Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
|
|
|
- Duygu Usak
- 6 yıl önce
- İzleme sayısı:
Transkript

1 Planya, Vargel

2 Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.

3 Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı


4 Planya Tipi Vargel Tezgahı

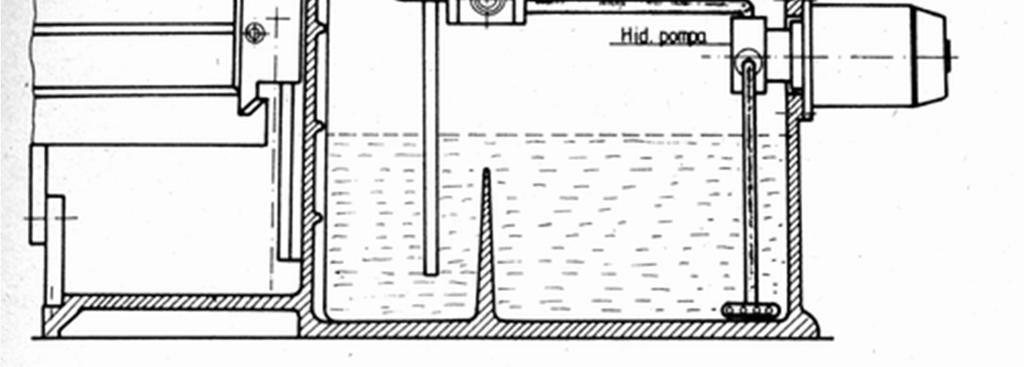

5 Hidrolik Vargel Tezgahı
6 Bölümler Vargel tezgahını fonksiyonel olarak üç ana bölümeayırmak mümkündür. Bunlar; Ana gövde Hareketli başlık Hareketli İş tablası Ana Gövde: Vargel tezgahının gövde aksamı tezgahın iskeletini teşkil etmektedir. Hareketli başlığı, iş bağlama tablasını ve motor aksamını üzerinde taşımaktadır. Tezgahın gövde kısmı genellikle dökme demirden imal edilmektedir. Hareketli başlık: tezgahın bu kısmı kesici takımı taşıyan ve doğrusal hareket eden kısımdır. Başlığa hareket mekaniksel ve hidrolik olmak üzere iki farklı şekilde verilebilir. Başlık kısmı tezgah gövdesine açılmış kanal üzerinde git gel hareketi yapmaktadır. Hareketli iş tablası: Vargel tezgahında iş parçasının bağlandığı kısım olarak adlandırılır. Bu kısım yatay ve düşey yönlerde hareket edebilmektedir. İş tablası gövde üzerine kayıtkızak sistemi ile bağlanmıştır.

7 Takım Bağlama Kater ile birlikte bağlanma Direkt bağlanma



8 Eğimli Yüzeylerin işlenmesi Kater örnekleri Düz Sol dirsekli Ayarlı
9 Takımın Bağlanması Đşlenecek malzeme cinsine göre kesici takım seçilmeli ve seçilen takımın açıları iş malzemesine uygun olmalı. Kesici takım gezer başlığa mümkün olduğu kadar kısa bağlanmalı. Kesici takım katersiz bağlanıyor ise sıkma cıvatası ile kesici arasına yeterli kalınlıkta altlık konulmalı. Sağ ve sol kalemlerin bağlanmasında gezer tablanın ilerleme yönü dikkate alınmalıdır. Yatay talaş kaldırma durumlarında kesici takım dik bağlanmalı fakat dikey talaş kaldırma durumlarında başlık döndürülmeli.
10 Kalemler a)kaba talaş kalemi, b)sert maden uçlu kaba talaş kalemi, c)đnce talaş kalemi, d) Geniş ağızlı ince talaş kalemi, e)sol yan kalemi, f) Sağ yan kalemi, g)kanal kalemi, h) Yan yüzeyler için kanal kalemi
11 Kalem Açıları α : Boşluk açısı β : Kama açısı δ : Yardımcı boşluk açısı κ : Ayar açısı ε : Uç açısı γ:talaş açısı



