MMM 2402 MALZEME BİLİMİ yücel birol
|
|
|
- Murat Namli
- 5 yıl önce
- İzleme sayısı:
Transkript
1 MMM 2402 MALZEME BİLİMİ yücel birol

2 Kırılma türleri Çok sünek orta derecede sünek gevrek Sünek kırılma tercih edilen kırılma türüdür! sünek: kırılma gerçekleşmeden önce uyarı verir. Kesit daralması/ %uzama: yüksek orta düşük
 Transgranüler intergranüler ile")
3 Sünek kırılma türleri Intragranular Tane içlerinden- taneler Intergranular arasından boyun verme kayma ile (Transgranular) Transgranüler intergranüler ile kopma kopma
4 kayma kırılması tek kristalli sünek malzemelerin kayma kırılması Çok kristalli malzemelerde görülmez! Kayma düzlemi

5 Kopma-rupture Çok kristalli malzemelerin tamamen sünek kırılması: rupture Saf altın gibi çok yumuşak metaller, oda sıcaklığında kurşun ve yüksek sıcaklıklarda diğer metaller, polimerler, inorganik camlar sünek kırılma gösterirler. Bu çok sünek malzemeler kırılma hattında kesitleri tek bir noktaya azalıncaya kadar neredeyse %100 kesit daralması göstererek kırılırlar.
6 Sünek kırılma (ductile fracture) Sünek kırılma, gözle görülür plastik deformasyondan sonra, kırılmanın kaçınılmaz olduğunu haber vererek ve önlem alınmasına fırsat tanıyarak gerçekleşir. Sünek kırılmanın gerçekleşmesi için enerji gerekir. Malzeme ne kadar sünek ise gerekli enerji o kadar fazladır. Gerilmeler altında metallerin çoğu sünektir. Seramikler ise gevrektir. Polimerler ise değişik davranışlar sergilerler.
7 Sünek kırılma Tipik olarak metallerde (çok soğuk olmadıkça) rastladığımız kırılma türüdür. Çatlağın büyümesi ile gerçekleşir. Çatlağın ucunda plastik deformasyon görülür. Çatlak kararlıdır. Uygulanan gerilme arttırılmadıkça kendiliğinden büyümeye meğilli değildir. Kırılma öncesinde ciddi miktarda enerji tüketir.
8 «cup-cone» kırılması Çok kristalli malzemelerde tipik kırılma Boyun verme sonrasında üç eksenli gerilme durumu oluşur. Çatlaklar kırılgan partiküllerde başlar. Partikülmatris ara yüzeyinde boşluklar oluşur.
9 Sünek kırılma önce ciddi miktarda plastik deformasyon olur. Boşlukların oluşması ve birleşmesi ile (mesela kalıntılar etrafında) gerçekleşir. Kırılma yavaş ve genellikle tane içlerinden ilerler. Kalıntılar tane sınırlarında ise, çatlak tane sınırlarını takip eder. Bu durumda kırılma yüzeyi ipliksi veya sünek taneler arası kırılma karakterini alır.
10 Sünek kırılma Eğer kalıntılar yoksa, boşluklar aşırı deformasyona uğrayan bölgelerde oluşur ve bölgesel kayma bantlarına yol açar. En sonunda boyun verme veya kayma kırılması şeklinde kırılmaya neden olur. Plastik deformasyon kapasitesi çatlak büyümesini geciktirir ve aşırı yüklemelere ve tasarım hatalarına karşı bir güven payı yaratır.
11 Sünek kırılma mekanizması Yapıda dağılmış Boşlukların başladığı partiküller Gerilmenin artması ile partiküllerin çevresinde boşlukların oluşması Oluşan boşlukların birleşmesi ile çatlakların oluşması

12 Sünek kırılma
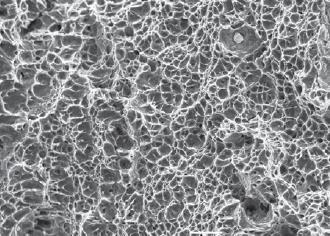
13 Kırılma yüzeyleri-mikro
14 Gevrek kırılma Az deformasyon veya deformasyonsuz Çatlak ilerlemesi süratli Uygulanan gerilmeye dik yönde Çatlak klivaj mekanizması (belirli düzlemlerde atomlar arası bağların kopması) ile tane içinden (klivaj) veya tane sınırlarında ilerleyebilir. Tek ve çok kristalli malzemelerde HMK ve HCP metallerde; YMK metallerde nadir! Seramiklerde tipik!


15 Gevrek kırılma Makroskopik Düz kırılma profili Yok denecek kadar az boyun verme «kristalize» kırılma yüzeyi
16 Gevrek kırılma Çok az plastik deformasyon kırık parçalar birleşir. Kırılma istisnasız olarak bir hata veya gerilme konsantrasyon noktasından başlar. Çatlak dengesizdir. Uygulanan gerilmede bir artış olmadan da süratle büyümeye meğillidir. Gevrek kırılma eğilimi: düşen sıcaklık artan deformasyon hızı üç eksenli gerilme (çentik etkisi) ile artar.
17 Gevrek kırılma Çatlak ilerlemesi hızlı (1/3 ses hızı; çelik için 1 km/s) Düşük enerji absorpsiyonu Kırılma gerilmesi akma mukavemetinden daha düşük olur. Yorulma sonucunda oluşan mikro çatlaklar gevrek kırılma ile sonuçlanabilir. Kaynaklanmış parçalarda ısıdan etkilenen bölgede kalıntı çekme gerilmeleri oluşur. Bu bölgede süneklik de düşüktür. Kaynak bölgesinde çekintiler de gevrek kırılmaya yol açar.
18 Gevrek kırılma Çatlak büyümesi klivaj mekanizması ile-belirli kristallografik düzlemlerde tane içlerinde atom bağlarının kopması [100] [010] HCP kristal yapılı ve [001] HMK metallerde, çok düşük sıcaklıklarda ve yüksek deformasyon hızlarında görülür. YMK metallerde ise sadece düşük sıcaklıklarda klivaj mümkündür.

19 Gevrek kırılma Klivaj quasi-klivaj
20 Gevrek kırılma Gevrek kırılma yaşanan malzemeler Düşük sıcaklıklarda yumuşak çelik Yüksek mukavemet çelikleri, Cam / seramikler / beton

21 Gevrek kırılma tane içinden tane sınırından Gevrek kırılma Tane içinden kırılma Yorulma çatlakları tane içlerinden ilerler. Kırılma yüzeyi tane içlerindeki klivaj düzlemlerini temsil eden bir tekstürdedir. Tane arasından kırılma Yorulma çatlağı tane sınırlarını takip eder. Tane sınırları empürite segregasyonu ile gevrekleşmiştir.

22 Gevrek kırılma-tane içinden Çatlaklar klivaj dediğimiz gevrek bir mekanizma ile de büyürler. Gevrek kırılma yüzeyi-çelik
23 Tane sınırlarından kırılma Sünek metaller genellikle inklüzyon ve ikinci faz partiküllerinde oluşan boşlukların birleşmesi sonucunda kopar-kırılırlar. Gevrek metaller tipik olarak tane içlerinden geçen çatlama ile kırılırlar. Özel durumlarda çatlaklar tane sınırlarında da oluşabilir ve tane sınırlarını takip ederek tane sınırlarından kopma ile sonuçlanabilir.
24 Tane sınırlarından kırılma Tane sınırlarında çatlamaya neden olabilecek durumlar: Tane sınırlarında gevrek bir fazın çökelmesi Hidrojen ve sıvı metal gevrekliği Atmosfer destekli çatlama Tane sınırı korozyonu Tane sınırı kavitasyonu ve yüksek sıcaklıklarda çatlama
 P ve S gibi empüritelerin önceki ostenit tane sınırlarına segrege olmasından kaynaklanır.")
25 Tane sınırlarından kırılma Çeliklerde tane sınırlarında hatalı temper işlemine bağlı olarak gevrek fazlar tane sınırlarında çökelebilir. Temperlenmiş martensit gevrekliği (350 C) P ve S gibi empüritelerin önceki ostenit tane sınırlarına segrege olmasından kaynaklanır. Hidrojen atomları metal atomları ile birleşerek tane sınırlarındaki kohezif bağı zayıflatır. H 2 veya H 2 S gazı buna neden olabilir. Bu, çeliklerin kaynak işlemlerinde önemlidir. Çelik amonya tankında tane sınırılarından kırılma
26 Kırılma şeklini etkileyen faktörler Metalurjik unsur gevrek Tane sınırlarında partiküller olan iri taneli malzemeler sünek Tane sınırlarında partikül bulunmayan ince taneli malzemeler sıcaklık Düşük sıcaklık Yüksek sıcaklık Gerilme durumu Çentik var-üç eksenli gerilme Çentik yok! Deformasyon hızı yüksek düşük Yükleme durumu Hidrostatik basınç (çatlağı geciktirir)
27 Kırılmayı etkileyen faktörler Sıcaklık deformasyon hızı gerilme durumu Kırılma karakteri Kullanılan tanımlar Kristallografik mod kayma klivaj Kırılma yüzeyinin görünüşü Kırılmaya kadar şekil değişimi Kırılma hattı ipliksi sünek Granülerparlak gevrek Tane içlerinden Tane arasından
28 MMM 2402 MALZEME BİLİMİ yücel birol
29 Kırılma mekaniği prensipleri Yüzey ve merkez çatlakları uçlarında gerilme dağılımı: gerilme konsantrasyonu Bölgesel gerilmenin şiddeti çatlak ucundan uzaklaşıldıkça zayıflar
: t m a 2 o t")
30 Hatalar gerilme konsantrasyon noktaları! Çatlak, uygulanan gerilmeye dik yönde konumlanmış, tüm kesiti geçen bir eliptik yarık; çatlağın ucundaki maksimum gerilme ( m ): t m a 2 o t 1/ 2 t = yarık-çatlak ucu radyüsü o = uygulanan gerilme m = çatlak ucundaki gerilme a = çatlak boyu
31 problem uzunluğu 2.5x10-2 mm ve uç yarı çapı 2.5x10-4 mm olan bir merkez çatlağın bulunduğu bir parçaya 170 MPa çekme gerilmesi uygulanmıştır. Çatlak ucundaki maksimum gerilme ne kadar olacaktır? o = 170 MPa 2a = 2.5 x 10-2 mm = 2.5 x 10-5 m t = 2.5 x 10-4 mm = 2.5 x 10-7 m m = 2 (170x10 6 N/m 2 ) m = 2404 MPa >> 170 MPa 1.25x10-5 m 2.5x10-7 m
32 Gerilme konsantrasyonu Maksimum gerilmenin uygulanan nominal gerilmeye oranına gerilme konsantrasyon faktörü, K t, denir: a 2( ) K m t o 1/ 2 K t parçaya uygulanan bir dış gerilmenin çatlak ucunda ne kadar arttığının bir ölçüsüdür. Gerilme artışına neden olan yapısal hatalar gevrek malzemelerde süneklerde olduğundan çok daha kritiktir.
33 Kırılma tokluğu Kc: Kırılma tokluğunun bir ölçüsü olan K c değeri, çatlaklı parçanın boyut ve şeklinden bağımsız bir malzeme sabitidir. malzeme belirli bir gerilme-şekil değişimi değerinde bölgesel olarak kırılırken (çatlarken) çatlak kritik bir K (K c ) değerinde ilerler.
34 Kırılma tokluğu Kırılma mekaniği prensiplerinden yararlanılarak çatlak ilerlemesi için kritik gerilme ( c ) ile çatlak boyu (a) arasındaki ilişki: K c, kırılma tokluğu, bir malzemenin bünyesinde bir çatlak bulunduğunda, gevrek kırılmaya gösterdiği direncin bir ölçüdür. Kırılma tokluğunun, K c, birimi MPa m dir. Y çatlak ve numune boyutları ve geometrisine, yük uygulama şekline bağlı birimsiz bir parametredir. Numune eninden çok daha kısa çatlaklar içeren düzlemsel numuneler için Y değeri yaklaşık 1 dir.

 Mod III, düzlem")
35 Kırılma tokluğu Yarı-sonsuz genişlikte bir tabaka levhada merkez ve kenar çatlağı Çatlak yüzey deplasmanı türleri: (a) Mod I, açılma veya çekme (b) mod II, düzlem içinde kayma (c) Mod III, düzlem dışında kayma-yırtılma.
36 Kırılma tokluğu Plane Stress vs. Plane Strain İnce numuneler için Kc değeri numune kalınlığına bağlıdır. Numune kalınlığı çatlak ölçülerinden çok daha büyük ise, Kc kalınlıktan bağımsız hale gelir. Plane stress Plane strain kalınlık
37 «Plane strain» kırılma tokluğu Kalın numuneler için Kc değeri «plane strain» kırılma tokluğu, Kıc, olarak anılır: «I»: mod I in geçerli olduğuna atıfta bulunur. İlerleyen çatlağın önünde kayda değer bir plastik deformasyon yaşanmayan gevrek malzemeler düşük Kıc değerlerine sahiptir ve şiddetli kırılır. Sünek malzemeler için Kıc değerleri bir hayli yüksektir.
38 problem Bir uçak parçası «Plane strain» kırılma tokluğu 35 MPa m olan alüminyum alaşımından imal edilmiştir. Kırılmanın en büyük iç çatlak 2mm uzunluğunda iken 250 MPa gerilme seviyesinde gerçekleştiği belirlenmiştir. Bu parça için iç çatlak boyu 1mm iken 325 MPa gerilmede kırılma yaşanacak mıdır? = 250 MPa a = 1.0 mm Kıc = Y a Kıc= 35 MPa m = Y x 250x x1x10-3 Y=2.5 Kıc= 2.5 x 325x x0.5x10-3 =32.2 <35 MPa m kırılma yok!
39 problem Bir uçak kanat parçası «Plane strain» kırılma tokluğu 40 MPa m olan alüminyum alaşımından imal edilmiştir. Kırılmanın en büyük iç çatlak 2.5 mm uzunluğunda iken 365 MPa gerilme seviyesinde gerçekleştiği belirlenmiştir. Bu parça için iç çatlak boyu 4mm iken kırılma hangi gerilmede gerçekleşecektir? = 365 MPa a = 2.5 mm Kıc = Y a Kıc= 40 MPa m =Y x 365x x1.25x10-3 Y=1.75 = Kıc 40 x 10 = 6 = MPa Y a x 2x10-3
40 «Plane strain» kırılma tokluğu Kıc değerini etkileyen faktörler: sıcaklık Şekil değişimi hızı Mikroyapı artan şekil değişimi hızı ve düşen sıcaklıkla Kıc düşer. katı eriyik sertleşmesi, dispersoid sertleşmesi veya deformasyon sertleşmesine bağlı akma dayanımı artışı ile Kıc düşer. tane boyutu küçüldüğünde Kıc genel olarak artış gösterir.
41 problem Akma mukavemeti 495 MPa, Kıc değeri 24 MPa m olan 7075-T651 alüminyum alaşımı akma mukavemetinin yarısına denk gelen bir gerilmeye maruz kalmaktadır. Bu şartlarda müsaade edilebilecek en büyük iç çatlak boyu nedir? (Y için 1.35 alın!) = 495 MPa Kıc Kıc = 24 MPa m Kıc = Y a a= 1/ 2 Y a=(1/3.14) ((24x106)/1.35x247.5x106)) 2 = 1.65mm

42 Kırılma tokluğu testleri Charpy ve Izod Darbe testlerinde kullanılan numuneler. darbe tes cihazı. Çekiç «h» yüksekliğinden bırakılır ve numuneye çarpar; kırılma sırasında harcanan enerji ilk yükseklik ile kırılmadan sonra çekiçin çıktığı diğer yükseklik arasındaki farktan değerlendirilir.
43 Sünek-gevrek geçişi Yüksek sıcaklıklarda CVN enerji değeri yüksektir ve sünek bir kırılmaya işaret etmektedir. Sıcaklık düşerken darbe enerjisi birden ve dar bir sıcaklık aralığında düşer. Bu aralığın altındaki sıcaklıklarda darbe enerjisi sabit ve düşük bir değerdedir ve gevrek bir kırılma olayına işaret etmektedir.
 Oysa tamamen gevrek kırılma yüzeyleri granüllü, parlak bir görünümdedir. (-59 C de olduğu gibi).")
44 Sünek-gevrek geçişi T ( C) kırılma yüzeyi kırılma geçiş sıcaklık ölçümlerinde kullanılabilir. Sünek kırılmalarda kırılma yüzeyi mat görünümlü ve ipliksi karakterdedir. (79 C de olduğu gibi) Oysa tamamen gevrek kırılma yüzeyleri granüllü, parlak bir görünümdedir. (-59 C de olduğu gibi). Sünek-gevrek geçişinde kırılma yüzeylerinde bu 2 karakter farklı oranlarda bulunur. (12 C, 4 C, 16 C, ve 24 C örnekleri). Kayma kırılması oranının sıcaklığa bağlı değişimi grafik hale getirilir.
45 Sünek-gevrek geçisi düşük mukavemetli (YMK-HCP metaller gevrek Düşük mukavemetli çelikler (HMK) Daha sünek Yüksek mukavemetli malzemeler Sünek-gevrek geçiş sıcaklığı y > E/150) 3 temel sünek-gevrek geçiş davranışına ait şematik darbe enerjisisıcaklık eğrileri
46 Sünek-gevrek geçisi Bazı alüminyum ve bakır alaşımları gibi düşük mukavemetli YMK ve bir çok HCP metallerde sünek-gevrek geçişi görülmez. Bu metaller yüksek darbe enerji değerlerini azalan sıcaklılarda korurlar; yani düşük sıcaklılarda da tokturlar. Yüksek mukavemetli çelikler, titanyum alaşımları gibi yüksek mukavemetli malzemelerde de darbe enerjisinin değişimi sıcaklığa hassas değildir. Ancak bu malzemeler, düşük darbe enerjisi değerlerinden anlaşılabileceği gibi gevrektirler. Düşük mukavemetli çelikler gibi HMK kafes yapısına sahip metallerde ise sünek gevrek geçişi gözlenir. Bu metaller yüksek sıcaklıklarda sünek-tok iken düşük sıcaklıkta gevrek davranış gösterirler
47 tanımlar Ortalama gerilme; m = ( max+ min)/2 Gerilme aralığı; r = max- min Gerilme genliği; a = r /2 = ( max- min)/2 Gerilme oranı; R= min/ max
48 problem Ortalama gerilmenin 50 MPa ve gerilme genliğinin 225 MPa olduğu bir yorulma testinde, a) Maks ve min gerilmeleri b) Gerilme oranını, c) Gerilme aralığını hesaplayın. max + min 2 max - min 2 = 50 MPa = 225 MPa max + min = 100 MPa max - min = 450 MPa max =275MPa ; min =-175MPa ; R=-0.64 r =450 MPa
49 Yorulma Sünek malzemelerde bile yorulma ile gerçekleşen kırılmalar gevrek kırılmadır. Yorulma testlerinin yapılma nedenleri: Belli sayıda tekrarlanmak üzere uygulanabilecek gerilmeleri belirlemek Belirli bir gerilme seviyesinde ömür belirlemek Demir esaslı metal ve alaşımları için tekrarlı Gerilmeler altında mukavemetler Endurance Limit veya Fatique Limit şeklinde anılır. Bir çok diğer malzeme için yorulma sınırı yoktur. Bu gibi malzemelerde tekrarlı yüklemeler altında mukavemete yorulma mukavemeti denir.
50 yorulma Yorulma süreci 3 aşamaya ayrılır. Çatlak oluşması: yüzeydeki çizik, oyuk, keskin köşe gibi noktalarda küçük bir çatlak oluşur. çatlak parça içinde gerilme konsantrasyonu yaratan dislokasyon kümesi, tane sınırı, kalıntı gibi yapısal hatalarda da oluşabilir. Çatlak büyümesi: Yükleme tekrarlandıkça bu çatlak giderek büyür. Kırılma: Çatlak, geriye kalan kesit alanı uygulanan yükü taşıyamayacak kadar büyüdüğünde ani bir kırılma yaşanır.
51 Yorulma aşamaları Yüzeyde gerilme konsantrasyonuna yol açan mikroçatlak, çizik, vuruk, çukur, sivri köşe, dislokasyon kayma adımlarında çatlak başlar! Aşama I: kristallografik büyümeizdüşüm kayma gerilmesinin kritik değeri aştığı kristal düzlemlerinde yavaş büyüme; bu çatlak büyümesi sadece birkaç tane boyunca gerçekleşir ve çatlak yüzeyi düzdür. Aşama II: gerilmeye dik yönde daha hızlı büyüme: çatlak ucu körleşip, keskinleşerek ilerler; çatlak yüzeyi pürüzlüdür. Çatlak sonunda kritik uzunluğa büyür ve çok hızlı ilerler. Kalan kesitin gerilmeyi taşıyamaması: kopma Aşama II Aşama I Hız: 0.1nm/çevrim m/çevrim
52 Yorulma kırılma yüzeyleri Yorulma kırılmalarını ayırt etmek güç değildir. Çatlağın başladığı yerde kırılma yüzeyi genellikle düzdür. (Beach mark-crack initiation point). Çatlak büyüdükçe kırılma yüzeyi de daha engebeli hale gelir. Striations (konsentrik çizgi izleri): mikroskopta görülebilir her bir yükleme çevriminden sonra çatlağın pozisyonunu gösteren çatlak ilerlemedurma hatlarıdır. Kırılma yüzeyinin granüler kısmı: katastrofik kırılmaya doğru hızlı çatlak ilerleme bölgesi

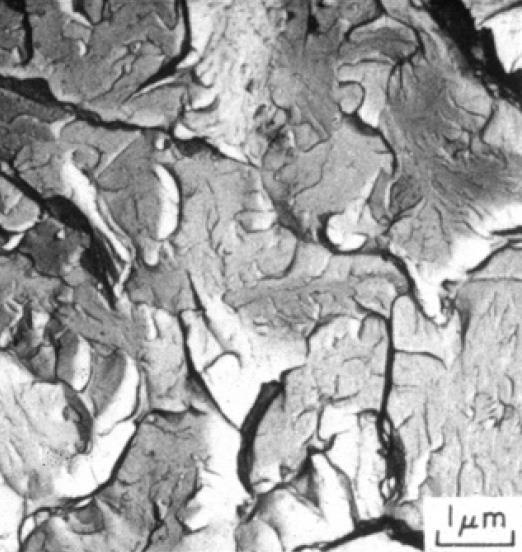
53 Yorulma kırılması Yorulma çatlak çizgilerinin tipik replika ve SEM görüntüleri
54 S-N eğrisi Bu pratik diğer numunelerle maksimum gerilme genlikleri kademeli olarak düşürülerek tekrarlanır. Deney sonuçları her bir numune için kırılmaya kadar gerçekleşen çevrim sayısının logaritmik değerine bağlı olarak gerilme şeklinde grafik haline getirilir. S değerleri genellikle gerilme genliği olarak alınır. Kimi zaman maksimum veya minimum değerlerin kullanıldığı da olur.
55 S-N eğrisi Bu pratik diğer numunelerle maksimum gerilme genlikleri kademeli olarak düşürülerek tekrarlanır. Deney sonuçları her bir numune için kırılmaya kadar gerçekleşen çevrim sayısının logaritmik değerine bağlı olarak gerilme şeklinde grafik haline getirilir. S değerleri genellikle gerilme genliği olarak alınır. Kimi zaman maksimum veya minimum değerlerin kullanıldığı da olur.
56 S-N eğrisi-wohler eğrisi S S i S k S l S i gerilme genliğinde n i çevrimden sonra kırıldı! S k gerilme genliğinde n k çevrimden sonra kırıldı! S l gerilme genliğinde n l çevrimden sonra kırıldı! n i n k n l Log n
57 Yorulma sınırı yorulma sınırı, fat < fat ise yorulma kırılması yok! fat güvenli riskli N = kırılmaya kadar çevrim sayısı HMK çelikler ve Ti alaşımlarında gerilme genliği belirli bir değere düştüğünde S-N eğrisi yatay hale geçer. Yorulma sınırı, çevrim sayısı ne kadar çok olursa olsun malzemenin asla kırılmayacağı maksimum gerilme genliğidir.
58 yorulma mukavemeti Bir çok demir dışı metalde (Al, Cu ve Mg alaşımları) yorulma sınırı yoktur; çevrim sayısı arttıkça eğri sürekli aşağı doğru iner. Yorulma kırılması en sonunda mutlaka yaşanacaktır. Bu durum bu metallerde arayer atomlarının bulunmaması ile ilgilidir. Bu tip malzemeler için yorulma mukavemeti kavramı kullanılır. Yorulma mukavemeti: belirli sayıda çevrimden sonra (10 7 çevrim) kırılmanın gerçekleştiği gerilme olarak anılır.
59 Yorulma mukavemeti bazı malzemeler için yorulma sınırı yoktur! = gerilme genliği güvenli riskli N = kırılmaya kadar çevrim sayısı Al, Cu ve Mg gibi demir dışı ve YMK yapılı çelikler gibi yorulma sınırı göstermeyen malzemeler için belirli bir çevrim sayısından sonra (çoğunlukla 10 7 çevrim) kırılmaya yol açan gerilme seviyesi yorulma tasarım parametresi olarak kullanılır.
60 Yorulma tasarım parametreleri Yorulma testinde sonuçlar gerilme parametresi çevrim sayısı şeklinde raporlanır (Wohler eğrileri) kırılma (S) çelik Yorulma sınırı Yorulma mukavemeti Alüminyum çevrim sayısı (log N)
61 Yorulma ömrü Bir malzemenin yorulma davranışı tarif eden diğer bir parametre yorulma ömrü dür. Yorulma ömrü, Nf, belirli bir gerilme seviyesinde çevrimsel yükleme uygulanan numunenin kırılmasına kadar geçen çevrim sayısıdır. Uzun ömürlü yorulmada yorulma ömrü büyük ölçüde çatlak oluşmasında geçer. Bu nedenle yüzeyi sertleştirmek (mesela shot peening ile) çatlak oluşmasını geciktirir ve yorulma ömrünü uzatır.
62 problem 1045 çeliğinden silindirik bir çubuk ekseni boyunca tekrarlı çekme-basma gerilmelerine maruz kalmaktadır. Yük genliği N olduğuna göre yorulma kırılmasının olmaması için müsaade edilebilecek en küçük çubuk çapının ne olacağını hesaplayın! güvenlik faktörü olarak «2» alın!
63 problem Güvenli Gerilme genliği = 310 MPa N = 310x10 6 N/m 2 x kesit alanı Kesit alanı= d 2 /4= 7.1x10-5 m 2 = 71 mm 2 D = 9.5mm Güvenlik faktörü 2 olacağına göre Çubuk çapı en az 19 mm olmalıdır.
64 problem Kızıl pirinç alaşımından 8mm çapında silindirik bir çubuk tersinir çekmebasma yüklemeli yorulmaya tabi tutulmaktadır. Maksimum çekme ve basma yükleri 7500 N ve N ise, yorulma ömrünü hesaplayın.
65 problem Max çekme gerilmesi= 7500 N/3.14x(4x10-3 ) 2 = MPa Max basma gerilmesi= (çevrimin min gerilmesi) N/3.14x(4x10-3 ) 2 = MPa Gerilme genliği; a = r /2 = ( max - min )/2 = 149 MPa Yorulma ömrü: 10 5 çevrim!
66 Yorulma davranışını etkileyen faktörler Gerilme parametreleri (ortalama gerilme, gerilme aralığı, frekans...) Yüzey kalitesi ve özellikleri Kalıntı gerilmeler Tasarım ve gerilme konsantrasyonları çevresel koşullar (sıcaklık, korozyon)
67 gerilme parametrelerinin etkisi bölgesel uygulan 5 Ortalama gerilme Gerilme oranı Yorulma direnci Gerilme konsan.
68 Yorulma ömrünü etkileyen faktörler Yüzey parlatma (torna izleri vb kusurları yok eder!) Yüzeyde basma gerilmeleri oluşturmak (uygulanan çekme gerilmelerini düşürür). Yüzeydeki ince bir tabaka kumlama vb bir işlemle basma gerilmeleri altına alınabilir. Yüzey sertleştirme: çeliklerde yüzeyde C veya N zengin bir tabaka ile yüzey sertleşmekle kalmaz ayni zamanda basma gerilmeleri oluşturulur. Geometrik optimizasyon: iç köşeleri, çentik ve çukurları yok etmek.
69 SÜRÜNME
70 Sürünme nedir? Bazı malzemeler yüksek sıcaklıklarda ve statik mekanik gerilmeler altında çalışır. (Örnek: merkezkaç gerilmeleri tecrübe eden jet motorları türbin rotorları ve yüksek basınç buhar boruları) Malzemeler ağır çalışma koşullarında belirli bir yükü uzun sürelerle taşımak zorunda olabilir. Bu durumda malzeme zamana bağlı olarak deformasyona uğrar. Ortaya çıkan bu deformasyona sürünme denir. Sürünme hem süreye hem de sıcaklığa bağlı bir deformasyon türüdür.
71 Sürünme nedir? Sürünme düşük sıcaklıklardan ziyade yüksek sıcaklıklarda gerçekleşir. Bu nedenle sürünme yüksek sıcaklıklarda çalışan malzemeler için önemlidir. Sabit bir yük altında malzemelerin zamana bağlı, kalıcı deformasyona uğraması bir parçanın servis ömrünü sonlandırabilir. Fe, Ni Cu ve alaşımları ancak yüksek sıcaklıklarda sürünmeye uğrarken, Zn, Sn, Pb ve alaşımları oda sıcaklığında bile sürünme yaşarlar.


72 Sürünme Sürünme olayına bütün malzeme türlerinde rastlanır ve metallerde sadece T m (T m : ergime noktası) üstündeki sıcaklıklarda risk yaratır. Çok yüksek sıcaklıklarda çalışan türbin kanatçıklarında sürünme çatlağı: Çatlak yüzeyinde görülen boşluklara dikkat!
73 Sürünme şekil değişimi sürünme Sabit bir gerilme altında zamana bağlı malzeme deformasyonu kopma,e birincil üçüncül 0 t ikincil Anlık deformasyon Süre birincil sürünme: eğim(sürünme hızı) zamanla azalır. İkincil sürünme: steady-state/sabit eğim Üçüncül sürünme: eğim (sürünme hızı) zamanla artar
74 Birincil sürünme geçiş sürünmesi de denir. şekil değişimi-süre eğrisi eğimi (sürünme hızı) zamanla azalır. Bu bölgede deformasyon sertleşmesi olur ve sürünme direnci artar. Bu sürünme şekli metallerde tüm sıcaklıklarda görülür ve bu nedenle zaman zaman soğuk sürünme de denir.
75 İkincil sürünme değişmez-kararlı, sabit sürünme de denir. eğrinin eğimi ve sürünme hızı sabittir. Sürünme sürecinin en uzun aşaması budur. deformasyon sertleşmesi ile toparlanma arasında bir denge oluşmasından kaynaklanır. Toparlanma ile malzeme kısmen yumuşar ve daha fazla deformasyona uğrayabilir. Viskoz sürünme ve sadece daha yüksek sıcaklıklarda karşılaşıldığı için sıcak sürünme olarak da adlandırılır. Kesit alanında aşırı daralma olduğunda üçüncül sürünme rejimine geçilir.
76 Üçüncül sürünme En son aşama üçüncül sürünmedir. Bu aşamada sürünme hızında bir artış gözlenir. Bu süreçte malzemede iç çatlaklar, boşluklar, tane sınırı ayrılmaları boyun verme gibi olaylar gerçekleşir. Üçüncül sürünme bölgesinde deformasyon hızı süratle artar ve bu sürecin sonunda kopma gerçekleşir. Boyun verme veya iç boşlukların oluşmasına bağlı olarak kesit alanında ciddi bir azalma olduğunda gerçekleşir.
77 kopma Sonunda kırılma-kopma gerçekleşir. Bu süreçte malzemede iç çatlaklar, boşluklar, tane sınırı ayrılmaları boyun verme gibi olaylar gerçekleşir. Kopma-kırılma malzemede meydana gelen mikroyapısal ve metalurjik değişimlerin sonucunda yaşanır: tane sınırlarının ayrılması, iç çatlakların, boşlukların, yarıkların oluşması vb. Çekme yükleri durumunda deformasyon bölgesinde boyun verme gerçekleşir. Böylece gerilmeyi çeken net kesit alanı azalır ve kopma kaçınılmaz olur.
78 Anlık elastik deformasyon Deformasyon (şekil değişimi) Sürünme eğrisi D E kopma C t e B A Birincil sürünme İkincil sürünmekararlı sürünme Üçüncül sürünme süre
79 Sürünme parametreleri Δε/Δt (sürünme hızı): uzun süreli uygulamalar için mühendislik tasarım parametresi. En düşük sürünme hızı: ikincil sürünme bölgesindeki sabit sürünme hızı Kopma süresi (t r ): nispeten daha kısa süreli uygulamalar için tasarım parametresi
80 log Sürünme hızı Sabit sürünme hızı ile gerilme ve sıcaklık arasındaki ilişkiyi tarif eden amprik bağıntılar geliştirilmiştir. Sürünme hızı vs gerilme ilişkisi: K 1 ve n malzeme sabitleridir. Logaritmik ifade şekli ile eğimi n olan düz bir çizgi elde edilir. n log e. s
81 Sürünme eğrisi Bu şekilde elde edilen en az 2 eğrinin eğimleri (dε/dt) ölçülerek malzeme sabitleri belirlenir. Sürünme deformasyonu, e σ 3 =69MPa dε/dt σ 2 =62MPa dε/dt σ 1 =55MPa dε/dt Süre, t
82 Sürünme şekil değişimi problem Alüminyuma 180 C de farklı gerilme seviyelerinde uygulanan sürünme deneylerinde aşağıdaki sürünme hızları ölçülmüştür. 62 MPa /st 55 MPa /st 55 MPa gerilme için 62 MPa gerilme için e/ t= st -1 e e/ t= t st -1 süre (st) 59 MPa gerilmede sürünme hızını hesaplayın!
83 problem = K.62 n = K.55 n 2.64 = 62 n / 55 n ln2.64 = n.ln62 n.ln55 n=8.1 K= σ = 59 MPa için: e t hr -1
84 gerilme (MPa) sürünme hızı Deformasyon hızı belirli bir sıcaklıkta (T) ve gerilmede ( ) sabittir. Deformasyon sertleşmesi toparlanma ile dengelenir. Gerilme üstü e n Q c s K2 exp RT sürünme hızı gerilme Malzeme sabiti Sıcaklık Gerilme sürünme hızı 10 Sürünme aktivasyon Enerjisi (malzeme parametresi) 427 C 538 C 649 C Sürünme hızı (%/1000hr) e s
85 problem 140 MPa gerilme seviyesinde 817 ve 927 C de ölçülen sürünme hızları sırası ile 6.6 x 10-4 /st ve 8.8 x10-2 /st C de 83 MPa gerilme altında sürünme hızı nedir? Gerilme üssü, n değeri 8.5. e s K2 n exp RT yukarıda verilen değerlerle 2 bilinmeyenli (K 2 ve Q c ) 2 denklem kurup K 2 ve Q c için çözüm ararız. Q c
86 problem ln (6.6x10-4 ) = ln K ln 140 ln (8.8x10-2 ) = ln K ln 140 Q c 8.31 x 1090 Q c 8.31 x 1200 K 2 = 57.5 /st Q c = J/mol e s K 2 n exp Qc RT e. = 57.5 (83) 8.5 exp x 1300 = 4.31 x 10-2 /st
87 problem 10 mm çapında ve 500 mm uzunluğunda S-590 alaşımlı silindirik numuneye 730 C de çekme gerilmesi uygulanıyor st sonra toplam uzamanın 145 mm olması için çekme yükü ne olmalıdır? İlk anlık sürünme uzamasını 8.6mm alın. Toplam uzama=145mm; anlık uzama 8.6mm olduğuna göre, Kararlı sürünme bölgesindeki uzama= 136.4mm; Şekil değişimi=136.4/500 = 0.27 Sürünme hızı= 0.27/2000 = /st = 1.35x10-4 /st 730 C de bu sürünme hızını veren gerilme: 190 MPa N
88 Kopma süresi İkincil sürünme viskoz karakterlidir. Minimum sürünme hızı (V 0 ) bu aşamada eğrinin eğiminden hesaplanır: Δε/Δt. ikincil sürünme evresi sıcaklığa çok hassastır. Üçüncül sürünme artan hızla gerçekleşir. Kopma süresi ile gerilme arasındaki ilişki: t r a n t r : kopma süresi a, n: malzeme sabitleri
89 problem S-590 alaşımlı parçaya 650 C de 300 MPa çekme gerilmesi uygulanırsa kopma süresi ne olur? Bu şartlarda kopma süresi: 400 saat
90 Genel sürünme davranışı Bir sürünme deneyinden elde edilen en önemli bilgi, ikincil sürünme bölgesinde sabit eğim değeridir. Bu değer en düşük, kararlı-değişmez sürünme hızıdır. Uzun süreli uygulamalar için mühendislik tasarım parametresidir. Örneğin nükleer santraller için malzeme, birkaç on yıl için tasarım yapılarak seçilir. Oysa servis süreleri daha kısa olan savaş uçaklarının jet motorları türbin kanatları için tasarım parametresi kopmaya kadar geçen toplam süredir. Bu parametrenin belirlenmesi için sürünme testlerinin kopmaya kadar sürdürülmesi gerekir.
91 Gerilme ve sıcaklık etkileri Hem sıcaklık hem de gerilme seviyesi sürünme karakteristiklerini etkiler. 0.4T m nin epey altındaki sıcaklıklarda ve ilk deformasyondan sonra şekil değişimi esasen zamandan bağımsızdır. Artan gerilme veya artan sıcaklıkla: deformasyon artar sürünme hızı artar toplam kopma süresi kısalır.
92 Sürünme deformasyonu Gerilme ve sıcaklık etkileri sıcaklık ve uygulanan gerilme etkilerinin ölçülmesi için sabit sıcaklıkta farklı gerilmeler uygulanarak deformasyonlar ölçülür. Bu farklı sıcaklıklar için tekrarlanarak sıcaklık ve gerilme etkisi tanımlanır. T 4 / σ 4 T 3 / σ 3 T 1 <T 2 <T 3 <T 4 T 2 / σ 2 σ 1 <σ 2 <σ 3 <σ 4 T 1 / σ 1 T<0.4T m süre
93 Tane boyutu etkisi Sürünme davranışını en çok etkileyen faktör tane boyutudur. tane boyutu: taneler ne kadar küçük ise, malzeme o kadar dayanıklıdır. Ancak ekikohezif sıcaklığın (T e > T m/2 ) üstünde bu etki tersine döner. İri taneli yapılar ince tanelilerden daha yüksek sürünme direnci gösterirler.
94 Alaşım bileşimi etkisi bileşim: saf metaller alaşımlarından daha yumuşaktır. ikinci fazlar dislokasyon hareketine engel olur. Bu nedenle saf metallerde sürünme daha fazladır. Çeliğin sürünme direnci çözeltide kalan Ni, Co ve Mn gibi ve karbür yapıcı Cr, Mo, W ve V gibi elementlerle artar.
95 Deformasyon etkisi Çeliklerde deformasyon sertleşmesi sürünme direncini arttırır. Kırılmanın taneler arasından tane içine dönüştüğü ekikohezif sıcaklığın altında deformasyon sertleşmesi sürünme direncini arttırır ve belirgin bir sürünme deformasyonu görülmez. Dolayısı ile ikincil sürünme bölgesi yataydır. Ekikohezif sıcaklığın üstünde plastik akma hızı deformasyon sertleşmesi hızını geçer ve sürünme düşük gerilmeler altında bile devam eder.
96 Isıl işlem etkisi Çeliklerin sürünme direnci ısıl işlemle etkilenir. Yapı ısıl işlemle değiştiği için sürünme davranışı da etkilenir.
97 Data ekstrapolasyon yöntemleri Mühendislik tasarımlarına faydalı olacak sürünme davranış bilgilerini laboratuar deneylerinden elde etmek güçtür. Bu durum özellikle uzun süreli, yıllar sürebilecek servis şartları için geçerlidir. Bu sorun sürünme ve sürünme kopma testlerinin denk gerilme seviyelerinde fakat gerekli olandan daha yüksek sıcaklıklarda yapılması ile aşılabilir. Bu şekilde (ağırlaştırılmış ve hızlandırılmış) testlerin makul sürelerde tamamlanması mümkün olabilir.
98 Data ekstrapolasyon yöntemleri Bu uygulamada deney sonuçlarının çalışma şartlarına ekstrapolasyon yöntemi ile değerlendirilmesi gerekir: Popüler bir pratik Larson-Miller parametresinin (L) uygulanmasıdır. L = T (C + log t r ) = T (20 + log t r ) C: sabit değer; 20 T: sıcaklık (K) ve t r : kopma süresi (st)
99 problem S-590 alaşımı için yandaki şekilde yer alan Larson-Miller bilgilerini kullanarak, 800 C de 140 MPa gerilme altında kopma süresini hesaplayın. 140 MPa gerilme değerinde Larson-Miller parametresi, L: 24x x10 3 = T (20 + log t r ) = ( ) (20 + log t r ) = 20 + log t r t r için çözersek, t r = 233 saat ( 10 gün)
100 problem 650 C de yükleme altındaki 18-8 paslanmaz çeliği için kopma süresinin 1 yıl olacağı gerilme seviyesi nedir? 1 yıl = 365 x 24 = 8760 = 8.76 x10 3 st Önce bu süre için Larson-Miller parametresini belirlemek gerekir. T (20 + log t r ) = ( ) (20 + log 8.76 x 10 3 ) = 22.1 x10 3 Grafikten gerilme seviyesi : 200 MPa
101 Yüksek sıcaklık alaşımları Metallerin sürünme davranışını etkileyen faktörler: Ergime noktası Elastik modül Tane boyutu Ergime noktası Elastik modülü Tane boyutu sürünme direnci
102 Yüksek sıcaklık alaşımları Sürünme direnci yüksek malzemeler arasında süperalaşımları, paslanmaz çelikleri ve refrakter metalleri sayabiliriz. Taneler küçük olduğunda tane sınırı kayması artar ve sürünme hızı da artar. Tane çapının bu etkisi düşük sıcaklıklardaki etkisinden tamamen farklıdır: tane boyutu küçüldükçe mukavemet ve tokluk artar. sürünme şartları için özel üretim teknikleri geliştirilmiştir: çok uzun taneler üreten yönlenmiş katılaştırma veya tek kristal üretimi

103 Yüksek sıcaklık alaşımları Geleneksel döküm yöntemi ile üretilmiş Çok kristalli süper alaşım yönlendirilmiş kolonsal tane yapısı ile Yüksek sıcaklık sürünme davranışı arttırılmış çok kristalli süper alaşım tek kristal yapılı süper alaşım; sürünmeye en dayanıklı

104 Korozyon süreci anot katot Korozyona uğrayan metal parçada elektrik yük transferi Kütle transferi-difüzyon, konveksiyon; migrasyon e hareketi ile elektrik akımı iyon hareketi ile elk. akımı
105 Elektrokimyasal ögeler oksidasyon reaksiyonlarında Metal atomları elektron kaybeder/verirler. n adet valens elektronu olan M metali için: M M n+ + ne Bu reaksiyon sonucunda M n pozitif yüklü bir iyon haline gelir. Metallerin oksitlenmesine örnek: Fe Fe e Al Al e Oksitlenmenin yaşandığı bölgeye anot denir.
106 Elektrokimyasal ögeler Oksitlenen metalden açığa çıkan her elektron bir başka maddeye transfer olmalı ve bu maddenin bir parçası haline gelmelidir. Bu prosese redüksiyon reaksiyonu denir. Bazı metaller yüksek miktarda Hidrojen iyonu içeren asit çözeltilerinde korozyona uğrar: H iyonları aşağıdaki şekilde redüklenir: 2H + + 2e H 2 Ve böylece hidrojen gazı açığa çıkar.
107 Elektrokimyasal ögeler Metalin temas ettiği çözeltiye bağlı olarak başka redüksiyon reaksiyonları da vardır: Çözünmüş oksijen bulunduran bir asit çözeltisinde redüksiyon: O 2 + 4H + + 4e 2H 2 O Ya da, yine çözünmüş oksijeni olan nötr veya bazik sulu çözeltilerde redüksiyon: O 2(g) +2H 2 O (l) +4e - 4OH - (aq)

108 Korozyon reaksiyonları Nötr ve alkali ortamlarda Zn 2+ 2Me 2Me ++ +4e- O 2 + 2H 2 O +4e- 4OH - anodik katodik e- 2Me+ O 2 + 2H 2 O+4e- 2M ++ +4OH - toplam H + H+ e- H 2 Asidik ortamlarda çinko H + M M ++ +2e - 2H + +2e - H 2 anodik katodik M + 2H + M ++ + H 2 toplam
109 Demir için korozyon reaksiyonları anodik reaksiyon: Fe (s) Fe 2+ (aq)+2e - katodik reaksiyon: 2H + (aq)+2e - H 2 (g) O 2(g) +2H 2 O (l) +4e - 4OH - (aq) O 2(g) +4H + (aq)+4e - 2H 2 O (l) toplam reaksiyon: Fe (s) +2H + (aq) Fe 2+ (aq) + H 2(g) 2Fe (s) +O 2(g) +2H 2 O (l) 2Fe 2+ (aq)+4oh - (aq) 2Fe (s) +O 2(g) +4H + (aq) 2Fe 2+ (aq)+2h 2 O (l) demirin korozyonu kimyasal atmosferik birarada kimyasal atmosferik birarada
110 Korozyon potansiyeli hesabı Redüksiyon reaksiyonu oksidasyon reaksiyonundan daha yüksek potansiyele sahip olmalıdır. Aksi takdirde katodik bir hücre oluşmaz. 2 Fe e Fe V 2 Zn 2e Zn V V V Korozyonun relatif ölçüsü
111 Demir saf (gazı alınmış) suda neden paslanmaz? anodik reaksiyon: Fe (s) Fe 2+ (aq) + 2e - katodik reaksiyon: 2H 2 O (l) + 2e - H 2 (g) + 2OH - (aq) E o (V) toplam reaksiyon: Fe (s) + 2H 2 O (l) Fe 2+ (aq) + H 2(g) + 2OH - (aq) E o cell (V) Saf suda hangi metaller paslanır? Yeterince aktif olan her metal: E o red < V (alkali metaller, alkali toprak metaller, Al, Mn)
112 Elektrod potansiyelleri Bu durumda Zn anot olarak davranır ve korozyona uğrar: Zn Zn e -( V) Fe bu çiftte katot rolündedir: Fe e Fe Elektrokimyasal reaksiyon ise, Fe +2 + Zn Fe + Zn V V hücre reaksiyonuna ait potansiyel V
113 daha anodik daha katodik Standart EMF serisi EMF serisi metal Au Cu Pb Sn Ni Co Cd Fe Cr Zn Al Mg Na K V o metal V Elementlerin sulu ortamda çözünme eğilimleri emf serisi yardımıyla tahmin edilebilir: Me Me + + e daha küçük V o değerine sahip metal korozyona uğrar. örnek: Cd-Ni hücresi o - + V = 0.153V Cd 1.0 M Cd 2 + solution 25 C Ni 1.0 M Ni 2+ solution
114 standart EMF serisi Giderek daha asal (katodik) Korozyona uğrama riski azalıyor! Giderek daha aktif (anodik) Korozyona uğrama riski artıyor!
115 elektrokimyasal hücre potansiyeli M 1 metalinin oksidasyonu ve M 2 metalinin redüksiyonunu gösteren reaksiyonlar, V 0 lar standart emf serisinden alınan standart potansiyel değerleridir. M 1 oksitlendiği için V 0 1 değeri standart EMF serisi çizelgesinde verilenin işareti değiştirilerek (tersi) alınır.
116 elektrokimyasal hücre potansiyeli Yukarıdaki reaksiyonların toplamı toplam hücre potansiyeli, V 0 V 0 = V 0 2 V 0 1 V 0 > 0: reaksiyon yazıldığı yönde! V 0 < 0: reaksiyon ters yönde! Standart yarım hücreler bağlandığında, EMF serisinde aşağılarda yer alan metal oksitlenirken (korozyona uğrarken) yukarda yer alan redüklenir.
117 Konsantrasyon ve sıcaklığın hücre potansiyeli üzerindeki etkisi Emf serisi kendi iyonlarının 1 M çözeltisi içindeki saf metallere ait ideal elektrokimyasal hücreler için geçerlidir. Sıcaklığı ve çözelti konsantrasyonunu değiştirmek veya saf metaller yerine alaşım elektrotları kullanmak hücre potansiyelini değiştirecektir. Bazı durumlarda reaksiyonun kendiliğinden gerçekleşme yönü tersine dönebilir. M 1 + M 2 n+ M 1 +n + M 2
118 T: sıcaklık (K) R: gaz sabiti (8.314 J/K.mol) n: reaksiyonda yer alan e sayısı F: Faraday sabiti: 96,500 C/mol (6.023x mol elektron başına elektrik yükü) Konsantrasyon ve sıcaklığın hücre potansiyeli üzerindeki etkisi M 1 + M 2 n+ M 1 +n + M 2 M 1 ve M 2 elektrotları saf metal ise, hücre potansiyeli mutlak sıcaklığa (T) ve molar iyon konsantrasyonlarına [M 1 n+ ] ve [M 2 n+ ], bağlı olacaktır. Nernst Eşitliği:
119 Konsantrasyon ve sıcaklığın hücre potansiyeli üzerindeki etkisi Oda sıcaklığında (T=25 C) (RT)/F = Reaksiyonun kendiliğinden gerçekleşmesi için V pozitif olmalıdır. 1 M iyon konsantrasyonlarında ([M 1, n+ ] = [M 2, n+ ]=1)
120 problem kendi iyonlarını (Ni +2 ve Cd +2 ) içeren çözeltilere daldırılmış saf Ni ve Cd elektrodlarından oluşmuş bir elektrokimyasal hücre düşünelim; 25 C de Cd 2+ ve Ni 2+ konsantrasyonları sırası ile 0.5 ve 10-3 M olsun. Hücre potansiyelini hesaplayın. Bu şartlarda reaksiyonun yönü standart hücrede olduğu gibi midir? Yarım hücre çözelti konsantrasyonları 1 M olmadığından Nersnt eşitliğini kullanmalıyız. Bu şartlarda reaksiyonun nasıl gerçekleşeceğini bilmediğimiz için bir tahminde bulunalım: Bu çiftten Cd redüklenen, Ni oksitlenen metal olsun!
121 no problem! Aşağıdaki reaksiyonu seçmiş olduk! Cd 2+ + Ni Cd + Ni 2+ V = (V o Cd V o Ni) RT nf ln [Ni 2+ ] [Cd 2+ ] Cd e- Cd V Ni e- Ni V V = ( V ( V)) V = V V negatif olduğuna göre yukarıdaki reaksiyon yazıldığı gibi değil ters yönde ilerleyecektir: Ni 2+ + Cd Ni + Cd 2+ Cd oksitlenir/ni redüklenir! Fakat bu şartlarda reaksiyonun itici gücü azalmıştır: V > V 2 log [10-3 ] [0.50]
122 problem kendi iyonlarını (Fe +2 ve Cd +2 ) içeren 1 M çözeltiye daldırılmış saf Fe ve Cd elektrodlarından oluşmuş bir elektrokimyasal hücrede; 25 C de Cd 2+ ve Fe 2+ konsantrasyonları sırası ile 2x10-3 ve 0.4 M için, hücre potansiyelini hesaplayın. Reaksiyonu yazın.? Yarım hücre çözelti konsantrasyonları 1 M olmadığından Nersnt eşitliğinden yararlanacağız! Bu şartlarda reaksiyonun nasıl gerçekleşeceğini bilmediğimiz için bir tahminde bulunarak Cd ve Fe den birini oksitlenen, diğerini redüklenen kabul edelim!
123 no problem! Aşağıdaki reaksiyonu seçelim: Cd 2+ + Fe Cd + Fe 2+ V = (V o Cd V o Fe) RT nf ln [Fe 2+ ] [Cd 2+ ] Cd e- Cd V Fe e- Fe V V = [ V ( V)] V = V log [0.4] 2 [ ] V negatif olduğuna göre yukarıdaki reaksiyon yazıldığı gibi değil ters yönde gerçekleşecektir: Fe 2+ + Cd Fe + Cd 2+ Cd oksitlenir Fe redüklenir
124 Galvanik seri Standart EMF serisi ideal koşullarda elde edilmiş ve metallerin göreceli reaktifliklerini gösterir; Faydası sınırlıdır! Daha gerçekçi ve pratik fayda sunan bir sıralama Galvanik seridir. Bu sıralama bir çok metalin ve ticari alaşımın deniz suyundaki göreceli reaktifliklerini temsil eder. Üst sıradaki metaller katodik (reaktif değil) iken, alt sıradakiler anodiktir (reaktif).
125 Daha anodik (aktif) Daha katodik (asal) Galvanik seri Platin altın Grafit Titanyum gümüş 316 paslanmaz çelik Nikel (pasif) bakır Nikel (aktif) kalay kurşun 316 paslanmaz çelik Dökme demir Demir-çelik Alüminyum alaşımları kadmiyum çinko Magnezyum metal ve alaşımların deniz suyundaki reaktifliklerinin sıralanması!
126 Korozyon hızı Korozyon hızı, malzeme kaybı hızı, önemli bir korozyon parametresidir. Bu hız, korozyon nüfuz hızı (CPR); birim zamanda malzeme yüzeyinden malzeme kalınlık kaybı (mm/yıl) olarak ifade edilebilir. K W CPR = A t W: ağırlık kaybı (mg) t: süre (saat) : yoğunluk (g/cm 3 ) A: yüzey alanı (cm 2 ) K : sabit (mm/yıl için 87.6) Birimlere dikkat! Bir çok uygulama için kabul edilebilir korozyon hızı <0.5 mm/yıl
127 Problem Bir tankerdeki 65 cm 2 yüzey alanına sahip, paslı çelik bir parça korozyonla 2.6 kg ağırlık kaybına uğramış! Korozyon nüfuz hızı 5 mm/yıl olduğuna göre denizde ne kadar süre kaldığını hesaplayın. (çeliğin yoğunluğu: 7.9 g/cm 3 ) K W CPR = A t K W t = A CPR W: 2.6x10 6 mg : 7.9 g/cm 3 A: 65 cm 2 K : 87.6 t = 87.6 x 2.6x x 65 x 5 = 10 yıl
128 Aktivasyon polarizasyonu Aktivasyon polarizasyonu için aşırı voltaj ( a ) ve akım yoğunluğu (i) arasındaki ilişki ve i 0 : yarım hücre için sabit : oksidasyon reaksiyonu için +/redüksiyon için i 0 : değişim akım yoğunluğu
 Aşağıdaki aktivasyon polarizasyonu şartlarında Zn nun oksidasyon hızını (mol/cm 2 s) hesaplayın.")
129 problem Oksidasyon hızı hesabı Zn asit çözeltisinde korozyona uğrar: Zn + 2H + Zn 2+ + H 2 Oksidasyon ve redüksiyon reaksiyonlarının hızı aktivasyon polarizasyonunca belirlenmektedir. a) Aşağıdaki aktivasyon polarizasyonu şartlarında Zn nun oksidasyon hızını (mol/cm 2 s) hesaplayın. b) Korozyon potansiyelini hesaplayın.
130 no problem! a) oksidasyon hızı hesabı Zn nun oksidasyon hızını hesaplayabilmek için önce hem oksidasyon hem de redüksiyon reaksiyonu için aşırı voltaj ile akım yoğunluğunu ilişkisini kurmak gerekir. Daha sonra bu ifadeler eşitlenerek i değeri için çözüm aranır. Bu değer korozyon akım yoğunluğudur, i c. aktivasyon H redüksiyonu için polarizasyonu Zn oksidasyonu için Bunları eşitleyerek

 ve akım yoğunluğu (i c )")
131 no problem! Verilen değerleri kullanarak, log i için çözersek (log i c ): Korozyon hızı (r) ve akım yoğunluğu (i c ) arasındaki ilişkiden A = C/s
 Korozyon potansiyeli hesabı Korozyon potansiyeli hesabı için ya V H ya da V Zn için")
132 no problem! b) Korozyon potansiyeli hesabı Korozyon potansiyeli hesabı için ya V H ya da V Zn için kullandığımız denklemlerden birinde i için az önce bulduğumuz i c değerini kullanabiliriz:
133 Elektrokimyasal potansiyel, V(V) pasivasyon Pasif hale geçen bir metalin polarizasyon eğrisi aşağıdaki grafikteki gibidir: Düşük potansiyel değerlerinde, aktif bölgede değişim normal metallerde olduğu gibi lineerdir. Potansiyelin artması ile akım yoğunluğu potansiyelden etkilenmeyen çok düşük bir değere düşer. Bu bölgeye pasif bölge denir. Potansiyelin daha da artması ile akım yoğunluğu tekrar yükselişe geçer: transpasif bölge log akım yoğunluğu, i (A/cm 2 ) transpasif pasif aktif

134 MMM 2402 MALZEME BİLİMİ yücel birol
135 Korozyon türleri Homojen korozyon Bölgesel korozyon Galvanik korozyon Aralık korozyonu Oyuklanma korozyonu Taneler arası korozyon Tercihli çözünme Erozyonlu korozyon Gerilmeli korozyon hidrojen varlığına bağlı Hidrojen gevrekliği
136 Homojen korozyon Homojen korozyon tüm yüzeyde eşit şiddette gerçekleşen ve yüzeyde bir film veya korozyon ürünü oluşturan korozyon şeklidir. Mikroskobik ölçekte oksidasyon ve redüksiyon reaksiyonları yüzeyde rastgele gerçekleşirler. En yaygın korozyon türüdür. Öngörülebildiği ve önlemleri alınabildiği için en az risk içeren korozyon türüdür. Bildik homojen korozyon örnekleri çeliklerin genel paslanması ve gümüşün lekelenmesi

137 Galvanik korozyon Mesela deniz suyunda pirinç ile temas eden çelik vidalar korozyona uğrar; Evlerimizde kullandığımız su ısıtıcılarında bakır ve çelik tüpler birbirine bağlı ise, bağlantıya yakın bölgede çelik korozyona uğrar. Çelik çekirdek çevresine dökülen magnezyum kabukta galvanik korozyon
138 galvanik korozyon Etkileyen faktörler Anot/Katot yüzey oranı Küçükse korozyon hızı Büyükse korozyon hızı korozyon hızı akım yoğunluğuna (korozyona uğrayan yüzeyde birim alana düşen akım) bağlı olduğu için! küçük anot korozyon hızı Büyük katot Dolayısı ile daha küçük yüzey alanına sahip bir anotta daha yüksek bir akım yoğunluğu olur ve korozyon daha hızlı seyreder. büyük anot korozyon hızı küçük katot
139 Galvanik korozyon Galvanik korozyonun etkilerini azaltmak için: Eğer farklı metallerin birleştirilmesi kaçınılmaz ise galvanik seride birbirine daha yakın olanları seçin. anot-katot yüzey oranlarını hesaba katın; mümkün olduğunda daha geniş bir anot yüzeyini tercih edin. Farklı metalleri elektriksel olarak birbirinden yalıtmaya çalışın. Üçüncü anodik bir metali elektriksel olarak diğer ikisine bağlayın (bir çeşit katodik koruma)

140 aralık korozyonu aralıklarda kir ve korozyon ürünleri altında çözelti durgunlaşır ve bölgesel olarak çözünmüş oksijen fakirleşmesi yaşanır. Bu gibi bölgelerde oluşan korozyona aralık korozyonu denir. Yarık çözeltinin geçmesine izin verecek kadar geniş çözelti hareketsizliğine sebep olacak kadar dar olmalıdır. ( mm nin küçük kesri kadar bir değer!) Deniz suyuna daldırılan bu parçada korozyon pulların örttüğü alanlarda yaşanmıştır.
141 aralık korozyonu için önlemler İyi bir tasarım: çözeltinin hareketsizliğine yol açmayacak şekilde tasarımlar kullanılmalıdır. Aralık korozyonuna dayanıklı malzeme seçimi aralık korozyonu perçinlenmiş yerine kaynakla birleştirilmiş levhaların kullanılması halinde önlenebilir. aralıkta biriken kir-pasın sık sık temizlenmesi de işe yarar.



142 oyuklanma korozyonu
143 Oyuklanma korozyonu Oyuklanma bir diğer bölgesel korozyon olayıdır. Bu korozyon türünde yüzeyde küçük oyuk ve çukurlar oluşur. Bu çukur ve oyuklar metal yüzeyine hemen hemen dik bir yönde (yatay yüzeylerde aşağı doğru) ilerlerler. Çok sinsi bir korozyon olayıdır ve hiçbir alarm vermeden, çok az malzeme kaybı ile parçanın servis dışı kalmasına kadar fark edilmeden ilerleyebilir.
144 oyuklanma korozyonu Önlemler Oyuklanmaya dayanıklı malzeme seçimi, ortamdaki Cl - konsantrasyonun kontrolü, inhibitör kullanımı

145 Taneler arası-tane sınırı korozyonu tane sınırlarını takip eder. koca bir metalik parça tane sınırlarından ayrılabilir. özellikle bazı paslanmaz çelik türlerinde görülür ºC arasındaki sıcaklıklara ısıtıldıklarında bu çelikler tane sınırları hasarına hassas hale gelir. Bu ısıl işlemde paslanmaz çelikteki Cr ve C küçük Crkarbür çökeltileri yaparlar. Bu çökeltiler çoğu zaman tane sınırlarında oluşur. Cr + C Cr 23 C 6 Tane sınırları çevresi Cr Tane sınırı fakirleşmesi yaşar ve korozyona hassas hale gelir. Cr 23 C 6 Cr fakirleşmesi
146 Tercihli çözünme katı eriyik alaşımlarında meydana gelir. elementlerden veya fazlardan biri tercihli olarak çözünür. Örnek: pirinçlerde görülen çinkosuzlaşma Cu-Zn alaşımından Zn tercihli olarak çözünür. Çinkosuzlaşan bölgede geriye gözenekli bir bakır kalır ve mekanik özellikler ciddi zarar görür. Ayrıca bu olayda pirincin rengi sarıdan kırmızıya veya bakır rengine doğru değişir. Tercihli çözünme alüminyum, demir, kobalt, krom ve bu şekilde tercihli çözünmeye yatkın diğer alaşım sistemlerinde de görülebilir.
147 Erozyon-korozyon Erozyonlu korozyon sıvı hareketi sonucunda kimyasal etkilenme ve mekanik aşınmanın bir arada yaşandığı hasar türüdür. Hemen hemen bütün metaller erozyonlu korozyona maruz kalabilirler. özellikle koruyucu bir yüzey filminin oluşması ile korunan-pasifleşen alaşımlar zarar görür. Yüzeydeki aşınma koruyucu filmi bozar ve alttaki metali korozif etkilenmeye açık savunmasız bırakır. Koruyucu filmin yüzeyi tamamen örtecek şekilde kısa sürede oluşamadığı durumlarda korozyon hasarı ciddi seviyelerde olabilir.
148 Erozyon-korozyon Bakır ve kurşun gibi yumuşak metaller de bu tür korozyona hassasiyet gösterir. Yüzeyde sıvı akış yönünde izlerin oluşmaya başlamış olması erozyonlu korozyon hasarının habercisi olabilir. Sıvının karakteri de korozyon davranışı üzerinde etkilidir. Sıvının akış hızı arttıkça korozyonun hızı da artar. sıvıda gaz kabarcıkları ve süspansiyonda katı partiküller olduğunda erozif etki ve korozyon hasarı şiddetlenir. Erozyonlu korozyon sıvı taşıyan borularda, özellikle büküm bölgelerinde, dirseklerde, boru çapının aniden değiştiği, sıvının hız değiştirdiği ve aniden türbülanslı hale geçtiği bölgelerde çok belirgindir. Pervanelerde, türbin kanatlarda, vana ve pompalarda bu korozyon türüne sık rastlanır.

149 Erozyon-korozyon Erozyonlu-korozyon hasarını önlemenin en başarılı yolu, tasarımı, sıvı akışında türbülansı ve yüzeye çarpma bölgelerini önleyecek şekilde değiştirmektir. Erozyonlu korozyon hassasiyeti daha düşük malzemeler tercih edilmelidir. Sıvı içinde taşınan katı partikülleri ve gaz kabarcıklarını yok etmek de ciddi fayda sağlar. Buhar kazanı borularında erozyonlu korozyon hasarı
150 Gerilmeli korozyon Gerilmeli korozyon (gerilmeli korozyon çatlaması) parçanın maruz kaldığı çekme gerilmeleri ve korozif ortamın birlikte neden olduğu hasar türüdür. Herhangi bir korozif ortama dayanıklı olduğu bilinen malzemeler ayrıca bir de gerilme tecrübe ettiklerinde bu korozyon türüne hassas hale gelebilirler. Önce küçük çatlaklar oluşur ve gerilme yönüne dik yönde büyür ve kopma-kırılmalarla sonuçlanır.
151 Gerilmeli korozyon Metal sünek bile olsa bu şartlarda gerçekleşen kırılma gevrek bir karakter gösterir. Çatlaklar çekme mukavemetinin çok altındaki gerilme seviyelerinde oluşabilir. Bir çok alaşım belirli ortamlarda orta seviyelerdeki gerilmelere maruz kaldıklarında gerilmeli korozyona hassas hale gelebilirler. Örneğin, paslanmaz çelikler, klorür iyonları içeren çözeltilerde, Pirinçler ise, amonyaka maruz kaldıklarında gerilmeli korozyona uğrarlar.
152 Gerilmeli korozyon Bu hasarın ortaya çıkmasında rol oynayan gerilmenin dışarıdan uygulanması gerekmez. Ani sıcaklık değişimleri ile ortaya çıkan artık gerilmeler, homojen olmayan ısıl genleşmeler, ısıl genleşme katsayısı farklı fazlardan oluşan çift fazlı alaşımlarda görülen gerilmeler etkili olabilir. Ayrıca, oluştuktan sonra malzeme içinde alıkonan gaz ve katı korozyon ürünleri de iç gerilmelere neden olabilir.

153 Gerilmeli korozyon Gerilmeli korozyon için alınabilecek en iyi önlem gerilmenin şiddetini azaltmaktır. Bu yükü azaltarak, ya da gerilmeye maruz kalan kesitin alanını arttırarak yapılabilir. Ayrıca kalıntı gerilmeleri azaltmak için bir gerilme giderme ısıl işleminin de faydası olur. Pirinç alaşımında taneler arası gerilmeli korozyon hasarı


154 filiform korozyonu Metal yüzeyinde bulunan boya veya kaplama tabakası altında yürüyen bir korozyon olayıdır.
155 Korozyondan korunma
156 Korozyondan korunma Başlıca korunma yaklaşımları: Malzeme seçimi Çevresel ortamın değiştirilmesi Tasarım Kaplamalar anodik koruma katodik koruma
157 Malzeme seçimi en etkili korunma yöntemi çalışma şartları ve ortamı belirlendikten sonra malzeme seçimidir. Standart korozyon referanslarından yararlanılabilir. Bu çerçevede maliyet önemli bir faktör olabilir. Ancak, en yüksek korozyon dayanıklılığı veren malzemeyi seçmek her zaman ekonomik değildir. Mümkünse, Korozyona neden olan ortamın karakterinin değiştirilmesi bazen en akıllı çözümdür. Bu şekilde metalin pasifleşmesi sağlanabilir.
158 inhibitörler İnhitörler korozyona yol açan ortama düşük miktarlarda ilave edildiklerinde korozif karakterini azaltan maddelerdir. Spesifik olarak hangi inhibitörlerin kullanılacağı alaşıma ve korozif ortama bağlıdır. Etkinliklerini belirleyen mekanizmalar çeşitli ve değişiktir. Bazıları çözeltide korozyona neden olan çözünmüş oksijen gibi kimyasal aktif madde ile reaksiyona girerek onu azaltır veya tamamen ortadan kaldırır.
159 inhibitörler Bazı inhibitör molekülleri kendilerini korozyona uğrayan yüzeye bağlar; ince koruyucu bir film oluşturur ve oksidasyon/redüksiyon hızını düşürür. İnhibitörler çoğunlukla otomobil radyatörleri ve buhar kazanları gibi kapalı sistemlerde kullanılır.
160 tasarım Galvanik, yarık korozyonu, erozyonlu korozyon hadiselerinde tasarım düzenlemeleri çok işe yarar. Tasarımlar devre dışı kalma anlarında korozif çözeltinin tamamen boşaltılmasına, kolay temizleme eylemlerine izin vermelidir. Çözünmüş oksijen bir çok çözeltinin korozifliğini arttırdığından havanın dışarda bırakılması seçeneğini barındırmalıdır.
161 kaplamalar Korozyona uğrayan yüzeyler fiziksel olarak bariyer görevi gören film ve kaplamalarla kaplanabilir. Değişik metalik ve metalik olmayan kaplama malzemeleri mevcuttur. Kaplamanın yüzeye tutunması çok önemlidir ve çoğu kez bunun sağlanması bir ön hazırlık işlemi gerektirir. Kaplama korozif ortamda reaktif olmamalıdır. Korumakta olduğu metali açıkta bırakmamak için mekanik hasara dayanıklı olmalıdır. Kaplamalar metalik, seramik ve organik (polimer) olabilir.
162 kaplamalar Metalik kaplamalar Katodik: bariyer tipi! Kaplamalar gözeneksiz ve kusursuz olmalı! Bu nedenle bir kaç katmanlı üretilirler. Eğer kusur olursa alttan açığa çıkan metali geniş katot alanı nedeniyle süratle korozyona uğratırlar. Çelik üzerine krom, nikel bakır kaplamalar. Genelde kozmetik amaçlı da kullanılırlar. Bu kaplamalar altaki metale göre (bu genellikle demirli alaşımlar ve çeliktir) katodiktir. Kendileri çözünmezler. Ancak çok dikkatli kullanılmaları gerekir.
163 kaplamalar Metalik kaplamalar Anodik: Çelik üzerine çinko, aluminyum kaplamalar Kaplamalardaki süreksizlikler çok kritik değil! Kendini feda eden kaplama tipi: Zn, Al kaplamalar buna örnektir. Alttaki metale göre anodik oldukları için öncelikli olarak kaplama çözünür. Ancak bu iki metalin yüzeyinde oksit oluştuğu için çözünme hızları çok düşüktür. Bu kaplamalarda kusur olması çok kritik değildir. Kusur bölgelerinde de alttaki metali koruyabilirler.
164 kaplamalar Organik kaplamalar Çok çeşitli tipte ve yöntemle kaplanan organik kaplama mevcut, özellikle çelik esaslı ürünlerin korunması amacıyla çok yaygın olarak kullanılır. Kaplamaların süreksiz olması ve iyi yapışması gerekir


165 anodik koruma Pasifleşebilen metal ve alaşımlar için Temel prensip metal veya alaşımı pasif olarak davrandığı bölgede tutmaktır.
166 Katodik korunma en bilinen koruma yöntemi katodik korumadır. Bilinen tüm korozyon türleri için kullanılabilir ve bazı durumlarda korozyonu tamamen durdurur. Metallerin korozyonu aşağıdaki reaksiyona göre oluşur. M M n+ + ne Katodik koruma dış bir kaynaktan korunacak metale elektron tedarik ederek onu katot yapmaktan ibarettir. Böylece yukarıdaki reaksiyon ters yönde gerçekleşerek korozyonu ortadan kaldırır.
167 Katodik korunma Toprakaltına döşenen boruların, gemilerin, otomobillerin korunmasında kullanılır. İki şekilde uygulanır: Dışarıdan akım uygulamalı Kurban anot: Çinko, alüminyum ve Mg anotlar




168 Katodik koruma uygulamaları Galvanizli çelik Zn kaplama Kurban anotlar gemi gövdeleri denizaltılar (serbest su dolaşımı olan bölgeler

169 Kurban anot Katodik korunma yöntemlerinden biri galvanik bir çiftten yararlanır. Korunacak metal elektriksel olarak maruz kalınan ortamda daha reaktif olan bir diğer metale bağlanır. Böylece bu metal oksitlenmeye uğrar, elektron verir ve korumak istediğimiz metali korozyona karşı korur. Oksitlenmenin gerçekleştiği metale kurban anot denir. Galvanik serinin anodik ucunda bulunduklarından Mg ve Zn sıklıkla kurban anot olarak kullanılırlar. Toprak altı bir boru sisteminin Mg kurban anodu ile katodik korunması

170 galvanizleme Galvanizleme bir çeliğin yüzeyinin sıcak daldırma yöntemiyle çinko kaplanması işidir. Atmosferde ve birçok sulu çözeltide Zn anodiktir ve bir yüzey hasarı olduğunda çeliği korur. Anot-katod yüzey alanı oranı çok yüksek olduğu için, çinko kaplamanın korozyonu çok yavaş ilerler. Zn kaplama anot korozif ortam çelik katod

171 Zoraki akım koruması Diğer bir katodik koruma uygulamasında, metalin korozyon reaksiyonunu durduracak elektron tedariği bir dış doğru akım kaynağından sağlanır. Akım kaynağının negatif kutbu korunacak metale bağlanır. Diğer kutup asal bir anoda-çoğunlukla grafit kullanılırbağlanır. Toprak altı tankın zoraki akımla katodik korunması
172 oksitlenme Metallerin oksidasyonu normal hava gibi gaz atmosferlerinde de mümkündür. Oksit filmi metalin yüzeyinde oluşur. Buna çoğu kez paslanma, kuru korozyon da denir. Sulu çözeltilerde olduğu gibi, oksit filmi oluşması elektrokimyasal bir süreçtir.

173 oksitlenme Metal oksit filmi (MO) gaz (O 2 ) Redüksiyon yarı reaksiyonu yüzey oksit filmi ile gaz ara yüzeyinde gerçekleşir. M M e ½ O 2 + 2e O 2-
174 oksitlenme Oksit kalınlığının artması için redüksiyonun gerçekleştiği oksit filmi-gaz ara yüzeyine elektron taşınması gerekir. Ayrıca, M 2+ iyonları metal-oksit ara yüzeyinden uzaklaşmalı ve /veya O 2- iyonları bu arayüzeye hareket etmelidir. Dolayısı ile oluşan oksit filmi hem iyonların içinden hareket ettiği bir elektrolit olarak hem de elektronların transferine izin veren bir elektrik devresi olarak görev yapar. Oluşan oksit filmi, iyonik difüzyona engelleyici ise ve/veya elektrik iletkenliği sınırlı ise (Bir çok metaloksit elektriksel olarak yalıtkandır), metali hızlı korozyondan korur.
175 Oksit filmi türleri Oksitlenme hızı (oksit film kalınlığının artması hızı) ve oluşan oksitin metali daha fazla oksitlenmeden koruma kapasitesi oksit ve metalin göreceli hacimlerine bağlıdır. Bu hacimlerin oranına Pilling Bedworth (P-B) oranı denir ve aşağıdaki bağıntıdan hesaplanabilir: A o oksitin moleküler-formül ağırlığı A M metalin atomik ağırlığı o Oksitin yoğunluğu M metalin yoğunluğu

176 Oksit filmi türleri Metallerin P-B oranları koruyucu koruyucu olmayan
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
MMM 2402 MALZEME BİLİMİ yücel birol
 MMM 2402 MALZEME BİLİMİ yücel birol korozyon ve bozunma İşlenecek konular... korozyon neden olur? hangi metaller korozyona uğrar? sıcaklık ve atmosfer-çevre koşulları korozyon hızını nasıl etkiler? korozyonu
MMM 2402 MALZEME BİLİMİ yücel birol korozyon ve bozunma İşlenecek konular... korozyon neden olur? hangi metaller korozyona uğrar? sıcaklık ve atmosfer-çevre koşulları korozyon hızını nasıl etkiler? korozyonu
SÜRÜNME DENEYİ MÜHENDİSLİK MEKANİĞİ DENEYLERİ ALİ AYDIN CAN
 SÜRÜNME DENEYİ MÜHENDİSLİK MEKANİĞİ DENEYLERİ ALİ AYDIN CAN Sürünme Nedir? Bazı malzemeler yüksek sıcaklıklarda ve statik mekanik gerilmelerin altında çalışır. Malzemeler ağır çalışma koşullarında belirli
SÜRÜNME DENEYİ MÜHENDİSLİK MEKANİĞİ DENEYLERİ ALİ AYDIN CAN Sürünme Nedir? Bazı malzemeler yüksek sıcaklıklarda ve statik mekanik gerilmelerin altında çalışır. Malzemeler ağır çalışma koşullarında belirli
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15
 Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MALZEME BİLGİSİ DERS 6 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
KOROZYONDAN KORUNMA YÖNTEMLERİ
 KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Metallerin Kırılması, Yorulması ve Sürünmesi Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve
BMM 205 Malzeme Biliminin Temelleri Metallerin Kırılması, Yorulması ve Sürünmesi Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve
ELEKTROKİMYASAL REAKSİYONLAR
 KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Korozyon Nedir? Metalik malzemelerin içinde bulundukları fiziksel,kimyasal ve elektro kimyasal ortamla reaksiyona girmeleri sonucu hariçten enerji
 KOROZYON HASARLARI 1 Korozyon Nedir? Metalik malzemelerin içinde bulundukları fiziksel,kimyasal ve elektro kimyasal ortamla reaksiyona girmeleri sonucu hariçten enerji vermeye gerek olmadan tabi olarak
KOROZYON HASARLARI 1 Korozyon Nedir? Metalik malzemelerin içinde bulundukları fiziksel,kimyasal ve elektro kimyasal ortamla reaksiyona girmeleri sonucu hariçten enerji vermeye gerek olmadan tabi olarak
MEMM4043 metallerin yeniden kazanımı
 metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON TÜRLERİ Başlıca 8 korozyon türü vardır. Bunlar:
 KOROZYON TÜRLERİ Sınıflandırma genellikle korozyona uğrayan metalin görünümü yardımı ile yapılmaktadır. Birçok korozyon türünü çıplak gözle ayırt etmek mümkündür. Bazı durumlarda korozyon türünü belirleyebilmek
KOROZYON TÜRLERİ Sınıflandırma genellikle korozyona uğrayan metalin görünümü yardımı ile yapılmaktadır. Birçok korozyon türünü çıplak gözle ayırt etmek mümkündür. Bazı durumlarda korozyon türünü belirleyebilmek
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
8. KAZIMALI (FRETAJ) KOROZYON
 KOROZYON") 8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
MMM 2402 MALZEME BİLİMİ yücel birol
 MMM 2402 MALZEME BİLİMİ yücel birol S-N eğrisi Bu pratik diğer numunelerle maksimum gerilme genlikleri kademeli olarak düşürülerek tekrarlanır. Deney sonuçları her bir numune için kırılmaya kadar gerçekleşen
MMM 2402 MALZEME BİLİMİ yücel birol S-N eğrisi Bu pratik diğer numunelerle maksimum gerilme genlikleri kademeli olarak düşürülerek tekrarlanır. Deney sonuçları her bir numune için kırılmaya kadar gerçekleşen
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
MMU 420 FINAL PROJESİ. 2015/2016 Bahar Dönemi. Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi
 MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
MMU 402 FINAL PROJESİ. 2014/2015 Bahar Dönemi
 MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
METALİK MALZEMELERİN ÇEKME DENEYİ
 METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
DARBE DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Metalik Malzemelerin Darbe Deneyi
 1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN DARBE DENEY FÖYÜ. Arş. Gör.
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN DARBE DENEY FÖYÜ Arş. Gör. Emre ALP 1.Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN DARBE DENEY FÖYÜ Arş. Gör. Emre ALP 1.Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Metal yüzeyinde farklı korozyon türleri
 Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 10 YORULMA TESTİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 10 YORULMA TESTİ BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK-402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 10 YORULMA TESTİ BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK-402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI
5.2. Kaynak Bozulması
 5.2. Kaynak Bozulması Korozyona hassas bu bölgeler, genelde bir bant şeklinde ve kaynak bölgesinden birkaç milimetre uzakta oluşur. Bu bölgenin oluşması için malzemenin duyarlı sıcaklık aralığına kadar
5.2. Kaynak Bozulması Korozyona hassas bu bölgeler, genelde bir bant şeklinde ve kaynak bölgesinden birkaç milimetre uzakta oluşur. Bu bölgenin oluşması için malzemenin duyarlı sıcaklık aralığına kadar
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MMM 2402 MALZEME BİLİMİ yücel birol
 MMM 2402 MALZEME BİLİMİ yücel birol Prof. Dr. Yücel BİROL Metalürji & Malzeme Mühendisliği 3. kat / oda # 324 Tel: 232 301 74 57 e-posta: yucel.birol@deu.edu.tr Dersin amacı Yapı elemanlarında oluşan hasarları
MMM 2402 MALZEME BİLİMİ yücel birol Prof. Dr. Yücel BİROL Metalürji & Malzeme Mühendisliği 3. kat / oda # 324 Tel: 232 301 74 57 e-posta: yucel.birol@deu.edu.tr Dersin amacı Yapı elemanlarında oluşan hasarları
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
FRACTURE ÜZERİNE. 1. Giriş
 FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
KOROZYON. Teorik Bilgi
 KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
MALZEME SEÇİMİ ve PRENSİPLERİ
 MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
Elektrot Potansiyeli. (k) (k) (k) Tepkime vermez
 (k) (k) Tepkime vermez") Elektrot Potansiyeli Uzun metal parçası, M, elektrokimyasal çalışmalarda kullanıldığında elektrot adını alır. M n+ metal iyonları içeren bir çözeltiye daldırılan bir elektrot bir yarı-hücre oluşturur.
Elektrot Potansiyeli Uzun metal parçası, M, elektrokimyasal çalışmalarda kullanıldığında elektrot adını alır. M n+ metal iyonları içeren bir çözeltiye daldırılan bir elektrot bir yarı-hücre oluşturur.
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Korozyonun Sebep Olduğu Ekonomik Kayıp
 DOÇ.DR. SALİM ŞAHİN Korozyonun Sebep Olduğu Ekonomik Kayıp Türkiye Korozyon Derneğinin araştırmalarına göre Türk Ekonomisindeki korozyon kayıplarının maliyetinin gayrisafi milli hasılanın %3,5-5 i arasında
DOÇ.DR. SALİM ŞAHİN Korozyonun Sebep Olduğu Ekonomik Kayıp Türkiye Korozyon Derneğinin araştırmalarına göre Türk Ekonomisindeki korozyon kayıplarının maliyetinin gayrisafi milli hasılanın %3,5-5 i arasında
Gerilmeli korozyon. Hidrojen gevrekliği. Yorulmalı korozyon. Aşındırmalı korozyon. Erozyon korozyonu. Kavitasyon korozyonu
 DOÇ.DR. SALİM ŞAHİN Gerilmeli korozyon Hidrojen gevrekliği Mekanik zorlamalı korozyon türleri Yorulmalı korozyon Aşındırmalı korozyon Erozyon korozyonu Kavitasyon korozyonu Yorulmalı Korozyon Malzemenin,
DOÇ.DR. SALİM ŞAHİN Gerilmeli korozyon Hidrojen gevrekliği Mekanik zorlamalı korozyon türleri Yorulmalı korozyon Aşındırmalı korozyon Erozyon korozyonu Kavitasyon korozyonu Yorulmalı Korozyon Malzemenin,
Standart Çekme Testi
 Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Makine Elemanları I. Yorulma Analizi. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Korozyon Hızı Ölçüm Metotları. Abdurrahman Asan
 Korozyon Hızı Ölçüm Metotları Abdurrahman Asan 1 Giriş Son zamanlara değin, korozyon hızının ölçülmesi, başlıca ağırlık azalması yöntemine dayanıyordu. Bu yöntemle, korozyon hızının duyarlı olarak belirlenmesi
Korozyon Hızı Ölçüm Metotları Abdurrahman Asan 1 Giriş Son zamanlara değin, korozyon hızının ölçülmesi, başlıca ağırlık azalması yöntemine dayanıyordu. Bu yöntemle, korozyon hızının duyarlı olarak belirlenmesi
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Bölüm 4: Kusurlar. Kusurlar. Kusurlar. Kusurlar
 Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
İNTERMETALİKLERE GİRİŞ
 İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Korozyon tanımını hatırlayalım
 8..20 Korozyonun kimyasal ve elektrokimyasal oluşum mekanizması Korozyon tanımını hatırlayalım Korozyon tepkimeleri, çoğu metallerin termodinamik kararsızlığı sonucu (Au, Pt, Ir ve Pd gibi soy metaller
8..20 Korozyonun kimyasal ve elektrokimyasal oluşum mekanizması Korozyon tanımını hatırlayalım Korozyon tepkimeleri, çoğu metallerin termodinamik kararsızlığı sonucu (Au, Pt, Ir ve Pd gibi soy metaller