DEMĠR BAZLI SÜPER ALAġIMLARIN ĠġLENEBĠLĠRLĠĞĠNĠN DENEYSEL OLARAK ĠNCELENMESĠ. Osman BIYIK YÜKSEK LĠSANS TEZĠ ĠLERĠ TEKNOLOJĠLER ANABĠLĠMDALI
|
|
|
- Eren Dalman
- 6 yıl önce
- İzleme sayısı:
Transkript
1
2 DEMĠR BAZLI SÜPER ALAġIMLARIN ĠġLENEBĠLĠRLĠĞĠNĠN DENEYSEL OLARAK ĠNCELENMESĠ Osman BIYIK YÜKSEK LĠSANS TEZĠ ĠLERĠ TEKNOLOJĠLER ANABĠLĠMDALI GAZĠ ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ MAYIS 2016
3 Osman BIYIK tarafından hazırlanan DEMĠR BAZLI SÜPER ALAġIMLARIN ĠġLENEBĠLĠRLĠĞĠNĠN DENEYSEL OLARAK ĠNCELENMESĠ adlı tez çalıģması aģağıdaki jüri tarafından OY BĠRLĠĞĠ / OY ÇOKLUĞU ile Gazi Üniversitesi ĠLERĠ TEKNOLOJĠLER Anabilim Dalında YÜKSEK LĠSANS TEZĠ olarak kabul edilmiģtir. DanıĢman: Doç. Dr. Ahmet TAġKESEN Endüstriyel Tasarım Mühendisliği, Gazi Üniversitesi Bu tezin, kapsam ve kalite olarak Yüksek Lisans Tezi olduğunu onaylıyorum/onaylamıyorum BaĢkan : Prof. Dr. KürĢad DÜNDAR Makine Mühendisliği Anabilim Dalı, Atılım Üniversitesi Bu tezin, kapsam ve kalite olarak Yüksek Lisans Tezi olduğunu onaylıyorum/onaylamıyorum Üye : Doç. Dr. Adnan AKKURT Endüstriyel Tasarım Mühendisliği Anabilim Dalı, Gazi Üniversitesi Bu tezin, kapsam ve kalite olarak Yüksek Lisans Tezi olduğunu onaylıyorum/onaylamıyorum Tez Savunma Tarihi: 29/04/2016 Jüri tarafından kabul edilen bu tezin Yüksek Lisans Tezi olması için gerekli Ģartları yerine getirdiğini onaylıyorum... Prof. Dr. Metin GÜRÜ Fen Bilimleri Enstitüsü Müdürü
4 ETĠK BEYAN Gazi Üniversitesi Fen Bilimleri Enstitüsü Tez Yazım Kurallarına uygun olarak hazırladığım bu tez çalıģmasında; Tez içinde sunduğum verileri, bilgileri ve dokümanları akademik ve etik kurallar çerçevesinde elde ettiğimi, Tüm bilgi, belge, değerlendirme ve sonuçları bilimsel etik ve ahlak kurallarına uygun olarak sunduğumu, Tez çalıģmasında yararlandığım eserlerin tümüne uygun atıfta bulunarak kaynak gösterdiğimi, Kullanılan verilerde herhangi bir değiģiklik yapmadığımı, Bu tezde sunduğum çalıģmanın özgün olduğunu, bildirir, aksi bir durumda aleyhime doğabilecek tüm hak kayıplarını kabullendiğimi beyan ederim. Osman BIYIK 29/04/2016
5
6 iv DEMĠR BAZLI SÜPER ALAġIMLARIN ĠġLENEBĠLĠRLĠĞĠNĠN DENEYSEL OLARAK ĠNCELENMESĠ (Yüksek Lisans Tezi) Osman BIYIK GAZĠ ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ Mayıs 2016 ÖZET Bu çalıģmada, üç farklı kaplamalı karbür matkap kullanılarak A 286 demir bazlı süper alaģımının kuru Ģartlar altında delme testleri yapılmıģtır. Deneylerde kullanılan kesici takımların uç açıları 120 ve 140 ve kaplama çeģitleri TiN, TiAlN ve AlCrN olarak belirlenmiģtir. Kesme parametreleri gri iliģki analizi ile optimize edilmiģtir. Kesme hızı, ilerleme, kesici takım malzemesi ve bunların etkileģimlerinin itme kuvveti, tork ve yüzey pürüzlülüğü üzerine etkileri belirlenmiģtir. Deneylerde Taguchi nin L18, 3-seviyeli, 3- faktörlü ortogonal dizisi kullanılmıģtır. Ayrıca, minimum delme kuvvetleri, yüzey pürüzlülüğü ve çap hatası elde edebilmek için en uygun delme parametreleri belirlenmiģtir. Genel olarak, 120 uç açısına sahip TiAlN kaplı matkaplar düģük kuvvetlerde çalıģmıģtır. Ġlerlemenin artıģına bağlı olarak kesme kuvvetlerinin artıģı gözlenmiģtir. Ġlerleme miktarının artıģı yüzey pürüzlülüğünü de arttırmıģ, kesme hızının artması ise yüzey pürüzlülüğünü azaltmıģtır. En düģük yüzey pürüzlülüğü AlCrN kaplı matkaplarla yapılan deneylerde ölçülmüģtür. Aynı kesici takımla ikinci kez delme iģlemi gerçekleģtiğinde; iģlem esnasında meydana gelen sıcaklıkla, kaplaması kalkmıģ matkaplarda talaģ yapıģmasının arttığı görülmüģtür. Bilim Kodu : Anahtar Kelimeler : Demir bazlı süper alaģım, iģlenebilirlik, delme, optimizasyon Sayfa Adedi : 108 Tez Yöneticisi : Doç. Dr. Ahmet TAġKESEN
7 v EXPERIMENTAL INVESTIGATION ON THE MACHINABILITY OF IRON BASED SUPERALLOYS (M.Sc. Thesis) Osman BIYIK GAZĠ UNIVERSITY GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCES May 2016 ABSTRACT In this study, A 286 iron-based super alloy was tested for drilling with three different coated carbide tools in dry cutting conditions. The point angles of the cutting tools used in the experiments were specified as 120 and 140, and the coatings were chosen as TiN, TiAlN and AlCrN. Cutting parameters were optimized with Grey Relational Analysis. The effects of cutting speed, feed, tool material and their interactions on drilling forces, torque and surface roughness were determined. In the experiments, Taguchi s L18 3-Level and 3- Factor Orthogonal Array were used. Moreover, in order to obtain minimum drilling force, surface roughness and diameter error, optimum drilling parameters were found. Generally, TiAlN coated drills having 120 point angle produced lower drilling forces. Increasing the feed rate caused an increase in the cutting forces. The increase in the feed increased the surface roughness while the increase in cutting speed decreased the surface roughness. The minimum surface roughness was measured with AlCrN coated drills. When the second drilling attemat with the same cutting tools was done, more built-up edge was observed in the drilling tools due to the increasing cutting temperature. ScienceCode : KeyWords : Iron based superalloy, machinability, drilling, optimisation PageNumber : 108 Adviser : Assoc. Prof. Dr. Ahmet TAġKESEN
8 vi TEġEKKÜR ÇalıĢmalarımda ve hayatımda bana desteklerini esirgemeyen aileme sonsuz teģekkür ederim. ÇalıĢmalarım boyunca beni yönlendiren ve katkılarını hiç esirgemeyen danıģman hocam Doç. Dr. Ahmet TAġKESEN e yine kıymetli tecrübelerinden faydalandığım ve çalıģmalarıma katkılarından dolayı Doç. Dr. Yunus KAYIR a ayrıca teknik anlamda katkılarını esirgemeyen NAVĠGA mühendislik ile Hakkı Usta Oğulları Mak. San. Tic. Ltd. ġti ve deney sonuçlarının ölçümlerinde ve laboratuvar alanının kullanımında (Çekme testi, sertlik, mikro yapı ve SEM ölçümlerinde) bana katkı sağlayan Gazi Üniversitesi, Teknoloji Fakültesi, Malzeme ve Metalürji mühendisliği bölümü hocalarıma tüm katkılarından dolayı teģekkürlerimi sunarım.
9 vii ĠÇĠNDEKĠLER Sayfa ÖZET... ABSTRACT... TEġEKKÜR... iv v vi ĠÇĠNDEKĠLER... vii ÇĠZELGELERĠN LĠSTESĠ... x ġekġllerġn LĠSTESĠ... xii RESĠMLERĠN LĠSTESĠ... xiii SĠMGELER VE KISALTMALAR... xv 1. GĠRĠġ LĠTERATÜR TARAMASI Nikel, Kobalt ve Demir Bazlı Süper AlaĢımların ĠĢlenebilirliği Üzerine Yapılan ÇalıĢmalar Kesme kuvvetleri ve modelleme ile ilgili çalıģmalar Yüzey pürüzlülüğü, takım aģınması ve oluģan sıcaklıklar üzerine yapılan çalıģmalar Demir Bazlı Süper AlaĢımların Delme ĠĢlenebilirliği Üzerine Yapılan ÇalıĢmalar Literatür AraĢtırmasının Değerlendirilmesi Genel Değerlendirme SÜPER ALAġIMLARIN SINIFLANDIRILMASI VE ĠġLENEBĠLĠRLĠĞĠ Süper AlaĢımların Sınıflandırılması Demir bazlı süper alaģımlar ve A 286 süper alaģımı Kobalt bazlı süper alaģımlar... 26
10 viii Sayfa Nikel bazlı süper alaģımlar Delme ĠĢlenebilirliği Süper alaģımların iģlenmesinde kullanılan kesici takımlar Delme esnasında oluģan kuvvetler ve bunların ölçülmesi Yüzey pürüzlülüğü Delik daireselliği ve silindirikliği DENEYSEL ĠġLEMLER VE METOT A 286 Süper AlaĢımının Karakterizasyonu Mikroyapı incelemeleri Sertlik ölçme deneyi Çekme deneyi Delme Deneyleri Delme deneylerinde kullanılan kesici takımlar Delme deneylerinde kullanılan takım tezgahı ve iģleme parametreleri Ġlerleme kuvveti ve kesme momentinin ölçümü Yüzey pürüzlülüğünün ölçümü Dairesellik ve silindirikliğin ölçümü DENEY SONUÇLARI VE TARTIġMA Mikroyapı ve Mekanik Özellikler A 286 Süper AlaĢımının Delinebilirlik Özellikleri Ġlerleme kuvveti ve kesme momentinin değerlendirilmesi Delme sonrası oluģan deliklerin ölçüsü Delme sonrası oluģan yüzey pürüzlülüğü ve talaģ oluģumu Deney Sonuçlarının Optimizasyonu... 71
11 ix Sayfa Faktörlerin tekli performans analizi Gri iliģki analizi ile çoklu optimizasyon Anova analizi SONUÇ VE ÖNERĠLER Ġlerleme Kuvveti ve Kesme Momenti Delik Ölçüsü Yüzey Pürüzlülüğü ve TalaĢ OluĢumu Çoklu Optimizasyon Öneriler KAYNAKLAR EKLER EK-1. A 286 Süper alaģımına ait sertifika EK-2. A 286 Süper alaģımına ait standartlar EK-3. Deneylerde kullanılan matkaba ait detaylar EK-4. Delme deneyleri sonrası deliklerin SEM görüntüleri EK-5. Deney sonucu oluģan talaģlar ÖZGEÇMĠġ
12 x ÇĠZELGELERĠN LĠSTESĠ Çizelge Sayfa Çizelge 3.1. Süper alaģımların sınıflandırılması Çizelge 3.2. Süper alaģımlarda gözlenen bileģenler Çizelge 3.3. A 286 Süper alaģımının bileģenleri Çizelge 3.4. A 286 Süper alaģımının fiziksel özellikleri Çizelge 3.5. A 286 Süper alaģımının elektriksel ve termal özellikleri Çizelge 3.6. Ticari olarak kullanılan nikel esaslı süper alaģımlar Çizelge 3.7. Kesici takım malzemeleri Çizelge 3.8. Karbür uçların kullanım alanları Çizelge 3.9. TSE tarafından belirlenen tolerans çeģitleri ve sembollerin bir kısmı Çizelge 4.1. Deneylerde kullanılan matkaplar Çizelge 4.2. Deney için hazırlanan parametreler (L18-2*1 ve 3*3) Çizelge 4.3. ĠĢleme Ģartları Çizelge 4.4. Deney planı Çizelge 4.5. Taguchi ortogonal dizi seçim tablosu Çizelge 5.1. Sertlik ölçüm sonuçları (HV) Çizelge 5.2. Çekme testi sonuçları (MPa) Çizelge 5.3. Deneylerde kullanılan faktör ve seviyenin Taguchi nin L18 ortogonal dizisine yerleģtirilmiģ hali ve elde edilen sonuçlar Çizelge 5.4. Ġtme kuvveti ve kesme momenti için cevap tablosu Çizelge 5.5. Yüzey pürüzlülüğü ve toplam çap hatası için cevap tablosu Çizelge 5.6. Ġtme kuvveti, kesme momenti ve yüzey pürüzlülük değerine ait normalizasyon gri iliģki katsayı ve gri iliģki derecesi değerleri Çizelge 5.7. Doğrulama deneyleri Çizelge 5.8. Faktörlere ait gri iliģki derecelerinin etkileri... 82
13 xi Çizelge Sayfa Çizelge 5.9. Gri iliģki derecesinin varyans analizi Çizelge Faktörlerin etkisi dikkate alındığında gri iliģki derecesinin varyans analizi... 86
14 xii ġekġllerġn LĠSTESĠ ġekil Sayfa ġekil 3.1. Periyodik tablo üzerinde elementlerin süper alaģımlardaki iģlevleri ġekil 3.2. YaĢlandırılmıĢ A 286 alaģımının çekme özellikleri ġekil 3.3. YaĢlandırılmıĢ A 286 alaģımının kopma mukavemeti ve akma dayanımı ġekil 3.4. Delme performansını belirleyen kriterler ġekil 3.5. Matkap özelliklerinin delme iģlemine etkisi ġekil 3.6. ĠĢ parçasının özelliklerinin delme iģlemine etkisi ġekil 3.7. Soğutma sıvısının delme iģlemine etkisi ġekil 3.8. Tezgah tasarımının delme iģlemine etkisi ġekil 3.9. Matkabın kısımları ġekil Matkaptaki kesici kenarlar ġekil Matkaptaki yüzeyler ġekil Matkaptaki uç, helis ve enine kesme açıları ġekil Matkaptaki kesme açıları ġekil Delme iģleminde oluģan kesme kuvvetleri ġekil Ortalama yüzey pürüzlülüğü değerinin tanımlanması ġekil 4.1. Delme deneylerinde kullanılan deney düzeneği ġekil 5.1. Grafik üzerinde çekme testi sonuçları (MPa) ġekil 5.2. Matkaba gelen kuvvetler ġekil 5.3. Dinamometreden alınan kuvvet ve moment grafiği ġekil lik matkapların Fz (N) kuvvetleri ġekil lik matkapların Fz (N) kuvvetleri ġekil 5.6. Deneyler sonrası oluģan delik çapları... 64
15 xiii ġekil Sayfa ġekil lik matkapların farklı ilerleme oranlarındaki yüzey pürüzlülüğü Ra(µm) ġekil lik matkapların farklı ilerleme oranlarındaki yüzey pürüzlülüğü Ra(µm) ġekil 5.9. Kaplamalara ve uç açılarına göre yüzey pürüzlülüğü ġekil Faktörlerin itme kuvvetine etkisi ġekil Faktörlerin kesme momentine etkisi ġekil Faktörlerin yüzey pürüzlülüğüne etkisi ġekil Faktörlerin çap hatasına etkisi ġekil Her faktör ve seviyelerin ortalama gri iliģki dereceleri etki grafiği ġekil Doğrulama deneylerinin gri iliģki derecesi... 85
16 xiv RESĠMLERĠN ÇĠZELGESĠ Resim Sayfa Resim 4.1. Çekme testi sonrası numuneler Resim 4.2. Deneylerde kullanılan malzemenin boyutu (mm) Resim 4.3. Deneylerde kullanılan TiN kaplı 120 lik matkap Resim 4.4. TiN kaplı 140 lik matkap Resim TiAlN kaplı 120 lik matkap Resim 4.6. TiAlN kaplı 140 lik matkap Resim AlCrN kaplı 120 lik matkap Resim 4.8. AlCrN kaplı 140 lik matkap Resim 4.9. Dikey iģlem merkezi Resim Kistler dinamometre Resim 5.1. A 286 süper alaģımının mikro yapı görüntüsü Resim 5.2. TiN kaplamalı 120 lik matkap (Ġkinci tekrarda kırılan matkap) Resim 5.3. TiN kaplamalı 140 lik matkabın SEM görüntüsü Resim 5.4. Yüksek sıcaklık sonucu matkap ucunda meydana gelen deformasyon Resim 5.5. En kötü yüzey pürüzlülüğü ölçülen deliğin SEM görüntüsü Resim 5.6. En iyi yüzey pürüzlülüğü ölçülen deliğin SEM görüntüsü Resim 5.7. Farklı kesme hızlarında oluģan talaģ tipleri Resim 5.8. Delme iģlemi sonrasında takıma sarılan talaģ... 71
17 xv SĠMGELER VE KISALTMALAR Bu çalıģmada kullanılmıģ bazı simgeler ve kısaltmalar, açıklamaları ile birlikte aģağıda sunulmuģtur. Simgeler Açıklama Al Aluminum (Alüminyum) AlN Alüminyum nitrür Al 2 O 3 Aluminum oxide (Alüminyum oksit) Al7XXX 7000 serisi alüminyum alaģımı Al serisi alüminyum alaģımı AlCrN Aluminium chromium nitride (Alüminyum krom nitrür) AlTiN Aluminium titanium nitride (Alüminyum titanyum nitrür) BUE TalaĢ sıvanması cph kapalı paket hegzagonal yapı Cr Chromium (Krom) CrCN Krom karbonitrür (Chromium carbonitride) Cu Copper (Bakır) D Çap (mm) d Yoğunluk (g/cm 3 ) de Toplam çap hatası E Elastikiyet modülü (MPa) f Ġlerleme hızı (mm/dev) F a /F z Ġlerleme kuvveti (N) F c /F s Kesme kuvveti (N) Fe Ferrite (Demir) f e Fr/F rz Ft F test FT Hatanın serbestlik derecesi Radyal kuvvet Teğet kuvvet Varyans analizi Kesme kuvvetlerinin tamamı
18 xvi Simgeler Açıklama F-tablo F değerlerine ait standart tablo F x F y F (1,f ) α e GKT gcp h HCL HNO 3 HRC HSS HV (VHN) H 2 k X eksenindeki tepki kuvveti (N) Y eksenindeki tepki kuvveti (N) %95 lik önem aralığındaki F-tablo değeri olup Toplama ait genel kareler toplamı Geometrik sıkı paket TalaĢ kalınlığı (mm) Hydrochloric acid (Hidrolik asit) Nitric acid (Nitrik asit) Rockwell hardness (Rokvel sertliği) High speed steel (Yüksek hız çeliği) Vickers hardness (Vickers sertliği) Hidrojen Performans karakteristiğini önemli derecede etkileyen iģleme parametrelerinin sayısı k s Özgül kesme basıncı (N/mm 2 ) m Metre mm Milimetre M c (M z ) Kesme momenti (Ncm) Mg Magnesium (Magnezyum) Mn Manganese (Mangan) Mo Molybdenum (Molibden) n Devir sayısı (dev/dak) NaCl Sodium Chloride (Sodyum klorür) Ni Nickel (Nikel) N 2 P Pb r R R a Azot Pressure (Basınç) Lead (KurĢun) Radyal mesafe Doğrulama deneylerinin tekrar sayısını Ortalama yüzey pürüzlülük değeri (µm)
19 xvii Simgeler Açıklama R i Si SiAlON SiC Si 3 N 4 SiO 2 S/N (η) sph Ti TiAl TiAlC TiAlN TiCN TiN Ti6Al4V V Var Var e VB V B V Bmax V c V i x i (k) x j (k) x 0 i(k) x 0 O merkezli çemberin yarıçapı Silicon (Silisyum) Silisyum-Alüminyum oksinitrür Silicon carbide (Silisyum karbür) Silikon nitrat Silisyum dioksit Signal/Noise (Sinyal/Gürültü) Sıkı paket hegzagonal yapı Titanium (Titanyum) Titanium aluminum (Titanyum alüminyum) Titanium aluminum carbon (Titanyum alüminyum karbon) Titanium aluminium nitride (Titanyum alüminyum nitrür) Titanium carbonitride (Titanyum karbonitrür) Titanium nitride (Titanyum nitrür) %6 Al, %4 V geri kalan kısmını da titanyumun oluģturduğu alaģımlı malzeme Vanadium (Vanadyum) Varyans Hatanın varyansı Yanak aģınması (flankwear) mm Serbest yüzey aģınma miktarı (mm) Maksimum serbest yüzey aģınma miktarı (mm) Cutting speed (Kesme hızı, m/dak) Her hangi bir noktanın kesme hızı k. performans karakteristiğinin i. deneyine ait normalleģtirme sonucunu Özgül karģılaģtırma serisi k. performans karakteristiğinin i. deneyine ait normalleģtirilecek değeri Ġstenilen ideal değer
20 xviii Simgeler Açıklama x 0 (k) y ij Y tahmin Zn Zr α β db Φ Referans serisi Ölçülen karakteristik değer S/N değerine karģılık gelen gerçek değer Zinc (Çinko) Zirconium (Zirkonyum) alfa Delme vuruģ açısı Desibel Kesme açısı( ) ε Kayma açısı ( ) ψ Uç açısı ( ) φ Enine kesici kenar açısı ( ) θ η Helis açısı( ) Eğim açısı( ) γ Ġlk gama fazı γ Ġkinci gama fazı γ(x 0,x i) Gri bir sistemdeki x i serisi ile x 0 serisi arasındaki ˆγ geometrik bezerliğin ölçüsü Gri iliģki derecesi γ i Optimum seviyedeki gri iliģki derecesi ortalamasını γ ˆ egg Gri iliģki derecesi değeri γ m Gri iliģki derecelerinin toplamının ortalaması ε Matkabın uç açısı ε U Kopma uzaması (%) µ Hesap edilen seviyedeki aritmetik ortalama ξ Ayırt etme katsayısı Σ Matematikte toplama sembolü σ Ortalama kareler toplamı σ U σ f Çekme mukavemeti (MPa) Eğilme mukavemeti (MPa)
21 xix Kısaltmalar Açıklama AISI ANOVA ASTM CBN C.I. CMM CNC CVD DIN EDM EN FEM GĠK HMT American Iron and Steel Institute (Amerikan Demir ve Çelik Enstitüsü) Analysis of Variance (Varyans Analizi) American Society for Testing and Materials (Amerikan Test ve Malzemeler Derneği) Cubic Boron Nitride (Kübik Bor Nitrür) Confidence Interval (Güven aralığı) Coordinate Measuring Machine (Koordinat Ölçme Tezgâhı) Computer Numerical Control (Bilgisayarlı Sayısal Kotrol) Chemical Vapor Deposition (Kimyasal Buhar YoğuĢturma) Deutsches Institutfür Normung (Alman Standartlar Enstitüsü) Electrical Discharge Machining (Elektro Erozyon ile ĠĢleme) European Norm (Avrupa Standardı) Finite Element Model (Sonlu Eleman Modeli) Gri ĠliĢki Katsayısı Hacim Merkezli Tetragonal HSM KYM ISO MMK MQL Hiğh Speed Machining (Yüksek hızlı iģleme) Kübik Yüzey Merkezli International Organization for Standardization (Uluslararası Standartlar TeĢkilâtı) Metal Matrisli Kompozit Minumum Quantity Liquid (Minimum Miktarda Yağlayıcı)
22 xx Kısaltmalar Açıklama PVD RSM SEM TEM TIG TS TSE USB vb. YMK XRD Physical Vapor Deposition (Fiziksel Buhar YoğuĢturma) Response Surface Methodology (Yanıt Yüzey Metodu) Scanning Electron Microscope (Taramalı Elektron Mikroskobu) Transmission Electron Microscope (GeçiĢli Elektron Mikroskobu) Tungsten Inert Gas Türk Standartları Türk Standartları Enstitüsü Universal Serial Bus (Evrensel Seri Veriyolu) ve benzeri Yüzey Merkezli Kübik Yapı X-Ray Diffraction (X-IĢını Kırınımı)
23 1 1. GĠRĠġ Giderek kullanım alanı artan süper alaģımlar bileģimindeki malzeme yoğunluğuna göre demir, nikel ve kobalt bazlı olarak üç ana grupta toplanmıģtır. Süper alaģımların ana yapısında demir, nikel ve kobalt bulunmakta; bunun yanı sıra yüksek miktarda krom, düģük miktarda wolfram, molibden, magnezyum, alüminyum ve titanyum içermektedir. Süper alaģımlar, yüksek sıcaklık dayanımına, iyi bir korozyon direncine, sürtünme dayanımına ve yüksek sıcaklıklarda metalürjik değiģimlere karģı koyabilme özelliğine sahiptir [1]. Süper alaģımlar ilk olarak arasında östenitik paslanmaz çelikten faydalanılarak geliģtirilmiģtir. Teknolojinin geliģmesiyle birlikte farklı malzemeler bir araya getirilerek çeģitli mekanik özellikler kazandırılmıģtır ve kullanım alanları geniģlemiģtir. GeliĢtirilen süper alaģımlar; uçak, gemi, roket tahrik sistemleri, petrol, kimya, nükleer reaktörler, denizaltı uygulamaları gibi birçok alanda kullanılmaya baģlanmıģtır [2]. TalaĢlı imalatta iģlenebilirlik, kesme hızı, ilerleme ve kesme derinliği gibi kesme Ģartları altında iģleme kolaylığı veya zorluğu olarak tanımlanmaktadır. ĠĢlenebilirlik: (1) takım ömrü, (2) yüzey kalitesi, (3) kuvvet ve güç gereksinimleri, (4) talaģ kontrolü ve oluģan sıcaklık miktarı ile ifade edilir ve bir malzemenin iģlenebilirliği bu dört parametrenin ölçümüyle değerlendirilmektedir [2]. Süper alaģımların yukarıda belirtilen malzeme özellikleri, düģük termal iletkenliği ve mükemmel sertliğinden dolayı takım sıcaklığı kolayca yükselebilmekte ve pekleģme meydana gelmektedir [3]. Aynı Ģekilde imalat sırasında meydana gelen yoğun sıcaklıkla birlikte metalürjik değiģim sonucu beyaz katman adı verilen bir katman oluģmaktadır. OluĢan beyaz katman, yüzey tamlığını ve iģlenebilirliği olumsuz yönde etkilemektedir. Bu yüzden, karbür ve seramik takımlarla süper alaģımların iģlenmesinde doğru parametrelerin seçimi oldukça önemlidir. TalaĢlı imalatın bir parçası olan delme iģlemi, helisel yapıya sahip matkap kullanılarak klasik tezgâhlarda veya Bilgisayarlı Sayısal Denetimli (CNC) tezgâhlarında malzeme üzerinden talaģ kaldırmak Ģeklinde tanımlanabilir. TalaĢ kaldırma esnasında önemli ölçüde oluģan sıcaklığı azaltmak için soğutma sıvısı da kullanılmaktadır. Bu sayede iģleme esnasında meydana gelen sıcaklığın, kullanılan takıma ve malzemeye vereceği zarar azaltılmaya çalıģılır. Uzun zamandır kullanılan bu soğutma tekniğinin yanı sıra son yıllarda
24 2 geliģen teknolojiyle kuru iģleme (dry machining) ve minimum miktarda yağlayıcı (MQL) teknikleri de uygulanmaktadır. Demir esaslı süper alaģımların delinmesi ile ilgili literatürde oldukça az çalıģma bulunmaktadır. Klocke ve arkadaģları yaptıkları çalıģmada süper alaģımlarda delme iģleminin zorluğunu gösteren bazı sonuçlara ulaģmıģtır [4]. Bu zorlukları; * Takımın dıģ çapından merkeze gidildikçe sıfıra yaklaģan kesme hızına, * Matkap üzerindeki kanalların oluģturduğu zıt yöndeki ilerlemenin talaģ kaldırılmasını zorlaģtırmasına, * Sürtünme ve talaģ yapıģmasının, kesici takım ile delik duvarı arasında oluģması ve dıģarıdan uygulanan soğutma sıvısının matkabın ucuna yeterli miktarda ulaģamamasına, bağlamıģlardır. Bu tez çalıģmasında, demir esaslı A286 süper alaģımına, dik iģleme merkezinde kuru kesme Ģartlarında delme iģlemi uygulanarak, kesme kuvvetleri, yüzey pürüzlülüğü, daireselliği ve silindirikliği incelenmiģtir. Deneylerde kullanılan karbür kesici takımların uç açıları 120 ve 140 ve kaplama çeģitleri TiN, TiAlN ve AlCrN olarak belirlenmiģtir. Üç farklı ilerleme ve kesme hızı değerleri seçilmiģtir. Deney sayısını azaltmak amacıyla, Taguchi deney tasarımı yapılmıģ ve deney sonuçları bilgisayar ortamında kayıt altına alınarak yorumlanmıģtır. Matkap uç açısı ve kesici takım malzemesinin, iģleme esnasında oluģan kesme kuvvetleri ve yüzey pürüzlülüğüne etkileri incelenmiģtir.
25 3 2. LĠTERATÜR TARAMASI Literatür araģtırması, demir esaslı süper alaģımların iģlenebilirliği ile ilgili yapılan çalıģmaların oldukça az olması sebebiyle diğer süper alaģımların incelenmesiyle desteklenmiģtir. Demir bazlı A286 süper alaģımın mekanik özelliklerinden yararlanılarak, Inconel ve paslanmaz çelik malzemelerin iģlenmesi ile ilgili araģtırmalar literatür araģtırmasına dahil edilmiģtir. Dolayısıyla, bu bölümde nikel, kobalt ve demir bazlı süper alaģımlar ile paslanmaz çeliklerin iģlenebilirliğine dair literatürde yapılan çalıģmalar irdelenmiģtir. Literatür araģtırması, süper alaģımların iģlenmesinde oluģan kesme kuvvetleri ve modelleme, yüzey pürüzlülüğü, takım aģınması ve oluģan sıcaklıklar ve demir esaslı süper alaģımların delme iģlenebilirliği üzerine yapılan çalıģmalar Ģeklinde aģağıda verilen ana baģlıklarda irdelenmiģtir Nikel, Kobalt ve Demir Bazlı Süper AlaĢımların ĠĢlenebilirliği Üzerine Yapılan ÇalıĢmalar Rahim, E.A. ve Sasahara, H. çalıģmalarında, yüksek hızlı iģleme (high speed machining) koģullarında Inconel 718 in yüzey yapısını incelemiģtir. Minimum yağlama miktarı Ģartlarında 140 uç açısına sahip, TiAlN kaplı 14 mm lik karbür matkaplarla delme iģlemi yapılmıģtır. Delme testleri için 30,40 ve 50m/dak kesme hızı, 0,05 ve 0,1 mm/dev ilerleme kullanılmıģtır. Kesme kuvveti ve tork ölçümleri için piezoelektrik özellikli dinamometre ile iģlenen parçanın sıcaklık ölçümü K tip ısıl çift (thermocouple) ile, takım aģınması ve yüzeyin mikro yapısal özelliklerinin incelenmesi SEM (taramalı elektron mikroskobu) kullanılarak yapılmıģtır. ÇalıĢma sonucunda, talaģ kaldırma ve serbest yüzey aģınmasında tek tip takım bozulması görülmüģtür. Ayrıca kesme hızı ve ilerleme arttıkça kesme sıcaklığının da arttığı görülmüģtür. Kesme hızı arttıkça itme kuvveti ve tork azalmıģtır ama ilerlemenin artması itme kuvveti ve torkta önemli ölçüde artıģ göstermiģtir. Yüzey pürüzlülüğü üzerine kesme hızının etkisi vurgulanmıģtır [5]. Herbert, C. ve arkadaģları çalıģmalarında, nikel bazlı süper alaģımda kesme iģlemiyle oluģan bozuk beyaz katman yapılarını incelemiģtir. Ġmalat sırasında meydana gelen yoğun sıcaklıkla birlikte metalürjik değiģim sonucu oluģan tabakaya beyaz katman denmektedir. Bu çalıģmada oluģan beyaz katmanı incelemek için; SEM, transmisyon elektron mikroskobu ve X-ray ıģın kırınımı kullanılmıģtır. Delme iģlemi için TiN/ TiAlN kaplı
26 4 merkezinden iki oluklu, helis açısı 30 olan karbür matkaplar kullanılmıģtır. Kesme parametreleri; kesme hızı Vc=35m/dak, ilerleme miktarı f=0,12 mm/dev; takım yanak aģınması; VB=0,1 mm kullanılmıģtır. Analiz sonuçlarına göre malzeme kütlesindeki tane boyutlarında önemli ölçüde azalma görülmüģtür (yaklaģık μm). Aynı zamanda analiz sonuçlarında sertlik değerinde % 45 artma görülmüģtür. Bu sonuçlara göre imalatta oluģan beyaz katmanların sadece ısıl etkiden olmadığını, mekanik etkilerinde etkili olduğu tavsiyelerinde bulunmuģtur [6]. Ezilarasan, C. ve arkadaģları çalıģmalarında, Nimonic C-263 alaģımının iģlenebilirliğini deneysel olarak analiz etmiģtir. Deneyler için Taguchi deney tasarımından faydalanılmıģtır. Nikel bazlı süper alaģımların iģlenmesi için sementit karbür ve SiAlON seramik takımların daha uygun olduğundan bu çalıģmada güçlendirilmiģ seramik takımlar kullanılmıģtır. ÇalıĢma kapsamında, kesme kuvvetlerinin, serbest yüzey aģınmasının ve yüzey bütünlüğü değerlerinin üzerinde farklı parametrelerin etkisi incelenmiģtir. Sonuç olarak, ilerleme miktarının, kesme kuvvetleri ve yüzey pürüzlülüğü değerlerinde, kesme hızı ve kesme derinliğinden daha önemli olduğu belirtilmiģtir. Ayrıca, seramik takımlar kullanılarak, yüksek ilerleme ve düģük kesme hızında yapılan deneylerin yüzey pürüzlülüğü ve aģınma değerleri SEM de incelenmiģtir. Kesme kuvvetlerini, serbest yüzey aģınması ve yüzey pürüzlülüğünü baz alarak en uygun iģlenebilirlik değerleri; kesme hızı 210 m/dak, ilerleme miktarı 0.05 mm/dev, kesme derinliği 0.50 mm olarak tavsiye edilmiģtir [7]. Folea, M. ve arkadaģları çalıģmalarında, kobalt bazlı FSX 414 süper alaģımını, normal deneysel prosedürler ve yüksek hızlı iģleme teknikleriyle incelemiģlerdir. Geleneksel yöntemle yapılan deneylerde kesme hızı mm/dak, ilerleme 0,025-0,2 mm/diģ, kesme derinliği 0,5-2,5 mm arasında kullanılmıģtır. Yüksek hızlı iģlemede kesme hızı mm/dak, ilerleme 0,025-0,085 mm/diģ, kesme derinliği 0,25-0,85 arasında kullanılmıģtır. Deneyler için 16 mm çapında PVD takımlar ile karbür kaplanmıģ takımlar kullanılmıģtır. Yüksek hızlı iģleme sonunda süper yüzey kalitesi elde edilmiģ, ancak kesici takımlar çabuk aģınmıģtır. Sonuç olarak yüksek hızlı iģlemede kesme kuvvetlerinin geleneksel iģlemeye göre oldukça düģük olduğu tespit edilmiģtir. Enerji ve güç durumlarına baktığımızda iki yöntem arasında önemli derecede farklılıklar vardır. Yüksek hızlı iģlemenin en büyük dezavantajı ani ve hızlı takım aģınmasıdır. Bu malzemenin iģlenmesinde, yüksek hızlı iģleme yöntemini ekonomik hale getirmek için öngörülen takım
27 5 ömrü modelleri baz alınarak, kesme parametrelerinin optimize edilmesini tavsiye etmiģlerdir [8]. Bebghersallah, M. ve arkadaģları çalıģmalarında, kobalt bazlı Stellite 6 süper alaģımının kuru Ģartlarda yüksek hızlı frezelenmesini incelemiģtir. Tek ve çift katmanlı olarak yüzey PTA (plazma tungsten ark) ile 5 farklı kaplama ile kaplanmıģtır. Yüksek hızla yapılan iģlemler piezoelektrik dinamo metre yardımıyla kaydedilmiģtir. Bu iģlemlerde 16mm çapında karbür freze çakıları kullanılmıģtır. Bulunan sonuçlara göre kesme hızı 190 m/dak iken kesme kuvvetleri kabul edilebilir değerlerde olmasına rağmen, kesme hızı 80 m/dak olduğunda takım ömrü artmaya baģlamaktadır. Sonuç olarak bu yeni yüzey kaplamanın Stellite 6 için uygulanabilir olduğu Ģeklinde yorumlanmıģtır [9]. Girardot, J. ve arkadaģları çalıģmalarında, kaplamalı kobalt bazlı Haynes 188 süper alaģımın lazerle delinmesinde oluģan arayüz çatlaklarını incelemiģlerdir. ĠĢ parçası yüzeyine termal bariyer kaplamak için nikel/ krom püskürtülmüģtür. Seramik kaplamanın kalınlığı (BC) 0,2 mm dir, zirkonyum itriyum oksit seramik kaplamayla 0,5 mm kalınlığa ulaģmıģtır. Bu süreç geleneksel plazma püskürtmeyle yapılmıģtır. Deneylerde darbe süresi olarak 1 ms, ıģın çapı 300 µm, delme(vuruģ) açısı β= 40, 30 ve 20, tekrarlama frekansı 10 Hz kullanılmıģtır. Ġkinci lazer ıģını çarptığında çatlaklar ve katmanlarda ayrılma görülmüģtür. Yüksek sıcaklıktan dolayı delik profilinde çıkıntılar oluģtuğu Ģeklinde yorumlanmıģtır [10]. Kumar, V. ve Khamba, J.S. çalıģmalarında, ultrasonik imalat yöntemiyle stellite 6 üzerinde talaģlı imalat ve malzeme kaldırma oranı incelemiģlerdir. TalaĢlı imalata uygun değerleri bulmak için Taguchi optimizasyon tekniğinden faydalanılarak F testi yapılmıģtır. Yapılan deneyler ve analizler Istatistica7.0 versiyonuyla doğrulanmıģtır. ÇalıĢma sonuçlarına göre; kötü sinyal gürültü oranı tahmini ve deneysel optimum değerleri 3,053 db baģlangıç ayarlarına karģı, 2,784 ve 4,876 db aralığında bulundu. Bu nedenle, kötü sinyal-gürültü oranı (1,823 db) önemli artıģ görüldü. Malzeme kaldırma ve aģınma oranı deneysel değerler (0,185 mm 3 /dak, 0,064 mm 3 /dak) ile ilk parametreler (0,170 mm 3 /dak, 0,100 mm 3 /dak) karģılaģtırıldığında önemli ölçüde geliģme olduğu yorumlarında bulunmuģlardır [11].
28 6 Ezugwua, E. O., Wanga, Z. M. ve Machadob, A. R. çalıģmalarında, nikel esaslı süper alaģımlar ve süper alaģımların kullanımı hakkında genel ve ayrıntılı bilgi sunmuģtur. Nikel esaslı süper alaģımların iģlenmesinde takımı olumsuz yönde etkileyen birçok durumun, zengin oksijen ortamı ya da soğutma sıvısı ortamında en aza indirilebildiği görülmüģtür. Yüksek basınçlı soğutmanın kullanımı ile zengin nitrojen ve argon ortamında talaģ akıģının rahat olması ve iģleme kolaylığı görülmüģtür. Takımdaki performansı arttırmak için kesici takımın burun açısını arttırarak kesme kenarının gücünün arttırılması sonucu, takım talaģ temas alanını geniģletmek ve yaklaģma açısını azaltmak gerektiği ifade edilmiģtir. Son zamanlarda geliģtirilen whisker takviyeli seramik uçlu takımlar ile SiAlON seramikler ve çok katlı sementit karbürler ile geleneksel karbür takımları geride bırakarak, yüksek kesme hızlarında üstün iģleme performansları görüldüğü yorumlanmıģtır [12] Kesme kuvvetleri ve modelleme ile ilgili çalıģmalar Aykut, S. ve arkadaģları çalıģmalarında, kobalt bazlı süper alaģımların iģlenmesinde kesme hızının, ilerlemenin ve kesme derinliğinin; takım aģınması, talaģ morfolojisi ve kesme kuvvetlerine etkilerini incelemiģlerdir. ĠĢleme parametrelerinin belirlenmesi için genel tam faktöriyel tasarım yöntemi kullanılmıģtır. TalaĢ morfolojisi, kesme kuvveti ve takım aģınması, PVD ile kaplanmıģ ve kaplamasız takımlarla kıyaslanarak değerlendirilmiģtir. Bu araģtırmalar Stellite 6 süper alaģımı ve TiN, TiCN ve TiAlC kaplamalı karbür matkaplar kullanılarak yapılmıģtır. Sonuç olarak, süper alaģımların kaba frezelenmesinde düģük ilerleme ve kesme hızı tercih edilmiģtir. Ġlerleme ve kesme derinliği arttıkça kesme kuvvetleri de artmıģtır, simetrik yüzey frezelemede kesme hızının etkisi görülmemiģtir. Kesme kuvvetlerinin artıģında kesme hızının etkisi görülmemiģtir ancak kesme hızının artması takım aģınmasını arttırmıģtır. Ayrıca deney sonuçlarına göre Stellite 6 süper alaģımının akma dayanımın yüksek olduğu yorumlanmıģtır [13]. Nalbant ve diğerleri çalıģmalarında, nikel esaslı Inconel 718 süper alaģımın, iki farklı geometride ve üç farklı malzeme kalitesinde seramik takımlar kullanılarak kuru kesme Ģartlarında CNC tornada kesme deneyleri yapmıģlardır. Deneylerde, kesici takım geometrisinin, malzeme kalitesinin ve kesme hızının kesme kuvvetleri üzerine etkisi incelenmiģtir. AraĢtırma sonucunda, kesme kuvvetlerinin büyük ölçüde takım geometrisine bağlı olduğu bulunmuģtur. Kesme hızının etkisi kuvvetler üzerinde fazla olmamakla birlikte kesme hızının artıģıyla kesme kuvvetlerinde düģüģ gözlenmiģtir. Ayrıca yüksek
29 7 kesme hızlarında plastik deformasyon, serbest yüzey aģınması, çentik ve yığılma kenarı takım bozukluğu oluģtuğu Ģeklinde yorumlanmıģtır [14]. Kuo ve diğerlerinin yaptığı çalıģmada, küresel uçlu parmak freze için temel kuvvet modeli geliģtirilmiģ ve kesme kuvvetleri analiz edilmiģtir. ÇalıĢma, kuru ve soğutmalı iģleme Ģartlarında TiN kaplamalı ve kaplamasız takımlar kullanılarak değiģik iģleme koģularında gerçekleģtirilmiģtir. AraĢtırma sonucunda kesme kuvvetleri, takım ömrü ve talaģ oluģumu değerlendirilmiģtir. Ġnceleme sonucunda kaplamalı takımların daha iyi sonuç verdiği görülmüģtür. Kuru kesme koģulunda ilerleme hızının artıģıyla birlikte kesme kuvvetlerinin artmakta olduğu belirtilmiģtir. Bu kuvvet artıģının kaplamasız takımda daha fazla olduğu gözlenmiģtir. Inconel 718 in iģlenmesinde soğutmalı kesmenin TiN kaplı takımlar kullanılarak yapılmasında daha iyi sonuç verdiği belirtilmiģtir. Inconel 718 in iģlenmesinde yüksek hızda ilerlemenin düģük hızda ilerlemeden daha iyi olduğu tavsiye edilmiģtir [15]. Altın, A. ve diğerleri çalıģmalarında, nikel esaslı süper alaģım Inconel 718 in iģlenebilirliğini, yuvarlak formda kaplamasız sementit karbür kesici takımla CNC torna tezgâhında, kuru Ģartlar altında incelemiģtir. BeĢ farklı kesme hızı kullanarak kemse hızının asıl kesme kuvvetlerine etkisini ve yüzey pürüzlülüğü incelenmiģtir. Deney sonuçlarına göre, en düģük kesme kuvveti; 75 m/dak kesme hızı kullanılarak 629 N, en yüksek kesme kuvvetinin ölçümü; 15 m/dak kesme hızı kullanılarak 1150 N olarak kaydedilmiģtir. Minimum yüzey pürüzlülüğü 45 m/dak kesme hızında 0.45 μm, maksimum yüzey pürüzlülüğü ise 75 m/dak kesme hızında 0,88 μm olarak bulunmuģtur. Delme esnasında üretilen talaģ formlarının sürekli dar ve geniģ adımlı olduğu görülmüģtür [16]. Kıvak, T. ve Habalı, K. çalıģmalarında, Inconel 718 süper alaģımının kaplamasız ve kaplamalı kesici takımlarla delme deneylerini yaparak, kesme parametrelerinin kesme kuvvetleri üzerindeki etkisini incelemiģtir. Deneyler, soğutma sıvısı kullanılmadan, kaplamasız ve kaplamalı (TiN, TiAlN) karbür matkaplar kullanılarak gerçekleģtirilmiģtir. Kesme kuvvetleri açısından en iyi performans kaplamasız takımlarda gözlenmiģtir. Genel anlamda kesme kuvvetlerindeki artıģ miktarında, ilerleme oranının, kesme hızına göre nispeten daha fazla etkili olduğu vurgulanmıģtır [17]. Pena ve diğerleri çalıģmalarında, AI 7075-T6 alaģımında dönen takımdaki momenti, istenmeyen çapaklanma gibi parametreleri incelemiģtir. Deneylerde kaplamalı (TiAlN) ve
30 8 kaplamasız 3 ağızlı karbür kesici takım kullanılmıģtır. Ġlerleme ve kesme hızına göre takımdaki kuvvetleri ve bununla birlikte kaplamalı ve kaplamasız kesici takımın iģlem sırasında ortaya çıkan sıcaklığa bağlı olarak çalıģmalarını incelemiģtir [18]. Korkut, Ġ. ve DönertaĢ, M. A. çalıģmalarında yüzey frezeleme iģleminde kesme hızının ve ilerleme miktarının kesme kuvvetlerine ve talaģ sıvanmasına (BUE) etkisini incelemiģtir. AISI 1020 ve AISI 1040 çeliklerinden hazırlanan parçalar üzerinde CNC dik iģleme merkezinde yüzey frezeleme ile kesme kuvvetlerinin üç bileģeni ölçülmüģtür. Kuvvet verileri gerilim ölçer esaslı dinamometre ile gerçekleģtirilmiģtir. Kesme kuvvetleri ve yüzey pürüzlülükleri, talaģ kesitine ve kesme hızına bağlı olarak her iki çelik için de değerlendirilmiģtir. Artan kesme hızlarında kesme kuvvetleri artarken düģük ve orta kesme hızı değerlerinde talaģ sıvanması(bue) eğiliminin arttığı yorumlanmıģtır [19]. Ezilarasan, C. ve diğerleri çalıģmalarında, Nimonic C-263 süper alaģımının tornalanmasında sinterlenmiģ karbür kesici takım kullanılmıģtır ve 3D Finite Element Model (FEM) ile simüle edilmiģtir. FEM iģleme simülasyonlarından Lagrangian Sonlu Elemanlar iģleme modeli kullanılarak, teğet kesme kuvveti, sıcaklık dağılımına ait ipucu, etkin gerilme ve yorulma hakkında öngörüde bulunmuģlardır. Kesme iģleminin deneysel sonuçlarıyla simülasyon değerleri karģılaģtırıldığında, teğetsel kesme kuvveti ve sıcaklıkla ilgili ipuçlarının, deneysel sonuçlara göre %6 hatalı olduğu ve sürtünme katsayısının 0,6 olduğu görülmüģtür. Bu durumda simülasyon sonuçlarıyla deneylerde elde edilen sonuçların birbiriyle uyumlu olduğu yorumlanmıģtır. En yüksek ilerleme miktarında, kesme hızı 22 m/dak den 54 m/dak e arttırılarak, gerilmenin 6,5 mm/mm e kadar geniģlemesiyle maksimum basınç 810Mpa ve kesici takımın ucundaki bölgesel sıcaklığın 620 C olduğu gözlenmiģtir. Ayrıca ilerleme değerinin Nimonic C-263 süper alaģımının tornalanmasında çok önemli olduğu yorumlanmıģtır [20]. Aykut, ġ. ve diğerleri çalıģmalarında, kistler dinamometre yardımıyla farklı kesme ve ilerleme oranlarında elde ettikleri verileri öngörebilmek için, yapay sinir ağları modellemesini kullanarak tahmini değerler elde etmiģlerdir. ISO takım ömrü test değerleri dikkate alınarak, kesme parametreleri ve bu verilere en uygun iģleme parametreleri için fizibilite hazırlamıģlardır. Deney verilerinin incelenmesiyle, yüzey pürüzlülüğü, ilerleme miktarı ve kesme hızı oranlarında geliģme olduğu ayrıca simetrik kesme iģlemlerinde daha iyi yüzey pürüzlülüğü elde edildiği yorumlanmıģtır [21].
31 9 Bağcı, E ve Özçelik, B. [22] çalıģmalarında, delik iģlemenin lineer olmadığını vurgulamıģtır. Soğutma sıvısı kullanarak yapılan çalıģmada, sıcaklık hem deneysel hem de teorik olarak incelenmiģtir. ÇalıĢmada çelik AISI 1040 ve alüminyum AI 7075-T651 malzeme kullanılmıģtır. Bir sonlu elemanlar programı (Third Wave Advantage) kullanılarak sıcaklık tahmin edilmiģtir. Deneylerde iki kesici ağızlı matkap ile kuru iģleme Ģartlarındaki sıcaklık dikkate alınmıģtır. Kullanılan kesici takım, soğutmalı ve kaplamalı (TiN/TiAlN) karbür ve matkapların soğutma kanallarına termokupul yerleģtirilerek ölçümler yorumlanmıģtır. Lin ve diğerleri çalıģmalarında, kesme hızı (V), ilerleme (f) ve talaģ derinliğini dikkate alarak yüzey bütünlüğü ve kesme kuvvetlerini modellemiģlerdir. Deneysel olarak alınan sonuçlar modellemeyle karģılaģtırılıp kesme hızı ve ilerleme miktarının kuvvetler ve yüzey pürüzlülüğü üzerindeki etkisi incelenmiģtir [23] Yüzey pürüzlülüğü, takım aģınması ve oluģan sıcaklıklar üzerine yapılan çalıģmalar Rahim, E.A. ve Sasahara, H. bir çalıģmada, Inconel 718 süper alaģımın delme esnasında palmiye yağı ve sentetik ester kullanılarak yüzey kalitesini incelemiģtir. Yüzey pürüzlülüğü, yüzey kusurları, mikro sertlik ve alt yüzey deformasyonları incelenmiģtir. Sonuç olarak; bozulmuģ malzeme yapısının, olukların, boģlukların, mikro çatlakların yüzey pürüzlülüğünü belirgin bir Ģekilde etkilediği görülmüģtür. DüĢük kesme hızı ve düģük ilerlemede çatlaklar ve kusurlar görülmüģtür. 30 m/dak kesme hızı ve 0,1 mm/dev ilerlemede, sentetik ester ve palmiye yağı kullanımında mikro çatlaklar görülmüģtür. Yüzey pürüzlülüğü değerlerine bakılarak, sentetik ester yerine palmiye yağı kullanımı tavsiye edilmiģtir [24]. Rahim, E.A. ve Sasahara, H. çalıģmalarında, Inconel 718 süper alaģımını minimum yağlama (soğutma) kullanarak, 14 mm çapındaki AlTiN kaplı karbür matkaplarla delmiģtir. Delinen parçaların yüzey pürüzlülüğü değerleri incelenmiģtir. Sonuç olarak; yüzey yapısı üzerine iģleme koģulları ve yağlayıcıların güçlü etkileri görülmüģtür. Yüzey pürüzlülüğü, kesme hızının artmasıyla azalmıģ, ilerlemenin artmasıyla artıģ göstermiģtir. Mikro sertlik profili palmiye yağında100 μm, sentetik ester de ise 150 μm ölçülmüģtür. En yüksek
32 10 ilerleme ve kesme hızında sentetik ester kullanımında sertlik değeri 438 Hv, palmiye yağı kullanımında 432 Hv ölçülmüģtür. Palmiye yağının soğutucu ve yağlayıcı etkisi, iģ parçasının yüzey pürüzlülüğünü olumlu yönde etkilediği yorumlanmıģtır [25]. Jin, D., ve Liu, Z. bir çalıģmada, FGH95 süper alaģımının talaģlı imalattaki yüzey değerleri incelemiģtir. Deneyler karbür kaplı takımlarla yapılarak, iģlenen yüzeyin incelenmesi ve kaydedilmesi için SEM, optik mikroskop ve interferometre kullanılmıģtır. ĠĢlenen yüzeyde kesme hızının yüzey pürüzlülüğüne etkisi, beyaz katman kalınlığı, plastik deformasyon ve mikro sertlik incelenmiģtir. Deneyler için TiN ve TiAlN kaplı matkaplar, kesme hızı; 40, 80, 120, 160, 200 m/dak, ilerleme 0,02 mm/dev, kesme derinliği 2 mm parametreleri kullanılmıģtır. Yüzey pürüzlülüğü ölçümünde beyaz ıģık interferometresi kullanılmıģtır. Sonuçlar yüksek kesme hızında daha iyi yüzey pürüzlülüğü göstermiģtir. Kesme hızı 40 m/dak den 200 m/dak e çıkınca yüzey pürüzlülüğünde %39,18 azalma görülmüģtür. Beyaz katman kalınlığı, plastik kayma gerilimi ve mikro sertlik, kesme hızıyla birlikte artmıģtır. Ayrıca kesme hızı arttıkça plastik deformasyon derinliği de azalmıģtır Ģeklinde yorumlanmıģtır [26]. Motorcu, A. ve diğerleri bir çalıģmada, waspaloy süper alaģımı kaplamalı ve kaplamasız karbür matkaplar kullanılarak iģlemiģtir. Bu kapsamda kesme kuvvetlerinin, matkap uç açısının (A) ve yüzey pürüzlülüğü değerlerine etkisi incelenmiģtir. Deneysel parametreler Taguchi yönteminin Ortagonal serisi L18 dizisi kullanılarak belirlenmiģtir. Deneylerde kullanılan parametrelerin yüzey pürüzlülüğünün üzerindeki etkileri sırasıyla; uç açısı %49,44, ilerleme miktarı %15, kesme hızı %14,45 ve kesici takım tipi %13,47 Ģeklinde sıralanmıģtır. Takım aģınmasıyla birlikte yüzey pürüzlülüğünün de arttığı görülmüģtür. Bu çalıģma sonucunda, genel olarak ortalama yüzey pürüzlülüğü (Ra) değeri 0,99 bulunmuģtur. TiN kaplı karbür matkaplar kaplamasız matkaplara göre daha düģük yüzey pürüzlülüğü sağlamıģtır. Kesme hızı ve matkap uç açısı arttıkça yüzey pürüzlülüğü artmıģtır. Ayrıca, spiral talaģ, dize talaģ ve kısa talaģ Ģeklinde üç tip talaģ oluģumu yorumlanmıģtır [27]. Kıvak, T. ve diğerleri çalıģmalarında, Inconel 718 süper alaģımına kuru kesme Ģartları altında, kaplamalı (TiN, TiAlN) ve kaplamasız karbür takımlar ile farklı kesme değerleri kullanarak delme iģlemini uygulamıģlardır. ÇalıĢmanın amacı, değiģik parametrelerin yüzey pürüzlülüğüne ve talaģ oluģumuna etkisini incelemektir. Deneylerde 5 mm lik
33 11 matkaplar kullanılarak 8 mm lik kör delikler delinmiģtir. Ölçülen yüzey pürüzlülüğü değerleri dikkate alınarak matkaplar arasında kıyaslama yapılmıģtır. Sonuçlar, kaplamasız matkaplarla delinen deliklerde daha iyi yüzey pürüzlülüğü elde edildiğini göstermiģtir. Delme sırasında oluģan talaģlar incelendiğinde, tüm deneylerde ilk olarak küçük adımlı helisel talaģ veya kopuk talaģ oluģtuğu vurgulanmıģtır [28]. Dursun, M. yüksek lisans tezinde Inconel 718 ve Titanyum malzemelerin frezelenmesinde yüzey pürüzlülüğü ve takım aģınmasını incelemiģtir. Deneyi kuru kesme koģulunda, 2 farklı geometriye sahip TiAlN kaplı karbür parmak freze ile yapmıģtır. Yüzey pürüzlülüğünü ölçmek için portatif yüzey pürüzlülüğü ölçüm cihazı kullanmıģ, takım aģınmasını mikroskopta incelemiģtir [29]. Ezugwu, E. O. ve diğerleri çalıģmalarında, uçak motorlarında kullanılan alaģımların iģlenmesini incelemiģtir. Kaplamasız ve kaplamalı karbür takımlar, seramik ve CBN takımlar kullanılarak, nikel bazlı alaģımlar ve titanyum alaģımları iģlenmiģtir. Belirtilen kesici takımlarla yapılan uygulamalarda kesme hızı, takım aģınması, talaģ oluģumu, yüzey kalitesi, vb. konulara değinilmiģtir. Kesici takım yorumlamasının ardından soğutma sıvısının etkileri anlatılmıģtır. Son olarak sıcaklık artıģının istenmeyen bir durum olduğu belirtilmiģ, talaģ oluģumu nedeniyle soğutma sıvılarının istenen bölgeye ulaģmadığı vurgulanmıģtır. Bu durumun aģılabilmesi için alternatif soğutma sistemleri tavsiye edilmiģtir [2]. Lalwani, D. I. ve diğerleri çalıģmalarında, MDN250 çeliğin iģlenmesinde farklı kesme parametreleri kullanarak, kesme kuvvetleri ve yüzey pürüzlülüğü değerlerini incelemiģtir. ÇalıĢmada ayrıca sert metallerin tornalanması ile ilgili bilgi verilmiģtir. Literatürde 45 HRC yi geçen metallerin sert metaller olduğu bilinmektedir. MDN250 çeliğinin sertliği 50 HRC olarak belirtilmiģtir. Deneyler 2k faktöriyel metodu ile yapılmıģ ve analiz yardımıyla çözümlenmiģtir. Deney sonuçlarını literatür ile karģılaģtırmıģlar ve elde ettikleri sonuçlardan bazıları: * Kesme parametrelerinden kesme hızının, yüzey pürüzlülüğü ve kesme kuvvetleri üzerinde kayda değer bir etkisi yoktur.
34 12 * Kesme kuvvetleri üzerinde talaģ derinliği ve ilerlemenin etkisi, ilerleme kuvveti dıģında birbirine yakın değerlerdedir. Sadece ilerleme kuvvetinde en önemli faktör talaģ derinliğidir. * Yüzey pürüzlülüğünde ilerleme en önemli faktördür. Bunu talaģ derinliği takip eder, Ģeklinde yorumlanmıģtır [30]. Gökkaya, H. ve diğerleri çalıģmalarında AISI1030 çeliğini CNC tezgâhında iģlemiģler ve kaplamasız sementit karbür kesici takımlar ile deney parametrelerinin yüzey pürüzlülüğü üzerine etkisini araģtırmıģlardır. TalaĢ sıvanması, yanak aģınması ve çentik aģınmalarının yüzey pürüzlülüğüne etkisini, optik mikroskop yardımıyla incelemiģlerdir. ÇalıĢma sonucunda, kesme hızı arttıkça ortalama yüzey pürüzlülüğü değerinin arttığı, ilerleme oranının artmasıyla birlikte ise yüzey pürüzlülüğünde artıģ gözlenmiģtir. Ayrıca, yüksek kesme hızıyla iģlemede, kaplamasız sementit karbür takımların ömrünün azaldığı vurgulanmıģtır. Yüzey pürüzlülüğünü, talaģ sıvanması ve iģleme esnasında meydana gelen aģınmaların olumsuz yönde etkilediği yorumlanmıģtır [31]. Özses, B. Ve Çoğun, C. çalıģmalarında, AISI 5140, AISI 4140 St37 malzemelerindeki, karbon miktarına bağlı olarak değiģiklik gösteren sertlik ve mekanik özelliklerinin yüzey pürüzlülüğüne etkisini incelemiģtir. Deney parametrelerinden kesme hızındaki artıģın yüzey pürüzlülüğü üzerine olumlu etkileri gözlenmiģtir. Kesme hızının artmasıyla birlikte matkaptaki aģınmanın arttığı ve bu sebepten dolayı aģınmayla birlikte kesici takım ömründe de azalma olacağı belirtilmiģtir. Deney parametreleri arasında yüzey pürüzlülüğünü en çok etkileyen parametrenin ilerleme olduğu ve ilerleme arttıkça yüzey pürüzlülüğünün de arttığı iddia edilmiģtir [32]. Qiao, Y. ve diğerleri çalıģmalarında, toz metalürjisiyle üretilen nikel bazlı süper alaģımın iģlenebilirliğini, yüksek hız takım çeliği (M42) matkapla deneysel olarak incelemiģlerdir. Deneylerle kesme kuvvetinin, kesme sıcaklığının ve takım aģınmasının iģlenebilirliğe etkisi incelenmiģtir. Ayrıca SEM analizleri ile takım aģınması incelenmiģtir. Sonuçlara göre nikel bazlı süper alaģımlar için en uygun kesme hızı v=5~7m/dak, ilerleme miktarı 0,01~0,012mm/r. AĢınma sonuçlarında yüksek hız takım çeliklerinde adhesiv aģınma, oksidasyon aģınma ve abrasiv aģınma görüldüğü yorumlanmıģtır [33].
35 13 Davoodi, B. ve Eskandari, B. çalıģmalarında, demir nikel bazlı N-155 süper alaģımını PVD ile TiAlN kaplanmıģ karbür takımlarla iģlemiģtir. ĠĢleme esnasında takım aģınması ve kesme kuvvetlerinin takım ömrüne etkisini incelemiģlerdir. ĠĢleme parametreleri ve çıktılar arasındaki iliģki tepki yüzeyi metodu (RSM) kullanılarak incelenmiģtir. Matematiksel olarak yeterliliği kontrol için varyans analizi (ANOVA) gerçekleģtirilmiģtir. Sonuçlar, kaldırılan talaģ miktarı ile takım ömrü arasında iyi bir uyum olduğunu göstermiģtir. Ayrıca SEM ile farklı kesme hızlarında çalıģan kesici takımlarda oluģan aģınmalar incelenmiģtir. TalaĢ yığılmasının en baskın hata olduğu görülmüģtür. Kesme hızı, ilerleme miktarı ve talaģ kaldırma miktarının takım ömrü üzerinde etkili olduğu belirtilmiģtir. Takım ömrü için en önemli faktörün %55,84 ile kesme hızı olduğu yorumlanmıģtır [34]. Hood, R. ve arkadaģları bir çalıģmada, karbür kaplı takımla birlikte, yüksek basınçlı kesme sıvısı kullanılarak Haynes 282 süper alaģımının iģlenebilirliğini incelemiģtir. Deneyler için 8mm TiAlN kaplı karbür matkap kullanılmıģtır. ĠĢleme parametreleri alt kombinasyonlarında yüzey aģınması genellikle tek tip ancak takım köģelerinde aģınma ve çatlaklar görülmüģtür. ĠĢlenmiĢ yüzeylerin tamamında, yaklaģık 250 μm uzunluğunda yapıģmıģ malzemeler tespit edilmiģtir. AĢınmıĢ kesicilerde ve daha yüksek çalıģma Ģartlarında, yüzeye yapıģmıģ bu talaģ miktarı artmıģtır. Mikro sertlik sonuçlarına göre ise, parça yüzeyinden ilk 50 μm mesafede mikro sertliğin arttığı (50 HK0.05 değerine kadar) görülmüģtür [35]. Chen, Y.C. ve Liao, Y.S. bir çalıģmada, Inconel 718 in delinmesinde, takım ömrünü arttırma ve aģınma mekanizmalarını incelemiģtir. Deneylerinde PVD ile TiAlN kaplanmıģ karbür matkaplar ve kesme sıvısı olarak, nitrit, fenol ve klor kullanılmıģtır. Takım aģınması, delik çapı, yüzey pürüzlülüğü ve malzeme sertliğini incelemek için SEM ve optik mikroskop (OM) kullanılmıģtır. Ölçülen malzeme sertliği 37 HRC iken, delik için 47 HRC sertlik ölçülmüģtür. Malzemenin sertliğinin fazla olması delme gücünü ve takım aģınmasını arttırmıģtır. AĢındırma mekanizması; kaplama katmanının aģınması, serbest yüzey aģınması, talaģ oluģumu ve kesme kenarı 4 aģamada sınıflandırılmıģtır. Son olarak soğutma sıvısının takım ömrünü uzattığı yorumlanmıģtır [36]. Amini, S. ve Paktinat, H. çalıģmalarında, Monel K500 süper alaģımının kuru kesme Ģartları altında seramik takımlar kullanılarak tornalanması incelemiģtir. Deneylerde kesme kuvveti, yüzey pürüzlülüğü ve kesme bölgesindeki sıcaklık incelenmiģtir. Bu süper alaģımın
36 14 tornalanmasında kullanılan seramik takımların, kesme kuvvetlerini yaklaģık olarak %57 oranında azalttığı görülmüģtür. MQL ile iģlemede yüzey pürüzlülüğü %15 azalmıģtır. Ayrıca, MQL kullanımı, kuru iģleme Ģartlarına kıyasla iģleme sırasında meydana gelen sıcaklığı azaltmaktadır. Sonuç olarak optimum değerler; 100 mm/dak kesme hızı, 0,18 mm/dev ilerleme ve 0,1mm kesme derinliği tavsiye edilmiģtir [37]. Kwong, J. ve diğerleri bir çalıģmada, nikel bazlı RR1000 süper alaģımının delinerek kalıntı gerilmesi ve yüzeyi incelemiģtir. Aynı zamanda matkabın kesme ucunun iģ parçası yüzeyine etkisini incelemiģtir. Deneyler için kesme derinliği maksimum 0,3 mm, ilerleme 0,08-0,1 mm/dev, ve 30 bar soğutucu sıvı kullanılmıģtır. Malzemenin ileriki durumlarda nasıl olacağını tahmin etmek için ilerleme kuvveti, tork ve akustik emisyon dahil edilerek iģlem izleme tekniği kullanılmıģtır. DelinmiĢ yüzey iģlem izleme sinyalleriyle incelenmiģtir. Sonuç olarak, ilerleme kuvveti ve tork değerlerinde kesme ucunun etkisi görülmüģtür. Ayrıca aģınmıģ takımda yeni takıma göre malzeme sürüklenme derinliğinin yaklaģık % 50 daha fazla olduğu yorumlanmıģtır [38] Demir Bazlı Süper AlaĢımların Delme ĠĢlenebilirliği Üzerine Yapılan ÇalıĢmalar Literatür taraması sonucunda demir bazlı süper alaģımların delme iģlenebilirliği üzerine çalıģmalara rastlanmamıģtır Literatür AraĢtırmalarının Değerlendirilmesi Literatür araģtırması, demir esaslı süper alaģımların iģlenebilirliği üzerine yapılan çalıģmaların oldukça az olması sebebiyle, diğer süper alaģımların iģlenebilirliklerinin incelenmesiyle desteklenmiģtir. Demir esaslı A 286 süper alaģımının mekanik özelliklerinden yararlanılarak, Inconel ve paslanmaz çeliklerin iģlenebilirlikleri de literatüre eklenmiģtir. Literatürde yapılan çalıģmalar incelendiğinde, en çok Inconel 718 süper alaģımının iģlenebilirliği üzerinde yoğunlaģıldığı görülmektedir. Bu çalıģmalarda, değiģik kesme parametreleri kullanılarak; kesme kuvvetleri, yüzey tamlığı, talaģ oluģumu, sıcaklık ve takım aģınmaları için optimum kesme Ģartlarının araģtırıldığı görülmektedir.
37 15 Literatür çalıģmalarının irdelenmesi sonucunda genel olarak, ilerleme miktarının kesme hızına oranla daha etkili ve önemli bir parametre olduğu görülmektedir. Ayrıca, kesme kuvvetlerinin büyük ölçüde takım geometrisine bağlı olduğu vurgulanmaktadır [14, 17]. Kullanılan soğutma sıvısının kesme kuvvetlerine olan etkilerinin yanında, iģ parçası malzemesinin mikro yapısına ve yüzey kalitesine etkileri de vurgulanmaktadır. Soğutma sıvısının kullanımı ile ilgili olarak ta, kuru kesme Ģartlarında iģleme sonucunda daha iyi yüzey pürüzlülüğü elde edildiği ama bu durumda takım aģınmasının hızlandığı belirtilmektedir. Buna ilave olarak, kuru ve soğutma sıvılı kesme Ģartlarında kesme sonuçlarını tahmin edebilmek için literatürde değiģik modelleme programları kullanılarak araģtırmalar yapılmıģtır. Modelleme programlarından faydalanılarak, iģleme esnasında oluģacak kuvvetlerin ve mikro yapı analizlerinin öngörülmesi amaçlanmıģtır. Kesici takım tipi ile ilgili olarak literatürde, genellikle karbür matkaplar kullanıldığında, takımdaki mevcut kaplamanın; kesme kuvvetlerini, oluģan ısıyı ve takım aģınmasını büyük oranda azaltarak geçici bir yağlayıcı görevi yaptığı iddia edilmektedir. Bundan dolayı, kaplamalı karbür matkapların kaplamasız matkaplara göre daha iyi yüzey pürüzlülüğü sağladığı vurgulanmaktadır. