Teknolojik Seramikler-4. Yrd. Doç. Dr. Nuray Canikoğlu
|
|
|
- Kudret Sançar
- 6 yıl önce
- İzleme sayısı:
Transkript
1 Teknolojik Seramikler-4 Yrd. Doç. Dr. Nuray Canikoğlu
2 2 Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir. Bu yüzden bunları yapmak için kullanılan üretim yöntemleri de çeşitlidir. Ana süreç dört aşamada özetlenebilir: Bünyeyi hazırlama (toz seçimi, bünyenin karıştırılması ve bünyenin kurutulması), Şekillendirme, Kurutma ve Sinterleme.
3 3

4 Şekillendirme Seramik ürünlerin üretim aşamaları 4
5 Yüksek performans seramik ürünler homojen mikroyapılı, çok az gözenekli ve yüksek yoğunlukta bünyelerden yapılır. Böyle yüksek kalitede ürünler elde etmek için, başlangıç malzemelerinin seçimi ve kontrolü çok önemlidir. Yüksek yoğunlukta sinter parça elde etmek için ince taneli ve yüksek saflıkta tozlar kullanmak gereklidir. Ayrıca yardımcı bileşenler ile ana bileşenler çok iyi karıştırılmadır. 5
6 A. Toz seçimi Seramik tozunun hazırlanmasında kullanılan en yaygın yöntem iri hammadde parçalarını mekanik öğütme ve sınıflandırma ile ince toz haline getirmektir. Öğütücüler çok çeşitli olmakla birlikte bilyalı öğütücüler ve sarsıntılı öğütücüler mikron seviyesinde tane boyutuna ulaşmak için en uygun olanlarıdır. Yoğun malzeme elde etmek için tane büyüklüğü ve homojen dağılımı çok önemlidir. 6

7 B. Bünyenin Karıştırılması Tozları, ana ve yardımcı bileşenleri karıştırmak, bünyeyi hazırlamak için kuru ve yaş olmak üzere iki yöntem vardır. İleri teknoloji seramikler alanında, mikron ve mikronaltı büyüklüğündeki tozlar için daha verimli ve güvenilir olanı yaş yöntemdir. Başlangıç malzemesinin öğütülmesi ve bünyenin karıştırılması aynı anda yapılmaktadır. Yaş yöntemde kullanılan çözücü genellikle sudur. Fakat silisyum nitrür ve silisyum karbür gibi oksit dışı malzemelerin oksitlenmesini önlemek için organik çözücüler de kullanılır. 7



8 Bilyalı öğütücü en çok kullanılan karıştırma cihazıdır. Bilyalardan ve öğütme kabının iç kaplama seramiğinden kopacak parçalar malzemeyi kirleteceğinden, öğütülen malzemenin cinsinden seramik bilya ve iç kaplama malzemesi kullanılması tercih edilir. bilyalı değirmenin içi 8 Zirkonya bilya bilyalı değirmen
9 C. Bünyenin Kurutulması Yaş yöntemle elde edilen bünyenin kurutulmasında kullanılan en yaygın yöntem püskürtmeli (sprey) kurutucudur. Uygun kurutma yöntemi olmasının yanında aynı zamanda toz kalıplamada tozda istenilen akıcılığı da sağlamaktadır. Burada prensip olarak, yüksek hızda dönen disk şeklinde bir memeden püskürtülen çamurun bulunduğu bir sarsıntılı siloya sıcak hava gönderilir. Buğu halindeki malzeme damlacıkları sıcak hava ile taşınarak silonun dibine kuru granüller olarak düşer ve oradan alınırlar. Bunları kurutmakta kullanılan hava nemli olacağından silonun alt kısmından dışarı alınır. 9
10 10
11 11 Slip Döküm Açık döküm Dolu döküm Basınçlı döküm Kuru presleme Sıcak presleme İzostatik presleme Sıcak izostatik pres Soğuk izostatik pres Ekstrüzyon Enjeksiyon Şerit döküm Plazma kaplama

12 Slip Döküm Slip döküm seramiğe has bir kalıplama yöntemi olup çok uzun bir kullanım tarihine sahiptir. Slip döküm ile şekillendirme prosesinde, hazırlanan çamur, alçı kalıplara dökülmektedir. Çamurdaki su, gözenekli alçı kalıp tarafından emilmektedir. Slip dökümde çamur, seramik toz, sıvı (su veya organik) ve prosese yardımcı olacak katkılar bilyalı öğütücü veya bir başka karıştırıcıda karıştırılarak hazırlanır. Bu şekilde en yüksek oranda katı içeren ve yeterli akıcılığa sahip çamur hazırlanmış olur. 12



13 Slip döküm ile şekillendirmede kalıp olarak, alçıdan yapılan, tek veya çok parçalı kalıplar kullanılır. Kalıp şekline getirilmiş alçı maddesinin gözenekli oluşu nedeni ile, kalıpta oluşan su emme yeteneği, kalıbın içine dökülen döküm çamurunun suyunu emerek, şekillendirme işlemini, herhangi bir yardımcı alet olmaksızın sürdürür. 13
14 Slip hazırlamada kullanılan tozun tane iriliği ve dağılımı önemli faktörler olduğundan iyi kontrol edilmesi ve aglomerasyonun olmaması istenir. Bunu sağlamak için slip birkaç saat süreli ultrasonik işlemden geçirilmeli, iyi bir asıltı elde edilmesi için uygun elektrolit ilavesi yapılmalıdır. Bu yöntem, basit bir yöntem olup esas olarak her boyut ve şekildeki parça üretimi için uygundur. Ancak, pişme esnasında çekme miktarı tipik olarak %25-30 mertebesinde olup; bu durum nihai ürünün boyut tahmininde güçlük yaratmaktadır. 14


15 Açık Döküm 15 Dolu Döküm
16 İyi bir slip dökümün yapılabilmesi için döküm çamuru şu özelliklere sahip olmalıdır: Alçı kalıp içerisinde kolaylıkla yayılabilmesi için düşük viskoziteli olmalı, Katı maddeler çökmemeli, Dökümden sonra kalıptan kolayca çıkarılabilmeli, Çok hızlı ve çok yavaş olmayan bir et kalınlığı temin edilmeli, Döküm sonrası mukavemeti yüksek olmalı ve Kuru çekme az olmalıdır. 16

17 Kuru Presleme Kuru presleme basit şekilli katı partikülleri şekillendirmek için idealdir ve 3 adımda gerçekleşir: 1. kalıbın doldurulması, 2. preslemenin gerçekleştirilmesi, 3. preslenen katı parçanın kalıptan çıkartılması 17
18 Preslenen toz boyut dağılımı µm arasında olmalıdır. Kullanılan basınç 300 MPa kadar yüksek olabilir. Kuru presleme ile seramiklerin şekillendirilmesi ekipmanların ucuz oluşu ve kolay uygulanabilirliği yüzünden yaygın bir şekilde kullanılmaktadır. Conta ve nozul gibi küçük parçalar bu yöntem ile dakikada yüzlerce üretilebilmektedir. Ayrıca küçük düz şekilli yalıtıcılar veya kesici uçlar da dakikada binlerce üretilmektedir. Kuru presleme ile kuruma büzülmesi oluşmaz; bu sayede kuruma süresi ortadan kaldırılır ve son üründe iyi bir boyutsal doğruluk elde edilir. 18

19 Kuru Presleme Sıcak Presleme Yüksek sıcaklıkta yapılması hariç Kuru presleme ye benzer şekilde, ürünün sinterlenmesi, presleme ile aynı anda yapılır. 19 Bu işlem, ayrı bir fırınlama aşamasına olan ihtiyacı ortadan kaldırır. Daha yüksek yoğunluklar ve daha ince tane boyutları elde edilir; ancak kalıp yüzeylerine karşı etkiyen sıcak aşındırıcı parçacıklar nedeniyle kalıp ömrü kısalır.
20 Sıcak presleme ile üretilen ürünlere örnekler Ürün Kullanılan Malzeme Seramik zırh B 4 C, TiB 2, SiC, Al 2 O 3 Kesici takım Si 3 N 4, TiC, Si 3 N 4 -AlN-Al 2 O 3 Motor parçası Si 3 N 4, SiC Varistör ZnO Titanatlar BaTiO 3, CaTiO 3 Kalıplar Al 2 O 3 -SiC kompozit, SiC, Al 2 O 3 20

21 İzostatik Presleme 21 İzostatik presleme esnek bir kalıp içersindeki tozlara hidrostatik basınç uygulanması ile gerçekleşir. Bu sayede geleneksel eşeksenli sıkıştırmada sık sık gözlenen, son üründeki üniformluğun bozukluğu problemi ortadan kalkmış olur.

22 1.Soğuk İzostatik Presleme (CIP) Bu yöntemde toz malzemeler kalıp olarak hizmet eden esnek bir elastik kap içerisine yerleştirilir. Kalıp basınç kabının içindeki bir sıvı ortamına daldırılır ve böylece sıvıya uygulanan yüksek basınç sıvı yardımıyla sıkıştırılacak tozlara iletilerek, tozlar üzerinde bir hidrostatik basınç oluşturulur. Daha sonra kalıp basınç kabından çıkarılarak her bir parçanın kalıptan boşaltılması sağlanır. Sıvı ortam olarak su veya yağ kullanılabilir. 22


23 Soğuk İzostatik Presleme ile ateşleme bujisi yıllardır üretilmektedir. 23 Şekil. CIP cihazı
24 Soğuk izostatik preslemenin avantajları: Üniform basınç nedeniyle parçanın yoğunluğu yüksek ve üniformdur. Boy /çap oranı yüksek olan ve bu nedenle diğer tekniklerle preslenemeyen parçalar üretilebilir. Karmaşık şekilli, oyuklu ve ince kesitli parçaların üretimi mümkündür. Toz-kalıp sürtünmesi olmadığın-dan preslemeden önce metal tozlarının yağlayıcı ile karıştırılma zorunluluğu yoktur. Preslemede kullanılan kalıplar rijit kalıplardan daha ucuzdur. 24
25 Soğuk izostatik preslemenin dezavantajları: Rijit kalıplarda preslenmiş parçaların boyut kontrolü izostatik preslemeden daha hassastır. Rijit kalıplarda presleme ile elde edilen yüzey düzgünlüğü izostatik preslemeden daha yüksektir. Genel olarak izostatik presleme hızı rijit kalıplarda presleme hızından çok düşüktür. Ancak, geliştirilmiş izostatik presleme tekniklerinde üretim hızı yükseltilmiştir. İzostatik preslemede kullanılan kalıp malzemesi rijit kalıplardan daha ucuz olmakla beraber kullanım ömrü çok daha kısadır. 25
26 2. Sıcak İzostatik Presleme (HIP) Seramik ürünlerindeki yoğunluğu arttırmak için genellikle sıcak preslemeye başvurulur. Sıcak izostatik preslemenin önemi gün geçtikçe artmakta olup; klasik yöntemlerle poroziteyi ortadan kaldırabilmek için gereğinden yüksek sıcaklık ve basınç altında uzun süre malzemeyi tutmak yerine daha düşük sıcaklıklarda ve kısa sürede işlem tamamlanmaktadır. Bu sayede hem mikroyapının tane boyutu küçük olmakta hem de enerji tasarrufu sağlanmaktadır. Günümüzde HIP prosesi, nükleer yakıtın, refrakter malzemelerin, seramik kompozitlerin ve süper alaşımların üretiminde kullanılmaktadır. 26


27 Sıcak İzostatik Presleme ile oksit dışı seramikler ilavelere gerek kalmadan yüksek yoğunlukta üretilebilmektedir. Ayrıca BaTiO 3 ve SrTiO 3 gibi parçalar da HIP ile üretilmektedir. 27 Şekil. HIP cihazı

28 Ekstrüzyon Ekstrüzyon yöntemi, boru, çubuk, profil gibi ürünlerin üretimi için tek yöntemdir. Her çeşit seramik kompozisyon veya karışım, uygun bağlayıcı sistemiyle şekillendirilebilmektedir. 28



29 29 Şekil. a. Tek vidalı, b. Çift vidalı zıt yönde, c. Çift vidalı aynı yönde dönen ekstrüder
ektrüzyon")
 tüp")
30 30 Şekil a.)ektrüzyon ile çubuk ve b.) tüp üretimi
31 Ekstrüzyon, enjeksiyon kalıplama gibi bir plastik şekillendirme yöntemi olup; seramik malzeme ekstrüzyon sırasında kalıbı doldurabilecek kadar akıcı olmalı ve ekstrüzyon sonrası yeterli yaş mukavemete sahip olmalıdır. Seramik tozları, yeterli plastisiteyi sağlamak amacı ile ilave edilen % mertebesinde organik bağlayıcı ve nem ayarı ile arzu edilen boyutlarda metallerde olduğu gibi ekstrüzyona tabi tutulur. Ekstrüzyon çamurunda seramik toz, bağlayıcı, yağlayıcı, dağıtıcı ve diğer katkı maddeleri bulunur. Burada en önemli parametre seramik tozu olup, tozun tane iriliği ve dağılımı, şekli ve aglomerasyonu çok önemlidir. 31
32 Ekstrüzyon yöntemi ile alumina, mullit, zirkonyadan fırın tüpleri, yalıtım malzemeleri, tüp şeklindeki kapasitörler, çubuk gibi sabit kesitli ve simetriye sahip ürünler üretilebilir. Bağlayıcılar: Selüloz, mum, su, cam suyu, polivinil bütiril, polivinil alkol,polietilen glikol, polipropilen Yağlayıcılar: stearik asit, aliminyum stearat, çinko stearat, talk, Plastikleştiriciler: polietilen, glikol, gliserin, 32

33 Enjeksiyonla Kalıplama Plastik bir şekillendirme yöntemi olarak enjeksiyonla kalıplama tekniği kompleks şekilli ve ince cidarlı parçaların ekonomik ve hızlı olarak üretilmesini sağlayan bir yöntemdir. 33
34 Bir seramik toz-bağlayıcı karışımının bağlayıcı eriyene kadar ısıtılması ve daha sonra parçanın istenen şekli aldığı ve yeniden katılaştığı bir kalıp boşluğu içerisine basınçla doldurulması enjeksiyon kalıplama yönteminin temel prensibini oluşturur. Doldurulmuş kalıbın soğutulması ile katılaştırılan polimer-seramik karışımından polimerin kontrollü şartlar altında uzaklaştırılması ile sinterlemeye hazır, kompleks nihai şekilli parçalar elde edilir. 34
35 Enjeksiyonla kalıplama yönteminin başlıca kademeleri; Seramik tozun hazırlanması ve bağlayıcı formülasyonunun çıkarılması Homojen bir toz/bağlayıcı karışımının hazırlanması Enjeksiyon kalıplama Şekillendirilmiş parçadan bağlayıcının uzaklaştırılması Parçanın sinterlenmesi 35
36 Bağlayıcılar(termoplastik) Polipropilen, etilen vinil asetat, vakslar, polibütan, polietilen Bağlayıcılar(termoset) Bağlayıcılar(suda çözünebilen) Plastikleştiriciler Yağlayıcılar Epoksi reçine, naylon, fenol formaldehit Metil selüloz, hidroksietil selüloz Hafif yağlar, polietilen glikol, bütil stearit Stearik asit, oleik asit, parafin vaks 36
37 Yapısal amaçlı kompleks ve karmaşık şekilli, aşınmaya veya ısıya dayanıklı parça üretimi için kullanılır. Genel olarak enjeksiyon kalıplamada kullanılan tozlar: ZrO 2, Al 2 O 3, TiO 2, Si 3 N 4 ve SiC dür. Bu tozların tane boyutları 1-20 m mertebesindedir. Aşınma direnci yüksek nozüller, ateşleme sistemlerindeki izolasyon parçaları, elektrostatik toz boya sistemlerinde kullanılan seramik parçalar, türbin kanatları, v.s üretilmektedir. 37

38 Şerit Döküm İşlemler üretim ölçeğinde içinde hareketli bir konveyör sistemi, hava üfleyen kurutma sistemi, ısıtıcı sistemi, döküm ünitesi, şeridi sıyıran sistem ve şeridi saran makara ihtiva eden sürekli döküm makinesinde gerçekleştirilir. Kurutma işleminden sonra, şerit ya makaraya sarılır veya kullanım amacına uygun boyutlarda kesilir. 38


39 Şekil(a) ve (b) Şerit döküm cihazı Şerit döküm seramik altlıkların, kapasitörlerin ve elektronik endüstrisi için çok katmanlı kompozitlerin hazırlanması için geliştirilmiştir. 39
40 40 Önce seramik toz, çözücü, dağıtıcı ve yüzey ıslatıcı maddeler 24 saat karıştırılarak düşük viskoziteli çamur elde edilir. Daha sonraki karıştırma ve homojenleştirme aşamasında plastisiteyi artırıcı katkı maddeleri ve bağlayıcı malzeme katılarak 24 saat daha karıştırma işlemi yapılır. İki aşamalı karıştırma dağılımın iyi olması ve bağlayıcı sistemin özelliklerinin bozulmasını önlemek için uygulanır. Karıştırma işlemi sonunda çamur ısıtılır, süzülür, havası alınarak çözücüde çözünmeyen, düz bir yüzeye yayılır ve solvent uçurularak bünyeden uzaklaşması sağlanır.
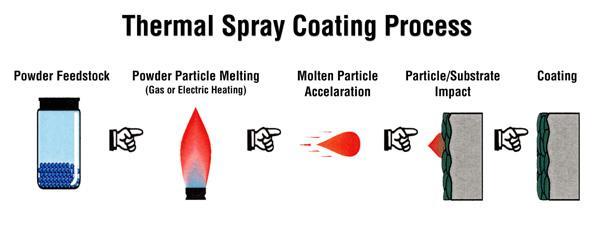
41 41 Plazma Sprey ile Kaplama Temelde metalik ve metalik olmayan altlık malzemelerin seramik esaslı bir malzeme ile kaplanmasında kullanılan plazma püskürtme, bir yüzey tekniği olmakla birlikte; tüp, boru, pota, sensör gibi seramik esaslı şekilli parçaların istenilen boyutlarda üretilmesini de mümkün kılar. Laboratuar için yalıtım tüpleri, sanayi tipi fırınlarda, ısıtma ünitelerinde, yatay, dikey ve döner tüp fırınlarında, demir dışı metal ergitme potalarında, enjeksiyon tüplerinde, rulman yataklarında, döküm potalarında ve baca gazı iletim boruları diğer örneklerdir. Geleneksel üretim metodlarından farklı olarak plazma ile şekillendirmede kalıp tasarımı, presleme-döküm ve yüzey işlemlerine ihtiyaç duyulmamaktadır.
42 42
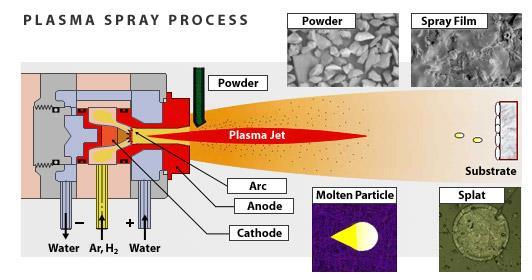
43 Plazma püskürtmede anodik polarize edilmiş (genellikle Cu) silindirik formda su ile soğutulan plazma üfleci ile toryumlu tungstenden imal edilmiş konik formda bir katod arasında ark oluşturulur. Bu arkın içinden Ar, He, N 2, H 2 veya bunların karışımlarını içeren gaz geçirilir. Proseste, katottan yayılan serbest elektronlar, anoda doğru hızla ilerlerken plazma gazlarının atomları veya molekülleri ile çarpışmaktadır. Bu çarpma momenti etkisiyle plazma gazları iyonize olarak pozitif iyon ve negatif elektronlara ayrılmaktadır. Genişleyen gaz alev şeklinde üfleçten çıkar ve plazma çekirdeğinde kaplama tekniğine bağlı olarak yaklaşık o C sıcaklıklara ulaşılır. 43
44 44

45 45
46 Plazma sprey kaplamalarda, kaplama işlemi esnasında kaplamanın çatlamasına veya ana malzemeden ayrılmasına yol açan basma ve çekme iç gerilmeleri meydana gelmektedir. Bu iç gerilmelere; sprey malzemesinin üniform olmayan dağılımı, kaplama ile ana malzeme arasındaki termal genleşme farklılığı, ana malzemenin üniform olmayan bir şekilde ısıtılmasıyla yine ana malzemenin şekil ve boyut özellikleri neden olmaktadır. Ara tabaka uygulaması ve sprey esnasında ana malzemenin ön ısıtılması veya soğutulması ile bu iç gerilmeler azaltılabilir. 46
47 47 Plazma püskürtme tekniğinin en büyük pazar alanı uçak ve uzay endüstrisi olup; otuz yıldan daha fazla bir süredir plazma püskürtme havacılık teknolojisinde kullanılmaktadır. Plazma püskürtme konusundaki mevcut uygulamalar vakum altında kaplama ile önemli ölçüde gelişmiştir. Türbin kanatçıklarının ve aktarma dişlilerinin kaplanması yanında piston yüzeyleri, subap başları, silindir kapaklarında termal bariyer amaçlı kaplamalar da yapılmaktadır. Tekstil endüstrisi, kağıt endüstrisi, tıbbi uygulamalar, toz metalurjisi, otomobil endüstrisi plazma püskürtme tekniğinin diğer uygulama alanıdır.
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4 Şekillendirme Yöntemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir.
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-4 Şekillendirme Yöntemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramik ürünler çok çeşitli malzemelerden yapılır. Bu ürünler uygulama ve şekil açısından çeşitlilik gösterir.
Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016
 Seramiklerin Şekillendirilmesi Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016 SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ İleri teknoloji seramiklerinin
Seramiklerin Şekillendirilmesi Doç. Dr. Fatih ÇALIŞKAN Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği, 2016 SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ İleri teknoloji seramiklerinin
Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin
 Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi PLASTİK ŞEKİLLENDİRME Şekillendirme basıncı
Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi PLASTİK ŞEKİLLENDİRME Şekillendirme basıncı
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ
 5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545 İleri teknolojik seramiklere giriş ve sınıflandırılması 1 Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 40
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545 İleri teknolojik seramiklere giriş ve sınıflandırılması 1 Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 40
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
MMT113 Endüstriyel Malzemeler 8 İleri Teknoloji Seramikleri. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 8 İleri Teknoloji Seramikleri Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Balistik korunma Uzay mekiği ısı koruma plakaları Fren diskleri (SGL Karbon AG) İleri Teknoloji
MMT113 Endüstriyel Malzemeler 8 İleri Teknoloji Seramikleri Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Balistik korunma Uzay mekiği ısı koruma plakaları Fren diskleri (SGL Karbon AG) İleri Teknoloji
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Deney Föyü TOZ METALURJİSİ II - SERAMİKLERİN ÜRETİMİ
 Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Metalurji ve Malzeme Laboratuarı ve Uygulamaları II Dersi Deney Föyü TOZ METALURJİSİ II - SERAMİKLERİN ÜRETİMİ İÇERİK
Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Metalurji ve Malzeme Laboratuarı ve Uygulamaları II Dersi Deney Föyü TOZ METALURJİSİ II - SERAMİKLERİN ÜRETİMİ İÇERİK
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MMT113 Endüstriyel Malzemeler 7 Seramikler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 7 Seramikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Aşınmaya dayanıklı parçalar Kesici takımlar Dekorasyon ve sanat Yalıtkan malzemeler Elektronik http://www.flickr.com
MMT113 Endüstriyel Malzemeler 7 Seramikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Aşınmaya dayanıklı parçalar Kesici takımlar Dekorasyon ve sanat Yalıtkan malzemeler Elektronik http://www.flickr.com
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Seramik malzemelerin şekillendirilmesi
 Seramik malzemelerin şekillendirilmesi Şekillendirmede kullanılan yöntemler Kuru şekillendirme Kuru presleme Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)] Sıcak izostatik presleme [HIP (Hot
Seramik malzemelerin şekillendirilmesi Şekillendirmede kullanılan yöntemler Kuru şekillendirme Kuru presleme Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)] Sıcak izostatik presleme [HIP (Hot
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
YOĞUNLUK : minimum kg/m3. ISI İLETKENLİK : 0,028W/Mk SU EMME : % 0,1 SU BUHARI DİFÜZYON DİRENCİ : YANGIN SINIFI : B1 (TS 11989)
") ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
TOZ METALURJİSİ (T/M)
") TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
SERAMİK VE SERMETLERİN İŞLENMESİ. Geleneksel Seramiklerin İşlenmesi Yeni Seramiklerin İşlenmesi Sermetlerin İşlenmesi Ürün Tasarım Kılavuzları
 SERAMİK VE SERMETLERİN İŞLENMESİ Geleneksel Seramiklerin İşlenmesi Yeni Seramiklerin İşlenmesi Sermetlerin İşlenmesi Ürün Tasarım Kılavuzları 1 Seramiklerin Türleri ve İşlenmeleri Seramik malzemeler üç
SERAMİK VE SERMETLERİN İŞLENMESİ Geleneksel Seramiklerin İşlenmesi Yeni Seramiklerin İşlenmesi Sermetlerin İşlenmesi Ürün Tasarım Kılavuzları 1 Seramiklerin Türleri ve İşlenmeleri Seramik malzemeler üç
PEKİŞTİRME VE PRESLEME TEKNİKLERİ. Doç. Dr. Nil TOPLAN SAÜ. 2015
 PEKİŞTİRME VE PRESLEME TEKNİKLERİ Doç. Dr. Nil TOPLAN SAÜ. 2015 1 2 3 4 5 Toz Karıştırma ve Harmanlama Presleme ve sinterlemede başarılı sonuçlar için, başlangıç tozları homojen hale getirilmelidir. Harmanlama
PEKİŞTİRME VE PRESLEME TEKNİKLERİ Doç. Dr. Nil TOPLAN SAÜ. 2015 1 2 3 4 5 Toz Karıştırma ve Harmanlama Presleme ve sinterlemede başarılı sonuçlar için, başlangıç tozları homojen hale getirilmelidir. Harmanlama
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Teknolojik Seramikler-1. Yrd. Doç. Dr. Nuray Canikoğlu
 Teknolojik Seramikler-1 Yrd. Doç. Dr. Nuray Canikoğlu 1 DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 2 30 Ödev 1 20 TOPLAM 100 Yıl içinin Başarıya Oranı 50 Finalin Başarıya
Teknolojik Seramikler-1 Yrd. Doç. Dr. Nuray Canikoğlu 1 DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 2 30 Ödev 1 20 TOPLAM 100 Yıl içinin Başarıya Oranı 50 Finalin Başarıya
 PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması
 Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ
 TEKNİK SEÇİMLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ HAZIRLAMA TOZ HAZIRLAMA Çoğu durumda tozlar üretildiği gibi kullanılamaz. Bunun için aşağıda anılan işlemlerden bazılarının endüstriyel
TEKNİK SEÇİMLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ HAZIRLAMA TOZ HAZIRLAMA Çoğu durumda tozlar üretildiği gibi kullanılamaz. Bunun için aşağıda anılan işlemlerden bazılarının endüstriyel
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI
 SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
ME220T Tasarım ve İmalat
 TOZ METALURJİSİ (T/M) ME220T Tasarım ve İmalat 18. Toz Metalurjisi Mehmet DEMİRKOL Groover, Fundamentals of Modern Manufacturing, Bölüm 16 1. Mühendislik tozlarının özellikleri ve tanımlanması 2. Metalsel
TOZ METALURJİSİ (T/M) ME220T Tasarım ve İmalat 18. Toz Metalurjisi Mehmet DEMİRKOL Groover, Fundamentals of Modern Manufacturing, Bölüm 16 1. Mühendislik tozlarının özellikleri ve tanımlanması 2. Metalsel
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
Alüminyum Cürufundan Alüminyum Metali ve Flaks Eldesi
 Alüminyum Cürufundan Alüminyum Metali ve Flaks Eldesi 1 *Nedim SÖZBİR, 2 Mustafa AKÇİL and 3 Hasan OKUYUCU 1 *Sakarya Üniversitesi, Mühendislik Fakültesi, Makina Müh. Bölümü, 54187 Esentepe, Sakarya 2
Alüminyum Cürufundan Alüminyum Metali ve Flaks Eldesi 1 *Nedim SÖZBİR, 2 Mustafa AKÇİL and 3 Hasan OKUYUCU 1 *Sakarya Üniversitesi, Mühendislik Fakültesi, Makina Müh. Bölümü, 54187 Esentepe, Sakarya 2
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Gaz arıtımı sonucu oluşan ve tehlikeli maddeler içeren çamurlar ve filtre kekleri dışındaki gaz arıtımı sonucu oluşan çamurlar
 Düzenli Depolama - 1. Sınıf (Tehlikeli Atık Düzenli Depolama) 01 03 04* Sülfürlü cevherlerin işlenmesinden kaynaklanan asit üretici maden atıkları 01 03 05* Tehlikeli madde içeren diğer maden atıkları
Düzenli Depolama - 1. Sınıf (Tehlikeli Atık Düzenli Depolama) 01 03 04* Sülfürlü cevherlerin işlenmesinden kaynaklanan asit üretici maden atıkları 01 03 05* Tehlikeli madde içeren diğer maden atıkları
ARD 500 P ARD 990 P ARDIÇ PVB P EMCEPREN 200 P EMCEPREN IG80 P
 ARD 500 P ARD 990 P ARDIÇ PVB P EMCEPREN 200 P EMCEPREN IG80 P www.ardiccam.com.tr www.ardickimya.com ARD 500 Yapısal İzolasyon Camları İçin Çift Kompenantlı Dolgu Silikonu TEMEL KULLANIM BİLGİLERİ ARD500
ARD 500 P ARD 990 P ARDIÇ PVB P EMCEPREN 200 P EMCEPREN IG80 P www.ardiccam.com.tr www.ardickimya.com ARD 500 Yapısal İzolasyon Camları İçin Çift Kompenantlı Dolgu Silikonu TEMEL KULLANIM BİLGİLERİ ARD500
13.11.2015 CAM SERAMİKLER. Cam-seramikler, kristallenmeye uygun camların kontrollü kristalizasyonu ile üretilen çok kristalli malzemelerdir.
 CAM SERAMİKLER Cam-Seramiklerin Tanımı Cam-seramikler, kristallenmeye uygun camların kontrollü kristalizasyonu ile üretilen çok kristalli malzemelerdir. Kristalizasyon, cam içerisinde kristal fazların
CAM SERAMİKLER Cam-Seramiklerin Tanımı Cam-seramikler, kristallenmeye uygun camların kontrollü kristalizasyonu ile üretilen çok kristalli malzemelerdir. Kristalizasyon, cam içerisinde kristal fazların
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3
 Enerji Kaynakları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3 Enerji kaynakları Yakıtlar Doğa kuvvetleri Özel doğa kuvvetleri Yrd. Doç. Dr. Yüksel HACIOĞLU Katı Sıvı Gaz Odun Petrol Doğal Gaz Hidrolik Güneş Rüzgar
Enerji Kaynakları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3 Enerji kaynakları Yakıtlar Doğa kuvvetleri Özel doğa kuvvetleri Yrd. Doç. Dr. Yüksel HACIOĞLU Katı Sıvı Gaz Odun Petrol Doğal Gaz Hidrolik Güneş Rüzgar
ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER TEKNİK ÖZELLİKLER. Sanayi ve Ticaret Ltd. Şti.
 Sanayi ve Ticaret Ltd. Şti. ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER Asbestsiz contalar; NBR bağlayıcılı aramid, sentetik, mineral fiberden oluşmaktadır. Asbest kullanımının artık tamamen ortadan kalktığı bugünlerde,
Sanayi ve Ticaret Ltd. Şti. ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER Asbestsiz contalar; NBR bağlayıcılı aramid, sentetik, mineral fiberden oluşmaktadır. Asbest kullanımının artık tamamen ortadan kalktığı bugünlerde,
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
 5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
İLERİ YAPI MALZEMELERİ-4-2016 DOĞAL TAŞLAR,KİLLER,SERAMİKLER
 İLERİ YAPI MALZEMELERİ-4-2016 DOĞAL TAŞLAR,KİLLER,SERAMİKLER Doğal Taşlar Doğal taş çeşitleri Oluşum Şekillerine göre Magmatik (Kökeni mağma olan kayaçlardır) Sedimanter ( Sedimanter kayalar kum, çakıl
İLERİ YAPI MALZEMELERİ-4-2016 DOĞAL TAŞLAR,KİLLER,SERAMİKLER Doğal Taşlar Doğal taş çeşitleri Oluşum Şekillerine göre Magmatik (Kökeni mağma olan kayaçlardır) Sedimanter ( Sedimanter kayalar kum, çakıl
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4022
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
1.2.1.1. Kaba ve İnce Seramikler: Bunlar aralarında gözenekli ve gözeneksiz ürünler olmak üzere ikiye ayrılırlar.
 1. SERAMİKLER 1.1.Tanım: En genel anlamda seramik, anorganik maddelerin herhangi bir usul ile şekillendirilip pişirilmesi ile meydana gelen ürüne denir. Diğer bir tanımlamaya göre ise seramik, organik
1. SERAMİKLER 1.1.Tanım: En genel anlamda seramik, anorganik maddelerin herhangi bir usul ile şekillendirilip pişirilmesi ile meydana gelen ürüne denir. Diğer bir tanımlamaya göre ise seramik, organik
DAYANIKLILIK VE SÜREÇ GÜVENLİĞİ
 PLASTİK GERİ DÖNÜŞÜMÜ DAYANIKLILIK VE SÜREÇ GÜVENLİĞİ Kırmalar ve Shredderler İnce kesici değirmenler Plastik kompaktörleri/aglomeratörler Yıkama hatları /tesisler Servis Kapsamlı hizmet portföyü Herbold
PLASTİK GERİ DÖNÜŞÜMÜ DAYANIKLILIK VE SÜREÇ GÜVENLİĞİ Kırmalar ve Shredderler İnce kesici değirmenler Plastik kompaktörleri/aglomeratörler Yıkama hatları /tesisler Servis Kapsamlı hizmet portföyü Herbold
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm