OKSİ-ASETİLEN BORU KAYNAĞI
|
|
|
- Batur Akyol
- 8 yıl önce
- İzleme sayısı:
Transkript
1 OKSİ-ASETİLEN BORU KAYNAĞI KİLİS MESLEK YÜKSEKOKULU Öğr. Gör. Ümit Deniz AKYAVUZ

2 1. BORULARIN KAYNAĞA HAZIRLANMASI 1.1. Markalama Kesme Temizleme AlıĢtırma Kaynak Ağzı Açma 8 2. KAYNAK ALEVĠNĠ AYARLAMAK 2.1. Alev Ayarı ÇeĢitleri YumuĢak (Karbürlü) Alev Normal Alev Sert Alev Kaynak Alevinin Ayarlanması ÇELĠK BORULARI OKSĠ-ASETĠLEN KAYNAĞI ĠLE BĠRLEġTĠRMEK 3.1. Puntalama Yatay ve DüĢey Boruya Kaynak Çekmek Yatay Boruya Kök Paso Çekmek Yatay Boruya Dolgu ve Kapak Paso Çekmek DüĢey Boruya Kök Paso Çekmek DüĢey Boruya Dolgu ve Kapak Paso Çekmek Yatay ve DüĢey Boruya Askıda Kaynak Çekmek Yatay Boruya Askıda Kök Paso Çekmek Yatay Boruya Askıda Dolgu ve Kapak Paso Çekmek DüĢey Boruya Askıda Kök Paso Çekmek DüĢey Boruya Askıda Dolgu ve Kapak Paso Çekmek Farklı Çaptaki Boruların Kaynatılması Birbirinin Devamı Olan Farklı Çaplı Boruların Kaynağı Daraltma (Redüksiyon) Borusu Kaynağı Kol Alma 31 KAYNAKÇA 33 Sayfa 1

3 1. BORULARIN KAYNAĞA HAZIRLANMASI AkıĢkanların (sıvı ve gaz) iletilmesi, boruların kaynağa hazırlanmasını önemli kılmaktadır. Borulara; hatasız ve dayanıklı ek yapılabilmesi için iyi bir kaynak hazırlığının yapılması gereklidir. Özellikle yanıcı veya patlayıcı akıģkanlar borular içinde iletilecek ise, kaynağın kusursuz olması Ģartı vardır. Hatasız bir kaynağın baģarılı bir Ģekilde sonuçlanması ise, doğru kaynak hazırlıklarıyla baģlar. Boruların kaynağa hazırlanması bir dizi hazırlığı gerekli kılmaktadır. Yapılacak kaynak hazırlıkları, aģağıdaki aģamalardan oluģur: * Markalama * Kesme * Temizleme * AlıĢtırma * Kaynak ağzı açma 1.1. Markalama Yapılacak iģ parçası için, imalat resminden, imal edilmiģ parçalardan veya verilen bilgilerden ölçü ve Ģekiller aktarmaya markalama denir. Sayfa 2

4 Ġyi bir kaynaklı birleģtirme yapılabilmesi için boruların hatasız ve doğru markalanması gerekir. Markalama, iģe uygunluğu oranında önemlidir. Verilen resim ölçüleri dikkatli bir Ģekilde izlenmeli, marka çizgileri temiz ve hatasız çizilmelidir. Markalamanın tam ölçüsünde yapılması, hataların en aza inmesini, zaman, iģ ve maliyet kaybının önlenmesini sağlamıģ olur. Kaynak sırasında, marka çizgilerinin kaybolmaması için gerektiğinde noktayla iz açılmalıdır. Borular üstüne uygulanabilecek markalama yöntemleri ġekil 1,1 de gösterilmiģtir. Boru yüzeylerinin kavisli olması, markalamayı güçleģtirir. Markalamayı kolaylaģtırmak için boru çaplarına uygun modeller hazırlanması, iģin hızlı ve pratik yapılmasını sağlar. Olabilecek hata paylarını en aza indirir Kesme Boruların istenilen boy ve ölçülerde parçalara ayrılması iģlemine kesme denir. Borular, boru keskisi (boru makası), testere, taģlama /zımpara(disk fleks) makinesi ve oksijen ile kesilebilir. Kesilecek yerin konumu, ulaģılabilirliği, boru çapı, boru serbestliği, zaman ve eldeki imkânlar göz önünde bulundurularak kesme tipi seçilir. Sayfa 3

5 Tesisat üstündeki boruların ve her tür büyük çaplı siyah demir borunun kesilmesinde ve delinmesinde oksijen kullanılabilir. Oksijenle sert, çelik türü gereçlerin hızlı oksitlenip yanmasından yararlanılarak kesme yapılır. Birçok çelik türü, 1100 ºC civarında Ģekillendirme sıcaklığındadır. Bu sıcaklığa kadar ısıtılan gereç, saf oksijen içinde kalarak hızla yanmaya baģlar. Bu yanma sonunda cüruf ve ısı açığa çıkar. Çelik 1500 ºC de erime sıcaklığına ulaģır. Basınçlı oksijenin itme gücü sayesinde oksit tabakası, kesme alanından uzaklaģtırılır. Çeliğin oksijenle oksitlenerek kesilmesine oksijenle yakarak kesme denir. Çelik döküm, çelik ve çelik alaģımları yakarak kesilebilir. Basınçlı oksijen, erimiģ gereç moleküllerini kesme alanından uzaklaģtırır. Oksijenle kesme iģlemi, serbest elle veya aparatla yapılır. ġekil 1.4 de serbest elle kesme iģlemi gösterilmiģtir. Oksijenle kesme iģleminde, otomatik kesme aparatıyla, kesme (ġekil 1.5), serbest elle kesmeye göre daha düzgün ve seri olur. Tesisat iģlemleri genellikle inģaat ortamında yapıldığı için, serbest elle kesme daha yaygın olarak kullanılır. Ġki tür kesme iģleminde de kesilecek yer, yeterli miktarda ısıtılır. Isıtma alevi parça üstüne 90º tutularak ön ısıtma yapılır. Kesme iģlemine, oksijen verme koluna basılarak devam edilir. Alevin kesmeye baģlamasıyla kesme yönünde üflece (Ģaloma) 75 80º kadar eğim verilir. Sayfa 4

6 1.3. Temizleme Kesme uygulamalarından hangisi uygulanırsa uygulansın, boru içi çapı ağzında çapaklar meydana gelir. Bu çapaklar, boru çapını daraltır. Ġstenen miktarda (debide) akıģkanın akmasını engeller. Aynı zamanda, ileride akıģkan yolunun tıkanmasına sebep olabileceğinden, kaynak öncesi bu çapakların temizlenmesi gerekir. Boru ağızlarında kesme çapaklarının yanı sıra, yüzey kirleri de kaynaklı birleģtirmeye engel olur. Boru yüzeyinde bulunan yağ, kir ve zamanla oluģan pas (korozyon) bu yabancı maddelerin en önemlileridir. ÇeĢitli takımlarla kaynak ağzı ve yüzeyleri temizlenerek oksi-asetilen kaynağına hazır duruma getirilir. Temizleme yöntemleri Ģunlardır: * Zımpara kâğıdıyla temizleme * Boru raybası ile temizleme * Eğeyle temizleme * Zımpara taģlarıyla temizleme Sayfa 5
 bu yabancı maddelerin en önemlileridir.")
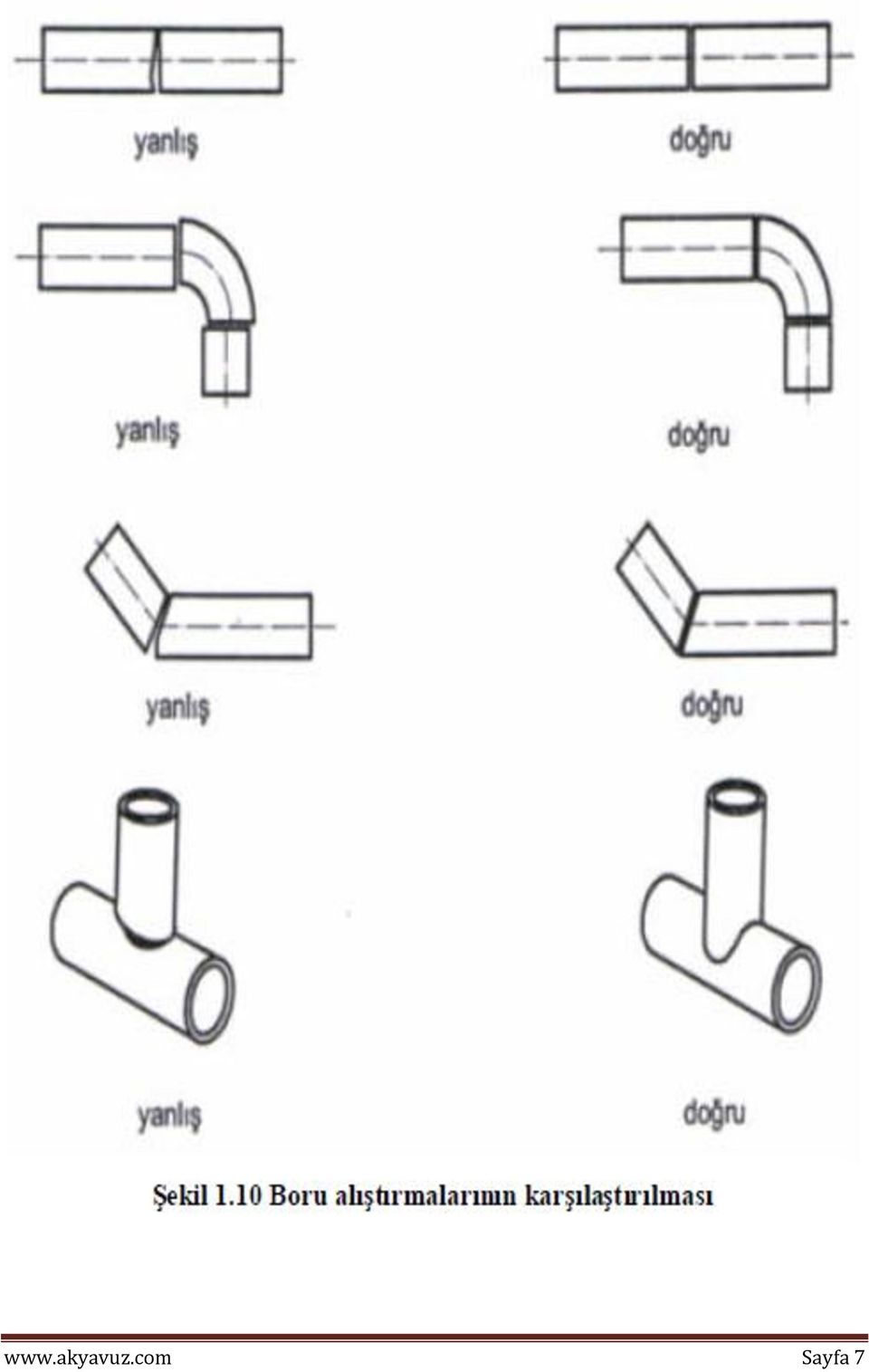
7 1.4. AlıĢtırma Kaynaklı birleģtirme yapılacak boru kenarlarının birbirini tam karģılaması için yapılan iģleme alıģtırma denir. Boru ağızlarının birbirini tam karģılaması gereklidir. Arada, kaynak boģluğu dıģında meydana gelecek boģluklar, kaynağı zorlaģtırır ve kaynak kalitesini düģürür. Ġyi bir kesme yapılmamıģ boru uçları, birleģeceği boru ile karģılaģınca istenmeyen boģluklar ve eğiklikler meydana gelir. Kesim sonu temizliğin iyi yapılmaması, boru ağızlarının karģılaģmasını engeller. Ġyi ve kaliteli bir boru kaynağı yapabilmek için boru ağızları birbirine alıģtırılmalıdır. Borular her zaman uç uca kaynatılmaz. Uygulamalarda farklı çaplarda birleģtirme olabilir. Boru üstünde; dik (90º), eğik (45º) ve pantolon paçası biçimli (Ana boru sonunda aynı noktadan sağa-sola ve aģağıyukarı kolon bağlantılarında) kol almalar yapılır. Yön değiģtirmelerde, dirsek bağlantı kaynakları vardır. Hatta bazı durumlarda, dirsek ve borunun karģılaģması farklı çaplarda olabilir. Bütün boru karģılaģmalarının, birbirine alıģtırılması gerekir. Boru birleģtirme ağızlarının kaynak için alıģtırma uygulamaları, eğe, zımpara taģları ve oksijenle yapılabilir. Küçük çaplı boruların alıģtırma iģlemleri, eğelerle yapılabilir. Boru birleģim yerinin durumuna göre eğe çeģidi seçilir. AlıĢtırmalarda, markalama çizgilerini esas alınız. Markalama çizgileri yoksa eğeleme sırasında, arada bir, diğer boru birleģim yerine konularak alıģtırma iģlemleri gerçekleģtirilir. AlıĢtırmanın orta yoğunlukta olduğu ve küçük çaplı boruların kaynak birleģimlerinde, zımpara taģı kullanılır. Zımpara taģı, iģin alıģtırma süresini kısaltır. ġekil 1.9 da doğru ve yanlıģ alıģtırmalar gösterilmiģtir. AlıĢtırmada, oksijenin kesme etkisinden yararlanılabilir. Oksijen, gereçlerden büyük parçaların çıkartılmasında ve büyük çaplı boruların kaynak alıģtırmasında kullanılır. Oksijenle alıģtırma yapılan boru yüzeyi pürüzlü olabilir. Bu gibi durumda el zımpara taģıyla yüzey düzeltilmesinin yapılması gerekir. Sayfa 6

8 Sayfa 7
9 1.5. Kaynak Ağzı Açma Kaliteli ve iyi bir kaynak basınç, yük ve gerilmelere karģı dayanıklı olmalıdır. Boru et kalınlığına kaynağın daha iyi iģlemesi için ve dayanıklılığını artırmak için boru üzerine açılan girintilere, pahlara, kaynak ağzı denir. Boruların çaplarına ve özelliklerine göre et kalınlığı(cidarı), artar veya azalır. Et Kalınlığı 4 mm den itibaren borulara, nüfuziyetin artırılması amacıyla kaynak ağzı açılarak kaynak dikiģi çekilir. Genellikle boru birleģtirmelerinde V ve Y Ģekilli kaynak ağzı açılır. Borunun biçimi, ancak bu tür kaynak ağzı açmaya uygundur. Her iki biçimde de kaynak ağzı açısı 50º~ 80º kadar olmalıdır. Bu, iki boru birleģiminin yapacağı açıdır. V biçimli kaynak ağzı, boru dıģ yüzeyinden açılı olarak et kalınlığı iç köģesine doğru yapılır. Açı, iç köģede düzgün bir biçimde sıfırlanır. Boru çapı büyüdükçe, et kalınlığı da artar. Bu durumda, Y biçimli kaynak ağzı kullanılır. Y biçimli kaynak ağzının açılı kısmı, boru et kalınlığının 2/3 ü oranında alınır (ġekil 1.11). BirleĢen iki borudan birine, kaynak ağzı açılarak birleģtirme mümkündür. Özellikle bindirme yapılan boru kaynaklarında, tek taraflı kaynak ağzı açılır. Kaynak ağzı, düzgün bir kesim ve temizlemeden sonra, talaģlı üretim araçları ve (eğe, zımpara taģı, oksijen v.b.) uygun takımlar kullanılarak yapılır. Eğe ve zımpara taģıyla iģlenen yüzeyler, daima düzgün çıkar; ancak, oksijenle yapılan iģçilik, dikkat edilmezse bozuk bir yüzey oluģturur. Bu durumda yüzey, diğer araçlarla temizlenir. Sayfa 8

10 2. KAYNAK ALEVĠNĠ AYARLAMAK Asetilen gazının oksijenle Ģiddetli yanmasından meydana gelen ısı kaynağına oksi-asetilen alevi denir. Oksijen ( O2 ) yakıcı, Asetilen (C2 H2) yanıcı gazlardır. Alevin oluģumu Ģalomede (üfleç) karıģım odaları kanalı ile olmaktadır. Metallerin ergitilmesinde, ısıtılmasında ve yüzey sertleģtirme iģlemlerinde ve kaynağında kullanılırlar (ġekil 2,1). Teorik açıdan baktığımızda, oksi-asetilen kaynak alevinin oluģması için gerekli ortamda, 1 birim asetilen için 2,5 birim oksijene ihtiyaç vardır. Ancak oksijen tüpünden alınan oksijen miktarı bu iģlem için 1 birimdir. Alev için gerekli olan ve geriye kalan 1,5 birim oksijen, ortamdaki havadan alınır. Sonuçta, kaynak için gerekli olan her birim asetilen için 1 birim oksijen, tüpten çıkar. Oksijen ve hacim oranlarına göre, normal alevin ısısı 3233 ºC (bazı hallerde 3200 ºC olarak) kabul edilir (ġekil 2,2). ġekil 2.2: Oksi-asetilen alevinin sıcaklık dağılımı Sayfa 9

11 2.1. Alev Ayarı ÇeĢitleri Gereçlerin kaynağında alev türünün seçimi çok önemlidir. Oksi-asetilen alevinde karıģım oranlarını değiģtirerek üç tür kimyasal karakter elde edilebilir Kaynak üfleçlerinde (Ģalome) oksijen ve asetilen karıģım miktarına göre üç çeģit alev oluģur. ġekil 2.3: Oksi-asetilen kaynağında alev yapısı YumuĢak (Karbürlü) Alev ġalomeden (üfleçten) çıkan asetilen oranı fazla olan alevdir. Asetilen fazlası aleve, karbon verme yeteneğinden dolayı karbonlayıcı (karbürlü) alev de denir. Asetilen miktarı, oksijene göre fazladır. Alevin rengi kırmızı, turuncu ve sarıya yakındır. Çok yumuģaktır. Beyaz çekirdek dıģında uzun gölge oluģur (ġekil 2,4). Yüksek ve orta karbonlu alev, özellikle çeliklerde (ince kalınlıktaki çelikler), nikelli çeliklerde, alüminyum ve alaģımlarında, dökme demir ve kurģun gibi oksitlenmeye hassas gereçlerde kullanılır. Oksijenin normalden az açılması isli alevi oluģturur. Asetilen oranı çok fazla geldiği için kurum olarak ortama karbon monoksit (CO) verir. Hiçbir gerecin kaynağı yapılamadığı gibi çıkan kurum rahatsız edici olur. Kurum (is), suyla birleģince kemirici özelliğe sahip olur. Sağlığa ve çevreye zarar verir (ġekil 2.5). Sayfa 10
 alev de denir. Asetilen miktarı, oksijene göre fazladır. Alevin rengi kırmızı, turuncu ve sarıya yakındır.")
12 Normal Alev Alevin oluģumunda üfleçten, bir hacim oksijen ve bir hacim asetilen karıģımı ortaya çıkar. Bu karıģımın yanması ile yumuģak, iç beyaz çekirdeği kalın ve açık kırmızı renkte alev oluģur. Normal alev, gölge alevin çekirdek alev ucunda kaybolduğu noktada ayarlanır (ġekil 2.6). Bu alev çelik döküm ve adi karbonlu çeliklerin kaynağında kullanılır. Bunlar krom nikelli, oksitli ve elektrolitik bakır gibi ince kalınlıktaki çeliklerdir. Oksijen ve asetilenin eģit miktarda karıģımının sağlandığı alev ayarıdır. Çelik boruların kaynağında normal alev ayarı kullanılmaktadır Sert Alev Normal alevden daha koyu renkte ve daha kısa alev boyu vardır. Böyle bir alevde çekirdek kısa ve koyu mavi renktedir. HıĢırtı sesi tiz ve fazladır, sert lehimde(pirinç kaynağı) kullanılır. Sert bir alevdir. Oksitleyici bir niteliktedir. Bu nedenle bu aleve oksitleyici alev de denir. Oksitlenmenin malzeme bileģiminde metalürjik bir değiģim yapmadığı metallerde kullanılır. Bunlar da genellikle çinko ve pirinç gibi metallerdir (ġekil 2,7). Alevin sert veya yumuģak olması basınç regülâtöründen (düģürücüden) gelen gazın Basıncı ile gaz musluklarının açılıģ değerine bağlıdır. Asetilen fazlası alevler yumuģak, oksijen fazlası alevler serttir. Her iki alevinde kaynak tekniğinde ayrı ayrı kullanma alanları vardır. En çok kullanılan alev, normal alevdir. Sayfa 11

13 2.2. Kaynak Alevinin Ayarlanması Oksijen ve asetilen tüplerindeki yüksek basınç kaynak için kullanılmaya elveriģli değildir. Oksijen tüpü basıncı150 atmosfer, asetilen tüpü ise 25 atmosfer civarında doluluk oranına sahiptir. Tüplerdeki basıncı kullanma basıncına dönüģtürmek için basınç regülâtörlerini kullanırız. Oksijen basınç düģürücüsünün rengi mavi, asetilen ise kırmızı veya sarı renklidir. Tüpteki basınç değiģse de ayarlanan kullanma basıncı hiç değiģmez. Oksijen ve asetilen basınç düģürücülerinin (regülatör) kelebek vidalarının boģta olduğunu gördükten sonra, oksijen ve asetilen tüplerinin vanaları açılır. Asetilen kazanı kullanılacaksa karpit koyarak yeterli miktarda su verilir. Vanaların (valf) sonuna kadar açılmasına gerek yoktur. 1-1,5 tur dönen vana yeterli gaz çıkıģını sağlar. Tüplerin göstergelerinden (manometre) kullanma basıncını ayarlarız. Oksijen için 1,5-3 atmosfer, kesmede 5 atmosfer,asetilen için 0,5-1 atmosferlik kullanma basıncı yeterlidir. Özellikle asetilen kullanma basıncının 1,5 atmosfer i geçmemesi lazımdır. 1.5 atmosferden fazla basınç ve sıcaklık, kendisini (asetilen) oluģturan karbon ve hidrojene ayrıģır. Bu ortama gelmiģ asetilen, yanma ve tutuģma olmadan 11 kat basınca ulaģır ve patlar. Basınç 2 atmosferi aģtığında özel emniyet tedbirleri almak lazımdır. Basınç düģürücülerin manometrelerinde (Basınç göstergesi), basınç birimleri atm, bar, kg/cm² olarak görebilirsiniz. YaklaĢık 1 atmosfer (atm ) 1 bar 1 kg/cm² dir. Kaynak alevi elde edilmesi için önce Ģalome (üfleç, hamlaç) üzerinde bulunan oksijen valfi açılır. Ardından asetilen valfi açılır ve zaman kaybetmeden çakmak yardımı ile karıģımın alev alması sağlanır. Bu bir kuraldır. Oksijeni açmadığınız takdirde yanma yine gerçekleģecektir. Çünkü asetilen havadan aldığı oksijen sayesinde yanacaktır, ancak alev oldukça güçsüz ve islidir. Ardından hemen oksijeni açsanız bile baģarılı bir yanma elde etmeniz mümkün olmayacak, çoğu kez alev sönecektir. Bu esnada geri tepme olayı meydana gelerek yangına ve patlamaya sebep olunabilir. Sayfa 12
 kelebek vidalarının boģta olduğunu gördükten sonra, oksijen ve asetilen tüplerinin vanaları açılır.")

14 Üfleç üzerindeki musluklarla, oynayarak uygun alev büyüklüğü bulunur. Oksijen fazla açılırsa sert alev, oksijen azaltılırsa yumuģak alev, her iki gazın uygun miktarda karıģımı sağlanırsa da normal alev oluģturulur. ġalome üzerindeki oksijen gazının musluğu mavi, asetilen musluğunun rengi ise kırmızı veya sarı renktedir. ġalomedeki musluklardan, açılma önceliğine göre, önce oksijen, sonra asetilen valfi (musluk) bir birim açılır; daha sonra karıģım çakmakla yakılır (ġekil 2.10). Çekirdek alevle gölge alevin sınırları birbiriyle çakıģacak biçimde normal alev ayarı yapılır. ġalomenin söndürülmesinde ise öncelikli olarak asetilen valfi kapatılır. Daha sonra da oksijen valfi kapatılır. Söndürme iģleminde ise önce asetilen musluğu sonra ise oksijen musluğu kapatılır. Tersi iģlemde yine geri tepme olayına sebebiyet verilir. Geri tepme hortum ve borular içinden yanmanın asetilen kazanına veya asetilen tüpüne gitmesi ve patlamaya sebebiyet verilmesidir. ĠĢ ve can güvenliği açısından yakma ve söndürme iģlerinde belirtilen kurallara uymak zorunluluğu vardır. Sayfa 13
 bir birim açılır; daha sonra karıģım çakmakla yakılır (ġekil 2.10).")
15 3. ÇELĠK BORULARI OKSĠ-ASETĠLEN KAYNAĞI ĠLE BĠRLEġTĠRMEK Kaynağa hazırlık aģamasından geçirilen borular, kaynak birleģtirme aģamasına getirilmiģ kabul edilir. Bu aģamada, borular istenilen birleģim özelliklerini verebilmelidir. Kaynak sırasında eksen kaymaları ve çarpıklıklar olmaması için puntalama yapılır. Puntalama iģleminden sonra kaynak iģlemine geçilir. Ġyi bir kaynak düzgün puntalamadan sonra gerçekleģtirilir Puntalama Boruların kaynağı sırasında meydana gelebilecek eksen bozuklukları ve kaynak çekmelerine karģı, aralıklı ve küçük geçici kaynaklara punta denir. Puntalamada iki boru arasında kullanılacak kaynak teli çapı kadar boģluk bırakılır. Punta uzunluğu 5 mm den az olamaz Kaynak, punta iģleminden sonra yapılır. Boru birleģimindeki düzgünlük, puntalama sırasında ayarlanır. Puntalamanın düzgünlüğü oranında kaynak düzgünlüğü elde edilir. Borular silindirik biçimlidir. Boru kesiti, yatay ve dikey eksenle dört noktada kesiģir. Puntalama, bu dört nokta üstünde yapılır. Ø50 mm den büyük çaplı borularda, dört noktada yapılan puntalama az gelir. Puntalamanın dayanımını arttırmak için, daha fazla sayıda ve yeteri kadar punta yapılır. Gaz geçen tesislerde Ø50 mm nin (2") üstü boruların oksi asetilen kaynağı ile birleģtirilmesine izin verilmez (EN 287) Punta, iki boru kenarının birbirini tek noktada bağlayacak büyüklükte olmalıdır. Zayıf yapılan punta, kaynak sırasında kırılır. Fazla yapılan punta ise, yapılacak kaynağın yüzey düzgünlüğünü bozar. Puntalama büyüklüğü her iki boruya en az 1~ 2 mm binecek Ģekildedir ve 5 mm boyundan az olamaz. Ġki boru arasında boru et kalınlığına bağlı olarak yaklaģık kaynak tel çapı veya tel çapının yarısı kadar boģluk bırakılır. Sayfa 14


16 Puntalar, belirli bir sıraya göre yapılır. Her yapılan punta, boruyu punta yapılan tarafa doğru çekerek düzgünlüğünü bozar. Aynı tarafa biden fazla yapılan punta, borunun tekrar düzeltilmesini engeller. Bu nedenle puntalama, daima karģılıklı yapılır. Her yapılan puntadan sonra gerekli düzeltme ve gönye kontrolü yapılır( ġekil 3,2) Boruların birbirini takip eden eksenlerde veya istenilen açılarda eklenmesi istenir. Borular, silindirik yüzeyli oldukları için birleģtirme düzgünlüğünün ayarlanmasında zorluklarla karģılaģırız. Bu zorlukları kolaylaģtıracak ve aynı hizaya getirebilecek özel düzenekler kullanılabilir. Bu düzenekler, bir köģebent üstüne iki boruyu sıkıģtırma ve gerekirse ebadı boru çapından küçük iki köģebent arasında iģkenceyle sıkıģtırma biçiminde olabilir. ġekil 3,3 de görüldüğü gibi özel aparatlar kullanmak puntalamayı kolaylaģtırır. Puntalamayı bitirdikten sonra, düzenekler bir sonraki iģ için, saklanmalıdır. ġekil 3.2: Puntalama yerleri ve sırası Oksi asetilen boru kaynağında, puntalama iģlemine baģlamadan önce, boruları kaynağa hazırlama aģamalarından geçiriniz. Et kalınlığı3 mm ye kadar olan boruların arasında bir miktar boģluk bırakılarak kaynak yapılır (yaklaģık et kalınlığının yarısı kadar). Eksenleri aynı hizada olacak Ģekilde dört taraftan puntalanır, puntaların curufları tel fırçalar ile temizlenir. Kaynağı yapılacak gerecin (borunun) kendisinden kesilecek ek teli en iyi birleģtirme gerecidir. Kaynak tellerini piyasadan istenilen ebatta temin edebiliriz Oksi-asetilen kaynağında kullanılan kaynak tellerinin çapları; Ø ve 8.0 mm dir ve 1 m boyda satılırlar. Kangal (yuvarlak biçimde sarılmıģ, kilo iģi satılan) teller ise kaynak teli özelliğine sahip değildir. Bu tellerin kaynak teli olarak kullanılması yanlıģ bir uygulama olur. Borular alın alına (boruların merkezlenmesi) getirilir. Kaynak yapılacak boruyu et kalınlığına uygun çapta kaynak teli ile en az dört yerinden puntalamak gerekir. Önce uygun alevle boru ısıtılır. Borunun alev tutulan kısmında sıvı eriyik oluģur. Sıvı eriyik oluģturulduktan sonra, kaynak teli eriyik sıvısına batırılarak puntalama yapılır. Sayfa 15

17 3.2. Yatay ve DüĢey Boruya Kaynak Çekmek Ġyi bir kaynak çekebilmek için belirli oksi-asetilen kaynak yöntemlerinin bilinmesi gerekir. Bu yöntem ve kurallara uyumlu olarak kaynak dikiģi çekilmelidir. Sayfa 16

18 ġekil 3.4: Kaynak ağzı açılmıģ boruların kaynağı Boru ekinde kaynağın yeterli etkileģiminin sağlanması için boru ucuna kaynak ağzı açılması gerekir. Kaynak ağzı açılan boruların eklerinde yeterli dayanıklılığı elde etmek için de üst üste kaynak dikiģi çekilir. Kaynak ağzı açılmıģ ve iç dikiģi çekilemeyen borularda, birinci (kök) dikiģ kaynağı anahtar ağzı Ģekli oluģturularak çekilir. Kaynak baģlangıcında bu delinme kasıtlı olarak yapılır. Sonra bu delik kapatılarak kaynağa devam edilir. (ġekil 3.4). Üst üste çekilen kaynaklarda sola kaynak uygulaması yapılır. Bu yöntemde alev, ısınma bölgesinde daha kısa sürede yoğunlaģır. Kök dikiģ(paso) ve yan kaynak dikiģlerinde sağa kaynak uygulaması yapılarak boru et kalınlığının delinmesi önlenir. Döndürülebilen büyük çaplı boruların kaynağı, küçük parçalar halinde ve serbest olarak yapılır. Döndürülerek kaynak yapılabilen parçalarda kaynağa baģlama noktası, boru eki üst kısmıdır. Boru çapının ¼ ü (dörtte bir) kaynak yapıldıktan sonra döndürülür. Devamı olan ¼ ünün kaynağı yapılır. Bu Ģekilde boru çevresince kaynak tamamlanır. Kaynak dikiģi sağa ve sola kaynak yöntemi ile yapılır. Sürekli döndürmenin mümkün olmadığı yerlerde önce boru çevresinin yarısı üstten sağa ve sola; boru döndürüldükten sonra tekrar sağa ve sola kaynak dikiģi çekilir. Sayfa 17
. Üst üste çekilen kaynaklarda sola kaynak uygulaması yapılır. Bu yöntemde alev, ısınma bölgesinde daha kısa sürede yoğunlaģır.")
19 ġekil 3.5: Borunun döndürülme yönü ġekil 3.6: Sağa kaynak yöntemi ġekil 3.7: Sola kaynak yöntemi Döndürülebilen büyük çaplı boruda sağa kaynak yönteminde, Ģalome önde, kaynak teli arkada olacak Ģekilde soldan sağa doğru yapılan uygulamadır. Özellikle boru yanlarının kaynağında ve kalın çaplı boru kaynaklarında tercih edilir. Alev, dikiģ üstüne doğrudur. Kaynak anında, yeterli yığılma elde edilir. Döndürülebilen küçük çaplı boruların kaynağında, sola kaynak yöntemi uygulanır. Sürekli aynı yönde kaynak çekileceği için kaynak kolaylığı sağlar. Döndürülebilen küçük çaplı boruda sola kaynak yönteminde, Ģalome arkada, kaynak teli önde olur. Kaynak dikiģi daima arkada kalır. Alev, kaynak alanı ilerisini ısıtarak sağdan sola doğru ilerler. Bu kaynak yöntemi Düz ve ince etli boruların kaynağında kullanılır. Boru kaynaklarında genelde sola kaynak uygulamasına gidilir. (ġekil 3.7) ġalome hareketi, yapılacak kaynağın konumuna bağlı olarak değiģir. Boru birleģimleri dikey veya yatay konumdadır. Bazı durumlarda da bu konumlar açılıdır. Borunun konumuna göre hareket seçilir. Yere dik konumda bulunan kaynakta tavan, yan ve düz kaynak yapma zorunluluğu vardır. Bu konumdaki kaynağa boru tabanından baģlanır. Taban eksen birleģiminde, yan eksen birleģimine kadar tavan kaynağı uygulaması vardır. Yan eksen birleģiminden, üst eksen birleģim bölgesine kadar yan, üst noktada düz kaynak geçerlidir. Sayfa 18


20 Genellikle Ģalomeye dairesel hareket vermek, her konumdaki kaynak için geçerlidir. Tavan kaynağında yarım daire veya zik zak çizerek kaynak yapmak eriyik akmasını önler. Kaynak teli ile Ģalome aynı yönde hareket ettirilir. Eriyikte (metal sıvı banyosu) akma olması durumunda alev uzaklaģtırılarak kaynak teli eriyiğe batırılıp çıkartılarak Ģalome ile birlikte hareket ettirilir ve bu Ģekilde kaynağa devam edilir. Boru üstünde düz olan kısımlarda en uygun hareket, dairesel uygulamadır. Alev ucunda oluģturulan eriyiğe birbirinin devamı olan sürekli halkalar yaptırılır. Dairesel çizgiler eriyik üzerinde oluģturulur. (ġekil 3.8) ġekil 3.8: Alev ve kaynak tel hareketi ġekil 3.9 : Kaynak ağzı açılmıģ borunun yataklanması ve döndürülerek puntalanması ġekil : Döndürülebilen boruya yataklanması ve döndürülerek puntalanması Sayfa 19

21 Boruların kaynak iģleminde eğer boru sabit değil ise, iģlem oldukça kolaydır. Borular bir tertibat yardımı ile birbirleri ile aynı eksende olacak Ģekilde tutturulurlar ve sonra da puntalanarak birbirlerine bağlanırlar. Boruları aynı eksene getirmek için kullanılan tertibatın geliģmiģleri günümüzde bulunabildiği gibi atölyede hazırlanmıģ bir V yatağı veya borunun çapına uygun U profil demiri de bu iģi rahatlıkla görebilir (ġekil 3.9). Kaynağa saatin 2 (14.00) pozisyonunda baģlanır ve yukarı doğru kaynak yapılır, üst tepe noktaya gelindiğinde de boru 30 derece döndürülür ve tekrar aynı Ģekilde kaynağa devam edilir. Burada dikkat edilmesi gereken konu puntaların üzerinden geçerken bu puntaların ergitilip kaynak ile bütünleģmesinin sağlanmasıdır (ġekil 3.10). Kaynak dikiģi çekilmesine ara verilmesi sonunda, tekrar kaynak uygulamasına baģlanırken, daima dikiģin 5 mm kadar arkasından baģlanmalıdır. Ġki dikiģin birleģtirilmesiyle iki dikiģ ucuna homojen (eģit) bir karıģım yaptırılır. Önceki dikiģ üstünden aynı üfleç hareketiyle telsiz eriyik yürütülür. Bu Ģekilde dikiģ baģlangıç ve bitiģinde olumsuz deliklerin oluģması engellenir. En çok kullanılan dairesel, zik zak ve yarım ay biçimli Ģalome hareketlerinin yanı sıra daha farklı hareketler de geliģtirmek mümkündür. Kaynakçının becerisine bağlı olarak Ģalomeye çeģitli hareketler yaptırılabilir (ġekil 3.11). ġekil 3.11: ġalome hareket biçimleri ġekil 3.12: Tel hareket biçimleri Sayfa 20
22 Yatay Boruya Kök Paso Çekmek Kök paso, kaynak ek boģluğu doldurma dikiģidir. Yapılacak boru kaynağının sağlam olması için dıģ ve iç taraftan kaynak yapılması gereklidir. Normal Ģartlarda borunun iç tarafının kaynağı mümkün değildir. Borunun iç tarafı kaynağının yapılabilmesi için kaynak ağzı açarız. Kaynak ağzı açılan boruların iç taraflarının birbirine iyi bir Ģekilde iģlemesi (kaynaģması) kök paso ile olur. Kök paso içerisindeki sarkıklık en fazla kaynak teli çapının yarısı kadar olmalıdır (ġekil 3.13). Boru et kalınlığına göre uygun çapta kaynak teli seçilir. Kök paso tamamlandıktan sonra, tel fırça ile tüm kaynak boyunca, ana metal ve kaynak metali titizlikle temizlenir. Boru bağlantısı, kök pasosunun bitmesinden sonra yapılacak dolgu paso tamamlanmadan kesinlikle hareket ettirilmez. Sayfa 21


23 Yatay Boruya Dolgu ve Kapak Paso Çekmek Dolgu paso, kök pasodan sonra yapılan boruların birbirleriyle tam birleģmesini sağlayan pasodur. Dolgu paso borunun et kalınlığına göre birden fazla yapılabilir. Büyük çaplı borular dört pasoda kaynatılmalıdır. Küçük çaplı boruları iki pasoda kaynatabiliriz. Sıcak paso, dolgu paso ve kapak pasoyu da tek paso olarak yapabiliriz. Pasoların baģlangıç noktaları bir önceki pasonun bitim noktasından 5 mm uzaklıkta olmalıdır. Her pasodan sonra dikiģ yüzeyi uygun alet ve fırça ile temizlenmelidir. Dolgu pasodan sonra, kapak pasonun düģük olmasına neden olabilecek düģük dolgu (dikiģ kalınlığı) pasolar var ise bu noktalar, ek pasolar yapılarak düzgün hale getirilmelidir (ġekil 3.15). Borular her pozisyonda tek paso (dolgu) veya çok paso (kök, dolgu ve kapak paso) ile Sağ veya sol kaynak yöntemi uygulanarak baģarı ile birleģtirilebilmektedir. Yöntemin seçimi bağlantının türü, borunun çapı ve et kalınlığı kaynağın pozisyonu ve kullanılacak olan kaynak teli çapına bağlı olarak belirlenir. Genelde paso sayısı her 3 mm et kalınlığı için 1 paso olmak üzere belirlenir. 3 mm den daha fazla et kalınlığına sahip borularda V kaynak ağzı açılır ve ağız açısı60 ila 80 arasında değiģir. Kapak paso, dikiģ düzeltme, yükseklik verme ve her iki borunun kenarlarına bindirme dikiģidir. Kapak pasonun düzgün olması için Ģalomeye çok düzgün dikiģ hareketi verilmelidir. Kapak pasonun yüksekliği en fazla kaynak teli çapı kadar olmalıdır. Kenar bindirmeleri ise (geniģliği) en fazla iki (2) kaynak tel çapı civarında olması gerekir DüĢey Boruya Kök Paso Çekmek DüĢey boruya kök paso çekme de yatay boruya kök paso çekmek (3.2.1.) de ki iģlem sırası uygulanır. ġekil 3.16: DüĢey boruya kök paso Sayfa 22


24 DüĢey Boruya Dolgu ve Kapak Paso Çekmek DüĢey boruya dolgu ve kapak paso çekmede yatay boruya dolgu ve kapak paso çekmek (3.2.2).de ki iģlem sırası uygulanır. DüĢey boruya dolgu ve kapak paso yapılırken kaynak bölgesinin üstteki boruya yakın kısmında ergiyin akmasından dolayı bir çukurluk oluģur. Eğer bu çukurluk boru seviyesinden aģağıda kalıyor ise bu bölgeye bir kaynak pasosu daha yapılmalıdır. Yaptığımız kaynak yüksekliği boru seviyesi ile en az aynı yükseklikte ve en fazla ise kaynak tel çapını aģmaması gerekir. Kaynak yapım bölgesinin dıģına taģmamak için kaynak bölgesinin tebeģir ile çizilmesi hatalı uygulama yapmamıza engel olur. ġekil 3.17: DüĢey boruya dolgu ve kapak paso Sayfa 23
25 3.3. Yatay ve DüĢey Boruya Askıda Kaynak Çekmek Boruların tesisat üstünde döndürülmesi mümkün değildir. Bu nedenle pek çok boru kaynağı uygulaması düz, dik ve tavan konumundadır. Bu durumda her pozisyonda kaynak yapma zorunluluğu ortaya çıkar. BirleĢtirilmiĢ büyük çaplı küçük parçalar veya uzun borular tesisat sistemine parça parça kaynak yapılarak devam ettirilir (ġekil 3.19). Yatay ve düģey döndürülemeyen (askıda) durumda olan bir borunun döndürülme imkânı yoktur. Böyle bir borunun kaynak birleģtirilmesinde her kaynak pozisyonunun uygulanması gerekmektedir. Burada sağ kaynak ve sol kaynak yöntemleri uygulanabilir. Sol kaynak yönteminde puntalama iģleminde sonra, alt noktadan ( duruma göre saatin 5 (17.00) veya 7 (19.00) noktasından ) kaynağa baģlanır. Önce tavan pozisyonu ve sonra dik pozisyona ve en sonra da yatay pozisyona geçilir. En tepe noktada kaynak iģlemi durdurulur ve tekrar alt noktaya dönülerek ikinci yarı taraf için iģleme devam edilir. ġekil 3.18: Döndürülemeyen askıda) boruda kaynak yöntemi Sayfa 24
26 ġekil 3.19: Döndürülemeyen borunun yan (dik) kaynak konumları Burada dikkat edilecek durum, punta yerleri ve tekrar baģlama noktalarında ergimenin sağlanması ve buraların kaynak dikiģi ile bütünleģmesidir (ġekil 3.18). Sağa kaynak yönteminin uygulanması halinde genel olarak önceden puntalanmıģ parçada kaynağa tepe noktadan baģlanır ve aģağıya doğru devam edilir. Saat 6 noktasına gelince kaynağa ara verilir ve tekrar üst noktaya gelinerek borunun ikinci yarım çevresi için de aynı iģlem uygulanır (ġekil 3.19). Sayfa 25
27 Ekseni dik durumda olan boruların birleģtirilmesinde kaynak dikiģi dik düzlemde yatay kaynak pozisyonu biçimindedir ve burada bu pozisyon için belirtilmiģ olan konulara dikkat etmek gerekir. ġekil 3.21: Askıda sağa kaynağın uygulanması ġekil 3.22: Dik konumdaki borulara kaynak uygulaması Sayfa 26
28 Yatay Boruya Askıda Kök Paso Çekmek Yatay boruya askıda kök paso çekme de yatay boruya kök paso çekmek konudaki iģlem sırası uygulanır Yatay Boruya Askıda Dolgu ve Kapak Paso Çekmek Yatay boruya askıda dolgu ve kapak paso çekme de yatay boruya dolgu ve kapak paso çekmek konuda ki iģlem sırası uygulanır. Sayfa 27
29 DüĢey Boruya Askıda Kök Paso Çekmek DüĢey boruya askıda kök paso çekme de yatay boruya kök paso çekmek konudaki iģlem sırası uygulanır DüĢey Boruya Askıda Dolgu ve Kapak Paso Çekmek DüĢey boruya askıda dolgu ve kapak paso çekme de yatay boruya dolgu ve kapak paso çekmek konuda ki iģlem sırası uygulanır. Sayfa 28
30 3.4. Farklı Çaptaki Boruların Kaynatılması Boruların döģenmesi esnasında, boru hattının devamının sağlanması için boruların uç uca eklenmesi, yön değiģtirilmesi ve çap değiģikliği (çap küçültme-büyütme) iģlemleri gerekmektedir. Bu ihtiyaç, boru kaynağında çeģitli uygulamaları gerekli kılmaktadır. Bunlar, birbirinin devamı olan farklı çaplı boruların kaynağı, çap daraltma (redüksiyon) borusu kaynağı ve ana borudan kol alma uygulamalarıdır Birbirinin Devamı Olan Farklı Çaplı Boruların Kaynağı Boru tesisatları döģenirken önceden hesaplanmıģ veya belirlenmiģ noktalarda döģenen çapın, bir sonraki küçük çapa düģürülmesi gerekebilir. 7 ġekil 3.23: Birbirinin devamı olan farklı çaplı boruların kaynağı Sayfa 29
31 Daraltma (Redüksiyon) Borusu Kaynağı Redüksiyon, çap düģürücü anlamına gelir. Daraltma iģlemi, boru hattının belirli noktalarında büyük çaptan, küçük çapa (Ø 50 mm den Ø 25mm gibi) düģürülme iģlemidir. Daraltma borusu, sıcak Ģekillendirme yöntemiyle (Daraltılacak boru ısıtılır, çekiç ve uygun takımlarla dövülür. Çapı düģürülecek borunun ebadına eģit hale getirilir) veya patent (Hazır daraltma parçası) kullanılarak kaynak iģlemlerine uygun hale getirilir. Çap daraltması aynı eksenli ve ayrı eksenli (kaçık eksen) olarak yapılır. ġekil 3.24: Daraltma (redüksiyon ) borusu kaynağı Sayfa 30
32 Kol Alma Boru tesisatlarında ana boru hattından, değiģik noktalara (kullanım yerlerine) dağıtılması gereken akıģkanlar (sıvı-gaz) için, farklı veya aynı çaplı boru bağlantıları yapılması gerekir. Ana borudan kol alma dik (90 ) veya 45 lik açılarla hazırlanan boru ile yapılır. Sayfa 31
33 KAYNAKÇA * ÇETĠNKAYA, Mevlüt; Hüseyin DEMĠR, Temel ĠĢlemler Meslek Bilgisi, Yüce Yayınları, 2001, Ġstanbul. * DEMĠR, Hüseyin; Mevlüt ÇETĠNKAYA, Isıtma Atölyesi ĠĢve ĠĢlem Yaprakları, Yüce Yayınları, 2001, Ġstanbul. * Engin Deniz SAYAR, Soğutma ve Ġklimlendirme Meslek Bilgisi Temel Ders Kitabı I, MEB Devlet Kitapları, ĠSTANBUL * * Hüsnü KADIOĞLU, Doğalgaz Yetkili Tesisatçının El Kitabı, Ġstanbul * KADIOĞLU, Hüsnü; Hüseyin DEMĠR, Baykal ERGĠN, Yapıda Doğalgaz Tesisatı, 2006 Ġstanbul. * Kasım ADSAN, Oksi-Gaz Kaynağı Temel Ders Kitabı, MEB Yayınları, Ankara * Sabri KUMRAL, Tesisat Teknolojisi ĠĢve ĠĢlem Yaprakları 10.sınıf, MEB Devlet Kitapları, Ankara * Sabri KUMRAL, Tesisat Teknolojisi ĠĢve ĠĢlem Yaprakları9.Sınıf, MEB Devlet Kitapları, Ankara * TÜLBENTÇĠ, Kutsal; KALUÇ, Erdinç Gaz Ergitme Kaynağı ve Oksijen ile Kesme, MMO Yayınları, Ankara * * * * * Y.Saip SERFĠÇELĠ, Elektrik Ark ve Oksi-Gaz Kaynağı, Form Ofset, Ankara Sayfa 32
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak
 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak") KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak dikiģi çekilirken üfleç için ön görülen açı aģağıdakilerden
KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak dikiģi çekilirken üfleç için ön görülen açı aģağıdakilerden
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ. OKSĠ-GAZ ĠLE KÖġE KAYNAĞI 521MMI051
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ-GAZ ĠLE KÖġE KAYNAĞI 521MMI051 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ-GAZ ĠLE KÖġE KAYNAĞI 521MMI051 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
VE UYGULAMALARI HACI ASLAN KAYNAK TEKNİKLERİ KAYNAK TEKNİKLERİ HACI ASLAN 1
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ HACI ASLAN HACI ASLAN 1 TANIM: Bir yanıcı gaz ile bir yakıcı gazın belirli karışım oranlarında ayarlanarak hamlaç adı verilen cihazlarda
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ HACI ASLAN HACI ASLAN 1 TANIM: Bir yanıcı gaz ile bir yakıcı gazın belirli karışım oranlarında ayarlanarak hamlaç adı verilen cihazlarda
Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş çelik çubuklardır.
 BETONARME DEMĠR 1. DEMĠR YÜZEYLERĠNĠN TEMĠZLENMESĠ 1.1.Betonarme Demirleri 1.1.1.Tanımı Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş
BETONARME DEMĠR 1. DEMĠR YÜZEYLERĠNĠN TEMĠZLENMESĠ 1.1.Betonarme Demirleri 1.1.1.Tanımı Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ALEVSIZDIRMAZLIK TESTĠ
 REFERANS BASINÇ TESTĠ Testi yapılacak alevsızdırmaz muhafaza içine tüm aksesuar ve iç malzemeleri yerleģtirilir, Cıvatalar belirtilen tork değerinden daha fazla değerde sıkılmak sureti ile flanģ yüzeylerinden
REFERANS BASINÇ TESTĠ Testi yapılacak alevsızdırmaz muhafaza içine tüm aksesuar ve iç malzemeleri yerleģtirilir, Cıvatalar belirtilen tork değerinden daha fazla değerde sıkılmak sureti ile flanģ yüzeylerinden
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MIG-MAG ĠLE YATAYDA BORU VE PROFĠL KAYNAĞI 521MMI199
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MIG-MAG ĠLE YATAYDA BORU VE PROFĠL KAYNAĞI 521MMI199 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ MIG-MAG ĠLE YATAYDA BORU VE PROFĠL KAYNAĞI 521MMI199 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
"ÖRNEKTİR" 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma
 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE BORU VE PROFĠLLERĠN KAYNAĞI 521MMI052
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE BORU VE PROFĠLLERĠN KAYNAĞI 521MMI052 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE BORU VE PROFĠLLERĠN KAYNAĞI 521MMI052 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ OKSİ-GAZ İLE KÖŞE KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ OKSİ-GAZ İLE KÖŞE KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ. YATAYDA KÖġE KAYNAĞI 521MMI056
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ YATAYDA KÖġE KAYNAĞI 521MMI056 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ YATAYDA KÖġE KAYNAĞI 521MMI056 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ
 METAL TEKNOLOJİSİ") T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ OKSİ GAZ İLE BORU VE PROFİLLERİN KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ OKSİ GAZ İLE BORU VE PROFİLLERİN KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ-GAZ ĠLE KÜT EK KAYNAĞI 521MMI050
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ-GAZ ĠLE KÜT EK KAYNAĞI 521MMI050 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ-GAZ ĠLE KÜT EK KAYNAĞI 521MMI050 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ YATAYDA KALIN PARÇALARIN KAYNAĞI 521MMI057
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ YATAYDA KALIN PARÇALARIN KAYNAĞI 521MMI057 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ YATAYDA KALIN PARÇALARIN KAYNAĞI 521MMI057 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
PETEK TEMİZLİĞİ VE KOMBİ BAKIMI NEDİR?
 PETEK TEMİZLİĞİ VE KOMBİ BAKIMI NEDİR? Kombi Bakımı Kombiler her yıl kış aylarına girmeden bakımlarının yapılması gereken sistemlerdir. Kombiler de yapılan bakım sayesinde gaz tüketiminiz düşer ve petekleriniz
PETEK TEMİZLİĞİ VE KOMBİ BAKIMI NEDİR? Kombi Bakımı Kombiler her yıl kış aylarına girmeden bakımlarının yapılması gereken sistemlerdir. Kombiler de yapılan bakım sayesinde gaz tüketiminiz düşer ve petekleriniz
GAZĠ ÜNĠVERSĠTESĠ UNVAN DEĞĠġĠKLĠĞĠ SINAVI HAZĠRAN 2011 TEKNĠSYEN TESĠSAT
 GAZĠ ÜNĠVERSĠTESĠ UNVAN DEĞĠġĠKLĠĞĠ SINAVI HAZĠRAN 2011 TEKNĠSYEN TESĠSAT ADAYIN ADI :... SOYADI :..... T.C.KĠMLĠK NUMARASI :... SINAV SALON NO :... SIRA:.. *Yukarıdaki Bilgileri Doldurmayı Unutmayınız.
GAZĠ ÜNĠVERSĠTESĠ UNVAN DEĞĠġĠKLĠĞĠ SINAVI HAZĠRAN 2011 TEKNĠSYEN TESĠSAT ADAYIN ADI :... SOYADI :..... T.C.KĠMLĠK NUMARASI :... SINAV SALON NO :... SIRA:.. *Yukarıdaki Bilgileri Doldurmayı Unutmayınız.
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ. OKSĠ GAZ ĠLE KORNĠġ VE TAVAN KAYNAKLARI 521MMI202
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE KORNĠġ VE TAVAN KAYNAKLARI 521MMI202 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE KORNĠġ VE TAVAN KAYNAKLARI 521MMI202 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE DĠKEY KAYNAKLAR 521MMI201
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE DĠKEY KAYNAKLAR 521MMI201 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ OKSĠ GAZ ĠLE DĠKEY KAYNAKLAR 521MMI201 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ TOZALTI KAYNAĞI 521MMI240 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ TOZALTI KAYNAĞI 521MMI240 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ YATAYDA BORU VE PROFİL KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ YATAYDA BORU VE PROFİL KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
laboratuvarürünleri BUNSEN BEKLERİ - h e r BUNSEN BEKSTANDI BUNSEN BEK HORTUMU ^ 3 \
 2016 BUNSEN BEKLERİ 680 laboratuvarürünleri BUNSEN BEKLERİ - h e r c in s g a z ile k u lla n ıla b ilir le r ^ 3 \ T ( p r e m iu m y ü k s e k ıs ı prinçten üretililir. Toplam uzunluğu 90 mm olduğundan
2016 BUNSEN BEKLERİ 680 laboratuvarürünleri BUNSEN BEKLERİ - h e r c in s g a z ile k u lla n ıla b ilir le r ^ 3 \ T ( p r e m iu m y ü k s e k ıs ı prinçten üretililir. Toplam uzunluğu 90 mm olduğundan
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
ENDÜSTRİYEL GÜÇ DAĞITIM AŞ
 YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ
 KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ Satış Sonrası Hizmetler Yöneticiliği 1 / 13 02.2008 Rev 0 01/2008 02.2008 İÇİNDEKİLER 1. ÜRÜN TANITIMI... 3 2. MONTAJ ŞEMASI... 3 3. MONTAJ ŞEMASINDA BELİRTİLEN
KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ Satış Sonrası Hizmetler Yöneticiliği 1 / 13 02.2008 Rev 0 01/2008 02.2008 İÇİNDEKİLER 1. ÜRÜN TANITIMI... 3 2. MONTAJ ŞEMASI... 3 3. MONTAJ ŞEMASINDA BELİRTİLEN
NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI
 NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI Herne kadar birçok uygulamada argon-ark kaynağı bunun yerini alma eğilimde ise de, olanakların sınırlı olduğu ya da parçanın yerinde (şantiyede, fabrikada...)
NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI Herne kadar birçok uygulamada argon-ark kaynağı bunun yerini alma eğilimde ise de, olanakların sınırlı olduğu ya da parçanın yerinde (şantiyede, fabrikada...)
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
T.C. ONDOKUZ MAYIS ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNA MÜHENDĠSLĠĞĠ BÖLÜMÜ SANTRĠFÜJ POMPA DENEY FÖYÜ HAZIRLAYANLAR. Prof. Dr.
 T.C. ONDOKUZ MAYIS ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNA MÜHENDĠSLĠĞĠ BÖLÜMÜ SANTRĠFÜJ POMPA DENEY FÖYÜ HAZIRLAYANLAR Prof. Dr. Aydın DURMUŞ EYLÜL 2011 SAMSUN SANTRĠFÜJ POMPA DENEYĠ 1. GĠRĠġ Pompa,
T.C. ONDOKUZ MAYIS ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNA MÜHENDĠSLĠĞĠ BÖLÜMÜ SANTRĠFÜJ POMPA DENEY FÖYÜ HAZIRLAYANLAR Prof. Dr. Aydın DURMUŞ EYLÜL 2011 SAMSUN SANTRĠFÜJ POMPA DENEYĠ 1. GĠRĠġ Pompa,
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
BASINÇLI KAPLARDA ÇALIŞMALARDA İŞ SAĞLIĞI ve GÜVENLİĞİ
 1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ YATAYDA KÖŞE KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ YATAYDA KÖŞE KAYNAĞI ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
SIVI VE GAZ YAKITLI MERKEZİ SİSTEM KALORİFER KAZANI KULLANMA KLAVUZU
 SIVI VE GAZ YAKITLI MERKEZİ SİSTEM KALORİFER KAZANI KULLANMA KLAVUZU GİRİŞ ÜNMAK ÜGS/ÜSG tip kazanlar, silindirik gövde ve yanma hazneli, sıvı ve/veya gaz yakıtlı çelik kazanlardır. Standart işletme sıcaklığı
SIVI VE GAZ YAKITLI MERKEZİ SİSTEM KALORİFER KAZANI KULLANMA KLAVUZU GİRİŞ ÜNMAK ÜGS/ÜSG tip kazanlar, silindirik gövde ve yanma hazneli, sıvı ve/veya gaz yakıtlı çelik kazanlardır. Standart işletme sıcaklığı
BASINÇLI KAPLARDA MEYDANAGELEBİLECEK TEHLİKELER
 BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
BUHAR ÏÇÏN BASINÇ DÜŠÜRÜCÜ VANA TÏP 39-2
 BUHAR ÏÇÏN BASINÇ DÜŠÜRÜCÜ VANA TÏP 39-2 Šekil 1 Tip 39-2 1. Yapïsï ve çalïšma prensibi Basïnç düšürücü tek oturtmalï bir vana gövdesi, klape mili ve klape, dengeleme körüÿü ve diyaframlï bir tahrik ünitesinden
BUHAR ÏÇÏN BASINÇ DÜŠÜRÜCÜ VANA TÏP 39-2 Šekil 1 Tip 39-2 1. Yapïsï ve çalïšma prensibi Basïnç düšürücü tek oturtmalï bir vana gövdesi, klape mili ve klape, dengeleme körüÿü ve diyaframlï bir tahrik ünitesinden
OTOBÜS SÜRÜCÜSÜ KILAVUZU
 OTOBÜS SÜRÜCÜSÜ KILAVUZU www.fogmaker.com Art. No. 8012-011 Edition 2.1 1 Genel açıklama Bu otobüs, motor bölmesi ve olası ayrı ısıtma alanları için tam otomatik bir yangın söndürme sistemi ile donatılmıştır.
OTOBÜS SÜRÜCÜSÜ KILAVUZU www.fogmaker.com Art. No. 8012-011 Edition 2.1 1 Genel açıklama Bu otobüs, motor bölmesi ve olası ayrı ısıtma alanları için tam otomatik bir yangın söndürme sistemi ile donatılmıştır.
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
Dumlupınar Gaz Atomizasyonu Ünitesi
 Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
GÜNEŞLİ SU ISITICILARI
 GÜNEŞLİ SU ISITICILARI Amaç: GüneĢli su ısıtıcıları hakkında bilgilendirme. İÇİNDEKİLER GüneĢli Su Isıtıcıları... GüneĢli Su Isıtıcıları Tesisat ġemaları...3 Sıcak Su Gereksiniminin belirlenmesi 4 GüneĢli
GÜNEŞLİ SU ISITICILARI Amaç: GüneĢli su ısıtıcıları hakkında bilgilendirme. İÇİNDEKİLER GüneĢli Su Isıtıcıları... GüneĢli Su Isıtıcıları Tesisat ġemaları...3 Sıcak Su Gereksiniminin belirlenmesi 4 GüneĢli
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR
 3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Universal Tip Susturucu Yuvarlak Şekil
 Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları: Knauf W623 Duvar Giydirme Sisteminde, Metal Konstrüksiyon tavan U (TU) ve tavan C (TC) profillerden oluşturulur. Duvarın şakülünde ve terazisinde
Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları: Knauf W623 Duvar Giydirme Sisteminde, Metal Konstrüksiyon tavan U (TU) ve tavan C (TC) profillerden oluşturulur. Duvarın şakülünde ve terazisinde
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
HFC227ea/FM-200 GAZLI YANGIN SÖNDÜRME SİSTEMLERİ TEKNİK KATALOĞU
 HFC227ea/FM-200 GAZLI YANGIN SÖNDÜRME SİSTEMLERİ TEKNİK KATALOĞU HFC227ea/FM-200 GAZLI OTOMATİK YANGIN SÖNDÜRME SİSTEMLERİ DİKİŞLİ SİLİNDİR ÇELİK ÇEKME SİLİNDİR 1 GAZLI YANGIN SÖNDÜRME SİSTEMİ SİLİNDİRLERİ
HFC227ea/FM-200 GAZLI YANGIN SÖNDÜRME SİSTEMLERİ TEKNİK KATALOĞU HFC227ea/FM-200 GAZLI OTOMATİK YANGIN SÖNDÜRME SİSTEMLERİ DİKİŞLİ SİLİNDİR ÇELİK ÇEKME SİLİNDİR 1 GAZLI YANGIN SÖNDÜRME SİSTEMİ SİLİNDİRLERİ
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Montaj Kılavuzu. Logamax plus. Kaskad Ünitesi GB162-65/80/100. Uygulayıcı için. Montajdan önce dikkatle okuyunuz. 7215 6900 (2011/02) TR
 TR") Montaj Kılavuzu Kaskad Ünitesi 7214 6000-000.1TD Logamax plus GB162-65/80/100 Uygulayıcı için Montajdan önce dikkatle okuyunuz. 7215 6900 (2011/02) TR Ürüne Genel Bakış Ürüne Genel Bakış 9 1 7 A2 5 A1
Montaj Kılavuzu Kaskad Ünitesi 7214 6000-000.1TD Logamax plus GB162-65/80/100 Uygulayıcı için Montajdan önce dikkatle okuyunuz. 7215 6900 (2011/02) TR Ürüne Genel Bakış Ürüne Genel Bakış 9 1 7 A2 5 A1
Alttan Çıkışlı Takım Klozet Montajı
 Alttan Çıkışlı Takım Klozet Montajı Pis su giderinin merkezi eksantrik kada yardımı ile 225 mm ye ayarlanır. Montaj delik yerleri işaretlenir. İşaretlenen yerler matkap yardımı ile delinir ve yerlere dubel
Alttan Çıkışlı Takım Klozet Montajı Pis su giderinin merkezi eksantrik kada yardımı ile 225 mm ye ayarlanır. Montaj delik yerleri işaretlenir. İşaretlenen yerler matkap yardımı ile delinir ve yerlere dubel
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
840180YK SANTRAL REGÜLATÖRÜ
 GAZ ALETLERİ 444 5 168 [info@alkangaz.com] [www.alkangaz.com.tr] 840180YK SANTRAL REGÜLATÖRÜ GİRİŞ 840180YK basınç regülatörleri, yüksek basınç için direk etkili cihazlardır, diyagram tarafından kontrol
GAZ ALETLERİ 444 5 168 [info@alkangaz.com] [www.alkangaz.com.tr] 840180YK SANTRAL REGÜLATÖRÜ GİRİŞ 840180YK basınç regülatörleri, yüksek basınç için direk etkili cihazlardır, diyagram tarafından kontrol
Deneye Gelmeden Önce;
 Deneye Gelmeden Önce; Deney sonrası deney raporu yerine yapılacak kısa sınav için deney föyüne çalışılacak, Deney sırasında ve sınavda kullanılmak üzere hesap makinesi ve deney föyü getirilecek. Reynolds
Deneye Gelmeden Önce; Deney sonrası deney raporu yerine yapılacak kısa sınav için deney föyüne çalışılacak, Deney sırasında ve sınavda kullanılmak üzere hesap makinesi ve deney föyü getirilecek. Reynolds
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-06
 1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-06 Baylan BTB-6 Test Masası ev tipi sayaçların ISO 4064/3 standardına göre performans testlerini gerçekleştirmek üzere Baylan Ölçü Aletleri bünyesinde tasarlanmıştır.
1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-06 Baylan BTB-6 Test Masası ev tipi sayaçların ISO 4064/3 standardına göre performans testlerini gerçekleştirmek üzere Baylan Ölçü Aletleri bünyesinde tasarlanmıştır.
Askılar, Raflar ve Konveyörler
 Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
KTU MADEN MÜHENDĠSLĠĞĠ BÖLÜMÜ MADEN ĠġLETME LABORATUVARI ArĢ. Gör. ġener ALĠYAZICIOĞLU AGREGA DARBE DAYANIMI DENEYİ
 AGREGA DARBE DAYANIMI DENEYİ Tanım: Darbe dayanımı, standart boyutlardaki kayaçların belirli bir doğrultuda darbelere karģı gösterdiği dirençtir. Kayacın kullanım alanlarının belirlenmesinde darbe dayanımının
AGREGA DARBE DAYANIMI DENEYİ Tanım: Darbe dayanımı, standart boyutlardaki kayaçların belirli bir doğrultuda darbelere karģı gösterdiği dirençtir. Kayacın kullanım alanlarının belirlenmesinde darbe dayanımının
VE UYGULAMALARI HOŞGELDİNİZ
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 DERSİN AMACI Demir esaslı
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 DERSİN AMACI Demir esaslı
RMS İSTASYONLARI NEDİR?
 KERİM ÖZBEYAZ RMS İSTASYONLARI NEDİR? O Basınç düşürme ve ölçüm istasyonu bölgesel istasyonlardan orta basınçta gelen gazı müşterinin ihtiyaç duyduğu basınca düşürme ve faturalamaya baz alacak ölçümü yapmak
KERİM ÖZBEYAZ RMS İSTASYONLARI NEDİR? O Basınç düşürme ve ölçüm istasyonu bölgesel istasyonlardan orta basınçta gelen gazı müşterinin ihtiyaç duyduğu basınca düşürme ve faturalamaya baz alacak ölçümü yapmak
Açık hava basıncını ilk defa 1643 yılında, İtalyan bilim adamı Evangelista Torricelli keşfetmiştir. Yaptığı deneylerde Torriçelli Deneyi denmiştir.
 GAZ BASINCI 1)AÇIK HAVA BASINCI: Dünyanın çevresindeki hava tabakası çeşitli gazlardan meydana gelir. Bu gaz tabakasına atmosfer denir. Atmosferdeki gazlar da, katı ve sıvılarda ki gibi ağırlığından dolayı
GAZ BASINCI 1)AÇIK HAVA BASINCI: Dünyanın çevresindeki hava tabakası çeşitli gazlardan meydana gelir. Bu gaz tabakasına atmosfer denir. Atmosferdeki gazlar da, katı ve sıvılarda ki gibi ağırlığından dolayı
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
Soru 3) Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?
 Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?") Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
BASINÇLI KAPLARDA MEYDANAGELEBİLECEK TEHLİKELER
 BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin
 KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
MANOMETRELER 3.1 PİEZOMETRE
 18 3 MANOMETRELER Düşük sıvı basınçlarını hassas olarak ölçmek için yaygın bir metot, bir veya birden fazla denge kolonu kullanan piezometre ve manometrelerin kullanılmasıdır. Burada çeşitli tipleri tartışılacaktır,
18 3 MANOMETRELER Düşük sıvı basınçlarını hassas olarak ölçmek için yaygın bir metot, bir veya birden fazla denge kolonu kullanan piezometre ve manometrelerin kullanılmasıdır. Burada çeşitli tipleri tartışılacaktır,
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
TEST MASASI BTB-6. BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ.
 TEST MASASI BTB-6 BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ. Fabrika: A.O.S.B. 10046 Sok. No:14 Çiğli - İZMİR - TÜRKİYE Tel: (0.232) 232 376 77 57 Fax: (0.232) 376 77 59-376 79 74 web: www.baylansayaclari.com
TEST MASASI BTB-6 BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ. Fabrika: A.O.S.B. 10046 Sok. No:14 Çiğli - İZMİR - TÜRKİYE Tel: (0.232) 232 376 77 57 Fax: (0.232) 376 77 59-376 79 74 web: www.baylansayaclari.com
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
03H ALEV MONİTÖRÜ. Uygulama : Uygulama Notları : 03H Alev monitörünün yapısı : 03H Alev monitörünün uygulama alanları :
 ALEV MONİTÖRÜ 03H Uygulama : 03H Alev monitörünün uygulama alanları : Brülörlerde alev denetimi Proseslerde kaçak alev izlemek için. Yüksek gerilim hatlarında kıvılcım tespit etmek için. Yarı otomatik
ALEV MONİTÖRÜ 03H Uygulama : 03H Alev monitörünün uygulama alanları : Brülörlerde alev denetimi Proseslerde kaçak alev izlemek için. Yüksek gerilim hatlarında kıvılcım tespit etmek için. Yarı otomatik
BASINCA SEBEP OLAN ETKENLER. Bu bölümü bitirdiğinde basınca sebep olan kuvvetin çeşitli etkenlerden kaynaklanabileceğini fark edeceksin.
 BASINCA SEBEP OLAN ETKENLER Bu bölümü bitirdiğinde basınca sebep olan kuvvetin çeşitli etkenlerden kaynaklanabileceğini fark edeceksin. Basınca neden olan kuvvetler çeşitli etkenlerden kaynaklanır. Balon
BASINCA SEBEP OLAN ETKENLER Bu bölümü bitirdiğinde basınca sebep olan kuvvetin çeşitli etkenlerden kaynaklanabileceğini fark edeceksin. Basınca neden olan kuvvetler çeşitli etkenlerden kaynaklanır. Balon
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
FİYAT LİSTESİ 02 OCAK 2013
 FİYAT LİSTESİ 02 OCAK 2013 5400 SERİSİ BASINÇ DÜŞÜRÜCÜLER 5401S Basınç Düşürücü Oksijen Redüksiyonsuz 93,00 TL 5411S Basınç Düşürücü Asetilen Redüksiyonsuz 93,00 TL 5430S Basınç Düşürücü Azot Redüksiyonsuz
FİYAT LİSTESİ 02 OCAK 2013 5400 SERİSİ BASINÇ DÜŞÜRÜCÜLER 5401S Basınç Düşürücü Oksijen Redüksiyonsuz 93,00 TL 5411S Basınç Düşürücü Asetilen Redüksiyonsuz 93,00 TL 5430S Basınç Düşürücü Azot Redüksiyonsuz
AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
JET NOZUL. Malzeme: Özel imal edilmiş 1.2 mm kalınlığındaki alüminyum malzemeden sıvama yöntemi ile imal edilir.
 JET NOZUL Malzeme: Özel imal edilmiş 1.2 mm kalınlığındaki alüminyum malzemeden sıvama yöntemi ile imal edilir. Kullanım Yeri: Duvar ve tavan uygulamaları için uygundur. Isıtma ve soğutma amaçlı olarak
JET NOZUL Malzeme: Özel imal edilmiş 1.2 mm kalınlığındaki alüminyum malzemeden sıvama yöntemi ile imal edilir. Kullanım Yeri: Duvar ve tavan uygulamaları için uygundur. Isıtma ve soğutma amaçlı olarak
ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMB-305 KİMYA MÜHENDİSLİĞİ LABORATUVARI I
 ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMB-305 KİMYA MÜHENDİSLİĞİ LABORATUVARI I DENEY 2 : BORULARDA BASINÇ KAYBI VE SÜRTÜNME DENEYİ (AKIŞKANLAR MEKANİĞİ) DENEYİN AMACI:
ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMB-305 KİMYA MÜHENDİSLİĞİ LABORATUVARI I DENEY 2 : BORULARDA BASINÇ KAYBI VE SÜRTÜNME DENEYİ (AKIŞKANLAR MEKANİĞİ) DENEYİN AMACI:
ALÇI DUVAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
AKÜ ŞARJ REDRESÖRÜ (Sülfat Çözme) KULLANMA KILAVUZU GPS ENDÜSTRİYEL GÜÇ SİSTEMLERİ SAN.TİC.A.Ş.
 KULLANMA KILAVUZU GPS ENDÜSTRİYEL GÜÇ SİSTEMLERİ SAN.TİC.A.Ş.") AKÜ ŞARJ REDRESÖRÜ (Sülfat Çözme) KULLANMA KILAVUZU GPS ENDÜSTRİYEL GÜÇ SİSTEMLERİ SAN.TİC.A.Ş. Osmangazi Mh. Limni Sk. No: 1 Kıraç - Esenyurt - İstanbul Tel: 0212 577 22 43 Faks: 0 212 549 32 39 info@gpsendustriyel.com.tr
AKÜ ŞARJ REDRESÖRÜ (Sülfat Çözme) KULLANMA KILAVUZU GPS ENDÜSTRİYEL GÜÇ SİSTEMLERİ SAN.TİC.A.Ş. Osmangazi Mh. Limni Sk. No: 1 Kıraç - Esenyurt - İstanbul Tel: 0212 577 22 43 Faks: 0 212 549 32 39 info@gpsendustriyel.com.tr
BORU İŞLERİ GENEL TEKNİK ŞARTNAMELERİ
 1 AKIŞKANIN CİNSİ : BUHAR : ÇELİK BORU ANMA CAPI : DN 15 - DN 100 mm UYGUN STANDARD : TS 301/4 ÇALIŞMA BASINCI : 10 BAR TEST BASINCI : 15 BAR ÇALIŞMA SICAKLIĞI : 185ºC DN 65 - DN400 mm ANMA ÇAPINDA, DN17100
1 AKIŞKANIN CİNSİ : BUHAR : ÇELİK BORU ANMA CAPI : DN 15 - DN 100 mm UYGUN STANDARD : TS 301/4 ÇALIŞMA BASINCI : 10 BAR TEST BASINCI : 15 BAR ÇALIŞMA SICAKLIĞI : 185ºC DN 65 - DN400 mm ANMA ÇAPINDA, DN17100
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
AKM 205 BÖLÜM 8 - UYGULAMA SORU VE ÇÖZÜMLERİ
 AKM 205 BÖLÜM 8 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Yoğunluğu 850 kg/m 3 ve kinematik viskozitesi 0.00062 m 2 /s olan yağ, çapı 5 mm ve uzunluğu 40
AKM 205 BÖLÜM 8 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Yoğunluğu 850 kg/m 3 ve kinematik viskozitesi 0.00062 m 2 /s olan yağ, çapı 5 mm ve uzunluğu 40
Kadar artar. Artan bu hacmi depolayacak açık genleşme deposunun hacmi ise;
 7. GENLEŞME DEPOLARI Genleşme depoları sistemdeki basıncın kontrolü ve sisteme gerekli su desteğinin sağlanması bakımından çok önemlidir. Genleşme depoları açık ve kapalı olmak üzere iki tiptedir. 7.1
7. GENLEŞME DEPOLARI Genleşme depoları sistemdeki basıncın kontrolü ve sisteme gerekli su desteğinin sağlanması bakımından çok önemlidir. Genleşme depoları açık ve kapalı olmak üzere iki tiptedir. 7.1
T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
 TC ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DEBİ ÖLÇÜM DENEYİ Hazırlayan DoçDr Bahattin TOPALOĞLU SAMSUN DEBİ ÖLÇÜM DENEYİ DENEYİN AMACI Bu deneyin amacı dört farklı
TC ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DEBİ ÖLÇÜM DENEYİ Hazırlayan DoçDr Bahattin TOPALOĞLU SAMSUN DEBİ ÖLÇÜM DENEYİ DENEYİN AMACI Bu deneyin amacı dört farklı
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II BORU ve DİRSEKLERDE ENERJİ KAYBI DENEYİ 1.Deneyin Adı: Boru ve dirseklerde
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II BORU ve DİRSEKLERDE ENERJİ KAYBI DENEYİ 1.Deneyin Adı: Boru ve dirseklerde
1000-200000 m3/h, 400-1500 Pa. Kavrama, kayış-kasnak veya direk tahrik Eurovent e göre Kısa/Uzun gövde; kılavuz giriş kanatlı/kanatsız
 Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart