RÖNTGEN IŞINLARI İLE KONTROL
|
|
|
- Aysu Kahraman
- 7 yıl önce
- İzleme sayısı:
Transkript
1 RÖNTGEN IŞINLARI İLE KONTROL

2
3

4

5

6 TELLİ PENETREMETRELER Esası Alman DIN Penetremetresi olup uluslararası standartlarda (ISO) telli penetremetreyi kabul etmiştir.50 mm uzunluğunda 7 paralel tel 5 mm aralıkla sıralanmıştır. Telli penetremetre üç kalınlık kademesine ayrılır. 0,1-3,2 mm arasında değişen 16 tel üç guruba bölünerek 7 telden oluşan 3 penetremetre kademesi meydana gelmiştir
7 Yüksek enerjili elektromanyetik dalgalar (ışınım) pek çok malzemeye nüfuz edebilirler. Belli bir malzemeye nüfuz eden ışınım malzemenin diğer tarafına konan ışınıma duyarlı filmleri de etkileyebilir. Bu filmler daha sonra banyo işlemine tabi tutulduklarında ışınımın içinden geçen malzemenin iç kısmının görüntüsü ortaya çıkar. Bu görüntü, malzeme içindeki boşluklar veya kalınlık / yoğunluk değişiklikleri nedeniyle oluşur. Malzemenin içinin bu şekilde görüntülenmesi radyografi olarak adlandırılır. Bu yöntemle yapılan değerlendirmeye de radyografik muayene denir. Eğer malzemenin arka tarafına film yerine bir detektör konup malzemeden geçen ışınım toplanarak bir monitöre aktarılırsa bu teknik de radyoskopi olarak adlandırılır
8 Muayenelerin sağlıklı ve güvenilir sonuçlar verebilmesi için standartlara göre yapılması gerekir. Bu standartlar malzeme cinsine ve/veya ürün türüne göre hazırlanmıştır. Ayrıca muayenenin yapılışına yönelik uygulama standartları ile kabul edilebilir seviyelerinin verildiği uygulama standartları vardır. Muayene parçasının özelliklerine göre uygun standartlar belirlenerek muayene yapılır. Metalik veya metalik olmayan bütün malzemelerde beklenen hacimsel ve yüzey hatalarının tespiti için kullanılabilir

9 Radyografik Yöntemin Temel Prensibi ve Donanımı Belirli bir kalınlıkta bir demir levha üzerine ışınlar gönderildiğinde, levhanın diğer tarafında şiddeti daha zayıf ama yine üniform olan bir ışın demeti görülür. X ışını ile yapılan muayene
10 Radyografide Kullanılan Işınımlar ve Işınım Enerjisi Radyografik muayene için çeşitli ışınım kaynakları kullanılabilir. Bu kaynaklar X-ışını tüpleri veya gama (γ) ışını üreten izotoplar olabilir. Endüstriyel radyografide kullanılan Xışını enerji aralığı genellikle 50 kv 350 kv arasındadır. Işınlama enerjisi ışınlanacak malzemenin cinsine ve kalınlığına bağlı olarak değişir. En çok bilinen ve kullanılan gama kaynakları ise Ir( İridyum) 192, Co(Kobalt) 60 tır. Bunlardan başka Se(Selenyum) 75, Yb(Rubidyum) 169 Tm 170 (Tulyum) gibi izotoplar da endüstriyel radyografi alanında kullanılmaktadır

11

12

13

14
15 X Işınlarının Özellikleri ve Biyolojik Etkileri Röntgen ışınlarının çelikte 80 mm ye, bakırda 50 mm ye ve alüminyumda 400 mm ye kadar kalınlık içinden geçme özelliği vardır. X-ışınları (röntgen ışınları), X-ışını tüplerinde elektriksel olarak üretilirler. Endüstride kullanılan gama ışınları ise Ir-192, Co-60 vb izotopların bozunması sonucunda elde edilirler. X ve gama ışınlarının ayrımı gerçekte tarihseldir ve bu iki ışınım türünün özellikleri arasında üretim ve oluşum şekli dışında hiç bir fark yoktur. Radyasyonun ses, ısı, ışık etkileri yoktur, gözle görülemezler, duyulamazlar, hissedilemezler yani hiçbir duyu organımızla algılayamayacağımız bir tehlikedir. Yüksek enerjileri, nüfuz etme kapasiteleri ve iyonlaştırma özelliklerinden dolayı kolaylıkla canlı organizmalara nüfuz edip, organizmaları oluşturan hücrelere zarar verebilirler
16 Radyasyonun Biyolojik Etkileri Radyasyonun organizmaya olan etkileri akut ve kronik şekilde olmaktadır. Akut etkiler insanda radyasyona maruz kalındıktan kısa bir süre sonra klinik bulgular ile ortaya çıkmaktadırlar. Bunlar merkezi sinir sistemi (100 Sv (Sievert, canlı dokunun maruz kaldığı radyasyonun etkisini gösteren "doz eşdeğeri"nin SI sistemindeki birimi.)ve üzeri), gastrointestinal ( Sv) ve hematopoietik (2-10 Sv) sendromlardır. (1 Sv = 1 J/kg = 1 m 2 /s 2 = 1 m 2 s 2 ) Radyasyonun ışınlanmadan hemen sonra ve yıllar sonra gözlenen etkiler olmak üzere iki türlü biyolojik etkisi vardır
17 Erken Etkiler Tüm vücutta yüksek radyasyon dozu durumu: Günler veya haftalar içinde ölüm olasıdır. Yüksek dozda belirli bir bölgenin ışınlanması durumu: Ciltte kızarıklık ve yanıklar oluşur Bu tür yüksek dozlar, kazara kapalı kaynaklara doğrudan el ile temas edilmesi veya X-ışını cihazların çalışması sırasında belirli bir süre yakında bulunulması ile meydana gelebilir
18 Gecikmiş Etkiler Vücutta herhangi bir bölümünün düşük radyasyon dozuna maruz kalınması durumu: Erken belirtileri yoktur. Risk düzeyi, alınan radyasyon dozu ile orantılıdır (kanser ve kalıtsal hastalıklar). Muayene edilecek kaynaklı parçaların ve filmin arka kısmına radyografik ışını bünyesinde yok etmesi için belirli bir kalınlıkta kurşun levhalar yerleştirilir
19 Vücudun soğurduğu radyasyon miktarı "doz" olarak ölçülür. Doz limitleri sağlık üzerine olası etkilerin risklerini sınırlamak için belirlenir. Radyografçı, doz limitleri ile ilgili güvenlik standartlarını karşılaştırmak için doz hızlarını ölçer. Hatta pratikte mümkün en düşük dozun alınması için limitlerin altındaki değerler gereklidir

20 Doz hızları 7.5 μsv/saat ten büyük alanlar kontrollü alanlar olarak işaretlenerek düzenli olarak radyasyon ölçümü yapılır. Doz hızları 2.5 μsv/saat ten büyük alanlar gözetimli alanlar olarak işaretlenerek düzenli olarak radyasyon ölçümü yapılır. Radyograf doz ölçümü

21 MESAFE GÖLGELEME KALMA SÜRESİ
22 Radyografik Görüntü Oluşumu Radyografik yöntemde görüntü oluşumu; muayene edilecek parçadan geçme özelliğine sahip ışınlar malzemeden geçişi sırasında zayıflamaktadır. Malzemedeki hatalardan dolayı ışınlar emilmeden geçer. Malzemenin hatasız olan kısmından geçen ışınlar emildiklerinden dolayı malzeme altına yerleştirilen filmde az etki bırakırlar. Hatalı olan kısımdan emilmeden geçen ışınlar filmde daha fazla etki bırakmasıyla, film üzerinde radyografik görüntü oluşur
23 Radyografik görüntünün oluştuğu filmlerin yapısı, her iki yüzeyi duyarlı olan simetrik bir yapıya sahiptir. Duyarlı tabakayı oluşturan Ag Br ( Gümüş Bromür ) büyüklüğü ve miktarı fotoğraf özelliğini belirtir. Yüzeydeki Ag Br miktarı artarsa belirli bir poz müddetinde daha çok kararma yani fotografik yoğunluk sağlanır

24 Hatalı parçanın radyografik görüntü oluşumu

25 Endüstriyel bir radyografik filmin yapısı
26 Muayene Sonunda Filme Bakarak Kaynak Hatalarını Tespiti Muayene sonunda filme bakarak kaynak hataları tablo 3.1 de verilen radyografik görüntülerine bakılarak tespit edilir
27 Kaynak hataları tanımı ve radyografik görüntüleri

28 Bu radyografi filmindeki ok işaretli kaynaklar kusurları gösterir

29

30 İŞLEM BASAMAKLARI Film ve radyasyon kaynağını hazırlayınız. Film kaynağını hazırlama Parça kalınlığı ve cinsine göre uygulama zamanı, ışın çeşidi ve voltajı belirleyiniz. ışın ve voltaj uygulama için el kumanda paneli

31 Muayene edilecek kaynaklı parçanın arkasına kurşun plaka yerleştiriniz ve radyasyona karşı tedbir alınız Malzemenin arkasına film yerleştiriniz Malzeme ile hazırlanan film Malzemeye belirlenen sürede radyasyon veriniz. Filmi banyo ediniz. Film üzerinden kaynak hatalarının yerini, boyutunu ve şeklini tespit ediniz

32

33

34

35

36

37

38

39

40

41

42

43

44 BİLGİSAYARLI TOMOGRAFİ
45 MANYETİK KONTROL
46 Manyetik kontrol; manyetik (mıknatıslanabilir ) malzemelerden yapılmış parçanın yüzeyinde veya yüzeye yakın bir yerde bulunan çatlak, boşluk, katmer, damar ve metalik olmayan yabancı maddelerin belirlenmesinde uygulanan tahribatsız muayene yöntemidir. Bu yöntemle ancak mıknatıslanabilen metal malzemelerin kontrolü yapılabilir
47 Mıknatıslanabilen Metaller Mıknatıslanabilen metaller periyodik sistemde üç değerli demir ( Fe), nikel (Ni) ve kobalt (Co) elementleridir. Bu elementler manyetikleşebilme özelliğine sahiptirler
48 Magnetik Partikül yöntemi 1920 lerden beri endüstriyel anlamda yüzey çatlaklarının muayenesinde kullanılmaktadır. Yöntemin kullanıldıgı ilk dönemlerde magnetizasyon doğru akımla yapıldığından bir seferde sadece bir çatlak çesidi görüntülenebiliyordu. Avrupa da kısa zamanda,1930 ların ortalarında, ve bir çok ülkede aynı anda Magnetik Partikül Çatlak Kontrol donanımlarını ve bunların yan ürünlerini üreten bir endüstri dalı oluştu. Taşınabilir akım üreticilerinin yanı sıra Doğru akım ve Alternatif akım ile da çalışan üniversal muayene donanımları üretildi li yıllar boyunca çoğunlukla Alternatif akım iletken ve bobin magnetizasyonlu muayene donanımları pazara girdi. Bu donanımları, uzunluğu 1000mm ye kadar olan malzemelerin muayenesi için Alternatif akım iletken magnetizasyonlu ve pinollü üniversal muayene donanımları takip etti. Sanayide otomasyon taleplerinin başlamasıyla birlikte zaman ayarlı, mikroprosesör kontrollü, akım geri beslemeli, demagnetizasyonlu, yükleme ve boşaltma olanaklarına sahip tam otomatik muayene ekipmanları üretildi. Geçtiğimiz 30 yıl boyunca birçok güvenlik parçası daha hafif ve daha sağlam malzemelerden üretildi. Bu parçaların üreticileri birçok nedenlerden dolayı tasarımlarında malzemeye yüklenmek ve malzemenin sınır değerlerinde kalmak durumuna geldiler ve diğer taraftan da tesadüfi örneklemelerle muayene yerine parçalarını %100 muayene etmek zorunda kaldılar. Bu yüzden diğer Tahribatsız Malzeme Muayene yöntemleri ile birlikte Magnetik Partikül Çatlak Kontrol tekniğinin kullanımı da hızla artmıştır
49 Magnetik Partikül Yöntemi ve Kullanım Alanları: Magnetik parçacık çatlak kontrol yöntemi ile magnetik permeabilitesi 100 ün üzerindeki ferromagnetik olan fakat östenitik olmayan bütün çelik ve alaşımları ile dökme demirler muayene edilebilir. Genellikle yüzey ve yüzeye yakın alandaki çatlak şeklindeki malzeme ayrılmaları tespit edilebilir. Belirli koşullar altında döküm parçalarda ve kaynak dikişlerinde yüzeye yakın ( yüzeyin hemen altındaki ) hatalar da görüntüye getirilebilir. Magnetik Partikül Çatlak Kontrol yöntemi döküm, dövme ve kaynak dikişi kontrollerinde yoğun olarak kullanılmaktadır. Otomotiv, çelik konstrüksiyon, güç santralleri, petrokimya ve havacılık sektörlerinde uygulama alanı bulmaktadır
50 Çatlak ve malzeme ayrılmaları aşağıdaki sebeplerden oluşabilir: Parçalarda üretim sırasında olusan çatlak ve malzeme ayrılmaları a) Isıl işlem sırasında oluşan ve çatlaklara neden olabilecek mekanik gerilmeler b) Kaynak gibi işlemlerde termal değişiklikler sonucu çatlak oluşumu c) Dövmede oluşan katlanmalar, dövme hataları ve çatlaklar d) Döküm sırasında oluşan döküm boşlukları, gerilme çatlakları, metalik olmayan inklüzyonlar ve çekintiler
51 İşletme koşullarında oluşan çatlaklar a) Değişken yüklemeler sonucu oluşan yorulma kırılmaları b) Termal yüklemeler sonucu oluşan termo şok çatlakları c) Mekanik yükleme ve korozyonun birlikte olduğu durumlarda gerilmeli korozyon çatlakları
52 Manyetizasyon İşlemi ve Yöntemleri Manyetik kontrolü yapılacak malzeme önce özel bir düzenek yardımıyla mıknatıslandırılır. Mıknatıslanmış malzemenin yüzeyine ince toz halinde manyetik malzeme püskürtülür veya ince yağ içerisinde emülsiyon yapılmış demir tozu bulunan manyetik malzeme akıtılır. Manyetik akının kuvvet çizgileri boyunca demir tozları sıralanır. Malzemede hata varsa manyetik tozlar hatanın bulunduğu yerde kümelenir
53 Manyetizasyon Akımı Manyetizasyon dalgalı ve doğru akım olarak kullanılabilir. Dalgalı akım ile yapılan kontrollerde yüzey altındaki çatlaklar tespit edilemez. Bu yüzden doğru akım üreten cihazlar yüzey altındaki çatlaklar da tespit edilebildiği için doğru akım tercih edilir
54 Manyetik Kontrol Yönteminde Kullanılan Toz Manyetik kontrol yönteminde genellikle demir tozu (Fe 3 O 4 ) kullanılır. Dağılma bölgesinde toz parçacıkları köprü şeklinde çatlak üzerine yapışıp kalır ve hatanın yeri görülür

55 Manyetizasyon Türleri Çatallar ( Sürekli Mıknatıslar) Çatal sürekli mıknatıslar daha çok yüzey çatlaklarının belirlenmesinde kullanılır. Çatlağın manyetik akım çizgilerine paralel olması halinde çatlağı görmek mümkün değildir. Bundan dolayı parçanın enine ve boyuna şekillerdeki gibi muayene edilmesi gerekir

56 Sürekli mıknatısla kaynak bölgesinin taranması

57
58 İçinden Akım Geçen Merkezi Sistemler Genellikli boru millerin manyetik tozla kontrol edilmesi amacıyla içinden akım verilen yöntemler tercih edilir. Akım, temas plakaları arasına bağlanmış parçalara verilerek devre tamamlanır. Parçanın içinden akım geçmesiyle manyetikleşmiş malzeme üzerine sürülen manyetik tozlar hatanın olduğu yerde kümelenir

59

60 İçinden akım geçen deney cihazı
61 Manyetik Akı Değişiminin Kanıtlanması Mıknatıslanmış hatasız bir plakada manyetik akı şiddeti geometri boyunca aynıdır. Buna karşılık, örneğin korozyon kaynaklı metal kaybına uğramış bir plakada,incelmenin olduğu bölgede manyetik akının doğrusallığı bozulmakta ve bir miktar manyetik akı, plaka dışına itilmektedir
62 Manyetik Duyarlı Sonda Yöntemi Manyetik duyarlı sonda yöntemi,incelenen malzemede oluşturulan manyetik akının, düşük manyetik geçirgenli bir bölge ile karşılaştığında kaçak akı oluşturmasına ve bu kaçak akının sistem tarafından algılanmasına dayanır. Dolayısıyla kaçak manyetik akım metodu yalnızca yüksek manyetik geçirgenliğe sahip düşük alaşımlı karbon çeliklerinde verimli olarak uygulanabilir. Malzeme, bir mıknatıs sayesinde ve manyetik doymuşluğa yakın bir seviyede mıknatıslanır. Manyetik duyarlı sonda yöntemi cihazlarında genellikle güçlü doğal mıknatıslar kullanılır, ancak bazen elektro mıknatıslar ya da her ikisinin kombinasyonundan oluşan sistemler de kullanılmaktadır

63
64 Manyetik Toz Yöntemi Manyetik toz yönteminde ise manyetikleşen malzeme bünyesinde çatlak ve diğer hataların olduğu bölgede tozun kümelenmesi ile hatanın yeri tespit edilir
65 Malzeme Cinsine, Şekline Boyutuna Göre Manyetik Kontrol Yöntemi Uygulama Mıknatıslanabilen metallerin hepsine manyetik kontrolleri uygulanabilir. Malzemelerin yüzey çatlağı, boşluğu gibi hataları akım veren cihazlar ve sürekli mıknatıslarla kontrol edebiliriz. Malzemelerin fazla derinde olmayan boşluklarını da doğru akım veren cihazlarla kontrol edebiliriz
66 Tozların Kümelenmesinden, Sapmasından ve Yönünden Kaynak Dikişindeki Hatanın Yerini ve Boyutunu Belirleyebilme Manyetik yöntemle kontrol yapacak kişi tozların kümelenmesinden hatanın yerini farklı yönlerde tarama yaparak hatanın boyutunu tespit eder
67 Çatlak ve malzeme ayrılmaları nasıl tespit edilir? Ferromagnetik malzemelerin magnetik iletkenliği iyidir ( permeabiliteleri yüksektir ). Magnetizasyon sırasında magnetik alan çizgileri çatlaklarda oldugu gibi daha az iletken bir bölgeye geldiğinde, değişen magnetik iletkenlikten dolayı bir magnetik alan saçılması oluştururlar. Magnetik alandaki bu değişim, magnetik partikül muayenesinde temel oluşturur. Bir çatlak veya malzeme ayrılmasının oluşturdugu bu saçılan alan, magnetizasyon sırasında yüzeye kuru veya süspansiyon içerisinde uygulanan ve serbest olan demir ve demir oksit tozlarını çekmeye ve hatalı bölge üzerinde magnetik bir köprü oluşturmaya başlar. Bu şekilde çatlak veya malzeme ayrılması üzerinde oluşan toz yığını gözle görülerek hatalı bölge olarak tanımlanabilir

68 Magnetik partikül çatlak kontrolünün temel prensibi
69 Magnetik Partikül Çatlak Kontrolünde temel parametreler nelerdir? Magnetik partikül çatlak kontrolünün temel parametreleri aşağıdaki gibi sıralanabilir. Uygulanan metodun doğruluğu Uygulanan akımların dalga formları ( Doğru akım, alternatif akım, yarı dalga v.s) Magnetik akıların parça üzerindeki doğrultu ve büyüklükleri (A/cm veya Öersted ) Magnetiklestirme süresi Hatayı gösteren ekipmanlar, aksesuarlar ve uygulama yöntemleri ( Test sıvısı v.s ) Operatör
70 Yukarıda belirtilen esaslar doğru bir magnetik partikül çatlak kontrolü için en uygun durumlarında olmalıdır. Uygulama metodu seçilirken parçanın her yerinde yeterli magnetik alan şiddetlerinin oluşturulabilmesi ve her yöndeki çatlakların görüntülenebilmesi esas alınır. Bir çatlak görüntüsü için en önemli şart, magnetik alan çizgileriyle çatlak veya malzeme ayrılması arasındaki açının 45 den az olmamasıdır

71 Dairesel Magnetik alanda tespit edilebilir hata doğrultuları
72 Magnetizasyon Teknikleri Magnetik partikül muayenesinde, muayene parçasında bir magnetik alan olusturmak için doğrudan ve dolaylı magnetizasyon teknikleri uygulanır

73
74 Doğrudan Magnetizasyon 1.Malzemenin kendisi üzerinden akım geçirmek Bu yöntemde ferromagnetik malzeme, kendisi üzerinden veya belirli bir bölümünden alternatif, yarı dalga veya tam dalga doğru akım geçirilerek magnetize edilir. İçerisinden akım geçen iletkenin çevresinde magnetik alan oluşacağı ve alan çizgilerini dik kesen hataların tespit edilebilirliği prensibi gereği, olası boyuna çatlaklar görüntüye getirilir. Malzemeden geçirilmesi gereken akımlar malzeme kesiti ile doğru orantılıdır ve bu yüzden malzemenin temas noktalarında yanma noktaları oluşmaması için çok iyi bir temas sağlanması gerekmektedir

75 Malzemenin kendisi üzerinden akım geçirmek Malzemeden akım geçirilerek krank kontrolü
76 Yöntemin esas uygulama sekli, test cihazının temas kafaları arasına test parçasının sıkıştırılarak, üzerinden akım geçirilmesi şeklindedir. Parçadan geçirilmesi gereken minimum akımlar, parçanın kritik bölgelerinde bile minimum alan şiddetini oluşturabilecek şekilde seçilir. Test parçasının parçalı bir yapısı var ise, kolların her birisinden geçen akımların ayrı olması ve birbirinden bağımsız ölçülüp akım geri beslemelerinin alınması gerekmektedir. Bu durumlarda temas kafalarının ve kontrol devrelerinin arttırılması şarttır

77 Magnetize devreli bir cihaz
78 İkincil uygulama sekli de prodlar veya kıskaçlar kullanılarak malzemenin bir bölgesinden doğrudan akım geçirilmesi şeklindedir. Prodlar genellikle bakırdan imal edilir ve özellikle kaynak dikişlerinin kontrollerinde kullanılır. Her iki durumda da sıkı temas önemlidir. Aksi takdirde yetersiz temas koşullarında ark atlamaları ve ikincil hasarlar olusabilir

79 El Prodları kullanılarak malzemenin kendisi üzerinden akım geçirmek
80 İndüksiyon akımı Tekniği Bazı durumlarda, özellikle dairesel ve ortası delik parçaların testinde test parçasındaki alanı amaca uygun yönlendirebilmek için parça içerisinde bir magnetik alan yaratılması gerekir. Şekilde görüldüğü gibi halka seklindeki test parçası üzerinde, dairesel akan bir indüksiyon akımı oluşturularak dairesel hatalar test edilebilir. İndüksiyon akım tekniği sadece alternatif akım kullanılarak uygulanabilir

81 İndüksiyon akımı ile magnetizasyon

82 Dolaylı Magnetizasyon Tabii mıknatıs Muayene edilecek parçanın bir bölümü mıknatısın kutupları arasında oluşacak magnetik alanla mıknatıslanır ve mıknatısın iki kutbu arasındaki alan çizgilerine dik olan hataların tespitinde uygulanır. Tabii mıknatıs uygulamaları, oluşturulacak magnetik alanın büyüklüğünün az olması nedeniyle seri kontrollerde kullanılamaz. Tabii mıknatıs

83 Elektromıknatıs Malzeme bir elektromıknatıs yardımı ile mıknatıslanır. Muayene edilecek parça kutuplar arasındaki magnetik alan içerisine yerleştirilir. Parça ve mıknatıs kapalı bir magnetik devre oluşturur ve boyuna magnetik alan yaratılır. Sabit elektromıknatısların yanı sıra taşınabilir el magnetleri de günümüzde Tahribatsız Muayene alanında oldukça yaygın bir biçimde kullanılmaktadır. Elektromıknatıslar alternatif veya darbeli doğru akımla çalışabildiği gibi, alan şiddetleri de ayarlanabilmektedir. Elektromıknatıs ile dolaylı magnetizasyon
84 Yardımcı iletken üzerinden akım geçirmek Sık kullanılan diğer bir muyene yöntemi de yardımcı bir iletken kablo veya çubuk kullanılarak oluşan magnetik alanın kullanılmasıdır. İletkenin çevresinde oluşan magnetik alan ile malzeme mıknatıslanır ve boyuna ve radyal doğrultudaki hatalar tespit edilebilir. Parça ile yardımcı iletken arasında elektriksel temas olmadığından ark oluşması tehlikesi yoktur. Bu yöntemle hem iç hem de dış hatalar tespit edilebilir. Yöntemin bir diğer avantajı çok sayıda parçanın aynı anda testine imkan tanımasıdır

85 Yardımcı iletken üzerinden akım geçirilerek dolaylı magnetizasyon

86 Bobin ile mıknatıslama Bobin ile mıknatıslama yine oldukça yaygın kullanılan bir yöntemdir. Boyuna magnetik alan oluşturularak enine hataların tespiti yapılır. Sarım sayısı gerekli magnetik alan şiddetine bağlıdır ve şiddeti ampertur ile ifade edilir. Ampermetreden okunan akımın bobinin sarım sayısı ile çarpılması sonucu elde edilir. Bobinin olusturdugu magnetik alan çizgileri

87 Gezer bobin ile dolaylı magnetizasyon Gezer bobin ile tespit edilebilen hata doğrultuları
88 Dogrudan Magnetizasyonda malzemeden geçirilmesi gereken minimum akımlar Parça üzerinden akıtılması gereken minimum akımlar, parça üzerinde yeterli magnetik alan şiddeti oluşturulabilmesi ve doğru yönlendirilebilmesi ile ilişkilidir. Magnetik alan şiddetini etkileyen unsurlar; malzemenin cinsi, boyutları, şekli, et kalınlıgı ve uygulanan magnetizasyon tekniğidir. Bu çok geniş değişkenler dolayısıyla her bir farklı duruma uygun kesin bir magnetik alan şiddeti formülü vermek oldukça zordur
89 Bu yüzden gerekli magnetik alan şiddetleri su asağıdaki 4 yöntemle belirlenmektedir: Önceden bilinen süreksizlikler : Varlığı daha önceden kanıtlanmış hataları bulunan eşdeğer parçaların test edilmesi Yapay süreksizlikler: Pie gage veya Prof.Berthold gibi üzerinde yapay hatalar bulunan indikatörler kullanmak Tegetsel alan şiddeti ölçüm cihazları : Akım uygulandığında teğetsel alan şiddetinin parça üzerinde oluşan değeri Hall effect probu kullanılarak ölçülür. Minimum 24A/cm ile 48A/cm arasında değişen ( 30 Gauss ile 60 Gauss ) alan şiddeti değerleri günümüzde pek çok standart tarafından kabul görmektedir. Ampirik formüller : Malzemeden geçirilmesi gereken akımlar malzemenin çapı ile orantılıdır. Şayet parça tam yuvarlak değil ise eşdeğer çap hesaplanır. D eş = Çevre π
90 Şayet parça çapları çok fazla değişiklik gösteriyorsa en büyük çap esas alınmalıdır. Uygulanması gereken akım yoğunlukları için aşağıdaki tablo kullanılabilir. Parçadan geçirilmesi gereken minimum akım = D eş x 10 Amper
91 Dolaylı Magnetizasyonda bobinden geçirilmesi gereken minimum akımlar Dolaylı magnetizasyon tekniklerinin tümünde magnetik akılar parça içerisinden geçmektedir. Akı çizgilerine dik hatalar en iyi tespit edilebilen hatalardır. Test parçası bobin içerisine yerleştirildiğinde magnetik alan tesirine girer. Bobinin kesit alanının parçanın kesit alanına oranı 10 dan büyükse düşük doldurma faktörlü bobinler olarak adlandırılır. Gerekli akım yoğunluklarının hesabında aşağıdaki formül kullanılır. N. I = K L D N: Bobinin Sarım Sayısı I : Bobine uygulanan akım (Amper) K: sabit ( ) L: Parça boyu ( mm ) D: Parça çapı ( mm )
92 Örneğin, 30cm boyunda ve 10cm çapında bir parçanın testinde gerekli amper tur miktarı ( N.I = / 3 )parça üzerinde amper tur alan Şiddeti oluşturur. Beş turlu bir bobin sarılmışsa bobinden geçirilmesi gereken akım ( I = / 5 ) 3000 Amper olurken, beşyüz turlu bir bobinden geçirilmesi gereken akım ( I = / 500) 30Amper olacaktır
93 Yukarıdaki formül L/D oranı 2 ile 15 arasında ve parça kesitinin bobin kesitinin %10 undan düşük olmadığı durularda geçerlidir. Bu formül parçanın bobin kenarına yakın olması ve eksene paralel tutulması hallerinde kullanılır. Farklı test şartları için formüller de değişecektir. Pinol tipi dolaylı magnetizasyon tekniklerinde parça iki elektromıknatısın kutupları arasında sıkıştırılır ve sarım sayıları parça üzerindeki alan şiddeti minimum 24A/cm olacak şekilde sarılır

94
95 İşlem Basamakları Malzeme yüzeyini temizleyip parlatınız. Muayene yapılacak kaynaklı parçada mıknatıs veya elektrik akımı yardımıyla manyetik alan oluşturunuz. Mıknatıslanan kaynak dikişi yüzeyine manyetize olan toz serpiniz veya yağ içerisine emülsiyon yapılmış manyetik malzemeyi akıtınız. Tozların manyetik kuvvetler doğrultusunda dizilmesini sağlayınız. Eğer kaynak dikişinde hata varsa tozların kümelenmesinden, sapmasından ve yönünden hatanın yerini ve boyutunu belirleyiniz

96

97

98

99

100

101

102

103

104

105

106
107 Girdap Akımları (Eddy-Current) Yöntemi
108 Tahribatsız malzeme muayene yöntemlerinden biri olan Girdap Akımları Yöntemi temel olarak iletkenlerin incelenmesinin esası olan elektromagnetizmaya dayanmaktadır. Girdap akımları, elektromagnetik indüksiyon denilen proses doğrultusunda elde edilir. içerisinden akım geçen bir iletkenin etrafı bir magnetik alanla çevrilidir. Bu magnetik alanın gücü, kendini oluşturan bu akımla direkt olarak ilişkilidir. Büyüklüğü değişen bu akım, örneğin zamana bağlı olarak değişen bir alternatif akım, palslı bir magnetik alan yaratır. Şayet elektrik iletkenliğine sahip bir malzeme bu magnetik alan içerisinde bırakılırsa, malzemenin içerisinde bir gerilim indüklenir. Malzeme iletken olduğunda bu gerilim malzemenin içerisinde bir akım indükler. Bu akım Eddy current (Eddy akımı ya da Girdap Akımı) olarak bilinir
109 Eddy akımı kendini oluşturan akımın özelliklerini taşır fakat doğrultusu terstir. Malzeme yüzeyindeki eddy akımı doğrudan doğruya kendini oluşturan akımın frekansı ile ilgilidir. Bu açıdan, eddy akımının etkilediği derinlik bu frekansın artmasıyla azalacaktır. Malzeme yüzeyinden içerideki oluşan eddy akımları, yüzeyde oluşan akımların faz değişimleri ile ilişkilidir. Eddy akımları şayet çatlak, boşluk, yüzey hasarları veya hatalı kaynak birleştirmeleri gibi malzeme kusurları ile karşılasırsa, akısın olması gerektiği doğrultuda yayınamazlar. Bunun sonucunda magnetik alanda bir değişiklik oluşur, ve buna bağlı olarak test bobini de reaksiyon verir. Eddy current test prosedüründe bu kavram malzeme hatalarının tespitinde kullanılmaktadır

110 Girdap Akımları Kullanarak Hata Tespiti
111 Tahribatsız muayene olarak girdap akımlarının temel avantajlarından biri çeşitli kontrol ve ölçümlerin gerçekleştirilebilmesidir. Genel olarak, girdap akımlarının kullanım yerleri şunlardır: Çatlak Tespiti Malzeme Kalınlık Ölçümü Kaplama Kalınlığı Ölçümü iletkenlik Ölçümü Malzeme Belirleme Isı Hasarları Tespiti Doku Kalınlığı Tespiti Isıl işlem izleme
112 Avantajları Küçük çatlaklara ve diğer hatalara karsı duyarlıdır. Yüzey ve yüzeye yakın hataları tespit eder. Kontrol hemen sonuç verir. Ekipmanlar taşınabilir. Metot kusur tespitinden çok daha fazlası için kullanılabilir. Minimum parça hazırlığı gereklidir. Test problarının parçaya değmesi gerekmez. Kompleks şekillerde ve sayıda iletken malzeme kontrolünde kullanılabilir
113 Dezavantajları Sadece iletken malzemeler test edilebilir. Prob yüzeye erişebilmelidir. Diğer yöntemlerden daha kapsamlı beceri ve eğitim gerektirir. Yüzey temizliği ve pürüzsüzlük gereklidir. Limitli penetrasyon derinliği vardır. Ayar için standart referanslar gereklidir. Prob bobin sarımına ve tarama yönüne paralel olan tabakalar halinde dizilmis hatalar tespit edilemezler

114

115

116

117

118

119
120

121

122
123

124

125

126

127

128 YÜZEY KARŞILAŞTIRMA TABLOLARI

129

130
131
132
133
134

135

136

137
138 Kullanılan EN ve ISO Standardları Genel: EN Tahribatsız muayene-ultrasonik muayene: Genel kurallar EN Tahribatsız muayene-ultrasonik muayene: Hassasiyet ve aralık ayarı EN Tahribatsız muayene-ultrasonik muayene: Geçirim tekniği EN Tahribatsız muayene-ultrasonik muayene: Yüzeye dik kusurlar için muayene EN Tahribatsız muayene-ultrasonik muayene: Kusurların karakterizasyonu ve boyutlandırılması EN Tahribatsız muayene-ultrasonik muayene: Kusurların tespiti ve boyutlandırılması için için uçuş-zamanı kırınım tekniği (TOFD)
139 EN Tahribatsız muayene - Ultrasonik muayene teçhizatının karakterizasyonu ve doğrulanması - Bölüm 1: Cihazlar EN Tahribatsız muayene - Ultrasonik muayene teçhizatının karakterizasyonu ve doğrulanması - Bölüm 2: Problar EN Tahribatsız muayene - Ultrasonik muayene teçhizatının karakterizasyonu ve doğrulanması - Bölüm 3: Birleşik teçhizat EN Tahribatsız muayene - Ultrasonik muayene- Kalibrasyon bloğu No.1 için şartname EN Çelik kaynakları-kaynakların ultrasonik muayenesi için kalibrasyon bloğu No.2
140 Kaynaklar: EN Kaynakların tahribatsız muayenesi-kaynaklı birleştirmelerin ultrasonik muayenesi-kabul seviyeleri EN Kaynakların tahribatsız muayenesi-ultrasonik muayene-kaynaklardaki belirtilerin karakterizasyonu EN Kaynakların tahribatsız muayenesi-kaynaklı birleştirmelerin ultrasonik muayenesi Dökümler: EN Döküm-Ultrasonik muayene-bölüm 1: Genel amaçlı çelik dökümler EN Döküm-Ultrasonik muayene-bölüm 2: Yüksek gerilmelere maruz kalacak çelik döküm bileşenler EN Döküm-Ultrasonik muayene-bölüm 3: Küresel grafitli demir dökümler
141 Çelik dövmeler: EN Çelik dövmelerin tahribatsız muayenesi-bölüm 3: Ferritik veya martensitik çelik dömelerin ultrasonik muayenesi EN Çelik dövmelerin tahribatsız muayenesi-bölüm 4: Östenitik ve östenitik-ferritik paslanmaz çelik dömelerin ultrasonik muayenesi Çelik borular: EN Toz altı kaynağı yapılmış çelik borularda boyuna ve/veya enine kusurların tespiti için otomatik ultrasonik muayene Çelik çubuklar: EN Tahribatsız muayene-çelik çubukların ultrasonik muayenesi
142 kaynaklar Deutsch, V.; Platte, M.; Vogt, M. (1997): Ultraschallprüfung Grundlagen und industrielle Anwendung, Heidelberg, Springer Verlag Dobler, H.-D. (2003): Fachkunde Metall, 52. Auflage, Verlag Europa Lehrmittel
TMM. Teknik Bilgi TAHRİBATSIZ MALZEME MUAYENE. Giriş. Tahribatsız Malzeme Muayene San.ve Tic.Ltd.Şti Non-Destructive Inspection Co.
 Giriş TAHRİBATSIZ MALZEME MUAYENE Yaşantımız boyunca, seyahat ederken, televizyon seyrederken veyahut imalatta sorunsuz çalışan sistemler bekleriz. Çoğu zaman da hayatlarımızı emanet ettiğimiz ve gün geçtikçe
Giriş TAHRİBATSIZ MALZEME MUAYENE Yaşantımız boyunca, seyahat ederken, televizyon seyrederken veyahut imalatta sorunsuz çalışan sistemler bekleriz. Çoğu zaman da hayatlarımızı emanet ettiğimiz ve gün geçtikçe
Tahribatsız Muayene Yöntemleri
 Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
TMM. Teknik Bilgi. Tahribatsız Malzeme Muayene San.ve Tic.Ltd.Şti Non-Destructive Inspection Co. 20.08.2007
 Magnetik Partikül Çatlak Kontrolü ve Demagnetizasyon Giriş Magnetik Partikül yöntemi 100 yıla yakın bir süredir endüstriyel anlamda yüzey ve yüzey altı hataların muayenesinde kullanılmaktadır. 1930 yıllarından
Magnetik Partikül Çatlak Kontrolü ve Demagnetizasyon Giriş Magnetik Partikül yöntemi 100 yıla yakın bir süredir endüstriyel anlamda yüzey ve yüzey altı hataların muayenesinde kullanılmaktadır. 1930 yıllarından
: Bilgisayar Mühendisliği. Genel Fizik II
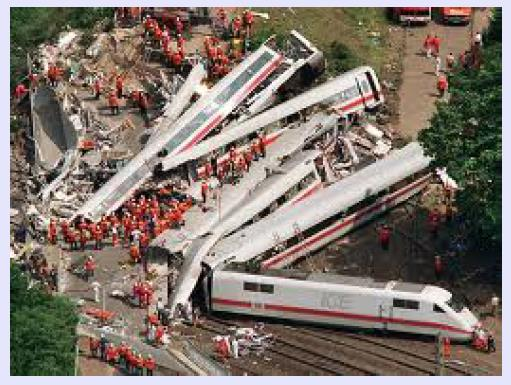
 Ad Soyadı Şube No : Fahri Dönmez : TBIL-104-03 Öğrenci No : 122132151 Bölüm : Bilgisayar Mühendisliği Genel Fizik II HIZLI TRENLERİN YAVAŞLAMASINI VE DURMASINI SAĞLAYAN FREN SİSTEMİNDE MANYETİK KUVVETLERİN
Ad Soyadı Şube No : Fahri Dönmez : TBIL-104-03 Öğrenci No : 122132151 Bölüm : Bilgisayar Mühendisliği Genel Fizik II HIZLI TRENLERİN YAVAŞLAMASINI VE DURMASINI SAĞLAYAN FREN SİSTEMİNDE MANYETİK KUVVETLERİN
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
DÖVME VE DÖKÜM MALZEMELERİN MAGNETİK PARTİKÜL ÇATLAK KONTROL TESTLERİNDE AC VE DC DEMAGNETİZASYON UYGULAMALARI
 DÖVME VE DÖKÜM MALZEMELERİN MAGNETİK PARTİKÜL ÇATLAK KONTROL TESTLERİNDE VE DC DEMAGNETİZASYON UYGULAMALARI AND DC DEMAGNEZITION APPLICATIONS IN THE MAGNETIC PARTICLE CRK DETECTION TESTS OF FORGING AND
DÖVME VE DÖKÜM MALZEMELERİN MAGNETİK PARTİKÜL ÇATLAK KONTROL TESTLERİNDE VE DC DEMAGNETİZASYON UYGULAMALARI AND DC DEMAGNEZITION APPLICATIONS IN THE MAGNETIC PARTICLE CRK DETECTION TESTS OF FORGING AND
u E M 1 UYGULAMALI EĞİTİM MERKEZİ TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi
 UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
TAHRİBATSIZ MUAYENE DENEY FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 10) Ultrasonik
BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 10) Ultrasonik
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Malzeme Üretim Laboratuarı I Deney Föyü TAHRİBATSIZ MUAYENE. DENEYİN ADI: Ultrasonik Muayene
 DENEYİN ADI: Ultrasonik Muayene MALZEME BİLİMİ VE MÜHENDİSLİĞİ DENEYİN AMACI: Bu deneyin amacı; ultrasonik muayene yöntemini ve önemini tanıtmak, ultrasonik muayene yöntemi ile hata saptanması, boyut kontrolü
DENEYİN ADI: Ultrasonik Muayene MALZEME BİLİMİ VE MÜHENDİSLİĞİ DENEYİN AMACI: Bu deneyin amacı; ultrasonik muayene yöntemini ve önemini tanıtmak, ultrasonik muayene yöntemi ile hata saptanması, boyut kontrolü
Manyetik Alan. Manyetik Akı. Manyetik Akı Yoğunluğu. Ferromanyetik Malzemeler. B-H eğrileri (Hysteresis)
") Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ TAHRİBATSIZ MUAYENE ANKARA,2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ TAHRİBATSIZ MUAYENE ANKARA,2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
 Endüstriyel Sensörler ve Uygulama Alanları Kalite kontrol amaçlı ölçme sistemleri, üretim ve montaj hatlarında imalat sürecinin en önemli aşamalarındandır. Günümüz teknolojisi mükemmelliği ve üretimdeki
Endüstriyel Sensörler ve Uygulama Alanları Kalite kontrol amaçlı ölçme sistemleri, üretim ve montaj hatlarında imalat sürecinin en önemli aşamalarındandır. Günümüz teknolojisi mükemmelliği ve üretimdeki
Tahribatsız Muayeneye Giriş ( Nondestructive Testing NDT )
") Tahribatsız Muayeneye Giriş ( Nondestructive Testing NDT ) Genel Başlıklar NDT ye Giriş En Yaygın Altı NDT Metoduna Genel Bakış Uygulama Örnekleri Yetki ve Eğitim NDT nin Tanımı Malzemelerin bazı karakteristik
Tahribatsız Muayeneye Giriş ( Nondestructive Testing NDT ) Genel Başlıklar NDT ye Giriş En Yaygın Altı NDT Metoduna Genel Bakış Uygulama Örnekleri Yetki ve Eğitim NDT nin Tanımı Malzemelerin bazı karakteristik
Elektrik ve Magnetizma
 Elektrik ve Magnetizma 1.1. Biot-Sawart yasası Üzerinden akım geçen, herhangi bir biçime sahip iletken bir tel tarafından bir P noktasında üretilen magnetik alan şiddeti H iletkeni oluşturan herbir parçanın
Elektrik ve Magnetizma 1.1. Biot-Sawart yasası Üzerinden akım geçen, herhangi bir biçime sahip iletken bir tel tarafından bir P noktasında üretilen magnetik alan şiddeti H iletkeni oluşturan herbir parçanın
Bu konuda cevap verilecek sorular?
 MANYETİK ALAN Bu konuda cevap verilecek sorular? 1. Manyetik alan nedir? 2. Maddeler manyetik özelliklerine göre nasıl sınıflandırılır? 3. Manyetik alanın varlığı nasıl anlaşılır? 4. Mıknatısın manyetik
MANYETİK ALAN Bu konuda cevap verilecek sorular? 1. Manyetik alan nedir? 2. Maddeler manyetik özelliklerine göre nasıl sınıflandırılır? 3. Manyetik alanın varlığı nasıl anlaşılır? 4. Mıknatısın manyetik
MANYETIZMA. Manyetik Alan ve Manyetik Alan Kaynakları
 MANYETIZMA Manyetik Alan ve Manyetik Alan Kaynakları MAGNETİZMA Mıknatıs ve Özellikleri Magnetit adı verilen Fe 3 O 4 (demir oksit) bileşiği doğal bir mıknatıstır ve ilk olarak Manisa yakınlarında bulunduğu
MANYETIZMA Manyetik Alan ve Manyetik Alan Kaynakları MAGNETİZMA Mıknatıs ve Özellikleri Magnetit adı verilen Fe 3 O 4 (demir oksit) bileşiği doğal bir mıknatıstır ve ilk olarak Manisa yakınlarında bulunduğu
Bölüm 7. Manyetik Alan ve. Manyetik Kuvvet. Copyright 2008 Pearson Education Inc., publishing as Pearson Addison-Wesley
 Bölüm 7 Manyetik Alan ve Manyetik Kuvvet Hedef Öğretiler Manyetik Kuvvet Manyetik Alan ve Manyetik Akı Manyetik Alanda Yüklerin hareketi Yarıiletkenlerde Manyetik Kuvvet hesabı Manyetik Tork Elektrik Motor
Bölüm 7 Manyetik Alan ve Manyetik Kuvvet Hedef Öğretiler Manyetik Kuvvet Manyetik Alan ve Manyetik Akı Manyetik Alanda Yüklerin hareketi Yarıiletkenlerde Manyetik Kuvvet hesabı Manyetik Tork Elektrik Motor
TMMOB Makina Mühendisleri Odası Uygulamalı Eğitim Merkezi-Bursa
 TMMOB MAKİNA MÜHENDİSLERİ ODASI MMO TMEM MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II EĞİTİMLERİ MMO PBK MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II SINAVLARI Eğitimin Amacı Eğitimin amacı,
TMMOB MAKİNA MÜHENDİSLERİ ODASI MMO TMEM MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II EĞİTİMLERİ MMO PBK MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II SINAVLARI Eğitimin Amacı Eğitimin amacı,
ANATEST Kalite Kontrol ve NDT Cihazları Ltd. Şti. NİLTİM ZER Plaza 638. Sk. No: 1/C Nilüfer/BURSA.
 ANATEST EĞİTİM VE SINAV MERKEZİ GÜVENLİĞİNİZ VE BAŞARINIZ İÇİN PROFESYONEL HİZMETLER ANATEST Kalite Kontrol ve NDT Cihazları Ltd. Şti. NİLTİM ZER Plaza 638. Sk. No: 1/C Nilüfer/BURSA Tel: +90 224 441 02
ANATEST EĞİTİM VE SINAV MERKEZİ GÜVENLİĞİNİZ VE BAŞARINIZ İÇİN PROFESYONEL HİZMETLER ANATEST Kalite Kontrol ve NDT Cihazları Ltd. Şti. NİLTİM ZER Plaza 638. Sk. No: 1/C Nilüfer/BURSA Tel: +90 224 441 02
MESAFE VE KONUM ALGILAYICILARI
 MESAFE VE KONUM ALGILAYICILARI Mesafe (veya yer değiştirme) algılayıcıları birçok farklı türde ölçüm sistemini temel alabilir. Temassız tip mesafe algılayıcıları imalat sanayinde geniş kullanım alanına
MESAFE VE KONUM ALGILAYICILARI Mesafe (veya yer değiştirme) algılayıcıları birçok farklı türde ölçüm sistemini temel alabilir. Temassız tip mesafe algılayıcıları imalat sanayinde geniş kullanım alanına
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ
 YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ Zafer TUĞCU 1, Gökhan ÖZTÜRK 1, Abidin YILDIRIM 2, Dr. Murat TOSUN 2 1 TMMOB Makina Mühendisleri Odası İstanbul Şubesi Muayene
YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ Zafer TUĞCU 1, Gökhan ÖZTÜRK 1, Abidin YILDIRIM 2, Dr. Murat TOSUN 2 1 TMMOB Makina Mühendisleri Odası İstanbul Şubesi Muayene
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
7.DENEY RAPORU AKIM GEÇEN TELE ETKİYEN MANYETİK KUVVETLERİN ÖLÇÜMÜ
 7.DENEY RAPORU AKIM GEÇEN TELE ETKİYEN MANYETİK KUVVETLERİN ÖLÇÜMÜ Arş. Gör. Ahmet POLATOĞLU Fizik II-Elektrik Laboratuvarı 9 Mart 2018 DENEY RAPORU DENEYİN ADI: Akım Geçen Tele Etkiyen Manyetik Kuvvetlerin
7.DENEY RAPORU AKIM GEÇEN TELE ETKİYEN MANYETİK KUVVETLERİN ÖLÇÜMÜ Arş. Gör. Ahmet POLATOĞLU Fizik II-Elektrik Laboratuvarı 9 Mart 2018 DENEY RAPORU DENEYİN ADI: Akım Geçen Tele Etkiyen Manyetik Kuvvetlerin
Nükleer Tekniklerin Endüstriyel Uygulamalarında Radyasyondan Korunma. Prof.Dr.Ali Nezihi BİLGE İstanbul Bilgi Üniversitesi
 Nükleer Tekniklerin Endüstriyel Uygulamalarında Radyasyondan Korunma Prof.Dr.Ali Nezihi BİLGE İstanbul Bilgi Üniversitesi Endüstride Nükleer Teknikler Radyoaktif izleyiciler Radyasyonla Ölçüm Cihazları
Nükleer Tekniklerin Endüstriyel Uygulamalarında Radyasyondan Korunma Prof.Dr.Ali Nezihi BİLGE İstanbul Bilgi Üniversitesi Endüstride Nükleer Teknikler Radyoaktif izleyiciler Radyasyonla Ölçüm Cihazları
ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ FİZİK II LABORATUVARI DENEY 2 TRANSFORMATÖRLER
 ELEKTRİK ELEKTROİK MÜHEDİSLİĞİ FİZİK LABORATUVAR DEEY TRASFORMATÖRLER . Amaç: Bu deneyde:. Transformatörler yüksüz durumdayken giriş ve çıkış gerilimleri gözlenecek,. Transformatörler yüklü durumdayken
ELEKTRİK ELEKTROİK MÜHEDİSLİĞİ FİZİK LABORATUVAR DEEY TRASFORMATÖRLER . Amaç: Bu deneyde:. Transformatörler yüksüz durumdayken giriş ve çıkış gerilimleri gözlenecek,. Transformatörler yüklü durumdayken
Bölüm 9 ELEKTROMANYETİK İNDÜKSİYON. Copyright 2008 Pearson Education Inc., publishing as Pearson Addison-Wesley
 Bölüm 9 ELEKTROMANYETİK İNDÜKSİYON Hedef Öğretiler Faraday Kanunu Lenz kanunu Hareke bağlı EMK İndüksiyon Elektrik Alan Maxwell denklemleri ve uygulamaları Giriş Pratikte Mıknatısın hareketi akım oluşmasına
Bölüm 9 ELEKTROMANYETİK İNDÜKSİYON Hedef Öğretiler Faraday Kanunu Lenz kanunu Hareke bağlı EMK İndüksiyon Elektrik Alan Maxwell denklemleri ve uygulamaları Giriş Pratikte Mıknatısın hareketi akım oluşmasına
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi»
 «Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
TAHRİBATSIZ MUAYENE DENEY FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 1a) Ultrasonik
BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 1a) Ultrasonik
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Fizik II Elektrik ve Manyetizma Faraday Yasası
 Ders Hakkında Fizik-II Elektrik ve Manyetizma Dersinin Amacı Bu dersin amacı, fen ve mühendislik öğrencilerine elektrik ve manyetizmanın temel kanunlarını lisans düzeyinde öğretmektir. Dersin İçeriği Hafta
Ders Hakkında Fizik-II Elektrik ve Manyetizma Dersinin Amacı Bu dersin amacı, fen ve mühendislik öğrencilerine elektrik ve manyetizmanın temel kanunlarını lisans düzeyinde öğretmektir. Dersin İçeriği Hafta
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Yüzey Pürüzlülüğünün Tanımı Bir parçanın yüzey özellikleri, parçanın ilgili bir yüzeyinin dik kesitinin büyültülerek çizilmiş resmi üzerinde incelenir. Endüstriyel Ölçme
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Yüzey Pürüzlülüğünün Tanımı Bir parçanın yüzey özellikleri, parçanın ilgili bir yüzeyinin dik kesitinin büyültülerek çizilmiş resmi üzerinde incelenir. Endüstriyel Ölçme
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Mıknatıs Çeşitleri 1. Doğal mıknatıs: 2. Yapay mıknatıs: 3. Elektromıknatıs:
 MIKNATIS Magnetik adı verilen demir oksit (Fe 3 O 4 ) bileşiği tabii bir mıknatıs olarak bilinir. Demir, nikel, kobalt gibi maddeleri çekme özelliği gösteren cisimlere mıknatıs denir. 2 Mıknatıs Çeşitleri
MIKNATIS Magnetik adı verilen demir oksit (Fe 3 O 4 ) bileşiği tabii bir mıknatıs olarak bilinir. Demir, nikel, kobalt gibi maddeleri çekme özelliği gösteren cisimlere mıknatıs denir. 2 Mıknatıs Çeşitleri
BAKIM KONTROLÜNDE YENİ İMKANLAR
 BAKIM KONTROLÜNDE YENİ İMKANLAR Yükselen işletme giderleri makine ve teçhizat fiyatları, yatırım malzemelerinin ömrünü ve verimliliklerini artırmaya zorlamaktadır. Bu da, daha sık ve dikkatli bakim çalışmalarını
BAKIM KONTROLÜNDE YENİ İMKANLAR Yükselen işletme giderleri makine ve teçhizat fiyatları, yatırım malzemelerinin ömrünü ve verimliliklerini artırmaya zorlamaktadır. Bu da, daha sık ve dikkatli bakim çalışmalarını
ULTRASONİK MUAYENE YÖNTEMİ
 ULTRASONİK MUAYENE YÖNTEMİ 04.05.2016 1 04.05.2016 2 Yüksek frekanslı ses dalgalarıyla malzeme kontrol yöntemidir. Malzeme içine gönderilen yüksek frekanslı ses dalgaları ses yolu üzerinde bir engele çarparlarsa
ULTRASONİK MUAYENE YÖNTEMİ 04.05.2016 1 04.05.2016 2 Yüksek frekanslı ses dalgalarıyla malzeme kontrol yöntemidir. Malzeme içine gönderilen yüksek frekanslı ses dalgaları ses yolu üzerinde bir engele çarparlarsa
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
X IŞINLARININ NİTELİĞİ VE MİKTARI
 X IŞINLARININ NİTELİĞİ VE MİKTARI X IŞINI MİKTARINI ETKİLEYENLER X-ışınlarının miktarı Röntgen (R) ya da miliröntgen (mr) birimleri ile ölçülmektedir. Bu birimlerle ifade edilen değerler ışın yoğunluğu
X IŞINLARININ NİTELİĞİ VE MİKTARI X IŞINI MİKTARINI ETKİLEYENLER X-ışınlarının miktarı Röntgen (R) ya da miliröntgen (mr) birimleri ile ölçülmektedir. Bu birimlerle ifade edilen değerler ışın yoğunluğu
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
EŞ POTANSİYEL VE ELEKTRİK ALAN ÇİZGİLERİ. 1. Zıt yükle yüklenmiş iki iletkenin oluşturduğu eş potansiyel çizgileri araştırıp bulmak.
 EŞ POTANSİYEL VE ELEKTRİK ALAN ÇİZGİLERİ AMAÇ: 1. Zıt yükle yüklenmiş iki iletkenin oluşturduğu eş potansiyel çizgileri araştırıp bulmak. 2. Bu eş potansiyel çizgileri kullanarak elektrik alan çizgilerinin
EŞ POTANSİYEL VE ELEKTRİK ALAN ÇİZGİLERİ AMAÇ: 1. Zıt yükle yüklenmiş iki iletkenin oluşturduğu eş potansiyel çizgileri araştırıp bulmak. 2. Bu eş potansiyel çizgileri kullanarak elektrik alan çizgilerinin
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
RADYOLOJİDE KALİTE KONTROL VE KALİBRASYONUN ÖNEMİ ÖĞR. GÖR. GÜRDOĞAN AYDIN İLKE EĞİTİM VE SAĞLIK VAKFI KAPADOKYA MYO TIBBİ GÖRÜNTÜLEME PRG.
 RADYOLOJİDE KALİTE KONTROL VE KALİBRASYONUN ÖNEMİ ÖĞR. GÖR. GÜRDOĞAN AYDIN İLKE EĞİTİM VE SAĞLIK VAKFI KAPADOKYA MYO TIBBİ GÖRÜNTÜLEME PRG. RÖNTGENCİ??? RÖNTGENCİ??? RÖNTGENCİ??? RÖNTGENCİ??? R Ö N T G
RADYOLOJİDE KALİTE KONTROL VE KALİBRASYONUN ÖNEMİ ÖĞR. GÖR. GÜRDOĞAN AYDIN İLKE EĞİTİM VE SAĞLIK VAKFI KAPADOKYA MYO TIBBİ GÖRÜNTÜLEME PRG. RÖNTGENCİ??? RÖNTGENCİ??? RÖNTGENCİ??? RÖNTGENCİ??? R Ö N T G
Alternatif Akım Devre Analizi
 Alternatif Akım Devre Analizi Öğr.Gör. Emre ÖZER Alternatif Akımın Tanımı Zamaniçerisindeyönüveşiddeti belli bir düzen içerisinde (periyodik) değişen akıma alternatif akımdenir. En bilinen alternatif akım
Alternatif Akım Devre Analizi Öğr.Gör. Emre ÖZER Alternatif Akımın Tanımı Zamaniçerisindeyönüveşiddeti belli bir düzen içerisinde (periyodik) değişen akıma alternatif akımdenir. En bilinen alternatif akım
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Sensörler. Yrd.Doç.Dr. İlker ÜNAL
 Sensörler Yrd.Doç.Dr. İlker ÜNAL İçerik Algılama Teknolojisi Algılama Mekanizması Uygun Sensör SENSÖR SİSTEMİ Ölçme ve Kontrol Sistemi Transdüser ve Sensör Kavramı Günlük hayatımızda ısı, ışık, basınç
Sensörler Yrd.Doç.Dr. İlker ÜNAL İçerik Algılama Teknolojisi Algılama Mekanizması Uygun Sensör SENSÖR SİSTEMİ Ölçme ve Kontrol Sistemi Transdüser ve Sensör Kavramı Günlük hayatımızda ısı, ışık, basınç
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-4 Kondansatörler ve Bobinler
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-4 Kondansatörler ve Bobinler Kondansatörler Kondansatör, elektronların kutuplanarak elektriksel yükü elektrik alanın içerisinde depolayabilme
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-4 Kondansatörler ve Bobinler Kondansatörler Kondansatör, elektronların kutuplanarak elektriksel yükü elektrik alanın içerisinde depolayabilme
100 TL/adet ISO TL/adet Metalik Malzemelerde. Standard Specification. 200 TL/adet 99. Elyaf takviyeli plâstik.
 Güncelleme: 06.07.2014 Deney Adı Metod / Standart Standart Adı Fiyatı Kapsam / Kapasite Eğme TS 205-1 EN ISO 7438 Eğme deneyi Metalik Malzemelerde 5173 2010 Kaynak Dikişleri A1 2011 Üzerinde Tahribatlı
Güncelleme: 06.07.2014 Deney Adı Metod / Standart Standart Adı Fiyatı Kapsam / Kapasite Eğme TS 205-1 EN ISO 7438 Eğme deneyi Metalik Malzemelerde 5173 2010 Kaynak Dikişleri A1 2011 Üzerinde Tahribatlı
ELEKTRİKSEL EYLEYİCİLER
 ELEKTRİKSEL EYLEYİCİLER Eyleyiciler (Aktuatörler) Bir cismi hareket ettiren veya kontrol eden mekanik cihazlara denir. Elektrik motorları ve elektrikli sürücüler Hidrolik sürücüler Pinomatik sürücüler
ELEKTRİKSEL EYLEYİCİLER Eyleyiciler (Aktuatörler) Bir cismi hareket ettiren veya kontrol eden mekanik cihazlara denir. Elektrik motorları ve elektrikli sürücüler Hidrolik sürücüler Pinomatik sürücüler
Bölüm 1 Maddenin Yapısı ve Radyasyon. Prof. Dr. Bahadır BOYACIOĞLU
 Bölüm 1 Maddenin Yapısı ve Radyasyon Prof. Dr. Bahadır BOYACIOĞLU İÇİNDEKİLER X-ışınlarının elde edilmesi X-ışınlarının Soğrulma Mekanizması X-ışınlarının özellikleri X-ışını cihazlarının parametreleri
Bölüm 1 Maddenin Yapısı ve Radyasyon Prof. Dr. Bahadır BOYACIOĞLU İÇİNDEKİLER X-ışınlarının elde edilmesi X-ışınlarının Soğrulma Mekanizması X-ışınlarının özellikleri X-ışını cihazlarının parametreleri
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Kasetin arka yüzeyi filmin yerleştirildiği kapaktır. Bu kapakların farklı farklı kapanma mekanizmaları vardır. Bu taraf ön yüzeyin tersine atom
 KASET Röntgen filmi kasetleri; radyografi işlemi sırasında filmin ışık almasını önleyen ve ranforsatör-film temasını sağlayan metal kutulardır. Özel kilitli kapakları vardır. Kasetin röntgen tüpüne bakan
KASET Röntgen filmi kasetleri; radyografi işlemi sırasında filmin ışık almasını önleyen ve ranforsatör-film temasını sağlayan metal kutulardır. Özel kilitli kapakları vardır. Kasetin röntgen tüpüne bakan
ECONINS MÜHENDİSLİK VE KALİTE HİZMETLERİ MART 2018 BÜLTEN YÜKSEK BASINÇTA HİDROSTATİK TESTLER
 ECONINS MÜHENDİSLİK VE KALİTE HİZMETLERİ MART 2018 BÜLTEN YÜKSEK BASINÇTA HİDROSTATİK TESTLER İşletmelerinizdeki boru devreleri ve basınçlı kaplarda özel basınç isteklerinde yanınızdayız. Basınç talebiniz
ECONINS MÜHENDİSLİK VE KALİTE HİZMETLERİ MART 2018 BÜLTEN YÜKSEK BASINÇTA HİDROSTATİK TESTLER İşletmelerinizdeki boru devreleri ve basınçlı kaplarda özel basınç isteklerinde yanınızdayız. Basınç talebiniz
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Fiz 1012 Ders 6 Manyetik Alanlar.
 Fiz 1012 Ders 6 Manyetik Alanlar Manyetik Alan Manyetik Alan Çizgileri Manyetik Alan İçinde Hareket Eden Elektrik Yükü Akım Taşıyan Bir İletken Üzerine Etki Manyetik Kuvvet http://kisi.deu.edu.tr/mehmet.tarakci/
Fiz 1012 Ders 6 Manyetik Alanlar Manyetik Alan Manyetik Alan Çizgileri Manyetik Alan İçinde Hareket Eden Elektrik Yükü Akım Taşıyan Bir İletken Üzerine Etki Manyetik Kuvvet http://kisi.deu.edu.tr/mehmet.tarakci/
LABORATUVAR I TAHRİBATSIZ MALZEME MUAYENELERİ. Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN. Giriş:
 LABORATUVAR I TAHRİBATSIZ MALZEME MUAYENELERİ Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN Giriş: Tahribatsız malzeme muayeneleri ile malzemelerin imalat esnasında veya belli bir süre kullandıktan sonra örneğin korozyon
LABORATUVAR I TAHRİBATSIZ MALZEME MUAYENELERİ Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN Giriş: Tahribatsız malzeme muayeneleri ile malzemelerin imalat esnasında veya belli bir süre kullandıktan sonra örneğin korozyon
Bölüm 4 Doğru Akım Devreleri. Prof. Dr. Bahadır BOYACIOĞLU
 Bölüm 4 Doğru Akım Devreleri Prof. Dr. Bahadır BOYACIOĞLU Doğru Akım Devreleri Elektrik Akımı Direnç ve Ohm Yasası Elektromotor Kuvvet (EMK) Kirchoff un Akım Kuralı Kirchoff un İlmek Kuralı Seri ve Paralel
Bölüm 4 Doğru Akım Devreleri Prof. Dr. Bahadır BOYACIOĞLU Doğru Akım Devreleri Elektrik Akımı Direnç ve Ohm Yasası Elektromotor Kuvvet (EMK) Kirchoff un Akım Kuralı Kirchoff un İlmek Kuralı Seri ve Paralel
Elektrostatik Elektrik Alan Elektrik Akı Kondansatör. Kaynak : Serway-Beichner Bölüm 23, 24, 26
 Elektrostatik Elektrik Alan Elektrik Akı Kondansatör Kaynak : Serway-Beichner Bölüm 23, 24, 26 İndüksiyon Nötr Maddenin indüksiyon yoluyla yüklenmesi (Bir yük türünün diğer yük türüne göre daha fazla olması)
Elektrostatik Elektrik Alan Elektrik Akı Kondansatör Kaynak : Serway-Beichner Bölüm 23, 24, 26 İndüksiyon Nötr Maddenin indüksiyon yoluyla yüklenmesi (Bir yük türünün diğer yük türüne göre daha fazla olması)
Sensörler. Yrd.Doç.Dr. İlker ÜNAL
 Sensörler Yrd.Doç.Dr. İlker ÜNAL MANYETİK SENSÖRLER VE TRANSDÜSERLER Bir tel bobin haline getirilip içinden akım geçirilirse, bu bobinin içinde ve çevresinde manyetik alan oluşur. Bu manyetik alan gözle
Sensörler Yrd.Doç.Dr. İlker ÜNAL MANYETİK SENSÖRLER VE TRANSDÜSERLER Bir tel bobin haline getirilip içinden akım geçirilirse, bu bobinin içinde ve çevresinde manyetik alan oluşur. Bu manyetik alan gözle
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Aşağıdaki formülden bulunabilir. S16-Kesiti S1=0,20 mm²,uzunluğu L1=50 m,özdirenci φ=1,1 olan krom-nikel telin direnci kaç ohm dur? R1=?
 S1-5 kw lık bir elektrik cihazı 360 dakika süresince çalıştırılacaktır. Bu elektrik cihazının yaptığı işi hesaplayınız. ( 1 saat 60 dakikadır. ) A-30Kwh B-50 Kwh C-72Kwh D-80Kwh S2-400 miliwatt kaç Kilowatt
S1-5 kw lık bir elektrik cihazı 360 dakika süresince çalıştırılacaktır. Bu elektrik cihazının yaptığı işi hesaplayınız. ( 1 saat 60 dakikadır. ) A-30Kwh B-50 Kwh C-72Kwh D-80Kwh S2-400 miliwatt kaç Kilowatt
ELEKTRĐK MOTORLARI ve SÜRÜCÜLERĐ DERS 01
 DERS 01 Özer ŞENYURT Mart 10 1 DA ELEKTRĐK MAKĐNALARI Doğru akım makineleri mekanik enerjiyi doğru akım elektrik enerjisine çeviren (dinamo) ve doğru akım elektrik enerjisini mekanik enerjiye çeviren (motor)
DERS 01 Özer ŞENYURT Mart 10 1 DA ELEKTRĐK MAKĐNALARI Doğru akım makineleri mekanik enerjiyi doğru akım elektrik enerjisine çeviren (dinamo) ve doğru akım elektrik enerjisini mekanik enerjiye çeviren (motor)
Tablo 1. Tahribatsız muayene deneylerinin makina mühendisliği endüstrisinde uygulama alanları. Uygulama Alanı İşlevi Uygulama Örnekleri
 TAHRIBATSIZ MUAYENE Tahribatsız malzeme muayene, kalite kontrolün en önemli bir bölümü olup, üretimin tamamlayıcı son kısmıdır. Tahribatsız muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
TAHRIBATSIZ MUAYENE Tahribatsız malzeme muayene, kalite kontrolün en önemli bir bölümü olup, üretimin tamamlayıcı son kısmıdır. Tahribatsız muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Faraday Yasası. 31. Bölüm
 Faraday Yasası 31. Bölüm 1. Faraday İndüksiyon Yasası Faraday ve Henri: Değişen manyetik alanlar da emk (dolayısıyla akım) oluşturur. Şekilde görüldüğü gibi akım ile değişen manyetik alan arasında bir
Faraday Yasası 31. Bölüm 1. Faraday İndüksiyon Yasası Faraday ve Henri: Değişen manyetik alanlar da emk (dolayısıyla akım) oluşturur. Şekilde görüldüğü gibi akım ile değişen manyetik alan arasında bir
Manyetizma Test Çözümleri. Test 1'in Çözümleri 4. N S N S 1. X. Mıknatıslar arasındaki manyetik kuvvet;
 3 Manyetizma Test Çözümleri 1 Test 1'in Çözümleri 4. 1. X 1 2 3 4 Manyetik alan çizgileri kutup şiddeti ile doğru orantılıdır. 4 numaralı kutuptan çıkan çizgi sayısı 1 den çıkan çizgi sayısından az olduğu
3 Manyetizma Test Çözümleri 1 Test 1'in Çözümleri 4. 1. X 1 2 3 4 Manyetik alan çizgileri kutup şiddeti ile doğru orantılıdır. 4 numaralı kutuptan çıkan çizgi sayısı 1 den çıkan çizgi sayısından az olduğu
Bilgisayarlı Radyografi (Korozyon Tarama)
") Bilgisayarlı Radyografi (Korozyon Tarama) Maruf ERÇELTİK Genel Müdür Bilge AYAN Teknik Uyg. Yön. Erma Teknik Malzeme Tic. San. Ltd. Şti. 10.08.2011 www.ermateknik.com.tr 1 SUNUMUN ĠÇERĠĞĠ 1.Bilgisayarlı
Bilgisayarlı Radyografi (Korozyon Tarama) Maruf ERÇELTİK Genel Müdür Bilge AYAN Teknik Uyg. Yön. Erma Teknik Malzeme Tic. San. Ltd. Şti. 10.08.2011 www.ermateknik.com.tr 1 SUNUMUN ĠÇERĠĞĠ 1.Bilgisayarlı
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
EGZOZ SUPAPLARINDA GİRDAP AKIMLARI İLE YÜZEYSEL ÇATLAK KONTROL UYGULAMALARI
 EGZOZ SUPAPLARINDA GİRDAP AKIMLARI İLE YÜZEYSEL ÇATLAK KONTROL UYGULAMALARI Hakan GÜNAY TMM LTD ŞTİ, Gemlik - Bursa ÖZET Teknolojik gelişmelerle birlikte supap imalatı endüstrisinde, benzinli ve diesel
EGZOZ SUPAPLARINDA GİRDAP AKIMLARI İLE YÜZEYSEL ÇATLAK KONTROL UYGULAMALARI Hakan GÜNAY TMM LTD ŞTİ, Gemlik - Bursa ÖZET Teknolojik gelişmelerle birlikte supap imalatı endüstrisinde, benzinli ve diesel
FİZİK-II DERSİ LABORATUVARI ( FL 2 5 )
") FİZİK-II DERSİ LABORATUVARI ( FL 2 5 ) EŞ POTANSİYEL VE ELEKTRİK ALAN ÇİZGİLERİ AMAÇ: 1. Zıt yükle yüklenmiş iki iletkenin oluşturduğu eş potansiyel çizgileri araştırıp bulmak. 2. Bu eş potansiyel çizgileri
FİZİK-II DERSİ LABORATUVARI ( FL 2 5 ) EŞ POTANSİYEL VE ELEKTRİK ALAN ÇİZGİLERİ AMAÇ: 1. Zıt yükle yüklenmiş iki iletkenin oluşturduğu eş potansiyel çizgileri araştırıp bulmak. 2. Bu eş potansiyel çizgileri
Enerji Verimliliği ve İndüksiyon Ocaklarının Değerlendirilmesi. Yrd. Doç. Dr. Halil Murat Ünver Kırıkkale Üniversitesi
 Enerji Verimliliği ve İndüksiyon Ocaklarının Değerlendirilmesi Yrd. Doç. Dr. Halil Murat Ünver Kırıkkale Üniversitesi Giriş İndüksiyonla Isıtma Prensipleri Bilindiği üzere, iletken malzemenin değişken
Enerji Verimliliği ve İndüksiyon Ocaklarının Değerlendirilmesi Yrd. Doç. Dr. Halil Murat Ünver Kırıkkale Üniversitesi Giriş İndüksiyonla Isıtma Prensipleri Bilindiği üzere, iletken malzemenin değişken
9. Güç ve Enerji Ölçümü
 9. Güç ve Enerji Ölçümü Güç ve Güç Ölçümü: Doğru akım devrelerinde, sürekli halde sadece direnç etkisi mevcuttur. Bu yüzden doğru akım devrelerinde sadece dirence ait olan güçten bahsedilir. Sürekli halde
9. Güç ve Enerji Ölçümü Güç ve Güç Ölçümü: Doğru akım devrelerinde, sürekli halde sadece direnç etkisi mevcuttur. Bu yüzden doğru akım devrelerinde sadece dirence ait olan güçten bahsedilir. Sürekli halde
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
ELEKTRİK MAKİNALARINDA MANYETİK ALANLAR
 DENEY-1 ELEKTRİK MAKİNALARINDA MANYETİK ALANLAR ELEKTRİK MAKİNALARI Elektrik Makinaları elektrik enerjisini mekanik enerjiye veya mekanik enerjiyi elektrik enerjisine dönüştüren cihazlardır. Transformatörler,
DENEY-1 ELEKTRİK MAKİNALARINDA MANYETİK ALANLAR ELEKTRİK MAKİNALARI Elektrik Makinaları elektrik enerjisini mekanik enerjiye veya mekanik enerjiyi elektrik enerjisine dönüştüren cihazlardır. Transformatörler,
Hareket halindeki elektrik yüklerinin oluşturduğu bir sistem düşünelim. Belirli bir bölgede net bir yük akışı olduğunda, akımın mevcut olduğu
 Akım ve Direnç Elektriksel olaylarla ilgili buraya kadar yaptığımız tartışmalar durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik yüklerinin hareket halinde olduğu durumları inceleyeceğiz.
Akım ve Direnç Elektriksel olaylarla ilgili buraya kadar yaptığımız tartışmalar durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik yüklerinin hareket halinde olduğu durumları inceleyeceğiz.
BÖLÜM 2. FOTOVOLTAİK GÜNEŞ ENERJİ SİSTEMLERİ (PV)
") BÖLÜM 2. FOTOOLTAİK GÜNEŞ ENERJİ SİSTEMLERİ (P) Fotovoltaik Etki: Fotovoltaik etki birbirinden farklı iki malzemenin ortak temas bölgesinin (common junction) foton radyasyonu ile aydınlatılması durumunda
BÖLÜM 2. FOTOOLTAİK GÜNEŞ ENERJİ SİSTEMLERİ (P) Fotovoltaik Etki: Fotovoltaik etki birbirinden farklı iki malzemenin ortak temas bölgesinin (common junction) foton radyasyonu ile aydınlatılması durumunda
ANKARA ÜNİVERSİTESİ GAMA MESLEK YÜKSEKOKULU ELEKTRİK VE ENERJİ BÖLÜMÜ ALTERNATİF ENERJİ KAYNAKLARI TEKNOLOJİSİ ELEKTRİK MAKİNALARI 6.
 ANKARA ÜNİVERSİTESİ GAMA MESLEK YÜKSEKOKULU ELEKTRİK VE ENERJİ BÖLÜMÜ ALTERNATİF ENERJİ KAYNAKLARI TEKNOLOJİSİ ELEKTRİK MAKİNALARI 6. HAFTA 1 İçindekiler Oto Trafo Üç Fazlı Transformatörler Ölçü Trafoları
ANKARA ÜNİVERSİTESİ GAMA MESLEK YÜKSEKOKULU ELEKTRİK VE ENERJİ BÖLÜMÜ ALTERNATİF ENERJİ KAYNAKLARI TEKNOLOJİSİ ELEKTRİK MAKİNALARI 6. HAFTA 1 İçindekiler Oto Trafo Üç Fazlı Transformatörler Ölçü Trafoları
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
Buna göre, bir devrede yük akışı olabilmesi için, üreteç ve pil gibi aygıtlara ihtiyaç vardır.
 ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda potansiyelleri eşit oluncaya kadar birinden diğerine elektrik yükü akışı olur. Potansiyeller eşitlendiğinde yani
ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda potansiyelleri eşit oluncaya kadar birinden diğerine elektrik yükü akışı olur. Potansiyeller eşitlendiğinde yani
Şekil-1. Doğru ve Alternatif Akım dalga şekilleri
 2. Alternatif Akım =AC (Alternating Current) Değeri ve yönü zamana göre belirli bir düzen içerisinde değişen akıma AC denir. En çok bilinen AC dalga biçimi Sinüs dalgasıdır. Bununla birlikte farklı uygulamalarda
2. Alternatif Akım =AC (Alternating Current) Değeri ve yönü zamana göre belirli bir düzen içerisinde değişen akıma AC denir. En çok bilinen AC dalga biçimi Sinüs dalgasıdır. Bununla birlikte farklı uygulamalarda
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
A.Ü. GAMA MYO. Elektrik ve Enerji Bölümü GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ 3. HAFTA
 A.Ü. GAMA MYO. Elektrik ve Enerji Bölümü GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ 3. HAFTA İçindekiler 1.Nesil Güneş Pilleri Tek Kristalli Güneş Pilleri Çok Kristalli Güneş Pilleri 1. Tek Kristal Silisyum Güneş
A.Ü. GAMA MYO. Elektrik ve Enerji Bölümü GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ 3. HAFTA İçindekiler 1.Nesil Güneş Pilleri Tek Kristalli Güneş Pilleri Çok Kristalli Güneş Pilleri 1. Tek Kristal Silisyum Güneş
A) DENEY NO: HT B) DENEYİN ADI: Doğrusal Isı İletimi Deneyi
 DENEY NO: HT B) DENEYİN ADI: Doğrusal Isı İletimi Deneyi") 10 A) DENEY NO: HT-350-01 B) DENEYİN ADI: Doğrusal Isı İletimi Deneyi C) DENEYİN AMACI: Aynı boyutlarda ve aynı malzemeden yapılmış bir katı çubuk boyunca ısının doğrusal olarak nasıl iletildiğini göstermek,
10 A) DENEY NO: HT-350-01 B) DENEYİN ADI: Doğrusal Isı İletimi Deneyi C) DENEYİN AMACI: Aynı boyutlarda ve aynı malzemeden yapılmış bir katı çubuk boyunca ısının doğrusal olarak nasıl iletildiğini göstermek,
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
HASAR ANALİZİ. Prof. Dr. Akgün ALSARAN
 HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hasar nedir? Teknolojik hatalar Hasar Sebepleri Hasar Mekanizmaları Hasar analiz raporu Tahribatlı ve Tahribatsız Muayeneler Ana Hatlar 22 Haftalar Konular
HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hasar nedir? Teknolojik hatalar Hasar Sebepleri Hasar Mekanizmaları Hasar analiz raporu Tahribatlı ve Tahribatsız Muayeneler Ana Hatlar 22 Haftalar Konular
Toprak Nemi Ölçme Metodları
 Toprak Nemi Ölçme Metodları Doğrudan Ölçme Metodu (Gravimetrik) Dolaylı Ölçme Metodları Toprağın Elektriksel Özelliklerini Kullanan Metodlar Radyasyon Tekniği (Nötron Proble) Toprak Tansiyonu (Tansiyometre)
Toprak Nemi Ölçme Metodları Doğrudan Ölçme Metodu (Gravimetrik) Dolaylı Ölçme Metodları Toprağın Elektriksel Özelliklerini Kullanan Metodlar Radyasyon Tekniği (Nötron Proble) Toprak Tansiyonu (Tansiyometre)
M O Q R L. ADI: SOYADI: No: Sınıfı: Tarih.../.../... ALDIĞI NOT:...
 ADI: OYADI: o: ınıfı: Tarih.../.../... ADIĞI OT:... 1. ıknatıslarla ilgili olarak; I. Bir mıknatısın çekme özelliğinin fazla olduğu uç kısımlarına mıknatısın kutuları denir. II. Tek kutuplu bir mıknatıs
ADI: OYADI: o: ınıfı: Tarih.../.../... ADIĞI OT:... 1. ıknatıslarla ilgili olarak; I. Bir mıknatısın çekme özelliğinin fazla olduğu uç kısımlarına mıknatısın kutuları denir. II. Tek kutuplu bir mıknatıs
KOROZYON. Teorik Bilgi
 KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
7 FARADAY IN İNDÜKSİYON KANUNU
 7 FARADAY IN İNDÜKİYON KANUNU Elektrik alanları durgun yüklerden manyetik alan ise hareketli yüklerden oluşur. Iletkenin üzerine bir elektrik alan uygulandığında akıma sebep olan bir manyetik alan üretir.
7 FARADAY IN İNDÜKİYON KANUNU Elektrik alanları durgun yüklerden manyetik alan ise hareketli yüklerden oluşur. Iletkenin üzerine bir elektrik alan uygulandığında akıma sebep olan bir manyetik alan üretir.
7. Hareketli (Analog) Ölçü Aletleri
 Ölçü Aletleri") 7. Hareketli (Analog) Ölçü Aletleri Hareketli ölçü aletleri genellikle; 1. Sabit bir bobin 2. Dönebilen çok küçük bir parçadan oluşur. Dönebilen parçanın etkisi statik sürtünme (M ss ) şeklindedir. Bunun
7. Hareketli (Analog) Ölçü Aletleri Hareketli ölçü aletleri genellikle; 1. Sabit bir bobin 2. Dönebilen çok küçük bir parçadan oluşur. Dönebilen parçanın etkisi statik sürtünme (M ss ) şeklindedir. Bunun
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEY-4 ASENKRON MOTORUN KISA DEVRE (KİLİTLİ ROTOR) DENEYİ
 DENEYİ") DENEY-4 ASENKRON MOTORUN KISA DEVRE (KİLİTLİ ROTOR) DENEYİ TEORİK BİLGİ ASENKRON MOTORLARDA KAYIPLAR Asenkron motordaki güç kayıplarını elektrik ve mekanik olarak iki kısımda incelemek mümkündür. Elektrik
DENEY-4 ASENKRON MOTORUN KISA DEVRE (KİLİTLİ ROTOR) DENEYİ TEORİK BİLGİ ASENKRON MOTORLARDA KAYIPLAR Asenkron motordaki güç kayıplarını elektrik ve mekanik olarak iki kısımda incelemek mümkündür. Elektrik