12 İş Parçasının Bağlanması

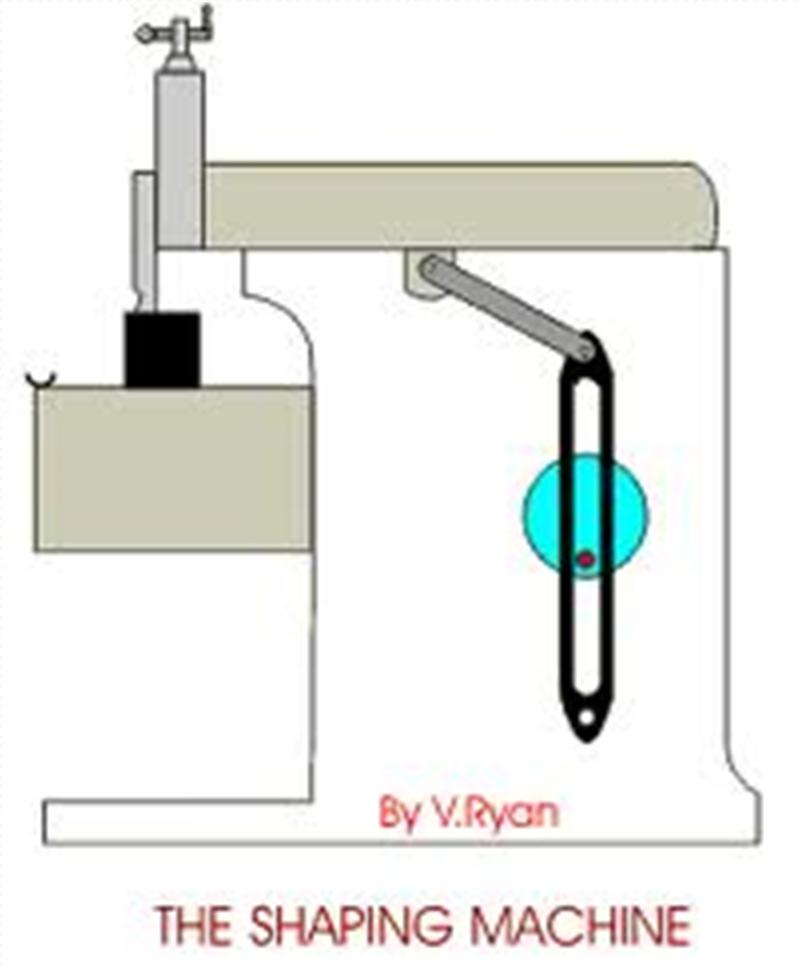
13 Yatay Vargelde Kulis Mekanizması Kurs değiştirme kolunu döndürmek suretiyle gezer başlığaaitkaremil döndürülmüş olur. Böylece kare mil üzerindekikaresomunmil boyuncahareketeder. Bu hareket neticesinde kulis kolu kulis dişlisinin eksenine yaklaştırılırveyauzaklaştırılır. Kulis kolu eksene yaklaştığında kurs boyu azalırken eksenden uzaklaştığında kurs boyu artacaktır.
14 Kuvvetler
15 Kuvvetler
16 Parametreler Kesme ve geri dönüş hızı strokboyunca değişkendir.pratikte ortalama hız değerleri ele alınır. Talaş Kesiti Kesme Kuvveti Tezgah Gücü Esas İşleme Zamanı ( / ) s / (mm/çift strok) F ve 1.1 (kw)
17 Örnek 1 Uzunluğu l= 2700 mm, genişliği b= 850 mm ve malzemesi St 50 olan bir pleyt, vargel tezgahında kaba olarak işlenmektedir. Đşlemin talaş kaldırma faktörleri, kesme kuvveti, tezgah gücü ve esas işleme zamanı istenmektedir. Parça üzerinden kaldrırılacak talaş kalınlığı 10 mm, tezgahın geri dönme strokunun hızı vr = 60 m/dak ve takım hız çeliği olarak verilmektedir. Çözüm : 1- Takımın Seçimi Malzemesi hız (HSS) olan bir takım çeliği seçilir. Cetvel A-5.1 den takım açıları, =8, = 10, = 60 olarak tayin edilir. 2- Talaş kaldırma faktörleri Pleyt bir pasoda işlenecektir.dolayısıyla paso kalınlığı a= 10 mm alınır. Cetvel A-5.2 den ilerleme s = 1,6 mm/ CS ve kesme hızı V 120 = 15 m/dak seçilir. 3- Kesme Kuvveti a.talaş kalınlığı ve genişliği h= s sin = 1,6 sin60 = 1,38 mm ; b= a /sin = 10/ sin 60 = 11,54 mm ;
18 b. Düzeltme faktörleri ya ait, kγ = C 1,5 10 = 109 1,5 10 = 0,94 ; k = 1,42 Đşleme yönü faktörü, ( Cetvel A-2.2) : ka = 1,3 ( aşınma faktörü ) tayin edilir. c. Özgül kesme kuvveti ; Cetvel A-2.1 den, z= 0,27 ve ks = 1750 N/mm seçilir. Buna göre özgül kesme kuvveti, k = 1,1 ks kγ k ka = 1, ,38, 0,94 1,42 1,3 = 3062,2 N/ mm olarak hesaplanır. d. Kesme kuvveti: Fs = ks As = ks b h = 3062,2 11,54 1,38 = 48765,1 N elde edilir.
19 4. Tezgah gücü (sürtünmesiz ve ivmesiz ) Pm= Fs v ηm = 48765, ,65 = 18,72 kw dır. Tezgahın verimi ηm= 0,65 olarak alınmıştır. 5- Esas Đşleme Zamanı ; a. Ortalama hız, vm= 2 v a v r va v r = = 24 m/dak ; b. Đşleme strokunun uzunluğu, la = 10 v = = 150 mm ; lu =0,5 la = 0,5 150=75 mm değerleri ile L= la + l + lu = = 2925 mm ; c. Đşleme genişliği, b l = 4,0 mm ile B = b l +b + b l = = 858 mm ; d. Esas işleme zamanı, t h = 2BLi vms1000 = = 130,71 dak olarak bulunur. 24 1,6 1000
20 Örnek 2 Malzemesi 16MnCr15, uzunluğu l= 1100 mm, genişliği b=250 mm olan bir kremayer dişlisi, işleme stroku L=3000 mm ve işleme genişliği B=1000 mm olan bir vargel tezgahında bir pasoda işlenecektir. Đşleme yöntemi ve bu yönteme göre esas işleme zamanı istenmektedir. Kesme hızı v= va=31,5 m/dak, geri dönme hızı vr= 56 m/dak ve ilerleme s = 1,6 mm/cs olarak verilmektedir. Çözüm : 1. Đşleme yöntemi : Tezgahın işleme strokuna ve genişliğine göre, arka arkaya iki ve yanyana iki parça olmak üzere aynı anda 4 parça işlenebilir. 2.Ortalama işleme hızı, vm = 2 v avr va v r = 2 31,5 5,56 31,5 5,56 3. Đşleme strokları, = 40,32 m/dak ; L= la+2l+lu = = 2215 mm ; B =b 1 + 2b+ b = = 508 = 510 mm ; 4.Esas işleme zamanı t h = 2LBi vms1000 = = 35,02 dak bulunur ,6 1000
21 Örnek 3 Bir planya tezgahında, yüzey boyutları l x b = 530 x 220 mm olan ve St 60 malzemesinden yapılan parça üzerinden, 10 mm kalınlıkta bir talaş kaldırılacaktır. Đyi bir yüzey kalitesi elde edilmesi için: a-işleme yöntemi; b-talaş kaldırma faktörleri; c- esas işleme zamanı istenmektedir. Takım malzemesi hız çeliğidir. Tezgahın hız oranı v mr /v ma = 1,6 dır. Çözüm : 1.Đşleme yöntemi : atop = 10 mm kalınlığındaki toplam paso ; ikisi a k = 3,5 mm, birisi a k =2,5 mm olmak üzere üç kaba paso ve a i =0,5 mm lik bir ince pasoda incelenecektir. ((2 3,5)+2,5+0,5= 10 mm ) 2. Talaş kaldırma faktörleri St 60-HSS, parça-takım malzemeleri dikkate alınırsa, Cetvel A-5.2 den : Kaba paso için: s k = 1,6 mm/cs ; v k = v ma = 20 m/dak, Đnce paso için : s i = 0,5 mm/cs ; v k = v ma = 28 m/dak seçilir.
22 3.Esas işleme zamanı a.đşleme strokları (la lu 10 mm ile) L=la + l + lu = = 550 mm; B=b 1 + b + b 1 = = 228 = 230 mm ; b.kaba pasolar için işleme zamanı ( i k = 3 ) t hk = i BL sv ma 1000 l v ma v mr = , ,6 = 30,83 dak ; c. Đnce pasoya ait işleme zamanı: ( i i = 1) t hi = i BL sv ma 1000 l v ma v mr = , ,6 = 23,49 dak ; d.toplam işleme zamanı ; t htop = 30,83+ 23,49 = 54,32 dak bulunur.
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
YÜZEY TAŞLAMA TEZGAHLARI 2010 / EKİM
 YÜZEY TAŞLAMA TEZGAHLARI 2010 / EKİM SGS-1020 AHR 250 x 500 mmm AHR: X eksen hidrolik, Y eksen elektrikli otomatik, Z eksen Rapid motor Teknik Özellikler SGS-1020 AHR Tablanın çalışma yüzeyi mm 250 x 500
YÜZEY TAŞLAMA TEZGAHLARI 2010 / EKİM SGS-1020 AHR 250 x 500 mmm AHR: X eksen hidrolik, Y eksen elektrikli otomatik, Z eksen Rapid motor Teknik Özellikler SGS-1020 AHR Tablanın çalışma yüzeyi mm 250 x 500
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
TAK TA I K M VE V İŞ BAĞ BA LAMA
 TAKIM VE İŞ BAĞLAMA DÜZENLERİ MAK 4941 DERS SUNUMU 7 30.10.2017 1 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 1 TORNALAMADA KESME KUVVETLERİNİN İŞ PARÇASINA
TAKIM VE İŞ BAĞLAMA DÜZENLERİ MAK 4941 DERS SUNUMU 7 30.10.2017 1 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 1 TORNALAMADA KESME KUVVETLERİNİN İŞ PARÇASINA
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Şekil. Tasarlanacak mekanizmanın şematik gösterimi
 Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
KISIM C Uygulamalı Örnekler
 KISIM C Uygulamalı Örnekler Aşağıdaki örnekler, bu broşürde verilmiş çizelgeler yardımı ile maliyet hesaplarının nasıl yapılacağını açıklar. 1. ve 2. yol ile hesaplamaya dair ( Çizelgelerin ele alınışı
KISIM C Uygulamalı Örnekler Aşağıdaki örnekler, bu broşürde verilmiş çizelgeler yardımı ile maliyet hesaplarının nasıl yapılacağını açıklar. 1. ve 2. yol ile hesaplamaya dair ( Çizelgelerin ele alınışı
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü (1. ve 2.Öğretim / B Şubesi) MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019
 MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019") SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ.
 Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Ekim, Bakım ve Gübreleme Makinaları Dersi
 Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 1 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 1 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi
 1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
MAKAS KESİM. ermaksan.com.tr
 MAKAS KESİM ermaksan.com.tr MAKAS KESİM HİDROLİK MAKASLAR GİYOTİN MAKAS DEVİRMELİ MAKAS CNC HVR Otomatik Çözümler Mükemmel Kesimler... 4-4 - 6-8(ops.) m boy seçenekleri 6 -... - 40 mm kapasite seçenekleri
MAKAS KESİM ermaksan.com.tr MAKAS KESİM HİDROLİK MAKASLAR GİYOTİN MAKAS DEVİRMELİ MAKAS CNC HVR Otomatik Çözümler Mükemmel Kesimler... 4-4 - 6-8(ops.) m boy seçenekleri 6 -... - 40 mm kapasite seçenekleri
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Kesit Alma
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi Kesit Alma 2/45 Kesit Alma Kesit Alma Kesit Alma Nedir? Kesit Almanın Amacı Kesit Düzlemi Kesit Yüzeyi Tam Kesit Bina Tam Kesit Kesit
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi Kesit Alma 2/45 Kesit Alma Kesit Alma Kesit Alma Nedir? Kesit Almanın Amacı Kesit Düzlemi Kesit Yüzeyi Tam Kesit Bina Tam Kesit Kesit
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR GE FONG MACHINERY CO.,LTD. TAIWAN. MITSUBISHI veya FANUC KONTROLLAR İLE
 G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR MITSUBISHI veya FANUC KONTROLLAR İLE GE FONG MACHINERY CO.,LTD. TAIWAN MITSUBISHI VEYA FANUC KONTROLLAR İLE GE FONG G-32HA SERİSİ CNC OTOMAT TORNALAR MAKSİMUM
G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR MITSUBISHI veya FANUC KONTROLLAR İLE GE FONG MACHINERY CO.,LTD. TAIWAN MITSUBISHI VEYA FANUC KONTROLLAR İLE GE FONG G-32HA SERİSİ CNC OTOMAT TORNALAR MAKSİMUM
1. DİŞLİ ÇARK MEKANİZMALARI. 1.1 Genel İfadeler ve Sınıflandırması
 1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARKLAR II: HESAPLAMA Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli
DİŞLİ ÇARKLAR II: HESAPLAMA Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
DİŞLİ ÇARKLAR II. Makine Elemanları 2 HESAPLAMALAR. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Takma uçlu rayba Takma uçlu raybalar için teknik bilgi. Kodlama sistemi. Uç kodlama sistemi. Uygulama. Seri üretim ve yüksek performans
 Takma uçlu raybalar için teknik bilgi Seri üretim ve yüksek performans Takma uçlu rayba Seri üretim ve yüksek performans için Yüksek hızlı operasyonlar için PC veya kaplamalı uçlar Mükemmel doğruluk ve
Takma uçlu raybalar için teknik bilgi Seri üretim ve yüksek performans Takma uçlu rayba Seri üretim ve yüksek performans için Yüksek hızlı operasyonlar için PC veya kaplamalı uçlar Mükemmel doğruluk ve