Plastik Şekil Verme
|
|
|
- Pembe Sözen
- 5 yıl önce
- İzleme sayısı:
Transkript

1 Plastik Şekil Verme
 yöntemdir. Çünkü; Üretim hızlı, Sürekli, Đşlem ve ürün kontrolü kolay.")
2 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme teknikleri içerisinde en çok kullanılan (% 95) yöntemdir. Çünkü; Üretim hızlı, Sürekli, Đşlem ve ürün kontrolü kolay

3 HADDELEME 1. Merdaneler aynı hızla ve birbirine zıt yönde dönerler. 2. Malzemenin merdaneler arasından her geçişine paso denir. 3. Haddeleme, bir dolaylı basma mekanik işlemi olup genellikle uygulanan tek kuvvet merdanelerle sağlanan radyal basınçtır
4 HADDELEME Haddeleme Sıcak haddeleme Yeniden kristalleşme sıcaklığının üzerinde yapılır. Yarı ürün; Slab, Blum, Kütük Levha, Saç, Çubuk, Boru, Ray ve Profiller Soğuk haddeleme Saç, Folye, Đnce çubuk ve Tel Düzgün yüzey, Hatasız boyutlar, Yüksek mukavemet, Haddeleme kuvveti yüksek

5 HADDELEME Haddeleme prosesi ve ürün çeşitleri
6 HADDELEM E



7 HADDELEM E ĐNGOT
8 Haddelenmiş Ürünlerin Đsimlendirilmesi BLUM SLAB 5 cm-25 cm Min (15 cm-15 cm) Max (30 cm-30 cm) 60 cm-150 cm LEVHA W > 60 cm t > 5 mm KÜTÜK SAÇ W > 60 cm t < 5 mm Min (5 cm-5 cm) Max (15 cm-15 cm) BANT W < 60 cm t < 5 mm


9 Haddelenmiş Ürünlerin Đsimlendirilmesi Hadde ürünleri Yassı ürünler Kalınlıklarına göre sınıflandırılır. Uzun ürünler Kesit büyüklüklerine göre sınıflandırılır. Hafif profiller Orta profiller Ağır profiller Profiller; dörtköşe, yuvarlak, lama, altıgen, köşebent, U,, olabilir
10 Haddelemenin Amacı Alışılagelmiş sıcak ve soğuk haddelemenin esas amacımalzemenin kalınlığını azaltmaktır. Soğuk haddeleme ile çeşitli profillerdeki merdaneler kullanılarak saclara kalınlığı değiştirilmeksizin istenilen şekil verilerek uzun ve şekilli (oluk, şekilli boru vs.) ürünler elde edilebilir. Vida dişi açmak, kaynaksız halka ve dikişsiz boru üretimi gibi özel amaçlarla da yapılır

11 Haddeleme tezgahları Bir haddeleme tezgahı merdanelerden, yataklardan, hadde kasası ile merdaneleri döndürmek için millere bağlı motorlardan ibarettir

12 Haddeleme tezgahları BG arasındaki güce sahip bir motor önce yavaş hızla dönerek Volanı belirli bir kritik hıza getirir. Böylece volan dönme enerjisi ile yüklenmiş olur. Bu enerji vasıtasıyla malzeme merdaneler arasından geçirilir. Motor devri çok düşük olması nedeniyle devir düşürücü kullanılır. Hareket miller vasıtasıyla merdanelere iletilir
13 Merdaneler MERDANELER Düz merdaneler Kalibreli merdaneler Gövde Muylu Merdane çapları : 5-10 cm - 150cm L / D : 2,2 2,7 L : Gövde uzunluğu D : Çap
14 Merdaneler Düz merdaneler Yassı ürünlerin haddelenmesinde silindirik gövdeli düz merdaneler kullanılır. Kalibreli merdaneler Profillerin haddelenmesinde ise gövdesinde istenilen profile göre şekiller bulunan kalibreli merdaneler kullanılır
15 Merdaneler MERDANE MALZEMELERİ Çelik merdaneler Dökme demir merdaneler Dövme çelik merdaneler Dökme çelik merdaneler Beyaz dökme demir Gri dökme demir Küresel grafitli dökme demir. Merdanelerde genelde, yüzeyde yüksek sertlik veiç kısımlarda yüksek kırılma tokluğu istenir
üçlü hadde: Üç merdanenin çeşitlik aralıklarla yerleştirilmiş halidir.")
dörtlü hadde :Malzeme ile temas eden küçük çaplı merdaneler ile bunları destekleyen büyük çaplı merdanelerden oluşur.")
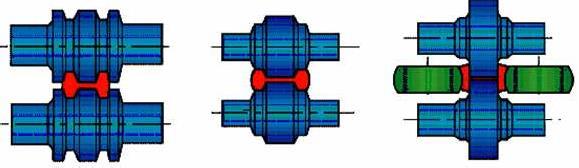
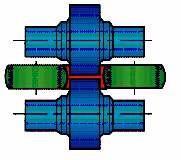
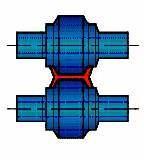
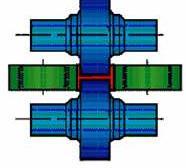
16 Haddeleme teknikleri Merdane Düzenleri a)tek veya çift yönlü (tersinir) ikili hadde: Eşit büyüklükteki iki merdanenin birbirine zıt yönde dönerek malzemenin incelmesini sağlar b)üçlü hadde: Üç merdanenin çeşitlik aralıklarla yerleştirilmiş halidir. Üsteki ve alttaki merdaneler motor gücüyle dönerken, ortadaki merdane ise ortaya çıkan sürtünme kuvvetinin etkisiyle döner. c)dörtlü hadde :Malzeme ile temas eden küçük çaplı merdaneler ile bunları destekleyen büyük çaplı merdanelerden oluşur. Küçük çaplı merdane kullanmanın amacı haddeleme için gerekli gücü azaltmaktır. Büyük çaplı merdaneler ise destekleme görevi yaparlar

17 Haddeleme teknikleri Dörtlü hadde

18 Haddeleme teknikleri Grup hadde

19 Haddeleme teknikleri Planet hadde Büyük çaplı iki destek merdanesi ve etrafında planet gibi dönen çok sayıda küçük iş merdaneleri vardır. Yassı metalik malzemelerin sıcak haddelenmesinde kullanılan hadde tezgahları ile tek pasoda % oranında deformasyon sağlanırken, Planet hadde tezgahları ile bu oran % 9 0 a kadar çıkabilmektedir

20 Haddeleme teknikleri Seri haddeleme Yüksek hızda ve seri üretim için arka arkaya dizilmiş merdanelerden oluşur. Her merdane sistemindeki kesit küçülmesi farklı olacağından, malzeme ilerleme hızı her hadde de değişik olacaktır. Malzemenin ve merdanenin hızı son haddede maksimum olur

21 Haddeleme teknikleri

22 Haddelemede merdane çapının etkisi Büyük çaplı merdane Küçük çaplı merdane

23 Merdane çapının etkisi Haddelenen profilin merdaneden düz çıkabilmesi için merdanelerin çaplarının birbirine eşit olması gerekir. Merdane çaplarının farklı oluşunun haddelenen malzemenin çıkışına etkisi

24 Profillerin Haddelenmesi Merdane üzerinde birlikte çalışan iki merdane karşı karşıya geldiklerinde istenilen profilleri verecek şekiller açılır. Merdaneler arasındaki bu boşluklara kalibre iki merdane arasındaki boşluğa da kalibre aralığı denir. Kalibre aralığı merdane eksenine paralel veya merdane ekseniyle yaptığı açısı 60º den küçükse açık kalibre, 60º den büyük ise kapalı kalibre denir. Kalibre aralığı Kalibre aralığı Açık kalibre Açık kalibre Kapalı kalibre


25 Profillerin Haddelenmesi Kalibre: Merdane yüzeyine açılmış uygun profillerdir. Kalibrenin yüksekliği haddelenecek parçanın kalınlığından az genişliğinden ise fazladır. Paso: Karşılıklı iki merdane bir araya geldiğinde ortaya çıkan profile verilen isimdir. Kare Kalibre Şekilleri: Baklava Oval Kutu Düz Trapez Yuvarlak Dört kaşe Çeşitli profiller
26 Profillerin Haddelenmesi Kalibreli haddeleme örnekleri
 R 1 Cos 2 2 h 2R(1 Cos ) 31.10.")
27 Haddelemenin Mekaniği Kalınlık azalma hesabı h h 0 h R RCos R Rcos h h h R(1 Cos ) R 1 Cos 2 2 h 2R(1 Cos )

28 Hız Haddelemenin Mekaniği Haddeleme hızı hesabı V Sac V Merdane Cos V V Cos 0 Sac V Sac Merdane Merdane girişinde V Merdane Cos 0 Merdane çıkışında V Sac V Merdane Cos Nötr bölgede N=Nötr Düzlem V Merdaneler V 0 Malzeme Nötr nokta N V f X Temas uzunluğu Y

29 Haddelemenin Mekaniği Haddeleme kuvvetleri Haddelemenin başlaması için F sür Cos F had Sin F sür F had F had Cos F had Sin Sin Cos tan Eğer <tan olursa haddeleme olmaz Haddeleme sınır şartı F sür Cos F had Sin F sür F had F had Cos F had Sin Sin Cos tan
 hmax 2 R 31.10.")
30 Haddelemenin Mekaniği M a x kalınlık azalması L R h tan ( h/r) hmax 2 R
31 Haddelemenin Mekaniği Haddeleme gücü hesabı Haddeleme için gerekli güç; Güç(BG) 2 PLn Güç(kW ) 2 PLn P : Toplam haddeleme kuvveti, N L : Temas boyu, m n : Merdanelerin dönme hızı, dev./dak
32 Haddeleme Hataları Hatasız bir haddeleme için Sıcaklık kontrolü Ara tavlama Hatasız hammadde Yağlama Merdanelerin yüzey şartları
33 Haddeleme Hataları 1.Basma kuvvetleri nedeniyle ortaya çıkan kusurlar 2.Sürtünme kuvvetleri nedeniyle ortaya çıkan kusurlar

34 Kenar Merkez Kenar Haddeleme Hataları (Basma kuvvetleri nedeniyle) 1- Haddelerin elastik şekil değiştirmesi sonucu farklı kalınlıkta ürünlerin ortaya çıkması Merdanelerin eğilmesi sonucunda kenarlarda basma orta kısımda çekme gerilmeleri meydana gelir


35 Haddeleme Hataları (Basma kuvvetleri nedeniyle) 2 Saclarda dalgalı kenar oluşumu Kenarlarda kalınlığın orta kısma nazaran daha düşük olması, orta kısımda fazla uzama fakat serbestçe yayılamama sonucu kenarlarda dalgalanmaya sebep olur. 3 Sacların orta ve kenarlarında çatlak oluşumu Orta kısım fazla uzarken malzeme yeteri kadar sünek değilse saclarda çatlak oluşumu meydana gelebilir

36 Haddeleme Hataları (Basma kuvvetleri nedeniyle) 4- Timsah ağzı çatlaması: Şekil değişiminin homojen olmaması ve başlangıçta ingotta var olan bir kusura bağlı olarak meydana gelir


37 Haddeleme Hataları (Sürtünme kuvvetleri nedeniyle) 1- Sacın iki ucunun yuvarlaklaşması Kenarlarda meydana gelen kalınlık azalması sacın orta kısımında boyca uzamaya neden olur. 2- Sacın ikiye ayrılması Sürtünme sebebiyle orta kısımda basma, kenarlarda çekme gerilmesi meydana gelir. Bu çekme gerilmeleri sacın ortadan yırtılmasına neden olur
HADDELEME YOLU İLE İMALAT
 HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
HADDELEME. ÖNDER ALİOĞLU
 HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
HADDELEME. Haddeleme de amaçlar:
 HADDELEME Haddeleme işlemi, parçanın, hadde (yufkaç) denilen ve birbirine zıt yönde dönen ezici silindirler arasından geçirilerek basma kuvvetlerinin etkisiyle plastik şekil verme işlemine denir. Üretim
HADDELEME Haddeleme işlemi, parçanın, hadde (yufkaç) denilen ve birbirine zıt yönde dönen ezici silindirler arasından geçirilerek basma kuvvetlerinin etkisiyle plastik şekil verme işlemine denir. Üretim
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
Haddelemede üç önemli unsur mevcuttur: Tav Problemi. Yolluk Problemi. Kalibre Mevzuu. Haddecilik bu üç ana temel üzerine oturtulmuştur.
 Haddeleme Kaynak : Đnternet Şekil Değiştirme: Plastik ve elastik olmak üzere ikiye ayrılır. Haddelenerek şekil değiştirme plastik şekil değiştirmenin uygulama kollarından en önemlisini oluşturmaktadır.
Haddeleme Kaynak : Đnternet Şekil Değiştirme: Plastik ve elastik olmak üzere ikiye ayrılır. Haddelenerek şekil değiştirme plastik şekil değiştirmenin uygulama kollarından en önemlisini oluşturmaktadır.
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
İNŞAAT MÜHENDİSLİĞİNE GİRİŞ
 İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep MEKANİK VE MUKAVEMET BİLGİSİ 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep MEKANİK VE MUKAVEMET BİLGİSİ 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
11/6/2014 İNŞAAT MÜHENDİSLİĞİNE GİRİŞ. MEKANİK ve MUKAVEMET BİLGİSİ MEKANİK VE MUKAVEMET BİLGİSİ
 MEKANİK VE MUKAVEMET BİLGİSİ İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
MEKANİK VE MUKAVEMET BİLGİSİ İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
6. Haddeleme Teçhizat
 6. Haddeleme Teçhizat hizatı 6.1 Haddeleme Türleri Sıcak İngot/slab haddeleme Sıcak kesit haddeleme (ağır haddecilik) Sıcak yassı mamul haddeleme Soğuk kesit (çubuk, tel, filmaşin) haddeleme Soğuk sac
6. Haddeleme Teçhizat hizatı 6.1 Haddeleme Türleri Sıcak İngot/slab haddeleme Sıcak kesit haddeleme (ağır haddecilik) Sıcak yassı mamul haddeleme Soğuk kesit (çubuk, tel, filmaşin) haddeleme Soğuk sac
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
MİLLER ve AKSLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU
 MİLLER ve AKSLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Miller ve Akslar 2 / 40 AKS: Şekil olarak mile benzeyen, ancak döndürme momenti iletmediği için burulmaya zorlanmayan, sadece eğilme
MİLLER ve AKSLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Miller ve Akslar 2 / 40 AKS: Şekil olarak mile benzeyen, ancak döndürme momenti iletmediği için burulmaya zorlanmayan, sadece eğilme
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Sıkma sırasında oluşan gerilmeden öngerilme kuvvetini hesaplarız. Boru içindeki basınç işletme basıncıdır. Buradan işletme kuvvetini buluruz.
 Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Mukavemet 1. Fatih ALİBEYOĞLU. -Çalışma Soruları-
 1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları
 Ders Detayları") Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Kredi AKTS Saati Mekanik Biçimlendirmenin Temelleri ve Uygulamaları
Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Kredi AKTS Saati Mekanik Biçimlendirmenin Temelleri ve Uygulamaları
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
MECHANICS OF MATERIALS
 T E CHAPTER 2 Eksenel MECHANICS OF MATERIALS Ferdinand P. Beer E. Russell Johnston, Jr. John T. DeWolf Yükleme Fatih Alibeyoğlu Eksenel Yükleme Bir önceki bölümde, uygulanan yükler neticesinde ortaya çıkan
T E CHAPTER 2 Eksenel MECHANICS OF MATERIALS Ferdinand P. Beer E. Russell Johnston, Jr. John T. DeWolf Yükleme Fatih Alibeyoğlu Eksenel Yükleme Bir önceki bölümde, uygulanan yükler neticesinde ortaya çıkan
ME220T Tasarım ve İmalat
 KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
MUKAVEMET-I DERSİ BAUN MAKİNA MÜHENDİSLİĞİ FİNAL ÖNCESİ UYGULAMA SORULARI ARALIK-2018
 MUKAVEMET-I DERSİ BAUN MAKİNA MÜHENDİSLİĞİ FİNAL ÖNCESİ UYGULAMA SORULARI ARALIK-2018 UYGULAMA-1 AB ve CD çelik çubuklar rijit BD platformunu taşımaktadır. F noktasından uygulanan 10 Kip yük etkisinde
MUKAVEMET-I DERSİ BAUN MAKİNA MÜHENDİSLİĞİ FİNAL ÖNCESİ UYGULAMA SORULARI ARALIK-2018 UYGULAMA-1 AB ve CD çelik çubuklar rijit BD platformunu taşımaktadır. F noktasından uygulanan 10 Kip yük etkisinde
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
İmal Usulleri. Fatih ALİBEYOĞLU -10-
 Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART Burulma 2.Kırılma ve Akma Kriterleri
 MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART-2019 1.Burulma 2.Kırılma ve Akma Kriterleri UYGULAMA-1 Şekildeki şaft C noktasında ankastre olarak sabitlenmiş ve üzerine tork
MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART-2019 1.Burulma 2.Kırılma ve Akma Kriterleri UYGULAMA-1 Şekildeki şaft C noktasında ankastre olarak sabitlenmiş ve üzerine tork
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
ELASTİSİTE TEORİSİ I. Yrd. Doç Dr. Eray Arslan
 ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN ÇEKME VE BASMA DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN ÇEKME VE BASMA DENEY FÖYÜ Deney Adı: Metalik Malzemelerin Çekme ve Basma Deneyi 1- Metalik Malzemelerin
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN ÇEKME VE BASMA DENEY FÖYÜ Deney Adı: Metalik Malzemelerin Çekme ve Basma Deneyi 1- Metalik Malzemelerin
Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir.
 SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Kütle Şekillendirme. Kütle Şekillendirmenin Önemi. Dört Temel Kütle Şekillendirme Yöntemleri
 METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ Kütle Şekillendirme 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ Kütle Şekillendirme 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun
 Dolu Gövdeli Kirişler TAŞIYICI SİSTEM TASARIMI 1 Prof Dr Görün Arun 072 ÇELİK YAPILAR Kirişler, Çerçeve Dolu gövdeli kirişler: Hadde mamulü profiller Levhalı yapma en-kesitler Profil ve levhalarla oluşturulmuş
Dolu Gövdeli Kirişler TAŞIYICI SİSTEM TASARIMI 1 Prof Dr Görün Arun 072 ÇELİK YAPILAR Kirişler, Çerçeve Dolu gövdeli kirişler: Hadde mamulü profiller Levhalı yapma en-kesitler Profil ve levhalarla oluşturulmuş
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ
 KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ Başlangıç parçaları silindirik kesitli çubuk ve kütük; dikdörtgen kesitli kütük, levha veya plaka gibi gemetrilere sahip lan parçalar lup önemli miktarda şekil değişimlerinin
KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ Başlangıç parçaları silindirik kesitli çubuk ve kütük; dikdörtgen kesitli kütük, levha veya plaka gibi gemetrilere sahip lan parçalar lup önemli miktarda şekil değişimlerinin
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Statik ve Dinamik Yüklemelerde Hasar Oluşumu
 Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü (1. ve 2.Öğretim / B Şubesi) MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019
 MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019") SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem