BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
|
|
|
- Aylin Tansel
- 5 yıl önce
- İzleme sayısı:
Transkript

1 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK
2 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal tozlarının karıştırılarak istenilen şekle sıkıştırılması (preslenmesi) ve kontrollü atmosferde sinterlenmesi ile parça üretim yöntemidir Toz Metalurjisi Yöntemiyle Parça Üretimi Toz metalurjisinin ilk aşaması toz üretimidir. TIM ile parça üretiminde en önemli hususlardan bir tanesi istenilen üretime göre toz seçimidir. Bu yüzden toz üretimi ve üretilen tozdaki özelliklerin belirlenmesi oldukça önemlidir. Üretilen tozda tane iriliği, tane şekli, akıcılığı ve tozun kolay oksitlenip oksitlenmemesi oldukça önemlidir. Bunun yanında üretimin ekonomik olması istenir. TIM ile parça üretimi için çeşitli akış diyagramları mevcuttur. Genellikle soğuk olarak presleme ve daha sonra kontrollü atmosferde veya vakum ortamında ısıtma işlemiyle sinterleme gerçekleştirilir. Vakum ortamında ısıtılan tozların sıcak dövülerek yapılan şekillendirilmesinde parça daha iyi özellikler kazanır. Gerekli durumlarda bitirme işlemleri uygulanarak üretim tamamlanır. Toz metalurjisi ile üretilen parçalarda genellikle bir miktar gözenek (porozite) bulunur. Tozların preslenmesi sırasında presleme basıncına göre gözenek miktarı değişmektedir. Artan presleme basıcıyla gözenek miktarı azalmaktadır. Sıcak döverek şekillendirme işleminde gözenek miktarı yok denecek kadar azdır. Ayrıca artan presleme basıncına göre birbirine temas eden toz sayısı ve temas yüzey alanı artmaktadır. TIM ile üretimi gerçekleştirilen parçalarda gözenek miktarına göre mukavemet değeri de değişmektedir. TIM yöntemiyle parça üretimindeki işlem aşamaları aşağıda kısaca açıklanmıştır. a. Karıştırma veya Harmanlama : İstenilen boyut, şekil ve bileşimdeki tozların yağlayıcı veya bağlayıcı katkılarla ve alaşım elementi tozlarıyla karıştırılması işlemidir. Bu işlem özel karıştırıcılarda homojen bir karışım elde edilinceye kadar sürdürülür. Harmanlamada farklı boyuttaki tozların homojen bir karışım oluşturması sağlanır. b. Şekillendirme : Toz karışımı dayanıklı bir kalıp içinde istenilen şekil ve boyutta sıkıştırılır. Böylece toz kütlesinin yeterli mukavemet ve yoğunlukta şekillendirilmesi sağlanır. Sıkıştırma basıncı genellikle MPa arasında değişir, Sıkıştırma oranı, gevşek toz hacminin sıkıştırılmış toz hacmine oranıdır. Bu oran kullanılan ham maddelerin özelliklerine bağlı olarak değişir.
3 c. Sinterleme: Parçaların kontrollü bir atmosferde ana bileşenin ergime noktasının 1/3 ü kadar altındaki bir sıcaklıkta tutulmasıdır. Bu kademede toz parçacıkları arasında kimyasal bağ oluşumu ile birlikte yeniden kristalleşme ve tane büyümesi de görülür. Koruyucu atmosfer parçanın oksitlerden arındırılmasını sağladığı gibi parça ile çevresi arasındaki arzu edilmeyen reaksiyonları da önler. Bu kademede parçanın mukavemet ve bütünlüğü büyük ölçüde artar. d. Sinter sonrası işlemleri : TIM parçası genellikle sinterden sonra kullanıma hazırdır. Ekonomik bakımdan arzu edilmese de bazı sinter sonrası işlemlere de gerek duyulabilir. İlk sıkıştırma işlemindekinden farklı bir kalıpta yüzey hassaslığı, yoğunluk, ölçü hassaslığını sağlamak amacıyla yapılan sıkıştırma işlemine kalibrasyon veya yeniden presleme adı verilir. TIM parçasının gözeneklerini yağ, plastik vs. gibi metal olmayan bir malzemeyle doldurma gerekebilir. Gözeneklere düşük ergime noktalı bir metal veya alaşım emdirilerek yoğunluk, mukavemet, sertlik, süneklik ve darbe mukavemetinde artış sağlanabilir. Talas kaldırma sırasında dökümlerde olduğu gibi fazla sivri olmayan uçlu takımlar, yüksek hızlar, düşük talaş kalınlığı ve uçucu özellikte soğutucular kullanılmalıdır. Kaplama işlemi yapılmadan önce yüzeydeki gözenekler reçineyle veya deformasyonla kapatılarak tuz banyolarının gözeneklere dolması engellenir ve standart kaplama yöntemleri uygulanır. Buhar işlemi ile demir esaslı parçaların yüzeyleri manyetik demir oksit ile kaplanarak sertlik, basma mukavemeti, aşınma ve korozyon dirençleri arttırılır. İşlem 600 C de kuru basınçlı buharın parçalara uygulanmasıyla yapılır. Isıl işlemler standart şekilde uygulanabilir. Düşük yoğunluklu parçaların ısıl işlemi sırasında işlem atmosferi devamlı gözenekler vasıtasıyla parçaların iç yapısına kadar nüfuz eder. Kaynak işlemleri diğer parçalardaki gibi uygulanabilir. Bakır ve bakır esaslı alaşım sızdırılmış, yüksek yoğunluklu parçalar başarıyla pirinç kaynağa ve lehim yapılabilir.
4
5 TIM Yönteminin Üstünlükleri a) Talaş kaldırma işlemleri azaltılarak veya ortadan kaldırılarak hurda kayıpları azaltılır. b) Ergitme kayıpları yoktur. c) Dar toleranslarda ve düzgün yüzeyli parçalar üretilebilir. d) Yoğunluk ve ergime noktasındaki farklılıklar nedeniyle başka yöntemlerle imali mümkün olmayan alaşım veya karışımlar (kompozitler) imal edilebilir. e) Aşınma dayanımını arttırmak için gözeneklere yağ emdirilebilir. f) Hızlı katılaştırılmış toz üretilebilir. g) Seri imalata uygundur. TIM Yönteminin Sakıncaları a) Tozların kalıp içindeki akışı sınırlıdır. Bu nedenle üretilecek parça şekli kısıtlayıcı bir faktör olabilir. b) Karmaşık şekilli parçaların yoğunluğu her yerde aynı olmayabilir. c) Üretilen parçaların mekanik ve fiziksel özelliklerini iyileştirmek için ek işlemler gerekebilir. d) Metal tozlan ingot halindeki malzemelerden daha pahalıdır. e) Seri üretim yapılmazsa üretim ekonomik değildir. f) Boyut toleransları talaşlı işleme göre biraz daha kabadır. Bu deneyde presleme ve sinterleme uygulaması yapılacağından bu konular üzerinde kısaca durulacaktır. 2. METAL TOZLARININ ŞEKİLLENDİRİLMESİ (PRESLEME) 2.1. Karıştırma Karıştırma TIM yönteminde ikinci aşamayı oluşturur. Presleme işleminden önce karıştırma uygulanır. Karıştırmanın amaçları şunlardır: a) Değişik yöntemlerle üretilen tozlar farklı boyut ve şekillere sahiptir. Üniform özellikte parça üretmek için tozlar karıştırmalıdır. İdeal bir karışımda her malzemenin tozları üniform olarak karıştırılmıştır. b) Farklı metal ve diğer malzemelerin tozları özel fiziksel ve mekanik özellikler elde edilmesi amacıyla karıştırılabilir. c) Toz karışımının akış özelliklerini iyileştirmek amacıyla karışıma yağlayıcı maddeler katılabilir. Bu suretle toz parçacıkları ve toz parçacıkları ile kalıp arasındaki sürtünme katsayısı azaltılır. Ayrıca kalıp ömrü arttırılır ve daha üniform bir presleme yapılabilir. Tozların karıştırılması kirlenmeden ve özelliklerinin bozulmasından kaçınmak için kontrolü şartlar altında yapılır. Aşırı karıştırma ile tozların şekli bozulur ve deformasyon sertleşmesine uğrarlar. Karışıma tozlar arası ve toz kütlesi-kalıp arasındaki sürtünmeyi azaltmak, preslemeden sonra kopmadan kalıptan çıkarılmasını kolaylaştırmak amacıyla yağlayıcı katılır. Karışıma katılan yağlayıcılar genellikle stearik asit, kalsiyum stearat, çinko stearat ve lityum stearat'dir. Katılma oranları Ag.% 0,5-3 arasındadır. Karıştırma, soygaz ortamında (oksitlenmeyi engellemek için) veya yağlayıcı görevi de yaparak karıştırmayı kolaylaştıran sıvı ortamında yapılabilir. Karıştırma işlemi için değişik tip karıştırıcılar kullanılır. Aynı malzemenin farklı boyutlarda tozlarının karıştırılmasına "harmanlama",
6 farklı toz malzemelerin karıştırılmasına ise "karıştırma" adi verilir.. Tozların karıştırılmasından sonraki aşama toz karışımının şekillendirilmesidir, Bu aşama presleme (sıkıştırma) veya "kompaktlama" yada "briketleme" diye adlandırılır. En yaygın şekillendirme işlemi toz karışımının parçanın şekline sahip kalıba doldurularak zımbalar yardımıyla hidrolik veya mekanik preste preslenmesidir. Preslenerek şekillendirilmiş toz kütlesine ham kompakt veya briket adi verilir. Yoğunluğuna "ham yoğunluk" ve sahip olduğu mukavemete ise "ham mukavemet" denir. Ham kelimesinin kullanılmasının nedeni parçanın henüz sinterlenmemiş olmasıdır. Üretim sırasında tozların preslenmesinin amaçları şunlardır: 1.Toz karışımına gereken şekli vermek 2. Toz karışımına istenen boyutlan vermek 3. Parçaya istenilen şekilde ve miktarda gözeneklilik kazandırmak 4. Daha sonraki işlemler için parçaya istenilen mukavemeti kazandırmak. Presleme sırasında tozlar önce yeniden paketlenir, doldurma sırasında oluşan köprüleşmeler ortadan kalkar ve gözenekler azalarak toz parçacıkları arasındaki temas noktaları artar. Basınç arttıkça parçalar plastik deformasyona uğrar ve temas alanları artar ve gözenek oranı daha da azalır. Ham yoğunluk ve ham mukavemet art an basınçla artar.

7 2.2. Şekillendirme Yöntemleri Şekillendirme yöntemleri aşağıdaki gibi sınıflandırılabilir. l. Basınçsız Teknikler 1.1.Bulamaç (çamur) döküm 1.2. Gevşek sinterleme veya yerçekimi ile şekil verme 1.3. Sürekli basınçsız şekillendirme 2. Basınçlı Teknikler 2.1. Kalıpta sıkıştırma Tek yönlü presleme Çift yönlü presleme Çiftyönlü yüzen kalıpta presleme Çok hareketli kalıpta presleme Çok hareketli yüzen kalıpta presleme 2.2.İzostatik şekillendirme 2.2.1: Sıcak izostatik presleme 2.2.2: Soğuk izostatik presleme 2.3. Yüksek enerjili şekil venne 2.4. Toz dövme 2.5. Ekstrüzyon 2.6. Titreşimli şekillendirme 2.7. Sürekli şekillendirme 2.8. Toz enjeksiyon kalıplama Bu deneyde basınçlı tekniklerden kalıpta presleme uygulanacaktır. Bu nedenle diğer yöntemler açıklanmayacaktır. 2. BASINÇLI TEKNiKLER 2.1. Kalıpta Şekillendirme Tek yönlü sıkıştırma: Alt zımba sabit, üst zımba hareketlidir. (yükseklik/çap) oranı küçük olan parçalar üretilir (HID : O,5).Hızlı bir yöntemdir.
8 Çift Yönlü Sıkıştırma: Yukarıdan ve aşağıdan basınç uygulanır. Birinci ve ikinci sınıf parçalar üretilebilir. Homojen ham yoğunluk elde edilemez. HID oranı 1,5'u geçmez. Toz parçacıkları arasındaki sürtünme, parçacıklarla ve zımbalarla kalıp yüzeyi arasındaki sürtünme nedeniyle ham kompakt içindeki yoğunluk (ham yoğunluk) dağılımı önemli farklılıklar gösterebilir. Sürtünmeyi azaltarak (yağlayıcı kullanarak) veya uygun sıkıştırma yöntemleri uygulanarak bu farklılıklar azaltılmaya çalışılır.

9 3. SiNTERLEME Sinterleme birbirine temas eden parçacıkların yüksek sıcaklılarda ısıtılması sonucu birbirine bağlanmasını sağlar, Parçacıklar arası mekanik bağlar kimyasal nitelik kazanır. Bu bağlanma ergime sıcaklığının altında katı halde atom hareketleriyle de oluşabilir. Fakat birçok durumda sıvı faz oluşumu ile birlikte gerçekleşir. Parçacıklar arası bağlanma mikro yapıda temas eden parçacıklar arasında boyun büyümesi ile kendini gösterir. Bu tür boyun büyümesi ham mukavemete oranla mukavemetin artması ve diğer birçok faydalı özelliğin gelişmesini sağlar. Sinterleme yüksek sıcaklıkta atomların hareketi (yayınma veya difüzyon) ile parçacıkların birleşmesi sonucu serbest parçacıklara göre yüzey enerjisinin azalmasıyla gerçekleşir.:
10 Toz üretimi büyük ölçüde yüzey oluşturma (veya yüzey enerjisini arttırma) işlemidir. Malzeme bünyesinde enerji vererek sinterlemede parçacıkların birleşmesiyle işte bu enerji ortadan kaldırılır. Basınçsız sinterleme işlemleri iki ana gruba ayrılabilir Katı faz sinterlemesi : Sinterleme işlemi katı halde gerçekleştirilir. Sıvı faz sinterlemesi : Sinterleme sırasında bileşiminde bulunan elementierden en az bir tanesi sıvı haldedir. Sıvı faz miktarı az olan (çözünen) elementin ergimesiyle veya difüzyonla iç yapıda ötektik Sıvı oluşumu ile oluşur. Eğer toz alaşım tozu ise solidüs sıcaklığının üzerine ısıtıldığında iç yapıda sıvı faz oluşur. Ancak kompaktın şeklini koruyabilmesi için sıvı faz oranının hacimsel olarak %40'nın üzerine çıkmaması gerekir. Basınçsız sinterleme yöntemlerinin sınıflandırılması Şekil 7 de verilmiştir: Katı faz sinterlemesindeki etkin taşınım mekanizmaları Şekil 8 de verilmiştir. Taşınım mekanizmaları itici güçlerin etkisi altında kütle akışının olduğunu belirler. Kütle akışının iki grup mekanizmasından bir grubu yüzey taşınım mekanizmalarıdır. Diğeri ise kütle (içi) taşınım mekanizmalarıdır. Aralarındaki fark atomların boyun bölgesini doldurmaya nereden başlamalarına bağlıdır. Yüzey taşınımında atomlar boyun bölgesini yakınındaki gözenek yüzeylerinden başlayarak doldururlar. Kütle (hacim) taşınımında ise tane sınırlarındaki atomlar boyun bölgesinde taşınır. Her iki kütle akış türü Şekil 8'de şematik olarak gösterilmiştir. büyümesinde çekme ve yoğunluk artışı olmaz. Yüzey taşınımıyla boyun
11 Yüzey taşınım kontrollü sinterlemede katkıda bulunan en önemli olaylar yüzey difüzyonu ve buharlaşma-yoğuşma olaylarıdır. Birçok malzemenin düşük sıcaklıkta yapılan sinterlemesinde en baskın mekanizma yüzey difüzyonudur. Buharlaşma-yoğuşma kurşun içeren alaşımlar gibi düşük kararlılıkta olan malzemeler hariç pek önemli katkıda bulunmaz. Birçok kristalin malzemede tane sınırı difüzyonu çok önemlidir ve yoğunlaşmada en baskın faktördür. Yüzeysel ve kütlesel taşınım boyun büyümesini sağlarken sinterlenme sırasındaki en önemli değişiklik yoğunlaşma (veya çekme) olmasıdır. Yüksek sıcaklılarda kütlesel taşınım olayları daha baskındır Katı Fazda Sinterleme İşleminin Aşamaları Sinterlerne işlemi üç asamaya ayılabilir: İlk Aşama Sinterlernenin ilk aşaması (başlangıç aşaması da denir) her parçacık üzerinde birkaç noktada boyun büyümesi ile temsil edilir. Fakat boyunlar birbirinden bağımsız olarak büyür. Bu durum Şekil 8' de gösterilmiştir. Preslenmiş parçacık kütlesi içinde temas noktalarının alanı daha küçüktür. Başlangıçta gözenekler düzensiz ve köşeli (açısal) şekildedir.
12 Sinterlemenin ilk aşamasında tane sınırlarının çoğu gözeneklerle kesiştiğinden tane büyümesi için daha fazla engel vardır. Parça boyutlarında değişme görülmez. Parçacıkların temasını azaltacak nitelikte maddeler (yüzey oksitleri gibi) bu aşamayı güçleştirir ve sinter sonrası mukavemeti olumsuz yönde etkiler Ara Asama Özelliklerdeki en önemli gelişmeler sinterlemenin ara aşamasında gerçekleşmektedir. Bu aşama gözenek yuvarlaklaşması, tane büyümesi ve çoğunlukla da yoğunluk artışı ile karakterize edilir. Sinterlemenin ara aşamasında boyunlar birbiri ile etkileşecek ve birbiri üzerine gelecek ölçüde büyümüştür. Her ne kadar gözenekler yuvarlaklaşıp düzgün hala gelmişse de birbiri ile bağlantılıdır. Sinterlemenin ilerlemesiyle taneler büyür ve gözenekler küçülür. Bu aşamanın sonuna doğru küresel ve kapalı gözenekler oluşur. Ara aşamada yoğunluk teorik yoğunluğun % 92' si mertebesinde olup gözenek yapısı düzgündür. Boşlukların ortadan kalkması tane büyümesi, tane dönmesi ve tane bükülmesi ile gerçekleşir. Hacim ve tane sınırı difüzyonu ile yoğunlaşmanın oluştuğu ara aşamada tane sınırı difüzyonu daha etkindir. Tane sınırlarında bulunan gözenekler kaybolur, fakat tane sınırlarında olmayan gözenekler değişmez, Gözenek yuvarlaklaşması ve gözenek göçünden de anlaşılacağı üzere ara aşamada yüzey taşınım etkindir. Fakat yoğunluk artışına katkıda bulunmaz.
13 Son Aşama Sinterlemenin son aşamasında iç yapıda kapalı gözenekler bulunur. Sinterlemenin son aşamasında gözenek boyutu eğer kapalı gözenekler hareketli ise tane büyümesi sırasında tane sınırları ile birlikte hareket ederek yoğunlaşmanın sürmesini sağlarlar. Bununla birlikte başlangıçtaki yüzey enerjisinin çoğu tüketildiğinden son aşama sinterleme nispeten yavaştır. Böylece yakıt bittikçe sönen ateş gibi kalıntı yüzey enerjisi tükendikçe sinterleme de yavaşlar. Son aşama sinterleme sırasında gözenekler kapanır, birbirinden ve tane sınırlarından ayrılarak, küresel veya mercek şeklini almaya çalışır. Şekil 8'de gösterildiği gibi tane sınırında yer alıyorsa kütlesel taşınımla küçülürler. Eğer gözenekler tane sınırlarından ayrılırsa küresel gözenekler oluşur, Bazı hallerde tane büyümesi gibi gözenek büyümesi de oluşur. Bu durumda gözenek sayısı azalırken ortalama gözenek boyutu artar. Gözenek yüzeyi eğriliğindeki ve boşluk yoğunluğundaki farklılıkları, daha az kararlı olan küçük gözeneklerin kaybolmasına ve daha kararlı olan büyük gözeneklerin irileşmesine yol açar. Bu olay "Ostwald olgunlaşması" olarak adlandırılır. Eğer gözenekte hapsolmuş gaz varsa gözeneğin ortadan kalkmasını yavaşlatır veya engeller. Bu nedenle eğer tam yoğun parça üretilrnek istenirse vakumda sinterleme tercih edilir. Sinterlemenin son aşamasına doğru gözenekler küresel şekilli ve kapalıdır. Ayrıca aşırı tane büyümesi görülür ve başlangıçtaki parçacıklar mikro yapıda görünmez olur Sıvı Faz Sinterlemesi Sıvı faz sinterlemesi için uygun iki örnek Şekil 9.'da verilmiştir. Bu deneyde önceden hazırlanmış bronz alaşımı tozuna solidüs üstü sinterleme uygulanacağı için sadece bu yöntem anlatılacaktır. Şekil 9 (a) solidüs üstü sinterleme için uygun olan ikili denge diyagramını göstermektedir. Solidus- üstü sinterlemede ön alaşımlı toz solidus-likidus sıcaklıkları arasındaki bir sıcaklıkta sinterlenir. Sinterleme sıcaklığında oluşan Sıvı faz miktarı kaldıraç kuralına göre hesaplanabilir. Eğer solidus-likidus sıcaklıkları aralığı geniş ise işlemin kontrolü daha kolay olur. Şekil 10.'da gösterildiği gibi ısıtma sırasında her toz parçacığı içinde sıvı faz oluşur. Bu durum parçacıkların tekrar parçalanmasına sebep olmakta ve karıştırılmış tozlara oranla sıvı faz dağılımı daha homojen olmaktadır. Sıvı oluşumuyla birlikte yoğunluk artışı çok hızlı olmakta ve artan sıvı oranıyla artmaktadır.
14 Solidus-ustu sinterlemenin uygulandığı sistemlere örnekler yüksek karbonlu çelikler, takım çelikleri, nikel esaslı süper alaşımlar ve kobalt esaslı aşınmaya dayanıklı alaşımlardır, İşlemin kontrolündeki ana parametreler sıcaklık ve toz bileşimidir, Çünkü bu parametreler sıvı fazın hacim oranını belirler. Sinterlenmis yoğunluk ve çekrne miktarı, artan sıvı faz miktarıyla artar. Yapılan deneylere göre en az % 20 sıvı faz oluşumuyla yüksek yoğunluk elde etmek mümkündür. Yüksek sinterleme sıcaklıklarda sıvı faz miktarı arttığı için preslenmiş kütlede şekil bozulması ve iri taneli mikro yapı oluşur.- Solidus-ustu sinterlemede karşılaşılan bazı önemli problemler vardır. Sinterleme sıcaklığına ısıtma sırasında oluşan katı hal sinterlemesi parçacıklar arasında bağ oluşturarak yeniden düzenlenmeyi zorlaştırabilir. Ayrıca sinterleme sıcaklığı toz bileşimine bağlı olduğundan sıkı bir şekilde kontrolü gerekir. sıvı oluşumundan sonra sinterleme hızı çok yüksektir. Bu durum boyut ye mikroyapı kontrolünü zorlaştırmaktadır. Gözeneklerde gaz hapsolmasını önlemek için vakumda sinterleme daha başarılı olmaktadır. Solidus-ustu sinterleme yüksek alaşımlı malzemelerin yüksek yoğunlukta sinterlenmeleri için çok uygundur. En önemli avantajlarından bir tanesi de nispeten iri boyutta tozların kullanılmasının mümkün olmasıdır. Diğer taraftan hızlı katılaştırılmış, ince taneli, yüksek alaşımlı malzemelerin tam yoğunlukta sinterlenmeleri için uygun yöntemdir.
15 3.2. Sinterleme İşlemi Sinter Atmosferleri : Sinterleme işlemi özel koruyucu atmosfer veya vakum altında yapılır. Sinterleme sırasında kullanılan atmosferlerin görevleri şunlardır: a) Parça ve çevresi arasında (oksitlenme gibi) olabilecek reaksiyonları önlemek veya azaltmak. b) Sinter parçasını absorbe edilmiş artıklardan, oksit filmlerinden, yabancı maddelerden arındırmak. c) Sinter parçası ile alaşım yaparak sinterlemeyi hızlandıracak bir veya daha fazla element sağlamak. En çok kullanılan sinter atmosferleri şunlardır : 1. Hidrojen: Birçok metal oksidini indirgeyebilir. Yanıcı ve patlayıcıdır. Isı iletimi çok iyidir, ısı kayıplarını arttırdığı gibi soğuma ve ısınma hızlarını arttırır. 2. Azot: Saf azot birçok elementle reaksiyona girebilir. Katı çözelti ve nitrür çökeltileri oluşturarak kırılganlığı artırır, Genellikle yanıcı atmosferlerin kullanımından önce ve sonra fırınların temizlenmesi için kullanılır.
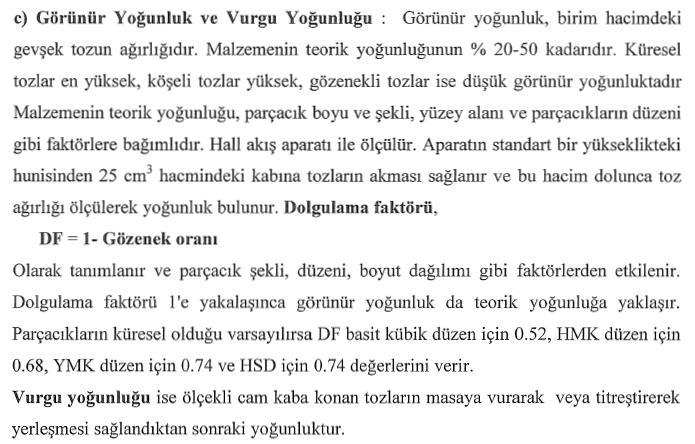
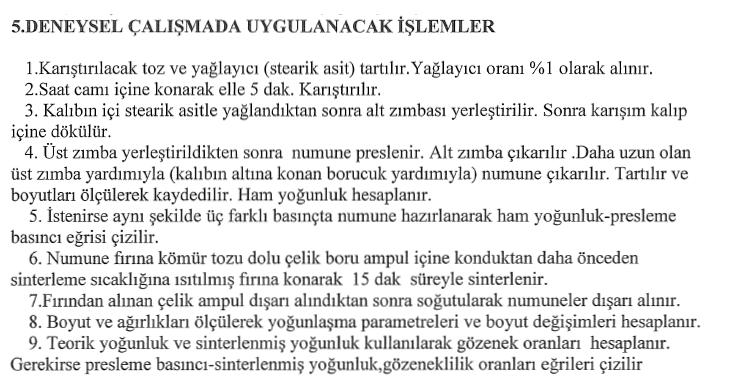
16 3. Hidrojen - Azot Karışımları : Amonyağın ayrıştırılmasıyla %75 H 2 ve %25 N 2 karışımı elde edilir. İndirgeyici özelliktedir. 4. Hidrokarbon gazları : Yakıt nitelikli bir gazın havayla belli oranda karıştırılarak yakılmasıyla elde edilen ucuz karışımlardır. Bu reaksiyon sırasında ısı verirse ekzotermik, ısı alırsa endotermik adıyla anılırlar. Ekzotermik gaz. yakıt gazının havayla karışarak tam olarak yanmasıyla elde edilir ve % N 2, H 2, CO, CO 2 içerir, "Zengin" karışım yüksek; "Fakir" karışım ise düşük H 2 ve CO içerir, Bu gazların yanıcılığı az, lsi iletkenligi yüksek, elde edilmeleri kolaydır. Endotermik gazlar hidrokarbon gazının bir katalizör üstünde havayla reaksiyona girmesiyle elde, edilir. H 2 ve CO miktarı yüksek olduğundan indirgeyici ve yanıcıdır. 5. Argon ve Helyum : Asal gazlar olup fiyatlan yüksektir.. Notr atmosfer oluştururlar. 6. Vakum : Gazlarla bileşik yapma eğiliminde olan metal ve alaşımlar için kullanılır. Vakumda sinterlemede hava gözenekleri tam anlamıyla terk edeceğinden yüksek yoğunluk elde edilebilir. Ancak kolay buharlaşan metaller, pompa yağından veya grafit fırın ısı elemanlarından gelen karbon bir miktar kirlenmeye neden olabilir. 4. TOZ METALURJİSİNDE ÖNEMLİ BAZI KAVRAMLAR

17
18
19
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması
 Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Boya eklenmesi Kısmen karışma Homojenleşme
 DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
TOZ MALZEME TEKNOLOJİSİ-10. Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Termal Enerji Depolama Nedir
 RAŞİT AYTAŞ 1 Termal Enerji Depolama Nedir 1.1. Duyulur Isı 1.2. Gizli Isı Depolama 1.3. Termokimyasal Enerji Depolama 2 Termal Enerji Depolama Nedir Termal enerji depolama sistemleriyle ozon tabakasına
RAŞİT AYTAŞ 1 Termal Enerji Depolama Nedir 1.1. Duyulur Isı 1.2. Gizli Isı Depolama 1.3. Termokimyasal Enerji Depolama 2 Termal Enerji Depolama Nedir Termal enerji depolama sistemleriyle ozon tabakasına
SU VE HÜCRE İLİŞKİSİ
 SU VE HÜCRE İLİŞKİSİ Oluşturacağı her 1 g organik madde için bitkinin 500 g kadar suyu kökleriyle alması ve tepe (uç) noktasına kadar taşıyarak atmosfere aktarması gerekir. Normal su düzeyinde hayvan hücrelerinin
SU VE HÜCRE İLİŞKİSİ Oluşturacağı her 1 g organik madde için bitkinin 500 g kadar suyu kökleriyle alması ve tepe (uç) noktasına kadar taşıyarak atmosfere aktarması gerekir. Normal su düzeyinde hayvan hücrelerinin
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
ELEMENTLER VE BİLEŞİKLER
 ELEMENTLER VE BİLEŞİKLER 1- Elementler ve Elementlerin Özellikleri a) ELEMENTLER Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere
ELEMENTLER VE BİLEŞİKLER 1- Elementler ve Elementlerin Özellikleri a) ELEMENTLER Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı
 bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı") Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Difüzyon (Atomsal Yayınım)
") Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Örneğin; İki hidrojen (H) uyla, bir oksijen (O) u birleşerek hidrojen ve oksijenden tamamen farklı olan su (H 2
 uyla, bir oksijen (O) u birleşerek hidrojen ve oksijenden tamamen farklı olan su (H 2") On5yirmi5.com Madde ve özellikleri Kütlesi, hacmi ve eylemsizliği olan herşey maddedir. Yayın Tarihi : 21 Ocak 2014 Salı (oluşturma : 2/9/2016) Kütle hacim ve eylemsizlik maddenin ortak özelliklerindendir.çevremizde
On5yirmi5.com Madde ve özellikleri Kütlesi, hacmi ve eylemsizliği olan herşey maddedir. Yayın Tarihi : 21 Ocak 2014 Salı (oluşturma : 2/9/2016) Kütle hacim ve eylemsizlik maddenin ortak özelliklerindendir.çevremizde
ELEMENT VE BİLEŞİKLER
 ELEMENT VE BİLEŞİKLER 1- Elementler ve Elementlerin Özellikleri: a) Elementler: Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere
ELEMENT VE BİLEŞİKLER 1- Elementler ve Elementlerin Özellikleri: a) Elementler: Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Ötektik bileşim Birbirlerini sınırlı
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Ötektik bileşim Birbirlerini sınırlı
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı
 CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı Bileşen deyimi, çoğunlukla alaşımı oluşturan saf metaller ve/veya bileşikler için kullanılır. Örneğin bir bakır-çinko alaşımı olan pirinçte Cu ve Zn,
CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı Bileşen deyimi, çoğunlukla alaşımı oluşturan saf metaller ve/veya bileşikler için kullanılır. Örneğin bir bakır-çinko alaşımı olan pirinçte Cu ve Zn,
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM
 MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,