Numune Hazırlama Teknikleri. Numune Seçimi Kesit Alma Numune Temizleme Kalıba Alma Zımparalama Parlatma Dağlama Görüntü Alma
|
|
|
- Erdem Kurtar
- 7 yıl önce
- İzleme sayısı:
Transkript
1 Numune Hazırlama Teknikleri Numune Seçimi Kesit Alma Numune Temizleme Kalıba Alma Zımparalama Parlatma Dağlama Görüntü Alma
2 Numune Seçimi Numune hazırlama işlemleri zaman ve maliyet gerektirdiğinden, işleme başlanmadan önce örnek seçimi için örnek sayısı, yeri ve yönelimi konularında gerekli dikkat gösterilmeli, bu konular iyi planlanmalıdır. Ticari malzemelerin birçoğu homojen değildir ve numune alınacak bölge istenilen analiz için temsiliyet kabiliyetine sahip olmalıdır. İncelenecek numune sayısı tamamıyla incelenecek parçanın boyutuna ve karmaşıklığına ve servis kondisyonunun doğasına bağlıdır. Temel olarak, seçilecek numune sayısı malzeme kalitesi hakkında istatistiksel bilgi verecek kadar çok ancak test masraflarını gereksiz yere artırmayacak sayıda olmalıdır. Örnek alınacak yer, genel olarak test örneğine ve örnek alınmasının basitliğine bağlıdır. Her ne kadar rastgele örnek alımı istatistiki olarak en güvenilir yöntem olsa da, uygulamada genellikle kritik bölgelerden analiz yapılmaktadır.
3 Numune Seçimi Spesifik örnekler için standart numune alma bölgeleri belirlenmiştir. Örneğin, çubuk/kütük gibi uzun şekillerin her iki ucundan örnek alınırken, hızlı katılaştırma ile üretilmiş numunelerde katılaşma işlemi sırasında kompozisyon gradyanı oluşma olasılığından dolayı orta-kalınlık noktasından örnek alınmalıdır. Alınacak örneklerin yönelimi de tamamıyla üretim işlemine, şekline ve analiz edilecek özelliklere bağlıdır. Dökümle üretilmiş ürünlerde teoride her yön birbirine eşitken, genel olarak katılaşma yönüne paralel yönelim tercih edilmektedir.
4 Kesit Alma (Kesme) Önemli Not: Uygun olmayan kesme işlemi malzemenin gerçek mikroyapısını değiştirebilir ve yanlış bilgi alınmasına neden olur. Kesme işlemi sırasındaki hasar: Malzeme tipine, Kullanılan kesme yöntemine, Kesme hızına, Kullanılan soğutucu tipine ve miktarına bağlıdır. Malzemelerin yüzeyinde oluşan hasar zımparalama-parlatma aşamasında giderilebilir.
5 Kesit Alma (Kesme) Hasar derinliği hem malzeme tipine hem de kullanılan kesme yöntemine bağlıdır.

6 Kesit Alma (Kesme) Kırpma Testere ile kesme Abrasif disk ile kesme
 dönen disklerin yüzeylerinde bulunan aşındırıcı parçacıklar sayesinde numuneleri")
7 Abrasif kesme diskleri Kesit Alma (Kesme) Abrasif kesme diskleri, görece düşük kalınlıklara sahip (mm mertebesinde) dönen disklerin yüzeylerinde bulunan aşındırıcı parçacıklar sayesinde numuneleri kesmektedir.
8 Abrasif kesme diskleri Kesit Alma (Kesme) Sorun Olası sebep Çözüm Yanma (renk değişimi) Aşırı ısınma Hızlı disk aşınması Sık sık disk kırılması Disk ile abrasif parçacıklar arasındaki bağ çok hızlı kırılıyor Eşitsiz soğutucu dağılımı. Hatalı numune sabitleme Soğutucu miktarını artır. Kesme basıncını düşür. Daha yumuşak disk seç. Daha sert disk seç. Kesme basıncını düşür. Soğutucuyu eşit olarak dağıt. Numuneyi sıkıca sabitle. Kesmeye karşı direnç Yavaş disk bozukluğu Daha yumuşak disk seç. Soğutucu hızını düşür. Titreşimli/salınımlı darbe kullan Kesicinin takılması Kesici işlem için çok hafif Daha ağır kesici kullan. Numune boyutunu azalt.

9 İletken örnekler bu yöntemle işlenebilir. Kesme işlemi, elektrot ile dielektrik bir sıvı içerisinde yerleştirilmiş numune arasında oluşan elektrik kıvılcımı ile gerçekleşir. Kesit Alma (Kesme) Kıvılcımla malzeme işleme (Electric discharge machining)

10 Mikrotom Kesit Alma (Kesme) Polimerler gibi yumuşak malzemelerin kesimi için uygundur. Çelik, cam ya da elmas bıçaklar numuneleri çok ince olarak kesebilmektedir.
11 Numune Temizleme Fiziksel temizleme: Parçacıkların, tozun, yağın ve diğer kalıntıların temizlenmesi. Kimyasal temizleme: Malzeme yüzeyindeki kirliliklerin bir asit, alkol vb kimyasal ile temizlenmesi. Ultrasonik banyo en sık kullanılan ve en efektif temizleme yöntemidir. Temizleme süresi tamamıyla yapılan işe bağlı olmakta birlikte genel olarak 2 5 dakika arasında sürmektedir. Dikkat edilecek hususlar: Oksit tabakaları incelerken temizleme işlemi basit yöntemlerle sınırlı kalmalıdır. Aksi halde oksit tabaka yüzeyden kalkabilir. Yumuşak malzemelerin temizlenmesi sırasında kavitasyon (boşluk) oluşmamasına özen gösterilmelidir.
12 Kalıba Alma Çok küçük ya da garip şekilli örneklerin zımparalama /parlatma ve metalografik görüntü alma aşamalarında kolaylıkla tutulabilmesini sağlamaktadır. Numunenin mekanik olarak sıkıştırılması ya da bir reçine içerisine yerleştirilmesi şeklinde uygulanabilir. Reçineye alma işlemi sıcak ya da soğuk yöntemlerle gerçekleştirilebilir. Numune tipine bağlı olarak kalıba alma işlemi malzemenin mikroyapısında değişikliklere neden olabilir! Kalıba alma işlemi, kişisel güvenliği artırmasının yanı sıra SiC zımpara kağıtlarının ve parlatma çuhalarının yırtılmasını da engellemektedir. İnce film numunelerde reçinenin varlığı filmlerin mekanik özelliklerinin korunmasını sağlamaktadır.

13 Kalıba Alma

14 Kalıba Alma

15 Kalıba Alma Hata Sebebi Önlemi Eksensel ayrışma Kenar büzüşmesi Çembersel ayrışma Püskürme Kalıba göre büyük numune. Çok keskin köşeleri olan numuneler. Numuneyle temas halinde olmayan plastik kısımda meydana gelen aşırı boyut küçülmesi. Kalıp malzemesinin nemli olması. Kalıplama sırasında sıkışan gazlar. Çok kısa sertleştirme süresi. Yetersiz basınç. Kalıp boyutunu artır. Numune boyutunu düşür. Kalıba alma sıcaklığını düşür. Kalıptan çıkarmadan önce sıcaklığın düşmesini bekle. Toz ya da reçineye ön ısıtma uygula. Sıvı aşamasında basınç düşür. Sertleştirme süresini uzat. Sıvı halden katı hale geçerken yeterli basınç uygula.

16 Kalıba Alma Hata Sebebi Önlemi Birleşmeme Pamuksu görünüm Yüzey çatlağı Yetersiz basınç. Yetersiz sertleştirme süresi. Toz malzemelerin artmış yüzey alanları. Tozların maksimum sıcaklığa ulaşmaması. Maksimum sıcaklıkta yeteri kadar beklenmemesi. Kalıptan çıkarma sırasında ya da sonrasında içsel stres salınımı. Uygun kalıplama basıncı kullan. Sertleştirme süresini uzat. Tozları hızlıca kalıba koyup kapatarak basınç uygulayarak bölgesel sertleşmeleri engelle. Maksimum sıcaklıklarda bekleme süresini artır. Kalıptan çıkarmadan önce sıcaklığın düşmesini bekle. Kalıpları kaynayan suda temperle.
17 Zımparalama SiC parçacıkları ile kaplı aşındırıcı kağıtlar kullanılarak gerçekleştirilen yüzey işlemine zımparalama denir. Kesme sırasında meydana gelen hasarı giderir. Zımparalama işlemi de yapıda hasara yol açar. Daha küçük boyutlu aşındırıcılarla ardışık bir şekilde gerçekleştirilecek zımparalama işlemi ile bu hasar minimuma indirilmelidir. Zımparalama işleminin sonunda, zımparalama sonucu oluşan tek hasar son zımpara aşamasından kalan hasar olmalıdır. Bu tip hasarlar bir sonraki aşama olan parlatma aşamasında kolaylıkla giderilebilir.
18 Zımparalama SiC parçacıklarla kaplanmış aşındırıcı kağıtlar kabadan hassasa doğru bir seri halinde uygulanır. Kabadan hassasa doğru tipik numaralandırma, 120-, , 400-, 600-, 1200-, şeklindedir. Grit numarası SiC kağıtlar Ortalama parçacık boyutu (µm)
19 Zımparalama SiC parçacıklarla kaplanmış aşındırıcı kağıtlar kabadan hassasa doğru bir seri halinde uygulanır. Kabadan hassasa doğru tipik numaralandırma, 120-, , 400-, 600-, 1200-, şeklindedir. Grit numarası SiC kağıtlar Ortalama parçacık boyutu (µm)
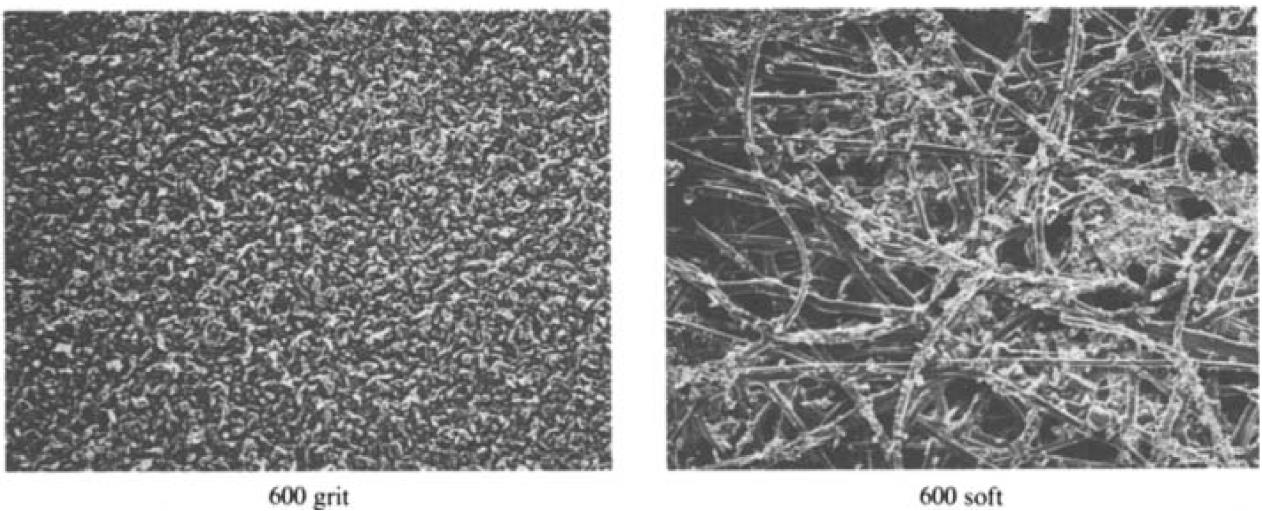
20 Zımparalama
21 Zımparalama

22 Zımparalama Başlangıç olarak kullanılacak grit boyutu yüzey pürüzlülüğüne ve kesme işlemi sırasındaki hasar derinliğine bağlıdır. Abrasif kesme diskleri ile kesilen numuneler için genellikle 120- ya da 240- numaralı zımpara kağıtlarından başlanır. EDM ya da elmas disklerle kesilen numuneler için genellikle 320- ya da 400- numaralı zımpara kağıtlarından başlanır.

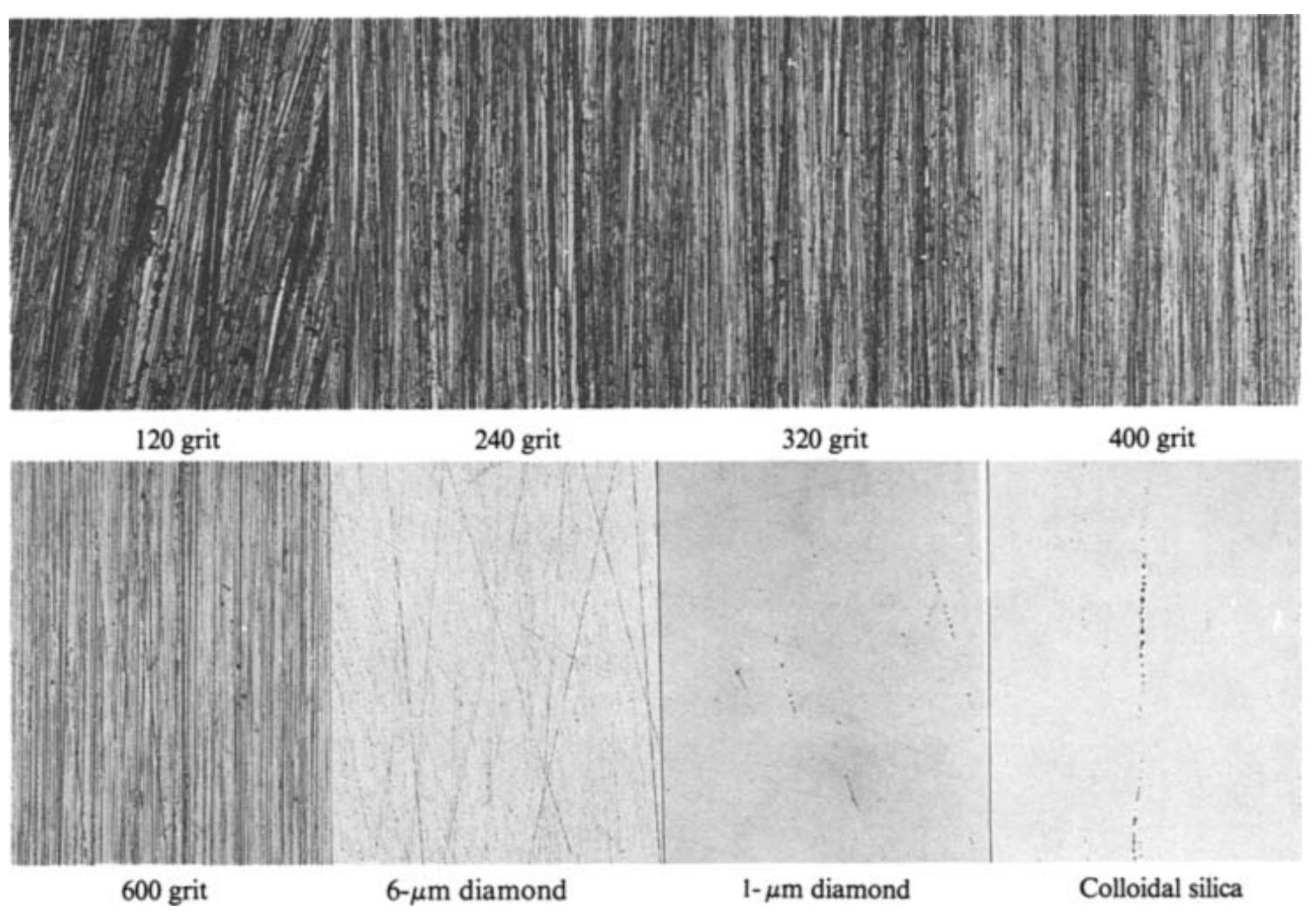
23 Zımparalama İnce taneli disklerle zımparalanmış Zımparalanmış + parlatılmış

24 Parlatma İnce taneli disklerle zımparalama işleminden sonra numuneler düzgün, çiziksiz ve yüksek yansıtıcı yüzeylere sahip olacak şekilde parlatma işlemine tabi tutulur. Kaba parlatma: 30 µm ile 3 µm arasındaki elmas pastalar kullanılarak gerçekleştirilen parlatma işlemidir. İnce parlatma: 1 µm ve altında boyutlara sahip elmas pastalar kullanılarak gerçekleştirilen parlatma işlemidir. Son parlatma: 250 nm ile 50 nm arasında elmas pasta, kolloidal silika ya da alümina kullanılarak gerçekleştirilen parlatma işlemidir.

25 Parlatma çuhaları Parlatma
26 Parlatma Sık kullanılan bazı metallerin parlatma hızları: 4-8 µm elmas, 250 dev/dak Alaşım İşlem Ergime sıcaklığı, o C Sertlik, HV Kalay Tavlanmış Çinko Tavlanmış Magnezyum Tavlanmış Alüminyum alaşımı Isıl işlem görmüş Alüminyum alaşımı Tavlanmış Alüminyum Tavlanmış Pirinç (%40 Zn) Tavlanmış Pirinç (%30 Zn) Tavlanmış Bakır Tavlanmış Östenitik çelik (%18 Cr, % 8 Ni) Tavlanmış Nikel Tavlanmış Titanyum Tavlanmış Parlatma oranı, µm/dak
27 Elektroparlatma Parlatma

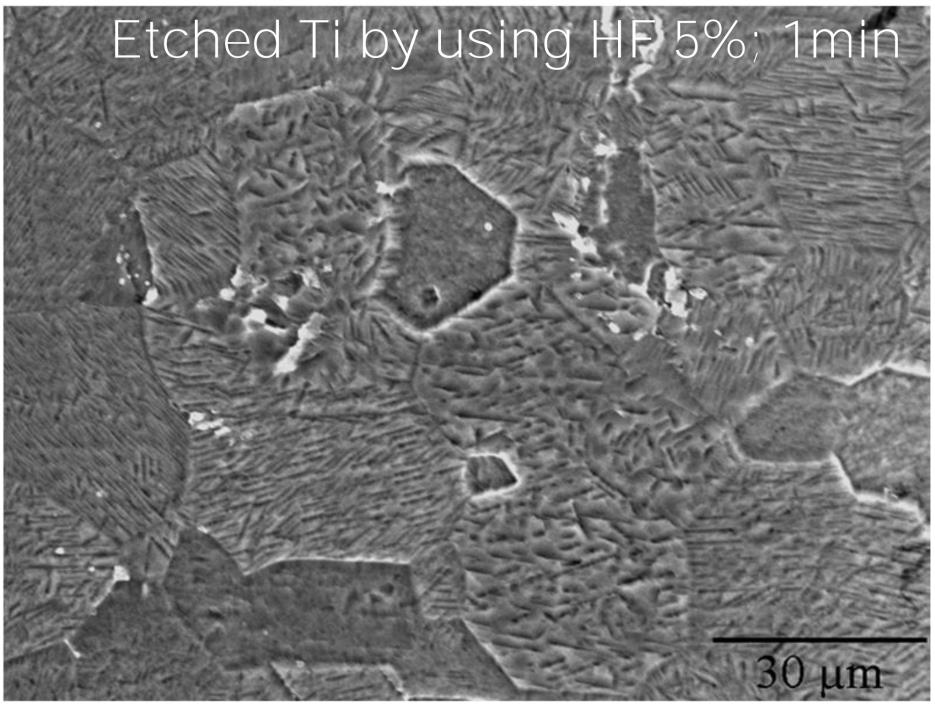
28 Dağlama Kimyasal/asidik dağlama: Kullanılan kimyasalların malzeme yüzeyinde seçici olarak etkileşime girmesiyle mikroyapısal detayların ortaya çıkarılması işlemidir. Malzeme pürüzsüz bir şekilde parlatılmış olmalıdır. İyi parlatılmış bir yüzeyde mikroyapısal detaylar görünmez çünkü ışığı eşit bir şekilde yansıtır. Tane sınırları kimyasal etkileşime/dağlamaya daha duyarlıdır. Siyah çizgiler olarak ortaya çıkarlar. Farklı tanelerin farklı kristalografik yönelimleri de kontrast yaratır.

29 Dağlama Dağlama süresi: Birkaç saniye ile saatler arasında değişebilir. Tamamen malzeme tipine ve kullanılan kimyasala bağlıdır (Pirinç numune). Dağlama sıcaklığı: Dağlama süresi ile doğrudan ilintilidir. Genel olarak, dağlayıcı sıcaklığı arttıkça dağlama süresi düşer. En sık kullanılan asitler: Hidroklorik asit (HCl), Hidroflorik asit (HF), Nitrik asit (HNO 3 ), Fosforik asit (H 3 PO 4 ), Sülfürik asit (H 2 SO 4 ).
30 Dağlama
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
Deney Sorumlusu: Araş. Gör. Oğuzhan DEMİR İlgili Öğretim Üyesi: Doç. Dr. Harun MİNDİVAN METALOGRAFİ DENEYİ
 Deney Sorumlusu: Araş. Gör. Oğuzhan DEMİR İlgili Öğretim Üyesi: Doç. Dr. Harun MİNDİVAN METALOGRAFİ DENEYİ 1. DENEYİN AMACI Metalografik yöntem ile malzemelerin geçmişte gördüğü işlemler, sahip olduğu
Deney Sorumlusu: Araş. Gör. Oğuzhan DEMİR İlgili Öğretim Üyesi: Doç. Dr. Harun MİNDİVAN METALOGRAFİ DENEYİ 1. DENEYİN AMACI Metalografik yöntem ile malzemelerin geçmişte gördüğü işlemler, sahip olduğu
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
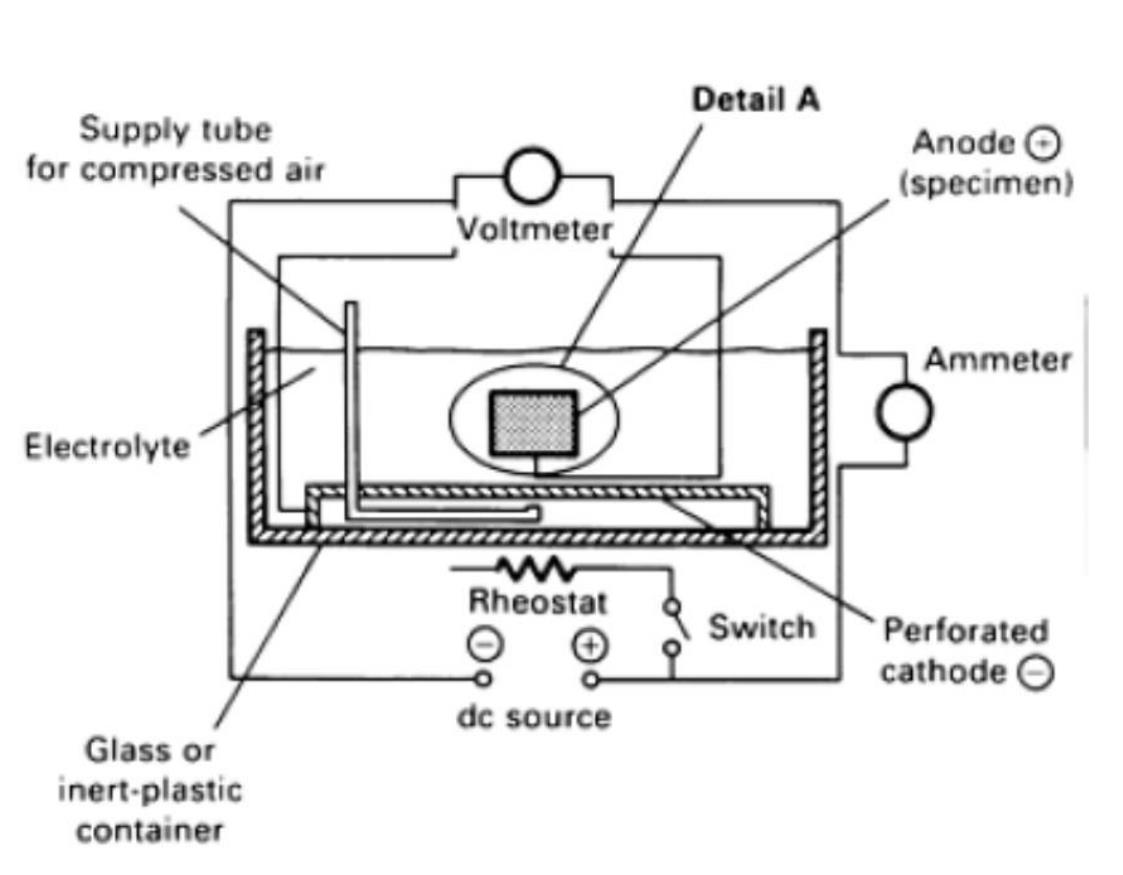
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır.
 METALOGRAFİ Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini belirlemeye, tarihçesini açığa çıkarmaya
METALOGRAFİ Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini belirlemeye, tarihçesini açığa çıkarmaya
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
METALOGRAFİK MUAYENE DENEYİ
 METALOGRAFİK MUAYENE DENEYİ 1. DENEYİN AMACI: Metalografik muayene ile malzemenin dokusu tespit edilir, malzemenin dokusuna bakılarak malzemenin özellikleri hakkında bilgi edinilir. 2. TANIMLAMALAR: Parlatma:
METALOGRAFİK MUAYENE DENEYİ 1. DENEYİN AMACI: Metalografik muayene ile malzemenin dokusu tespit edilir, malzemenin dokusuna bakılarak malzemenin özellikleri hakkında bilgi edinilir. 2. TANIMLAMALAR: Parlatma:
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU MİKRO İNCELEME
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU MİKRO İNCELEME Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 MİKRO İNCELEME GİRİŞ Mikro inceleme, makro
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU MİKRO İNCELEME Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 MİKRO İNCELEME GİRİŞ Mikro inceleme, makro
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
taşlama ve delme Elmas kesme Kesici ve Aşındıcı Diskler Kesici ve Aşındırıcı Diskler
 Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tablo: Malzeme Bilimi ve Mühendisliği Araç-Gereç-Cihaz Listesi (2011)
") Tablo: Malzeme Bilimi ve Mühendisliği Araç-Gereç-Cihaz Listesi (2011) No Adı ve Kaç 01 02 Metal Zımparalama ve Parlatma Cihazı, 1 Metalik malzemelerin inceleme işlemine hazırlanmasında Marka/Model ve Özellikleri:
Tablo: Malzeme Bilimi ve Mühendisliği Araç-Gereç-Cihaz Listesi (2011) No Adı ve Kaç 01 02 Metal Zımparalama ve Parlatma Cihazı, 1 Metalik malzemelerin inceleme işlemine hazırlanmasında Marka/Model ve Özellikleri:
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
www.velle.com.tr Metal Pigment Kaplamalar Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02
 701 24 01 Faks.: +90 (216) 701 24 02") www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Malzemelerin Yüzey İşlemi MEM4043 / bahar. ön ve son işlemler. Prof. Dr. Gökhan Orhan
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar ön ve son işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Temizleme Yağ Giderme Yüzey Şartlama Ön İşlemler
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar ön ve son işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Temizleme Yağ Giderme Yüzey Şartlama Ön İşlemler
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi. Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa
 Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
TROWAL YÜZEY İŞLEMLER Taş ve Kimyasallar
 YÜZEY İŞLEMLER TROWAL YÜZEY İŞLEMLER Taş ve Kimyasallar Uygulama çeşitliliği Trowal işlemi yüzey işlemler konusundaki tek yöntem olmamasına rağmen, geniş bir yelpazede işlem çeşitliliği sunmaktadır. Tatmin
YÜZEY İŞLEMLER TROWAL YÜZEY İŞLEMLER Taş ve Kimyasallar Uygulama çeşitliliği Trowal işlemi yüzey işlemler konusundaki tek yöntem olmamasına rağmen, geniş bir yelpazede işlem çeşitliliği sunmaktadır. Tatmin
Yararları Üretimsel artış Birim maliyetinin azalması
 BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
PLASKIN- Ürün Ailesi Şeması
 PLASKIN- Ürün Ailesi Şeması Hazırlayan PlalamTeknikDepartmanı Tarih 10\01\2012 Cod. 059 1. Ürün Yapısı 1.1 Ürün yapısı şeması 1.2 Ürün Tanımı Polyester tabaka ile sıcak katmanlaştırılmış plaka (Standart
PLASKIN- Ürün Ailesi Şeması Hazırlayan PlalamTeknikDepartmanı Tarih 10\01\2012 Cod. 059 1. Ürün Yapısı 1.1 Ürün yapısı şeması 1.2 Ürün Tanımı Polyester tabaka ile sıcak katmanlaştırılmış plaka (Standart
TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT
 TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT TEL VE ÇUBUK ÇEKMENİN TANIMI Tanım: Tel çekme, kalın kesitli olan bir telin, bir matris (kalıbı) içinden geçirilerek kesitini küçültme işlemidir.tel kesitleri genellikle
TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT TEL VE ÇUBUK ÇEKMENİN TANIMI Tanım: Tel çekme, kalın kesitli olan bir telin, bir matris (kalıbı) içinden geçirilerek kesitini küçültme işlemidir.tel kesitleri genellikle
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR
 KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR Gözlük Camının Müşteriye Teslim Edilmeden Önce Geçirdiği Evreler Camların, kontrollerinin yapılması ve işaretlenmesi Ped kullanımı ve bloklama Sıkıştırma
KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR Gözlük Camının Müşteriye Teslim Edilmeden Önce Geçirdiği Evreler Camların, kontrollerinin yapılması ve işaretlenmesi Ped kullanımı ve bloklama Sıkıştırma
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI
 ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
Jotamastic Smart Pack
 ENDÜSTRĐYEL ÜRÜNLER PERAKENDE SERĐSĐ Jotamastic Smart Pack Mükemmel penetrasyon, yapışma ve nem toleransı Fırça ve rulo ile kolayca uygulanır. Đki bileşen hızlı ve kolay bir şekilde karıştırılır. - 10
ENDÜSTRĐYEL ÜRÜNLER PERAKENDE SERĐSĐ Jotamastic Smart Pack Mükemmel penetrasyon, yapışma ve nem toleransı Fırça ve rulo ile kolayca uygulanır. Đki bileşen hızlı ve kolay bir şekilde karıştırılır. - 10
SEM İncelemeleri için Numune Hazırlama
 SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Metalografik Muayene Deneyi. B.E.Ü. Mühendislik Fakültesi. Makine Mühendisliği Bölümü. Malzeme Laboratuarı Deney Föyü
 Metalografik Muayene Deneyi B.E.Ü. Mühendislik Fakültesi Makine Mühendisliği Bölümü Malzeme Laboratuarı Deney Föyü 1.Deneyin Amacı Metal ve alaşımlarının içyapısını inceleyen, içyapı ile özellikleri arasında
Metalografik Muayene Deneyi B.E.Ü. Mühendislik Fakültesi Makine Mühendisliği Bölümü Malzeme Laboratuarı Deney Föyü 1.Deneyin Amacı Metal ve alaşımlarının içyapısını inceleyen, içyapı ile özellikleri arasında
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
PCD, TEL ÇEKME İÇİN. CD kalıpları paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılır.
 5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.