Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
|
|
|
- Elmas Çakır
- 5 yıl önce
- İzleme sayısı:
Transkript

1 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress Eylül 2012 September 2012 Tüyap, İstanbul
2 KÜRESEL GRAFİTLİ DÖKME DEMİR PARÇALARDA ÇEKİNTİ BOŞLUĞU OLUŞUMUNUN TERMAL ANALİZ İLE AÇIKLANMASI ÖRNEK ÇALIŞMALAR Orhan Aral Ay Döküm A.Ş - Ankara

3 TERMAL ANALİZ Ergimiş sıvı haldeki demirin 0.70 cm modüle sahip kum kap içerisinde soğumaya bırakılıp zaman içerisinde sıcaklığındaki değişimin takip edilmesi,kritik noktalar ve bölgelerin sayısal olarak tanımlanıp değerlendirilmesi esasına dayanmaktadır

4 Sıvı demirin iki aşamalı yapılan kontrollerinden spektrometre ile elementlerin miktarları,termal Analiz de ise element ve bileşiklerin katılaşmaya yani soğuma eğrisine olan etkileri tespit edilir. Bu etkileri bilmek metalin proses kontrolü için çok önemlidir
5 Element ve bileşiklerin miktarlarındaki değişim sıvı demirin katılaşması sırasında dönüşüm noktaları ve grafit ile ilgili özellikler üzerinde etkili olmaktadır. Termal Analiz aracılığı ile bu iki değişken kontrol altında tutularak çekinti boşluğu oluşumları engellenmekte ve stabil mekanik özellikler sağlanmaktadır
6 CE=C+Si/4+P/3 eşitliğinde CE = 4,25 4,35 olduğunda otektik, 4,25 altında otektik altı, 4,35 üstünde otektik üstü olmaktadır. Ergitme prosesindeki değişkenlere bağlı olarak sıvı demir içinde çözünmüş oksijen miktarı değişmekte ve buna bağlı olarak elementlerin oksijen ile yaptığı bileşik miktarları da değişmektedir.bu nedenle spektrometrede ölçülen element miktarlarına göre hesaplanan CE ile termal analiz sonucu her zaman aynı olmamaktadır. Güvenilir ve doğru olan termal analiz sonucudur, çünkü oksijen miktarının dönüşüm noktaları ve grafit özellikleri üzerinde etkisi çok büyüktür
7 Şekilde görüldüğü gibi demirin ötektik,ötektik altı yada otektik üstü olup olmadığını belirleyici olan TL dönüşüm noktasının sıcaklığı C,Si,P miktarları dışında O2 ve Al miktarına göre Değişim göstermektedir. Bu iki element CE formülünde bulunmadığı için ancak termal analiz ile etkileri takip edilebilmektedir
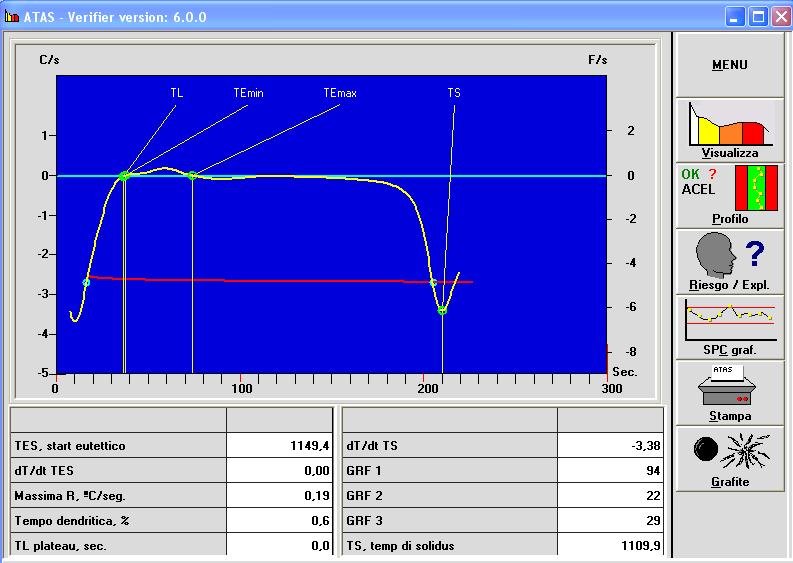
8 TERMAL ANALİZ EĞRİSİ Ötektik bir soğuma eğrisi görülmektedir. Burada dikkat edilmesi gereken; katılaşma nın beyaz bölgedeki gibi sürekli azalan bir şekilde devam etmiyor olmasıdır
9 Bunun nedeni ; beyaz bölgede tamamen sıvı olan demir içinde Telow (en düşük ötektik reaksiyon sıcaklığı ) sıcaklığına düşüş ile birlikte grafit oluşumunun başlamasıdır. Kalıp duvarlarında ilk olarak ötektik östenit tanecikleri katılaşmakta ve bunlar bünyesindeki karbonu önündeki sıvı içine bırakmaktadır.bu sayede ilk küresel grafitler oluşmaya başlamakta ve bu durum sıcaklık artışı ile kendini göstermektedir
10 Birincil grafitler denilen bu grafitlerin oluşumu Tehigh ( en yüksek ötektik reaksiyon sıcaklığı ) noktasına kadar devam etmektedir.telow ile Tehigh arasında kalan bu birincil grafit oluşum bölgesi S2 olarak tanımlanmıştır.tehigh noktasından sonra artık sıcaklık Ts ( %100 katı hale geçiş sıcaklığı ) noktasına kadar yavaş bir şekilde azalmaktadır.tehigh ile Ts arasında kalan bölgeye S3 bölgesi adı verilmekte olup burada ikincil grafitler oluşmaktadır
 sıcaklığına soğuma ile")


11 KATILAŞMA Ötektik Demir Liq eut + Gr eut Ötektik Demir Ötektik Katılaşmada Likidüs (TL) sıcaklığına soğuma ile birlikte kalıp duvarlarında birleşik kolonlar şeklinde ötektik östenit katıları oluşur.soğumanın devamı ile ostenit taneleri bünyelerindeki karbonu önlerindeki sıvı içine kusmaya başlar ve bu sayede birincil grafitler oluşur
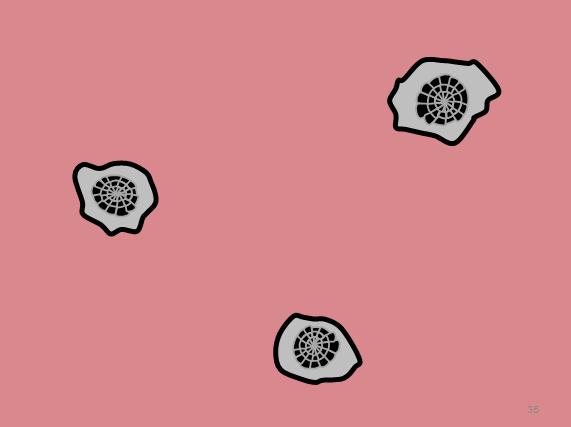
12 Ötektik altı analize sahip demirin katılaşmasında sıvı halden katı hale dönüşüm sırasında sıvı içerisinde primer östenit dendiritlerinin oluştuğu bir ara faz bölgesi oluşmaktadır.bu bölge Likidüs (TL) sıcaklığı ile Telow en düşük ötektik sıcaklık noktası arasında kalan bölgedir. Bu bölgede sıvı içerisinde kalıp duvarlarından başlayarak dendiritler halinde primer ostenit katıları oluşmaktadır
13 Dendiritler şeklinde olmasından dolayı kollar arasında kalan sıvı bölgeler içinde karbon çözünmektedir.bu nedenle bu bölgelerde grafit çökelemediği için buralar boşluk olarak kalmaktadır. Geri kalan karbon ise ötektik reaksiyon esnasında grafit olarak çökelmektedir.bu nedenle ötektik altı analiz ile dökülmüş parçalarda ötektik grafit miktarı az olmaktadır


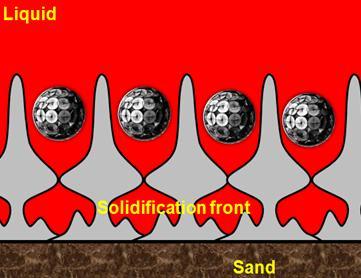
14 Ötektik Altı Demir Liq pr + eut + Gr eut Hypoeutectic iron


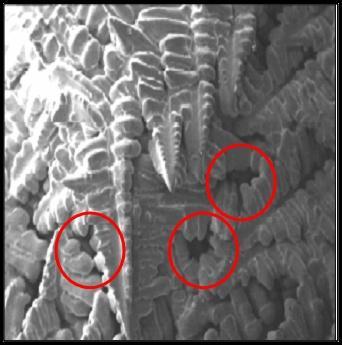
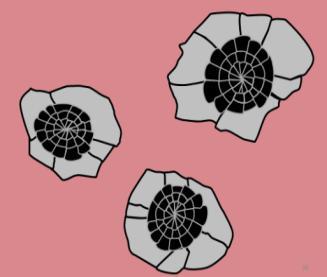
15 Ötektik Üstü Demir Liq Gr pr + eut + Gr eut Hypereutectic iron Ötektik üstü demirin katılaşmasında ara faz bölgesinde primer ostenit yerine primer grafitler oluşmaktadır. Kalıp duvarlarındaki ilk katılaşma büyük boyutlu grafitlerin oluşumu ile başlamaktadır.bu nedenle parça işlenmiş yüzeylerinde koyu renkte kaba grafitler arası çekinti boşlukları görülür.primer ostenit olmadığı için ve ötektik grafit miktarı fazla olduğundan ötektik altı analizdeki demire göre,son katılaşan kısımlarda görülen çekinti boşlukları daha az görülür

16 BİRİNCİ ÇEKİRDEKLEŞME VE GRAFİT BÜYÜMESİ İKİNCİ ÇEKİRDEKLEŞME VE GRAFİT BÜYÜMESİ
17 Metal Prosesi açısından,küresel Grafitli Dökme Demir paçalarda görülen çekinti boşlukları;öncelikli olarak metalin ötektik analizde olup olmadığına, sonrasında ise grafit miktarına bağlı olmaktadır. Grafit miktarı olabildiğince yüksek istenmektedir. Birincil grafitlerin oluşumu S2, ikincil grafitlerin oluşumu S3 ile tanımlı bölgelerde oluşmaktadır
18 Birincil grafitler arasında kalan sıvı bölgelerde oluşan ikincil grafitlerin miktarının fazla olması istenmektedir, az olduğunda bu sıvı bölgeler de çekinti boşlukları oluşmaktadır. Bu nedenle amaç S3 bölgesinin geniş olmasını sağlayarak ikincil grafit miktarını artırmaktır.s3 bölgesinin geniş olması GRF1 faktörünün yüksek olması anlamına gelmektedir aralığı ideal kabul edilmektedir
19 İkincil grafit miktarının fazla olmasını sağlayan bir diğer faktör GRF2 faktörüdür. Isı iletkenliğini gösterir. S3 bölgesinin sonundaki Ts solidus sıcaklığından hemen önce olan ani soğumanın hızı ile orantılıdır. Bu nedenle Ts sıcaklığının zamana göre türev değeri olan dt/dtts değeri ile birlikte kullanılır. Hız ne kadar fazla ise son anda kalan sıvı bölgelerde oluşan ikincil grafit miktarının fazlalığını göstermektedir



20 ISIL İLETKENLİK GRF 2 λ = 29 W/m K λ = 37 W/m K GRF2: 109 GRF2:

21 GRF2; 109 olan test parçası kesilerek mikro yapı ve çekinti kontrolü yapıldığında grafit miktarının az ve çekinti boşluklarının görülmektedir.grafit miktarı ile ısı transfer katsayısı doğru orantılı olarak değişmektedir. Grafit miktarı yanında grafit tipide ısı transfer özelliğini değiştirmektedir. Lamel grafitli gri demir ısı iletim katsayısı en yüksek olup vermiküler ve sfero sonra gelmektedir. Lamel grafitler arasında kalan mesafe en az olduğu için ısı iletim katsayısı en yüksektir
22 Grafit miktarında rol oynayan diğer iki faktör ; R ve Telow değeridir.r ; Telow ile Tehigh arasındaki fark dır,yükselme olarak isimlendirilir.ilk ötektik bölgesinde çökelen grafit ve ostenit miktarını gösterir. Bu değer 2 6 arasında istenmektedir. Büyük olursa ısı açığa çıkar ve buda ostenit katılarının genleşerek aralarında makro boyutta boşluklar oluşmasına neden olur. Yüksek R değeri düşük grafit sayısı anlamına gelir
23 Kimyasal Analiz ve/veya karbon eşdeğer ölçümü ile metal kalitesinin takip edildiği proseslerde, bunlardan bağımsız olan grafit özelliklerindeki değişim kontrol altında tutulamadığı için bazı dökümlerde çekinti problemleri ile karşılaşılmaktadır.bu nedenle besleyiciler büyütülerek çözüm aranmaktadır. Fakat unutulmamalıdır ki ; dış besleme ötektik reaksiyon başlangıç sıcaklığına kadar mümkündür. Bu nedenle örnek parçada görüldüğü gibi besleyici büyütülse bile çekinti oluşan bölge ile besleyici arasında kalan ince kısım Telow sıcaklığı altına düşmektedir
24 Bu nedenle çekinti oluşumu besleyicinin büyütülmesi ile önlenememektedir, bu ancak grafit miktarının artırılması ve kontrol altında tutulması ile mümkün olmaktadır. Termal Analiz ve kimyasal analiz kontrolü ile metal kalitesinin takip edildiği prosesler de grafit özellikleri kontrol altında tutularak döküm yapıldığı için daha küçük besleyiciler ile çekintisiz parça dökülebilmektedir

25



26 ÖRNEK ÇALIŞMA 1 ACEL : 4,30 Ötektik Telow : 1135,9 R : 8,4 GRF 1 : 76 GRF 2 : 61 dt/dt Ts : - 2,77 Grafit sayısı : 100 nodül/mm
27 Analiz ötektik olmasına rağmen makro boyutta çekinti boşluğu görülmektedir. Mikro yapıdan görüldüğü gibi grafit sayısının 100 nodül/mm2 gibi düşük bir miktarda olduğu görülmektedir. Çekinti oluşan kısım Telow sıcaklığına düşmeden besleyici ile arada kalan kısım Telow sıcaklığının altına düştüğü için besleme etkisi bitmektedir.bu noktadan sonra ötektik reaksiyon başlamakta ve 1.ve 2.ötektik reaksiyon bölgelerindeki grafit miktarına bağlı olarak bu bölgedeki çekinti boşluğu önlenmektedir.metalin Termal Analiz sonucunu uygun hale getirmek için baz metal sıcaklığı katı şarj ilavesi yapılarak 1560 dan 1520 ye düşürülmüştür ve reaksiyon potası cebinde ilave olarak % 0,1 miktarında aşılayıcı kullanılmıştır


28 ACEL : 4,30 Ötektik Telow : 1143,1 R : 4,2 GRF 1 : 91 GRF 2 : 46 dt/dt Ts : - 3,08 Grafit sayısı : 200 nodül/mm

29 ÖRNEK ÇALIŞMA 2 Kimyasal analizindeki karbon miktarı 3,94 olan metalin pota metal termal analiz eğrisi görülmektedir.acel = 4,40 ötektik üstü, Telow = 1147,2 GRF1 = 94 GRF2 = 42 R = 3,6 dt/dt Ts : - 3,20 ideal değerlerde olmasına rağmen S1=12 primer grafit oluşumu olduğu için parçanın kesitinde görüldüğü gibi 3 mm makro boyutta çekinti boşluğu görülmektedir

30 Primer Grafit oluşumunu ( S1 bölgesi) engellemek için 3,94 olan karbon miktarı 3,89 a düşürülüp ötektik katılaşma olması sağlanmıştır.sadece % 0,05 miktarında karbon düşüşü ile soğuma eğrisindeki primer grafit bölgesi engellenmiş ve bu sayede çekinti boşluğu engellenmiştir. ACEL = 4,30 S1 = 0 R = 1,2 Telow = 1146,6 GRF1 = 90 GRF 2 = 55 değerleri uygun dt/dt Ts : - 2,73 değeri düşük olmasına rağmen parçada çekintinin önlendiği görülmüştür



31 ÖRNEK ÇALIŞMA 3 PARÇA ESKİ DİZAYN İYİLEŞTİRİLMİŞ DİZAYN EN-GJS sfero dökme demir malzemeli Flanş parçası verimlilik çalışması kapsamına alınarak,maliyet azaltma çalışması yapılmıştır.mevcut model dizaynında her iki figür üzerinde çekinti riski olan kısımlara yerleştirilmiş durumda oval tip ekzotermik besleyici gömleği bulunmaktadır.yaptığımız verimlilik artırma çalışmasında amacımız parçayı ekzotermik gömlek kullanmadan çekintisiz dökmek olmuştur


32 Bunu sağlamak için ; 1400 C olan döküm sıcaklığı 1360 C ye düşürüldü ve kalıp içi blok aşı kullanıldı.bu iki proses parametresi değiştirilerek parça 6 kg ağırlığında bir adet şişe tip kum besleyici ile döküldü. Sıcaklığı düşürmek ve kalıp içi aşı kullanımı ile amaçladığımız grafit miktarını artırarak çekinti boşluğu oluşumunu engellemek olmuştur


33 Termal analiz sonucunda ; Telow : 1147,9 / R : 6 / GRF1 : 90 GRF 2 : 37 dt/dt Ts : - 3,53 değerleri sağlanmıştır. Grafit Sayısı : 275 nodül/mm2 Dökülen parçalar kritik kısımlarından kesilerek ve işleme sonucu kontrol edilmiş olup çekinti boşluğu görülmemiştir. Bu çalışma ile birlikte ;3 adet ekzotermik gömlek kullanımı kaldırılmıştır.böylelikle 1,5 TL / parça,maliyet azalmıştır
34 1 adet kalıbın yapım süresi 50 sn den 35 sn ye düşmüştür, 1400 olan döküm sıcaklığı 1360 a düşürüldüğü için elektrik sarfiyatında tasarruf sağlanmıştır. Taşlama işçiliğinde işçilik zamanından ve taş sarfiyatından tasarruf sağlanmıştır, kalıp içi aşı kullanıldığı için 0,15 TL / Parça maliyet getirmiştir. Şişe tipi kum besleyicili yeni dizaynda, eski dizayndaki durum olan besleyicilerin parça üstüne yerleştirilmiş ve ekzotermik olmasının sağladığı yüksek besleme etkisi olmadığı için metal prosesi değişkenlerine sıkı hakim olunması bir zorunluluktur
35 Metal sıcaklığı ve termal analiz sonucunda ötektik metal olması ocağın başından sonuna kadar sıkı takip edilerek mutlaka sağlanmalıdır.termal Analiz sonucunda ; Telow = ,GRF1 = ,GRF2= 25 55,R = 2 7 ve dt/dt Ts = aralıklarında sağlanamadığı takdirde çekinti hataları ile karşılaşılması olasıdır

36 ÖRNEK ÇALIŞMA 4 Farklı Re elementleri içeren 2 fesimg nin etkileri incelenmiştir. 1.Tip FeSiMg 2.tip FeSiMg S1 = 19 Ötektik Üstü Demir S1 = 0 Ötektik Demir Telow : 1135,5 R : 2 Telow : 1137,4 R : 2,3 GRF 1 : 76 GRF 2 : 81 GRF 1 : 80 GRF 2 : 45 dt/dt Ts : - 2,52 dt/dt Ts : - 3,


37 Kimyasal analiz, sıcaklık, aşılama cinsi ve miktarı, fe si mg miktarları aynı olmak şartı ile yapılan mukayeseli deneme sonucunda termal analiz eğrileri incelendiğinde,1.tip ferro siliko magnezyum kullanılarak yapılan sfero metali eğrisinde S1 primer grafit oluşumu ve yüksek GRF2 faktörü metalin çekintiye aşırı eğilimli olduğunu göstermektedir. 100 nodül/mm2 200 nodül/mm2 %50 ferrit + %50perlit %90 ferrit + % 10 perlit
38 Mikro yapı incelendiğinde grafit miktarının düşük olduğu, küresellikten sapmaların olduğu ve perlit faz miktarının yüksek olduğu görülmektedir. FeSiMg seçimi yaparken amaç sadece spektrometrede yeterli kalıcı mg miktarını elde etmek ya da mikro yapıda küreselleşmeyi sağlamak olmamalıdır. FeSiMg cinsi metalin katılaşma özellikleri, grafit miktarı ve perlit-ferrit faz miktarlarını dolayısı ile çekinti eğilimini yüksek seviyede etkilemektedir


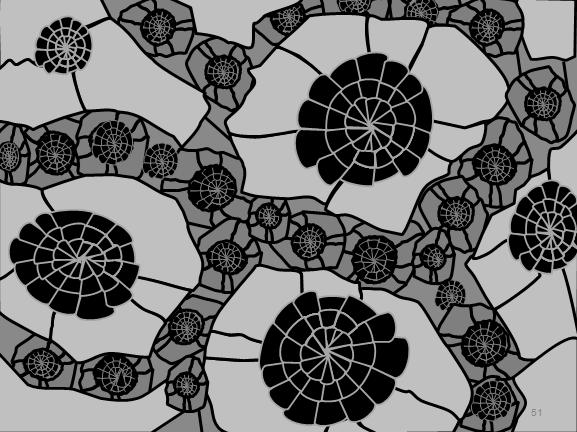
39 ACEL : 4,30 Ötektik Telow : 1146,3 R : 7,8 GRF 1 : 84 GRF 2 : 42 dt/dt Ts : - 3,24 Grafit Sayısı : 275 nodül/mm2 Termal Analiz numunesinde çekinti boşluğu yok



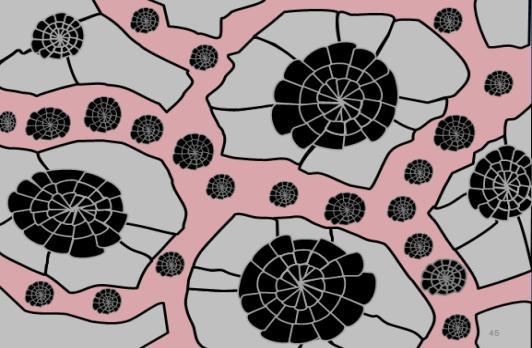
40 ACEL : 4,30 Ötektik Telow : 1140,7 R : 9,3 GRF 1 : 76 GRF 2 : 57 dt/dt Ts : - 2,79 Grafit Sayısı:175 nodül/mm2 Termal Analiz numunesinde çekinti boşluğu var


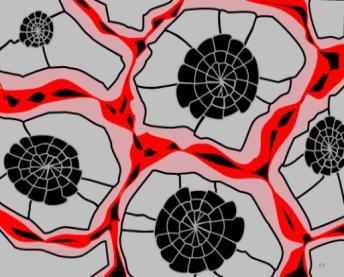
41 ACEL : 4,20 Ötektik altı TL : 1153,9 S1 : 21 Primer ostenit Grafit Sayısı : 200 nodül/mm2 Termal Analiz numunesinde çekinti boşluğu var


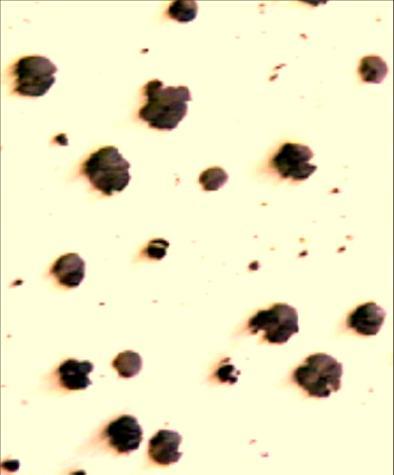
42 ACEL : 4,40 Ötektik üstü TL : 1159,5 S1 : 12 Primer grafit Grafit Sayısı : 300 nodül/mm2 Termal Analiz numunesinde çekinti boşluğu var
43 TEŞEKKÜR E.Uğur YAVUZ, Ay Döküm Makine Sanayi ve Ticaret A.Ş., Genel Müdür Rıdvan ERDİL, Ay Döküm Makine Sanayi ve Ticaret A.Ş., Teknik Genel Müdür Yardımcısı KAYNAKÇA 1 ) Rudolf Sillén, Practical usage of Advanced Thermal Analysis, NovaCast Foundry Solutions )Adrian Udroiu, Thermal analysis of Gray iron and Ductile iron, Senior Consultant, SATEF, Hütenes Albertus, Italy
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul 27.09.2012
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul 27.09.2012
2.Oturum / 2nd Session Oturum Başkanı / Session Chairman: Bülent Şirin (Döktaş Dökümcülük) Yaşar Uğur Akı, Emre Erol, Cüneyt İnal (Demisaş Döküm)
 Yaşar Uğur Akı, Emre Erol, Cüneyt İnal (Demisaş Döküm)") «Dökme Demirlerde Termal Analiz ile Metalurjik Proses Kontrolü ve Uygulamaları» «Metallurgical Process Control Using Thermal Analysis System In Cast Irons and Case Studies» Yaşar Uğur Akı, Emre Erol, Cüneyt
«Dökme Demirlerde Termal Analiz ile Metalurjik Proses Kontrolü ve Uygulamaları» «Metallurgical Process Control Using Thermal Analysis System In Cast Irons and Case Studies» Yaşar Uğur Akı, Emre Erol, Cüneyt
«Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis»
 «Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis» Dr. Arda Çetin (Heraeus Electro-Nite Türkiye) 6.Oturum: Süreçler ve Kontrol 6th Session: Process
«Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis» Dr. Arda Çetin (Heraeus Electro-Nite Türkiye) 6.Oturum: Süreçler ve Kontrol 6th Session: Process
Arda Çetin, Peyman Çelenkoğlu, Burcu Tunç, Ayhan Comart (Ekstra Metal)
") «SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
«SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen a M. Kemal Tozan b ( a Dokuz Eylül Üniversitesi) ( b Çukurova Kimya End. AŞ)
 ( b Çukurova Kimya End. AŞ)") «Döküm Hatalarının Karakterize Edilmesi ve Besleyici Gömlekleri ile İlişkileri» «Characterization of Casting Defects and Their Relation With Riser Sleeves» Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen
«Döküm Hatalarının Karakterize Edilmesi ve Besleyici Gömlekleri ile İlişkileri» «Characterization of Casting Defects and Their Relation With Riser Sleeves» Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
1. GİRİŞ. 1.1.Küreleştirme İşlemi
 1010 1011 1. GİRİŞ Grafitli dökme demirlerde karbon miktarının büyük kısmı katılaşma sırasında ayrışır ve dökme demirin mikro yapısında ayrı bir yapı elemanı olarak görülür. Karbonun oluşturduğu şekil
1010 1011 1. GİRİŞ Grafitli dökme demirlerde karbon miktarının büyük kısmı katılaşma sırasında ayrışır ve dökme demirin mikro yapısında ayrı bir yapı elemanı olarak görülür. Karbonun oluşturduğu şekil
Fe-C Faz Diyagramı. Dökümhane Eğitim Projesi Dokumhane.net 2016
 S E C T E U R D Fe-C Faz Diyagramı 1147 Dökümhane Eğitim Projesi Dokumhane.net 2016 723 Fe-C Faz Diyagramı Demir karbon faz diyagramı, çelik ve dökme demir gibi demir-karbon alaşımlarının kompozisyon tasarımında
S E C T E U R D Fe-C Faz Diyagramı 1147 Dökümhane Eğitim Projesi Dokumhane.net 2016 723 Fe-C Faz Diyagramı Demir karbon faz diyagramı, çelik ve dökme demir gibi demir-karbon alaşımlarının kompozisyon tasarımında
Emre Yalçın (Odöksan ELBA) 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control
 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control") «İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
«İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
ISIL İŞLEM UYGULAMASI YAPILMADAN UYGUN MEKANİK ÖZELLİKLERDE EN-GJS 400-18LT (GGG 40.3 DIN1693) MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI
 MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI") Hakan ÖKER ÖZET ISIL İŞLEM UYGULAMASI YAPILMADAN UYGUN MEKANİK ÖZELLİKLERDE EN-GJS 400-18LT (GGG 40.3 DIN1693) MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI Ay Döküm Makine Sanayi Ferritik yapılı küresel
Hakan ÖKER ÖZET ISIL İŞLEM UYGULAMASI YAPILMADAN UYGUN MEKANİK ÖZELLİKLERDE EN-GJS 400-18LT (GGG 40.3 DIN1693) MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI Ay Döküm Makine Sanayi Ferritik yapılı küresel
«Dikey Kalıplama Hatlarında Ekzotermik Besleyici Kullanımı» «Exothermic Feeders Usage in Vertical Moulding Lines»
 «Dikey Kalıplama Hatlarında Ekzotermik Besleyici Kullanımı» «Exothermic Feeders Usage in Vertical Moulding Lines» Murak Kallek (Foseco) 3.Oturum: Döküm Teknolojileri Demir - Çelik 3rd Session: Casting
«Dikey Kalıplama Hatlarında Ekzotermik Besleyici Kullanımı» «Exothermic Feeders Usage in Vertical Moulding Lines» Murak Kallek (Foseco) 3.Oturum: Döküm Teknolojileri Demir - Çelik 3rd Session: Casting
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
Alaşımınbüyümesi: 2. durum. Katıda yine difüzyonyok: D k = 0
 Alaşımınbüyümesi: 2. durum Katıda yine difüzyonyok: D k = 0 Sıvıdatamamenkarışımyerine, sınırılıdifüzyonvar II.FickKanunu = =. = = =0 DengesizKaldıraçKuralı Brody-Fleming Eşitliği =0 = + (1 ) / konsantrasyon
Alaşımınbüyümesi: 2. durum Katıda yine difüzyonyok: D k = 0 Sıvıdatamamenkarışımyerine, sınırılıdifüzyonvar II.FickKanunu = =. = = =0 DengesizKaldıraçKuralı Brody-Fleming Eşitliği =0 = + (1 ) / konsantrasyon
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BESLEYICILERIN HESAPLANMASI
 BESLEYICILERIN HESAPLANMASI KA-04 ^UOS 96 SIRA NO: 40 GİRİŞ Döküm sanayinde yapılan araştırmalar ve çalışmalar, besleme hatalarım önleyen temel kuralları ve matematiksel bulguları ortaya koymuştur. Artık
BESLEYICILERIN HESAPLANMASI KA-04 ^UOS 96 SIRA NO: 40 GİRİŞ Döküm sanayinde yapılan araştırmalar ve çalışmalar, besleme hatalarım önleyen temel kuralları ve matematiksel bulguları ortaya koymuştur. Artık
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
Ferro Silikon. Ekzotermik Besleyici Gömlek. Kromit Kumu YÜZER. Karbon. Bentonit. Magnezyum. Yapıştırıcı. Reçineler. Alkol. Besleyici Toz.
 Besleyici Toz Inokulant Ocak ve Pota Astarları Bentonit Alkol Karbon Shell Kum Besleyici Toz Reçineler Karbon Reçineler Ferro Silikon Reçineler Besleyici Toz Bentonit Karbon Bentonit Ocak ve Pota Astarları
Besleyici Toz Inokulant Ocak ve Pota Astarları Bentonit Alkol Karbon Shell Kum Besleyici Toz Reçineler Karbon Reçineler Ferro Silikon Reçineler Besleyici Toz Bentonit Karbon Bentonit Ocak ve Pota Astarları
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
ISI TRANSFERİ LABORATUARI-1
 ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
DENEY Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN
 DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Dökme Demirlerin Aşılanması W. MASCHKE, M. JONULEIT
 Dökme Demirlerin Aşılanması W. MASCHKE, M. JONULEIT Dökme Demirlere aşılayıcı ilavesi tavsiye edilen, hatta istenilen kalitede döküm parça üretimi için gerekli bir uygulamadır. Lamel ve küresel grafitli
Dökme Demirlerin Aşılanması W. MASCHKE, M. JONULEIT Dökme Demirlere aşılayıcı ilavesi tavsiye edilen, hatta istenilen kalitede döküm parça üretimi için gerekli bir uygulamadır. Lamel ve küresel grafitli
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II GENİŞLETİLMİŞ YÜZEYLERDE ISI TRANSFERİ DENEYİ 1.Deneyin Adı: Genişletilmiş
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II GENİŞLETİLMİŞ YÜZEYLERDE ISI TRANSFERİ DENEYİ 1.Deneyin Adı: Genişletilmiş
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri
 İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 4. ISI BÖLGESİ (TS 825)
") Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 4. ISI BÖLGESİ (TS 825) 4. ISI BÖLGESİ (TS 825) 4. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu (TUĞLA +
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 4. ISI BÖLGESİ (TS 825) 4. ISI BÖLGESİ (TS 825) 4. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu (TUĞLA +
EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ
 EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE NEDEN EMAYE? Üretilen döküm parçaların kullanımı sırasında, kullanım
EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE NEDEN EMAYE? Üretilen döküm parçaların kullanımı sırasında, kullanım
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 2. ISI BÖLGESİ (TS 825)
") Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 2. ISI BÖLGESİ (TS 825) 2. ISI BÖLGESİ (TS 825) U 0,40 W/m 2 K 2. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 2. ISI BÖLGESİ (TS 825) 2. ISI BÖLGESİ (TS 825) U 0,40 W/m 2 K 2. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 2. ISI BÖLGESİ (TS 825)
") Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 2. ISI BÖLGESİ (TS 825) 2. ISI BÖLGESİ (TS 825) 2. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu (TUĞLA +
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 2. ISI BÖLGESİ (TS 825) 2. ISI BÖLGESİ (TS 825) 2. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu (TUĞLA +
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Ercüment Ünay, Cenk Tanik, Fatih Birbilen (Döktaş Dökümcülük)
") «Demir Dökümhanelerinde Yeni Nesil Refrakterlerin Sfero Tretman Pota Uygulamalarıyla Verimliliğin Arttırılması» «Increasing the Productivity of Treatment Ladles with New Generation Refractories in Iron
«Demir Dökümhanelerinde Yeni Nesil Refrakterlerin Sfero Tretman Pota Uygulamalarıyla Verimliliğin Arttırılması» «Increasing the Productivity of Treatment Ladles with New Generation Refractories in Iron
KARBON EŞDEĞERİ, CE. CE'nin 4.3 %'ye eşit olduğu değer 100 % Ötektik yapıya karşılık gelmektedir. Bu değerin üzerinde. ötektiküstü.
 GRİ DÖKME DEMİRLER KARBON EŞDEĞERİ, CE CE'nin 4.3 %'ye eşit olduğu değer 100 % Ötektik yapıya karşılık gelmektedir. Bu değerin üzerinde altında ise ötektiküstü ötektikaltı Katılaşma gerçekleşmektedir Gri-Beyaz
GRİ DÖKME DEMİRLER KARBON EŞDEĞERİ, CE CE'nin 4.3 %'ye eşit olduğu değer 100 % Ötektik yapıya karşılık gelmektedir. Bu değerin üzerinde altında ise ötektiküstü ötektikaltı Katılaşma gerçekleşmektedir Gri-Beyaz
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Çentik Açma (Charpy Test Numunesi) 5 TL / Numune 1 gün DİNAMİK LABORATUVARI * TS EN ISO 148-1:2011 TS EN ISO 148-1:2011 TS EN ISO 9016:2012:2013
 5 TL / Numune 1 gün DİNAMİK LABORATUVARI * TS EN ISO 148-1:2011 TS EN ISO 148-1:2011 TS EN ISO 9016:2012:2013") Sayfa No Sayfa 1 / 5 STATİK LABORATUVARI Yöntem Birim Fiyat Deney Süresi Çekme deneyi (Oda sıcaklığında) TS EN ISO 6892-1:2011 80 TL / Numune Çekme deneyi (1000 C ye kadar) TS EN ISO 6892-2:2011 160 TL
Sayfa No Sayfa 1 / 5 STATİK LABORATUVARI Yöntem Birim Fiyat Deney Süresi Çekme deneyi (Oda sıcaklığında) TS EN ISO 6892-1:2011 80 TL / Numune Çekme deneyi (1000 C ye kadar) TS EN ISO 6892-2:2011 160 TL
EN 13674-1 madde 8.2 Fracture toughness (Klc) EN 13674-1 madde 8.4 Fatique Test
 EN 13674-1 madde 8.4 Fatique Test") Sayfa No Sayfa 1 / 5 STATİK LABORATUVARI * Yöntem Birim Fiyat Deney Süresi Çekme deneyi (Oda sıcaklığında) TS EN ISO 6892-1 80 TL / Numune Çekme deneyi (1000 C ye kadar) TS EN ISO 6892-2 160 TL / Numune
Sayfa No Sayfa 1 / 5 STATİK LABORATUVARI * Yöntem Birim Fiyat Deney Süresi Çekme deneyi (Oda sıcaklığında) TS EN ISO 6892-1 80 TL / Numune Çekme deneyi (1000 C ye kadar) TS EN ISO 6892-2 160 TL / Numune
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
GIDA İŞLEME VE ANALİZ TEKNİKLERİ I
 GIDA İŞLEME VE ANALİZ TEKNİKLERİ I RAPOR NO: 1 GRUP NO: 3 KONU: Bazı gıdalarda dondurma prosesi ve donma noktası alçalmasının tespiti ÖĞRETMENİN ADI SOYADI: Doç. Dr. Nesimi AKTAŞ ÖĞRENCİNİN ADI SOYADI:
GIDA İŞLEME VE ANALİZ TEKNİKLERİ I RAPOR NO: 1 GRUP NO: 3 KONU: Bazı gıdalarda dondurma prosesi ve donma noktası alçalmasının tespiti ÖĞRETMENİN ADI SOYADI: Doç. Dr. Nesimi AKTAŞ ÖĞRENCİNİN ADI SOYADI:
Fiziksel özellikler nelerdir? Mekanik Elektriksel Termal Manyetik Optik
 DENGE DİYAGRAMLARI Fiziksel özellikler nelerdir? Mekanik Elektriksel Termal Manyetik Optik Malzemeler neden farklı özellikler gösterirler? Özellikler Fiziksel Kimyasal Bahsi gecen yapısal etkenlerden elektron
DENGE DİYAGRAMLARI Fiziksel özellikler nelerdir? Mekanik Elektriksel Termal Manyetik Optik Malzemeler neden farklı özellikler gösterirler? Özellikler Fiziksel Kimyasal Bahsi gecen yapısal etkenlerden elektron
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings»
 «Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı
 CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı Bileşen deyimi, çoğunlukla alaşımı oluşturan saf metaller ve/veya bileşikler için kullanılır. Örneğin bir bakır-çinko alaşımı olan pirinçte Cu ve Zn,
CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı Bileşen deyimi, çoğunlukla alaşımı oluşturan saf metaller ve/veya bileşikler için kullanılır. Örneğin bir bakır-çinko alaşımı olan pirinçte Cu ve Zn,
BAZI ÖRNEKLER Soru 1 - Soru 2 -
 BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
METALLERDE KATILAŞMA
 METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 5 (2017) 210-219 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Kriyojenik İşlem Uygulanmış Dökme Demir Malzemelerin Mekanik Özelliklerinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 5 (2017) 210-219 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Kriyojenik İşlem Uygulanmış Dökme Demir Malzemelerin Mekanik Özelliklerinin
Şekil Yolluk sistemi hesaplamasında 1. örnekte kullanılan konsol parça
 3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
Farklı Metalografik İşlem Yazılımlarının Küresel Grafitli Dökme Demirlerin Küresellik Boyut ve Oran Tayininde Kullanımı
 Tüdöksad Akademi 10. Uluslararası Döküm Kongresi 25-27 Ekim 2018 Farklı Metalografik İşlem Yazılımlarının Küresel Grafitli Dökme Demirlerin Küresellik Boyut ve Oran Tayininde Kullanımı Erdem FERİK* Eren
Tüdöksad Akademi 10. Uluslararası Döküm Kongresi 25-27 Ekim 2018 Farklı Metalografik İşlem Yazılımlarının Küresel Grafitli Dökme Demirlerin Küresellik Boyut ve Oran Tayininde Kullanımı Erdem FERİK* Eren
KK 02-ŞUBAT92 SIRA NO: 13 LAMEL VE KÜRESEL ÖRAFİTLİ DÖKME DEMİR'DE (DDL)(DDK) GRAFİT ŞEKİL VE EBADLARI
(DDK) GRAFİT ŞEKİL VE EBADLARI")
«MAGMASOFT ile Döküm Tasarım ve Parametrelerinin Otomatik Optimizasyonu» «Optimization of Casting Design and Parameters with MAGMASOFT»
 «MAGMASOFT ile Döküm Tasarım ve Parametrelerinin Otomatik Optimizasyonu» «Optimization of Casting Design and Parameters with MAGMASOFT» Birgi Özçelik (Magma Bilişim) 6.Oturum: Süreçler ve Kontrol 6th Session:
«MAGMASOFT ile Döküm Tasarım ve Parametrelerinin Otomatik Optimizasyonu» «Optimization of Casting Design and Parameters with MAGMASOFT» Birgi Özçelik (Magma Bilişim) 6.Oturum: Süreçler ve Kontrol 6th Session:
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları
 Ders Detayları") Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi
 2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 1. ISI BÖLGESİ (TS 825)
") Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 1. ISI BÖLGESİ (TS 825) 1. ISI BÖLGESİ (TS 825) 1. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu (TUĞLA +
Doğal Yapı Malzemeleri İle Örülmüş Yalıtımlı Duvar Kombinasyon Örnekleri 1. ISI BÖLGESİ (TS 825) 1. ISI BÖLGESİ (TS 825) 1. Isı Bölgesi Doğal Yapı Malzemeleri İle Yalıtımlı Duvar Kombinasyonu (TUĞLA +
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 KATILAŞMA-ERGİME DAVRANIŞLARI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 KATILAŞMA-ERGİME DAVRANIŞLARI
T.C. DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ DÖKÜM TEKNOLOJİSİ (MMM 3007) DERSİ ÖDEVİ
 DERSİ ÖDEVİ") DÖKÜM TEKNOLOJİSİ (MMM 3007) DERSİ ÖDEVİ 2015-2016 Öğrencilerin ödev için aşağıdaki yolu izlemeleri gerekmektedir; 1. Aşağıdaki YOKLAMA listesinde 1. soru için gerekli boyutlar verilmiştir., 2. 2. Soru
DÖKÜM TEKNOLOJİSİ (MMM 3007) DERSİ ÖDEVİ 2015-2016 Öğrencilerin ödev için aşağıdaki yolu izlemeleri gerekmektedir; 1. Aşağıdaki YOKLAMA listesinde 1. soru için gerekli boyutlar verilmiştir., 2. 2. Soru
MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ
 MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ 1.GİRİŞ Deney tesisatı; içerisine bir ısıtıcı,bir basınç prizi ve manometre borusu yerleştirilmiş cam bir silindirden oluşmuştur. Ayrıca bu hazneden
MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ 1.GİRİŞ Deney tesisatı; içerisine bir ısıtıcı,bir basınç prizi ve manometre borusu yerleştirilmiş cam bir silindirden oluşmuştur. Ayrıca bu hazneden
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ENERJİ YÖNETİMİ VE POLİTİKALARI
 ENERJİ YÖNETİMİ VE POLİTİKALARI KAZANLARDA ENERJİ VERİMLİLİĞİ ÖĞRENCİNİN ADI:KUBİLAY SOY ADI:KOÇ NUMARASI:15360038 KAZANLAR Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı
ENERJİ YÖNETİMİ VE POLİTİKALARI KAZANLARDA ENERJİ VERİMLİLİĞİ ÖĞRENCİNİN ADI:KUBİLAY SOY ADI:KOÇ NUMARASI:15360038 KAZANLAR Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu