Freze Tezgahları ve Frezecilik
|
|
|
- Ece Yenal
- 7 yıl önce
- İzleme sayısı:
Transkript



1 Freze Tezgahları ve Frezecilik

2 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına da freze tezgahı denir. Frezecilik: Üzerine takılan freze çakıları veya özel frezelerle talaş kaldırma işlemine frezecilik denir.

3 Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği

4
5 Freze Başlıkları Freze tezgâhlarında iş parçalarını işleyebilmek için kullanılan kesicilerin yardımcı takımlarla bağlanmasını ve bir konumda olmasını sağlayan elemanlardır. Birbirine yakın benzerlikleri olsa da freze başlıkları, yapabildikleri işlemler bakımından aşağıdaki şekilde sınıflandırılır: 1-Dik başlık 2-Üniversal dik başlık 3-Yatay başlık 4-Eksantrik başlık



6

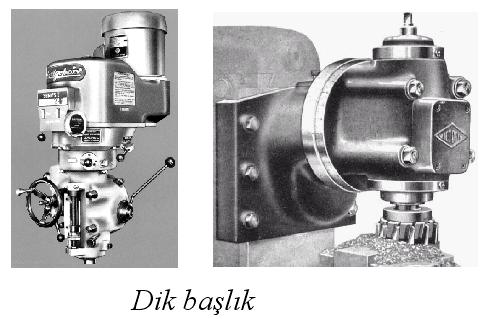


7 Üniversal dik başlık

8




9

10 Yatay Freze Tezgahı Freze çakısının bağlandığı tezgah mili ile iş tablası birbirine paralel olan tezgahlardır. Düzlem yüzey frezeleme Dişli açma Helisel kanal açma

11 Dik Freze Tezgahı Freze çakısının bağlandığı tezgah milinin iş tablasına dik olan freze tezgahlardır. Düzlem yüzey frezeleme Delik ve Kanal frezeleme Kama kanalı açma(yardımcı aparatla)



12 Kopya Freze Tezgahı Hazırlanan bir şablon üzerindeki profili iş parçasına aktarmak için kullanılan freze tezgahlarıdır. Daha çok kalıp imalat sanayinde kullanılmaktadır. Tek milli kopya freze tezgâhı Çift milli kopya freze tezgâhı

13 Döner Tablalı Freze Tezgahı 360 derece dönen iş tablası sayesinde delik büyütme ve bir merkez etrafında dairesel kanal açma işlemlerinde kullanılır.


14 İmalat freze(bohrwerk) tezgâhı İmalat Freze(Bohrwerk) Tezgâhları Endüstride makine sanayisinde, otomotiv sektöründe, uçak ve gemi sanayisinde özellikle büyük hacimli parçaların seri olarak üretilmesinde bu tezgâhlardan yararlanılır. Bu tip tezgâhlarda kalite, zaman ve parça sayısı düşünüldüğü zaman, üretimin seri yapılabilmesi için, bir ya da birden fazla freze çakısı ile çalışmak gerekir. Kesiciler yatay, düşey ya da değişik konumlarda bağlanarak, parça üzerindeki işlemlerin aynı anda yapılması mümkündür. Endüstrinin ağır sanayi kollarında kullanılan tezgâhlar olup, inşaat makineleri ve motor gövdelerinin, seri olarak frezeleme işlemlerinde tercih edilirler. Büyük hacimli parçaların kolay bağlanabilmesi için tezgâhın bir tarafı açık üretilmiş tezgâhlardır.


15 CNC Freze Tezgahı Daha çok seri imalat sanayinde kullanılan bilgisayar kontrollü freze tezgahlarıdır. Bu tezgahların bir adı da Dik İşleme Merkezli takım tezgahlarıdır.
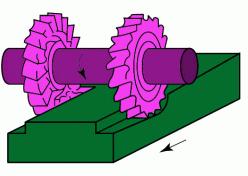





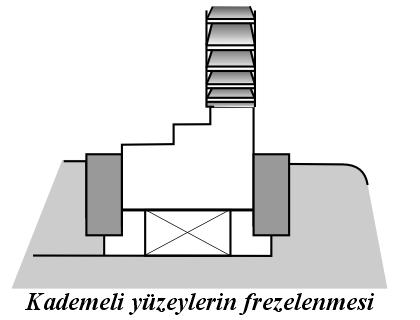
16 Freze tezgahında Yapılabilen İşlem Türleri: Çift Frezeleme Profil Frezeleme Kanal Frezeleme Testere Frezeleme


17 Freze tezgahında Yapılabilen İşlem Türleri: Parmak Frezeleme Kanal ve T kanal Frezeleme

18 Freze tezgahında Yapılabilen Özel İşlem Türleri: 1- Bölme İşlemi: 2- Kama Kanalı açma Silindirik yüzeyler üzerine çeşitli kanallar ve profillerin yanı sıra, dişli çark gibi makine elemanlarının imalatında kullanılan bir işlem türüdür. Fener mili yuvasına özel eksantrik başlık takılmak suretiyle delik yüzeylerine kama kanalı açılabilir.


19



20



21


22




23 Malafa Mili Malafa Mili Malafa Mili(Bilezik ve kesici takım bağlanmış şekli)





24


25 2- Dikey freze tezgahlarında takım bağlama Dik frezelerde fener miline kesici takım yine malafalarla bağlanır fakat burada kullanılan malafalar daha kısadır. Yine malafanın gerisindeki vida yuvası vasıtasıyla malafa çektirilmek suretiyle sıkıştırılır.





26


27 Freze Tezgahında İş Parçası Bağlama Teknikleri Döner tabla yardımıyla Divizör ve Punta Yardımıyla


28 Freze Tezgahında İş Parçası Bağlama Teknikleri Basit tezgah mengenesi ile Cıvata ve pabuçlar ile







29 Mengeneler ile bağlama Tezgâh mengenesi Mengeneye açı verme tablası
30 Mengeneler Freze tezgâhında iş parçalarının bağlanmasında kullanılan mengeneler, paralel çeneli olup, çenelerinden birisi gövde ile birlikte sabit olarak, diğer çene ise hareketli olarak gövde üzerinde kayıt kızak sistemi ile konumlandırılmıştır. Mengeneler, tezgâh tablasına cıvatalar ya da pabuçlar yardımıyla bağlanır. Bağlamada mengene çenelerinin tezgâh gövdesine paralel ayarı çok önemlidir. Bunun için komparatör kullanılarak paralellik sağlanır. Ayrıca mengene altında bulunan kamalar, tabla T- kanallarına tam oturacak şekilde yapıldığından paralel bağlamada kolaylık sağlanır.

31 Mengenelere Parçaların Bağlanması Mengene ile sıkma işlemlerinde, parçanın boşluksuz sıkılması çok önemlidir. Bunun için sıkma işlemlerinde yüzeyleri paralel taşlanmış altlıkların kullanılması gerekir. Altlıklar mengeneye konulduktan sonra, üzerine iş parçası yerleştirilir ve mengene sıkılırken parça üzerine pirinç çekiç, plâstik tokmak ile vurularak parçanın tam oturması sağlanır.

32

33
34 Özel Bağlama Kalıpları İş parçalarının özdeş ve seri olarak üretimlerinde, özel yapılmış bağlama kalıpları kullanılır. Seri frezeleme işleminde, her parçanın ayrı ayrı sökülüp sıkılması ve sürekli bu işlemlerin tekrarı, zaman kaybettirir. Ayrıca çalışan kişiye sıkıntı ve yorgunluk verir. İş akışı yavaşlar ve zamandan kaybedileceği için üretim azalır. Bağlama kalıpları tasarlanırken, çoklu veya tekli bağlama durumuna, sökme ve sıkma işlemlerinin en kısa zaman diliminde yapılmasına dikkat edilir. Ayrıca kalıbın maliyetinin düşük olması önemlidir. Yüksek maliyetli bir kalıp yarardan çok zarar getirecektir. Bağlama kalıplarında, sökme veya sıkma işlemlerinin pratik olması da çok önemlidir.yani sökme ya da sıkma işlemi, bir hareketle gerçekleşmelidir. Ayrıca parçaların kalıptan alınması ya da kalıba konulması kolay ve pratik olmalıdır. Kalıbın çok karmaşık olması çok iyi olduğu anlamına gelmez.
 elde edilmesi istenen iş parçaları, tezgâh")


35 Manyetik Tablalar Mengene ya da pabuçlarla bağlanmayan veya yüksek hızda temiz yüzey(finish) elde edilmesi istenen iş parçaları, tezgâh tablasına bağlanan manyetik tabla yardımıyla işlenir. Manyetik tablalar ile frezeleme işlemlerinde dikkat edilmesi gereken en önemli husus, fazla talaş miktarının verilmemesidir. Yoksa iş parçası manyetik tabladan kurtularak kazalara neden olabilir. Manyetik tabla ve frezeleme işlemleri



36 Manyetik tabla ile bağlama

37 Cıvata ve Pabuçlar Mengenelerle bağlanamayacak kadar büyük ve farklı biçimde olan iş parçaları cıvata ve pabuçlarla bağlanır. Farklı büyüklük ve şekillerde üretilen bu aparatlar, parçaların güvenli ve kolay bağlanmasını sağlar. Cıvatalar Freze tezgâh tablasında bulunan T- kanallarına uygun ölçülerde yapılmış baş kısmı bulunan bir vida ve somundan ibarettir. T-kanalına giren vida başı kanal içinde dönmeyecek şekilde ve büyüklükte yapılır.





38 Sıkma Pabuçları ve Altlıkları Mengenelere sığmayacak büyüklükte, geometrik veya geometrik şekillerde olmayan iş parçalarının, cıvata ve somun ile sıkılmasında kullanılan parçalardır. Çeşitli şekil ve ölçülerde imal edilirler. Ortalarından cıvatanın geçmesi için delinir veya sıkma ve sökme sırasında pratiklik olması bakımından kanal biçiminde boşaltılır. Sıkma pabuç çeşitleri

39

40

41

42

43



44 Döner Tablalar Döner tablalar genel olarak,iç ve dış yüzeylerin çevresel frezelenmesinde, kamların çevre veya yüzeylerinin markalanarak işlenmesi ile büyük çaplı içten ve dıştan çalışan düz dişlilerin açılmasında kullanılırlar.işin gereğine göre yatay ve düşey tipleri mevcuttur. Yatay döner tabla Düşey döner tabla Düz döner tabla Döner tabla çeşitleri

45

46

47

48

49 Freze Tezgahında Hareket İletim Mekanizması Motordan alınan hareket ara miller üzerine monte edilmiş silindirik dişliler vasıtasıyla fener miline iletilir. Fener mili tezgah gövdesine rulmanlı yataklarla hassas olarak yat aklanmıştır. Fener milinin dakikadaki devir sayısı tezgah gövdesindeki ara millerin konumlarını değiştiren kollar vasıtasıyla yapılır.
50 Freze Tezgahında Kesme Hızı ve İlerleme: Kesme Hızı: Bir freze kesici takımın çevresindeki herhangi bir kesici ağzın veya ucun bir dakikada metre cinsinden aldığı yola kesme hızı denir. V = πdn 1000 V = Kesme hızı(metre/dak) n = Devir sayısı(devir/dak) D = Kesici takımın çapı(mm)

51 Freze tezgahında kullanılan yüksek hız çelikleri(hss) ve Sert maden uçlar içn kesme hızlarının karşılaştırılması Aynı malzeme için sert maden uçlardaki kesme hızı HSS takımlardaki kesme hızından yaklaşık üç kat daha fazladır. İşlenen malzemenin setliği azaldıkça her iki kesici takım için de kesme hızı artmaktadır. Freze Tezgahları ve Frezecilik
52 Kesme Hızını Etkileyen faktörler: 1-Kullanılan kesicinin cinsi 2-İşlenilen malzemenin cinsi 3-Talaş biçimi(ince veya Kaba) 4-Tezgahın gücü ve kapasitesi 5- Soğutma sıvısının kullanılması 6-Kullanılan devir sayısı 7-Kesicinin çapı Freze Tezgahları ve Frezecilik
 Tek bir dişin veya kesici ağzın ilerlemesi(mm/dak) Devir sayısı")
53 İlerleme: Kesme esnasında iş parçasının dakikada mm cinsinden aldığı yola ilerleme denir. Kesici ağız sayısı S = S z Zn İlerleme (mm/dak) Tek bir dişin veya kesici ağzın ilerlemesi(mm/dak) Devir sayısı (dev/dak) Bu değer tablodan alınır
 6- İstenen")
54 Freze tezgahında ilerleme talaş miktarı ile doğru orantılıdır. Yani ince talaş için küçük ilerleme değerleri alınırken kaba talaş için büyük ilerleme değeri seçilebilir. İlerlemeyi etkileyen faktörler: 1-İşlenen malzeme cinsi 2- Kaldırılan talaş miktarı 3- Tezgahın devir sayısı 4- Kullanılan kesicinin cinsi 5- İşleme cinsi(silindirik veya Alın frezeleme) 6- İstenen yüzey kalitesi Freze Tezgahları ve Frezecilik
55 Kesme esnasında soğutma sıvısının kullanılması: Freze tezgahında soğutma sıvısının kullanılmasının önemli birkaç nedeni vardır. Bunlar; *Kesici takımın ömrünü arttırmak *İşlenen yüzeyin yüzey kalitesini arttırmak *Kesmeyi kolaylaştırmak Bir soğutma sıvısından beklenen en önemli iki özellik vardır. Bu özellikler; *Soğutma özelliğine sahip olmalı *Yağlama etkisine sahip olmalı Freze Tezgahları ve Frezecilik



56 Kesme esnasında soğutma sıvısının uygulanma şekli Freze Tezgahları ve Frezecilik



57 Freze tezgâhı

58 Frezede Kesme Yönleri 1- Ters yönlü kesme: İş parçasının ilerleme yönü ile kesici takımın dönme yönü ters olan frezeleme türüdür. Kesme esnasında kesici takıma gelen yük parçanın üst yüzeyine doğru artar. Bu tür kesmede kesici takımın körlenme süreci daha da geciktirilmiş olur. Bu tür kesmede kesici iş parçasını mengeneden sökmeye çalışacağından iyi bir sıkma işlemi yapılmalıdır.

59 1- Aynı yönlü kesme: İş parçasının ilerleme yönü ile kesici takımın dönme yönü aynı olan frezeleme türüdür. Kesici takım kaldıracağı talaşa üsten girerek, çok talaştan az talaşa doğru bir kesme işlemi yapacaktır. Ters yönlü frezelemeye göre daha büyük ilerleme ve daha fazla talaş derinliği seçmek mümkün. İşlenen yüzey ters yönlü kesmeye nazaran daha pürüzsüz ve hassastır.

60 Frezede Tezgah Zamanın Hesaplanması: Frezede tezgah zamanı makine zamanı olarak ta bilinir. Tezgah zamanı tablanın toplam hareket boyunun ilerleme değerine bölünmesi ile elde edilir. L Tablanın toplam hareket boyu T t = = S İlerleme Tablanın toplam hareket boyu ise; L=2l c +l


61 Kullanılan kesici ucun etkisi Takım tutucuya takılan sert maden uç kesiciler iş yüzeyleri üzerinde bir takım izler bırakır. Bu izlerin belli bir biçimi olmamakla beraber seçilen kesici uca bağlı olarak değişir.
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Makine teknolojisi temel imalat işlemleri frezeleme temrinleri FREZEDE BÖLME İŞLEMLERİ MODÜLÜ TEMRİN İŞLEMLERİ. makinaegitimi.com
 FREZEDE BÖLME İŞLEMLERİ MODÜLÜ TEMRİN İŞLEMLERİ ... MES.VE TEKN. AND. LİSESİ MAKİNE TEKLOJİSİ ALANI SAYFA 58 FREZE TEZGAHINDA EMNİYETLİ ÇALIŞMA KURALLARI BİLG İ SAYFASI 1 -Tezgâhı kullanmadan önce kumanda
FREZEDE BÖLME İŞLEMLERİ MODÜLÜ TEMRİN İŞLEMLERİ ... MES.VE TEKN. AND. LİSESİ MAKİNE TEKLOJİSİ ALANI SAYFA 58 FREZE TEZGAHINDA EMNİYETLİ ÇALIŞMA KURALLARI BİLG İ SAYFASI 1 -Tezgâhı kullanmadan önce kumanda
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ DÜZ VE AÇILI FREZE ÇAKISI YAPMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ DÜZ VE AÇILI FREZE ÇAKISI YAPMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
BISON TORNA AYNALARININ ÝÞ BAÐLAMA HASSASÝYETÝNÝN DIN STANDARTLARI ÝLE KARÞILAÞTIRMA TABLOSU
 BISON TORNA AYNALARININ ÝÞ BAÐLAMA HASSASÝYETÝNÝN DIN STANDARTLARI ÝLE KARÞILAÞTIRMA TABLOSU GÖVDE Tip 3200 ve 3600 serisi: Yüksek kaliteli dökümden imal edilmiştir. Tüm aynaların gövdelerinin üzerinde
BISON TORNA AYNALARININ ÝÞ BAÐLAMA HASSASÝYETÝNÝN DIN STANDARTLARI ÝLE KARÞILAÞTIRMA TABLOSU GÖVDE Tip 3200 ve 3600 serisi: Yüksek kaliteli dökümden imal edilmiştir. Tüm aynaların gövdelerinin üzerinde
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm
 up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
Tezgahın Ana görevleri:
 1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ TEMEL FREZELEME ANKARA 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ TEMEL FREZELEME ANKARA 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
ÜNĐVERSAL FEREZE TEZGÂHLARI ĐÇĐN SERVO MOTORLU DĐVĐZÖR YARDIMIYLA AÇI KONTROLÜ
 ÜNĐVERSAL FEREZE TEZGÂHLARI ĐÇĐN SERVO MOTORLU DĐVĐZÖR YARDIMIYLA AÇI KONTROLÜ ANGLE CONTROLLING BY THE USE OF DIVIDING HEAD WITH SERVO MACHINE FOR UNIVERSAL MILLING MACHINE Mehmet Ali DÖNERTAŞ, Çankırı
ÜNĐVERSAL FEREZE TEZGÂHLARI ĐÇĐN SERVO MOTORLU DĐVĐZÖR YARDIMIYLA AÇI KONTROLÜ ANGLE CONTROLLING BY THE USE OF DIVIDING HEAD WITH SERVO MACHINE FOR UNIVERSAL MILLING MACHINE Mehmet Ali DÖNERTAŞ, Çankırı
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
CNC DİVİZÖR KATALOĞU.
 CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
HBM-5T 130 LUK CNC BORVERK
 Opsiyonel 15 ton kapasiteli iş masası olan tezgahlarda X-ekseninde 3 sıra yatak vardır. HBM-5T 130 LUK CNC BORVERK 60 takımlık magazin, HBM-5T nin opsiyonel olarak alınabilir aksesuarlarındandır. Kollu
Opsiyonel 15 ton kapasiteli iş masası olan tezgahlarda X-ekseninde 3 sıra yatak vardır. HBM-5T 130 LUK CNC BORVERK 60 takımlık magazin, HBM-5T nin opsiyonel olarak alınabilir aksesuarlarındandır. Kollu
V. DANILEVSKY İMALAT MÜHENDİSLİĞİ
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ TEMEL FREZELEME İŞLEMLERİ-1 ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ TEMEL FREZELEME İŞLEMLERİ-1 ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
ÜNİTE MAKİNA VE TEÇHİZAT İÇİNDEKİLER. Prof. Dr. Ayhan ÇELİK HEDEFLER TALAŞLI ÜRETİM YÖNTEMLERİ
 TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
ANAHTAR İŞLEME MAKİNESİ PN 80 PANTOGRAF MAKİNE KULLANMA KLAVUZU
 ANAHTAR İŞLEME MAKİNESİ PN 80 PANTOGRAF MAKİNE KULLANMA KLAVUZU 39cm PN 80 Pantograf Makinenin Paketlenmesi; Nemden korumak için bir naylon torba içerisine konur. Kalın karton kutularla etrafı strofer
ANAHTAR İŞLEME MAKİNESİ PN 80 PANTOGRAF MAKİNE KULLANMA KLAVUZU 39cm PN 80 Pantograf Makinenin Paketlenmesi; Nemden korumak için bir naylon torba içerisine konur. Kalın karton kutularla etrafı strofer
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
TAKIM TuTuCuLAR TAKIM TuTuCuLAR
 takım t u t u c u lar Ayarlanabilir kılavuz kolları ve, üst başlığı altında toplanmıştır. Kılavuz kolları ile el kılavuzları kullanılabilmektedir. Kılavuzun dörtgen şaftı kılavuz kolunun ayarlanabilir
takım t u t u c u lar Ayarlanabilir kılavuz kolları ve, üst başlığı altında toplanmıştır. Kılavuz kolları ile el kılavuzları kullanılabilmektedir. Kılavuzun dörtgen şaftı kılavuz kolunun ayarlanabilir
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü