MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
|
|
|
- Batur Gökbakar
- 8 yıl önce
- İzleme sayısı:
Transkript
1 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA

2 Kaynak dikişinin arzulanan özelliklerde gerçekleşmesi ve kaynak işleminin düzgün ve kolay bir şekilde yapılabilmesi için kaynak parametrelerinin seçimi çok önemlidir. KAYNAK PARAMETRELER KAYNAK ÖNCESİ SAPTANAN PARAMETRELER 1- Elektrot Çapı 2- Koruyucu Gaz Türü BİRİNCİ DERECEDE AYARLANABİLİR PARAMETRELER 3- Kaynak Akımı 4- Kaynak Gerilimi (Ark Boyu) 5- Kaynak Hızı İKİNCİ DERECEDE AYARLANABİLİR PARAMETRELER 6-Serbest Kaynak Teli Uzunluğu 7- Torç Açısı 8-Torç Hareketleri 2
 5- Kaynak Hızı İKİNCİ DERECEDE AYARLANABİLİR")
3 KAYNAK TELİ ÇAPININ SEÇİMİNDE DİKKATE ALINMASI GEREKLİ FAKTÖRLER: 1- Birleştirilecek levhaların kalınlığı 2- Kaynak dikişinden istenilen nüfuziyeti 3- Ergime gücü 4- Arzu edilen kaynak dikiş profil şekli 5- Kaynak pozisyonu 6- Kaynak telinin fiyatı 3

4 Büyük çaplı kaynak telleri yüksek akım değerlerinde kullanıldıkları için - daha yüksek ergime gücüne sahiptirler. - daha derin nüfuziyetli kaynak dikişleri sağlarlar. Birleştirilecek levha kalınlığı arttıkça kaynak tel çapı da arttırılmalıdır. Kalın kesitli malzemelerin çok pasolu kaynak işlemlerinde dolgu metali yığma miktarını arttırmak için kalın kesitli kaynak telleri tercih edilmelidir. İnce çaplı kaynak telleri ile yapılan kaynak dikişleri daha ince görünümlü, kalın çaplı kaynak elektrotlarında ise daha kalın görünümlüdürler. 4

5 Kaynak Metali Yığma Miktarı (kg/saat) YIĞILAN KAYNAK METALİ, AKIM ŞİDDETİ VE KAYNAK ELEKTROT ÇAPI ARASINDAKİ İLİŞKİ (Yumuşak çelik elektrod, CO 2 ile kaynatıldığında) Kaynak Akımı (Amper) 5
 Kaynak Akımı (Amper)")
6 Tel çapı, kaynak dikişinin boyutunu, nüfuziyet derinliğini ve kaynak hızını etkiler Genel kural: TEL ÇAPININ ETKİSİ Aynı akım halinde, elektrod çapı küçüldükçe arkın eritme gücü artar ve yığma hızı artar Belirli bir akım yoğunluğunda en yüksek yığma hızını elde etmek için, kabul edilebilir dikiş profilini veren en ince tel çapının kullanılması gerekir 1,2 mm ve daha büyük tel çapları, ince tellere göre daha düşük yığma hızları ve daha geniş kaynak banyoları oluşturur 6

7 TEL ÇAPININ ETKİSİ Tel elektrodun çapı eritme gücünü etkiler ve ince teller aynı akım değerinde daha yüksek eritme gücüne sahiptir. Bu durum şöyle açıklanabilir: Aynı Volt/Amper gücünde, ince tel kesitleri özgül olarak (birim kesit başına) daha yüksek akımla yüklenirler 7
 daha yüksek akımla")

8 KORUYUCU GAZIN DİKİŞ FORMUNA ETKİSİ 8

9 TS EN 439 a göre koruyucu gazlar ve özellikleri 9

10 Koruyucu gaz seçiminde aşağıdaki noktalar gözönüne alınır: Malzeme ve parça boyutları Ağız hazırlığı ve ağız toleransları Koruma etkisi ve gözenek oluşumu Kaynak metalinin özellikleri koruyucu gazın saflığı, Koruyucu gaz tel kombinasyonu Koruyucu gaz bileşenlerinin kaynak metalinde çözünme olasılıkları Kaynak parametreleri Cüruf miktarı, cüruf nedeniyle kenar çentiği ve üs tüste kaynak yapabilme Uygulanabilen ark türleri, arktaki kuvvetler ve arkın kararlılığı 10


11 Akım şiddetinin etkisi Gaz meme çapının etkisi 11

12 MIG-MAG kaynağında gaz sarfiyatı tel çapı, lüle çapı ve akım şiddeti arasındaki bağıntı 12

13 Koruyucu Gaz Debisinin Seçimi Basit formül: Koruyucu gaz akış debisi = Tel çapı x 10 Örnek: Tel elektrod çapı Koruyucu gaz debisi : 1,0 mm : 10 l/dak 13


14 Koruyucu Gaz Debisinin Ayarlanması ve Ölçümü Koruyucu gaz debisi, iki türlü ayarlanabilir ve ölçülebilir Basınç manometresi ile Debimetre ile 14


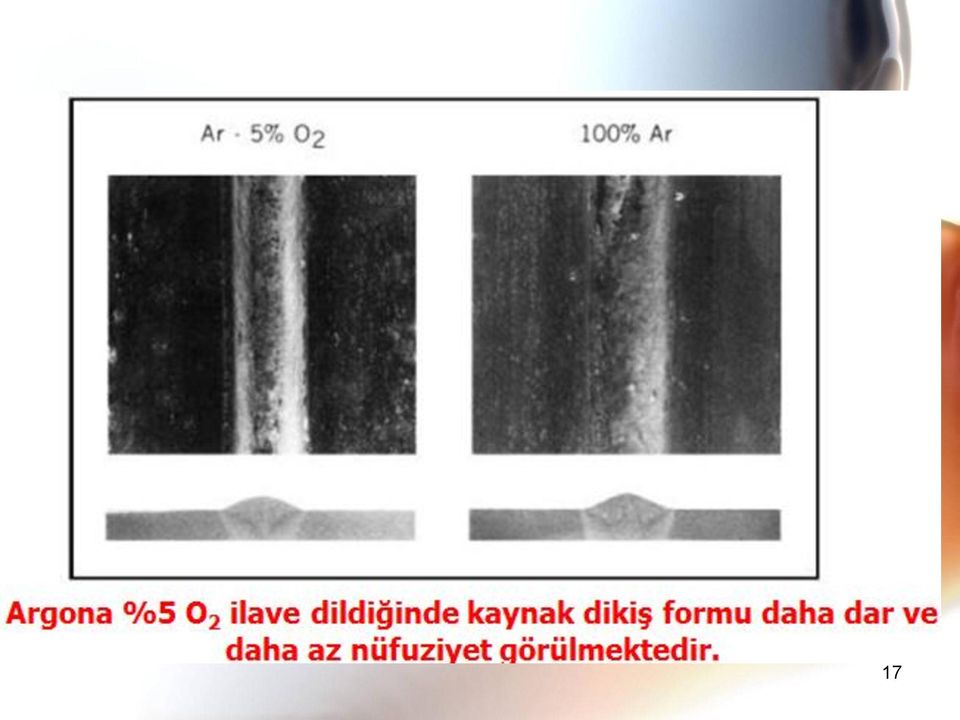
15 Farklı Koruyucu Gazlarla Sprey Arkta Dikiş Profili ve Nüfuziyet Derinliği 15

16 Çeşitli koruyucu gaz türlerinde elde edilen kaynak dikişi profili 16

17 17
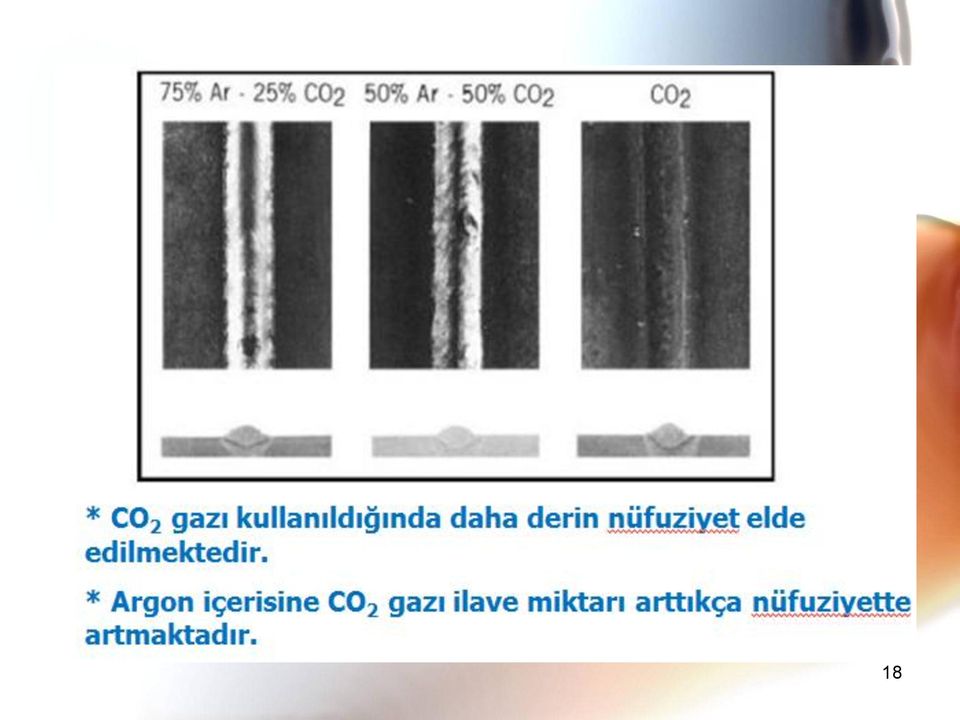
18 18
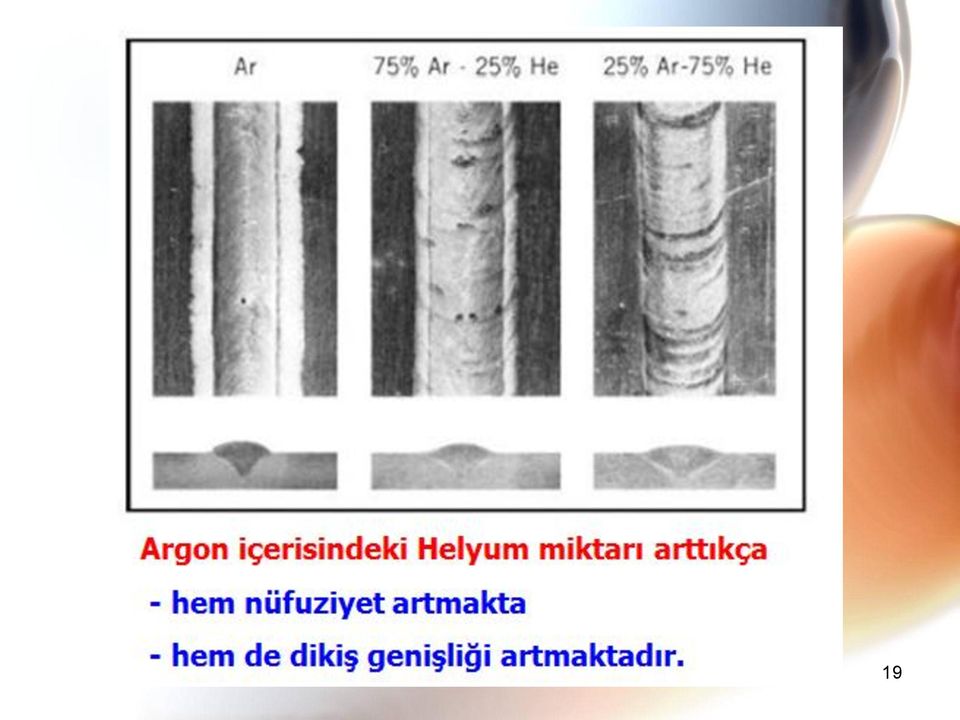
19 19
20 KAYNAK AKIM ÜRETECİNİN AYARLANMASI MIG/MAG kaynak makinasıyla çalışan bir kaynakçı, biri diğerini etkileyen üç ayar ihtimaliyle karşı karşıya kalır: * ark gerilimini değiştirerek ark boyunu belirleyen boşta çalışma gerilimi * kaynak akımını değiştirerek eritme gücünü ve nüfuziyeti belirleyen tel elektrod besleme hızı * erimiş metali emniyetli şekilde örterek gözenek oluşumunu önleyen koruyucu gaz debisi 20

21 KAYNAK AKIM ŞİDDETİNİ SEÇERKEN DİKKAT EDİLMESİ GEREKEN FAKTÖRLER Kaynak akım şiddeti, kaynak tel besleme hızı ile doğru orantılı olarak artar veya azalır. MIG-MAG kaynak makinelerinde tel hızı ayarlanır, kaynak akımını tel hızına başlı olarak kaynak makinesi belirler. 21
22 Akım şiddetinin, kaynak dikişinin biçim ve boyutlarına etkisi. U = 21 V, Kaynak hızı 390 mm/dak. Tel çapı 0,9 mm., serbest tel ucu 9,5 mm., MAG Bütün diğer kaynak parametreleri sabit tutulduğunda Kaynak akım şiddeti arttıkça kaynak dikişinin Kaynağın eni genişler, nüfuziyet artar ve kaynak dikiş yüksekliği artar. 22
23 23
24 24
25 AŞIRI YÜKSEK AKIM VEYA ÇOK DÜŞÜK ŞİDDETİ Aşırı yüksek akım şiddeti, çok geniş kaynak banyosuna ve derin nüfuziyete sebep olacağından birleştirilecek levha delinme tehlikesiyle karşı karşıya kalır. Çok düşük akım şiddeti, çok kötü yetersiz bir nüfuziyete ve kaynak telinin levha üzerinde aşırı yığılmasına sebep olacaktır. 25
26 26

27 Alaşımsız Çelik Kaynak Telleri için Tel ilerleme hızı ile Kaynak Akımı arasındaki ilişki 27
28 ER 4043 Alüminyum Kaynak Telleri İçin Tel ilerleme hızı ile Kaynak Akımı arasındaki ilişki 28
29 300 Serisi Östenitik Paslanmaz Çelik Kaynak Telleri İçin TEL İLERLEME HIZI İLE KAYNAK AKIMI ARASINDAKİ İLİŞKİ 29
30 KAYNAK GERİLİMİ (ARK BOYU) Sabit gerilimli Gazaltı kaynak makinalarında kaynak gerilimi kaynak teli ile iş parçası arasındaki uzaklık tarafından belirlenir. Her ark gerilimi değeri için makine tarafından sabit olarak tutulan bir ark boyu vardır. 30
31 Sabit gerilimli gazaltı kaynak makinelerinde ark gerilimi, makinenin kaba ve ince ayar düğmelerinden kademeli olarak veya dijital olarak ayarlanır. Kaba Ayar İnce Ayar Kaynak telinin kayn banyosuna yapışma önleyen ayarlanabil geri yanma özelliği Kaynak öncesi Ayar için 31
32 ARK GERİLİMİ (ARK BOYU) Ark boyunun artması, küresel damla geçişine neden olur Nüfuziyeti (penetrasyonu) değiştirmek için kullanılmaz Dikiş profilini ve ark kararlılığını etkiler 32
33 ARK GERİLİMİ (ARK BOYU) İLE DİKİŞ PROFİLİ ARASINDAKİ İLİŞKİ 33
34 34
35 35
36 36
37 Kaynak Geriliminin kaynak dikişi şekil ve boyutlarını Etkilemesi Kaynak akımı 175 Amper, Kaynak hızı 390 mm/dak. Kaynak tel çapı, 0,9/mm., Serbest tel uzunluğu 9,5 mm. MAG kaynak yöntemi. 37
38 38
39 ÇEŞİTLİ METALLER İÇİN ÖNERİLEN KAYNAK GERİLİM DEĞERLERİ 39
40 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 1 Düşük Gerilim ve Düşük Akım Ark karakteristiği Makina karakteristiği 40
41 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 2 Düşük Gerilim ve Orta Akım Ark karakteristiği Makina karakteristiği 41
42 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 3 Düşük Gerilim ve Yüksek Akım Ark karakteristiği Makina karakteristiği 42
43 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 4 Orta Gerilim ve Düşük Akım Ark karakteristiği Makina karakteristiği 43
44 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 5 Orta Gerilim ve Orta Akım Ark karakteristiği Makina karakteristiği 44
45 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 6 Orta Gerilim ve Yüksek Akım 45
46 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 7 Yüksek Gerilim ve Düşük Akım 46
47 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 8 Yüksek Gerilim ve Orta Akım 47
48 Akım ve Gerilim Ayarlarının Ark Boyuna ve Nüfuziyete Etkisi 9 Yüksek Gerilim ve Yüksek Akım 48
49 Sabit Akımda Gerilimin Etkisi 1 Düşük Gerilim 49
50 Sabit Akımda Gerilimin Etkisi 2 Orta Gerilim 50
51 Sabit Akımda Gerilimin Etkisi 3 Yüksek Gerilim 51
52 NÜFUZİYETLERİN KARŞILAŞTIRILMASI 52
53 Çeşitli ark türleri için çalışma bölgeleri Tel çapı: 0,8 mm. Koruyucu Gaz: CO2 53
54 54
 Serbest tel uzunluğu: 23 mm. 55")
55 Alüminyumun MIG kaynağında çalışma bölgeleri Esas Malzeme: AIZnMg1, AIMg3, AIMg5, AIMgSi1 Koruyucu gaz: Argon (%99,9) Serbest tel uzunluğu: 23 mm. 55

56 KAYNAK HIZI KAYNAK DİKİŞ BOYUTLARINA ETKİSİ Kaynak Hızı Yavaş olduğu zaman; * Yığılan kaynak metali miktarı artar ve kaynak banyosunun büyümesine sebep olur. * Nüfuziyetin azalmasına ve geniş kaynak dikişine sebep olur. Kaynak Hızı Arttığı zaman; * Kaynak bölgesine verilen ısı miktarı azalacak ve kaynak metalinin ergime miktarı da azalacaktır. * Nüfuziyet azalacaktır. 56
57 MAG kaynak yöntemiyle çeliklerin birleştirilmesinde Kaynak Hızının kaynak dikiş boyutlarına etkisi Kaynak gerilimi: 21 V Kaynak Akımı: 175 A Kaynak Teli çapı: 0.9 mm Serbest Tel uzunluğu: 9.5 mm 57
58 KAYNAK HIZININ DİKİŞ FORMUNA ETKİSİ 58
59 TEL BESLEME HIZININ ETKİSİ Tel besleme hızı ile akım şiddeti (amperaj) arasında sabit bir ilişki vardır Tel besleme hızı, amperajı belirler Tel besleme motorunun hızının ayarı ile akım ayarlanır Hızın düşürülmesi, daha az tel erimesine neden olur Genel olarak, yüksek tel besleme hızları kısa ark a, düşük tel hızları ise uzun ark a neden olur 59
60 TEL BESLEME HIZININ ETKİSİ Doğru tel besleme hızı Aşırı tel besleme hızı 60

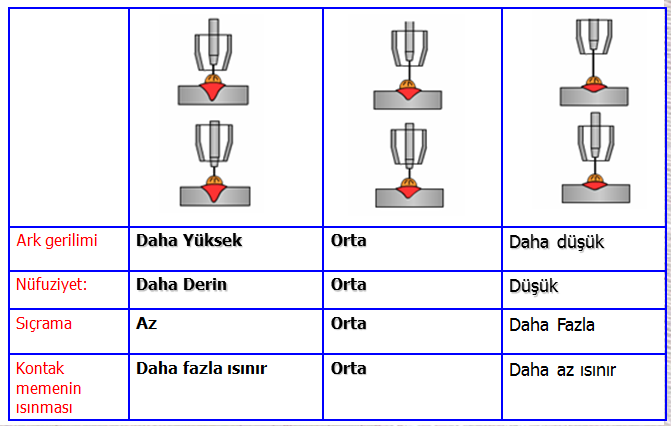
61 Kaynak İşlemi Süresince Değişen Parametreler SERBEST KAYNAK TELİ UZUNLUĞUNUN KAYNAK DİKİŞ FORMUNA ETKİSİ Serbest Tel uzunluğu, torç nozulu içerisindeki bakır kontak memesi ucu ile kaynak telinin uç kısmı arasındaki mesafe olarak tanımlanır. 61
62 Serbest Tel Uzunluğu 62
63 Serbest tel uzunluğuna bağlı olarak ark türlerinin değişmesi Serbest Tel uzunluğu: 10d 8-12 d 15d d: Kaynak teli çapı 63
64 64
65 65
66 66
67 67
68 68
69 69
70 70

71 Kontak Borusu Mesafesinin Etkisi Köşe Dikişi 71
72 Kontak Borusu Mesafesinin Ölçümü 72
73 İçköşe Kaynağında Torç Konumunun Nüfuziyete Etkisi 73
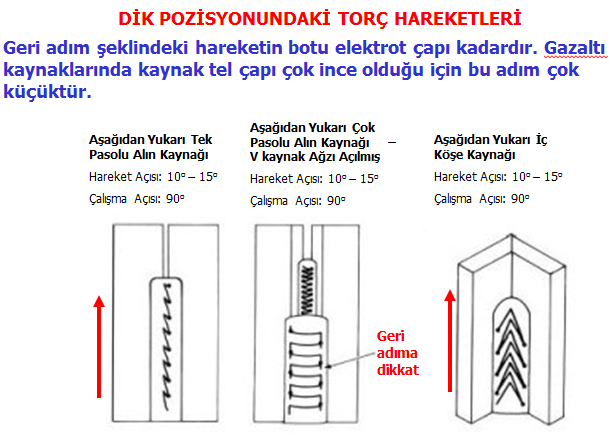
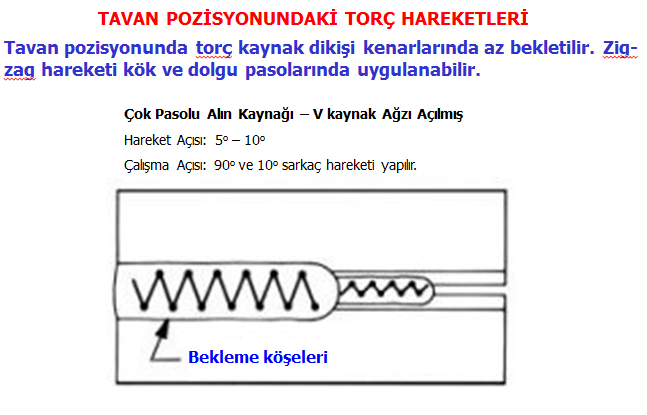
74 MIG Kaynağında Torç Açıları 74
75 75
76 76
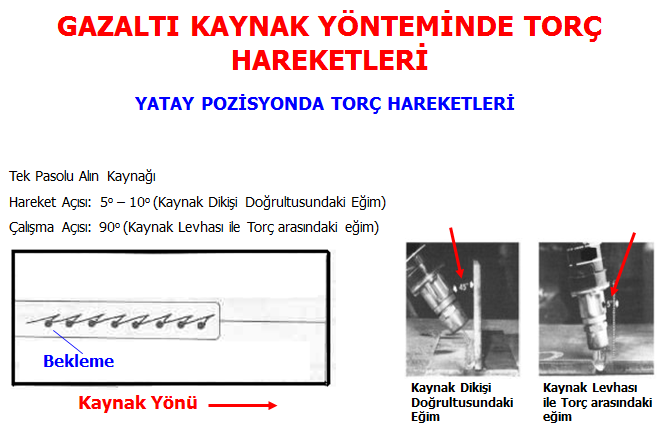
77 Torç açısı Hareket ve çalışma düzlemleri ve elektrod açıları 77
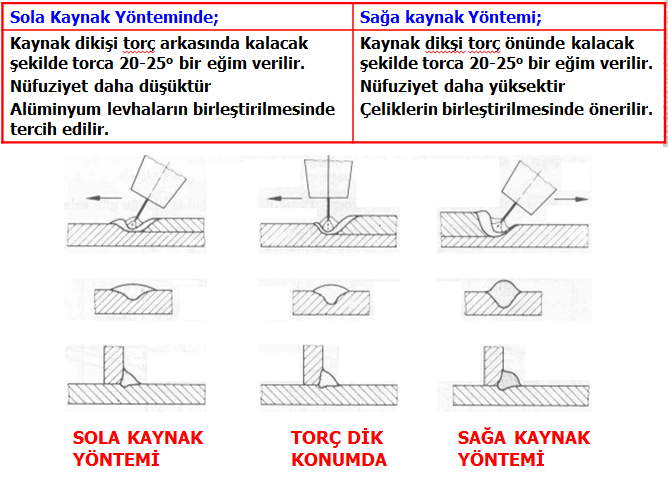
78 MIG - MAG yönteminde sola (hareket açısı negatif) ve sağa (hareket açısı pozitif) kaynak halinde dikiş formunun değişimi 78
79 79
80 80
81 81
82 MIG-MAG yönteminde kaynak yönünün eğimine göre dikiş biçiminin değişimi 82
83 Değiştirilen kaynak parametresi Nüfuziyet İstenen değişiklik Yığma hızı Banyo hacmi Banyo genişliği Akım & tel besleme hızı Ark gerilimi + + Kaynak hızı + + MIG-MAG kaynağında kaynak parametrelerinin dikiş boyutlarına etkisi Serbest tel boyu Tel çapı + + Koruyucu gaz Torç açısı Sağ a kayn ak (25 ) Sola kayn ak Sağ a kay nak Etkisiz + Küçük etkili Arttırır Azaltır Sola kayn ak 83
84 84
85 85
86 86
87 87
88 88
89 89
90 90

91 91
92 92
93 Kaynak Tülbentçi, Kutsal, MIG-MAG Eriyen Elektrod İle Gaz Altı Ark Kaynağı. Gedik holding 1990, İstanbul. Anık, S., Vural, M. Gaz altı ark kaynağı Gedik yayın no:3, İstanbul Anık, Selahaddin, 100 Soruda Kaynak Teknolojısı El Kitabı, Birsen Yayınevi, 1993, İstanbul Tülbentçi, Kutsal MIG-MAG Kaynağı Vural, M. İnternet Sunusu Uzun, H. İnternet Sunusu MEGEP Gaz Altı Kaynağı Çeşitli Katolaglar ve İnternet sunuları 93
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
KAYNAK ve KESME MAKiNELERi
 KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Kaynak Makinaları. Ayarlanabilen süresi ile Spot arc (Punta kaynağı) imkanı sunar.
 imkanı sunar.") Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE ETKİSİNİN İNCELENMESİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
Fiyat Listesi
 Fiyat Listesi 02.01.2018 RV 350 Redresör Kaynak Makinesi 35-350 A %20: 350A %60 : 190A Elektrot Çapı 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
Fiyat Listesi 02.01.2018 RV 350 Redresör Kaynak Makinesi 35-350 A %20: 350A %60 : 190A Elektrot Çapı 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
KAYNAK VE KESME MAKİNELERİ
 KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
Satın Alma için Zeyilname Duyurusu 1. Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
 Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
Fiyat Listesi
 Fiyat Listesi 17.05.2017 RV 350 Redresör Kaynak Makinesi 35-350 A Elektrot Çapı %20: 350A %60 : 190A 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
Fiyat Listesi 17.05.2017 RV 350 Redresör Kaynak Makinesi 35-350 A Elektrot Çapı %20: 350A %60 : 190A 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ
 DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ
 YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MİG MAG İLE YATAYDA KÜT EK KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MİG MAG İLE YATAYDA KÜT EK KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MIG / MAG 350NC. Ürün Resimleri. Açıklama
 MIG / MAG 350NC MIG / MAG 350 NC, ince ve orta kalınlıktaki demir, aluminyum ve paslanmaz metallerin özlü ve normal tellerle kaynağında kullanılabilen, profesyonel, kolay kullanımlı, kompakt, güvenilir,
MIG / MAG 350NC MIG / MAG 350 NC, ince ve orta kalınlıktaki demir, aluminyum ve paslanmaz metallerin özlü ve normal tellerle kaynağında kullanılabilen, profesyonel, kolay kullanımlı, kompakt, güvenilir,
ÜRÜN KATALOĞU.
 ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI
 KAYNAĞI") Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
MobiMIG Üretim Serisi
 MobiMIG Üretim Serisi Taşınabilir Çok Yönlü Kabiliyet MIG/ MAG ELECTRODE TIG www.merkle.com.tr MobiMIG Üretim Serisi TAŞINABİLİR ÇOK YÖNLÜ KABİLİYET Merkle MobiMIG üretim serisi makineler, hem şantiye
MobiMIG Üretim Serisi Taşınabilir Çok Yönlü Kabiliyet MIG/ MAG ELECTRODE TIG www.merkle.com.tr MobiMIG Üretim Serisi TAŞINABİLİR ÇOK YÖNLÜ KABİLİYET Merkle MobiMIG üretim serisi makineler, hem şantiye
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
De Dietrich. G 100-200 Gaz Brülörleri 16-79 kw GAZ BRÜLÖRLERİ G 100S
 G 100-200 Gaz Brülörleri 16-79 kw GAZ BRÜLÖRLERİ G 100S Tek kademeli, EN 676 ya göre 16-52 kw kapasitede düşük Azot Oksit Emisyonu Nox< 80 mg/kwh olan Düşük Nox emisyonlu Gaz brülörü. G 100S VERİLEN HİZMETLER
G 100-200 Gaz Brülörleri 16-79 kw GAZ BRÜLÖRLERİ G 100S Tek kademeli, EN 676 ya göre 16-52 kw kapasitede düşük Azot Oksit Emisyonu Nox< 80 mg/kwh olan Düşük Nox emisyonlu Gaz brülörü. G 100S VERİLEN HİZMETLER
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
ARK AKIMI VE ARK GERİLİMİNİN BAĞLANTI MUKAVEMETİ ÜZERİNE ETKİLERİNİN ARAŞTIRILMASI. Ahmet AKIN, 2 Ali Serhat ERSOYOĞLU
 SUJEST, c.4, s.4, 2016 SUJEST, v.4, n.4, 2016 ISSN: 2147-9364 (Electronic) ARK AKIMI VE ARK GERİLİMİNİN BAĞLANTI MUKAVEMETİ ÜZERİNE ETKİLERİNİN ARAŞTIRILMASI 1 Ahmet AKIN, 2 Ali Serhat ERSOYOĞLU 1,2 Selçuk
SUJEST, c.4, s.4, 2016 SUJEST, v.4, n.4, 2016 ISSN: 2147-9364 (Electronic) ARK AKIMI VE ARK GERİLİMİNİN BAĞLANTI MUKAVEMETİ ÜZERİNE ETKİLERİNİN ARAŞTIRILMASI 1 Ahmet AKIN, 2 Ali Serhat ERSOYOĞLU 1,2 Selçuk
MOTORLU ARAÇLAR TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI 521MMI230 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI 521MMI230 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
14. ÜNİTE GERİLİM DÜŞÜMÜ
 14. ÜNİTE GERİLİM DÜŞÜMÜ KONULAR 1. GERİLİM DÜŞÜMÜNÜN ANLAMI VE ÖNEMİ 2. ÇEŞİTLİ TESİSLERDE KABUL EDİLEBİLEN GERİLİM DÜŞÜMÜ SINIRLARI 3. TEK FAZLI ALTERNATİF AKIM (OMİK) DEVRELERİNDE YÜZDE (%) GERİLİM
14. ÜNİTE GERİLİM DÜŞÜMÜ KONULAR 1. GERİLİM DÜŞÜMÜNÜN ANLAMI VE ÖNEMİ 2. ÇEŞİTLİ TESİSLERDE KABUL EDİLEBİLEN GERİLİM DÜŞÜMÜ SINIRLARI 3. TEK FAZLI ALTERNATİF AKIM (OMİK) DEVRELERİNDE YÜZDE (%) GERİLİM
MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ)
") T.C MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim
T.C MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
YAVAŞ DEĞİŞEN ÜNİFORM OLMAYAN AKIM
 YAVAŞ DEĞİŞEN ÜNİFORM OLMAYAN AKIM Yavaş değişen akımların analizinde kullanılacak genel denklem bir kanal kesitindeki toplam enerji yüksekliği: H = V g + h + z x e göre türevi alınırsa: dh d V = dx dx
YAVAŞ DEĞİŞEN ÜNİFORM OLMAYAN AKIM Yavaş değişen akımların analizinde kullanılacak genel denklem bir kanal kesitindeki toplam enerji yüksekliği: H = V g + h + z x e göre türevi alınırsa: dh d V = dx dx
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MAK 3029
 Dersi Veren Birim: Makina Mühendisliği Dersin Türkçe Adı: İMAL USULLERİ Dersin Orjinal Adı: İMAL USULLERİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MAK 309 Dersin Öğretim
Dersi Veren Birim: Makina Mühendisliği Dersin Türkçe Adı: İMAL USULLERİ Dersin Orjinal Adı: İMAL USULLERİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MAK 309 Dersin Öğretim
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG-MAG İLE POZİSYON KAYNAKLARI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG-MAG İLE POZİSYON KAYNAKLARI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
www.muhendisiz.net 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
ULUSAL YETERLİLİK 12UY000..-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI SEVİYE 3
 12UY000..-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 ÖNSÖZ Otomotive Sac ve Gövde Kaynakçısı Seviye-3 Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik
12UY000..-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 ÖNSÖZ Otomotive Sac ve Gövde Kaynakçısı Seviye-3 Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik
SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
 5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
Şasi çerçevesine kaynak yapma. Kaynak bölgeleri ÖNEMLİ! Tüm kaynak işleminin eğitimli personel tarafından profesyonel bir şekilde gerçekleştirilmesi
 Genel Genel Tüm kaynak işleminin eğitimli personel tarafından profesyonel bir şekilde gerçekleştirilmesi gerekir. Kaynak işlemleri kaynak bölgesi etrafındaki yapıda çatlak oluşma ihtimalini artırdığından
Genel Genel Tüm kaynak işleminin eğitimli personel tarafından profesyonel bir şekilde gerçekleştirilmesi gerekir. Kaynak işlemleri kaynak bölgesi etrafındaki yapıda çatlak oluşma ihtimalini artırdığından
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
ULUSAL YETERLİLİK 11UY0010-3 ÇELİK KAYNAKÇISI SEVİYE 3
 ULUSAL YETERLİLİK 11UY0010-3 ÇELİK KAYNAKÇISI SEVİYE 3 REVİZYON NO: 02 MESLEKİ YETERLİLİK KURUMU Ankara, 2015 11UY0010-3 Çelik Kaynakçısı (Seviye 3) Yayın Tarihi:12.04.2011 Rev. :02 ÖNSÖZ Çelik Kaynakçısı
ULUSAL YETERLİLİK 11UY0010-3 ÇELİK KAYNAKÇISI SEVİYE 3 REVİZYON NO: 02 MESLEKİ YETERLİLİK KURUMU Ankara, 2015 11UY0010-3 Çelik Kaynakçısı (Seviye 3) Yayın Tarihi:12.04.2011 Rev. :02 ÖNSÖZ Çelik Kaynakçısı
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
 o t o m a t i k s i g o r t a l a r 1 2 O t o m a t i k S i g o r t a l a r Vikotech 3 VT B - Kesme Kapasitesi 3 = 3kA 4 = 4,5kA 6 = 6kA 10 = 10kA Devre Kesici (Breaker) Kablo giriþi Her tip otomat barasý
o t o m a t i k s i g o r t a l a r 1 2 O t o m a t i k S i g o r t a l a r Vikotech 3 VT B - Kesme Kapasitesi 3 = 3kA 4 = 4,5kA 6 = 6kA 10 = 10kA Devre Kesici (Breaker) Kablo giriþi Her tip otomat barasý
BUHAR ÏÇÏN BASINÇ DÜŠÜRÜCÜ VANA TÏP 39-2
 BUHAR ÏÇÏN BASINÇ DÜŠÜRÜCÜ VANA TÏP 39-2 Šekil 1 Tip 39-2 1. Yapïsï ve çalïšma prensibi Basïnç düšürücü tek oturtmalï bir vana gövdesi, klape mili ve klape, dengeleme körüÿü ve diyaframlï bir tahrik ünitesinden
BUHAR ÏÇÏN BASINÇ DÜŠÜRÜCÜ VANA TÏP 39-2 Šekil 1 Tip 39-2 1. Yapïsï ve çalïšma prensibi Basïnç düšürücü tek oturtmalï bir vana gövdesi, klape mili ve klape, dengeleme körüÿü ve diyaframlï bir tahrik ünitesinden
4-1. Ön Kontrol Paneli
 4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
DEMK-V Serisi. Diko Elektrikli Cihazlar San. ve Tic. A.Ş. www.diko.com.tr 01.01.2010
 2010 DEMK-V Serisi Diko Elektrikli Cihazlar San. ve Tic. A.Ş. www.diko.com.tr 01.01.2010 DEMK-V SERİSİ VİLLA TİPİ ELEKTRİKLİ ISITMA KAZANLARI STANDART ÖZELLİKLER OPSİYONEL EKİPMAN VE TALEP SEÇENEKLERİ
2010 DEMK-V Serisi Diko Elektrikli Cihazlar San. ve Tic. A.Ş. www.diko.com.tr 01.01.2010 DEMK-V SERİSİ VİLLA TİPİ ELEKTRİKLİ ISITMA KAZANLARI STANDART ÖZELLİKLER OPSİYONEL EKİPMAN VE TALEP SEÇENEKLERİ