MLİ DERS I TOZ METALURJİSİ. Prof.Dr.Muzaffer ZEREN
|
|
|
- Deniz Necmi
- 7 yıl önce
- İzleme sayısı:
Transkript

1 TEKNİK K SEÇİML MLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN
2 TOZ ÜRETİMİ Genel olarak elde edilen bir tozun üretim yöntemini bilmek, tozun karakteristik özelliklerini kolaylıkla anlamamıza sağlar. Günümüzde çoğu malzemenin toz olarak eldesi mümkün olmasına rağmen tozu üretirken seçilen yöntem malzemenin spesifik özelliklerine bağlıdır.
3 TOZ ÜRETİMİ Üretim yöntemini bilmek; Tozun boyutu Şekli Mikroyapısal özelliklerinin önceden bilinmesi için önemlidir.
4 TOZ ÜRETİMİ Üretim yöntemini seçerken; Maliyet Tepkimeler Beklentiler dikkate alınmalıdır.
5 TOZ ÜRETİMİ Üretim yöntemleri; Mekanik Kimyasal Elektrolitik Atomizasyon
6 Toz oluşumunda amaç daha fazla yüzey alanına sahip küçük boyutlu partiküllerin oluşturulmasıdır. Yüzey alanı Enerji
7 Örnek Enerji verimi açısından 1 cm küplük metalin 1 μm boyutlu metal partiküllerine ayrıştığını göz önünde tutalım.
8 Partikül şeklinin küresel olarak kabullenilmesiyle yaklaşık 2x10 18 tane toz elde edilir; burada proses verimliliğine bağlı olarak ortalama 6x10 6 m 2 lik net bir yüzey alanı oluşur. Bu miktarda yeni yüzey alanı oluşturmak için gerekli (üretim açısından bakıldığında) oldukça yüksektir. Yüzey enerjisinin 30 katı...
9 Ders içeriği olarak; toz üretim teknikleri dört ana kategoride artan önem derecesine bağlı olarak temel prensipler çerçevesinde ele alınacaktır. Bunun yanısıra herbir üretim tekniği için uygun örneklendirmeler verilerek ana karakteristiklerin altı çizilecektir. Özellikle toz metalurjisinin gelişmesinde etkin bir rol oynayan atomizasyon gibi teknikler çeşitli uygulama yöntemleri incelenecektir.
10 MEKANİK YÖNTEMLERLE TOZ ÜRETİMİ Bu yöntemle toz üretiminde genel olarak dört temel mekanizma vardır; bunlar (1) darbe, (2) sürtünme ile aşınma (küçük boyutlu parçacıkların kopması; atrisyon), (3) kayma (kesme), (4) basma dır.
11 Mekanik yöntemlerle tozun hazırlanmasında kullanılan genel kuvvetler.

12 Darbe ile malzemeye ani bir kuvvet uygulanır ve böylece öncelikli olarak oluşan çatlak sonucu kırılma gerçekleşir; bunun sonucu olarak toz boyutsal bir küçülmeye uğrar.
13 Sürtünme ile aşınmada partikül boyundaki azalma sürtme hareketinin bir sonucu olarak gerçekleşir. Kayma, kesme sonucunda malzemede klivaj kırılması oluşturur.


14 Partikül boyutu Darbe ile daha büyük boyutlu tozlar, mm mikrometre için bilyeli öğütücüler Öğütülmüş demir borür ve talaşlı imalat ile elde edilen aluminyum
15 Basma mekanizması ile daha düşük boyutlarda toz üretimi ise ana malzemenin yeteri kırılganlığa sahip olması ile birlikte gerçekleşir. Darbe, sürtünme ile aşınma, kayma ve basma gibi mekanizmalar ile değişik boyutta ve şekilde metalsel tozlar elde edilebilir.
16 Talaşlı imalat Metal işleme sonucu ortaya çıkan çok miktarda talaş hurdası metal tozları için büyük bir kaynaktır. Bu talaşlar kimyasal teknikler ile temizlenerek küçük boyutlara indirgemek için öğütme işlemine tabi tutulurlar. Tozlar hava ve işleme sıvılarından kaynaklanan kimyasal kirlilikleri içerebilir. Verimi düşük ve yavaş bir yöntemdir. Bazı polimer ve sert metal tozlarının üretiminde kullanılır.
17 TALAŞLI İŞLEMLEME Düzensiz ve kaba şekilli tozlar, talaşlı işlem uygulanmış. metallerde kayma (kesme) kuvvetleri sonucu oluşur. Metal işleme sonrası elde edilen çoğu talaş iyi bir toz kaynağıdır. Bu tür talaşlar taşlama ile daha düzenli ve şekilli bir hale getirebilir. Talaşlı işlemleme ingot ile üretim sonrasında uygulanan kolay bir tekniktir. Bundan dolayı elde edilen talaş kolaylıkla daha küçük boyutlu toz haline getirilir. Kimyasal kirlilik, oksijen, yağ ve diğer metallerin yer alması gibi tozun karakteristik özelliklerine olumsuz bir etkide bulunan kavramlar göz önüne alındığında, bu kavramların talaşlı işlemleme tekniğinde kaçınılmaz olması bir dezavantajdır.
18 TALAŞLI İŞLEMLEME Talaşlı işlemleme toz üretimi için birincil bir seçim değildir ve. aynı zamanda yavaş ve yetersiz bir prosestir. Ancak yine de başka bir işleme sonrası elde edilen talaşın değerlendirilmesi yararlıdır. Örneğin kullanım sırasında yüksek performansın arandığı koşullar gibi çoğu durumda tozlar oldukça düzensiz ve kaba ise değirmen sistemlerinde tekrar öğütülüp istenen boyuta ve şekle getirilebilir. Talaşlı işleme sonrası elde edilen tozların çoğu yüksek karbonlu çelik ve bazı dental amaçlı kullanılan amalgam tozlarıdır.

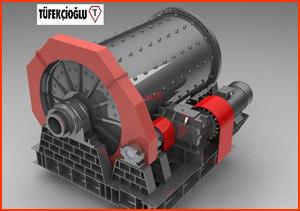
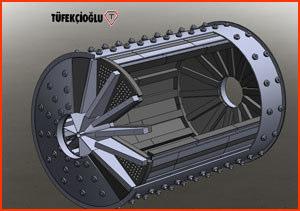
19 Öğütme Öğütme sistemi, özellikle kırılgan (gevrek yapılı) malzemelerden toz üretiminde kullanılan, darbe kuvvetlerinin ağırlıklı olarak yer aldığı ve içerisinde kırma amaçlı sert bilyalar içeren bir sistemdir.

20 Öğütme Değirmen sistemi silindirik olup içerdiği sert bilyalar ile malzemeyi öğütür. Değirmen döndükçe bilya malzeme üstüne düşer; gerçekleşen bu etkileşim sonucu toz boyutunda küçülme söz konusudur.
21 Öğütme Değirmende öğütme hareketinin görünüşü. Değirmen kendi çevresinde dönerken içinde bulunan malzeme bilyalarının düşmesiyle toz halinde parçalanır. Kavanoz tipi. Kavanozun hızı bilyeleri kavanozun en üstüne taşıyıp öğütülen malzemelerin üstüne düşecek şekilde ayarlanır.
22 Öğütme Bilyalı değirmende bilya ile uygulanan darbe, kırılgan malzeme açısından öncelikli olarak çatlak içeren yörelerde ve yapısal hatalarda etkili olur.
23 Öğütme En uygun öğütme için, Bilya çapı toz çapının yaklaşık 30 katı olmalı Bilyalar kavanoz hacminin yaklaşık yarısını doldurmalı Öğütülecek malzeme kavanoz hacminin yaklaşık % 25 ini doldurmalı
24 σ = 2Er D Öğütme Bu sistem için ön görülen darbe gerilimi, σ = 2Er D Bu eşitliği göz önüne alırsak, büyük tane boyutlarında kırılma için daha düşük darbe gerilmesine gerek vardır.
25 Öğütme. Öğütme boyunca partikül boyutu azaldıkça, partikül boyutunu küçültmek için gerekli olan darbe gerilmesi giderek artacaktır ve bundan dolayı uzun süreli öğütmede üretilebilirlik de bir azalma söz konusu olacaktır.
26 Öğütme
27 Öğütme Tozun öğütülmesi için gerekli olan bir diğer kavram ise. enerjidir. Başlangıç partikül boyutu Di olan ve arzu edilen nihai toz boyutunu (Df) elde etmek için sistemin sahip olması gereken enerji (W) aşağıdaki gibi bir eşitlikle kolaylıkla hesaplanabilir. Bu eşitlik için g: malzeme, bilya, öğütücü dizaynı ve öğütme düzeneğine bağlı bir sabit, a : 1 ile 2 arasında değişen bir üstel bir sayıdır. Enerji, toz boyutunu istenen boyuta küçültmek amacı ile istenir. Bundan dolayı öğütme süresi güç kaynağına, partikül boyutu değişimine, öğütme ortamı boyutuna ve dönme hızına bağlı olarak belirlenir
28 Öğütme Mekanik ayırma sonucunda bir tozun partikül boyut dağılımında değişim. a orjinal partikül boyut dağılımı; b, c ve d öğütme süresinin artmasıyla partikül boyut dağılımında meydana gelen değişim (b>c>d).

29 Öğütme.Öğütme yumuşak malzemeler için uygun değil. Sertleştirilererek kullanılabilir. Titanyum hidrojene maruz kalınca gevrekleşir. Öğütme sonrası hidrojen ortamdan uzaklaştırılabilir. gevrek malzeme tarzı köşeli kırılma Niyobyum tozları Hidrürleme, öğütme ve vakum altında Hidrojen giderme
30 Öğütme.Öğütme çoğu sünek malzeme için tane boyutunun düşürülmesi açısından uygun bir seçim değildir. Sünek partiküller kendi aralarında soğuk kaynaklanabilme özelliğine sahiptir. Bundan dolayı pratikte kırılgan malzemelerin öğütme ile daha düşük toz partiküllerine dönüşümü kolaydır. Oksit esaslı malzemeler kırılgan davranış gösterirler. Bunun yanı sıra bazı metaller kırılgan hidrit oluşturur.
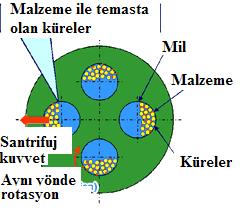
31 Öğütme Değirmenin dönüşü, maksimum darbe hızını verecek. şekilde olmalıdır. Bu açıdan hız, sistem içindeki bilyaları en üst seviyeye çıkaracak ve sonrasında serbest düşme ile bilya-malzeme etkileşimini sağlayacak yeteri hızda ayarlanmalıdır. Çok düşük hızlar sonucunda bilya-malzeme etkileşimi istenilen düzeyde olmayıp boyut küçültme için harcanan süre uzun olacaktır. Bunun yanı sıra değirmenin dönüş hızının çok yüksek seçilmesi sonucunda merkezkaç kuvvetin fazla olmasından dolayı bilyalar belirli bir seviyeye çıkıp sonrasında serbest düşme ile malzeme üzerine darbe etkisinde bulunmayıp onun yerine sürekli olarak değirmenin dönüş yönünde hareket edecektir.
32 Öğütme Akışkan. veya koruyucu bir atmosfer oksidasyonu azaltmak ve öğütmeyi desteklemek amacı ile kullanılır. Öğütme içersinde yapılan enerji analizleri, enerji kaybının ağırlıklı olarak ısı ve gürültü olarak harcandığını göstermektedir. Öğütme ile oluşturulan metal tozları soğuk sertleşmiş, düzensiz bir halde olup zayıf akışkanlık ve paketlenme karakteristiği gösterirler.
33 Öğütme. Diğer bir problem ise gerek bilyalardan gerekse de değirmenden malzeme içerisine karışan yabancı malzeme partikülleridir. Öğütme yaygın olarak tavlama sonrası elektrolitik, atomize veya indirgenme ile elde edilen tozlardaki aglomerasyonu önlemek amaçlı kullanılır. Bunun yanı sıra borürler, karbürler ve intermetalik gibi kırılgan bileşenlere uygulanır
34 MEKANİK ALAŞIMLAMA 1960 lı yıllarda beri oksit sertleştirilmiş malzemeler sahip oldukları yüksek sürünme direncinden dolayı yaygın bir şekilde kullanılmaya başlanmıştır. Dispersiyon (ince dağılım) sertleştirilmiş alaşım içerisinde ince dağılım halde bulunan ince ikincil faz partikülleri homojen bir dağılımını elde etmek üretim aşamasında bir takım zorlukları da beraberinde getirmektedir.

35 MEKANİK ALAŞIMLAMA Mekanik alaşımlama tekniği ile MgB2 tozu üretimi

36 MEKANİK ALAŞIMLAMA

37 MEKANİK ALAŞIMLAMA Mekanik alaşımlamada kullanılan bilyalar
38 MEKANİK ALAŞIMLAMA Atritör sisteminde oluşturulan mekanik alaşımlama. t= C d 2 /N 1/2, t homojen ürün elde etme için gerekli zaman, N milin dönme hızı, d bilya çapı, C sabit. Enerji açısından verimli değil fakat ürün özel bir kompozit olabilir. Belirli şartlar altında nano ölçekli veya amorf tozlar mekanik alaşımlama ile üretilebilir. Tozlar köşelide olsa sıcak yoğunlaştırma İle yüksek özellikte malzeme eldesi mümkün.
39 MEKANİK ALAŞIMLAMA Toz-küre darbe etkileşimi (solda) ve sünek Cu-Nb tozlarının mekanik alaşımlama ile üretimi
40 MEKANİK ALAŞIMLAMA Öğütme teknikleri mikronaltı boyutlardaki oksitlerin oldukça ince bir dispersiyonunu sağlar. Bu açıdan bakıldığında uygulanabilecek en iyi yöntem mekanik alaşımlamadır. Mekanik alaşımlama yöntemle hareketli bilyalar arasında kalan malzemeye etki eden sürtünme kuvvetleri ile alaşımlı kompozit partiküller elde edilir.
41 MEKANİK ALAŞIMLAMA Bu yöntemle hareketli bilyalar arasında kalan malzemeye etki eden sürtünme kuvvetleri ile alaşımlı kompozit partiküller elde edilir. Tekrarlanan darbe, soğuk kaynak ve kırılmalar sonucunda istenen kompozit tozları mikroskopik bir seviyede elde edilir.
42 MEKANİK ALAŞIMLAMA Diğer mekanik toz üretim teknikleri gibi mekanik alaşımlama açısından da kirlenme riski önemli bir problemdir. Bu problem bilya, karıştırma çubuğu ve üretilecek toz ile aynı malzemeden yapılmış tank kullanımı ile minimize edilebilir.
43 MEKANİK ALAŞIMLAMA Öğütme sırasında organik bir akışkanın seçilmesi, öğütme ve mekanik alaşımlama için gerekli olan kaynaklanma arasında bir dengenin kurulması açısından önemlidir. Tozların işlem sırasında yüksek oranda sertleşmesine ve kabalaşmasına rağmen sıcak yoğunlaştırma teknikleri ile nihai yoğunlaştırma gerçekleştirilebilir
44 DİĞ İĞER DARBELİ TEKNİKLER Yüksek gerinme hızına sahip darbeler ile toz üretim teknikleri kırılgan malzemeler için oldukça kullanışlıdır.. Basma kuvvetleri özellikle zayıf malzemelerin partikül boyutlarını 1 mm ve daha altına indirmek amacı için kullanılır. Özellikle sert tungstenkarbür kanatcıklara sahip olan yüksek hızlı darbeli öğütücülerle boyutları daha da indirgemek mümkündür.
45 DİĞ İĞER DARBELİ TEKNİKLER Ṡoğuk akış yöntemi; Partiküller çok yüksek hızda soğuk ve sert bir hedefe yönlendirilirler. Tozlar 7 Mpa basınçlı gaz beslemesi ile İvmelendirilirler. Elde edilen ürünler 10 mikronun üzerindedir. Soğuk yüzey ile daha gevrek özellik elde edilir. Alevle püskürtme tozları ve filtreler için paslanmaz çelik tozları bu yolla üretilebilir.
46 DİĞ İĞER DARBELİ TEKNİKLER Tanımlanan. tekniklerin dışında diğer bir teknik ise kendi kendine darbeli sürtünmeli aşınma olarak bilinir. Aynı toza ait iki karşıt toz akış hüzmesinden biri diğerinin üzerinde yönlenir. İvmelendirilmiş toz partikülleri yüksek bir darbe hızı ile karşıt yönden gelen diğer ivmelendirilmiş tozlarla çarpışır. Böylece tozlar kırılarak boyutsal olarak küçülür. Burada amaç hedef malzemeden gelebilecek kontaminasyondan kaçınmaktır. İlgili teknik, örneğin berilyum gibi kırılgan metallerden kaba partiküller (50 μm) elde etmek için uygulanır.
47 Farklı kuvvetlerden dolayı oluşan boyut dağılımları
48 Milimetre boyundaki tozlar için çekiçli kırıcılar yeterlidir. Ancak istenilen tozun boyutu μm arasında ise bilya destekli karıştırma ve diğer yoğun sürtünme ile ana malzemeden parçacık kopartabilen donanım ile çalışmak daha uygun olacaktır.
49 Kırıcı ve öğütücülerde etkili olan kuvvetler
 (b) Mekanik yöntemler ile hazırlanan tozlara ait tarama elektron mikroskop")

50 Mekanik yöntemler ile elde edilen tozlar genellikle düzensiz şekilde oluşurlar. (a) (b) Mekanik yöntemler ile hazırlanan tozlara ait tarama elektron mikroskop görüntüleri (a) Mekanik kesme ile elde edilen aluminyum tozları (b) Darbe kuvvetlerinin ağırlıklı olarak yer aldığı bilyalı değirmen sisteminde hazırlanmış TiCtakım çeliği toz karışımı


51 TOZ METALURJİK UYGULMADA ENDÜSTRİYEL ÖRNEK Zirkonya/Silika tozları Toz metalurjik yöntem 16 mikron çapında %99 saf aluminyum tozlarından oluşan matriks içerisinde 50 mikron çapında zirkonya/silika partiküllerin karışımından oluşturulan kompozit malzeme
TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ KARAKTERİZASYONU TOZ KARAKTERİZASYONU Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup bundan dolayı prosesin doğasını anlamak
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ KARAKTERİZASYONU TOZ KARAKTERİZASYONU Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup bundan dolayı prosesin doğasını anlamak
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Toz Metalurjisi Powder Metallurgy. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Powder Metallurgy Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Karakterizasyonu Tekniklerin karşılaştırılması Toz şekli küresel kabul edilir. Ölçümde kullanılan numune miktarı!!! Boyut dağılımı nedir? Sayı veya
Powder Metallurgy Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Karakterizasyonu Tekniklerin karşılaştırılması Toz şekli küresel kabul edilir. Ölçümde kullanılan numune miktarı!!! Boyut dağılımı nedir? Sayı veya
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
K.T.Ü. MADEN MÜHENDİSLİĞİ BÖLÜMÜ ANABİLİM DALI CEVHER HAZIRLAMA LABORATUVAR DERSİ DENEY FÖYLERİ
 K.T.Ü. MADEN MÜHENDİSLİĞİ BÖLÜMÜ CEVHER ve KÖMÜR HAZIRLAMA ANABİLİM DALI CEVHER HAZIRLAMA LABORATUVAR DERSİ DENEY FÖYLERİ DENEY FÖYÜ KAPAĞI AŞAĞIDAKİ ŞEKİLDE OLMALIDIR. T.C. KARADENİZ TEKNİK ÜNİVERSİTESİ
K.T.Ü. MADEN MÜHENDİSLİĞİ BÖLÜMÜ CEVHER ve KÖMÜR HAZIRLAMA ANABİLİM DALI CEVHER HAZIRLAMA LABORATUVAR DERSİ DENEY FÖYLERİ DENEY FÖYÜ KAPAĞI AŞAĞIDAKİ ŞEKİLDE OLMALIDIR. T.C. KARADENİZ TEKNİK ÜNİVERSİTESİ
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ CEVHER HAZIRLAMA DENEYİ Yrd.Doç.Dr. Fatih ERDEMİR TRABZON 2016 CEVHER HAZIRLAMA DENEYİ DENEYİN
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ CEVHER HAZIRLAMA DENEYİ Yrd.Doç.Dr. Fatih ERDEMİR TRABZON 2016 CEVHER HAZIRLAMA DENEYİ DENEYİN
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Toz Üretim Yöntemleri. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Toz Üretim Yöntemleri Mekanik Yöntemler - Öğütme Öğütme: sert bilyeler, çubuklar veya çekiçler ile yapılan mekanik darbe işlemidir. Gevrek malzemeler için kullanılır. Kavanoz tipi değirmen Mekanik Yöntemler
Toz Üretim Yöntemleri Mekanik Yöntemler - Öğütme Öğütme: sert bilyeler, çubuklar veya çekiçler ile yapılan mekanik darbe işlemidir. Gevrek malzemeler için kullanılır. Kavanoz tipi değirmen Mekanik Yöntemler
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TANE KÜÇÜLTME. Tane Küçültme Cihazları
 1 TANE KÜÇÜLTME Tane küçültme terimi, katı tanelerin kesilerek, kırılarak veya parçalanarak daha küçük boyutlardaki taneciklere ayrılmasını kapsayan tüm yöntemlere verilen ortak bir addır. Proses endüstrilerinde
1 TANE KÜÇÜLTME Tane küçültme terimi, katı tanelerin kesilerek, kırılarak veya parçalanarak daha küçük boyutlardaki taneciklere ayrılmasını kapsayan tüm yöntemlere verilen ortak bir addır. Proses endüstrilerinde
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
8. KAZIMALI (FRETAJ) KOROZYON
 KOROZYON") 8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
KİMYASAL TEKNİKLERLE TOZ ÜRETİMİ. Prof.Dr.Muzaffer ZEREN
 . Prof.Dr.Muzaffer ZEREN 1 Günümüzde çoğu metalsel tozlar birtakım kimyasal tekniklerin kullanımı ile üretilebilmektedir. Reaksiyon değişkenlerinin kontrolü ile tozlara ait boyut ve şekil gibi kavramlar
. Prof.Dr.Muzaffer ZEREN 1 Günümüzde çoğu metalsel tozlar birtakım kimyasal tekniklerin kullanımı ile üretilebilmektedir. Reaksiyon değişkenlerinin kontrolü ile tozlara ait boyut ve şekil gibi kavramlar
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
İNTERMETALİKLERE GİRİŞ
 İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
İNTERMETALİKLERE GİRİŞ Çözünen elementin miktarı katı çözünürlük sınırından daha fazla olduğunda, ikinci katı da birinci katı çözeltiden ayrı olarak ortaya çıkar. Oluşan ikinci faz, bir ara fazdır. İki
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
İLERİ YAPI MALZEMELERİ-1 MALZEMELERİN GENEL TANIMI
 İLERİ YAPI MALZEMELERİ-1 MALZEMELERİN GENEL TANIMI MALZEMELERİN GENEL TANIMI Giriş: Tasarlanan yapının belirli bir amaca hizmet edebilmesinde en önemli öğe malzemedir. Bu nedenle yapı malzemelerinin özelliklerinin
İLERİ YAPI MALZEMELERİ-1 MALZEMELERİN GENEL TANIMI MALZEMELERİN GENEL TANIMI Giriş: Tasarlanan yapının belirli bir amaca hizmet edebilmesinde en önemli öğe malzemedir. Bu nedenle yapı malzemelerinin özelliklerinin
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
T.C. İSTANBUL VALİLİĞİ Çevre ve Şehircilik İl Müdürlüğü TEHLİKESİZ ATIKLAR TOPLAMA-AYIRMA BELGESİ. Belge No: 2014/ 243
 TEHLİKESİZ ATIKLAR TOPLAMA-AYIRMA BELGESİ EK-1 Belge No: 2014/ 243 İşbu Belge, 17.06.2011 tarih ve 27967 sayılı Resmi Gazete de yayımlanarak yürürlüğe giren Bazı Tehlikesiz Atıkların Geri kazanımı Tebliği
TEHLİKESİZ ATIKLAR TOPLAMA-AYIRMA BELGESİ EK-1 Belge No: 2014/ 243 İşbu Belge, 17.06.2011 tarih ve 27967 sayılı Resmi Gazete de yayımlanarak yürürlüğe giren Bazı Tehlikesiz Atıkların Geri kazanımı Tebliği
Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli
 AŞINMA HASARLARI 1 Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli bir parametredir. 2 Sürtünme: İki
AŞINMA HASARLARI 1 Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli bir parametredir. 2 Sürtünme: İki
T.C. BURSA VALİLİĞİ Çevre ve Şehircilik İl Müdürlüğü TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ
 TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ MADEN VE CEVHER HAZIRLAMA MÜHENDİSLİĞİ BÖLÜMÜ CEVHER VE KÖMÜR HAZIRLAMA LABORATUVARI CİHAZ KATALOĞU
 ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ MADEN VE CEVHER HAZIRLAMA MÜHENDİSLİĞİ BÖLÜMÜ CEVHER VE KÖMÜR HAZIRLAMA LABORATUVARI CİHAZ KATALOĞU 1 CİHAZLAR Çeneli Kırıcı (Büyük)... 3 Çeneli Kırıcı (Küçük)...
ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ MADEN VE CEVHER HAZIRLAMA MÜHENDİSLİĞİ BÖLÜMÜ CEVHER VE KÖMÜR HAZIRLAMA LABORATUVARI CİHAZ KATALOĞU 1 CİHAZLAR Çeneli Kırıcı (Büyük)... 3 Çeneli Kırıcı (Küçük)...
CALLİSTER - SERAMİKLER
 CALLİSTER - SERAMİKLER Atomik bağı ağırlıklı olarak iyonik olan seramik malzemeler için, kristal yapılarının atomların yerine elektrikle yüklü iyonlardan oluştuğu düşünülebilir. Metal iyonları veya katyonlar
CALLİSTER - SERAMİKLER Atomik bağı ağırlıklı olarak iyonik olan seramik malzemeler için, kristal yapılarının atomların yerine elektrikle yüklü iyonlardan oluştuğu düşünülebilir. Metal iyonları veya katyonlar
Teknoloji: Elde bulunan mevcut maddelerden yararlanarak istenilen ürünün elde edilmesi
 Teknoloji: Elde bulunan mevcut maddelerden yararlanarak istenilen ürünün elde edilmesi Her türlü alet ve ekipman vs kısımlar Mekanik Kimyasal Maddenin iç yapısında bir değişiklik Organik inorganik Hammadde
Teknoloji: Elde bulunan mevcut maddelerden yararlanarak istenilen ürünün elde edilmesi Her türlü alet ve ekipman vs kısımlar Mekanik Kimyasal Maddenin iç yapısında bir değişiklik Organik inorganik Hammadde
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
Yusuf Bayar Makina Y. Müh ysfbyr@gmail.com
 VİBRASYONLU DEĞİRMENLER Yusuf Bayar Makina Y. Müh ysfbyr@gmail.com 1-GENEL Bilyalı değirmenlerde kullanılan, bilya, çelik çubuk, alubit bilya,fıçı bilya ile öğüten, ama kendisi dönmeyen değirmenlerdir.
VİBRASYONLU DEĞİRMENLER Yusuf Bayar Makina Y. Müh ysfbyr@gmail.com 1-GENEL Bilyalı değirmenlerde kullanılan, bilya, çelik çubuk, alubit bilya,fıçı bilya ile öğüten, ama kendisi dönmeyen değirmenlerdir.
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Prof.Dr.Ayşegül AKDOĞAN EKER
 PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Laboratuarımız. Ankara Üniversitesi. Mühendislik Fakültesi Manyetik Malzemeler Araştırma Grubu. Ankara Üniversitesi
 Mühendislik Fakültesi Manyetik Malzemeler Araştırma Grubu Laboratuarımız Örnek Hazırlama Ark Fırınları Isıl İşlem Fırınları Mekanik Alaşımlama Sistemleri Şerit Üretim Sistemi (Melt Spinner) Yapısal Karakterizasyon
Mühendislik Fakültesi Manyetik Malzemeler Araştırma Grubu Laboratuarımız Örnek Hazırlama Ark Fırınları Isıl İşlem Fırınları Mekanik Alaşımlama Sistemleri Şerit Üretim Sistemi (Melt Spinner) Yapısal Karakterizasyon