PEKİŞTİRME VE PRESLEME TEKNİKLERİ. Doç. Dr. Nil TOPLAN SAÜ. 2015
|
|
|
- Özlem Özgür
- 7 yıl önce
- İzleme sayısı:
Transkript
1 PEKİŞTİRME VE PRESLEME TEKNİKLERİ Doç. Dr. Nil TOPLAN SAÜ
2 2
3 3


4 4
5 5
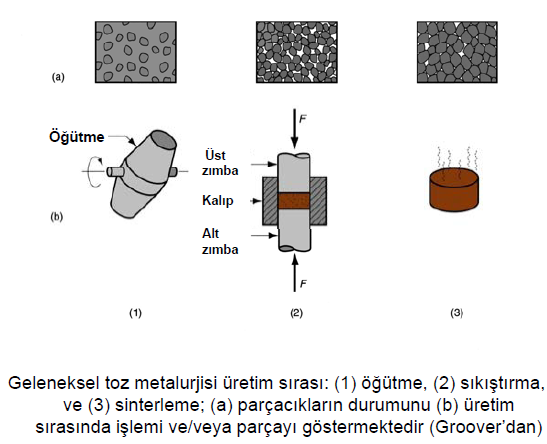
6 Toz Karıştırma ve Harmanlama Presleme ve sinterlemede başarılı sonuçlar için, başlangıç tozları homojen hale getirilmelidir. Harmanlama - aynı kimyasal bileşimde ancak farklı parçacık boyutlarındaki tozlar birbiriyle karıştırılır. Gözenekliliği azaltmak için farklı boyutta tozlar harmanlanır. Karıştırma farklı kimyasal bileşime sahip tozların karıştırılmasını ifade eder. (a) dönen tambur, (b) dönen çift koni; (c) vidalı karıştırıcı; ve (d) bıçaklı karıştırıcı. 6
7 Tozlar dengeli homojen karışım verecek şekilde karıştırılmalı ve bu karışım, kalıbın bütün bölgelerinden akacak şekilde olmalıdır. Karıştırma zamanı, sonradan gelecek işlemlerdeki malzeme davranışlarına ve üretilecek parçanın özelliklerine etki eder. Kalıp aşınmasını en aza indirgemek ve sıkıştırma basıncını azaltmak için yağlayıcıların bütün tanelere yapıştırılması gerekir. 7
8 Metalik tozlar, yağlayıcılar ve isteğe bağlı alaşım elementleri ile homojen bir karışım elde etmek için karıştırılır. Karışım içerisine genellikle % arası yağlayıcı eklenir. Metalik stearit ve parafin en çok kullanılan yağlayıcılardır. Yağlayıcı kullanmanın ana amacı, toz kütleleri ile takım yüzeyleri ve kalıp duvarları arasındaki sürtünmeyi azaltmak, tozların sıkıştırma esnasında kaymalarını sağlamaktır. Bunlar parçanın tabanından tavanına kadar düzgün bir yoğunluğun oluşmasına yardımcı olur. Sürtünmenin azalması parçaların kalıptan kolayca çıkmasını da sağlar. Önceden alaşımlandırılmış tozlara alternatif olarak alaşım elemanları karıştırma aşamasında da birbirine katılabilir. 8
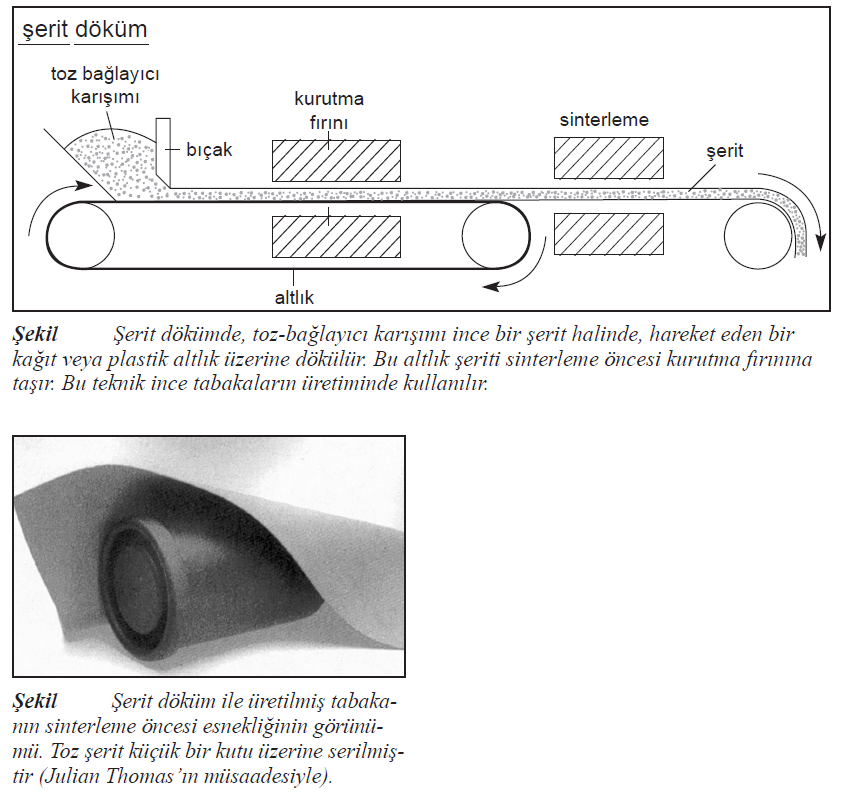
9 Presleme Yöntemleri Tozların şekillendirme metodları: Kalıpta hidrolik presleme (sıkıştırma), İzostatik presleme Yüksek enerjili presleme, Ekstrüzyonla, enjeksiyon presleme Titreşimle sıkıştırma, Slip döküm, şerit döküm. 9
10 Sıkıştırmanın temel amacı, toz partiküllerinin istenilen şekle dönüştürülmesi için, yapıya kendi ağırlığını taşıyabilecek kadar yoğunluk ve dayanım kazandırılmasıdır. Sıkıştırma bir yük altında serbest yapıdaki toz parçacıklarının istenilen şekle ve forma dönüştürülmesi için yoğunluk kazandırma işlemi olarak tanımlanabilir. Değişik sıkıştırma teknikleri olmakla beraber en yaygın kullanılanı tek eksenli bir kalıp ile basma işlemidir. Tek eksenli kalıp ile sıkıştırma tekniği kesintisiz üretim, otomasyon sistemleri, yüksek miktarlarda metal ve seramik parçalar ile ilaç ve patlayıcı endüstrisinde yaygın kullanım alanına sahiptir. 10
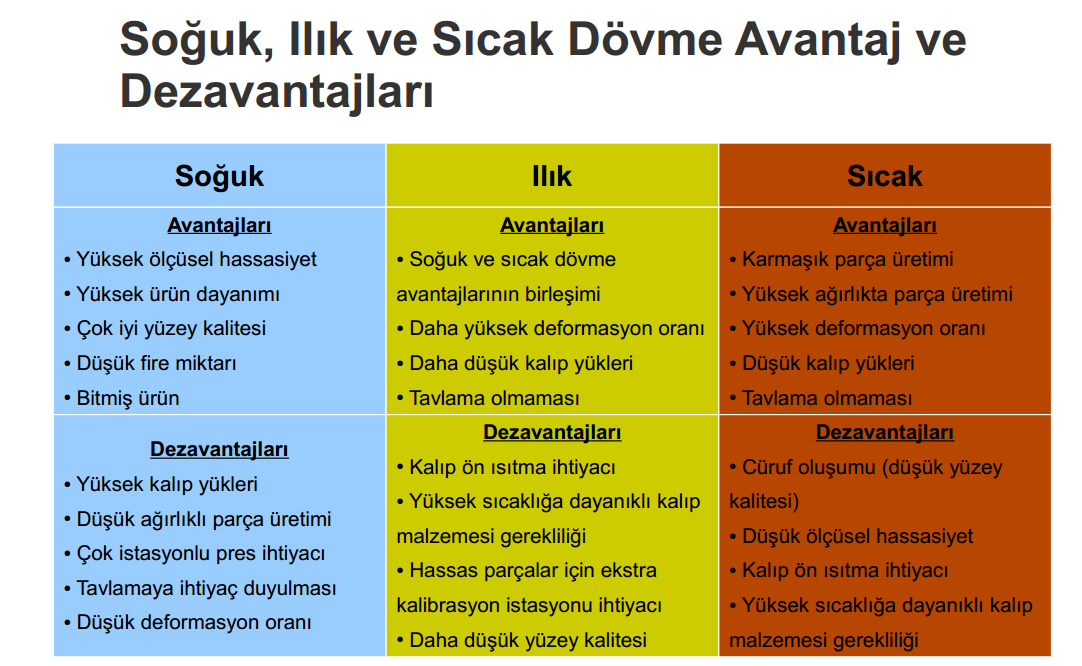
11 Sıkıştırma, eksenel, izostatik ve hacim deformasyonu olarak üç farklı yöntemde gerçekleştirilir. Eksenel sıkıştırma; tek ve çift etkili olabildiği gibi soğuk, sıcak ve ılık sıkıştırma şeklinde de olabilmektedir. İzostatik sıkıştırma soğuk ve sıcak olmak üzere iki farklı şekilde uygulanabilir. Hacimsel deformasyon işlemleri ise, toz dövme, toz extrüzyon ve toz haddeleme olarak uygulanmaktadır. 11
12 Hidrolik Presleme En yaygın sıkıştırma yolu, bir çelik veya sert metal kalıp içerisinde basınç altında eksenel preslemedir. Tek bir operasyonla karmaşık parçaları yüksek üretim hızıyla (dakikada yak. 25 parça) üretmek mümkündür. Presleme sonrası parça kalıptan çıkarılabilecek yeterli mukavemete sahiptir ve sinterleme öncesi taşıma işlemleri yapılabilir. Yüksek basılabilme kabiliyetindeki demir tozları 800 MPa basınç altında 7.3 g/cm 3 (veya % 93 teorik yoğunluk) yoğunluğa ulaşabilir. Ilık presleme kullanılarak, özel yağlayıcı katılmış toz 130 ºC ye ve kalıp 150 ºC ye ısıtılır, yoğunluk soğuk preslemeye göre 0.2 g/cm 3 daha artırılabilir. Ilık preslenmiş parçalar sinterleme öncesi talaşlı imalat için gerekli olan mukavemete sahiptirler. Ham parçanın talaşlı imalatı kesici takım aşınmasını hemen hemen ortadan kaldırır. 12
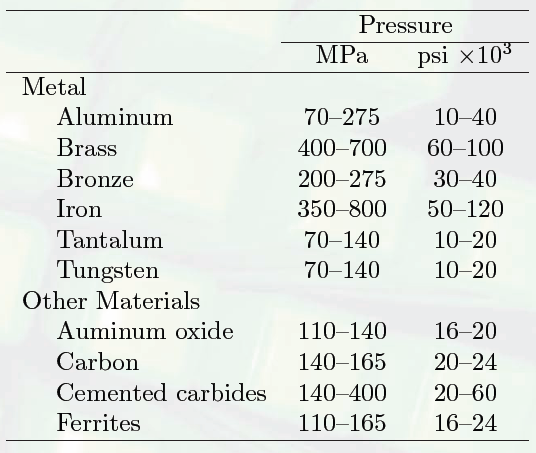
13 Presleme işleminde genellikle hidrolik, mekanik ve pinomatik presler kullanılmaktadır. Preslerin uyguladıkları basınç değerleri MPa arasındadır ve pratikte kullanılan basınç değerleri ise genellikle MPa arasındadır. Preslerin büyük bir kısmının kapasitesi 100 ton civarındadır. Son zamanlarda ton kapasiteli presler yapılmıştır ve hatta 3000 tonluk presler de üretilmiştir. T/M ürünlerin kesit alanı maksimum 2000 mm² dir. Ancak, yüksek kapasiteli özel preslerin kullanılması halinde bu değer 6500 mm² ye kadar çıkabilmektedir. Uygulamaların çoğunluğunda, toz karışımı, yerçekimi etkisiyle kalıbı doldurur, fazla kısımlar alınır ve tozu sıkıştırmak için pres kapatılır. Toz miktarı için hacim veya ağırlık esasına göre bir başlangıç ölçüsü oluşturulur. 13
14 Sıkıştırma - tozlara üretimi istenen parçanın şeklini vermek ve istenen oranda gözeneklilik sağlamak gibi amaçlar için yapılır. Şekillendirme sırasında hem toza şekil vermek ve hem de daha yüksek yoğunluk elde etmek için dışarıdan bir basınç uygulamak gerekir. Sıkıştırma üç aşamada ele alınabilir: 1. Sıkıştırma basıncının ilk uygulanmasına müteakip partiküllerin yer değiştirmesi ve yeniden pozisyon belirlemesi gerçekleşir. Plastik şekil değiştirme yoktur. Kısmi olarak bazı partiküllerde mekaniksel kırılmalar olabilir. Bu aşamada partikül boyutu, toz boyut dağılımı, partikül şekli ve yüzey özellikleri ile partiküller arası sürtünme önemli rol oynar. 14
