu Malzeme ve
JPS-E / Corrosion / 1 KOROZYON Korozyonun Tanımı Korozyon, Malzeme ve Onu Çevreleyen Şartların Korozyon ürünleri üreterek reaksiyonudur. JPS-E / Corrosion / 2 Çeliğin Üretimi ve Degradasyonu Malzeme ve
ACICUP ASİTLİ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU
 Kadıköy Sicil Ticaret : 20707 ACICUP ASİTLİ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü a) Kaplama çözeltisinde anod partiküllerinin mevcudiyeti. b) Çözelti içerisinde çözünmeyen magnetik partiküllerin
Kadıköy Sicil Ticaret : 20707 ACICUP ASİTLİ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü a) Kaplama çözeltisinde anod partiküllerinin mevcudiyeti. b) Çözelti içerisinde çözünmeyen magnetik partiküllerin
Rapor no: 020820060914 Konu: Paslanmaz çelik
 Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
KARMA METAL SAYI 2 KARMA METAL SAYI 2 DEMİR ÇELİK SEKTÖRÜNDE ÇİNKO NUN ÖNEMİ GALVANİZ KAPLAMA
 KARMA METAL SAYI 2 KARMA METAL SAYI 2 DEMİR ÇELİK SEKTÖRÜNDE ÇİNKO NUN ÖNEMİ GALVANİZ KAPLAMA G alvaniz kaplama ; ilk olarak 1737-1798 yılları arasında Luigi Galvani tarafından icat edilmiştir. Galvanizleme
KARMA METAL SAYI 2 KARMA METAL SAYI 2 DEMİR ÇELİK SEKTÖRÜNDE ÇİNKO NUN ÖNEMİ GALVANİZ KAPLAMA G alvaniz kaplama ; ilk olarak 1737-1798 yılları arasında Luigi Galvani tarafından icat edilmiştir. Galvanizleme
ÜRÜN TANIMI: NOVOBRAN
 Sayfa 1/5 ÜRÜN TANIMI: NOVOBRAN Inside, iç yüzeylerde kullanılmak üzere özel olarak geliştirilmiş,kolay uygulanabilir hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Inside kaplama, özellikle yüksek bir
Sayfa 1/5 ÜRÜN TANIMI: NOVOBRAN Inside, iç yüzeylerde kullanılmak üzere özel olarak geliştirilmiş,kolay uygulanabilir hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Inside kaplama, özellikle yüksek bir
FLY ART. ELEKTRİKSEL YÜZEY TEMİZLEYİCİ HAZIRLAYICI ve ELEKTRİKSEL YÜZEY KAPLAMA KORUMA
 FLY ART ELEKTRİKSEL YÜZEY TEMİZLEYİCİ HAZIRLAYICI ve ELEKTRİKSEL YÜZEY KAPLAMA KORUMA BÖLÜM 1 FLY ART TANIMI Elektrik işletim sistemlerinde açıkta kalan bileşenlerin spreyleme yöntemi ile tam izoleli olarak
FLY ART ELEKTRİKSEL YÜZEY TEMİZLEYİCİ HAZIRLAYICI ve ELEKTRİKSEL YÜZEY KAPLAMA KORUMA BÖLÜM 1 FLY ART TANIMI Elektrik işletim sistemlerinde açıkta kalan bileşenlerin spreyleme yöntemi ile tam izoleli olarak
Malzeme Bilimi Ve Laboratuvarı KOROZYON. Sakarya Üniversitesi Teknoloji Fakültesi
 Malzeme Bilimi Ve Laboratuvarı KOROZYON Sakarya Üniversitesi Teknoloji Fakültesi Korozyon Tabiatta hemen hemen tamamı bileşik halde bulunan metallerin tabii hallerine dönüş çabasına korozyon denilebilir.
Malzeme Bilimi Ve Laboratuvarı KOROZYON Sakarya Üniversitesi Teknoloji Fakültesi Korozyon Tabiatta hemen hemen tamamı bileşik halde bulunan metallerin tabii hallerine dönüş çabasına korozyon denilebilir.
Tasarım Metodolojisi KOROZYON VE KORUNMA
 Tasarım Metodolojisi KOROZYON VE KORUNMA Korozyon Ortamları Korozyona sebep olan ortamların başında hava, deniz suyu ve endüstriyel atmosfer gelir. Havada korozyona sebep olan en önemli etkenler nem ve
Tasarım Metodolojisi KOROZYON VE KORUNMA Korozyon Ortamları Korozyona sebep olan ortamların başında hava, deniz suyu ve endüstriyel atmosfer gelir. Havada korozyona sebep olan en önemli etkenler nem ve
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
EVDE KİMYA SABUN. Yağ asitlerinin Na ve ya K tuzuna sabun denir. Çok eski çağlardan beri kullanılan en önemli temizlik maddeleridir.
 EVDE KİMYA SABUN Yağ asitlerinin Na ve ya K tuzuna sabun denir. Çok eski çağlardan beri kullanılan en önemli temizlik maddeleridir. CH 3(CH 2) 16 COONa: Sodyum stearat (Beyaz Sabun) CH 3(CH 2) 16 COOK:
EVDE KİMYA SABUN Yağ asitlerinin Na ve ya K tuzuna sabun denir. Çok eski çağlardan beri kullanılan en önemli temizlik maddeleridir. CH 3(CH 2) 16 COONa: Sodyum stearat (Beyaz Sabun) CH 3(CH 2) 16 COOK:
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Birimler. 0-315 C 16,6 µm/mk. 0-538 C 17,2 µm/mk. 0-700 C 18,3 µm/mk. 0-1000 C 19,5 µm/mk
 Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
BÖLÜM IV METAL KAPLAMALARDAN İSTENEN ÖZELLİKLER VE KAPLAMA KALİTESİNE ETKİ EDEN FAKTÖRLER
 BÖLÜM IV METAL KAPLAMALARDAN İSTENEN ÖZELLİKLER VE KAPLAMA KALİTESİNE ETKİ EDEN FAKTÖRLER Demir ve çelik, gerek saç ve gerekse de döküm ve dövme parçalar şeklinde olsun, endüstrinin en çok kullanıldığı
BÖLÜM IV METAL KAPLAMALARDAN İSTENEN ÖZELLİKLER VE KAPLAMA KALİTESİNE ETKİ EDEN FAKTÖRLER Demir ve çelik, gerek saç ve gerekse de döküm ve dövme parçalar şeklinde olsun, endüstrinin en çok kullanıldığı
8. KAZIMALI (FRETAJ) KOROZYON
 KOROZYON") 8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
ORTAMIN SALDIRGANLIĞINI GİDERİCİ ÖNLEMLER
 ORTAMIN SALDIRGANLIĞINI GİDERİCİ ÖNLEMLER 1 ORTAMIN SALDIRGANLIĞINI GİDERİCİ ÖNLEMLER Korozyon hızını azaltmanın etken yollarından biri ortama ait etmenleri kontrol etmektir. Bunlar ortamın (a) sıcaklığı,
ORTAMIN SALDIRGANLIĞINI GİDERİCİ ÖNLEMLER 1 ORTAMIN SALDIRGANLIĞINI GİDERİCİ ÖNLEMLER Korozyon hızını azaltmanın etken yollarından biri ortama ait etmenleri kontrol etmektir. Bunlar ortamın (a) sıcaklığı,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
KOROZYON. Teorik Bilgi
 KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
Gerilmeli korozyon. Hidrojen gevrekliği. Yorulmalı korozyon. Aşındırmalı korozyon. Erozyon korozyonu. Kavitasyon korozyonu
 DOÇ.DR. SALİM ŞAHİN Gerilmeli korozyon Hidrojen gevrekliği Mekanik zorlamalı korozyon türleri Yorulmalı korozyon Aşındırmalı korozyon Erozyon korozyonu Kavitasyon korozyonu Yorulmalı Korozyon Malzemenin,
DOÇ.DR. SALİM ŞAHİN Gerilmeli korozyon Hidrojen gevrekliği Mekanik zorlamalı korozyon türleri Yorulmalı korozyon Aşındırmalı korozyon Erozyon korozyonu Kavitasyon korozyonu Yorulmalı Korozyon Malzemenin,
AKM-F-193 / 10.04.2014 / Rev:00
 AKM-F-193 / 10.04.2014 / Rev:00 YANMA NEDİR? Maddenin ısı ( sıcaklık ) ve oksijenle birleşmesi sonucu oluşan kimyasal bir olaydır. Bir yangının başlayabilmesi için gerekenler : 1- OKSİJEN ( HAVA ) 2- SICAKLIK
AKM-F-193 / 10.04.2014 / Rev:00 YANMA NEDİR? Maddenin ısı ( sıcaklık ) ve oksijenle birleşmesi sonucu oluşan kimyasal bir olaydır. Bir yangının başlayabilmesi için gerekenler : 1- OKSİJEN ( HAVA ) 2- SICAKLIK
ELEKTRO KAZANIM (ELEKTROW NN NG)
") ELEKTROMETALÜRJ Cevher veya metal içeren her çe it ham madde içindeki metaller elektrikenerjisinden faydalanmak suretiyle üretmeye Elektrometalürji denmektedir. Gerçekte elektrometalurji, elektrokimyan
ELEKTROMETALÜRJ Cevher veya metal içeren her çe it ham madde içindeki metaller elektrikenerjisinden faydalanmak suretiyle üretmeye Elektrometalürji denmektedir. Gerçekte elektrometalurji, elektrokimyan
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MÜHENDİSLİKTE KULLANILAN MALZEMELER 1. DEMİR VE ÇELİK
 MÜHENDİSLİKTE KULLANILAN MALZEMELER 1. DEMİR VE ÇELİK Dünyada üretilen metallerin % 90'nı demir ve çelikten oluşmaktadır. Bunun büyük bir bölümünü mukavemeti ve işlenebilme özelliği olan, ucuz maliyetli
MÜHENDİSLİKTE KULLANILAN MALZEMELER 1. DEMİR VE ÇELİK Dünyada üretilen metallerin % 90'nı demir ve çelikten oluşmaktadır. Bunun büyük bir bölümünü mukavemeti ve işlenebilme özelliği olan, ucuz maliyetli
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi. Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa
 Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Yüzey İşlem Teknolojileri
 indeks Net Kimya Sanayi Kalite Politikası Yüzey İşlem Teknolojileri Uygulama Alanları Yağ Alma Kimyasalları Fosfatlar Nano Teknolojik Kaplamalar Alüminyum Yüzey İşlemler Tozboya Öncesi Kullanılan Dönüşüm
indeks Net Kimya Sanayi Kalite Politikası Yüzey İşlem Teknolojileri Uygulama Alanları Yağ Alma Kimyasalları Fosfatlar Nano Teknolojik Kaplamalar Alüminyum Yüzey İşlemler Tozboya Öncesi Kullanılan Dönüşüm
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Şekil 1. Metal-sulu ortam ara yüzeyinde metalin kimyasal şekil değiştirmesi
 3. KOROZYONUN ELEKTROKİMYASAL TEMELLERİ 3.1. Korozyon Hücresi ve Korozyonun Oluşumu Bir malzemenin kimyasal bileşimi ve fiziksel bütünlüğü korozif bir ortamda değişir. Kimyasal korozyonda, malzeme korozif
3. KOROZYONUN ELEKTROKİMYASAL TEMELLERİ 3.1. Korozyon Hücresi ve Korozyonun Oluşumu Bir malzemenin kimyasal bileşimi ve fiziksel bütünlüğü korozif bir ortamda değişir. Kimyasal korozyonda, malzeme korozif
KİMYA II DERS NOTLARI
 KİMYA II DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN Genel anlamda elektrokimya elektrik enerjisi üreten veya harcayan redoks reaksiyonlarını inceler. Elektrokimya pratikte büyük öneme sahip bir konudur. Piller,
KİMYA II DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN Genel anlamda elektrokimya elektrik enerjisi üreten veya harcayan redoks reaksiyonlarını inceler. Elektrokimya pratikte büyük öneme sahip bir konudur. Piller,
kaplamalarınsağlıklı bir şekilde yapılabilmesi ilave bir önem kazandı.
 EREN ENERJİ ÇATALAĞZI 1360 MW TERMİK SANTRAL PROJESİ LİMAN İNŞAATIN DA KULLANILACAK FARKLI ÇELİK BORULAR DURATEK ÜRÜNLERİ Liman iskele ayağı olarak kullanılacak çelik borular, farklı çap, boru et kalınlığı
EREN ENERJİ ÇATALAĞZI 1360 MW TERMİK SANTRAL PROJESİ LİMAN İNŞAATIN DA KULLANILACAK FARKLI ÇELİK BORULAR DURATEK ÜRÜNLERİ Liman iskele ayağı olarak kullanılacak çelik borular, farklı çap, boru et kalınlığı
Aşınmaya dirençli ve ısıl işlem sayesinde yüksek sertlik değerlerine ulaşabilirler.
 Kaplama teknolojilerinde son yıllarda hızlı bir gelişme meydana gelmiştir. Bunun tek nedeni ise kaplamaların malzeme özelliklerine kazandırdığı fonksiyonel üstünlüklerdir. Kaplama işlemi uygulanmış malzemenin
Kaplama teknolojilerinde son yıllarda hızlı bir gelişme meydana gelmiştir. Bunun tek nedeni ise kaplamaların malzeme özelliklerine kazandırdığı fonksiyonel üstünlüklerdir. Kaplama işlemi uygulanmış malzemenin
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
BÖLÜM III METAL KAPLAMACILIĞINDA KULLANILAN ÖRNEK PROBLEM ÇÖZÜMLERİ
 BÖLÜM III METAL KAPLAMACILIĞINDA KULLANILAN ÖRNEK PROBLEM ÇÖZÜMLERİ Faraday Kanunları Elektroliz olayı ile ilgili Michael Faraday iki kanun ortaya konulmuştur. Birinci Faraday kanunu, elektroliz sırasında
BÖLÜM III METAL KAPLAMACILIĞINDA KULLANILAN ÖRNEK PROBLEM ÇÖZÜMLERİ Faraday Kanunları Elektroliz olayı ile ilgili Michael Faraday iki kanun ortaya konulmuştur. Birinci Faraday kanunu, elektroliz sırasında
POTANSİYEL - ph diyagramları
 POTANSİYEL - ph diyagramları Metallerin çoğu su ve hava gibi çevresel şartlar altında korozyon eğilimi gösterirler. Çevreleri ile beraber bu metaller enerji vererek, oksit veya hidroksitler şeklinde kimyasal
POTANSİYEL - ph diyagramları Metallerin çoğu su ve hava gibi çevresel şartlar altında korozyon eğilimi gösterirler. Çevreleri ile beraber bu metaller enerji vererek, oksit veya hidroksitler şeklinde kimyasal
BETON SERTLEŞTİRİCİ TEKNİK ÜRÜN BİLGİLERİ
 BETON SERTLEŞTİRİCİ TOTAL BS Beton gözenekli bir malzemedir, genelde bu gözenekler su ile doludur, ayrıca betonun bünyesinde serbest kireç bulunur, bünyedeki bu serbest kireç betona dönüşmemiştir. Prensip
BETON SERTLEŞTİRİCİ TOTAL BS Beton gözenekli bir malzemedir, genelde bu gözenekler su ile doludur, ayrıca betonun bünyesinde serbest kireç bulunur, bünyedeki bu serbest kireç betona dönüşmemiştir. Prensip
Metal ve alaģımların teknik ve ekonomik bakımdan önem taģıyan büyük bir bölümü pasifleģme özelliğine sahiptir. Korozyona uğramakta olan bir metalin
 ANODĠK KORUMA 12 1 ANODĠK KORUMA Metal ve alaģımların teknik ve ekonomik bakımdan önem taģıyan büyük bir bölümü pasifleģme özelliğine sahiptir. Korozyona uğramakta olan bir metalin pasif tutuma geçmesi
ANODĠK KORUMA 12 1 ANODĠK KORUMA Metal ve alaģımların teknik ve ekonomik bakımdan önem taģıyan büyük bir bölümü pasifleģme özelliğine sahiptir. Korozyona uğramakta olan bir metalin pasif tutuma geçmesi
Protectosil CIT İleri Korozyon Önleme Teknolojisi
 Protectosil CIT İleri Korozyon Önleme Teknolojisi 1 Protectosil CIT yatırımınızı korur! Binalar, köprüler, barajlar, tüneller, büyük otoparklar gibi betonarme yapılar önemli boyutlarda özel sektör ve kamu
Protectosil CIT İleri Korozyon Önleme Teknolojisi 1 Protectosil CIT yatırımınızı korur! Binalar, köprüler, barajlar, tüneller, büyük otoparklar gibi betonarme yapılar önemli boyutlarda özel sektör ve kamu
Zemini çilalama ve parlatma konumuna getirir.
 Total Beton sertleştirici, Reaktif nano- ve mikrometrik silis solüsyonu ile beton sertleştirir, beton yüzeyinin görünüş ve dayanıklılık ve mukavemet gücünü artırmak için kullanılır. Yüzey sertliğini, sürtünme
Total Beton sertleştirici, Reaktif nano- ve mikrometrik silis solüsyonu ile beton sertleştirir, beton yüzeyinin görünüş ve dayanıklılık ve mukavemet gücünü artırmak için kullanılır. Yüzey sertliğini, sürtünme
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER
 SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
SENTETİK GRUBU SERİSİ
 SENTETİK GRUBU SERİSİ Metal yüzeylerde benzersiz Filli Boya koruması! Pas Koruma Sistemi... 3 Flat - Hammer... 5 Master... 11 Uygulama Bilgileri... 13 NEDEN PAS KORUMA SİSTEMİ? Metal yüzeylerin korunması
SENTETİK GRUBU SERİSİ Metal yüzeylerde benzersiz Filli Boya koruması! Pas Koruma Sistemi... 3 Flat - Hammer... 5 Master... 11 Uygulama Bilgileri... 13 NEDEN PAS KORUMA SİSTEMİ? Metal yüzeylerin korunması
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
ARC - RELAXTIVE OIL. Gelismis, Güvenilir, Kimyasallar YAĞLAYICI VE GEVŞETİCİ
 ARC - RELAXTIVE OIL YAĞLAYICI VE GEVŞETİCİ RELAXTIVE OIL HANGİ AMAÇLA GELİŞTİRİLDİ? RELAXTIVE OIL sıkışmış, paslanmış cıvataları, somunları, bağlantı elemanlarını, uzun süre kullanılmadığı için paslanarak
ARC - RELAXTIVE OIL YAĞLAYICI VE GEVŞETİCİ RELAXTIVE OIL HANGİ AMAÇLA GELİŞTİRİLDİ? RELAXTIVE OIL sıkışmış, paslanmış cıvataları, somunları, bağlantı elemanlarını, uzun süre kullanılmadığı için paslanarak
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
BileĢiklerin formülleri atom sayıları oranını yansıtan en basit formüldür.
 KATILAR KRĠSTAL KATI Sert SıkıĢtırılmayan Tanecikleri belirli geometrik Ģekle sahiptir. ĠYONĠK KRĠSTAL Anyon- katyonlar arasında elektrostatik çekim kuvveti sonucu oluģur (iyonik bağ içerir). Sert-sağlam-
KATILAR KRĠSTAL KATI Sert SıkıĢtırılmayan Tanecikleri belirli geometrik Ģekle sahiptir. ĠYONĠK KRĠSTAL Anyon- katyonlar arasında elektrostatik çekim kuvveti sonucu oluģur (iyonik bağ içerir). Sert-sağlam-
GRUP: ELEKTRO-KİMYASAL USULLERLE MADEN KAPLAMACILIĞI: 1983/12-16
 GRUP: 3819 DİĞER METAL EŞYA 2- ELEKTRO-KİMYASAL USULLERLE MADEN KAPLAMACILIĞI: 1983/12-16 Maden kaplamacılığı yapan müesseselerde sıcak ve hareketli kaplama banyoları mevcut olduğu taktirde bu banyolara
GRUP: 3819 DİĞER METAL EŞYA 2- ELEKTRO-KİMYASAL USULLERLE MADEN KAPLAMACILIĞI: 1983/12-16 Maden kaplamacılığı yapan müesseselerde sıcak ve hareketli kaplama banyoları mevcut olduğu taktirde bu banyolara
Sayfa 1/6. NOVOBRAN Outside Dış yüzeylerde kullanılmak için özel olarak geliştirilmiş hazır çözücü içermeyen bir kaplamadır.
 Sayfa 1/6 ÜRÜN TANIMI: NOVOBRAN Outside Dış yüzeylerde kullanılmak için özel olarak geliştirilmiş hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Outside kaplama kötü hava şartlarına ve çevresel etkilere
Sayfa 1/6 ÜRÜN TANIMI: NOVOBRAN Outside Dış yüzeylerde kullanılmak için özel olarak geliştirilmiş hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Outside kaplama kötü hava şartlarına ve çevresel etkilere
PVD SPUTTERING. Cr 3+ Cr 6+ GREEN TECHNOLOGY NEW ERA OF CHROME COATING
 PVD SPUTTERING NEW ERA OF CHROME COATING GREEN TECHNOLOGY Cr 3+ Cr 6+ KOLZER PVD İŞLEMİ FİZİKSEL BUHAR BİRİKTİRME PVD Prosesi ile Krom Kaplama, uygulama yapılacak yüzeye istenen mekanik özellikleri kazandırırken,
PVD SPUTTERING NEW ERA OF CHROME COATING GREEN TECHNOLOGY Cr 3+ Cr 6+ KOLZER PVD İŞLEMİ FİZİKSEL BUHAR BİRİKTİRME PVD Prosesi ile Krom Kaplama, uygulama yapılacak yüzeye istenen mekanik özellikleri kazandırırken,