T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
|
|
|
- Chagatai İnci
- 6 yıl önce
- İzleme sayısı:
Transkript
1 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ DEMİR ESASLI TOZ METAL MALZEMELERİN TALAŞLI İŞLENEBİLİRLİĞİ Nihat YILMAZ Danışman: Prof. Dr. Remzi VAROL DOKTORA TEZİ MAKİNA MÜHENDİSLİĞİ ANABİLİMDALI ISPARTA 2006
2 İÇİNDEKİLER Sayfa İÇİNDEKİLER... i ÖZET... v ABSTRACT...vi TEŞEKKÜR... vii ŞEKİLLER DİZİNİ... viii ÇİZELGELER DİZİNİ... xi KISALTMALAR DİZİNİ... xii 1. GİRİŞ Kuramsal Temeller Toz Metal Teknolojisine Giriş T/M Ürünlerinin Özellikleri Toz Metal Parçaların Dizaynı T/M Üretim Tekniğinin Dezavantajları Metal Tozların Üretimi Mekanik Yöntemle Toz Üretimi Kimyasal Yöntemle Toz Üretimi Elektrolitik Yöntemle Toz Üretimi Atomizasyon Yöntemiyle Toz Üretimi Diğer Atomizasyon Yöntemleri Tozların Mikroyapı Kontrolü Demir Toz Üretimi Çelik Toz Üretimi Tozların Karakteristik Özellikleri Metalürjik Özellikler Geometrik Özellikler Tozların Mekanik (Prosesleme) Özellikleri Metal Tozların Karıştırılması Yağlayıcı İlavesi Toz Metalürjisinde Şekillendirme Süreçleri Toz Şekillendirme Teknolojileri 47 i
3 Toz Sıkıştırma Yöntemleri Sinterleme Sinterleme Proses Değişkenleri Sinterlemede Malzeme Değişkenleri Sinterlemede Boyutsal Değişim Sinterlemede Mikro yapısal Değişim Sıvı Faz ve Aktif Sinterleme Demir Toz Kompaktlarda Sinterleme Davranışları Sinterleme Fırınları Alaşımlama Yöntemleri ve Alaşım Elementleri Alaşım Elementleri İkincil İşlemler Toz Metalürjisi Malzeme Sistemleri ve Demir-Esaslı Malzemeler Demir-Esaslı T/M Malzemeler ve Standartları Sade Demir ve Demir-Karbon Sistemleri Demir-Bakır ve Bakır Çelikleri Talaşlı İşlenebilirlik Kavramı ve İşlenebilirliğin Belirlenmesi İşlenebilirliği Etkileyen Faktörler İşlenebilirliğin Belirlenmesi İşlenebilirlik Testleri İşleme Olmadan (Non-Machining) Yapılan Testler Talaş Kaldırarak Yapılan İşlenebilirlik Testleri İşlenebilirlik Kriterleri Toz Metal Malzemelerin Talaşlı İşlenebilirliği T/M Çeliklerin Talaşlı İşlenebilirliğini Etkileyen Faktörler İşlenebilirliğe T/M Proses Karakteristiğinin Etkisi T/M Malzemelerde İşlenebilirliğe Malzeme Karakterizasyonunun Etkisi Aralıklı Kesme Teorisi Deformasyon Kesme Teorisi İşlenebilirliğe Kimyasal Kompozisyonun Etkisi İşlenebilirliğe Mikro yapının Etkisi ii
4 İşlenebilirliğe İşleme Parametrelerinin Etkisi İşlemeyi İyileştirmek İçin Çözüm Önerileri KAYNAK ÖZETLERİ MATERYAL VE YÖNTEM Toz Kompaktların Üretimi Kullanılan Tozların Özellikleri Metal Tozların Karıştırılması Toz Karışımların Kompaktlanması Ham kompaktların Sinterlenmesi Yoğunluk Ölçümleri Toz Metal Numunelerin Malzeme Karakterizasyonu Mikro Yapısal Karakterizasyon Çapraz Kırılma Deneyi Mikro Sertlik Ölçümleri Kırık Yüzeylerin SEM İncelemesi Talaşlı İşlenebilirlik Deneyleri Kesme Kuvvetlerinin Ölçümü Takım Aşınmalarının Ölçülmesi Yüzey Pürüzlülüğünün Ölçülmesi ARAŞTIRMA BULGULARI VE TARTIŞMA Malzeme Karakterizasyonu Bulguları Mikrosertlik Sonuçları Çapraz Kırılma Mukavemeti (TRS) Deney Sonuçları Mikro yapı İncelemeleri İşlenebilirlik Karakterizasyonu Kesme Kuvveti Test Sonuçları Yüzey Pürüzlülüğü Sonuçları Talaş Oluşumu Takım Aşınması Sonuçları İşlenebilirliğin Optimizasyonu SONUÇLAR VE ÖNERİLER Genel Sonuçlar 240 iii
5 5.2. Öneriler KAYNAKLAR ÖZGEÇMİŞ iv
6 ÖZET Doktora Tezi DEMİR ESASLI TOZ METAL MALZEMELERİN TALAŞLI İŞLENEBİLİRLİĞİ Nihat YILMAZ Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Makina Mühendisliği Anabilim Dalı Jüri: Prof. Dr. Ulvi Şeker Prof. Dr. Remzi VAROL (Danışman) Prof. Dr. Mustafa BAYHAN Prof. Dr. Cahit KURBANOĞLU Prof. Dr. Ali Kemal YAKUT Toz Metalürjisi (T/M) prosesi, talaşlı işleme, birleştirme ve montaj gibi ikincil operasyonları çok az ya da hiç ihtiyaç duymadan, karmaşık parçaları üreten bir son şekle yakın imalat işlemidir. Fakat belirli geometrik unsurlar, boyutsal tamlık ve yüzey kalitesinin üretilmesindeki yetersizlikler, sıklıkla delme, tornalama ve vida açma gibi bazı talaş kaldırma işlemlerini zorunlu kılmaktadır. Ayrıca, dövme ve döküm malzemelerle karşılaştırıldığında, genellikle T/M malzemelerin zayıf işlenebilirliğe sahip olması ve işleme operasyonlarının parça maliyetini artırması dikkat çekmektedir. Bunun nedeni porozite, heterojen mikroyapı ve yüksek alaşım içeriğidir. T/M malzemelerin kullanımının artması sebebiyle, verimliliği arttırmak ve maliyetleri azaltmak için onların işlenebilirliğinin incelenmesi gittikçe önem kazanmıştır. Dövme ve dökme çelik parçaların işlenebilirliğini etkileyen; kesme parametreleri, kesici takım, takım tezgahı ve takım-işparçası tutturma sistemleri gibi birçok faktör, T/M malzemelerin işlenmesinde de göz önüne alınır. Bunun yanında partikül boyutu ve geometrisi, yoğunluk, sıkıştırma ve sinterleme değişkenleri gibi, T/M malzeme ve üretim süreci bileşenleri de T/M malzemelerin işlenebilirliğini etkilemektedir. Bu çalışmanın amacı, diğer değişkenler sabit tutularak, yalnızca yoğunluk ve bakır oranının demir-esaslı T/M malzemelerin işlenebilirliğe etkisini araştırmaktır. Bu amaçla, standart bir demir-bakır alaşımı (Fe-%0.6C-%2Cu) referans alınmış, buna bağlı olarak üç farklı yoğunluk ve dört farklı bakır oranında, 11 farklı karışımda T/M numuneler üretilmiştir. Numuneler tek etkili kalıpta, sırasıyla 210, 350 ve 700 MPa basınç altında, ve 7.1 g/cm 3 olmak üzere üç farklı yoğunlukta, ayrıca % 1-4 arasında değişen dört farklı bakır oranında üretilmiştir. Daha sonra elde edilen kompaktlar 1120 C da dakika, endotermik atmosfer altında endüstriyel fırında sinterlenmiştir. Sinterlenmiş numunelerin işlenebilirliği delme işlemiyle belirlenmiştir. İşlenebilirlik değerlendirmesi için, eksenel kesme (thrust) kuvveti, takım aşınması, yüzey pürüzlülüğü ve talaş şekli ölçülmüştür. Ayrıca işlenebilirlik numunelerinin mikrosertlik, çapraz kırılma mukavemeti belirlenip mikroyapı ve kırık yüzey incelemesi yapılmıştır. Sonuçlar; yoğunluğun ve bakır oranının artmasıyla işlenebilirliğin iyileştiğini göstermiştir. Key Words: demir-esaslı toz metal malzemeler, talaşlı işlenebilirlik, yoğunluk, bakır oranı 2006, 251 pages v
7 ABSTRACT Ph.D. Thesis MACHINABILITY OF FERROUS POWDER METALLURGY MATERIALS Nihat YILMAZ Süleyman Demirel University Graduate School of Applied and Natural Sciences Department of Mechanical Engineering Thesis Committee: Prof. Dr. Ulvi Şeker Prof. Dr. Remzi VAROL (Supervisor) Prof. Dr. Mustafa BAYHAN Prof. Dr. Cahit KURBANOĞLU Prof. Dr. Ali Kemal YAKUT The Powder Metallurgy (P/M) process is a near-net shape manufacturing operation capable of producing complex parts with little or no need for secondary operations such as machining, joining and assembly. However, the inability to produce certain geometrical fetures, dimensional tolerance and surface integrity, frequently necessitates some machining operations, particularly as drilling, turning and tapping. Moreover, they are generally considered to have poor machinability and increase part-costs when compared with wrought or cast materials. This by reason of inherent porosity, heterogeneous microstructure and high content of alloying elements. Because of the increasing use of P/M materials to increase productivity and reduce costs, the study of their machinability had been become increasingly important.many of the machining factors that influence the machinability of cast and wrought steels parts, such as machining parameters, tool concept, machine tools and fixture etc., are also considered in the machining P/M components. Further there are some P/M material and production process parameters, e.g., particle size and geometry, density, and compaction and sintering variables, that can also influence P/M material machinability. The aim of in this work is to determine that the density and copper ratio variations effect on machinability of ferrous P/M materials when other variations hold constant. For this purpose, a standart iron-copper alloys was considered as reference materials, then altogether eleven different mixture P/M samples that is three different density and four different copper ratio was product. Samples under 210, 350 and 700 MPa pressure in single-action die, respectively and 7.1 g/cm 3 at different density, further between range% 1-4 varying copper ratios were produced. Then compacts were sintered at 1120 C for minutes in an endothermic gas atmosphere using a industrial furnace. Machinability assessment for sintered samples was used drilling operation. For machinability assessment was measured thrust force, tool wear, surface roughness and chip shape. In addition microhardness, transverse rupture strength were measured for machinability samples and microstructure, selected fracture surface were investiagted. Results show that raising density and copper ratio were increase machinability. Key Words: ferrous powder metallurgy, machinability, density, copper ratio, 2006, 251 pages vi
8 TEŞEKKÜR Doktora çalışmam süresince bilgi ve tecrübelerinden istifade ettiğim, yapıcı ve teşvik edici yaklaşımıyla çalışmalarımı yönlendiren değerli danışman hocam Prof. Dr. Remzi VAROL a teşekkürlerimi sunarım. Yine çalışma süresince aynı ortamı paylaştığımız, gerek moral olarak gerekse de deneysel çalışmalarda katkı sağlayan değerli hocalarıma ve mesai arkadaşlarıma da desteklerinden dolayı teşekkür ederim. Araştırmanın deneysel çalışmalarında katkı sağlayan; başta laboratuar imkânlarını ve bilgilerini paylaşmaktan çekinmeyen değerli hocalarım Prof. Dr. Ulvi ŞEKER e ve Prof. Dr. Mustafa KURT a, Sivas Tüdemsaş Talaşlı İmalat Fabrika Müdürü Ebubekir Bey e, Toz Metal A.Ş. Genel Müdürü Dr. Hüsnü ÖZDURAL Bey e ve şirket teknik kadrosuna, Makine Takım Endüstrisi A.Ş. ne ve Hüseyin DOK Bey e, Marmara Ünv. Teknik Eğitim Fakültesi Makine Eğitimi Bölümü araştırma görevlisi ve değerli hocalarına, Gazi Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü değerli hocalarından Prof. Dr. Süleyman TEKELİ ve Öğr. Gör. Dr. Ahmet GÜRAL a teşekkürü bir borç bilirim. Ayrıca 749-D-03 No lu Proje ile tezimi maddi olarak destekleyen Süleyman Demirel Üniversitesi Bilimsel Araştırma Projeleri Yönetim Birimi Başkanlığı na da teşekkür ederim. Son olarak bugüne kadar yetişmemde maddi-manevi en büyük emeği olan başta anne ve babam olmak üzere bütün aileme ve büyüklerime, sonsuz sevgi, saygı ve şükranlarımı sunarım. Nihat YILMAZ Isparta-2006 vii
9 ŞEKİLLER DİZİNİ Sayfa Şekil 1.1. T/M prosesinin kavramsal gösterimi... 5 Şekil 1.2. Mekanik ufalama yöntemi Şekil 1.3. Mekanik alaşımlamanın gösterilişi.. 15 Şekil 1.4. Elektrolitik hücreden metal tozlarının oluşumu.. 19 Şekil 1.5. Atomizasyon Yöntemi. 20 Şekil 1.6 Santrifüj atomizasyon yöntemleri. 21 Şekil 1.7. Eriyik püskürtme tekniği. 22 Şekil 1.8 Muhtemel partikül şekilleri ve boyut belirlemede kullanılan parametreleri. 30 Şekil 1.9 Elek analizine göre toz boyutunun histogram olarak gösterimi Şekil 1.10 Muhtemel partikül şekilleri ve nitel tanımlanması. 33 Şekil 1.11 Temel karıştırma mekanizmaları 42 Şekil 1.12 Karıştırıcı geometrileri 43 Şekil 1.13 Yağlayıcı miktarının, ham yoğunluk ve sıyırma basıncı üzerine etkisi. 45 Şekil Kalıpta sıkıştırma çevriminin şematik gösterilişi...49 Şekil Metal tozlarının sıkıştırma adımlarının şematik gösterilişi Şekil Küresel toz partiküllerinin plastik deformasyonu ve yoğunlaşması modeli 51 Şekil İki ticari tozun yoğunluk-basınç eğrileri 52 Şekil ASC bazlı demir tozlarına ilavelerin etkisi. 54 Şekil1.19. Kalıpta sıkıştırma süresince kuvvetlerin dengesi Şekil Tek etkili sıkıştırma da üst zımbanın aşağısında basınç gradyanı. 56 Şekil Çift etkili presleme için merkez basıncının uygulanan basınca bölünmesiyle kompaktlama parametrelerinin değişimi. 58 Şekil Elektrolitik bakır tozu için yağlayıcının etkisi...60 Şekil Kompaktlanmış silindirik bakır tozlarının sabit yoğunluk hatları. 60 Şekil Tek etkili preslemeyle sıkıştırılmış silindirik bakır tozunda basınç dağılımı Şekil Sinterlemede partiküller arası bağların oluşumu.. 64 Şekil Sinterlemenin orta aşamasında yapısal değişimler 66 Şekil Sinterlenmiş demirin (NC ) çekme mukavemeti ve boyutsal değişimi üzerine, sinterleme sıcaklığının, grafit ve bakır ilavesinin etkisi Şekil Sürekli sinterleme fırınının şematik bölgeleri Şekil Demir esaslı TM malzemelerin çekme mukavemetine bakır ve karbonun etkisi Şekil Sinterlenmiş iki Demir-Esaslı malzemenin mekanik özelliklerine karbon ve bakırın etkisi.. 95 Şekil İşlenebilirliği etkileyen faktörler Şekil Ferrit sertliği ve V 240 kesme hızı üzerine toplam kalıntı element seviyesinin etkisi Şekil Demir alaşımlarının bir aralığı için deneysel ve teorik işlenebilirlik verilerin karşılaştırılması Şekil M-2 HSS çeliği için takım ömrü ve serbest yüzey aşınması arasındaki ilişki. 111 viii
10 Şekil Üç farklı malzeme için aşınma ve kesme hızı arasındaki ilişkiye göre işlenebilirlik oranının belirlenmesi 116 Şekil Üç farklı malzeme için takım ömrü ve kesme hızı arasındaki ilişkiye göre işlenebilirlik oranının belirlenmesi Şekil TM malzemelerin işlenebilirliğini etkileyen faktörler ve işlemede temel problemler Şekil Gözenekli ve tam yoğun parçalar için kesme işleminin şematik gösterimi Şekil İşparçası içine düzenli dağılmış gözeneklerle kesme bölgesinin şematik gösterimi Şekil Gözenekli T/M malzemenin şematik işlenmesi 132 Şekil 3.1. Çift Konili Karıştırıcı Şekil 3.2. Numune geometrisi ve boyutları 188 Şekil 3.3. Numunelerin preslendiği kalıp sistemi Şekil 3.4. Sinterleme fırının şematik gösterimi Şekil 3.5. Kompakttan mikro yapı incelemesi için numunenin hazırlanması.192 Şekil 3.6. MPIF 41 standartına göre eğme test numunesi boyutları Şekil 3.7. MPIF 41 standartına göre Eğme Deney düzeneğinin şematik görünüşü ve boyutları Şekil 3.8. Eğme deney numunelerinin elde edilmesi Şekil 3.9. Mikrosertlik ölçümlerinin yapıldığı yüzeyler. 195 Şekil Delme işleminde kullanılan matkap ucunun boyut ve geometrisi 196 Şekil Numune üzerinde deliklerin yerleşimi..197 Şekil Delme numunelerinin 3 boyutlu gösterimi Şekil Her malzeme grubu için delme numunelerinin düzenlenmesi. 198 Şekil Dinamometre sistemiyle kesme kuvveti ölçümünün akış şeması 200 Şekil Matkap ucu aşınmasının ölçüldüğü özel ölçme cihazı (MTE). 201 Şekil Matkap ucunda oluşan aşınma yüzeyleri ve ölçülmesi. 201 Şekil Deliklerin yüzey pürüzlülüğünün ölçülmesi 202 Şekil 4.1. Mikrosertlik Ölçümünün yapıldığı yüzeylerin gösterimi Şekil 4.2. Toplu Mikro sertlik Sonuçları 206 Şekil 4.3. Yoğunluk ve bakırın mikrosertliğe etkisi Şekil 4.4. Çapraz Kırılma Testi Sonuçları Şekil 4.5. (Fe-0.6C ) Yoğunluk Grubu Çapraz Kırılma-Sehim Sonuçları Şekil 4.6. (Fe-0.6C-0.2Cu) Yoğunluk+Bakır Grubu Çapraz Kırılma-Sehim Sonuçları Şekil 4.7.(Fe-0.6C-0.2Cu ) Baz Grubu Çapraz Kırılma-Sehim Sonuçları..211 Şekil 4.8.(Fe-0.6C-0.2Cu ) Baz Grubu Çapraz Kırılma-Sehim Sonuçları..211 Şekil 4.9. (Ç 1050 ) Tam Yoğun Grubu Çapraz Kırılma-Sehim Sonuçları 211 Şekil g/cm 3 yoğunluklu A1 nununesinin kırık yüzey SEM görüntüsü Şekil g/cm 3 yoğunluğa sahip A3 numunesinin kırık Yüzey SEM görüntüsü Şekil g/cm 3 yoğunluğa sahip B1 numunesinin kırık Yüzey SEM görüntüsü Şekil g/cm 3 yoğunluğa sahip B3 numunesinin kırık Yüzey SEM görüntüsü Şekil g/cm 3 yoğunluğa sahip % 1 Cu içeren C1 numunesinin kırık Yüzey SEM görüntüsü ix
11 Şekil g/cm 3 yoğunluğa sahip %4 Cu içeren C4 (Fe+0.6C+%4Cu) numunesinin kırık Yüzey SEM görüntüsü Şekil A Yoğunluk Grubu (Fe+0.6C) numunelerin üç farklı yoğunlukta dağlanmamış mikro yapısı. 217 Şekil B Yoğunluk+Bakır Grubunun (Fe+0.6C+2Cu) üç farklı yoğunluktaki dağlanmamış mikroyapısı Şekil A grubu iki farklı yoğunlukta dağlanmış mikroyapı 218 Şekil A1 numunesinin dağlanmış mikroyapısı Şekil B grubu (Fe+0.6C+2Cu) iki farklı yoğunlukta, dağlanmış mikro yapı 219 Şekil Baz grubu (Fe+0.6C+2Cu) numunenin dağlanmış mikro yapı 220 Şekil C Grubu (Fe+0.6C+1-4Cu) numunelerin dağlanmış mikro yapısı Şekil A Grubu Kesme Kuvveti Sonuçları Şekil B Grubu Kesme Kuvveti Sonuçları Şekil C Grubu Kesme Kuvveti Sonuçları Şekil Aynı yoğunluk grubundaki (7.1 g/cm 3 ) numunelerin kesme kuvvetleri Şekil Yoğunluk değişiminin kesme kuvvetine etkisi. 225 Şekil Yüzey pürüzlülüğü sonuçları 226 Şekil C Grubu bakır oranına bağlı pürüzlülük değerleri 227 Şekil Aynı yoğunluktaki grupların pürüzlülük değerleri Şekil Numunelerin delme esnasında oluşan talaş şekilleri 229 Şekil A1 numunesinin serbest aşınma yüzeylerinin SEM görüntüsü 231 Şekil A3 numunesinin serbest aşınma yüzeylerinin SEM görüntüsü 232 Şekil B Grubu malzemeler için 100 delik sonrası serbest aşınma yüzeylerinin SEM görüntüsü 232 Şekil C grubu malzemeler için 100 delik sonrası aşınma yüzeyleri x
12 ÇİZELGELER DİZİNİ Sayfa Çizelge 1.1 Atomizasyon tekniklerinin karşılaştırılması. 23 Çizelge 1.2 Çeşitli metal Tozlarının tipik üretim yaklaşımları 24 Çizelge 1.3 ASTM ve DIN standartı elek boyutları Çizelge 1.4 Partikül boyut analiz yaklaşımlarının karşılaştırılması.32 Çizelge 1.5 Bazı yaygın TM yağlayıcıların özellikleri 45 Çizelge 1.6 Bazı metal, ilave ve impüritelerin özgül ağırlıkları...54 Çizelge 1.7. Metal malzemeler için sinterleme sıcaklıkları. 66 Çizelge 1.8. T/M Demir-Esaslı Malzeme Gösterimi Kodlama Örnekleri Çizelge 1.9. İşleme bileşenlerinde oluşabilecek problemler 96 Çizelge İşlenebilirlik testlerinin bilgi seviyesi ve amacı 96 Çizelge Kısa-zamanlı işlenebilirlik testleri 103 Çizelge Çeliklerin işlenebilirliği üzerine mikroyapının etkisi. 106 Çizelge İşlenebilirlikte yaygın kullanılan aşınma kriterleri Çizelge T/M malzemelerin İşlenebilirlik test şartları 120 Çizelge MPIF 35 e göre T/M yapısal Parçaların işlenebilirlik sıralaması. 120 Çizelge Bazı kimyasal elementlerin dövme çeliklere etkisi Çizelge 3.1. ASC Demir Tozuna Ait Analiz Sonuçları Çizelge 3.2. UF4 Grafit Tozuna Ait Analiz Sonuçları 185 Çizelge 3.3. Çinko-stearat Yağlayıcıya Ait Analiz Sonuçları 186 Çizelge 3.4. Elementel Bakır Tozuna Ait Analiz Sonuçları Çizelge 3.5. Toz Karışımlarına Ait Kodlamalar ve Karışım Oranları 187 Çizelge 3.6. Yoğunluk Grubu Karışımlar Çizelge 3.7. Bakır Grubu Karışımlar Çizelge 3.8. Numune gruplarına uygulanan basınç değerleri. 190 Çizelge 3.9. Yoğunluk ölçüm sonuçları Çizelge Delme işlemi için kesici ve kesme parametreleri. 196 Çizelge Kuvvet ölçümünde kullanılan Dinamometre sisteminin teknik özellikleri Çizelge 4.1. Hazırlanan toz malzeme gruplarının sınıflandırılması Çizelge 4.2. Numune yüzeylerindeki mikrosertlik sonuçları..205 Çizelge 4.3. A ve B Grubu numunelerin eksenel kesme kuvveti sonuçları 221 Çizelge 4.4. C Grubu numunelerin eksenel kesme kuvveti sonuçları 224 Çizelge 4.5. Yüzey Pürüzlülüğü Sonuçları. 226 Çizelge 4.6. Delik sayısına bağlı takım aşınma değerleri Çizelge 4.7. Yoğunluğa göre İşlenebilirlik Değerlendirmesi. 234 Çizelge 4.8. Bakıra göre İşlenebilirlik değerlendirmesi. 234 xi
13 KISALTMALAR DİZİNİ T/M Toz Metalürjisi CNC Bilgisayar sayısal kontrollü SLS Seçici lazer sinterleme tekniği MPIF Metal Toz Endüstrileri Federasyonu EPMA Avrupa Toz Metalürjisi Birliği ISO Uluslarası Standart Örgütü TS Türk Standartı DIN Alman Standart Örgütü ASTM Amerikan malzeme standartı MPa Mega paskal (basınç birimi) HV Vickers sertliği HRB Rockvell B serliği CVD Kimyasal buhar birktirme PVD Fiziksel buhar biriktirme HSS Yüksek hız çeliği SEM Tarama elektron mikroskobu TRS Çapraz kırılma mukavemeti µm mikron metre δ Yoğunluk φ Porozite ρ Özgül ağırlık m kütle V Hacim w Yüzde ağırlık oranı P Basınç D Çap H Yükseklik F Kuvvet γ Bağıl yoğunluk xii
14 1. GİRİŞ İnsanoğlu akıl ve ilim sayesinde evrendeki mevcut imkânları kendi yararına kullanmasını bilmiştir. Bilim ve teknoloji; insanın ihtiyaçlarını sağlama, kendisine daha iyi yaşam şartları oluşturma ve merak duygusunu giderme çabalarının bir sonucu olarak, sürekli ve ivmesi artan bir şekilde gelişmektedir. Doğada bulunan çeşitli malzemeler, uygulanan bir dizi işlemden sonra kullanılabilir hale gelmektedir. Böylece, seçilen özelliklerdeki malzemelerden, göreceği işleme uygun çeşitli makine parçaları, alet, eşya ve donanımlar elde edilmektedir (Yurci, 1997). Malzemelerin ürün haline gelmesinde çok çeşitli imalat yöntemleri geliştirilmiş ve kullanılmıştır. Makine endüstrisinde, özellikle metalik malzemelerin önemli bir kısmı birincil işlem olarak ergitme ve döküm işlemleri ile üretilir. Talaşlı imalat, plastik şekillendirme yöntemleri ve birleştirme yöntemleri ise, mevcut bir ham malzemenin nihai ürüne şekillendirmesinde ikincil işlem olarak uygulanır. Bu imalat yöntemleri ayrı ayrı kullanılabildikleri gibi, genellikle birbirini tamamlamak üzere ardışık kullanılır. Bunlardan farklı bir imalat yöntemi ise Toz Metalürjisidir (T/M). Bu yöntem; mikron ölçeğinde küçük toz halindeki ham malzemeyi ergitmeden, direkt ürünün nihai şekillendirilmesine imkân verdiği için döküm yöntemi ile birlikte diğer birincil imalat yöntemi olarak değerlendirilebilir. Toz Metalürjisi Üretim Tekniği; farklı boyut, şekil ve paketlenme özelliğine sahip mikron altı metal tozlarını, mukavemetli, hassas ve yüksek performanslı ve istenilen şekle yakın makine parçalarına dönüştüren, farklı bir üretim şeklidir. Bu üretim yöntemi temel olarak; tozların sıkıştırılması (preslenmesi) ve daha sonra sinterleme yoluyla ısıl bağlanması basamaklarını içerir. T/M yöntemi ile üretim; malzeme kaybını en aza indirmesi, iyi boyut toleransı sağlaması, geniş alaşım sistemlerine izin vermesi, kendinden yağlama amacıyla kontrollü gözenek imkânı ve diğer imalat yöntemleriyle üretilmesi zor ya da yüksek maliyet gerektiren karışık şekilli parçaları kolay ve daha az maliyetle üretebilmesi gibi birçok avantaja sahiptir. Bu avantajları ile verimlilik, ekonomiklik, enerji, hammadde ve çevreye en az zarar bakımından üstünlüklere sahiptir. Bunların sonucu olarak T/M teknolojisi sürekli gelişmekte ve birçok alanda geleneksel metal şekillendirme yöntemlerinin yerini almaktadır. T/M 1
15 teknolojisinin gelişimini teşvik eden unsurlar, kullanımının yaygınlaşmasının yanı sıra, mekanik özelliklerini iyileştirmek, yüksek yoğunluk ve daha homojen bir yapı elde etmektir. Bu gelişmeler; konvansiyonel T/M teknolojilerinin iyileştirilmesinin (CNC presler, ileri kontrollü fırınlar v.b.) yanı sıra toz dövme, metal enjeksiyon kalıplama ve izostatik presleme gibi nispeten yeni yöntemler ile ılık presleme, yüksek hızda sıkıştırma ve seçici lazer sinterleme (SLS) gibi yeni yaklaşımları kapsamaktadır (Orban, 2004). Bugün T/M malzemeleri, % 70 gibi bir oranla en yaygın otomobil endüstrisinde kullanım alanı bulmaktadır. Çeşitli motor, süspansiyon, transmisyon ve fren parçalarının üretiminde T/M tekniği kullanılmaktadır. Ayrıca uçak parçaları, endüstriyel kesici ve şekillendirme takımları, kompozit malzemeler, filtre ve gözenekli medyalar, yataklar, çeşitli refrakter ve manyetik malzemeler ve süper alaşımlar bu tekniğin geniş kullanım alanını göstermektedir. T/M yöntemiyle üretilen demir esaslı ve demirdışı yapısal parçalar toplam T/M parça üretiminin % 80 ini oluşturur. T/M yöntemiyle üretilen yapısal hassas parçaların, mekanik, fonksiyonel ve geometrik özelliklerinin geliştirerek daha çok uygulama alanı bulabilmesi ve diğer yöntemlerle rekabet edebilmesi için temel T/M işlemlerinden sonra bazı ikincil işlemler de uygulanmaktadır. Bu ikincil işlemler, yeniden presleme, yağ veya reçine emdirme, ısıl işlemler, çapak alma, parlatma, kaplama, mekanik yüzey işlemleri gibi bitirme işlemleriyle talaşlı imalat işlemlerini kapsar. Bunların her biri T/M ürününe getirdiği ek maliyetle birlikte kazandırdığı fonksiyonel iyileşme bakımından ayrı ayrı incelenip optimize edilmelidir. Bu ikincil işlemler içinde talaşlı işleme, karmaşık yapısı ve halen genel kabul gören tahmini modellerin geliştirilememesi nedeniyle bazı belirsizlikleri içermektedir (Shaw, 2004). T/M parçaların talaşlı işlenmesi söz konusu olunca, zaten karmaşık talaşlı işleme problemlerine T/M malzemenin yapısından kaynaklanan problemlerde eklenmekte ve araştırmacıların dikkatini çekmektedir. Bu yüzden son yıllarda T/M malzemelerin talaşlı işlenmesi konusunda çalışmalar artmıştır. Toz metalürjisi ile üretilen parçalar net şekle yakın olmasına rağmen son zamanlarda bu tekniğin yaygınlaşmasıyla daha karışık şekilli parçaların imal edilmesi sonucu, parça üzerindeki bazı geometrik şekiller toz metal prosesi esnasında 2
16 oluşturulamamaktadır. Bunlar; presleme yönüne dik delikler, vida dişleri, çeşitli çentik, kanal ve çevresel yivlerdir. Ayrıca sıkı boyut toleransı gerektiren yatak v.b sürtünme parçalarının, hassas yüzeylerinin boyut ve yüzey kalitesini sağlamak için ikincil talaşlı işleme operasyonları gerekmektedir. Bu tür geometrik unsur ve şekillerin, T/M prosesinde yapılacak (presleme konfigürasyonu v.b.) geliştirme çalışmalarından ziyade ikincil talaşlı işlemlerle gerçekleştirilmesi, hem teknolojik hem de ekonomik olarak daha uygun olmaktadır. İşleme maliyeti açısından da T/M parçaların talaşlı işlenebilirliği önemli bir problem teşkil etmektedir. Bu tür parçalarının işlenmesi esnasında T/M parçaların talaşlı işlenebilirliği önem kazanmaktadır. Son yıllarda T/M parçalarının işlenebilirliğinin incelenmesi ve işlenebilirliğin iyileştirilmesi konularında daha fazla araştırma yapılmaktadır. T/M parçaların talaşlı işlenmesi; kendine has yapısından dolayı, problemlerin sebepleri henüz çok açık olmamasına ve farklı açıklamalar bulunmasına rağmen, klasik yöntemlerle üretilen dövme ve döküm parçaların işlenmesinden farklı problemler ve zorluklar içerir. Bu T/M ürünü parçalar, malzeme özellikleri ve mikro yapısına bağlı olarak talaşlı üretimde farklı bir karakteristik gösterir. T/M parçaların işlenebilirliği üzerine çalışmalar az ve dağınık olduğundan, bu tür malzemelerin işlenebilirliğini belirlemek için henüz standart bir test metodu da yoktur. Bu dağınıklığın sebebi, incelenen malzeme, işleme prosesi ve seçilen şartların çok çeşitli olmasıdır. Dahası T/M parça üreticileri tarafından toplanan tecrübeler, rekabet edebilmek için, genellikle gizli tutulmaktadır. Bu nedenle basılmış literatürün büyük bir kısmı ve işlenebilirlik hakkındaki veriler, toz üreticilerinden ziyade, gerçekten işlemeyi yapan firmalardan gelmektedir. Kesici takım üreticileri konvansiyonel tam yoğun malzemeler için kataloglarda geniş bilgi verirken, T/M malzemelerle ilgili katalog bilgileri henüz yoktur. T/M parçaların talaşlı işlenebilirliği; konvansiyonel malzemelerde olduğu gibi temel olarak, iş parçası ve takım malzemesinin özelliği, kesme parametreleri, tezgah ve kesici takım parametreleri gibi faktörlerden etkilendiği gibi, toz boyutu ve geometrisi, porozite, sıkıştırma ve sinterleme yöntemi gibi T/M malzeme ve proses parametreleri de işlenebilirliği etkiler. Bu doktora tez çalışmasında demir-esaslı T/M parçaların talaşlı işlenebilirliğine, (takım tezgahı, kesici takım, işleme parametreleri ile presleme ve sinterleme 3
17 parametreleri sabit tutularak) malzeme değişkenlerinden yoğunluk ve kimyasal kompozisyonun etkisi incelenmiştir. Bu konuda yapılan çalışmalar incelenmiş ve bu incelenen literatür ışığında, MPIF standardına göre demir esaslı T/M (F-0005, FC bakır çeliği) malzemelerin üretimi yapıldıktan sonra, kimyasal bileşimi ve yoğunluğu değiştirilerek farklı alaşımlar elde edilmiştir. Bu malzemenin seçilmesinde etken, T/M malzemelerle ilgili genel yapılan işlenebilirlik karşılaştırmalarında işlenebilirlik indisinin düşük olmasıdır. Daha sonra bunların işlenebilirlik karakterizasyonu yapılarak, kendi içinde ve AISI 1050 çelik malzeme ile karşılaştırma yapılmıştır. Böylece bu malzeme grubunun işlenebilirliğiyle, yoğunluk ve kimyasal kompozisyon arasında ampirik ilişki kurularak, bu malzeme grubu için ve genel T/M malzemeler için oluşacak bilgi tabanına katkıda bulunmak ve bazı tavsiyelerin çıkarılması amaçlanmıştır. Ayrıca T/M malzemelerin talaşlı işlenmesinin, gereksiz bir ikincil işlem olarak görülmemesi, aksine T/M hassas parçaların mekanik, geometrik ve fonksiyonel özelliklerini geliştirerek rekabet gücünü ve kullanım aralığını artıran etkili bir araç olarak görülmesine katkı sağlamaktır Kuramsal Temeller Toz Metal Teknolojisine Giriş Bir son şekle yakın parça üretim teknolojisi olan Toz Metalürjisi, oldukça farklı bir üretim yaklaşımıyla sürekli ve hızlı gelişen bir teknik olarak kullanılmaktadır. Yöntemin başlangıç malzemesi, çeşitli tekniklerle 1 mm den daha küçük boyutlara ayrılmış bir katı olarak tanımlanan toz parçacıklarıdır. Çoğu durumda, tozlar metalik olabileceği gibi, seramik ve polimer gibi diğer fazların birleştiği örneklerde vardır. Tozun en önemli karakteristiği; hacimle orantılı relativ yüksek yüzey alanıdır (German, 1989). Toz Metalürjisi, metal ve seramik tozların üretimi, karakterizasyonu ile bu tozların çeşitli etkilerle (mekanik, ısıl gibi) birleştirilerek, kullanışlı mühendislik parçalarına dönüştürülmesi (German, 1989) sürecini amaçlayan bir disiplindir. Toz Metalürjisi, metal veya metaldışı malzemelerin fiziksel ve kimyasal özellikleri ile ilgili tüm 4
18 bilgileri kullanır. Ayrıca fiziksel kimya, metal fiziği, malzeme bilimi, şekillendirme teknolojisi bilgilerini ile geometrik olarak tamamlanmış parçalarla fiziksel olarak tanımlı ve önşekillendirilmiş malzemelerin ve toz malzemelerin şekillendirilmesine ısının etkisi üzerine verilerin tümünü başarılı bir şekilde sentezler ve kullanır (Šalak, 1995). İşlem düzeni, temel ısı, iş ve deformasyon prensiplerinin tozlara uygulanmasını içerir. Böylece, tozların, bir son ürün çerçevesinde yapı, özellik ve şeklinin değiştirilmesi işlemidir (German, 1989). Toz metalürjisinin kavramsal olarak 3 fazı Şekil 1.1 de gösterilmiştir. Mikroyapı Kimya Sürtünme TOZ Boyut Şekil Üretim yöntemi Presleme Haddeleme Ekstrüzyon T/M PROSESİ Sinter Dövme Sıcak presleme Yoğunluk Süneklik Manyetik ÖZELLİKLE R Mukavemet İletkenlik Mikroyapı Şekil 1.1. T/M prosesinin kavramsal gösterimi (German, 1989) Demir esaslı T/M malzemeler bu yöntemle üretilen toplam ürünlerin % 80 i gibi büyük bir çoğunluğunu teşkil eder. Demir esaslı toz metalürjisinde uygulanan ve geliştirilen prosedür ve bilgiler, bazı istisnalar hariç, toz metalürjisinin genelini temsil eder ve diğer malzemelerde de kullanılabilir. Demir esaslı T/M nin gelişimi başlıca otomotiv endüstrisindeki gelişmelerle birlikte tüm T/M endüstrisinin gelişiminin ölçütü olarak kabul edilir. Bu durum, T/M teknolojisinin çoğu zaman büyük seri üretimi gerektirdiğini ve T/M prosedürünün en çok istenen yükleme şartları için ve direkt olarak kullanılan ve bu yüzden boyutsal olarak hassasiyet gerektiren malzemelerin hazırlanmasında kullanılabileceğini gerçeğiyle ifade edilir (Šalak, 1995). Şekil 1.1 deki şemada ilk olarak genel alan, etiketli toz teknolojisidir. Toz teknolojisinin faaliyet alanı tozların doğasıyla ilgilidir. Bu nedenle vurgu toz 5
19 üretimi, sınıflandırılması, karakterizasyonu ve tozların işlenmesi üzerinedir. İkinci ilgi konusu, örnekleme, emniyet, ambalajlama ve taşınmasıdır. Boyut ve şekil için toz istatistiklerinin sıkı incelenmesi de toz teknolojisi alanında yaygın ve önemli faaliyetlerdir. Daha sonra kompaktlama ve sinterleme gibi geleneksel toz metalurjisi adımları gelir. Bu aşamada ilgi, şekillendirme, kalıplama ve tozların yoğunlaştırılmasıdır. Son olarak kavramsal akış, mikroyapıyla beraber özellikler üzerine vurguya dönüşür. Toz tipi ve onun üretimiyle ilgili karar kompaktlama ve sinterlemenin kolaylığını etkiler. Aynı şekilde, toza uygulanacak konsolidasyon (sağlamlaştırma) sırası da, final kompakt özelliklerini etkileyecektir.(german, 1984). Buradan görüldüğü gibi T/M prosesinin her aşamasının birbiriyle yakından ilişkisi vardır. Her bir aşama kendinden önceki ve/veya sonraki adımı etkilediği gibi, her bir aşama nihai ürünün özelliklerini de etkilemektedir. Sinterleme tekniği olarak ta adlandırılan T/M ni diğer yöntemlerden farklı kılan ve onlara alternatif yapan ana uygulamalar (Schatt, 1997); Erime sıcaklıkları arasında büyük fark bulunan bileşenler, Sıvı fazda karşılıklı çözünebilirliği sınırlı olan bileşimler, Oldukça farklı yoğunluğa sahip bileşenlerin bulunduğu durumlar, Katı formdaki bir refrakter unsurun, sıvı metal tarafından tutulması. şeklinde sıralanabilir. Bu gibi alaşımların üretiminin konvansiyonel ingot teknolojisi ile zor ya da imkânsız olduğu durumlarda, T/M bir çözüm olarak durmaktadır. Toz metalurjsinin teknik ve ekonomik olarak gelişiminin kalıcı olmasının sebebi, neredeyse sınırsız kimyasal bileşimlerin üretilebilme ihtimalidir. T/M farklı boyut, şekil ve sıkıştırılma özelliğine sahip metal tozlarını sağlam, hassas ve yüksek performanslı parçalara dönüştürür. Bu dönüşüm başlıca, tozların üretimi, karakterizasyonu, harmanlanması, preslenmesi ve daha sonra sinterleme ile ısıl bağlanması basamaklarını içerir. Bunların dışında ihtiyaca göre; nihai ürünün boyut, şekil ve yüzey kalitesini artırmak ve özelliklerinde değişiklik yapmak amacıyla, çeşitli ikincil işlemlerde uygulanabilmektedir. Metal toz üretim teknikleri, çok geniş uygulamaların ihtiyacını karşılamak için; metal toz tasarımının geniş yelpazede imalatını gerçekleştirir. Hemen hemen tüm 6
20 metallerin tozları üretilebilir. Farklı toz üretim prosesleri, kimyasal kompozisyonunun ve tozların fiziksel karakterizasyonunun hassas olarak kontrolüne izin verir. Ayrıca amaçlanan uygulamaların belirli niteliklerinin uyarlanmasına izin verir. Metal toz üretim işlemlerindeki teknik ilerleme ve gelişmeler, kalite, maliyet ve performans gerekliliklerini karşılamak ve gelişen yeni uygulamalara cevap verebilmek için sürekli gelişmektedir. Metal tozları başlıca mekanik, kimyasal, elektroliz ve atomizasyon olmak üzere dört yöntemle üretilir. Bu yöntemler de kendi içinde birçok alt bölüme ayrılır. Bu yöntemlerden en yaygın kullanılanı su ve gaz atomizasyonu, mekanik yöntemlerden, öğütme, mekanik alaşımlama, kimyasal yöntemlerden ise indirgemedir (ASM, 1998). T/M teknolojisinin ikinci ana adımı, tozların homojen bir şekilde karıştırılıp, şekillendirmenin yapıldığı presleme işlemleridir. İlk olarak farklı şekil, boyut ve yoğunluktaki tozların homojen olarak karışmaları, nihai parçanın performansını arttıracaktır. Karıştırma işleminde başlıca, çift konili karıştırıcılar, V tipi karıştırıcılar ve akışkan yataklı karıştırıcılar kullanılmaktadır. Toz karışımları hazırlanırken içerisine belli oranda (% 0,5-1,5) yağlayıcı ilavesi yapılır. Yağlayıcı ilavesinin temel amacı, rijit kalıp içerisinde gerçekleştirilen presleme işleminde toz karışımı ile kalıp yüzeyi ve toz tanecikleri arasındaki sürtünmeyi azaltmaktır. Karıştırma işleminin tamamlanmasından sonra toz karışımı sıkıştırılarak katı parça şeklini alması sağlanır. Presleme, eksenel, izostatik ve Hacim Deformasyon işlemleri olarak 3 ana grupta incelenir. Eksenel presleme tek etkili veya çift etkili olabildiği gibi, soğuk, ılık ve sıcak presleme şeklinde olabilmektedir. İzostatik Presleme ise soğuk ve sıcak olmak üzere 2 farklı şekilde uygulanabilir. 3. grup presleme yöntemi olan Hacim Deformasyon işlemleri ise; Toz Dövme, Toz Ekstrüzyon ve Toz haddeleme (veya hadde sıkıştırma) olmak üzere 3 grupta uygulanabilmektedir. Bunların dışında direk tozların şekillendirildiği, ektrüzyon, enjeksiyon kalıplama, slip döküm, bant döküm ve hızlı prototipleme yöntemleri de vardır (ASM, 1998) Şekillendirme ve presleme yöntemine karar verilirken aşağıdaki parametreler dikkate alınır; - Kullanılacak tozun tipi (küresel, sünger, pul) - Tozun kimyası (ön alaşımlı, elementel harmanlama, kısmi alaşımlı) 7
21 - Rijit veya esnek takımların kullanımı - Bağlayıcı veya yağlayıcı kullanımı T/M teknolojisinin diğer önemli bir adımı da sinterlemedir. Sinterleme, preslenmiş parçaların mukavemet kazandığı bir işlemdir. Sinterleme işlemi, tozların erime sıcaklıklarının altında bir sıcaklıkta, çok-fazlı sistemlerde baz fazın veya alaşımın erime noktasının altındaki sıcaklıklarda gerçekleştirilir (Schatt, 1997). Demir esaslı alaşımlar için bu sıcaklık C dir. Uygulamaya bağlı olarak bekleme süresi 10 ila 60 dakika arasında değişir. Demir esaslı T/M parçaların sinterlenmesinde aşağıda belirtilen farklı sinterleme mekanizmaları söz konusudur (Yılmaz, 1999); i. Kompaktlanmış metal partiküllerinin kendi aralarında kilitlenmesi ile metalurjik bağların oluşumu ii. Kompaktlanmış tozların birbirleri içerisine değişik difüzyon yollarıyla difüze olması iii. Kompaktların sinterleme esnasında yoğunluk kazanması. Yoğunlaşma sinterleme sıcaklığına ve diğer alaşım parametrelerine bağlıdır. Yoğunlaşma genellikle yüksek sinter sıcaklıklarında ve uzun sinterleme sürelerinde sağlanır. T/M tekniğinin buraya kadar anlatılan her bir aşaması, bir önceki aşamadan etkilenir ve bir sonraki aşamayı da etkiler. Böylece T/M de son ürünün özellikleri birçok değişkene bağlı olduğundan, istenen parça özelliklerine uygun parametrelerin seçimi oldukça zordur. Her bir aşamadaki değişkenlerin, nihai ürünün özellik ve kalitesine etkileri, çok sayıda gerçekleştirilen deneylerle kısmen belirlenmiş olsa da, T/M parçaların kullanımının artmasıyla, yeni sorunlar ortaya çıkmakta ve buna bağlı olarak bu alana olan ilgi artarak devam etmektedir. T/M parçaların özellikle boyut ve şekil kalitesini artırmak ve bazı özelliklerini geliştirmek için, ihtiyaca göre sinterleme işleminden sonra da bazı ek işlemler uygulanabilmektedir. İkincil işlemler de denilen bu işlemler parça maliyetini ve imalat süresini arttırsa da, parça kalitesine büyük katkı sağlayabilir. İkincil işlemler en önemlileri; İnfiltrasyon, Yağ ve Reçine Emdirme, Boyutlandırma, Isıl İşlemler, 8
22 Çapak Alma, Birleştirme, Yüzey Kaplama ve Talaşlı İmalat gibi işlemlerdir. T/M parçaların kullanım alanı genişledikçe, onlardan beklenen performans düzeyi de artmakta, bu ise birçok durumda ikincil işlemleri kaçınılmaz kılmaktadır T/M Ürünlerinin Özellikleri T/M ürünlerinin özellikleri; toz boyutu ve tipi, yağlayıcı tipi ve miktarı, presleme basıncı, sinterleme sıcaklığı ve zamanı, bitirme işlemleri gibi birçok değişkene bağlı olduğu için; genelleştirilmiş bilgi sağlamak zordur. Ürünler, düşük yoğunluktan, en düşük 10 ks i (70 MPa) kadar düşük çekme mukavemetli yüksek poroz parçalardan, 180 ks i (1250 Mpa) veya daha fazla çekme mukavemetiyle yüksek yoğunluklu parçalara kadar geniş aralıkta olabilir (DeGarmo, 1997). Genelde, çoğu mekanik özellikleri; çatlak-sınırlı tokluk özelliği, süneklik, ile mukavemet ve sertlikten daha duyarlı olan yorulma ömrü, ürünün yoğunluğuna önemli oranda bağlıdır. T/M parçalarında, stress konsantrasyonu ve çatlak başlangıcına yardım ve çatlağın yayılmasından kaçınılmalıdır. Daha zayıf metallerden yapılan T/M ürünlerin akma mukavemeti sıklıkla, dövme şeklindeki aynı malzemeye eşittir. Eğer daha yüksek mukavemetli malzemeler kullanılır veya çatlak ilişkili çekme mukavemeti belirtilmişse, T/M özellikleri, genellikle önemli miktarlardaki değişiklikle, eşdeğer dökme malzemelerden aşağıya düşme eğilimindedir. Daha büyük presleme veya, T/M forging veya HIP işlemleri uygulandığında, daha yüksek yoğunluk ve dövme parçalara yaklaşan T/M ürün mukavemeti elde edilir. Tam yoğunluk ve ince tane boyutu ile T/M parçalar, sıklıkla, onların dövme ve döküm eşdeğerlerinin çok üzerinde özelliklere sahiptir. T/M ürünlerin mekanik özellikleri, yoğunluğa bağlı olduğundan, final özelliklerin, final porozitenin tahmin edilen miktarıyla başarılabilmesi için, yoğunluk tasarım dilmiş ve malzeme seçimi yapılmış T/M ürünler için önemlidir (DeGarmo, 1997). Fiziksel özellikler de poroziteden etkilenebilir. Korozyon direnci, cep ve yarıkların varlığı nedeniyle azalma eğilimindedir. Elektrik, ısıl ve magnetik özellikler yoğunlukla tamamen değişir. Bununla birlikte, porozite, gerçekte, iyi ses ve titreşim 9
23 söndürme özelliğini arttırır ve çoğu T/M parçalar bu özelliğin avantajını kullanmak için tasarım edilirler (DeGarmo, 1997) Toz Metal Parçaların Tasarımı Toz Metalürjisi, geniş objektivden, belirli mühendislik uygulamaları için ekonomik ürün üreten bir imalat sistemidir. Başarı iyi tasarımla başlar ve iyi malzeme ile uygun prosesleme ile devam eder. T/M ile imal edilecek parçaların tasarımında; T/M tekniğinin, özel bir imalat işlemi olduğu hatırlanmalıdır ve ön koşul, eşsiz faktörlerin bir sayısı için yapılmalıdır. Tasarımda modifikasyon almaksızın diğer imalat işlemlerinden çevrilen ürünler, nadiren, özellikle T/M ile üretim için tasarım edilen parçalar gibi çalışırlar. T/M parçaların tasarımında bazı temel kurallar şunlardır: i. Parçanın şekli, kalıptan ayrılmaya izin vermelidir. Dikey yan duvarlar (yan yüzeyler) tercih edilir, delikler ve oyuklar, ölçüde üniform olmalı ve zımba hareket eksenine paralel olmalıdır. ii. Parçanın geometrisi, tozun, ince duvarlar, dar kama veya keskin köşeler gibi küçük boşlukların içinden akışını gerektirmeyecek şekilde olmalıdır. iii. Parçanın biçimi, güçlü kalıp konstrüksiyonuna izin vermeli, kalıp konstrüksiyonunda da keskin köşelerden kaçınılmalıdır. iv. Parça geometrisi, T/M parçaların uygun yeterli preslenebilir kalınlık bölgesinde olmalıdır. v. Parçaların değişik kesit kalınlıkları arasındaki fark mümkün olduğu kadar az olmalıdır. vi. Bazı parçaların, diğer imalat yöntemleriyle elde edilmesi ekonomik, pratik ve mümkün olmadığında, T/M ile üretilebilme avantajını kullanabilecek şekilde tasarlanmalıdır. vii. Eğer gerekliyse tasarım mevcut ekipmanlarla yapılmalıdır. Presleme alanı, pres kapasitesiyle uyumlu olmalı ve kalınlık değeri mevcut pres hareketleri sayısına eşdeğer olmalıdır. viii. Ürünlerin boyut toleransları dikkate alınmalıdır. Zımba ekseni ve presleme yönüne paralel olan boyutlara (zımbanın hareket yönü) göre radyal yöne paralel 10
24 boyutlarda daha yüksek hassasiyet ve tekrarlanabilirliğin elde edildiği görülmüştür. Bu olgu tasarım esnasında mutlaka göz önünde bulundurulmalıdır ix. Sinterleme esnasında oluşan büzülme (çekme) gibi, preslemeden sonra oluşacak boyutsal değişiklikler kalıp tasarımında göz önüne alınmalı ve telafi edilmelidir T/M Üretim Tekniğinin Dezavantajları T/M üretim tekniği birçok üstünlüklerinin yanı sıra bazı sınırlılık ve dezavantajlara sahiptir. DeGarmo (1997) ya göre bu dezavantajları aşağıdaki gibi sıralanabilir: i. Düşük Mekanik Özellikler; kalıntı porozite nedeniyle, T/M parçalar genellikle, aynı malzemenin dövme-dökme ürünlerinden daha aşağı mekanik özelliklere sahiptir. Onların kullanımı, yüksek mukavemet gerektiğinde sınırlı olabilir. Bununla birlikte, eğer ilave maliyetler kabul edilirse, ürünlerin mukavemet değerleri, farklı malzeme, alternatif yöntem veya ikincil işlem tekniklerinin kullanılmasıyla yükseltilebilir. ii. Nispeten yüksek kalıp maliyeti: işlem yüksek basınç ve aşırı abrazyon içerdiğinden, T/M kalıpları pahalı malzemeden ve nispeten tek parça yapılması gereklidir. Parçaya bağlı takım ihtiyacından dolayı, den daha az üretim hacmi için normal olarak pratik ve ekonomik değildir. iii. Yüksek malzeme maliyeti: birim ağırlığa göre, toz metaller, dövme ve dökme kütüklerden oldukça pahalıdır. Bununla birlikte, atık malzeme miktarının ve talaşlı işleme proseslerinin ortadan kaldırıldığı uygulamalarda, başlangıç malzemenin daha yüksek maliyeti dengelenebilir. T/M daha ziyade birim malzeme maliyetinin büyük olmadığı, küçük parçalar için uygulanır. iv. Tasarım sınırlamaları; T/M prosesi, bazı geometrilerdeki parçaların üretimi için uygun değildir. Parçalar, kalıptan kolay ayrılabilir olmalıdır. Kalınlık/çap (veya kalınlık/genişlik) oranı sınırlıdır. İnce dikey kesitler, zordur ve boyut sınırları, mevcut pres kapasitesi içinde olmalıdır. Çoğu parçalar, 25 inc² (63,5 cm²) presleme alanının üzerindedir. v. Parça kesiti boyunca özelliklerin değişimi; Presleme işleminde sıklıkla üretilen homojen olmayan ürün yoğunluğu, parça içerisinde özellik değişimleriyle 11
25 sonuçlanır. Bazı ürünler için, bu değişmeler kabul edilemez olacaktır. Uniform olmayan şekillerin bu yöntemle üretimi halinde bu tip problemler çıkabilir. Bundan kaçınmak için tasarım kriterlerine uyulması gerekir. vi. Alüminyum, titanyum, magnezyum ve demir gibi bazı metaller parlayıcıdır, büyük yüzey/hacim oranlarıyla partikül formunda tutuşabilir veya patlayabilir. İnce partiküller, uzun süre havada kalabilir ve çalışanlar tarafından teneffüs edilebilir. Sağlık ve güvenlik risklerini minimize etmek için, metal tozlarının tutulması, sıklıkla, inert (ağır) atmosfer kullanarak, kuru kutular ve koruyucu başlık kullanılması gereklidir Metal Tozların Üretimi Toz metalürjisinde başlangıç malzemesi metal tozlardır. Bunlar doğada direk kullanılacak halde bulunmayan ve üretim metodu nihayi ürün özelliklerini büyük oranda etkileyen bir başlangıç üründür. Böylece T/M yöntemiyle üretilen malzeme ve parçalar için başlangıçta gerekli olan, ürünün muhtemel özelliklerini mümkün olduğu kadar yüksek oranda sağlayacak, proses şartlarına uygun özellik aralığında tozların üretilmesidir (Šalak, 1995). Hemen hemen tüm malzemeler toz halinde üretilebilir. Metal toz üretimi teknikleri; hem konvansiyonel toz metalurjisi (kalıpta presleme) için hemde toz dövme, izostatik presleme, MIM, hızlı katılaştırma, seçimli laser sinterleme, sprey çöktürme, plazma prosesi, nano malzemeler ve kompozitler gibi yeni gelişen oldukça farklı uygulamaların ihtiyaçlarını karşılamak için farklı yöntemleri kullanarak, geniş toz boyutu, şekli, mikroyapı ve kimya aralığında, toz üretimi yapan tekniklerdir (ASM, v7, 1998; Schatt, 1997). Toz metal teknolijisinin kullanımının yaygınlaşması ve buna paralel olarak yeni toz tiplerine olan ihitiyaç sonucu, metal toz üretim teknikleri de, kalite, maliyet, mevcut performans gereksinimleri ve yeni uygulamalara cevap verebilmek için sürekli gelişmekte ve teknik olarak iyileşmektedir. Toz üretim teknikleri başlıca 4 kategoride incelenebilir. Bunlar; mekanik, kimyasal, elektrolitik ve atomizasyon teknikleridir (German,1984). Bazı kaynaklar elektrolitik ve atomizasyon yöntemlerini fiziksel metot olarak tek bir başlık altında incelemektedir (Upadhyaya, 1996). Bu ana yaklaşımlara ilaveten, kullanımı sınırlı ve 12
26 bazı malzemelerin üretiminde kullanıldığı bazı özel teknikler de vardır. Uygun metal toz üretim tekniğinin seçimi; üretim miktarı, toz özellikleri, malzemenin fiziksel ve kimyasal özelliklerine bağlıdır (ASM, 1998). Yaygın olarak kullanılan toz üretme yöntemleri; su ve gaz atomizasyonu, öğütme, mekanik alaşımlama, elektroliz ve oksitlerin indirgenmesini içeren kimyasal yöntemleri kapsar. Kimyasal ve elektrolitik teknikler yüksek saflıkta tozların üretilmesi için uygundur. Mekanik öğütme (veya ufalama) ise sert metal ve oksitlerin toz üretiminde oldukça yaygın kullanılan yöntemlerdir. Oksit indirgenmiş, atomize edilmiş ve elektrolitik tozlar da oldukça yaygın ve ekonomiktir. Bununla beraber, bazı metallerin sünekliği nedeniyle, metal tozu üretiminde sınırlı bir yöntemdir. Atomizasyon µm toz boyutunun geniş aralığında ve yıllık tona kadar üretim miktarı aralığında metal tozu üreten oldukça çok yönlü bir yöntemdir. T/M uygulamalarının gelişerek artması, kimyasal ve fiziksel yolla üretilen mikron altı toz boyutlarını gerektirmektedir. Ultra ince tozlar taşlama ve veya konvansiyonel (gaz ve/veya sıvı) atomizyonla verimli olarak üretilemez. Toz üretim yöntemleri hakkında aşağıda ayrıntılı bilgi verilecektir Mekanik Yöntemle Toz Üretimi Mekanik yöntemle toz üretimi; öğütme, talaşlı işleme, mekanik alaşımlama ve coldstream gibi yöntemleri kapsar, ancak en yaygın kullanılan yöntem mekanik öğütmedir. Metallerarası bileşikler, demir alaşımları, demir-krom, demir-silisyum v.b. gibi kırılgan malzemeler mekanik olarak bilyalı değirmenlerde öğütülürler (Şekil 1.2). Fakat öğütme işlemi birçok sünek metal için uygun değildir; çünkü bu metaller Şekil 1.2. Mekanik ufalama yöntemi (German,1984) 13
27 kolayca kırılmazlar. Sünek tanecikler kırılma yerine birbirleri ile soğuk olarak kaynaklanır ve daha büyük tanecik oluştururlar. Günümüzde öğütme işlemi alüminyum gibi sünek metallerden pul toz üretiminde de kullanılır. Bu durumda, soğuk kaynaklanmayı ve yapışmayı engellemek için yağlayıcılar kullanılır. Mekanik yöntemler, metal tozlarının üretiminde birincil bir yöntem olarak fazla kullanılmaz. Mekanik öğütme, çarpma, aşındırma, kayma ve sıkıştırma gibi tekniklerle mümkün olmaktadır. Çarpma, çatlak ve boyut azalmasıyla sonuçlanan hız ve darbenin bir malzemeye anlık dağılımını içerir. Aşındırma, ovalama hareketiyle partikül boyutunda azalma şeklinde gerçekleşir. Kayma, ezme gibi işlemlerle birlikte kırılmanın bir çatlak tipidir. Kaymayla şekillenen tozlar, kabadır ve malzeme aşırı sert olmadıkça toz metalürjisinde sık bulunmaz. Son olarak öğütme, eğer malzeme deforme olmayacak yeterli kırılganlıkta ise, sıkıştırma kuvvetleriyle olabilir, fakat kaba tozlar haline gelir (German, 1984). Mekanik öğütme metal tozlarının oluşumu bu dört temel mekanizmanın çeşitli kombinasyonlarına bağlıdır. Bu metod aşağıdaki durumlarda birincil proses olarak kullanılır (Upadhyaya, 1996); Saf antimon ve bizmut, nispeten sert ve kırılgan alaşımlar ile seramik malzemeler gibi kırılması kolay malzemeler, Berilyum ve metal hidritler gibi reaktif malzemeler, Alüminyum ve demir gibi yaygın metallerin, pul toz formunda üretilmesi gerektiğinde. Mekanik yöntemle üretimde en yaygın metot, sert ve aşınma dirençli bilyalarla dönen silindirlerden oluşan bilyalı öğütücülerin kullanılmasıdır. Bu yöntemde kritik faktör; sürme silindirlerinin dönme hızıdır (Şekil 1.2). Çok yüksek hız, malzeme ve bilyalar arasındaki santrifüj kuvvet ve relativ hareketten dolayı, malzeme ve bilyaların, silindir duvarlarına sıkışmasına neden olacaktır. Düşük hız ise silindirin daha düşük parçalarda önemsiz hareket miktarıyla sonuçlanacaktır. Optimum hız, bilya ve malzemenin belli miktarının silindirin üzerine yükselmesine ve ufalanan malzemenin aşağıya düşmesine izin veren duruma karşılık gelen hızdır. Diğer bir mekanik yöntemde mekanik alaşımlamadır. Mekanik alaşımlama (MA), 14
28 elementel tozlardan başlayarak ticari olarak faydalı malzemelerin dengeli ve dengesiz fazlarından sentezlemek için kullanışlı ve basit bir yöntemdir. Önemli teknik avantajlarıyla birlikte aynı zamanda ekonomik bir prosestir. MA nın en büyük avantajlarından birisi, normalde birbiriyle karışmayan elementlerin alaşımlanması gibi diğer tekniklerle mümkün olmayan yeni alaşımları sentezlemesidir. Bu, MA nın tamamen katı-durum prosesi olması nedeniyledir ve bu yüzden sınırlılığı bu alana uygulanamayan faz diyagramlarıdır. MA alaşım tozlarını oluşturmak için elementel tozlar ve bilyaların karışımını kullanır. Şekil 1.3 bilyalarla doldurulmuş döner çarklı karıştırma çarkında mekanik alaşımlama aşındırıcı değirmeni şematik olarak gösterilmektedir. Giriş malzemesi sırasıyla, soğuk kaynak ve kırılma adımlarını izler. Alttaki şekilde de, aşındırıcı bilyalarla tozların sürtüşmesi sonucu mikroyapının mikroskobik olarak homojenleşmesi gösterilmiştir. Şekil 1.3. Mekanik alaşımlamanın gösterilişi (German, 1984) MA normalde kuru, yüksek enerji bilya öğütme tekniğidir ve ticari olarak kullanışlı ve bilimsel olarak ilgi çekici malzemelerin çeşitlerinin üretilmesinde kullanılmaktadır. Bu basit ama etkili işleme yöntemi, metaller, seramikler, polimerler ve kompozit malzemeler uygulanmaktadır. MA nın önemli özellikleri şunlardır: İkinci faz partiküllerin ince dispersiyonunun üretimi Katı çözülebilirlik sınırının genişlemesi Nanometre aralığına kadar tan boyutunun incelmesi 15
29 Alışılmamış kristallerin ve quasi-kristal fazların sentezi Amorf (camsı) fazların gelişimi Düzenli iki veya daha çok metal içeren bağların yeniden düzenlenmesi Alaşımı zor elementlerin alaşımlama ihtimali Düşük sıcaklıktaki kimyasal reaksiyonların sebebi Kimyasal Yöntemle Toz Üretimi Hemen hemen tüm metaller kimyasal yöntemle üretilebilir. Kimyasal ve fizikokimyasal yöntemlerle metal tozlarının üretimi, toz özelliklerinde önemli farklılıklara izin verir. Proses değişkenlerinin ve üretim parametrelerinin çok çeşitliliği partikül boyutu ve şeklinin sıkı kontrolüne müsaade eder (German, 1984). Bu yöntemde tozlar, oksitlerin indirgenmesi, çözelti veya bir gazdan çökelme, termal ayrışma, kimyasal gevrekleştirme, hidrit çökelme gibi farklı kimyasal işlemlerle üretilir. Bu kategoride en yaygın kullanılan proses, oksit indirgeme, ayrıştırma ve ısıl çöktürmedir (ASM, 1998). Oksit indirgeme, demir, bakır, tungsten ve molibden tozlarının kendi oksitlerinden üretimi, ticari olarak oldukça iyi yapılmaktadır. İndirgeme ortamı katı, gaz ve sulu çözelti olabilmektedir (Upadhyaya, 1996). Daha küçük ölçekte, oksit indirgeme kobalt ve nikel tozlarının üretiminde de kullanılır. Bu yöntemle üretilen tozlar, karakteristik olarak, sünger toz olarak isimlendirilir. Höganas yöntemi katı indirgeme ortamlarıyla demir oksitlerinin indirgenmesiyle demir tozu üretiminde en önemli yöntemdir. Bu yöntemde, başlangıç malzemesi yüksek saflıkta magnetit filizlerdir (Fe 3 O 4 ). Bu cevherin uygun indirgeyici ortamlarla indirgenmesiyle sünger yapılı demir tozları elde edilir (Yılmaz, 1999). Bu süngerimsi yapı, gözeneklerin boyut ve miktarıyla kontrol edilir ve iyi sıkıştırılabilirlik (yüksek ham mukavemet) için kullanılır. İndirgeme ortamı olarak, hidrojen, karbon monoksit ve karbon indirgeme reaksiyonu için dengeleyici olarak kullanılır. Karbon monoksitin karbondioksite, hidrojenin suya oranı ve oksijenin kısmi basıncı, verilen sıcaklıkta indirgeme şartlarını muhafaza etmek için gerekli minimum oranı belirlemeye izin verir. Fakat pratikte indirgeme sıcaklığı termodinamik verilerin gösterdiğinden genellikle daha yüksektir. Görünür yoğunluk, toz akışı, sıkıştırma ve sinterleme özellikleri gibi 16
30 performans özelliklerini önemli derecede etkileyen, partikül boyutu, porozitesi ve hidrojen kaybı gibi final toz özellikleri, öncelikle saflığa, başlangıç malzemenin boyutuna ve indirgeme prosesinin kinetiğine bağlıdır. Prosesin kinetiği ise; eğer indirgeme durağan bir sistemde gerçekleştirilirse, kompozisyona, indirgeme gazının akış oranına, indirgeme sıcaklığına, fırındaki sıcaklık profiline ve oksitin yatak derinliğine bağlıdır (ASM, 1998). Proses parametrelerinin çeşitli kombinasyonları, birçok tescilli toz sınıfının üretimi için toz üreticileri tarafından kullanılır. En önemli proses değişkeni indirgeme sıcaklığıdır. Tipik olarak, düşük indirgeme sıcaklığı; yüksek spesifik yüzey alanı ve yüksek ham mukavemete sahip tozlarla sonuçlanır. Yüksek indirgeme sıcaklığı (> 0.6 T m ) yüksek sıkıştırılabilirlik gösteren, büyük partiküller arası gözenek ve küçük spesifik yüzey alanına sahip tozlar üretir. Aşırı düşük indirgeme sıcaklığı (< 0.3 T m ) kolayca kendiliğinden tutuşan tozlar üretebilir. Yüksek sıcaklıklar, sinter keklerin kırılması gibi zorluklara yol açan, aşırı sinterleme ve topaklanmaya sebep olur. Tungsten ve molibdenle oksit indirgeme ekonomik nedenlerden kısmen kullanılır, çünkü bu metallerin ergime sıcaklığı çok yüksektir. İndirgeme ortamı olarak hidrojen kullanılan indirgeme prosesi, hem tungsten hem de molibden oksitleri için benzerdir. Oksitlerin sıklıkla bir partikülün yüzeyinde yoğunlaştığı atomize demir tozlarının aksine, kirlenmeye karşı indirgenmiş ve dengelendiğinde en azından, oksit indirgenmiş tozlar partikül içerisinde kalıntı oksitlerinin çoğunu içerir (ASM, 1998). Oldukça yaygın kullanılan diğer bir kimyasal yöntem olan ayrıştırma prosesi ile iki kategoride toz üretimi yapılır; bunlar metal hidritler ve metal karbonillerin ayrıştırılmasıdır. Metal hidritleme; Ti, Zr,Hf,V,Th, veya U gibi refrakter metallerin sünger formda ısıtılmasıyla hidritlenmesini içerir. Metaller talaş formunda hidrojenle ısıtılır. Kırılgan hidritler toz haline öğütülür, daha sonra artırılmış sıcaklıkta vakum altında dehidritlenir. Örneğin, TiH C arasındaki sıcaklık aralığında titanyumdan şekillenir. Bu hidritler, oldukça kırılgandır ve istenen incelikteki toza bilyalı öğütülmeye hazırdır (Upadhyaya,1996). Bir diğer kimyasal yöntem ola ısıl çöktürme ile, hem demir hem de nikel kendi karbonillerinin çöktürülmesiyle üretilir. Karbonil işlemi ilk olarak nikeli rafine etmek 17
31 için geliştirilmiştir. Bu yöntemde ham metal basınç altında karbonil oluşturmak için karbon monoksit ile reaksiyona girer. Karbonil reaksiyon sıcaklığında gazdır ve sıcaklığın yükselmesi ve basıncın azalması ile ayrışır. Aynı işlem demir için kullanılır ve karbonil demir tozları yüksek saflık istenen durumlarda kullanılır. Yakın zamanda enjeksiyon kalıplama için ince tozlara olan talep, karbonil işlemine hız vermiştir. Tipik karbonil demir tozunun boyutu 1-5 mm dir. Isıl ayrışma için diğer bir örnek, platin amonyum klorür tuzunun ısıtılması sonucu üretilen süngerimsi platin tozlardır. Sherritt Gordon işleminde nikel tozlar basınç altındaki nikel tuzlarının çözeltisinin hidrojen ile indirgenmesi ile üretilirler. Karboniller, özel sıcaklık ve basınçta süngersi metal üzerinden karbon monoksitin geçirilmesiyle elde edilir. Demir penta kanbonil Fe(CO) 5, oda sıcaklığında sıvıdır, 103 C da kaynar. Nikel tetrakarbonil Ni(CO) 4, 43 C da kaynar. Basınç 1 atmosfere indiğinde ve sıcaklıkta paralel olarak arttığında, bu karbonillerin her ikiside metal ve karbon monoksit yeni formuna çökelir. Bunlardan ikincisi daha fazla karbonil oluşması ve prosese devam etmek için yeniden kullanılır. Bu reaksiyonlar aşağıdaki gibi ifade edilir: Fe + 5CO Fe(CO) 5 Ni + 4CO Ni(CO) 4 Tozlar, buharın ısıtılmış ortamda çökelmesine ve kabın kenarlarına etkilemeyen şartlar altında atmosferik basınçta ısıtılmış kaplarda karbonillerin kaynatılmasıyla üretilir. Tozlar toplanır ve elenir, öğütülüp takiben hidrojende tavlanabilir. Tozların kimyasal saflığı, karbon, nitrojen ve oksijenin gibi ana impüritelerle beraber oldukça yüksektir (% 99.5). Partikül boyutu oldukça sıkı kontrol edilebilir. Nikel tozları düzensiz şekli, gözenekli ve ince olurken, demir karbonil tozlar, genellikle küresel şekilli ve oldukça (10 µm dan daha az) incedir (ASM, 1998). Yılmaz, (1999) a göre genel olarak kimyasal yöntemle toz üretiminin avantajları; Katı redüktif olarak kullanılan karbon ucuzdur, Metal oksitler kolaylıkla bulunabilir, 18
32 Gözenekli yapılar elde edilebilir, Metal ve oksitlerin boyut kontrolü yapılabilir. Kimyasal yöntemlerin dezavantajları; Redüktif olarak gaz kullanıldığında saf haldeki gazlar pahalıdır, Metal oksit saflığı, tozun saflığına etkiler (impüritelerin varlığı) Alaşım tozların üretimi bu yöntemle mümkün değildir Elektrolitik Yöntemle Toz üretimi Elektrolitin kimyasal bileşimi ve mukavemeti, sıcaklık, akım yoğunluğu gibi şartları uygunca seçerek, birçok metal sünger veya toz durumunda katot üzerinde biriktirilebilir. Metallerin yaygın örnekleri, titanyum, paladyum, bakır, demir ve berilyum elektrolitik yöntemle yüksek saflıkta tozlara şekillendirilebilir. Elektrolitik yaklaşımın ana cazibesi yüksek saflıkta toz üretmesidir. Çevrim şekil 1.4 de gösterildiği gibi elektrolitik hücreye uygulanan gerilim altında anodun çözünmesiyle başlar. Bakır ve demirle ilgili anot ve katot reaksiyonları şekildeki gibidir. Elektrolit (sülfat bazlı) içerisine taşıma katotta şekillenen tozları saflaştırmada kullanılır. Daha sonraki işlemlerde, katot tortusu kaldırılır ve yıkama, kurutma, indirgeme, tavlama ve öğütme aşamalarından geçirilir (German, 1984). Şekil 1.4. Elektrolitik hücreden metal tozlarının oluşumu Elektrolitik yöntemle üretilen tozlar sıklıkla dentritik veya sünger şeklindedir. Daha fazla tozun katotta tortulanması şu şartlara bağlıdır: yüksek akım yoğunluğu, zayıf 19
33 metal konsantrasyonu, koloit ve asitlerin ilavesi, düşük sıcaklık, yüksek viskozite, çalkalanmadan kaçınma, konveksiyonun önlenmesi (Upadhyaya, 1996). Elektrolitik teknikler saf toz üretim yaklaşımı olarak bilinirken, teknikte bazı zorluklar vardır. İlk olarak, banyo kimyası oldukça duyarlıdır. Kontaminantlar (kirleticiler) katotta tozların tortulanmasında ve oluşumunda bağlayıcı olabilir. İlave olarak yalnızca elementel tozlar bu yaklaşımla pratiktir Atomizasyon Yöntemiyle Toz Üretimi Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden hızlıca soğutulur. Bu yöntemde, ergimiş metal yüksek enerjili gaz veya sıvı çarpmasına, ultrason, merkezkaç veya bazı diğer mekanik etkilere maruz bırakarak sıvı metali daha küçük parçalara ayrılmaktadır. En yaygın kullanılan atomizasyon yöntemleri su ve gaz atomizasyondur. Sonuç olarak bir atomize ortamda veya ilave soğuma etkisi altında hızlıca soğuyan ergimiş metal damlacıklar halinde dağılır. Oluşan toz partiküllerinin yapısı, şekli ve dispersiyon derecesi; sıcaklık, viskozite ve eriyiğin yüzey gerilimi, soğutma şartları ve ergiyik üzerine etkileyen enerjinin değişimiyle geniş aralıkta değişebilir (Šalak,1995). Hava, azot, helyum ve argon en çok kullanılan gazlardır (Şekil 1.5). Su ise sıvılar içinde en çok kullanılandır. Nozulun tasarım ve geometrisi, atomize eden akışkanın basıncı ve a) b) Şekil 1.5. Atomizasyon Yöntemi a) Su Atomizasyon b) Gaz Atomizasyon (German, 1984) 20
34 hacmi, sıvı metalin akış çapı gibi birçok parametreyi değiştirerek toz boyutu dağılımını kontrol etmek mümkündür. Tanecik şekli ise katılaşma hızı ile belirlenir, düşük soğutma kapasiteli gazlar için küresel şekilden yüksek soğutma kapasiteli su için karmaşık şekle dönüşür. Genelde bu toz üretim metodu ergitilebilen tüm malzemeler için uygulanabilir ve ticari olarak demir, takım çelikleri, alaşımlı çelikler, bakır, pirinç, bronz, alüminyum, kalay, kurşun, çinko ve kadmiyum tozlarının üretilmesinde kullanılır. Krom içeren alaşımlar gibi kolayca oksitlenen metallerde atomizasyon argon gibi asal gazlar yardımıyla gerçekleştirilir. Hem elementel hem de ön alaşımlı tozlar bu yöntemle üretilebilir. Atomizasyon, alaşımı oluşturan tüm metallerin ergimiş durumda tamamen alaşımlandığı için, özellikle alaşımların toz halinde üretilmesinde faydalı bir yöntemdir. Böylece her toz taneciği aynı kimyasal bileşime sahip olur (EPMA, 2004). Ayrıca, artan oranlarda uygulama alanı bulan diğer birçok atomizasyon yöntemleri vardır. Bunlardan en önemlisi santrifüj atomizasyonudur, ergimiş metalin damlacıkları yüksek hızda dönen bir diskten fırlatılırlar. Başlıca iki çeşit santrifüj atomizasyonu vardır. Bunlardan birincisinde, bir kap içindeki ergiyik metal, ergiyik metalin damlacıklara ayrılması için uygun bir hızda düşey eksen etrafında döndürülür veya bir metal demeti dönen bir disk, kupa veya elek üzerine akıtılır veya son olarak ta dönen bir çark ergimiş metal içine daldırılarak damlacıklar halinde savurur (Şekil 1.6). Şekil 1.6 Santrifüj atomizasyon yöntemleri a) döner disk, b) döner kupa, c) döner çark, d) döner elek (German, 1984) Diğerinde ise, bir metal çubuk yüksek hızda döndürülür ve serbest uçta elektron ışını 21
35 veya plazma arkı vb. ile ergitilir. Bu ikinci tip işlem, Döner Elektrot Atomizasyonu olarak bilinir ve çubuk düşey veya yatay eksende döndürülebilir. Bu uygulamanın önemli bir üstünlüğü, atmosfer kontrollü bir ortamda, hatta vakumda bile çalışılabilmesi, böylece çok reaktif olan metallere ait temiz tozlar üretmesidir Diğer Atomizasyon Yöntemleri Yukarıda anlatılan ana atomizasyon yaklaşımlarına ilaveten, metal tozu elde etmek için enerjinin eriyiğe verilebildiği birçok başka mekanizmalarda vardır. Bunlar, titreşimli tel, silindir, dönen pota ve eriyik püskürtme atomizasyon yöntemleridir. Silindir atomizer, eriyik akımını hızlıca dağıtmak için yüksek hızda silindir öğütücü kullanır. Yüksek soğutma hızı üretmenin birincil avantajına sahiptir ve amorf metallerin şekillenmesinde kullanılır. Silindirle atomize edilen tozların başlıca dezavantajı pul şeklinde olmasıdır. Düşük ergime noktasına sahip malzemelerden kaba tozlar, bir döner kesik (yarık) pota kullanılarak üretilebilir. Açık boyut kontrolü, damlacık boyutunun bir miktar kontrolünü sağlar. Damlacığın küçük parçalanması sıvı üzerine ana kayma kuvvetleri etkilemediğinden potadan çıktıktan sonra oluşur. Şekil 1.7 de gösterilen eriyik püskürtme tekniği, hidrojene doymuş sıvı metal ve ince toz sprey oluşturmak için vakumda hızlı kusma yöntemini kullanır. Şekil 1.7. Eriyik püskürtme tekniği (German, 1984) Eriyiğe 1-3 MPa hidrojenle basınç uygulanır. Bir sifon borusundan sonra doymuş eriyik büyük vakum odasına boşaltılır. Hem yüksek hız hem de hidrojen kusma, 22
36 eriyiği vakum odasına tam olarak püskürtülmesine neden olur. Teknik çoğunlukla süperalaşım toz üretimi için kullanılır. Eriyik püskürtme yaklaşımının zorluklarından birisi, vakum odasındaki düşük kalıntı basınç nedeniyle, tozların düşük soğuma hızıdır. Soğutma konvektivden ziyade ağırlıklı olarak radyanttır. Konvektif proses, gaz atomizasyonda tecrübe edildiği gibi, ısının atılmasında oldukça etkilidir. Diğer bir atomizasyon yöntemi de plazma atomizasyondur. Tel veya toz malzeme ergime ve hızlı ivmelenmenin oluştuğu bir plazma tork içine itilir. Sonuçta, ince toz torkun dışına püskürtülür. Eğer toz uzun uçma mesafesi sağlarsa, küresel partikül şekliyle sonuçlanır. Küresel tozları şekillenmesi için bu gibi yaklaşımlar, girdi toz boyutları µm arasında olduğunda optimumdur. Çizelge 1.1 mevcut atomizasyon tekniklerinin boyut dağılımı, tipik ortalama boyut, partikül şekli ve nispi üretim maliyeti bakımından karşılaştırmasını göstermektedir. Gerçekçi olarak bu tablo bir sadeleştirmedir. Üretim yaklaşımlarının tümü, ortalama aralıkta boyut değişimi ve şekil için yeterli parametre kontrolüne sahiptir. Çizelge 1.1 Atomizasyon tekniklerinin karşılaştırılması (German, 1984) Teknik Yaklaşık Ort. Tane Boyut Nisbi Partikül şekli boyutu µm dağılımı maliyet Döner Elektrot Küresel Orta Yüksek Döner Disk Küresel Dar Orta Döner Pota Ligament Dar Düşük Titreşim Elektrot Küresel Dar Yüksek Silindir 200 Pul Dar Yüksek Su Düzensiz Geniş Düşük Gaz Yuvarlatılmış Orta Orta Eriyik Püskürtme Küresel Orta Orta Tozların Mikro yapı Kontrolü Hızlıca katılaşmış tozlar, korozyon direnci, mukavemet, manyetik davranışlar, yorulma ömrü ve spesifik modül (yoğunluğa bölünmüş elastik modül) bakımından potansiyel iyileşmeler sağlar. Sonuç olarak dikkat, yüksek alaşımlı eriyiklerden amorf veya mikro kristalli yapılara, hızlı ısının atılmasına yönlenmiştir. Amorf metaller rasgele görünümdedir. Mikro kristalli malzemeler hızlıca su verilir, fakat onlar ince kristal boyutuna sahiptir. Birçok alaşımda (>10 6 K/s) amorf yapı elde etmek için gerekli soğutma hızını başarmak için, küçük boyutlar hızlı ısı atmak için 23
37 gereklidir. Tozlar, küçük boyutların hızlı su verme için mevcut olduğu durumda, bir form sağlar. Partikül soğutma hızı, homojenlik, kristal boyutu ve kristalleşme derecesini belirler. Soğutma süresince, çekirdeklenme ve gelişim mikro yapısal dönüşümde hâkimdir. Bu yüzden dikkat, ısı atılmasına ve iç toz yapısının kontrol edildiği toz atomizasyon parametrelerine yönelmiştir. Gaz atomizasyon yöntemi, hızlı konvektiv soğuma nedeniyle kontrollü mikro yapının oluşmasına cazip bir yaklaşımdır. Ayrıca gaz atomizasyon, belirli alaşım sistemlerinde daha ince partikül boyutunda amorf tozların üretiminde başarılıdır. Ancak su atomizasyon daha yüksek soğutma hızı nedeniyle gaz atomizasyondan daha iyi mikro yapı sağlar (German, 1984). Mühendislikte kullanılan hemen tüm malzemeler hususi biçimlerde işlenir. Yaygın malzemelerin üretim yaklaşımlarıyla birlikte tablo 1.2 de listelenmiştir. Çizelge 1.2 Çeşitli metal Tozlarının tipik üretim yaklaşımları (German, 1984). Metal Alüminyum Berilyum Kobalt Bakır Bakır Alaşımları Demir Nikel Kıymetli metaller Reaktif metaller (Ti, Zr) Refrakter metaller (W, Mo, Re, Ta, Hf) Özellikli alaşımlar Çelikler Uranyum Yaygın Toz Üretim Yaklaşımı Gaz atomizasyon, hava atomizasyon, ufalama Ufalama, elektrolitik, kimyasal çökeltme Oksit indirgeme, elektrolitik Elektrolitik, su atomizasyon, oksit indirgeme, tuz indirgeme, sulfat çöktürme Su atomizasyonu, mekanik aşındırma Oksit indirgeme, işleme, su atomizasyon, karbonil, santrifüj atomizasyon, elektrolitik, gaz atomizasyon Karbonil, elektrolitik, oksit indirgeme, su atomizasyon, gaz atomizasyon Hava atomizasyon, elektrolitik, bileşen indirgeme Klorid indirgeme, santrifüj atomizasyon, kimyasal çöktürtme Oksit indirgeme, kimyasal çöktürme, santrifüj atomizasyon Gaz atomizasyon, su atomizasyon Su atomizasyon, buhar atomizasyon, gaz atomizasyon, Oksit indirgeme, hidrit-dehidrit Demir Tozu Üretimi Demir tozu T/M endüstrisinde kullanılan ham malzemelerin en büyük tonajını temsil eder. Demir tozları ticari T/M uygulamalarında önde gelmektedir. Bunu nedeni; i. Demir dışı metallerle karşılaştırıldığında üretimi ucuzdur, ii. Diğer metal ve metal olmayan malzemelerle karşılaştırıldığında üstün özellik, (özellikle mukavemete) sahip olması, iii. Uygun mukavemet-ağırlık-maliyet oranına sahip olması, iv. Özellikle karbonla kolayca alaşımlanır ve sonuçta demir-karbon sisteminin tüm 24
38 özelliklerine (ısıl işlem yapılabilme dahil) sahiptir, v. Doğada yeterince mevcuttur Demir tozunun kullanımı TM parçaların üretimiyle sınırlı değildir. Tüm üretilen demir tozunu yaklaşık üçte 1/3 ü, kaynak çubukları, alevle kesme, gıda zenginleştirme, elektronik, manyetik ve kimyasal uygulamalarda kullanılır. Oksidinden indirgeyerek üretme en eski demir tozu üretme yöntemidir. İsveç sünger demir yöntemi Höganäs firması tarafından İsveç te 1900 lu yıllarda geliştirilmiştir. Yöntem katı halde ve 1260 C de gerçekleşir. Magnetitçe zengin cevher öğütülerek kok ve kireçtaşı ile karıştırılır ve seramik tüplere doldurulur. Seramik tüpler fırın arabalarına yüklenir ve uzun fırın içinden 68 saatte geçerler. Öğütmeden sonraki tavlama işlemi hidrojen gazı altında 870 C de gerçekleşir. Sonuç toz, sünger görünümlüdür. Atomizasyon yöntemi de demir ve özellikle çelik tozu üretmek için kullanılır. Demirin atomizasyonu için su kullanılır, ancak çelik için su veya alaşımın içeriğine göre asal gazlar kullanılır. Su ile atomize edilmiş demir ve çelik tozları yüzeylerindeki oksiti indirgemek ve basılabilirliklerini geliştirmek için 900 C de indirgeyici gaz altında tavlanırlar. Bugün bu metodun geliştirilmiş sürümleri demir tozu üretiminde başta Amerika ve İsveç olmak üzere dünyada önemli endüstriyel yöntemlerden biridir. Benzer adaptasyon Rusya da da kullanılır. T/M paslanmaz çelikler, düşük alaşımlı çelikler ve takım çelikleri için kullanılan çoğu tozlar, bu alaşımların erime sıcaklığı saf demirden daha düşük olduğunda, erimiş alaşımın atomizasyonuyla üretilir. Su-atomize çelik tozları keşfedilmesinin direk sonucu olarak 1960 lı yılların başından beri mevcuttur. Atomize demir ve çelik tozları erime, atomizasyon imkânları ve yöntemlerinin aynı tipine ihtiyaç duyar. Toz metalürjisi için düşük-alaşımlı demirin önemli bir kısmı su atomizasyonla üretilir. Bununla beraber, indirgeme ve demirin erime sıcaklığının altındaki diğer kimyasal yöntemlerde kullanılmaktadır. Genel olarak dünyada demir tozu üretiminde aşağıdaki yöntemler yaygın olarak kullanılmaktadır (ASM, 1998): Höganäs prosesi Pyron Prosesi 25
39 Karbonil buhar metalurjisi Elektrolitik demir Akışkan yataklı indirgeme Su-atomizasyon o Quebec Metal Tozları Prosesi o Domfer Prosesi o Kobe/Kobelco Prosesi o Kawasaki Prosesi Bazı prosesler ilk geliştiren ticari firma ismiyle bilinmekte, bazıları da aynı yöntemi kullanmasına rağmen (su atomizasyonu gibi) bazı küçük farklılıklarla uygulayan farklı firmanın ismini almaktadır Çelik Tozu Üretimi Çelik tozları alaşımlama prosesine bağlı olarak üç genel tipte sınıflandırılır. Bunlar: önalaşımlı, kısmi alaşımlı ve ilavelidir. Önalaşımlı tozlar ergitme ve sonra atomizasyonla üretilir. Bu toz partiküllerinin benzer alaşım kompozisyonunda olması için gereklidir. Aksine ilaveli tozlar homojen alaşımlama için sinterleme süresince kütle transferi ve yeterli difüzyon gerektiğinden, sinterleme süresince alaşımlanır. Bağlanmış veya difüzyon alaşımlanmış tozlar üçüncü tiptir. Bu tip tozlar, alaşımlama için ince tozların demir partikül yüzeyine bağlanması hariç ilaveli sınıfa benzerler. Bu adım segragasyonu azaltır ve böylece sinterleme sonrası alaşımlı parçasının kimyasal homojenliği iyileşir. Çeliklerin alaşımlanması için toz metalurjisinde yaygın kullanılan elementler, karbon, nikel, bakır ve molibdendir. Nikel ve/veya molibdenle önalaşımlı çelik tozları yaygındır, çünkü bu elementler oksijenle düşük kimyasal ilgiye (afinite) sahiptir ve sıkıştırılabilirlik üzerine az etkiye sahiptir. Tersine manganez oksijen için daha güçlü afiniteye sahiptir ki, daha iyi atmosfer kontrolü veya sinterleme süresince daha yüksek fırın sıcaklığı gerektirir. Önalaşımlı veya difüzyon alaşımlı tozlardan yapılan T/M çelik parçalarda, karbon 26
40 genellikle sinterleme süresince çeliği biçimlendirmek için grafit olarak ilave edilir. Karbon, sıkıştırılabilirliği önemli oranda düşüren güçlü sertleşme etkisine sahiptir ki çoğu önalaşımlı çelik tozu düşük kalıntı karbon içeriğine sahiptir. Sülfür, azot, oksijen ve fosfor gibi impüriteler de, ham mukavemet üzerinde zararlı etkiye sahiptir. Birçok bakımdan demir esaslı karışımlar baz demir tozunun, boyut dağılımı, partikül şekli ve kompozisyonu gibi karakteristiklerinden etkilenir (ASM, 1998). Demir esaslı tozlar MPIF 35 standardında gösterildiği gibi sembolize edilir ve başlıca 5 kategoride belirtilir. Bunlar: Elementel tozlardan üretilmiş Demir-esaslı malzemeler, Önalaşımlı tozlardan üretilmiş Demir-esaslı malzemeler Sinter sertleştirilmiş Demir-esaslı malzemeler, Difüzyon alaşımlı malzemeler, Bakır infiltreli demir ve çelikler Tozların Karakteristik Özellikleri Sinterlenmiş parçaların üretiminde kullanılan demir ve çelik tozları, diğer metal tozlarında olduğu gibi, aşağıdaki üç ana özellik kategorisiyle karakterize edilir (Höganäs, 2004b): i. Metalürjik Özellikler a. Kimyasal kompozisyon ve impüriteler b. Mikroyapı c. Mikrosertlik ii. Geometrik (Fiziksel) Özellikler a. Partikül boyut dağılımı b. Dış partikül şekli c. İç partikül yapısı (partikül porozitesi) d. Spesifik yüzey alanı iii. Mekanik Özellikler a. Akış hızı b. Kütle yoğunluğu c. Sıkıştırılabilirlik, ham mukavemet ve boyut değişimi 27
41 Bu özelliklerin tümü, toz üretim prosesine özel ve kalıtsaldır. Bunlardan bazıları diğeriyle de ilgilidir. Örneğin: Mikro yapı ve mikro sertlik kimyasal kompozisyona bağlıdır; Sıkıştırılabilirlik mikro sertliğin artmasıyla, artan partikül porozitesi ve azalan partikül boyutuyla düşer; Daha kaba ve düzenli partikül şeklindeki tozlar ince ve düzensiz partikül şekilli tozlardan daha iyi akış özelliği gösterirler; Düzensiz partikül şekilli tozlar, kompaktlamadan sonra düzenli partikül şekilli tozlardan daha iyi ham mukavemete sahiptir Metalürjik özellikler Bu özellikler kimyasal analiz ve metalografik prosedürle belirlenir. Demir esaslı tozların kimyasal kompozisyonu sinterlenmiş parçanın final mukavemet özellikleri üzerine büyük etkiye sahiptir. Metalik olmayan impüriteler sıkıştırılabilirlik ve kompaktlama takımlarının ömrü üzerine olumsuz etkiye sahiptir (Höganäs, 2004b). Tozların kimyası söz konusu olduğunda iki grupta incelenir. Elementel tozlar nispeten yüksek-saflıkta malzemeler olduğundan, kimyasal analiz impürite konsantrasyonu üzerine odaklanır. Ön alaşımlı tozlar, önceden belirlenmiş oranda çoklu elementlerle mikro-döküm oluşturur. Ön alaşımlı tozlar için, ilgi impürite konsantrasyonu kadar alaşım kimyasınadır. Her iki toz tipi için normal analitik kimya teknikleri uygundur (German, 1984) Elementel tozlar sıklıkla cevherden veya metal atıklardan elde edilir. Cevher bazlı elementel tozlar genellikle yığından yığına atık bazlı tozlara göre daha az kimyasal değişim gösterir. Diğer taraftan cevher bazlı tozlar daha yüksek durgun (inert) veya oksit inklüzyon içeriğine sahip olma eğilimindedir. Füzyon bazlı tekniklerle üretilen tozlar kimyasal saflaştırma için daha büyük fırsat sağlar ve daha yüksek saflıkta olması beklenir. Tozların kütle kimyasal karakterizasyonu, emisyon spektrometresi, renkölçüm (colorimetry), x-ray floresans ve nötron aktivasyon analizi ile elde edilir. X-ray floresans rutin analizler için daha uygundur ve yaklaşık 10 ppm den daha 28
42 düşük duyarlılığa sahiptir. İleri teknikler 0.01 ppm seviyesine kadar uzatılmış analitik hassasiyete sahiptir. Kütle spektroskopu ikinci derecedeki elementlerin belirlenmesinde uygulanabilir. Elektron veya iyon ışınlarıyla mikro analiz, küçük hacimde kimyasal kompozisyon karakterizasyonunda kullanışlıdır. Mikro analiz teknikleri, tipik olarak yarı-nicel ve yavaş olduğundan, rutin analizler için uygun değildir (German,1984) Geometrik özellikler Tozların geometrik özellikleri, partikül boyut dağılımı, partikül şekli ve partikül porozitesidir ki, sinterleme prosesinin sürücü kuvvetini oluşturan, tozun spesifik yüzey alanını da belirler (Höganäs, 2004a). Partikül boyutu terimini tanımlamak zordur, çünkü yalnızca küresel şekilli partiküller tek başına çap ölçüsüyle tanımlanabilir. Endüstride kullanılan tozların çoğu küresel değildir. Bu yüzden, partikül boyutunu karakterize etmek için partiküllerin nicel olarak ifade edilebilir, uzunluk, hacim veya kütle, yüzey veya izdüşüm alanı, yerleşme hızı veya elektrik alanıyla etkileşim, gibi belirli fiziksel özellikleri kullanılır (Schatt, 1997). Bazı örnek partikül boyutu parametreleri şekil 1.8 da gösterilmiştir. Şekilden de görüleceği gibi (şekil 1.8 a) küresel partiküller için boyut parametresi yalnızca çaptır. Pul şeklindeki bir partikül, çap ve yükseklik gibi en az iki parametreyle boyutu tanımlanabilir (şekil 1.8 b). Fakat partikül şekli karmaşık olduğunda, tek bir boyut parametresiyle tanımlamak zordur. Şekil karmaşıklaştıkça muhtemel boyut parametresi artar. Şekil 1.8 c de karmaşık şekil için boyut, kabul edilen yükseklik (tesadüfi) (H), maksimum uzunluk (M), yatay genişlik (W), eşdeğer küresel hacim, eşdeğer yüzey alanındaki bir kürenin çapı (D) gibi parametrelerle tanımlanır. a) küre b) pul c) yuvarlatılmış düzensiz d) düzensiz Şekil 1.8. Muhtemel partikül şekilleri ve boyut belirlemede kullanılan parametreleri 29
43 Bir partikülün boyutu, ölçüm tekniği, ölçülebilen spesifik parametre ve partikül şekline bağlıdır. Partikül boyut analizi, ölçülen parametrelerdeki fark nedeniyle genellikle eşdeğer tanımlamalar vermeyen çeşitli tekniklerle başarılabilir. Partikül boyut belirleme yöntemlerinin çoğu, geometrik parametrelerden birini kullanır ve küresel bir partikül şekil için kabul yapar. Partikül boyutu, toz metalürjistleri için toz karakteristiklerinin en önemlilerinden birisidir (German, 1984). Partikül boyutu tek bir sayısal değer olarak belirtilmez, örnekleme yığınında farklı boyuttaki tozların boyut dağılımının yüzdesi olarak ifade edilir. Partikül boyutu ölçüm yöntemleri üç grupta incelenebilir (Schatt, 1997). Bunlar; ayırma yöntemleri, çökelme (sedimantasyon) yöntemleri ve sayım yöntemleridir. Endüstride en yaygın kullanılan ayırma yöntemleri, elek analizi ve hava ayırma yöntemidir. Elek analizinde tozlar standart eleklerden geçirilerek elenir. Eleme işleminde kullanılan elekler, düzgünce ayrılmış tellerden oluşan kare ızgaralar, teller arasındaki uzaklığa göre ağ (mesh) aralığını oluşturur ve böylece farklı standartlara göre kademe sayısı değişir. ASTM E11 Amerikan standardı göre ve DIN Alman standardına göre elek boyutları çizelge 1.3 de verilmiştir. Partikül boyut dağılımı, eğer partikül boyutu 40 µm nin üzerinde ise (minimum elek aralığı) elek analiziyle belirlenir. 5µm a kadar partiküllerde ayrıca mikro elekler kullanılmaktadır. Daha ince tozlar, suda askıya alınarak ve lazer difraksiyon yöntemiyle belirlenir. Sedimantasyonla partikül boyutu analizi, daha çok ince partikül boyutlarına uygulanabilir. Partikül boyutu ve dağılımını sabit bir sıvı içerisinde, partikülün çökelme hızıyla belirlenir. Bir akışkan (sıvı veya gaz) içerisinde çökelen partiküller partikül boyutu ve akışkan viskozitesine bağlı olarak bir son hıza ulaşır. Bu ölçüm yöntemi, Stoke nin akışkan dinamiği prensibine dayanır. Buna göre, sabit hızda bir akışkan içerisinde hareket eden küresel bir bünye üzerindeki sürtünme kuvveti; hız, akışkan viskozitesi ve küre çapı ile orantılıdır. Bu prensiple, partikül boyutu çökelme hızından tahmin edilebilir. En çok bilinen sedimantasyon yöntemi pipet yöntemidir. Partikül boyutu ve şekline bağlı olarak, sedimantasyon teknikleri daha çok 0.05 ila 60 µm aralığındaki partiküllere uygulanır (German, 1984; ASM, 1998). 30
44 Çizelge 1.3. ASTM ve DIN standardı elek boyutları (German, 1984; Schatt,1997) ASTM E11 Mesh Boyutu Elek Açıklığı (µm) DIN Mesh Boyutu Elek Açıklığı (µm) 40 > > > > > > Sayım yöntemlerinde, partikül boyutu ve dağılımını direk elektrik alanıyla etkileşimin ölçülmesiyle, ışığın saçılması, x-ray teknikleri veya metalografik yöntemlerle görüntünün incelenmesiyle belirlenir. Elektrik alanı yöntemi, Coulter prensibine dayanır ve bu yöntemde kullanılan cihazlar Coulter Sayıcı olarak ifade edilir. Bu yöntem, diğer kenarında elektrot daldırılmış küçük orifis içerisinden geçmesi sebebiyle elektrotta asılı kalan partiküllerin boyut ve sayısını belirler. Orifis içerisinden geçen partiküller nedeniyle, dirençteki değişiklikler partikül hacminin bir oranında genlikte voltaj sinyali üretir, sonuçta bu sinyalleri sayılır. Bu metotla, boyut sınırları çoklu tüp tekniği kullanılarak µm aralığına kadar genişletilebilir. Diğer sayım yöntemlerinden, ışık saçılması yöntemi, bir dakikadan daha az bir sürede geniş partikül aralığında analiz yapabilmektedir. Metalografik yöntemler, bir fotoğraf veya projektör ekranı üzerindeki mat bir camda partikül boyutlarının mikroskobik resimlerinin direkt karşılaştırılmasıyla ölçülür. Yine x-ray teknikleriyle sayım yöntemi de oldukça küçük partiküllerin boyut analizine uygulanabilir. X-ray kırılma yöntemi, partikül şekli değil yalnızca partikül boyutunu belirleyen bir tekniktir. Küçük açılı ve büyük açılı saçılma olmak üzere iki türü vardır. Buraya kadar anlatılan partikül boyut analizleri, bir partikülün bazı fiziksel testlere 31
45 verdiği tepkinin ölçülmesine dayanmaktadır. Genelde küresel partikül şekli kabul edilmiş, bu nedenle bazı problem ve hatalar meydana gelmektedir. Çizelge 1.4 partikül boyut analiz tekniklerini karşılaştırmakta ve uygulanabilir temel boyut aralığını vermektedir. Çizelge 1.4. Partikül boyut analiz yaklaşımlarının karşılaştırılması (German, 1984) Yöntem Ölçüm prensibi Ölçülen parametre Boyut aralığı µm Dinamik oran Eleme Dokuma tel elekler Ağırlıklandırma Geçirme >38 30:1 Elektro şekillenmiş Bölme Kesit alanı elekler >5 10:1 Sedimantasyon Hava-yerçekimi Çökme Hidrolik :1 Sıvı santrifüj Hacim Sürükleme çapı :1 Mikroskobik Optik İzdüşümü Alan >1 30:1 Elektron Görüntü Yay uzunluğu > :1 Işık saçılma Yayma ışık İzdüşümü alanı :1 Elektrik iletkenliği Elektrolit Hacim akması :1 Işık engelleme Işığın kesilmesi İzdüşümü alanı :1 x-ray Küçük açılı Saçılım Hacim <0.05 Belirsiz Büyük açılı Genişleme Hacim <0.2 yok Bu tablo genellikle metal tozları üzerinde elde edilebilir yaklaşık ölçüm aralığını yansıtmaktadır. Yukarıda anlatılan partikül boyutu belirleme yöntemlerinden elde edilen veriler toplandıktan sonra, dağılım analizi yapılır. Bu veriler, ölçülen boyuttaki toz miktarının histogramı (çubuk) olarak gösterilebilir. Bu tarz gösterimlerde, usul her bir partikül boyutu için, yığın içindeki yüzde ağırlığı ifade eden tepe noktalarının gösterilmesidir (Şekil 1.9). Şekil 1.9 Elek analizi toz boyutunun histogram olarak gösterimi (German, 1984) 32
46 Geometrik özelliklerden olan partikül şekli, doldurma, akış ve tozun sıkıştırılabilirliği etkileyen dağılımlı bir parametredir. Partikül şekli toz üretimi hakkında bilgi sağlar ve birçok prosesleme karakteristiğini açıklamaya yardımcı olur. Partikül şeklinin nicel olarak belirlenmesi zor olduğundan, nitel tanımlamalar kullanılır. Partikül şekli, tozun üretim yöntemi kadar toz boyutuyla da değişir (German, 1984). Şekil 1.10 değişik toz şekillerini göstermektedir. Şekil 1.10 Muhtemel partikül şekilleri ve nitel tanımlanması (German, 1984) Spesifik Yüzey Alanı Spesifik yüzey alanı da partiküllerin önemli bir geometrik özelliğidir. Bu sinterleme süresince toz kompaktların yüzey aktivitesi olarak isimlendirilen özelliğini etkiler ve böylece sinterleme süresince malzeme taşınması için önemli bir sürücü kuvvet sağlar (Scatt, 1997). Diğer bir ifadeyle direk sinterlenebilirliği etkiler. Yüksek yüzey pürüzlülüğüne ve düzensiz şekle sahip partiküllerin spesifik yüzey alanı dolayısıyla da sinterlenme özelliği oldukça yüksek olacaktır (Upadhyaya, 1996). Bir tozun spesifik yüzey alanı kütlenin 1 gramı için spesifik yüzey alanıdır ve m 2 /g ile gösterilir. German, (1984) a göre tek boyutla ifade edilen küresel tozlar için, her bir kürenin alanı A ve kürenin hacmi V ise (bkz. Şekil 1.8); A = π.d 2 (1.1) V = π.d 3 /6 (1.2) 33
47 olarak bulunur. Hacim ve metalik yoğunluğa (ρ m ) göre tozun ağırlığı ise; W = ρ m.v (1.3) buradan sonuç olarak her birim ağırlık için spesifik yüzey alanı (S); S = 6 / ( ρ m. D) (1.4) denkleminden bulunabilir. Çok dağılımlı (geniş boyut aralığındaki) tozlar için popülasyondaki ortalama partikül boyutu, verilen denklemlerdeki çap için ilk tahmini sağlar. Boyut değişkeni, yüzey alanı ve yoğunluk için uygun birimler sırasıyla, µm, m 2 /g, g/cm 3 tür. Bu birimler 1.4 nolu denklemde çevrim faktörüyle kullanılırsa ve eğer farklı partikül şekli aynı denklemden türetildiği kabul edilirse, partikül boyutu ve yüzey alanı arasındaki ilişki farklı olacaktır. 1.4 denkleminin genel formu aşağıdaki gibi olacaktır; S = k / ( ρ m. D) (1.5) Burada k şekil faktörü olarak isimlendirilir. Böylece hesaplanmış orantılılık sabiti k sayesinde bağımsız partikül boyutu ölçümü ve spesifik yüzey alanının karşılaştırılmasıyla kabaca şeklin belirlenmesi mümkün olur (German, 1984). Önceki bölümde anlatılan yöntemlerden biriyle belirlenmiş partikül boyut dağılımından spesifik yüzey alanının belirlenmesi için, tüm partiküllerin küresel olduğu varsayılmalıdır. Fakat gerçek şekli ve partiküllerin yüzey pürüzlülüğü nadiren düzgün küresel ve pürüzsüzdür. Bu yüzden çaptaki değişimle ( d) dar aralıkta elek analizinde kalan tozların eğrisinin ve her sınıf için yüzey alanını belirlenmesi gereklidir. Tozun spesifik yüzey alanı, partikül boyut dağılımının fonksiyonunun integrasyonu veya toplanmasıyla belirlenir. Sonuçların gerçek duruma mümkün olduğu kadar yaklaştığından emin olmak için, pürüzlülük faktörüyle de çarpılır (Šalak, 1995). Spesifik yüzey alanı daha hızlı ve hassas olarak fiziksel özelliklere dayalı olarak gaz soğurma ve gaz geçirgenliği gibi yöntemlerle de belirlenebilir. Güvenilir sonuçlar gaz soğurma yöntemi olan ve kısaca BET (Brunauer-Emmett- Teller) yöntemi ile elde edilir. Bu yöntem, toz partiküllerinin yüzeyine asal gazın soğurulmasına dayanır. Bu yöntemde, spesifik kütlenin test edilen toz örneğinin yüzey alanı, gaz moleküllerinin tek molekülleriyle kaplanır. Spesifik yüzey alanı 34
48 gazın gerekli miktarından ve tutunan molekül alanından hesaplanır. BET yöntemi büyük spesifik yüzey alana sahip toz yüzey alanının ölçümü için uygundur. Su atomize demir tozların spesifik yüzey alanı m 2 /g, sünger tozların m 2 /g ve ince oksitlerden hazırlanan sünger tozların >2 m 2 /g dir Tozların spesifik yüzey alanını ölçen diğer yöntem olarak geçirgenliğe dayalı yöntemlerden en çok bilineni, geçirim ölçer (permeameter) olarak bilinen Fisher elek altı boyut cihazıdır. Cihaz havayla çalışır. Bir toz örneği, iki sıkma takımı arasında sıkıştırıldığı ölçüm hücresine yerleştirilir. Spesifik yüzey alanı, direk olarak numune içinden geçiş süresince havanın basıncının azalmasından belirlenir. Cihaz 1 10µm ortalama boyut aralığının belirlenmesinde kullanılır. Bu tarzda belirlenen ortalama partikül boyutu diğer metotlarla belirlenen ortalama boyutlarla karşılaştırılamaz Tozların mekanik (Prosesleme) özellikleri Görünür (Yığın) Yoğunluk (Apprerent density), gevşek, birbirine yapışık olmayan belirli miktardaki metalik toz hacmi bilinen bir kaba doldurulup ve kütlesinin ölçülmesiyle belirlenir. Tozun görünür yoğunluğu, gevşek tozun kütlesinin toz tarafından kaplanan hacme oranıdır. Diğer bir ifadeyle gevşek tozun birim hacminin kütlesidir ve birimi gr/cm 3. Görünür yoğunluk, DIN ISO 3923 standardına göre 25 cm 3 hacmindeki silindirik bir kaba, tozun bir huni içinden yerçekimi etkisiyle akarak kabın dışına taşmaya başlayana kadar doldurulmasıyla bulunur. Doldurulan tozun kenarı silindirin üst seviyesinde sıyrılarak düzeltilir. Toz en az 0.05g hassasiyetindeki bir teraziyle tartılır. Sonuçlar aşağıdaki denklemde kullanılarak görünür yoğunluk hesaplanır; ρ = m / V (1.6) Burada, ρ yoğunluk g/cm 3, m tozun kütlesi gram ve V ise cm 3 olarak silindirin hacmidir. Görünür yoğunluk üç ölçümün aritmetik ortalamasıdır. Doldurulan toz yüksekliğinin (h p ) kompakt yüksekliğine (h c ) oranı veya kompakt yoğunluğunun (ρ c ) tozun görünür yoğunluğuna (ρ p ) oranı dolgu faktörüdür (Šalak, 1995); h p / h c = ρ c / ρ p (1.7) 35
49 Dolgu faktörü kompakt yoğunluğunun artmasıyla ve tozun görünür yoğunluğunun azalmasıyla artar. Görünür yoğunluk aşağıdaki nedenlerden dolayı toz için oldukça önemli bir karakteristiktir (Upadhyaya, 1996); i. Kompaktlama takımlarının (kalıp) boyutları ile gevşek tozun yoğunlaşması ve kompaktlanması için gerekli pres hareketinin genliğini (sıkıştırma mesafesi) belirler, ii. Başlangıç tozlarının işlenmesi ve taşınmasında kullanılacak ekipmanların seçimini belirler, iii. Sinterleme süresince toz davranışlarını etkiler. Bir metal tozunun görünür yoğunluğu; katı malzemenin yoğunluğu, partikül boyutu, partikül boyut dağılımı, yüzey alanı, her bir partikülün pürüzlülüğü ve partikül düzenlemesine bağlıdır. Görünür yoğunluk partikül boyutundan önemli derecede etkilenir (ASM, 1998). Görünür yoğunluk; Partikül boyutunun azalmasıyla azalır; daha küçük partiküllerin toz spesifik yüzeyi daha büyüktür. Bu partiküller arasındaki sürtünmeyi arttırır böylece görünür yoğunluk azalır, Partikül şekli daha az küresel ve daha fazla düzensiz olduğunda azalır; çünkü böylece hem sürtünme yüzey alanı artar hem de paketleme süresince toz partiküllerinin tekdüzeliği (uniformite) daha azdır, Partikül yüzey pürüzlülüğünün artmasıyla azalır; yüzey alanı-hacim oranının azalması ve yüzey pürüzlülüğünün azalması yerleşen partiküller arasındaki sürtünme kuvvetini azaltma eğilimindedir, Sıklıkla partiküllerin farklı boyutlarının karıştırılmasıyla kontrol edilir, böylece daha küçük partiküller daha büyük olanların arasındaki boşluğa yerleşir veya optimum görünür yoğunlukta partikül kısmının farklı oranlarından karıştırılarak daha yüksek görünür yoğunluk elde edilir. Eğer kullanılan miktar çok büyük değilse, yağlayıcıların ilavesi de sürtünmeyi azalttığından görünür yoğunluğu iyileştirir (ASM, 1998). Yüksek basınç gerektiren yüksek yoğunluklu parçalarda, yüksek görünür yoğunluk bir avantajdır. Bununla beraber genellikle yüksek görünür 36
50 yoğunlukta tozlar kaba tanelere sahip olduğundan, iyi sinterleme özelliğine sahip değildir. Yılmaz (1999) a göre görünür yoğunlukla ilgili uygulamada karşılaşılan sonuçlar aşağıdaki gibi özetlenebilir; a) Yüksek görünür yoğunluklu tozlar, yüksek yoğunlukta ve büyük yükseklik gerektiren parçaların üretildiği bütün durumlarda tercih edilir. b) Yüksek görünür yoğunluklu tozlar daha çok kalıp hassasiyeti gerektirir. c) Düşük görünür yoğunluklu tozlar sıkıştırma sırasında daha iyi yoğunluk dağılımı sağlayarak kalıp setine daha az hassasiyet gerektirir. d) Düşük görünür yoğunluklu tozlar daha büyük kalıp yüksekliği ve daha uzun pres hareketi gerektirirler. Bu nedenle yüksek yoğunluk ve büyük parçaların imalatına uygun değildir. Sıkıştırılabilme (Compressibility); Bir tozun sıkıştırılabilirliği en önemli proses özelliklerinden birisidir. Çünkü verilen kompaktlama basıncında parçanın yoğunluğunu ve parçanın sonuç özelliklerini belirler. Sıkıştırılabilirlik bir tozun basınç altında sıkışma veya yoğunlaşma miktarıdır. Sıkıştırılabilme belirli sıkıştırma basıncında veya belirli bir yoğunluğa ulaşmak için gerekli basınçta g/cm 3 birimiyle yoğunluk olarak belirtilir ve en yakın 0.01 g/cm 3 değerine yuvarlanır. Tipik olarak, bir silindir veya dikdörtgen test parçası bir kalıp içerisinde tozun preslenmesiyle üretilir. Literatürde basınçla yoğunluğun değişimini gösteren bu ilişki, sıkıştırılabilirlik olarak isimlendirilir. Tozun sıkıştırılabilirliği; partikül şekli, partikül yoğunluğu (iç porozite), partikül sertliği, kimyasal kompozisyonu, sıcaklık, partikül elastisitesi ve partikül boyutunun bir fonksiyonudur. Düzgün yüzeyli bir toz daha yüksek sıkıştırılabilirlikle sonuçlanır. İç poroziteyi (partikül iç boşluğu) harici basınçla yok etmek partiküller arası poroziteden daha zordur. Daha yoğun partikül daha yüksek sıkışabilirliğe sahiptir. Toz partiküldeki herhangi boş hacim, ham yoğunluğu azaltır. Daha yumuşak bir toz partikül daha yüksek sıkıştırılabilirliğe sahiptir. Metal toz içinde çözülen impürite elementleri tozun sertliğini artırdığından, daha düşük sıkıştırılabilirlik eğiliminde olacaktır. Oksitler gibi yüzey bileşiklerinin varlığı, daha sert partiküllere ve daha düşük sıkıştırılabilirliğe neden olur. Tozun sıkıştırılabilirliği onun sünekliğinin artmasıyla artar. Tozun sünekliğini düşüren, mikro yapı kirleticiler, serleştirme ve netice olarak yüksek dislokasyon yoğunluğu, 37
51 alaşım ilaveleri ve demir tozunun yüksek nitrojen içeriği gibi tüm faktörler toz sıkıştırılabilirliğini zayıflatır. Tozun süneklik özellikleri, sürtünmenin oldukça önemli olduğu yüksek sıkıştırma basıncında özellikle önemlidir. Bu nedenle, kaba bir toz ince tozdan daha etkili sıkıştırılabilir (Šalak, 1995). Çoğu zaman daha yüksek sıkıştırılabilirlik geniş partikül boyut dağılımındaki tozlarda görülür. Sıkıştırılabilirlik yağlayıcılarla iyileştirilebilir fakat bunlar kompaktın şekil mukavemetini bozar. Yüksek sıkıştırılabilirlik sağlamak için, tozlar yeterli akıcılık ile düşük basınç ve yeterli şekil mukavemetinde mümkün olduğunca kompaktın maksimum yoğunluğunu elde etmek için yüksek görünür yoğunluğa sahip olması gerekir. Alternatif olarak sıkıştırılabilirlik yoğunlaşma parametresiyle tanımlanır. Bu aşağıdaki denklemle ifade edilir (Upadhyaya, 1996); Yoğunlaşma parametresi = Ham yoğunluk Görünür yoğunluk Teorik yoğunluk Görünür yoğunluk Sıkıştırılabilirlik genelde, görünür yoğunluğun artmasıyla artar. Daha doğrusu yoğunlaşmanın büyük miktarı nispeten düşük sıkıştırma basıncında oluşur. Kalıp dizaynında oldukça önemli diğer bir terim de sıkıştırma oranıdır. Gevşek toz hacminin üretilen kompaktın hacmine oranıdır. Düşük sıkıştırma oranı aşağıdaki nedenlerden dolayı tercih edilir; Kalıp boşluğu ve diğer takım boyutları azalır, Kalıp elemanlarının aşınması ve kırılması azalır, Pres hareketi azalır, daha hızlı kalıp doldurma ve böylece daha yüksek üretim oranı başarılabilir. Akıcılık; T/M parçaların hızlı üretimi için, doldurma kabından kalıba tozun nispeten hızlı akması gereklidir. Bu nedenle tozun akıcılık özelliği T/M prosesinde önemlidir ve standart test prosedürleriyle belirlenir. Bu testlerde 50gram kuru tozun standart 38
52 huniden yerçekimi etkisiyle geçme süresi olarak belirlenir. Bu test düzeneğine Hall akışmetre denilmektedir. Bu testten elde edilen veriler yalnızca karşılaştırma için kullanılır. Böylece akış zamanı, akış oranıyla ters oranıdır. Çok ince tozlar, orifis içinden akmaz. Bu oldukça küçük boyuttan dolayı spesifik yüzey alanındaki aşırı artmanın sonucudur. Verilen metal tozları için daha yüksek görünür yoğunluk, daha düşük akış zamanı demektir. Görünür yoğunluğu artırmak için ince tozlar kaba tozlarla karıştırıldığında, akış süresi partiküllerin düzensiz veya küresel olup olmadığına bakılmaksızın azalır (Upadhyaya, 1996). Bir toz üretimde kullanılmadan önce, akış karakteristiği bilinmelidir, çünkü bazı kompaktlama takımları, diğerleri nispeten zayıf-akıcılığa sahip toz kullanabilirken, serbest-akan toz gerektirir. Tozların akış karakteristiği; partiküller arası sürtünme, partikül şekli ve boyutu, malzeme tipi, çevre faktörleri ve yığının ağırlığı gibi birçok değişkene bağlıdır. Yüzey oksit filmleri ve yağlayıcı filmler gibi toz yüzeyinin karakteristiği de akış karakteristiğini etkiler. Toz partikül yüzeylerinde oksit filmlerinin bulunması partiküller arasındaki sürtünmeyi değiştirir ve akış hızını artırır. Düşük yüzey oksitli tozlar, daha yüksek yüzey oksit seviyesindeki toza göre daha yavaş akar. Genelde düşük akış hızı aşağıdaki karakteristiklerden bir veya birkaçına sahip olan tozlarda görülür; bu karakteristikler düşük özgül ağırlık, düşük görünür yoğunluk, ince partiküllerin yüksek sürtünme katsayısı, yüksek spesifik yüzey alanı, farklı malzemelerin kompleks karışımı ve yüksek nem içeriğidir (ASM, 1998). Ham mukavemet (Green Strength); Ham mukavemet sinterlenmemiş, soğuk preslenmiş toz kompaktın mekanik mukavemetidir. Bu karakteristik oldukça önemlidir ve sinterlemeden önceki (kalıptan sıyırma, taşınması gibi) işlemler sırasında ham kompaktın boyut ve şeklini korunması kabiliyetini belirler. Parçanın ham mukavemeti esasen iki sebepten ortaya çıkar; her bir partikül üzerindeki metal yüzeyleri arasındaki soğuk kaynağın genişlemesi ve dış kuvvetin uygulanmasıyla birbiriyle karşılaşan partiküller arasındaki mekanik kilitlenmenin genişlemesidir (Upadhyaya, 1996). Çoğu uygulamalar için, yaklaşık en az 5.5 MPa (800psi) ham mukavemet değeri, presleme ve ham parçanın güvenli taşınmasına izin verir. Daha düşük ham mukavemet değeri yetersiz mukavemet üretir ve parçanın yatay 39
53 tabakalaşmasına neden olur. Bu tabakalaşma, elastik gerilmelerin boşalması nedeniyle parça kalıptan çıkarıldığında görülebilir. Bu hata tipi, hafif konik kalıp cidarları veya üst kenarlarda küçük radyüslerle önlenebilir veya minimize edilebilir. Metal toz kompaktlar nadiren ham şartlarda kullanılmasına rağmen (ham işleme gibi), kompaktlama presinden sinterleme fırınına taşınırken, ham kompakt yıpranma ve kırılmaya karşı direnmek için yeterince sağlam olmalıdır. Bu özellikle ince parçalar, büyük parçaların ince kesitleri, düşük yoğunluklu parçalar ve parça kenarları için önemlidir. Bu nedenle ham mukavemet tozların kompaktlanabilirliğini belirleyen anahtar faktördür (ASM, 1998). Ham mukavemet standart (ASTM B 312 ve MPIF 15) eğme testleriyle belirlenir. Belirli geometrideki dikdörtgen numuneler 3 noktadan eğme testine tabi tutulur ve aşağıdaki formül kullanılarak numunelerin kırılması için gerekli ham mukavemet değeri hesaplanır; 3 P L Ham mukavemet =, N / mm 2 (1.8) 2 w t 2 Burada P kırma yükü (N), L destek çubukları arasındaki mesafe (mm), t numune kalınlığı (mm), w numune genişliği (mm) dir. Upadhyaya (1996) ya göre ham mukavemet aşağıdaki koşullarda artar; Partikül yüzey pürüzlülüğünün artmasıyla artar; mekanik kilitlenme için daha fazla bölge mevcut olduğundan, Toz yüzey alanının artmasıyla artar; bu düzensizliğin artmasıyla ve partikül boyutunun azalmasıyla başarılabilir. Toz görünür yoğunluğunun azalmasıyla artar; bu ilk olarak iki faktörün sonucudur; o Partikül yüzey oksidasyonunun azalması ve kirlenmesi o Ham mukavemetin (veya sıkıştırma basıncının) artması Belirli karıştırma ilavelerinin miktarının azalması örneğin; demire ve yağlayıcı ve 40
54 yumuşak grafit gibi, alaşım elementlerinin küçük ilavesi mekanik kilitlenme sağlar dolayısıyla ham mukavemet artar. Ham mukavemet, ham yoğunluk ve sıkıştırılabilirlik gibi diğer değişkenleri de etkiler. Ham yoğunluğun veya kompaktlama basıncının artması, mekanik kilitlenme için esas olan partikül hareketlerini ve deformasyonu artırır. Partikül porozitesi ham yoğunluğu azaltırken ham mukavemeti arttırır. Boyut değişimi (spring-back); Sıkıştırma kalıbından çıkarıldıktan sonra 25 mm çapındaki silindirik kompaktın elastik genleşmesidir. Bu değer boş kalıbın iç çapı ve kompaktın dış çapı arasındaki farkın kalıbın iç çapına bölünmesiyle bulunur. Geri esneme olarak isimlendirilebilen bu boyut değişimi sıkıştırma basıncının artmasıyla artar. Ayrıca toza ilave edilen yağlayıcı tipi ve miktarı ile kalıp malzemesinin elastisite modülünden etkilenir. Geri-esneme değeri kompaktla ilişkili olarak sıkıştırma takımlarının tam boyutunun hesaplanması için önemlidir (Höganäs, 2004b) Metal Tozlarının Karıştırılması TM parça üretiminde genellikle parçanın homojen sıkıştırmasına, kalıptan çıkarılmasını katkıda bulunmak ve sinterleme süresince bu elementlerin difüzyon vasıtasıyla yeterli mukavemetini sağlamak için, metal tozun içerisindeki çeşitli bileşenlerin karıştırılması gereklidir (ASM, 1998). Yağlayıcılar, bağlayıcılar, grafit, işlenebilirlik iyileştirici ilaveler ve toz alaşım ilaveleri bu toz karışımına ilave edilerek karıştırılır (Šalak, 1995). Böylece değişik boyut, şekil ve yoğunluktaki tozların homojen olarak karışmaları sağlanarak, nihai malzemenin performansı arttırılır. Spesifik partikül boyutu kompozisyonunda bir tozun hazırlanmasındaki amaç, görünür yoğunluk, akıcılık, sıkıştırılabilirlik ve sinterlenebilirliği optimize etmektir. Farklı yöntemlerle üretilen toz bileşenlerinin ve farklı kimyasal kompozisyona sahip tozların karıştırılması sinterlenmiş alaşımlar ve kompozit malzemeler üretmek için yapılır. Bu durumda, bileşenlerin dağılımının stabil ve tekdüze olduğunun garanti edilmesi oldukça önemlidir. 41
55 ASTM B 243 standardına göre karıştırma terimi iki ya da daha fazla malzemeden oluşan tozların birbirine karıştırılması anlamına gelirken, harmanlama aynı malzemeden oluşan tozların karıştırılması anlamına gelmektedir. Tozların karıştırılması veya harmanlanmasında etkili değişkenler; malzeme, partikül boyutu, karıştırıcı tipi, karıştırıcı boyutu, karıştırıcıdaki bağıl toz hacmi, karıştırıcının hızı ve karıştırma zamanıdır. İlave olarak nem gibi çevresel faktörlerde karıştırma kolaylığını etkiler. Tozların karıştırılmasında temel mekanizmalar; dağılma, taşınma ve kaymadır. Bu üç karıştırma mekanizması şekil 1.11 de döner bir tamburda dağılarak karıştırma, vidalı bir mikserde taşınarak karıştırma ve bir kanat mikserle kayma karıştırma olarak görülmektedir. Bir dağılma karıştırma toz yığını içinde her bir partikülün hareketiyle oluşur. Toz yatağın eğimli düzlemi, yüzey üzerinde akışa izin veren dış kenarda bozulur (Şekil 1.11.a). Tamburun sürekli dönmesi, partiküllerin birbiriyle karışmasına imkân veren taze tozla eğimli düzlemi sağlar. Taşınma karıştırma bir bölgeden diğerine yakın toz gruplarının transferini ifade eder. Şekil 1.11 Temel karıştırma mekanizmaları (German, 1984) Şekil 1.12.b deki vida daha düşük yüzeylerden partiküllerin küçük gruplarını helezonuyla ayırır ve yığında başka bir yere taşır. Kayma karıştırma, devamlı bölmeyle ve sıyırma düzleminin üzerinde tozların akışıyla oluşur (Şekil 1.11 c). Çoğu metal tozu karıştırma ve harmanlama işlemi şekil 1.12 de gösterildiği gibi döner kap kullanılarak gerçekleştirilir (Šalak, 1995). Genelde karıştırıcı hacminin % ı kadar doldurulması optimumdur (German, 1984). Yavaş karıştırma işlem süresini arttırırken, hızlı karıştırma ise merkezkaç kuvvetinden dolayı akışın ahengini bozar ve tam bir karışma gerçekleşemez. Bununla 42
56 beraber karıştırıcı içindeki tozların mümkün olduğu kadar, segregasyona yol açan serbest düşme hareketini yapmaması sağlanmalıdır. Bu tür segregasyonlar yoğunluk segregasyonlarına yol açabilir. Karıştırma işleminde önemli diğer bir faktörde Şekil 1.12 Karıştırıcı geometrileri a)silindirik, b)döner küp, c) çift koni, d) V tipi (German, 1984) karıştırma sırasında tozlarda meydana gelebilecek deformasyon sertleşmesidir. Bakır ve demir gibi yumuşak metallerin tozlarının yüksek hızda karıştırılmaları deformasyon sertleşmesine neden olur. Bu sertleşme ise tozun sıkışabilirlik özelliğinin azalmasına neden olur. Şiddetli bir karıştırma partiküller arasındaki sürtünmeyi artırdığından karışım sıcaklığının yükselmesine sebep olur. Toza ilave edilen yağlayıcılar, oluşan bu ısı etkisiyle kısmen ergidiklerinden partikül topaklaşması oluşur. Topaklaşma ise tozun akıcılık özelliğini bozar (Yılmaz, 1999). Çoğu durumda karıştırma zamanı 10 ila 60 dakikadan fazla olmamalıdır Yağlayıcı İlavesi Partiküller arasındaki sürtünme, toz akışını ve paketlenme özelliğini azaltır. Daha temel bir problem, presleme süresince kalıp cidarı ve tozlar arasındaki sürtünmedir. Sıkıştırma basıncı arttığı için, toz kompaktın kalıptan çıkarılması oldukça zorlaşır. Sonuç olarak, kalıp aşınmasını azaltmak ve kalıp bünyesinden toz parçanın sıyrılmasını kolaylaştırmak için yağlayıcılar kullanılır. Yağlama iki şekilde yapılır. Birincisi kalıp cidarlarının yağlanması, ikincisi tozun yağlanmasıdır. Kalıp cidarlarının yağlanması, otomatik kompaktlama ekipmanlarında kolay değildir. Yağlayıcı kullanılmadığında toz karışımı ile kalıp yüzeyi arasındaki sürtünme nedeniyle basınç dağılımındaki homojensizlik artar ve kompakt bünyesinde gerilme 43
57 farklılıkları oluşur. Bu gerilme farklılıkları, sinterleme esnasında distorsiyona yol açar ve kompaktın kalıptan çıkarılması zorlaşır. Böylece yağlayıcılar tozun sıkıştırma ve sinterleme özelliklerini önemli derecede etkilemektedir. Kullanılan yağlayıcı miktarı arttıkça parçayı kalıptan çıkarmak için gerekli sıyırma kuvveti ve kalıp aşınması azalacaktır. Ancak fazla yağlayıcı kullanıldığında da sinterleme sırasında parça yüzeylerinde kabarcıklar oluşur ve yüzey kalitesi düşer. Bu nedenle toz üreticileri, yalnızca sıkıştırma esnasındaki sürtünmeyi azaltmak için değil aynı zamanda tozları oksidasyona karşı korumak, tutarlı görünür yoğunluk elde etmek, toz akıcılığı, sinterleme esnasında uygun boyut değişimi ve sinterlenmiş parçanın tutarlı mekanik özellikleri açısından yağlayıcının miktar, kompozisyon ve yapısını optimize etmeye çalışırlar (ASM, 1998). Pratikte denge, % aralığında yağlayıcı kullanımıyla partiküller arası sürtünme, ham mukavemet, ham yoğunluk ve sıyırma kuvveti arasında optimize edilir (German, 1984). Metal tozlar için en yaygın kullanılan toz yağlayıcılar, çinko stearat (erime noktası 124 C), kalsiyum stearat (160 C), alüminyum stearat (160 C), sodyum stearat (204 C), magnezyum stearat (146 C), kurşun stearat (116 C), lityum stearat (221 C), ve stearik asit (69.4 C) gibi metal stearatlardır (Šalak, 1995). Stearat moleküler zincirler karbon atomları boyunca sıralanır. Zincirler yüzey aktiftir ve nispeten düşük sıcaklıkta erirler. Stearat ince küresel şekilde (tipik atomize) olarak metal tozlarına direkt olarak ilave edilir. Karışımdaki tüm toz partiküllerinin yağlayıcı ile teması için mümkün oldukça küçük boyutta olmalıdır. Karışımın segregasyonunu en aza indirmek için yağlayıcı partikül boyutu demir tozunun en büyük partikül boyutundan daha küçük olmalıdır, örneğin mesh ( µm) partikül boyutundaki yağlayıcı 100 mesh (150 µm) boyutundaki demir tozuyla kullanılmalıdır (ASM, 1998). Yağlayıcılar genellikle ağırlıkça % aralığında ilave edilirler. Stearatlar dışında yağlayıcı olarak Acravax gibi sentetik parafin ve selülozlarda kullanılır. Karmaşık şekilli parçaların düşük sıyırma kuvvetiyle kalıptan çıkarılması için yağlayıcı miktarı fazla olmalıdır. Yağlayıcının yoğunluğu toz yoğunluklarından düşük olduğundan, parça yoğunluğundaki artış sadece düşük yağlayıcı ilavelerinde görülür (Çizelge 1.5). Yağlayıcılar toz metalürjisinin daha çok metal veya karbür kalıplarda geleneksel presleme ve sinterleme yapılan kısmında 44
58 kullanılır. Yağlayıcıların bazı etkileri Şekil 1.13a ve b de gösterilmiştir. Çizelge 1.5 Bazı yaygın TM yağlayıcıların özellikleri (German, 1984) Yağlayıcı Oksit % oksit Yumuşama Erime Yoğunluk Çinko stearat ZnO Kalsiyum CaO stearat Lityum stearat Li 2 O Sinterlemeden önce partiküller arasında bağın oluşumu ve gelişmesi için kompakt bünyesinden yağlayıcı uzaklaştırılmalıdır. Bu işlem genellikle sinterleme ön ısıtma işlemi sırasında gerçekleşir. Fırında ısıtma süresince, kompakt yağlayıcının buharlaşma sıcaklığına bağlı olarak (çinko stearat için 600 C ta 1 saat) belli zaman periyodunda belirli sıcaklıkta tutulur. Bu yöntem mekanik olarak aktive edilmiş a) b) Şekil Yağlayıcı miktarının, ham yoğunluk ve sıyırma basıncı üzerine etkisi (German, 1984) tozlar için uygun değildir. Çünkü bu tozlar tane kabalaşmasından kaçınmak için hızlıca ısıtılmalıdır. Enerji gereksiniminin oldukça yüksek olması bu yöntemin dezavantajıdır. Bu dezavantaj toz içeriği yağlanmazken, yalnızca kalıp cidarlarının yağlanmasıyla elimine edilebilir, fakat pratikte pek kullanılmaz. Toz partikülleri üzerine yağlayıcının oldukça homojen sıvanması katı formda yağlayıcıların ilavesiyle başarılabilir. Fakat çözücü ilave buharlaşmayla uzaklaştırılmalıdır Toz Metalürjisinde Şekillendirme Süreçleri Toz metalürjik parçalar, yüksek basınçlı kalıpta sıkıştırmadan, slip döküm gibi 45
59 basınçsız şekillendirme yöntemlerine kadar geniş aralıkta birçok yöntemle şekillenir. Yoğunlaşma ve şekillenmenin eşzamanlı oluştuğu yüksek basınçta kalıp presleme, en yaygın yaklaşımdır. Fakat TM ürünlerin şekillendirilmesi, sinterlemeyle daha fazla sağlamlaştırma için parça şeklini muhafaza etmek amacıyla bağlayıcı kullanarak yapılan çeşitli düşük-basınç yöntemleriyle de başarılabilir. Diğer bir alternatif, tamyoğun proseslerdir ki, dövme malzemelerin mekanik özelliklerine yaklaşan bazen onları da aşan TM parçalar üreten, yüksek sıcaklıkta yüksek basınç uygulamalarıdır. Son olarak, TM parça teknolojisi yüksek-yoğun parçalar üreten metal tozların sprey şekillenmesini de kapsamaktadır (ASM, 1998). Bu yöntemlerin tümümde temel amaç (Upadhyaya, 1996), Tozları istenen şekilde kullanışlı parçalara dönüştürmek, İstenen boyutları (sinterleme sonrası boyut değişimi göz önüne alınarak) mümkün olduğu kadar yüksek derecede elde etmek, İstenen porozite tipi ve seviyesini (yoğunluğu) elde etmek, Sonraki işlemler için yeterli mukavemeti elde etmek, Bu amaçları başarmak için birçok yaklaşım mevcuttur; genel olarak bu teknikler, a) Sürekli veya süreksiz olması, b) basınç (yüksek veya düşük), c) kompaktlama hızı (yüksek, düşük), d) sıcaklık (soğuk, ılık, sıcak), e) basıncı uygulama durumu (tek eksenli veya hidrostatik basınç) gibi proses değişkenleri bakımından sınıflandırılabilir (Upadhyaya, 1996). Schatt, (1997) a göre TM teknolojisindeki gelişme ve iyileşmeler aşağıdaki temel amaçlar için gerçekleştirilir Kompaktın enine ve boyuna kesiti boyunca uniform yoğunlaşması, Porozitenin azaltılması, Daha geniş geometri ve şekil çeşitlerinin yapılabilirliği Artmış parça ağırlığı, Düşük maliyeti sağlarken yüksek verimlilik, Fakat bu anlamda basit olarak tozların şekillendirilme ve sağlamlaştırılması karmaşık bir konudur. Şekillendirme/sağlamlaştırma yöntemlerinin seçimi belirtilen birçok 46
60 kararı içermektedir. Bunlar; kullanılan tozun tipi (küresel, sünger, pul v.b.), tozun kimyası (önalaşımlı, elementel karışım, kısmi alaşımlı gibi), rijit veya esnek kalıp kullanımı, bağlayıcı veya yağlayıcı kullanımıdır (ASM, 1998). Esasen tozların istenen şekle dönüştürülmesi, şekillendirilme ve sıkıştırma olarak iki ana grup prosesle gerçekleşmektedir. Bunlardan birinci grup, tozların direk şekillendirildiği düşük basınçlı yöntemler, ikincisi ise sıkıştırma temeline dayanan yöntemlerdir. Sıkıştırma ve şekillendirme teknolojileri arasındaki fark; parça boyutu, istenen nihai yoğunluk ve şekil karmaşıklığı gibi birçok üretim ve uygulama faktörleriyle belirlenir (ASM, 1998) Toz Şekillendirme Teknolojileri Toz şekillendirme yöntemleri genel olarak aşağıdaki kategorilerde incelenir: Bağlayıcı-Destekli Ekstrüzyon; uzun parçalar, küçük tozlar, sabit kesit, nispeten basit şekiller Enjeksiyon Kalıplama; karmaşık, küçük parçalar, yüksek-performans malzemeleri, Slip Döküm; oldukça büyük parçalar, sabit cidar kalınlığı, düşük hassasiyet, Şerit Döküm; yassı levhalar, küçük tozlar, oldukça basit şekiller Genelde bu yöntemlerde, partikülleri istenen şekilde tutan bağlayıcı ile gerçekleştirilir, partiküller daha sonra sinterlemeyle daha yüksek yoğunluğa sağlamlaştırılır. Parça, % ham (sinterlememiş) poroziteyle, kalıpta sıkıştırmaya göre nispeten düşük basınçta şekillenir. Çoğu bağlayıcılar, mineral yağlar veya polietilen gibi polimerlerdir. Çoğu durumda şekillendirme prosesleri şu dört adıma ihtiyaç duyar (ASM, 1998) Toz-bağlayıcı besleme deposu Yaygın takımlar kullanılarak besleme deposunun şekillendirilmesi Bağlayıcının toz karışımdan çıkartılıp uzaklaştırılması, Sinterleme yoğunlaşması Bu şekillendirme prosesleri uygulamada, Slip döküm, şerit döküm, dondurma (Freze) döküm, enjeksiyon kalıplama, ve hızlı prototipleme teknolojileri olarak 47
61 görülmektedir. Özellikle hızlı prototipleme yöntemleri parça iç kısmındaki görülmeyen karmaşık geometrileri sağlaması açısından son yıllarda oldukça yoğun çalışılmaktadır. Hızlı prototipleme teknolojisinin toz metalürjisinde kullanımı, seçici lazer sinterleme, toz spreyleme, mürekkep jet teknikleri ve çöktürme olarak çeşitli yaklaşımların gelişmesine neden olmuştur Toz Sıkıştırma Yöntemleri Tozlar, poroziteyi azaltmak ve tozları paketlemek için basıncın uygulandığı çeşitli yöntemlerle nispeten yüksek basınç altında sıkıştırılır. Böyle yüksek sıkıştırma basıncı etkisi altında, toz partikülleri, yüzey düzensizliklerinin kilitlenmesi ve toz yüzeyleri arasında oluşan soğuk kaynağın belirli bir miktarıyla, birlikte sıkıştırılır. Böylece yukarıda anlatılan şekillendirme yöntemlerinden farklı olarak, sıkıştırma teknikleri, partikül deformasyonuna neden olur. Birçok sıkıştırma yöntemi kullanılmaktadır, ancak TM parçaların üretimi için en yaygın yöntem rijit bir kalıp içinde tek veya iki eksenli sıkıştırma yöntemidir. Bunun nedeni bu yöntemin diğerlerine göre ekonomik olmasıdır. Kalıptan çıkardıktan sonra, eğer kompaktlama işlemi başarılıysa, kompakt hasarsız olarak sinterleme işlemine kadar ara işlemlere dayanabilecek yeterli mukavemete (ham mukavemete) sahiptir. Bununla birlikte sıkıştırma yöntemleri aslında, final sinterlenmiş parçanın boyut değişimiyle sonuçlanan, yoğunluğu değişen parçalar üretir. Bu, toz partiküllerin bir kütle içerisinde gerilim dağılımının (hatta izostatik preslemede bile) düzenli olmaması nedeniyledir. Rijit bir kalıpta sıkıştırma durumunda, toz kütlesi içerisindeki gerilim dağılımının ve rijit kalıpta üretilen ham kompakttaki yoğunluk dağılımının düzenliliği izostatik sıkıştırmadan daha azdır. Bu köşeler etrafındaki akışın göz önüne alınmasıyla anlaşılır. Bir sıvı kapalı bir ortamda hidrostatik basınca maruz kaldığında, kalıbın iç yüzeylerine sıvıyla iletilen gerilme, sıvının köşeler etrafında akıp akmadığına bakılmaksızın, düzenlidir. Fakat tozlarda, eğer basınç yalnızca üst zımbaya uygulanırsa, toz yalnızca kalıbın dikey kesiti boyunca sıkışır, fakat yatay kesitte gevşek kalır. Basınç hem üst hem de yan zımbalarla uygulanırsa, sıkıştırma, yan kollarda elde edilir (ASM, 1998). Toz sıkıştırma yöntemleri: Eksenel, İzostatik ve Hacim Deformasyon işlemleri 48
62 olarak 3 ana grupta da incelenebilir. Eksenel presleme tek etkili veya çift etkili olabildiği gibi, soğuk, ılık ve sıcak presleme şeklinde de olabilmektedir. İzostatik Presleme ise soğuk ve sıcak olmak üzere 2 farklı şekilde uygulanabilir. 3.grup presleme yöntemi olan Hacim Deformasyon işlemleri ise; Toz Dövme, Toz Ekstrüzyon ve Toz haddeleme (veya hadde sıkıştırma) olmak üzere 3 grupta uygulanabilmektedir (ASM, 1998). Kalıpta Sıkıştırma; Demir ve alaşımlı tozların kompaktlanmasının amaçlarından birisi, daha düşük sıkıştırma kuvvetiyle mümkün olduğu kadar yüksek yoğunluğa ulaşmak ve ham işleme içinde gerekli olan kompaktın emniyetli taşınmasına yetecek ham mukavemeti elde etmektir (Šalak, 2005). Kalıpta sıkıştırma prosesinde, metal toz karışımı kalıp boşluğuna boşaltıldıktan sonra kalıp gövdesi sabit kalırken, alt ve üst zımbalardan birisinin (tek etkili) veya her ikisinin (çift etkili) hareketiyle gevşek haldeki tozlar sıkıştırılır (Şekil 1.14). İstenen yoğunluk seviyesine göre belirlenmiş basınca ulaşınca zımbalar geri çekilir ve artık kompakt olarak isimlendirilen ve henüz sinterlenmediği için ham (green) olarak ifade edilen parça kalıptan sıyrılarak çıkarılır. Fakat toz partiküllerle kalıp cidarı arasındaki sürtünme nedeniyle, oluşan kompaktta yoğunluk farklılıkları (gradyanı) meydana gelir. Zımba yüzeylerine yakın yerlerde daha yüksek, uzaklaştıkça düşen yoğunluk değişimi görülür. Şekil Kalıpta sıkıştırma çevriminin şematik gösterilişi (German, 1984) Tek etkili preslemede üst zımbanın basma yüzeylerine yakın yerlerde, çift etkili preslemede ise alt ve üst zımbanın basma yüzeylerine yakın düzlemde yoğunluk 49
63 yüksek diğer yerlerde düşüktür. Bu proses esnasında oluşan sıkışma ve yoğunlaşma olayı aşağıda biraz daha ayrıntılı incelenecektir. Burada basınç hem tozlara şekil vermek hem de yüksek paketleme yoğunluğuna ulaşmak için gereklidir. Bu işleme oda sıcaklığında gerçekleştiği için soğuk presleme olarak ta isimlendirilir. Toz sıkıştırmanın sınırlarını ve olabilirliğini tam olarak anlamak için, bu prosesin yalnızca ampirik olarak çalışmak yeterli olmaz, bunun yanında temel mekanizmalarını ortaya koymak da gereklidir (Höganäs, 2004b). İlk olarak Yoğunluk- Porozite- Sıkıştırma Basıncının gibi temel olguların tanımının yapılması gerekirse; Yoğunluk: δ = m / V b (g/cm 3 ); (1.9) m = kompakttan bağımsız tozun kütlesi; V b = birim hacim (zarflama hacmi) Teorik Yoğunluk: δ th = gözeneksiz toz kompaktın (pratik olarak ulaşılamaz) yoğunluğu (g/cm 3 ) Porozite: φ = 1- δ / δ th ( boyutsuz sayı) (1.10) Sıkıştırma Basıncı (kalıp sıkıştırma): P = sıkıştırma kuvveti / kompaktın yüzey alanı (N/mm 2 veya MN/m 2 ) Sıkıştırma Basıncı (izostatik sıkıştırma): P = hidrolik ortamın basıncı (MPa veya MN/m 2 ) Özgül Ağırlık: ρ = m / V t ( g/cm 3 ); (1.11) m = malzemenin kütlesi; V t = malzemenin gerçek hacmi Sıkıştırma Olayı; Tozlar kalıba doldurulduktan sonra, partiküller döner ve yeni pozisyon alırlar. Doldurma prosesi oluşan köprülerin yıkılmasına yol açar ve çukurlar dolar. Bu yoğunlaşmadaki ilk adımdır. Basınç uygulanmaya başladığında, ilk değişim gevşek partikül düzeninden daha yakın paketlemeye doğru bir yerleşmedir. Basınç arttıkça partiküller arasındaki temas artar ve nokta temas deformasyonu oluşur. Bir kompaktlama çevrimi başlangıcında, tozlar yaklaşık görünür yoğunluğa eşdeğer bir yoğunluğa sahiptir. Şekil 1.15 deki toz sıkıştırmanın şematik gösterilişi, sıkıştırma adımlarının tanımlanmasını kolaylaştıracaktır (German, 1984; Schatt, 1997). Basınç uygulanmaya devam ettikçe, partikül yüzeyleri deforme olur düzleşir. Bu esnada partikül yüzeylerindeki oksit filmleri kırılır ve toz partiküllerin topaklaşması soğuk kaynakla oluşur. Basınç uygulandığında ilk tepki 50

64 partiküllerin yeniden düzenlenmesi (rearrangement) daha büyük paketleme koordinasyonu verir. Çünkü yoğunluk tozların yeniden yığılmasıyla artar. Partikül köprülemesinin neden olduğu büyük gözenekler, başlangıçta yeniden düzenlemeyle dolar. Artan basınç, daha iyi paketleme sağlar ve porozitenin azalmasına yol açar. Şekil Metal tozlarının sıkıştırma adımlarının şematik gösterilişi (German, 1984) Başlangıç temas sayısı, partiküllerin yeniden düzenlenmesi ve kayma oluşumuyla artar. Yüksek basınç, plastik deformasyon nedeniyle temas yüzeylerinin büyümesi sonucu yoğunluğu artırır. Böylece basınç temas yüzeylerinde lokalize deformasyona neden olur, iş sertleşmesi ve partiküller arasındaki mesafenin azalmasıyla yeni temas yüzeylerinin oluşmasına izin verir (Şekil 1.16). Partiküller arası temas bölgeleri, düzleşmiş bir görünüm alır. Deformasyon süresince, partiküller arasındaki temasta soğuk kaynak, kompakt mukavemetinin gelişmesine katkıda bulunur. Presleme sonrası (sinterleme öncesi) mukavemet ham mukavemet olarak isimlendirilir. Şekil Küresel toz partiküllerinin plastik deformasyonu ve yoğunlaşması modeli a)gevşek toz partikülleri, b) partikül deformasyon bölgeleri, c)deforme olmuş partiküllerin son düzeni (Šalak, 1995) Sıkıştırma basıncı daha fazla arttığında, her bir partikülün maruz kaldığı 51
65 deformasyon miktarı da artar. Düşük basınçta plastik akış partikül temaslarında sınırlanır. Basınç arttığında kompakt boyunca homojen plastik akış oluşur. Yeterli basınç uygulanmasıyla tüm partiküller, porozite miktarı azalmış olarak iş sertleşmesine uğrarlar. Özet olarak, kalıpta sıkıştırma işleminde, kalıp cidarı ile partiküller arası sürtünme kuvveti, partiküllerin birbiri arasındaki iç sürtünme kuvveti ve son olarak ta tozların elastik ve plastik deformasyonu için gerekli kuvvetlere karşı direnci sağlamak için zımbalara basınç uygulanır (Šalak, 1995). Sonuçta presleme yoğunluğundaki herhangi bir artış, dış basınç kaynaklarının daha büyük enerji sarfiyatını gerektirir. Bu noktada yoğunluk-basınç eğrileri, uygun uzlaşma bulunabilen bünye hakkında bilgi verir. Bu eğriler genellikle 25 mm silindirik deliğe sahip karbür bir kalıp içerisinde farklı basınçlarda elde edilen belli sayıdaki kompaktlara uygulanan standart laboratuar testlerinden elde edilir. Kompaktların yoğunluğu sıkıştırma basıncıyla ilişkili çizilmiştir. Şekil 1.17 de iki ticari demir tozunun yoğunluk-basınç eğrileri görülmektedir. Şekil İki ticari tozun yoğunluk-basınç eğrileri (Höganäs, 2004b) Bu eğrilerin dikkat çeken bir özelliği, eğimin sıkıştırma basıncındaki artışla gözle görülür bir azalma göstermesi ve tam yoğun saf demirin yoğunluğuna (7.86 g/cm 3 ) açıkça olası basınç değerleriyle ulaşılamamasıdır. Deneysel çalışmalardan görülmüştür ki; İki demir tozu kimyasal özdeşliğine rağmen farklı yoğunluk basınç 52
66 eğrisi karakteristiği göstermiştir. Sıkıştırma davranışlarındaki bu fark onların partikül yapısından kaynaklanmaktadır. Plastik deformasyon nedeniyle, bitişik toz partikülleri arasındaki temas alanlarının birbiri ile uyuşur. Mikroyapı incelemelerinden, büyük toz partiküllerinin, daha çok deformasyondan kaçan daha küçük partiküller etrafında köprüler şeklinde olduğu görülmüştür Yoğunlaşma Prensipleri; 1930 un ilk yıllarından beri, toz metalürjistler toz yoğunlaşması prosesinin uygun matematiksel tanımını bulmak için çaba sarf etmişlerdir. Birçok formül önerilmiştir. Çoğu basit eğri-uydurma çalışmalarından çıkarılan bu formüllerin hiçbirisi, toz yoğunlaşmasının geçerli teorisi için kabul edilebilir genel fiziksel prensiplerini kanıtlayıcı ve yeterince evrensel özellikte olamamıştır. Pratik atölye çalışmalarında, bu gibi formüller gereksizdir, çünkü deneysel olarak anlamlı yoğunlaşma eğrilerini oluşturmak, kesin olmayan ve karmaşık formüllerden hesaplamaktan daha güvenilirdir. Diğer taraftan, en azından prensipte, toz yoğunlaştırma prosesinin, genel fizik ve mekanik kanunlarıyla sınırlı ve onlardan etkilendiğinin anlaşılması oldukça faydalıdır. Ayrıca yalnızca izostatik sıkıştırmanın dikkate alınması ve kalıpta sıkıştırma işlemindeki cidar sürtünmesinin ihmal edilmesi aşağıda tanımlanan fiziksel problemlere bağlı gelişen toz yoğunlaşma problemlerinin bilinmesine engel teşkil etmektedir (Höganäs, 2004b); Yoğunlaşmanın artmasıyla, toz partikülleri plastik olarak deforme olur ve artan oranda deformasyon sertleşmesine maruz kalır, yani akma noktası ilk aşamada gittikçe artacaktır. Eş zamanlı olarak, partiküller arasındaki temas alanları artar ve sonuç olarak partikül içinde etkili kayma gerilmeleri azalır. Böylece, sabit dış basınçta, azalan kayma gerilmesi yükselen akma noktasını karşılar ve tüm yeni partikül deformasyonunu durur, yani yoğunlaşma prosesi sona erer. Bu son aşamadan sonra basıncın artırılması yoğunlaşmada fazla etkili olmayacaktır. Sinterlenmiş parçalar genellikle alaşımsız veya düşük alaşımlı demir tozları ile grafit, diğer metal tozları ve yağlayıcı gibi ilavelerin karışımından üretilir. Bu gibi tozlarla ulaşılabilir kompakt yoğunluğu, elbette özgül ağırlık, ilavelerin ve varsa impüritelerin nisbi miktarından etkilenir. Toz karışımının gözeneksiz (yalnızca teorik 53
67 olarak başarılabilir) yoğunluğu (δ k ) aşağıdaki formülden hesaplanabilir: δ k = 100 / (w Fe /ρ Fe + w 1 /ρ 1 + w 2 /ρ 2 + w 3 /ρ 3 + ) (1.12) Burada; ρ Fe demir tozunun özgül ağırlığı (baz toz) w Fe demir tozunun yüzde ağırlığı ρ 1, ρ 2, ρ 3, ilave ve impüritelerin özgül ağırlıkları w 1, w 2, w 3, ilave ve impüritelerin ağırlık yüzdeleridir. Çizelge 1.6 da demir toz karışımlarında oluşan bazı ilave ve impüritelerin özgül ağırlıkları verilmiştir. Çizelge 1.6 Bazı metal, ilave ve impüritelerin özgül ağırlıkları Metal, İlave, İmpürite Özgül ağırlık Özgül ağırlık (g/cm 3) Metal, İlave (g/cm 3) Fe (saf demir) NC FeO 5.30 SC SiO ASC Grafit 2.24 MnS 4.0 Bakır (elektrolitik) 8.95 Nikel (saf) Zn-Sterarat 1.0 Sentetik parafin 1.0 Yukarıdaki formül ve tablodaki veriler kullanılarak ASC bazlı çeşitli toz karışımlarının teorik yoğunluğu hesaplanmış ve ilave miktarının bir fonksiyonu olarak Şekil 1.18 da diyagramı çizilmiştir (Höganäs, 2004b). Şekil ASC bazlı demir tozlarına ilavelerin etkisi (Höganäs, 2004b) 54
68 Standart kompaktlama prosedürlerine göre laboratuarlarda elde edilen yoğunlukbasınç eğrileri kalıp takımlarının yaklaşık boyutlarını belirlemek için klavuz bilgi sağlar. Fakat, basıncın ve dar-derin dolgu boşluğuna sahip kalıplarda karmaşık yapısal parçalar sıkıştırıldığında beklenen yoğunluğun hassas tahminine izin vermez. Silindirik bir kompakt göz önüne alınarak sıkıştırma ile ilgili teorik hesaplamalar aşağıda anlatılacaktır. Şekil 1.19 daki silindirik kompaktın çapı D ve yüksekliği H ile gösterilmiştir. Buna göre dış basınç kuvveti uygulandığında kompakt yüksekliği dh Şekil1.19. Kalıpta sıkıştırma süresince kuvvetlerin dengesi (F f : sürtünme kuvveti, F n : Normal kuvvet, P: uygulanan basınç, P b : iletilen basınç, A: kesit alanı, µ: sürtünme katsayısı) (German, 1984) ince bir kesitte analiz edildiğinde, elemanın en üstündeki P basıncının, en alt eleman içerisinden iletilen P b basıncından normal kuvvete karşı oluşan sürtünme kuvvetinin etkisiyle farklı olacağı görülecektir. German (1984) a göre matematiksel olarak kuvvetlerin dengesinden aşağıdaki denklemle açıklanabilir: ΣF = 0 = A (P-P b ) + µf n (1.13) Normal kuvvet sabit bir katsayıyla (z) uygulanan basınç cinsinden verilebilir. Yani radyal (yanal) gerilmenin eksenel gerilmeye oranı olan z faktörüyle gösterilir. Böylece F n = π. z. P. D. dh (1.14) Sürtünme kuvveti F f, sürtünme katsayısı olarak direk normal kuvvetten hesaplanır: 55
69 F f = µ. F n = µ. π. z. P. D. dh (1.15) Toz elemanın üst ve alt kısmı arasındaki basınç farkı dp birleşik olarak verilirse: dp = P P b = - F f / A = - 4. µ. z. P. dh / D (1.16) kompakt yüksekliğine göre basıncın integrasyonu gösterir ki; zımbanın herhangi bir x posizyonundaki basıncı mesafenin bir fonksiyonu olarak aşağıdaki ifadeyle açıklanır: P x / P = exp [-4. u. z. x / D] (1.17) Bu denklem tek etkili preslemeye uygulanabilir. Bu denkleme göre, basınç toz kompaktta aşağıya doğru tabakalardaki derinliğe inildikçe (x arttıkça) üstel olarak azalmaktadır. Bu olay şekil 1.20 de gösterilmiştir. Bu denklemde µ. z basınca bağlıdır, çünkü basıncın artmasıyla, kalıp cidarı ile toz arasındaki sürtünme katsayısı µ azalırken, yanal basıncın eksenel basınca oranı olan z artar. Üst zımba tarafından Şekil Tek etkili sıkıştırmada üst zımbanın aşağısında basınç gradyanı (German, 1984) kompakt üzerinde kullanıldıktan sonra kaldırılan yanal basınç bileşeni, sonuçta oldukça heterojen gerilmeler, içerir. Bu gerilmelerin elastik bileşeni azalır, çünkü üst zımba geriye çekildiğinde, radyal gerilme etkisiz kalırken kompakt eksenel gerilmeyle yayılır. Bu gerilmeler, kompaktın kalıptan çıkarılması prosesinde direnç oluşturur. Demir tozları için, eksenel yönde kompaktın geri esnemesi (springback) yaklaşık % 3 civarındadır. Bu kompaktın iç zımba çubuklarının çıkarılması için bir kolaylık sağlar. Çekme gerilmeleri, kompaktın çıkarılmasında, kompaktlanmış malzemenin ham mukavemetini aşan seviyelere ulaşabilir ve tabakalaşma (delamination) veya karşı presleme (overpressing) denilen bozulmalara yol açabilir. 56
70 Kalıp cidarını yağlama veya toza yağlayıcı ilavesi, yoğunluk dağılımını ve kalıptan sıyırma şartlarını iyileştirir, fakat oluşum üzerinde tamamen koruyucu olamaz (Schatt, 1997). Hem üst hem de alt zımbanın eşzamanlı hareket ettiği çift etkili sıkıştırmada, pratik olarak iki kat bir kompakt yüksekliğinin üretimine izin verir. Tarafsız eksen olarak isimlendirilen her bir kenar, özdeş basınç ve yoğunluk dağılımıyla diğerinin ayna görüntüsüdür. Kompaktın basınç dağılımı tek etkili sıkıştırmaya göre daha homojendir. Böylece çift etkili sıkıştırma kullanımında diğer şartlar değişmeden kalırken kompakt yüksekliği iki kat olabilir. Kompaktların özellikle karmaşık şekilli olduğu durumda, yoğunluk ve basınç dağılımı presleme süresince kolayca kırılmalara sebep olan, artan oranda düzensiz hale gelir. Bu özellikle kompaktın çıkarılmasında yük uygulaması boyunca olan bir durumdur (Schatt, 1997). Çift etkili sıkıştırmada da 1.17 no lu denklem geçerlidir, fakat x mesafesi yarıya inmiş ve zımbaya yakındır. Diğer bir durumda basınç kompaktın yükseklik çap oranına bağlı olarak azalır. Çapın azalmasıyla basınç derinlikte daha hızlı azalır. Bu yüzden, homojen kompaktlama için, küçük yükseklik çap oranı istenir. Tek uçlu presleme için, ortalama sıkıştırma gerilmesi, aşağıdaki denklemden tahmin edilebilir (German, 1984): σ = p ( 1-2. µ. z. H / D ) (1.18) Çift uçlu presleme için ortalama sıkıştırma gerilmesi ise yaklaşık: σ = ( 1 - µ. z. H / D ) (1.19) Ortalama gerilme; yükseklik-çap olmak üzere iki geometrik faktöre (H/D), partiküller arası sürtünme (z) ye ve kalıp cidarı sürtünmesi (µ) ne bağlıdır. Yüksek ortalama gerilme büyük çap ve yağlanmış kalıp cidarıyla beraber kısa kompaktlarda elde edilir. Kalıp cidarının yağlanması sürtünme kuvvetini azaltarak sıkıştırmaya yardım eder. Kalıp cidarı sürtünme etkisi, sıkıştırmanın etkinliğini düşür. Sonuç olarak ham yoğunluk uygulanan basınca bağlı olduğundan, kompakt homojen olmayan bir yoğunluğa sahip olur. Kompaktın özel boyut ve şeklide yoğunluk 57
71 dağılımından etkilenir. En önemli parametre kompaktın yükseklik çap oranıdır. Uzun parçaları kapsayan belirli uygulamalar için, sürtünme probleminden kurtulmak için diğer sıkıştırma teknolojileri geliştirilmiştir. Toz sıkıştırmanın öncelikli amacı en az cidar sürtünmesiyle kompakt özelliklerini sağlamaktır. Bu yüzden, yapılan çalışmalar eksenel kuvvet sonucu oluşan radyal kuvveti azaltarak kalıp aşınmasını minimize etmek ve presleme etkinliğini iyileştirmeye yönelmiştir. Yükseklik çap oranı (H/D) kompakt özelliklerinin düzenli olması için önemlidir. Genellikle, yükseklik-çap oranı 5 katı aştığında, kalıpta sıkıştırma işlemi başarısızdır. Başarılı bir tek etkili presleme düşük kompakt yüksekliğine izin verir, fakat, çift etkili presleme yaygın yaklaşımdır (German, 1984). Diğer taraftan z. µ. H / D eşitliği presleme işleminin duyarlı bir ölçeğidir. Buradaki z parametresi radyal gerilmenin eksenel gerilmeye oranı, µ kalıp cidarının sürtünme katsayısıdır. H kompakt yüksekliği, D kompaktın çapıdır. En iyi presleme sonuçları bu oran küçük olduğunda gözlenmektedir. Şekil 1.21 çift etkili preslemede çeşitli z.µ.h/d oranları için uygulanan basıncın merkezden itibaren nasıl değiştiğini göstermektedir. Şekil Çift etkili presleme için merkez basıncının uygulanan basınca bölünmesiyle kompaktlama parametrelerinin değişimi (German, 1984) Diğer bir alternatif olarak tozlara yağlayıcı ilavesi ile, µ azalırken z artar. Kalıp cidarı sürtünmesi, düşük yağlayıcı içeriğinde hakim olur; böylece presleme homojenliği ilave yağlayıcıların küçük miktarlarıyla iyileşir. Tabata v.d. (1981) yaptıkları deneysel çalışmayla yağlayıcıların üç önemli etkisini göstermiştir (German, 1984): Kalıp cidarı sürtünmesi (µ) yağlayıcının miktarına bağlıdır, daha çok yağlayıcı daha düşük sürtünme, 58
72 Basınç arttığında kalıp cidarı sürtünmesi düşer, Basınç oranı z, yaklaşık uygulanan basıncın kareköküyle orantılı olarak artar. Şekil 1.22 elektrolitik bakır tozu için bu etkileri göstermektedir. Şekilde radyal ve eksenel basınç oranı z ile beraber, kalıp cidarı sürtünme katsayısı µ nında, sıkıştırma basıncıyla karşılaştırılması gösterilmiştir. Şekil Elektrolitik bakır tozu için yağlayıcının etkisi Kalıpta preslenmiş toz kompaktlarda, yoğunluk gradyanı basınç gradyanı sonucu oluşur. Bakır tozları için, hem tek hem de çift etkili preslemede oluşan yoğunluk gradyanları Şekil 1.23 de gösterilmiştir. Şekil Kompaktlanmış silindirik bakır tozlarının sabit yoğunluk hatları (German, 1984) Her iki kompaktta da yükseklik çap oranı 1 dir. Sürtünme katsayısı 0.3, basınç oranı 0.5 dir. Tek etkili preslemede kompaktın alt kısmında daha düşük yoğunluk 59
73 oluşmuştur. Alternatif olarak, çift etkili preslemede ise kompaktın orta noktalarında daha düşük yoğunluk görülmektedir. Kompakt mukavemetinin baskın olarak ham mukavemetle belirlendiği düşünülürse, mukavemet ve sertlik dağılımlarının da Şekil 1.24 deki yoğunluk profiline benzer olacağını tahmin etmek kolay olacaktır. Küçük gerilme oran faktörü (z) kompakt uniformluğu için istenir. Bu, yüksek partiküller arası sürtünmenin presleme işleminde homojenliğe yardımcı olacağını ima eder. Maalesef, yüksek partiküller arası sürtünme, daha yüksek basınçla sıkıştırmaya engel teşkil eder. Bu yüzden, yüksek partiküller arası sürtünmenin etkisi, homojenliği arttırırken, kompaktın tüm yoğunluğunu daha düşük tutar. Basınç oran faktörü, ortak partiküller arası sürtünme karakteristiğiyle ilgilidir (German, 1984). Diğer önemli faktör olan yükseklik çap oranı, arttığında kompakttaki yoğunluk gradyanı da artacak ve kompaktın genel yoğunluğu azalacaktır. Şekil 1.24 de 700 MPa sabit sıkıştırma basıncı kullanarak bakırın tek etkili preslenmesi için sonuçları vermektedir. Kompaktta yaklaşık basınç dağılımı çizgileri, ve 1.66 yükseklik çap oranları için verilmiştir. Şekil Tek etkili preslemeyle sıkıştırılmış silindirik bakır tozunda basınç dağılımı, H=Yükseklik, D=Çap (German, 1984) Yükseklik ve çap oranı arttığında daha büyük yoğunluk gradyanı ve daha düşük hacim yoğunluğuyla sonuçlanır. Sinterlemede, kompaktın çekme miktarı, ham yoğunlukla ters orantılı değişir; yani düşük ham yoğunluk daha büyük çekme ile sonuçlanır. Çoğu T/M uygulamalarında, çekme istenmez fakat boyut kontrolünde 60
74 problemler oluşturur. Bu nedenle minimal ham yoğunluk değişimleri hem özellikler hem de sinterleme sonrası boyutlarda uniformluk sağlaması için istenir (German, 1984) Basınç Yoğunluk İlişkisi Yukarıda bahsedildiği gibi, pratik olarak önemli basınç aralığında ( MPa) yoğunlaşma özelliklerini karakterize etmek için birçok interpolasyon formülü kullanılır. Bunlardan birisi relativ yoğunluğu (γ) ifade eden, kolay kullanımından dolayı oldukça yaygın olan, M.Yu. Balshin ve R.L. Hewitt tarafından geliştirilmiş aşağıdaki formüldür (Schatt, 1997): γ = V d / (V p + V d ) (1.20) Burada; V d : yoğun malzeme hacmi, V p : gözenek hacmidir. Sıkıştırma basıncı (P), kompaktı tam teorik yoğunluğa sıkıştırmak için gerekli basınca karşılık gelen sabit (P max ) ile yoğunluk arasındaki ilişki ise: P max = P. (1 / γ ) m (1.21) Bu denklemde, P = f (1 / γ ) denkleminin logaritmik tanımlaması, endüstride kullanılan basınç aralığında çoğu demir ve bakır tozları için bir doğruyu verir. Bu doğrunun eğimi ise m üstelini verir. Benzer şekilde Hewitt in yoğunlaşma denklemi de k ve b olmak üzere iki sabiti belirler: ln 1 / (1 - γ ) = k. P + b (1.22) Yine H.F. Fischmeister ve E. Arzt herhangi bir değişken parametre içermeyen bir yoğunlaşma denklemi geliştirmiştir. Onun yerine, kompaktlama kesin bir model olarak kabul eder. Bu model, her biri diğerine temas ederek partiküllerin düzleştiği gerçeğini, malzemenin temas bölgesinin dışına aktığını ve yeni kontakt alanlarının deforme olmuş partiküller arasında oluşacağını göz önüne alır. Bundan dolayı bu model deformasyonla sertleşmeye izin verir. Bu P basıncının relativ yoğunlukla tanımlanabileceği ifade eder: 61
75 3. a(γ). z(γ) P (γ) = R p (γ). γ (1.23) 4. R 2. π Burada; R p (γ): Akma mukavemeti, a(γ): ortalama temas alanı, z(γ): partiküller arasındaki ortalama temas alanı, R: partikül yarıçapını ifade eder. Schatt (1997) a göre bu ilişkiyle basınç-yoğunluk eğrileri tam yoğunluğun % 92 sine kadar yoğunluğa kadar gerçek ölçümlerle uyumlu olarak tahmin edilebilir. Toz sıkıştırmada ham yoğunluktan sonra ikinci önemli ilgi konusu, ham mukavemettir. Gözenekler, kompaktta yük yaşıma alanlarının etkisini azaltır; böylece, hacim mukavemeti daha düşük kesit alanıyla azalır. Aynı zamanda gözenekler gerilim toplayıcı olarak ve etkili çatlak başlangıç bölgeleri olarak görev yapar. Sonuçta bir toz kompaktın eşdeğer işlenmiş (%100 yoğun) kompakttan daha düşük mukavemete sahip olması beklenir. Hem ham hemde sinterlenmiş durumda yoğunlukla mukavemetin değişimi ilginç bir konudur. Preslemedeki problemlerden birisi ham kompaktta yapısal tamlığın zayıf olmasıdır. Bu problem çatlaklar, tabakalaşma, büyük yoğunluk (mukavemet) gradyanları ve zayıf tutma/taşıma karakteristiği olarak açığa çıkar. Sonuç olarak yoğunlukla ham mukavemetin değişimi, pratik uygulamalarda öneme sahiptir (German, 1984) Sinterleme Şekillendirme ve bazı spesifik özelliklerin tozlara kazandırılması için tozların preslenmesi, toz metalürjisindeki önemli ilk adımdır. Kompaktlama adımı parçanın şekil, boyut ve yoğunluğu üzerinde önemli etkiye sahiptir. Fakat kompaktlama kabul edilebilir özellikleri sağlamada yeterli değildir; parçaya nihai özelliklerini kazandıracak ikinci önemli adım sinterlemedir. Sinterleme preslenmiş ham kompaktların mukavemet kazandırıldığı, bir ısıl işlemdir. Uluslarası standart örgütü ISO ya göre sinterleme; Partiküllerin birbiriyle bağlanarak mukavemetinin artması amacıyla, ana bileşenin ergime derecesinin altındaki bir sıcaklıkta bir toz veya kompaktın ısıl işlemidir". Bu işlem tek bileşenli 62
76 sistemlerde erime noktasının veya solidus sıcaklığının 2/3-4/5 kadar bir sıcaklıkta, çok bileşenli toz karışımlarında ise genellikle en düşük ergime noktasına sahip bileşenin ergime noktasının üstünde veya ana bileşenin ergime derecesinin altında (erime sıcaklığının katı) bir sıcaklıkta gerçekleşir (Šalak, 1995; Schey, 2000). Bazı durumlarda bileşenlerden birinin tamamen eridiği sıvı faz sinterleme de yapılabilmektedir. İşlem hemen hemen değişmez koruyucu atmosfer altında gerçekleştirilir. Böylece sinterleme bir termokimyasal işlemdir. Her bir toz karışımında farklı sinterleme mekanizmaları söz konusu olsa da, temelde sinterlemede; toz partiküllerin kilitlenmesi ve metalürjik bağların oluşumu, difüzyon ve yoğunlaşma meydana gelir (Yılmaz, 1999). Ham durumdaki toz kompaktın özellikleri sinterlemeyle değişir. Ayrıca, partiküller arasında boyun oluşumu, yoğunlaşma, büzülme, azalan yüzey alanı, kompaktta mukavemet, iletkenlik ve sertlikte artma meydana gelir. Bu parametrelerin tümü, sinterleme işlemi için denetleme imkânı sağlar (German, 1984). Sinterleme üzerinde yoğun deneysel ve teorik çalışmalar yapılmasına rağmen, proses fiziksel olarak tan anlaşılamadığından evrensel geçerli bir sinterleme teorisi yoktur. Bunun nedeni gerçek şartlar altında, sinterlemenin birçok yardımcı prosesin kombinasyonu sonucu oluşmasıdır (Schatt, 1997). Sinterlemenin sürücü kuvveti, toplam yüzey alanındaki azalma sonucu sistemin yüzey enerjisindeki azalmadır. Seramik sinterleme teknolojisinde boyutsal değişim (büzülme) açısından tanımlanır. Fakat partiküller arası boyut oluşumu toz kompaktta özelliklerde iyileşme sağlarken büzülme olmaksızın oluşur ve sinterlemenin bir şeklidir. Sinterleme mekanizmaları ve sürücü kuvvetleri farklıdır. Sürücü kuvvet malzeme üzerinde kütle akışına yol açan gerilme oluşturur; bu genellikle yüzey enerjisidir. Birim hacim için yüzey alanı partikül çapıyla ters orantılıdır, yani daha ince partiküllerde sürücü kuvvet artar. Fakat yüzey enerjisinin tamamı bir sürücü kuvvet olarak mevcut değildir. Her bir sinterleme ara yüzeyinde, tane sınır enerjisinin birleşmesiyle sonraki bir tane sınırının oluşumu vardır. Sonuç olarak net sürücü kuvvet oldukça küçük olabilir ve sinterleme durgunlaşabilir. Sinterleme mekanizması atomik hareketin yolunu tanımlar. Sinterleme aşaması sinterleme prosesiyle ilişkili olarak geometrik gelişimi tanımlar (Şekil 1.25). Sinterleme aşaması 63
77 sürücü kuvvet ve kinetiğin özel durumuyla ilgilidir. Bu yüzden, prosesin matematiksel tanımlamasında kullanılan geometrik modellerin belirlenmesinde en büyük öneme sahiptir (German, 1984). Şekil Sinterlemede partiküller arası bağların oluşumu (German, 1984) Sinterleme genellikle ardışık olması gerekmeyen altı ayrı aşamayı içerir. Bunlar; Başlangıç partikül bağlanması Boyun oluşumu Gözenek yuvarlaklaşması Gözenek kanallarının kapanması Yoğunlaşma ve gözenek büzülmesi Gözenek kabalaşması Malzeme taşınma mekanizmaları, yüzey difüzyonu, hacim difüzyonu, buharlaşma ve sıkılaşma ve tane sınırı difüzyonunu kapsar. Sinterlemeyi birçok faktör etkiler. Fakat, en önemlileri zaman, sıcaklık ve atmosferdir. Partikül boyutu, kompakt porozitesi ve ön alaşımlama da sinterleme prosesini etkiler (ASM, 1998) Şekil 1.25 de görüldüğü gibi ilk aşamada, partiküller arasında nokta temas mevcuttur ve bu noktalarda sinterlemenin ileri aşamalarında boyun oluşumu başlayacaktır. Sinterlemenin ilk aşaması için sürücü kuvvetin analizi, kütle akışını yöneten boyun bölgelerinde eğrilik gradyanını göstermektedir. Orta aşamada, gözenek yapısı oldukça düzdür. Gözenekler iç bağlantılıdır ve silindirik yapıdadır. Başlangıçta, Şekil 1.27.a da görüldüğü gibi gözenekler tane sınırı arakesitlerinde yerleşir. Bu noktada durum, partiküller arası boyun gelişiminden, tane-gözenek yapısına doğru değişir. Kompakt özelliklerinde baskın gelişmeler orta aşamada oluşur. Sürücü kuvvet, hem 64
78 yüzey hem de tane sınırı enerjisini içeren arayüzey enerjisidir. Orta aşamanın sonraki kısmında tane gelişimini oluşumu görülür. Bir sonuç olarak, gözenek hareketi veya gözenek izolasyonu oluşur. Tane sınırları yüksek sinterleme hızını korumak için oldukça önemlidir. Böylece tane gelişimi ve gözenek izolasyonu olumsuz bir durumdur. Şekil 1.26.b de görüldüğü gibi iki muhtemel gözenek-sınır konfigürasyonu düşünülür. Gözenekler tane sınırlarında veya tanelerin içinde yer tutabilir. Tane kenarında gözeneklerin yerleşmesinde; toplam tane sınırı alanları gözenek tarafından azaltıldığı için sistem enerjisi daha düşüktür. Gözenek yapısının büzülmesiyle, silindir yaklaşık % 8 poroziteyle kararsız hale gelir. Bu noktada, silindirik gözenekler yavaşlayan tane gelişiminde etkili olmadan, küresel gözeneklerin içine toplanır. Birçok durumda, mikroyapı tane sınırlarından ayrılmış gözenekler gösterir. Tane içlerindeki gözeneklerin izolasyonu, yoğunlaşma hızında etkili azalmalarla sonuçlanır. Küresel görünüm, izole gözenekler sinterlenin final aşamasının başlangıcına işaret eder. Final aşamasında kinetik oldukça yavaştır. Sürücü kuvvet kesinlikle gözenek-katı arayüzey alanının elimine edilmesidir. Gözeneklerde bir gazın varlığı, final aşama yoğunlaşmanın miktarını sınırlayacaktır (German, 1984) a) b) Şekil Sinterlemenin orta aşamasında yapısal değişimler a) gözenek yapısı ve ara bağlantının diyagramı, b) gözenek-tane sınırı konfigürasyonunu iki muhtemel durumu (German, 1984) Proses Değişkenleri Sinterleme prosesinde en önemli faktörler sıcaklık, zaman ve atmosferdir. Bu faktörlerin etkisi aşağıda kısaca anlatılacaktır. Sinterleme sıcaklığı; sinterleme sıcaklığı arttıkça, sinterleme süresince oluşan 65
79 herhangi bir değişimin büyüklüğü ve oranı büyük oranda artar. Daha yüksek sinterleme sıcaklığı, toz kompakttaki toz partikülleri arasındaki bağların istenen derecede oluşması için daha kısa sinterleme zamanı demektir. Bazı alaşımlar için yaygın sinterleme sıcaklıkları Çizelge 1.7 de verilmiştir. Demir esaslı parçalar için yaygın sinterleme sıcaklığı, genellikle C dar aralığında gerçekleştirilir. Sinterleme zamanı; sinterleme derecesi artan zamanla birlikte artmasına rağmen, zamanın etkisi sıcaklığa bağımlılıkla karşılaştırıldığında daha küçüktür. Herhangi bir sıcaklıkta artan zamanla sürücü kuvvetin kaybı, sinterlemeyle tüm porozitenin kaldırılmasının oldukça zor olmasının sebeplerinden birisidir. Daha yüksek sıcaklıklarda daha kısa sinterleme zamanı gerekir. Üretim verimliliği açısından daha kısa sinterleme zamanı tercih edilir, fakat daha yüksek sinterleme sıcaklığı sinterleme fırını için daha yüksek bakım maliyetinden dolayı daha pahalıdır. Demir esaslı parçalar için yaygın sinterleme zamanı dakikadır. Çizelge 1.7. Metal malzemeler için sinterleme sıcaklıkları Sinterleme Sıcaklıkları ( C) Demir/Çelik Alüminyum Alaşımlar Bakır Pirinç Bronz Sert Metal Sinterleme atmosferi; koruyucu atmosfer, sinterleme süresince, yağlayıcı ve bağlayıcının uzaklaştırılması, oksidasyona karşı koruma ve metalik yüzeylerde oluşmuş oksit filmlerini azaltmak gibi birçok fonksiyonu yerine getirmek zorundadır (Šalak, 2005). Çünkü sinterleme yüksek sıcaklıklarda gerçekleştiği için başta oksitlenme olmak üzere kimyasal etkileşimlere açık bir ortam oluşturacaktır. Sinterleme atmosferindeki gaz atomları iç bağlantılı gözenekler aracılığıyla kompakt içine girer. Böylece kapalı gözeneklerde daha sonra tuzak oluşturabilir. Bu yüzden büzülmesini engeller. Sinterleme atmosferindeki gaz atomları metal içine difüze olup metalle alaşımda oluşturabilir. Bu nedenle sinterleme atmosferi, her türlü kimyasal etkileşimi önleyecek, sinterleme esnasındaki boyut değişimini mümkün olduğu kadar kontrollü tutacak şekilde, toz karışımına göre uygun seçilmelidir. Demir toz 66
80 metalürjisinde aşağıdaki sinterleme atmosferleri yaygın kullanılır (Höganäs, 2004b): İndirgeyici-dekarbirize tip: Hidrojen (H 2 ), bölünmüş amonyak (% 75 H 2, % 25 N 2 ) İndirgeyici-karbürize tip: endogaz (% 32 H 2, % 23 CO, % CO 2, % 0-05 CH 4, kalan N 2 ) Nötr tip: krojenik nitrojen (N 2 ), eğer kalıntı oksite dikkat etmek için H 2, karbon kaybını geri vermek için de metan veya propanın küçük ilavesi istenirse Sinterleme atmosferinin uygun seçimi ve dikkatli kontrolü önemlidir, fakat oldukça da zordur. Sinterleme sırasında fırın atmosferinde karşılaşılan bazı ana problemler şunlardır (Šalak, 2005).: Etkisiz yağlayıcı uzaklaştırma Zayıf karbon içeriği kontrolü Soğutma süresince açık gözenek yüzeylerinin oksidasyonu; özellikle yüksek oksijen afiniteli elementlerle alaşımlanmış toz kompaktlarda Malzeme Değişkenleri Partikül boyutu; sinterlemenin temel aşamaları açısından, partikül boyutunun azalması artmış sinterlemeye yol açar. Daha küçük partikül boyutu, sinterleme için daha büyük sürücü kuvvet üreten büyük gözenek/katı arayüzey alanına sahiptir. Bu daha büyük yüzey alanının daha fazla yüzey difüzyonuna yol açması, küçük tane boyutunun tane sınırı difüzyonunu arttırması ve daha büyük partiküller arası temas alanı hacim difüzyonunu hızlandırması gibi, difüzyonun tüm tiplerini ilerletir (Upadhyaya, 1996). Partikül şekli; orijinal partiküller içindeki ince tane yapısı, birçok malzeme taşıma mekanizması üzerine olumlu etkisinden dolayı sinterlemeyi arttırır. Partikül kompozisyonu; alaşım ilaveler ve metal içindeki impüriteler, sinterleme kinetiğini etkiler. Bu etki, dağılım ve impürite reaksiyonuna bağlı olarak faydalı veya zararlı olabilir. Oksidasyon gibi yüzey kirlenmeleri genellikle istenmez. Matriste dağınık fazlar tane sınır hareketine engel olarak sinterlemeyi arttırabilir. Nispeten 67
81 yüksek sinterleme sıcaklığında, impüritelerle baz metal ya da alaşım ilaveleri arasındaki reaksiyonlar, istenmez. Ham yoğunluk; azalan bir ham yoğunluk iç yüzey alanı miktarının artması anlamına gelir ve sonuçta sinterleme için daha büyük bir sürücü kuvvettir. Yoğunluktaki yüzde değişim, ham yoğunluğun azalmasıyla artmasına rağmen, sinterleme yoğunluğunun mutlak değeri yüksek ham yoğunluktaki malzemeler için daha yüksek kalır Sinterlemede Boyutsal Değişim Sinterleme sonucu kompakt boyutlarındaki değişim, özellikle küçük boyut toleranslarında parça üretiminin büyük ölçekli üretimiyle ilgili olarak, toz metalürjisinde önemli bir konudur. Sinterlemenin temel prosesi, büzülme ve eliminasyon nedeniyle hacimde azalmaya yol açar. Bununla ilgili aşağıdaki faktörler göz önüne alınmalıdır: Kompakt bünyesinde tutulan gazlar: kapalı porozitelerde gazın genleşmesi, üretilen kompaktın genleşmesi olarak kabul edilir. Kimyasal reaksiyonlar: hidrojen sinterleme atmosferinin yaygın bir bileşenidir ve sıklıkla su buharından oksijen oluştuğunda, kompaktı oksite karşı izole etmek için metal içerisine difüze olur. Su buharının basıncı tüm kütlenin genleşmesine yol açar. Buharlaşma gibi sinter kütlesinden atmosfere bazı elementlerin kaybına yol açan ve malzemenin büzülmesiyle sonuçlanan reaksiyonlara neden olması muhtemeldir. Alaşımlama: iki veya daha fazla elementel toz arasında oluşan alaşımlama oldukça sık kompaktın genişlemesine yol açar. Bir katının oluşumu nedeniyle bu etki, sıklıkla orijinal porozitenin büzülmesiyle dengelenir. Şekil değişimi: ham parçalar her zaman ham yoğunluktaki değişimleri içerir. Bu değişimler, özellikle büzülme ham yoğunluk olmak üzere sinterlemeye güçlü bağımlılık nedeniyle, önemli şekil değişimlerine yol açabilir. Düşük ham yoğunluk bölgeleri sinterleme süresince daha büyük büzülme miktarı gösterecektir. Örneğin, 68
82 tek etkili yöntemle kompaktlanan yüksek yükseklik/çap (H/D) oranına sahip bir silindir bir uzundan diğer ucuna dereceli olarak azalan bir ham yoğunluğa sahip olacaktır. Böyle bir silindir, kesik bir koni şeklinde sinterleme süresince boyut değiştirecektir. Diğer taraftan çift etkili kalıplamayla hazırlanan bir silindir ise, kum saatine benzer şekilde iki ucu ile ortası farklı olmak üzere şekil değişimine maruz kalabilir. Çoğu zaman büzülme (veya genleşme) eksenel ve radyal iki yönde de farklıdır ve sıkıştırma takımlarının tasarımında dikkate alınmalıdır. Karmaşık ve asimetrik şekilli parçalar, sinterleme süresince düzensiz büzülme ve istenen toleranslarda azalma gösterir. Kayıp toleransları telafi etmek için, genellikle ikincil işlem olarak boyutlandırma uygulanır (Upadhyaya, 1996) Sinterlemede Mikroyapısal Değişim Bir ham kompakt sinterlendiğinde, orijinal partikül sınırları artık görülmez. Onun yerine yapı, gözenekler hariç, işlenmiş ve tavlanmış şartlardaki metalin yapısına benzer. Gözenekler açık veya kapalı olmak üzere iki tiptir. Sinterlemenin ilerlemesiyle, gözenekler büzülmeye devam eder. Toplam porozitenin yaklaşık % 5 inde, kapalı gözeneklerin oluşumu başlar. T/M parçalarda görülen mikroyapıların çoğu, porozite ve birçok alaşımdan oluşan elementel tozların karıştırılmasından kaynaklanır. Bu karıştırma daima homojen ve iyi difüze olmuş yapıyla sonuçlanmaz. Bu şekildeki heterojenlik mutlaka olumsuz değildir ve nikel çelikleri ve difüzyon alaşımlı çeliklerde avantaj olabilir (Upadhyaya, 1996) Soğuk işlenmiş metallerin ısıtılması veya tavlanmasında üç farklı mikro yapısal değişim meydana gelir: toparlanma, yeniden kristalleşme ve tane gelişimi. Tane gelişimi sinterlemede en önemli aşamalardan birisidir. Tane gelişimi için normal olarak büyük sürücü kuvvet vardır. Bir sinter kütlede tane gelişimi, konvansiyonel metalden oldukça farklı olacaktır. Zira biçimlendirici ikinci faz gözenekler olan iki faz malzeme olarak davranabilir. Ham kompakttaki ve sinter kütlenin gelişmesindeki porozite, tane gelişimine oldukça etkili engel rolü üstlenir. Toz karışımdaki diğer bileşenlerin ilavesi, bitişik partiküller arasındaki bağlanmayı ve tane sınırlarının oluşumunu büyük ölçüde engeller. Tane sınırı gelişimi; tane sınırının hareketi onun tane-sınır alanı ve enerjisinde artışa yol açan gelişiminden uzak olduğundan, tane 69
83 gelişimini engelleme eğilimindedir. Faz dönüşümlerinin birçok tipi sabit bir sıcaklıkta katı hal sinterlemesi süresince veya sinterleme sıcaklığından soğuma süresince oluşur. Porozite ve ince tane yapısı dönüşümleri etkiler. Sinterlemeyle birleşik faz dönüşümlerinin en iti örneği, sinterlenmiş çeliklerin üretimidir. Porozite kütlenin ısıl iletkenliğini azalttığından, verilen soğutma şartları için sinterlenmiş metalin baştanbaşa gerçek soğutma hızı, konvansiyonel bir katıdan önemli derecede azdır. Böyle etki, soğutma hızına bağlı martenzitik dönüşümü zorlaştırır. Katı çözeltiden çökelme, sinterlemeyle birleşik dönüşümlerin oldukça yaygın bir tipidir (Upadhyaya, 1996) Sıvı Faz ve Aktif Sinterleme Karışım tozları içeren iki fazlı sistemlerde, iki veya daha fazla bileşenin farklı erime aralığından dolayı sıvı faz oluşumu muhtemeldir. Eğer karışımdaki bileşenlerden birisi sinterleme sıcaklığında erişirse, oluşan sıvı faz ilk olarak katı bileşenin partikülleri arasındaki dar boşluk içine kapiler (kılcal) kuvvetle girecek ve sıvı ve katı faz arasında daha büyük temas alanları oluşturacaktır. Bu gibi sistemlerde, sıvı faz hızlı taşıma ve böylece eğer belirli kriterler sağlanırsa hızlı sinterleme ve iyileşmiş yoğunlaşma sağlayabilir (German, 1984). Sıvı faz sinterlemede iki çeşidi vardır: a) sıvı fazı oluşumu, orijinal ham kompaktın içerdiği bir veya daha fazla bileşenle birlikte normal sıvı faz sinterleme, b) sinterlemenin oldukça erken periyodu süresince kompakt dışında oluşan bir sıvıyla orijinal ham kompaktın infiltrasyonu. Eş zamanlı infiltrasyon ve sinterleme baskın olarak görülmesine rağmen, önceden sinterlenmiş parçanın infiltrasyonu da pratiktir (Upadhyaya, 1996) Sıvı faz sinterleme süresince, yeniden düzenleme veya sıvı akışı, yerleşme veya çözünme, yeniden çökelme ve bütünleşme veya sıvı faz sinterleme oluşur. Sıvı faz sinterleme teknolojisinin uygulamaları, tungsten karbür, sinterlenmiş çelikler, sinterlenmiş karbürler, ağır alaşımlar, çeşitli Sermetler, bronz ve silikon nitrit sistemlerde yaygın olarak kullanılmaktadır (German, 1998). Örneğin % 90 Fe, % 10 Cu karışımı bir kompaktta, bakırın erime derecesinin (1083 C) üstünde bir 70
84 sinterleme yapıldığında, bakır eriyecek ve yalnızca demir toz partikülleri arasındaki boşluklara değil aynı zamanda tane sınırlarına da nüfuz edecektir. Sıvı bakır katı demirin tane sınırlarına, sıvı bakır ve katı demir arasındaki yeni arayüzde biriktirdiği başlangıç tane sınırlarında biriken enerjiden daha küçük enerjiden dolayı kolayca nüfuz eder. Aktive edilmiş sinterleme de, geçici sıvı sinterlemenin bir çeşidi olup, sinterleme için daha düşük aktivasyon enerjisiyle birçok tekniği ifade etmektedir. Aktivasyon enerjisini düşürmek için geliştirilen teknikler, toza kimyasal ilavesi ve özel atmosfer kullanımını kapsamaktadır. Aktivasyon enerjisini düşürmek için ilave edilen kimyasallara aktivatör denilmektedir. Sinterleme süresince, aktivatör atomları daha sonraki yüzeysel ergimeye kadar baz metalin partikülleri içine difüze olur. Bu yüzeysel ergime, baz metalin bitişik partikülleri arasındaki boyun oluşumunu iyileştirir. Aktivatörün, baz metalin partikülleri içine daha derinlere difüzyonunu devam ettirmek için sıvı (ötektik) faz tekrar kaybolur. Aktive edilmiş sinterleme örneğin, ağır metal olarak isimlendirilen malzemelerin imalatında kullanılır. Burada, nikel tozlarına yalnızca yüzde birkaç tungsten tozu ilavesi, sinterleme prosesini gerçekten hızlandıran, 1495 C da tungstence zengin geçici ötektik faz üretir. Demir tozlarının sinterlenmesinde ferro-fosfor (Fe 3 P) un küçük ilavesiyle (% 3 gibi) sinterleme prosesi aktive edilebilir C da sinterleme süresince, demir toz partiküllerinin yüzeyinde fosfor konsantrasyonu geçici olarak % 2.6 oranını geçer ve partiküller yüzeysel olarak erir. Fakat demir partikülleri içine daha derinlere fosfor difüze olduğundan, yüzeyde fosfor konsantrasyonu % 2.6 nın altına düşer ve sıvı faz görünmez. Daha sonra fosforun ikinci faydası etkili olur: ağırlıkça % arasında fosfor konsantrasyonuyla demir partiküllerinin yüzey bölgeleri ostenitten ferrite değişir. Demirin kendi kendine difüzyon (hacim difüzyonu) katsayısı ferritte ostenitten yaklaşık 300 kat daha büyüktür. Sonuç olarak eşit sıcaklıkta, sinterleme ferritte ostenitten daha hızlı olur (Höganäs, 2004b) Demir Toz Kompaktlarda Sinterleme Davranışları Toz metal endüstrisinde sinterleme prosesinin etkinliği, sinterlenmiş parçanın proses maliyetiyle ilişkili fiziksel özelliklerin kalitesiyle belirlenir. Bu yüzden demir esaslı 71
85 yapısal parçaların imalatında ilk konu, mümkün olan en düşük sinterleme sıcaklığı ve en kısa sinterleme zamanında, boyutsal stabilite ve optimal mukavemeti başarmaktır. Aşağıda demir-bakır ve demir-bakır-karbon karışımları için Höganäs firması tarafından yapılan deneysel çalışmalar sonucu elde edilen kılavuz bilgiler verilecektir. Sinterleme süresince geçici sıvı fazın avantajını kullanmak ve daha yüksek mukavemet özelliklerine ulaşmak için çoğu ticari demir toz karışımları bakır içerir. Demir tozlarına bakır ilavesi, sinterleme süresince istenmeyen boyutsal gelişme üretebilir. Demir-bakır toz karışımlarına grafit ilavesi, bakırın neden olduğu boyutsal gelişimi ortadan kaldırır. Grafitin sebep olduğu demirin karbonizasyonu, sinterlenmiş parçanın mekanik mukavemetini arttırır. Farklı sinterleme sıcaklıklarında, çekme mukavemeti ve boyutsal değişim üzerine grafit ve bakırın değişen miktarlardaki ilavesinin NC demir tozuna etkisi şekil 1.27 deki diyagramdan görülmektedir. Sinterleme süresince yaklaşık % 0.2 ilave grafit karbonmonoksit (CO) formunda sinterleme atmosferinde kaybolur ve sinterlemeden sonra karbon içeren test barlarının mikroyapısı perlitiktir. Şekil Sinterlenmiş demirin (NC ) çekme mukavemeti ve boyutsal değişimi üzerine, sinterleme sıcaklığının, grafit ve bakır ilavesinin etkisi (Höganäs, 2004b) 72
86 Sinterleme Fırınları Sinterleme fırınları: yığın tip ve sürekli tip fırınlar olmak üzere iki grupta sınıflandırılır. Bu fırınlar çeşitli gaz geçirmez fırın kabuğu veya indirgeme atmosferini muhafaza etmek için gaz geçirmez potalara sahiptir. Yığın tip sinterleme fırınları: kutu-tip ve çan tip olmak üzere iki çeşidi vardır. Üretim miktarı sürekli fırına göre nisbeten daha az parçaların koruyucu atmosferde sinterlenmesi için kullanılır. Sürekli tip sinterleme fırınları ise büyük hacimli üretimlerde kullanılır ve oldukça yaygındır. Kompaktın fırın içindeki hareketi, fırının üç bölgesinde (yağlayıcı uçurma, sinterleme ve soğutma) süreklidir. Sürekli fırınların, kompaktın fırın içerisinde taşınmasında kullanılan yöntemlere göre başlıca dört çeşidi vardır: bunlar, örgülü bantlı konveyör, silindir ocak tip, itici tip ve yürüyen kiriş tiptir. Bunların dışında hem kutu tip hem de sürekli tipte imal edilebilen vakum fırınları da özellikle yüksek sıcaklık ve sinterleme atmosferinin sıkı kontrolünün gerektiği uygulamalarda (sert metaller v.b.) kullanılmaktadır (Upadhyaya, 1996). En yaygın kullanılan fırın çelik-tel örgülü bantlı fırındır (Şekil 1.28). Çelik-tel örgülü bantlı fırınların sıcaklıkları en fazla 1150 ºC dir. Bantlar Nikel-krom alaşımlı çelikten imal edilir. Şekil Sürekli sinterleme fırınının şematik bölgeleri (Höganäs, 2004b) Daha yüksek sıcaklıklar için yürüyen kiriş veya itmeli fırınlar yaygındır. Bir bantlı sinterleme fırını yağlayıcının yakılması (1. bölge), sinterleme (2. bölge) ve soğutma 73
87 (4. bölge) olmak üzere üç ana bölgeden oluşur (Şekil 1.28). Bazı fırınlarda karbon oranı azalan parçalara C sıcaklıkta tekrar karbonlaştırma uygulandığı, sinterleme ve soğutma bölgeleri arasında bir bölge (3. bölge) daha vardır. Fırının yağlayıcı alma bölgesinde, yağlayıcı C arasındaki sıcaklıkta yanarak buharlaşır. Bu bölgenin uzunluğu ve bantın hızı sonraki yüksek sıcaklık bölgesine girmeden önce kompakttan yağlayıcının tamamen elimine edilmesine izin vermelidir. Metal (örneğin çinko stearattan çinkonun) ve yağlayıcının buharlaşması sonucu hidrokarbonun bozulmasından sonraki karbon, fırın ısıtma elemanları üzerine çökelir ve erken hasarı arttırır. Refraktör cidarlar üzerindeki ve soğutma bölgesindeki bu çökeltiler zayıf ısı transferine yol açar. Atmosferin akışı, yağlayıcı buharlarının kovulması için önemlidir. Bunun için yeterli atmosfer gazı sağlanarak, akış yönlendirilir böylece buharlar fırın girişine doğru boşaltılır ve yüksek ısı bölgesine gitmez. Uçurma bölgesi bazen yüksek ısı bölgesinden önce bir alev perdesi kullanılarak hava aralığıyla ayrılır. Yüksek sıcaklık bölgesi; gerçek sinterlemenin oluştuğu bölgedir. Bu yüzden sinterleme bölgesi de denir. Bu bölge sinterlenmiş parçanın nihai özelliklerini elde etmek için yeterli sıcaklık ve uygun süre için yeterli uzunlukta olmalıdır. Sıcaklık malzeme tipine göre değişmekle birlikte demir esaslı kompaktlar için C dır. Uçurma ve yüksek sıcaklık bölgesinin uzunluğu genellikle eşittir. Sinterleme süresince indirgeme atmosferine sahip olma gerekliliğinden dolayı bir gaz geçirmez pota kullanılır. Fakat pota içinde ısıtma, atmosfer ve fırın kamarasına açık ısıtma elemanlarından daha az etkilidir. Sinterlenmiş parçalar fırının soğutma bölgesinde koruyucu atmosfer içinde soğutulur. Soğutma bölgesi, kısa izole edilmiş kısım ve nispeten uzun su ceketi giydirilmiş kısımları içerir. İzoleli kısım yüksek sinterleme sıcaklığından parçayı, kompaktta ve fırında termal şoklardan kaçınmak için, yavaş hızda soğutur. Su ceketli kısım açık havaya ulaşıncaya kadar malzemeyi oksidasyondan korumak için yeterli düşük sıcaklığa soğumasını sağlar ve yaklaşık C a kadar soğutur. Özellikle ºC sıcaklıklar arasındaki soğutma hızı malzeme içerisindeki faz dönüşümlerinden dolayı mekanik özellikleri etkiler. Bu yüzden soğutma bölgesi sinterleme işleminin amacına uygun son bulması için oldukça önemlidir (Upadhyaya, 1996). 74
88 Alaşımlama Yöntemleri Ve Alaşım Elementleri Sinterlenmiş sertleşebilir demir-esaslı malzemeler elde etmek için, başta karbon olmak üzere diğer uygun alaşım elementleri (bakır, nikel, molibden gibi) de ilave edilmelidir. Karbon normalde demir tozlarına grafit formunda katılırken, metalik alaşımlama elementleri aşağıdaki alaşımlama yöntemleri ile hazırlanır. Bu yöntemlerin her biri özel karakteristiğe sahip ve sinterlenmiş parçanın özellikleri üzerinde etkilidir. Bunlar (Šalak, 2005): Elementel tozlardan karıştırılarak; demir tozuna alaşım elementleri teker teker katılıp karıştırılır Difüzyon alaşımlı (kısmi difüzyon bağlanmış) tozlardan; demir tozu ve alaşım elementi partikülleri, önemli katı çözelti oluşumu olmaksızın, aralarında kısmi bağlanma sağlamak için ilave tavlandıktan sonra karışmış tozlar, Ön alaşımlı tozlardan, Demir toz partiküllerin kaplanmasıyla alaşımlanması; örneğin sementasyon sayesinde bakırla elektroliz, hibrit tozlardan, yani önalaşımlı toz ilave alaşım elementleri ve diğerlerinin karışımından ergimiş katı metalle katı kafesin ilfiltrasyonuyla da toz alaşımları elde edilmektedir. Alaşım elementleri, metal toz sistemine (toz karışımına) diğer birçok teknikte kullanılarak katılır. Bu teknikler şunlardır: Elementel tozlar, Mastır alaşımlar: ferrokrom, ferromanganez, ferrosilikon, ferromolibden, ferroboron gibi ingot metalurjisi ferroalaşımları veya düşük-ergime alaşımlarından önceden hazırlanmış alaşımlar, Karbürler: molibden karbür, boron karbür, Cr, Mn, Mo ve V veya Si ve Mn içeren özel karbürler ve diğerleri. Sinterlenmiş çeliklerin hazırlanması için alaşımlama yöntemleri, çözünürlük nedeniyle ingot metalürjisiyle hazırlanamayan sistemlerdeki alaşım elementleri 75
89 konsantrasyonuyla ilgili olarak ve çeşitli alaşımlama sistemlerini hazırlamak için TM olasılıklarını geniş aralıkta gösterir. Her bir yöntemin özel ve genel uygulamaları vardır ve teknik ve özellikle ekonomik şartların oldukça uygun olduğu durumlarda kullanılmalıdır (Šalak, 2005). Bugün yukarıda sayılan alaşımlama yöntemlerinden elementel ve difüzyon bağlanmış toz karışımı yöntemleri sıkıştırılabilirliği bozmadığı için daha yaygın kullanılmaktadır. Ön alaşımlı tozlar toz dövme uygulamalarında yaygın kullanılırken, demir tozuna alaşım elementlerinin kaplanması yöntemi ise demir-esaslı TM de kaplama işleminin yüksek maliyeti nedeniyle nadiren kullanılmaktadır (Höganäs, 2004e). Demir tozuna alaşım elementlerinin ilavesi yöntemi, TM alaşımlarının hazırlanmasında en kolay ve oldukça esnek bir yoldur. Fakat, bu tür karışımlar farklı boyut, şekil ve yoğunluklarda partiküller içerir. Bu düzenli dağılıma sahip bir karışım elde edilmesi ile segregasyondan ve taşıma süresince ufalanmaktan kaçınma zorluğunu beraberinde getirir. Bu yöntemle toz alaşımı üretimi süresince, numuneden numuneye kimyasal analizde değişimler oluşabilir (Höganäs, 2004e). Ayrıca sinterleme süresince alaşımlama derecesi, sinterleme sıcaklığında demir içinde alaşım elementlerinin difüzivitesiyle sınırlı olduğundan, mikro yapı kimyasal ve mikro yapısal olarak heterojen olacaktır. Bu değişimler sinterlenmiş parçanın toleransını negatif yönde etkileyecektir (ASM, 1998). Difüzyon alaşımlı olarak bilinen, kısmi alaşımlı tozlarda alaşım ilaveleri veya ilaveler ya elementel demir tozuna ya da önalaşımlı baz tozuna metalürjik olarak bağlanır. İlavelerin difüzyon alaşımlaması, baz toza ilavelerin yeterli bağlanmasının sağlanması için kontrol edilir. İlavelerin difüzyonu mesafesi sınırlanırken, böylece baz tozun sıkıştırılabilirliğini azaltmazlar. TM endüstrisinde kullanılan ticari önalaşımlı tozlar, nominal olarak % 1.5 Cu, % 0.5 Mo ve farklı oranlarda nikel içeren yüksek sıkıştırılabilirlikte demir tozu bazlıdır. Kısmi alaşımlı tozlardan yapılan parçalar, sinterlenmiş olarak martenzit, beynit, ince çözülmemiş perlit ve kalıntı ostenitin dağınık nikelce-zengin alanları kadar kısa karbürler içeren nikelce zengin ferrit alanları içeren karmaşık bir mikro yapıya sahiptir. Bu karmaşık mikro yapı, mükemmel darbe enerjisine sahip bir malzeme kadar iyi çekme mukavemeti ve çekme sünekliğinin kombinasyonunu da sağlar (ASM, 1998). 76
90 Önalaşımlı düşük-alaşım çelik tozları, yüksek performans uygulamaları için dizayn edilen TM parçaların imalatında özellikle faydalıdır. Molibden, manganez ve nikelin kombinasyonu, kimyasal olarak düzenli bir toz üretmek için, çelik üretimi süresince ergimiş demire ilave edilir. Uygulamalar, çok zorunlu ihtiyaç için uygun metalik olmayan inklüzyon içeriğinde tozların üretiminden emin olmak için erime ve atomizasyon süresince önalaşımlama gerçekleşir. Önalaşımlı tozlarla grafit formunda karbonun reaktivitesi, sinterleme süresince kombine karbon içeriğinin sıkı kontrolünü sağlayarak, mükemmeldir. Genelde önalaşımlı tozların sıkıştırılabilirliği, elementel veya kısmi alaşımlı tozlardan daha düşüktür. Fakat molibdenin başlıca alaşım ilavesi olduğu önalaşımlı tozlar, demir tozlarıyla karşılaştırılabilir, sıkıştırılabilirliğe sahiptir. Önalaşımlı malzemeler, düzenli görünür sertlikle beraber homojen mikroyapıya sahiptir. İlave, kısmi alaşımlı ve bazı hibrit alaşımlardan farklı olarak, alaşımlama birincil olarak difüzyon prosesine bağlı değildir (ASM, 1998). Hibrit alaşımlı tozlar, elementel veya ferroalaşım ilavelerinin istenen kimyasal kompozisyonunu elde etmek için hem önalaşım hem de kısmi alaşım bazlı tozları içerir. Önalaşımlı tozlara nikel veya bakır ilave yapılmasının pratiği, başlıca alaşım elementi olarak molibdenle önalaşımlı tozlarda, yüksek sıkışabilirlik sağladığından yaygın kullanıma sahiptir. Bu önalaşımlı tozlar, özellikle krom-molibden, manganez-molibden ve krom-molibden-manganez çeliklerini üretmek için yüksekkarbonlu ferroalaşımların ilavesi için uygundur. Elementel nikel ilavesi daha büyük darbe özellikleri sağlamak için kısmi alaşımlı tozlara yapılabilir. Hibrit alaşımlı malzemelerin sertleşebilirliği ve sıkıştırılabilirliği, öncelikle kullanılan baz tozun sertleşebilirlik ve sıkıştırılabilirliğine bağlıdır. Hibrit malzemeler genellikle düzenli olmayan görünür sertlik ile heterojen bir mikro yapıya sahiptir. Daha yüksek sinterleme sıcaklığı ve daha uzun sinterleme zamanı genellikle alaşım ilavelerinin daha büyük difüzyonuna ve daha homojen mikro yapıya sebep olur Alaşım Elementleri Sinterlenmiş yapısal çelikler için toz metalürjisinde kullanılan alaşım elementleri, sinterlemeyle ilgili ihtiyaçlara göre iki ana gruba ayrılır. Birinci grup nikel, bakır, molibden ve fosfor gibi oksijenle düşük afiniteye sahip ve fırın atmosferinin 77
91 temizliği için özel gereksinim istemeyen elementlerden oluşur. İkinci grup manganez, krom, vanadyum ve silikon gibi oksijenle yüksek afiniteye sahip ve sinterleme atmosferinin yüksek saflığına ihtiyaç duyan elementlerdir. Uygun konsantrasyon ve/veya kombinasyonda her bir alaşım elementinin kullanımı, fiziksel, mekanik ve verilen uygulama için gerekli servis özelliklerine sahip malzemenin imalatını mümkün kılar. Karbon; demirin mukavemet ve ısıl işlem kabiliyetini arttırdığı için TM alaşımlarında oldukça önemli bir elementtir. Sinterlenmiş demirin maksimum çekme mukavemetine karbonun etkisi şekil 1.30a da gösterilmiştir. Bu mukavemetlenme etkisi mikro yapıdaki perlit miktarıyla artacaktır. Sinterlenmiş ötektiküstü TM çelikler, ostenit tane sınırlarında, ötektoit öncesi sementit oluştuğundan, daha düşük mukavemete sahip olabilir. Gözenekler arasındaki kırılgan sementit, makroskobik gerilmelerin nispeten düşük seviyesi altında kırılabilir. Kombine karbon içeriğinin % 0.8 in üzerinde tavsiye edilmez. Demir ve önalaşımlı çelik tozlar genellikle sıkıştırılabilirliği artırmak için oldukça düşük karbon içeriğiyle yapılır; karbon ilave grafit olarak bu tozlara eklenir. Sinterlenmiş kompaktların karbon içeriği sinterlenmiş atmosferin kompozisyonundan etkilenir. Kombine karbon şeklinde sinterlenmiş kompaktta tutulan grafit miktarı; sinterleme atmosferi ve sıcaklığı, hem grafit hem de metal tozlarının tipi ve menşeine ve metal tozlarındaki oksitlerin tip ve miktarına bağlıdır. Doğru grafit ilavesi, demir tozlarının her bir yığını için ampirik olarak belirlenir (ASM, 1998). Bakır; toz metalürjisinde oldukça yaygın kullanılan alaşım elementlerinden biridir. Bakır, mukavemetleştirme etkisi (Şekil 1.29b) (yeralan katı çözelti ve çökelme sertleşmesi) ve sinterlemeyi aktive etmek için genellikle geçici sıvı faz (erime noktası 1085 C) oluşumu nedeniyle kullanılır. Sıvı bakır, demir partikülleri içine nispeten kolay difüze olduğundan hızlıca kompaktın gözeneklerini doldurur. Fakat daha büyük Cu partiküllerinin en küçüklerinin bulunduğu bölgelerde ikincil gözenekler kalır. Bakır γ-demirinde (ostenit) yaklaşık % 9 a kadar çözülebilirken, α- demirinde (ferrit) % 4 e kadar (demir ve bakırın karşılıklı çözülebilirliği) çözülebilmektedir. Demir-bakır alaşımları sinterlemeden sonra düşük sıcaklık 78
92 tavlamasıyla çökelme sertleşmesine maruz kalır ve gerçekte sinterleme fırınının soğutma bölgesinden geçerken, ne şartta olursa olsun belirli boyuttadır. Bakır, ham yoğunluk ve bakır miktarına bağlı olarak sıkıştırma temas yerlerinin sıvı faz nüfuziyetiyle parça boyutlarını artırır. Bakır, sade demire ve elektrolitik formda önalaşımlı tozlara katılır. Bakırla demir tozlarının kaplanması da, örneğin sementasyonla gerçekleştirilir. Sinterlenmiş bakır çeliklerinin mikro yapısı nispeten a) b) Şekil 1.29.a) Sinterlenmiş demir-karbon alaşımlarına (6.7 g/cm 3 ) karbonun etkisi, b) demir esaslı TM malzemelerin çekme mukavemetine bakır ve karbonun etkisi homojendir. Mikro yapı homojenliğindeki küçük farklılıklar (örneğin, zayıf çekirdek-çerçeve yapı) bakır konsantrasyonundaki değişim nedeniyledir (tek veya çift faz mikro yapı). Üçlü Fe-Cu-C sistemlerinde karbon, sertleştirme etkisine sahiptir ve parçanın boyut artma derecesini azaltır. Büyük karbon ilaveleri, bakırın neden olduğu boyuttaki artışı neredeyse tamamen dengeler. Bakırla alaşımlama, karışım bakır içeriğine bağlı olarak % 6 ya kadar uzama ve MPa çekme mukavemetiyle sonuçlanır. Fe-Cu-C alaşımları bu yüzden parça üretiminde kullanılır. Bakır alaşımlı çeliklerin diğer sinterlenmiş çeliklerle karşılaştırıldığında daha iyi işlenebilirliği, pratikte oldukça önemli bir faktördür (Šalak, 2005). Nikel, toz metalürjisinde katı-çözelti mukavemetlenmesi ve sertleşebilirlikte artışla ikinci yaygın alaşım elementidir. Nikelin sinterleme süresince davranışları, bakırdan farklı olarak diğer elementlere bağlıdır. Nikel daha yüksek sıcaklıkta yeralan katı çözeltisiyle demir formuyla büzülmeye neden olur. Demirdeki nikel manganez gibi 79
93 γ-alanını genişletir. Nikel içerisinde demirin difüzyon hızı nikelde demirin difüzyonundan daha yüksektir. Bu nedenle, sinterlenmiş karışım nikel çeliklerinde homojensizlik, kabul edilir sinterleme şartlarında tamamen kaldırılamaz. Partiküller arası boyun bölgelerinde nikel konsantrasyonu çekirdeğe göre daha yüksektir. Tane içindeki mikroyapı, eğer nikel ilavesi martenziti dengeleyecek kadar düşükse ferritiktir. Sinterlenmiş çeliklerde en büyük olan bu mikroyapısal heterojenlik, işleme için zararlıdır. Nikel en ince toz formunda (karbonil) demir tozuna katılır ve malzeme minimum 1100 en iyi 1200 C de sinterlenmelidir (Šalak, 2005). Fosfor, işlenmiş konvansiyonel çeliklerde zararlı kabul edilir, fakat TM çeliklerde yaygın bir sinterleme alaşım elementidir. Genellikle demir tozlarına, sırasıyla Fe 3 P (% 16) ve Fe 2 P (% 22) içeren ferrofosfor olarak ilave edilir. Yapısal parçaların üretiminde sünger veya atomize demir tozu bazlı Fe-% ( )P-C çelikleri, kısmen bakır ilavesiyle kullanılır. Fe-(% )P nin mukavemet özellikleri ve sertlikteki artışı, % 2-4 oranlarında bakır ilavesiyle sağlanır. Sinterleme süresince fosforla demirin alaşımlama mekanizması geçici ikili fosfit ötektiği formuyla ve onu takiben fosforun katı formuyla demir içine P nin difüzyonu ve matriste çözeltisiyle karakterize edilir. Geçici sıvı faz sinterleme prosesini hızlandırır. Fosfor, güçlü bir ferrit stabilizörü olarak, demirin kendi difüzyon hızını artırarak sinterleme prosesini de iyileştirir ve sinterleme sıcaklığını düşürür. Fe içinde P nin düşük difüzyonu nedeniyle, demir partiküllerinin yüzey alanında fosforun daha yüksek konsatrasyonu kalır ve çoğunlukla ince partiküller arası boyun sinterleme süresince oluşur. Başlangıç demir partiküllerinin bu çekirdeği daha yumuşaktır ve boyunlar mukavemetlenir ki, diğer sinterlenmiş çeliklerle veya eşit fosfor içeriğindeki dövme çeliklerle karşılaştırıldığında sinterlenmiş fosfor içeren çeliklerin diğeriyle aynı daha yüksek sünekliğinde daha yüksek mukavemetle sonuçlanır. % 0.6 P ile fosfor alaşımlı sınıf, tüm bu alaşım çelik grubuna bakırın ilavesiyle sünger ve atomize demir tozu (PNC60S PASC60) bazlıdır. İkili Fe-P sıklıkla hafif manyetik parçalarda kullanılır. Yüksek yoğunluk ve P nin etkisiyle elde edilen yuvarlak gözenekler, benzer proseslenmiş sade demirden daha düşük zorlayıcı kuvvet ve daha yüksek manyetik doygunlukla sonuçlanır. Kükürt; demir-esaslı TM malzemelere işlenebilirliği iyileştirmek için eklenir. TM 80
94 malzemelerinde kullanılan kükürt miktarı, dövme çeliklerde kullanılanlardan fazladır. Fakat % 1 e kadar yüksek kükürt miktarı, sinterlenmiş kompaktların mekanik özellikleri küçük etkiye sahip görünmektedir. Kükürt doğal durumda MnS oluşturmak için demir tozuna elementel kükürt olarak veya manganez kükürt tozu olarak eklenerek önalaşımlanabilir. Önalaşımlı form delme zamanını iki kat azaltır. Bor nitrürün küçük miktarı, matkap ömrünü on kat arttırır. Molibden; oksitin oldukça düşük termodinamik stabiliteyle güçlü bir karbür şekillendirme elementidir. Bu yüzden, sinterlenmiş çeliklerde karbür oluşturucu alaşım elementi olarak oldukça yaygın kullanılır. Molibden temperlemede ve bu daha düşük temper kırılganlığıyla, çeliğin stabilitesini arttırır. Küçük miktarlarda (% ) molibden, çoğu işlenmiş yapısal yüzey-sertleşmiş ve nitrürleme çeliklerine ilave edilir. Mo, hem elementel molibden veya ferromolibden formunda, hem de yaygın olarak karbonun yanına bakır ve nikelle birleşik çoğunlukla % 0.5 miktarında kompleks alaşımlı karbürlerin oluşumunda, demir tozuna ilave edilir. aşınma dirençli sinterlenmiş çelikler için, % 2-3 Mo elementel toza eklenir. Diğer yol, ferritte molibdenin oldukça düşük çözelti mukavemetlenmesine yardımcı olan önalaşımlamadır. Molibden, perlitteki karbon içeriğini düşürür, sementiti tipindeki demir-molibden karbür -(Fe,Mo) 3 C-, çözülmüş molibden içeren ostenit soğutulduğunda oluşur. Uygun sinterleme şartlarıyla, Mo partiküllerinin çözünmesi daha yüksek karbon seviyesinde M 6 C ve cazip aşınma direnci için Mo 2 C lehinde önlenmiş olabilir. γ-katı çözeltisinde molibdenin difüzyon katsayısı oldukça düşüktür, fakat kromdan yüksektir. Mo homojenizasyonu, kritik sıcaklık eşiği karbon içeriğinde bağlı olarak 1200 C üzerinde sinterleme sıcaklığı gerektiren geçici sıvı fazla sinterlendiğinde çok fazla hızlandırır. Krom; elementel krom, ferrokrom, krom karbürler, sigma faz ve/veya kompleks karbürler (Cr, Mn, Mo, V) şeklinde karıştırılmış alaşımlı çeliklerin içerisine katılır. Düşük karbonlu ferrokrom tozu kullanıldığında genellikle frezelemede yüzey oksitleri oluşumu gösterir ki termodinamik bakış açısından 1000 C nin altında azaltılamaz ve makul homojen Cr dağılımını elde etmek için tavsiye edilebilir 1250 C de yüksek sıcaklık sinterleme gerekir. Karbür oluşturucu bir element olarak krom, karbonla birleştiğinde, çeliğin sertleşmesinde oldukça etkili olur ve 81
95 nispeten ucuzdur. Krom çeliği ostenitleştirildiğinde, krom karbürleirn çözünmesi devam eder. Karışım krom alaşımlı çeliklerin yüksek sıcaklıkta sinterlenmesinde, demirde kromun yeterli çözünmesinin sağlanması için düşük çiy noktasına sahip atmosfer gereklidir. Manganez (Mn); demirde yüksek sertleştirme etkisi ve düşük fiyatına rağmen, TM yapısal parça üretiminde oldukça sınırlı aralıkta kullanılır. Katı çözelti sertleştirici olarak manganez, nikelden yaklaşık 4 kat daha etkilidir. Mn alaşımlı çelikler, ferritte sıkıştırılabilirliğe çok fazla zarar veren yüksek sertleşme etkisi nedeniyle, sadece karışım yoluyla hazırlanabilir. Mn, demir toz karışımlarına, elementel elektrolitik manganez, ferromanganez veya bazı özel yüksek manganez-karbon ile master alaşımlar içeren diğer manganez elementleriyle birleşik olarak ilave edilebilir. Diğer toz alaşım sistemlerine zıt olarak, bir kompaktta Mn ile demir baz tozların alaşımlanması, katı faz (demir tozu)-gaz faz (Mn buharı) sisteminde oluşur. Ferrit katı çözelti mukavemetlenmesi, karbonla birleşik Mn, Cr ve Mo ilavesiyle daha etkilidir. Sertleşebilirlikte Cr ve Mo nikele göre avantajı açıktır. Maliyet açısından Mn ın avantajı daha büyüktür. Vanadyum, silisyum ve bor; vanadyum (V), temperlenmemiş dövme çeliklerde çökelme sertleşme elementi olarak kullanılır. Önalaşımlı Fe-3Cr-0.3Mo çeliklerinde (1150 C de 60 dak. nitrojen sinterleme şartlarında) % 0.3 V ilavesi, sertleşebilirliği düşürür ve V ilavesiz çelikle karşılaştırıldığında perlit yapısı için genişlemiş bir aralık verir. Sonuç olarak V ilavesi, yüksek mukavemet gerektiren (sinter sertleştirme)sinterleme sonrası soğutma hızı aralığını genişletmelidir. Silisyum (Si); ferritte büyük sertleşebilirlik etkisine sahiptir, bu yüzden TM çeliklerin alaşımlamasında, pahalı nikel ve bakırın yerine kullanılması araştırılmıştır. Si α-demiri üzerinde pekiştirici etkiye sahiptir. Bir alaşım elementi olarak Si en büyük dezavantajı, kompaktta yüksek büzülme sebebiyle yüksek sinterleme aktivitesidir. Manganezin ilavesiyle birlikte bu dezavantaj önlenebilir. Silisyum demir tozlarına, ferrosilikon veya intermetalik faz içeren mastır alaşımları formunda (Fe, MN) 5 Si 3 ve (Fe, Mn) 3 Si ilave edilir. 82
96 Bor; toz metalürjisinde demirle sıvı fazın oluşumu sonucu sinterleme iyileştirici olarak kullanılır. Demir matrisin mikrosertliğini etkilemeksizin 1400HV kadar mikrosertlikle tane sınırları üzerinde intermetalik ötektik (Fe 2 B) içeren malzemelerin işlenmesini azaltır. Bazı sinterlenmiş alaşımlı malzemelerde bulunan Fe-B sisteminin aksine, örneğin Fe-Mo veya Fe-Cr, bor mikroyapıda ötektik olmaksızın matris içine ötektikten difüze olur. Numunenin bu yoğunluğu, Fe-3Cr-0.3Mo-0.3V- 0.2C matrisin mikrosertliği ve 300HV 10 a kadar görünür sertliği arttırır. Bor matriste difüze olur ve Cr ve Mo kullanıldığında bazı alaşım elementleriyle borit oluşur. Mikroyapıda ötektik bulunmaksızın küçük bor ilavesiyle sinterlenmiş alaşımlı çelikler, işleme açısından göz önüne alınması gereklidir (Šalak, 2005) İkincil İşlemler Çoğu uygulamalarda, sıkıştırma ve sinterlemeyle üretilen bir TM parça her türlü performans ihtiyaçlarını karşılamaktadır. Fakat bazen de sıkıştırma ve sinterleme kapasitesinin ötesinde, mekanik özellikler, yüzey bitirme ve/veya boyut toleransı gibi fonksiyonel ihtiyaçlar bir veya daha fazla ikincil işlemleri gerektirir. Bu işlemler genellikle sinterlemeden sonra gerçekleştiği için sinterleme sonrası işlemlerde denir. İkincil işlemler parça maliyetini artırmakla birlikte, fonksiyonel olarak bir katma değer kazandırması bakımından çoğu durumda zorunlu olmaktadır. Šalak (2005) a göre ikincil işlemlerin amacı, aşağıdaki belirtilen teknik özellikleri elde etmek için yoğunluk veya sertliğine bakılmaksızın yüzeyin veya alt tabakanın yapısını değiştirmektir: Düşük veya yüksek basınç yükleme altında, kuru veya akışkan adheziv veya abraziv aşınma direnci, Yüzeyde çizik ve tutmaya karşı direnç, Genelde yorulma, özelde yuvarlanma temas yorulması ve çatlak oluşumuna direnç (yüzey sıkılaştırma), örneğin bilyalı dövme ile, Korozyona karşı direnç İkincil işlemler üç ana grupta sınıflandırılabilir (Šalak, 2005): Mekanik işlemler Isıl işlem ve yüzey sertleştirme 83
97 Sert kaplama Mekanik ikincil işlemler, boyutlandırma, damgalama, yeniden presleme, lokal yüzey yoğunlaşması ve talaşlı işlemedir. TM parçaların üretiminde temel ikincil operasyon boyutlandırma ve damgalamadır. Yeniden presleme, damgalama ve boyutlandırma benzer amaçlar için uygulansa da aralarındaki farklar şu şekilde tanımlanabilir: Yeniden preslemenin (repressing) amacı final sinterlemeden önce ön sinterlenmiş parçanın yoğunluğunu (% 5-20 oranlarında) artırmaktır. Plastik deformasyon güçlüdür ve bu işlem için gerekli kuvvetler presleme süresince oluşanlarla karşılaştırılabilir. Yeniden preslemeyle gerçekleşen malzeme deformasyonunun miktarı boyutlandırmadan (sizing) daha büyüktür çünkü kullanılan kuvvet boyutlandırma kuvvetinden daha büyüktür. Oda sıcaklığında ve sıkıştırma basıncı kadar veya daha yüksek basınçta uygulanan yeniden presleme, malzemenin soğuk deformasyonu ve porozitenin azalmasına bağlı olarak, sinterlenmiş T/M parçanın mukavemetini arttırır. Parça önemli derecede mukavemetlenir, fakat sünekliği azalır. Yeniden preslemeden sonra uygulanan yeniden sinterleme parçanın mukavemetini azaltmaksızın, parçanın tokluğunu ve sünekliğini arttırır. Sinterlemeden sonra yeniden preslenmesi zor olan malzemeler, genellikle eğer sinterleme alaşımlamanın oluşamayacağı düşük sıcaklıkta yapılırsa, yeniden preslenebilir; bu düşük sinterleme sıcaklığı ön sinterleme olarak isimlendirilir. Demir alaşımları için ön sinterleme 845 C da (1550 F) yapılır (Höganäs, 2004b; ASM, 1990). Boyutlandırma (sizing), yüksek boyut hassasiyeti elde etmek için uygulanır, böylece sinterleme işleminde oluşan çarpılma ve diğer boyutsal hatalar telafi edilir. Yalnızca küçük plastik deformasyon gereklidir ve boyutlandırma işlemi için gerekli kuvvet normal olarak orta düzeydedir. Yoğunlukta bir artma amaçlanmaz ve genellikle %5 den küçüktür. Damgalama (coining), iki amaç için yapılır. Yalnızca boyutlandırmada olduğu gibi boyutsal hassasiyetin arttırılması değil, yüksek kuvvetler kullanılarak parçanın yeniden preslemedeki gibi yoğunluğu arttırmakta amaçlanır. Damgalama işleminde önemli derecede gerinme-sertleşmesi oluştuğundan, uzama azalırken buna karşılık parçanın çekme mukavemeti ve sertliği, artar. Mekanik özelliklerdeki bu artış çoğu durumda alaşımsız sinterlenmiş parçaların sıklıkla oldukça zor şartlar altında 84
98 kullanımı için uygun mukavemeti elde etmesi açısından önemlidir. Lokal yüzey yoğunlaştırma; sinterlenmiş malzemelerin yüzey tabakasının kontrollü plastik deformasyonuyla, yoğunluğa önemli derecede bağlı olan yorulma özelliklerini iyileştirmek için uygulanır. Gerilmelerin bir parça üzerinde toplandığı yerde yoğunluktaki lokal artışlarla, mekanik özellikler iyileşebilir. Parçanın plastik olarak deforme olmuş yüzeyi, çeşitli yöntemlerle başarılı olarak yüzey sertleştirilebilir. Gözenekli bir parçanın soğuk plastik deformasyonuyla aşağıdaki sonuçlar görülür (Šalak, 2005): Deformasyon alanının iş sertleşmesi, Bölgede kalıntı basınç gerilmelerinin oluşumu, Bölgede ve yakın çevresinde tam yoğunluğa kadar yoğunlukta artış, Deformasyon yöntemine ve başlangıç gözenek miktarına bağlı olarak pürüzsüz yüzeylerin oluşumu. Bir TM parçanın gözeneksiz altyüzey alanlarında yüzey yoğunlaşması oluşumu, özellikle temas yorulma yüklerine ve/veya farklı şartlar altında aşınmaya maruz kalan parçalar için gereklidir. Yüzey yoğunlaştırma; damgalama (coining), haddeleme (rolling), yuvarlama parlatma (roll burnishing), bilyalı dövme (shot peening) ve kavurma (blasting) gibi işlemlerle gerçekleştirilebilir. Delme gibi işleme operasyonları bu işlemlerden sonra uygulandığı için yüzey yoğunlaştırma uygulanmış parçalarda özellikle takım ömrüyle ilgili problemler beklenebilir. Özellikle eğer işleme parametreleri yoğunlaşma uygulanmamış baz malzemelere göre ayarlandığında görülür. Yüzey yoğunlaşması farklı malzeme özellikleriyle böylece bir parçanın hacminde farklı işlenebilirlik bölgeleriyle sonuçlanır (Šalak, 2005). Talaşlı işleme kompaktlamayla elde edilemeyen geometrik unsurların ve hassas yüzey kalitesinin elde edilmesi amacıyla uygulanır. İkincil işlem olarak talaşlı işleme sonraki bölümlerde detaylı olarak incelenecektir. Isıl işlem ve yüzey sertleştirme; tüm ısıl işlem görmüş yüzey sertleştirilmiş parçalar taşlama hariç diğer işleme proseslerinde problem oluşturur. Çözüm olarak, parçalar ısıl işlemden önce, örneğin sinterlenmiş olarak bu proseslerle ilgili boyutsal değişimde göz önüne alınarak, işlenir. Isıl işlem ve yüzey sertleştirme proseslerinin 85
99 amacı, uygulama ihtiyaçları karşılamak için tam yoğun veya gözenekli toz metal parçaların özelliklerini iyileştirmektir. Bu proseslerle hacimde veya yüzey bölgelerinde sinterlenmiş mikroyapı karakteri, sertleşme bileşenlerinin (martenzit, beynit) oluşumu yönünde değişir. Sertlik, çekme mukavemeti ve bazı diğer özellikler bu işlemlerin sonucu olarak artar. Sinterlenmiş parçanın porozitesi ve heterojen mikroyapısı, parçanın özellikleri üzerine etki gösterecektir. Kullanılan başlıca ısıl işlem ve yüzey sertleştirme prosesleri; tam sertleştirme ve yüzey sertleştirme işlemleridir. Yüzey sertleştirme işlemleri; gaz karbürleme, düşük-basınç karbürleme,plazma karbürleme, karbonitrürleme, nitrokarbürleme, gaz nitrürleme ve plazma nitrürlemedir. Bu proseslerin bazılarının kullanımı, gerekli parça özelliklerine ve maliyete bağlıdır. Sinterlenmiş parçanın işlenmesi bakımından, ısıl işlemden veya diğer sertlik artıran proseslerden önce işleme, optimum çözüm olarak göz önüne alınır. Ana değişiklikler ısıl işlem süresince oluşur. Bu değişiklikler karbondaki ve demirin kristal yapısındaki değişikliklerle alaşım elementi içeriğindeki farklılıkların sonucudur. Soğutmada ostenitten ferrite dönüşüm, alaşım elementleriyle engellenir. Alaşım elementleri seviyesi azaldığında, özellikle karbonda, yönlendirilmiş özellik azalması kabiliyeti, alaşımlardan uzaklaşır. Demir-esaslı alaşımlarda genellikle, yüksek sertlik ve yüksek mukavemet orta karbon seviyesinin (% C) sonucu olarak görülür. Diğer alaşım bileşenleri (nikel, molibden, krom ve manganez gibi), düşük konsantrasyonda bile ısıl işlem tepkisini etkiler. Her bir alaşım elementi ilavesi için ısıl ilem tepkisiyle ilgili, üç anahtar değişim vardır. Birincisi, çeşitli fazlarda karbon çözünürlüğü üzerine bağıl etkisiyle ilgilidir. Çoğu metaller ferrit veya ostenitten birisini bazı karbür formunda dengeli hale getirir. İkincisi, alaşım ilaveleri dönüşüm için kritik sıcaklık noktalarını değiştirir. Böylece ısıl işlemde istenen fazların oluşumunu geciktirir veya iyileştirir. Son olarak dönüşüm hızı etkilenir ve soğutma üzerinde ostenitten kontrollü difüzyona birçok ilginç değişimler görülür. Daha yavaş dönüşümler, ısıl işlemde daha yüksek mukavemette sinterlenmiş parça oluşumunu kolaylaştırır. Sert kaplamalar; başlıca yükse hız çeliği parçalar ve yapısal çelik parçalar üzerinde yüksek abrazif aşınma direnci için, oldukça yüksek sertlikte ( HV) bir 86
100 yüzey tabakası oluşturmak için uygulanan özel bir işlemdir. Bu amaçla uygulanan işlemler: manganlama, kromlama, borlama, lazer ışın işlemleri ile CVD ve PVD prosesleridir. Değiştirilmiş yüksek yüzey sertliğindeki parçaların işlenmesi durumunda, işleme yüzey işleminden önce gerçekleştirilmelidir. Buhar işlemleri ve kaplamalar; buhar işlemleri korozyona, basınç gerilmelerine karşı direnci ve sertliği arttırır. Ancak özellikle düşük yoğunluktaki parçalarda, süneklik ve tokluk üzerinde negatif etkisi vardır. Fe-C ve Fe-Cu-C malzemeleri için, buhar işlemleri daima bazı yaşlandırma sertleşmesiyle birleşiktir. Proses etkisiz (inert) atmosferde oksijensiz olarak aşırı ısıtılmış su buharının sinterlenmiş parçalara uygulanmasını kapsar. Buhara maruz bırakılan tüm iç ve dış yüzeyler sert koyu maviden siyah manyetitlere (demiroksit, Fe 3 O 4 ) bir tabakayla kaplanır. Proses sıcaklığı C arasında tipik olarak C dır. Daha yüksek sıcaklık daha kalın ve koyu tabakayla sonuçlanır. Buhar işlemleri HSS matkap uçlarına da uygulanır. Parçaların işlenmesi genellikle, prosesin boyut değişimi de göz önüne alınarak buhar işleminden önce yapılır. TM parçalar, dökme ve dövme parçalardaki gibi aynı metaller kullanılarak elektrolizle kaplanabilir. Fakat, TM parçalar korozyon sorununa sebep olabilen gözeneklere kaplama çözeltisinin bulaşmasından kaçınmak için reçine emdirmeyle kapatılmış gözeneklere sahip olmalıdır. Asit bakır kaplama, genellikle mükemmel güç yutma özelliğinden dolayı TM parçalarda çok iyi sonuç verir. Çoğunlukla siyanür banyosunda demir tozları üzerine bakır çöktürme kullanılır. Tek başına ya da bir bakır taban üzerine nikel, aşınma direncini artırmak için kullanılır. Fakat, bu % 10 dan fazla P içeren ve parlak korozyon dirençli yüzey sağlamak için başlıca fosfidden oluşan geçerli olmayan nikel kaplamadır. Krom kaplama ya dekoratif sebeplerden ya da aşınma dirençli yüzey elde etmek için yapılır (Šalak, 2005). Buraya kadar anlatılan ikincil işlemlerin yanı sıra özellikle demir-esaslı malzemelere uygulanan, sinter bağlama, lehimleme ve kaynak işlemleri gibi birleştirme prosesleri ve çapak alma, parlatma, aşılama (impregnating) ve infiltrasyon gibi bitirme işlemleri de vardır. İkincil işlemler, TM parçalarda normal presleme-sinterleme proseslerinin üzerinde malzeme özelikleri, şekil ve boyut toleransı veya yüzey 87
101 özellikleri gerektiğinde başvurulan, ilk planda ek maliyeti nedeniyle düşünülmeyen işlemlerdir. Ancak T/M yönteminin kullanımının yaygınlaşması, TM prosesinin sınırlılıkları nedeniyle çoğu zaman tek başına T/M prosesi, parçalardan beklenen teknolojik ve mekanik özellikleri karşılamada yetersiz kalmakta bu durumda ikincil işlemler bir çözüm yolu olarak zorunlu tercih edilmektedir. Ancak bu işlemlerin optimize edilmesi T/M tekniğinin ekonomik cazibesini devam ettirebilmesi için önemli bir problemdir Toz Metalürjisi Malzeme Sistemleri ve Demir-Esaslı Malzemeler Toz metalürjisiyle üretilen malzeme grupları Avrupa Toz Metalürjisi Birliği EPMA ya göre başlıca 5 başlıkta incelenebilir (EPMA, 2004). Bunlar: 1. Refrakter Metaller: yüksek erime derecesine sahip malzemelerin (refrakter malzemeler) ergitmeyle ve dökümle üretilmesi oldukça zordur ve dökülmüş durumda çoğunlukla oldukça kırılgandırlar. Bu kategoriye giren malzemeler, tungsten, molibden, tantal, niyobyum, renyum dur. Bu malzemeler özellikle uzay, elektronik, kimyasal prosesler, nükleer ve yüksek enerji fiziği endüstrilerinde ticari olarak geniş kullanım alanı bulmaktadır. Refrakter metaller, bir cevher konsantresinden çıkarılır, ara kimyasallar içinde işlenir ve daha sonra metallere indirgenir. Niyobyum hariç refrakter metaller, sinterleme ve/veya ergitmeyle birleştirilen sadece metal tozları şeklinde üretilir. Niyobyum oksitin alüminotermik indirgemesiyle çoğunlukla indirgenerek üretilir. 2. Kompozit Malzemeler; bunlar sıvı fazda dahi çözülmeyen iki veya daha fazla metal veya oksitler ve diğer refrakter malzemeler gibi metalik olmayan maddelerle metallerin karışımını içerir. Bu grupta: a) Bakır/tungsten, gümüş/kadmiyum oksit gibi elektrik kontakt malzemeleri b) Kesici takım (sinterlenmiş karbürler, seramikler v.b.), örneğin tel çekme kalıpları gibi aşınma parçaları ve metallerin sıcak dövülmesi için takımların üretiminde kullanılan sertmetaller. Kobalt bağlı tungsten karbürler bu sınıfın en bilinen ürünüdür ve hala pazarda büyük bir paya sahiptir. Fakat diğer karbürler ve çok yakın geçmişte nitrürler, karbo-nitrür ve boritler artan 88
102 miktarlarda kullanılmaktadır ve nispeten az bulunan ve pahalı kobaltın yerini almak için çalışmalar yapılmaktadır. Bunlar: Ni, Ni-Cr, Nikel bazlı süper alaşımlar ve kompleks çelikleri kapsamaktadır. c) Abrasif ve diğer metalik olmayan malzemeler bir bakır ve diğer metalik taban içine katıştırılmış, fren astarları ve kavrama kaplamaları için sürtünme malzemeleri d) Küçük elmasların metal taban içerisinde düzenli olarak dağıtıldığı elmas kesici takımlar özellikle taşlama takımları. e) Son yıllarda ince dağılmış metalik olmayan fazlar içeren birçok dövme ürünler geliştirilmiş ve hizmete sunulmuştur. Bu dispersiyonmukavemetlenmiş malzemeler ODS veya metal matris kompozit malzemeler (MMC) olarak isimlendirilir. Sprey şekillendirmeyi içeren TM prosesinin gerçek avantajı ingot metalürjisiyle üretilemeyen metalürjik yapılar ve kompozisyonda yeni alaşım ve kompozitlerin üretilmesidir. Refrakter malzemeler gibi bu kompozitlerin de TM hariç üretilmesi mümkün değildir. Bu grupta Alüminyum-tabanlı kompozitler önemli bir yer işgal etmektedir. Kompozitler, TM sıcak presleme ve arkasından ektrüzyon uygulanarak üretilir ve iyi mekanik özellik gösterirler. TM prosesiyle üretilen süreksiz (parçacık) takviyeli alüminyum kompozitler ticari olarak oldukça cazip olmakla birlikte sürekli-fiber takviyeli alüminyum kompozitler üzerine de sınırlı çalışmalar mevcuttur. 3. Gözenekli (Poroz) Malzemeler; metallerin çoğu formları, bir miktar gözeneklidir, sinterlenmiş metaller çoğundan daha fazla gözeneklidir, fakat bu grupta bahsedilen malzemeler faydalı amaca hizmet etmek için dizayn edilen kontrollü poroziteye sahip parçaların üretimiyle ilgilidir. Bu grubun ana ürünleri, filtreler ve daha çok kendinden-yağlamalı yatak olarak ifade edilen yağ-emdirilmiş yataklardır. 4. Yapısal (Mekanik) Parçalar; tartışmasız TM endüstrisinin en büyük malzeme grubunu oluşturur. Demir-esaslı parçalar (TM çelikler) bu grubun en önemli kısmıdır, fakat önemli tonajda bakır, pirinç ve alüminyum parçalar ve daha seyrek berilyum ve titanyum parçalarda üretilir. Genellikle bu gruptaki dövme çubuklardan işlenerek veya dövülerek üretilen eşdeğer parçalardan daha üstün mekanik özelliğe sahip değildir, fakat gerekli görev için tamamen uygundur. Boyutsal hassasiyette 89
103 dövme parçaların üstünde avantaja sahiptir, fakat çoğunlukla bu parçaların kullanımı için ana dayanak TM prosesinin daha ekonomik bir proses olmasıdır. Fakat son zamanlarda gelişmeler yukarıda bahsedilen yöntemlerde revizyon gerekeceğini göstermiştir. Bugün geleneksel yöntemlerle üretilen parçalara eşdeğer hatta daha üstün özelliklerde sinterlenmiş parça üretimi mümkündür. 5. Özel Ağır-İş Alaşımları; döküm ve dövmeyle elde edilen üstün özelliklerde ürün elde etmek için yüksek hız çelikleri ile nikel ve kobalt tabanlı süper alaşımları kapsayan yüksek mukavemetli malzemelerin tozlardan üretimi, oldukça hızlı gelişen bir alandır. Genellikle tozlar geleneksel yolla şekillendirmeyi takiben dövme veya ekstrüzyona maruz kalan ham kütük formunda kompaktlanır. Toz yönteminin avantajı, daha yüksek ürün veya kullanılabilir malzeme, kesici takım ve aşınma parçalarında daha uzun takım ömrü, iyileşmiş mekanik özellikler sunan daha ince ve düzenli mikro yapıya sahip olmasıdır. TM prosesi oldukça yüksek hızlarda ergimiş metal damlacıklarının soğutulmasıyla üretilen mikro-kristalli veya amorf (cam gibi) yapıya sahip tozlara dayalı yeni tip malzemelerin geliştirilmesine de izin verir. Final birleştirilmiş ürün oldukça yüksek mukavemet, süneklik ve ısıl kararlılıkla karakterize edilir Demir Esaslı TM Malzemeler Ve Standartları Demir-esaslı TM malzemeler toz metalürjisiyle toplam üretimimin yaklaşık % 80 ini temsil eder. Demir-esaslı toz metalürjisinde bilgi ile geliştirilen ve uygulanan prosedür genellikle doğaldır ve yalnızca birkaçı hariç, diğer toz malzeme proseslerinde de kullanılabilir. Bu grup TM yöntemiyle üretilen tüm çelik türlerini kapsar. Bunlar: TM karbon çelikleri, alaşımlı çelikler (bakır, nikel, molibden, fosfor, manganez ve kompleks alaşımlı çelikler), takım çelikleri, toz dövme çelikler, toz ekstrüzyon çelikleri, paslanmaz çelikler ve hafif manyetik malzemelerdir. Demir-esaslı malzemeler için malzeme kod gösterimi uluslararası standart örgütü (ISO) ve Metal Toz Endüstrileri Federasyonu (MPIF) tarafından ve diğer ulusal ve uluslararası kuruluşlarca belirli standartlara bağlanmıştır. Bu çalışmada MPIF standardı esas alınacaktır. MPIF 35 (2000 basım) standardı TM yapısal parçalar için malzeme standartlarını kapsamaktadır. Bu standartlar periyodik olarak gözden 90
104 geçirilmektedir. Kullanıcılar en son versiyonuna başvurmaya dikkat etmelidir. Bu standarda göre demir-esaslı malzemelerin belirtilmesinde çeşitli önekler kullanılmaktadır. Bunlar: F, demir FC, demir-karbon veya bakır çelikleri FD, difüzyon alaşımlı çelikler(kısmi alaşımlı) FL, önalaşımlı demir-esaslı malzemeler (paslanmaz çelikler hariç) FN, demir-nikel veya nikel çelikleri FX, bakır infiltreli demir veya çelik SS, paslanmaz çelik (önalaşımlı) Önek harf kodlarının takip eden dört basamağı, malzemenin kompozisyonuna işaret eder. Demir esaslı malzemeleri de kapsayan T/M malzeme kod belirtme veya yapısal T/M parçaları tanımlayıcı kodlar, bu öneklerden sonra, ana alaşım elementlerinin oranlarını ifade eden kimyası ve minimum mukavemetini gösteren sonraki eklerle belirtilir. Örneğin, FC nominal % 2 bakır, % 0.8 kombine karbon içeren, sinterlenmiş şartlarda 60 x 10 3 psi ( psi= 410 MPa) minimum akma mukavemetine sahip bir T/M bakır çeliği malzemedir. Böyle bir kodlama sistemi, herhangi bir standart T/M malzemenin hem minimum mukavemet hemde kimyasını göstermek için uygun bir yöntem sunar. Bu standart, yoğunluk aralığını gösteren bir sonek harfi yerine, minimum mukavemeti gösteren iki veya üç harflik bir sonek ilavesiyle, endüstriyle kurulmuş bir sisteme dayanır. Yoğunluk tipik değerlerden birisi olarak her bir standart malzeme için verilir. Bu standartaki kodlama sistemi ve revizyonları, MPIF standartları için yalnızca T/M malzemelere uygulanması benimsenmiştir. Karışıklığı önlemek için MPIF kodlama sistemi yalnızca bu gibi malzemelerle kullanım için tasarlanmıştır, standart olamayan malzemelerin oluşturulmasında kullanılmamalıdır. Bu standarttaki açıklayıcı notlar, özellik değerleri ve diğer içerik diğer herhangi bir malzemeye uygulanamaz. Demir esaslı malzemelerde, ana alaşım elementi (kombine karbon hariç) önek harf kodlarında belirtilir. Diğer elementler kodların dışındadır fakat her bir standart 91
105 malzemede görülen kimyasal kompozisyonu gösterir. Dört basamaklı kodun ilk iki basamağı mevcut ana alaşım bileşeninin yüzdesini son iki basamağı ise kombine karbon içeriğini belirtir. Karbon içeriği % 0.3 ve sıfırdan bu değere kadar olan oran sıfır kabul edilir, daha yüksek içerikler aşağıdaki gibi gösterilir: Karbon oranı Kod Gösterimi % % % % 0.6* 05 % % * Karbon aralığı % olan FL- serisi hariç. T/M paslanmaz çelikler ve T/M önalaşımlanmış düşük alaşımlı çeliklerde, dört basamak serileri Amerikan Demir ve Çelik Enstitüsünün (AISI) kodlama sisteminden türetilmiş gösterimle yer değiştirmiştir, örneğin SS-316L-15 ile FL HT gibi (Çizelge 1.8). Çizelge 1.8. T/M Demir-Esaslı Malzeme Gösterimi Kodlama Örnekleri (MPIF 35) Malzeme % olarak Kompozisyon Malzemenin tam kodu, Kompozisyon & Minimum Mukavemet (10 3 psi) Sinterlenmiş Isıl işlem Görmüş T/M Demir Fe-99, C-0.2 F T/M Çelik Fe-98, C-0.8 F F HT T/M Bakır Çeliği Fe-96, Cu-2, C-0.8 FC FC HT T/M Nikel Çeliği Fe-96, Ni-2, C-0.5 FN FN HT T/M İnfiltreli Demir Fe-78, Cu-20 FX T/M İnfiltreli Çelik Fe-77, Cu-20, C-0.8 FX FX HT T/M Paslanmaz Çelik AISI316 (değiştirilmiş) SS-316N (Ostenitik) T/M Paslanmaz Çelik AISI 410 (değiştirilmiş) SS HT (Martenzitik) T/M 4600 Çelik AISI4600 (değiştirilmiş), C- FL FL HT (Ön alaşımlı) 0.5 T/M 4200 Çelik (Ön alaşım+ilave) AISI 4200 (değiştirilmiş), Ni-1.5, C-0.5 FLN FLN HT Metalurjik olarak kombine karbon aralığı, kodlama sisteminde gösterilir. T/M demiresaslı malzemelerin isim kodlaması aşağıda gösterilmiştir: 92
106 Ana Alaşımlama Elementi T/M Nikel Çeliği: FN Minimum Akma Mukavemeti Baz Element % Kombine Karbon Bir T/M ön alaşımlanmış düşük alaşımlı çelik tozu elementel ilavelerle değiştirildiğinde, üç veya dört alfa-nümerik sembol kullanılır, örneğin FLN ve FLN HT gibi. Burada son iki harf (HT) alaşımın ısıl işlem görmüş olduğunu belirtilir Sade Demir Ve Demir-Karbon Sistemleri Bu grup karbon hariç diğer alaşım elementleri kullanılmaksızın elementel demir tozlarından üretilen TM malzemeleri kapsamaktadır. Bu malzemeler, karbonu sağlayan grafitin ilave edildiği veya grafit ilavesiz demir tozlarının preslenmesi ve sinterlenmesiyle üretilir. Alaşımsız TM demir (F-0000) malzemeler, tipik olarak hafif yüklenmiş yapısal uygulamalar ve mukavemetin önemli olmadığı kendinden yağlama gerektiren yapısal parçalarda kullanılır. TM karbon çeliği (F-0005) malzemeler, öncelikle orta mukavemet ve işlenebilirlikle (delme, kılavuzlama, tornalama, frezeleme v.d.) birleşik sertlik gerektiren yerlerde kullanılır. Yüksek karbon içeriğine sahip çelikler (F 0008) orta yüklemelerde kullanılır. F 0008 karbon çeliği F 0005 çeliğinden daha zor işlenir. Sade demir F 0008 ve F 0005 malzemeleri saf ferritik mikro yapıya sahiptir. Perlitin oluşumu karbon ilavesinin bir sonucudur ve ilave miktarıyla değişir. Saf ferritik mikro yapıya sahip malzeme, takım üzerine sıvanma nedeniyle işlenmesi zordur. Eğer karbon ilave edilirse, mikro yapı ferrit ve perlit karışımı olacaktır. Bu mikro yapı işlenebilirlik bakımından en iyi performansa sahiptir. Diğer taraftan karbürlerin varlığı işlenebilirliği oldukça düşürür. Gözeneklerin varlığından ayrı olarak bu mikro yapı pratik olarak, eşdeğer konvansiyonel sade karbonlu çeliklerle aynıdır. Sinterlenmiş demirin, uzama ve çekme mukavemeti üzerine çözülmüş karbonun etkisi Şekil 1.30 da gösterilmiştir. 93
107 Demir-Bakır ve Bakır Çelikleri MPIF 35 standardına göre bakır çelikleri, demir tozuna, belirli oranlarda elementel bakır ve grafit tozu (karbon) ilavesiyle elde edilen TM alaşımlarını kapsamaktadır. Bu malzemelerde sinterleme süresince demir toz matrisi içine grafit hızlıca difüze olduğundan, % 0.8 veya daha fazla kombine karbon oranına erişilebilir. Bakır tozları mukavemet, sertlik ve aşınma direncini artırmak için ilave edilir. Aşınma direnci ısıl işlemle iyileştirilebilir. Final yoğunluk 7.0 g/cm 3 veya daha fazla olduğunda, bu malzemeler, presleme, yeniden presleme, yeniden presleme ve sinterleme ile üretilebilir. TM demir-karbon ve bakır çelikleri, orta mukavemet yapısal uygulamalarda yaygın kullanım bulmaktadır. % 2 bakır içeriği tipiktir. İkincil işleme gerektiğinde, kombine karbon içeriği % 0.5 den daha az olmalıdır. Bu kategorideki malzemeler mukavemet ve aşınma direncini artırmak için ısıl işlem görebilirler. Daha yüksek bakır içeriğindeki (% 5 aralığında) malzemeler, maksimum aşınma direnci gerektiğinde ve ısıl işlem pratik olmadığında tavsiye edilir. Düşük yoğunluklu parçalar kullanımda kendinden yağlama için yağ emdirilebilir. Demir ve bakır tozlarının karışımı iki şekilde faydalıdır: Bakır 1082 C da erir (sinterleme sıcaklığının altında) ve kompakt tozun gözenek sistemine hızlıca sızar ki oradan da demir partiküllerin içine nispeten kolay yayınır. Bakır γ-demirinde (ostenit) yaklaşık % 9 a kadar çözülebilir, fakat α-demirinde (ferrit) sadece ağırlıkça % 0.4 e kadar çözülür. Sonuç olarak demir-bakır alaşımları sinterlemeden sonra düşük-sıcaklık tavlamayla, çökelme sertleşmesine maruz kalabilir ve sinterleme fırınının soğutma bölgesinden geçtiğinde aslında belirli genleşmeye zaten uğrarlar. Bakır genellikle ağırlıkça % aralığında demir tozlarına ilave edilir. demir-bakır alaşımlarına grafit ilavesi mukavemetin artmasında oldukça etkilidir. Şekil 1.30 sinterlenmiş demir-bakır malzemelerin çekme mukavemeti ve uzaması üzerine karbon ilavesinin etkisini göstermektedir (Höganäs, 2004e). 94
108 a) b) Şekil 1.30 Sinterlenmiş iki Demir-Esaslı malzemenin mekanik özelliklerine a) karbonun etkisi, b) karbon ve bakırın etkisi (Höganäs, 2004e) Talaşlı İşlenebilirlik Kavramı ve İşlenebilirliğin Belirlenmesi Talaşlı işlenebilirlik veya işlenebilirlik terimi, oldukça yaygın kullanılmasına rağmen, evrensel bir tanımı yoktur ve standart bir özellik değildir. Bunun nedeni işlenebilirliğin, doğal bir malzeme özelliği olmayıp; farklı şartlarda çalışan, işparçası ve kesici takım arasındaki etkileşimin göreceli olarak değerlendirilmesinden ibaret olmasıdır. Çünkü malzemelerin işlenebilirlik testleri, çekme, yorulma ve sürünme testleri gibi direkt malzemeye uygulanıp malzemenin tepkisinin ölçüldüğü standart bir test olmayıp, talaş kaldırma sistemini oluşturan; takım tezgâhı sistemi, kesici takım sistemi, takım ve parça tutturma sistemleri, çevre faktörleri gibi diğer faktörleri de dikkate alan bir sistematik mühendislik yaklaşımı gerektirir. Endüstride işlenebilirlik testleri, istenen bilginin Niçin?, Nerede? ve Nasıl? kullanılacağı bakımından, özel amacının belirlenmesini gerektirir. Amaca uygun olarak, mevcut ekonomik imkânlar ve bitirme zamanına göre bir test stratejisi seçilir. Test stratejisi, uygun takım ömrü kriteri, işleme operasyonu, işleme şartları, iş malzemesi ve kesici takımın seçimini belirler (Tipnis, 1979). Burada genel amaç istenen şekil, boyut ve yüzey tamlığında bir malzemenin en az zaman ve maliyetle, işlenebilmesi için en uygun şartların ve malzeme özelliklerinin belirlenmesidir. Bu şartların belirlenmesi uzun deneysel çalışmalar gerektirir, böylece talaşlı işlem esnasında sistem bileşenleri arasında oluşan problemler yapılan deneylerle 95
109 belirlenerek bunların telafisinin önceden sağlanması amaçlanır. İşleme problemleri birçok faktörün bir sonucu olarak gelişir. Bunlar Çizelge 1.9 de verilmiştir. Çizelge 1.9. İşleme bileşenlerinde oluşabilecek problemler (Tipnis, 1979) İşleme Probleminin Kaynağı İşparçası Kesici Takım Kesme sıvısı Takım Tezgahı Talaş Karakteristiği Muhtemel Problemler Çatlaklar, dalgalar, değişik yüzey kalıntıları, deformasyon sertleşmeli yüzeyler, kızıl sertlik, ısıl işlem, tane boyutu, inklüzyonlar, ısıl yayınma katsayısı, mikro çatlaklar, ısıl çatlama, yumuşama ve kırılmalar. Takım geometrisi, kenar bütünlüğü, yeniden taşlama, kompozisyon, karbür dağılımı, mukavemet, darbe direnci, kızıl sertlik, ısıl iletkenlik, mikro çatlak, ısıl çatlak, yumuşama ve kırılma. Konsantrasyon, akış hızı, kayganlık, kimyasal kararlılık ve nüfuziyet Titreşimler, frekans yanıtı, rijitlik, hassasiyet, hız değişimi, ilerleme ve derinlik ayarları, spindle, kayma kayıpları (yataklarda) ve boşluklar. Talaş uzunluğu, kırılabilirlik, kıvrılma ve depolama kolaylığı Böylece takım aşınması, talaş karakteristiği, işlenmiş yüzey ve mikro yapı ile diğer faktörlerin incelenmesiyle, muhtemel sebepleri belirlenmeli ve önem sırasına konulmalıdır. Problemin tam olarak belirlenmesine kadar bu incelemelere devam edilmesi önemlidir. Bu aşamada probleme uygun takım ömrü kriterinin oluşturulması da önemlidir. Takım ömrü kriteri; boyut toleransı, yüzey bitirme, yüzey hasarı ve etkili fonksiyonel özellikler, talaş kaldırma oranı ve talaş atma kolaylığı gibi verilere dayalı olabilir. Endüstri için işlenebilirlik testleri; iş malzemeleri, kesici takım ve kesme sıvılarının karşılaştırmalı işleme performansının değerlendirilmesi, istenen işlem kalitesi (yüzey, boyut ve geometrik kalite) ve fonksiyon tamlığı ihtiyaçlarını sağlayacak yeterlilikte parça üretecek işleme şartlarının belirlenmesi ve özel uygulamalar için daha ekonomik işleme şartları kombinasyonlarının belirlenmesi gibi özel amaçla başlar. Çizelge 1.10 de farklı bilgi seviyesi gerektiren işlenebilirlik testleri ve amaçları verilmiştir. Çizelge İşlenebilirlik testlerinin bilgi seviyesi ve amacı (Tipnis, 1979) Gerekli Bilgi Seviyesi İşlenebilirlik Sıralaması El Kitabı Verileri Standart Testler Testlerin Simülasyonu, Spesifik İşleme Şartları Matematiksel Modeller Ekonomik İşlem Şartları Amaç Başlangıç maliyet tahmini (Kaba Yaklaşım) Başlangıç tavsiyeleri, endüstriyel mühendislik zaman standardı hesaplamaları Kesici takım, iş malzemesi, kesme sıvısı ve takım tezgâhlarının kalite kontrolü (organizasyon içi), Özel işleme uygulamaları için kesme sıvısı, iş malzemeleri ve takımın geliştirilmesi Kesici takım, takım tezgâhı, parça boyutları ve yüzey bitirme sınırları içinde işleme tepkisinin tespit edilmesi Maliyet/üretim zamanının veya işlenebilirlik tepkisine dayalı kazancın belirlenmesi 96
110 İlk bakışta işlenebilirlik teriminin tanımı biraz zordur. Genel bir tanım; uygun kesici takım kullanılarak bir malzemeden talaş kaldırılmasındaki göreceli kolaylık veya zorluktur. Bir talaşlı imalat işleminin; istenen boyut ve yüzey kalitesini elde etmek için bir iş malzemesinden, istenmeyen hacmin talaş olarak kaldırılması olarak tanımlandığı göz önüne alındığında, biraz daha detaylı bir tanım yapılabilir. Bu yaklaşıma göre işlenebilirlik; bir iş parçasından, istenen boyut ve yüzey kalitesi elde etmek koşuluyla, minimum zaman ve maliyette, kesici takımı yenilemeksizin en fazla miktarda talaş kaldırılmasıdır (Tokuroğlu, 1993). Uygulamada tecrübeli teknik elemanlar, işlenebilirliği yorumlarken kendi açılarından çok zorlanmazlar. Örneğin, bir saatte üretilen parça sayısına göre, parça işleme maliyetine göre veyahut kritik yüzey bitirme kalitesi anlamında değerlendirebilmektedirler (Trent, 1984). Burada problem farklı işlenebilirlik kriterleriyle, farklı operasyonların gerçekleştirilmesinden doğar. Bir malzeme bir kritere göre iyi işlenebilirliğe sahip olabilirken, diğer bir kritere göre ya da farklı operasyon tipi ile işlendiğinde veya kesme şartları ve takım malzemesinden biri değiştiğinde işlenebilirliği zayıf olabilmektedir (Trent, 1984). İşlenebilirlik terimi verilen bir malzeme için kabul edilmiş işleme pratiklerini tanımlamak içinde kullanılır. Elkitapları veya bilgisayar veritabanlarında toplanan işlenebilirlik verileri, spesifik bir malzeme için tavsiye edilen kesme hızı, ilerleme oranı ve talaş derinliğini içerir. İşlenebilirlik verileri genellikle üretim tecrübelerinden toplanır ve yaygın işleme şartlarında kabul edilebilir takım ömrü ve parça kalitesi veren işleme şartlarını özetler. Tavsiye edilen kesme hızı ve ilerlemeler, verilen bir uygulamada işlemenin optimize edilmesi gerektiğinde tekrar düzeltilecek yalnızca ilk başlama şartlarını temsil eder. İşleme pratikleri; iş malzemeleri, takım malzemeleri ve takım tezgâhlarındaki yeni gelişmeler nedeniyle zaman içerisinde değiştiğinden, işlenebilirlik verilerinin geçerli kalabilmesi için sıklıkla güncellenmesi gerekir. Kapsamlı geçerli işlenebilirlik verileri, işlenebilirlik testlerinde uzmanlaşmış laboratuarlardan ve uç sınıfı tavsiyeleri şeklinde kesici takım üreticilerinden elde edilebilir. 97
111 İşlenebilinirliği Etkileyen Faktörler İşlenebilirliği etkileyen faktörler şematik olarak şekil 1.32 de gösterilmiştir. Şekilden de görüldüğü gibi işlenebilirlik bir malzeme özelliğinden ziyade iş malzemesi, takım malzemesi, takım tezgâhı, parça, yardımcı donanım (fixture), kesme sıvısı ve kesme şartlarının hepsinden etkilenen, işleme sisteminin bir özelliğidir. İşleme sisteminin tüm bileşenleri, genellikle işlenebilirlik kriteri olarak kullanılan takım aşınması veya yüzey oluşturma gibi fiziksel prosesi etkiler. Bu nedenle; kesme mekanizması, kesme kuvvetleri ve kesme sıcaklığı parametreleri işlenebilirliği birincil etkileyen parametreler olarak kabul edilir (Stephenson ve Agapiou, 1996). Bunun içinde ara yüzeyde takım ve iş malzemesi arasındaki etkileşimin ve tribolojik şartların iyi anlaşılması gereklidir. Takım aşınması oranları yalnızca ara yüzeydeki etkileşim, difüzyon ve bağ oluşumunun anlaşılmasıyla güvenli olarak tahmin ve kontrol edilebilir. Takım-iş ara yüzeyindeki, uygun faz konsatrasyonu, bu fazlar arasındaki kuvvetli bağlara ve onların aşırı gerilim, gerinim, basınç ve sıcaklık şartlarındaki plastik davranışına bağlıdır (Trent, 1984). Bu davranışlar özellikle yüksek hızda işleme esnasında daha büyük değerlere ulaşacak ve böylece dinamik davranışlar olarak işlenebilirliği etkileyecektir (Gekonde, 1998). Sonuç olarak işlenebilirlik, işleme testine dayalı olarak değerlendirilmelidir ve test şartlarına bağlı olarak sonuçlar sıralanmalı, parametreler sonuçları nicelemek için ölçülmelidir. Bu yüzden işlenebilirliğin nicel bir terimle tutarlı olarak tanımlanması mümkün olmaz, bu şekilde yapılan tanımlamalar farklı bağlamda çeşitli ve çelişkili olabilir. Örneğin aynı malzeme ailesinden işparçası malzemeleri işlemek için benzer spesifik güç gerektirebilir, fakat taban malzemedeki abrasif partiküllerin konsantrasyonundaki farklılık nedeniyle farklı takım aşınma oranı verecektir. Burada kriter olarak işlemedeki tezgah gücü kullanılırsa, onların tümü benzer işlenebilirliğe sahip olarak değerlendirilebilir, fakat bir takım ömrü kriteri kullanılırsa işlenebilirlikte önemli farklılıklar görülecektir. Bu gerçek göz önüne alındığında, eksiksiz bir işlenebilirlik sınıflamasının yapılması veya spesifik bir iş malzemesi için anlaşılır olan kriterleri tüm uygulamalara genelleştirme çabaları faydasızdır ve işlenebilirlik sınıflama sisteminde nicel tanımlamadan ziyade nitel tanımlama daha faydalıdır (Stephenson ve Agapiou, 1996). 98
112 İŞLENEBİLİRLİĞİ ETKİLEYEN FAKTÖRLER İŞ MALZEMESİ VE TAKIM MALZEMESİ Mekanik Özellikler Mikroyapı Fiziksel Özellikler Kimyasal Özellikler Kompozisyon İnklüzyon Isıl İşlem Takımın tane boyutu Takımın Yüzey Bitirmesi Takımın Kaplanması KESME ŞARTLARI Kesme Hızı Talaş Derinliği İlerleme Oranı Atmosfer Kesme Sıvısı Ve Soğutma TAKIM TEZGÂHI KESİCİ TAKIM PARÇA BAĞLAMA İşlem tipi Titreşim Rijitlik İşparçası Bağlama Aparatları Güç Takım geometrisi Takımın Keskinliği KESME MEKANİZMASI KESME KUVVETİ KESME SICAKLIĞI İŞLENEBİLİRLİĞİN MODELLENMESİ İŞLENEBİLİRLİK ÖLÇÜSÜ PARAMETRELER Krater Aşınması Gerekli Güç Yüzey Bitirme Serbest Yüzey Aşınması Kesme Kuvvetleri Yüzey Tamlığı Diğer Aşınma Tipleri Talaş Formu Boyutsal Hassasiyet Takım Ömrü Talaş kaldırma İşparçası kalitesi Etkinliği ÖLÇME YÖNTEMLERİ ENSTRÜMANTASYON HASSASİYETİ VE ÇÖZÜNÜRLÜĞÜ VERİ İŞLEME OPTİMİZE İŞLEME ŞARTLARI İŞLENEBİLİRLİK Şekil İşlenebilirliği etkileyen faktörler (Stephenson ve Agapiou, 1996) Şüphesiz iş parçası malzemesinin fiziksel ve üretim şartları işlenebilirlik üzerinde önemli bir etkiye sahiptir. Ayrı ayrı veya birlikte iş malzemesinin durumu olarak tanımlanan değişik malzeme şartları ve karakteristikleri, işlenebilirliği etkiler ve 99
113 tanımlar. İşlenebilirliği etkileyen iş malzemesi şartları ve fiziksel özellikleri aşağıda verilmiştir (Schneider, 2001; Alting, 1994). - Mikroyapı (kristal ve tane yapısı, fazlar) - Tane Boyutu - Isıl İşlem - Kimyasal Kompozisyon (ana alaşım elementleri, ilaveler, inklüzyonlar) - Üretim Yöntemi (sıcak veya soğuk hadde, döküm, dövme v.b.) - Mekanik Özellikler (Sertlik, Akma ve Çekme Mukavemeti) Ayrıca iş malzemesinin; Elastisite Modülü, Isıl İletkenlik, Isıl Genleşme ve Deformasyon Sertleşmesi gibi fiziksel özellikleri de işlenebilirliği etkiler İşlenebilirliğin Belirlenmesi İşlenebilirlik terimi çoğunlukla karşılaştırma veya sıralama amaçlı kullanılır; örneğin verilen bir parça için malzeme listesinin seçimi, en çoktan en az işlenebilir olana doğru sıralanabilir. Bu durumda öncelikli düşünce, genellikle varsayılan üretim şartlarında başarılabilen takım ömrüne çok fazla bağlı olan tüm işleme maliyetidir. İşlenebilirlik sıralaması bu yüzden diğer performans kriterleri de kullanılmasına rağmen genellikle takımla ilgili olarak; takım ömrü (aşınma) testleri kullanılarak belirlenir. Fakat prensipte malzemeyle ilgili olarak da; yüzey kalitesi, fonksiyonel tamlık ve imalat hassasiyeti ile ilgili parametrelerdeki farklarda göz önüne alınabilir (Šalak, 2005). İşleme için gerekli kesme kuvvetleri ve enerji son yıllara kadar, endüstride pratikte operasyonel veya ekonomik nedenler için nispeten önemsiz olarak görülmekteydi. Şimdi ise enerji duyarlı ortamlarda, kesme verimliliği işlenebilirliğin kabul edilebilir bir ölçüsü olabileceği düşünülmektedir. Her ne kadar çoğu pratik işleme operasyonlarında yüzey kalitesi tek başına ilginç değilse de, kesici takıma bağlı ömürün, takım ömrü ve yüzey kalitesinin bozulmasına eş zamanlı olarak bağlı olabileceği düşünülebilir. Dahası kabul edilebilir yüzey kalitesi ve takım ömrü her ikisinin de, tanımlanması gerekir ve bu bizatihi kendisi oldukça zorluk içermektedir. Bu yolla işlenebilirliğin anlamının sınırlandırılması, bir malzemenin bu 100
114 karakteristiğinin nasıl ölçülebileceği belirtmek için hala gereklidir Yan yüzey aşınması, krater aşınması, çentik aşınması ve kenar ufalanmasını kapsayan, kesici takımın aşınmasına dayalı yöntemler çoktur. Dahası, her bir aşınma tipini tanımlamada kullanılabilecek birçok muhtemel parametre mevcuttur. Diğerlerinden birçok bakımdan farklı her bir ana kategoride kesici takımların birçok farklı tipi vardır. Ayrıca, malzeme işlemede kullanılan şartlar, son derece değişkendir. Ölçülebilecek parametrelerle, ölçülecek aşınma tipinin seçimi, kesici takımın tipi ve kullanılan spesifik şartların tümü, tanımlama ve malzemenin işlenebilirliğinin ölçülmesi için bir dereceye kadar keyfi olarak seçilmelidir. İşlenebilirlik bu nedenle, testin kendisinin bir fonksiyonudur ve malzemenin herhangi bir veya iki temel özelliğinin açıkça bir fonksiyonu değildir. Üstelik takım aşınması prosesinin uzlaşmalı bir temeli yoktur, hatta temel özelliklerle işlenebilirliği ölçmek için ulaşılacak kesme şartlarının birleştirilmesi mümkün değildir. Bilakis, işlenebilirlik belirli şartlar için ampirik olarak belirlenmeli ve bu şartlar değiştiğinde, malzeme davranışlarında yapılacak tahmini mümkün kılmak için gerekli değildir. Deneysel çalışmalar bir test tipinde gözlenen işlenebilirlikle diğer bir testten elde edilen veya diğer şartlarda ölçülen arasında bazı ilişkilerin olabileceğini göstermesine rağmen, bu gibi ilişkiler hemen hemen tamamen ampirik kalır. Malzemenin bir grubunun işlenebilirliğinin derece numarası farklı testlerde ve aynı testin farklı şartlarında değişebilir (Mills, 1983) İşlenebilirlik Testleri İşlenebilirlik testleri Mills (1983) e göre genel olarak, talaş kaldırma işlemi gerektirmeyenler ve talaşlı işleme gerektirenler olmak üzere iki temel kategoriye ayrılabilir. Ayrıca değerlendirme yöntemine göre sıralama (ranking) ve mutlak (absolute) işlenebilirlik testleri vardır. Sıralama (ranking ) testleri; sadece verilen şartlar için, iki veya daha fazla iş-takım kombinasyonun kendi içinde bağıl işlenebilirliğini gösterirken, mutlak (absolute) testler; kesme şartlarının bir aralığı için iki veya daha fazla iş-takım kombinasyonunun bağıl değerini gösterir. Sıralama testlerinin sonuçları, çoğu durumda oldukça faydalı olduğu halde, iki ana dezavantajı vardır. Birincisi, A malzemesinin B malzemesinden daha iyi işlendiğini ve bunlarında sırasıyla C malzemesinden daha iyi işlenebildiğini göstermesi beklenen 101
115 özel bir test, çoğu durumda verilen kesme şartlarında kesici takımın ömrü gibi işlenebilirliğin ölçüsü, tahmin edilebilir ölçekle ilişki kurulamadığından, farkların önem sıralamasını gösteremez. İkinci olarak, test verilen kesme şartları için işparçasını karşılaştırmak için bir çaba olduğu halde, kesme şartları değiştiğinde sıralamanın aynı kalacağı garanti değildir. Mutlak testlerin sonuçları genellikle kesin olarak pratik aralığın üstünde ve diğer kesme şartları ve takım geometrisindeki değişikliklerin de göz önüne alındığı bazı durumlarda da kesme hızındaki değişikliklere uygulanabilir. Bu yüzden bir işlenebilirlik testi teoride bu dört tipten birisi olabilir. Bununla beraber pratikte bir işleme testi sıralama veya mutlak test olabilirken, işleme gerektirmeyen bir test daima bir sıralama testidir (Mills, 1983). İşlenebilirlik testlerinden, işleme gerektirmeyen ve gerektiren sıralama testleri her zaman mutlak testlerden daha az zaman alır ve genellikle kısa testler olarak başvurulur. Gerçekte geçen yüzyılın tamamında uzun mutlak işlenebilirlik testleri, takım ve işparçası malzemesi, kesme şartları ve takım bozulma kriterinin yönlendirdiği fakat araştırmacılara takdir yetkisini bıraktığı test şartlarında son yıllara kadar gerçekleştirilmiştir ve maalesef bu işlenebilirlik verilerinin büyük miktarıyla sonuçlanmıştır. Ayrı test verilerinin birbiriyle ilişkilendirilmesi de oldukça zor olmuştur. Mutlak testler, bir iş-takım kombinasyonunun işleme karakteristiğinin daha çok tamamlanmış resmini verdiğinden, onlar çoğu durumda sıralama testlerine üstün olarak düşünülmüş ve sonuç olarak önemli bir çaba kısa mutlak testlerin geliştirilmesine sarf edilmiştir (Mills, 1983). İşlenebilirlik testlerinin kullanımının diğer bir önemi, yeni takım ve işparçası malzemelerinin değerlendirilmesidir. Örneğin eğer, yeni bir işparçası malzemesi geliştirilmişse, kesme şartları, takım malzemesi ve takım geometrisinin geniş aralığı için malzemenin işleme karakteristiğinin belirlenmesi önemlidir ve belki de daha da önemlisi işleme karakteristiğinin tutarlılığının belirlenmesidir. Gerekli tipte bilgi elde etmek ve sonuçlarda gerekli güvene sahip olmak için, açıkça önceki örnekler için gerçekleştirilenlerden daha kapsamlı testler gerekebilir, fakat tekrar ilgi mümkün olduğu kadar test maliyetinin, nitelenebilir test sonuçlarıyla yani kazançlarla orantılı olmasını sağlamaya dönük olmalıdır. 102
116 Kısa İşlenebilirlik Testleri Kısa-süreli testlerin temsili bir aralığı çizelge 1.11 de verilmiştir ki burada işlemeyle veya işlemesiz olduğuna, mutlak veya sıralama testi olduğuna bakılmaksızın veya Çizelge Kısa-zamanlı işlenebilirlik testleri (Mills, 1983) Test Tipi İşleme tipi Test Parametresi Test İşleme İşleme İş Mutlak Sıralama Tornalama Delme Kesme yok Parçası Takım Kesme sıvısı Kimyasal kompozisyon Mikro yapı Fiziksel özellikler Hızlı Alın Tornalama Sabit basınç Konik tornalama Değişkenhızda işleme Adım tornalama Yumuşamış takım Hızlandırılmış Aşınma Kılavuzlama HSS aşınma oranı hangi işlem tipi için uygun olup olmadığı ve incelenecek test parametrelerine bakılmaksızın genel olarak belirtilmiştir. Bu testler şimdi tanımlanacak ve testin ayırıcı olma özelliğinin işlenebilirlik değerlendirmelerine uygulanması yapılacaktır. Tanımlanan ilk üç test işleme gerektirmezken, diğerlerinin tümü çeşitli kesme prosesi kullanarak metal kesme gerektirmektedir. Testlerin ilk serileri sıralama tipidir. Her biri diğerine bağlı işparçası malzemelerinin sıralama yöntemi düşünülen teste bağlı olarak değişir, fakat genellikle kriter aşağıdaki üç temel tipten birisidir: 1) Takım ömrünün bazı kabul edilebilir takım ömrü kriterleri ve diğer kesme şartları ve takım geometrisinin sabit değerlerine dayalı özel bir zaman olabileceği kesme hızı. Bu sıralama sistemi özellikle sıralamaya uygundur ve iki yaygın kriter; yüksek hız çeliği (HSS) kesici takımlar için V 60, karbür kesici takımlar için V 20 kesme hızıdır. Bunlar, sırasıyla 60 dakika takım ömrü için kesme hızı ve 20 dakika takım ömrü için kesme hızı demektir. Bu değerler birçok pratik işlemlerde ekonomik takım ömrü olarak kabul edildiği için seçilmiştir. 103
117 2) Bir referans malzemeyle karşılaştırıldığında özel bir işparçası malzemesinin özellikleri: bu tip testlerin çoğunda referans malzeme işlenebilirlik indeksi 100 olarak düşünülür ve test malzemesi buna göreceli olarak derecelenir. Büyüklük fikri, bu test tipinden elde edilirken, örneğin işlenebilirlik indeksi 125 olan bir malzeme indeksi 200 olandan daha kötü olabilir. Ancak, belirli özel pratik şartlar altında yürütülen kesme testlerinden elde edilen değerlere göre takım ömrü veya kesme hızı açısından işlenebilirlikle ilişkilendirilmesi mümkün değildir. Genellikle referans malzeme test malzemesiyle aynı temel malzeme grubunda ve kabul edilebilir işlenebilirlikte seçilir, fakat en önemlisi onun işleme karakteristiğinin tutarlılığı için seçilmesidir. 3) Zaman önceden belirlenen olayın meydana gelmesi için belirlenir. Bunun en iyi örneği kontrollü şartlar altında bir alın tornalama gerçekleştirildiğinde bir HSS takımın bozulması için gerekli zaman olabilir. Daha yaygın bir örnek işlenmiş bir parçanın yüzey kalitesinin başlangıç yüzey bitirmenin değişmez bir oranında bozulması için gerekli zamandır. Önceki örneklerlerde olduğu gibi işlenebilirlik bir referans malzeme için elde edilen değerlere göre sıralanır İşleme Olmadan (Non-Machining) Yapılan Testler Kimyasal Kompozisyon Testleri; Bu tip birçok test, sıralama testlerinin diğer tiplerinin sonuçlarının düşünülen malzemenin birincil bileşenleri ile ilişkilendirildiğinde geliştirilmiştir. Bu tip testi kabul eden yazarların çoğu, elde edilen sonuçların yalnızca aynı temel tipteki ve aynı ısıl geçmişe sahip malzemeler için geçerli olduğunu fakat bununla birlikte bu testlerin sıralama testlerinin en çoğu olarak, kullanımdan önce malzemenin ayrılması için oldukça yararlı olabileceğini belirtmektedir. Burada V 60 ölçeğine ve 100 işlenebilirlik indeksine bağlı malzeme derecesi için iki test tanımlanmıştır. Bunlar Czaplicki (1962) ve Boulger v.d., (1951) yaptığı çalışmalar sonucudur (Mills, 1983). Czzaplicki V 60 kesme hızı ve kimyasal kompozisyon arasındaki ilişkiyi aşağıdaki gibi belirlemiştir: V 60 = x %C-42.4 x %Si 39.2 x %Mn x %P x %S (1.24) 104
118 Yazar çelik için bu ilişkiyi belirlemiştir ve işleme testlerinden elde edilen değerlerin %8 i içinde doğruluğunu iddia etmiştir. Fakat açıkça dikkate alınan malzeme aralığı ve onların ısıl geçmişi ile sınırlanmıştır. Boulger v.d. ise işlenebilirlik indeksi ve kimyasal kompozisyon arasında ilişki belirlemiştir. Serbest-işleme çeliklerinin bir aralığı için olan bu ilişkiye göre: İşlenebilirlik indeksi = x%C 1500x%Si x %S (1.25) Kurşun ilaveli serbest-işleme çelikleri işlendiğinde V 240 kesme hızı üzerine kalıntı elementlerin seviyesinin önemli etkisi Mills (1983) tarafından son yıllarda tanımlanmıştır ve şekil 1.32 de gösterilmiştir. Bu çalışma göstermiştir ki, kalıntı elementlerin miktarının artmasıyla, sonuçta M2 HSS takımların aşınma oranını artıran, ferritin mukavemeti de artar. Şekil Ferrit sertliği ve V 240 kesme hızı üzerine toplam kalıntı element seviyesinin etkisi (Mills, 1983) Mikrosertlik Testleri; Düşük ve orta karbonlu çeliklerin mikro yapısının etkisi üzerine yapılan ilk çalışmalara göre, genelde büyük tabakalar arasında düzenli dağılmış perlit hem tornalama hem de frezeleme için optimum mikroyapıdır. Benzer sonuçlar delme işleminde sabit basınç testlerinde de elde edilmiştir. Çeliklerin işlenebilirliği üzerine mikroyapının etkisiyle ilgili Zlatin ve Field (1950) tarafından yapılan çalışmada da % 50 den fazla perlit içeren çelikte yüksek hacim sertliğiyle birleşik iyi işleme özellikleri belirlenmiştir (Mills, 1983). Bu çalışmaya göre elde edilen sonuçlar çizelge 1.12 de gösterilmektedir. 105
119 Çizelge Çeliklerin işlenebilirliği üzerine mikroyapının etkisi (Mills, 1983) Mikroyapı tipi Brinell sertlik V 20 kesme hızı (m/dak) Karbür takım Sabit hızda bağıl ömür (dak) İşlenebilirlik sıralaması Sabit takım ömründe bağıl hız (m/dak.) %10 P + %90 F %20P + %80 F %25P Küreselleşmiş yapı %50P + %50 F %50İnce P + %50 Ağ F %75P + %25 F %100P Temperlenmiş M F: Ferrit, P:Perlit, M:Martenzit En son çalışmalar göstermiştir ki, ticari malzemeler için ikincil elementler işlenebilirlik üzerine dikkate değer bir etkiye sahiptir. Bu çalışmaların en yaygın olanları, serbest-işleme çeliklerinde mangan sülfür inklüzyonları formunda bulunan manganez ve sülfürün etkisi üzerinedir. Uniform dağılmış mangan sülfür inklüzyonları, mikroyapı içinde boyut, şekil ve dağılıma göre işlenebilirliği iyileştirir, ayrıca % 0.7 oranına kadar fosforun ilave edilmesi de olumlu katkıda bulunur (Mills, 1983) Teoride mikroyapı incelemesi malzemenin işleme özelliklerini yalnızca kimyasal kompozisyondan daha iyi belirtilmesini sağlaması gerekirken, bu tip testlerde iki ana problem mevcuttur. Birincisi, bir malzemenin bağıl mikroyapı bileşenlerini hızlı ve yaklaşık olarak ölçmek zordur, hatta bunlar belirlendiğinde işlenebilirlik sıralaması, iyi, orta veya kötü gibi sübjektif ölçütlerle yapılma eğilimindedir. İkincisi ölçümleri yapmak için gerekli ekipman ve kalifiye eleman her zaman mevcut olmayabilir. Fiziksel Özellik Testleri; Fiziksel özelliklere dayalı işlenebilirliğin değerlendirilmesi için basit kriterlerin araştırılması Henkin ve Datsko (1963) tarafından yapılmış ve boyutsal analiz teknikleri kullanılarak genel bir işlenebilirlik testi geliştirilmiştir. Buna göre: 106
120 V 60 = B ( 1 - Ar ) 1/2 (1.26) L H b 100 Burada, B: malzemenin ısıl iletkenliği; L:a karakteristik uzunluk; H B : malzemenin Brinell sertliği; ve Ar: çekme testinden elde edilen malzemenin yüzde kesit daralmasıdır. Bu çalışmanın bazı sonuçları Şekil 1.34.a da grafik olarak gösterilmiştir ki burada seçilen çelikler için iyi bir bağıntının mevcut olduğu görülmektedir. Janitzky (1944) tarafından yapılan benzer bir çalışmada V 60 = D (1.27) H B Ar Burada D: kesme boyutuna bağlı bir sabittir. Janitzky in sonuçları şekil 1.34.b de yine grafik olarak gösterilmiştir. Bu grafikle önceki çalışma arasında da iyi bir uyun mevcuttur. Yine testlerin gerçekleştirilmesi için gerekli ekipmanlar sağlanması ve çalışmada kullanılan malzemelerin kompozisyonunun benzer olması şartıyla, V 60 kesme hızı için elde edilen sonuçlar kabul edilebilir hassasiyette belirlenebilmesi için bir fırsat vardır (Mills, 1983). a) b) Şekil 1.33.a) Demir alaşımlarının bir aralığı için deneysel ve teorik işlenebilirlik verilerin karşılaştırılması b) Yirmi çelik türü için mekanik özelliklere dayalı hesaplamalar ve deneysel sonuçların karşılaştırılması (Mills, 1983) Talaş Kaldırarak Yapılan İşlenebilirlik Testleri Bu grupta belirtilen işlenebilirlik testlerinin yukarıda anlatılanlardan farkı, talaşlı 107
121 işleme yapılarak gerçekleştirilmesidir. Mills (1983) e göre bunlar; sabit basınç testi, hızlı alın tornalama testi, kılavuzlama testi, yumuşatılmış takım testi, hızlandırılmış aşınma testi, HSS takım aşınma oranı testi, konik tornalama testi, değişken-hız işleme testi ve adım tornalama testi olmak üzere oldukça çeşitlidir. Bu testleri genellikle tornalama işlemiyle ve HSS kesici takım kullanılarak gerçekleştirilir. Bu testler kısaca anlatılacaktır. Sabit basınç testi; en iyi bilinen sıralama testidir. Oldukça eski (1949) olduğu için klasik tezgahlara göre tasarlanmıştır. Tornalamada ilerleme kuvveti özel uyarlanmış torna tezgahı kullanılarak sabit tutulur ve önceden belirlenen geometride bir takım kullanılarak malzemenin kesilmesi sırasında ulaşılan ilerleme oranı, malzemenin işlenebilirliğinin bir ölçüsü olarak alınmaktadır. Teknik temel olarak talaş-takım sürtünmesinin ölçüsüdür, fakat bu kesici takımın aşınma oranında güçlü etkiye sahip kesme işlemindeki sıcaklıkla yakından ilgilidir ve yöntemin faydalı sonuçlar vereceği beklenir. Pratikte özellikle serbest-işleme çeliklerinin bağıl işlenebilirlik derecesinin belirlenmesinde kullanıldığı literatürde belirtilmiştir. Sabit basınç testi delme ve kesme işlemlerine de uyarlanabilmektedir. Bu testin ana dezavantajı, pratikte sonuçların hızlıca elde edilmesi için, testlerin gerçekleştirileceği özel olarak uyarlanmış bir takım tezgâhı gerektirmesidir. Fakat örneğin tornalama testlerinde, standart bir torna tezgahı ve iki bileşenli metal kesme dinamometresi; spesifik bir ilerleme kuvveti için ilerleme belirlenirken, ilerleme kuvvetinin ilerlemeyle ilişkisinin grafiğinin çizilmesi gereken yerlerde kullanılabilir. (Mills, 1983) Hızlı yüzey tornalama testi; yine bir malzemenin işlenebilirliğinin ölçülmesinde kullanılan faydalı bir sıralama testidir. Tornada yapılan bu testte, işparçası malzemesi merkezden alın tornalanır, tercihen büyük çaplı çubuklar üzerinde uygulanır ve işlenebilirliğin ölçüsü takımın radyal olarak aldığı mesafe veya bir referans malzemeyle aynı test yapıldığında takımın bozulmasına kadar kesme uzunluğudur. Takımın aşırı hasarı karbür takımlar için geçerli bir kriter olmadığından, test HSS takımlarla sınırlıdır. Test hızlıca ve standart bir torna tezgahında gerçekleştirilebilirken, iki büyük dezavantajı vardır. Birincisi; pratikte kullanılan malzemenin çapı testin gerçekleştirilmesi için uygun olandan oldukça az olabilir. İkincisi, malzeme homojen oldukça, test bir çap aralığında malzeme özelliklerini 108
122 belirleyebilecektir ve bu kesilebilecek çapta malzemenin özelliklerini göstermede şart olmayacaktır. İkinci dezavantaj, işparçasının merkezi uygun bir çapta delinmesiyle en azından kısmen ortadan kaldırılabilir (Mills, 1983). Kılavuzlama testi; takım veya işparçası malzemesinin kalitesinin belirlenmesiyle ilgili olmayan, fakat kesme sıvısının değerlendirilmesiyle ilgili bir testten söz etmek uygun bir düşünceydi. Birkaç yıldır kesici takım üreticileri tarafından kullanılan standart bir test, kesinlikle kısa bir test olmadığı halde, kılavuzlama testi olmuştur. Bu testte akışkanın değeri, ya uygun bir boyuta kılavuz çekilmiş deliklerin sayısı veya her kılavuz çekilmiş deliğin kılavuzda oluşturduğu yan yüzey aşınmasının miktarıyla değerlendirilir. Test basittir ve büyük malzeme sarfiyatı gerektirmez fakat eğer test için gerekli zamanın miktarı, bir NC takım tezgahı kullanılması gibi, otomatik işlemlerin makul bazı formlarını tutabilecekse yararlı olabilir. Kesme sıvısı üreticileri tarafından, kılavuzlama testlerinin sonuçlarının işleme operasyonlarının bir çeşidi için pratikte elde edilen sonuçlarla oldukça iyi ilişkilendirilebildiğini belirtilmektedir (Mills, 1983). Yumuşatılmış takım testi; yumuşatılmış bir takımla kesilen işparçasının işlenebilirliğini değerlendirme çalışmalarıyla birçok test geliştirilmiştir. Mills ve Redford (1978) tarafından yapılan çalışmaların bir kısmında kurşunlu α/β pirinç malzemelerin bir aralığı için yumuşatılmış HSS takım kullanılarak değerlendirilmiş ve bir takım fazla sert olduğunda hiç aşınmazken, biraz yumuşak bir takımın oldukça kısa zaman periyodunda aşırı bir şekilde bozulabileceğinden takım sertliği son derece kritik olduğu bulunmuştur. Kuşkusuz, test malzemesi işlenmesi zor olduğunda ve takım büyük ölçüde yumuşatılmış olmadığında, takımın sertliği daha az kritiktir. Takım hasarının normal ölçütü olduğu bu tip test için, çoğu takım aşınma tipi testleri ile aynıdır yani takım serbest yüzey veya krater aşınmasının verilen bir miktarı ya da takımın aşırı hasarı ölçüttür. Eğer malzemenin bir aralığı karşılaştırılabilirse, testin temel varsayımı bir malzeme aralığının işlenebilirliği, eğer tam mukavemetli takım kullanılırsa, aynı kalacaktır. Maalesef bu muhakkak doğru değildir, fakat oldukça kıssa sıralama testlerine gelince, eğer dikkat edilirse ve testler benzer malzemelerle sınırlı olursa makul sonuçlar elde edilmelidir. Eğer test bazı standart malzemelere bağlı özel bir malzemenin değerlendirilmesi için kullanılırsa, yumuşatılmış takım ve 109
123 standart takımın test sonuçları arasındaki ilişki belirlenmek zorunda olacaktır. Bu test tipi iyi sonuç vermelidir fakat pratikte zorluk genellikle takım değiştirilmek zorunda olduğunda, yumuşatılmış takımın tutarlılığının korunmasındadır (Mills, 1983). Hızlandırılmış aşınma testi; daha yüksek aşınma hızının başarılması amacıyla kesici takımın yumuşatılmasına alternatif olarak, kesme şartlarının özellikle kesme hızının oranının arttırılmasıdır. HSS takımlar için takım ömrü genellikle kesme hızının dördüncü ve beşinci kuvveti (üssü) arasında, karbürler için ise kesme hızının ikinci ve üçüncü kuvveti arasında orantılı olduğundan, aşınma hızındaki önemli bir artma genellikle kesme hızındaki orta düzeydeki bir artışla gerçekleşebilir. Maalesef Taylor bağıntısı (V/T -1/k = C) pratik kesme hızı aralığında genellikle geçerli olmasına rağmen, burada çok yavaş veya çok hızlı kesme hızlarında sıklıkla sapmalar olur. Yüksek hızlar için bu, çoğunlukla oldukça yüksek kesme sıcaklığı içerdiğinden, kesilecek malzemenin durumundaki değişime bağlanabilir. Bu tekniğin dezavantajı, takımın birinci aşınma bölgesindeki küçük aşınma oranları ölçüldüğünden, aşınmanın sonraki aşamalarını temsil etmeyebilir (Boothroyd ve Knight, 1989). Bu yüzden hızlandırılmış aşınma testleri temel olarak mutlak (absolute) test olmasına rağmen, benzer malzemelerin bir aralığı için sıralama hakkında yararlı bilgi vermeye daha uygundur veya alternatif olarak önceden belirlenmiş bir standarta karşı bir malzemenin işlenebilirliğinin değerlendirilmesi için bir yöntem olarak oldukça yararlı olabilir (Mills, 1983). HSS takım aşınma oranı testi; son çalışmalar mutlak test kullanılarak serbestişleme çeliklerinin işlenebilirliği üzerine gerçekleştirilmiştir ve burada test parametreleri çeliğin içerdiği ikincil elementlerin miktarıdır. Testler HSS takımlar kullanılarak gerçekleştirilmiş ve hassas bilgi gerektirdiğinden Uluslarası Standart Örgütü (ISO) tarafından belirlenen uzun zamanlı test (ISO ) olarak uygulanmıştır. Beklendiği gibi, takımın aşırı hasarı için gerekli zaman kesme hızı arttığında azalmıştır, fakat daha önemlisi aşırı hasarın başlangıcında takım üzerindeki aşınmanın miktarı, kesme hızının artmasıyla azalmıştır. Bu yüzden, sınırlı bir serbest yüzey aşınması takım ömrü ölçütü için yapılacak takım aşınması- kesme zamanı verilerinin değerlendirilmesi mümkün değildir. Fakat, hemen hasarın başlamasından önceki serbest yüzey aşınması-takım ömrü ilişkisinin düz bir çizgi veren bir lineer 110
124 logaritmik ölçek üzerinde çizildiği görülmüştür (Şekil 1.34) ve test edilen malzemeler için türetilen ilgili takım ömrünün, birincil aşınma bölgesinin sonunda Şekil M-2 HSS çeliği için takım ömrü ve serbest yüzey aşınması arasındaki ilişki (Mills, 1983) serbest yüzey aşınmasının bir sabitiyle birlikte ikincil aşınma bölgesindeki aşınma oranı denklemi türetilmiştir. Bu ve ikincil aşınma bölgesindeki aşınma oranı 60 dakikalık bir test periyotundan sonra 5 malzeme için belirlenmiş ve takım ömrü için elde edilen sonuçlar tüm testin tamamlanmasından sonra elde edilenlerle karşılaştırılmıştır: uzlaşma oldukça iyidir ve tipik olarak test süresi ve harcanan malzeme, bir tam test için gerekli olandan % 20 daha azalmıştır. Dahası, kullanılan işparçası aynı sınıftan olmasına rağmen, elde edilen ilişkilerin işparçasından ziyade bir takımın karakteristiği olarak önerilmesinin makul olduğu için onlar yeterince farklıdır ve bu yüzden işparçasının daha geniş bir aralığının testinde kullanılması muhtemel olmalıdır (Mills, 1983). Konik Tornalama Testi; bu test temel olarak benzer üç testten birisidir. Diğer iki test değişken-hız ve adım tornalama testidir. Test prosedürü Heginbotham ve Pandey (1966) tarafından önerilmiş ve gerçekte adından da anlaşıldığı gibi, konik bir işparçasının, kesme hızının kesme zamanının bir oranında arttığı kesme şartlarını üretmek amacıyla bir konik boyunca işlenmesidir (Mills, 1983). Bu test göstermiştir ki; başlangıç kesme hızı bilgileriyle, zamanla kesme hızındaki değişim oranı, kesme zamanı ve takım serbest yüzeyindeki aşınmanın miktarı, eğer iki test gerçekleştirilirse, ifade Taylor bağıntısındaki (VT -1/k = C 1 ) sabit k ve C 1 değerlerini 111
125 verecek şekilde formüle edilebilir. Testin başlıca avantajı olarak, aynı zamanda seçilen aralıkta her bir kesme hızı takımda aşınmanın üretilmesi için kullanıldığı için aynı zamanda çok amaçlı olurken nispeten kısa süreli olmasıdır. Testin bağımsız değerlendirilmesi, tutarlı sonuçların elde edilebileceğini göstermiştir ancak, maalesef bunlar test boyunca serbest yüzey açısının değişmesi nedeniyle bir uzun test için elde edilen değerlerle uyuşmamıştır. Testin diğer dezavantajları, konik numunelerin hazırlanması zor olabilir, bir konik tornalama aparatının takım tezgahına bağlanması gerekir ve takım farklı çapları kestiğinden sonuçlar malzemenin eğer tüm kesme bir çapta gerçekleştirilseydi nasıl davranacağı hakkında genel bir fikir vermeyebilir. Bu dezavantajlarına rağmen test, kısa-zamanlı mutlak işlenebilirlik testleri içinde yeni bir görüş getirmektedir ve değişken-hız testine neden olmaktadır (Lal, 1996). Değişken-Hız İşleme testi; bu test ile konik tornalama testi arasındaki başlıca fark, zamanla kesme hızındaki artışın bir işparçasının eksenel tornalanmasıyla ve tezgah dönme hızının dereceli olarak artmasıyla sağlanmasıdır. Konik tornalama testindeki gibi, takım ömrü bağıntısındaki k ve C 1 sabiti, iki değişken-hız testinin yapılmasıyla belirlenebilir. Konik tornalama testine göre değişken-hız testinin avantajı, standart bir işparçası kullanılması ve farklı çaplarda işleme probleminin olmamasıdır. Bu testin dezavantajı, kesmenin oluşması için gerekli tezgahın dönme hızının dereceli olarak artması testin başlangıcında gerçekleşir, bu endüstriyel ortamlarda çok pratik olmayan elektrokimyasal sistemle başarılmaktadır. Şimdi NC torna tezgahı üzerinde testin yapılması kolay olabilir, fakat bu tezgah tipi her zaman mevcut olmayabilir. Adım Tornalama Testi; bu test Kiang ve Barrow (1971) tarafından, konik tornalama testleri ve değişken-hız testlerinin pratik zorluklarını ortadan kaldırmak için geliştirilmiştir. Bu test standart bir torna tezgâhında gerçekleştirilir ve oldukça dikkatli seçilmiş hız aralıkları kullanılarak gerçekleştirilir. Bu test sonucunda elde edilen teorik ve deneysel sonuçlar, konik tornalama ve değişken-hız testlerinin sonuçlarıyla karşılaştırıldığında oldukça uyumlu olduğu görülmektedir. Değişken-hız ve adım tornalama testlerinin her ikisinde de iyi veriler uzun testlerin maliyetine ulaşmaksızın elde edilebilmekte, fakat bu testler takım geometrisi, malzeme, işparçası malzemesi ve kesme şartlarının tutarlı olduğu iyi kontrol edilmiş laboratuar şartlarında gerçekleştirilmelidir. Bu parametrelerin kontrolünün zor olduğu pratik 112
126 durumlarda istenir, elde edilen değerlerin güvenirliği toplanan veri miktarının bir fonksiyonudur ve uzun testler için yerine koyma yoktur. Fakat amaç gerçekleştirilen birçok mutlak test çoğunlukla takım ve işparçasının geliştirilmesiyle ilgili olduğundan ve bu şartlar altında iyi kontrol edilmesi mümkün olması gerektiğinden, kısa testlerin kullanılması için oldukça iyi tartışma vardır. İşlenebilirlik testlerinin önemli bir kısmı tornalamayla işlenebilirlik değerlendirmesine ayrılmıştır, çünkü çeşitli nedenlerle tornalama işlenebilirlik verilerinin üretildiği ana proses olmuştur. Dahası, genellikle bir sürekli-kesme işlemi olduğundan testin çalışmasına prosesin kendisi yardım eder, pratik takım geometrileri aralığı ve özellikle kaba operasyonlar için sınırlı ve basittir. Talaş akış modelleri tahmin edilebilir ve takımın kendisi nispeten ucuzdur. Sonraki optimum talaş kaldırma oranı yüksek olduğu için özellikle önemlidir ve optimum şartlarda veya yakın işlemler sonucu önemli tasarruf sağlanır. Buna rağmen birçok çalışma tornalama dışındaki işlemler için takım-işparçası kombinasyonunun işlenebilirliği içinde gerçekleştirilmiştir. Bunlardan en yaygın olanları delme ve frezeleme işlenebilirlik testlerinden aşağıda yalnızca delme testleri kısaca tartışılacaktır. Delme Prosesiyle İşlenebilirliğin Değerlendirilmesi Delme işlemiyle hem sıralama hem de mutlak işlenebilirlik testleri gerçekleştirilmektedir ve en yaygını sıralama testidir. Bu testte, verilen itme (thrust) kuvveti bir matkaba uygulanır ve işlenebilirliğin ölçüsü referans bir malzeme delindiğinde oluşan parça içine nüfuziyet oranına bağlı, matkabın nüfuziyet (ilerleme) oranınıdır. Sabit basınç torna testinde olduğu gibi, bu testte özellikle serbest-işleme çeliklerinin sıralaması için uygundur. Delme için diğer yaygın sıralama testi, belirli bir toleransa uymayan delik üretilene kadar delinebilen delik sayısına dayalı yöntemdir. Yine işlenebilirliğin ölçüsü, genellikle referans bir malzemede delinen delik sayısına göredir (Mills, 1983). Delme işlemi için konvansiyonel mutlak işlenebilirlik testleri de gerçekleştirilmiştir ve takım hasarı kriteri ya aşırı bozulma ya da matkap ucunun belirli miktarda aşınmasıdır. Maalesef, delmede özellikle küçük matkap çapları kullanıldığında, ucun kesme kenar hasarının neden olmadığı fakat matkap ucunun kırılmasıyla sonuçlanan 113
127 erken bozulma ihtimali yüksektir. Birçok yazar tarafından gösterilmiştir ki, matkap ömrünü etkileyen ucun uzunluğu gibi en önemli delme parametresidir ve test esnasında, uzunluğun değişmesi matkabın kırılma sıklığı üzerine belirgin bir etkiye sahiptir. Matkap kırılmasının matkabın uzunluğunun sınırlandırılmasıyla azaltılacağı varsayımı üzerine, kısa matkaplar kullanan birçok yazar tarafından, delmeyle işlenebilirliğin değerlendirilmesi üzerine oldukça çok çalışma yapılmıştır. İncelenen çalışmaların tümünde yaygın unsur, her ne kriter kullanılırsa kullanılsın, matkap ömrü testlerinin birbirini tutmamasıdır ve bu öncelikle delik geometrisindeki oldukça küçük değişiklerin takım ömrü üzerindeki belirgin etkisine bağlanmaktadır. Williams ve McGilchrist (1972) makul bir takım ömrü kriteri ve bir aşırı hasar kriteri kullanarak, üretilen deliklerin kalitesi veya delme torkundaki artmayı göz önüne almışlardır. Lorenz (1977) tarafından yapılan kapsamlı testlerde, kabul edilebilir matkap için uygun İngiliz standardını, kalitesine bakılmaksızın gerçekte herhangi bir matkabın, tam bir tanımlamayı gerçekleştiremediğinden yetersiz olduğunu göstermiştir. Alternatif olarakta, ilk defa Wu (1964), daha sonra Williams ve McGilchrist (1972) tarafından önerilen, takım hasar kriterinin aşırı bozulma olarak kullanıldığı tepki yüzey metodolojisine dayalı test için bir teknik teklif etmiştir (Mills, 1983). Diğer araştırmacılar, takım ömrünün kabul edilebilir bir ölçüsü olarak, köşe aşınması, kenar (margin) aşınmasını ve bunların varsayılan bir sınır değerini ölçüt seçmişlerdir. Böylece delme ile işlenebilirlik testlerinde kriter olarak; matkabın hasarından önce deldiği delik sayısı, bir deliği delme zamanı, matkap ömrü, talaş kaldırma oranı, ilerleme oranı, eksenel delme kuvveti (thrust force), ve tork kullanılmaktadır. Ancak yukarıda açıklandığı gibi, kontrollü laboratuar şartlarında bile uygun tekrarlanabilirliğin başarılması zordur. Özetle, matkap ömrü oldukça değişken olduğundan erken matkap hasarının oldukça maliyetli olabileceği, bu yüzden oldukça ılımlı kesme şartları kullanılması gerektiği ve matkabın yenisiyle değiştirilmesinin takım ömrü için ortalama rakamlardan gerekli olarak gösterilenden daha düzenli gerçekleştirilmesi tavsiye edilmektedir (Mills, 1983) İşlenebilirlik Kriterleri Farklı malzemelerin talaşlı işlenebilirlik oranı, sabit kesme şartlarında bir kesici 114
128 takım tipi kullanılarak belirlenebilir. Bununla birlikte, bu oranlar, şartların değişmesi veya kesici takımın değişmesiyle değişebilir. Genellikle bir malzemenin daha iyi işlenebilir kabul edilmesi için; eşit şartlarda daha uzun takım ömrü, daha iyi kırılabilen kısa talaş, iyi yüzey kalitesi, ardışık olarak uniform boyut kalitesi, belirli talaş miktarının kaldırılmasında daha düşük güç sarfiyatı ile genel maliyetin düşük olması beklenir (Šalak, 2005). Buna göre işlenebilirlik, aşağıdaki testleri içerir. - Takım ömrü veya aşınması testleri - Yüzey bitirme testleri - Kesme kuvvetleri veya Güç tüketimi testleri - Kesme sıcaklığı testleri - Talaş debisi (Talaş kaldırma oranı) ve talaş oluşumu Takım Ömrü veya Aşınma Testleri; Takım aşınmasına bağlı işlenebilirlik oranının belirlenmesinde, testler tek tip kesici takım malzemesi ve tek geometri kullanılarak, çeşitli işparçası malzemeler üzerinde tek hızda gerçekleştirilir. Önceden belirlenmiş aşınma miktarını oluşturacak iş veya zaman bulunur ve işlenebilirlik oranı, herbir malzeme için, ayrı ayrı bağıl takım ömrüne bağlı olarak belirlenir. Örneğin, A,B ve C malzemeleri bir karbür takım kullanarak işlenebilirlik sıralaması değerlendirilecek olsun. Tüm malzemelerin zamanın bir fonksiyonu olarak oluşan aşınma Şekil 1.36 da görülmektedir. A,B ve C malzemelerinin 0.38 mm aşınma oluşması için takım ömrü, sırasıyla 50,32 ve 14 dakikadır. Bağıl tanımlanmış işlenebilirlik sıralaması şekil 1.35 e eşlik eden çizelge de verilmiştir. Taylor takım ömrü testinde; bir işlem serisi takım ömrü ve kesme hızı arasındaki ilişkiyi belirlemek için çalışılır. Malzemenin işlenebilirliği önceden belirlenmiş 60 dakikadaki takım ömrünü üretecek kesme hızına bağlı olarak belirlenir. Karbür takım kullanarak işlenmiş üç işparçası malzemesi için kesme hızı ve takım ömrü arasındaki ilişki, Taylor yöntemiyle şekil 1.36 da kurulmuştur. A, B ve C malzemelerinin 60 dakika takım ömrü veren kesme hızları, sırasıyla 189, 146 ve 122 m/dak. dır. A malzemesine göre tanımlanmış bağıl işlenebilirlik oranları da hemen altındaki çizelgede verilmiştir. Endüstride işlenebilirlik testlerinde takımın ani hasarından kaçınmak için kullanılan yaygın takım aşınma kriterleri çizelge 1.13 de verilmiştir. 115
129 Şekil Üç farklı malzeme için aşınma ve kesme hızı arasındaki ilişkiye göre işlenebilirlik oranının belirlenmesi (ASM, 1989) Şekil Üç farklı malzeme için takım ömrü ve kesme hızı arasındaki ilişkiye göre işlenebilirlik oranının belirlenmesi (ASM, 1989) Çizelge İşlenebilirlikte yaygın kullanılan aşınma kriterleri (Tipnis, 1979) HSS Karbür Seramik İşleme Aşınma kriteri (mm) Aşınma kriteri (mm) Aşınma kriteri (mm) Türü Ortalama Maksimum Ortalama Maksimum Ortalama Maksimum Tornalama Yüzey Frezeleme Alın Frezeleme Delme
130 Yüzey Bitirme, Kesme Kuvveti ve Güç Tüketimi Testleri; Yüzey bitirme testleri, malzemenin işlenebilirliğini belirlemek için bir kriter olarak, işlenmiş parçanın bitmiş yüzeyini göz önüne alır. Verilen kesme şartları altında kritik aşınma değerine kadar daha az pürüzlülük, daha iyi işlenebilir malzemeyi gösterir. Benzer şekilde, kesme kuvveti testleri, verilen şartlar altında malzemeyi işlemek için gerekli kuvvetleri ölçü olarak alır. Kesme kuvvetleri genellikle talaş kaldırma veya kırma kuvvetleridir. İşlem esnasında ortaya çıkan çok büyük basınç ve sürtünme, çeşitli yönlerden kesici uç üzerine etkiyen kuvvetlerin ortaya çıkmasına neden olur. Kesme kuvveti üç bileşene sahiptir: bunlar teğetsel, radyal ve eksenel kuvvettir. Farklı talaşlı imalat işlemlerinde farklı kesme kuvveti bileşenleri önem kazanır. Frezeleme ve tornalamada teğetsel kuvvet (kesme kuvveti), delmede ise eksenel kuvvet (Thrust Force) özellikle güç hesabında diğer bileşenlerden daha önemlidir (Çakır, 1999). Daha düşük kesme kuvvetleri genellikle daha düşük takım aşınmasına işaret eder. Diğer bir ifadeyle, daha az kuvvet ihtiyacı, daha fazla işlenebilir malzemeyi gösterir. Benzer bir yolla, güç ihtiyacı testleri, malzemenin işlenmesinde oluşan kesme kuvvetlerini karşılamak için gerekli gücü (HP) ölçer (ASM, 1989). Talaş kaldırmak için gerekli olan güç ile kesme kuvvetleri arasında bir ilişki vardır. Bu yüzden kesme kuvveti veya gerekli güç testlerinden birisinin kullanılması yeterli olacaktır. Genelde kesme kuvvetlerinin dinamometre yardımıyla ölçülmesi kullanılır. Kesme Sıcaklığı Testleri; Bu testler; işleme operasyonu süresince kesici takımın ucunda sıcaklığı ölçer. Çoğu takım aşınma mekanizmasını sıcaklık aktive ettiğinden işlenebilirlik kesme sıcaklığı azaldığında artar; bu yüzden genellikle ortalama sıcaklık takım ömrüyle dolayısıyla da işlenebilirlikle ilgilidir (Stephenson and Agapiou, 1997). Daha sert malzemeler ve/veya daha yüksek kesme hızları genel olarak, takım ömründe azalmayla birlikte, kesici takım ucunda daha yüksek sıcaklık oluşturur. Bu testler, zor ve zaman alıcı olmasına rağmen, takım ömrü ve takım aşınması testleriyle oluşan sonuçlar arasındaki bazı ilişkileri kurar, takım ve işparçası performansının belirlenmesiyle muhtemelen daha iyi gösterir. Kesme kuvvetleri ölçümünde olduğu gibi, bunların ölçümünde de takım ömrü testlerinden daha az zaman ve malzeme gerekir ve özellikle ayırma amacı için oldukça uygundur. Bu kriter, sıcaklık ölçümlerinin düzenli ve tekrarlanabilir ölçümünün zorluğu nedeniyle yaygın kullanılmaz. 117
131 Talaş Debisi ve Talaş Oluşumu Testleri; Talaş debisi birim zamanda kaldırılan talaş miktarının ifadesidir. Talaş kaldırma oranı (Material Removal Rate) kısaca MRR olarakta ifade edilir. Talaş geometrisi ve ilerlemeye bağlıdır. Birimi genellikle mm 3 /dakika dır. Talaş kaldırma oranı güç ile de ilişkilendirilebilir. Birim zamanda daha fazla talaş hacmi kaldırmaya izin veren malzeme ve şartlar işlenebilirlik bakımından daha iyidir. Diğer taraftan talaş oluşumu testlerinde, işleme esnasında talaşın oluşma kolaylığı ve çevreye (takım, işparçası ve operatöre) zarar vermeden, kırılması dikkate alınır. Talaş oluşumu testleri tek başına kullanılmaz ve genellikle işleme esnasında ani durdurma aparatı ile alınan talaşın morfolojisine de bakılarak talaşın oluşumundaki malzeme davranışı hakkında yorum yapılır. Kolay talaş oluşumu, mesela daha düşük kesme kuvveti veya daha az takım aşınması verileriyle desteklenmedikçe tam belirleyici olmaz. Yukarıda anlatılan işlenebilirlik kriterlerinden en yaygın olarak, takım ömrü veya aşınması testi, kesme kuvvetleri testi ve yüzey bitirme testleri kullanılmaktadır. Bu testlerin yalnızca birisi incelenen malzemenin talaşlı işlenebilirliği değerlendirmek için yeterli olmaz. Çünkü bazı durumlarda bir test için uygun işlenebilirlik elde edilirken diğer bir test için işlenebilirlik verileri uygun olmayabilir. Bu yüzden talaşlı işlenebilirlik belirlenirken en azından bu üç temel test verileri birlikte değerlendirilmelidir. Geleneksel olarak ISO tornalama (ISO ) veya ASTM çubuk tornalama testlerinin çeşitleri işlenebilirlik değerlendirmesinde oldukça yaygın kullanılmaktadır. Bunlar tüm kesme parametreleri ve test prosedürü tek bir tarzda belirlenmediğinden oldukça genel testlerdir. Fakat basitleştirilmiş test stratejisi olarak, spesifik uygulamalar için optimize edilmiş daha basit test prosedürlerinin geliştirilmesi için mükemmel bir çerçeve sağlar. Bu testler zaman sarfiyatı ve bir büyük uniform malzeme tedarikini gerektirdiğinden, daha az zaman ve malzeme gerektiren test yöntemlerinin geliştirilmesine hala bir ilgi vardır (Stephenson ve Agapiou, 1997) Toz Metal Malzemelerin Talaşlı İşlenebilirliği Talaşlı imalatın elimine edilmesi T/M endüstrisinin süregelen hedeflerinden birisi olmasına rağmen ve T/M prosesinin en önemli avantajlarından birisi çok az ikincil 118
132 işlem gerektirmesi iken, birçok parça hala tolerans, daha iyi yüzey bitirme ve parça üzerindeki bazı geometrik unsurların oluşturulması amacıyla, bazı üretim sonrası ikincil işlemeye ihtiyaç duyar. T/M pazar incelemeleri tüm parçaların yaklaşık %60 ının işleme operasyonlarından birine ihtiyaç duyduğunu göstermiştir. Birçok parça presleme yönüne dik delikler, dar ve uzun oluklar, vida dişleri v.b. geometrik unsurları oluşturmak ve hassas boyut ve yüzey kalitesi için ilave işleme operasyonları gerektirir. Son zamanlarda T/M parçaların yaygın kullanımıyla, daha karmaşık şekiller T/M yöntemiyle üretilmekte bu ise ikincil işleme ihtiyacını arttırmaktadır. T/M parçaların, dövme ve döküm parçalarla karşılaştırıldığında, daha zayıf işlenebilirliği ve içerdiği farklı işleme zorluklarından dolayı işleme maliyetini % 20 oranına kadar arttırdığından son yıllarda oldukça önem kazanmıştır (Berg, 1997; Smith, 1998). Bunda, şüphesiz T/M malzemelerin farklı üretim tekniğinin sonucu olarak ortaya çıkan farklı malzeme yapısının etkisi büyüktür. Bu yüzden T/M parçalar işlenirken, başlangıçta benzer kompozisyondaki dövme malzemelerden %20-25 daha düşük ilerleme ve devir sayıları ile gerçekleştirilir (Smith,1998). TM malzemelerin zayıf işlenebilirliğine karşı, işlenmesindeki bir avantaj, talaş formunda kaldırılmak zorunda olan malzemenin, dövme ve dökme malzemelere göre genellikle daha küçük miktarlarda olmasıdır. T/M malzemelerin işlenebilirliğinin belirlenmesi için standart bir prosedür olmamakla birlikte, Metal Toz Endüstrisi Federasyonu (MPIF) tarafından T/M yapısal parçalar için hazırlanan malzeme standardında (MPIF 35) işlenebilirlikle ilgili bir prosedür belirlenmiş ve bu prosedüre göre yapılan deneylerle demir-esaslı yapısal T/M parçalar için işlenebilirlik sıralaması yapılmıştır. Buna göre, işlenebilirlik, verilen test şartları kullanılarak ve sağlıklı ön deney sonuçlarının normalize edilmesiyle, delinmiş delik sayısının ölçülmesiyle belirlenmiştir. TM çeliklerin işlenebilirliğinin ölçümü için normalize şartlardaki AISI 1045 çelikle karşılaştırılmıştır. AISI 1045 çeliği için 100 değeri verilmiştir çeliğinden daha zayıf işlenebilirliğe sahip TM çelikler 100 den küçük değer alırken, daha iyi işlenebilir TM çelikler (daha büyük delik sayısı) 100 den daha büyük değere sahiptir. İşlenebilirlik oranı aşağıdaki denklemden belirlenmiştir: 119
133 TM Çelikte Delinen Delik sayısı İşlenebilirlik Oranı = x 100 (1.28) 1045 Çelik Delinen Delik Sayısı Bu işlenebilirlik oranının belirlenmesinde kullanılan test şartları çizelge 1.14 de özetlenmiştir. Çizelge T/M malzemelerin İşlenebilirlik test şartları (MPIF 35, 2000) İŞLENEBİLİRLİK TEST ŞARTLARI Matkap Uç çapı 9.5 mm Kesici Konfigürasyonu M7 HSS, 118 uç açısı, parlatılmış Devir Sayısı 1250 devir/dakika İlerleme Oranı 0.23 mm/devir Soğutucu Yok Delik/Numune Geometrisi Numune kalınlığı 27 mm, kör delik derinliği 25.4 mm Takım Aşınma Kriteri Kesme Kenarı aşınması >0.38 mm veya Ucun kırılması Çizelge MPIF 35 e göre T/M yapısal Parçaların işlenebilirlik sıralaması TOZ METAL ÇELİKLERİN İŞLENEBİLİRLİK ORANLARI Malzeme İşlenebilirlik sıralaması FD FN FC FL FL FD FD MnS 55 FD MnS 66 AISI 1045 (Referans Malzeme) 100 FL FLN FLN MnS 114 FN FD F FC FC MnS 168 FL MnS 171 F FN MnS 181 FL MnS 184 FC MnS 201 FD MnS 220 FN MnS 220 F MnS 222 F MnS 263 FC IMP 286 FC MnS+IMP 305 FN IMP 310 F IMP 317 FC IMP 328 Not: IMP = Reçine emdirme (resin impregnation) 120
134 Çizelge 1.15 de listelenmiş işlenebilirlik oranları, g/cm 3 yoğunluk aralığında anlamlı bir fark bulunamadığından, yoğunluğun etkisini içermemektedir. Genelde, % 0.5 ten daha büyük karbon oranı işlenebilirliği azalttığı belirtilmiş ve çeliğe % 0.5 MnS ilavesi veya reçine emdirmeyi takiben sinterleme delmede işlenebilirliği iyileştirdiği ifade edilmiştir. MPIF 35 standardında bu prosedürle elde edilen işlenebilirlik sonuçlarının diğer işleme yöntemlerine uygulanıp/ uygulanmaması kullanıcı tercihine bırakılmıştır Araştırmalar, T/M parçaların yetersiz işlenebilirliğini, aralıklı kesme teorisi (porozite nedeniyle), sert-inklüzyon teorisi (yapıdaki sert partiküllerden dolayı) ve ısıl iletkenlik teorisi (poroziteden kaynaklanan) ile açıklama eğilimindedir. Bununla birlikte, bu teorilerde kabul edilen faktörlerin işlenebilirliğe katkısını belirlemek, bağımsız olarak değerlendirmek ve birbirinden ayırt etmek zordur. Zayıf işlenebilirlik, açıkça mekanik ve fiziksel özellikleri de etkileyen porozitenin varlığı ve homojen olmayan yapı nedeniyledir. Hem çekme mukavemeti hem de ısıl iletkenlik, porozite nedeniyle çarpıcı bir şekilde düşer. Daha düşük mukavemet sıklıkla daha iyi işlenebilirlikle sonuçlanırken, düşük ısıl iletkenliğin dezavantajı, daha düşük mukavemetin avantajlarından daha fazladır (Agapiou ve DeVries, 1988; ASM 16, 1997; Šalak v.d., 2005) T/M Çeliklerin Talaşlı İşlenebilirliğini Etkileyen Faktörler T/M çeliklerin işlenebilirliği, dövme ve döküm çeliklerle karşılaştırıldığında daha zayıf olarak kabul edilir. Fakat bu karşılaştırma teknik ve malzeme açısından durumu yeterli olarak açıklamaz. Demir-karbon malzemeleri (ve yalnızca son zamanlarda geliştirilen Cr-Mo çelikleri) hariç, T/M çelikleri genellikle alışılmış yapısal çeliklerle aynı alaşımları kullanmaz. Onlar ağırlıklı olarak, bakır, nikel, fosfor ve molibden ile alaşımlandırılır ve dövme/döküm çeliklere göre çok daha yüksek miktarlarda alaşımlanır. Eğer alaşım elementlerinin difüzyon çözülebilirliğindeki farklar göz önüne alınırsa, her iki baz malzeme sisteminin işlenebilirlik karşılaştırması, porozite hariç tutulursa, yeterli olmaz. T/M çeliklerin işlenebilirliği, özel, benzersiz fiziksel ve malzeme karakteristiği gösterir ve onlarla işlemeye maruz kalır. T/M çeliklerin işlenmesi, dövme çeliklerden daha fazla faktörden etkilenir ki bunların işlenebilirlik 121
135 hakkında yeterli tanımlaması yoktur. Bu yüzden T/M çeliklerin işlenmesinde, dövme çeliklerle benzer kimyasal kompozisyon veya mekanik özellikler için işleme şartlarının direk olarak kullanılması mümkün değildir. Bir T/M parçanın özelliklerini etkileyen birçok faktör arasında, çoğu zaman işlenebilirlik üzerine kesin etkiye sahip olanı seçmek mümkün değildir. TM parçaların işlenmesinde, sıklıkla aşırı takım aşınması ve buna bağlı yüksek maliyet ve zayıf yüzey bitirme ile sonuçlanır. Bu gibi durumlar için tam bir ispat yapılmamıştır. Sinterlenmiş kompaktların işlenmesi, çoğu durumda önceden tanımlanamayan ve incelenmesi yalnızca onun niceliğiyle sınırlı benzersiz problemler sunar. T/M malzemelerin işlenebilirliği, şekil 1.38 de gösterildiği gibi dövme ve döküm malzemelerin işlenmesinde de geçerli aynı faktörlere bağlıdır. Fakat ayrıca T/M malzeme ve üretim prosesinin hususi özelliklerinden de oldukça farklı etkilenir (Šalak v.d., 2005). MALZEME Mikroyapı Yoğunluk (Porozite) Yoğunluk dağılımı Alaşım Elementleri Matrisin mikro serliği İşlenebilirlik katkıları Baz toz tipi Karbon içeriği İŞLENEBİLİRLİK Talaş biçimlendirici Talaş açısı Yan Köşe şekli açısı Boşluk açısı Talaş derinliği Yüzey İşlemi Soğutucu İlerleme Kesme kenarının Kesme Takım ve Malzeme keskinliği hızı İş destek rijitliği İŞLEME ŞARTLARI KESİCİ TAKIM Şekil TM malzemelerin işlenebilirliğini etkileyen faktörler ve işlemede temel problemler (Ishikawa nın TM çelikler için işleme diyagramı) (Šalak v.d., 2005) Bunlar partikül boyutu, geometrisi, yoğunluk (porozite), homojenlik, kompaktlama ve sinterleme şartları, ikincil işlemler (ısıl işlem, infiltrasyon veya buhar işlemleri v.b.) gibi parametrelerdir. Bu T/M malzeme ve proses parametreleri kolektif olarak 122
136 işlenebilirliği etkiler. Burada ayrıca konvansiyonel çeliklerde de işlenebilirliği etkileyen önemli parametre olan, malzemenin mikro yapısı T/M malzemelerde daha da önem kazanmaktadır. Mikro yapıyı değiştirmek için uygulanan, çeşitli ilavelerle kimyasal kompozisyonun değiştirilmesi, çeşitli mekanik (duble presleme ve sinterleme, toz haddeleme v.b.) ve ısıl işlemlerin (sinter sertleştirme, buhar işlemleri v.b.) uygulanması, işlenebilirlik çalışmalarında önemli bir yer işgal etmektedir (Agapiou ve DeVries, 1988; Höganäs, 2004e; Šalak v.d., 2005). Bugün işlenebilirlik üzerine geliştirme ve araştırma için yapılan çalışmaların çoğu, porozitenin etkisi, çeşitli T/M proses değişkenleri, kimyasal kompozisyon, işleme değişkenleri ve malzemenin fiziksel özelliklerine odaklanmıştır (ASM, 1997). Bir parçanın bir kesici takımla tam etkinlik sağlanarak kesilmesiyle ilgili, üç problemin oluştuğu görülmektedir. Birinci problem, kesilen talaşların formasyonu, ikincisi takım ömrü problemi, üçüncüsü ise hassasiyet ve ürünün yüzey pürüzlülüğüdür. Tüm bu problemlerin paralel olarak iyileştirilmesiyle, kalite iyileşecek ve verimlilik artacaktır. İşleme prosesinin optimizasyonu için, etkili parametreleri tanımlanması gereklidir. Sinterlenmiş malzemelerin işlenebilirliğini etkileyen birincil önemli faktörler, onun özelliklerine dayanır ve işlenebilirliğin değerlendirilmesinde de göz önüne alınır. Bunlar daha detaylı olarak iki grupta incelenebilir (Šalak v.d., 2005): Sıkıştırma, sinterleme şartları ve sinterleme atmosferini kapsayan imalat ve prosesleme tekniği Başlangıç demir tozu ve alaşım elementleri, toplam alaşım kimyası, sonuç mikroyapı, mekanik özellikler ve porozite (şekli, boyutu, gözeneklerin ve metaldışı kalıntıların dağılımı Tüm bu faktörlerden, alaşım kimyası ve mikroyapı, işlenebilirliği etkileyen en önemli faktörler olarak karakterize edilmiştir. Dolayısıyla bu iki parametrenin değişmesine yönelik işlemlerin tümü malzemenin diğer özellikleri yanında talaşlı işlenebilirliğini de etkileyecektir. Tüm malzemelerin çeşitleri ve toz metal prosesinde yaygın prosesleme şartları düşünüldüğünde, TM malzemelerin işlenebilirliğinin karmaşıklığı görülebilir. TM çeliklerin işlenmesinden elde edilen her bir sonuç, bu 123
137 problemi daha net yapmak için ve muhtemel genel işleme test şartlarını standartlaştırmak için bir gayrettir İşlenebilirliğe T/M Proses Karakteristiğinin Etkisi Bir T/M parçanın üretimi geleneksel malzeme üretiminden farklı adımlar içerir. Bu adımların hepsi malzemenin mikro yapı ve nihai özelliklerinde farklı etki oluşturduğundan dolaylı olarak işlenebilirliği de etkileyebilir. Tozların üretim yöntemi ve buna bağlı olarak şekli ve boyutu, toz hazırlama tekniği (ön alaşımlama, difüzyon alaşımlama v.b.), karıştırma, kompaktlama ve sinterleme proses parametreleri ayrı ayrı T/M parça özelliklerini ve nihayetinde teknolojik özellik olarak işlenebilirliği etkileyecektir. TM malzemelerin üretiminde katkısı olan tüm teknolojik ve fiziksel-metalurjik prosesleme karakteristiğinin etkisi, işlenmiş parçanın final özelliklerinde belirli bir biçimde olaya karışmaktadır. Bu TM parçaların işlenebilirlik testi için onların dikkate alınması anlamındadır. İşlenebilirlik üzerine proses faktörlerinin etkisi, yalnızca sinterlenmiş parçanın final özellikleri içerisinde değerlendirilebilir. Sıkıştırma; Sıkıştırma basıncı ve tekniğinin, sinterlenmiş çeliklerin işlenebilirliği üzerine etkisi, bir TM parçanın ana unsuru olarak işlenebilirliği bozan, yoğunluk/porozite sonuçlarıyla dolaylı olarak ifade edilebilir. Özellikle, yüksek yoğunluk ve yüksek ham mukavemet elde etmek amacıyla demir bazlı tozların sıkıştırılması, ılık sıkıştırılmış durumda, ham işlenmesi için ön koşuldur. Sinterleme; fiziksel, mikroyapısal ve mekanik özellikler arasında onun işlenebilirliğini büyük oranda genişleten zamana etkisine ilişkin, düşük, orta ve yüksek sıcaklıkta kompaktların sinterleme etkisi, sinterleme aracılığıyla elde edilir. Sinterleme parametrelerinden fazlaca etkilenen belirli alaşım elementlerin dağılımı, işlenebilirlik üzerine belirgin bir etkiye sahip olabilir. Endüstriyel pratiklerde kaçınılmaz bir biçimde oluşan, sinterleme şartlarındaki değişimler, mekanik ve fiziksel özelliklerdeki değişimden dolayı, işlenebilirlikte önemli farklara neden olabilir. İşlenebilirlikteki değişimler, sıcaklık, zaman, sinterleme atmosferinin kompozisyonu ve soğutma hızı gibi sinterleme şartlarındaki küçük farklar ile iyileştirilmiş işlenebilirlik için ilave edilen farklı bileşenler nedeniyle olabilir. Eşit 124
138 şartlar altında farklı imalatçılardaki sinterleme de, parça özelliklerinde ve işlenebilirlikte önemli farklılıklara neden olabilir. Özellikle sinterleme şartlarıyla bağlantılı olarak, sinterlenmiş parçanın soğutma hızı, özellikle karbon içeren çeliklerde sertlikteki değişim ve kompaktın açık porozite yüzeylerinin oksidasyon ihtimali nedeniyle işlenebilirlik üzerinde önemli etkiye sahiptir. İşlenebilirlik, parçalar aşırı sinterlenmiş veya sinterlenmemiş olduğunda da etkilenecektir. Sinterleme Atmosferi; Bir malzemenin sinterlenmesinde kullanılan sinterleme atmosferinin tipi, toz karışımının başlangıç oksijen içeriği, malzemenin son özellikleri ve sonuçta sinterlenmiş oksijen içeriği ile ilişkili düşünülmelidir. Bu bakış açısından işlenebilirlik üzerine sinterleme atmosferinin etkisi, bazı durumlarda oldukça önemli olabilir. Atmosfer ve malzeme bileşenleri arasındaki reaksiyon nedeniyle sinterleme prosesi süresince oluşabilen, oksijen, nitrojen ve karbon içeriğindeki herhangi bir değişim; kimyasal ve mekanik özellikleri dolayısıyla da baz alaşımlama ve prosese bağlı olarak parçanın işlenebilirliğini etkileyecektir. Atmosferin baz kompozisyona bağlı olarak sinterlenmiş malzemenin özelliklerine bazı yaygın etkileri Šalak v.d., (2005) a göre şunlardır: Endotermik gaz atmosferinde veya diğer bir yüksek karbon içeren karbürleme atmosferinde sinterlenen malzemeler, hidrojen-nitrojen veya saf hidrojen atmosferinde sinterlenmiş malzemelerden daha zayıf işlenebilirliğe sahiptir. Benzer etki, örneğin düşük alaşımlı çelikler için saflaştırılmamış çözülmüş amonyak fakat paslanmaz çelikler için sade N 2 veya N 2 -H 2 gibi, nitritleme atmosferiyle bulunur. Malzeme özelliklerini etkileyen, atmosfer sonuç olarak karbon (ve/veya nitrojen) içeriğini de etkiler. Atmosferden etkilenmiş olarak sinterlenmiş parçanın yüzey tabakasının dekarbürizasyonu ve karbürizasyonu işlemede çeşitli derecelerde büyük problemlere neden olabilir. Dekarbürizasyon konusunda, hidrojen eğer nem ile kirlenmiş değilse, direkt dekarbürizasyon aracı olmadığına dikkat etmek gereklidir. Prensipte, hidrojen metan (2H 2 + C = CH 4 ) gazına dönüşmek için karbonla reaksiyona girer. Fakat bu reaksiyon, nemin etkisiyle karşılaştırıldığında pratikte önemsizdir. Hidrojenin yeterince kuru olmadığı (veya eğer hava ısıtma bölgesine nüfuz edebildiği) durumda, 125
139 karbon seviyesinde önemli bir azalma, hidrojenin termodinamik stabilitesinin CO artarken sıcaklıkla azalmasından dolayı daha yüksek sıcaklıklarda daha etkili olan (C + H 2 O = CO + H ) reaksiyonundan kaynaklanacaktır. Böylece, daha yüksek sinterleme sıcaklıklarında dekarbürizasyondan kaçınılması, daha zor olacaktır. Bu çoğu zaman, atmosfere (tipik olarak N 2 -H 2 ) karbürizasyon bileşeninin (metanol, propan) ilavesiyle yapılır. Fakat burada, sinterleme sıcaklığında tam optimum olan karbon potansiyelinin, düşük sıcaklıkta kuvvetle karbürize olduğu ve böylece yüzey karbürizasyonunun özellikle yavaş soğutma süresince oluşabileceği, işlenebilirlik üzerine sonuç etkisiyle düşünülmelidir. Bugün, TM parçaların kasıtlı olmayan karbürizasyonu, dekarbürizasyondan daha çok bir problemdir. Sinterlenmiş parçalarda karbon azalması, alaşım elementleriyle bağlantılı da olabilir. Örneğin Cu, Mn ve Cr karbonun aktivitesini azaltırken, Si ve Ni karbonun kimyasal aktivitesini artırır. Ni ve Si un varlığı doymuş ostenitin (ve perlitin) karbon miktarının azalmasıyla sonuçlanır. Bu nedenle, nikel içeren TM çeliklerine % 0.7 den daha fazla karbon ilavesinden, tane sınırlarında herhangi bir kırılgan karbür oluşum ihtimalinden korunmak için ve kalıntı ostenitin daha yüksek miktarının oluşumunu önlemek için kaçınılmalıdır. Sinterleme fırınlarının farklı tasarımlarıyla ve çoğu durumda atmosfer akışının yüksek tutulmasıyla, parça özelliklerinde büyük farklar oluşabilir. Bu gibi durumlarda mikro yapı mesela karbonlu bakır alaşımlı malzemeler için, ferrit-perlit karışımından ostenit-bainit aralığında olabilir. Nikel ve molibden içeren difüzyon alaşımlı tozlar, nispeten düşük soğutma hızlarında sert fazların oluşumuna izin verir. Bu doğal oluşumların çeşitliliğinde, standart işleme prosedürünün kurulması ve henüz iyi takım ömrü, yüzey bitirme ve sabit üretim oranı elde etmek gerçekte imkânsızdır. Bundan dolayı, yüzey alanı ve sinterlenmiş parçanın merkezi arasındaki özellik farklılıkları, yüksek yoğunluktaki parçalarda (içerdeki kapalı gözeneklerle atmosferin yetersiz teması) yüksek hacim parça, boyut ve geometride oluşabilir. Yüksek yoğunluk ve büyük kompaktlar, iç kısımlarda önemli derecede daha yavaş ısıtma oranı nedeniyle, iç kısımda kötü sinterleme oluşacak böylece izotermal sinterleme zamanı (eğer tüm bünyede nominal sinterleme sıcaklığına ulaşılırsa) büyük ölçüde düşecektir. Bu nedenle ideal denge aşaması, tamamen yalnızca parçaların kabuğu için geçerlidir. 126
140 Sinterleme atmosferi ve işlenebilirlik açısından bazı kritik sonuçlar kısaca aşağıda verilmiştir (Šalak v.d., 2005): Dekarbürizasyon ve karbürizasyon-en iyi yüzey kalitesi, nitrojen, endotermik gaz veya 80N 2 20H 2 atmosferiyle elde edilmiştir; yüzey bitirme daha yüksek (%0.8 C) içerikle de iyileştirilebilir. Tornalamada takım kuvvetleri, 95N 2-5H 2 atmosferinde, örneğin hidrojennitrojenin birisiyle karşılaştırıldığında daha düşüktür. Nitrojen bazlı bir atmosferde, karbür ve nitrür oluşturan Mo, Cr, V gibi elementlerle alaşımlanmış malzemelerin sinterlenmesi, bu alanda oldukça az deneysel çalışma olmasına rağmen, parçanın işlenebilirliğinin bozulmasına neden olabilir. Sinterleme atmosferindeki hidrojenin azalmasıyla, eğer bazı formlarda kükürt malzemede mevcutsa, yüzey katmanında daha fazla kükürt tutulur. Bazı kompozisyonlarda, TM parçalarının işlenebilirliğini optimize etmek için sinterleme atmosferinin uygunluğu, istenen işlenebilirlik testinin tipine bağlıdır. İşlenebilirlik değerlendirmesi için yöntem, çoğu zaman parça üreticileri tarafından belirlendiğinden, en iyi toz kompozisyonu ve sinterleme atmosferi, her bir işleme operasyonu için optimal sonuçları verebilecek şekilde seçilmelidir T/M Malzemelerde İşlenebilirliğe Malzeme Karakterizasyonunun Etkisi İşlemede en önemli konulardan birisi, işlenebilirlikle ilgili işparçası malzemesi özelliklerinin karakterizasyonu için olasılıklardır. Kimyasal kompozisyon ve proseslemenin sonucu olarak mikroyapı, yüzey karakterizasyonu, inklüzyonlar veya porların varlığı, hepsi farklı derecelerde işparçasının işleme karakteristiğini etkileyecektir. Gerçekte tüm preslenmiş ve sinterlenmiş malzemelerin zorunlu bir unsuru olan porozite, TM çeliklerin işlenebilirliğini etkileyen ana faktör olarak kabul edilir. Porozitenin Etkisi; Sinterlenmiş malzemelerin porozitesi, sıklıkla ve ilk olarak onun işlenebilirliğini bozan önemli bir faktör olarak sayılır. Genelde, işleme gibi 127
141 operasyonlar konvansiyonel TM parçaların doğal porozitesinden güçlüce etkilenir. Porozite yalnızca malzemenin fiziksel ve mekanik özelliklerini değil aynı zamanda işlenebilirliğini de etkiler. Bu yüzden dövme ve TM çeliklerin işlenebilirliği arasındaki farklar, çoğu zaman oldukça basit açıdan, onun diğer fiziksel ve mekanik özellikleri üzerine etkili yapısındaki porozitenin varlığıyla açıklanır. TM çeliklerin işlenebilirliği üzerine porozitenin etkisi hakkındaki bu fikri, işlenen parçayla ilgili diğer faktörlerden bağımsız değerlendirmek, ayırmak ve onun kesme prosesi üzerindeki gerçek etkisini belirlemek zordur. Porozitenin kesme prosesine etkileri özet olarak şu şekildedir (ASM, 1998; Carmen, 1999): Malzemenin ısıl iletkenliğini azalttığı için kesme bölgesinde ısı birikmesi sonucu, hızlanmış takım aşınması, Kesme yağının emilmesine izin vererek, takım-işparçası ara yüzeyindeki sınır yağlamanın minimize olması, Mikro düzeyde takımın kesme kenarı ile iş parçası arasındaki temasının kesintili (aralıklı) olması ve böylece sürekli yük değişimlerine, mikro şoklara ve titreşimlere maruz kaldığından takım aşınması hızlanmasına neden olur, Sinterleme ve ısıl işlem esnasında oksit oluşumu için uygun alanlar oluşturarak, T/M malzemede kalıntı seviyesine katkı sağlar, Eğer sinterleme prosesi rijit olarak kontrol edilmezse, karbür ve ayrılmış perlit oluşumuna izin verir. Talaş oluşumunu ve talaş sürekliliği etkiler. Porozitenin işlemeye karşı bu olumsuz etkileri, işleme süresince yoğunluk, kompozisyon ve malzeme mikroyapısına bağlı olarak değişir (ASM, 1998). Bu yüzden işlenebilirlik üzerine şu andaki çalışmalar ve geliştirme aktivitelerinin çoğu, bir sinterlenmiş parçada porozitenin etkisi üzerine odaklanmıştır. Porozitenin yanında ilgili tüm faktörlerin ayrıntılı karşılaştırmalı analizi, probleme diğer bir bakış açısını gösterir. Fakat, porozite ve malzeme işlenebilirliğiyle ilgili ayrıntılı çalışma, genelde yok görünmektedir. Bir malzemenin porozitesinin (yoğunluğunun) nispeten basit olarak belirlenmesi, yapılacak olası analizler ve işlenebilirlikle ilgili bir avantajdır (Šalak v.d., 2005). 128
142 Genelde, bir poroz malzemenin daha yüksek bağıl yoğunluğunun, işlenebilirliği iyileştirdiği belirtilir. Bir malzemenin tam yoğun yani sıfır poroziteli olduğu yaklaşımı, işlenebilirliğin uygun özelliklerde dövme malzemelere yakın olabileceğini varsayar (Şekil 1.38). Fakat farklı kompozisyonlarla ilgili bu durumun doğrulanması hala tam yapılamamıştır. Talaş Kesici takım a) Gözenekler Talaş Kesici takım b) Şekil Gözenekli ve tam yoğun parçalar için kesme işleminin şematik gösterimi Agapiou ve DeVries (1988) makalelerinde demirin tornalanmasında poroziteyle serbest yüzey aşınmasında artmanın, % bağıl yoğunluk aralığında oluştuğunu, fakat % aralığında yoğunlukla takım aşınması arasında ilişki olmadığını hem tornalama hem de delme için belirlemişlerdir. Ayrıca diğer bir çalışmada da (Sten- Ake, 1969) sinterlenmiş çelik malzemelerin g/cm 2 aralığındaki yoğunluğun takım aşınmasını etkilemediğinin bulunduğunu ifade etmişlerdir. Diğer bir çalışmada T/M 304L paslanmaz çelik malzeme için yoğunluğun % 90 dan % 64 e azalmasıyla matkap serbest yüzey aşınmasının arttığı deneysel olarak belirlenmiştir (Agapiou v.d., Agapiou ve DeVries, (1988) yaptıkları çalışmada daha önce Shaw ve Oxford (1957) tarafından geliştirilen tam yoğun malzemelerin tornalanmasında iki farklı malzeme için kesme kuvveti veya spesifik kesme enerjisinin ilerleme oranıyla ilişkisini belirleyen denklemi poroz malzemeler için uyarlamışlardır. µ 1 = (f 2 / f 1 ) 0.2. µ 2 (1.29) Burada; µ: spesifik kesme enerjisi, f: ilerleme oranıdır. Bu yaklaşıma göre 129
143 porozitedeki artış sonucu malzemenin mukavemetini azaldığı için, porozite işleme süresince kesme kuvvetlerini de etkiler. Böylece kesme kuvveti teorik olarak porozitenin artmasıyla azalır. Buradan iki farklı poroz malzemedeki porozite dikkate alınarak aşağıdaki denklem türetilebilir: µ 1 = ( f 2. S 1 2 / f 1. S 2 2 ) 0.2. µ 2 (1.30) Burada; S 1 ve S 2 iki farklı yoğunluktaki malzeme için ortalama gözenek aralığıdır (Şekil 1.39). Malzeme içerisindeki gözenek sayısı % dan daha yüksek porozite seviyesinde olduğunda, önemli oranda değişmeyebilir ancak onların boyutu artar ve çoğu iç bağlantılı hale gelir. Sonuç olarak malzeme içinde gözeneklerin homojen Şekil İşparçası içine düzenli dağılmış gözeneklerle kesme bölgesinin şematik gösterimi (Agapiou ve DeVries, 1988) dağıldığı kabul edildiğinden son yazılan denklem geçerlidir. Bu denklem spesifik kesme kuvveti veya kesme kuvveti üzerine porozitenin etkisinin tahmininde kullanılabilir. Bu ampirik denklem birçok deneysel sonuçlarla desteklenmiştir. Denklem daha sonra delme prosesi için modifiye edildiğinde: µ 1 = [ d 2. f 2. S 1 2 / d 1. f 1. S 2 2 ] 0.2. µ 2 (1.31) şeklini alır. Burada d ve f sırasıyla matkabın çapı ve ilerleme oranıdır. Capus ve Fournel (1981) tarafından yapılan bir çalışmada sinterlenmiş demir malzemelerin delinmesi süresince, bağıl yoğunluğun % 89 dan 82 ye azalmasıyla tork % 25 oranında azalmıştır. Bu gibi birçok deneysel çalışma göstermiştir ki malzemenin 130
144 yoğunluğu arttıkça kuvvet ve tork artmış, porozite arttıkça da düşmüştür. Ancak bu ilişki lineer olmayıp belirli yoğunluk aralığında farklı olmaktadır. Örneğin orta yoğunluk (% 65-85) aralığında daha belirgin, ancak düşük ve yüksek yoğunluk aralığında daha küçük oranlarda olduğu ifade edilmiştir. Metalürjik incelmeler ise, yeni oluşan yüzeylerde iş sertleşmesi, kesme kenarının altında ve delik cidarlarında yoğunlaşma olduğunu göstermiştir (Agapiou ve DeVries, 1988). Bu faktörler TM malzemelerin işlenebilirliğinin değerlendirilmesinde dikkate alınmalıdır. Bir malzemenin işlenebilirliğine porozitenin etkisi, detaylı mikro yapı karakterizasyonuyla paralel değerlendirilmelidir. Genelde, basitçe işlenmiş kesme prosesiyle takım malzemesinin hasar mekanizmasına aldırmadan kesme etkinliğinin kaybolmasına neden olan parça boyunca veya kesitindeki yoğunluk (porozite) değişimleri şeklindeki porozite-işlenebilirlik ilişkisine dikkat etmek gereklidir. İşlenmiş parçanın boyutsal hassasiyeti de poroziteyle azalır. Şu anda, sinterlenmiş bir parçanın işlenmesinde porozitenin direkt etkisi mekanizmasını en kapsamlı açıklayan iki teori gösterilebilir. Birincisi, dövme (tam yoğun) malzemelerin makro aralıklı kesilmesine benzer olarak işlenebilirliği bozmasıyla ve porozitenin poroz bünyede aralıklı kesmeye neden olması fikrine dayanan aralıklı kesme teorisi dir. İkincisi ise işlenmiş yüzeylerin deneysel analizine dayanan, yeni şekillenmiş yüzeyin alt yüzey alanının plastik deformasyonunu gösteren deformasyon kesme teorisi dir (Šalak v.d., 2005) Aralıklı Kesme Teorisi Porozitenin bozucu etkisinin, takım kenarının gözenekler içinden geçerek hemen metalik faza girmesi, metalik fazı yarmasıyla sürekli aralıklı kesmeye yol açtığı ve mekanik ve termal yorulmayla sonuçlanan bu kesik kesik yükleme-boşaltma etkisinin, takım aşınmasını hızlandıran istenmeyen tırlama ve titreşimleri ürettiği kabul edilmektedir. Bu, kesme için diğer yönlerle ilişkili olması gereken, zayıf yüzey bitirmeye yol açar. Tornalamada, bir takım kullanarak aralıklı kesme etkisi düşüncesi, şekil 1.40 da gösterilmiştir. Veriler, işlemenin kesinlikle aralıklı olması durumunda, porozitenin etkisi üzerine farklı açıklamalar sunmaktadır. Bu takım ve işparçası arasındaki süreksiz temas sırasını gösterir. Bu fikre göre takım bir 131
145 gözenekten diğerine geçerek (aralıklı kesme) malzemeyi keser. Bu etki, takım kenarı gözenek içinde yükten boşalmış olarak işparçasını ayırdığından ve metale yeniden girer girmez hızlıca yüklendiğinden oldukça önemli kabul edilir. Kesici kenar üzerindeki bu ardışık küçük çarpma etkisi, darbe yorulma mekanizmasıyla sürekli kesme operasyonlarından daha hızlı takım hasarına neden olmalıdır. Bu istenmeyen tırlama ve titreşim üretmeli ve daha kısa takım ömrüne yol açan kesici kenara düzensiz rejim ortaya çıkarmalıdır. Porozite de mikroskobik şok ve kesici kenara darbe yüklemeler ortaya çıkarır. Şekil Gözenekli T/M malzemenin şematik işlenmesi (Šalak v.d., 2005) Keskin kesici takım kenarı mikroyapıda bir gözenekle karşılaştığında, onun küçük bir kısmı elastik olarak rahatladığından, gözeneğin diğer tarafında malzemeyle temasa geçtiğinde, çarpma yükü tekrarlar. Bu mekanik ve ısı etkisi kesici kenarın mikro yorulmaya maruz kalmasıyla sonuçlanır. Bazı çalışmalar, dövme çeliklerle karşılaştırıldığında sinterlenmiş bir malzemede gözeneklerin daha büyük yüzey alanından dolayı, aşınmayı hızlandırabilen, takım ve işparçası arasındaki fiziksel ve kimyasal reaksiyon potansiyelini muhtemelen artırdığını kabul eder. Bu talaşla takım arasındaki temas yüzeyinin daima eşit olduğu durumda oluşmaz. Fakat aralıklı kesme tartışıldığında, TM parçaların işlenmesinde, kesme kenarının uğraşılan alanının ortalama gözenek boyutundan yeterince büyük olmasına dikkat etmek gerekir. Genelde, gözenekler kesme bölgesinde takım temas alanının en az 20 katı daha küçük boyutta 1 10µm, yalnızca ileri durumlarda 100µm a kadar olma eğilimindedir. Tüm durumlarda malzemeyle takım teması belirli gözenek boyutundan oldukça büyüktür. Bu yüzden aralıklı kesme oldukça sınırlı 132
146 minimumdur. Bu teorinin deneysel olarak doğrulanması basit olmadığından, belki de bu nedenle hala eksiktir. Bu yüzden, aralıklı kesme modelinin, takım/işparçası sisteminin dinamik karakteristiğini yeterli açıklamadığı görülmektedir. Kesme prosesi aralıklı olarak karakterize edilememesine kanıt, toz partikül boyutundan dolayı talaşların oldukça küçük olmasıdır (Šalak v.d., 2005) Deformasyon Kesme Teorisi Dövme çeliklerinin işlenmesinden bilindiği gibi tüm işleme proseslerinin sonucu, kendine has yüzey deformasyonu ve işparçası üzerinde iş sertleşmiş tabakanın oluşmasıdır. Bu, geometrik olarak tanımlı kesme kenarı bulunan bir takımla kesmeden sonra basma gerilmeleri ve çekme gerilmelerinin yüksek seviyesinin ortaya çıkmasıyla birlikte oluşan bir olaydır. Bu tabakanın özellikleri, işparçasının başlangıçtaki fiziksel-kimyasal özellikleriyle karşılaştırıldığında önemli derecede değişebilir. Dövme çeliklerin işlenmesi süresince şiddetli deformasyon ve sonuçta iş sertleşmesi oluştuğu görülmektedir. İşlenmiş tabaka, işparçası malzemesi üzerinde kesici kenarın mekanik-ısıl etkisiyle oluşur. Bu dövme çelikler için Weber ve Loladze (1986) ye göre aşağıda gösterildiği gibidir: emilme tabakası, oksit tabakası (t 1..30nm) gerinme (akış) tabakası, kuvvetlice sertleşmiş tabaka (t 1..5µm) iş sertleşmiş yüzey tabakası (t v µm), işleme gerilmelerinin tutulduğu alan Bu inceleme, mikrosertlik ölçümlerine ve gerilme oluşumunun X-ray analizine dayanmaktadır. Bu, işlenmiş tesadüfi tabakanın yüksek plastik deformasyonunun dislokasyon yoğunluğunda önemli artışlara neden olduğunu da göstermiştir. Alaşımsız çeliklerin dönüşüm tabakalarının, martenzitle bağlantılı sertlikle oluşabildiği bilinmektedir. Ferrit-perlit çeliklerinin kesilmesi süresince, sünek ferrit taneleri tabakanın toplam deformasyonuna daha fazla katkıda bulunur. Yüzeye yakın sementit lamelleri daha sık tahrip olur (Šalak v.d., 2005). Tüm işleme proseslerinin sonucu olarak, yüzey bitirmesini kapsayan sonraki tüm işlemleri etkileyen, işparçasındaki gerilme durumu önemli derecede artar. Dövme 133
147 çelik parçanın işlenmiş yüzeyinin bu karakteristiğinin sinterlenmiş parçalara da uygulanmaması için bir sebep yoktur. TM işparçalarının özelliklerinde bu gibi durum aralığında, eğer mikroyapı heterojenliği dikkate alınmazsa, poroziteden kısmen etkilenir. Kesme şartlarına bağlı karmaşık karakteriyle dövme çelik yüzeyinin deformasyonuyla ilgili bu bilgi, başlıca işparçası malzeme özelliklerindeki fark hakkında TM kesme prosesinin incelenmesi için bir temel olarak kabul edilebilir. Bu açıdan porozitenin etkisi hakkında sinterlenmiş çelikler için de geçerli olabileceği anlamındadır. Bahsedilen bilgiye göre, deformasyon kesme teorisi sinterlenmiş parçaların işlenebilirliği üzerine porozitenin etkisini daha belirgin olarak açıklamasını, bazı deneysel gözlemlere dayanarak söylemek daha büyük kesinlikte muhtemeldir. Çok az veya hiç porozitesiz işlenmiş malzemelerde yapılan incelemeler, yeni işlenmiş yüzey altında bir tabakanın varlığını gösterir. Kesici takımın etkisi, kalıntı poroziteyi kaldırmak için yeterli malzemeyi sıkıştırmıştır. Alt yüzey alanının deformasyonu, görünen porozitenin azalmış derinliği ölçülebilir iş sertleşmiş tabakanın derinliğini aşmasına rağmen, işlenmiş yüzeyin kesiti üzerinde görülebilir ve mikro sertliğin ölçümüyle belirlenebilir (Šalak v.d., 2005). Sinterlenmiş poroz bir parça kesildiğinde, malzemenin dövme çeliklerden daha büyük bir alanı, porozite zararına, deforme olur. Bir poroz malzemede daha büyük deformasyonun gerçekleşmesi için, daha yüksek bir kuvvetin malzemeyi taşımak ve porları doldurmak için gerekli olduğu kabul edilir. Bu duruma ters, yani daha yüksek poroziteli malzeme daha düşük kesme kuvvetiyle işlendiğine dair bazı sonuçlar, başlıca delme testlerinde elde edilmiştir. Bu daha düşük kuvvet, poroz bir malzemede deformasyon süresince malzemenin taşınması için gerekli olan anlamındadır. Bu düşünce gerçek kesme şartları ve malzeme özellikleri dikkate alınmaksızın sunulmuştur. Deforme olmuş malzeme, daha yüksek sertlik gösterir ve bu tabakanın kesilmesi deforme olmamış malzemenin kesilmesine göre daha yüksek kuvveti gerektirir. Porozitenin artmasıyla, deforme olmuş tabakanın genişliğinin artması arkasından gelir, fakat deforme olmuş tabakanın mikrosertliği, düşük poroziteden daha düşük olabilir, çünkü kuvvet ilk olarak, daha düşük iş sertleşmesinde gözeneğin içine malzemenin taşınması (itilmesi) için kullanılır. Porozitenin azalmasıyla kesme bölgesindeki malzemenin deformasyon durumu, malzemenin taşınmadığı, dövme malzemelerin durumuna yaklaşır (Šalak v.d., 2005). 134
148 Gözenek deformasyon bölgesinin varlığı, takım kesme kenarının, gaz geçirmez işlenmiş düz yüzeyle sonuçlanan tam yoğun malzemeyi gerçekten kestiğini doğrular. Daha fazla gözenekli malzeme, bu durumda daha uzun takım ömrü, daha düşük kesme kuvveti verir, böylece alt yapının deformasyon kolaylığı sonuç olabilir. Bu, bileşke deformasyonu azaltan işleme şartlarının, yani malzemenin basitçe gözenek içine ötelenmesi durumunda, daha yüksek poroziteli malzemede takım ömrünü artırma eğilimi vasıtasıyladır. Bu sonuçlar, eğer mikroyapı dikkate alınmazsa, daha yüksek işlenebilirliğe dair fikirlerle çelişir. İşlenebilirlik üzerine porozitenin etkisini açıklayan deformasyon kesme teorisi, dövme çeliklerle karşılaştırıldığında % 1 8 poroziteli Fe-0.8C malzemenin m/dak kesme hızı ve 0.6 mm ilerleme oranıyla tornalanmasında oluşan talaşın yoğunlaşmasını (su taşırma yöntemi) ölçülmesini de sağlar. Talaşın yoğunlaşması parçanın daha yüksek porozitesiyle artar. Talaş yoğunluğundaki değişim, kesme bölgesindeki sıcaklık artışından da etkilenir. Sıcaklık artışı, daha yumuşak olan bölgede malzemenin mekanik mukavemetini azaltır. O malzemenin deformasyona direnci, takım kesme ağzı ile talaş arasındaki sürtünme ve yoğunluktaki artışla azalır. Bu karakteristik özellikle m/dak kesme hızlarında sağlanır. Delmede de altyüzey alanının deformasyonu gözlenir ve iş sertleşme mikrosertlik ölçümleriyle belirlenir. Ferrit-perlit (Fe-C) çeliğinde delik yüzeylerinin kesitinde, nispeten daha büyük deformasyon sünek ferrit tanelerinde görülür. Daha büyük deforme olmuş alanda, delmenin malzemenin daha büyük plastik deformasyonuyla oluştuğu, bu bölgede görülen karakteristiktir. Görüldüğü gibi, yeni üretilmiş delik yüzeyi iş-sertleşmiş, delik yüzeyleri boyunca ve kesme ağzının altında yoğunlaşmıştır. Yoğunlaşma genişliği, poroziteyle ve takım aşınmasıyla artar. Henüz delinmiş yüzeylerdeki deformasyon ve iş sertleşmesi, mikrosertlik ölçümleriyle doğrulanmıştır Deforme olmuş delik yüzey alanının mikrosertliğindeki artış, işlenebilirlik üzerine porozitenin etkisi açıklayan deformasyon kesme teorisiyle uyuşmaktadır. Mikrosertlikteki artış, bu katmanın yeni metalurjik özelliklere sahip olduğu ispatlanmiş olarak, büyüktür. İşlemede kesme çevriminin ardından, deformasyon kesme teorisine göre yeni özelliklerle deforme olmuş malzemede oluştuğu, aralıklı kesme teorisinden sonraki durumda ise deforme olmamış olduğu, 135
149 kabul edilebilir. Bu Yüzden eğer deformasyon yoğunlaşmaya ilaveten oluştuğunda, sinterlenmiş çelikler (işleme ostenitik çeliklerde yapıldığında) önceki pasoda deforme olmuş tabakanın ardından kesmeye devam etmek için daha büyük ilerlemeyle işleme yapılması gerektiği sonucuna varılabilir. Fakat eğer deformasyon oluşursa, kesme deforme olmuş ve iş sertleşmiş malzemede yapılacağından, ilerlemenin etkisi olmamalıdır (Šalak v.d., 2005). Deformasyon kesme teorisine göre, malzeme yoğunluğunun artmasıyla, ilerleme kuvveti (thrust force) ve tork lineer olarak artar. Yine bu teoriye göre, düşük yoğunlukta kesme kuvvetleri düşüktür çünkü aşırı iş sertleşmesi malzemede çatlaklara sebep olur ve onu kırılgan yapar. Düşük yoğunlukta kesme kuvvetlerindeki ilk artma, onun yoğunlaşmasının sebep olduğu malzemedeki iş sertleşmesi nedeniyledir. Yoğunluktaki artışla, malzeme daha mukavemetli hale gelir ve iş sertleşmiş tabakanın büyümesi azalır. Daha az çatlak oluşur, malzemeyi kesmek için gerekli kuvvet, malzemenin iç direnci nedeniyle artar. Yüksek yoğunlukta, takım etkisi altındaki yoğunlaşma azalır ve yoğunlaşmış tabakanın sertliği parçanın yoğunluğundan bağımsız hale gelir. Uygulanan gerilme, takımla temas haline gelen yüzeyin kaynak olmaksızın, gözenekleri kapatmaya zorlar (Šalak v.d., 2005). Deformasyon kesme teorisinin basitleştirilmiş bu açıklamasıyla bağlantılı olarak, deforme olmuş bölgenin genişlemesinin büyük oranda etkileneceği, malzemenin kimyasal kompozisyonunun değişeceği ve mikro yapının final heterojenliği mesela farklı oranlarda yumuşak ve sert fazların oluşması dikkate alınmalıdır. Alt yüzey deformasyonu, işleme operasyonlarında malzeme için oldukça düşük kesme hızı/ilerleme rejimleri kullanılarak minimize edilebilir. Eğer deformasyondan kaçınılırsa, malzemede elastik toparlanma önemli olmaz ve matkap ucu veya kılavuzun sıkışma ve kırılması için daha az eğilim olur. Tornalama süresince TM numunelerin deformasyonundan kaçınmak, kesme hızlarının delmede kullanılana göre 10 kat fazla olduğunda mümkün değildir. Aralıklı kesme teorisiyle ilgili olarak, iç bağlantılı porozitelerin kesme sıvısının kesme alanından kaçması için bir yol sağladığı kabul edilir. Bu onun kesme kenarını yağlama ve soğutma kabiliyetini azaltır. Kesme alanındaki talaşları temizleme kabiliyetini de azaltabilir. Deformasyon teorisi dikkate alındığında, bu etki en az düzeydedir, çünkü işlenen yüzey, yoğunlaşır 136
150 ve böylece açık gözeneklerle kesme sıvısının teması tam yoğun malzemelerdeki gibi kesilir. Sunulan sonuçlar, deformasyon modelinin, işlenen bir malzemenin belirli özelliklerinden bağımsız olarak porozite nedeniyle TM malzemelerin işlenebilirliğini azaltmasını yeterince açıklayamadığını, fakat aralıklı kesme teorisiyle karşılaştırıldığında gerçeğe daha yakın olduğunu pekiştirmektedir. Bu sonuçlar ve gözlemler yalnızca, tüm faktörlerin her birinin TM malzemelerin işlenebilirliğine olumlu veya olumsuz katkısının birlikte göz önüne alınması gerektiğini göstermektedir. Bu bakış açısından, daha yüksek poroziteli bir malzemenin deformasyonu, düşük poroziteli malzemelerle karşılaştırıldığında daha düşük kuvvet gerektirdiğinin kabul edilmesi mümkündür. Bu yüzden TM malzemelerin kesme prosesi üzerine porozitenin etkisinin detaylı analizinin eksik olduğu söylenebilir. Bu TM çeliklerin işlenebilirliğinin test edilmesi için birçok farklı metodun kullanılması nedeniyledir. Mevcut deneysel sonuçlara göre, bir malzemenin işlenmiş yüzeyinin mikroyapısal analizi de deformasyon teorisini desteklemektedir. Poroziteyle bağlantılı belirli kesme şartlarında çeşitli fiziksel ve mekanik özelliklere sahip sinterlenmiş bir malzemenin deformasyonuna neden olan kuvvetlerin belirlenmesi ve analiz edilmesi gerekli olacaktır. Deforme olmuş tabakanın varlığı bazı sonuçların çıkarılmasına imkan verir. Kesici takımın önünde porozitenin elimine edilmesi, ne poroziteyle temas içinde ne de aralıklı kesme durumunda bir kesici takım aracılığıyladır. Altyüzey deformasyonu da, gaz sızdırmaz ve gözeneksiz bir işlenmiş yüzeyle sonuçlanır. Takım üzerindeki aşınma izlerinin incelemesi, kesici burnu geçtiğinde malzemenin bazı elastik geri esneme olduğunu göstermiştir. Bu insert/malzeme kombinasyonuyla erken hasara yol açabilir malzemenin elastik toparlanması, işlenmiş yüzeyin kalitesinde bozulmaya sebep olan ve hızlı takım hasarına yol açan, aşırı kesme kuvvetlerinin radyal reaksiyon kuvvetleriyle sonuçlanır. Buna göre kesin olarak aşağıdaki görüşler tespit edilebilir (Šalak v.d., 2005): Aralıklı kesme teorisine göre sinterlenmiş çeliklerin işlenebilirliği daha yüksek yoğunlukta daha iyidir. 137
151 Deformasyon kesme teorisine göre, kesme kenarı daima tamamen yoğunlaşmış malzemeyi azaltır ve işlenebilirlik bu yoğunlaşmış alanın özelliklerine bağlıdır. Eğer yoğunlaşma daha büyük malzeme genişliğinde oluşursa yüksek porozlu malzemenin işlenebilirliği iyileşmiş olarak, daha düşük iş sertleşmesiyle beraber porların içine itilir. Bu yüzden her iki teoride kabul edilen işlenebilirlik porozite ilişkisi için tahminler çelişir. Çoğu deneyler daha ziyade deformasyon kesme teorisini destekler. Genellikle poroz malzeme deformasyonunun dövme malzemelerdeki gibi işleme süresince oluştuğu kabul edilir. Bu deformasyonun büyüklüğü, kesme şartlarının yanı sıra TM malzeme özellikleri ve poroziteden de etkilenir. Bununla birlikte görev, bir poroz malzemede deformasyonun ve sonuç iş sertleşmesinin işleme prosesini etkisinin hangi derecede ve nasıl olduğunun belirlenmesidir. Aralıklı kesme modeli, TM malzemelerin işlenmesinde görülen olayı yeterince açıklayamadığından, iş sertleşmesini kapsayan deformasyon kesme teorisiyle ilgili olarak bu fenomen aşağıdaki telafi parametreleri bakımından daha iyi tartışılabilir: ısıl iletkenlik üzerine porozitenin etkisi, kesme sıcaklığı, işparçasının hacim mukavemeti, kesme kuvvetleri, talaş formasyonu ve üretilen yüzey bitirme. Takım malzemesi ve geometrisiyle, kesme şartları kesme prosesine katılan kaçınılmaz faktörlerdir. Bu faktörler (ayrı olarak değil) poroz TM malzemelerin işlenebilirliğinin değerlendirilmesinde göz önüne alınmalıdır. Porozitenin Isıl İletkenlik Üzerine Etkisi; TM çeliklerlin ısıl iletkenliği genellikle gözeneklerden dolayı dövme çeliklerden daha düşüktür. TM malzemelerin porozitesi birim hacim için özgül ısıyı da etkiler. Tam yoğun olma durumunda, TM çeliklerin ısıl özellikleri, karşılığı dövme kompozisyonlarıyla yakınlaşır (Šalak v.d., 2005). TM malzemelerin ısıl iletkenliği, tam yoğun malzemelerin iletkenliğiyle ilişkilidir. Bu ilişki aşağıdaki denklemle ifade edilir (Agapiou ve DeVries, 1988): K B = K (1 B. p) (1.32) Burada, K poroz malzemenin ısıl iletkenliği, K B tam yoğun malzemenin ısıl iletkenliği, p hacimdeki por yüzdesi, B ise porların şekil ve dağılımına bağlı bir 138
152 sabittir (Agapiou ve Devries, 1988). Bu denklem, ısıl iletkenliğin lineer olmayan ilişkisi elde edilmesine rağmen, poroziteyle basit lineer ilişkisini tahmin etmektedir. Porozitedeki artmayla ısıl iletkenlikteki azalma, işlenmiş parçanın içinde daha düşük ısı taşınımına yol açar. Gözenekler kompaktların talaş/takım ara yüzünden ısının daha yavaş dağılmasıyla sonuçlanan azalmış ısıl iletkenliği yönünde katkıda bulunur. Bir malzemenin porozitesinin artmasıyla ısıl iletkenliğinin olumsuz etkilenmesi, bu yüzden poroz sinterlenmiş malzemelerin zayıf veya düşük işlenebilirliğinin nedenlerinden birisi sayılır. Isıl iletkenliğin azalması, hızlıca lokal kesme kenarı sıcaklığını artırır, kenar deformasyonu ve hızlanmış takım aşınmasıyla sonuçlanabilir. İşparçasının lokal sertleşmesi, sonraki bitirme işlemini daha da zorlaştırabilir. Isıl iletkenlik baz malzemenin özellikleriyle ve daha da azalmış alaşım elementi içeriğiyle ilişkilidir. Bu sebeplerden dolayı, sinterlenmiş bir malzemenin, porozitenin bir sonucu olarak, daha düşük ısıl iletkenliği, temas bölgesinde daha yüksek sıcaklıkla sonuçlanır ve çoğu farklı takım aşınma olaylarını kuvvetlendirir. Bu yüzden büyük takım aşınması ve erken hasarının sebeplerinden birisi olarak, ısıl iletkenlik TM parçaların işlenmesinde önemlidir. Poroziteden daha önemli olabilen, alaşım elementlerinin ısıl iletkenlik üzerine etkisi herhangi bir durumda göz önüne alınmak zorundadır. Kesme bölgesindeki sıcaklık, talaşların oluşumunu da etkileyen en önemli faktörlerden birisidir. Kesme bölgesindeki sıcaklık kesme hızının artmasıyla artar. Sıcaklık artışının temel nedeni, malzeme deformasyonu ve takımın yan yüzeyine talaşın sürtünmesidir. Porozitenin artmasıyla, aynı zamanda malzemenin özgül ısısının ve ısıl iletkenliğinin artması, kenar ömrünün azalması ve hızlı takım hasarına yol açan, kesici takımda sıcaklığa bağımlı aşınma prosesini (difüzyon ve oksidasyon gibi) geliştirir. Delme için, çeşitli derinlikte yeni ve aşınmış matkap ucu için sıcaklıktaki değişim yoğunlukla farklı derecelerde etkiler. Matkap ucu sıcaklığı daha yüksek kesme hızlarında ve delik derinliğinin artmasıyla önemli derecede artar. İlave olarak, daha büyük delik derinliğinde yeni ve aşınmış matkap uçları arasında sıcaklık farkı daha büyük olmuştur. 139
153 Porozitenin Kesme Kuvveti ve Takım Aşınması Üzerine Etkisi; Genelde pratik tecrübeler, kesme bölgesinde ısıl durum ile porozitenin etkisiyle birleşik olarak kesme bölgesinin deformasyonuyla değerlendirilmesi gereken takım aşınması üzerine, bozucu etkisini doğrulamaktadır. Poroziteyle yan yüzey aşınmasındaki artış, % bağıl yoğunluk aralığında sinterlenmiş ve toz dövme demirin hem tornalama hem de delme işlemi için gözlenmiştir (Šalak v.d., 2005). Porozitenin tüm sonuçları, takım ömrünü önemli derecede kısaltır. Fakat, TM işparçası malzemelerini kapsayan sistematik takım aşınması ölçümü, literatürde nadiren bulunmaktadır. Şu açıktır ki, dövme malzemelerdeki aşınma verileri ve takım ömrü ilişkisi, gözenekli doğası ve çoğunlukla farklı mikro yapısından dolayı, poroz malzemeler için geçerli olması beklenmeyebilir. Poroz malzemelerin işlenebilirliği üzerine son etki kesme yöntemi ve şartlarıyla birlikte değerlendirilebileceğine dikkat edilmesi gereklidir. Örneğin, %70-80 yoğunluktaki demir malzeme taşlanırken, kaldırılan işparçası/takım taşlama oranı hacmi artan poroziteyle arttığı görülmüştür (Agapiou J.S., v.d., 1988). Poroziteyle yan yüzey aşınmasındaki artış, % bağıl yoğunluk aralığında, sinterlenmiş demirin tornalanmasında gözlenmiştir. Fakat, sinterlenmiş demirin tornalanması ve delinmesinde % bağıl yoğunluk aralığı ve yan yüzey aşınması arasında hiçbir ilişki rapor edilmemiştir. 304 serisi paslanmaz çeliklerin delinen delik sayısı (takım ömrü) ve yan yüzey aşınması üzerine porozitenin etkisi belirlenmiştir. En kötü sonuçlar, daha düşük bağıl yoğunlukta (%70) elde edilmiştir. % 90 bağıl yoğunlukta, daha düşük yan yüzey aşınması delinen deliğin bir fonksiyonu olarak artmıştır. Delme hızındaki artma, takım ömründe belirgin bir azalmaya (düşük delik sayısı) sebep olur. Bu durumda aralıklı kesme teorisini kabul etmek mümkün olabilir. % 64 bağıl yoğunlukta 304 paslanmaz çelikte ilk delikte matkap ucu bozulmuştur. Daha düşük yoğunluktaki malzemelerde, matkap kenarı (margin) aşınması daha yüksek poroziteli malzemelerin delinmesinde hakimken, öncelikle yan yüzey aşınmasıyla bozulur. Matkap ucu ömrü kesme hızından etkilenmiştir. 12 m/dakika kesme hızında takım ömrü 8.5 m/dak. hızla karşılaştırıldığında % azalmıştır. (Agapiou J.S., v.d., 140
154 1988). Diğer yandan itme kuvveti (thrust force) ve yoğunluk arasında non-lineer bir ilişki, 304 L paslanmaz çeliğin delinmesinde bulunmuştur. Daha yüksek tork, % 70 bağıl yoğunluktaki malzemelerin delinmesinde gerekli olmuştur. TM işparçası malzemelerini kapsayan tam takım aşınması ölçümleri literatürde nadir bulunmaktadır. Diğer durumda, işlenebilirlik üzerine porozitenin etkisi, porozitedeki artışla kesme bölgesinde ortalama kayma gerilmesinin azalmasıyla sonuçlanması gerçeğine katkıda bulunmuştur. Bu yüzden, kesme kuvvetleri azalmalı ve böylece işlenebilirlik porozitenin artmasıyla artar. Porozitenin Yüzey Bitirme Üzerine Etkisi; Porozite işlenmiş parçanın yüzey bitirmesi üzerine güçlü etkiye sahiptir. Poroz malzemelerin yüzey bitirmesi, her iki malzeme için kesme şartları belli olduğunda, dövme malzemelerden farklı karakteristiğe sahip olması beklenir. Bu, porozitenin takım aşınma mekanizmasında, kesme sıvısı kullanılmadığında, kesme yüzeyinde ki daha yüksek sıcaklık, yüzeydeki yoğunlaşma ve malzemedeki iş sertleşmesi nedeniyle oluşturduğu çeşitlilik nedeniyledir. Diğer yandan, belirli toz metalürjisi kompozisyonunda, yüzey bitirme, mesela kendinden yağlamalı yatak uygulamaları için önemli olabilen, porozitenin azalmasına yol açan malzemenin hacimsel taşınması nedeniyle bir sıvanmış yüzey nedeniyle azalabilir (Šalak v.d., 2005). Her durumda da, TM çeliklerin matriks yapısı daima gerçekten dövme çeliklere özdeş olması hatta nominal olarak özdeş kompozisyonlarda ( en azından Si ve Mn içeriği farklı olacaktır) bile zordur, bu yüzden işlenebilirliğin karşılaştırılmasında sadece porozitenin etkisini belirlemek de zordur. Fakat gözlenen farklılıklar, kısmen en azından farklı matriks malzemeleri içermesi nedeniyledir. TM çeliklerde gözlenen olaylar, örneğin daha düşük yüzey kalitesi, en azından tüm ilgili malzeme verileri ve başlıca kesici takım ve kesme şartları verilmedikçe, biraz dikkatle bakılması zorunlu porozitenin neden olmasını ifade etmektedir. Temel olarak yüzey bitirme, kesme hızı arttığında ve talaş derinliği azaldığında, her bir porozite seviyesinde artar. Porozitenin Talaş Oluşumu Üzerine Etkisi; Porozite talaş oluşumunu ve talaşın sürekliliğini etkiler. Talaşlar kesme parametrelerine bağlı olarak yoğunlaşma eğilimindedir. Genelde, TM malzemelerin işlenmesinde üretilen talaşlar özellikle 141
155 orta ve düşük yoğunlukta süreksizdir. Tornalama süresince oluşan kenar ile TM malzemelerin kesilmesinde, takım talaş ayrıldıktan sonra işparçası malzemesinin bir kısmı deforme olur. Büyük gerilmeler, kesici kenara talaş olmak üzere yaklaşan katman olarak yığılır. Metalin elastik ve daha sonra plastik deformasyonu, kesme kuvvetleri malzemenin akma mukavemetine ulaştığında oluşur. Genelde, daha yüksek malzeme yoğunluğu daha uzun talaş demektir. Poroziteye bağlı olarak talaş uzunluğunun hassas karakterizasyonu yoktur. Daha yüksek yoğunluktaki malzemelerin işlenmesinde sürekli talaşın oluşumu, tüm durumlarda ilave faktörler hakkında bilgi olmaksızın doğrulanamaz. Düşük yoğunlukta (%35 den büyük porozite) TM 304L paslanmaz çelik malzemenin işlenmesi süresince üretilen talaş oldukça küçüktür daha uzun boyutlarında 0.2 mm den daha azdır. Teorik yoğunluğu % 99 a yaklaşan toz dövme parçalarda da talaşlar, kısadır. Bu yüzden, otomatik hatta tornalama için bir avantaj olarak, süreksizdir. Genellikle yüzey bölgesi, gözenek alanlarının dövme sıcaklığına ısıtıldığında oksitlenebildiği, derinlik olan mm yi aşmayan, parçanın kalıntı (yüzey) porozite olarak adlandıran kısmı tornalanır. Bu kısa talaşların oluşumuna katkı sağlar. Poroz malzemelerin işlenmesinde oluşan talaşlar, kesmenin sıkışmış gözenek yüzeylerinin soğuk kaynak olmaması nedeniyle, deforme olmuş bir katmanda oluştuğundan kısadır. Porozite sonucu TM malzemelerin kesilmesinde kısa talaşların oluşumu, bazı malzemelerin delinmesinde oldukça ince oluşmuş talaşlar hariç, talaşların uzaklaştırılması için genellikle pozitif bir durum olarak sayılabilir (Šalak v.d., 2005) İşlenebilirliğe Kimyasal Kompozisyonun Etkisi Malzeme kompozisyonu T/M işlenmesinde önemli bir faktördür. Gerçekte başlangıç demir tozlarının özellikleri ve sinterlenmiş parçanın işlenebilirliği arasındaki muhtemel ilişki, çok sayıda parametreyi içerdiğinden basit değildir. Aynı zamanda demir toz sınıfının etkisiyle bazı tornalama ve delme testlerinin ilişkili sonuçları, test şartlarının çeşitliliği nedeniyle tamamen karşılaştırılabilir değildir (Šalak v.d., 2005). Sinterlenmiş malzemelerin bir karakteristiği olarak kimyasal kompozisyon, temel bilgi olarak yalnızca işlenebilirlik için kabul edilebilir. Fiziksel ve mekanik özellikler ve sonuç olarak işlenebilirlik üzerine kompozisyonun gerçek etkisi, ilk olarak 142
156 sinterleme süresince şekillenen mikro yapıyla ifade edilir. Bir malzemenin özel fiziksel-metalurjik özelliklerinin bileşenleriyle mikroyapının oluşumuna katılan ayrı faktörlerin bilinen veya varsayılan etkisi hakkında malumat, gerekli/yeterli özelliklerde bir malzemenin oluşumuna katkı sağlayabilir, fakat bu kabul edilebilir işlenebilirliğin belirlenmesinde henüz yeterli değildir. Ferit-perlit malzemeleri hariç, herhangi bir yaygın teknikle alaşımlanmış sistemin mikro yapısının malzemenin işlenebilirliğiyle ilişkili bir fiziksel özellik vasıtasıyla veya bazı basit resimlerle karakterizasyonu oldukça zordur. Bazı belirli mikroyapı bileşenlerinden mesela sade perlitten oluşan mikroyapıdaki bir malzemenin işlenebilirliği, henüz incelenmemiştir. Bir malzemenin kompozisyonu ve karakteristik bir mikroyapının oluşumunda ortaya çıkan başlıca çeşitli fazlar hakkındaki bilginin aşağıdaki amaçlara yardım edebilir: Çeşitli seçenekler arasından optimum malzemenin seçimi, Uygulama ve işlem sınırlama kadar onun özelliklerini de tanımlar, Yeni teknolojiler ve işleme prosesinin geliştirilmesinde gerekli yeni malzeme kompozisyonlarının geliştirilmesinde etkinlik, Çizelge 1.16 dövme çeliklerin işlenebilirliğine bazı belirli kimyasal elementlerin etkisini göstermektedir. Şekil 14 ise serbest işleme işleme çeliklerinin işlenebilirlik indeksi üzerine ayrı ayrı, kükürt, fosfor ve silikonun etkisini göstermektedir. Çizelge Bazı kimyasal elementlerin dövme çeliklere etkisi Kimyasal element Çelikteki etkisi İşlenebilirlik Kriteri Kesme kuvveti Talaş Aş ı n m a Kesme kabiliyeti Karbon Perlit/sementit Bakır Tokluğu ve yüksek sıcaklıkta mukavemeti artırır Nikel İnce taneli yapı oluşumu Molibden Karbür oluşumu, ince taneli yapı Manganez Zayıf karbür oluşumu, MnO, MnS >%1 + < %1 Silisyum SiO + Krom Karbür oluşumu, ince taneli mikro yapı Kükürt MnS, FeS, ve diğer kükürtler Fosfor Soğuk segregasyonlar Kurşun Çözünmez metalik inklüzyonlar (Te, Bi, Sb) Nitrojen Nitrürlerin oluşumu Açıklama = + uygun, - zararlı 143
157 Çizelge 1.16 daki verilerin, bahsedilen elementlerle alaşımlanmış TM çeliklerin işlenmesinde elde edilenlerle karşılaştırıldığında, TM malzemelere de genişletilebilir olduğunu düşünmek mümkündür. Cu, Ni, Mo ve C içeren karmaşık TM alaşımlı çeliklerin, belirli elementlerle alaşımlanmış olanlardan daha düşük işlenebilirliğe sahip olduğu bilinmektedir. Bu difüzyon tozlardan hazırlanan ve genelde yüksek nikel çeliklerine de uygulanır. Difüzyon alaşımlı malzemelerde, işlenebilirlik geniş çapta tipik olarak ferritten martenzite değişen sertlikteki mikro yapı bileşenlerinin varlığı sonucunda özellikle nikelin düzensiz dağılımından karşıt olarak etkilenir. Mikro yapının yetersiz karakterizasyonu veya bu çeliklerin bazı diğer özellikleri, eğer işleme gerekliyse üretimde bir kısım problemlere neden olabilir. Genellikle mukavemeti, sertliği ve çeliğin diğer ilişkili özelliklerini iyileştirmek için ilave edilen tüm alaşım elementleri işlenebilirliği bozma eğilimindedir. Aşağıda işlenebilirliği iyileştirici olarak ta düşünülen karbon bakır ve manganez hakkında bazı bilgiler verilmiştir. İşlenebilirliğe Karbonun Etkisi; Çeliklerde asıl ve en ucuz alaşım elementi karbon, özel mikro yapı bileşenlerini biçimlendiren element olarak düşünülebilir ve böylece karbon çeliklerinin işlenebilirliği üzerine baskın etkiye sahiptir. Çünkü karbon başlıca çeliğin mukavemet, sertlik ve sünekliğini belirler. Çeliğin karbon içeriğinin artması onun mukavemetini ve kesme için birim güç sarfiyatını arttırır. % aralığında karbon içeriğine sahip işlenmiş düşük karbonlu çelikleri genellikle ferritikperlitik yapıda haddelenmiş, dövülmüş, tavlanmış veya normalize şartlarda memnun edici tarzda işlenir. % 0.5 e kadar C içeren orta karbonlu sınıf, eğer yapraksı ve küremsi perlitin karışık bir yapısı üretilmesini gerçekleştiren tavlama işlemi varsa, işleme daha iyidir. Karbon çeliklerinin daha yüksek işlenebilirliğinin başarılması uygun ferrit/perlit oranının bir sonucudur. Eğer yapı kısmen normalize değilse, mukavemet ve sertlik optimum işlenebilirlik için yüksek olabilir. Karbon seviyesi % 0.55 ten daha yüksek dövme çeliklerde, tamamen küreselleşmiş yapı tercih edilir. Sertleştirilmiş ve temperlenmiş yapılar, genellikle işleme için istenmez. Karbon çelikleri açıkça daima, uygun karbon içeriği ve sertlikteki alaşımlı çeliklerden daha iyi işlenebilirliğe sahiptir (Šalak v.d., 2005). 144
158 α demirinde karbonun oldukça düşük çözünebilirliği nedeniyle, karbon perlitte lamel formda sementit (Fe 3 C) oluşturur. Çelikte karbon miktarındaki artışla sementit içeriği de artar. Sementit yaklaşık olarak 1150 HV bir mikrosertliğe sahiptir. Mikroyapıda sementit lamel aralıkları tüm mekanik özelliklerini, dolayısıyla malzemenin işlenebilirliğini de etkiler; daha ince perlit levha aralıkları, daha sert malzeme ve daha kısa takım ömrü demektir. Perlit ferritten daha sert bir mikroyapı bileşenidir ve genellikle daha yüksek takım (abrazif) aşınmasına neden olur. Daha yüksek karbon seviyesi çok daha ince hemen hemen çözülemez perlit üretir. Diğer yandan, yığma kenar (built-up edge) ferritin işlenmesinde daha çok, perlitin işlenmesinde daha az yaygındır. Sert bileşenler, yekpare karbür ve oksitler gibi, kesici takıma oldukça abrazif etki yapabilir. Bu gibi partiküller genellikle takım aşınmasını hızlandırır. Ferrit kolayca kesilebilir ve çok az takım aşınmasına neden olur, fakat kesme parametrelerinin büyük önemine rağmen, takım üzerinde yığma kenar oluşumuna ve işparçasının nispeten zayıf yüzey bitirmesine katkıda bulunur. Küreselleşmiş yapılar, benzer şekilde davranabilir ve böylece aşırı küreselleşme işleme için tavsiye edilmez. Fakat yekpare karbür partiküllerinin büyük miktarları takım üzerinde önemli aşınmalara neden olabilir (Šalak v.d., 2005). Sinterlenmiş çeliklerde karbon, başlıca alaşımlı çeliklerdeki bazı benzersiz özellikleri hariç, işlenmiş çeliklerle üzerine benzer işlenebilirlik özelliklerine sahiptir. Karbon çelik parçalarda, mukavemetlendirme ve sertleşme etkisinin istenmediği (veya karbür oluşumunun örneğin paslanmaz çeliklerdeki gibi hoş karşılanmadığı) durumlar haricinde mutlaka bulunmalıdır. Karbonun etkisi sinterlemenin karbon içeriğini azalttığı (dekarbürizasyon) durumlarda dikkate alınmalıdır. Bu kompozisyon sinterlenmiş çeliklerin nominal (başlangıç) karbon içeriğinin genellikle sinterlenmiş durumdakinden daha yüksek olabildiği durumlarda akılda tutulmalıdır. Gözeneklerin varlığından ayrı olarak sinterlenmiş demir-karbon çeliklerinin mikro yapısı, eşdeğer işlenmiş sade karbonlu çeliklerle hemen hemen özdeştir. Yapraksı (lamellar) perlit yapısı belirli karbon içeriğinde işleme için, örneğin düşükten orta karbon seviyesine sinterlenmiş çeliklerde yüksek takım ömrü ile oldukça iyi olduğu bulunmuştur. Karbon çeliklerinin farklı tiplerinin delinmesinde, karbon içeriğindeki artış kesme kuvvetlerinde ve takım aşınmasında artışla sonuçlanır. Bunun anlamı, takım ömrünün, karbon ve alaşım elementi içeriğine, sementitin daha yüksek sertliği buna 145
159 bağlı olarak ta mikro yapı bileşenlerinin ve karşılıklı oranlarına büyük oranda bağlı olmasıdır (Šalak v.d., 2005). Çelikte % 0.25 e kadar karbon içeriği, kesme bölgesinde sementitle istenen kırılganlığın üretilmesinden dolayı, işlenebilirliği olumlu olarak etkiler. Perlitteki keskin sementit lamelleri, kesme yüzeylerinin abrasif takım aşınmasını neden olması, aynı zamanda talaş yüzeyinin kraterlerinde sülfür ve oksit-sülfür oluşumunu önlemesi mantıklı olabilir. Bu durum, eğer sementit lamelleri ısıl işlem aracılığıyla küresel şekilli daha küçük parçalara kırılırsa başarılabilir. Yumuşak ferrit temel yapısında, onlar takımla daha kolay kenara itilebilir. Standart çelik kimyasında karbon oranının minimumdan maksimuma (% arasında) değişmesi, ferrit/perlit oranını önemli derecede değiştirir ve buna bağlı olarak ta işlenebilirliği de değiştirir. Bahsedildiği gibi alaşımlama ve soğutma hızının bir fonksiyonu olarak perlit lamelleri arasındaki aralıklar, sertlikteki farklılık nedeniyle, malzemenin işlenebilirliğini etkiler yani daha düşük aralık daha zayıf işlenebilirlik demektir. Sinterlenmiş demir-karbon çeliklerinin iyi işlenebilirliği için optimum olarak % kombine karbon içeriği tavsiye edilir. Bazı durumlarda kullanılan kesme şartları daha iyi talaş kırma etkisi sağlaması göz önüne alındığında, % karbon içeriğiyle sınırlandırılması tavsiye edilmektedir. Bu orta karbon içeriğinde delme kuvvetleri sade karbonlu demirden %20 daha düşük olmaktadır. Fakat, karbon içeriği perlitin baskın faz olduğu seviyeye ulaştığında, delme kuvvetleri malzeme sertliğinde artıştan dolayı tekrar artar. Genelde, % 0.6 nın üzerindeki karbon içeriği işlenebilirliği azaltır ve % 0.9 dan daha yüksek karbon içeriğindeki çelikler küreselleşmiş bir yapıyı gerektirir (Šalak v.d., 2005). Fakat TM çeliklerin işlenebilirliğine karbonun etkisinin evrensel olmadığı unutulmamalıdır. O demir-karbon veya demir-karbon-alaşım elementi sisteminin baz kompozisyonuna, oluşmuş gerçek mikro yapı bileşenlerine ve onların oranlarına bağlıdır. Alaşımlı çeliklerde ferrit, (Fe, Me) 3 C (Me:Cr, Mo, Mn v.b., (fakat Cu, Ni değil) gibi diğer bileşenlerin yanında daha ince lamel aralıklarıyla daha sert olan perlitteki sementit ve alaşım elementlerinin katı çözeltisiyle sertleştirilir. Karbon içeriğindeki artışla veya sert bileşenlerin oluştuğu alaşım elementlerinin ilavesiyle, işlenebilirlik diğer mekanik özelliklerin fark edilir derecede değişmemesine rağmen 146
160 büyük oranda bozulabilir. Elbette sinter sertleşme etkisi, bainit ve martenzitin oluşması gibi, alaşım elementleriyle oluşsa da, işlenebilirliğe derin bir etkiye sahiptir. Fakat bu değişiklikler çoğunlukla örneğin sertlik ve mukavemetten fark edilebilir. Başlıca problemlerden birisi, farklı derecelerdeki istenmeyen özellikle düzensiz (bir kısmın yüzey alanının iç alandan daha fazla dekarbürize olması) karbonun artması (karbürizasyon)veya azalmasıdır (dekarbürizasyon). Bu doğal oluşum değiştiğinde, standart bir işleme prosedürü kurmak, iyi takım ömrü ve yüzey bitirme elde etmek ve sabit üretim hızı mümkün olacaktır. Karbon içeriği yüzey pürüzlülüğünü de etkiler, onun etkisi kesme işleminin doğasıyla veya kesme şartlarıyla çok değişebilir. İşlenmiş (dövme) çeliklerde işleme sonucu yüzey pürüzlülüğünün düşük değerleri, TM çeliklerin işlenebilirliği için optimal karbon içeriğiyle iyi uyuşan yaklaşık % içeren karbon çelikleriyle kolayca başarılabilir. İşlenmiş tam yoğun malzemeler için geçerli yüzey kalitesi için sunulan teorik sonuçlar, gözenekli malzemeler için karşılık gelmez. Teknik ve pratik tecrübelere dayanarak, eğer karbona izin verilmişse, sinterlenmiş çeliklerde minimum % oranında kombine karbon içeriğinde tutulması tavsiye edilebilir. Tüm durumlarda ilave grafit miktarı yerine kombine karbon içeriği, oluşan mikroyapı bileşenleriyle karakterize edilerek, sinterlenmiş malzemelerde bir parametre olmalıdır. Bahsedildiği gibi, optimum işlenebilirlik sade demir ile % C içeren çeliklerde görülür. Perlit baskın faz olduğunda, delme kuvvetleri malzeme sertliğindeki artış nedeniyle tekrar artacaktır. İşlenebilirlik üzerine karbonla kombinasyon halinde her bir alaşım elementinin etkisi, oluşan mikroyapı karakterinin bir sonucu olarak özeldir. Çoğu durumda kullanılan sinterleme fırınının soğutma karakteristiği, sinterleme kutusunun yükleme durumu ve parçanın yüzeyhacim oranı gibi parametrelere de bağlı olduğundan alaşım elementlerinin etkisinin belirlenmesi oldukça zordur. İşlenebilirlik Üzerine Bakırın Etkisi; Sinterlenmiş çeliklerde oldukça önemli metalik alaşım elementi olan bakır, mukavemetleştirme etkisiyle sonuçlanır. Fakat diğer alaşım elementlerinin aksine işlenebilirliği de iyileştirir. Bu yüzden sinterlenmiş çeliklerde bakır, işlenebilirlik iyileştirici olarak da kabul edilir. Metal 147
161 deformasyonunu iyileştirdiği ve matrisin ısıl iletkenliğini arttırdığı kabul edilir (Agapiou and DeVries, 1988). Bu bakırın (uygun ölçümlerle belirlenemeyen) oldukça iyi ısı iletici olduğu gerçeğine katkı sağlar, örneğin bakır içeren karbonsuz çeliklerin sertliği nikel içeren çeliklerden daha yüksektir. Demirin çekme mukavemeti ve sertliği üzerine nikelin etkisi bakırdan daha düşüktür. Bunun nedeni, demirde nikelin oldukça düşük difüzivitesi ve nikel martenziti ferritten sadece biraz sert olmasıdır. % 8 e kadar bakır demirde çözüldüğünden bakır içeren çeliklerin ısıl iletkenliğiyle ilgili veriler bu çeliklerin işlenebilirliğinin daha iyi anlaşılması için bir katkı olabilir. Genelde, Fe-Cu çeliklerinin işlenebilirliği sade karbonlu çeliklerle karşılaştırıldığında, daha yüksek mukavemet ve sertlik nedeniyle daha düşüktür. Fakat diğer elementlerle alaşımlanmış ve eşdeğer sertlik ve mukavemetteki çeliklerle karşılaştırıldığında daha yüksektir. (Šalak v.d., 2005). İşlenebilirliğin gerçek iyileşmesi için, genellikle bakır ilavesi serbestlik için gereklidir. İşlenebilirliği artırmak için bakır ilavesi yaygın bir yöntemdir. Bu karbonla birleşik başlıca bakırın, basitçe işlenebilirliğe yardımcı olan, ısıl iletkenliğin artmasının yanında, hem por boyutu hem de kompakt büzülmesini kontrol etmek gibi faydalı etkisini göstermesi içindir. Ayrıca daha fazla işleme ilavesi olmaksızın %1 e kadar bakır ilavesi etkili olarak matkap ucu aşınmasının azaltırken, ayrı olarak % 2-3 Cu ilavesi, % 13 delme ilerleme kuvvetinin (thrust force) azalmasına yardımcı olur (ASM 16, 1997). Fakat Fe-C-Cu çeliklerinin işlenebilirliğine bakırın nasıl etkilediği üzerine bilgi yoktur. Bu yüzden bakır ilavesinin miktarı hem soğutma hızı hem de kombine karbon içeriğine bağlı olarak gereklidir. İşlenebilirlik Üzerine Manganezin Etkisi; Çeliklerde bir mukavemetlendirme elementi olarak, düşük oranlarda (%0.5 e kadar) manganez ilavesi, TM çeliklerde yeterli kükürt içeriğinin varlığında etkili işleme ilavesi olarak da kullanılır. İşleme ilavesi olarak manganez içeriği, tüm kükürtün MnS ve FeMnS (işlenmiş çelikler için Mn/S kütle yüzde oranı 15 civarındadır) formunda kombine olmasından emin olmak için yeterli düzeyde olmalıdır. Örneğin MnS oluşumunda harcanan Mn, çelik matriksin değiştirilmesi için mevcut olmayacaktır (Šalak v.d., 2005). Genellikle %0.6 adan daha az grafit (karbon) içeren demire % 0.5 kükürtsüz mangan ilavesi, delme ve tornalama işleminde takım aşınmasını kesme kuvvetlerini azaltıp (delme 148
162 kuvvetleri %50 azalarak) işlenebilirliği önemli derecede iyileştirir fakat % 0.9 C içeren karışımlarda takım aşınması ve kesme kuvvetlerini arttırır (Agapiou ve DeVries, 1988). Yüksek kükürt içeriği, mangan içeriğindeki artışla başarılabilirse, boyutsal hassasiyette iyileşmelerle daha iyi yüzey kalitesi elde edilir. Çeliğin işlenebilirliği üzerine küresel kükürtün faydalı etkisi kabul edilmiştir (Šalak v.d., 2005) İşlenebilirliğe Mikroyapının Etkisi T/M çeliklerin işlenebilirliğinin, bazı mekanik özelliklerden ziyade, tüm T/M proses şartlarının ürettiği mikro yapıyla daha iyi belirlenebileceği kabul edilir. Mikro yapının karakterizasyonu oldukça zordur, çoğu durumda fark edilemez ve bu durum yalnızca T/M çeliklerin işlenebilirliğiyle ilgili araştırmalar için geçerli değildir. İşlenebilirliğin kontrolü için mikro yapı ve kompozisyonun önemi artık kabul edilmiştir. T/M prosesinin kendisi proses şartları içerisinde, sinterlenmiş malzemenin hem mikro yapısının hem de kompozisyonunun kolay idare edilmesine müsaade eder. T/M malzemelerin mikro yapısı ağırlıklı olarak sinterleme prosesiyle değiştirilebilir ve kontrol edilebilir. Bahsedildiği gibi sinterleme, gözenek yapısını, yüzey kimyası ve elementlerin dağılımını ve malzeme mikro yapısı içindeki fazları etkiler. İşparçası malzemelerinin mikro yapısı kesici takımla temas halindedir. Eğer kesme şartları ilk adımda sabit tutulursa, mikro yapı işlenebilirlik için tepkiyi belirler. Mikro yapı baz demir toz özellikleri, prosesleme, kompozisyon ve çoğu durumda sinterleme süresince oluşan karmaşık mikro yapıların birleşik etkilerinin göstergesidir. İlave veya difüzyon bağlı tozlardan hazırlanan sinterlenmiş malzemelerin mikro yapısal heterojenliği, bir malzemenin işlenebilirliğiyle ilgili karakterizasyon için oldukça karmaşık bir durum sergiler. Bu tip mikroyapı dövme çeliklerde bulunmaz bu nedenle klasik metal işleme bilgileri geçerli değildir. Dahası işparçası malzemesinin mikro yapısı, kesme süresince deforme olmuş katmanlar ve mikro sertliğin artmasında açıklandığı gibi, işleme süresince de değişebilir. Alaşımlı T/M çeliklerin mikro yapısının heterojenliği, baz kompozisyon, alaşımlama tekniği ve sinterleme şartlarına bağlı olarak oluşan farklı oranlardaki yumuşak ferritten sert martenzite büyük ölçüde farklı mikroyapısal bileşenlerin muhtemel 149
163 varlığının sonucudur. Bu iki mikro yapısal bileşen arasında perlit, tokluk özelliklerini artıran üst ve alt beynit ve sorbit vardır. Ferritin mikro sertliği alaşım elementlerinin sertleşme etkisine bağlı olarak alaşımlamayla artar. Ferrit ve sementit lamellerinden oluşan perlitin mikrosertliği alaşımlanmış matriste artar. Aynı şekilde, diğer mikro yapısal bileşenlerin mikro sertliği, içerdiği alaşım elementinin miktarı ve tipine, onun diğer elementlerle karşılıklı reaksiyonu ve demirde çözünebilirliğine bağlı olarak artar. Martenzit genellikle, yüksek mikro sertlikle ( HV) karakterize edilir, fakat örneğin nikel martenziti daha yumuşak olabilir. Mikro yapıda kalıntı ostenitte bulunabilir ve T/M alaşımlı çeliğin mikro yapısının HV aralığındaki mikrosertlik değerleriyle karakterize edilir. O işlenebilirlik konusunda farklı mikroyapı etkisi gösterir ve daha iyi bilinmediğinin veya anlaşılmadığının sebebidir. Heterojen mikro yapının ana dezavantajı bu gibi malzemelerin kontrolsüz işlenebilirliğidir. Heterojen mikro yapıdaki malzemenin işlenebilirliğiyle ilgili, işlenebilirlik veya işlemede rol oynayan bazı faktörler üzerine bahsedilen mikroyapı bileşenlerinin etkisi bilinmemektedir. Örneğin orta karbonlu (% C) çeliğin niçin optimum işlenebilirliğe sahip olduğu bilinmemektedir. Perlitin pozitif etkisinin bilinmemesiyle yumuşak ferritin negatif etkisini örtbas edilmiştir. Bunun sebebi sünek ferrit ve daha sert perlit kısımları ile onlar arasında kesme prosesindeki farklı sürtünme özelliklerinin uzlaşması olabilir. Benzer durum Fe-Cu-( C ) çeliklerinin işlenebilirliği üzerine bakırın pozitif etkisinde vardır. İşparçası ve takımdaki sıcaklığın artması, kullanılan yük altında işparçası-takım çiftinin sürtünmesinin bir sonucudur. Bir mikro yapının kayma karakteristiğinin daha detaylı belirlenmesi amacıyla yapılan çalışmalar göstermiştir ki; en küçük sürtünme katsayısı perlit ardından beynitte görülmüştür. Daha düşük sürtünme gösteren bir mikro yapı, böylece kesme temas bölgesinde daha düşük sıcaklık ve takımın daha düşük aşınmasına neden olacaktır. T/M çeliklerin mikro yapısındaki dezavantaj, aynı zamanda bir avantajdır, çünkü mikro yapı ve alaşımlama yalnızca fonksiyonel özellikler bakımından değil işlenebilirlik açısından da çeşitli proseslerle değiştirilebilir. T/M nin bu ihtimali belki işlenebilirlik açısından fazların temel karakteristiğinin eksikliği nedeniyle, şimdiye kadar araştırmaların amacı olmamıştır. Bu yalnızca malzeme kompozisyonu değil 150
164 oluşan mikro yapı bileşenlerinin spesifik özelliklerinin bilgisi anlamındadır, böylece T/M malzemelerin işlenmesinde oldukça önemli bir faktördür. Bu T/M çeliklerin işleme şartlarının ve malzemelerinin yönlenmiş standardizasyonuna da katkı sağlayacaktır (Šalak v.d., 2005) İşlenebilirliğe İşleme Parametrelerinin Etkisi T/M malzemelerin işlenebilirliğine işleme değişkenlerinin etkisi üzerine, dövme malzemelerden daha az çalışma yapılmıştır. Her iki malzeme sınıf içinde, ilerleme oranı ve talaş derinliğindeki artış, kesme kuvvetlerindeki artışla sonuçlanacaktır. Kononenko (1976) tarafından yapılan bir çalışmada, kesme kuvvetlerindeki artma oranı, daha yüksek bağıl yoğunluklarda ( % aralığında)azalmıştır (Agapiou ve DeVries, 1988). Abduljabbar (1982) ın yaptığı çalışmada da, artan kesme hızıyla kesme kuvvetlerindeki azalma, T/M paslanmaz çelik malzemelerde gözlenmiştir: bu dövme malzemelerin davranışlarına benzemektedir. Kusaka (1984) ve Agapiou v.d. (1987) yaptıkları ayrı çalışmalarda 304L ve 303 paslanmaz çeliklerin delinmesi süresince kesme kuvvetindeki artışla matkap ömrü ve torkun azaldığını belirlemişlerdir. 316L paslanmaz çeliklerin delinmesinde ilerleme oranındaki artma ve kesme hızındaki azalmayla, kesme kuvvetlerinin arttığı görülmüştür (Agapiou ve DeVries, 1988). Kesici takım aşınması, kesme hızı ve ilerleme oranından etkilenir. Örneğin Sten-Ake (1969) tarafından yapılan bir çalışmada aşınma, % yoğunluktaki demirin delinmesi süresince ilerleme oranındaki artışla önemli oranda arttığı belirlenmiştir. Şaşırtıcı şekilde, aşınma oranındaki artış, % 80 yoğunlukta 1045 T/M çeliğin tornalanmasında kesme hızındaki artışla oluşmuştur (Agapiou ve DeVries, 1988). Bu takımın önünde daha büyük iş malzemesinin yoğunlaşması açısından açıklanmıştır. Yapılan çalışmalardan çıkan genel sonuç, T/M çelik ve paslanmaz çelik malzemelerin delinmesi ve tornalanmasında takım ömrünün, kesme hızının artmasıyla büyük ölçüde azalmış olmasıdır. İşleme değişkenleri yüzey kalitesini de önemli derecede etkiler. Yüzey pürüzlülüğü % 84 yoğunluktaki demir malzemenin tornalanmasında ilerleme oranıyla artmıştır. Yüzey pürüzlülüğü üzerine ilerleme ve kesme hızının etkisi, farklı yoğunluk seviyelerinde demir ve bakır T/M kovanlar için 151
165 çalışılmıştır. Yüzey bitirme kalitesi, ilerleme oranının artmasıyla azalırken, kesme hızının artmasıyla artmıştır. İşlenmiş yüzeyin kalitesi yüzey gözeneklerin bulunduğu ve kapillar etkinin etkisiz olması gereken T/M malzemelerinde oldukça önemlidir. Yüzey kalitesini etkileyen diğer önemli faktörler, işleme süresince kullanılabilen akışkanın karakteristiği ve gözenek yüzeylerindeki inklüzyonlardır.t/m işleme için kesici takımlar iyi şartlarda (keskin) olmalıdır ve kesme sıvısı veya düşük basınçlı hava, takımı soğutmak ve talaşı temizlemek için kullanılır. Takım geometrisi dövme çeliklerden farklı bir şekilde T/M malzemelerin işlenmesini etkiler. Biraz farklı uç geometrisine sahip matkaplar farklı itme (thrust) kuvveti ve tork eğrileri üretir. Delme işleminde, hız ve ilerlemeler, aynı kompozisyon için işlenmiş metallerin hız ve ilerlemesinin % kadardır. Uzun takım ömrü için nitrürlenmiş çelikler, kobalt içeren HSS ve karbür uçlu matkaplar tavsiye edilir. Düşük helis açılı matkaplar, daha yumuşak T/M malzemelerde, onların zayıf talaş ayrılma karakteristiğinden dolayı tavsiye edilmez. 40 helis açılı matkaplar, yumuşak T/M parçalarla çalışıldığında 30 helis açılı matkapların takım ömrünün iki katı bir performans gösterir (ASM, 1998). Takım malzemesi de T/M parçaların işlenmesinde önemli role sahiptir. Çoğu durumda kesme sıvısına, gözenekler içine emildiğinden ve daha sonraki işlemlerde T/M parçanın performansını bozabildiğinden izin verilmez. Bu durumlarda kesme sıvısı olmaksızın kullanılan seramik ve silikon nitrit kesici takımlar T/M malzemelerin işlenebilirliğini iyileştirebilir. Böylece belirli bir T/M malzeme için; kesme şartları, takım geometrisi ve takım malzemesinin optimize edilmesi önemlidir. Dövme malzemeler için mevcut işleme verileri, daha iyi veriler mevcut değilse, optimizasyon işleminde başlangıç noktasında kullanılabilir İşlemeyi İyileştirmek İçin Çözüm Önerileri T/M Malzemelerin işlenmesi güncel problem olarak birçok çalışmanın konusu olmuştur. Literatürde T/M malzemelerin işlenebilirliğini iyileştirmek için birçok 152
166 farklı yaklaşım ve çözüm önerileri sunulmaktadır. Bu öneriler aşağıdaki ana başlıklarda toplanabilir: Porozitenin azaltılması veya kapatılması: Porozitenin doldurulması aralıklı kesme işlemini ortadan kaldırır. Bu sayede, titreşim ve kesici takıma etki eden kuvvetler azalır. Kesme kuvvetlerinin küçülmesi takım aşınmasını azaltarak, yüzey ve boyut hassasiyetini arttıracaktır. Porozların doldurulması, sinterleme sırasında bakır infiltrasyonu yapılarak veya sinterleme sonrası polimer, balmumu, beziryağı, vernik, sodyum silikat ve yeni geliştirilen oksijensiz reçine gibi dolgu malzemelerinin impregnasyonu (emdirme) ile sağlanabilir. Bununla birlikte, %92 ve üzeri izafi yoğunluğa sahip parçaların işleme avantajının kullanılması için, çift presleme ve sinterleme, toz dövme gibi işlemlerde işlenebilirliği iyileştirmek için önerilmektedir. Ancak bu teknikler ilave işlemleri gerektirdiğinden ekonomik olarak tavsiye edilmemektedir (Gagne ve Chagnon, 1998). Ham, ılık presleme ve ön sinterleme sonrası işleme: T/M parçalarda işlenebilirlik problemini azaltmanın diğer bir çözüm önerisi de, sinterleme öncesi (ham işleme) ve önsinterleme sonrası işlemedir (Höganäs, 2004e). Ham işlemede, presleme sonrası partikül bağlarının zayıflığı, düşük kesme kuvvetlerini doğurur. Ancak, ham mukavemetin kesme yapılabilecek değerlerde olması gerekir. Aksi halde malzeme, kesme esnasında oluşan kesme kuvvetlerine dayanamaz ve geometrik olarak bozulabilir. T/M parçaların tam sinterlemeden önce işlenebilmesi için gerekli dayanım arttırma yöntemleri geliştirilmiştir. Bu yöntemler, toz karışımına organik bağlayıcı ve yağlayıcıların ilavesi ve ılık presleme olarak nitelendirilmektedir. Cimino (1995) yaptığı bir çalışmada, geliştirdikleri yağlayıcı/bağlayıcı sistem ile organik katkılar kullanarak hem ham mukavemeti arttırmış hem de sıkıştırma süresince yağlama işlemini sağlamıştır. Gagne (1999) yaptıkları çalışmada, ham kompaktların ve sinterlenmiş TM parçaların delinmesinde oluşan delme kuvvetini ölçmüşlerdir. Ham işlemede delme kuvveti sıfıra yakın iken, sinterlenmiş numunelerde 800 N delme kuvveti ölçmüşlerdir. Ancak istenilen delik kalitesi sağlanamamıştır. Diğer bir alternatif olarak ılık presleme ise, o C sıcak aralığında kalıp ve tozların ısıtılmasıyla yapılan sıkıştırma işlemidir. Ilık preslemede ham mukavemet, konvansiyonel preslemede elde edilen ham mukavemetten 2 4 kat 153
167 daha fazladır (ASM, 1998). İşleme için gerekli minimum mekanik özellikler, ham kompaktların düşük sıcaklıklarda önsinterlenmesi ile sağlanabilir. Önsinterlenmiş kompaktlar, sinterleme yapılmış kompaktlara göre daha düşük sertlik ve dayanıma sahiptir. Ön sinterleme sonrası işlemede, (ham işlemeye göre) talaşlı işleme için gerekli mekanik özelliklerin ve işleme kalitesinin sağlandığı ileri sürülmektedir. Mikroyapının değiştirilmesi: Dövme çelikler, optimum işlenebilirlik elde etmek için sıklıkla üreticiler tarafından ısıl işleme tabi tutulur. Tavlama ve normalizasyon işlemleri, iyi işlenebilirlik sağlayan kaba perlitik ve küremsi mikroyapı oluşturmak için uygulanır. Sinterlemeden sonra soğuma hızının azaltılması, FC 0208 malzemesinin işlenebilirliğini iyileştirebilir, ancak mekanik özellikleri kötüleştirir. Örneğin yapılan bir çalışmada, % 85 Mo-% 85 Ni-% 0,5 Grafit kompozisyonlu çeliğin temperlenmesi sonucu işlenebilirliğin iyileşmesi tespit edilmiştir (Causton, 1995). Birden fazla uygulanan ısıl işlem çevrimi işlenebilirliği daha da iyileştirmektedir. Causton (1995) yaptığı deneylerde, 158 o C sıcaklıkta temperlenmiş T/M çeliğinde, 4 delik sonrası, 301 o C sıcaklıkta temperlemede 8 delik sonrası, 454 o C sıcaklıkta temperlemede 14 delik sonrası kesici takım hasarının oluştuğunu tespit etmiştir. T/M çeliklerinde ısıl işlemin işlenebilirlik üzerine etkisinin kayda değer olabilmesi için, ısıl işlemin ne zaman ve hangi sıcaklıkta yapılacağının optimize edilmesi gerekir. Mikroyapıyı değiştirmek için diğer bir alternatif de, ön karışıma farklı kompozisyondaki demir tozlarının ilavesidir. Kompozisyondaki farklılık sinterlenmiş mikroyapıda kasıtlı segregasyon üretmek için istenir. Süneklikteki lokal farklılık, talaş formasyonunu iyileştirebilir ve ferrit perlit dengesini değiştirerek krater aşınmasını azaltır. Bu teknik T/M parçanın tasarımı aşamasında, alaşım kimyasının değişimi, mukavemet, süneklik ve işlenebilirlik ihtiyaçlarını karşılamak için sinterlenmiş karbon oranındaki değişimle birleştirilebilirse oldukça etkilidir (Causton ve Schade, 2003). Mikro saflık: Üretimdeki artış ve atomize tozlardan ziyade indirgeme demir tozlarının kullanımı, demir ve düşük alaşımlı tozların mikro saflığını daha iyi hale getirmektedir. Çoğunlukla toz dövmenin neden olduğu, atomize tozlardaki kaba metalik olmayan inklüzyon içeriği, önemli oranda azalmaktadır. Toz üretim teknolojilerinin geliştirilmesiyle atomize FL 4600 malzeme için orta sıklıkla
168 µm den daha büyük inklüzyonlar, yaklaşık her 100 mm 2 de % 2,5 dan % 0,25 e kadar düşmüştür. 100 µm den daha büyük maksimum sıklıktaki inklüzyonlar ise yaklaşık her 100 mm 2 de % 9 dan % 1,3 e kadar düşmüştür. Bu iyileştirmeler, kaba inklüzyonların var oluşundan dolayı kesici kenarındaki hasarı önemli oranda azaltacaktır (ASM, 1998). Kesici Takım ve İşleme şartlarının optimizasyonu: Parça ve toz üreticileri, tam yoğun dövme çelikler ile rekabet etmek için, T/M çelik malzemelerde önemli gelişmeler sağlamışlardır. Böylece dayanım ve sünekliği artmış olan T/M alaşımlarının, sinterlenmiş şartlarda işlenmesi zorlaştığı için daha yüksek performansta takım malzemesine ihtiyaç duyar. Bu nedenle T/M parçaların işlenmesinde, takım malzemesi, geometrisi veya kaplamanın yanı sıra işleme değişkenlerinin de optimizasyonu işleme performansını iyileştirecektir. Bu optimizasyonun her bir işleme türü için (delme, tornalama, vida açma v.b.) ayrı ayrı yapılması gereklidir. Bununla birlikte genel bir değerlendirme yapıldığında T/M parçaların işlenmesinde, aynı kompozisyondaki dövme çelikler için önerilen kesme hızı ve ilerleme değerlerinin %80 85 ile başlanabilir. T/M çelikler ilerleme oranındaki artışa dövme çeliklerden daha az duyarlıdır. Yumuşak T/M malzemelerin delinmesinde, düşük helis açısı talaşın atılması zorlaştırdığı için tavsiye edilmez. 40 o helis açısı 30 o den iki kat daha uzun takım ömrü vermektedir. Matkabın uzunluğu ile heterojen mikroyapıdan dolayı parçaya ilk dalma performans için oldukça kritiktir (ASM, 1998). T/M parçaların işlenmesinde abraziv aşınma, kenar kırılması ve talaş sıvanmasına dirençli takım kullanılması gerekir. Buna göre T/M parçaların işlenmesi için önerilen kesici takım malzemeleri, kobalt esaslı yüksek hız çeliği (HSS), kaplamalı karbürler, sermetler ve kübik bor nitrür (CBN) dür. HSS kesiciler yumuşak malzemelerde kullanılabilir. CBN kesici takımlar, yüksek sertliği ve abraziv aşınma direncinden dolayı tercih edilir. CBN kesicilerin birçok sınıfı vardır. Genel amaçlı CBN sınıfı, yüksek CBN içeriğine sahiptir ve orta tane boyutundadır. Eğer T/M parçanın partikül sertliği 50 HRC nin üzerinde ise orta tane boyutundaki CBN kesiciler kullanılabilmektedir. Eğer kesici maliyeti önemli ise ve partikül sertliği 50 HRC den düşük ise sermet takım malzemesi kullanılabilir. Alternatif olarak 28 HRC den düşük partikül sertliğinde kaplamalı sinterlenmiş karbürler önerilmektedir (Ataç, 2002). CBN ve sert metal kesici takımların kırılgan olduğu 155
169 durumda, mükemmel yüzey bitirme gerektiğinde, PVD kaplanmış karbür takımlar verimli olabilmektedir. PVD tekniği ile TiN ve TiCN kaplanmış karbür takımlar, kenar sıvanmasını minimize ederek, takım ömrünü arttırmaktadır. Yüksek poroziteli parçalarda ise kesintili kesme işlemi yapabilecek kesici takım seçilmelidir. Bu ise, içyapısı kırılmaya, dış yüzeyi aşınmaya ve talaş sıvanmasına dayanıklı kaplamalı kesici takımların seçilmesini gerektirir. Serbest işleme ilaveleri: İşleme ilaveleri, özellikle T/M çeliklerin kötü işlenebilirliğini geliştirmek için son yıllarda üzerinde en çok çalışılan konulardan birisidir. Prensip olarak, ilave katkılar, katkısız malzemeyle aynı ya da daha iyi mekanik özellikler ve boyutsal değişim vermelidir. İşlenebilirlik iyileştirilirken, işleme katkısı segregasyona, boyutsal değişime ve mekanik özelliklerde azalmaya sebep olmamalıdır. Bu ilaveler, kesme işlemi süresince talaş-iş parçası ve takım-talaş ara yüzeyinde yağlayıcı görevi yaparak, kesme sırasında birincil deformasyon için gerekli mikro çatlağın oluşmasına katkıda bulunur. MoS 2, S, MnS, MnX, Te, Se, Bi, Pb ve BN gibi birçok element ve bileşik T/M çelikler için serbest işleme ilavesi olarak kullanılır (Engström, 1983). Bu ilavelerle ilgili MnS ve MnX dışında tümünün mekanik özellikleri ve sinterleme sonrası boyut değişimini azda olsa olumsuz etkilediği genel olarak kabul gören bir görüştür (Höganas, 2004e). Serbest işleme ilavelerinin % boyutsal değişim, çekme mukavemeti ve işlenebilirlik özellikleri üzerine etkisi üzerine yapılan çalışmalarda, Selenyum, Telluryum ve Sülfür çekme dayanımını, MnS ve MoS 2 e göre daha fazla düşürmektedir. Boyutsal değişim üzerine en az etkili serbest işleme ilavesi MoS 2 olarak görülmektedir. Boyutsal değişimi en fazla Sülfür etkilemektedir. Ancak, Sülfürün sinterleme sırasında yanması bir dezavantajdır. MoS 2 ilavesi, kabul edilebilir çekme dayanımını verirken, ancak boyutsal değişiklik oldukça yüksek değerlerdedir. Bir diğer araştırmaya göre, MnS ilavesi ve Bor Nitrür iş parçası-takım ve talaş arasındaki sürtünmeyi azaltarak, düşük takım aşınması, düşük kesme sıcaklığı ve daha uzun ömürlü takım ömrü vermektedir (Engström, 1983; Causton, 2002; Wen-Fung-Wang, 2003) 156
170 2. KAYNAK ÖZETLERİ Engström, (1983) çalışmasında Höganas Distaloy SA ve PNC45 demir tozları kullanılarak hazırlanan numunelere, selenyum, telleryum, mangan kükürt ve molibden di sülfüt ilaveleri katılarak, işlenebilirlik, mekanik özellikler ve mikroyapıya etkilerini incelemiştir. İşlenebilirlik, matkap ucunun tamamen aşınmadan önce üretebildiği delik sayısı olarak delme testleriyle belirlenmiştir. Test numuneleri 80 mm çapında 12 mm yüksekliğinde disk şeklinde hazırlanmış ve soğutma sıvısı kullanılmamıştır. Delikler 3.5 mm lik HSS matkap ile boydan boya delinmiştir. Kesme hızı 33m/dak ilerleme oranı ise 0.08 mm/devir seçilmiştir. Sonuç olarak sinterlenmiş özellikler üzerinde herhangi bir bozucu etki yapmaksızın işlenebilirliği iyileştiren ilave yalnızca mangan kükürt olarak tespit edilmiştir. Dahası farklı diğer bütün ilaveler sinterleme süresince boyutsal değişim üzerine etki yapmamıştır. Sinterleme süresince ortaya çıkan yanma olayına da rastlanmamıştır. Agapiou, ve DeVries, (1988) toz metal malzemelerin işlenebilirliği üzerine yapılan önceki çalışmaları kritik ettikleri makalelerinde, TM işleme konusunda literatürün çoğunluğunun, işlenebilirlik üzerine ilavelerin etkisi üzerine yoğunlaştığı ifade edilmiştir. Çok az çalışmanın porozitenin, işleme parametrelerinin, kesici takım parametreleri ile TM parça ve malzemelerinin işlenebilirliğine proses değişkenlerinin etkileri konusunda olduğu vurgulanmıştır. Çalışmada Shaw ve Oxford tarafından, tam yoğun malzemenin tornalanmasında spesifik enerji veya kesme kuvvetleriyle ilerleme oranı arasındaki ilişkiyi tanımlayan denklem, gözenekli malzemeye uygulanmıştır. Daha sonra bu denklem delme prosesi için modifiye edilmiş ve teorik sonuçlar, TM 304 L paslanmaz çelik malzemenin delinmesi esnasında alınan deneysel sonuçlarla karşılaştırılmış ve uyumlu olduğu belirlenmiştir. TM parçaların işlenmesi olayını, aralıklı kesme teorisinin yeterince açıklayamadığı, onun yerine iş sertleşmesi, yüzey katman yoğunlaşması ve işparçası malzemesinin ısıl iletkenliğine bağlı olarak daha iyi açıklanabileceği belirtilmiştir. Ayrıca TM malzemelerdeki porozitenin, takım aşınması, takım ömrü, yüzey bitirme ve talaş formasyonu üzerinde önemli etkiye sahip olduğu belirtilerek, işlenebilirlik üzerine porozitenin etkisinin 157
171 tam olarak anlaşılması için daha fazla çalışma yapılmasının gerekliliği vurgulanmıştır. Chopra, (1988) çalışmasında, sıkıştırılabilirlikleri 6,2 den 7,0 a kadar aralıktaki demir tozlarından dört farklı ticari alaşıma 0-0,75 aralığında MnS ilavesinin etkisini incelemiştir. Kullanılan tozlar; Su Atomize Hoeganaes A1000 ve A1000B demir tozları, Pyron D-63 indirgeme demir tozları ve Hoeganaes 316 L paslanmaz çelik tozlarıdır. MnS tozların ortalama partikül boyutu 10 mikrometredir ve %63,5 MnS, %35,5 S, % 0,8 O 2 içermektedir. Çalışmada standart F-0008 ve FC-0208 kompozisyon seçilmiştir. Sinterlenmiş kompaktların mekanik ve fiziksel özelliklerine MnS ün etkisi incelemek için sırasıyla % 0-0,25-0,5 ve 0,75 MnS ilave edilmiştir. Yağlayıcı olarak %0,75 oranında çinko stearat kullanılmış ve numuneler 1120 C sıcaklıkta endotermik gaz atmosferde 30 dakika sinterlenmiştir. Boyutsal değişim, enine kırılma mukavemeti, sıkışabilirlik, sertlik, ham mukavemet ve sinterleme yoğunluğu ölçülmüştür. Seçilen kırılma yüzeyleri SEM ile incelenmiştir. İşlenebilirlik testleri tipik üretim şartlarında kayış tertibatlı fırında sinterlenen numuneler üzerinde delme işlemi ile gerçekleştirilmiştir. Delme numuneleri, 102 mm çapında 25,4 mm kalınlığında disk, 12,7x12,7x31,8 mm prizmatik dikdörtgen ve dış çap 38,1 mm iç çap 22,2 mm kalınlık 9,5 mm dairesel halka şeklinde üç farklı geometri ve ölçülerde hazırlanmıştır. İşlenebilirlik, matkap ucunun bozulmasından önce delinen delik sayısına göre değerlendirilmiştir. Matkap çapı 3,5 mm olup devir sayıları sırasıyla ve 4000 devir/dakika, ilerleme oranları ise sırasıyla 0,12-0,39-0,59-0,79 cm/saniye ( mm/dakika) seçilmiştir. Soğutma sıvısı kullanılmamıştır. Çalışmada sonuç olarak MnS ilavesinin diğer işleme ilavelerine göre daha fazla bir iyileşme sağladığı belirtilmiş ve MnS ilavesinin etkinliğinin kompozisyona ve proses şartlarına bağlı olduğu vurgulanmıştır. Yazar ayrıca MnS ilavesiyle en fazla iyileşmenin 15 kat daha fazla bir oranla P/M paslanmaz çelik parçalarda olduğunu ifade etmiş ve uzamış takım ömrü, daha iyi yüzey kalitesi ve daha düşük işlem maliyetinin, işleme ilavesi olarak MnS ü cazip yaptığını belirtmiştir. 158
172 Johansson, (1988) çalışmasında, ticari Distaloy AE ve AG yüksek mukavemetli sinterlenmiş malzemelerin zayıf işlenebilirliğini iyileştirmek için, üç farklı ısıl işlem (önsinterleme, sinterleme ve yumuşak tavlama) uygulanmış ve bunların işlenebilirliğe etkisi incelemiştir. Ayrıca maliyet analizi de yapılmıştır. Distaloy AE numuneler tipik sinterleme şartlarında 1120 C da 30 dakika, Distaloy AG numuneler ise metanın küçük ilavesiyle endogaz ortamında (95/5 N 2 /H 2 ) 1150 C da 60 dakika sinterlenmiştir. İşlenebilirlik tornalama ve delme testi ile gerçekleştirilmiştir. Delme testlerinde işlenebilirlik indeksi, 5 ayrı matkapla elde edilen ortalama delik sayısına bağlı olarak her bir malzeme için ayrı hesaplandı. Matkap çapı 3,5 mm, devir sayısı 3000 devir/dakika seçilmiş ve 50mm çapında 12mm kalınlığında disk numuneler kullanılmıştır. Delme testi için aşınma kriteri olarak tam hasar alınmıştır. Tornalama testleri 105mm çapında 45mm uzunluğundaki silindirik çubuklar üzerinde gerçekleştirilmiştir. Tornalamada takım aşınma kriteri olarak 0,4mm yan yüzey aşınma şerit genişliği veya 15 dakika olarak belirlenmiştir. Sonuçta yumuşak tavlamanın ve kısmi sertleştirme ısıl işlemlerinin, işlenebilirliği iyileştirmek için uygulanabileceği belirtilmiştir. Ancak Distaloy AE (%4 Ni, %0,5 Mo) için işlemenin ön sinterleme şartlarında yapılması tercih edilebilir ve yumuşak tavlama şartlarında işlemenin sinterlenmiş koşullardaki işlemeye göre daha iyi olabileceği ifade edilmiştir. Distaloy AG (%8Ni, %1Mo) malzeme için de, sinterlemeden sonraki yüksek işlenebilirlik maliyeti ve sinterleme esnasındaki yüksek kendini çekme nedeniyle, yumuşak tavlama şartlarındaki işlemenin tercih edilebileceği vurgulanmıştır. Yapılan maliyet analizinde de iki malzeme grubu için farklı ısıl işlem prosedürünün avantajlı olduğu görülmüştür. Örneğin Distaloy AE için ön sinterleme ve sinterleme ısıl işlemlerinden sonraki işleme daha ekonomik olurken, Distaloy AG için de önsinterlemeden sonraki işleme daha ekonomik olmakla birlikte sinterleme süresince yüksek kendini çekmenin kullanımı güçleştirdiği görülmektedir. Yazar sinterlenmiş şartların yüksek işlenebilirlik maliyetine sebep olması nedeniyle, maliyet bakımından kısmi sertleştirmenin daha uygun olduğu sonucuna varmıştır. Roy, v.d. (1988) çalışmalarının amacını, sinterleme süresince gelişen fiziksel özellikler ile işlenebilirlik arasındaki ilişkinin belirlenmesi olarak belirtmişler ve F- 159
173 standardı malzemeden hazırlanan TM numunelerin işleme performansını delme testleriyle incelemişlerdir. Çalışmada ayrıca konvansiyonel karışımlarla MnS ilaveli TM parçaların işlenebilirliği karşılaştırılmıştır. İşlenebilirlik numuneleri disk şeklinde olup 100 mm çapında 25,4 mm kalınlığında, darbe (transverse rupture) numuneleri ise çubuk şeklinde ve 6,35 kalınlığındadır, yoğunluk 6,6gr/cm 3 dir. İşleme testleri 6,35 mm çapındaki HSS matkap ucu ile ve ilerleme kuvvetini sabit tutmak için kola basit kasnak- ağırlık sistemi (70 kg lık) adapte edilerek sabit ağırlıkla yapılmış ve delme zamanı ölçülmüş, devir sayısı 2300 dev/dak ilerleme oranı 0,076 mm/devir seçilmiştir. Aşınma kriteri olarak 25 delik delene kadar olan aşınma değerleri ve delme zamanı alınmıştır. Çalışma sonunda, sinterleme süresince mukavemet ve sertlikteki artışın, zaman ve takım aşınması bakımından işleme performansında zorluğu artırdığının kesin bir sonuç olduğu belirtilmiştir. Ayrıca sonuçlar, PM pratiklerinde sıkça gözlenen, yarı sinterlenmiş (önsinterleme) parçaların işlenebilirliğinin daha kolay olduğu varsayımını desteklemektedir. Bu yüzden, sinterlenmiş malzemelerin işlenebilirlik performansını değerlendirmek için, mukavemet ve sertlik seviyesi göz önüne alınmalıdır. Poirer, ve Gagne, (1990) Quebec Metal Powders firması tarafından üretilmiş ticari ismi ATOMET 28M ve 29M olan metal tozlarından elde edilen yüksek mukavemetli TM parçaların işlenebilirliğini iyileştirmek için bor nitrür (BN) kullanılmasının, baz karışımın karakteristiğine ve sinterleme sonrası mekanik özelliklerine etkisini incelemiştir. Sırasıyla % 0,3-0,6 ve 0,9 oranında grafit içeren üç karbon çeliği malzeme ve %0,9 grafit, %2,0 bakır içeren bakır çeliği numuneler hazırlanmıştır. Tüm karışımlara yağlayıcı olarak %0,5 çinko stearat ilave edilmiştir. TM parçaların işlenebilirliği, itme kuvveti (thrust force) ve takım ömrü verilerine göre değerlendirilmiştir. Çalışmada itme kuvveti ve takım ömrü testleri için ayrı numuneler hazırlanmıştır. Numunelerin tümü 6,7g/cm 3 yoğunluğa kompaktlandıkdan sonra; delme testi numuneleri 1120 C 0 sıcaklıkta zengin endotermik atmosferde 30 dakika sinterlenmiş, takım ömrü numuneleri ise %90 nitrojen %10 ayrılmış amonyak atmosferde 1120 C 0 sıcaklıkta 20 dakika sinterlenmiştir. Delme işleminde yapılan işlenebilirlik testlerinde 6,4mm lik genel amaçlı yüksek hız çeliği (HSS) kesici kullanılmıştır. Her iki testte soğutma sıvısı kullanılmamıştır. Takım ömrü kriteri, 160
174 sabit itme kuvveti ve dönme hızında, takımın tam hasarı veya uygulanan kuvvet altında daha fazla parça içine ilerlememesi durumuna kadar delinen delik sayısı olarak seçilmiştir. Çalışmada sonuç olarak BN ilavesinin TM karbon ve bakır çeliklerinin işlenebilirliğini iyileştirmek için etkili bir ilave olduğu ve işlenebilirlik iyileşmesinin delme itme kuvveti testleriyle gözlemlenip takım ömrü testleriyle de doğrulandığı belirtilmiştir. Ayrıca işlenebilirlik üzerine yüksek karbon ve bakır içeriğinin bozucu etkisinin BN varlığıyla azaldığı ve bunun da işleme gerektiren TM uygulamaları için yüksek mukavemetli parçaların seçimine izin vereceği vurgulanmıştır. Smith, (1990a) çalışmasında Fe-C-Cu kompaktları üzerine tornalama ve delik işleme ikincil işleme operasyonlarıyla üretilen yüzey şartları profilometrik analizle incelemiştir. Baz malzeme olarak Höganas SNC sünger demir tozları kullanılmış, dört farklı kompozisyon ve iki farklı basınçta dış çap 65 mm iç çap 35 mm boyutlarında silindirik numuneler hazırlanmıştır. Tüm kompaktlara % 0.8 çinkostearat yağlayıcı ilave edilmiş ve nitrojen-hidrojen atmosferde 1120 C da 45 dakika sinterlenmiştir. İşlenebilirlik testleri hızlandırılmış test olarak yapılmış yani kesme hızı değerleri normalden 2.5 kat daha yüksek seçilerek takım aşınması artırılmıştır. Kesici takım P25 sınıfı TiN kaplanmış karbür, kesme hızı 550 m/dak, talaş derinliği 0.5 mm, ilerleme oranı 0.1 mm/devir seçilmiştir. Çalışma sonucunda, parçanın bozulmasına yol açabilen kesici kenar bozulması, ilerleme oranın azalmasıyla, takım uç radyüsünün veya yanaşma açısının değiştirilmesiyle, minimize edilebileceği ifade edilmiştir. Yan yüzey aşınmasının en etkili aşınma mekanizması olduğu ve herhangi bir T/M parça işlendiğinde abraziv şartların mevcudiyeti nedeniyle arttığı belirtilmiştir. Testlerin hiçbirisinde krater aşınması görülmemiştir. Yüksek bakır ve karbon içeriği yan yüzey aşınmasını artırırken ve bozuk yüzey bitirmeye neden olurken, en iyi sonuçlar düşük bakır ve karbon ilavesinde elde edilmiştir. Takım kenarının yuvarlatılması, metrolojik şartlar tamamlansa bile kompaktın kabul edilmemesine yol açan, yüzey sıvanması ve plastik deformasyonun yüksek seviyesiyle karakterize edilen yüzeyler üretir. Yeni bir hızlandırılmış işlenebilirlik testi, hızlı alın tornalama ve aşınma arttırıcı takım testlerinin birlikte kullanıldığı karma bir test geliştirilerek; ISO P sınıfı işlenebilirlik denemelerinde tavsite edilen K 161
175 sınıfından daha iyi bir başlangıç noktası olarak bulunmuştur. Hızlandırılmış takım aşınma testlerinde yüzey bitirme, tüm durumlarda başlangıçta daha kötüleşmiş daha sonra takım hasarından önce oldukça iyileşmiştir. Fakat iyileşme, yan yüzey aşınmasının gerçekte yassılaşmış lokal sertlikten ibaret parlamış yüzeyde arttığı gerçeğini gizlemiştir. Bu yüksek lokal yüzey deformasyonu R a değerinin iyileşmesiyle gizlenmiştir. Yüzeyin yüksek deformasyonu ve lokal sertlik artışı, bazı iş-parçası malzemesinin taşınarak işlenmiş yüzeyin sıvanmasıyla kapanan gözeneklere sebep olmuştur. Her ne kadar metrolojik standartlarla yüzey ve onun sonucunda boyutlar kabul edilebilir görünse de, sıvanma çoğu T/M kullanım şartlarında kabul edilemez olduğu ve çalışma esnasında büyük problemlere sebep olabileceği vurgulanmıştır. Smith, (1990 b) T/M yoluyla imal edilen mühendislik parçalarının çeşidi ve miktarı, bir Esnek İmalat Hücresinde (EİH) ortadan büyüğe karışık yığın üretim ayarlarında bizzat iyi sonuçlar verir. Fakat problem soğutma sıvısı kullanarak ya da kullanmadan zaruri bir ikincil işleme operasyonu tamamlamak için bir karar verildiğinde başlar. Çalışmada T/M parçaların Esnek İmalat Sistemiyle üretiminde karşılaşılan problemler analiz edilmiştir. Sıklıkla toplam olarak denetlenmeyen işleme operasyonlarının gerçekleştiği otomatize imalat durumlarında, kompaktları hassas olarak bağlamak için otomatik bağlama mekanizmasıyla birlikte, talaş kabı kullanarak otomatik hızlı-değiştirici takımları kullanan takım tezgâhı gereklidir. Bu gerekli sınırlılıklar parçanın işlenmesi süresince ve sonra problemlere neden olur. Tipik problemler; frezeleme veya tornalama esnasında kompakt üzerinde kenar bozulması, değişebilir kesici plaketin hareketi sırasında üretilen sıvanmış yüzey topoğrafyası, otomatik hazır çevrimlerin bir fonksiyonu olarak delme mekanizmaları ile delme ve vida açma problemlerinin ürettiği işlenmiş yüzeyin iş-sertleşmesi, iş parçasını tutturmak için gerekli otomatik bağlama basıncıyla üretilen kompakt distorsiyonu. Çalışma da bu problemler incelenmiş ve otomatik esnek imalat sisteminde bunların çözümünün bulunabileceği veya en azından minimize edilebileceği belirtilmiştir. Çalışmada tavsiye edilen öneriler şöyledir; mümkünse kesici geometrisinde büyük yanaşma açısı ve radyüs kullanılmalı ve daha küçük ilerleme oranları seçilmelidir. Frezelemede bunlara ilaveten mümkün olduğu daha 162
176 küçük çapta kesici ve daha az sayıda (silici uç içermeyen) takma uç kullanılmaya çalışılmalıdır. Bağlama ve pozisyonlamada gerek iş parçasından gerekse de tezgâhtan kaynaklanan hatalar göz önüne alınmalıdır. Delme ve vida açma için harcanan zamanı azaltmak için çoklu-spindle başlıkların kullanımı tavsiye edilmiştir. Tork kontrollü işleme (TCM) gibi bir adaptive kontrol sistemi kullanılarak, kesici ve işparçası hasarı otomatik olarak izlenebildiği gibi optimize kesme şartlarıyla üretim zamanı kısalabilir. Ayrıca genel sonuç olarak, takım tezgahının kararlı ve kontrollü olması, kabul edilebilir işlem kapasitesini korumak için istatistik proses kontrol teknikleri ve proses sonrası ölçümlerin akıllıca kullanımıyla kompakt kalitesinin doğru olması gerekmektedir. Ambs, (1991) 303, 304 ve 316 TM paslanmaz çeliklerin işlenebilirliğini incelediği çalışmasında, delme testi uygulamıştır. 100 mm çapında 25 mm kalınlığında disk şeklinde imal edilen numunelere 25 er delik delinmiştir. Her delik için delme zamanı kaydedilmiş ve delme esnasındaki kesme kuvveti ve tork değerleri ölçülerek kıyaslama yapılmıştır. Ayrıca delme testinde 6.35mm çapında M-2 HSS Jobber matkap ucu kullanılmış, devir sayısı 480 devir/dak (kesme hızı 9,57 m/dak) seçilmiş ve delme için itme kuvveti ilerleme koluna asılan sabit bir ağırlık sayesinde 780 N olarak sabit tutulmuştur. Kesme sıvısı kullanılmamıştır. Karşılaştırma malzemesi olarak eşdeğer dövme paslanmaz çelikler ve F , FC-0208 ve FX gibi diğer TM çelikler kullanılmıştır. Çalışmada, sinterleme sıcaklığının ve atmosferinin yanı sıra, MnS ve BN işleme ilavelerinin işlenebilirliğe etkisi araştırılmıştır. Çalışmada sonuç olarak, TM 303 çeliklerin 304 ve 316 ya göre daha kolay işlenebildiği ve eşdeğer dövme çelikle benzer işlenebilirliğe sahip olduğu belirtilmiştir. MnS ilavesinin delme zamanını azaltmada etkili olduğu ancak BN ilavesinin fazla etkisinin olmadığı ifade edilmiştir. Ayrıca sinterleme sıcaklığının 1120 o C dan 1218 o C a çıkarılmasının delme zamanını %10 azalttığı, sinterleme atmosferi olarak saf hidrojenin, ayrılmış amonyaktan (NH 3 ) daha iyi sonuç verdiği ifade edilmiş ve bunun sebebinin sinterleme süresince numune yüzeylerinde düzensiz nitrojen alaşımlamanın oluşması ve böylece parça sertliğini artırmasından kaynaklanabileceği ileri sürülmüştür. Son olarak TM 303 paslanmaz çelik sınıfının bakır infiltreli çeliklerden daha kolay işlenebildiği vurgulanmıştır. 163
177 Madan, (1991) TM parçaların işlenebilirliğini iyileştirmede MnS kullanımı ve rolü üzerine yaptığı çalışmasında MnS içeren PM parçalarda yapı-özellik ilişkisine odaklanmıştır. MnS içeren farklı TM parçalara mekanik özellik ve işlenebilirlik testleri uygulanmıştır. Çalışılan TM alaşımları FC-0208, F-0008, FN-0205, A45P, Distaloy,, QMP 4401 gibi demir esaslı ve 316 L SS paslanmaz çelik parçalardır. Kullanılan MnS tozları yüksek kalitede olup 10µ dan küçük ve ortalama 4µ boyutundadır. İşlenebilirlik testleri 102mm çapında, 25,4mm kalınlığında disk şeklindeki numunelere 3,5mm çapındaki matkap ucu ile kör delik delinerek yapılmıştır. Aşınma kriteri olarak takımın tam harabiyetine kadar deldiği delik sayısı kullanılmıştır. Kesme parametreleri demir esaslı alaşımlar için 4000 dev/dak, ilerleme oranı 0,79cm/saniye, paslanmaz çelik tozlar için ise 700 dev/dak ve 0,12cm/saniye ilerleme oranı seçilmiştir. İlk olarak tüm alaşımlara % 0,5 oranında MnS ilavesinin çekme ve akma mukavemeti ile sertlik gibi mekanik özelliklere etkisi incelenmiş ve MnS ilavesiyle bu özelliklerde %4-12 oranlarında azalma olduğu belirtilmiştir. İşlenebilirlik testlerinde ise MnS ilavesinin tüm parçalarda genel olarak bir iyileşmeye neden olduğu görülmüş ve bu iyileşmenin kesme hızı arttıkça daha yüksek oranlarda olduğu belirlenmiştir. Örneğin MnS ilavesiyle A45P kompaktlarda delik sayısı 20 den 840 deliğe çıkarken, F008 ve FN0205 alaşımlarında 100 ila 150 delikten sırasıyla 3500, 4200 deliğe çıkmıştır. Böylece yaklaşık kat bir iyileşme olmuştur. Sonuç olarak, MnS ilavesinin mekanik ve fiziksel özelliklerden fedakarlık yapılmaksızın demir esaslı parçaların işlenebilirliğinde yüksek oranda bir iyileşme sağladığı, takım ömrünü uzattığı, proses maliyetini düşürdüğü, verimliliği ve ürün kalitesini artırdığı ifade edilmiştir. Chen, v.d. (1992) R3755 düşük alaşımlı sinterlenmiş çeliğin mukavemeti üzerine MnS etkisi, üç nominal yoğunlukta ( ve 6.95g/cm 3 ), üç farklı partikül boyutu (-6, -15, ve -29 µm) ve oranında (% ve 1.0) kullanarak incelemişlerdir. Deneysel veriler, sinterlenmiş parçaların yoğunluk, içerik ve MnS partikül boyutu arasındaki etkileşimi içeren ampirik tahmini model geliştirmek için, çoklu korelasyonu içeren istatistiksel analitik teknikler kullanılarak analiz edilmiştir. Bu istatistiksel modelle -15 ila -20 µm partikül boyutu ve % 0.35 ila 0.68 arasındaki ilave oranlarında, MnS ilavesinden dolayı mukavemet kaybını daha az duyarlı olarak 164
178 tahmin edilebilmiştir. MnS ilavesinin etkisinin yüksek yoğunluktaki kompaktlarda düşük yoğunluktakilere göre daha önemlidir. Kopma mukavemeti, daha yüksek yüzde oranında MnS ilavesiyle ve daha büyük MnS partikül boyutu ile önemli oranda azalabildiği belirtilmekle beraber bu konuda daha fazla çalışma yapılması gerektiği vurgulanmıştır. Çalışmada son olarak çoklu korelasyon tekniğinin, deneysel verilerden bilgi elde etmek ve alaşım kompozisyonunun şartlarını tahmin etmede oldukça güçlü bir araç sağladığı ifade edilmiştir. Fulmer, ve Blanton, (1992) FC-0208 bakır çeliklerinin işlenebilirliğine mikro yapının etkisinin incelendiği çalışmalarında, mikro yapının, sinterleme sonrası soğutma hızının değiştirilmesiyle değişimi ve bunun işlenebilirliğe etkisi deneysel olarak belirlemişlerdir. Çalışmada TM standartlarına göre MPIF FC-0208 bakır çeliğinden üretilen test numunelerine %0,9 grafit, % 2,0 bakır % 0,5 MnS ilave edilmiştir. Test Numuneleri 68,5x60,2x25mm boyutunda hazırlanmış ve 0,746 inç (18,94mm) çapında boydan boya delikler delinmiştir. Parça yoğunluğu 6,6 g/cm 3 olup tüm numuneler aynı toz karışımından üretilmiştir. Sinterleme, 1120 C 0 sıcaklıktaki, endotermik atmosferli fırında gaz alevinde 20 dakika gerçekleştirilmiş olup, numunelerde mikro yapı değişimi sağlamak için 3 farklı soğutma hızı uygulanmıştır. Sinterleme işlemi bittikten sonra numuneler sırasıyla 8,75-16,7 ve 39,8 C 0 /dakika soğutma hızlarında soğutulmuşlardır. Soğutma hızı, 850 C 0 den 500C 0 ye parçaları soğutmak için gerekli zaman olarak belirlenmiştir. Sıcaklık ölçümleri, işlenebilirlik numunelerinin birinin içine yerleştirilen termokupllarla yapılmıştır. Takım malzemesi olarak TiN kaplanmış tungsten karbür kullanılmıştır. İşlenebilirlik değerlendirmesi için delme yükü (tezgâh gücü), delik boyutu giriş ve çıkış kenarları ve yüzey kalitesi ölçülmüştür. Sonuçlar göstermiştir ki; Azaltılmış soğutma hızı (8,75 C 0 /dakika), sıcaklık kontrollü su ceketli soğutma bölgesi sayesinde büyük ölçüde iyileşmiş işlenebilirlik sağlamıştır. Fakat, çekme özelliklerini azaltmasına dikkat edilmelidir. Yüksek soğutma hızı (39,8 C 0 /dakika), 16,7 C 0 /dakika soğutma ile konvansiyonel su ceketli fırınla elde edilene göre % 15 çekme özelliklerini iyileştirmek için kullanılabilir. 165
179 Madan, (1992) Nikel çeliği (FN0205), difüzyon bağlı (Distaloy) kompaktlar ve yumuşak-manyetik (Fe+%0,45P) alaşımlarının işlenebilirliği ve özellikleri üzerine mangan kükürt (MnS) tozunun etkisini incelemiştir. Çalışmada hazırlanan numunelerin, çekme ve akma mukavemeti, süneklik, sertlik, boyutsal değişim, charpy darbe, yorulma mukavemeti, kırılma tokluğu, işlenebilirlik ve mikro yapısal unsurları içeren verileri rapor edilmiştir. Bu üç alaşım üzerine sinterleme sıcaklığının, sinterleme yoğunluğunun, mangan kükürt toz saflığı ve ısıl işlemin etkisi belirlenmiştir. İşlenebilirlik numuneleri 102 mm çapında ve 25.4 mm yüksekliğinde silindirik şekilde imal edilmiş. Kesici olarak 3.5 mm çapında HSS matkap kullanılmış ve 11.4 mm derinliğinde kör delik CNC freze tezgahında delinmiştir. Her bir malzeme grubu için matkap devri ve ilerleme oranları ayrı ayrı belirlenmiş olup sırasıyla, nikel çelik alaşımları için 3000 devir/dak ve 35.6 mm/dakika (0.01 mm/devir), Distaloy kompaktlar için 2000 dev/dak mm/dakika (0.01 mm/devir), Fe + % 0.45 P alaşımı için 4000 dev/dak ve 47.2 mm/dakika (0.01 mm/devir) seçilmiştir. Sonuç olarak, yüksek saflıkta mangan kükürt tozu ilavesinin, düşük saflıktakilerle karşılaştırıldığında, incelenen alaşımların işlenebilirliğinin iyileşmesinde daha etkili olduğu ayrıca farklı işlem şartlarında test edilen farklı alaşımların çekme mukavemeti, charpy darbe, yorulma mukavemeti ve kırılma tokluğu üzerine daha az etkiye sahip olduğu belirtilmiştir. Nigarura, v.d. (1992) MnS ilavesi talaş kaldırma ve takım ömrü üzerine faydalı etki sağladığından önalaşımlı MnS tozları önemli serbest-işleme sınıfıdır. İlave/kalıntıların kimyası, şekli, boyut ve dağılımı gibi karakteristikleri sinterlenmiş parçaların işlenebilirliğini etkileyen temel faktörlerdir. Bu çalışmada da toz üretim aşamasında, bir su-atomize dökme demirde yukarıda belirtilen karakteristikler üzerine toz prosesinin etkisi çalışılmıştır. Ergimeden sinterleme aşamasına kadar kükürt kalıntıların oluşumu, gelişimi ve davranışları dikkatlice incelenmiştir. Kasıtlı olarak üretilen MnS kalıntılarından ayrı, oksit kalıntıları su-atomize ve MnS önalaşımlı tozlarında bulunmaktadır. Bu kalıntılar üzerine işlem parametrelerinin etkisi, onların oluşumunu ve son işlem aşaması süresince onların miktarını kontrol etmek için de incelenmiştir. Çalışma sonunda bu kalıntıların yapısını kontrol etmek için proses süresince önemli esneklikler olduğu belirtilmiştir. İncelemeler sonucunda; 166
180 yüzey oksidasyonunun su-atomize tozlarda oksit kalıntıların başlıca kaynağı olduğu, bu oksitlerin büyük miktarının kristalizasyona maruz kalan krom ve silikonca zengin oksitler hariç prosesin takip eden adımlarında azaltılabildiği görülmüştür. MnS önalaşımlı tozların su-atomizasyonla birleştirildiğinde hızlı katılaşmasının bir sonucu olarak MnS kalıntıların küçük boyutta olduğu, ancak takip eden adımlarda ısıl işlemlerin bu kalıntıların boyutunda artmaya neden olduğu ve böylece boyut kontrolüne izin vermiştir. Oksit içeren kalıntıların en önemli kısmının manganezdemir oksitlerinin olduğu, tavlama fırınlarında yüksek indirgeme atmosferinin kullanımının bu kalıntıları önemli oranda azaltmaya izin verdiği ve dekarbürasyon fırınlarındaki hidrojence zengin atmosferinde manganez-demir oksitleri elimine etmeye katkı sağlayabileceği belirtilmiştir. Son olarak dekarburizasyon süresince kendiliğinden oluşan atmosfer, nispi yüksek oksijen kısmi basıncıyla birleşince Mns inklüzyonlarının çoğunu dubleks MnO-FeS inklüzyonlarına çevirir. Fakat tavlama fırınının hidrojence zengin atmosferi, dubleks MnO-FeS inklüzyonlarının çoğunu kükürt kısmi basıncının artmasının bir sonucu olarak MnO küçük miktarıyla MnS ca zengin inklüzyonlara geri çevirir. James, (1994) tek etkili kalıpta preslenmiş, TM çelik kompaktlarının delik kalitesine, farklı yoğunluk ve sinterleme sonrası emdirme işleminin etkisini incelemiştir. Çalışmada altı farklı TM çelik malzemeden üretilen 25mm çap ve 20mm yüksekliğindeki silindirik numuneler, 1150 C 0 sıcaklıkta 20 dakika endogaz atmosferinde sinterlenmiştir. Yapılan delme testlerinde, 29 0 helis açısına sahip 9mm lik matkap ucu kullanılmıştır. Uç açısı ise ve olmak üzere iki değer alınmış ve optimize edilmiştir. Testlerde üç farklı ilerleme oranı, (0,09-0,11 ve 0,20 mm/devir) ve üç farklı devir sayısı ( ve 394 devir/dakika) seçilmiştir. Her 12 numuneden sonra matkap ucu değiştirilmiştir ve tork ve itme kuvveti ölçülmüştür. Uygulanan test programı iki inceleme alanını kapsamaktadır. İlk olarak her bir grup numune için optimum delme şartları belirlenmiş, ikinci olarak ta ilk testlerde belirlenen şartlar altında ardışık delme işlemlerinin tekrar edilebilirliği ve tutarlılığının değerlendirmesi yapılmıştır. Genel sonuç olarak; ilerleme oranının artmasıyla, itme kuvveti (thrust force) artmış; kesme hızının artmasıyla hem tork hem de itme kuvveti artmıştır. Tüm şartlar içinde 0,11mm/dakika ilerleme oranı en 167
181 iyi delme tepkisi vermiştir. Yazar incelemelerden elde edilen önemli bulgulardan birisinin de, optimum işleme şartlarının malzeme tipi ve sinterleme yoğunluğuna göre önemli oranda değişmesi olduğunu vurgulamış ve artan yoğunluğun işlenebilirliği iyileştirme eğiliminde olduğu belirtmiştir. Causton, (1995) serbest işleme ilavelerinin, sinterlenmiş T/M çeliklerin işlenebilirliğini iyileştirme potansiyelini incelediği çalışmasında, ilavelerin FC-0208 ve FN-0205 ticari T/M çeliklerinin delme işlemi ile işlenebilirliği ve sinterlenmiş özellikleri üzerine etkisi test edilmiştir. Dövme çeliklerle karşılaştırıldığında T/M çeliklerin zayıf işlenebilirlik özelliğinin porozite, mikro temizliği, mikro yapısı ve bilgi eksikliğine bağlı olduğunun vurgulandığı çalışmada bu faktörler ayrı ayrı ele alınmıştır. T/M çeliklerin bu işlenebilirlik problemlerini ortadan kaldırmak için; porozitenin kapatılması, mikro temizliğin iyileştirilmesi, serbest işleme ilaveleri, mikro yapının değiştirilmesi ve takım malzemesinin seçimi gibi yöntemler önerilmiştir. Çalışmada serbest işleme ilavesi olarak kükürt (S) ve mangan kükürt (MnS) ve molibden di sülfür (MoS 2 ) belirtilen çelik malzemelere ilave edilmiş ve boyutsal değişime ve işlenebilirliğe etkileri ve ayrıca uygulanan ısıl işlemle mikro yapının değiştirilmesinin işlenebilirliğe etkisi deneysel olarak incelenmiştir. İşlenebilirlik testinde 3.5 mm HSS matkap ucu kullanılmış, devir sayısı 3285dev/dakika (kesme hızı 36.1 m/dakika) ilerleme oranı 0.15 mm/devir olarak seçilmiştir. Çalışmada sonuç olarak; FC-0208 ve FN-0205 gibi genel amaçlı T/M çeliklerin işlenebilirliğini MnS ve MnX serbest işleme ilavelerinin önemli oranda iyileştireceği, ancak bu ilavelerin miktarının artmasıyla daima işlenebilirliğin iyileşmeyeceğini yani belli orana kadar etkili olduğu belirtilmiştir. Kükürt veya kükürt içeren ilavelerin nispeten yüksek miktarda (% 0.5 ve üzeri) ilave edilmesinin, T/M çelik parçalanın (özellikle atomize tozlardan yapılan FC-0208) boyutsal değişimini artırdığı ve mukavemetini azalttığı, işleme ilavelerinin daha yüksek mukavemetli molibden nikel çeliklerinde daha az başarılı olduğu sonucuna varılmıştır. Ayrıca tavlama ve temperleme ısıl işlemlerinin T/M çeliklerini işlenebilirliğini iyileştirebileceği fakat mekanik özellikleri azaltacağı vurgulanmış, bu işlemlerin, performans ihtiyaçlarını karşılamak için ısıl işlem gerekli karmaşık parçalarda doğrulanabileceği ifade edilmiştir. 168
182 Cimino, ve Luk, (1995) a göre sinterlenmiş parçaların mikro yapı ve kompozisyonu sıklıkla işleme problemlerine sebep olur ve işlenebilirliği iyileştirici ilaveler gerektirir. Halen konvansiyonel olarak üretilen demir esaslı TM malzemeler ortalama yaklaşık 1500 psi ham mukavemete sahiptir. İyileşmiş kompaktlama teknolojisiyle beraber organik bağlayıcı ve yağlayıcılardaki en son gelişmeler, iyileşmiş ham mukavemete sahip TM parçaların üretimini mümkün kılar böylece imalat zamanı azalır ve üretim maliyeti düşer. Bu çalışmada ham malzemelerin işlenebilirliği delme işlemiyle incelenmiştir. Numuneler %2 Ni, % 0.4grafit ve % 0.6 yağlayıcı/bağlayıcı içeren ticari Ancorsteel malzemeden, 102 mm çap, yükseklikte disk şeklinde hazırlanmıştır. Ham parçalar 145 C da ılık preslenmiş ve yoğunluk 7.33 g/cm 2 elde ediliştir. Delme işleminde farklı uç açısı ve ağız geometrisinde 9.5 mm çapınsa standart HSS matkap kullanılmış, kesme hızı 98 m/dakika, ilerleme oranı 0.3 mm/devir seçilmiştir. Sonuçlara göre delme işlemi esnasında delikten tozların uzaklaştırılmasındaki etkinlik delme kuvvetlerinin azalmasında önemli bir faktördür. Split uç matkap geometrisi itme kuvvetini azaltır. Deliklerde sinterleme süresince oluşacak distorsiyon önemlidir ve malzeme kimyası ve parça geometrisine bağlıdır. Ham mukavemet ve ham yoğunluk arasındaki direk bir ilişki yoktur, ham mukavemet daha ziyade organik yağlayıcı ve malzeme prosesine bağlıdır. Hultman, v.d. (1996) a göre işlenebilirlik, işparçası, takım malzemesi, takım konsepti ve kesme şartlarıni içeren birçok faktörden etkilenen karmaşık bir olaydır. Özellikle dövme ve döküm çeliklerle karşılaştırıldığında daha zayıf işlenebilirliğe sahip sinterlenmiş çeliklerin kullanım alanını genişletmek için, işlenebilirliğini etkileyen faktörlerin daha iyi anlaşılması gereklidir. Bu çalışmanın amacıda farklı işleme parametrelerinin sinterlenmiş çeliklerin işlenebilirliğine nasıl etkilediğini göstermektir. Bu amaçla sinterlenmiş çeliklerin belirli aralığına tornalama ve delme testleri uygulanmıştır. Farklı kesici takım ve işleme parametreleri için, kesme kuvveti, yüzey bitirme ve aşınma oranları belirlenmiştir. Sonuç olarak tornalama testlerinden; abraziv yan yüzey aşınmasının T/M malzemeler için baskın aşınma mekanizması olduğu, yan yüzey aşınmasının Vb= mm den sonra çentik oluşumu nedeniyle hızlandığı belirtilmiştir. Takım aşınması ve kesme kuvvetlerinin ilerleme oranına daha duyarsız olduğu, eksenel kuvvet bileşeni ile yan yüzey 169
183 aşınmasının var olması arasında güçlü bir ilişki olduğu vurgulandıktan sonra, Distaloy AE+0.5 %C malzemede, ASC %Cu+0.5%C malzemeden daha yüksek kesme kuvveti ve kesici takım aşınması görüldüğü, ancak Distaloy AE malzemenin işlenmiş yüzeyinin ASC malzemeden daha düzgün olduğu belirtilmiştir. Tornalama için son olarak, karbür malzeme üzerine PVD-TiN kaplamanın takım ömrünü iyileştireceği ifade edilmiştir. Delme işlemiyle ilgili olarak ta; delme işleminin normalde bir hacim boşaltma işlemi olduğu, bu yüzden matkabın toplam hasarının takım aşınma kriteri olarak seçildiği belirtilmiştir. Ayrıca vt-eğrilerinin T/M malzemelerin delinebilirliğinin belirlenmesinde temsili bir yol olduğu, sıvı soğutucuların HSS takım kullanıldığında termal aşınma büyük öneminden dolayı takım ömrünü artırdığı ifade edilmiştir. Son olarak matkap uç açısı olarak 118 ve TiN kaplanmış matkap ucunun, yüksek verimlilik istendiğinde veya kaplanmamış HSS uçlarda yeterli takım ömrüne ulaşılmadığında tavsiye edilmiştir. Berg, v.d. (1997) çalışmalarında sinterlenmiş çeliklerin işlenebilirliğini etkileyen, ilerleme oranı, geometri, kaplama ve kesme sıvısı gibi işleme parametrelerinin nasıl olacağının açıklanmasını amaçlanmışlardır. Çalışmada mikro yapı, karbon içeriği, yoğunluk ve işlenebilirlik iyileştirici ilaveler v.b. faktörlerin etkileri incelenmiştir. Tornalama, delme ve vida açma işlemlerinde optimum işleme parametreleri için kılavuz bilgiler bahsedilen incelemelere dayalı olarak T/M sınıflarının geniş aralığı için öngörülmüştür. Çalışma sonucunda önerilen genel tavsiyeler; tornalama için, baskın aşınma mekanizması abraziv yan yüzey aşınmasıdır. PVD-TiN kaplanmış HM kesiciler aşınma oranın azaltır, CVD-Al 2 O 3 ise performansı daha da iyileştirir. Yağ emdirme işlenebilirliği iyileştirir. Sıvı akışkan işlenebilirliği azaltır. Eksenel kuvvet, yaklaşık 0.1 mm yan yüzey aşınmasından sonra baskın kuvvettir. MnS ilavesi makro yüzey tamlığını iyileştirir. Takım ömrü, PVD-TiN kaplanmış HM takımla mm/devir aralığında, neredeyse ilerleme oranına bağlıdır. Sertlikle ilişkili T/M malzemelerin performansını açıklamak yeterli değildir. Homojen olmayan yapı nedeniyle yumuşak fazdan mikro sıvanma, konvansiyonel çeliklerle bağlantılı T/M malzemelerin performansı için bir açıklamadır. Kesintili kesme için MnS ilavesi işlenebilirlik üzerine oldukça etkilidir. Delme için, matkap ucunun 170
184 uzunluğu iyileştirme için birinci faktör olarak düşünülmüştür. İlaveler yüksek performans malzemeler için oldukça etkilidir. Takım ömrü mm/devir aralığında hemen hemen ilerleme oranına bağlıdır. Sıvı akışkan verimlilikte etkili değildir. Vida açma için, talaşın tıkanması performansı bozabilir, bu olumsuzluk sıvı akışkan kullanarak iyileştirilebilir. MnS ilavesi torku düşürür. Kutsch, v.d. (1997) sinterlenmiş çeliklerin mekanik ve fiziksel özelliklerini etkileyen en önemli parametre yoğunluk veya porozitedir. Yoğunluktaki bir değişim işlenebilirliği de etkileyecektir. 316L ve 430L sinterlenmiş paslanmaz çeliklerin mekanik özellikleri, ısıl iletkenliği ve işlenebilirliğine yoğunluğun etkisinin belirlemek için yapılan çalışmada, numuneler saf hidrojen veya sentetik hidrojen ve azot atmosferde sinterlenmiştir. Mekanik özellikler için çekme testi uygulanmıştır. Yoğunluk ve sıcaklık ölçümüne dayanarak, termal iletkenlik ve ısıl genleşme özgül ısı ilgili literatürden veriler kullanılarak hesaplanmıştır. İşlenebilirlik testleri 5 mm çapında 118 uç ve 30 helis açılı konvansiyonel HSS matkap ucu ile 0.1 mm/devir ilerleme değerinde soğutma sıvısı kullanılmadan, 7.5 mm lik kör delik delinerek yapılmıştır. Kesme hızındaki değişmeyle takım ömrü eğrileri üretilmiştir. İşlenebilirliğin nicel olarak tanımlanması için kriter optimum kesme hızıyla delindiğinde minimum delik maliyeti seçilmiştir. İlave olarak delme esnasında tork ve eksenel kuvvet ölçülmüştür. Sonuç olarak takım ömrü incelemeleri göstermiştir ki, incelenen tüm malzemelerin işlenebilirliği yoğunluğun artmasıyla iyileşmiştir. Ayrıca %80-90 teorik yoğunluk arasında işleme maliyetinin kesme hızına bağlı kısmı baz malzemeye göre % 20 civarında azalmıştır. Eş zamanlı olarak tek bir deliği delmek için gerekli enerji miktarı artan yoğunluğa rağmen mukavemet değerlerinden bağımsızdır. Yoğunluk artışına bağlı olarak işlenebilirlikteki iyileşmenin ısıl iletkenlikteki artma nedeniyle olduğu belirtilmiş ve bunun sonucu olarak matkap ucunun ısıl yükü azalmıştır. Son olarak diğer malzemeleri etkilediği gibi sinterleme atmosferi ve işleme ilavelerinin işlenebilirlik üzerinde güçlü bir etkiye sahip olduğu ifade edilmiştir. Beis, v.d. (1998) sinterlenmiş 316 L Paslanmaz Çeliklerin delinmesi sırasındaki ısı dengesinin incelendiği çalışmada tork ve itme kuvveti değerleriyle giriş enerjisi 171
185 ölçülmüş ve bunun tamamen ısıya dönüştüğü kabul edilmiştir. Su atomize tozlardan farklı yoğunluklarda hazırlanan 30 mm çap ve 17 mm uzunluğundaki silindirik numuneler 1280 C ta %30 hidrojen ve %70 nitrojen içeren sentetik atmosferde 30 dakika sinterlenmiştir. Matkap ucu DIN 338 standardında olup 5 mm çapında, N tipinde, 118 uç ve 30 helis açısına sahiptir. Yüzey kesme hızı 9,25 metre/dakika, ilerleme 0,1 mm/devir olup delik derinliği 7,5 mm dir. Soğutucu kullanılmamıştır. İşparçası ve takımın içerisine ısı akışı ve talaşın ısı içeriği deneysel olarak belirlenerek; enerji girişi ile işparçası, matkap ucu ve talaşlardan kaybolan ısının tam olarak denk olduğu görülmüştür. Sonuçlar göstermiştir ki; azalan yoğunlukta daha düşük ısıl iletkenlik, daha yüksek matkap ucu sıcaklığına sebep olmaktadır. İşparçasına ısı akışı, daha düşük yoğunlukla geciktirilmiştir. Bu yüzden matkap uçları daha sıcak olmuş ve düşük yoğunlukta, yüksek yoğunluklardan daha erken bozulmuştur. Bu eşdeğer kompozisyondaki gözeneksiz çeliklerle karşılaştırıldığında kuru şartlarda delinmesinin zorluğunu açıklamaktadır. Berg, ve Thorndenberg, (1998) TM teknolojisinin konvansiyonel imalat yöntemleriyle rekabet edebilmesi için, işlemesi zor olan bu malzemelerin talaşlı işleme maliyetinin azaltılması gerekmekte ve bunun içinde uygun takım malzemesi/geometrisi seçilmeli ve TM malzemeler özel davranışların göz önüne alınmalıdır. Farklı takım geometrisi ve sınıfı için çeşitli PM malzemelerin işleme karakteristiğinin araştırıldığı bu çalışma sonunda, tavsiye kesme verileri üretilmiştir. Çalışmada, sırasıyla demir esaslı, difüzyon alaşımlı Distaloy AE % 0,5 C, Distaloy AE % 0,5 C+oil İmpregnation ve ASC tozlarından 3 farklı grupta toplam 12 karışım kullanılmıştır. Farklı takım malzemesi ve geometrisi tornalama işleminde test edilmiş ve tavsiyeler 15 dakikalık takım ömrü için, kuru şartlarda ve 0,5 mm talaş derinliğine göre yapılmıştır. Numuneler iç çapı 35 mm, dış çapı 62 mm ve 62 mm uzunluğunda hazırlanmış ve yüzey tornalama yapılmıştır. Sinterleme işlemi, karbon ilaveli malzemeler için endotermik diğer malzemeler için ayrıştırılmış amonyak atmosferde, 1120 C sıcaklıkta 20 dakikada gerçekleştirilmiştir. Referans malzeme olarak % 0,5 C, lu 220 HV sertlikte standart DIN 16MnCr5 çelik seçilmiştir. Çalışma sonunda kaplanmamış sert metal (HM), Sermet ve CBN kesici takımlarla işlenen TM malzemeler için tavsiye değerlerini içeren bir tablo verilmiştir. 172
186 Çalışmada yapılan deneysel sonuçlara göre genel tavsiyeler şu şekildedir; artan yoğunluk, MnS ilavesi ve yağ emdirme ile TM malzemelerin işlenebilirliği artar. TM malzemeler için genel olarak 0,1-0,3 mm/devir ilerleme verimlidir fakat 0,1-0,2 ve 0,2-0,3 aralıkları arasındaki ilişki büyük oranda farklıdır. Sade demir için kesme performansı artan ilerleme oranıyla büyük iyileşme gösterir. Yüksek ilerleme oranı kullanma olasılığı takım geometrisiyle sınırlıdır. Chagnon, ve Gagne, (1998) P/M parçalara sinterlenmiş şartlarda, sinterleme sonrası konvansiyonel ısıl işlem uygulanmaksızın, yüksek görünür sertlik ve yüksek mukavemet sağlamak için uygulanan sinter sertleştirme işleminin talaşlı işleme özelliklerine etkisinin incelendiği çalışmada, numunelere ön-sinterleme ısıl işlemi uygulanmıştır. Çalışmada yapılan testlerin amacı sinter-sertleştirme uygulamaları için dizayn edilmiş su-atomize çelik tozların işlenebilirliği ve mukavemeti üzerine ön-sinterleme sıcaklığının etkisini değerlendirmek olarak belirtilmiştir. Toz karışımı olarak % 0,45Cr, % 0.90Ni, % 1.0Mo ve % 0,45Mn önalaşımlı tozlar kullanılmış ve karışıma %2 bakır %0,9 grafit ile % 0.74 EBS balmumu yağlayıcı ilave edilmiştir. Numuneler 3,18 cm uzunluğunda, 1,27 cm genişliğinde ve 0,64 cm kalınlığında standart enine kırılma numuneleri olarak hazırlanmış ve işlenebilirlik testleri 1,27 cm lik kalınlıkta gerçekleştirilmiştir. Çalışmada önsinterleme 650, 730, 810, 890 ve 970 C arasındaki beş farklı sıcaklıkta, %10 hidrojen içeren nitrojen esaslı atmosferde ve 28 dakika sürede gerçekleştirilmiştir. Önsinterleme sıcaklığından soğutma hızı 1 C/saniye civarındadır. İşlenebilirlik testleri, otomatik ilerleme hızında pres delme tezgahında delme işleminde itme kuvveti ve tork ölçülerek yapılmıştır. Kesici takım olarak siyah oksit kaplanmış 118 o helis açılı,, 6,35 mm çapında yüksek hız çeliği kullanılmıştır. Kesme hızı 2220 devir/dakika, ilerleme 0,12 mm/devir seçilmiştir. Her bir test şartları için 11,2 mm derinliğinde 15 adet kör delik delinmiştir. Sonuç olarak, önsinterleme sıcaklığındaki artışla itme kuvveti ve torkunda arttığı ve bu artışın itme kuvveti için C aralığında lineer olduğu, tork için ise yaklaşık lineer olduğu belirtilmiştir. Önsinterleme sıcaklığına bağlı bu artışın nedeni çelik partiküller arasındaki metalürjik bağların oluşumu ve demir ana yapı içine grafitin difüzyonu nedeniyle malzemenin sertlik ve mukavemetindeki artışla ilişkili olmasıdır. Çalışma sonuçlarına göre optimum önsinterleme sıcaklığı olarak C sıcaklık 173
187 aralığıdır C arasında yumuşak ferrit tanelerinin varlığı matkabın malzemeye nüfuziyetinde kesme yüzeylerin yoğunlaşmasını artırmıştır. Grafit difüzyonu ve metalürjik bağlar, kesme yüzeyi altında katmanın küçültülmüş yoğunlaşmasına neden olan, C önsinterleme sıcaklık aralığında partiküller arasında oluşur. 970 C da beynit ve martensitin varlığı, takımın kesme kenarının hızlıca harabiyetine yol açar. Deliklerin yüzey kalitesi için optimum mikro yapı perlitten oluşur. Bu MPa aralığındaki enine kırılma mukavemeti ve HRB görünür sertlik değerleri ile uyumludur. Gagne, ve Chagnon, (1998) toz dövme yöntemiyle üretilmiş parçaları inceledikleri çalışmada FC-0205 standardında T/M içeriğine farklı oranlarda MnS ilavesi yapılmış ve kesme kuvveti, tork, takım ömrü ölçülmüştür. Numuneler 100 mm çap ve 32 mm kalınlığında disk şeklinde imal edilmiş olup, işlenebilirlik için delme test yöntemi kullanılmıştır. Kurulan test düzeneğiyle 4 farklı malzeme grubu için saniyede 9 kez, ilerleme oranı, dönme hızı, uygulanan tork ve itme kuvveti ile ilgili ölçümler yapılmıştır. HSS malzemeden 6,35 mm çapında ve 118 helis açıya sahip matkap ucu kullanılmış. Tüm testler için devir sayısı 2220 dev/dak, ilerleme oranı ise 0,08 mm/dev olarak seçilmiştir. Sonuç olarak, delme kuvveti ve tork ölçümlerinin, takım ömrü ve takım aşınmasını temsil ettiği ve malzemelerin işleme davranışlarını karakterize etmede kullanılabileceği ifade edilmiştir. Ayrıca Mangan kükürt ilavesinin Toz dövme PF/FC-0205 malzemelerde işlenebilirliği arttırdığı, MnS içeren malzemelerin işleme davranışlarının MnS ün kimyasal kompozisyonu ve partikül boyutundan etkilendiği belirtilmiştir. Daha yüksek saflıkta MnS tozu kullanılması işlenebilirlikte daha fazla iyileşme sağlayacağı ve kaba MnS kullanılmasıyla partiküller arasındaki ortalama mesafe artarak takım/işparçası ara yüzeyinde aralıklı yağlamayı sağlayacağı vurgulanmıştır. Gagné, ve Danaher, (1998) e göre talaşlı işleme toz metal parçaların maliyetinin önemli bir kısmını oluşturabilmektedir. Bu maliyeti azaltmak proses verimliliğini iyileştirmek için MnS ve BN gibi işlenebilirlik iyileştiriciler sıklıkla demir esaslı tozlara ilave edilmektedir. Fakat bu gibi malzeme davranışlarına işleme parametrelerinin etkisi üzerine sınırlı veriler yayınlanmıştır. Tam donanımlı 174
188 işlenebilirlik değerlendirme sistemi, incelenen işleme parametrelerinin aralığını genişletmek ve üretilen bilgilerin analizini daha hassas yapmak için geliştirilmiştir. Bu çalışmada sırasıyla F-0005 ve FC-0205 malzemelerine ilave edilen MnS ve BN işlenebilirlik ilavelerinin etkinliği, delme ilerleme oranı ve kesme hızının geniş aralığında incelenmiştir. İlerleme kuvveti (Thrust force), takım aşınması ve takım ömrü arasındaki ilişki tartışılmıştır. Bu malzemelerin işlenebilirlik karakteristiği, ilavesiz TM malzemelerle ve otomotiv endüstrisinde kullanılan sünek demir ve işlenebilir çeliklerle karşılaştırılmıştır. Çalışma sonucunda, kesme hızı ve ilerleme oranının artmasıyla takım ömrünün azaldığı, BN ve MnS ilavelerinin delme ilerleme kuvveti, tork ve aşınmayı azaltarak işlenebilirliği iyileştirdiği ifade edilmiştir. Ancak bu ilavelerin faydalı etkisinin yüksek kesme hızı ve ilerleme oranlarında etkilemediği görülmüştür. Romero, v.d. (1998) TM çeliklerin işlenebilirliğinin daha erken ve daha iyi belirlemek için bir metot geliştirildiği çalışmalarında, işleme verimliğini düşüren hataların tespit edilmesi ve bunların giderilmesi için önceki proses adımlarında gerekli tedbirlerin alınmasına yönelik bir yöntem önermişlerdir. Bu yöntemin diğer yöntemlerden farklı tarafı, geniş boyut ve geometri aralığındaki sinterlenmiş parçalara uygulanabilmesi, özel test numunesi gerektirmemesi; dakika gibi kısa sürede sonuç vermesi, hassasiyet ve tekrarlanabilirliğinin güvenir olmasıdır. Test yönteminde takımın bozulması, kesme kuvvetleri ve sıcaklık dikkate alınmamıştır. Masa tipi bir matkap tezgâhına, bir makara sistemi ile matkap ucuna sabit ilerleme elde etmek için kol üzerine ağırlık sistemi uyarlanmıştır. Takım tutucuya, belli uzunlukta delik için gerekli zamanı ölçmeye izin veren pozisyon sensörü monte edilmiştir. Ardışık aynı uzunlukta delik delinmiş ve her bir delik için gerekli zaman kaydedilmiştir. Numuneler 38 mm çapında, 10 mm yüksekliğinde disk şeklinde hazırlanmış, daha sonra preslenip sinterlenmiştir. Küçük boyuttaki parçalarda daha fazla delik sayısı elde etmek için matkap çapı 2 mm seçilmiştir. İlerleme hızındaki ani değişimleri önlemek için 9 mm uzunluğundaki kör delik tercih edilmiştir. Soğutucu veya yağlayıcı sıvı kullanılmamıştır. Çalışmada önerilen işlenebilirlik testinin temel amacı delik delme zamanlarının karşılaştırılması ve lineer regresyon temeline dayanmaktadır. Çalışmada belli bir uzunlukta delik delmek için 175
189 gerekli zamanın malzeme sertliğiyle ilgili olduğu ve buna dayalı olarak ta malzemelerin işlenebilirliği hakkında daha kısa sürede sonuca ulaşmak amaçlanmıştır. Sonuç olarak bu test yönteminin, bir ölçüm için gerekli delik sayısının yanında küçük delik çapı ve kalınlık nedeniyle geniş aralıktaki T/M parçalara uygulanabileceği belirtilmiştir. Gagné, ve Chagnon, (1999) a göre işlenebilirliği arttırıcı ilaveler olarak BN ve MnS, toz metal parçaların işlenebilirliğini iyileştirmek için TM endüstrisinde oldukça yaygın kullanılan tekniktir. Fakat ham durumda işleme operasyonlarının gerçekleştirilmesi TM parçaların işlenebilirliğini iyileştirmek için alternatif bir yöntem olabilir. Parçaların fiziksel tamlığını korumak için gerekli yüksek kompaktlama mukavemeti sağlayan yağlayıcı ve/veya proseslerin gelişmesi, ham işlemeyi cazip bir proses yapmıştır. Bu bildiride TM parçaların sinterlenmemiş ham durumda işlenmesi süresince gösterdiği davranışlar incelenmiştir. İşlenebilirlik testleri delme işlemiyle gerçekleştirilmiştir. Delme işleminde 6.5 mm çapında siyah oksit kaplanmış HSS uç kullanılmış, kesme hızı 68.2 m/dakika, ilerleme oranı ise 0.08 ile 0.2 mm/devir olarak seçilmiştir. Numuneler 31.8 mm uzunluğunda, 12.7 genişliğinde ve 12.7 kalınlığında dikdörtgen olarak F-0005 ve FN-0205 kompozisyonunda üretilmiştir. Malzemelerin işlenebilirlik değerlendirmesinde delme talaşlarının incelemesi ve deliklerin yüzey bitirme ve yapısal tamlığıyla tamamlanmıştır. Ham işlenecek parçalardan bir kısmı ılık preslenmiştir. Sonuç olarak ham işleme esnasında delme esnasında oluşan gerilmelerin 8-10 kat azaldığı, işlemenin partikül kesme ve koparmanın kombinasyonuyla gerçekleştiği ifade edilmiştir. Ayrıca ılık presleme ve yeni polimerik yağlayıcı sistemlerin yeni imalat prosesi olarak ham işlemeye müsaade etmek için yeterli ham mukavemeti başarmak için uygun olduğu ifade edilmiştir. Chagnon, v.d. (1999) demir esaslı 5 farklı TM malzemenin ham işleme karakteristiğinin inceledikleri çalışmalarında, yağlayıcı kullanma, ılık presleme, ön sinterleme ve duble presleme gibi farklı yöntemlerin ham işlemeye etkilerini araştırmışlardır. Dikdörtgen şeklinde 32.8x12.7x12.7 boyutlarında hazırlanan numunelerin işlenebilirlik testleri delme işlemiyle gerçekleştirilmiştir. Siyah oksit 176
190 kaplanmış 6.5 mm HSS matkap ucunun kullanıldığı testlerde kesme hızı 68.2 m/dak. ilerleme oranı 0.20 mm/devir olarak seçilmiştir. Takım aşınma kriteri ucun kırılmasıdır. Çalışma sonucunda, standart yağlayıcı içeren karışımlardan elde edilen parçalar düşük ham mukavemet nedeniyle ham işlenememiştir. Sinter sertleşmiş malzemeler gibi sinterlemeden sonra yüksek görünür sertlik gösteren malzemeler için 810 C da ön-sinterleme işlemi mukavemeti arttırmada kullanılabilir ve sinterlemeden önce işlemeye izin verir. Duble pres ve sinterleme TM parçaların ham mukavemetini oldukça arttırır. İşleme ön-sinterleme ve yeniden-presleme aşamasından sonra gerçekleştirilebilir. Ilık presleme ham mukavemeti artırır ve ham durumda işlemeye imkân veren alternatif bir yoldur. Yeni polimerik yağlayıcı sistemlerin gelişmesi soğuk kompaktlamadan sonra yüksek ham mukavemete ulaşmak mümkün olmaktadır. Bu TM malzemelerin işleme maliyetini azaltan etkili bir yol olarak ham işlemeyi ekonomik yapmaktadır. Gülsoy, v.d. (1999) Demir esaslı Fe-Cu-C alaşımı üzerine yaptıkları çalışmada Cu miktarı sabit tutularak C miktarı % olarak arasında her seferinde 0.25 lik artım oranıyla grafit karıştırmışlardır. Demir tozu Hoeganas firması üretimi ortalama tane büyüklüğü 40µm olan ASC ticari demir tozu, ortalama tane büyüklüğü 45µm olan bakır tozları kullanılmıştır. Toz karışımları çift konili karıştırıcıda karıştırılmış ve numuneler tek yönlü preste 10x10x76 mm boyutlarında kompakt haline getirilmiştir. Kompaktlar 1125 C da 30 dakika parçalanmış amonyak atmosferinde sinterlenmiştir. Yapılan karakterizasyon çalışmalarından grafitsiz numunelerin sertlik değeri 30 HRB iken % 1.25 grafit ilaveli numunelerde 70HRB değerine ulaşılmıştır. Numunelerin işlenebilirliği delik delme işlemi ile incelenmiş ve delme esnasındaki kesme kuvvetleri ölçülmüştür. Kesme kuvvetlerinin değişimi sertlik değerindeki artışa benzer şekilde olup artan grafit miktarına bağlı olarak kesme kuvvetleri artmıştır. Grafitsiz numunelerde kesme kuvveti 160 N iken % 1.25 grafitli numunelerde 219 N değerine çıkmıştır. Sonuç olarak yazarlar ilave grafit miktarına bağlı olarak mikro yapıda bileşik karbon miktarı arttırıldığında sertlik değerlerinin de arttığını, buna bağlı olarak kesme kuvvetlerinin arttığını, ayrıca başlangıç deliklerinde kesme kuvveti değerleri düşük iken delik sayısının artmasıyla, takım aşınmasına bağlı olarak kesme kuvvetlerinin de arttığını belirtmişlerdir. 177
191 Mazilu, v.d. (2000) Bu çalışmada demir esaslı bazı T/M malzemeler için kesme kuvveti ve takım aşınması incelenmiş, T/M parça ve malzemelerin işlenebilirliği üzerine, proses değişkenleri, kesici takım parametreleri ve işleme parametrelerinin etkisi üzerine genişletilmiştir. Çalışmada orta karbonlu ve bakır ilaveli 3 farklı demir esaslı alaşımdan numuneler üretilmiş ve tornalama testi ile işlenebilirlik incelenmiştir. Tornalama esnasındaki kesme kuvvetleri ve takım yan yüzey aşınması ölçülmüştür. Kesici takım malzemesi HSS, K01 ve K10 olmak üzere 3 farklı malzemeden seçilmiş, takım aşınma kriteri olarak V b = 0.3 kullanılmıştır. Kesme parametreleri, talaş derinliği a p =1.3 mm, ilerleme oranı f=0.125 mm/devir ve kesme hızı V c =98 m/dak dır. Sonuç olarak, kesme kuvvetlerinin ilerleme ve talaş derinliğinden daha çok etkilendiği kesme hızından daha az etkilendiği ifade edilmiş, kullanılan özel bir soğutma sıvısının kesme kuvvetlerini %10-15 oranında azalttığı belirtilmiştir. İncelenen malzemeler içinde 34HRB serliğe sahip malzemede en düşük kesme kuvveti, 70 HRB sertlikte malzemede ise en yüksek kesme kuvveti tespit edilmiştir. En iyi kesme geometrisi olarak boşluk açısı α=5, talaş açısı γ=6 ve yanaşma (kenar) açısı λ=0, kesme kuvvetinin en düşük değeri mm/dev ilerleme oranı aralığında ve en iyi kesme kapasitesinin ise mm/dev ilerleme oranı aralığı ile m/dak. Kesme hızı aralığı olarak ifade edilmiştir. Kesici takımdaki aşınma tipinin torna için abrazif aşınma olduğu vurgulanmıştır. Vaccari, (2000) makalesinde TM parçaların işlenmesinde karşılaşılan zorluklar ve işlenebilirliği iyileştirme yöntemlerini genel olarak kritik etmiş ve son gelişmeleri özetlemiştir. TM parçaların işlenmesinde en önemli problem olarak poroziteden bahsedilmiş, parça yapısının homojen olmaması, mikro yapıda kompozisyon farklılıkları ve segregasyon eğilimide TM malzemelere has işleme problemleri oluşturabileceği anlatılmıştır. Yüksek kayma etkisi ve işlemeyle sıcaklıktaki artışın, kısmi bölgelerde porozitenin kapanmasıyla özellik değişimine neden olabileceği böylece bu bölgelerin işparçası hacminden daha fazla talaş üretimine direnç göstereceği ifade edilmiştir. Makalede işlenebilirliği iyileştirmek için, poroziteyi azaltmak en açık yöntemdir. Poroziteyi azaltmak için geleneksel yöntem olarak bakır infiltrasyonu, polimer emdirme, ön-sinterleme, serbest işleme ilaveleri ve sinterleme sıcaklığından soğutma hızının değiştirilmesiyle mikro yapının değiştirilmesi 178
192 yöntemleri kullanılmaktadır. Yeni yöntem olarak ham veya sinterlenmemiş şartlarda işlemeden bahsedilebilir. Ancak ham işlemede parçanın sinterleme sonrası boyut değişimleri göz önüne alınmalıdır. Ham mukavemeti artırmak ve ham işlemeyi kolaylaştırmak için yeni geliştirilen ve geleneksel balmumu ve metalik stearatlardan farklı yağlayıcılar önemli bir yer tutmaktadır. Bu yağlayıcılar özellikle demir esaslı toz karışımlarında kullanılmakta ve çeşitli ticari firmalar tarafından üretilmektedir. Son olarak işlenebilirliği iyileştirmek için yeni bir yöntem olarak sinterlemeden önce borik oksit sıvı çözeltisiyle ham kompaktların seçilmiş yüzey bölgelerinin işlenmesidir. Hitachi Toz Metal firmasına göre bu sayede oksit grafiti korur, böylece karbon difüzyonun bölgede daha yüzeysel olur, hacim mukavemetini etkilemeksizin daha sert perlit fazından ziyade yumuşak ferritin oluşumu teşvik edilir. Armarego, v.d. (2001) ya göre yapısal otomotiv parçalarında yaygın olarak kullanılan popüler sinterlenmiş metalik parçaların işleme performansı ve temel kesme etkisini modellemek için yaygın klasik ortogonal kesme testleri çalışmaları yapılmaktadır. Bu testler Birleşik-Genelleştirilmiş Kesme Mekaniği Yaklaşımı nın sinterlenmiş malzemelere uyup uymadığını değerlendirmek ve tornalama, delme gibi pratik işleme operasyonlarında kuvvet ve güç tahmininde sinterlenmiş malzemelere de uygulanabilirliğini incelemek için yapılmıştır. İşlem değişkenlerinin geniş aralığında kapsamlı delme ve tornalama testlerinin, tahmin edilen ve ölçülen kuvvet ve tork arasındaki nicel ve nitel ilişkinin iyi olduğu görüşmüştür. Böylece sinterlenmiş malzemelerin işlenmesinde tahmini kuvvet modellerinin geçerliliğini onayladığını gösterirken, ortogonal kesme testleri, düzeltilmiş kesme mekaniğinin analizi, birleştirilmiş kenar kuvvetleri sinterlenmiş metalik malzemelere aynı derecede uygulanabildiğini göstermiştir. Bu araştırma Melbourne Üniversitesinde geliştirilen tahmini işleme performansı model yaklaşımının jenerik yapısının ispatını ve bu modelin hem konvansiyonel hem de sinterlenmiş metalik malzemelere uygulanabilirliğini sağlamaktadır. Yapısal uygulamalarda kullanılan, nispeten yüksek yoğunluk ve düşük poroziteli, sinterlenmiş metalik malzemeler için, talaş oluşumu, kesme karakteristiği ve kesme mekaniğinin analizinin, konvansiyonel olarak üretilen metalik malzemelerle nitel olarak benzer olduğu görülmektedir. Fakat nicelik olarak tahmini kuvvet modelinin temel kesme etkisi farklı ve metalik malzemelerin 179
193 konvansiyonel veya sinterlenmiş TM malzeme olup olmadığına bakılmaksızın her bir takım-işparçası malzeme kombinasyonu için ayrı olarak kurulmalıdır. Blais, v.d. (2001) yaptıkları çalışmada sinterlenmiş çeliklerin delme işlemi süresince işlenebilirliğinin nicel olarak değerlendirilmesini amaçlamışlardır. Bu kapsamda tarama elektron mikroskobu (SEM) ve görüntü analizi gibi karakterizasyon teknikleri kullanılarak matkap ucundaki yan yüzey aşınmasının nicel karakterizasyonu yapılmıştır. Deneysel sonuçlar göstermiştir ki, yan yüzey aşınmasının gelişimi, delme süresince ölçülmüş itme kuvvetindeki (thrust force) değişim hızıyla orantılıdır. Böylece, sonuçlar göstermiştir ki; talaş kaldırma miktarı ile itme kuvveti grafikleri üzerinde ölçülmüş lineer bölgelerin eğimi, TM ürünlerin işlenebilirliğinin karakterizasyonu için literatürde sıklıkla önerilen ortalama itme kuvvetinden daha hassas bir kriterdir. Bu teknik MnS ilavesinin etkisinin incelenmesine uygulanmıştır. FC-0208+%0.5MnS tip tozlardan üretilen parçaların delme işlemi süresince işlenebilirliğinin nicel karakterizasyonu göstermiştir ki; önalaşımlı mangan kükürt partikülleri elementel ilaveden daha iyi işlenebilirlik göstermiştir. Sonuç olarak, önalaşımlı MnS tozu içere iki sinter sertleştirilmiş tozlarla yapılan parçaların işlenebilirliği karakterize edilmiş ve sonuçlar göstermiştir ki; parçaların bu tip delinebilirliği, ham durumdan daha çok önsinterleme şartlarında iyileştirilebilir. Üstelik mangan kükürt (MnS) tozlarıyla sinter sertleştirilmiş önalaşımlı tozlardan yapılan parçalar daha üstün işlenebilirlik karakteristiği göstermiştir. Causton, (2002) a göre birçok TM parça son montajdan önce işlenmektedir. Birçok sıralı operasyonun montaj üzerinde yürütüldüğü atanmış imalat hat veya hücrelerinin artan kullanımı TM parçaların işlenmesi için gerekli zamanın, eğer montaj prosesinde bir engel ise azaltılmasına ihtiyaç duyacaktır. Bu bildiride hegzagonal bor nitrür, manganez kükürt ve önalaşımlı veya resülfürize demir tozlarının işleme ilavesi olarak kullanılmasının, FC-0205 TM çeliklerin tornalanmasında işlenebilirliğe etkisi incelenmiştir. İşlenebilirlik çalışmasında takım aşınması, kesme kuvvetleri, talaş formu ve yüzey bitirme karşılaştırması yapılmıştır. Çalışmada sonuç olarak; serbest işleme ilavelerinin işlemeyi iyileştirdiği, yan yüzey aşınmasını ve yığma kenar oluşumunu azalttığı fakat krater aşınması üzerine daha az etki yaptığı 180
194 tespit edilmiştir. Kükürdün hem MnS karışım hem de resulfürize tozlar için bor nitrürden daha etkili olduğu ifade edilmiş ve resülfürize tozlarda daha yüksek sülfür içeriğinin özellikle talaş oluşumunu daha fazla etkilediği vurgulanmıştır. Ayrıca serbest işleme ilavelerinin FC-0205 kompozisyonunda boyutsal değişimi ve mekanik özellikleri de değiştirebildiği belirtilmiştir. Causton, ve Schade, (2003) genel işlenebilirlik kavramının tanımlanmasının zorluğundan bahsedildiği çalışmalarında, işlenebilirliğin bir malzeme özelliği veya bir işlem tepkisi olabileceği tartışmışlardır. TM çeliklerin, eşdeğer mukavemetteki dövme çelik ve dökme demirlerden farklı mikro yapısından dolayı işlenebilirliğinde de farlılıkların beklenmesi gerektiği ve tasarım aşamasında bu tür farklılıkların göz önüne alınması gerektiği vurgulanmıştır. Çalışmanın amacının TM çeliklerin işlenebilirliğinin işleme prosesinin bir tepkisi olduğunun gösterilmesi olduğu ifade edilmiştir. TM çeliklerin işlenebilirliğini iyileştirmek için; porozitenin azaltılması, mikroyapının değiştirilmesi, serbest işleme ilaveleri, şartların değiştirilmesi, kesici takımın geliştirilmesi ve ham işleme gibi yöntemlerin kullanılabileceği ifade edilmiş ve bunlar ayrı ayrı ele alınarak örneklerle işlenebilirliği nasıl iyileştirdiği anlatılmıştır. Çalışmanın sonucunda işlenebilirliğin bir malzeme özelliği olmayıp, malzeme ve kesici takımın, verilen şartlardaki işleme prosesine bir tepkisi olduğu sonucuna varılmıştır. Benner, ve Beis, (2004) bu makalede ılık preslenmiş Cu, Ni, Mo alaşım elementleri içeren ve difüzyon bağlanmış demir esaslı yüksek mukavemetli (ticari Distaloy AE ve DH ile Astaloy85Mo ve Cr içeren AstaloyCrM ) çelik malzemelerin ham işlenmesi incelemiştir. İşlenebilirlik 5mm çapındaki HSS ve sert metal matkapla gerçekleştirilmiş, kesme hızı 80 m/dakika ilerleme orta değerde 0.05 mm/devir olarak seçilmiştir. Çalışma sonucunda, ham kompaktların bir dereceye kadar düşük sertliği ve mukavemetinin, takım aşınmasının ham işlemede ihmal edilebileceği kabulüne yol açar, bu kabule zıt olarak takım malzemelerinin belirli aşınma direncine toz partiküllerinin abrazif potansiyeline dayanması için gereklidir. Farklı takım malzemeleriyle yapılan testler süresince sert metal (HM ) uçlar HSS takımlardan daha iyi sonuç vermiştir. Ilık preslenmiş malzemelerin geniş aralığı split uç 181
195 geometrisine sahip HM uçlarla başarılı bir şekilde işlenmiştir. Ham işlemeyle elde edilebilen optimum delik kalitesi, sinterleme sonrası işlemenin yüksek kalitesine ulaşamaz. Ham işleme, eğer fonksiyonel yüzeylere sahip yüzey bitirme ve kenar düzgünlüğüne göre daha yüksek ürün kalitesi gerekliyse, ilave ikincil işlemler olmaksızın uygun değildir. Ekonomik avantaj gerektiren orta kalite uygulamaların tümünde, ham işleme teknolojisi bir kazançtır. Özel malzemelerin daha zor işleme özellikleri sinterlemeden sonra daha büyük avantaja sahiptir. Šalak, v.d. (2006) a göre TM çeliklerin işlenebilirliği çeşitli kesme prosesleri için farklı yöntemlerle test edilmiştir. İşlenmiş (dövme) çeliklerle karşılaştırıldığında, TM çeliklerin mikro yapısı neredeyse sınırsız çeşitlilik gösterir. Bu gerçek TM çeliklerin işlenebilirlikteki problemlerinin karakterizasyonunu ve test etmek için düzenli çözümlerin oluşturulmasını güçleştirmektedir. Basit ve kolay metot, özellikle endüstriyel pratikler ve araştırmalar için işleme problemlerine ilk yaklaşım olarak uygun olabilir. Bu çalışmada test parçası olarak küçük-ring şekilli numunelerin yaygın kullanıldığı yöntem olan kısa süreli yüzey tornalama, TM çeliklerin işlenebilirliğini test etmek için yeni bir yöntem olarak önerilmiştir. Yöntem Fe-C ve Distaloy tip malzemeler üzerinde test edilmiştir. Takım yan yüzey aşınmasının VB=0.3 mm ye ulaşıncaya kadar kesme pasosunun kritik sayısı, kritik süre, kaldırılan malzemenin kritik hacmi, yüzey bitirme ve talaş morfolojisi, uygulanan yöntemin teknik etkinliğini kontrol için kriter olarak belirlenmiştir. Sonuçlar göstermiştir ki, kullanılan yüzey tornalama yöntemi basit ve kolaydır. Ayrıca tornalamada TM çeliklerin işlenebilirlik değerlendirmesi için çoğu gereklilikleri yerine getirebilir. TM malzemelerin talaşlı işlenebilirliği ile ilgili incelenen literatürün genellikle demir-esaslı TM malzemeler üzerinde yoğunlaştığı ve işlenebilirlik testlerinin ağırlıklı delme olmak üzere, delme ve tornalama işlemleriyle yapıldığı görülmektedir. Ayrıca konu sistematiği açısından bir sınıflandırma yapılacak olursa, literatür çalışmalarının aşağıdaki şekilde dağılımı söz konusudur: 1. T/M Malzemelerin İşlenmesi ve İşlenebilirliğinin Karakterizasyonu 182
196 a. Klasik işleme teorilerinin TM malzemelere uygulanması (Agapiou ve DeVries, 1988; Armarego v.d. 2001) b. Yüzey pürüzlülüğü açısından (Smith, 1990a) c. Esnek imalat sistemiyle TM malzemelerin işlenmesi (Smith, 1990b) d. Takım aşınması ve kesme kuvveti açısından (Mazilu, v.d., 2000; Romero v.d., 1998) e. Mekanik özelliklerle işlenebilirlik arasındaki ilişki (Roy v.d., 1988) f. Isı transferi açısından (Beis, v.d., 1998) g. İşlenebilirliğin bir proses tepkisi olarak değerlendirilmesi (Causton ve Schade, 2003) h. Standart test prosedürü belirleme çalışması (Šalak, 2006) 2. T/M Malzemelerin İşlenebilirliğine Etkileyen Faktörler a. Yoğunluğun etkisi ve azaltılması (emdirme) ( Kutsch v.d., 1997; James, 1994) b. Sinterlemeden soğuma hızının etkisi (Fulmer ve Blanton, 1992) c. İnklüzyonlar (Nigarura, 1992) d. Alaşım elementlerinin (karbonun) etkisi (Gülsoy v.d., 1999) e. Kesme parametrelerinin etkisi (Hultman v.d., 1996; Gagné ve Danaher, 1998) 3. T/M Malzemelerin İşlenebilirliğini İyileştirme Çalışmaları a. İlavelerin etkisi; (Engström, 1983; Chopra, 1988; Poirer ve Gagne, 1990; Ambs, 1991; Madan, 1991; Chen, 1992; Madan, 1992; Causton, 1995; Romero, 1998; Causton, 2002) b. Ön sinterleme, sinterleme, ısıl işlem; (Johansson, 1988; Chagnon, 1998) c. Ham işleme, ılık presleme; (Cimino ve Luk, 1995; Causton, 1995; Gagné ve Chagnon, 1999; Chagnon v.d., 1999; Benner ve Beis, 2004) d. İşlenebilirlik iyileştirilme çalışmalarının genel incelenmesi (Vaccari, 2000) e. İşleme için kesme verileri tavsiyeleri ( Berg v.d., 1997; Berg ve Thorndenberg, 1998) Bu genel dağılımdan TM malzemelerin talaşlı işlenebilirliği konusunun oldukça ilgi gördüğü ve yaklaşık son 30 yılda üzerinde yoğun çalışıldığı söylenebilir. Hatta burada bahsedilen literatürlerin atıf yaptıkları eski çalışmalarda göz önüne alınırsa 183
197 konunun daha eskilere dayandığı da söylenebilir. Konu olarak üzerinde en çok çalışılan TM malzemelerin işlenebilirliğinin iyileştirilmesidir ve bunda da işlemeyi kolaylaştırıcı ilaveler en fazla çalışılan konu olmuştur. Ancak yapılan çalışmalardan genel bazı ortak sonuçlar çıkarılsa da, hala çelişkili sonuçların mevcut olduğu görülmektedir. Bunun sebebi yapılan çalışmalarda farklı test prosedürlerinin uygulanması yani standart bir işlenebilirlik test yönteminin bulunmamasıdır. Standart bir yöntemin geliştirilememesinin altında yatan temel neden ise TM malzemelerin kendine has malzeme özellikleri nedeniyle işleme esnasında gösterdiği tepkilerin yani işleme karakteristiğinin tam anlaşılamaması ve sağlam modellere bağlanamamasıdır. 184
198 3. MATERYAL VE YÖNTEM 3.1. Toz Kompaktların Üretimi Kullanılan Tozların Özellikleri Deneysel çalışmalarda kullanılan demir, grafit ve yağlayıcı olarak kullanılan çinkostearat (Zn-stearat) tozları Höganäs firması tarafından üretilmiş tozlardır. Bu tozlara ait elek analizleri ve diğer özellikler firma laboratuarlarında yapılan analiz sonuçlarına ve ilgili sertifika belgesine dayanılarak alınmıştır. Demir Tozları ASC su atomize yöntemiyle üretilmiş tozlardır. Demir tozlarıyla ilgili analiz sonuçları Çizelge 3.1 de verilmiştir. Çizelge 3.1. ASC Demir Tozuna Ait Analiz Sonuçları Kimyasal Analiz Fiziksel Özellikler Analizler Test Sonuçları Spesifikasyonlar min max H2-Loss C Fe Görünür Yoğunluk 2.99 g /cm g/cm g/cm 3 Akış Hızı (Hall) 25 s/50 g - 28 s/50 g Ham Yoğunluk (600MPa) 7.18 g /cm g /cm 3 - Elek Analizi (µ) Boyut Dağılımı µ 180 µ Karışımların tümünde karbon ilavesi olarak UF4 grafit tozu kullanılmıştır. Bu toz hem karbon oranını ayarlayarak sertleşmeyi sağlamakta hem de yağlayıcı etki yapmaktadır. UF4 grafit tozuna ait analiz sonuçları Çizelge 3.2 de verilmiştir. Çizelge 3.2. UF4 Grafit Tozuna Ait Analiz Sonuçları Analizler Test Sonuçları Nemlilik % 0.05 Kimyasal Analiz Kül %3.4 Karbon %96.6 Kükürt %0.05 Elek Analizi Boyut Dağılımı µ 185
199 Yağlayıcı olarak çinko stearat (Zn-stearat) kullanılmıştır. Bu toza ait analiz sonuçları Çizelge 3.3. de verilmiştir. Çizelge 3.3. Çinko-stearat Yağlayıcıya Ait Analiz Sonuçları Analizler Test Sonuçları Kül % 13.4 Kimyasal Analiz Çinko %10.9 Klor % Fiziksel Özellikler Erime Noktası 119 C Elek Analizi - 53 µ Toz karışımlarında kullanılan elementel bakır tozları Makin Metal Powders firması üretimi olup ilgili analiz sonuçları Çizelge 3.4 de verilmiştir. Çizelge 3.4. Elementel Bakır Tozuna Ait Analiz Sonuçları Analizler Test Sonuçları Kimyasal Analiz Bakır % Oksijen % 0.05 Fiziksel Özellikler Görünür Yoğunluk 2.56 g /cm 3 Akış Hızı 28 s/50g Elek Analizi µ Metal Tozlarının Karıştırılması Çalışmada demir esaslı 11 farklı karışım elde edilmiştir. Kullanılan karışımların tümünde yağlayıcı olarak çinko-stearat kullanılmış ve ilave miktarı % 0,8 oranında sabit tutulmuştur. Çalışmada ASTM standardına göre bakır çeliği olarak isimlendirilen FC-0208 standart karışımı baz karışım olarak alınmıştır. Buna göre baz karışımı dışındaki diğer karışımlarda grafit oranı da % 0,6 ile sabit tutulmuştur. Böylece A grubu karışımlarda (A1-A2-A3) kimyasal bir farklılık olmayıp yalnızca yoğunluk farlılığı vardır. B grubu karışımlarda (B1-B2-B3) A grubundan farklı olarak tümüne % 2 oranında elementel bakır ilave edilmiş ve yine 3 farklı yoğunluk elde edilmiştir. C grubu karışımlarda (C1-C2-C3-C4) ise grafit karbon oranı A ve B grubu ile aynı olup yalnızca bakır oranı % 1 den başlayarak yine %1 lik artışlarla 4 kademede arttırılmış ve böylece 4 farklı karışım elde edilmiştir. C grubundaki 4 186
200 karışımın yoğunlukları aynı kalmıştır. Deneylerde kullanılan tozların kimyasal bileşimleri gruplar halinde Çizelge 3.5 de verilmiştir. Çizelge 3.5. Toz Karışımlarına Ait Kodlamalar ve Karışım Oranları Karışım % C % Cu % Zn-stearat % Fe A1 0,6-0,8 Kalan A2 0,6-0,8 Kalan A3 0,6-0,8 Kalan B1 0,6 2 0,8 Kalan B2 0,6 2 0,8 Kalan B3 0,6 2 0,8 Kalan C1 0,6 1 0,8 Kalan C2 0,6 2 0,8 Kalan C3 0,6 3 0,8 Kalan C4 0,6 4 0,8 Kalan BAZ 0,7 2 0,8 Kalan Böylece A ve B gruplarında daha çok yoğunluk karşılaştırması, C grubunda ise bakır oranının etkisi araştırılmıştır. Bunları yoğunluk grubu ve bakır grubu olarak 2 grupta da inceleyebiliriz (Çizelge 3.6 ve 3.7); Çizelge 3.6. Yoğunluk Grubu Karışımlar Karışım % C % Cu % Zn-stearat % Fe A1 0,6-0,8 Kalan A2 0,6-0,8 Kalan A3 0,6-0,8 Kalan B1 0,6 2 0,8 Kalan B2 0,6 2 0,8 Kalan B3 0,6 2 0,8 Kalan BAZ 0,7 2 0,8 Kalan Çizelge 3.7. Bakır Grubu Karışımlar Karışım % C % Cu % Zn-stearat % Fe C1 0,6 1 0,8 Kalan C2 0,6 2 0,8 Kalan C3 0,6 3 0,8 Kalan C4 0,6 4 0,8 Kalan BAZ 0,7 2 0,8 Kalan 187

201 Toz karışımlarının oranları, elementel tozların Precise marka hassasiyetteki hassas terazi de tartılmasıyla elde edilmiştir. Daha sonra oranları ayarlanan tozlar Şekil 3.1 deki çift taraflı konik karıştırıcı yardımıyla, Tezsan marka torna tezgahında en düşük devir olan 22,4 devir/dakika dönme hızında 20 dakika karıştırılmıştır. Karıştırıcının doluluk oranı, hacminin yaklaşık % 60 ı dolu olacak şekilde ayarlanmıştır. Çift Konili Karıştırıcı Dönme Ekseni Şekil 3.1. Çift Konili Karıştırıcı Toz Karışımların Sıkıştırılması Belirlenen oranlarda karıştırılan tozlardan numune elde edilmesi için hazırlanan kalıp ile tozların kompaktlanması gerçekleştirilmiştir. Bütün numuneler Şekil 3.2 de verilen kalıp sistemiyle hidrolik preste tek etkili olarak sıkıştırılarak elde edilmiştir. Üst Zımba Kalıp Gövdesi (İç parça) Kalıp Gövdesi (Dış parça) Alt Zımba Şekil 3.2. Numunelerin preslendiği kalıp sistemi 188
202 Numunelerin geometrisi ve boyutları, işlenebilirlik ve standart eğme test numuneleri göz önüne alınarak belirlenmiştir. Deneylerde kullanılan numunelerin geometrisi ve boyutları Şekil 3.3 de verilmektedir. Şekil 3.3. Numune geometrisi ve boyutları Kalıp Gövdesinin iç kısmı Ç1040, dış kısmı Ç1050 malzemeden sıcak geçme olarak iç içe geçen iki silindirik parçalı olarak imal edilmiştir. Kalıp boşluğu tel erozyon tezgâhında oluşturulduktan sonra dış bilezik ısıtılarak genleşmesi sağlanmış ve kalıp boşluğunun bulunduğu içteki parça içine yerleştirilerek soğuması beklenmiştir. Böylece kalıp gövdesi elde edilmiştir. Üst zımba ve alt zımba soğuk iş takım çeliği malzemeden tek parça olarak üretilmiş ve ısıl işlem uygulanmıştır. Hazırlanan kalıp ile 300 ton kapasiteli tek etkili hidrolik preste numuneler preslenmiştir. Hidrolik pres dijital göstergeli ve bilgisayar kontrollü olup, hız ve uygulanan kuvvet değeri mevcut yazılım sayesinde, istenilen değerlere ayarlanabilmektedir. Yükleme hızı 0.1 kn/s ile 30 kn/s arasında değişebilmekte, Deney öncesi test edilecek örneğin boyutları, cihazın belleğine girilebilmekte ve buna bağlı olarak zaman-yük grafiği hem gözlemlenip hem de kayıt edilebilmektedir. Basınç algılayıcısı (pressure transdure) % 0.5 hassasiyetinde olup, doğruluk ve tekrar edilebilirlik +/- % 1 olarak verilmiştir. Preslemede 3 farklı yoğunluk için, 210 MPa, 350 MPa ve 700 MPa olmak üzere 3 farklı basınç uygulanmıştır. Presleme sonrası kompaktlar ayrı ayrı kodlanmış ve numune kodu olarak toz karışımlarda kullanılan kodlamalar esas alınmıştır. Çizelge 3.8 de numunelere uygulanan sıkıştırma basınç değerleri verilmiştir 189
203 Çizelge 3.8. Numune gruplarına uygulanan basınç değerleri (MPa) KARIŞIM A1 A2 A3 B1 B2 B3 C1 C2 C3 C4 BAZ Sıkıştırma Basıncı (MPa) Ham Kompaktların Sinterleme İşlemi Sinterleme işlemi Şekil 3.4 de şematik olarak gösterilen, Toz Metal A.Ş. firmasının otomatik kontrollü sinterleme fırınlarında, doğalgaz (Metan) kullanılarak endotermik atmosferde yapılmıştır. Sinterleme esnasında metan gazı parçalanarak (C ve H 2 olarak) redükleyici bir atmosfer oluşturulmakta ve sıkıştırılmış toz kompakt bünyesindeki oksidi alınıp, CO 2 ve H 2 O şeklinde dışarı atılmaktadır. Sinterleme süresi dakika mertebesindedir. Parçanın fırında kalma süresi ise (ön ısıtma, sinterleme ve soğutma toplamı) 1,5 saat mertebesindedir. Şekil 3.4. Sinterleme fırının şematik gösterimi ve fırın bölgelerinde sıcaklık değişimi Sinterleme işleminde kullanılan fırın, elektrik ısıtmalı, atmosfer kontrollü MAHLER marka sürekli bant fırındır. Kullanılan taşıyıcı bant Nickel Crom (Inconel) alaşımlı olup genişliği 300 mm. Şekil 3.4 den görüldüğü gibi fırın ön ısıtma bölgesi sıcaklığı ºC civarındadır. Bu bölgede yanan gazı parçaların etrafında döndürerek 190
204 oluşan türbülansla hızlı ısıtma yapılmakta ve düşük sıcaklığa rağmen (normalde ºC gerekirken) toz içerisindeki yağlayıcılar yakılıp parçadan uzaklaştırabilmektedir. Sinterleme sıcaklığı 1120 ºC dir Yoğunluk Ölçümleri Toz numunelerin sinterlenmemiş yoğunluk ölçümleri TS 2305 standardına uygun olarak Arşimet prensibine göre yapılmıştır. Ölçümler sırasında numune metal bir askı ile sıvı içerisine daldırılmış ve ± 0.01 gr hassasiyetteki terazi ile ölçüm yapılmıştır. Yoğunluk ölçümleri esnasında sıvı olarak saf su (yoğunluğu 1 g/cm 3 ) kullanılmıştır. Yoğunluk ölçümlerinden elde edilen sonuçlar ortalama değer olarak Tablo 1.9 da verilmiştir. Çizelge 3.9. Yoğunluk ölçüm sonuçları KARIŞIM A1 A2 A3 B1 B2 B3 C1 C2 C3 C4 BAZ Yoğunluk (Mg/cm 3 ) Toz Metal Numunelerin Malzeme Karakterizasyonu Kompaktların üretilip sinterlenmesinden sonra malzeme karakterizasyonu yapılmıştır. Bu kapsamda hazırlanan numunelerin çapraz kırılma testi, mikrosertlik, mikro yapı ve kırık yüzey incelemesi yapılmıştır Mikro yapısal Karakterizasyon Üretilen demir esaslı TM kompaktlar sinterlendikten sonra malzemenin mikro yapısı incelenmiştir. Mikro yapı incelemesi Şekil 3.3 de şekli ve boyutları verilen numunelerin Metkon marka hassas kesme cihazıyla enine kesilerek elde edilen kısımda yapılmıştır (şekil 3.5.). TM parçaların mikro yapı incelemeleri porozite nedeniyle bazı zorluklar içermektedir. Burada amaç gerçek porozite yapısını ortaya çıkarabilmektir. Mikro yapı numunelerinin kaba ve ince parlatma aşamalarında malzeme yüzeyinden kopan parçalar porozite içlerine girebilmekte veya parça 191
205 yüzeyinde çizikler oluşturabilmektedir. Özellikle ince parlatma aşamasında bu partiküllerin parçadan uzaklaştırılması ve porozitelerin görülmesi önem kazanmaktadır. Şekil 3.5. Kompakttan mikro yapı incelemesi için numunenin hazırlanması Kaba parlatma aşaması, ve 2400 meshlik su zımparası kullanılarak 3 aşamada yapılmıştır. 800 ve 1200 meshlik zımparalarda parlatma cihazının devir sayısı 300 devir/dakika 2400 meshlik zımparalarda 150 devir/dakika seçilmiş ve yağlayıcı olarak su kullanılmıştır. İnce parlatma işlemi de sırasıyla 6 ve 3µm monokristal ve 1µm luk polikristal elmas süspansiyon kullanılarak 3 aşamada gerçekleştirilmiştir. İnce parlatma işleminde gözenek yapısının tam görülmesini sağlamak için belirli aralıklarla mikroskopta kontrol edilmiş ve gözeneklerin ortaya çıkmasına kadar işleme devam edilmiştir. Parlatma işlemi bittikten sonra parça yüzeyi süspansiyon kalıntılarını ortadan kaldırmak için deterjanlı su ile temizlenip ardından su ile yıkanıp kurutulmuştur. Porozite yapısı görüldükten sonra numunelerin önce dağlanmamış mikro yapı fotoğrafları çekilmiştir. Daha sonra demir esaslı TM malzemeler için tavsiye edilen % 1 lik nital dağlayıcı (100ml etil alkol, 1ml nitrik asit) kullanılarak saniye bekleme süresiyle parlatılan yüzeyler dağlanmış, izopropanol ile yıkanmış ve sıcak havayla kurutulmuştur. Numuneler dağlandıktan sonra ışın mikroskobunda farklı büyütmelerde mikro yapı fotoğrafları çekilmiştir Çapraz Kırılma (Eğme) Deneyi) Çapraz kırılma deneyi MPIF 41 standardına göre yapılmıştır. Bu standarda göre çapraz kırılma mukavemeti, 10 3 psi (MPa) olarak, eğme mukavemet formülünden 192
206 hesaplanan ve verilen ölçülerdeki bir numunenin kırılması için gerekli gerilme değeridir. Numune, mesnetlerin sabit merkezi arasındaki orta noktaya uygulanan bir yükle desteklerin yakınından kırılır. Kırma yükünün değerinden, çapraz kırılma mukavemeti aşağıdaki denklemle hesaplanabilir: S = 3 x P x L 1 x 2 x T 2 x W 1000 (3.1.) Burada: S= çapraz kırılma mukavemeti, MPa P= Kırılma yükü Newton (N) olarak, L= Test fikstürünün destek elemanları arasındaki mesafe, 25.4mm, T= mm olarak parça kalınlığı, W= parçanın genişliği, mm. Bu mukavemet formülü kesinlikle yalnızca sünek olmayan malzemeler için geçerlidir; fakat kırılmadan önceki eğilen malzemelerde de yaygın olarak kullanılmaktadır. Karşılaştırmalı mukavemet değerlerinin oluşturulması için faydalıdır. Bu gibi malzemelerle ilgili MPIF Standart 35 de tipik özellikleri verilmiştir. Bu standartta (MPIF 35/41) çapraz kırılma için standart numune geometrisi ve boyutları Şekil 3.6. da verilmiştir. Şekil 3.6. MPIF 41 standardına göre eğme test numunesi boyutları Bu standarda göre yapılan eğme deneyi düzeneğinin şematik görünüşü Şekil 3.7. de verilmiştir. 193
207 Şekil 3.7. MPIF 41 standardına göre Eğme Deney düzeneğinin şematik görünüşü ve boyutları Eğme deneyi numuneleri Şekil 3.8. de görüldüğü gibi kompaktın tel erozyon tezgahında boyuna kesilmesiyle elde edilmiştir. Böylece bir kompakttan 2 adet eğme numunesi elde edilmiştir. Şekil 3.8. Eğme deney numunelerinin elde edilmesi Eğme düzeneğinin yük (P) değişimi hassasiyetinde, sehim değişimi ise 0.01 hassasiyetindeki Mitutoyo marka ölçü aletleriyle belirlenmiştir. 194
208 Mikro sertlik Ölçümleri Numunelerin mikro sertlik ölçümleri S.D.Ü. TEF. Labortuvarındaki Metkon marka mikro sertlik cihazında, 100 gram yük altında 15 saniye süre kullanılarak yapılmıştır. Mikro sertlik numune üzerinde şekil 3.9. da gösterildiği gibi birbirine dik iki yüzey (A ve B) üzerinde ve karşılıklı yüzeylerden (A ve A, Bve B ) hem enine hem de boyuna alınmıştır. Şekil 3.9. Mikrosertlik ölçümlerinin yapıldığı yüzeyler Mikrosertlik ölçümlerinde batıcı ucun gözenek boşluklarına gelmemesine de dikkat edilmiştir Kırık Yüzeylerinin SEM İncelemesi Eğme deneyinde kırılan numune kırık yüzeyleri tarama elektron (SEM) mikroskobunda incelenmiş ve farklı büyütmelerde fotoğraflar alınmıştır. SEM incelemesinde amaç numune kırık yüzeyinde mikro yapı unsurlarının dağılımını ve sinterleme sonrası partiküller arasındaki bağ/boyun oluşumları ve kırılma davranışları ile ilgili bilgi edinmektir. Ayrıca kırılma başlangıç/ ilerlemesi kritik noktaları görerek malzemenin mekanik karakteristiğiyle ilgili veriler elde etmektir. Bu amaçla yapılan SEM fotoğrafları bulgular kısmında verilmiştir Talaşlı İşlenebilirlik Deneyleri Talaşlı işlenebilirlik ilgili bölümde de bahsedildiği gibi tanım ve uygulama olarak standart değildir. Konvansiyonel malzemelerde durum böyle iken TM malzemelerin porozite, mikro yapı homojensizliği gibi kendisine has farklılıklar nedeniyle farklı 195
209 karakteristik göstermektedir. Genel olarak işlenebilirlik incelemelerinde, işleme türüne (tornalama, delme v.b.) bakılmaksızın malzeme açısından mikro yapı, mekanik özellikler ve alaşım kimyasına bakılır. Kesme işleminin karakterizasyonunda ise takım aşınması, kesme kuvvetleri, yüzey pürüzlülüğü ve talaş şekli en yaygın kullanılan parametrelerdir. TM malzemelerin işlenebilirliğiyle ilgili yapılan çalışmalarda da standart bir prosedür olmamakla beraber, çoğunlukla delme ve tornalama çalışmaları ve bazen de kılavuz çekme/vida açma çalışmalarına rastlanmaktadır. Bu tez çalışmasında işlenebilirlik test prosedürü belirlenirken bu konudaki yapılan çalışmaların delme ağırlıklı olduğu varsayımından hareket edilmiştir. Gerek test prosedürü gerekse numune geometrisi ve boyutları belirlenirken genel literatürden faydalanılmakla birlikte, TM prosesinin sınırlılıkları da göz önüne alınmıştır. Ayrıca bu konuda üretim ve ar-ge çalışmaları yapan uluslarası firmaların yayınlarından da faydalanılmıştır. Delme işlemi için kesme parametreleri ve takım özellikleri çizelge da ayrıca kesici takımın diğer boyutları da şekil da verilmiştir Çizelge Delme işlemi için kesici ve kesme parametreleri Kesicinin cinsi Silindirik saplı kısa helisel matkap ucu Standart DIN 338/R-Tip 605 Kesici Takım Malz. % 5 Kobalt Alaşımlı Yüksek Hız Çeliği (MTE) Kesici geometrisi φ 3.5 mm, 135 uç açısı, 35 helis açısı Devir Sayısı 2500 dev/dak (kesme hızı: 27.5m/dak) İlerleme hızı 100 mm/dak (0.04 mm/devir) Şekil Delme işleminde kullanılan matkap ucunun boyut ve geometrisi 196

210 İşleme parametrelerinin seçiminde Höganäs firmasının işleme kılavuzundan yararlanılmıştır (Höganäs, 2004e). İşlenebilirlik delme testlerinde her numune üzerinde 20 delik delinmiştir. Deliklerin numune üst yüzeyindeki dağılımı şekil 3.11 de verilmiştir. 15 1,62 1,63 2 1, ,76 Şekil Numune üzerinde deliklerin yerleşimi 5,5 Deliklerin parça üzerine yerleştirilmesinde mümkün olduğu kadar deliklerin birbiriyle uzaklığının eşit olmasına dikkat edilmiştir. Bu delme sırasında numunede oluşacak ısının mümkün olduğu kadar eşit şartlarda dağılmasını sağlayacaktır. Deliklerin derinliği ise 13 mm olarak belirlenmiştir. Numune üzerinde deliklerin dağılımı ve kör deliklerin kesit görünüşü şekil 3.12 de verilmiştir. Şekil Delme numunelerinin 3 boyutlu gösterimi 197


 matkap elde edilmiştir.")

211 Delik çapı bir numunede daha fazla delik elde etmek ve deney süresini kısa tutmak için literatür ışığında 3.5 mm olarak belirlenmiştir. Delik giriş ve çıkışlarında takımda oluşacak hasarlar göz önüne alınarak kör delik olarak tasarlanmıştır. İşlenebilirlik için yapılan ön deney sonuçlarına göre, her bir malzeme grubu için toplam 100 delik belirlenmiştir. Toplam 11 TM malzeme grubunun her birisinde Şekil de gösterildiği gibi 100 deliğe ulaşmak için ve 100 delik olmak üzere 4 kademede farklı sayıda delik delinmiştir. Bir numunede 20 delik bulunduğundan her malzeme grubunda toplam 13 numune delme testleri için kullanılmıştır. Her kademede matkap ucu değiştirilmiş ve böylece bir malzeme grubu için 4 farklı aşınma durumunda (20, 60, 80, 100 delik) matkap elde edilmiştir. Sonuçta bir malzeme grubu için toplam 260 delik delinmiştir. Bu dört kademe delikler her grup için ayrı ayrı yapılmıştır (Şekil 3.13). 20 Delik 60 Delik 80 Delik 100 Delik Şekil Her malzeme grubu için delme numunelerinin düzenlenmesi Bu tez çalışması kapsamında işlenebilirlik testlerinde, delme işlemi esnasında parça üzerinde oluşan kesme kuvvetleri, matkap uçlarının takım aşınması ve delik yüzeylerinin yüzey pürüzlülüğü parametreleri ölçülmüştür Kesme Kuvvetlerinin Ölçülmesi Delme işleminde üç kuvvet bileşeninden radyal ve kesme kuvveti nispeten küçük değerlerde olduğundan yalnızca üçüncü kuvvet bileşeni itme veya ilerleme kuvveti (thrust force) ve tork değerleri işlenebilirlik testlerinde dikkate alınmaktadır. Bu çalışmada yalnızca üç kesme kuvveti bileşeni ölçülmüş ancak yalnızca itme bileşeni değerlendirmeye alınmıştır. 198
212 Kesme kuvveti ölçümleri Marmara Üniversitesi Teknik Eğitim Fakültesi Makine Eğitimi Bölümü laboratuarlarında dikey işleme merkezinde ve Kistler marka freze tipi dinamometre sistemiyle yapılmıştır. Sistemin teknik özellikleri çizelge 3.11 de verilmiştir. Çizelge Kuvvet ölçümünde kullanılan Dinamometre sisteminin teknik özellikleri Malzemenin Adı Özellikleri Dinamometre (Kuartz Kristalli) CNC Freze Tezgahı için KISTLER Type 9265B İki metal plaka arasında monte edilmiş dört adet üç eksenli kuvvet sensörü bulunur, her sensörde üç çift kuartz plaka mevcuttur. Bunlardan biri Z yönünde basınca, diğer ikisi X ve Y yönlerindeki kesme kuvvetine hassastır. Bu sensörler dinamometre içinde kendi aralarında uygun şekilde bağlanmış, çıkış sinyalleri 9 uçlu bir soket üzerinden dışarıya bağlantı yapılmıştır. Amplifikatör Bağlantı Kablosu Paket Program Analog/Dijital (A/D) Kart BağlantıKablosu KISTLER Type 5019B 3 kanallı ve mikroişlemci kontrollü, dinamometreden gelen sinyalleri yükselterek volt cinsinden çıkış verir. İstenilen parametreler cihaz üzerindeki tuşlar vasıtası ile ayarlanabilir. LCD ekran ve LED göstergelerden takip ve okunabilir. Cihaz üzerinden RS232 C ve IEEE- 488 interface çıkışları vardır. EN , , Nolu EC direktiflerine uygundur. x,y,z eksenlerinde elde edilen sinyalleri amplifikatöre aktarır KISTLER Dynoware (Version 2.31) Sistemin amplifikatöründen alınan ölçüm bilgilerinin değerlendirilmesinde kullanılmaktadır. 8 Ölçme kanalı, her biri 12 bit çözünürlülükte Kanal başına ölçme sahası : ±10 Volt Kanal başına örnekleme hızı : 100 khz/kanal sayısı Ölçme süresi : bilgisayarın hafızası (RAM) ile sınırlı Measurement Comp. Computer Boards CIO-DAS 1602/12 ISA Elde edilen sinyalleri dönüştürücü görevi yapmaktadır Amplifikatörden gelen bilgileri A/D karta aktarır Çizelge de teknik özellikleri verilen bileşenler kullanılarak kurulan dinamometre sistemiyle Şekil deki akış şemasında gösterildiği gibi saniyede 500 kesme kuvveti verisi alınarak DynoWare yazılım sayesinde grafik olarak görüntülenmiş ve veriler Excel dosyası olarak kaydedilmiştir. Kuvvet ölçümleri için deney setini oluşturan elemanlar sırasıyla; (x), (y) ve (z) yönlerinde F x, F y ve F z kuvvetlerini ölçen kuvvet sensörü (Dinamometre), kuvvet sensöründen (x), (y) ve (z) yönlerinde gelen voltaj sinyallerini ayrı ayrı değerlendiren 199



213 amplifikatör, PC bilgisayara adapte edilmiş analog bilgileri dijitale çeviren (A/D) veri toplama kartı ve verilerin saklandığı / yazılımla işlendiği bilgisayardan meydana gelmektedir. Dinamometre Ampflikatör PC Bilgisayar A/D Kart Şekil Dinamometre sistemiyle kesme kuvveti ölçümünün akış şeması Takım Aşınmalarının Ölçülmesi Delme işleminde her malzeme grubunda 20, 60, 80 ve 100 delik için ayrı ayrı matkap ucu kullanılmıştır. Yani ilk 20 delikten sonra matkap değiştirilmiş yerine yeni matkap ucu takılarak 60 delik delinmiş, ardından yeni matkap takılıp 80 ve diğer bir matkap ucu ile de 100 delik delinmiştir. Böylece her malzeme grubu için 4 farklı delik sayısında ve dolayısıyla farklı aşınmaya maruz kalmış matkap elde edilmiştir. Toplam 11 farklı malzeme grubunda 11x4= 44 adet matkap kullanılmıştır. Bunların aşınmaları Şekil deki Makine Takım A.Ş. firması laboratuarlarında bulunan özel aşınma mikroskobunda ölçülmüştür. Aşınma ölçümleri matkabın iki kesme kenarının kesme yanakları üzerinde oluşan yan yüzey aşınmasının ölçülmesiyle belirlenmiştir. 200
 Şekil 3.16. da matkap ucunda aşınma ölçümlerinin yapıldığı yüzeyleri göstermektedir.")

214 Hassas Dijital Gösterge Aşınmanın gözlendiği büyültmeli oküler Ölçüm için kesicinin bağlandığı mıknatıslı v-yatağı Şekil Matkap ucu aşınmasının ölçüldüğü özel ölçme cihazı (MTE) Şekil da matkap ucunda aşınma ölçümlerinin yapıldığı yüzeyleri göstermektedir. Matkap uçlarında en fazla aşınma genellikle zırh ile kesme yüzeylerinin birleştiği köşede görülmektedir. Ölçüm sırasında her iki kesme kenarında oluşan yan yüzey aşınmaların en yüksek değeri alınmıştır. Şekil Matkap ucunda oluşan aşınma yüzeyleri ve ölçülmesi Ayrıca matkap aşınma yüzeylerinin SEM görüntüleri de alınmıştır. 201

215 Yüzey pürüzlülüğünün ölçülmesi İşlenebilirlik incelemelerinde yüzey pürüzlülüğünün ölçülmesi oldukça önemli bir parametredir. Ancak ölçümün delik yüzeylerinde yapılacak olması işlemi biraz zorlaştırmaktadır. Özellikle küçük çaplı deliklerin yüzey pürüzlülüğünün ölçülmesi özel uç ve aparatlar gerektirdiğinden standart cihazlarla yapılamaz. Bu nedenle tez çalışmasında elde edilen delik yüzeylerinin yüzey pürüzlülüğünün ölçümü akredite Ufuk Kontrol Araçları San. Ve Tic. Ltd. Şti. firmasına yaptırılmıştır. Ölçümlerin kolay yapılabilmesi için Şekil de gösterildiği gibi bir kenardan deliğin yarısına kadar boşaltılmıştır. Böylece delik yüzeyinin pürüzlülük ölçümüne esas örnekleme uzunluğu teğet çizgiler boyunca, özellikle deliğin arka tarafına doğru alınmıştır. Ölçümlerde MahrSurf GD-25 marka kontakt tip pürüzlülük ölçüm cihazı kullanılmıştır. Ölçüm sonuçları Perhometer S2 tip dijital göstergelerden okunmuştur. Kontakt ucun yürüme/tarama mesafesi 1.75 mm dir. Pürüzlülük ölçümlerinde hem R a hem de R z parametrelerinin değeri ölçülmüştür. Şekil Deliklerin yüzey pürüzlülüğünün ölçülmesi 202
216 4. ARAŞTIRMA BULGULARI VE TARTIŞMA Bu bölümde 1. bölümde anlatılan teorik bilgiler ve 2. bölümde anlatılan kaynak özetleri ışığında belirlenen, 3. bölümdeki materyal ve yönteme göre gerçekleştirilen deneysel çalışmalardan elde edilen bulgular verilecek ve sonuçlar irdelenecektir. Bu tez çalışmasında demir-esaslı T/M malzemelerin talaşlı işlenebilirliği hakkında önceki bölümlerde genel açıklamalar verilmekle birlikte, deneysel kısımda bu geniş malzeme grubundan, MPIF standardına göre FC-0208 bakır çeliği olarak isimlendirilen ve kimyasal içeriği % 0.6C, % 2Cu ve geri kalanı demir olan malzeme referans malzeme olarak seçilmiş ve buna bağlı olarak Fe-C ve Fe-Cu-C demir karbon ve demir bakır çeliği olarak isimlendirilen T/M malzemeleri incelenmiştir. MPIF standardına göre referans seçilen baz malzeme olarak ifade edilen FC-0208 T/M bakır çeliğinin bakır ilavesiz (A grubu) ve bakır ilaveli (B grubu) olmak üzere üç farklı yoğunlukta, ayrıca aynı yoğunluk fakat dört farklı bakır oranında (C grubu) üretimi yapılarak, yoğunluğun ve bakır oranının talaşlı işlenebilirlik karakteristiğine etkisi belirlenmeye çalışılmıştır. Bu amaçla deneysel çalışmalarda 11 farklı malzeme grubu elde edilmiştir. Ayrıca çapraz referans olarak tam yoğun Ç 1050 malzeme de kıyaslama için aynı deneylere tabi tutulmuştur. Bunlar materyal-metot kısmında anlatıldığı gibi, A, B, C, Baz ve Ç 1050 olmak üzere 5 farklı grupta toplanmıştır. A grubu malzemeler, bakır ilavesi yapılmaksızın yalnızca % 0.6 C ve geri kalanı demir tozlarından oluşmakta ve A1, A2, A3 olmak üzere kendi içerinde yoğunluk farkına göre üç gruba ayrılmaktadır. B grubu ise %.06 C ile beraber % 2 bakır ve geri kalanı demir tozlarından oluşmakla, böylece kimyasal içerik olarak FC-0208 baz malzeme ile aynı fakat B1, B2, B3 olarak sınıflandırılan üç farklı yoğunlukta hazırlanmıştır. C grubu malzemeler ise % 0.6C ile birlikte, C1, C2, C3, C4 olarak her birinde bakır oranı %1 artarak %1-4 arasında farklı bakır oranlarında fakat aynı yoğunlukta hazırlanmışlardır. Bu nedenle çizelge 4.1. de de gösterildiği gibi A harfiyle kodlanan malzemelerde değişken parametre yalnızca yoğunluk olduğundan A1, A2, ve A3 den oluşan A grubu malzemeler yoğunluk grubu, B grubunda yoğunlukla beraber sabit oranda bakır ilavesi yapıldığı 203
217 için Yoğunluk+bakır grubu ve C grubunda ise sadece bakır oranı değiştiğinden C1, C2, C3 ve C4 den oluşan C grubu malzemeler de bakır grubu olarak isim verilmiştir. Sonuçların değerlendirmesi daha sistematik ve anlaşılabilir olması için bu gruplandırmaya göre yapılacaktır. Çizelge 4.1. Hazırlanan toz malzeme gruplarının sınıflandırılması Karışım Kimyasal Toz İçeriği, % Kodu C Cu Fe Zn-stearat Uygulanan Basınç, MPa % Bağıl Yoğunluk Yoğunluk g/cm 3 Değişken parametre A1 0,6 - Kalan 0, A2 0,6 - Kalan 0, A3 0,6 - Kalan 0, B1 0,6 2 Kalan 0, B2 0,6 2 Kalan 0, B3 0,6 2 Kalan 0, C1 0,6 1 Kalan 0, C2 0,6 2 Kalan 0, C3 0,6 3 Kalan 0, Yoğunluk Yoğunluk+ Bakır İlavesi Bakır Oranı C4 0,6 4 Kalan 0, BAZ 0,7 2 Kalan 0, Referans 4.1. Malzeme Karakterizasyonu Bulguları Deneysel sonuçlarda ilk olarak üretilen T/M demir-esaslı malzemelerin malzeme karakteristikleri; mikrosertlik, çapraz kırılma mukavemeti ve kırık yüzey SEM analizi sonuçları karşılaştırmalı olarak verilecektir Mikrosertlik Sonuçları Konvansiyonel iz bırakma sertlik testi kullanıldığında TM parçaların sertlik değeri, görünür sertlik veya makro sertlik olarak ifade edilir. Çünkü porozite etkisine ilaveten matris sertliğinin bir kombinasyonunu temsil eder. T/M malzemelerin makro sertlik yerine çoğu zaman mikro sertlik değerleri daha anlamlı olmaktadır. Çünkü T/M malzemesinin yapısındaki poroziteler makro sertlik ölçümü sonuçlarının çok farklı ve dağınık çıkmasına neden olmakta, bu nedenle porozitenin etkisin elimine eden ve daha küçük alanlarda ölçmeye izin veren mikroyapı ölçümleri çoğu zaman daha anlamlı sonuçlar vermektedir. Bu çalışmada materyal ve metod bölümünde 204
218 anlatıldığı gibi T/M numunelerinin presleme yönünde ve buna dik yönde toplam dört yüzeyinden Vickers mikrosertlik ölçümleri alınmıştır (Şekil 4.1.). Bu dört yüzeydeki ölçümlerde enine ve boyuna olarak ayrı ayrı alınmıştır. Çizelge 4.2 de gösterildiği gibi, presleme yönüne dik A ve A' yüzeylerinin enine ve boyuna mikrosertlik ölçümleri ayrı ayrı verilirken, presleme yönüne paralel B ve B' (yan) yüzeylerdeki ölçüm sonuçları enine ve boyuna ölçümlerin ortalaması olarak verilmiştir. Şekil 4.1. Mikrosertlik Ölçümünün yapıldığı yüzeylerin gösterimi Çizelge 4.2. Numune yüzeylerindeki mikrosertlik sonuçları (HV 10 ) AE AB A'E A'B Bort B'ort ORT G.O. A A A B B B BAZ C C C C T/M malzemelerin mikroyapısındaki heterojenlik nedeniyle mikro sertlik dağılımları da tek bir değerden ziyade bir aralık olarak belirtilmiştir. Her numuneden ortalama 205
219 50 mikro sertlik değeri alınmış ve bunların her bir yöne göre aralık değeri belirlenmiştir. Daha sonra bu aralıkların aritmetik ortalaması alınmıştır. Vickers Sertlik Değeri, VH Mikrosertlik Sonuçları B3 C3 C4 BAZ C2 B1 B2 C1 A3 A1 A2 A1 A2 A3 B1 B2 B3 C1 C2 C3 C4 BAZ Malzeme Grubu Şekil 4.2. Toplu mikro sertlik sonuçları Çizelge 4.2 ve şekil 4.2 incelendiğinde genel olarak şu söylenebilir; Yalnız A yoğunluk grubunda %76-91 arasındaki bağıl yoğunluğun artmasıyla mikro sertlik % 25 oranında artmıştır. B bakır ve yoğunluk grubunda bakır ilavesi genel olarak mikrosertliği A grubunun aynı yoğunluk düzeyine göre %25-40 arasında bir artış sağlamış, ancak bakır ilaveli B grubun kendi içinde %76-91 yoğunluk değişiminin mikrosertliğe etkisi, yalnız karbon içeren A grubundan daha az olmuş ve % 13 seviyesinde kalmıştır. Şekil 4.3.a ve b yoğunluk ve bakırın mikro sertliğe etkisini daha ayrıntılı olarak göstermektedir. Böylece yoğunluğun mikro sertliğe etkisi yalnızca Fe-C ikili alaşımı A grubuna etkisi Fe-C-Cu üçlü sisteminden oluşan B grubuna etkisinden daha fazladır. Bakır oranın etkisi ise aynı yoğunluktaki C grubunda net olarak görülmektedir ki; % 1-3 arasındaki %1 lik bakır ilavesindeki artış mikro sertlikte % 17 ye varan lineer bir artış sağlarken, % 4 bakır ilavesinde bu artış durmaktadır. Buradan mikro sertlik bakımından en uygun bakır oranının % 3 olduğu söylenebilir. Aynı bağıl yoğunlukta (% 91) ve aynı karbon ve bakır içeriğine sahip B3 ile C2 numunelerinin mikrosertlikleri yakın değere sahipken, aynı yoğunluk ve bakır 206
220 oranındaki baz malzemenin mikrosertlik değeri karbon içeriğindeki % 0.1 lik fazlalıktan dolayı çok az büyük çıkmıştır (Höganäs, 2002). Yoğunluğun Mikrosertliğe etkisi Bakırın Mikrosertliğe Etkisi Vickers Serlik Değeri, HV A Yoğunluk Grubu B Yoğunluk ve Bakır Grubu 6,0 6,5 7,2 Vickers Serlik Değeri, HV Yoğunluk:7,15 g/cm3 C1 C2 C3 C4 Yoğunluk g/cm3 Bakır Oranına Göre Malzemeler a) b) Şekil 4.3. a)yoğunluğun Mikrosertliğe Etkisi, b) Bakırın Mikrosertliğe Etkisi Çapraz Kırılma Mukavemeti (TRS) Deney Sonuçları Çapraz Kırılma Deneyleri MPIF Toz Metalurjisi ürünler ve Metal Tozları için standart test yöntemi standartlarında belirlenen prosedüre göre yapıldı. Şekil 4.4 de çapraz kırılma testi toplu sonuçları verilmiştir. Çapraz Kırılma Mukavemeti, MPa Çapraz Kırılma Test Sonuçları A1 A2 A3 B1 B2 B3 C1 C2 C3 C4 BAZ1050 Malzeme TRS, MPa A1 467,2 A2 659 A3 656 B1 618,6 B2 835,5 B3 1334,5 C1 932,1 C C3 1636,5 C4 1824,2 BAZ 1537, ,5 Malzeme Grubu Şekil 4.4. Çapraz Kırılma Testi Sonuçları 207
221 Yük, N A1-1 A1-2 A Sehim, mm/100 A1-1 A1-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , , a) Yük, N A1-1 A2-2 A Sehim, mm/100 b) A2-1 A2-2 Sehim Yük, N Sehim Yük, N 0 86,6 0 61, , , , , , , , , , , , ,4 Yük, N A3 A3-1 A A3-1 A3-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , ,1 Sehim, mm/100 c) Şekil 4.5. (Fe-0.6C ) Yoğunluk Grubu Çapraz Kırılma-Sehim Sonuçları, a) %60 bağıl yoğunluk, b) %65 bağıl yoğunluk, c) %71 bağıl yoğunluk 208
222 Yük, N B1 B1-1 B Sehim, mm/100 a) B1-1 B1-2 Sehim Yük, N Sehim Yük, N 0 61,8 0 61, , , , , , , , , , , , , , , ,2 Yük, N B2 B2-1 B B2-1 B2-2 Sehim Yük, N Sehim Yük, N , , , , , , , Sehim, mm/100 b) Yük, N B3-1 B3-2 B B3-1 B3-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , , ,1 Sehim, mm/100 Şekil 4.6. (Fe-0.6C-0.2Cu) Yoğunluk+Bakır Grubu Çapraz Kırılma-Sehim Sonuçları, a) %60 bağıl yoğunluk, b) %65 bağıl yoğunluk, c) %71 bağıl yoğunluk c) 209
223 Yük, N C1 C1-1 C C1-1 C1-2 Sehim Yük, N Sehim Yük, N 0 86, , , , , , , , , , , ,7 sehim, mm/100 a) Yük, N C2-1 C2-2 C Sehim, mm/100 C2-1 C2-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , , ,2 b) Yük, N C3-1 C3-2 C Sehim, mm/100 C3-1 C3-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , , , ,2 210
224 Yük, N C4-1 C4-2 C Sehim C4-1 C4-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , , ,6 d) Şekil 4.7.(Fe-0.6C-Cu ) Bakır Grubu Çapraz Kırılma-Sehim Sonuçları, a) %1 Cu, b) %2 Cu, c) %3 Cu, d) %4 Cu Yük, N BAZ-1 BAZ-2 BAZ Sehim Baz-1 Baz-2 Sehim Yük, N Sehim Yük, N , , , , , , , , , , ,6 Şekil 4.8.(Fe-0.6C-0.2Cu ) Baz Grubu Çapraz Kırılma-Sehim Sonuçları, Yük, N Ç Sehim, mm/100 Ç Ç Ç Ç Sehim Yük, N Sehim Yük, N 0 86,6 0 86, , , , , , , , , , , ,6 46, , , ,3 54, ,1 47, ,5 Şekil 4.9. (Ç 1050 ) Tam Yoğun Grubu Çapraz Kırılma-Sehim Sonuçları 211

225 Çapraz kırılma test sonuçlarına genel olarak bakıldığında, TM malzemelerin yoğunluğu arttıkça hem çapraz kırılma mukavemeti (TRS) hem de sünekliği artmaktadır. Şekil 4.5 a, b ve c ye bakıldığında A yoğunluk grubunda yoğunluğun artmasıyla TRS artmakta ve şekil üzerinde sarı renklerle gösterilen dikey çizgilere göre de sünekliği artmaktadır. Sarı çizgi yükün artmaya devam etmesine rağmen sehimin nispeten sabit kaldığı ya da azaldığı aralığı göstermektedir. A Yoğunluk grubunun en düşük yoğunluğa sahip A1 in grafiğinde belirtilen karakteristik görülmediği için A yoğunluk grubunun en gevrek malzemesi olarak belirlenmiştir. Aynı şekilde B yoğunluk+bakır Grubunda da (Şekil 4.6 a, b, c) benzer eğilim görülmektedir. Yani yoğunluğun artmasıyla TRS ve süneklik artmaktadır. Bunun dışında bakır ilavesinin TRS ye etkisi şekil 4.7 a, b, c ve d de gösterilen C bakır grubunda, TRS bakır oranı arttıkça artmakta, süneklik ise % 2 Cu oranından sonra daha yavaş artmaktadır. Ayrıca şekil 4.4 deki toplu sonuçlara göre A yoğunluk grubu ve bakır ilaveli B yoğunluk grubu karşılaştırıldığında % 2 lik bakır ilavesinin TRS değerlerini artırdığı görülmüştür. Bu sonuçlar genel literatür yorumlarıyla uyumludur (Šalak, 1995; Höganas, 2004c). Bu sonuçlar SEM kırık yüzey analizleriyle ilişkilendirildiğinde, A Yoğunluk grubunda en düşük yoğunluğa sahip A1 ile aynı grupta daha yoğun A3 ün kırık yüzey SEM görüntüleri şekil 4.10 da verilmiştir. Şekil g/cm 3 yoğunluklu A1 numunesinin kırık yüzey SEM görüntüsü 212

226 Şekil g/cm 3 yoğunluğa sahip A3 numunesinin kırık Yüzey SEM görüntüsü Şekil 4.10 ve 4.11 den görüldüğü gibi sarı çizgilerle belirtilen bölgeler partiküller arası bağların oluştuğu ve partiküller arası kırılmaların görüldüğü bölgelerdir. Daha düşük yoğunluktaki A1 numunesinde nispeten bağ oluşumunun daha az ve küçük temas alanlarında, dolayısıyla daha gevrek bir yapıda olduğu, daha yoğun A3 numunesinde ise daha yoğun partiküller arası boyun oluştuğu ve bu boyun bölgelerinin çokluğu görülmektedir. Literatürde düşük yoğunluklarda mukavemetin partiküller arası boyun oluşumuyla sınırlı olduğu belirtilmiştir (German, 1984, p241). Partikül temas alanlarının daha büyük olması, çapraz kırılma sırasında hem TRS değerini arttırdığı hem de A1 e göre deforme olana kadar daha fazla plastik şekil değiştirmeye müsaade ettiği anlaşılmaktadır. Aynı şekilde B (yoğunluk + bakır) grubunun (Fe+0.6C+0.2Cu) en düşük ve en yüksek yoğunluğa sahip B1 ve B3 numunelerinin sırasıyla şekil 4.12 ve şekil 4.13 de gösterilen TRS kırık yüzey SEM analizlerinin karşılaştırılması göstermektedir ki, partiküller arası temas alanlarının sayısı ve temas alanının genişliği yoğunluğun artmasıyla artmaktadır. Yine B1 ve B3 arasındaki yoğunluk farkı da şekillerden görülmektedir. Çünkü şekil 4.12 de partiküller arasındaki boşluk alanları daha fazla, şekil 4.13 de ise nisbeten daha azdır. Ayrıca bu grupta A yoğunluk grubundan farklı olarak bakırın ilave edilmiş olması da yapıda partiküller arasındaki bağların 213


227 oluşumuna ve kuvvetlenmesine katkıda bulunmuş ve TRS değerlerini artırmıştır (Höganäs, 2004e). Şekil g/cm 3 yoğunluğa sahip B1 numunesinin kırık yüzey SEM görüntüsü Şekil g/cm 3 yoğunluğa sahip B3 numunesinin kırık Yüzey SEM görüntüsü Yalnızca bakır oranının değiştiği %91 bağıl yoğunluktaki C bakır grubunda (Fe+0.6C+%1-4Cu) bakır oranının %1-4 arasında %1 lik artışıyla mikrosertlik ve TRS değerlerinin arttığı daha önce belirtilmişti. TRS numunelerinin kırık yüzey SEM 214
. Şekil 4.14. 7.")
228 analizleri incelendiğinde (Şekil 4.14 ve 4.15) bakır ilavesinin artmasıyla yine partiküller arası bağ oluşumunu ve bu bağların mukavemetinin arttığı görülmektedir. Özellikle bakır oranının %3 ve %4 olduğu numunelerde yer yer gevrek tane içi kırılmaların olduğu görülmektedir (Şekil 4.15). Şekil g/cm 3 yoğunluğa sahip % 1 Cu içeren C1 numunesinin kırık yüzey SEM görüntüsü Fe+0.6C+1Cu içeriğindeki C1 numunesinin kırık yüzey SEM görüntülerinden de anlaşıldığı üzere porozite azaldıkça partiküller arasındaki temas bölgeleri yani boyun oluşumu artmakta, ayrıca yapıdaki kimyasal elementlerde bu boyun bölgelerinin sayısını, büyüklüğünü ve partiküller arası bağın mukavemetini ve buna bağlı olarak ta demir-esaslı TM malzemenin fraktografik hasar karakteristiğini belirlemektedir. Bu yüzden kırık yüzey incelemeleri, poroziteyle direk olarak ilişkili sinterleme sonucu oluşan partiküller arasındaki boyun bölgesinin yapısı hakkında nispeten tam bilgi sağlar (Šalak, 1995). SEM görüntülerinde sarı renkte çerçeve içine alınan bölgeler sünek kırılmayı ifade etmektedir. Bu bölgeler literatüre göre küçük (sünek kupa-konik kırılma) çukur ve tümseklerden oluşmaktadır (ASM, 1998) 215
 bölgelerinin de diğer numunelerden farklı olarak mevcut olduğu görülmektedir (Chawla")
229 Partikül içi kırılma Bölgesi Partiküller arası Kırılma bölgeleri Şekil g/cm 3 numunesinin kırık yüzey SEM görüntüsü yoğunluğa sahip %4 Cu içeren C4 (Fe+0.6C+%4Cu) Şekil 4.15 incelendiğinde partiküller arası kırılma bölgelerinin yanı sıra yer yer partikül içi gevrek kırılma (yarılma) bölgelerinin de diğer numunelerden farklı olarak mevcut olduğu görülmektedir (Chawla ad Deng, 2005). Bu gevrek kırılma bölgeleri malzemenin yüksek TRS değerleriyle ilgili olmakla birlikte, aynı zamanda kırık yüzeylerinde daha çok sünek kopma bölgelerinin bulunduğu, bunun nedeninin ise % 4 e ulaşan bakır ilavesi olduğu literatür ışığında söylenebilir (German, 1984) Mikro yapı İncelemeleri Yapılan mikro yapı incelemelerinde, dağlanmamış mikro yapıda yoğunluk arttıkça daha dar ve oran olarak daha az gözenek yapısının görüldüğü, ayrıca yoğunluğun artmasıyla daha küçük gözeneklerin arttığı ve B grubunda ise özellikle yüksek yoğunlukta bakırın etkisiyle porozitelerin küreselleştiği görülmektedir (Şekil 4.16 ve 4.17.). Yoğunluğun bu etkisi literatürde de belirtilmiştir. (Chawla and Deng, 2005). 216
 A3")

")


 6.0g/cm3,")
 7.1g/cm3 a)")





230 a) A1 x10 b) A2 x10 c) A3 x10 Şekil A Yoğunluk Grubu (Fe+0.6C) numunelerin üç farklı yoğunlukta dağlanmamış mikro yapısı: a) 6.0g/cm3, b) 6.5g/cm3, c) 7.1g/cm3 a) b) B1 x10 c) B2 x10 B3 x10 Şekil B Yoğunluk+Bakır Grubunun (Fe+0.6C+2Cu) üç farklı yoğunluktaki dağlanmamış mikroyapısı: a) 6.0g/cm3, b) 6.5g/cm3, c) 7.1g/cm3 217

 Porozite Ferrit Porozite A1 x50 Şekil 4.19.")
 (x50) A yoğunluk grubunun iki farklı yoğunluktaki A1 ve A3")


231 İnce Perlit Kaba Perlit Kaba Perlit Porozite İnce Perlit a) A1x20 b) Porozite A3x20 Şekil A grubu iki farklı yoğunlukta dağlanmış mikroyapı a) 6.0g/cm 3, b) 7.1g/cm 3 (x20) Porozite Ferrit Porozite A1 x50 Şekil A1 numunesinin dağlanmış mikroyapısı (6.0g/cm 3 ) (x50) A yoğunluk grubunun iki farklı yoğunluktaki A1 ve A3 numunelerinin şekil 4.18 de gösterilen dağlanmış mikro yapısında yapının oldukça heterojen olduğu görülmektedir. Şekil 4.18.a ve b deki her iki mikro yapıda ferrit ile kaba ve ince perlit fazlarından oluşmakta, ayrıca a da daha büyük gözenekler görülürken b deki gözenek boyutları nispeten küçüktür. Şekil 4.19 da A1 numunesinin daha büyük büyütmede mikroyapısı incelendiğinde yeşil çizgilerle gösterilen perlitin yapı 218
 iki farklı yoğunlukta, dağlanmış mikro yapı a) 6.0g/cm 3, b) 7.1g/cm 3 Şekil 4.20.")

. Şekil 4.20. a ve b de kahverengi renkte boşluklara nüfuz etmiş bakırca zengin alanlar görülmektedir. Şekil 4.21 de ise referans malzeme olarak belirtilen ve Baz olarak kodlanan (Fe+0.")

232 içerisinde oldukça heterojen dağıldığı daha rahat görülmektedir. Yapıda özellikle yer yer oksit tabakaları da mevcuttur. a) b) Şekil B grubu (Fe+0.6C+2Cu) iki farklı yoğunlukta, dağlanmış mikro yapı a) 6.0g/cm 3, b) 7.1g/cm 3 Şekil a ve b deki mikro yapılarda da yer yer ferrit ve perlit fazlarından oluşan benzer heterojen bir yapı görülmektedir. Şekil üzerinde yeşil çizgiler perlit alanlarını, mavi çizgiler ise porozite alanlarını göstermektedir. Ayrıca sinterleme sıcaklığından düşük erime sıcaklığına sahip kompozisyondaki bakırın, sıvı faz sinterleme sonucu tek toz partikülü içerisinde toz partikülü ve tane sınırı arasında boşluklara nüfuz ettiği literatür ışığında tespit edilmiştir (Höganäs 6, 1999). Şekil a ve b de kahverengi renkte boşluklara nüfuz etmiş bakırca zengin alanlar görülmektedir. Şekil 4.21 de ise referans malzeme olarak belirtilen ve Baz olarak kodlanan (Fe+0.7C+2Cu) numunenin dağlanmış mikro yapısı verilmiştir. Şekil incelendiğinde heterojen dağılmış ferrit ve perlit fazlarının yanı sıra, ağırlıklı olarak tane sınırı bölgelerine yer yer tane içlerine ve küçük gözeneklere nüfuz etmiş, bakır da açıkça görülmektedir. Şekil üzerinde kahverengi tonda yer alan bakırca zengin alanlardaki bakırın, ferrit ve sementit lamelleri arasındaki sınırlara, tane sınırlarına ve küçük gözeneklere nüfuz ettiği literatürde de belirtilmektedir (Höganäs, 2004c; ASM, 1998). Şekil 4.22 de C grubunda bakır oranının artması sonucu mikroyapıda bakırın nüfuz (bakırca zengin) bölgeleri sarı çizgi ve oklarla daha belirgin olarak görülmektedir 219

")

 Cu Cu")
 C2")
")

")

")
233 Baz x20 Şekil Baz grubu (Fe+0.6C+2Cu) numunenin dağlanmış mikro yapı (7.1g/cm3) Cu Cu Cu Cu a) C1 x20 Cu c) C2 x20 b) Cu Cu C3 x20 Cu d) C4 x20 Şekil C Grubu (Fe+0.6C+1-4Cu) numunelerin dağlanmış mikro yapısı a) %1Cu b) %2Cu, c) %3Cu, d) %4Cu (yoğunluk 7.1g/cm3) 220
234 Bakır ilavesiyle TM malzemelerdeki sertlik ve çapraz kırılma mukavemetinin artmasının nedeni; bakırın ferritte maksimum çözülebilirliği % Cu oranına kadardır, bu orandan fazla bakır ilavesi tipik olarak tane sınırları ve küçük gözeneklerde çökelir. Bunun sonucunda partiküller arasındaki boyun bölgesinde gerilme konsantrasyonunu azaltan ve çatlak başlangıcını geciktiren küresel gözenek oluşumu ile sertlik ve mukavemet değerleri artmıştır (Brânduşan, 2004) İşlenebilirlik Karakterizasyonu Demir-esaslı TM malzemelerin işlenebilirlik kriteri olarak, delme esnasında dinamik kesme kuvvetleri, delik yüzeylerinin pürüzlülüğü, talaş şekli ve takım aşınması ayrı ayrı testlerle belirlenmiştir Kesme Kuvveti Test Sonuçları Delme esnasında dinamik kesme kuvvetlerinin dinamometre ile ölçümünden elde edilen kesme kuvveti verilerinden, eksenel (Thrust) kuvvetinin maksimum değerlerine göre aşağıdaki çizelge ve grafikler elde edilmiştir. İlk olarak A yoğunluk grubu (Fe+0.6C) ve B yoğunluk+bakır (Fe+0.6C+2Cu) grubunun yoğunluğa ve delik sayısına bağlı olarak kesme kuvveti değerleri çizelge 4.3 te verilmiştir. Çizelge 4.3. A ve B Grubu numunelerin eksenel kesme kuvveti sonuçları Delik Eksenel kesme Kuvveti, N Sayısı A1 A2 A3 B1 B2 B3 BAZ ,91 159,76 168,55 139,25 153,17 165,62 175, ,1 161,96 180,27 153,9 167,82 178,07 182, , ,14 163,97 178, , ,65 194,73 198,39 179,35 187,55 191,25 227,14 Çizelge 4.3 ve bu çizelgeye göre oluşturulmuş, şekil 4.23.a ve b de verilen A yoğunluk grubunun (Fe+0.6C); delik sayısı ve yoğunluğa bağlı kesme kuvveti grafiklerine göre, delik sayısının ve yoğunluğun artmasıyla eksenel kesme kuvveti artmıştır. Yoğunluğun 6.0 g/cm 3 ten 7.1 e çıkmasıyla, kesme kuvveti A grubunda delik sayılarına göre % 8-18 arasında değişen oranlarda artmıştır. Yoğunluğun
235 g/cm 3 ten 6.5 g/cm 3 e artmasıyla kesme kuvvetindeki artış % 6-16 aralığında olurken 6.5 g/cm 3 ten 7.1 g/cm 3 e artmasıyla kesme kuvvetindeki artış % 3-11 aralığında olmuştur. Eksenel (Thrust) Kuvvet, N A Grubu Delik Sayısına Bağlı Kesme Kuvveti A1-6.0 g/cm3 A3-7.1 g/cm3 A2-6.5 g/cm3 Baz-7.1 g/cm Delik Sayısı Eksenel (Thrust) Kuvvet, N a) b) A Grubu Yoğunluğa Bağlı Kesme Kuvvetleri 20 Delik 60 Delik 80 Delik 100 Delik 5,5 6 6,5 7 7,5 Yoğunluk, g/cm3 Şekil A Grubu Kesme Kuvveti Sonuçları a) Delik Sayısına Göre, b) Yoğunluğa göre (A1-6 g/cm3, A2-6.5 g/cm3, A3-7.1 g/cm3) Eksenel (Thrust) Kuvvet, N B Grubu Delik sayısına Bağlı Kesme Kuvvetleri Delik Sayısı B1-6 g/cm3 B2-6.5 g/cm3 B3-7.1 g/cm3 Baz-7.1 g/cm3 Eksenel (Thrust) Kuvvet, N a) b) B Grubu Yoğunluğa Bağlı Kesme Kuvvetleri 5,5 6 6,5 7 7,5 Yoğunluk, g/cm3 20 Delik 80 Delik 60 Delik 100 Delik Şekil B Grubu Kesme Kuvveti Sonuçları a) Delik Sayısına Göre, b) Yoğunluğa göre (B1-6 g/cm3, B2-6.5 g/cm3, B3-7.1 g/cm3) Şekil a ve b de verilen grafiklere göre B yoğunluk+bakır grubunun (Fe+0.6C+2Cu) delik sayısı ve yoğunluğa bağlı kesme kuvveti verilerine göre; yine delik sayısı ve yoğunluk arttıkça kesme kuvvetleri artmıştır. Yoğunluğun 6.0 g/cm 3 ten 7.1 e çıkmasıyla, kesme kuvveti B grubunda delik sayılarına göre değişen oranlarda % 6-18 arasında artmıştır. Yoğunluğun 6.0 g/cm 3 ten 6.5 g/cm 3 e artmasıyla kesme kuvvetindeki artış % 5-10 oranında olurken 6.5 g/cm 3 ten
236 g/cm 3 e artmasıyla kesme kuvvetindeki artış % 2-8 oranında olmuştur. Ayrıca %2 bakır ilavesinden dolayı kesme kuvvetleri B yoğunluk+bakır grubunda, A yoğunluk grubuna göre aynı yoğunlukların karşılaştırılmasıyla %1.5-4 arasında azalma eğilimi göstermiştir. A ve B grubunun baz malzeme grubuyla karşılaştırıldığında ise daha düşük kesme kuvveti verdiği bunun nedeninin baz grubundaki karbon oranının % 0.7, A ve B grubunda ise % 0.6 olmasından kaynaklandığı düşünülmüştür. Ayrıca gözenekli malzemelerin mukavemetinin düşük olması, yoğunluk arttıkça mukavemetin artmasından da kaynaklandığı literatürde de belirtilmektedir (Agapiou ve DeVries, 1988). C bakır grubu numunelerin kesme kuvveti değerleri Çizelge 4.4 de ve grafik olarak şekil a ve b de verilmiştir. Şekil a ve b deki grafikte, C yoğunluk grubunda (Fe+.0.6C+1-4Cu), delik sayısı ve bakır oranına bağlı kesme kuvveti verilerine göre bakır oranı arttıkça kesme kuvveti düşmüştür. Yoğunluklar aynı olmakla beraber, en düşük (%1) bakır oranındaki C1 ile en yüksek bakır oranına sahip (%4) C4 malzemenin kesme kuvvetleri bakır oranının artmasıyla %21-26 oranında azalmıştır. Bakır oranı %1 den %2 ye çıktığında kesme kuvvetleri % 2-4 arasında azalırken, %2 den %3 e çıktığında ise % kesme kuvvetlerinde bir azalma görülmüştür. Literatürde Šalak v.d., (2005) tarafından yapılan çalışmada, bakır ilavesinin mukavemet ve sertlik artışının yanı sıra işlenebilirliği iyileştirdiği, bunun nedeninin de bakırın; yapıdaki gözenek boyutu ve kompakt büzülmesini kontrol etmesi ve ısıl iletkenliği artırmasından kaynaklandığını önceki çalışmalara dayandırılmaktadır. Ayrıca % 2-3 bakır ilavesinin diğer işleme ilaveleri olmaksızın delme eksenel (thrust) kuvvetini % 13 oranında azalttığını Chandler (1990) in çalışmasına dayanarak belirtmiştir (Šalak, 2005). Ayrıca Agapiou ve DeVries de 1988 de yaptıkları çalışmada bakırın matrisin metal deformasyonunu iyileştirmesi ve ısıl iletkenliği artırmasından dolayı, demir matrisin işlenebilirliğinin iyileşebileceği belirtilmiştir. Agapiou ve DeVries çalışmalarında % 1 e kadar bakır ilavesinin takım ömrünü azaltırken, % 2-3 oranında bakırın ise delme eksenel (Thrust) kuvvetini % 13 azalttığını Capus ve Fournel (1981) in çalışmasına dayanarak belirtmişlerdir. 223
237 Çizelge 4.4. C Grubu numunelerin eksenel kesme kuvveti sonuçları Delik Eksenel kesme Kuvveti, N Sayısı C1 C2 C3 C4 BAZ ,68 168,55 146,58 129,73 175, ,8 173,68 151,7 132,66 182, ,52 183,2 169,28 138,52 227, ,66 194,18 173,68 155,36 233,73 Eksenel (Thrust) Kuvvet,N C Grubu Bakır Oranına Bağlı Kesme Kuvveti Delik Sayısı C1-%1 Cu C2-%2 Cu C3-%3 Cu C4-%4 Cu Baz- %2 Cu Şekil C Grubu Kesme Kuvveti Sonuçları Şekil da aynı yoğunluğa sahip A, B ve C grubu numuneler ve Baz malzemenin birlikte kesme kuvvetleri delik sayısına bağlı olarak verilmiştir. Eksenel (Thrust) Kuvvet, N Bakır Oranına Bağlı Kesme Kuvveti Delik Sayısı A3-%0 Cu B3-%2 Cu C1-%1 Cu C2-%2 Cu C3-%3 Cu C4-%4 Cu Baz-%2 Cu Şekil Aynı yoğunluk grubundaki (7.1 g/cm 3 ) numunelerin kesme kuvvetleri 224
238 Şekil da görüldüğü gibi, en yüksek yoğunluk seviyesindeki A3, B3, C1 ve C2 numunelerinin kesme kuvvetleri birbirine yakın olmakla beraber, bakır oranının arttığı C3 (%3Cu) ve C4 (%4Cu) numunelerinin kesme kuvvetlerindeki düşme daha açıktır. Şekil de ise A ve B grubunda değişen yoğunluk seviyesine bağlı olarak numunelerin kesme kuvvetleri karşılaştırılmıştır. Eksenel (Thrust) Kuvvet Bakır ve Yoğunluğa Bağlı Kesme Kuvveti Delik Sayısı A1 B1 A2 B2 A3 B3 Şekil Yoğunluk değişiminin kesme kuvvetine etkisi Şekil da A1-B1 grubu 6.0 g/cm 3, A2-B2 grubu 6.5 g/cm 3, A3-B3 grubu 7.1 g/cm 3 yoğunluk seviyesine göre karşılaştırıldığında kesme kuvveti B grubu numunelerde A grubu numunelerden biraz daha düşük olduğu görülmekte. Ayrıca yoğunluk arttıkça her iki grupta da kesme kuvveti artmaktadır Yüzey Pürüzlülüğü Sonuçları Numunelerin aynı matkapla 20 delik ve 100 delik delinmiş delik yüzeylerindeki hem Ra hem de Rz pürüzlülük değerleri ölçülmüş ve çizelge 4.5 de tüm malzeme grubları için bu değerler verilmiştir. Bu sonuçlara göre oluşturulan grafikler ise şekil 4.28., 4.29 ve 4.30 da verilmiştir. Grafik sonuçlarından görüldüğü gibi hem A hem B yoğunluk grubunda yoğunluğun artmasıyla pürüzlülük değeri düşmüştür. A grubundan farklı olarak %2 Cu içeren B grubunda pürüzlülük değerleri, A grubuyla karşılaştırıldığında, bakıra bağlı olarak çok az artmıştır. Ayrıca C bakır grubunda ise 225
239 pürüzlülük değerleri bakır oranının artmasına bağlı olarak % 2 bakıra kadar artma eğilimi göstermiş %3 ve %4 bakır oranında düşmüştür. Çizelge 4.5. Yüzey Pürüzlülüğü Sonuçları Malz. Yoğ. Ra Y. Pürüzlülüğü g/cm Ra Rz Y. Pürüzlülüğü Ort Rz Ort. A1-20* 6.0 2,836 2,192 2,414 2,480 13,2 11,6 10,2 11,666 A1-100* 6.0 2,856 2,64 3,24 2,912 13,48 15,47 14,3 14,416 A ,509 1,595 2,599 2,234 11,3 8, ,176 A ,605 2,467 3,006 2,692 12,2 11, ,7 A ,831 2,722 2,084 2,212 9,06 12,1 9,81 10,323 A ,188 3,476 1,904 2,522 10,2 15,9 10,1 12,066 B ,069 2,58 2,678 2,775 13,5 12,8 12,1 12,8 B ,46 2,255 2,736 2,483 12,8 10,8 12,8 12,133 B ,389 2,189 2,38 2,319 10,7 11,1 11,8 11,2 B ,378 3,485 3,164 3,009 11,8 15,2 14,1 13,7 B ,607 2,25 1,856 2,237 11,2 11,7 9,24 10,713 B ,807 2,057 3,122 2,662 15,1 9, ,116 C ,4 2,136 2,377 2,304 10,6 10,7 10,9 10,733 C ,154 2,217 2,881 2,417 11,2 10,5 12,2 11,3 C ,34 2,871 2,264 2,491 11,3 14,2 11,3 12,266 C ,627 2,148 2,59 2, ,4 12,7 12,366 C ,284 1,975 2,52 2,259 10,9 9,41 12,1 10,803 C ,999 2,229 2,44 2,222 10,3 9,91 11,2 10,47 C ,091 1,765 1,611 1,822 9,19 9,29 8,42 8,9666 C ,964 2,215 1,797 1,992 10,4 10,9 8,71 10,003 BAZ ,172 2,866 3,006 2, ,4 13,9 13,1 BAZ ,817 4,127 3,625 3,523 12,7 16,7 16,8 15,4 Ç ,392 2,685 1,848 2,308 10,7 11,7 8,73 10,376 Ç ,635 2,568 3,022 2,741 12,5 13,3 13,4 13,066 A ve B Grubu Yoğunluğa Bağlı Y. Pürüzlülüğü Yüzey Pürüzlülüğü, Ra a) 3,5 3 2,5 2 1,5 1 0,5 0 A-20 Delik A-100 Delik B-20 Delik B-100 Delik 5,5 6,0 6,5 7,0 7,5 Yoğunluk, g/cm3 Yüzey Pürüzlülüğü, Rz b) A ve B Grubu Yoğunluğa Bağlı Y. Prz. A-20 Delik A-100 Delik B-20 Delik B-100 Delik 5,5 6,0 6,5 7,0 7,5 Yoğunluk, g/cm3 Şekil Yüzey pürüzlülüğü sonuçları a) A ve B grubunun yoğunluğa bağlı R a sonuçları, b) A ve B grubunun yoğunluğa bağlı R z sonuçları 226
240 Yüzey Pürüzlülüğü, Ra mikron 3 2,5 2 1,5 1 0,5 C Grubu Bakır Oranına Bağlı Y. Pürüzlülüğü 20 Delik 100 Delik Bakır Oranı, % a) b) Yüzey Pürüzlülüğü, Rz mikron C Grubu Bakır Oranına Bağlı Y. Pürüzlülüğü 20 Delik 100 Delik Bakır Oranı, % Şekil C Grubu bakır oranına bağlı pürüzlülük değerleri a) Ra pürüzlülük sonuçları, b) Rz pürüzlülük sonuçları Yüzey Pürüzlülüğü, Ra mikron 4 3,5 3 2,5 2 1,5 1 0,5 0 Aynı Yoğunluk Grubu İçin Y. Pürüzlülüğü 20 Delik 100 Delik A3 B3 C1 C2 C3 C4 BAZ 1050 Şekil Aynı yoğunluktaki grupların pürüzlülük değerleri Yüzey pürüzlülük sonuçları incelendiğinde yoğunluk artışının yüzey pürüzlülüğünü olumlu etkilediği görülmektedir. Bu konuda literatürde ayrıntılı bir çalışma bulunmamakla birlikte bazı çalışmalarda yoğunluğun artmasıyla yüzey pürüzlülüğünün azaldığını belirtmektedir. Šalak v.d. (2005) çalışmalarında, TM malzemelerdeki porozitenin takım aşınma mekanizmasında değişikliklere, malzemede iş sertleşmesine, yüzeyde yoğunlaşmaya ve kesme yüzeyinde daha yüksek sıcaklığa neden olmasından dolayı dövme malzemelerden farklı karakteristik gösterdiği belirtildikten sonra, porozite seviyesindeki artmayla yüzey 227
241 pürüzlülüğünün arttığını ifade etmişlerdir. Dolayısıyla bu yoğunluk arttıkça (porozite azaldıkça) yüzey pürüzlülüğünün azalması anlamına gelmektedir. Bakırın yüzey pürüzlülüğüne etkisine gelince; A ve B gruplarının yüzey pürüzlülüğü değerleri karşılaştırılınca %2 bakır ilaveli B grubunda pürüzlülükte % 7-10 civarında bir artış olmuştur. C bakır grubunda ise %2 Cu oarnına kadar pürüzlülük artmış, bundan sonraki % 3 ve %4 Cu oranında ise pürüzlülüğün düştüğü görülmektedir. Buna göre % 2 ye kadar bakır ilavesi ferrit içinde çözülen bakırın ısıl iletkenliği arttırması, gözenek boyutlarını ve büzülmeyi kontrol etmesi gibi olumlu etkilerine rağmen sağladığı mukavemet artışına bağlı olarak pürüzlülüğü artırmıştır. Bunun nedeni bakırın yığıntı talaş ihtimalini artırmasından kaynaklandığı söylenebilir. Literatürde bakırın pürüzlülüğe etkisiyle ilgili Šalak (2005) tarafından yapılan çalışmada; % birleşik karbonla birlikte bakır ilavesinin özellikle %2.5 oranında Cu ilavesinin yüzey kalitesini iyileştirdiğini ve optimum pürüzlülüğün %10 bakır oranında elde edildiği Geijer ve Jamison (1979) un çalışmasına dayandırılarak belirtilmiştir. Diğer bir çalışmada Brânduşan (2004) % 1,5-2 bakırın ferrit içinde çözülebildiğini bundan sonra ise bakırın ayrı faz olarak tane sınırı ve küçük gözeneklere çökeldiği belirtilmektedir. Böylece % 3 ve %4 bakır oranında yapı içerisinde çökelen bakır talaş kaldırma esnasında bir işleme ilavesi gibi davranarak takım-işparçası ara yüzeyindeki sürtünme şartlarını iyileştirmiş ve buna bağlı olarak ta yüzey pürüzlülüğünün düşmesine neden olduğu söylenebilir Talaş Oluşumu Delme işlenebilirlik testleri esnasında her bir numune grubunun talaş karakteristiğini belirlemek için bir miktar talaş alınmış ve şekil 4.30 da verilmiştir. Şekil 4.30 incelendiğinde yoğunluk artışının ve bakır ilavesinin talaş şeklini etkilediği her ikisinin artmasıyla genel olarak daha uzun (sürekli) ve spiral talaş oluşumunun şekillendiği görülmektedir. Özellikle yüksek yoğunlukta bakırın sürekli talaş oluşumunu katkısı şekil f.g.h.i den daha açık görülmektedir. C grubunda bakır oranı arttıkça sürekli spiral talaşın kıvrım sıklığı artmıştır. Talaş şekli ile yüzey pürüzlülüğü değerleri birlikte göz önüne alındığında genel olarak pürüzlüğün azalmasıyla talaş oluşumunun daha düzgün bir form aldığı söylenebilir. 228
")
 B2 (6.")

 C2 (7.")
 C4 (7.")

 e)")






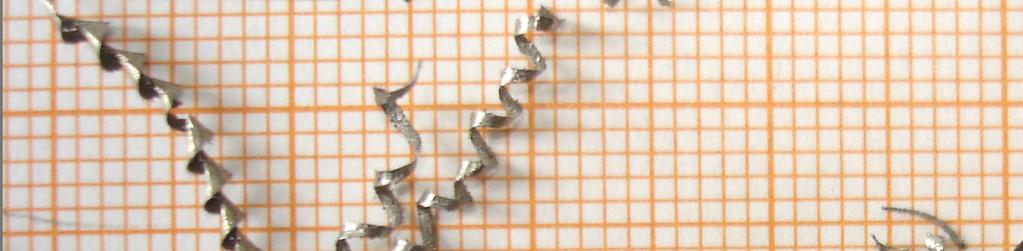




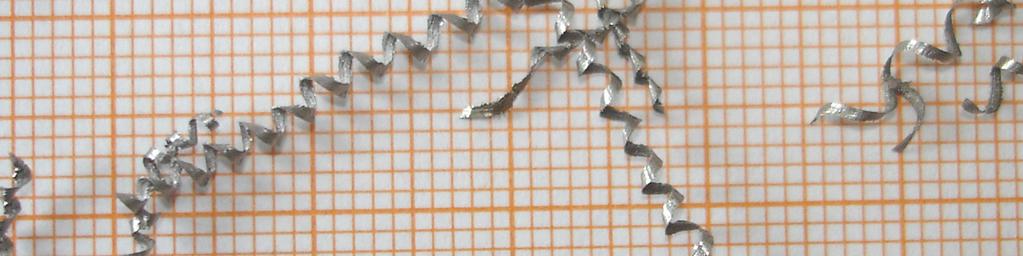
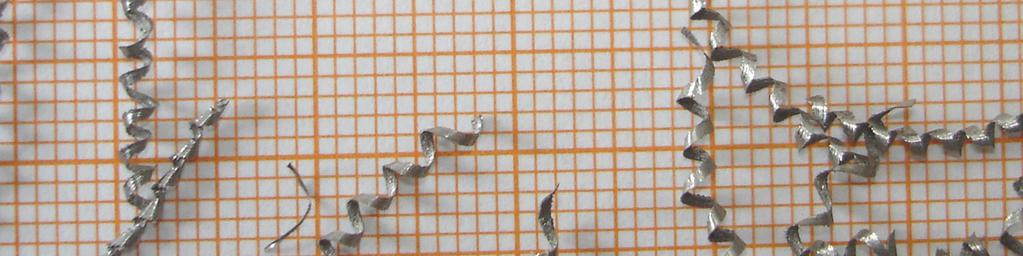













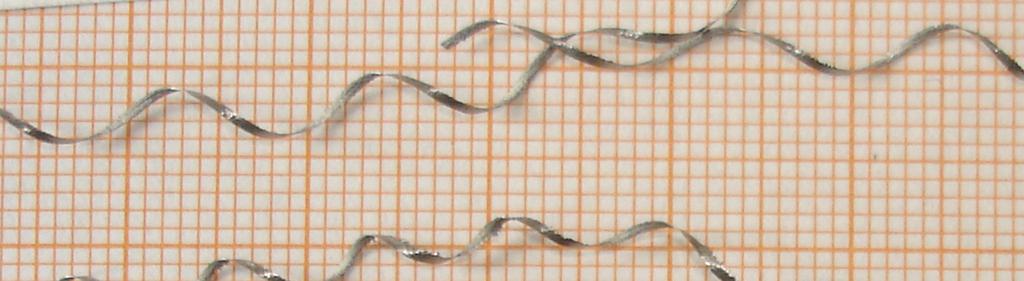


242 A1 (6.0 g/cm3) a) B1 (6.0 g/cm3) d) B2 (6.5 g/cm3) C1 (7.1 g/cm3) g) C2 (7.1 g/cm3) h) C3 (7.1 g/cm3) i) C4 (7.1 g/cm3) j) k) l) A2(6.5 g/cm3) BAZ (7.1 g/cm3) b) A3 (7.1 g/cm3) c) e) B3 (7.1 g/cm3 f) 1050 Şekil Numunelerin delme esnasında oluşan talaş şekilleri (A grubu Fe+0.6C, B grubu Fe+0.6C+2Cu, C grubu Fe+0.6C+1-4Cu (C1- %1Cu, C2-%2Cu, C3-%3Cu, C4-%4Cu), Baz Fe+0.7C+2Cu) Genel olarak daha yüksek malzeme yoğunluğunun daha uzun talaş oluşumu sağladığı literatürde de belirtilmektedir (Šalak v.d., 2005). Bunun yanında yoğunluğa bağlı 229
243 hassas bir talaş uzunluğu karakterizasyonunun yapılmadığı da ayrıca belirtilmektedir. Yüksek yoğunluktaki malzemelerde sürekli talaş oluşumunun; başta malzeme özellikleri ve mikro yapısı olmak üzere kesme şartlarının da göz önüne alınmasıyla tam olarak doğrulanabilir. Burada yoğunluğun artmasına bağlı olarak mekanik özellikler artmakla birlikte (mikro sertlik ve TRS), talaş oluşumunun A yoğunluk grubunda %0.6C un etkisiyle şerit talaş şeklinde ve daha uzun talaş oluşumunu sağlamıştır. B ve C gruplarında ise bakır ilavesine bağlı olarak yoğunluğun artmasıyla malzemelerin sünekliğinin (plastik şekil değiştirebilme) de artmasıyla spiral şekilli ve sürekli talaş oluşumu görülmektedir. Çünkü sürekli talaş genellikle nisbeten daha sünek malzemelerde oluşmakta ve çatlak (fracture) olmadan plastik deformasyonla şekillenmektedir. Süreksiz talaş ise daha kırılgan malzemelerde oluşmaktadır (Oxley, 1989). Talaş şeklindeki bu değişimin yoğunluk ve bakır oranına bağlı olduğu, Baz ve 1050 malzeme talaşlarıyla karşılaştırıldığında görülmektedir Takım Aşınması Sonuçları Delme işleminde kullanılan matkaplardaki aşınma kesme kenarından itibaren iki yanağın serbest yüzeyi üzerinde oluşmuş ve bu yüzden serbest yüzey aşınması delme işleminde aşınma kriteri olarak seçilmiştir. Ayrıca matkabın kesme kenarının zırh ile birleştiği köşe noktaların da da (faseta) aşınma gözlenmiştir. Serbest yüzey aşınma (flank wear) sonuçları çizelge 4.6 da verilmiştir. Çizelge 4.6. Delik sayısına bağlı takım aşınma değerleri Malzeme Delik Sayısına Bağlı Aşınma Miktarı, mm 20 Delik 60 Delik 80 Delik 100 Delik A A A B B B C C C C BAZ
 çalışmalarında porozitenin tüm sonuçlarının takım ömrünü azalttığını belirtmişlerdir.")

 Şekil 4.31. de düşük yoğunluklu (6.0 g/cm 3 ) bakır ilavesiz A1 (Fe+0.")
244 Buna göre yoğunluğun artmasıyla serbest yüzey aşınmasının azaldığı A yoğunluk grubu ve B yoğunluk+bakır grubunun 100 delik sonundaki aşınma sonuçlarından anlaşılmaktadır (Şekil 4.32, Şekil 4.33). Šalak v.d. (2005) çalışmalarında porozitenin tüm sonuçlarının takım ömrünü azalttığını belirtmişlerdir. Aynı zamanda TM işparçası malzemelerini kapsayan sistematik bir takım aşınması ölçümünün de literatürde nadiren bulunduğunu, bunun da dövme malzemelerdeki aşınma verileri ve takım ömrü ilişkilerinin, TM malzemenin oldukça farklı kompozisyon ve poroz yapısından dolayı, TM malzemelerde geçerli olmamasını gösterdiğini vurgulamışlardır. Bu konuda bazı çelişkili sonuçlarda mevcuttur. Örneğin Capus ve Fournel (1980) çalışmalarında % aralığında bağıl yoğunlukla serbest yüzey aşınması arasında bir ilişki olmadığını hem tornalama hem de delme için rapor etmişlerdir (Šalak v.d., 2005). A1-100 Delik Şekil A1 numunesinin serbest aşınma yüzeylerinin SEM görüntüsü (6.0 g/cm 3 ) Şekil de düşük yoğunluklu (6.0 g/cm 3 ) bakır ilavesiz A1 (Fe+0.6C) malzemelerin işlendiği matkap ucunda yüksek poroziteden kaynaklanan talaş sıvanması oldukça fazladır. Bu sıvanma takım geometrisini de bozduğu için işleme esnasında takım aşınmasını hızlandırmıştır. Şekil de ise yüksek yoğunluklu (7.1 g/cm 3 ) malzemelerin işlendiği matkap ucunda porozitenin azalmasından dolayı a) 231

.")


 Bakır ilaveli yüksek yoğunluktaki C bakır grubunda")
245 sıvanma eğilimi azalmış ancak tamamen kaybolmamıştır. Çünkü TM malzemelerde yüksek yoğunluklarda bile azda olsa porozite bulunduğundan sıvanma eğilimi her zaman mevcuttur. Aynı durum B1 ve B3 malzemeler içinde geçerlidir (Şekil 4.34). A3-100 Delik Şekil A3 numunesinin serbest aşınma yüzeylerinin SEM görüntüsü (7.1 g/cm 3 ) Şekil B Grubu malzemeler için 100 delik sonrası serbest aşınma yüzeylerinin SEM görüntüsü a) B1 (6.0 g/cm 3 ), b) B3 (7.1 g/cm 3 ) Bakır ilaveli yüksek yoğunluktaki C bakır grubunda takım aşınmaları oldukça dağınıktır. C grubunda yoğunluk değişmezken bakır oranının artmasıyla matkapta 232


 b) C3 C4 c) d) Şekil 4.35.")

246 oluşan serbest yüzey aşınma oranları arasında sistematik bir ilişki kurulamamıştır. Bakır oranı %1 den %2 ye arttığında aşınma azalma eğilimi gösterirken, bakır oranı %2 den %3 e arttığında aşınma değeri artmıştır. Bakır oranı %3 den %4 e arttığında ise aşınma tekrar azalma eğilimi göstermiştir. Ancak takım aşınma yüzeylerinin daha detaylı incelenmesi sonucu yüksek bakır oranındaki malzemelerde aşınma tipinin plastik deformasyon tipi aşınmaya doğru değiştiği söylenebilir. Özellikle şekil 4.35.c ve d de deformasyon sonucu kesme kenarlarında oluşan yuvarlaklaşma görülmektedir. C1 C2 a) b) C3 C4 c) d) Şekil C grubu malzemeler için 100 delik sonrası aşınma yüzeyleri a) C1-%2 Cu, b) C2-%2 Cu, c) C3-%3 Cu, d) C4-%4 Cu Takım aşınması sonuçları kesme kuvveti verileriyle ilişkili olarak değerlendirilebilir. Çünkü kesme kuvvetleri takım-talaş ara yüzeyindeki etkileşimin bir göstergesidir. Buna göre malzeme yoğunluğu arttıkça takımdaki aşınma oranı artmış, dolayısıyla buna bağlı olarak kesme kuvvetleri de artış göstermiştir. 233
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ KARAKTERİZASYONU TOZ KARAKTERİZASYONU Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup bundan dolayı prosesin doğasını anlamak
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ KARAKTERİZASYONU TOZ KARAKTERİZASYONU Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup bundan dolayı prosesin doğasını anlamak
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
TOZ MALZEME TEKNOLOJİSİ-10. Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir
 MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4022
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
100 TL/adet ISO TL/adet Metalik Malzemelerde. Standard Specification. 200 TL/adet 99. Elyaf takviyeli plâstik.
 Güncelleme: 06.07.2014 Deney Adı Metod / Standart Standart Adı Fiyatı Kapsam / Kapasite Eğme TS 205-1 EN ISO 7438 Eğme deneyi Metalik Malzemelerde 5173 2010 Kaynak Dikişleri A1 2011 Üzerinde Tahribatlı
Güncelleme: 06.07.2014 Deney Adı Metod / Standart Standart Adı Fiyatı Kapsam / Kapasite Eğme TS 205-1 EN ISO 7438 Eğme deneyi Metalik Malzemelerde 5173 2010 Kaynak Dikişleri A1 2011 Üzerinde Tahribatlı
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
MALZEME BİLİMİ. Malzeme Bilimine Giriş
 MALZEME BİLİMİ Malzeme Bilimine Giriş Uygarlığın başlangıcından beri malzemeler enerji ile birlikte insanın yaşama standardını yükseltmek için kullanılmıştır. İlk uygarlıklar geliştirdikleri malzemelerin
MALZEME BİLİMİ Malzeme Bilimine Giriş Uygarlığın başlangıcından beri malzemeler enerji ile birlikte insanın yaşama standardını yükseltmek için kullanılmıştır. İlk uygarlıklar geliştirdikleri malzemelerin
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
İÇİNDEKİLER 1. Bölüm GİRİŞ 2. Bölüm TASARIMDA MALZEME
 İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
THE EFFECT OF SINTERING PERIOD ON THE WEAR RESISTANCE OF AlMgSi-SiC P COMPOSITES PRODUCED BY POWDER METALLURGY METHOD
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
TEKNOLOJĐK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2008 (2) 7-12 TEKNOLOJĐK ARAŞTIRMALAR Makale Ti-6Al-4V Alaşımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2008 (2) 7-12 TEKNOLOJĐK ARAŞTIRMALAR Makale Ti-6Al-4V Alaşımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
STATİK LABORATUVARI Yöntem Akredite Durumu Birim Fiyat Deney Süresi TS EN ISO :2011. Basma deneyi TS 206: TL / Numune 1 gün
 Sayfa No Sayfa 1 / 11 STATİK LABORATUVARI Yöntem Durumu Birim Fiyat Deney Süresi TS EN ISO 6892-1:2011 Çekme deneyi (Oda sıcaklığında) TS EN ISO 4136 100 TL / Numune 1 gün ASTM A370 TS EN ISO 6892-2:2011
Sayfa No Sayfa 1 / 11 STATİK LABORATUVARI Yöntem Durumu Birim Fiyat Deney Süresi TS EN ISO 6892-1:2011 Çekme deneyi (Oda sıcaklığında) TS EN ISO 4136 100 TL / Numune 1 gün ASTM A370 TS EN ISO 6892-2:2011
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMM 302 KİMYA MÜHENDİSLİĞİ LABORATUVARI-I ÖĞÜTME ELEME DENEYİ
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMM 302 KİMYA MÜHENDİSLİĞİ LABORATUVARI-I ÖĞÜTME ELEME DENEYİ ISPARTA, 2014 ÖĞÜTME ELEME DENEYİ DENEYİN AMACI: Kolemanit mineralinin
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMM 302 KİMYA MÜHENDİSLİĞİ LABORATUVARI-I ÖĞÜTME ELEME DENEYİ ISPARTA, 2014 ÖĞÜTME ELEME DENEYİ DENEYİN AMACI: Kolemanit mineralinin
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ
 T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
Çentik Açma (Charpy Test Numunesi) 5 TL / Numune 1 gün DİNAMİK LABORATUVARI * TS EN ISO 148-1:2011 TS EN ISO 148-1:2011 TS EN ISO 9016:2012:2013
 5 TL / Numune 1 gün DİNAMİK LABORATUVARI * TS EN ISO 148-1:2011 TS EN ISO 148-1:2011 TS EN ISO 9016:2012:2013") Sayfa No Sayfa 1 / 5 STATİK LABORATUVARI Yöntem Birim Fiyat Deney Süresi Çekme deneyi (Oda sıcaklığında) TS EN ISO 6892-1:2011 80 TL / Numune Çekme deneyi (1000 C ye kadar) TS EN ISO 6892-2:2011 160 TL
Sayfa No Sayfa 1 / 5 STATİK LABORATUVARI Yöntem Birim Fiyat Deney Süresi Çekme deneyi (Oda sıcaklığında) TS EN ISO 6892-1:2011 80 TL / Numune Çekme deneyi (1000 C ye kadar) TS EN ISO 6892-2:2011 160 TL
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
STATİK LABORATUVARI Yöntem Akredite Durumu Birim Fiyat Deney Süresi BS 4449:2005+A2:2009
 Sayfa No Sayfa 1 / 15 STATİK LABORATUVARI Yöntem Durumu Birim Fiyat Deney Süresi TS 708:2016 TS EN ISO 15630-1:2012 Donatı (Yapı) Çeliklerinde Yorulma Deneyi TS EN ISO 15630-2:2013 TS EN ISO 15630-3:2013
Sayfa No Sayfa 1 / 15 STATİK LABORATUVARI Yöntem Durumu Birim Fiyat Deney Süresi TS 708:2016 TS EN ISO 15630-1:2012 Donatı (Yapı) Çeliklerinde Yorulma Deneyi TS EN ISO 15630-2:2013 TS EN ISO 15630-3:2013
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma