DALGA LEHĐMLEME PROSESĐ TEMEL EĞĐTĐMĐ. Mayıs 09
|
|
|
- Emin Türkay
- 8 yıl önce
- İzleme sayısı:
Transkript
1 DALGA LEHĐMLEME PROSESĐ TEMEL EĞĐTĐMĐ Mayıs 09

2 ĐÇERĐK LEHĐMLEMEYE GENEL BAKIŞ FLUX GENEL BAKIŞ DALGA LEHĐM PROSESĐ DALGA LEHĐM HATALARI

3 LEHĐMLEMEYE GENEL BAKIŞ
4 Lehimleme Nedir? Genel anlamda; Lehimleme, iki metal yüzeyin erime sıcaklığı görece çok daha düşük başka bir metal (lehim) kullanılarak birleştirilmesidir.
")
5 Lehimleme Nedir? Elektronik sektöründe; Elektronik malzemenin, baskı devre kartına lehim kullanılarak i) mekaniksel ii) elektriksel olarak sabitlenmesidir.
 mekaniksel ii)")
6 Metaller Lehimlenebilir (Base Metals); Bakır Copper (Cu) Bronz Bronze (Cu+Sn) Gümüş Silver (Ag) Pirinç Brass (Cu+Zn) Nikel Nickel (Ni) Altın Gold (Au)
 Nikel Nickel")
7 Metaller Lehimlenmesi çok zor ya da mümkün değil; Alüminyum Aluminum Yüksek alaşımlı paslanmaz çelik High alloy steel Dökme demir Cast iron Titanyum - Titanium

8 Lehim Alaşımlarında Kullanılan Tipik Metaller Kalay Tin (Sn) Kurşun Lead (Pb) Gümüş Silver (Ag) Antimon Antimony (Sb) Bizmut Bismuth (Bi) Bakır Copper (Cu) Đndiyum Indium (In)
 Bakır Copper (Cu)")
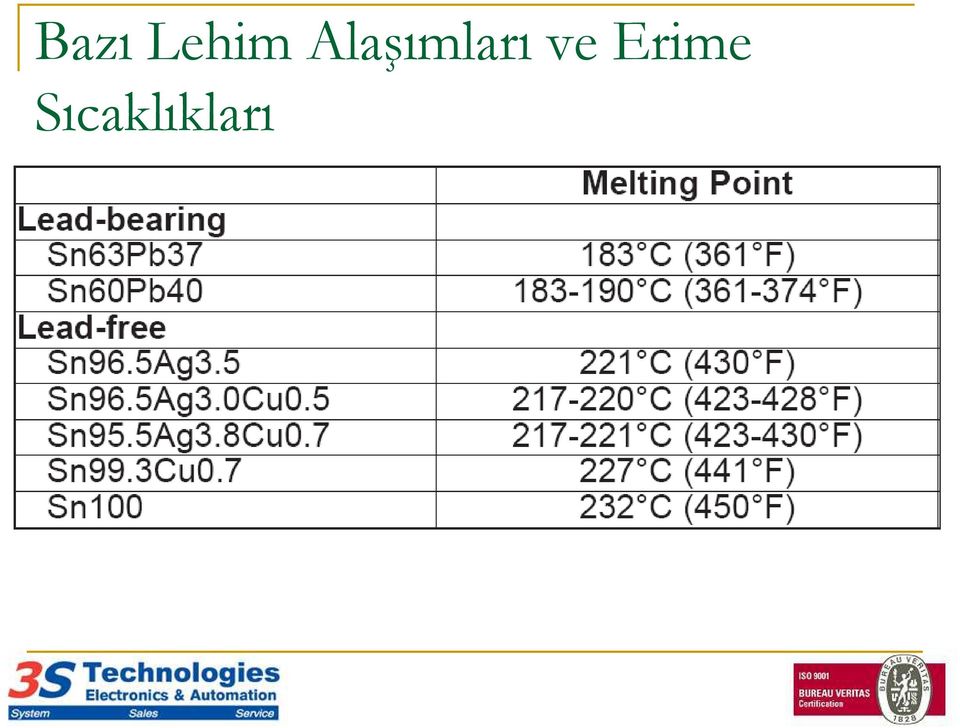
9 Bazı Lehim Alaşımları ve Erime Sıcaklıkları
10 Lehimin Temel Özellikleri (1) Islatma (Wetting): Erimiş haldeki lehim, malzeme bacakları ya da terminallerine ve PCB padlerinin yüzeyine yayılmalıdır.

11 Islatma (Wetting) X X X X
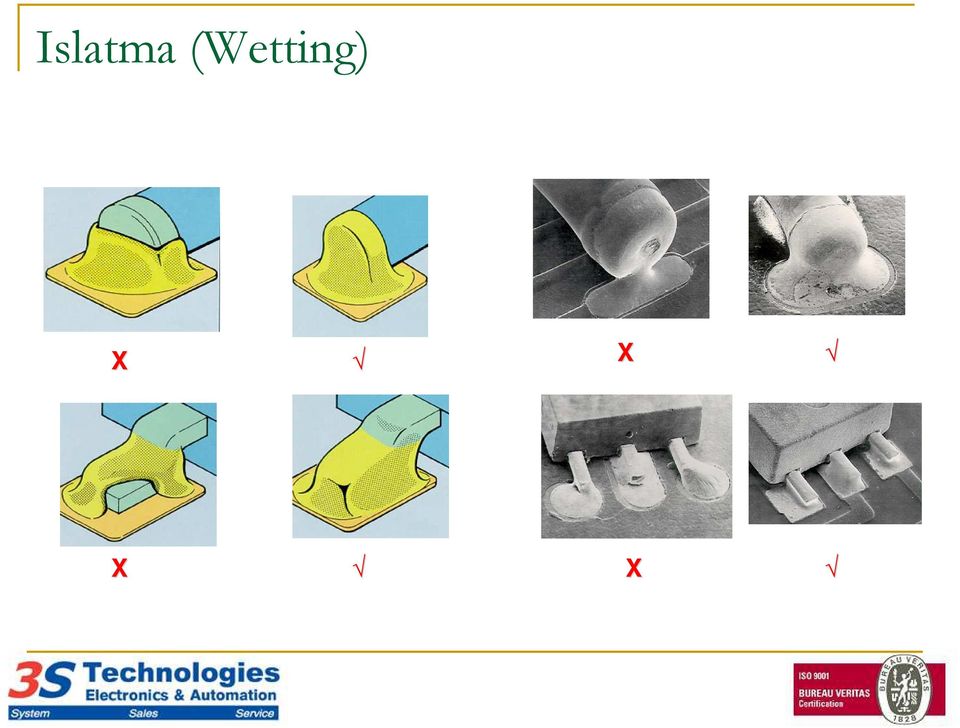
12 Islatma (Wetting) Islatmayı belirleyen faktörler şunlardır: Materyal ve lehimin içeriği Yüzeyin temizliği; oksitler ıslatmayı engeller Sıcaklık; yüksek sıcaklıkta ıslatma daha kolay gerçekleşir Yüzeyde bulunan diğer yardımcı maddeler; Flux

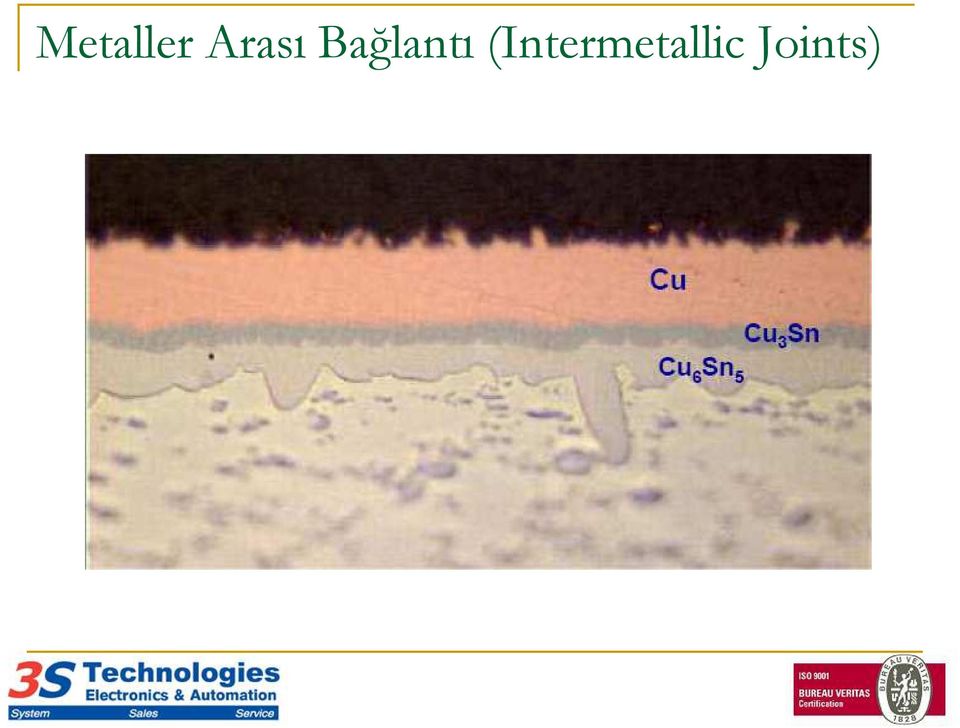
13 Lehimin Temel Özellikleri (2) Metaller Arası Bağlantı (Intermetallic Joints): Katı haldeki lehim elektriği iletmeli ve malzemeyi sağlam bir şekilde tutmalıdır. Bu özellik yeterli sıcaklıkta metal yüzey ve lehim arasında oluşan alaşımla sağlanır. Bakır+Kalay/Kurşun (SnPb) lehim için bu alaşımlar Cu3Sn ve Cu6Sn5 tir.

14 Metaller Arası Bağlantı (Intermetallic Joints)
15 FLUX GENEL BAKIŞ
16 Flux Nedir? Flux, metal yüzeyi lehimleme prosesine hazırlayan sistemdir. Lehimlenebilmeyi arttırır. Ürünün güvenilirliğini arttırır. Lehimleme prosesini geliştirir.

17 Flux ın Đçeriği Flux = Katı Maddeler + Çözücü(ler) Katı maddeler; - Flux ın işlevini belirler. Çözücü(ler); - Aktif maddeleri gerekli yere taşır. - Aktif maddelerin eşit dağılımını sağlar. - Uygulama şekli için gerekli özellikleri sağlar.

18 Flux ın Đçeriği Fluxlar Çözücü(ler) Katı maddeler Taşıyıcılar Aktif maddeler -Islatmayı Hızlandırır -Oksitlenmeyi engeller Yardımcı Maddeler -Oksit çözücüler ve önleyiciler -Yağ çözücüler -Isı düzenleyiciler -Đncelticiler -Diğer

19 Temel Flux Çeşitleri Aktif madde içeriğine göre; Đnorganik asit; Organik asit; Rosin (Reçine);

20 Temel Flux Çeşitleri Dalga Lehim Fluxları Alkol Bazlı Su Bazlı (VOC-Free) Reçine içeren Reçine içermeyen Reçine içeren Reçine içermeyen No-Clean No-Clean Water Soluble No-Clean No-Clean Water Soluble

21 No-Clean Nedir? Bir NO CLEAN lehimleme malzemesinin, - lehim teli, krem lehim veya sıvı flux, normal koşullar altında ürünün güvenilirliğini ve kullanım ömrünü etkilememesi gerekir. Lehimlemeden sonra temizleme işlemi gerektirmez. Normal koşullar altında tüketici elektroniği sektöründe kullanılan genel amaçlı fluxlar NO CLEAN dır.
22 Water Soluble Nedir? Aktivasyon seviyesi orta yada yüksek olan (Organik veya Đnorganik Acid) ve aşındırıcı özelliğe sahip artıkları su ile çözülebilen fluxlardır.
23 VOC Free Nedir? VOC (Volatile Organic Compounds) uçucu organik bileşiklerdir. Bu çözeltiler normal kullanım sırasında buharlaşıp havaya karışarak küresel ısınmayı arttırıcı etki yapar. Alkoller, eterler, alkanlar gibi hidrokarbonların çoğu VOC olarak nitelendirilir. Su bir VOC değildir. Su bazlı fluxlarda VOC Free olarak tanımlanır.
24 Dalga Lehim Prosesi
25 Dalga Lehimleme Nedir? PCB üzerine dizili bacaklı yada SMD elektronik malzemelerin çabuk ve güvenli şekilde lehimlemesine imkan veren bir lehimleme prosesidir. Bu lehimleme prosesi, malzeme dizili kartların bir veya iki lehim dalgası üzerinden geçirilmesiyle gerçekleştirilir.
26 Dalga Lehim Prosesi Aşamaları Tasarım Flux Uygulama Isı Profili Ön ısıtma Lehim Potası Soğutma
27 Dalga Lehim Prosesi - Tasarım PCB malzemesi; Lehimleme prosesi sıcaklılarına dayanıklı olmalıdır. Lehim maskesi; PCB lehim tutmayan bir malzeme ile kaplanmalıdır. Malzeme paket tipi; Kullandığınız lehim tipine Lehimleme prosesi süresi ve sıcaklığına, uygun olmalıdır.
28 Dalga Lehim Prosesi - Tasarım Pad aralıkları; lehimleme sırasında birbirine ardışık padler arasında kısa devre oluşmaması için gerekli olan aralık bırakılmalıdır. Lehimin akış yönünde köprü oluşması daha kolaydır.
29 Dalga Lehim Prosesi - Tasarım Gölge etkisi; malzemenin gövdesinin lehimin malzemenin arka tarafındaki padlerine ulaşmasını engellemesidir.
30 Dalga Lehim Prosesi Flux Uygulama Flux PCB nin yüzeyine; istenilen miktarda, homojen olarak, uygulanabilmelidir.
31 Dalga Lehim Prosesi Flux Uygulama Yaygın olarak kullanılan Flux Uygulama Yöntemleri; Köpük flux (Foam Fluxer) Sprey flux (Spray Fluxer)
32 Dalga Lehim Prosesi Flux Uygulama Köpük flux yöntemi (Foam Fluxer); PCB, yüzeyine ve deliklerin içine flux ulaşmasını sağlayan bir köpük bloğunun üzerinden geçirilir.
33 Dalga Lehim Prosesi Flux Uygulama Sprey flux yöntemi (Spray Fluxer); flux PCB yüzeyine ve deliklerin içine homojen olarak püskürtülür.
34 Dalga Lehim Prosesi Isı Profili
35 Dalga Lehim Prosesi Ön Isıtıcılar Ön ısıtıcılar; PCB yi ve malzemeleri ısıtarak termal şoku önler. Flux çözücülerini kurutur. Flux aktivasyonunu başlatır. Lehimin ilk temastan itibaren karta yayılmasını kolaylaştırır.
36 Dalga Lehim Prosesi Lehim Potası Lehimlemenin gerçekleştiği yer olan potadaki lehim ile ilgili parametreler şunlardır; Lehim akış hızı Temas süresi Lehim sıcaklığı Dalga geometrisi Cüruf
37 Dalga Lehim Prosesi Lehim Potası Çip Dalga; karta ilk temas eden çalkantılı ve yüksek enerjili dalga tipidir. Özellikle SMD malzemelerin bulunduğu ve ana dalganın tüm yüzeye yayılmasının zor olduğu yoğun kartlarda tüm yüzeyin ıslatılması için kullanılır.
38 Dalga Lehim Prosesi Lehim Potası Ana Dalga; asıl lehimlemenin gerçekleştiği düzgün yüzeyli dalgadır. Sıvı haldeki lehim bir nozzle içerisinden yukarıya doğru pompalanır ve nozzle ın iki yanından dökülür.
39 Dalga Lehim Prosesi Lehim Potası Ana Dalga Parametreleri; Dalganın yüksekliği; lehim pompa motoru ve pota yükseklik ayarıyla kontrol edilebilir. Lehimin yüksekliği PCB kalınlığının 1/2 sine kadar ulaşmalıdır. Kartın açısı; lehimin karttan ayrılması için gereklidir. Ana dalga şekline göre 4-9 arasında değişebilir. Küçük açılar daha dolgun lehim noktaları sağlarken açının aşırı artması eğik lehimlenmeye neden olabilir. Açı temas süresini de değiştiren bir faktördür.
40 Dalga Lehim Prosesi Lehim Potası Ana Dalga Parametreleri; Kartın dalgaya değme ve ayrılma noktaları Lehimin hızlı aktığı noktadan dalgaya temas etmeli. Kartın hızı ile lehimin akış hızının birbirine eşit yada lehimin biraz daha hızlı olduğu, noktadan ayrılmalıdır.
41 Dalga Lehim Prosesi Lehim Potası Ana Dalga Parametreleri; Dalga geometrisini değiştiren levha ayarları; kartın lehimden ayrılma noktasını ve lehim akış hızını belirlemede etkilidir.
42 Dalga Lehim Prosesi Soğutma
43 Dalga Lehim Hataları
44 Đyi Lehim Noktasının Özellikleri Malzeme terminalinin tümünü ıslatmış, Tüm kenarlarda simetrik, Kartla yaklaşık 45 açıya sahip, Bacaklı malzemeler için kartın üzerindeki delikleri üst yüzey seviyesine kadar doldurmuş, Çip malzemeler için terminalin %75 ine kadar yükselmiş, Lehim yapısı homojen, boşluk ve delik içermeyen,
45 Đyi Lehim Noktasının Özellikleri - Örnekler
46 Lehim Köprüsü Bridge Lehim köprüleri malzeme bacak aralıklarının giderek küçülmesiyle artan bir problem haline gelmiştir. Geçmişte bacak aralıkları 0,050 iken günümüzde bacak aralıklı malzemeler yaygın olarak kullanılmaktadır. Lehim köprüleri, lehim katılaşırken iki yada daha fazla bacaktan ayrılmaması sonucu oluşur. Daha etkili bir flux kullanmak yada kullanılan flux ın miktarını arttırmak köprüleri azaltmada etkili olabilir. Bacak boyunun ve pad boyutlarının küçültülmesi kart üzerinde tutulan lehim miktarını azaltacaktır. Bunun yanında alternatif padlerin çıkışa paralel kenarlarının uzatılması gerçek ayrılma mesafesini arttırır ve köprü oranını düşürür.
47 Lehim Köprüsü Bridge malzeme bacak aralığı altındaki malzemelerin dalga lehim için yeni dizaynlarda kullanılmasından kaçınılmalıdır. Bunun uygulanması mümkündür fakat daha çok makine ve mühendis çabası gerektirir malzeme bacak aralığı ulaşılabilir, problemlidir ve tamir için daha çok eleman gerektirir. Örnekte görülen pinlerin üst kısmında oluşmuş köprü flux miktarı arttırılarak iyileştirilebilir. Bu özellikle yanlış ön ısıtma ve dalga temas süresinin kısalığından kaynaklanır. Malzemenin termal etkisi lehimi soğutma yönündedir, bu lehimin ayrılmasını yavaşlatır. Bu nedenle bacakların malzemeye yakın üst kısımlarında ıslatma azdır ve köprü oluşur.
48 Gaz Çıkış Deliği Pin/Blow Hole Bu problemi gidermenin tek yolu PCB kalitesini delik içinde 25um bakır kaplama yapabilecek şekilde iyileştirmektir. Kartı fırınlayıp içindeki suyu atmasını sağlamakta bir yöntem olarak kullanılmaktadır.
49 Pad Kirlenmesi Pad Contamination Resimde lehim noktaları iyi görünmekle birlikte padler üzerindeki lehim maskesi lehim hacmini azaltmıştır. Lehim maskesinin kadar padlerin boyutundan daha büyük olması gerekmektedir. Bu boşluk kartın üretilmesi sırasında oluşabilecek hataları tolare etmek için gereklidir. Örneğimizde lehim maskesinin boyutunun padinkinden daha küçük olduğu görülmektedir. Dalga lehimleme sırasında bu kötü bir görünüme neden olmakla birlikte, lehimin güvenilirliği açısından herhangi bir probleme neden olmaz. Daraltılmış lehim maskeleri lehim köprülerini gidermek amacıyla da kullanılmışlardır. Her zaman dalga lehim problemlerini parametreleri değiştirerek çözmek mümkün olmayabilir.
50 Lehim Bayrakları Solder Flugs Bazı durumlarda çıkıntıların nedeni sıcaklık problemleri de olabilir ve basitçe lehim temas süresi uzatılarak yada ön ısıtma arttırılarak giderilebilir. Büyük kütleye sahip bir malzeme de diğer malzemelerle aynı boyutlarda bacaklara sahip olabilir ve ön ısıtma sırasında malzemenin termal yükü nedeniyle bacaklar yeterli ısıyı alamayabilir. Bu bacaklar lehim dalgasından ayrılırken de daha hızlı soğurlar ve daha hızlı çıkıntı ve köprü oluşturabilirler. Örnekteki lehim bayrakları muhtemelen kartın diğer kesimlerinde de görülebilen kararsız flux uygulamasının sonucudur. Bacakların uzunluğu 1.5-2mm den büyük aşırı uzunluktadır. Köprüler aynı zamanda bacakların lehimi dalganın oksitlenmiş bir kısmından çıkması sonucu da oluşabillir.
51 Tamamlanmamış Lehim Noktası Incomplete Solder Joint Tamamlanmamış lehim dolguları genellikle tek taraflı kartlarda görülür. Örnekte lehimlenmeyi zorlaştıran delik bacak oranının yüksekliği görülmektedir. Aynı zamanda padin uçlarında reçine yapışmıştır. Bu dizayn için bile konveyör açısı 6 den 4 ye düşürülerek proses iyileştirilebilir. Bu lehimin ayrılmasını azaltacaktır fakat köprü olasılığını arttırır. Lehim sıcaklığının düşürmek de problemi gidermek için kullanılabilir. Normalde delik bacak oranı; bacak çapı tir.
52 Kalkmış Malzeme Lifted Component Örnekte malzeme bacaklarının farklı termal ihtiyaçlarından dolayı kalkmıştır. Kartın dalga temas süresi uzatılarak bu problem giderilebilir. Ana dalga için bazı plakalar ayarlanarak kontak zamanını arttırmak mümkündür. Tüm konveyörün hızını düşürmek gerekmez.
53 Eksik Delik Dolgusu Poor Hole Fill Örnekte lehim delik boyunca tam dolgu sağlayamamıştır. Bu ön ısıtma sıcaklığının çok düşük ayarlanmasından ya da yetersiz flux uygulamasından kaynaklanabilir. Her iki durumda da problemin çözümü için proses parametreleri kontrol edilmelidir.
54 Eksik Lehimleme Noktası Solder Skip Yüzey montaj malzemelerinin lehim tarafından ıslatılamaması sonucu eksik lehimleme noktaları oluşur. Problemi incelerken öncelikle malzeme terminali yada padin üzerinde taze lehim izi olup olmadığı kontrol edilmelidir. Genellikle lehimin varlığı yada yokluğu problem hakkında fikir verecektir. Eksik lehimin en yaygın sebepleri; yanlış çip dalgası yüksekliği, kart yüzeyi altından flux gazı çıkışı veya maske kalınlığının aşırı oluşudur. Maske dışındaki problemler proses parametreleriyle rahatlıkla çözülürken, lehim maskesi için PCB spesifikasyonları gözden geçirilmelidir. Örnekte yapıştırıcının pad yüzeyini kirletmektedir. Görülebilir bir katman olmamasına rağmen bazı yapıştırıcılar ısıl işlem sırasında şeffaf bir film sızdırırlar.
55 Lehim Topları Solder Ball Lehim toplarının oluşma sebepleri çok fazla olmakla birlikte, her zaman PCB nin alt yüzünde bulunurlar. Sebepten bağımsız olarak, eğer lehim topları lehim maskesine yapışmıyor ise problem büyük ölçüde çözülmüş demektir. Bir kart dizaynını kararlı yapmanın en iyi yolu iyi bir lehim maskesi seçmektir. Örneğimizde lehim topları rasgele olarak yayılmıştır ve lehim dalgası sıçraması sonucu gibi görülmektedir. Bu flux içinde hala uçucu maddeler kalmasından ya da dalgadan ayrılma yüksekliğinden kaynaklanıyor da olabilir.
56 Lehim Ağı Solder Webbing Lehim ağı oluşmasındaki diğer nedenler, yetersiz flux uygulaması, çok uzun lehim temas süresi, yanlış flux seçimi olabilir. Bazı flux ve maske malzemelerinin birbiriyle etkileşime girdiği ve maskenin zarar gördüğü tespit edilmiştir. Diğer bir neden lehim dalgası ayarları olabilir. Dalga kart ile temasa girdiğinde üzerinde bulunan ince oksit tabakası ile PCB nin tabanı temas etmeyecek şekilde ayarlanmalıdır. Dalganın bakımı iyi yapılmadığı durumlarda da lehim ile birlikte pompalanan oksit veya cüruf tabana yapışabilir.
57 Sonuç: Dalga Lehim Hatası Etkenleri Kart / Malzeme Dizaynı Kart ve Malzemenin Lehimlenebilirliği Flux Seçimi Flux Uygulaması ve Kontrolü Lehim Alaşımı Kullanılan Ekipman Proses Koşulları Kullanılan Ekipmanların Kontrolü ve Bakımı
58 DĐKKAT: Problemi gidermeye çalışırken şüphelendiğiniz nedenlerden her denemenizde sadece bir tanesini değiştiriniz!!!
59 Lehimleme Kendiliğinden Olmaz!!! Teşekkürler
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
PCB(Printed Circuit Board) Hazırlayan: Recep ELMAS Metin EVİN
 Hazırlayan: Recep ELMAS Metin EVİN") PCB(Printed Circuit Board) Hazırlayan: Recep ELMAS Metin EVİN PCB(BASKI DEVRE) l Printed Circuit Board, elektronik komponentlerin üzerine monte edildiği plakaya verilen isimdir. Ø Baskılı devre (PCB) hemen
PCB(Printed Circuit Board) Hazırlayan: Recep ELMAS Metin EVİN PCB(BASKI DEVRE) l Printed Circuit Board, elektronik komponentlerin üzerine monte edildiği plakaya verilen isimdir. Ø Baskılı devre (PCB) hemen
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
Askılar, Raflar ve Konveyörler
 Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Kimyasal Metalürji (II) (MET312)
 (MET312)") KARADENİZ TEKNİK ÜNİVERSİTESİ Metalürji ve Malzeme Mühendisliği Bölümü Kimyasal Metalürji (II) (MET312) Dersin Sorumlusu: Yrd. Doç. Dr. Saeid Pournaderi 2016 2017 Eğitim Yılı Bahar Dönemi Flaş-Fırın Mat
KARADENİZ TEKNİK ÜNİVERSİTESİ Metalürji ve Malzeme Mühendisliği Bölümü Kimyasal Metalürji (II) (MET312) Dersin Sorumlusu: Yrd. Doç. Dr. Saeid Pournaderi 2016 2017 Eğitim Yılı Bahar Dönemi Flaş-Fırın Mat
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi. Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa
 Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Alüminyum Elmas Uçlar
 - Nr. 226-1/2011-TR JD TAKIM MAKINA TIC.LTD.STI. -AL -ALX Alüminyum Elmas Uçlar Nesil Özellikler çeşitli kullanımlar için iki geometri parlak uygulamalar daha az kesim şiddeti dayanıklı kesme kenarı yeni
- Nr. 226-1/2011-TR JD TAKIM MAKINA TIC.LTD.STI. -AL -ALX Alüminyum Elmas Uçlar Nesil Özellikler çeşitli kullanımlar için iki geometri parlak uygulamalar daha az kesim şiddeti dayanıklı kesme kenarı yeni
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Lehim pastası ve temizlilik güvenilirliği
 Lehim pastası ve temizlilik güvenilirliği Kurşunsuz lehim uygulaması ile elektro kimyasal taşınma(electro-chemical migration (ECM) ne olacak? Yeni kaplama malzemeleri Yeni bağlantı malzemeleri Yeni flux
Lehim pastası ve temizlilik güvenilirliği Kurşunsuz lehim uygulaması ile elektro kimyasal taşınma(electro-chemical migration (ECM) ne olacak? Yeni kaplama malzemeleri Yeni bağlantı malzemeleri Yeni flux
Bacaklı malzemelerin otomatik hatlarda seri ve hatasız dizgisi (Jumper-wire, aksiyel ve radyal)
") Baskı Devre Kart Dizgisi Bacaklı malzemelerin otomatik hatlarda seri ve hatasız dizgisi (Jumper-wire, aksiyel ve radyal) SMD Malzemelerin Dizgisi (1005 (0402) malzemelerden 0.3mm hassas entegreler, konnektörler
Baskı Devre Kart Dizgisi Bacaklı malzemelerin otomatik hatlarda seri ve hatasız dizgisi (Jumper-wire, aksiyel ve radyal) SMD Malzemelerin Dizgisi (1005 (0402) malzemelerden 0.3mm hassas entegreler, konnektörler
SF-01. NO-CLEAN, VOC FREE SOLDERFLUX Temizleme Gerektirmeyen, VOC (Uçucu Organik Bileşenler) İçermeyen Su Bazlı Lehimleme Fluksı
 İçermeyen Su Bazlı Lehimleme Fluksı") SF-01 NO-CLEAN, VOC FREE SOLDERFLUX Temizleme Gerektirmeyen, VOC (Uçucu Organik Bileşenler) İçermeyen Su Bazlı Lehimleme Fluksı ÜRÜN TEKNİK BİLGİLERİ ÜRÜN GÜVENLİK BİLGİLERİ ÜRÜN VE ÜRETİCİ FİRMA BİLGİLERİ
SF-01 NO-CLEAN, VOC FREE SOLDERFLUX Temizleme Gerektirmeyen, VOC (Uçucu Organik Bileşenler) İçermeyen Su Bazlı Lehimleme Fluksı ÜRÜN TEKNİK BİLGİLERİ ÜRÜN GÜVENLİK BİLGİLERİ ÜRÜN VE ÜRETİCİ FİRMA BİLGİLERİ
TİP GENİŞLİK (mm) Güç (W/m²) Uzunluk (m) Toplam Güç Toplam Aktif. (W) Eset 60-1,5/50
 Güç (W/m²) Uzunluk (m) Toplam Güç Toplam Aktif. (W) Eset 60-1,5/50") ECOFILM Isıtma Folyoları En yeni teknolojilerden yararlanılarak üretilen Ecofilm ısıtma folyoları, özellikle büyük yüzeylerin ısıtılmasında kullanılıyor. Bu ısıtma sistemleri; grafit kaplamalı polyester
ECOFILM Isıtma Folyoları En yeni teknolojilerden yararlanılarak üretilen Ecofilm ısıtma folyoları, özellikle büyük yüzeylerin ısıtılmasında kullanılıyor. Bu ısıtma sistemleri; grafit kaplamalı polyester
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Gizli Tavan Tipi Fancoil
 Gizli Tavan i Fancoil Fancoil Arçelik Fancoil üniteleri, ortamı ısıtma ve soğutma amaçlı kullanılabilme özelliğiyle, değişken mevsim sıcaklıklarına en verimli şekilde uyum sağlayarak kullanıcılara konforlu
Gizli Tavan i Fancoil Fancoil Arçelik Fancoil üniteleri, ortamı ısıtma ve soğutma amaçlı kullanılabilme özelliğiyle, değişken mevsim sıcaklıklarına en verimli şekilde uyum sağlayarak kullanıcılara konforlu
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Double Mill DM4 JD TAKIM MAKINA TIC.LTD.STI. YENİ NESİL FREZE. Nr. 194/2013-TR MK 2015 MP 6025
 Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/6 AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3252 H SUNKROM sert krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı sistemlere
SAYFA NO: 1/6 AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3252 H SUNKROM sert krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı sistemlere
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
DİLATASYON DERZİ. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 DİLATASYON DERZİ Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi DİLATASYON DERZİ Yapının kendi ağırlığından ya da oturduğu zeminden
DİLATASYON DERZİ Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi DİLATASYON DERZİ Yapının kendi ağırlığından ya da oturduğu zeminden
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
BIRAKIN KUTUP AYILARI RAHAT UYUSUN
 POLAR İZOLASYON ISI İZOLASYONU TANITIM BROŞÜRÜ İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt
POLAR İZOLASYON ISI İZOLASYONU TANITIM BROŞÜRÜ İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt
Asma tavan uygulamalarında levhaları yerine sabitlemek için kilitli sistemlerin tercih edilmesi tavsiye olunur.
 Decoser CTP Duvar ve Tavan Kaplama Levharı Montaj Detayları Decoser levhalar sadece sert duvar yüzeylerine kaplanmalıdır ( ahşap, alçı levhalar, ince sıva vs ). Duvar yüzeyleri temiz, düz, kuru ve düzgün
Decoser CTP Duvar ve Tavan Kaplama Levharı Montaj Detayları Decoser levhalar sadece sert duvar yüzeylerine kaplanmalıdır ( ahşap, alçı levhalar, ince sıva vs ). Duvar yüzeyleri temiz, düz, kuru ve düzgün
AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
Selefon. kazanır. Kısaca ürünlerin üzerine uygulanan çok ince plastik. Termal selefon ve tutkallı selefon olmak üzere iki tiptir.
 Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
DYMET METAL&KAYNAK TEKNOLOJİLERİ SAN.TİC.LTD.STİ. DYMET. Read the advantages SOĞUK KAYNAK TEKNOLOJİSİ
 DYMET New DYMET METAL&KAYNAK TEKNOLOJİLERİ SAN.TİC.LTD.STİ. SOĞUK KAYNAK TEKNOLOJİSİ Read the advantages DYMET DYMET SOĞUK KAYNAK TEKNOLOJİSİNİN AVANTAJLARI Soğuk Sprey Teknolojisi ile mükemmel Kaynak
DYMET New DYMET METAL&KAYNAK TEKNOLOJİLERİ SAN.TİC.LTD.STİ. SOĞUK KAYNAK TEKNOLOJİSİ Read the advantages DYMET DYMET SOĞUK KAYNAK TEKNOLOJİSİNİN AVANTAJLARI Soğuk Sprey Teknolojisi ile mükemmel Kaynak
CAM KALDIRMA VE TAŞIMA ALETLERİ
 CAM KALDIRMA VE TAŞIMA ALETLERİ HASAL Vakumlu taşıyıcıları Basit ve güçlü tasarımları ile en yüksek güvenliği sağlarlar. Bir yüzeye yapışabilmek için, Vantuzlar vakum gücünü (negatif atmosferik) kullanırlar.
CAM KALDIRMA VE TAŞIMA ALETLERİ HASAL Vakumlu taşıyıcıları Basit ve güçlü tasarımları ile en yüksek güvenliği sağlarlar. Bir yüzeye yapışabilmek için, Vantuzlar vakum gücünü (negatif atmosferik) kullanırlar.
Enerji verimliliği yüksek ve ekonomik. Döküm ve Transfer Potalarının Ön Isıtmasında Alevsiz Isıtma Çözümleri. Dökümhaneler için Isıtma Çözümleri
 Enerji verimliliği yüksek ve ekonomik Döküm ve Transfer Potalarının Ön Isıtmasında Alevsiz Isıtma Çözümleri Dökümhaneler için Isıtma Çözümleri Dökümhaneler için Isıtma Çözümleri Homojen Isı Dağılımı ve
Enerji verimliliği yüksek ve ekonomik Döküm ve Transfer Potalarının Ön Isıtmasında Alevsiz Isıtma Çözümleri Dökümhaneler için Isıtma Çözümleri Dökümhaneler için Isıtma Çözümleri Homojen Isı Dağılımı ve
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BIRAKIN KUTUP AYILARI RAHAT UYUSUN
 02.06.2009 Sayfa 1 / 11 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
02.06.2009 Sayfa 1 / 11 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Metal yüzeyinde farklı korozyon türleri
 Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
Tek bir sistemle ısı, yangın ve ses yalıtımı nasıl sağlanır?
 Problem / Çözüm Önerileri Tek bir sistemle ısı, yangın ve ses yalıtımı nasıl sağlanır? Yapıların tipine ve kullanım amacına göre ısı yalıtımı kadar, yangın ve ses yalıtımı da önem taşır. Özellikle, Yüksek
Problem / Çözüm Önerileri Tek bir sistemle ısı, yangın ve ses yalıtımı nasıl sağlanır? Yapıların tipine ve kullanım amacına göre ısı yalıtımı kadar, yangın ve ses yalıtımı da önem taşır. Özellikle, Yüksek
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
PARÇALARI ORİJİNAL CUMMINS BİR FARK VAR. Daha Yaygın & Daha İyi Parçalar.
 Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI
 SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ
 SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ Sedna Aire, sizlere SolarCool İklimlendirme Sistemini sunmaktan gurur duymaktadır. İki aşamalı bir split ya da paket iklimlendirme sistemine entegre edilmiş, tescilli
SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ Sedna Aire, sizlere SolarCool İklimlendirme Sistemini sunmaktan gurur duymaktadır. İki aşamalı bir split ya da paket iklimlendirme sistemine entegre edilmiş, tescilli
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
BRIDGELUX LEDLER ÜZERİNDEKİ TERMAL ETKİ VE UYGUN SOĞUTUCU SEÇİMİ
 BRIDGELUX LEDLER ÜZERİNDEKİ TERMAL ETKİ VE UYGUN SOĞUTUCU SEÇİMİ LED lere gerilim uygulandığında yarıiletken malzemenin üzerinden bir akım geçmektedir. Bu akımın etkisi ile LED üzerinde ısınma meydana
BRIDGELUX LEDLER ÜZERİNDEKİ TERMAL ETKİ VE UYGUN SOĞUTUCU SEÇİMİ LED lere gerilim uygulandığında yarıiletken malzemenin üzerinden bir akım geçmektedir. Bu akımın etkisi ile LED üzerinde ısınma meydana
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
KOROZYONDAN KORUNMA YÖNTEMLERİ
 KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97
 ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 27 2720 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 27 2720.1 DEĞERLİ METALLERİN ÜRETİMİ 27 2720.1.01 Gümüş (işlenmemiş, yarı işlenmiş
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 27 2720 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 27 2720.1 DEĞERLİ METALLERİN ÜRETİMİ 27 2720.1.01 Gümüş (işlenmemiş, yarı işlenmiş
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Geleneksel anlamda korozyon metal ve alaşımlarının çevreleri ile kimyasal ve elektrokimyasal reaksiyonları sonucu bozulmalarını tanımlamak
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Geleneksel anlamda korozyon metal ve alaşımlarının çevreleri ile kimyasal ve elektrokimyasal reaksiyonları sonucu bozulmalarını tanımlamak
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
KAMARA FIRINLAR. PLF Serisi MoS Serisi PAS Serisi Asfalt Fırını Serisi
 KAMARA FIRINLAR PLF Serisi MoS Serisi PAS Serisi Asfalt Fırını Serisi Kamara Fırınlar PLF Serisi PLF 160/30 PLF serisi uzun yıllardır güvenilir bir şekilde profesyonel kamara fırını olarak labaratuvarlarda
KAMARA FIRINLAR PLF Serisi MoS Serisi PAS Serisi Asfalt Fırını Serisi Kamara Fırınlar PLF Serisi PLF 160/30 PLF serisi uzun yıllardır güvenilir bir şekilde profesyonel kamara fırını olarak labaratuvarlarda
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
BACALAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 BACALAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi BACALAR Yapılarda, kirli havayı dışarı atma, binaya temiz hava temin etme,
BACALAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi BACALAR Yapılarda, kirli havayı dışarı atma, binaya temiz hava temin etme,
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO ÜRÜN TANIMLAMASI
 ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 20 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 20.1 DEĞERLİ METALLERİN ÜRETİMİ 20.1.01 Gümüş (işlenmemiş, yarı işlenmiş veya toz
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 20 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 20.1 DEĞERLİ METALLERİN ÜRETİMİ 20.1.01 Gümüş (işlenmemiş, yarı işlenmiş veya toz
Elektrikli Devrilir Tavalar
 Electrolux THERMALINE otel, işyeri mutfakları, hastane, merkezi mutfaklar ve havaalanı inflight mutfaklarının ağır iş gereksinimleri için tasarlanmıştır. Ekipman serisi geniş seçenekler sunar; tek tek
Electrolux THERMALINE otel, işyeri mutfakları, hastane, merkezi mutfaklar ve havaalanı inflight mutfaklarının ağır iş gereksinimleri için tasarlanmıştır. Ekipman serisi geniş seçenekler sunar; tek tek
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Birimler. 0-315 C 16,6 µm/mk. 0-538 C 17,2 µm/mk. 0-700 C 18,3 µm/mk. 0-1000 C 19,5 µm/mk
 Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
CLIP-IN TAVAN MONTAJ TALİMATNAMESİ
 CLIP-IN TAVAN MONTAJ TALİMATNAMESİ I. Clip-In Sistem Profil ve Aksesuarları I. Montaj Öncesi ve Esnasında Dikkat Edilmesi Gereken Hususlar 1. Uygulama yapılacak mekanın boş ve temiz olması gereklidir.
CLIP-IN TAVAN MONTAJ TALİMATNAMESİ I. Clip-In Sistem Profil ve Aksesuarları I. Montaj Öncesi ve Esnasında Dikkat Edilmesi Gereken Hususlar 1. Uygulama yapılacak mekanın boş ve temiz olması gereklidir.
Sürekli ve Parça Daldırma Galvanizleme. Teknolojik Karşılaştırma
 Sürekli ve Parça Daldırma Galvanizleme Teknolojik Karşılaştırma İçerik İşlem Teknolojisi Kaplama Yapısı Ürün Özellikleri Müşteri Faydaları Technical sales document valid from 17.12.12.2013 JO & HS 2 İşlem
Sürekli ve Parça Daldırma Galvanizleme Teknolojik Karşılaştırma İçerik İşlem Teknolojisi Kaplama Yapısı Ürün Özellikleri Müşteri Faydaları Technical sales document valid from 17.12.12.2013 JO & HS 2 İşlem
BASKI DEVRE. Tasarımının İncelikleri. Prof. Dr. AVNİ MORGÜL
 BASKI DEVRE Tasarımının İncelikleri Prof. Dr. AVNİ MORGÜL ELEKTRONİK TASARIMIN AŞAMALARI Devre Şemasını Bul veya Tasarla Kullanılacak Elemanları ve Teknolojiyi Seç Elemanları satın al Eğer bacaklı (Radyal,
BASKI DEVRE Tasarımının İncelikleri Prof. Dr. AVNİ MORGÜL ELEKTRONİK TASARIMIN AŞAMALARI Devre Şemasını Bul veya Tasarla Kullanılacak Elemanları ve Teknolojiyi Seç Elemanları satın al Eğer bacaklı (Radyal,
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
EK VI KAPİLER YÜKSELMESİNİN HESAPLARI
 EK VI KAPİLER YÜKSELMESİNİN HESAPLARI Sert lehimlenmiş birleştirmelerin tasarımlarında, kesin olarak saptanmış birleştirme koşulları altında ilave metalin, sert lehimleme aralığına bağlı olarak tutacağı
EK VI KAPİLER YÜKSELMESİNİN HESAPLARI Sert lehimlenmiş birleştirmelerin tasarımlarında, kesin olarak saptanmış birleştirme koşulları altında ilave metalin, sert lehimleme aralığına bağlı olarak tutacağı
ISI TRANSFERİ LABORATUARI-1
 ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
7-530, 7-531, 7-532, , 7-535, 7-536, 7-537
 570 TEKNİK BÜLTEN ÜRÜN TANIMI 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DIRECT SONKAT Selemix Direct, yüzeylere dogrudan uygulanabilen, PU 2K teknolojisine sahip poliüretan bazlı bir üründür.
570 TEKNİK BÜLTEN ÜRÜN TANIMI 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DIRECT SONKAT Selemix Direct, yüzeylere dogrudan uygulanabilen, PU 2K teknolojisine sahip poliüretan bazlı bir üründür.
HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER
 HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER ABOUT US HAKKIMIZDA For over 33 years, Ağır Haddecilik Inc. one of the leading companies in its sector and now it continues to serve the iron and steel
HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER ABOUT US HAKKIMIZDA For over 33 years, Ağır Haddecilik Inc. one of the leading companies in its sector and now it continues to serve the iron and steel
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014 ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI DÖKME DEMİR ELEKTRODLARI ALÜMİNYUM ELEKTRODLAR
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014 ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI DÖKME DEMİR ELEKTRODLARI ALÜMİNYUM ELEKTRODLAR