15 2. Toz sıkıştırmanın ikinci aşamasında elastik ve plastik deformasyon faktörleri baskındır. Bu aşamada tanecikler arası soğuk şekillendirmeye bağlı bağlar oluşabilir. Ayrıca partiküllerin mekanik kilitlenmeleri ile partikül-partikül etkileşimleri bu aşamada önem kazanan durumlardır. 3. Presleme basıncının arttığı sıkıştırmanın son aşamasında toz taneciklerinin kırılması ve plastik deformasyon ile boşlukların doldurulması sağlanmış olur. Bu aşamada toz tanecikleri arasında soğuk kaynak olabilir. En üst şekil, basınçla gözenekliliğin azaldığını, ortadaki yeniden paketlenen tanecik başına ortalama temas sayısını en alttaki de temas alanını gösterir. 15
16 Geleneksel sıkıştırma yöntemi, zıt yönlü zımbaların tozları bir kalıp içinde eksenel olarak sıkıştırdığı preslemedir. Sıkıştırıldıktan sonraki parça yaş sıkıştırma olarak adlandırılır; buradaki yaş terimi, henüz sinterlenip tam katılaşmamış anlamındadır. Yaş mukavemet tozları bir arada tutmaya yeter, ancak sinterlenme sonrası mukavemet değerinin çok altındadır. Eğer tek zımba kullanılırsa, en yüksek yaş yoğunluk hemen zımba yüzeyinin altındaki kısımda oluşur ve zımbadan uzaklaştıkça azalır. Çift zımba kullanılması daha düzgün dağılımlı bir yaş yoğunluk elde edilmesini sağlar. Tozların preslenmesi 16
17 17
18 18
19 Kalıpta Tek Yönlü Sıkıştırma Bu sıkıştırma yönteminde pres tek yönlü kuvvet uygular. Üst zımba kalıp boşluğuna girerek sıkıştırılacak tozu sabit olan alt zımbaya kalıp boşluğunda sıkıştırır. Tek yönlü sıkıştırmada tozlar arası ve tozlarla kalıp yüzeyi arasında oluşan sürtünme düzensiz bir basınç dağılımına neden olur. Uygulanan sıkıştırma kuvveti kalıp boyunca düzenli olarak uygulanamadığında sıkıştırılan parçadaki yoğunluk homojen bir dağılım göstermemektedir. Yoğunluk hareketli zımbaya yakın bölgelerde daha yoğun, sabit zımbaya doğru giderek azalmaktadır. 19

20 Çift Yönlü Sıkıştırma Çift yönlü sıkıştırmada toz alt ve üst zımba tarafından aynı anda sıkıştırılmaktadır. Alt ve üst zımba tarafından eşit veya farklı basınç uygulanabilir. Çift yönlü sıkıştırmada sıkıştırılan parçaların yoğunluk dağılımı, tek yönlü sıkıştırma yöntemi ile elde edilen parçaların yoğunluk dağılımından daha homojendir. Farklı kalınlığa sahip kesitlerde daha homojen sıkıştırma uygulaması 20
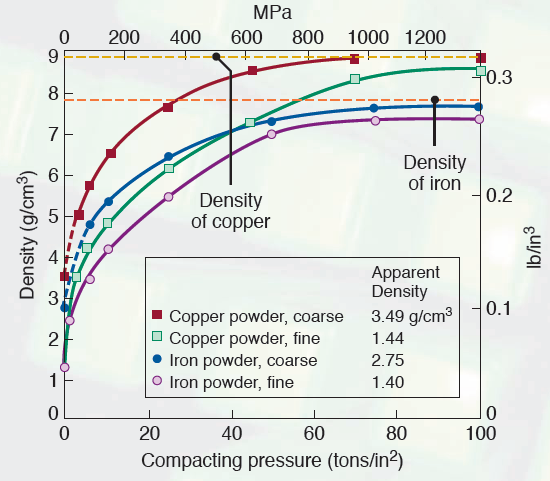
21 Yoğunluk Gerçek yoğunluk Sıkıştırma basıncı
22
23
24 24
25 25
26 İzostatik Presleme Bu yöntem, esnek bir malzemeden yapılan kalıp içerisine hammaddenin doldurulması ve hidrolik bir basınç uygulanarak malzemenin şekillendirilmesi esasına dayanır. Bu yöntemle üretim yapılmadan önce 30 MPa dan daha düşük bir basınçta ön şekillendirmenin yapılması gereklidir. Boy/çap oranı fazla olan parçalar bu yöntemle sıkıştırılabilirler. Sıkıştırma basıncı bir gaz/sıvı yardımıyla parçaya her yönden ve eşit olarak uygulanır. Akışkanların bilinen özelliğinden faydalanılarak herhangi bir noktaya uygulanan basınç bütün yönlere aynı değerde etki yapar. Bundan dolayı sıkıştırılan parçanın yoğunluğu her noktada aynı değerde olur. İzostatik sıkıştırma kuru kalıp ve yaş kalıp olmak üzere iki şekilde yapılır. 26
27 Tozların kalıp içerisinde tek yönlü basılmasında hareketli piston ile kalıp yüzeyi ve tozlarla kalıp yüzeyi arasında meydana gelen sürtünme nedeni ile uygulanan gerilme tüm tozlara eşit olarak iletilemez. Bu durum özellikle aspekt oranı (L/D; L=Yükseklik, D=Genişlik) büyük olan parçalarda homojen olmayan yoğunluk dağılımına neden olur. Parça içyapısındaki homojen olmayan bu yoğunluk dağılımı nedeniyle basılmış parçalar sinterleme sırasında farklı boyutsal daralma miktarları nedeniyle şekilsel deformasyonlara maruz kalabilirler. Bunun giderilmesi için düşük gerilmeler altında basılan numuneler soğuk veya sıcak izostatik basma denen ve yüksek gerilme altında bir akışkan yardımı ile sıkıştırma sağlayan sistemlerde homojen dağılımlı ve yüksek yoğunluklu parçalara dönüştürülebilirler. 27
28 CIP de kompakt hale getirilmiş olan parçaya, yüksek sıcaklık sinterlemesi uygulanarak daha yüksek yoğunluğa sahip ürünler elde edilmektedir. Bu yöntemde kullanılan kalıplar dayanıklı esnek kauçuk ve sentetik malzemelerden yapılır. Böylece basıncın ürünü meydana getirecek toz üzerine homojen bir şekilde tatbik edilmesi sağlanır. 28
29 29

30 30

31 CIP in avantajları; Üniform basınç nedeniyle parçanın yoğunluğu yüksek ve üniformdur, Boy /çap oranı yüksek olan ve bu nedenle diğer tekniklerle preslenemeyen parçalar üretilebilir, Karmaşık şekilli, oyuklu ve ince kesitli parçaların üretimi mümkündür, Toz kalıp sürtünmesi olmadığından preslemeden önce metal tozlarının yağlayıcı ile karıştırılma zorunluluğu yoktur. Preslemede kullanılan kalıplar rijit kalıplardan daha ucuzdur. 31
32 İzostatik preslemenin bazı dezavantajları; Rijit kalıplarda preslenmiş parçaların boyut kontrolü izostatik preslemeden daha hassastır, Rijit kalıplarda presleme ile elde edilen yüzey düzgünlüğü izostatik preslemeden daha yüksektir. Genel olarak izostatik presleme hızı rijit kalıplarda presleme hızından çok düşüktür. Ancak, geliştirilmiş izostatik presleme tekniklerinde üretim hızı yükseltilmiştir. İzostatik preslemede kullanılan kalıp malzemesi rijit kalıplardan daha ucuz olmakla beraber kullanım ömrü çok daha kısadır. 32
33 Sıcak İzostatik Presleme Sıcak izostatik presleme operasyonunda presleme ve sinterleme aynı anda gerçekleştirilir. Bu yöntem daha çok ergime sıcaklıkları yüksek sert metal ve alaşım tozların şekillendirilmesinde kullanılır. Toz karışım hava ile teması tamamen önlenecek şekilde vakumlu bir kap içine yerleştirilir ve takibinde yüksek sıcaklık-yüksek basınç altında kalıplama gerçekleştirilir. Demir ve çelik tozlar için MPa basınç, 1250 o C sıcaklık gibi. Elde edilen ürün yoğunluğu ideale (% 92-95) yakındır. Özellikler homojen ve yüksek yoğunlukludur. Nihai boyut ve geometriye ulaşılabilir. Küçük parçalara uygulanabilir. 33 İşlem süresi uzundur.
34 CIP den Tek farkı, eş eksenli uygulanan basınçla birlikte basınç kabının ısıtılarak tozların daha az kuvvetle ve daha yüksek yoğunlukta şekillendirilmesidir. 34
35 35
36 CIP de basınç geçirici ortam olarak çeşitli sıvılar kullanılırken HIP de ise inert gazlar kullanılmaktadır. 36
37 Yüksek Enerjili Sıkıştırma (HERF) Pinomatik, mekanik ve patlayıcı gibi sıkıştırmada basınç uygulama teknikleri geliştirilmiştir. Bu yöntem çok yüksek bir basıncın kısa sürede uygulandığı bir yöntemdir. Basınç süresi 50 μs ile 50 ms arasındadır. Bu kısa basınç süresinde malzemeye 10-15x10-3 Psi değerinde basınç uygulanır. 37
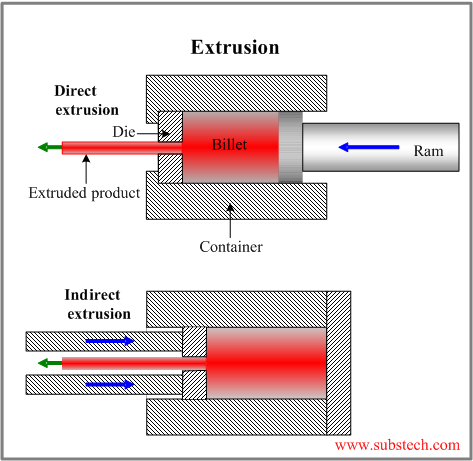
38 Ekstrüzyon Yöntemi ile Sıkıştırma Metal tozlarının şekillendirilmesinde sınırlı ölçüde kullanılan ekstrüzyon yönteminde tozlar kapalı bir kap içine doldurulduktan sonra kabın içerisinin havası vakumla alınır. Kap içerisinde tozlar ısıtılarak ekstrüzyon yoluyla parça üretimi gerçekleştirilir. Ekstrüzyon yöntemi ile üretilen parçalarda yüksek yoğunluk elde edilir. Ekstrüzyon öncesi tozlar ısıtılmış ise ayrıca sinterlemeye gerek yoktur. Ekstrüzyon genellikle daha önce izostatik presleme ile yoğunlaştırılmış metal tozlarına uygulanır. Bu yöntem en çok takım çeliklerinin üretiminde kullanılır. 38
39 Ekstrüzyonda Seramik toz karışımına plastisiteyi sağlamak amacı ile % mertebesinde organik bağlayıcı eklenerek yapışkan bir hale getirilir, Karışım iyice karıştırıldıktan sonra uygun şekildeki kalıptan ekstürize edilir. Bağlayıcı miktarı fazla olduğu için şekillendirme sonrası bağlayıcı giderme işlemi yapılır. 39
40 Ekstrüzyon yönteminin kullanım alanları; Uzunluğu genişliğinden fazla olan çubuk veya tüp gibi seramik parçaların şekillendirilmesinde kullanılır. Alumina, mullit, zirkonyadan fırın tüpleri, Yalıtım malzemeleri, Tüp şeklindeki kapasitörler, Çubuk, Tuğla, fayans gibi sabit kesitli ve simetriye sahip ürünler üretilebilir.
41 Toz ekstrüzyonu ilk defa tungsten tellerinin üretiminde kullanılmıştır. Dekstrin, şeker gibi organik bir madde ile karıştırılan tungsten tozu plastik hale getirildikten sonra ekstrüzyonla tel halinde çekilmiştir. Daha sonra hidrojen atmosferinde ısıtılarak nem ve organik ilaveler buharlaştırılmıştır. Sinterleme işlemi ile nispeten yüksek yoğunlukta tungsten filamanlar üretilmiştir. Günümüz toz metalurjisi teknolojisinde plastifiyon ilavesi ile metal tozlarının ekstrüzyonu oldukça sınırlıdır. İnce kesitli tungsten karbür tüplerle poroz yapılı paslanmaz çelik tüplerin üretiminde kullanılmaktadır. Sinterleme sırasında plastifiyanın uzaklaştırılması sonucu önemli ölçüde çekme meydana geldiğinden boyut kontrolü zordur. 41
42 42
43 43
44 44
45 45
46 Enjeksiyonla Presleme Bir seramik toz-bağlayıcı karışımının bağlayıcı eriyene kadar ısıtılması ve daha sonra parçanın istenen şekli aldığı ve yeniden katılaştığı bir kalıp boşluğu içerisine basınçla doldurulması enjeksiyon kalıplama yönteminin temel prensibini oluşturur. Doldurulmuş kalıbın soğutulması ile katılaştırılan polimer seramik karışımından polimerin kontrollü şartlar altında uzaklaştırılması ile sinterlemeye hazır, kompleks nihai şekilli parçalar elde edilir. 46

47 Enjeksiyonla kalıplamanın tarihi geçmişi 1869 yıllarında iken, metal tozların ilk kez enjeksiyonla kalıplanması ancak 1977 yılında mümkün olmuştur. Konvansiyonel toz metalurjisi teknikleri ile kalıplanmaları mümkün olmayan boşluklu parçalarla, et kalınlığı < 0,6 mm 5 mm arasında olan karmaşık şekilli parçaların (metal ve seramik tozlarının) enjeksiyonla kalıplanmaları mümkündür. 47
48 Hassas dökümle veya talaşlı işlemle üretilen küçük ve karmaşık şekilli parçalar artık günümüzde metal tozlarının termoplastik bir malzeme ile harmanlanarak takiben plastik bir forma gelene kadar ısıtılıp basınç altında kalıp boşluğuna enjeksiyonu ile üretilebilmektedir. Toz enjeksiyon kalıplama yöntemleri polimer üretim süreçlerine oldukça benzer olarak gerçekleşir. Plastik ve akışkan özellikler kazandırmak amacıyla tozlara hacim olarak %8-%20 mertebelerinde termo-plastik polimer bağlayıcılar ve sentetik mumlar katılır. Bunların arasında en çok kullanılanlar polipropilen ve parafin mumlarıdır. Metal toz, organik bir bağlayıcı ile karıştırılarak akışkan ve homojen bir bulamaç haline getirilir sonra C sıcaklık aralığında bir piston/dalgıç vasıtasıyla enjeksiyon makinesine beslenir ve 140 MPa (2000 Psi) mertebesinde basınç uygulanarak hareket halindeki küçük bir açıklıktan geçirilmeye zorlanarak bir kalıba doldurulur. Kalıplama periyodu parça boyutuna bağlı olarak sn arasındadır. 48
49 Kalıptan çıkarılan parçalardaki bağlayıcı malzeme solvent ekstraksiyonu veya kontrollü ısıtma ile buharlaştırılarak uzaklaştırılmaktadır. Daha sonra uygulanan normal sinterleme sürecinde parçalarda %20-25 oranında hacimsel büzülme meydana gelir, yoğunluk ideal koşulların %95 ine kadar yükselir ve özellikleri artar. Bağlayıcının uzaklaştırılması bu prosesin en pahalı ve zaman alıcı yanıdır. 49
50 SEKONDER OPERASYONLAR (DÖVME) Toz Metalurjisi ürünleri çoğu kez sinterleme işleminden hemen sonra kullanılırlar. Bazı ürünler boyutsal hassasiyetinin geliştirilmesi ve bazı spesifik karakteristiklerin kazandırılması amacıyla sekonder işlemlere uğratılırlar. Tekrarlı presleme, zımparalama veya boyutlandırma olarak adlandırılan ikinci bir presleme operasyonu boyutsal toleransları azaltmak amacıyla gerçekleştirilir. Parça kalıba yerleştirilerek ilk basınca eşit veya daha yüksek bir basınçla preslenir. Çok az oranda plastik şekil değişimi meydana gelir. Boyutlar ve detaylar daha belirgin hale gelir. Bu işlemler oda sıcaklığında yapılır ve parça mukavemeti %25- %50 oranında artar. TOZ HADDELEME Haddeleme, gevşek metal tozlarının bir dizi silindir çiftleri arasından geçirilerek şekillendirilmesi işlemidir. Haddeleme işlemi 2 şekilde yapılır: 1)Düşey beslemeli haddelemede metal tozları silindir çiftleri arasına düşey olarak döküldükten sonra haddelenerek şekillendirilir. 2)Yatay beslemeli haddelemede metal tozları silindirik çiftleri arasına yatay olarak döküldükten sonra haddelenerek şekillendirilir. 50
51 51
52 52
53 53
54 54

55 Other Shaping Processes Rolling powder is fed though the roll gap and is used to make coins and sheet metal An example of powder rolling Extrusion has improved properties and parts my be forged in a closed die to get final shape Pressureless compaction gravity filled die and used to make porous parts Ceramic molds molds are made by made by investment casting and the powder is compressed by hot isostatic pressing Spray deposition shape-generation process 55
56 Titreşimle Sıkıştırma Titreşimle sıkıştırma yönteminde sert bir kalıp içerisindeki toza basınç uygulanırken bir yandan da titreştirilir. Bu titreşimler yardımıyla daha az basınçla kalıpta şekillendirmeye eşdeğer bir yoğunluk elde edilir. 56
57 57
58 58
59 Püskürtme şekillendirme yöntemi gaz atomizasyonu yöntemi ile üretilen metal tozlarının bir altlık üzerinde biriktirilmesidir. Gaz jeti tarafından damlacık halinde parçalanmış olan sıvı metal henüz katılaşmadan önüne yerleştirilmiş olan altlıkta birikmeye başlar. Damlacık altlığa çarpar iken yarı katı yarı sıvı durumdadır. Altlığın döndürülmesi veya hareket ettirilmesi ile değişik geometrilerde kaplama elde edilebilir. 59
60
61 Plasma spraying process Arc spraying process 61
 1 (a) Graphite")

62 Results (Plasma powder sprayed oxygen sensor tube) 1 (a) Graphite substrate (b) Coating layer Sakarya University ITSC May Beijing, China
63 Plazma püskürtme kaplama tekniği ile üretilen parça örnekleri 63
64 Tablo V. Brozek ve arkadaşlarının plazma püskürtme tekniği ile seramik membran üretiminde kullandığı 4 farklı ayırma metodu Kaplama Toz boyut aralığı (mm) Besleme Mesafesi (mm) Püskürtme Mesafesi (mm) Altlık Malzeme Ayırma metodu TiB Çelik A B 4 C Çelik A MoSi Çelik B Si[SiC] Mo B Ti-TiN-TiO Grafit D ZrSiO Çelik Mo Grafit Al 2 O Çelik A Al 2 O Çelik C 13TiO 2 Mullit Çelik C A. HCl içinde dağlama, B. 970 C de kısa süreli oksidasyon, C. Termal şok, 64 D sıyırma veya yakma A B D
65 65
66 66
67 67
68
69 Figure Sequence of steps in drain casting, a form of slip casting: (1) slip is poured into mold cavity, (2) water is absorbed into plaster mold to form a firm layer, (3) excess slip is poured out, and (4) part is removed from mold and trimmed
70 70
71 71
72 72
73 73
74 İsteğe bağlı işlemler (İkincil işlemler) Toz metalurjik parça genellikle sinterlemeden sonra kullanıma hazırdır. Ekonomik bakımdan arzu edilmese de sinterleme sonrası bazı işlemlere gerek duyulabilir. 1.İnfilitrasyon 6.Talaşlı imalat işlemi 2.Yağ emdirme 7.Çapak alma 3.Boyutlandırma 8.Birleştirme 4.İkinci presleme 9.Isıl işlem 5.Buharlama işlemi 10.Yüzey kaplama 74
75 İnfiltrasyon Parça içerisindeki birbirleri ile bağlantılı gözenekler, ana metalin sinterleme sıcaklığından daha düşük bir ergime sıcaklığına sahip bir alaşımla doldurulur. Mesela, bakır esaslı alaşımlar sinterleme esnasında demir esaslı parçalara sızarlar. İnfiltrasyon işlemi parçaları sızdırmaz yapar ve mekanik özelliklerde artışa sebep olur. Ancak boyut hassaslığı azalır. İnfiltrasyon işlemi bazı ısıl işlemleri kolaylaştırır. Mesela, birbirine bağlı gözenek kalmadığı için yüzey sertleştirme işleminde sertlik derinliği kontrolü kolaylaşır. Yağ emdirme Sinterlenmiş parçalara yağ ve diğer metalik olmayan malzemeler emdirilerek korozyona karşı koruma artırılır. Kendi kendine yağlamalı yataklar, sinterlenmiş gözenekli yataklara yağ emdirilmesi sonucu ve sadece T/M yöntemi ile üretilir. 75
76 Boyutlandırma Boyutlandırma sinterleme sonrası yapılan ilave presleme işlemidir. Ana amaç, boyut hassasiyetini ve beraberinde yüzey kalitesini artırmaktır. Az miktarda plastik deformasyona ihtiyaç olduğu için orta büyüklükteki basınçlara ihtiyaç vardır. İkinci presleme İstenilen mekanik ve manyetik özelliklerin sağlanmasında gerekli olan parça yoğunluğunu elde etmek için bir gözenek azaltma işlemi olan ikinci presleme kullanılır. Preslenmiş parçanın C arasında ön sinterlenmesi ile yağlayıcılar yanar ve yeniden kristalleşme meydana gelir. Pekleşme ve iç gerilmeler kaldırıldığından malzeme sünekliğini tekrar kazanır. İkinci preslemeden sonra parçalar ikinci defa sinterlenir. 76
77 Buharlama işlemi Bu işlem sadece demir esaslı parçalara uygulanabilir. Parçaları 550 C ye kadar ısıtarak ve onları su buharına maruz bırakarak dış yüzeylerinde ve iç bağlantılı boşluklar boyunca ince bir Fe 3 O 4 tabakası oluşturulur. Buharlama işlemi korozyon mukavemeti, sertlik, basmaya karşı dayanım ve aşınma dayanımında artışa sebep olur. Talaşlı imalat işlemi Sinterlenmiş parçaların üretilmesindeki en önemli çekicilik karmaşık şekiller ve dar toleransa sahip parçaların üretilebilmesi olmasına rağmen, bazı sınırlamalar bulunur. Bundan dolayı frezeleme, delik delme (presleme doğrultusuna dik delikler), diş açma gibi talaşlı imalat operasyonları, kalıpta presleme ile elde edilemeyen şekillerin eldesinde kullanılır. 77
78 Sinterlenmiş metallerin talaşlı imalatı genellikle aynı bileşimdeki döküm-dövme alaşımlarınkinden daha kolaydır. Bundan dolayı kesme hızı ve kesme takımları optimum sonuçları almak için ayarlanmalıdır. Takım ömrünü artırmak için, MnS gibi işlenebilirliği artırıcı katkılar toz ile karıştırılabilir. Sinterleme sonrası bu katkılar yapı içerisinde düzgünce dağılmış olarak kalır ve mekanik özellikleri belirgince etkilemez. Çapak alma Bu işlem, presleme ve talaşlı imalattan kaynaklanan çapakları almak için kullanılır. En yaygın metod tamburlamadır ve bazı durumlarda içinde aşındırıcı toz bulunan sıvı ortamlar kullanılır. 78
79 Birleştirme Karmaşık ve büyük parçalar birleştirme ile üretilebilir. Difüzyonla birleştirme, sinter-birleştirme ve lazer kaynağı gibi birçok birleştirme tekniği vardır. Isıl işlem Alaşımlarda faz dönüşümleri gözenek miktarına değil kimyasal bileşim ve alaşımın homojenliğine bağlıdır. Böylece döküm-dövme alaşımlara uygulanan tüm ısıl işlemler sinterlenmiş malzemeler içinde uygulanabilir. Sertleştirme operasyonu önemli ölçüde mukavemeti ve aşınma direncini artırır, fakat süneklik azalır. Sinterlenmiş parçalarda karbürleme ve karbo-nitrürleme gibi yüzey sertleştirme işlemleri yaygınca kullanılır. 79
80 Yüzey kaplama İhtiyaç duyulduğu zaman, korozyondan korunma kaplama ile gerçekleştirilebilir. Fakat düşük yoğunluktaki parçalar kaplama öncesi elektrotun boşluklara girmesini önlemek için doyurulmalıdır. 80
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016
 Seramiklerin Şekillendirilmesi Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016 SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ İleri teknoloji seramiklerinin
Seramiklerin Şekillendirilmesi Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016 SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ İleri teknoloji seramiklerinin
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Teknolojik Seramikler-4. Yrd. Doç. Dr. Nuray Canikoğlu
 Teknolojik Seramikler-4 Yrd. Doç. Dr. Nuray Canikoğlu 2 Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir. Bu yüzden bunları yapmak için kullanılan
Teknolojik Seramikler-4 Yrd. Doç. Dr. Nuray Canikoğlu 2 Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir. Bu yüzden bunları yapmak için kullanılan
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
TOZ METALURJİSİ (T/M)
") TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ
 5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4 Şekillendirme Yöntemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir.
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4 Şekillendirme Yöntemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir.
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
EKSTRÜZYON. Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir.
 EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
ME220T Tasarım ve İmalat
 TOZ METALURJİSİ (T/M) ME220T Tasarım ve İmalat 18. Toz Metalurjisi Mehmet DEMİRKOL Groover, Fundamentals of Modern Manufacturing, Bölüm 16 1. Mühendislik tozlarının özellikleri ve tanımlanması 2. Metalsel
TOZ METALURJİSİ (T/M) ME220T Tasarım ve İmalat 18. Toz Metalurjisi Mehmet DEMİRKOL Groover, Fundamentals of Modern Manufacturing, Bölüm 16 1. Mühendislik tozlarının özellikleri ve tanımlanması 2. Metalsel
TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması
 Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin
 Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi PLASTİK ŞEKİLLENDİRME Şekillendirme basıncı
Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi PLASTİK ŞEKİLLENDİRME Şekillendirme basıncı
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
İmal Usulleri. Fatih ALİBEYOĞLU -10-
 Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara