PLASTİK ŞEKİL VERME YÖNTEMLERİ
|
|
|
- Ece Buğra
- 9 yıl önce
- İzleme sayısı:
Transkript


1 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit

2 Giriş PLASTİK ŞEKİL VERME Malzemelerde kalıcı şekil değişimi sağlayacak biçimde kuvvet uygulanarak yapılan şekil vermeye, plastik şekil verme veya plastik deformasyon denir. Malzemelerin bu özelliklerinden faydalanılarak istenilen şekle sokulabilir. Talaşlı imalat ihtiyacını azaltır yada ortadan kaldırabilir. Bağımsız değişkenler Malzeme Malzeme geometrisi Yağlama Takım ve kalıp geometrisi İşlem sıcaklığı İşlem hızı Deformasyon miktarı Bağımlı değişkenler İşlem için gerekli kuvvet veya güç Yüzey kalitesi ve boyut hassasiyeti Deformasyon esnasındaki metal akışı Üretilen parçanın mekanik özellikleri, parçanın üretildiği andaki son sıcaklığı Bağımlı değişkenler işlem esnasında belirlenir, sonuçta bu değişiklikler bağımsız değişkenleri etkiler. Bunun için mühendisler, bağımlı değişkenlerin değişmesi ile hangi bağımsız değişkenin ne kadar değişeceğini bilmesi gerekir.



3 Plastik Deformasyonun Esasları Elastik deformasyon Plastik deformasyon PLASTİK ŞEKİL VERME



4 İşlem Sıcaklığına Bağlı Deformasyon Çeşitleri Soğuk deformasyon Sıcak Deformasyon Yeniden kristalleşme tavlaması Ilık deformasyon İzotermal deformasyon PLASTİK ŞEKİL VERME

5 Plastik Deformasyonun Esasları Soğuk Deformasyon (0.3 Tergime) PLASTİK ŞEKİL VERME Avantajları: Parçanın tavlanması gerekmez. Daha iyi bir ölçü tamlığı ve yüzey kalitesi elde edilir. Malzemenin mukavemeti, akma gerilmesi, çekme gerilmesi artar, Yorulma ve aşınma özellikleri iyileşir. Yabancı elementlerin malzeme ile reaksiyona girme ihtimali minimuma indirgenmiş olur. Ürünler yeniden üretilebilme/değerlendirilebilme özelliğine sahiptir. Hurda malzeme miktarı ve dolayısıyla talaşlı üretim işçiliği azaltılır veya sıfıra indirilebilir. Uzun periyotlu üretimler için uygundur. Dezavantajları: Deformasyon için büyük kuvvetler, buna bağlı olarak da daha büyük ve dayanıklı takımlar gerekir Deformasyon serleşmesi meydana gelir Malzemede kalıntı gerilmeler oluşabilir



6 Plastik Deformasyonun Esasları Sıcak Deformasyon ( Tergime) Sıcak deformasyon sonrasında malzemede meydana gelen değişiklikler: Deformasyon sertleşmesi meydana gelmez. Akma gerilmesi, çekme gerilmesi artmaz. Sertliği artmaz. Süneklik azalmaz. Büyük kuvvetler kullanılmadan ve yırtılma olmadan malzeme kolayca şekillendirilebilir Yüksek sıcaklıklar difüzyonu arttırdığından malzemede kimyasal homojensizlikler giderilebilir, gözenekler yok edilebilir veya minimuma indirilebilir Yüksek sıcaklıklar metalin, bulunduğu ortam ile reaksiyona girmesine sebep olabilir Termal büzülmeler ve uniform olmayan soğumalar nedeniyle parçanın boyut hassasyeti ve yüzey kalitesi iyi değildir PLASTİK ŞEKİL VERME

7 Plastik Deformasyonun Esasları PLASTİK ŞEKİL VERME Ilık Deformasyon ( Tergime) Soğuk deformasyona kıyasla daha az kuvvet ihtiyacı duyar Daha az takım aşınması meydana gelir Daha az deformasyon sertleşmesi göstereceğinden ara tavlama gerekmeyebilir. İzotermal Deformasyon Titanyum ve Nikel esaslı süper alaşımların akma noktalarının mukavemeti büyük ölçüde bu sıcaklığa bağlıdır. Bu gibi malzemelerin 100 C sıcaklığa ısıtılmasıyla mukavemetleri yaklaşık iki kat artar. Deformasyon esnasında, deformasyonun meydana getirdiği sıcaklık artışını elemine etmek ve işlem boyunca sıcaklığı sabit tutmak için deformasyon düşük hızlarda gerçekleştirilir.





8 Plastik Deformasyon Mekanizmaları Kayma PLASTİK ŞEKİL VERME a) Kayma oluşumunun şematik gösterimi, b) düşük atom yoğunluğuna ve daha yakın düzlemler arası mesafeye sahip atom düzlemlerinin daha büyük deformasyon direnci göstermesinin şematiği




9 PLASTİK ŞEKİL VERME Plastik Deformasyon Mekanizmaları İkizleme Tane sınırı kayması Yayınma sürünmesi



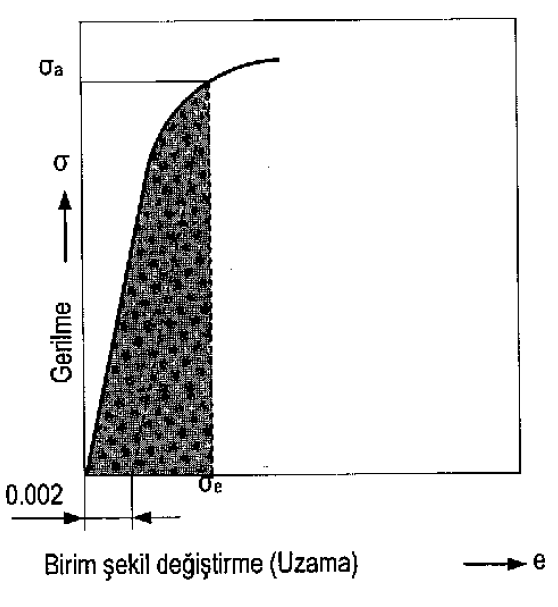
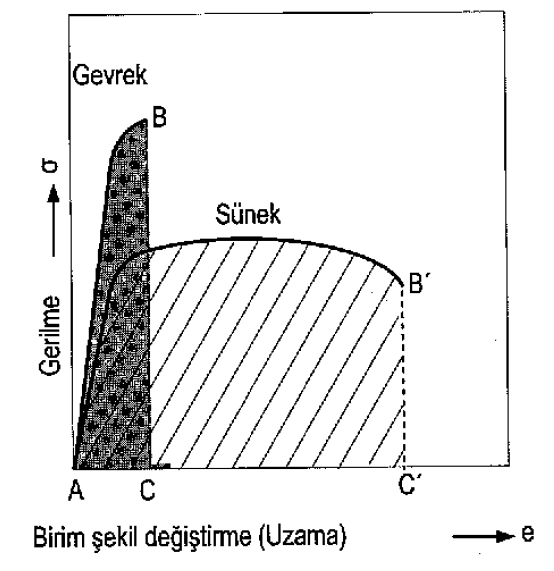
10 PLASTİK ŞEKİL VERME Çekme Testi

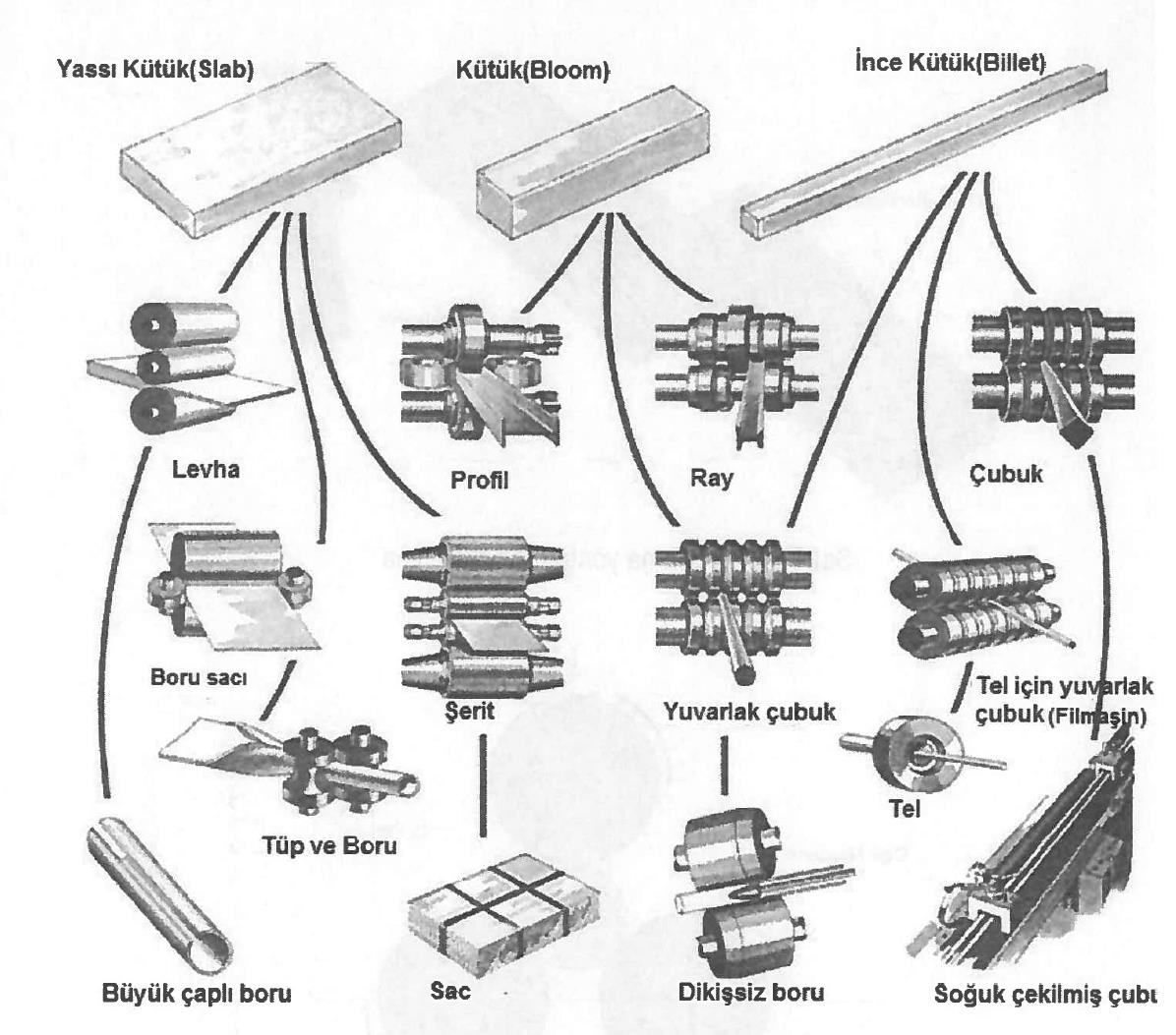
11 Plastik Şekillendirme Yöntemleri PLASTİK ŞEKİL VERME Döverek Şekillendirme Haddeleme Açık Kalıpta Şekillendirme Kapalı Kalıpta Şekillendirme Damgalama Ekstrüzyon Basma ve Çekme Şartlarında Şekillendirme Sıyırma Derin Çekme Flanş yapma Sıvama Kulaklama Çekerek Şekillendirme Uzatarak şekillendirme Gererek Şekillendirme Genişleterek Şekillendirme Bükerek Şekillendirme Kalıbın Doğrusal Hareketi ile eğme Kalıbın Dönme hareketiyle eğme Kaydırma Yöntemiyle Şekillendirme Deplasman Burma İnkremental Şekillendirme



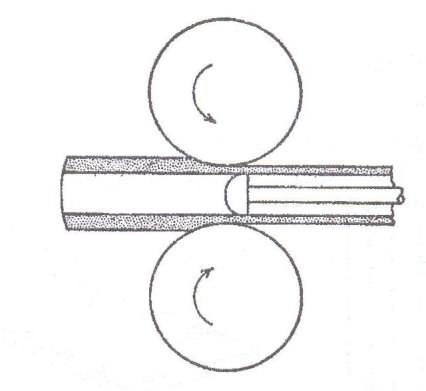
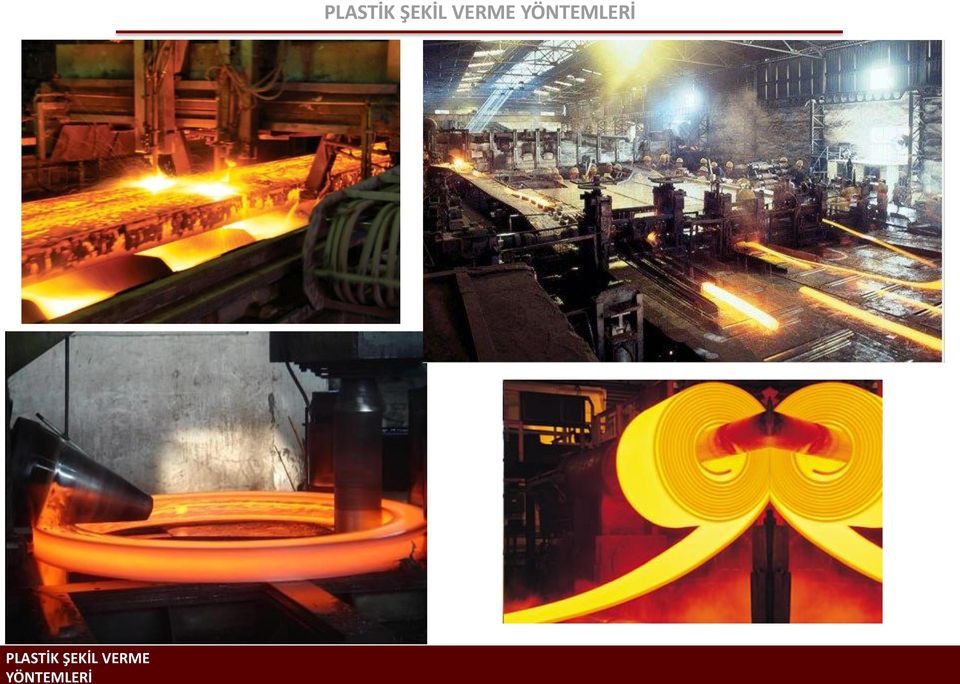
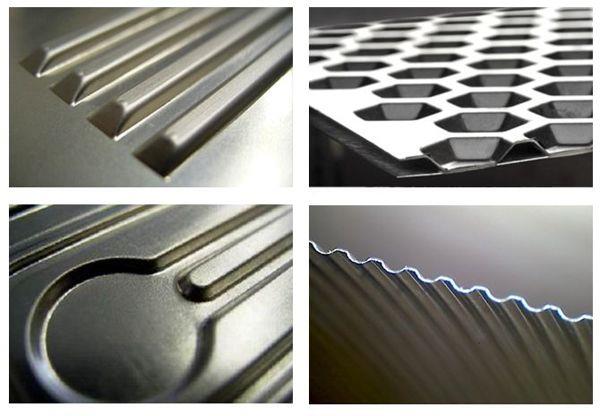
12 PLASTİK ŞEKİL VERME Haddeleme İki ayarlanabilir merdane Uzun yada yassı parçaların üretimi Sıcak ve Soğuk haddeleme Sıcak haddelemede deformasyon sertleşmesi meydana gelmez Metallerin kalınlıkları folyo seviyesine kadar getirilebilir Yüzey kalitesi oda sıcaklığında haddeleme yapılarak arttırılabilir



13 PLASTİK ŞEKİL VERME Haddeleme

14 Plastik Deformasyonun Esasları PLASTİK ŞEKİL VERME



15 PLASTİK ŞEKİL VERME




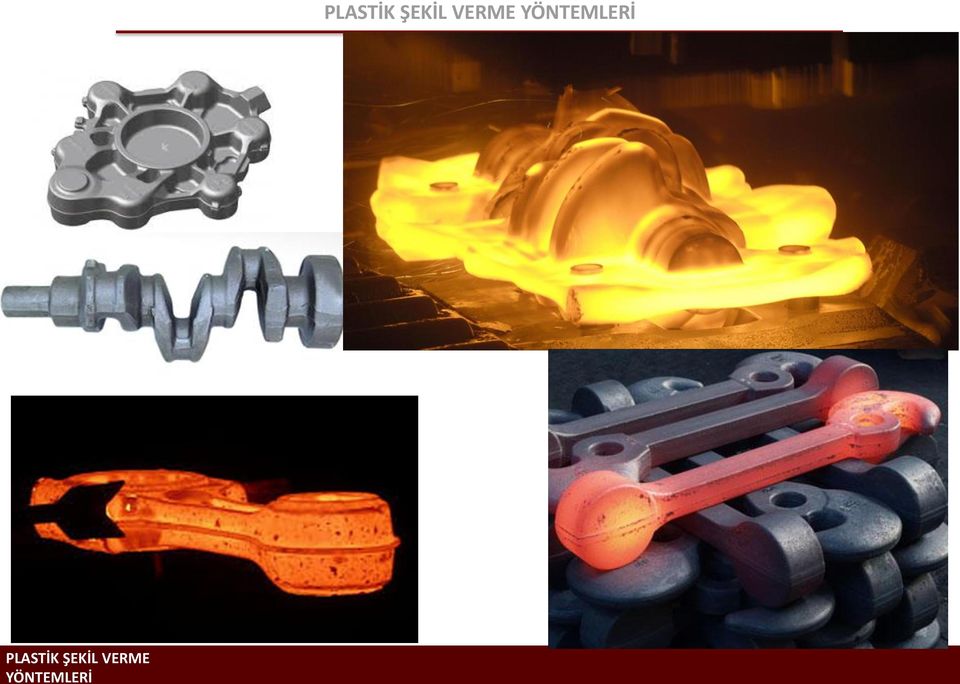
16 PLASTİK ŞEKİL VERME Dövme İstenilen şekil çekiç, pres vb. takım ve makineler kullanılan şekillendirme işlemidir. Genel olarak sıcak yapılır. Talaşlı imalata göre %76 malzeme tasarrufu var. Açık Kalıpta Dövme Ölçü hassasiyeti iyi değildir Farklı çaplarda kalınlıklar elde edilebilir Pahalı olmayan makine ve kalıplar kullanılır.




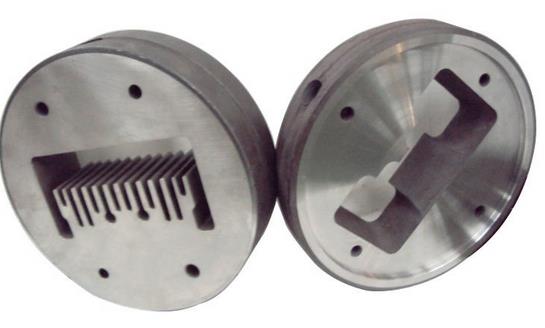
17 Kapalı Kalıpta Dövme PLASTİK ŞEKİL VERME İş parçasını tamamen kaplayacak kalıp tasarlanır. Malzeme özellikleri iyidir. Kalıp hacmine göre malzeme miktarı belirlenmelidir. Üretim hızı yüksek, ölçü hassasiyeti iyidir.






18 PLASTİK ŞEKİL VERME

")
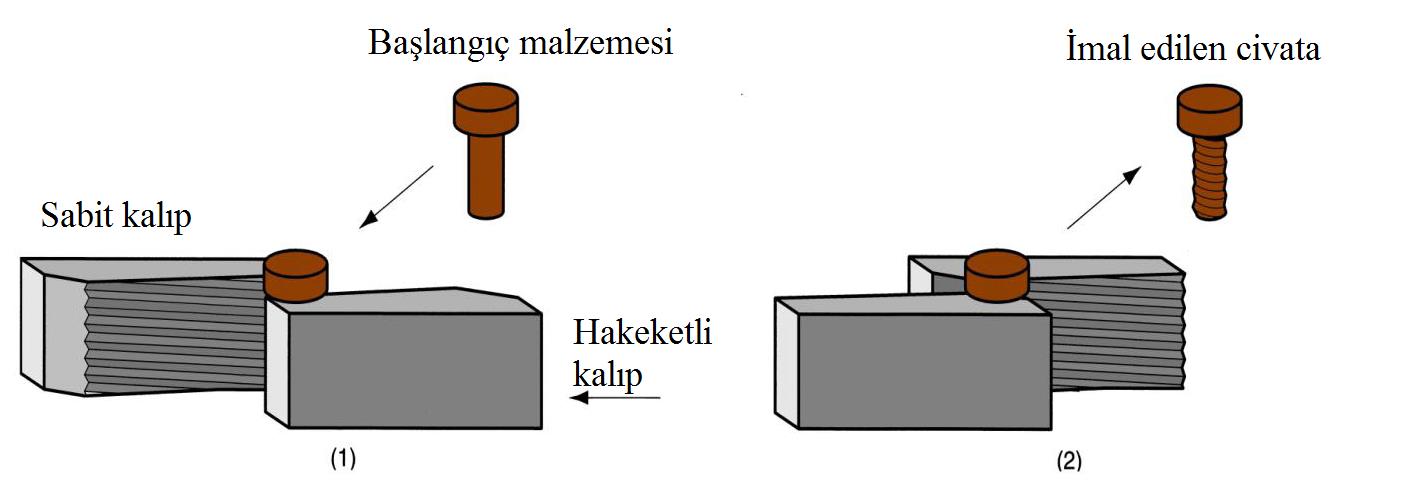
19 PLASTİK ŞEKİL VERME Yığma (Başlık oluşturma) Cıvata, perçin, subap
")
 yuvarlak çubuk ve borulara")



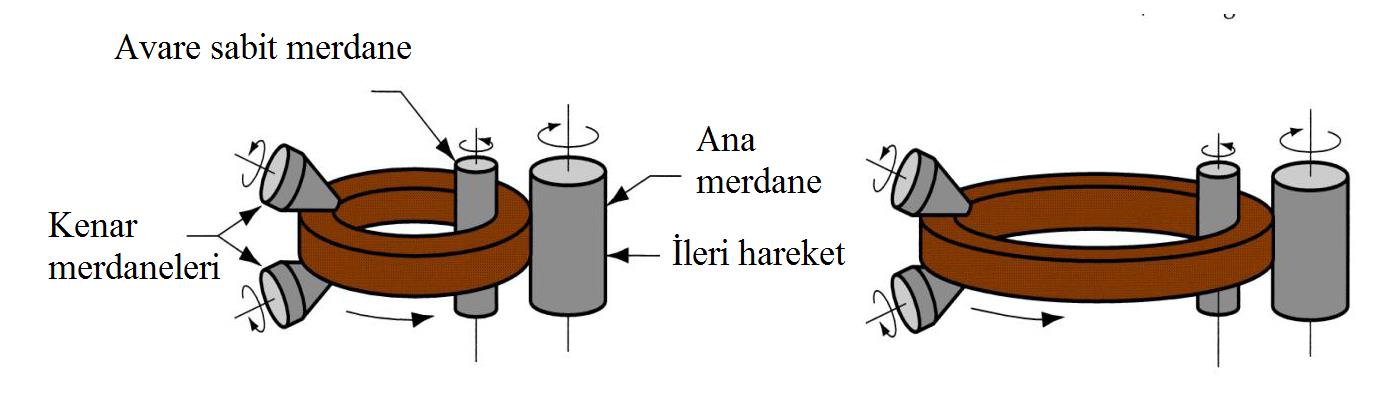
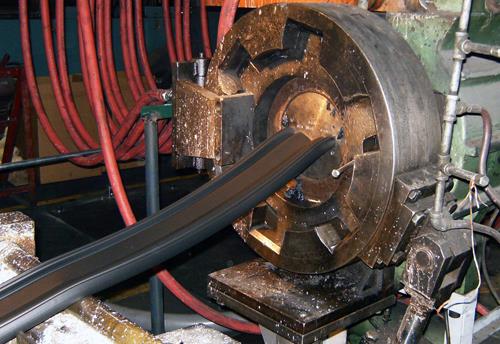
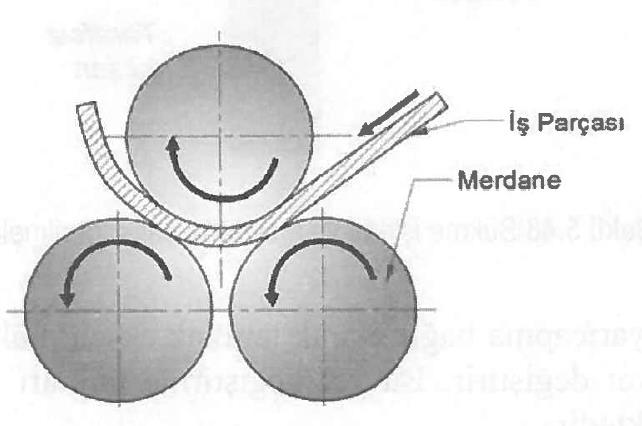
20 PLASTİK ŞEKİL VERME Raydal Dövme (Tokaçlama) yuvarlak çubuk ve borulara koniklik vermek için geliştirilmiş bir tekniktir. Karşılıklı iki kalıbın yuvarlak malzemeye radyal olarak karşılıklı ve tekrarlı bir şekilde vurmasıyla gerçekleştirilir. Boruların tokaçlanmasında belirlenen iç çap değerinin sağlanması için mandrel kullanılır


21 PLASTİK ŞEKİL VERME Haddeleyerek Dövme



22 PLASTİK ŞEKİL VERME Damgalama Kalıp içerisine oyulmuş yazı veya şeklin baskı yöntemiyle iş parçası üzerine işlenmesidir. Para üzerine yada madalyona basım




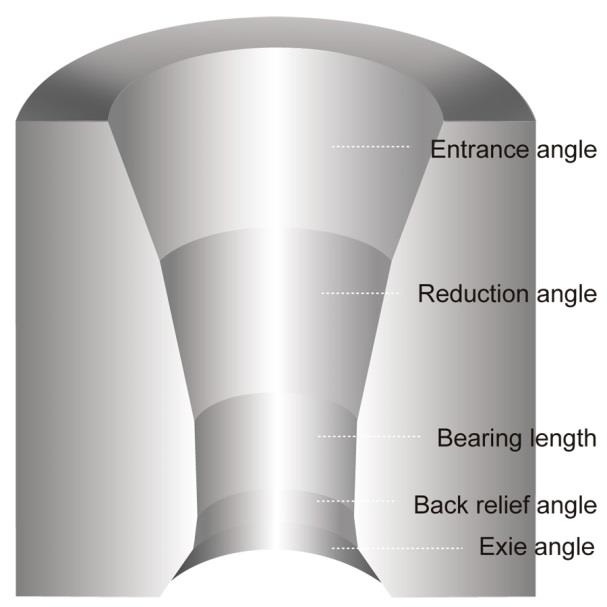
23 PLASTİK ŞEKİL VERME Ektrüzyon Çeşitleri Direk ekstrüzyon İndirek ekstrüzyon Hidrostatik ekstrüzyon Darbeli ekstrüzyon Serbest ekstrüzyon Sıcak ekstrüzyon Soğuk ekstrüzyon Alüminyum Bakır Kurşun Kalay Etkenler Kalıp açısı Ekstrüzyon oranı Ekstrüzyon hızı Ekstrüzyon sıcaklığı Malzeme mukavemeti Yağlama şartları


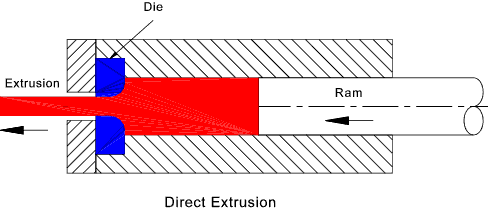
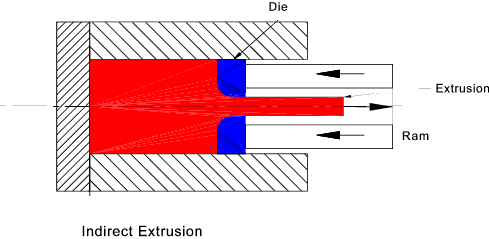
24 PLASTİK ŞEKİL VERME Ektrüzyon




25 PLASTİK ŞEKİL VERME Ektrüzyon


26 Derin Çekme PLASTİK ŞEKİL VERME Sac metalden silindirik, dikdörtgen, kare vb içi boş kaplar üretme metodudur. Sığ çekme Derin çekme Derin çekme işlemiyle parça elde etmek için Taslak malzemenin hazırlanması Derin çekme işleminin gerçekleştirilmesi Tıraşlama işleminin yapılması Derin çekme işlemi ise; Taslak malzemenin kalıba yerleştirilmesi Zımbanın taslak malzemeye temas ederek çekme işleminin başlaması Çekme işleminin tamamlanması Zımba yukarıya çıkarken bitmiş parçanın zımbadan ayrılması.


27 PLASTİK ŞEKİL VERME Derin Çekme




28 PLASTİK ŞEKİL VERME Derin Çekme - Hatalar


29 PLASTİK ŞEKİL VERME Hidromekanik Şekillendirme Paslanmaz çelik sacların şekillendirilmesinde yaygın olarak kullanılır.

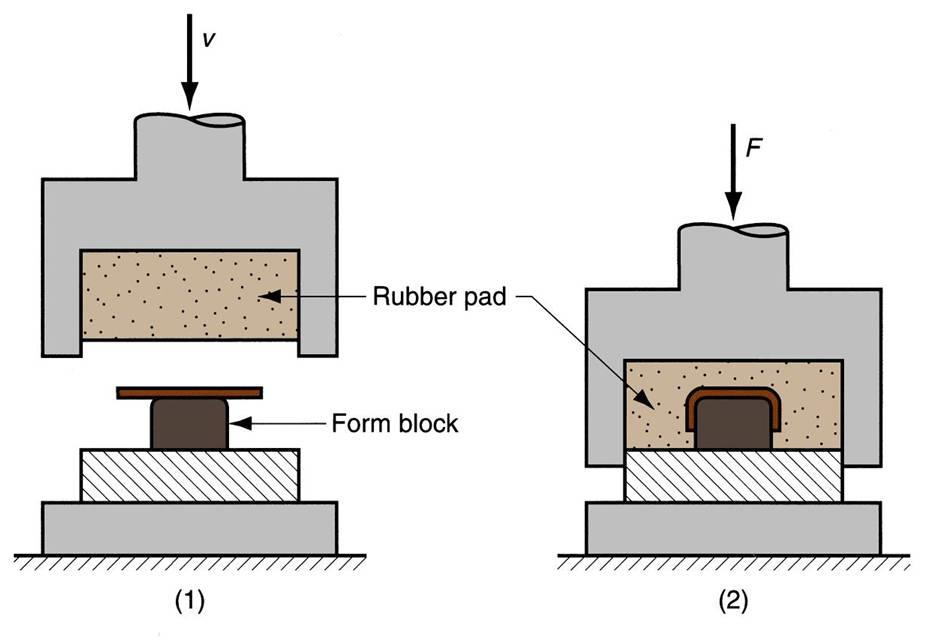
30 PLASTİK ŞEKİL VERME Guerin Şekillendirme İşlemi


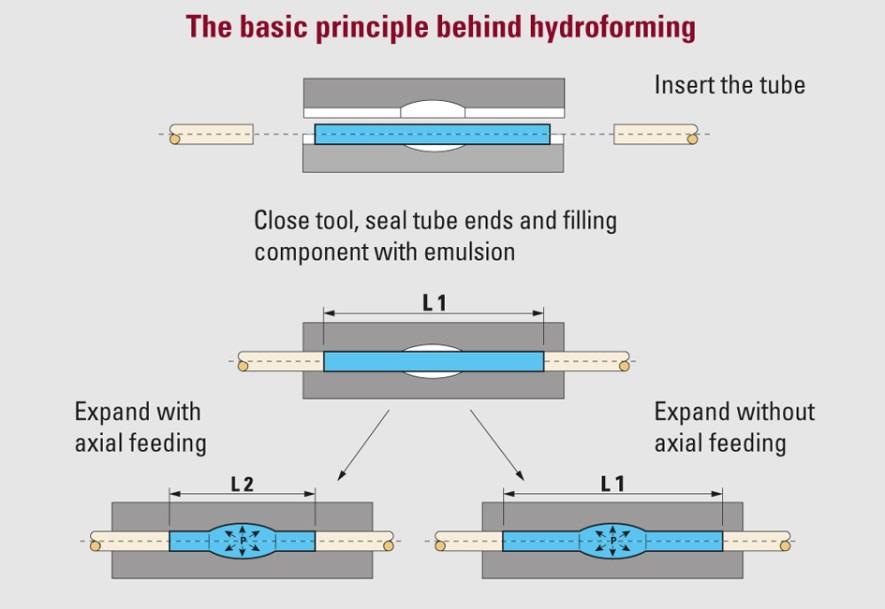
31 PLASTİK ŞEKİL VERME Hidrolik Şekillendirme







32 PLASTİK ŞEKİL VERME Hidrolik Şekillendirme

33 PLASTİK ŞEKİL VERME Flanş Yapma




34 PLASTİK ŞEKİL VERME Sıvama

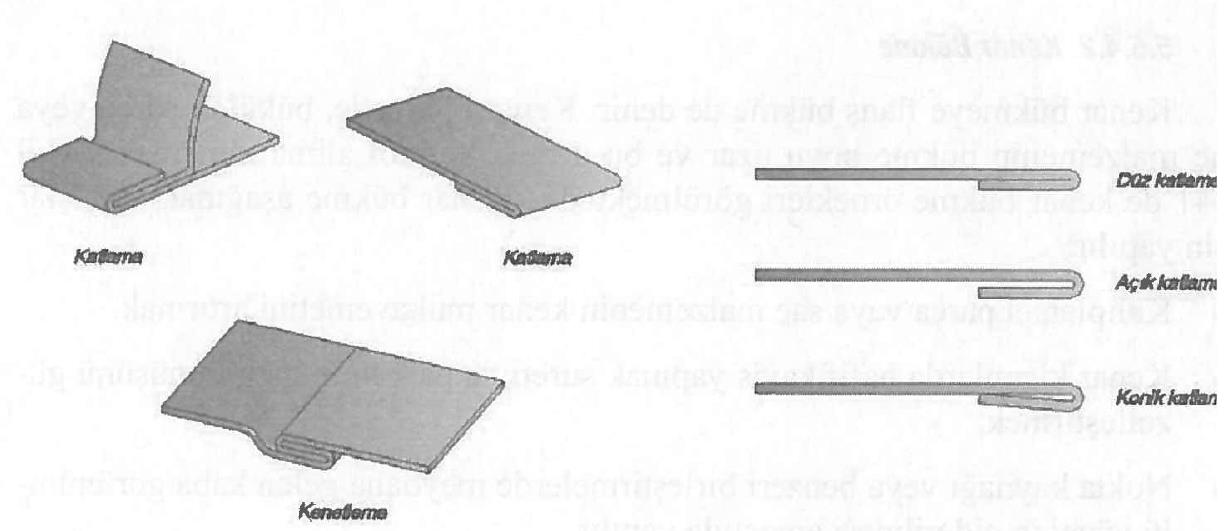
35 PLASTİK ŞEKİL VERME Kulaklama Bu yöntem genellikle tüp şeklinde biçimlendirilmiş parçalara içe veya dışa doğru mukavemet arttırıcı kulak oluşturmak için kullanılır.



36 PLASTİK ŞEKİL VERME Çubuk ve Tel Çekme



37 PLASTİK ŞEKİL VERME Çubuk ve Tel Çekme


38 PLASTİK ŞEKİL VERME Genişleterek Şekillendirme Gererek Şekillendirme


39 PLASTİK ŞEKİL VERME Bükme


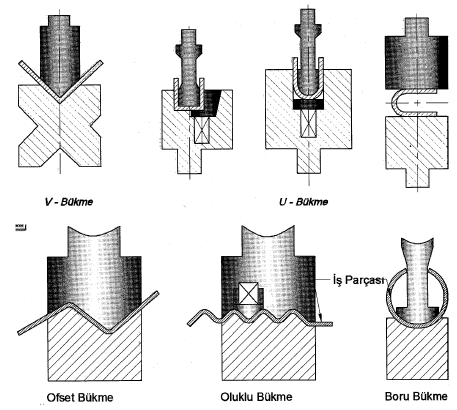
40 PLASTİK ŞEKİL VERME Bükme


41 PLASTİK ŞEKİL VERME Bükme

42 PLASTİK ŞEKİL VERME Boru İmalatı Döküm borular Dikişli borular Dikişsiz borular


43 PLASTİK ŞEKİL VERME Boru İmalatı




44 PLASTİK ŞEKİL VERME Boru İmalatı


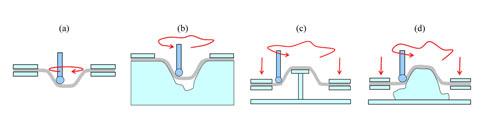
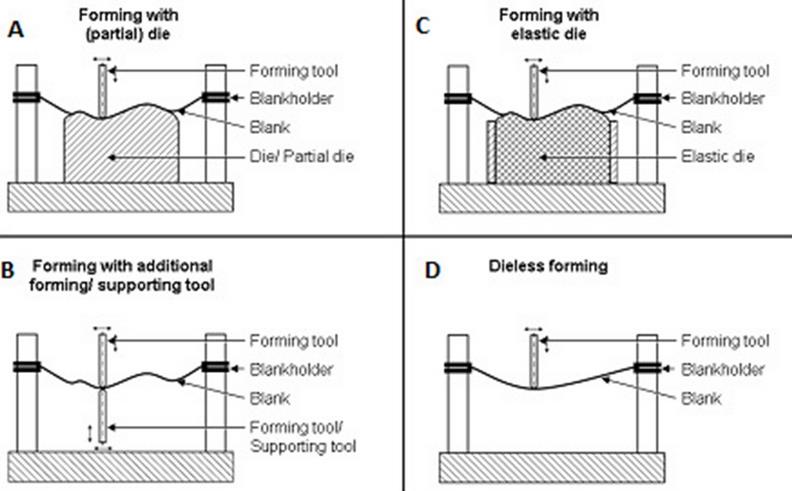
45 PLASTİK ŞEKİL VERME Incremental Şekillendirme
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir.
 SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
EKSTRÜZYON. Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir.
 EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
HADDELEME. ÖNDER ALİOĞLU
 HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İmal Usulleri. Fatih ALİBEYOĞLU -10-
 Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Metal Şekillendirme Teorisi (MFGE 542) Ders Detayları
 Ders Detayları") Metal Şekillendirme Teorisi (MFGE 542) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Metal Şekillendirme Teorisi MFGE 542 Her İkisi 2 2 0 3 7.5 Ön Koşul
Metal Şekillendirme Teorisi (MFGE 542) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Metal Şekillendirme Teorisi MFGE 542 Her İkisi 2 2 0 3 7.5 Ön Koşul
S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde
 Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde") S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak
S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak
TALAġSIZ ġekġllendġrme YÖNTEMLERĠ
 TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
HEATING ELEMENT TECHNOLOGIES CORP. PASLANMAZ ÇELİK BORU. Kaliteyi Biz Üretelim, Sizler İle Paylaşalım...
 HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
ME220T Tasarım ve İmalat
 KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları
 Ders Detayları") Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Kredi AKTS Saati Mekanik Biçimlendirmenin Temelleri ve Uygulamaları
Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Kredi AKTS Saati Mekanik Biçimlendirmenin Temelleri ve Uygulamaları
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
PLASTİK ŞEKİL VERME YÖNTEMİ
 PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 5. Masif Şekillendirme
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 5. Masif Şekillendirme
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
HADDELEME YOLU İLE İMALAT
 HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Talaşsız Şekil Verme
 Talaşsız Şekil Verme Mesleki Terminoloji 1 Makine Mühendisliği Bölümü Makine Malzemesi ve İmalat Teknolojisi Anabilim Dalı 1 İmal Usullerinde Talaşsız Şekil Vermenin Yeri İmal Usulleri Döküm Talaşlı Şekil
Talaşsız Şekil Verme Mesleki Terminoloji 1 Makine Mühendisliği Bölümü Makine Malzemesi ve İmalat Teknolojisi Anabilim Dalı 1 İmal Usullerinde Talaşsız Şekil Vermenin Yeri İmal Usulleri Döküm Talaşlı Şekil
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 5. Masif Şekillendirme
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 5. Masif Şekillendirme
İki Farklı Metodla Üretilen Çelik Boru Profillerin Mikroyapı Ve Mekanik Özelliklerinin İncelenmesi
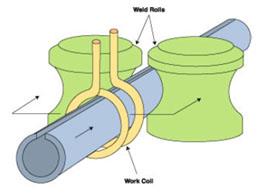
 2017 Published in 5th International Symposium on Innovative Technologies in Engineering and Science 29-30 September 2017 (ISITES2017 Baku - Azerbaijan) İki Farklı Metodla Üretilen Çelik Boru Profillerin
2017 Published in 5th International Symposium on Innovative Technologies in Engineering and Science 29-30 September 2017 (ISITES2017 Baku - Azerbaijan) İki Farklı Metodla Üretilen Çelik Boru Profillerin
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
MAGNEZYUM ve ALAŞIMLARI
 Magnezyum, hafif metal olduğundan (özgül ağırlığı = 1.74) uçak, uydu ve roket sanayinin vazgeçilmez malzemelerinden birisidir. Alaşımlanmamış magnezyum, yumuşaklığından, düşük korozyon ve oksidasyon direncinden
Magnezyum, hafif metal olduğundan (özgül ağırlığı = 1.74) uçak, uydu ve roket sanayinin vazgeçilmez malzemelerinden birisidir. Alaşımlanmamış magnezyum, yumuşaklığından, düşük korozyon ve oksidasyon direncinden
SAC ŞEKİLLENDİRME İŞLEMLERİ
 SAC ŞEKİLLENİRME İŞLEMLERİ Kalınlıkları diğer iki oyutlarına (genişlik ve uzunluk) göre küçük olan nispeten ince aşlangıç parçalarının kesme ve şekillendirme işlemleridir. 6 mm ve altında kalınlığa sahip
SAC ŞEKİLLENİRME İŞLEMLERİ Kalınlıkları diğer iki oyutlarına (genişlik ve uzunluk) göre küçük olan nispeten ince aşlangıç parçalarının kesme ve şekillendirme işlemleridir. 6 mm ve altında kalınlığa sahip
2009 Kasım. www.guven-kutay.ch MUKAVEMET DEĞERLERİ KONU İNDEKSİ 05-8. M. Güven KUTAY
 2009 Kasım MUKAVEMET DEĞERLERİ KONU İNDEKSİ 05-8 M. Güven KUTAY 9. Konu indeksi A Akma mukavemeti...2.5 Akma sınırı...2.6 Akmaya karşı emniyet katsayısı...3.8 Alevle sertleştirme...4.4 Alt sınır gerilmesi...2.13
2009 Kasım MUKAVEMET DEĞERLERİ KONU İNDEKSİ 05-8 M. Güven KUTAY 9. Konu indeksi A Akma mukavemeti...2.5 Akma sınırı...2.6 Akmaya karşı emniyet katsayısı...3.8 Alevle sertleştirme...4.4 Alt sınır gerilmesi...2.13
SAÇ METAL ŞEKİLLENDİRME EUT 231 ÜRETİM YÖNTEMLERİ. Saç Metal ve Levha Ürünler. Saç Metal Şekillendirmenin Tanımı
 SAÇ METAL ŞEKİLLENDİRME EUT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kesme İşlemleri 2. Bükme İşlemleri 3. Çekme 4. Diğer Saç Metal Şekillendirme İşlemleri 5. Saç Metal Şekillendirme
SAÇ METAL ŞEKİLLENDİRME EUT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kesme İşlemleri 2. Bükme İşlemleri 3. Çekme 4. Diğer Saç Metal Şekillendirme İşlemleri 5. Saç Metal Şekillendirme
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
İMAL USULLERİ KÜTLE ŞEKİLLENDİRME METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Plastik Şekil Verme Yöntemlerinin Temel Türleri
 Plastik Şekil Verme Yöntemlerinin Temel Türleri İMAL USULLERİ Plastik Şekil Verme 1 1. Kütle şekillendirme Haddeleme Dövme Ekstrüzyon Tel ve çubuk çekme 2. Saç metal şekillendirme Bükme Derin çekme Kesme
Plastik Şekil Verme Yöntemlerinin Temel Türleri İMAL USULLERİ Plastik Şekil Verme 1 1. Kütle şekillendirme Haddeleme Dövme Ekstrüzyon Tel ve çubuk çekme 2. Saç metal şekillendirme Bükme Derin çekme Kesme
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
YAYLAR. Bu sunu farklı kaynaklardan derlenmiştir.
 YAYLAR Gerek yapıldıktan malzemelerin elastiktik özellikleri ve gerekse şekillerinden dolayı dış etkenler (kuvvet, moment) altında başka makina elemanlarına kıyasla daha büyük bir oranda şekil değişikliğine
YAYLAR Gerek yapıldıktan malzemelerin elastiktik özellikleri ve gerekse şekillerinden dolayı dış etkenler (kuvvet, moment) altında başka makina elemanlarına kıyasla daha büyük bir oranda şekil değişikliğine
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ
 BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş