PLASTİK ŞEKİL VERME YÖNTEMLERİNİN TEMEL TÜRLERİ
|
|
|
- Ilkin Altan
- 8 yıl önce
- İzleme sayısı:
Transkript
1 PLASTİK ŞEKİL VERME
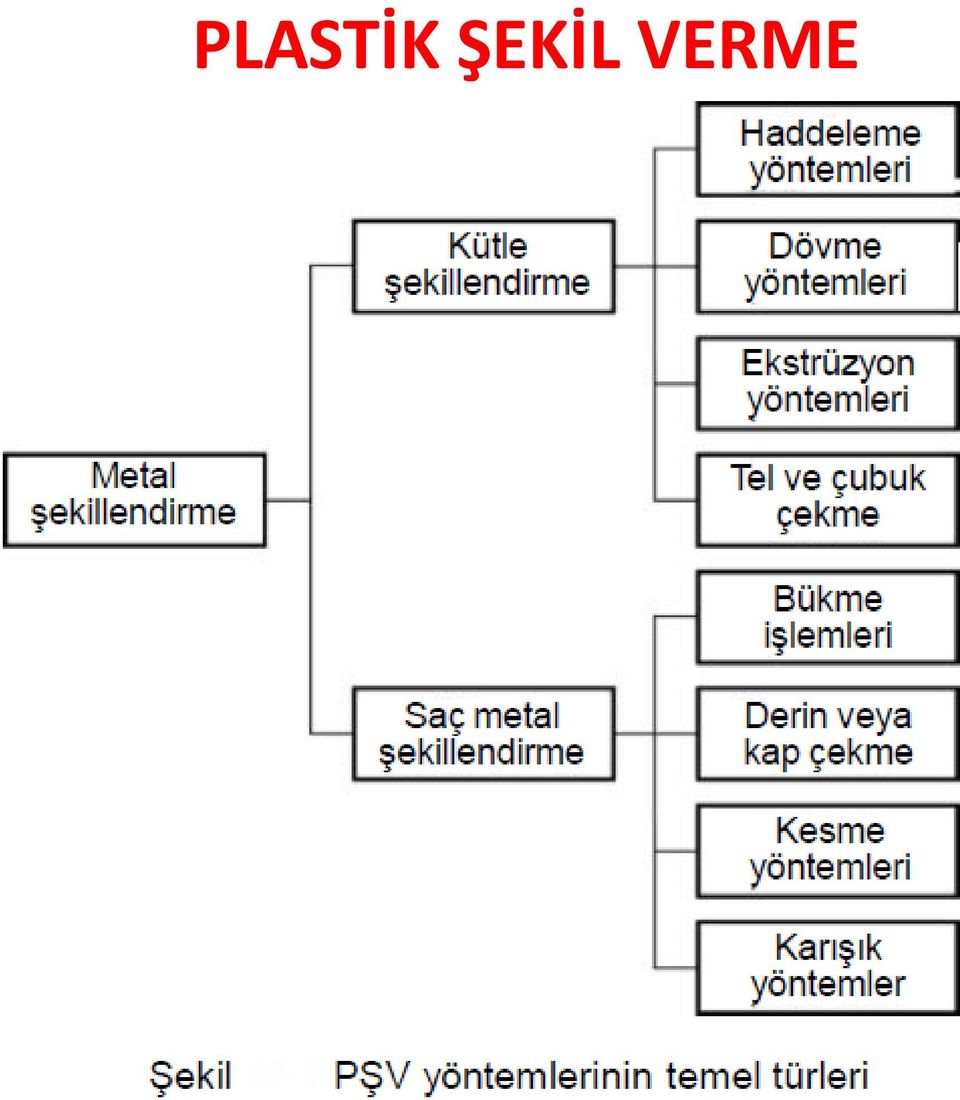

2 PLASTİK ŞEKİL VERME YÖNTEMLERİNİN TEMEL TÜRLERİ

3 PLASTİK ŞEKİL VERME Metallerin şekil değiştirmesi için uygulanan üç temel işlem; basma çekme Kayma dır.


4 ÇEKME DENEYİ Kuvvet ve şekil değişimi arasındaki münasebetlerin incelenmesi bakımından uygulanan en basit deney çekme deneyidir. Deney parçasının çekmeden önceki uzunluğu ℓo, kesiti Ao ile gösterilirse, çekme kuvvetinin bir F değeri için nominal gerilme σ= olarak hesaplanır. Başlangıçta şekil değişimi doğrusal olarak artar. Ayrıca deney parçası uzunluğu ℓe değerini alana kadar şekil değişimi elastiktir. Yani kuvvetin kaldırılması halinde parçanın uzunluğu da ilk ℓo değerini alır. Boyuna doğrultuda ε= bulunur. denklemi ile

5 ÇEKME DENEYİ

6 ÇEKME DENEYİ Orantı Sınırı (ϭ 0 ) Gerilme-birim uzama diyagramında Hooke yasasının, yani r=e.є bağıntısının geçerli olduğu doğrusal kısmı sınırlayan gerilme değeridir. Bu bağıntıdaki orantı katsayısına (E) elastiklik modülü denir ve bu katsayı çekme diyagramının elastiklik kısmını oluşturan doğrunun eğimini gösterir. Bir malzemenin elastiklik modülü ne kadar büyükse, o malzemenin elastik şekil değiştirmeye karşı direnci de o ölçüde büyük olur. Elastiklik sınırı (ϭ e ) Malzemeye uygulanan kuvvet kaldırıldığı zaman plastik uzamanın görülmediği veya yalnız elastik şekil değiştirmenin meydana geldiği en yüksek gerilme değeridir. Genellikle elastiklik sınırı orantı sınırına eşit kabul edilir. Pratikte ϭ e yerine %0,01 veya %0,005 lik plastik uzamaya karşılık gelen gerilme (ϭ 0,01 veya ϭ 0,005 ) değeri alınır.
 Malzemeye uygulanan kuvvet kaldırıldığı zaman plastik uzamanın görülmediği veya yalnız elastik şekil değiştirmenin meydana geldiği en yüksek gerilme değeridir.")

7 HOOKE YASASI Bir maddenin bozunumunun, bozunuma sebep olan kuvvetle yaklaşık doğru orantılı olduğunu açıklayan kanun. Bu kanuna uyan maddelere lineer elastik maddeler denir. Hooke kanunu 17. yüzyıl İngiliz fizikçisi Robert Hooke'un ardından isimlendirilmiştir. Hooke, kanununu 1670'de Latince bir anagramla yayımlamış, 1678'de ise çözümünü vermiştir: Ut tensio, sic vis (Türkçe anlamıyla Ne kadar uzanım, o kadar kuvvet) Hooke kanununa uyan sistemlerde uzanım miktarı ağırlığa lineer bağlıdır. Bu bağıntı şu biçimde ifade edilebilir: Eksi (-), hareketin yönünü belirtir. Burada, x, çekilen durumun sistemin denge durumuna olan uzaklığı (genellikle metre cinsinden) F, sistemin denge durumuna ulaşmak için uyguladığı kuvvet (genellikle Newton cinsinden) ve k, kuvvet sabiti veya yay sabiti olarak tanımlanır.
, hareketin yönünü belirtir.")
8 Bauschinger Etkisi Bir metalde üniform çekme uygulandıktan sonra yük kaldırılarak malzeme basmaya zorlandığı taktirde, basmadaki akma gerilmesi başlangıçtaki çekme halindeki akma gerilmesinden çok düşük çıkar.

9 Rekristalizasyon Soğuk şekil değişimi sonucunda bozulmuş taneleri yenilemek, yani şekil değişiminin etkilerini ortadan kaldırmak için parça belirli bir sıcaklıkta tavlanır. Tavlama sıcaklığı, şekil değişimi derecesine ve tavlama süresine bağladır. Bu işleme rekristalizasyon (yeniden billurlaşma yeniden kristalleşme) denir.

10 YIĞMA VE DÖVME İŞLEMLERİ Bir iş parçasının yüzeyine basınç uygulayarak plastik şekil verme işlemine yığma denir. Eğer kuvvet darbeli şekilde etkirse yapılan işleme dövme denir. YIĞMADA MALZEME AKIŞI Dikdörtgen şekilli parçanın yığılması yığılmanın iki ayrı kademesi için. Şekilden de görüleceği gibi dar yüzeyler boyunca akma daha fazladır. Yığılma ilerledikçe dikdörtgen veya kare şekilli bir parçanın kesiti daireye yaklaşır.

11 YIĞMADA MALZEME AKIŞI (DEVAMI) Sürtünmesiz bir yığma yapmak ve parçanın fıçı şeklinde şişmesini engellemek için basma yüzeyleri yağlanır veya basma takımları konik yapılır. Basma takımlarının konik yapılması halinde, iş parçasının alın yüzeyleri de konik takıma uyacak şekilde torna edilir. Konik basma takımları ile yığmada, basma kuvvetine dik doğrultuda meydana gelen ilave yan kuvvetler malzeme akışına yardımcı olur. Hesaplarda tanα=µ alınmalıdır. (µ: sürtünme kat sayısı) ortası delik silindirlerin yığılmasında, malzeme hem içe yani silindir eksenine doğru, hem de aksi yönde yani dışa doğru akar. İçe doğru akma neticesinde delik çapı küçülür.
 ortası delik silindirlerin yığılmasında, malzeme hem içe yani silindir eksenine doğru, hem de aksi yönde yani dışa doğru akar.")
12 YIĞMADA KUVVET VE İŞ HESABI Basit hesap: Sürtünme kat sayısını 0 kabul edelim. Yığma işleminin herhangi bir anındaki kuvvet malzemenin o andaki akma (efektif gerilmesi) yine o andaki yığma kuvvetinin uygulandığı yüzeyle çarpılarak bulunur. Birim hacim yığma işi w= 0 p σed p W = w V V= Hacim
 yine o andaki yığma kuvvetinin uygulandığı yüzeyle")

 Kapalı")
13 a) Açık Kalıpta Dövme DÖVME b) Kapalı Kalıpta Dövme
 Kapalı")
14 DÖVME (Devamı) Dövme işlemi şahmerdanlarla veya preslerle yapılır. Presler mekanik veya hidrolik presler diye ikiye ayrılır. Şahmerdanlarda kg a kadar dövme yapılabilir. Mekanik preslerin şahmerdana kıyasla üstünlükleri: İmalat hızı preslerde daha yüksektir Preslerde vuruş şiddeti daha az olduğundan kalıplar daha küçüktür. Bu nedenle pres kalıplarının imalinde daha az takım çeliği kullanılır. Pres işçiliği şahmerdana kıyasla daha kolaydır ve daha az ustalık ister. Mekanik preslerin şahmerdanlara kıyasla dezavantajları: Mekanik preslerin fiyatları daha yüksektir İlk şekil verme için şahmerdanlar daha uygundur. Simetrik olmayan parçaların imalinde de şahmerdanlar mekanik preslerden daha uygundur.

15 Hidrolik preslerin özellikleri(avantajları): DÖVME (Devamı) Basınç kontrol valfi sayesinde, storkun her hangi bir noktasında basınç istenildiği gibi değiştirilebilir. Şekil değişimi hızı kontrol edilebilir Darbe etkisinin az olması nedeniyle kalıp ömrü uzun olur Sakıncalı yönleri: Bir hidrolik presin fiyatı, aynı kapasitedeki bir mekanik presten daha yüksektir. Hidrolik preslerin çalışması mekanik preslere kıyasla yavaştır. Hidrolik preslerde hareketin yavaş olması iş parçasını kalıpla uzun süre etmesine yol açar. Bu durumda sıcak iş parçasından kalıba ısı iletimi nedeniyle kalıp ömrü kısalabilir.

16 AÇIK DÖVME KALIPLARI Açık kalıpla dövme basit şekilli parçaları dövmek için kullanılır. Açık kalıplarda üst kalıp şahmerdan çekicine veya pres başına, alt kalıp ise örs başlığına bağlanır. Kalıpların tespitinde kalıpların paralel olmasına dikkat edilmelidir. Kalıp yüzeyler bozulunca çok az talaş kaldırılır. Kalıplar 8 10 kez talaş kaldırmaya elverişli olmalıdır. Talaş kaldırma çok küçük olacağından kalıbın boyu etkilenmez.

17 KAPALI DÖVME KALIPLARI Kapalı dövmede, son şekil vermeden önce dövme işlemi kademelendirilir. Ara kademeler: Uzatma, toplama, bükme, kaba dövme, ara dövme. Uzatma: Bu işlemde metalin iki ucu arasında kalan bir kısmının kesit yüzeyi küçültülerek boyu uzatılır. Kalıpla dövmenin genellikle ilk kademesi olan bu işlem kalıbın kenarında uygulanır.

18 KAPALI DÖVME KALIPLARI (Devamı) Toplama: İş parçasının kaba dövme son şekil verme kademelerinde şekillendirilecek olan büyük kısımları için oranlı bir biçimde dağıtılmasıdır. Toplama işlemi de kalıbın kenarında uygulanır. Bükme: Bitmiş parçaya veya imalatın herhangi bir safhasında uygulanır. Bükme genellikle parçanın boyuna ekseni doğrultusunda yapılır. Bu da kalıbın kenarında uygulanır.

19 KAPALI DÖVME KALIPLARI (Devamı) Gravür: Kalıp boşluğuna gravür denir. Kaba (Ara) Dövme: Son şekil verme Gravürünün akış çizgisi biçimli modeli olan kaba dövme Gravüründe özellikle malzeme hareketinin fazla olduğu yerlerde yarı çaplar büyük köşeler yuvarlatılmıştır. Böylece hem malzeme akışı kolaylaştırılmış hem de son şekil verme Gravürünün ömrü uzatılmıştır.

20 KONİKLİK (KENAR EĞİKLİĞİ) İş parçasının kalıptan kolay çıkarılması için kalıpların dövme doğrultularındaki kenarlarını eğiklik verilir. Dövmeden sonraki talaş kaldırma işleminin az olması için bu eğiklik parçasının kalıptan kolay çıkmasını sağlayacak minimum değerde olmalıdır. İş parçasının dış cidarlarında eğim açısı 3 7 delik ve kanalları çevreleyen yüzeylerde ise 5 10 dir.

21 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) Kalıplar iş parçasının şekline göre doğru veya kırık bir yüzeyle bölünür. Bölüm yüzeyi kalıpta, dövülerek imal edilecek iş parçasının alt ve üst kalıpta kalan kısımlarını belirtir. Alt ve üst kalıplar birleştiği anda her ikisinde mevcut boşluklar iş parçasının şeklini meydana getirir.
22 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Genellikle iş parçasının en büyük kesit yüzeyi bölüm yüzeyi olarak alınır. En büyük kesit yüzeyinin parçanın düzlemsel bir yüzü olması halinde bu düzlem bölüm yüzeyi olarak alınır ve böylece bütün Gravür tek bir kalıba işlenerek diğer kalıbın düzlemsel bir yüzey olması sağlanır. Bölüm yüzeyinin kırık olması halinde dövme sırasında kalıbı yana iten kuvvetler doğar. Bu kuvvetler kalıpla dövme tesisatları yönünden sakıncalıdır. Bu nedenle yana itme kuvvetlerinin dengelenmesi gerekir.
23 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Kalıp bu şekilde olursa itme kuvvetleri meydana gelir. Bu da çok sakıncalıdır. Yana itme kuvvetine karşı konstrüktif tedbir.
24 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Çapak Kapalı kalıpla dövmede kalıba konan malzeme hacmi iş parçasının hacminden bir miktar fazla alınır. Bu fazlalık ince bir metal şeridi halinde kalıp boşluğundan yanlara taşar. Taşan bu kuma çapak denir. Daha sonra çapak alınarak kapalı kalıpla dövme işlemi tamamlanmış olur. Çapak kalınlığına dövülerek metalin cinsi, iş parçasının hacmi ve yüksekliğinin ağırlığına oranı etki eder. Çapak kalınlığı minimum 2,5 mm den ağırlığı 100 kgf den fazla parçalar için maksimum 10 mm ye kadar değişir. En büyük dövme kalınlığının %3 ü çapak kalınlığı olarak alınabilir.
25 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Kademelendirme Kalıpla dövmede iş parçasına ara şekiller verilerek şekil vermenin kademelendirilmesi, kalıp adedini arttırmakla beraber, dövme kuvvetinin azalması nedeniyle kalıp ömrünü uzatması bakımından faydalıdır. Kalıpların kademelendirilmesi daha çok güç akan malzeme ve karışık şekilli iş parçaları için söz konusudur. Kalıp çekilleri Kalıp malzemesinden istenen özellikler; Üniform sertleşebilme özelliği, Dövme sırasında sıcak metalin aşındırma etkisine dayanabilmesi, Yüksek basınca ve dinamik etkilere dayanıklılık, Isıl şoklara dayanıklı olması özellikle sıcak dövmede ve dövmeye yeni başlamada bu durum göze çarpar. Bu nedenle iş parçası 1000 o C veya daha yüksek olursa kalıbın ısıtılması tavsiye edilir o C kadar ısıtılır.
26 Döküm kalıplar BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Kalıplar genellikle çeliğin işlenmesi ile imal edilirler. Yalnız mekanik preslerde kullanılmak üzere kalıplar döküm yolu ile imal edilebilirler. Böylece işletme masrafları azaltılarak kalıp maliyeti düşürülmektedir. Açık kalıpla dövme Karışık şekilli bir iş parçasının açık kalıpla dövülmesi oldukça ustalık ve zaman gerektiren pahalı bir işlemdir. Açık kalıpla genellikle yuvarlak, dikdörtgen, kare, altı köşe, sekiz köşeli parçalar bilezikler ve benzeri şeklindeki parçalar dövülürler. Dövmede malafa, destek, aralayıcı (Ayırma Bloku), altlık kesme ve uzatma çubukları vs gibi birçok yardımcı takımlar kullanılır. Bu takımların imalinde kullanılan malzeme dövme kalıplarının aynıdır. Açık kalıpla dövmede, kalıp sıcaklığı kapalı kalıpla dövmeye kıyasla daha az önem taşır. Yassı (düzlemsel) kalıplar ısıtılamaz. Diğer kalıplar, dövmeden önce tamamen soğuk olmaları halinde ısıtılabilir.
27 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Kapalı kalıpta dövme Alt ve üst kalıp birleştiği zaman arada kalan boşluk iş parçasının şeklini vermektedir. Bu şekilde dövmede hassas ve karışık şekilli parçalar dövülebilir. Kapalı kalıpla dövmede parçanın işlenmesine gerek yoktur. (Talaş kaldırma işlemi gerekmez). Dövmede kalıbın yağlanması gerekir. Kalıpta dövüldükten sonra parça hava ile temizlenir sonra yağa bandırılmış fırça ile yağlama yapılır. Bu işleme devam edilir. Yağlamada alevlenme noktası mümkün olduğu kadar büyük yağlar kullanılır. Genellikle yağ içine grafit karıştırılır.
28 BÖLÜM YÜZEYİ (AYRILMA HATTI VEYA ÇAPAK HATTI) - Devamı Çapak alma Parça dövüldükten sonra çapak alma kalıplarıyla çapak alınır. Bu kalıplar pahalı ve hassastır. Çapak alma işlemi sıcak veya soğuk olur. Çapak kalınsa sıcak olarak çapak alınır. Kesme için gerekli kuvvet; F=ζ l.s l: çapak çevresi (kgf) kgf s: çapak kalınlığı mm 2 Çapak alma kalıplarında ıstampa ile matris arasındaki boşluk 0,2 3 mm arasındadır.
29 DÖVME KALIPLARININ İŞLENMESİ Dövme kalıpları genellikle prizmatik veya silindirik olabilir. Kalıp iki parçalı işlenir (alt ve üst). Kalıp çekme dolayısı ile bir miktar büyük alınır. Çekme miktarı iş parçası malzemesine ve dövme sıcaklığına bağlıdır. Çekme payı genellikle %1,5-1.7 mertebesinde alınır. Kalıp imalatında ham bloklara uygulanan ilk işlem pim deliklerinin delinmesidir. Bu deliklere yerleştirilen pimler vasıtasıyla bir yerden bir yere götürülebilirler.
30 DÖVME KALIPLARININ İŞLENMESİ (Devamı) Daha sonra Gravürlerin işlenmesine geçilir. Üst yüzey CuSO 4 veya benzeri bir malzeme ile boyanır. Boyamadan sonra parçanın son şekli çizilir. Son şekil çiziminde parçanın ağırlık merkezinin koçun ekseni üzerinde olmasına dikkat edilir. Daha sonra torna, radyal, matkap vs gibi takım tezgahlarında işlenmesi bittikten sonra raspalama, eğeleme, taşlama, parlatma gibi el işçiliğine geçilir. Yapılan çeşitli ölçümler sonunda el işçiliğinin de bittiğine kanaat getirilirse (kalıbın diğer yarısı da ayni işleme tabi tutulur) daha sonra her iki kalıp birbirlerine mengeneyle sıkıca bağlanır. Gravür boşluğuna ergimiş kurşun dökülür. Böylece elde edilen örnek parça son bir boyut kontrolünden geçilir. Boyut kontrol işlemi bittikten sonra çapak kanalı açılır. Kalıp çok Gravürlü ise diğer Gravürler işlenir. Bütün işlemler bitince ısıl işlem yapılır. Sonra su verilir ve sertleştirilir.
31 HADDELEME Metalik bir malzemeyi eksenleri etrafında dönen iki silindir arasından geçirerek plastik şekil verme işlemine haddeleme denir. Haddelemede iş parçasının kesiti küçülürken aynı zamanda da uzama ve genişleme meydana gelir. Eğer e 0 ile e 1 arasındaki fark büyük ise haddeleme sıcak olarak yapılır. Burada sıcaklık rekriztalizasyon sıcaklığının üstündedir. Çeliklerde bu sıcaklık 550 C civarındadır. (piyasadaki dkp saçlar bir kaç defa sıcak haddelemeden sonra) son haddeleme pasosu oda sıcaklığında (soğuk haddeleme) yapılır. Soğuk haddelemede yüzeyler çok düzgün ve temiz fakat haddeleme zordur.
32 HADDELEME HATALARI Haddeleme işleminin kusursuz olabilmesi için sıcaklık kontrolü, ara tavlama, hatasız ham madde, yağlama, merdanelerin yüzey şartları gibi maddeler özenle dengelenmelidir. Ayrıca hadde mamullerinde soğumadan ileri geri gidebilen çatlak ve yüzey pullanmasının önüne geçebilmek içinde kontrollü soğuma programları uygulanmalıdır. 1) Haddeleme şartlarına bağlı nedenler: a) Haddeleme sırasında hız değişimi: Haddeleme başlangıcında bandın ön ucu, bobinöz tamburu üzerinde bir kaç tur sıkıca sarılmadan maksimum hıza erişilemez. Haddeleme sonlarında da bobinözün son turlarında haddeleme hızı düşürülür. b) Banda uygulanan gerilme değerinin değişimi: Mesela kurşun ve çelik aynı merdaneler arasından geçirilse haddeleme sonunda kurşunun kalınlığı çeliğin kalınlığından daha küçük çıkacaktır. c) Silindir sıcaklığının değişmesi: Bu durum soğuk haddelemede söz konusudur. Haddelemede bir sıcaklık meydana gelecektir. Bu sıcaklık sabit değere çıkıncaya kadar sacın iki ucu farklı kalınlıkta olmaktadır. Bu hata termostatlarla ve özel soğutma sistemleriyle merdanelerin sıcaklığı kontrol edilerek bertaraf edilir.
33 HADDELEME HATALARI (Devamı) 2) Hetorejenliklere bağlı nedenler: a) Giriş kalınlığının değişimi Haddeleme kuvveti = Akma Gerilmesi X temas yüzeyi A 1 Giriş kalınlığı arttıkça tamamen rijit bir halde sistemi olmayacağından e 1 kalınlığında e 1 1 şeklinde artacaktır. b) Giriş sertliğinin değişimi: Bir metalin sertliği arttıkça akma gerilmesi yükselir. Buda haddeleme kuvvetini arttırır. Bunun neticesinde de e 1 kalınlığı e 1 1 şeklinde artar.
34 HADDELEME HATALARI (Devamı) 3) Merdanelere bağlı nedenler: a) Oval işlenmiş merdaneler. b) Egzantirik işlenmiş gövde ve muylular. c) Yataklama hataları.

35 EKSTRÜZYON Katı halde bir metal blokunu yüksek basınç altında, bir matris deliğinden geçirerek üniform kesitli bir çubuk elde etmeye ekstrüzyon denir. Matris deliğinin şekli çubuk profilinin aynıdır. Metallerin ekstrüzyonu, plastikliği arttırmak gayesi ile genellikle sıcak olarak yapılır. Ekstrüzyonda, silindirik şekilli döküm bir blok alıcı içine yerleştirilerek ıstampa tarafından uygulanan basınçla matris deliğinden geçirilir. Istampa mekanik veya hidrolik olarak etki eder.
36 BORULARIN EKSTRÜZYONLA İMALİ Boru Ekstrüzyonunda, ıstampaya tebit edilen bir malafa blok ortasında açılmış olan bir deliğin boydan boya geçerek, matris deliğinde blok malzemesinin geçebileceği halka şeklinde bir boşluk bırakır. Istampa tarafından blok a basınç uygulandığında malzeme bu boşluktan boru şeklinde çıkar. Borunun et kalınlığı matris deliği ile malafa çaplarına bağlıdır.
37 MATRİSLER Matris giriş kenarları yuvarlatılmalıdır. Yuvarlatma ekstrüzyon basıncının bir miktar artmasına yol açarsa da, matris aşınmasını azaltması ve imalat kalitesi bakımından faydalıdır. Bu yuvarlatma matris çapını ve ekstrüzyon yapılacak metale bağlıdır.
38 Blokların ve alıcıların ısıtılması: Her ne kadar alıcılar zamanla ısınırlarsa da, ilk blokların soğumasını önlemek için, özellikle düşük ekstrüzyon hızlarında alıcıların ısıtılması gerekir. Alüminyum ve magnezyum alaşımlarında ekstrüzyon hızı çok düşüktür. Özellikle alıcı içerisinde uzun süre kalan Mg alaşımlarının ekstrüzyonunda alıcının C civarında ısıtılması gerekir. Düşey preslerde çalışma hızı yüksek olduğundan bakır ve nikel alaşımlarının ekstrüzyonu, blokların küçük olması halinde dahi alıcılar ısıtılmadan gerçekleştirilebilir. Alıcılar için en uygun ısıtıcı direnç telleridir. Bloklar ise elektrik dirençli veya fuel oil ile çalışan fırınlarda ısıtılır.
39 Matris girişi mutlaka yağlanmalıdır. YAĞLAMA Yağlama ile ekstrüzyon kuvveti düşer ve matris ömrü artar. Ekstrüzyon ile boru imalinde malafa da yağlanmalıdır. Bakır ekstrüzyonunda matris ve malafa üzerine yağlayıcı olarak grafit sürülür. Al ve alaşımlarında matris ve malafa üzerine yağlayıcı olarak üzerine bir şey sürülmeyebilir. Yağlama yapılacaksa grafit sürülür. Malzemenin ergime sıcaklığı yüksek ise yağlayıcı olarak cam kullanılır. Bloklar tuz banyosunda ısıtıldıktan sonra özel bir usulle üzerleri camla kaplanır. Boruların ekstrüzyonunda yağlayıcı olarak cam kullanılarak sıcak bloğun ekstrüzyon takımları ile teması engellenmiş olur. Özellikle alçak sıcaklarda yağlayıcı olarak molibdendisülfit ve politetra floretilende kullanılabilir. Alıcı ile blok arasında ince bir yumuşak filminin bulunması da yağlayıcı rolü oynar.
40 EKSTRÜZYON BASINÇ DİYAGRAMI Berry usulünde blok ile alıcı arasında sürtünme yoktur. Bu yüzden Ekstrüzyon basıncı daha düşüktür. Direkt Endirekt
41 EKSTRÜZYON HATALARI Direkt ekstrüzyonda blok alıcı ile sürtünür. Bu nedenle blok ekseni civarındaki malzeme blok dışındaki malzemeye nazaran daha hızlı hareket eder (matris deliğine doğru). Bu durumda blokun 2/3 ekstrüzyonu tamamlandığında blok dışı yüzeylerinin meydana getiren malzeme zerrecikleri eksene doğru hareket eder. Böylece çubuğun arkalarında çubuk ekseni civarında oksitler toplanır. Sıcak bir blok soğuk alıcı içerisine konduğunda dış tabakalar okside olmaktadır.
42 EKSTRÜZYON HATALARI (Devamı) Bu hatayı gidermek için: a) Ön levha çapı alıcı çapından küçük yapılır. Ön levha bloku bıçak gibi keserek oksit tabakasının alıcı içerisinde bırakır. b) Blok alıcı içerisine yerleştirilmeden tornalanarak oksit tabakası temizlenir. Endirekt ekstrüzyonda ise blok yüzeyindeki oksit tabakası mamul parçanın yüzeyinde birikir. Buna engel olmak için çapın alıcı çapından biraz küçük olan ön levhası kullanılmalıdır. Alıcı içerisine konan blok uzunluğu çapının ¼ üne düştükten sonra, malzemenin matris içindeki hızlı radyal akışı nedeniyle mamülde eksenel bir boşluk meydana gelir. Bu ise mamulün delik olan arka kısmının kesilerek atılmasını gerektirir.
43 PÜSKÜRTME EKSTRÜZYON Püskürtme diş macunu, krem, ilaç vs tüplerinin imalinde uygulanan bir usuldür. 1. Geriye püskürtme Bu usulde çapı, imal edilecek tüpün dış çapına eşit olan matris içine yerleştirilen metale ıstampa ile basılarak şekil verilir. Istampa çapı imal edilmesi istenen tüpün iç çapına eşittir. Matris içindeki malzemeye ıstampa ile basınç uygulandığına, metal ıstampa çevresinde akarak yükselir ve tüp şeklini alır.
44 PÜSKÜRTME EKSTRÜZYON 2. İleriye püskürtme: İleriye püskürtmede ıstampa ucunda imal edilmek istenen tüpün iç çapına eşit bir malafa vardır. Ön şekil verilmiş metale ıstampa ile basınç uygulanarak tüp elde edilir. Püskürtme yüksek hızlı mekanik preslerde yapılır. Bu usul genellikle bir soğuk şekil değiştirme ise de, yüksek şekil değişimi hızı nedeni ile işlem sırasında önemli sıcaklık yükselmesi olur. Püskürtmede kurşun kalay, alüminyum, bakır gibi yumuşak metaller işlenir.
45 ÇEKME Metalik bir malzemenin, matris veya hadde olarak adlandırılan üzerinde bir veya daha çok delik bulunan bir takımdan çekilerek uzatılmasına çekme denir. Arka arkaya yapılan çekme işlemleriyle malzemenin çapı istenen değere indirilir. Çekme işlemi genellikle oda sıcaklığında yapılır.
46 ÇUBUK TEL ÇEKME Çubuğun ucu sivrilterek matristen geçirilir ve çekme arkasının kıskaçlarına bağlanır. Çekme arabası örneğin; hidrolik bir mekanizma ile hareket ettirilebilir. Çekme hızı yaklaşık m/dk dır.
47 ÇUBUK TEL ÇEKME Çekmede kullanılacak malzeme sünek olmalıdır. Tel çekmede, sıcak haddelenmiş çubuklar kullanılır. Telde yüzey hataları meydana gelmemesi ve matris aşınmasını azaltmak gayesi ile çubuk yüzeyi önce asitle temizlenir. Bundan sonra çelik tellerin çekilmesinde, çubuk kireç veya ince bir bakır veya kalay tabaksı ile kaplanır. Kireç, asit banyosundan çıkarıldıktan sonra yıkanan çubuk yüzeyindeki asit kalıntılarını nötralize eder. Kuru çekmede yağlayıcı olarak gres veya sabun tozu kullanılır. Islak çekmede ise matris yağlayıcı bir sıvı içine doldurulmuş durumdadır. Bakır tellerin çekilmesinde ise genellikle kaplama uygulanmaz. Çubuk yüzeyi hazırlandıktan sonra ucu sivriltilerek matristen geçilir ve çekme blokuna bağlanır. Modern tel çekme tertibatlarında, çekme hızı 1500m/dk mertebesindedir.
48 BORU ÇEKME Ekstrüzyon, haddeleme v.d gibi sıcak şekil verme usullerinden herhangi biri ile imal edilen borularda daha sonra çoğu zaman çekme işlemi uygulanarak boyut toleranslarının daha hassas ve yüzeylerin daha düzgün olması mekanik özelliklerinin iyileştirilmesi sağlanır. Ayrıca çekme ile, sıcak şekil verme usulleriyle elde edilmeyecek kadar küçük çapta ve ince cidarlı borular ve profilli borular imal edilebilir. Boru çekme genel olarak tel çekmeye benzer.
49 SAC ÇEKME Saç levhalardan kap şeklinde cisimler elde etmede kullanılan usullerden en önemlisi saç çekmedir. D çapındaki çekme saçından d çapında bir kap elde edilmesi için kenar uzunlukları e ve h olan dikdörtgenler d çapındaki daire etrafında /2 kadar kıvırmak yeterlidir. Böylece karakteristik üçgenleri meydana getiren malzemenin gereksiz (fazla) olduğu görülmektedir. Çekme işlemi sırasında karakteristik üçgenlere ait fazla malzeme katlanmalara neden olabilir. Bu katlanmalara engel olmak için Pot çemberi kullanılır. Pot çemberi çekme saçı malzemesini radyal doğrultuda akmaya zorlayarak katlanmalara engel olur. Pratikte D/d > 21/20 olduğu taktirde pot çemberi kullanılır. D/d < 21/20 olduğu taktirde karakteristik üçgenleri meydana getiren malzeme miktarı az olduğundan işlem pot çemberi kullanılmadan ve katlanmalar meydana gelmeden yapılabilir.
50 KAYNAKLAR Öğr. Gör. Hüseyin ÖZKAYA Talaşsız İmalat İşlemleri Ders Notları Google görselleri
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Makine Elemanları I Prof. Dr. İrfan KAYMAZ. Temel bilgiler-flipped Classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Kılavuz Çekmek. Üretim Yöntemleri 15
 Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Görünüşler - 1
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
EKSTRÜZYON. Matris deliği ürün kesitinin şeklindedir. Bu yöntemle çubuk, boru, şerit gibi uzun ürünler elde edilir.
 EKSTRÜZYON 1. İşlemin Esası ve Özellikleri Silindirik metal bir bloğun (takoz), bir kovan (alıcı) içine yerleştirilerek ıstampa yardımıyla uygulanan basma kuvveti etkisiyle, matris deliğinden geçirilmesine
EKSTRÜZYON 1. İşlemin Esası ve Özellikleri Silindirik metal bir bloğun (takoz), bir kovan (alıcı) içine yerleştirilerek ıstampa yardımıyla uygulanan basma kuvveti etkisiyle, matris deliğinden geçirilmesine
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ
 DENEYİ") ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.
 yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.") SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 1. KARE VİDA AÇMA
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
AYDINLATMA DEVRELERİNDE KOMPANZASYON
 AYDINLATMA DEVRELERİNDE KOMPANZASYON Dünyamızın son yıllarda karşı karşıya kaldığı enerji krizi, araştırmacıları bir yandan yeni enerji kaynaklarına yöneltirken diğer yandan daha verimli sistemlerin tasarlanması
AYDINLATMA DEVRELERİNDE KOMPANZASYON Dünyamızın son yıllarda karşı karşıya kaldığı enerji krizi, araştırmacıları bir yandan yeni enerji kaynaklarına yöneltirken diğer yandan daha verimli sistemlerin tasarlanması
KIRILMA MEKANİĞİ Prof.Dr. İrfan AY MALZEME KUSURLARI
 MALZEME KUSURLARI Deformasyonda Birinci Özelliğe Sahip Hatalar: A. Noktasal Hatalar: Kafes düzeninin çok küçük bölgelerindeki (1-2 atom boyutu) bozukluğa verilen addır. Bunlar ; 1. Boşluklar : Kafeslerde
MALZEME KUSURLARI Deformasyonda Birinci Özelliğe Sahip Hatalar: A. Noktasal Hatalar: Kafes düzeninin çok küçük bölgelerindeki (1-2 atom boyutu) bozukluğa verilen addır. Bunlar ; 1. Boşluklar : Kafeslerde
4. Numaralandırdığımız her boru parçasının üzerine taşıdıkları ısı yükleri yazılır.
 4. KOLON ŞEMASI VE BORU ÇAPI HESABI Tesisatı oluşturan kazan, kollektörler, borular,,vanalar, ısıtıcılar,genleşme deposu ile diğer donanım ve armatürlerin tümünün düşey görünüşünü iki boyutlu olarak gösteren
4. KOLON ŞEMASI VE BORU ÇAPI HESABI Tesisatı oluşturan kazan, kollektörler, borular,,vanalar, ısıtıcılar,genleşme deposu ile diğer donanım ve armatürlerin tümünün düşey görünüşünü iki boyutlu olarak gösteren
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Reynolds Sayısı ve Akış Rejimleri
 1. Genel Bilgi Bazı akışlar oldukça çalkantılıyken bazıları düzgün ve düzenlidir. Düzgün akım çizgileriyle belirtilen çok düzenli akış hareketine laminer akış denir. Düşük hızlarda yağ gibi yüksek viskoziteli
1. Genel Bilgi Bazı akışlar oldukça çalkantılıyken bazıları düzgün ve düzenlidir. Düzgün akım çizgileriyle belirtilen çok düzenli akış hareketine laminer akış denir. Düşük hızlarda yağ gibi yüksek viskoziteli
T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ
 T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEY FÖYÜ (TEK EKSENLİ EĞİLME DENEYİ) ÖĞRETİM ÜYESİ YRD.DOÇ.DR. AHMET TEMÜGAN DERS ASİSTANI ARŞ.GÖR. FATİH KAYA
T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEY FÖYÜ (TEK EKSENLİ EĞİLME DENEYİ) ÖĞRETİM ÜYESİ YRD.DOÇ.DR. AHMET TEMÜGAN DERS ASİSTANI ARŞ.GÖR. FATİH KAYA
DENEY 2. Şekil 1. Çalışma bölümünün şematik olarak görünümü
 Deney-2 /5 DENEY 2 SĐLĐNDĐR ÜZERĐNE ETKĐ EDEN SÜRÜKLEME KUVVETĐNĐN BELĐRLENMESĐ AMAÇ Bu deneyin amacı, silindir üzerindeki statik basınç dağılımını, akışkan tarafından silindir üzerine uygulanan kuvveti
Deney-2 /5 DENEY 2 SĐLĐNDĐR ÜZERĐNE ETKĐ EDEN SÜRÜKLEME KUVVETĐNĐN BELĐRLENMESĐ AMAÇ Bu deneyin amacı, silindir üzerindeki statik basınç dağılımını, akışkan tarafından silindir üzerine uygulanan kuvveti
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ
 İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR
 NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI
 II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
olup uygu kaması A formuna sahiptir. Müsaade edilen yüzey basıncı p em kasnak malzemesi GG ve mil malzemesi St 50 dir.
 ÖRNEK 1: Düz kayış kasnağı bir mil üzerine radyal yönde uygu kaması ile eksenel yönde İse bir pul ve cıvata ile sabitleştirilmiştir. İletilecek güç 1 kw ve devir sayısı n=500 D/d olup uygu kaması A formuna
ÖRNEK 1: Düz kayış kasnağı bir mil üzerine radyal yönde uygu kaması ile eksenel yönde İse bir pul ve cıvata ile sabitleştirilmiştir. İletilecek güç 1 kw ve devir sayısı n=500 D/d olup uygu kaması A formuna
MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ. 6. Hafta Oda Akustiği
 MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ 6. Hafta Oda Akustiği Sesin Oda İçerisinde Yayınımı Akustik olarak sesin odada yayınımı için, sesin dalga boyunun hacmin boyutlarına göre oldukça küçük olması gerekmektedir.
MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ 6. Hafta Oda Akustiği Sesin Oda İçerisinde Yayınımı Akustik olarak sesin odada yayınımı için, sesin dalga boyunun hacmin boyutlarına göre oldukça küçük olması gerekmektedir.
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ
 5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
Massachusetts Teknoloji Enstitüsü-Fizik Bölümü
 Massachusetts Teknoloji Enstitüsü-Fizik Bölümü Fizik 8.01 Ödev # 10 Güz, 1999 ÇÖZÜMLER Dru Renner dru@mit.edu 8 Aralık 1999 Saat: 09.54 Problem 10.1 (a) Bir F kuvveti ile çekiyoruz (her iki ip ile). O
Massachusetts Teknoloji Enstitüsü-Fizik Bölümü Fizik 8.01 Ödev # 10 Güz, 1999 ÇÖZÜMLER Dru Renner dru@mit.edu 8 Aralık 1999 Saat: 09.54 Problem 10.1 (a) Bir F kuvveti ile çekiyoruz (her iki ip ile). O
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436
 01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
Fizik I (Fizik ve Ölçme) - Ders sorumlusu: Yrd.Doç.Dr.Hilmi Ku çu
 - Ders sorumlusu: Yrd.Doç.Dr.Hilmi Ku çu") Fizik I (Fizik ve Ölçme) - Ders sorumlusu: Yrd.Doç.Dr.Hilmi Ku çu Bu bölümde; Fizik ve Fizi in Yöntemleri, Fiziksel Nicelikler, Standartlar ve Birimler, Uluslararas Birim Sistemi (SI), Uzunluk, Kütle ve
Fizik I (Fizik ve Ölçme) - Ders sorumlusu: Yrd.Doç.Dr.Hilmi Ku çu Bu bölümde; Fizik ve Fizi in Yöntemleri, Fiziksel Nicelikler, Standartlar ve Birimler, Uluslararas Birim Sistemi (SI), Uzunluk, Kütle ve
Bu konuda cevap verilecek sorular?
 MANYETİK ALAN Bu konuda cevap verilecek sorular? 1. Manyetik alan nedir? 2. Maddeler manyetik özelliklerine göre nasıl sınıflandırılır? 3. Manyetik alanın varlığı nasıl anlaşılır? 4. Mıknatısın manyetik
MANYETİK ALAN Bu konuda cevap verilecek sorular? 1. Manyetik alan nedir? 2. Maddeler manyetik özelliklerine göre nasıl sınıflandırılır? 3. Manyetik alanın varlığı nasıl anlaşılır? 4. Mıknatısın manyetik
İÇİNDEKİLER. www.muhendisiz.net DERİN ÇEKME 1. Derin Çekme Tanımı ve Analizi 1. Derin Çekmede Anizotropi 6. Çekme Saçının Hesaplanması 8
 www.muhendisiz.net İÇİNDEKİLER DERİN ÇEKME 1 Derin Çekme Tanımı ve Analizi 1 Derin Çekmede Anizotropi 6 Çekme Saçının Hesaplanması 8 Çekme Kademelerinin Tesbiti 8 Istampa İle Matris Arasındaki Boşluk 9
www.muhendisiz.net İÇİNDEKİLER DERİN ÇEKME 1 Derin Çekme Tanımı ve Analizi 1 Derin Çekmede Anizotropi 6 Çekme Saçının Hesaplanması 8 Çekme Kademelerinin Tesbiti 8 Istampa İle Matris Arasındaki Boşluk 9
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA
 MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
Ağaç işleme makinaları. Quality Guide. Takımın değeri
 Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
ALÇI DEKORASYON VE KARTONPİYER
 ALÇI DEKORASYON VE KARTONPİYER Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Aşağıdakilerden hangisi alçı dekorasyon ve kartonpiyer yapma araçlarından biri değildir? A) Mala
ALÇI DEKORASYON VE KARTONPİYER Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Aşağıdakilerden hangisi alçı dekorasyon ve kartonpiyer yapma araçlarından biri değildir? A) Mala
En İyi Uygulamalar ve Kullanım Kılavuzu
 En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi
 FOTOGRAMETRİ I Fotogrametrik Temeller Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi Tanımlar Metrik Kameralar Mercek Kusurları
FOTOGRAMETRİ I Fotogrametrik Temeller Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi Tanımlar Metrik Kameralar Mercek Kusurları
fırça, rulo, cırcır vasıtasıyla elyafa yedirilir. Maliyeti en düşük
 Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
DENEY Kum Kalıba Döküm ve Besleyici Hesabı 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN DENEYE HESAP MAKİNASI İLE GELİNİZ
 DENEY NO Kum Kalıba Döküm ve Besleyici Hesabı 4 Doç.Dr. Ahme ÖZEL, Yrd.Doç.Dr. Musafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN DENEYE HESAP MAKİNASI İLE GELİNİZ Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa
DENEY NO Kum Kalıba Döküm ve Besleyici Hesabı 4 Doç.Dr. Ahme ÖZEL, Yrd.Doç.Dr. Musafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN DENEYE HESAP MAKİNASI İLE GELİNİZ Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa
KAYNAĞIN UYGULAMA TEKNİK VE METOTLARI
 KAYNAĞIN UYGULAMA TEKNİK VE METOTLARI Bu bahse geçmeden önce, buraya kadar gördüklerimizin ışığı altında bir kaynağın tarifini yeni baştan ele alalım: bir kaynak, birleşmenin unsurları arasında malzemenin
KAYNAĞIN UYGULAMA TEKNİK VE METOTLARI Bu bahse geçmeden önce, buraya kadar gördüklerimizin ışığı altında bir kaynağın tarifini yeni baştan ele alalım: bir kaynak, birleşmenin unsurları arasında malzemenin
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1. BASINÇ, AKIŞ ve SEVİYE KONTROL DENEYLERİ
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 BASINÇ, AKIŞ ve SEVİYE KONTROL DENEYLERİ DENEY SORUMLUSU Arş.Gör. Şaban ULUS Haziran 2012 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 BASINÇ, AKIŞ ve SEVİYE KONTROL DENEYLERİ DENEY SORUMLUSU Arş.Gör. Şaban ULUS Haziran 2012 KAYSERİ
Sinterleme. İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir.
 Sinterleme? İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir. Sinterleme Mikroyapı Gelişimi Özellikler! Sinterlemenin
Sinterleme? İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir. Sinterleme Mikroyapı Gelişimi Özellikler! Sinterlemenin
Fizik ve Ölçme. Fizik deneysel gözlemler ve nicel ölçümlere dayanır
 Fizik ve Ölçme Fizik deneysel gözlemler ve nicel ölçümlere dayanır Fizik kanunları temel büyüklükler(nicelikler) cinsinden ifade edilir. Mekanikte üç temel büyüklük vardır; bunlar uzunluk(l), zaman(t)
Fizik ve Ölçme Fizik deneysel gözlemler ve nicel ölçümlere dayanır Fizik kanunları temel büyüklükler(nicelikler) cinsinden ifade edilir. Mekanikte üç temel büyüklük vardır; bunlar uzunluk(l), zaman(t)
EĞİTİM BİLİMİNE GİRİŞ 1. Ders- Eğitimin Temel Kavramları. Yrd. Doç. Dr. Melike YİĞİT KOYUNKAYA
 EĞİTİM BİLİMİNE GİRİŞ 1. Ders- Eğitimin Temel Kavramları Yrd. Doç. Dr. Melike YİĞİT KOYUNKAYA Dersin Amacı Bu dersin amacı, öğrencilerin; Öğretmenlik mesleği ile tanışmalarını, Öğretmenliğin özellikleri
EĞİTİM BİLİMİNE GİRİŞ 1. Ders- Eğitimin Temel Kavramları Yrd. Doç. Dr. Melike YİĞİT KOYUNKAYA Dersin Amacı Bu dersin amacı, öğrencilerin; Öğretmenlik mesleği ile tanışmalarını, Öğretmenliğin özellikleri
işletmeye Tesisleri ni radyatör üretilmesinin ğız. EDM/st Ağustos 2006
 Bu sunumda, Temmuz 2006 da işletmeye alınan Alarko Carrier Radyatör Fabrikası Ek Tesisleri ni tanıtacak tacak ve bir saç levhadan panel radyatör üretilmesinin öyküsünü anlatacağı ğız. Dilme İşlemi Panel
Bu sunumda, Temmuz 2006 da işletmeye alınan Alarko Carrier Radyatör Fabrikası Ek Tesisleri ni tanıtacak tacak ve bir saç levhadan panel radyatör üretilmesinin öyküsünü anlatacağı ğız. Dilme İşlemi Panel
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Düz Dişli Çarklar DİŞLİ ÇARKLAR HESAPLAMA
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Düz Dişli Çarklar DİŞLİ ÇARKLAR HESAPLAMA İçerik Giriş Dişli çarklarda ana ölçülerin seçimi Dişlilerde oluşan kuvvetler ve etkileyen faktörler Dişli çarkların
Makine Elemanları II Prof. Dr. Akgün ALSARAN Düz Dişli Çarklar DİŞLİ ÇARKLAR HESAPLAMA İçerik Giriş Dişli çarklarda ana ölçülerin seçimi Dişlilerde oluşan kuvvetler ve etkileyen faktörler Dişli çarkların
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması
 Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
KALIPLAMA YÖNTEMLERİ
 KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
KAVRAMLAR. Büyüme ve Gelişme. Büyüme. Büyüme ile Gelişme birbirlerinden farklı kavramlardır.
 KAVRAMLAR Büyüme ve Gelişme Büyüme ile Gelişme birbirlerinden farklı kavramlardır. Büyüme Büyüme, bedende gerçekleşen ve boy uzamasında olduğu gibi sayısal (nicel) değişikliklerle ifade edilebilecek yapısal
KAVRAMLAR Büyüme ve Gelişme Büyüme ile Gelişme birbirlerinden farklı kavramlardır. Büyüme Büyüme, bedende gerçekleşen ve boy uzamasında olduğu gibi sayısal (nicel) değişikliklerle ifade edilebilecek yapısal
Alasim Elementlerinin Celigin Yapisina Etkisi
 Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI. Kolay astarlama. Yüksek enerji tasarrufu. Yüksek mekanik mukavemet
 BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI Kolay astarlama Yüksek
BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI Kolay astarlama Yüksek
ZEMİN MUKAVEMETİ: LABORATUVAR DENEY YÖNTEMLERİ
 ZEMİN MUKAVEMETİ: LABORATUVAR DENEY YÖNTEMLERİ Arazide bir yapı temeli veya toprak dolgu altında kalacak, veya herhangi bir başka yüklemeye maruz kalacak zemin tabakalarının gerilme-şekil değiştirme davranışlarını
ZEMİN MUKAVEMETİ: LABORATUVAR DENEY YÖNTEMLERİ Arazide bir yapı temeli veya toprak dolgu altında kalacak, veya herhangi bir başka yüklemeye maruz kalacak zemin tabakalarının gerilme-şekil değiştirme davranışlarını
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği. Polimer Malzemeler. Polikarbonat (PC) www.sakarya.edu.tr
 www.sakarya.edu.tr") Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polikarbonat (PC) Polikarbonatlar, termoplastiklerin özel bir grubudur. İşlenmesi, kalıplanması ve ısıl olarak şekillendirilmesi
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polikarbonat (PC) Polikarbonatlar, termoplastiklerin özel bir grubudur. İşlenmesi, kalıplanması ve ısıl olarak şekillendirilmesi
ARAŞTIRMA RAPORU. Rapor No: 2012.03.08.XX.XX.XX. : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33 e-posta: gurbuz@metu.edu.tr
 ARAŞTIRMA RAPORU (Kod No: 2012.03.08.XX.XX.XX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33
ARAŞTIRMA RAPORU (Kod No: 2012.03.08.XX.XX.XX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33
Teknik sistem kataloğu Taşıyıcı kol sistemleri
 Teknik sistem kataloğu Taşıyıcı kol sistemleri 2 Makinaya farklı bakış açıları sayesinde uzun veya kısa boylu operatör oturarak ya da ayakta çalışabilir - Rittal taşıyıcı kol sistemleriyle izleme ve kumanda
Teknik sistem kataloğu Taşıyıcı kol sistemleri 2 Makinaya farklı bakış açıları sayesinde uzun veya kısa boylu operatör oturarak ya da ayakta çalışabilir - Rittal taşıyıcı kol sistemleriyle izleme ve kumanda
E P O T A P E. EPOTAPE Su tutucu bant
 ÜRÜN TANIMI PVC Sututucu Bantlar,esas polimer madde olarak yüksek K de erli Polivinil Klorür(PVC) reçinesi ile çe itii katalizörler (Plastifyanlar), stablizatörler, antioksidanlar, yüksek kalite de erleri
ÜRÜN TANIMI PVC Sututucu Bantlar,esas polimer madde olarak yüksek K de erli Polivinil Klorür(PVC) reçinesi ile çe itii katalizörler (Plastifyanlar), stablizatörler, antioksidanlar, yüksek kalite de erleri
Çolakoğlu Metalurji SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ
 ÜRETİM BİLGİLERİ") SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
RİSKLİ YAPILAR ve GÜÇG
 RİSKLİ YAPILAR ve GÜÇG ÜÇLENDİRME ÇALIŞMALARI Doç.. Dr. Ercan ÖZGAN Düzce Üniversitesi YAPILARDA OLU AN R SKLER N NEDENLER GENEL OLARAK 1. Tasar m ve Analiz Hatalar 2. Malzeme Hatalar 3. çilik Hatalar
RİSKLİ YAPILAR ve GÜÇG ÜÇLENDİRME ÇALIŞMALARI Doç.. Dr. Ercan ÖZGAN Düzce Üniversitesi YAPILARDA OLU AN R SKLER N NEDENLER GENEL OLARAK 1. Tasar m ve Analiz Hatalar 2. Malzeme Hatalar 3. çilik Hatalar
ÇELİK YAPI BİRLEŞİM ELEMANLARI
 ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
DEVRELER VE ELEKTRONİK LABORATUVARI
 DENEY NO: 1 DENEY GRUBU: C DİRENÇ ELEMANLARI, 1-KAPILI DİRENÇ DEVRELERİ VE KIRCHHOFF UN GERİLİMLER YASASI Malzeme ve Cihaz Listesi: 1. 10 Ω direnç 1 adet 2. 100 Ω direnç 3 adet 3. 180 Ω direnç 1 adet 4.
DENEY NO: 1 DENEY GRUBU: C DİRENÇ ELEMANLARI, 1-KAPILI DİRENÇ DEVRELERİ VE KIRCHHOFF UN GERİLİMLER YASASI Malzeme ve Cihaz Listesi: 1. 10 Ω direnç 1 adet 2. 100 Ω direnç 3 adet 3. 180 Ω direnç 1 adet 4.
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3)
 (SEVİYE-3)") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN
 TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN KALIP TASARIMI VE İMALATI Proje Yürütücüsü: -------------------- MART
TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN KALIP TASARIMI VE İMALATI Proje Yürütücüsü: -------------------- MART
SU YAPILARI. Su Alma Yapıları. 5.Hafta. Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr
 SU YAPILARI 5.Hafta Su Alma Yapıları Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr Su alma yapısı nedir? Akarsu ya da baraj gölünden suyu alıp iletim sistemlerine veren yapılara su alma yapısı denir. Su
SU YAPILARI 5.Hafta Su Alma Yapıları Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr Su alma yapısı nedir? Akarsu ya da baraj gölünden suyu alıp iletim sistemlerine veren yapılara su alma yapısı denir. Su
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ
 i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
MALZEMELERİN FİZİKSEL ÖZELLİKLERİ
 MALZEMELERİN FİZİKSEL ÖZELLİKLERİ (Ders Notu) Manyetik Özellikler Doç.Dr. Özkan ÖZDEMİR MANYETİK ÖZELLİK Giriş Bazı malzemelerde mevcut manyetik kutup çiftleri, elektriksel kutuplara benzer şekilde, çevredeki
MALZEMELERİN FİZİKSEL ÖZELLİKLERİ (Ders Notu) Manyetik Özellikler Doç.Dr. Özkan ÖZDEMİR MANYETİK ÖZELLİK Giriş Bazı malzemelerde mevcut manyetik kutup çiftleri, elektriksel kutuplara benzer şekilde, çevredeki
DAİRESEL KESİTLİ TELDEN SOĞUK OLARAK SARILAN BASMA YAYLARININ HESABI
 DAİRESEL KESİTLİ TELDEN SOĞUK OLARAK SARILAN BASMA YAYLARININ HESABI Yaylar enerji depolayan elemanlardır. Basma yaylarında, malzemenin elastik bölgesinde kalmak şartiyle, yayın ekseni doğrultusunda etkiyen
DAİRESEL KESİTLİ TELDEN SOĞUK OLARAK SARILAN BASMA YAYLARININ HESABI Yaylar enerji depolayan elemanlardır. Basma yaylarında, malzemenin elastik bölgesinde kalmak şartiyle, yayın ekseni doğrultusunda etkiyen
Doç. Dr. Eyüp DEBİK 10.12.2013
 Doç. Dr. Eyüp DEBİK 10.12.2013 Ünitelerin fiziksel yerleşimi Arıtma ünitelerinin, Bağlantı kanallarının, Yol ve park alanlarının, Yönetim binasının, Bakım ve onarım kısımları vb dikkatle ele alınmalıdır.
Doç. Dr. Eyüp DEBİK 10.12.2013 Ünitelerin fiziksel yerleşimi Arıtma ünitelerinin, Bağlantı kanallarının, Yol ve park alanlarının, Yönetim binasının, Bakım ve onarım kısımları vb dikkatle ele alınmalıdır.
BAŞLICA ÇATI ŞEKİLLERİ
 ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
AMELİYATHANELERDE HİJYENİK KLİMA TESİSATI
 1 AMELİYATHANELERDE HİJYENİK KLİMA TESİSATI K.Oktay GÜVEN ÖZET Hastanelerde klinik tedavinin yanında hijyenik Ģartların sağlanması da önemlidir. Hastanelerde hijyenik ortamın yaratılabilmesi için hastane
1 AMELİYATHANELERDE HİJYENİK KLİMA TESİSATI K.Oktay GÜVEN ÖZET Hastanelerde klinik tedavinin yanında hijyenik Ģartların sağlanması da önemlidir. Hastanelerde hijyenik ortamın yaratılabilmesi için hastane
UCRETE DP UYGULAMA YÖNTEMİ
 TANIMI UCRETE DP, poliüretan esaslı reçinelerin özel katkı ve kimyasallar ile modifikasyonu sonucu elde edilen, reçinelere özel dolgu ilavesi ile oluşturulan, ıslak ve kuru ortamlarda kullanılmak için
TANIMI UCRETE DP, poliüretan esaslı reçinelerin özel katkı ve kimyasallar ile modifikasyonu sonucu elde edilen, reçinelere özel dolgu ilavesi ile oluşturulan, ıslak ve kuru ortamlarda kullanılmak için
Ek 1. Fen Maddelerini Anlama Testi (FEMAT) Sevgili öğrenciler,
 Sevgili öğrenciler,") Ek 1. Fen Maddelerini Anlama Testi (FEMAT) Sevgili öğrenciler, Bu araştırmada Fen Bilgisi sorularını anlama düzeyinizi belirlemek amaçlanmıştır. Bunun için hazırlanmış bu testte SBS de sorulmuş bazı sorular
Ek 1. Fen Maddelerini Anlama Testi (FEMAT) Sevgili öğrenciler, Bu araştırmada Fen Bilgisi sorularını anlama düzeyinizi belirlemek amaçlanmıştır. Bunun için hazırlanmış bu testte SBS de sorulmuş bazı sorular
Veri Toplama Yöntemleri. Prof.Dr.Besti Üstün
 Veri Toplama Yöntemleri Prof.Dr.Besti Üstün 1 VERİ (DATA) Belirli amaçlar için toplanan bilgilere veri denir. Araştırmacının belirlediği probleme en uygun çözümü bulabilmesi uygun veri toplama yöntemi
Veri Toplama Yöntemleri Prof.Dr.Besti Üstün 1 VERİ (DATA) Belirli amaçlar için toplanan bilgilere veri denir. Araştırmacının belirlediği probleme en uygun çözümü bulabilmesi uygun veri toplama yöntemi
 İÇİNDEKİLER SAYFA Önsöz 4 Stratejik Planlama ve Bütçe Yol Haritası 5 Örnek İşletme Hakkında 6 Gider Yükleme Sistemi 8 Satış Bütçesi Oluşturma 9 Faaliyet Gider Bütçesi Oluşturma 12 Bütçe Sistem Otomasyonu
İÇİNDEKİLER SAYFA Önsöz 4 Stratejik Planlama ve Bütçe Yol Haritası 5 Örnek İşletme Hakkında 6 Gider Yükleme Sistemi 8 Satış Bütçesi Oluşturma 9 Faaliyet Gider Bütçesi Oluşturma 12 Bütçe Sistem Otomasyonu
Dr. Erdener ILDIZ Yönetim Kurulu Başkanı ILDIZ DONATIM SAN. ve TİC. A.Ş.
 UÇAK SIĞINAKLARININ DIŞ KABUĞUNU EPDM SU YALITICISI İLE KAPLARKEN KABUK ÜZERİNDE MEYDANA GELEN RÜZGAR YÜKLERİVE BU YÜKLERE KARŞI ALINMASI GEREKEN ÖNLEMLERİN İNCELENMESİ Dr. Erdener ILDIZ Yönetim Kurulu
UÇAK SIĞINAKLARININ DIŞ KABUĞUNU EPDM SU YALITICISI İLE KAPLARKEN KABUK ÜZERİNDE MEYDANA GELEN RÜZGAR YÜKLERİVE BU YÜKLERE KARŞI ALINMASI GEREKEN ÖNLEMLERİN İNCELENMESİ Dr. Erdener ILDIZ Yönetim Kurulu
Karbür Matkaplar. Delme. WTX- UNI / VA Yüksek performanslı karbür matkap- Ürün çeşitindeki artış. Diş
 Delme Karbür Matkaplar Sayfa WTX- / Yüksek performanslı karbür matkap- Ürün çeşitindeki artış Paslanmaz çelik 7-14 + 18-25 7-14 + 18-25 Diş Ovalama kılavuzları için optimum delik çapları. 3xD ve 5xD boylarda,
Delme Karbür Matkaplar Sayfa WTX- / Yüksek performanslı karbür matkap- Ürün çeşitindeki artış Paslanmaz çelik 7-14 + 18-25 7-14 + 18-25 Diş Ovalama kılavuzları için optimum delik çapları. 3xD ve 5xD boylarda,
Akışkanlar Mekaniği. Dr. Osman TURAN. Makine ve İmalat Mühendisliği. osman.turan@bilecik.edu.tr
 Akışkanlar Mekaniği Dr. Osman TURAN Makine ve İmalat Mühendisliği osman.turan@bilecik.edu.tr Kaynaklar Ders Değerlendirmesi 1. Vize 2. Vize Ödev ve Kısa sınavlar Final % 20 % 25 % 15 % 40 Ders İçeriği
Akışkanlar Mekaniği Dr. Osman TURAN Makine ve İmalat Mühendisliği osman.turan@bilecik.edu.tr Kaynaklar Ders Değerlendirmesi 1. Vize 2. Vize Ödev ve Kısa sınavlar Final % 20 % 25 % 15 % 40 Ders İçeriği
28 Mayıs 2016 tarihli ve 29725 sayılı Resmî Gazetede yayınlanmıştır. KURUL KARARI. Karar No : 6282-3 Karar Tarihi : 13/05/2016
 28 Mayıs 2016 tarihli ve 29725 sayılı Resmî Gazetede yayınlanmıştır. Enerji Piyasası Düzenleme Kurumundan : KURUL KARARI Karar No : 6282-3 Karar Tarihi : 13/05/2016 Enerji Piyasası Düzenleme Kurulunun
28 Mayıs 2016 tarihli ve 29725 sayılı Resmî Gazetede yayınlanmıştır. Enerji Piyasası Düzenleme Kurumundan : KURUL KARARI Karar No : 6282-3 Karar Tarihi : 13/05/2016 Enerji Piyasası Düzenleme Kurulunun
BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ
 tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
SİİRT ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar. Amaç
 SİİRT ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı; Siirt Üniversitesi Uzaktan Eğitim Uygulama
SİİRT ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı; Siirt Üniversitesi Uzaktan Eğitim Uygulama
PLATFORM VE KÖPRÜ UGULAMALARINDA KULLANILAN AKIŞ BÖLÜCÜLER
 279 PLATFORM VE KÖPRÜ UGULAMALARINDA KULLANILAN AKIŞ BÖLÜCÜLER Ahmet DİNÇER ÖZET Akışı bölmek, hidrolik uygulamalarda karşılaşılan en büyük problemlerden birisidir. Hidrolik enerji en kolay hareket ettirebildiği
279 PLATFORM VE KÖPRÜ UGULAMALARINDA KULLANILAN AKIŞ BÖLÜCÜLER Ahmet DİNÇER ÖZET Akışı bölmek, hidrolik uygulamalarda karşılaşılan en büyük problemlerden birisidir. Hidrolik enerji en kolay hareket ettirebildiği
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com
 SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
 ÖLÜM 3 DENGE, İR KUVVETİN MOMENTİ 3.1 ir Kuvvetin Momenti elirli bir doğrultu ve şiddete sahip bir kuvvetin, bir cisim üzerine etkisi, kuvvetin etki çizgisine bağlıdır. Şekil.3.1 de F 1 kuvveti cismi sağa
ÖLÜM 3 DENGE, İR KUVVETİN MOMENTİ 3.1 ir Kuvvetin Momenti elirli bir doğrultu ve şiddete sahip bir kuvvetin, bir cisim üzerine etkisi, kuvvetin etki çizgisine bağlıdır. Şekil.3.1 de F 1 kuvveti cismi sağa
Üretimde kullanılan iş parçalarının kesilme şekillerinden biri de çeşitli metotlar ile talaş kaldırılarak yapılan kesme işlemidir.
 4. KESME TEKNİĞİ 4.1 Kesmenin Tanımı, Amacı Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. Yapılacak olan iş parçası ölçülür, kesilir ve şekillendirilir. Metallerin
4. KESME TEKNİĞİ 4.1 Kesmenin Tanımı, Amacı Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. Yapılacak olan iş parçası ölçülür, kesilir ve şekillendirilir. Metallerin
MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU
 MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU Erdinç S AYIN 1968 yılında Đstanbul'da doğdu. 1989 yılında Đstanbul Teknik Üniversitesi Makina Mühendisliği
MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU Erdinç S AYIN 1968 yılında Đstanbul'da doğdu. 1989 yılında Đstanbul Teknik Üniversitesi Makina Mühendisliği
YERİNDE BALANS ALMA İŞLEMİ: EKONOMİK ve TEKNİK YÖNDEN BİR İNCELEME. Dr. İbrahim H. Çağlayan VibraTek Ltd Şti
 Bakım Mühendisliğinde En Son Teknolojiler : İşin Uzmanından! VibraTek 02/2016 Teknik Bülten 6 1.0 Giriş YERİNDE BALANS ALMA İŞLEMİ: EKONOMİK ve TEKNİK YÖNDEN BİR İNCELEME Dr. İbrahim H. Çağlayan Uyarıcı
Bakım Mühendisliğinde En Son Teknolojiler : İşin Uzmanından! VibraTek 02/2016 Teknik Bülten 6 1.0 Giriş YERİNDE BALANS ALMA İŞLEMİ: EKONOMİK ve TEKNİK YÖNDEN BİR İNCELEME Dr. İbrahim H. Çağlayan Uyarıcı
İÇİNDEKİLER. 1 Projenin Amacı... 1. 2 Giriş... 1. 3 Yöntem... 1. 4 Sonuçlar ve Tartışma... 6. 5 Kaynakça... 7
 İÇİNDEKİLER 1 Projenin Amacı... 1 2 Giriş... 1 3 Yöntem... 1 4 Sonuçlar ve Tartışma... 6 5 Kaynakça... 7 FARKLI ORTAMLARDA HANGİ RENK IŞIĞIN DAHA FAZLA SOĞURULDUĞUNUN ARAŞTIRILMASI Projenin Amacı : Atmosfer
İÇİNDEKİLER 1 Projenin Amacı... 1 2 Giriş... 1 3 Yöntem... 1 4 Sonuçlar ve Tartışma... 6 5 Kaynakça... 7 FARKLI ORTAMLARDA HANGİ RENK IŞIĞIN DAHA FAZLA SOĞURULDUĞUNUN ARAŞTIRILMASI Projenin Amacı : Atmosfer
KAYNAKÇI METAL TEKNOLOJİLERİ ALANI TANITIMI. Metal Teknolojisi Bölümü A. ALANIN MEVCUT DURUMU VE GELECEĞİ
 METAL TEKNOLOJİLERİ ALANI TANITIMI Metal Teknolojisi Bölümü A. ALANIN MEVCUT DURUMU VE GELECEĞİ Metal teknolojisi alanı, küresel düzeyde hızla değişen pazar ve rekabet koşulları nedeniyle sürekli ve dinamik
METAL TEKNOLOJİLERİ ALANI TANITIMI Metal Teknolojisi Bölümü A. ALANIN MEVCUT DURUMU VE GELECEĞİ Metal teknolojisi alanı, küresel düzeyde hızla değişen pazar ve rekabet koşulları nedeniyle sürekli ve dinamik
Basit Kafes Sistemler
 YAPISAL ANALİZ 1 Basit Kafes Sistemler Kafes sistemler uç noktalarından birleştirilmiş narin elemanlardan oluşan yapılardır. Bu narin elemanlar, yapısal sistemlerde sıklıkla kullanılan ahşap gergi elemanları
YAPISAL ANALİZ 1 Basit Kafes Sistemler Kafes sistemler uç noktalarından birleştirilmiş narin elemanlardan oluşan yapılardır. Bu narin elemanlar, yapısal sistemlerde sıklıkla kullanılan ahşap gergi elemanları
MESLEKİ UYGULAMA ESASLARI YÖNETMELİĞİ DEĞİŞİKLİK KARŞILAŞTIRMA ÇİZELGESİ. Geçerli yönetmelik tarihi : 11.03.2006 MEVCUT MADDE ÖNERİLEN GEREKÇE
 MEVCUT MADDE ÖNERİLEN GEREKÇE GENEL GENEL 17.02.2006 Tarih ve 26083 sayılı Resmi Gazete de yayınlanan Mevzuat Hazırlama Usül ve Esasları Hakkında Yönetmelik gereği yapılan düzenlemelerle, format, başlıklar
MEVCUT MADDE ÖNERİLEN GEREKÇE GENEL GENEL 17.02.2006 Tarih ve 26083 sayılı Resmi Gazete de yayınlanan Mevzuat Hazırlama Usül ve Esasları Hakkında Yönetmelik gereği yapılan düzenlemelerle, format, başlıklar
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ
 YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
YILDIZLAR NASIL OLUŞUR?
 Zeki Aslan YILDIZLAR NASIL OLUŞUR? Yıldız nedir sorusunu insanlık yüz binlerce belki de milyonlarca yıldır soruyordu? Fakat yıldızların fiziksel doğası ve yaşam çevrimleri ancak 1900 lü yıllardan sonra
Zeki Aslan YILDIZLAR NASIL OLUŞUR? Yıldız nedir sorusunu insanlık yüz binlerce belki de milyonlarca yıldır soruyordu? Fakat yıldızların fiziksel doğası ve yaşam çevrimleri ancak 1900 lü yıllardan sonra
Mühendislikte Deneysel Metodlar I Dersi Deney Föyü
 Mühendislikte Deneysel Metodlar I Dersi Deney Föyü Uygulama Alanı Uygulama Alt Alanı Toplam Uygulama Uzunluğu (Saat) : Uygulamayı Yapacak Görevli: Yapılacağı Yer Kaynak Elektrot Kaynağı 4 Saat Yrd. Doç
Mühendislikte Deneysel Metodlar I Dersi Deney Föyü Uygulama Alanı Uygulama Alt Alanı Toplam Uygulama Uzunluğu (Saat) : Uygulamayı Yapacak Görevli: Yapılacağı Yer Kaynak Elektrot Kaynağı 4 Saat Yrd. Doç
DD25B. VOLVO ÇİFT TAMBURLU SİLİNDİRLER 2.6 t 18.5 kw
 DD25B VOLVO ÇİFT TAMBURLU SİLİNDİRLER 2.6 t 18.5 kw 360 görüş alanı En uygun şekilde yerleştirilmiş kızaklı koltuk, açılı silindir yatakları ve eğimli motor kaputu tasarımına sahip DD25B sektörde öncü,
DD25B VOLVO ÇİFT TAMBURLU SİLİNDİRLER 2.6 t 18.5 kw 360 görüş alanı En uygun şekilde yerleştirilmiş kızaklı koltuk, açılı silindir yatakları ve eğimli motor kaputu tasarımına sahip DD25B sektörde öncü,
08.11.2014-10:30 Adı-Soyadı:... No:... NOT:...
 OREN435 TESİS PLNLM 014-015 GÜZ YRIYILI RSINVI CEVP NHTRI 1 08.11.014-10:30 dı-soyadı:... No:... NOT:... Sorular eşit puanlıdır. Yardımcı bellek kullanılabilir. Süre 70 fakikadır. 1. Endüstriyel üretim
OREN435 TESİS PLNLM 014-015 GÜZ YRIYILI RSINVI CEVP NHTRI 1 08.11.014-10:30 dı-soyadı:... No:... NOT:... Sorular eşit puanlıdır. Yardımcı bellek kullanılabilir. Süre 70 fakikadır. 1. Endüstriyel üretim
Başbakanlık (Hazine Müsteşarlığı) tan: 30.11.2015
 tan: 30.11.2015") Başbakanlık (Hazine Müsteşarlığı) tan: 30.11.2015 BİREYSEL EMEKLİLİK SİSTEMİ HAKKINDA YÖNETMELİKTE DEĞİŞİKLİK YAPILMASINA DAİR YÖNETMELİĞİN UYGULANMASINA İLİŞKİN GENELGE (2015/50) Bu Genelge, 25.05.2015
Başbakanlık (Hazine Müsteşarlığı) tan: 30.11.2015 BİREYSEL EMEKLİLİK SİSTEMİ HAKKINDA YÖNETMELİKTE DEĞİŞİKLİK YAPILMASINA DAİR YÖNETMELİĞİN UYGULANMASINA İLİŞKİN GENELGE (2015/50) Bu Genelge, 25.05.2015
25.10.2011. Prefabrik Yapılar-I Ögr. Grv. Mustafa KAVAL AKÜ.Afyon MYO.Đnşaat Prog.
 ÇELĐK PREFABRĐK YAPILAR 1. bölüm GĐRĐŞ ÇELĐK KONSTRÜKSĐYON Çelik konstrüksiyon: çok katlı yapılar, betonda geçilemeyecek kadar büyük açıklıklar, Fabrikalarda çok uzun süre hizmet verilecek yapılarda en
ÇELĐK PREFABRĐK YAPILAR 1. bölüm GĐRĐŞ ÇELĐK KONSTRÜKSĐYON Çelik konstrüksiyon: çok katlı yapılar, betonda geçilemeyecek kadar büyük açıklıklar, Fabrikalarda çok uzun süre hizmet verilecek yapılarda en
Teknik Dosya Üretim Standartları
 Teknik Dosya Üretim Standartları MAY 2015 İçindekiler 1. 0 sayfa no Sistem profilleri Sistem aksesuarları Ana profiller Yardımcı profiller 1.1 1.2 1.3 1.5 Aksesuarlar 1.6 Kepenk sistemi ile ilgili önemli
Teknik Dosya Üretim Standartları MAY 2015 İçindekiler 1. 0 sayfa no Sistem profilleri Sistem aksesuarları Ana profiller Yardımcı profiller 1.1 1.2 1.3 1.5 Aksesuarlar 1.6 Kepenk sistemi ile ilgili önemli
BUHAR TESĐSATLARINDA KULLANILAN KONDENSTOPLAR VE ENERJĐ TASARRUFLARI
 BUHAR TESĐSATLARINDA KULLANILAN KONDENSTOPLAR VE ENERJĐ TASARRUFLARI Cafer ÜNLÜ Makina Mühendisi 1952 yılında doğdu. 1975 yılında Makina Mühendisi oldu. 1976-1980 yılları arasında Türkiye Halk Bankası
BUHAR TESĐSATLARINDA KULLANILAN KONDENSTOPLAR VE ENERJĐ TASARRUFLARI Cafer ÜNLÜ Makina Mühendisi 1952 yılında doğdu. 1975 yılında Makina Mühendisi oldu. 1976-1980 yılları arasında Türkiye Halk Bankası
İMALATA GİRİŞ VE GENEL BAKIŞ
 İMALATA GİRİŞ VE GENEL BAKIŞ 1. İmalat Nedir? 2. İmalatta Malzemeler 3. İmal Usulleri 4. Üretim Sistemleri 5. Ders Notlarının Yapısı İmalat Teknolojik Açıdan Önemlidir Teknoloji Topluma ve üyelerine ihtiyaç
İMALATA GİRİŞ VE GENEL BAKIŞ 1. İmalat Nedir? 2. İmalatta Malzemeler 3. İmal Usulleri 4. Üretim Sistemleri 5. Ders Notlarının Yapısı İmalat Teknolojik Açıdan Önemlidir Teknoloji Topluma ve üyelerine ihtiyaç
BİNALARDA ENERJİ PERFORMANSI YÖNETMELİĞİ Bayındırlık ve İskan Bakanlığı
 Bayındırlık ve İskan Bakanlığı Yayınlanma tarihi: 05.12.2008 Yürürlüğe girme tarihi: 05.12.2009 Vorlage 1 09/2006 Viessmann Werke Kapsam Mevcut ve yeni yapılacak konut, ticari ve hizmet amaçlı kullanılan
Bayındırlık ve İskan Bakanlığı Yayınlanma tarihi: 05.12.2008 Yürürlüğe girme tarihi: 05.12.2009 Vorlage 1 09/2006 Viessmann Werke Kapsam Mevcut ve yeni yapılacak konut, ticari ve hizmet amaçlı kullanılan
MasterFlow 920 AN (Eski Adı Masterflow 920 SF)
") TANIMI MasterFlow 920 AN, metakrilat esaslı, iki bileşenli, yüksek performanslı, stiren içermeyen, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. STANDARTLAR
TANIMI MasterFlow 920 AN, metakrilat esaslı, iki bileşenli, yüksek performanslı, stiren içermeyen, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. STANDARTLAR
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ 2 AMAÇ. 2. ŞASİ ÖLÇÜM SİSTEMLERİ 2.1. Teleskopik Ölçüm Cetvelleri
 ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Firma kataloglarındaki değerleri referans alarak ve şasi yapısındaki yüzeysel bozukluklara dikkat ederek şasinin ölçümünü yapabilecektir. ARAŞTIRMA Sanayide
ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Firma kataloglarındaki değerleri referans alarak ve şasi yapısındaki yüzeysel bozukluklara dikkat ederek şasinin ölçümünü yapabilecektir. ARAŞTIRMA Sanayide