Talaşlı İşlenebilirlik
|
|
|
- Erol Nazif
- 7 yıl önce
- İzleme sayısı:
Transkript

1

2
3 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları da önemli faktörlerdir.
4 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları da önemli faktörlerdir.
5 İmalatta İşlenebilirlik Kriterleri Takım ömrü- Kesme takımının verilen iş parçası malzemesini düzgün olarak toplam işleme süresi. Kuvvet ve güç- büyük kuvvetler ve güç, daha düşük işlenebilirlik demek Yüzey Bitirme- daha iyi yüzey kalitesi daha iyi işlenebilirlik anlamına gelir Talaşın uzaklaştırılma kolaylığı - daha kolay talaş uzaklaştırma daha iyi işlenebilirlik anlamına gelir
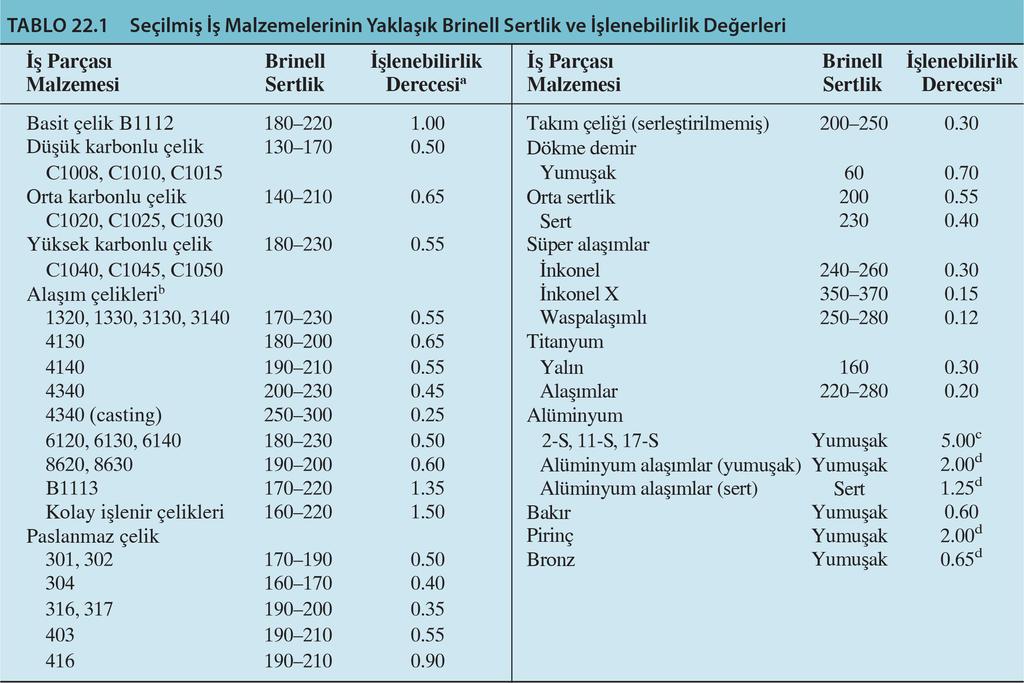
6 Talaşlı İşlenebilirlik Deneyi Deneylerin çoğu iş malzemelerinin birbirleriyle karşılaştırılmasını içerir Bir test malzemesinin performansı temel bir malzemeye göre ölçülür Bağıl performans, işlenebilirlik notu (indeksi)(mr) olarak ifade edilir Temel malzemenin notu MR = 1.00 (% 100) test malzemesinin notu MR> 1.00 (% 100), daha iyi işlenebilirlik anlamına gelir
7 Talaşlı İşlenebilirlik Deneyi Takım ömrü (En yaygın test) Takım Aşınması Kesme Kuvveti İşlemde kullanılan güç Kesme sıcaklığı Standart test koşulları altında Talaş (malzeme) kaldırma hızı
8 Talaşlı İşlenebilirliği etkileyen Mekanik Özellikler Sertlik Yüksek sertlikte malzeme takımdaki aşınmayı artırır ve böylece takım ömrü azalmış olur Dayanım Yüksek Dayanım Kesme kuvvetleri, özgül enerji ve kesme sıcaklıklarının yükseleceği anlamına gelir Süneklik Yüksek süneklik, talaş uzaklaştırma sorunları ve kötü yüzey bitirmeye neden olan tipte talaş oluşumu anlamına gelir.
9 Talaşlı İşlemede Toleranslar ve Yüzey Bitirme Toleranslar Talaşlı İşleme diğer şekil verme süreçlerine göre en yüksek boyutsal doğruluk sağlar Sıkı Toleranslar, genelde yüksek maliyetler anlamına gelir. Talaşlı işlemede Yüzey pürüzlülüğü şunlar tarafından belirlenir: İşlemin Geometrik faktörleri İş malzemesi faktörleri Titreşim ve takım tezgahı faktörleri
10

11
12 Geometrik Faktörler Yüzey geometrisini belirleyen talaşlı İşleme parametreleri: Talaşlı Işlem tipi, örneğin tornalama, freze vs Kesici takım geometrisi, özellikle burun yarıçapı İlerleme Sadece bu faktörler sonucunda oluşan yüzey geometrisi= "ideal" ya da "teorik" yüzey pürüzlülüğü
ilerlemenin Etkisi c)uç Kesme Kenarı")
13 a)uç (burun) radyüsününetkisi b)ilerlemenin Etkisi c)uç Kesme Kenarı açısının Etkisi
14 İdeal Yüzey Pürüzlülüğü f 2 R = i 32NR burada R i = teorik aritmetik ortalama yüzey pürüzlülüğü; f = İlerleme NR = burun yarıçapı
15 İş Malzemesi Faktörleri Yığma kenar oluşumu etkileri Talaş tarafından oluşturulan yüzey hasarı Sünek malzemelerin işlenmesi esnasında oluşan yüzey yırtılması Gevrek malzemeler işlenirken oluşan yüzey çatlakları Takım yan ve yeni iş parçası yüzeyi arasındaki sürtünme
16
17 Gerçek Yüzey Pürüzlülüğünün tahmini için Önce ideal yüzey pürüzlülüğü değerini hesaplayın Daha sonra uygun çalışma malzeme sınıfı için geçerli olan bir gerçek/ideal pürüzlülük oranı ile çarpın
18 Titreşim ve Takım Tezgahı Faktörleri Takım tezgahı, takım ve Setupla İlgili: Tezgah veya Kesici takımda tırlama, (titreşim) Bağlama Elemanlarındaki deplasmanlar İlerleme mekanizmasında dişli boşluğu(backlash) Tırlama yok edilebilirse, yüzey pürüzlülüğü, geometrik ve iş malzemesi faktörleri tarafından belirlenir.
19 Tırlamadan(titreşim)nasıl kaçınılır Setupa İlave Rijitlik ve / veya sönümleme eklenebilir Takım tezgahı sisteminin doğal frekansına yakın frekanslardaki çevrimsel kuvvetleri önleyen hızlarda çalıştırılabilir. İlerlemeleri ve paso derinliklerini kuvvetleri azaltmak için düşürebilirsiniz. Kesici takımın tasarımını, kuvvetleri azaltacak şekilde değiştirilebilir. Kesme sıvısı kullanılabilir.
20 Kaba veya son bitirme işlemi Kaba işlemede ilerleme kısıtları Son işlemdeki yüzey pürüzlülük gereksinimleri
21 Kesme Koşullarının Seçimi Süreç planlamada görevlerden biri Kararlar, her bir işlem için kesme takımı (ları), ve kesme koşulları ve tezgah hakkında alınmış olmalıdır Bu kararlar, iş parçasının işlenebilirliği, parça geometrisi, yüzey kalitesi vb, göz önünde bulundurularak alınmalıdır Kesme koşulları: hız, ilerleme, kesme derinliği ve kesme sıvısı
22 Kesme Derinliği(Pasonun) Seçimi Kesme derinliği genellikle iş parçasının geometri ve işlem sırası tarafından önceden belirlenmiştir Kaba işlemede, paso, kesici takım, beygir gücü, tezgah ve Setup rijitliğindeki sınırlamalara bağlı olarak malzeme kaldırma hızını maksimize etmek için mümkün olduğu kadar büyük yapılır Bitirmede, paso son parça boyutlarını elde etmek üzere ayarlanır.
23 İlerlemenin Belirlenmesi Genel olarak: Önce İlerleme, ikinci olarak kesme hızı belirlenir. İlerleme hızının belirlenmesi şunlara bağlıdır: Tooling- Sert takım malzemeleri düşük ilerleme gerektirir Kaba işleme veya bitirme - Kaba, yüksek İlerleme anlamına gelir. Son bitirme düşük İlerleme, anlamına gelir Kaba işlemede İlerleme Kısıtları - kesme kuvvetleri, Setup rijitliğiliği, ve bazen de beygir gücü tarafından dayatılan sınırlamalar Bitirme Pasosunda Yüzey Bitirme Gereksinimleri ilerleme istenilen yüzey kalitesini elde etmek üzere seçilir
24 Kesme Hızının Optimizasyonu Kesme hızı, en yüksek malzeme kaldırma hızı ve uygun en uzun takım ömrü arasında bir denge sağlamak üzere seçilir, Optimum kesme hızını belirlemek için matematiksel formüller kullanılabilir. Bu formüllerin iki farklı amacı olabilir: Maksimum üretim hızı Minimum birim maliyet
25 Maksimum Üretim Hızı Üretim hızını maksimize etmek için = birim parça başına kesme zamanını en aza indirmek gerekir. Tornalamada, bir parça için toplam işleme süresi şunlardan oluşur: 1. Parça başına bağlama/sökme süresi = T h 2. Parça başına işleme süresi = T m 3. Parça başına Takım değiştirme süresi = T t /n p, 4. n p = bir takım ömrü boyunca işlenmiş parça sayısı
26 Maksimum Üretim Hızı Operasyon için birim ürün başına toplam süre: T c = T h + T m + T t /n p Çevrim süresi T c, kesme hızının bir fonksiyonudur
27 Parça başına bağlama/sökme süresi
28 Birim Maliyeti enaza indirme (Minimizing) Tornalamada, bir parça için toplam üretim döngüsü maliyeti şunlardan oluşur: 1. Parça bağlama sökme süresi maliyeti = C o T h, burada C o = operatör ve tezgah için birim maliyet oranı 2. İşleme zamanı maliyeti = C o T m 3. Takım değiştirme süresi maliyeti = C o T t /n p 4. Takım maliyeti = C t /n p, burada C t = kesme kenarı başına takım maliyeti
29 Birim Maliyeti enaza indirme Operasyonun, birim ürün başına toplam maliyeti: C c = C o T h + C o T m + C o T t /n p + C t /n p Yine T c nin v nin bir fonksiyonu olduğu gibi, birim maliyette kesme hızının bir fonksiyonudur
30
31 Ekonomik Talaşlı İşlemeye yapılan yorumlar - I Taylor takım ömrü denklemindeki C ve n arttıkça, optimum kesme hızı düşürülmelidir HSS için öngörülen hızlardan önemli ölçüde yüksek hızlarda sinterlenmiş karbürler ve seramik takımlar kullanılmalıdır v max her zaman v min den daha büyüktür Nedeni: birim maliyet denklemindeki C t /n p terimi C c v eğrisinde optimum hızı sola iter.
32 Ekonomik Talaşlı İşlemeye yapılan yorumlar - II Takım değiştirme zamanı T t ve / veya takım maliyeti C t artacak olursa, kesme hızı azaltılmalıdır. Takım maliyeti veya takım değiştirme zamanı yüksek ise takımların sık sık değiştirilmemesi gerekir. Takım değiştirme süresi daha düşük olduğu için Kullan-At plaket (insert) takımlar bilenebilen takımlardan daha avantajlıdır
33 Talaşlı İşlemede Ürün Tasarım İlkeleri - I Parçaları ikincil olarak hiçbir talaşlı işleme gerek kalmayacak şekilde tasarlayın-net şekil- Hassas döküm, kapalı kalıpta dövme, plastik enjeksiyon gibi net şekil imalat yöntemleri kullanın, ya da Mümkün değilse, ikincil olarak uygulanması gerekli talaşlı işleme miktarını en aza indirmek için Bazı (kapalı kalıpta Dövme işlemi gibi) net şekle yakın imalat yöntemleri kullanın
34 Talaşlı İşlemede Ürün Tasarım İlkeleri - II Talaşlı işleme neden gerekli olabilir : Daha dar toleranslar Daha iyi yüzey kalitesi Özel geometrik yüzeyleri olan parçalar; dişliler, hassas delikler, yüksek dereceli yuvarlaklık ile işlenecek silindirik bölümler gibi
35 Talaşlı İşlemede Ürün Tasarım İlkeleri - III Fonksiyonel gereksinimleri karşılamak için toleranslar belirtilirken işleme yetenekleri de dikkate alınmalıdır Çok sıkı toleranslar ilave maliyet ekleyebilir ancak parçaya değerini artırmayabilir. Toleranslar daha sıkı hale geldikçe, genellikle ek işleme, fikstür, muayene, istifleme, yeniden işleme ve hurdaya bağlı olarak maliyette artış beklenmelidir.
36 Talaşlı İşlemede Ürün Tasarım İlkeleri - IV Yüzey bitirme kalitesi, işlevsel ve / veya estetik gereksinimleri karşılayacak şekilde belirtilmelidir Ancak, daha iyi yüzey bitirme, taşlama veya lepleme gibi ek işlemler gerektirerek işleme maliyeti artırır
37 Talaşlı İşlemede Ürün Tasarım İlkeleri - V Talaşlı olarak işlenmiş, keskin köşeler, kenarlar ve noktalar gibi özelliklerden kaçınılmalıdır Bunları işlemek zor Keskin iç köşelerin işlenme sırasında kolay kırılmaya eğilimli olan sivri kesici aletler gerektirir. Keskin köşeler ve kenarları işlenirken çapak oluşturma eğilimindedir ve çalışmak için tehlikeli olabilir.
38 Talaşlı İşlemede Ürün Tasarım İlkeleri - VI Talaşlı işlenmiş parçalar standart stok boyutlarından elde edilecek şekilde tasarlanmış olmalıdır, Örnek: dış çapları standart kütük stok çapına eşit olan dönel parçalar
39 Talaşlı İşlemede Ürün Tasarım İlkeleri - VII İyi işlenebilirliğe sahip malzemeleri seçin Kabaca, izin verilen kesme hızı ve üretim hızı bir malzemenin işlenebilirlik derecesi ile ilişkilidir, Böylece, düşük işlenebilirliği olan malzemelerden yapılmış parçalar üretmek, daha yüksek maliyetli daha uzun süre alır

40 Özellikleri en az sayıda setup gerektirecek şekilde üretilebilecek parçalar tasarlayın Örnek: parçanın bir tarafından ulaşılabilir geometrik özelliklere sahip parça tasarlayın Şekil benzer delik özellikleri olan iki parça: (a)iki ayrı setup gerektiren iki taraftan işlenmesi gereken delikleri olan parça (b)bir taraftan işlenebilir delikleri olan parça
41 Talaşlı İşlemede Ürün Tasarım İlkeleri - VIII Talaşlı İşlenecek parçalar standart kesme aletleri ile elde edilebilir özellikleri olacak şekilde dizayn edilmelidir Alışılmadık delik boyutları, dişliler ve özel bir form verme takımları gerektiren özelliklerden kaçının Parçaları işlemek için gerekli ayrık kesme takım sayısını en aza indirecek şekilde tasarım yapınız.
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Sandvik Coromant'tan tornalama takımları ve çözümleri. Verimli tornalamanın hızlı yolu
 Sandvik Coromant'tan takımları ve çözümleri Verimli nın hızlı yolu Avantaj sağlayan çözümler Talaşlı imalat konusundaki derin bilgi birikimimizden ve farklı sektörlerde yaşanan çeşitli zorluklarla ilgili
Sandvik Coromant'tan takımları ve çözümleri Verimli nın hızlı yolu Avantaj sağlayan çözümler Talaşlı imalat konusundaki derin bilgi birikimimizden ve farklı sektörlerde yaşanan çeşitli zorluklarla ilgili
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
Havacılık sanayi yapısal parçaları titanyum
 Havacılık sanayi yapısal parçaları titanyum Sürekli değişen bir dünyada yenilik Yeni talepler teknoloji ve malzemelerde yeni gelişmelerin önünü açıyor. Sektörün öncüsü olabilmek ve yeni nesil ürünler sağlayabilmek
Havacılık sanayi yapısal parçaları titanyum Sürekli değişen bir dünyada yenilik Yeni talepler teknoloji ve malzemelerde yeni gelişmelerin önünü açıyor. Sektörün öncüsü olabilmek ve yeni nesil ürünler sağlayabilmek
Yüzey Pürüzlülüğü. M Nalbant
 Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
TALAŞLI İMALAT. Talaş Kaldırma Yöntemlerinin Sınıflandırılması. 1-) Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar
 Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar") ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
ÜRETİM YÖNTEMLERİ TALAŞLI İMALAT YÖNTEMLERİ. Talaş Kaldırma işleminin Temel Prensipleri TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME
 Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ
 TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
Ekonomik anlamda küçülme değil büyüme
 New 01.07.2016 Talaşlı imalat da yenilikler Ekonomik anlamda küçülme değil büyüme Son derece ince bir tasarıma sahip yüksek tork, yeni nesil hidrolik sıkıştırma teknolojisi. TOTL TOOLING=KLITE x SERVIS
New 01.07.2016 Talaşlı imalat da yenilikler Ekonomik anlamda küçülme değil büyüme Son derece ince bir tasarıma sahip yüksek tork, yeni nesil hidrolik sıkıştırma teknolojisi. TOTL TOOLING=KLITE x SERVIS
SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK
 SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK 5 EKSEN PARÇALARINIZ İÇİN KOMPLE ÇÖZÜM Genel 5 eksen simultane çözümü 4 eksen simultane işleme Swarf işleme 3-5 eksen dönüştürme Çoklu eksen
SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK 5 EKSEN PARÇALARINIZ İÇİN KOMPLE ÇÖZÜM Genel 5 eksen simultane çözümü 4 eksen simultane işleme Swarf işleme 3-5 eksen dönüştürme Çoklu eksen
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Çelik frezeleme Kalite GC1130
 Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Verimli kesme ve kanal açma için takımlar
 Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Örnekler ve 3 Boyutlu Kesme
 Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ
 MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
KESME TAKIMI TEKNOLOJİSİ
 Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. Yüzey İşleme İşaretleri
 TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
SOLİD KARBÜR MATKAPLAR YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR KAFALI MATKAPLAR. İkon tanımı. Force X Yeni çok yönlü takım yelpazesi
 Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net [email protected]
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net [email protected] BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net [email protected] BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Her türlü malzemeye (metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür,
işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür,") Kesme Teorisi Metal Kesme Teorisi Hertürlümalzemeye(metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür, Hassastoleranslareldeedilebilir( + 0.025mm), İyi
Kesme Teorisi Metal Kesme Teorisi Hertürlümalzemeye(metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür, Hassastoleranslareldeedilebilir( + 0.025mm), İyi
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim