TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
|
|
|
- Nazar Aksu
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu

2 DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav 1 10 TOPLAM 100 Yıl içinin Başarıya Oranı 60 Finalin Başarıya Oranı 40 TOPLAM 100 2

3 Dersin İçeriği Toz Metalurjisi ve Parçacıklı Malzeme İşlemleri Teknolojisi`ne (TM-PMT) Giriş Toz Özellikleri, Toz Karakterizasyonu Toz Üretim Yöntemleri: Mekanik Yöntemler Kimyasal ve Elektrokimyasal Yöntemler Refrakter Tozların Üretim Yöntemleri Şekillendirme Öncesi İşlemler: Toz Karıştırma, Harmanlama ve Öğütme Pekiştirme ve Presleme Teknikleri Sinterlemenin Tanımı ve Genel Prensipleri Sıkıştırma ve sinterleme koşullarının mikroyapı ve mekanik özelliklere etkisi 3

4 Giriş Toz metalurjisinin ana amacı özel mühendislik uygulamaları için kaliteli ve ekonomik bir şekilde parça üretimini sağlamaktır. 4

5 Toz metalurjisi çok küçük partikülleri birbirine bağlayarak parça haline getirme işlemidir. Daha geniş bir ifade ile toz metalurjisi, toz şeklindeki malzemelerin preslenmesi ve takiben yüksek sıcaklıkta sinterlenmesi ile parça imalatını kapsamaktadır. İnce partikül şeklindeki saf metaller, alaşımlar, karbon, seramik ve plastik malzemeler birbirleriyle karıştırılarak basınç altında şekillendirilirler. Daha sonra bu parçalar ana bileşenin ergime sıcaklığının altında bir sıcaklıkta sinterlenerek partiküllerinin temas yüzeyleri arasında kuvvetli bir bağ oluşturulur ve böylece istenilen özellikler elde edilir. 5

6 Tarihçe Tozlardan metal parçaların elde edilmesi Inkalar tarafından mücevher üretimine uygulanmıştır. Mısırlıların demir tozlarını kullanmaları ise MÖ 3000 li yıllara kadar uzanmaktadır. Diğer eski bir örnek ise Hindistan daki 6,5 tonluk Delhi sütunudur, MS 375 ile 414 yılları arasında indirgenmiş demir tozlarından yapılmıştır. Boyu: 23 m. Çapı: 40 cm. Ağırlığı: 6 ton. İşlenmiş demir Kaynakla birleştirilmiş disklerden yapılmış. Yüzeyi yumuşak, pirinçle kaplı. 6

7 1800 lü yıllarda tozlar, platinden laboratuvar gereçleri yapımında kullanılmıştır. Yaklaşık aynı tarihlerde madeni paralar presleme ve sinterleme ile bakır, gümüş ve kurşun tozlarından üretilmiştir. 7

8 Tozların kullanımında en önemli dönüm noktalarından biri, Edison için, tungsten tozları kullanılarak dayanıklı lamba flamanı geliştiren Coolidge e aittir. Hemen ardından 1930 lu yıllarda sert metaller (WC-Co), gözenekli yataklar ve elektrik temas elemanları geliştirilmiştir. 8
, gözenekli")
9 1940 lı yıllara kadar toz teknikleri yeni sert metaller, izolatörler, çelik üretim refrakterleri, demir içeren yapısal alaşımlar ve refrakter metallerin üretimini içermişlerdir. Bu çalışmaların çoğu savaşa hazırlık çabaları dolayısıyla hız kazanmıştır. İlk uygulamaların çoğunda toz, malzeme türünü genişletmek için kullanılmıştır. Bugün bu genişleme gayreti sayesinde silisyum karbür, renyum, titanyum diborür, zirkonyum, tantalyum, berilyum oksit ve titanyum gibi çok sayıda malzeme sadece tozlardan oluşturulabilmektedir. İlave olarak, çok yaygın kullanılan alüminyum, silika, alümina, bakır, demir, paslanmaz çelik, bronz ve porselen gibi malzemeleri toz olarak temin etmek mümkündür. 9

10 Toz Metalurjisi Teknolojisi Metalik toz işleme teknolojisi toz üretimi, toz karışımı hazırlama, toz karakterizasyonu gibi metalik/alaşım toz karakteristikleriyle, presleme ve sinterleme gibi işlem kademeleri ile birlikte nihai ürünün tüm özelliklerini doğrudan etkilemektedir. Genel akış şeması açısından basit seviye bir üretim teknolojisi gibi görünen bu yöntem, özünde birçok parametrik ilişkiler barındırmakta olup ürünün mikroyapı üzerinden mekanik ve fiziksel-kimyasal özelliklerine doğrudan kuvvetli bir etkisi vardır. 10

11 Şekil. Metalik toz işleme akış şeması 11

12 Parçacıklar virüsten kum tanesine kadar değişen pek çok boyutta olabilir. Parçacık boyutu için uygun birim, 10-6 m olan, mikrometredir (µm). Toz metalurjisinde kullanılan birçok mühendislik parçacığının boyutu 0,1 ila 200µm aralığında değişir. Seramik parçacıklar genellikle daha küçükken plastik parçacıklar daha büyüktür. Referans olarak insan saçı tipik olarak 100µm civarında bulunur. Şekil. Pek çok toz için boyut aralığının tipik mühendislik seramiği, metal ve plastik parçacık sistemleri ile günlük hayatta kullanılan tozlar ile karşılaştırılmaları 12


13 Toz metalurjisinin avantajları 1. Talaşlı işlem gereksiniminin azaltılması veya tamamen elimine edilmesi: Toz yöntemiyle elde edilen boyutsal hassasiyet ve yüzey bitirme kalitesi çoğu ürün veya uygulama alanı için yeterli olduğundan ilave talaşlı işleme gerek yoktur. İstisnai şekilde boyutsal hassasiyet ve yüzey kalitesinin talebi halinde ürünler basma ve boyutlandırma gibi sekonder operasyonlara tabi tutulabilirler. 2. Yüksek üretim hızları: Toz prosesindeki bütün adımlar basittir ve otomatizasyona uygundur. İş gücü gereksinimi düşüktür, ürün homojenliği ve aynı kalitede tekrar üretilebilirlik oranı diğer yöntemlere göre daha yüksektir. 13

14 3. Karmaşık şekillerin üretimi: Bazı sınırlar dahilinde dişli çark ve kam mili gibi oldukça girift parçalar imal edilebilir. Ekonomik olarak talaşlı işlem ve dökümle şekillendirilemeyen parçalar toz yöntemiyle üretilebilirler. 4. Çok geniş bir kompozisyon aralığı: Kompozisyon açısından oldukça yüksek saflığa sahip parçalar üretilebilir. Metal ve seramikler gibi birbiri içinde çözünmeyen ve farklı karakterdeki malzemeler de bir araya getirilebilir. Katı eriyik veya çözünürlük sınırları aşılarak aşırı doymuş katı çözelti alaşımları veya yüksek alaşımlı malzemeler de elde edilebilir. Düşük ve yüksek alaşımlı veya birbiri içinde çözünmeyen partiküllerden meydana gelen kompozit malzemelerden üretilen parçaların makroskobik ölçekte (1-2 partikül boyutu mesafelerde) kompozisyonal homojenitesi diğer yöntemlerle üretilenlerden daha yüksektir. 14

15 5. Özelliklerin geniş bir aralıkta değişimi: Toz metalurjisiyle üretilen parçaların yoğunluğu ve dolayısıyla içerdikleri gözenek oranı geniş bir aralıkta değişir. Çok yüksek oranda gözenek içeren filtreler gibi fonksiyonel amaçlı parçaların üretimi yanı sıra konstrüksiyon amaçlı yüksek mukavemetli parçalar da üretilebilir. Toz ürünlerin titreşim söndürme özellikleri yüksektir. Magnetik, aşınma ve diğer özellikler özel bir uygulama alanının gereksinimlerini karşılayacak şekilde kontrollü olarak dizayn edilebilir (kontrollü fabrikasyonla ürünlere istenilen özellikler kazandırılabilir). 6. Hurda miktarının azaltılması veya eliminasyonu: Toz metalurjisi bilinen imal usulleri içerisinde malzeme kaybına sebep olmayan tek yöntemdir. Döküm, talaşlı işlem ve presle şekillendirme operasyonlarında hurda miktarı başlangıçtaki malzeme miktarının yarısına (%50) ulaşmaktadır. Hurda oranı özellikle pahalı malzemelerin şekillendirilmelerinde daha da önem kazanmaktadır. Toz metalurjisi ile bazen toplam maliyeti arttırmadan daha pahalı malzemeler kullanarak parça imalatı gerçekleştirilebilir. 15

16 İmal Yöntemi Malzeme fire oranı (%) Ürün için enerji gereksinimi (MJkg -1 ) T/M 5 30 Döküm Soğuk ve Sıcak Ekstrüzyon Talaşlı Üretim

17 Toz Metalurjisinin Dezavantajları: 1. Düşük mekanik özellikler: Çoğu kez toz metalurjisi parçalarının mekanik özellikleri döküm ve dövme ile üretilenlerin özelliklerinden daha düşüktür. Yüksek gerilmelerin söz konusu olduğu uygulama alanlarında bu parçalar kullanılamaz. Bununla birlikte ilave masrafların göze alınması halinde ürünlerin mukavemet değerleri, farklı malzeme, alternatif yöntem veya ikincil proses teknikleri kullanımıyla yükseltilebilir. 2. Nispeten yüksek kalıp maliyeti: Toz prosesinde yüksek sıcaklık, yüksek basınç ve şiddetli aşınma söz konusu olduğu için kalıplar pahalı malzemelerden ve büyük kütleler halinde yapılmaktadır. Bu nedenle toz metalurjisi ile üretilecek parça sayısı en az adet olmalıdır. 17

18 3. Yüksek malzeme maliyeti: Birim ağırlık esasına göre toz malzemeler dövme ve döküm malzemelerden daha pahalıdır. Ancak hurda şeklinde malzeme kaybının olmayışı ve talaşlı işlemin eliminasyonu yüksek malzeme maliyetini dengelemektedir. Toz metalurjisi daha çok birim parça başına malzeme maliyetinin yüksek olmadığı küçük parçaların imalatında kullanılır. 4. Dizayn sınırlamaları: Toz metalurjisi prosesi bazı şekillerdeki parçaların üretimi için uygun değildir. Parçalar kalıptan kolay çıkarılabilecek şekillerde olmalıdır. Kalınlık/çap oranı sınırlıdır. İnce kesitlerin eldesi güç olup parça boyutu, pres kapasitelerinin belirlediği sınırlar içinde olmalıdır. 18

19 5. Parça kesiti boyunca özelliklerin değişim göstermesi: Yoğunluğun parça içinde bir noktadan diğer bir noktaya değişimi özelliklerin de değişimine neden olmaktadır. Bunun ana nedeni parçaların tasarımı yapılırken dizayn kriterlerine riayet edilmemesidir. Üniform olmayan şekillerin toz metalurjisi ile üretilmesi halinde bu tip problemlerle karşılaşılabilir. 19

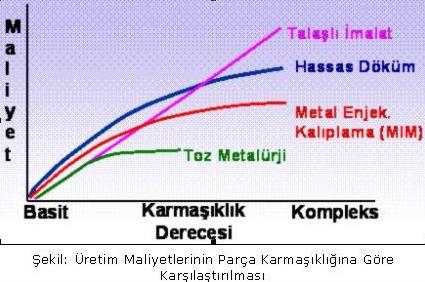
20 Parça karmaşıklığı ve üretim miktarları açısından imalat teknolojilerinin optimum çalışma alanları (karşılaştırılmaları) 20


21 21
22 Toz metalurjisi parçaların dizaynında dikkate alınması gereken bazı ana kurallar: 1. Parça şekli preslemeden sonra kalıptan çıkarmaya uygun olmalıdır. 2. Parça şekli tozun ince duvarlar ve keskin köşeler gibi küçük boşlukların doldurulmasını gerektirmemelidir. 3. Parça şekli dayanıklı kalıp imaline müsait olmalıdır. 4. Parça şekli presleme ile elde edilebilecek kesit kalınlığı değerlerine uygun olmalıdır. 5. Parçaların değişik kesit kalınlıkları arasındaki fark mümkün olduğunca az olmalıdır. 22
23 6. Bazı şekillerdeki parçaların toz metalurjisi dışındaki yöntemlerle üretilmesi maliyet ve uygulama açısından mümkün olmadığından bu avantajı kullanabilecek şekilde dizayn yapılmalıdır. 7. Parça ve kalıp dizaynı esnasında atölyedeki teçhizatların teknik özellikleri dikkate alınmalıdır. 8. Ürünlerin boyutsal toleransları dikkate alınmalıdır. 9. Sinterleme esnasındaki büzülme gibi preslemeden sonra boyutlarda meydana gelecek değişimler kalıp dizaynı esnasında dikkate alınmalıdır. 23
24 Toz metalurjisinin uygulamaları oldukça geniştir. Tungsten lamba filamanları, dişçilik, dişli çarklar, yağlamasız yataklar, elektrik kontakları, nükleer güç yakıt elemanları, ortopedik gereçler, ofis makine parçaları, yüksek sıcaklık filtreleri, uçak fren balataları, akü elemanları Paslanmaz Filtre Parçaları Kilit parçaları Kendinden yağlamalı burçlar Makine parçaları ve jet motor parçaları metal tozlarından üretilen parçalara örnek olarak verilebilir. Ayrıca, gözenekli betonlar, basılmış devre levhaları, patlayıcılar, kaynak elektrotları, roket yakıtları, baskı mürekkepleri, lehimleme aletleri ve katalizörlerin üretilmesinde de kullanılmaktadır. 24
25 Toz metalurjisi ile imal edilen ürünler beş grupta sınıflandırılabilir: 1-Yatak, filtre, basınç veya sıvı regülatörü gibi gözenekli ve geçirgen ürünler: Toz ürünlerin büyük bir kısmını bakır veya demir alaşımlarından yapılan yağ emdirilmiş yataklar teşkil etmektedir. Bu yataklar yağlamaya ve kullanım esnasında bakıma ihtiyaç duymadıklarından otomotiv endüstrisinde ve ev aletlerinde yaygınca kullanılmaktadır. Sinter filtreleri hemen her boyutta gözeneğe sahip şekilde üretilebilirler ve en küçük gözenek çapı 0,0025 mm dir. 25
26 2-Diğer proseslerle üretilmeleri halinde aşırı miktarda talaşlı işleme gereksinim duyulan girift parçalar; Küçük boyutlu dişlilerin büyük bir kısmı toz metalurjisiyle üretilmektedir. Toz prosesleri ile elde edilen boyutsal hassasiyet ve yüzey bitirme kalitesi çoğu zaman ilave bir işlemi gerektirmez ve bazı özel hallerde sadece çok küçük oranlarda yüzey işleme yeterlidir. Kam ve küçük manivela kolları gibi diğer girift parçalar da toz yöntemiyle oldukça ekonomik bir şekilde üretilebilmektedir. Manivela kolları 26
27 3-Talaşlı işlemi güç veya yüksek ergime noktalı malzemelerden yapılan parçalar: Toz metalurjisi modern anlamda ilk kez tungsten lamba flamanları ve tungsten karbür kesici takımların imalinde kullanılmıştır. 27
28 4-İki veya daha fazla metalin kombine özelliklerinin istendiği parçalar: Motor veya jeneratör parçaları bu amaçla bakır ve grafitten imal edilmektedir. Bakır elektrik iletkeni görevini görürken grafit yağlama işlevini yerine getirir. Benzer şekilde yataklar, grafit-demir, grafit-bakır veya grafit-bakır-kalay alaşımı gibi ikili malzeme gruplarından yapılmaktadır. Yumuşak metal, sert metal matrisi içerisinde dağıtılır. Elektrik anahtarı kontaklarında çoğunlukla bakır veya gümüş; tungsten, nikel veya molibden elementlerinden biriyle birleştirilir. Bakır veya gümüş yüksek iletkenlik sağlarken, yüksek ergime sıcaklıklı malzeme ark esnasında ve devrenin kapalı olduğu süre boyunca ergimeye karşı direnç sağlar. 28
29 5-Toz metalurjisi proseslerinin diğer proseslere göre üstün özellik sağladığı ürünler: %100 yoğunluğa ulaşmak amacıyla geliştirilen proseslerle imal edilen mamullerin özellikleri alternatif yöntemlerle üretilen ürünlerin özelliklerini aşmıştır. Uçak sanayi gibi kritik öneme sahip alanlarda ilave maliyetler özelliklerin geliştirilmesi ile haklı görülebilir. Toz metalurjisi magnetlerin üretiminde önemli bir avantaj sağlar; sinterleme öncesinde partiküllerin dizilmesi magnetik bir alanda yapılarak toz magnetlerde daha yüksek bir yoğunluğa ulaşılabilir. NdFeB kimyasal bileşimli mıknatıs 29
30 T/M sektörünün en büyük müşterisi otomotiv sektörüdür. T/M parçaların dünya genelindeki pazar payı grafikte verilmiştir. Bu pazarın %75 i otomotiv endüstrisi tarafından kullanılmaktadır. 30
31 Japonya da 2003 yılında otomotiv sektöründe toz metalurjisi yöntemiyle üretilen parçaların kullanım alanlarına göre ağırlık cinsinden yüzdeleri Avrupa yapımı arabalar 7 kg, Japon yapımı arabalar ise 5 kg T/M parçaya sahip olduğu halde, Amerikan arabaları 16 kg dan daha fazla T/M parça içermektedir. 31

32 Şekil. Toz metalurjisi tekniklerinin kullanılmasının 3 ana sebebinin Venn şeması olarak gösterimi 32
33 33
34 34
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97
 ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 27 2720 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 27 2720.1 DEĞERLİ METALLERİN ÜRETİMİ 27 2720.1.01 Gümüş (işlenmemiş, yarı işlenmiş
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 27 2720 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 27 2720.1 DEĞERLİ METALLERİN ÜRETİMİ 27 2720.1.01 Gümüş (işlenmemiş, yarı işlenmiş
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO ÜRÜN TANIMLAMASI
 ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 20 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 20.1 DEĞERLİ METALLERİN ÜRETİMİ 20.1.01 Gümüş (işlenmemiş, yarı işlenmiş veya toz
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 20 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 20.1 DEĞERLİ METALLERİN ÜRETİMİ 20.1.01 Gümüş (işlenmemiş, yarı işlenmiş veya toz
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü. http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji
 BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji Misyon Temel metalurji ve malzeme mühendisliği eğitimi alan, bilimsel
BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji Misyon Temel metalurji ve malzeme mühendisliği eğitimi alan, bilimsel
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY. Her hakkı saklıdır
 1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Metalurji ve Malzeme Mühendisliği Bölümü
 BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji Misyon Temel metalurji ve malzeme mühendisliği eğitimi alan, bilimsel
BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji Misyon Temel metalurji ve malzeme mühendisliği eğitimi alan, bilimsel
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4022
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Prof. Dr. İrfan AY / Öğr. Gör. Fahrettin KAPUSUZ
 ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY 0 6. NİKEL VE ALAŞIMLARI 1 NİKEL VE ALAŞIMLARI Genel Bilgi Nikel alaşımları, alaşımları, yoğun, katı ve güçlü alaşımlar olarak yüksek sıcaklıklarda(jet motorlarında)
ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY 0 6. NİKEL VE ALAŞIMLARI 1 NİKEL VE ALAŞIMLARI Genel Bilgi Nikel alaşımları, alaşımları, yoğun, katı ve güçlü alaşımlar olarak yüksek sıcaklıklarda(jet motorlarında)
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI
 FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
İÇİNDEKİLER 1. Bölüm GİRİŞ 2. Bölüm TASARIMDA MALZEME
 İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
SEÇİMİ Prof. Dr. İrfan AY. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0
 ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 6. NİKEL VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 Genel Bilgi NİKEL VE ALAŞIMLARI
ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 6. NİKEL VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 Genel Bilgi NİKEL VE ALAŞIMLARI
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
ALUPAM A.Ş. ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013
 ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013 ALUPAM A.Ş. 2013 yılı başlarında ileri teknolojik malzemelerin tasarım ve imalatını yapmak amacıyla kurulmuştur. Alüminyum ve alaşımları ile yapılan çalışmalarına
ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013 ALUPAM A.Ş. 2013 yılı başlarında ileri teknolojik malzemelerin tasarım ve imalatını yapmak amacıyla kurulmuştur. Alüminyum ve alaşımları ile yapılan çalışmalarına
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Konstrüksiyon Sistematiği -5-
 Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
MMT113 Endüstriyel Malzemeler 7 Seramikler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 7 Seramikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Aşınmaya dayanıklı parçalar Kesici takımlar Dekorasyon ve sanat Yalıtkan malzemeler Elektronik http://www.flickr.com
MMT113 Endüstriyel Malzemeler 7 Seramikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Aşınmaya dayanıklı parçalar Kesici takımlar Dekorasyon ve sanat Yalıtkan malzemeler Elektronik http://www.flickr.com
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545 İleri teknolojik seramiklere giriş ve sınıflandırılması 1 Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 40
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545 İleri teknolojik seramiklere giriş ve sınıflandırılması 1 Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 40
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
İkincil Çelik Metalurjisi (MATE 482) Ders Detayları
 Ders Detayları") İkincil Çelik Metalurjisi (MATE 482) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Saati Kredi AKTS İkincil Çelik Metalurjisi MATE 482 Her İkisi 3 0 0 3 5 Ön Koşul Ders(ler)i
İkincil Çelik Metalurjisi (MATE 482) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Saati Kredi AKTS İkincil Çelik Metalurjisi MATE 482 Her İkisi 3 0 0 3 5 Ön Koşul Ders(ler)i
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
SÜPERALA IMLAR. Yüksek sıcaklık dayanımı
 SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
Bİ-METAL ŞERİT TESTERELER
 Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
TOZ METALURJİSİ (T/M)
") TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik