Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
|
|
|
- Ahmet Onarıcı
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Tozların Şekillendirilmesi ve Sinterleme
2 Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol katedilir.

3 Toz Hazırlama Gelişmiş paketlenme teknikleri Daha yüksek paketlenme yoğunluğu için parçacık tane boyut dağılımının ayarlanması mümkündür. Bimodal dağılıma sahip tozlar ile tek boyutlu tozlara göre daha yüksek paketlenme yoğunluğu elde edilir.

4 Gelişmiş Paketleme Teknikleri Bu şekilde bir partikül dağılımı etkisi ile paketlenme yoğunluğu artacak ve sinterleme öncesi önemli bir kazanç olacaktır. Fakat bu homojenlik gelişigüzel yapılamaz. Farklı boyuta sahip partiküllerin boyut oranı ile birlikte miktarsal değerler de önemlidir. Bileşen sayısı Boyut oranı Ağırlık yüzdesi Paketleme oranı ,64 2 7: , , ,98

5 Polimer katkıları Toz özelliklerini değiştirmek için katkı maddeleri geniş bir şekilde kullanılmaktadır. Katkılar organik veya inorganik olabilir -Çözücüler: su gibi, katkı maddesinin dağılması için kullanılan geçisi sıvı -Dağıtıcılar: amonyak poliakrilat gibi, parçacıkların ayrışmasında kullanılır -Yüzey aktif maddeler: stearik asit gibi, bağlayıcı toz ıslatmasını artırmada kullanılır -Bağlayıcılar: parafin gibi, tozlara ham dayanım sağlamak için kullanılır -Yağlayıcılar: çinko stearat gibi, takım aşınmasını azaltmak için kullanılır Olası karışım ve işlevler çok sayıda olmasına rağmen, iki grup polimer katkısı yoğun olarak kullanılır. Bunlar; kalıpta preslemede kullanılan ve takım aşınmasını azaltan yağlayıcılar ve büyük ölçüde toz şekillendirme teknolojilerinde ham dayanım sağlamak üzere kullanılan bağlayıcılardır.

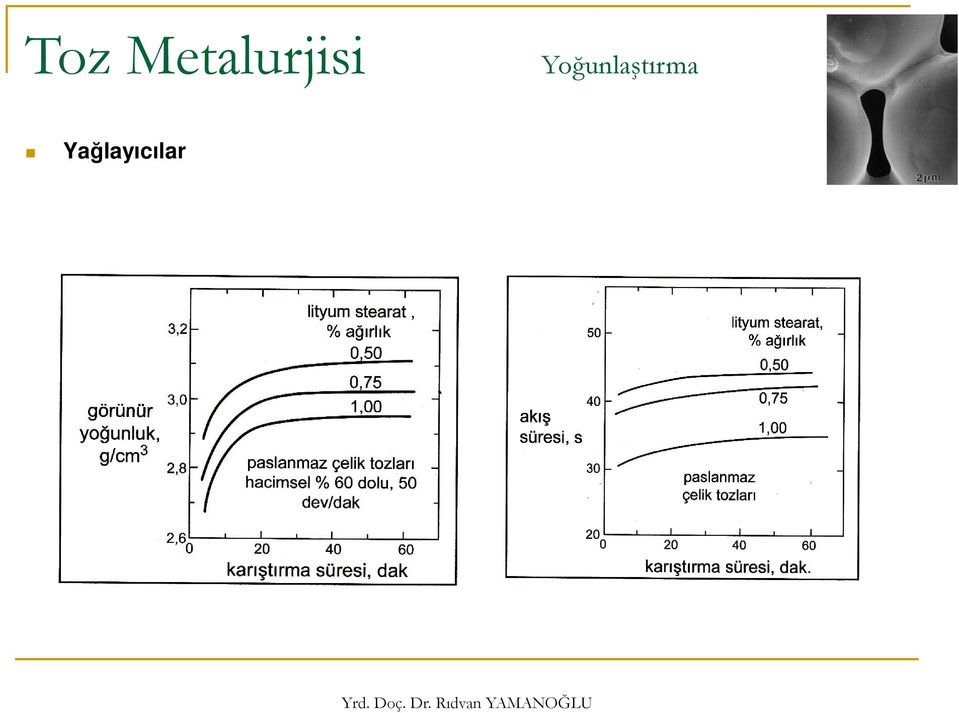
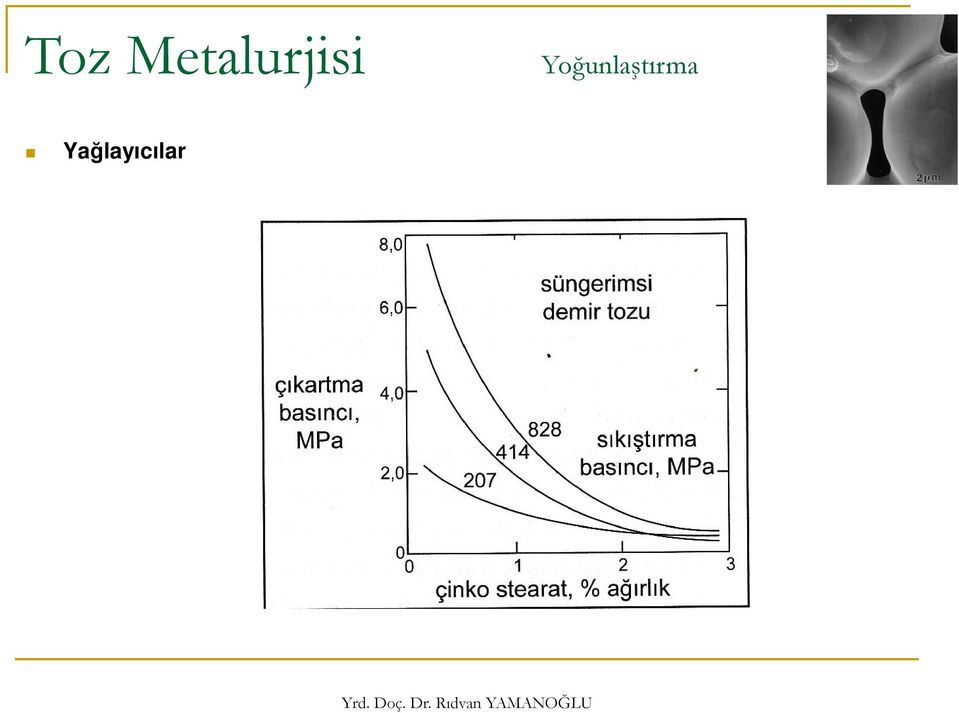
6 Yağlayıcılar Toz ile kalıp arasındaki sürtünme önemli bir sorundur. Sürtünme ne kadar fazla ise kalıp ömrü o kadar kısa, sinterleme sonrası üründeki boyutsal değişim ve kusur oranı da o kadar fazladır. Preslenen parçanın kalıp içinden çıkartılması kalıp duvarının yağlanmasına bağlıdır. Bu nedenle kalıp aşınmasını en aza indirmek ve kalıptan çıkartmayı kolaylaştırmak için yağlayıcı polimerler kullanılır.

7 Yağlayıcılar Yağlama, yağlayıcının kalıp duvarlarına sürülmesi veya doğrudan preslenecek toza katılması şeklinde uygulanır. Teorik olarak kalıp duvarının yağlanması tercih edilir, ancak karmaşık şekilli parçaların seri üretiminde bu kolay değildir. Bu nedenle yağlayıcı ilavesi presleme öncesi toza yapılır. Şekillendirme esnasında yağlayıcı, takıma karşı viskoz bir tabaka oluşturarak sürtünmeyi azaltır.

8 Yağlayıcılar Yağ gibi düşük viskoziteli yaplayıcılar, preslemede kullanılan yüksek basınçlardan dolayı, takım ile toz temas noktalarından sızarak uzaklaştırılmasından dolayı etkili değildir. Yağlayıcı miktarları genellikle 0,4 ile 1,5 % ağırlık oranlarındadır. En yaygın yağlayıcı stearat tuzlarıdır.

9 Yağlayıcılar
10 Yağlayıcılar
11 Bağlayıcılar Bağlayıcılar, soğuk izostatik presleme, kalıpta sıkıştırma ve enjeksiyon kalıplamada kullanılır. Bir tür yapıştırıcı görevi görürler. Kalıp aşınmasını en aza indiren yağlayıcılardan farklı olarak kütlenin ham dayanımını arttırmada kullanılır. Sert parçacıklar için bağlayıcının rolü, kusursuz şekil elde etme açısından yağlayıcının rolünden daha önemlidir.

12 Bağlayıcılar Ucuz olmaları ve ısıl ergime ile kolayca uzaklaştırılmaları nedeniyle genelde basit mum benzeri polimerler kullanılır. İyi bir bağlayıcı kolay dağılabilmeli, kararlı viskoziteye sahip olmalı, tozlara iyi yapışmalı Toz ve bağlayıcı karışımı besleme stoğu olarak adlandırılır.

13 Topaklayıcılar Küçük boyutlu tozlar, küresel şekil kazandırmak ve böylece kalıp boşluğunu hızlı ve homojen bir şekilde doldurmak amacıyla kasıtlı olarak topaklaştırılır. Tozlar genellikle piskürtülerek kurutma veya elektro statik yöntemle topaklaştırlır. Topaklandırma için polivinil alkol, polietilen glikol veya suda çözülen mumlar kullanılır.

14 Dağıtıcılar Tozların sıvı içinde çalkalanması ile yapılır. Ulatrasonik çalkalama dağılım saplamanın bir diğer yoludur.

15 Şekillendirme İşlemleri Şekillendirme işlemleri toz bağlayıcı karışımlarına kalıba doğru akışı sağlamak için basınç gerektirir. Şekil değiştirme hızı, viskozite ile belirlenmekte olup basınç ve zaman birimlidir. Pa.s Viskoziite bir besleme stoğu özelliği olup gerilme ile şekil değiştirme hızı arasında bir ilişki oluşturur. Basit bir viskozite ölçümü ergitme akış indeksidir. EAI Önceden belirlenen bir basınç altında kılcal bir borudan 10 dakikada akan besleme stoğunun gram cinsinden miktarıdır. Besleme stoğunun viskozitesi azaldıkça daha küçük çaplı kılcal tüpler kullanılır. Karıştırma işlemi ile tork değişimi yoluylada ölçüm yapılabilir.

16 Şekillendirme İşlemleri Yüksek viskozite şekillendirmeyi zorlaştırırken düşük viskozite şekillendirme sırasında tozbağlayıcı ayrışmasına ve ardından da çatlama veya çarpılmalara neden olur. Viskoz malzemeler sıvılar gibi kayarak akarlar. Kalın yani viskoz karışımlar (200 Pa.s üzeri) kalıplanması zordur. Özellikle kesit farkı olan sistemlerin doldurulmasında zorluklar yaşanır. Düşük viskozitede riskli bir durum oluşturur. Düşük gerilmelerde şekillendirilmelidir. Aksi halde toz ve bağlayıcı ayrışır ve parçada önemli derecede homojenlik kaybı oluşur.

17 Şekillendirme İşlemleri Bağlayıcı miktarı artarsa viskozite düşer ve kalıplamanın daha düşük basınçlarda yapılması mümkün hale gelir.

18 Şekillendirme İşlemleri

19 Enjeksiyon Kalıplama Enjeksiyon kalıplama ile şekillendirilen plastikler ucuz ve yüksek şekillendirme kapasitelerinden dolayı yaygın olarak kullanılırlar.

20 Enjeksiyon Kalıplama Geridönüşüm plastiklerden Plastik Enjeksiyon ile üretilmiş bisiklet

21 Enjeksiyon Kalıplama Toz enjeksiyon kalıplama (TEK) ise bu tarz bir üretimi yüksek parçacıklı termoplastik besleme stoğu kullanarak yapar. İşlem toz ve bağlayıcların karıştırılması ile başlar. Yüksek sinterleme yoğunluğuna ulaşabilmek için genellikle küresel şekle yakın ve ortalama çapı 20 mikrometre altında olan parçacıklar kullanılır.
22 Enjeksiyon Kalıplama Kullanılan bağlayıcılar termoplastik karışımlardır. İçlerinde mumlar, polimerler, yağlayıcılar ve yüzey aktif maddeler vardır. Bağlayıcı viskoz akış özelliklerine yardımcı olarak karışımın karmaşık kalıp geometrisini doldurmasını sağlar. Bağlayıcı kalıpta donduktan sonra parça kalıptan çıkarılır. Ardından bağlayıcı uzaklaştırılır ve yapı sinterlenir.

23 Enjeksiyon Kalıplama Sinterlenen parça enjeksiyon kalıplanmış plastik ile aynı şekil ve boyut hassasiyetine sahiptir. Ancak bu metodla elde edilmiş parçaların performansına polimerlerin ulaşabilmesi mümkün değildir.
24 Enjeksiyon Kalıplama Kalıbı doldurmak için gerekli basınç piston veya vida hareketi ile sağlanır. Stok soğuk halde silindire girer. Silindir boyunca ilerlerken bağlayıcının ergime sıcaklığı üzerine ısıtılır.
25 13 Literatür Basınç destekli sinterleme 1 2
26 13 Literatür Basınç destekli sinterleme SPS 1 Birkaç 1000 A ve birkaç V Anlık doğru akım atımları ile 2 Sıcak pres SPS Geleneksel yöntemlerle 12 saat olan süreler SPS ile 30 dakika Daha yüksek ısıtma hızı, daha kısa sinterleme süresi Daha yoğun malzeme Daha düşük sinterleme sıcaklıkları Yüzey oksitlerinin oluşturulan kıvılcım plazma ile kolayca parçalanması Büyük boyutlu tozların, kompozitlerin ve yüksek alaşımlı malzemelerin sinterlenmesinde sıcak pres yaygın bir şekilde kullanılmaktadır.
27 13 Literatür Basınç destekli sinterleme Sıcak pres 1 2 Gerilme destekli yoğunlaştırma olarak da tanımlanabilir. İşlem bir kalıp içerisinde tek eksenli bir sıkıştırma yapılarak uygulanır. En fazla kullanılan kalıplardan olan grafit indüksiyon ile ısıtmaya oldukça uygun malzemedir. Ancak ısıtma açısından avantajlı malzeme olmalarına rağmen kirlenme ve yüksek yüklerin uygulanamaması gibi dezavantajları da vardır. Grafitten başka molibden alaşımları gibi refrakter metaller, alumina ve SiC gibi seramiklerde kullanılır
28 13 Literatür Basınç destekli sinterleme Sıcak pres 1 2 Toz haldeki veya soğuk preslenmiş kütle kullanılacak kalıba yerleştirilir Kalıp istenen sıcaklığa rezistans veya indüksiyon ile ısıtılır Kalıp boşluğundaki toz sıkıştırılır Maksimum sıcaklığa ulaşılana kadar sıcaklık arttırılır Basınç ve sıcaklık bekleme süresi boyunca uygulanır Kalıp basınç altında oksidasyonun olmayacağı sıcaklığa kadar soğutulur.
29 13 Literatür Basınç destekli sinterleme Kıvılcım Plazma Sinterleme 1 2 Kıvılcım plazma sinterleme tekniği prensip olarak genellikle bir grafit kalıp ve zımbalar içerisinde bulunan metal veya seramik tozunun, yüksek akım yoğunluğundaki doğru elektrik akımı ile ısıtılması esasına dayanır. Üst ve alt zımbalardan kalıp boyunca akan akım eğer sinterlenecek toz malzemede iletken ise malzemenin içinden de akarak devre tamamlanmış ve SPS prosesi ile toz partikülleri arasındaki boşluklarda yüksek enerji akışı üretilmiş olur. Bu yöntem basınçlı veya basınçsız olarak gerçekleştirilebilir. Kıvılcım sinterlemede plazma kavramı, bir grafit kalıp içinde tozların ısıl işlemi sırasında oluşan anlık akımdan kaynaklanmaktadır. Sistemin iki elektrodu arasında boşluklar vardır ve yüksek enerjili plazma burada oluşturulur.
30 13 Literatür Basınç destekli sinterleme Kıvılcım Plazma Sinterleme 1 SPS, sıcak presleme tekniğine çok benzemektedir. Her iki yöntemde de silindirik bir kalıp (çoğunlukla grafit) tozlarla doldurulur. 2 Yine çoğunlukla grafit iticiler yoluyla sıcaklıkla eş zamanlı veya farklı aralıklarla bu toz kümesine tek eksenli bir basınç uygulanır. İki yöntem arasındaki fark ise yüksek ısı kaynağından gelmektedir. Sıcak preslemede ısı kalıp etrafından sağlanan rezistans ile gerçekleşirken, kıvılcım sinterlemede anlık doğru akım atımları ile (tipik olarak birkaç 1000 A ve birkaç V) gerçekleşir.
31 13 Literatür Basınç destekli sinterleme 1 2
32 4 1 Deneysel Çalışma SPS 1 2
33 14 Deneysel Çalışma SPS Numune Kodu 1 Sıcaklık ( o C) 2 Süre (dakika) Isıtma Hızı ( o C/dakika) Yoğunluk (%) T ,6 T ,3 T ,4 Geleneksel sinterleme 1120 C 30 dakika T ,3 T ,2 T ,5 T ,6 T ,2 T ,2
34 14 Deneysel Çalışma SPS sıcaklık etkisi 1 Numune Kodu Sıcaklık ( o C) 2 Süre (dakika) Isıtma Hızı ( o C/dakika) Yoğunluk (%) T ,6 T ,3 800 o C T ,4 T ,3 T ,2 T , o C % 15 fark T ,6 T ,2 T ,2
35 14 Deneysel Çalışma SPS ısıtma hızı etkisi o C/dak. Numune Kodu Sıcaklık ( o C) 2 Süre (dakika) Isıtma Hızı ( o C/dakika) Yoğunluk (%) T ,6 T ,3 T ,4 T ,3 T ,2 T ,5 200 o C/dak. % 2 fark T ,6 T ,2 T ,2 Isıtma hızı düşük sıcaklıklarda daha etkili!
36 14 Deneysel Çalışma SPS sinterleme zamanı etkisi Numune Kodu Sıcaklık ( o C) 1 2 Süre (dakika) Isıtma Hızı ( o C/dakika) Yoğunluk (%) T ,6 T ,3 T ,4 T ,3 T ,2 T ,5 T ,6 T ,2 T ,2
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin
 Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi PLASTİK ŞEKİLLENDİRME Şekillendirme basıncı
Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi PLASTİK ŞEKİLLENDİRME Şekillendirme basıncı
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması
 Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4022
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016
 Seramiklerin Şekillendirilmesi Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016 SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ İleri teknoloji seramiklerinin
Seramiklerin Şekillendirilmesi Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016 SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ İleri teknoloji seramiklerinin
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4 Şekillendirme Yöntemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir.
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4 Şekillendirme Yöntemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir.
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Farklı piston yağlayıcılarının ısıl reaksiyonu ve bunun döküm kalitesine etkisi
 TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
SIKÇA SORULAN SORULAR
 SIKÇA SORULAN SORULAR Chevron 2005 DOC ID VİSKOZİTE Viskozite Nedir? Viskozite, yağların kendi akışlarına karşı gösterdikleri iç dirençtir Düşük Viskozite = İnce ve kolay akan yağ Yüksek Viskozite = Kalın
SIKÇA SORULAN SORULAR Chevron 2005 DOC ID VİSKOZİTE Viskozite Nedir? Viskozite, yağların kendi akışlarına karşı gösterdikleri iç dirençtir Düşük Viskozite = İnce ve kolay akan yağ Yüksek Viskozite = Kalın
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Zeyfiye TEZEL Mehmet KARACADAĞ
 PROJENİN ADI: POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA 1 PROJENİN
PROJENİN ADI: POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA 1 PROJENİN
taze beton işlenebilirlik
 8 taze beton işlenebilirlik Paki Turgut Kaynaklar 1) Hewlett PC, Cement Admixture: uses and applications, Cement Admixture Association 2) Domone P, Illston J, Construction Materials, 4th Edition 3) Mindess
8 taze beton işlenebilirlik Paki Turgut Kaynaklar 1) Hewlett PC, Cement Admixture: uses and applications, Cement Admixture Association 2) Domone P, Illston J, Construction Materials, 4th Edition 3) Mindess
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Teknolojik Seramikler-4. Yrd. Doç. Dr. Nuray Canikoğlu
 Teknolojik Seramikler-4 Yrd. Doç. Dr. Nuray Canikoğlu 2 Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir. Bu yüzden bunları yapmak için kullanılan
Teknolojik Seramikler-4 Yrd. Doç. Dr. Nuray Canikoğlu 2 Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir. Bu yüzden bunları yapmak için kullanılan
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
 TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
BOR ESASLI SERAMİKLER (BOR NİTRÜR) Savunma Sanayide Borun Kullanımı ÇalıĢtayı 14.06.2011 Savunma Sanayi MüsteĢarlığı ANKARA
 Savunma Sanayide Borun Kullanımı ÇalıĢtayı 14.06.2011 Savunma Sanayi MüsteĢarlığı ANKARA") BOR ESASLI SERAMİKLER (BOR NİTRÜR) Savunma Sanayide Borun Kullanımı ÇalıĢtayı 14.06.2011 Savunma Sanayi MüsteĢarlığı ANKARA 250 çeşit bor bileşiği Bor Ürünleri Bor oksit, borik asit ve boratlar Borik asit
BOR ESASLI SERAMİKLER (BOR NİTRÜR) Savunma Sanayide Borun Kullanımı ÇalıĢtayı 14.06.2011 Savunma Sanayi MüsteĢarlığı ANKARA 250 çeşit bor bileşiği Bor Ürünleri Bor oksit, borik asit ve boratlar Borik asit
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu TRİBOLOJİ III Yağlama Tekniği Yağlama Tekniği
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu TRİBOLOJİ III Yağlama Tekniği Yağlama Tekniği
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ
 VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ") ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ İlyas CAN*, İbrahim BÜYÜKÇAYIR* *Durer Refrakter Malzemeleri San. Ve
ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ İlyas CAN*, İbrahim BÜYÜKÇAYIR* *Durer Refrakter Malzemeleri San. Ve
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Seramik malzemelerin şekillendirilmesi
 Seramik malzemelerin şekillendirilmesi Şekillendirmede kullanılan yöntemler Kuru şekillendirme Kuru presleme Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)] Sıcak izostatik presleme [HIP (Hot
Seramik malzemelerin şekillendirilmesi Şekillendirmede kullanılan yöntemler Kuru şekillendirme Kuru presleme Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)] Sıcak izostatik presleme [HIP (Hot
Deney Föyü TOZ METALURJİSİ II - SERAMİKLERİN ÜRETİMİ
 Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Metalurji ve Malzeme Laboratuarı ve Uygulamaları II Dersi Deney Föyü TOZ METALURJİSİ II - SERAMİKLERİN ÜRETİMİ İÇERİK
Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Metalurji ve Malzeme Laboratuarı ve Uygulamaları II Dersi Deney Föyü TOZ METALURJİSİ II - SERAMİKLERİN ÜRETİMİ İÇERİK
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
TOZ METALURJİSİ (T/M)
") TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
KROM KATKILI ALUMİNANIN ENJEKSİYON KALIPLAMA İLE ŞEKİLLENDİRİLMESİ
 KROM KATKILI ALUMİNANIN ENJEKSİYON KALIPLAMA İLE ŞEKİLLENDİRİLMESİ Ö. ACUN, C.B. EMRULLAHOĞLU, Ö.F.EMRULLAHOĞLU Afyon Kocatepe Universitesi Afyon Mühendislik Fakültesi Seramik Mühendisliği Bölümü/ Afyon
KROM KATKILI ALUMİNANIN ENJEKSİYON KALIPLAMA İLE ŞEKİLLENDİRİLMESİ Ö. ACUN, C.B. EMRULLAHOĞLU, Ö.F.EMRULLAHOĞLU Afyon Kocatepe Universitesi Afyon Mühendislik Fakültesi Seramik Mühendisliği Bölümü/ Afyon
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
EKSTRÜZYON. Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir.
 EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir
 Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
İçten yanmalı motorlarda temel kavramlarının açıklanması Benzinli ve dizel motorların çalışma prensiplerinin anlatılması
 Sakarya 2010 İçten yanmalı motorlarda temel kavramlarının açıklanması Benzinli ve dizel motorların çalışma prensiplerinin anlatılması Temel Kavramlar Basınç; Birim yüzeye etki eden kuvvettir. Birimi :bar,atm,kg/cm2
Sakarya 2010 İçten yanmalı motorlarda temel kavramlarının açıklanması Benzinli ve dizel motorların çalışma prensiplerinin anlatılması Temel Kavramlar Basınç; Birim yüzeye etki eden kuvvettir. Birimi :bar,atm,kg/cm2
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ
 5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Uğur Aybarç, Hakan Yavuz, Derya Dışpınar, Mehmet Özgür Seydibeyoğlu (CMS Jant, İstanbul Üniversitesi, İzmir Katip Çelebi Üniversitesi)
") «Alüminyum Metal Matris Kompozit Üretiminde Farklı Karıştırma Yöntemlerinin Etkisinin İncelenmesi ve Simülasyon Çalışmaları İle Karşılaştırılması» «Investigation Of Effect Of Different Stirring Methods
«Alüminyum Metal Matris Kompozit Üretiminde Farklı Karıştırma Yöntemlerinin Etkisinin İncelenmesi ve Simülasyon Çalışmaları İle Karşılaştırılması» «Investigation Of Effect Of Different Stirring Methods
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ
 1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Bütün termoplastik olefinlerle uyumludur. Dispersiyonu zor olan organik ve inorganik pigmentlerde dağılımı düzenler. Masterbatchte yüksek pigment
 1 Libaid T 2 mükemmel bir süreç yardımcısıdır. Dolgulu pigmentlerde kullanıldığı zaman polimer matriksi içinde ihtiyaç duyulan dağılımı üniform bir şekilde yapar. Libaid T 2 çok iyi bir bağlayıcıdır. Bu
1 Libaid T 2 mükemmel bir süreç yardımcısıdır. Dolgulu pigmentlerde kullanıldığı zaman polimer matriksi içinde ihtiyaç duyulan dağılımı üniform bir şekilde yapar. Libaid T 2 çok iyi bir bağlayıcıdır. Bu
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
REVETMAN. Prof Dr Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 REVETMAN Prof Dr Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi REVETMAN Mum örneğin metal yapıya dönüştürülmesi için kullanılan yardımcı madde
REVETMAN Prof Dr Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi REVETMAN Mum örneğin metal yapıya dönüştürülmesi için kullanılan yardımcı madde
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
KOZMETİK FORMÜLASYONLARINDA KOKU VE UYGULAMA SÜRECİ. KİMYAGER Nail GÜLEN. KimyaKongreleri.org
 KOZMETİK FORMÜLASYONLARINDA KOKU VE UYGULAMA SÜRECİ KİMYAGER Nail GÜLEN FROMA KİMYA, başta kozmetik ürün çeşitlerinde olmak üzere, kokunun olduğu ve kokunun olması istenilen her ürün için geniş seçeneklere
KOZMETİK FORMÜLASYONLARINDA KOKU VE UYGULAMA SÜRECİ KİMYAGER Nail GÜLEN FROMA KİMYA, başta kozmetik ürün çeşitlerinde olmak üzere, kokunun olduğu ve kokunun olması istenilen her ürün için geniş seçeneklere
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ
 8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Sathi Kaplamalar. Prof.Dr.Mustafa KARAŞAHİN
 Sathi Kaplamalar Prof.Dr.Mustafa KARAŞAHİN Sathi Kaplama Mevcut BSK kaplama üzerine veya granüler temel tabaka üzerine astar tabakası ve yapıştırma tabakası seriminden sonra, uygun oranda kübik şekle yakın
Sathi Kaplamalar Prof.Dr.Mustafa KARAŞAHİN Sathi Kaplama Mevcut BSK kaplama üzerine veya granüler temel tabaka üzerine astar tabakası ve yapıştırma tabakası seriminden sonra, uygun oranda kübik şekle yakın
SERAMİK VE SERMETLERİN İŞLENMESİ. Geleneksel Seramiklerin İşlenmesi Yeni Seramiklerin İşlenmesi Sermetlerin İşlenmesi Ürün Tasarım Kılavuzları
 SERAMİK VE SERMETLERİN İŞLENMESİ Geleneksel Seramiklerin İşlenmesi Yeni Seramiklerin İşlenmesi Sermetlerin İşlenmesi Ürün Tasarım Kılavuzları 1 Seramiklerin Türleri ve İşlenmeleri Seramik malzemeler üç
SERAMİK VE SERMETLERİN İŞLENMESİ Geleneksel Seramiklerin İşlenmesi Yeni Seramiklerin İşlenmesi Sermetlerin İşlenmesi Ürün Tasarım Kılavuzları 1 Seramiklerin Türleri ve İşlenmeleri Seramik malzemeler üç
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
PROJENİN ADI POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI. Danışman: Doç.Dr. İsmet KAYA. Zeyfiye TEZEL Mehmet KARACADAĞ
 PROJENİN ADI POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA PROJENİN
PROJENİN ADI POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA PROJENİN
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Şekillendirme yöntemine göre, bir parçada şekillendirme sonunda %5-35 su vardır. Bir seramik çamurunun içindeki yoğrulma suyu üç durumda bulunur.
 KURUTMA Sinterleme öncesi üründe kalan su uzaklaşmazsa sinterleme sonrası porlardaki suyun ısınması ile aniden oluşan aşırı hacim genleşmesi ürünün çatlamasına neden olabilir. Şekillendirme yöntemine göre,
KURUTMA Sinterleme öncesi üründe kalan su uzaklaşmazsa sinterleme sonrası porlardaki suyun ısınması ile aniden oluşan aşırı hacim genleşmesi ürünün çatlamasına neden olabilir. Şekillendirme yöntemine göre,
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
HİDROLİK. Yrd. Doç. Dr. Fatih TOSUNOĞLU
 HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
Maddeyi Oluşturan Tanecikler-Madde Hallerinin Tanecikli Yapısı. Maddeyi Oluşturan Tanecikler- Madde Hallerinin Tanecikli Yapısı
 Maddeyi Oluşturan Tanecikler- Madde Hallerinin Tanecikli Yapısı a) Saf Madde Kendine özgü fiziksel ve kimyasal özellikleri olan, ayırt edici özellikleri bulunan ve bu ayırt edici özellikleri sabit olan
Maddeyi Oluşturan Tanecikler- Madde Hallerinin Tanecikli Yapısı a) Saf Madde Kendine özgü fiziksel ve kimyasal özellikleri olan, ayırt edici özellikleri bulunan ve bu ayırt edici özellikleri sabit olan
ÜRÜN TANIMI; arasında olmalıdır.! Derz uygulaması yapıştırma işleminden bir gün sonra yapılmalıdır.!
 ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
HİDROLİK-PNÖMATİK. Prof. Dr. İrfan AY. Makina. Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Balıkesir - 2008
 Makina * Prof. Dr. İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU * Balıkesir - 008 1 HİDROLİK VE PNÖMATİK 1.BÖLÜM HİDROLİK VE PNÖMATİĞE GİRİŞ TARİHÇESİ: Modern hidroliğin temelleri 1650 yılında Pascal ın kendi
Makina * Prof. Dr. İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU * Balıkesir - 008 1 HİDROLİK VE PNÖMATİK 1.BÖLÜM HİDROLİK VE PNÖMATİĞE GİRİŞ TARİHÇESİ: Modern hidroliğin temelleri 1650 yılında Pascal ın kendi
BÖLÜM 3. Yrd. Doç.Dr. Erbil Kavcı. Kafkas Üniversitesi Kimya Mühendisliği Bölümü
 BÖLÜM 3 Sürekli Isı iletimi Yrd. Doç.Dr. Erbil Kavcı Kafkas Üniversitesi Kimya Mühendisliği Bölümü Düzlem Duvarlarda Sürekli Isı İletimi İç ve dış yüzey sıcaklıkları farklı bir duvar düşünelim +x yönünde
BÖLÜM 3 Sürekli Isı iletimi Yrd. Doç.Dr. Erbil Kavcı Kafkas Üniversitesi Kimya Mühendisliği Bölümü Düzlem Duvarlarda Sürekli Isı İletimi İç ve dış yüzey sıcaklıkları farklı bir duvar düşünelim +x yönünde
SIVILAR YÜZEY GERİLİMİ. Bir sıvı içindeki molekül diğer moleküller tarafından sarılmıştır. Her yöne eşit kuvvetle çekilir.daha düşük enerjilidir.
 SIVILAR YÜZEY GERİLİMİ Bir sıvı içindeki molekül diğer moleküller tarafından sarılmıştır. Her yöne eşit kuvvetle çekilir.daha düşük enerjilidir. Yüzeydeki molekül için durum farklıdır Her yönde çekilmediklerinden
SIVILAR YÜZEY GERİLİMİ Bir sıvı içindeki molekül diğer moleküller tarafından sarılmıştır. Her yöne eşit kuvvetle çekilir.daha düşük enerjilidir. Yüzeydeki molekül için durum farklıdır Her yönde çekilmediklerinden
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
TOZ METALURJİSİ. Fatih ÜSTEL, Ali Osman KURT, Nil TOPLAN
 DENEY NO TOZ METALURJİSİ 8 Fatih ÜSTEL, Ali Osman KURT, Nil TOPLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 20 2) Toz Metalurjisi ve Parçacıklı Malzeme Teknolojileri hakkında teorik bilgi
DENEY NO TOZ METALURJİSİ 8 Fatih ÜSTEL, Ali Osman KURT, Nil TOPLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 20 2) Toz Metalurjisi ve Parçacıklı Malzeme Teknolojileri hakkında teorik bilgi
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
KOMPOZİT MALZEMELERİN TERMAL ANALİZİ
 T.C. DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ KOMPOZİT MALZEMELERİN TERMAL ANALİZİ Bitirme Projesi Orkun Övez Nalçacı Projeyi Yöneten Yrd. Doç. Dr. Dilek Kumlutaş Haziran
T.C. DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ KOMPOZİT MALZEMELERİN TERMAL ANALİZİ Bitirme Projesi Orkun Övez Nalçacı Projeyi Yöneten Yrd. Doç. Dr. Dilek Kumlutaş Haziran
TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ
 TEKNİK SEÇİMLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ HAZIRLAMA TOZ HAZIRLAMA Çoğu durumda tozlar üretildiği gibi kullanılamaz. Bunun için aşağıda anılan işlemlerden bazılarının endüstriyel
TEKNİK SEÇİMLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ HAZIRLAMA TOZ HAZIRLAMA Çoğu durumda tozlar üretildiği gibi kullanılamaz. Bunun için aşağıda anılan işlemlerden bazılarının endüstriyel
Termal Enerji Depolama Nedir
 RAŞİT AYTAŞ 1 Termal Enerji Depolama Nedir 1.1. Duyulur Isı 1.2. Gizli Isı Depolama 1.3. Termokimyasal Enerji Depolama 2 Termal Enerji Depolama Nedir Termal enerji depolama sistemleriyle ozon tabakasına
RAŞİT AYTAŞ 1 Termal Enerji Depolama Nedir 1.1. Duyulur Isı 1.2. Gizli Isı Depolama 1.3. Termokimyasal Enerji Depolama 2 Termal Enerji Depolama Nedir Termal enerji depolama sistemleriyle ozon tabakasına