Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
|
|
|
- Canan Büyük
- 10 yıl önce
- İzleme sayısı:
Transkript
1 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU

2 Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Genellikle basınç esaslı yoğunlaştırma teknikleri büyük taneli (yumuşak) tozlara, sinterleme esaslı yoğunlaştırma teknikleri ise küçük taneli tozlara uygulanır. Toz yoğunlaştırması (densifikasyon) aşağıda tanımlanan üç yöntemden biri ile sağlanır. 1- Düşük yoğunlukta ön şekillendirilmiş parçanın sinterleme ile yoğunluştırılması 2- Yüksek yoğunlukta presleme ve sonrasında sinterleme 3- Tam bir yoğunluğun eldesi için eş zamanlı presleme ve sinterleme

3 Tozların Şekillendirilmesi Tozlar basınç uygulandığında, önce birbirleri üzerinde kayarlar daha sonra da yüksek basınçlarda şekil değiştirerek yoğunlaşma gerçekleşir. Dolayısıyla başlangıç aşamasında düşük basınçlarda yoğunluk artışı hızlıdır, gözenekler kapandıkça tozların yoğunlaşmaya karşı dirençleri artar. Sonuç olarak toz sertliği en önemli kavramdır fakat sıkıştırma sırasında soğuk şekil değişimi ile artan sertlik etkiside unutulmamalıdır. Şekilde gösterildiği gibi uygulanan basınçla birlikte yoğunlaştırmanın başlangıç hızı yüksektir. Deformasyonun devam etmesi ile birlikte uygulanan basınc-yoğunluk eğrisinin eğimi partiküller arası soğuk sertleşmeden dolayı azalır.

4 Tozların Şekillendirilmesi Tozlar kalıpta sıkıştırılır. Başlangıç yoğunluğu görünür yoğunluktur. Bu aşamada her bir parçacık 4-6 parçacıkla temas halindedir. Bu kavramsal olarak koordinasyon sayısı olarak ifade edilir. Partiküller arasında bir bağ oluşumu yoktur. Basınç uygulandıkça partiküller yerleşir, şekil değiştirir ve aralarında bağlar oluşmaya başlar. Şekil değiştirme partiküllerin sertliğini arttırdığında sıkıştırmaya devam etmek için daha yüksek basınç uygulamak gerekir. Toz cinsi ve kalıp malzemesine bağlı olarak en üst sıkıştırma basıncı 1000 MPa değerlerine çıkabilir.

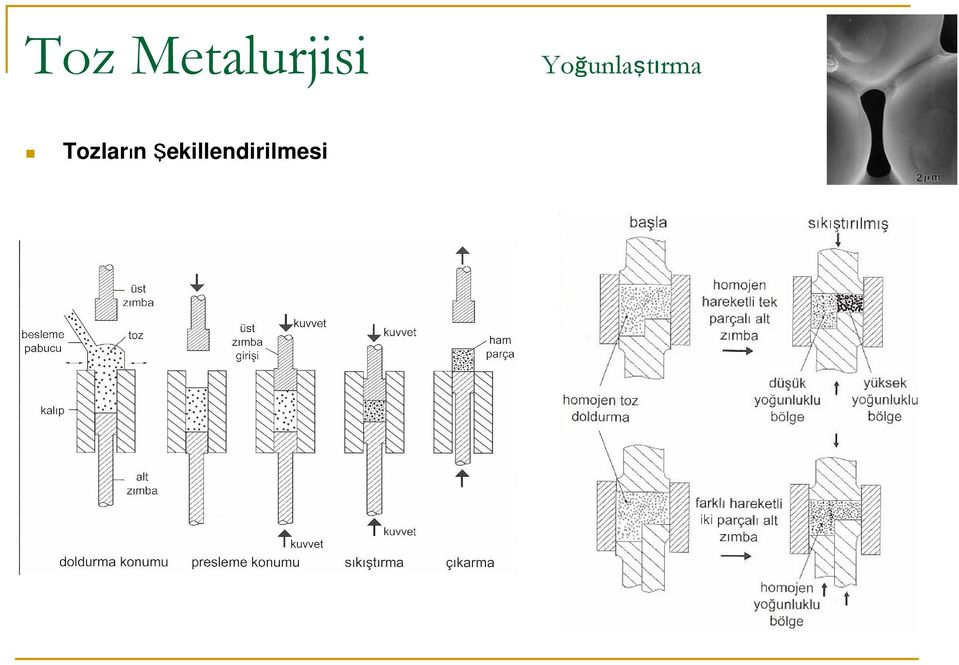
5 Tozların Şekillendirilmesi Kalıpta sıkıştırma genelde tek eksende yapılır. Sistem kalıp gövdesi, zımba veya iticilerden oluşur. Yönteme göre kalıp malzemesi ve basınç eksenleri değişiklik gösterebilir.

6 Tozların Şekillendirilmesi Presleme sırasında gerçekleşen hareketler Toz doldurmak için üst zımba yukarı çekilir. Doldurulacak tozun yükseliği alt zımba ile belirlenir. Toz beslenir. Bu konumda tozun akış özellikleri çok önemlidir. Doldurulacak tozun kalıbın merkezinde kalması için alt zımbanın konumu ayarlanır. Sıkıştırma sırasında alt ve üst zımbalar kalıbın merkezine doğru hareket ettirilir. Üst zımba geri çekilir. Alt zımba ile parça itilir ve çıkarılır. Seri üretim için bu çevrim sürekli tekrarlanır.

7 Tozların Şekillendirilmesi Presleme sonrası yoğunluk ham yoğunluktur. Bu durumdaki mukavemete ise ham mukavemet denir. Basınç her iki zımba tarafından uygulanırsa, çift hareketli presleme, tek zımba tarafında yapılırsa tek hareketli presleme denir. Çift yönlü preslemede yoğunluk daha homojendir.

8 Tozların Şekillendirilmesi Preslemeden sonra ham parça kalıbın içinde kilitlenmiş durumdadır, Parçayı kalıptan çıkarmak için gerekli kuvvete çıkartma kuvveti denir. Bu aşamada çıkarma kuvvetini azaltmak ve kalıbı korumak için yağlayıcılar kullanılır. Zımbaya yakın yerlerde yoğunluk yüksektir. İçe doğru gittikçe yoğunluk gradyanı oluşur.

9 Tozların Şekillendirilmesi Kalıba doldurulduktan sonra partiküllerin temas sayısı 4-6 arasındadır. Sıkıştırma sırasında kuvvet daha fazla parçacıklara dağıldıkça koordinasyon sayısı artar. Tam yoğunlukta koordinasyon sayısı 14 e yaklaşır. Yapı dörtgen ve altıgenlerden oluşan bir çokgene dönüşür.

10 Tozların Şekillendirilmesi
11 Kalıp Malzemeleri ve özellikleri Az sayıda parça üretileğinde takım çelikleri Yüksek basınç ve yüksek miktarda üretim için sert metal kalıplar kullanılır. Çelik bir zımba 700 MPa sıkıştırma basıncı altında % 0,3, sert metal zımba ise % 0,1 boyut değişimi gösterir. Bunların yanında uygulama alanına göre grafit kalıpların kullanımı da yaygındır. Kalıpta kısa sürede hasar oluşuyorsa seçilen kalıp malzemesinin yetersiz olduğu anlaşılır. Uzun ömürlü hasarlar ise genellikle kalıbın talaşlı imalatı hatalarından kaynaklanan yorulma kırılmalarıdır. Bu nedenle keskin köşelerden kaçınılır ve çizikleri gidermek için kalıplar çok iyi parlatılır. Kalıplara uygulanan kaplama sayesinde aşınma dirençleri arttırılabilir. Özellikle TiN ve TiC... Kalıp elemanlarının hareketi sırasında aradaki boşluklardan toz girmemesi için parçalar sıkı geçmeli.

12 Sinterleme Birbirine temas eden partiküllerin yeterli sıcaklıklarda birbirine difuzyon ile bağlanmasıdır. Kullanılan yönteme göre ergime sıcaklığının altındaki değişen sıcaklıklarda genellikle katı halde atom hareketleriyle oluşabilirken pek çok durumda sıvı faz oluşumuda gerçekleşir. Sinterleme yüksek sıcaklıklarda atomların yayınımı ve küçük partiküllerin yüzey enerjisinin azalmasın bir sonucudur. Toz üretimi ile ortaya çıkan yüzey enerjisi sinterleme ile geri alınır.


13 Sinterleme Partikül boyutundaki azalma ile aray yüzey enerjisi nedeniyle küçük boyutlu partiküller daha hızlı sinterlenir. Fakat bu enerjinin hepsi sinterlemeye harcanmaz. Yüzey enerjisi azalırken ortaya çıkan tane sınırları nedeniyle tane sınırı enerjisi artış gösterir. Sinterleme yüksek sıcaklıklarda atomların yayınımı ve küçük partiküllerin yüzey enerjisinin azalmasın bir sonucudur. Toz üretimi ile ortaya çıkan yüzey enerjisi sinterleme ile geri alınır.

14 Sinterleme Sinterleme sırasında atomların hareketi ile parçacıkların birleşmesi ile gözenekler kaybolur. Gözenekler kaybolurken birleşen tanelerde büyümüş olur. Yüksek sıcaklıkta atomların çoğu komşuları ile bağlarını koparacak ve yeni yerlere gidecek düzeyde veya daha yüksek seviyede enerjiye sahiptir. Ergime sıcaklığında atomların sıçrama hızı saniyede 1 milyon düzeyindedir. Dolayısıyla seçilen sinterleme sıcaklığı ergime sıcaklığına yaklaştıkça hareket eden atom sayısı artar v sinterleme hızlanır. Yüksek sıcaklıklarda sıçrayan atomlar rastgele hareket ederler. Bu atomların partikül birleşme yerlerine gitmesiyle yüzey enerjisi azaltılır. Isıtma ile atom sıçrama sayısı arttırılır.

15 Sinterleme Sinterlemenin göstergesi boyun boyut oranıdır. Sinterlemede itici güç yüzey enerjisinin azaltılmasıdır. Rastgele atom hareketleri sırasında atomlar mikroyapıdaki boşlukları doldurur. P eğrilik yarıçapı. Küçük partiküller yüzeylerinde yüksek gerilmelere sahiptir. Birleşerek düşük gerilmeli büyük partiküller oluştururlar.

16 Sinterleme Sinterlemenin göstergesi boyun boyut oranıdır. Düz bir yüzeyde gerilme yoktur. Sinterleme sırasında iç bükey yüzeyler basma, dış bükey yüzeyler çekme gerilmesi altındadır. Doğal durum, asfalt örneğinde olduğu gibi yüzeyi düz haline getirme doğrultusundadır. Dış bükey yüzeyler iç bükey yüzeyleri doldurarak bir nevi hareket ederler.

17 Sinterleme Partiküller yüzeyleri ve tane sınırları düzensiz atom kümelerinden oluştuklarından yüksek enerjili yörelerdir. Sinterleme başlayınca temas noktasıda bu tarz bir yapıya sahip olur. Partiküller üzerinde herhangi bir yük basınç olmasa bile temas nokları basma gerilmeleri altındadır. Dolayısıyla basıncın olmadığı çok çok uzun sürelerde bile sinterleme tamamlanabilir. Basınç süreyi kısaltmak için önemli bir parametredir.

18 Sinterleme Laplace teoreminden 10 mikrometrelik partiküller arasında 0,4 MPa çekme ve 9 MPa basma gerilmesi vardır. Küçük bir boyunda gerilme gradyanı oldukça fazla olabilir. Bu sayede dış bükey bölgeden iç bükey bölgeye kütle transportu için yeterli itici güç bulunmuş olur. Bu sebeple küçük partiküller daha düşük sıcaklıklarda sinterlenir. Gerilme gradyanındaki etkinin yanında, küçük partiküllerde boyun bölgesinin doldurulması için daha az sayıda atom gerekmeside önemlidir. Atomların katetmeleri gereken mesafe daha kısadır. TÜM BU ETKENLER NEDENİYLE KÜÇÜK BOYUTLU PARTİKÜLLER DAHA HIZLI SİNTERLENİR.

19 Sinterleme Sinterleme sırasında partiküller arasındaki temasın ardından her noktada bu temas noktası tane sınırına dönüşür. Uzun süre sinterleme ile iki parçacık tamamen birleşerek çapı başlangıç çapının 1,26 katı olan tek küresel parçacıklar oluşur. Bağ sayısı sadece iki adet değildir. Koordinasyon sayısı nekadarsa o kadar bağ oluşur.

20 Sinterleme Sıkıştırma öncesi temas noktaları çok küçüktür. Bu nedenle ilk gözenek şekilleri köşeli ve düzensizdir. Boyun büyüdükçe kavis azalır, itici güc azalır, proses yavaşlar. Ara aşamada gözenekler yuvarlaklaşır fakat hala yeterli itici güç bulunmaktadır. Gözenekler yuvarlaklaşsada hala birbirleriyle bağlantılıdırlar. İlerleyen sinterleme ile taneler büyür, gözenekler küçülür. Son aşamada gözenekler kapalı ve küresel hale gelir.

21 Sinterlemede boyut değişimi
22 Sinterleme Sıvı Faz Sinterleme Sinterleme sırasında düşük ergime dereceli malzemenin ıslatma özelliğinden yararlanılır. Islatma katının sıvı içinde kısmen veya tamamen çözündüğü durumlarda gerçekleşir. Bu şartlarda yayınım hızı katı hal yayınımından çok daha fazladır. TiC-Ni, WC-Co ve Cu-Sn en önemli örneklerdir.
23 Sinterleme Sıvı Faz Sinterleme Başlangıçta, ısıtma ile partiküller katı hal sinterlemesi ile birbirlerine bağlanır. İlk sıvı oluştuğunda tanelerin yeniden düzenlenmesi ile hızlı bir yoğunluk artışı olur. Oluşan sıvı katı fazı ıslatır ve yeniden düzenlenmeyi sağlar. Sıvı katı atomları taşır (tekrar çökelme). Bu aşamada küçük boyutlu katı fazlar sıvı içinde çözünür ve büyük boyutlu tanelerin üzerine çökelir.
24 Sinterleme Sıvı Faz Sinterleme Katı tane çözünürlüğü tane boyutu ile ters orantılıdır. Zamanla tane sayısı azalır tane boyutu artar.
25 SON
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
ELASTİK PLASTİK. İstanbul Üniversitesi
 ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Mekanizma ve etkileyen faktörler Difüzyon
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Mekanizma ve etkileyen faktörler Difüzyon İçerik Difüzyon nedir Difüzyon mekanizmaları Difüzyon eşitlikleri Difüzyonu etkileyen faktörler 2 Difüzyon nedir Katı içerisindeki
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Mekanizma ve etkileyen faktörler Difüzyon İçerik Difüzyon nedir Difüzyon mekanizmaları Difüzyon eşitlikleri Difüzyonu etkileyen faktörler 2 Difüzyon nedir Katı içerisindeki
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Boya eklenmesi Kısmen karışma Homojenleşme
 DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net [email protected]
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Gelin bugün bu yazıda ilkokul sıralarından beri bize öğretilen bilgilerden yeni bir şey keşfedelim, ya da ne demek istediğini daha iyi anlayalım.
 Kristal Yapılar Gelin bugün bu yazıda ilkokul sıralarından beri bize öğretilen bilgilerden yeni bir şey keşfedelim, ya da ne demek istediğini daha iyi anlayalım. Evrende, kimyasal özellik barındıran maddelerin
Kristal Yapılar Gelin bugün bu yazıda ilkokul sıralarından beri bize öğretilen bilgilerden yeni bir şey keşfedelim, ya da ne demek istediğini daha iyi anlayalım. Evrende, kimyasal özellik barındıran maddelerin
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TOZ MALZEME TEKNOLOJİSİ-10. Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
CALLİSTER - SERAMİKLER
 CALLİSTER - SERAMİKLER Atomik bağı ağırlıklı olarak iyonik olan seramik malzemeler için, kristal yapılarının atomların yerine elektrikle yüklü iyonlardan oluştuğu düşünülebilir. Metal iyonları veya katyonlar
CALLİSTER - SERAMİKLER Atomik bağı ağırlıklı olarak iyonik olan seramik malzemeler için, kristal yapılarının atomların yerine elektrikle yüklü iyonlardan oluştuğu düşünülebilir. Metal iyonları veya katyonlar
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Şekillendirme yöntemine göre, bir parçada şekillendirme sonunda %5-35 su vardır. Bir seramik çamurunun içindeki yoğrulma suyu üç durumda bulunur.
 KURUTMA Sinterleme öncesi üründe kalan su uzaklaşmazsa sinterleme sonrası porlardaki suyun ısınması ile aniden oluşan aşırı hacim genleşmesi ürünün çatlamasına neden olabilir. Şekillendirme yöntemine göre,
KURUTMA Sinterleme öncesi üründe kalan su uzaklaşmazsa sinterleme sonrası porlardaki suyun ısınması ile aniden oluşan aşırı hacim genleşmesi ürünün çatlamasına neden olabilir. Şekillendirme yöntemine göre,
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir.
 SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
GENEL KİMYA. Yrd.Doç.Dr. Tuba YETİM
 GENEL KİMYA MOLEKÜLLER ARASI KUVVETLER Moleküller Arası Kuvvetler Yüksek basınç ve düşük sıcaklıklarda moleküller arası kuvvetler gazları ideallikten saptırır. Moleküller arası kuvvetler molekülde kalıcı
GENEL KİMYA MOLEKÜLLER ARASI KUVVETLER Moleküller Arası Kuvvetler Yüksek basınç ve düşük sıcaklıklarda moleküller arası kuvvetler gazları ideallikten saptırır. Moleküller arası kuvvetler molekülde kalıcı
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET
 ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MALZEME BİLGİSİ DERS 5 DR. FATİH AY. www.fatihay.net [email protected]
 MALZEME BİLGİSİ DERS 5 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA BAĞ KUVVETLERİ VE ENERJİLERİ ATOMLARARASI BİRİNCİL BAĞLAR İKİNCİL VEYA VAN DER WAALS BAĞLARI MOLEKÜLLER BÖLÜM III KATILARDA
MALZEME BİLGİSİ DERS 5 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA BAĞ KUVVETLERİ VE ENERJİLERİ ATOMLARARASI BİRİNCİL BAĞLAR İKİNCİL VEYA VAN DER WAALS BAĞLARI MOLEKÜLLER BÖLÜM III KATILARDA
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Kristalleşme ve kusurlar Kristal Yapılar
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Kristalleşme ve kusurlar Kristal Yapılar İçerik Kristalleşme Kristal yapı kusurları Noktasal kusurlar Çizgisel kusurlar Düzlemsel kusurlar Kütlesel kusurlar Katı
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Kristalleşme ve kusurlar Kristal Yapılar İçerik Kristalleşme Kristal yapı kusurları Noktasal kusurlar Çizgisel kusurlar Düzlemsel kusurlar Kütlesel kusurlar Katı
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
Manyetik Alan. Manyetik Akı. Manyetik Akı Yoğunluğu. Ferromanyetik Malzemeler. B-H eğrileri (Hysteresis)
") Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
PLASTİK ŞEKİL VERME YÖNTEMİ
 PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
DENEYİN ADI: Döküm Kumu Deneyleri. AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi.
 DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ATOMSAL YAPI TÜRLERİ Metalik malzemelerin çoğu küçük kristal kümeciklerinden oluştuğundan polikristal adını alırlar. Bu kristal kümeciklerinin
 ATOMSAL YAPI TÜRLERİ Metalik malzemelerin çoğu küçük kristal kümeciklerinden oluştuğundan polikristal adını alırlar. Bu kristal kümeciklerinin kristal yapısıda kendi içinde düzenlidir. Kristal kümeciklerinin
ATOMSAL YAPI TÜRLERİ Metalik malzemelerin çoğu küçük kristal kümeciklerinden oluştuğundan polikristal adını alırlar. Bu kristal kümeciklerinin kristal yapısıda kendi içinde düzenlidir. Kristal kümeciklerinin
MADDE NEDİR? Çevremize baktığımızda gördüğümüz her şey örneğin, dağlar, denizler, ağaçlar, bitkiler, hayvanlar ve hava birer maddedir.
 MADDE NEDİR? Çevremize baktığımızda gördüğümüz her şey örneğin, dağlar, denizler, ağaçlar, bitkiler, hayvanlar ve hava birer maddedir. Her maddenin bir kütlesi vardır ve bu tartılarak bulunur. Ayrıca her
MADDE NEDİR? Çevremize baktığımızda gördüğümüz her şey örneğin, dağlar, denizler, ağaçlar, bitkiler, hayvanlar ve hava birer maddedir. Her maddenin bir kütlesi vardır ve bu tartılarak bulunur. Ayrıca her
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
Bölüm 3 - Kristal Yapılar
 Bölüm 3 - Kristal Yapılar Katı malzemeler, atomların veya iyonların oluşturdukları düzene göre sınıflandırılır. Kristal malzemede uzun-aralıkta atomsal ölçekte tekrarlayan bir düzen mevcuttur. Katılaşma
Bölüm 3 - Kristal Yapılar Katı malzemeler, atomların veya iyonların oluşturdukları düzene göre sınıflandırılır. Kristal malzemede uzun-aralıkta atomsal ölçekte tekrarlayan bir düzen mevcuttur. Katılaşma
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken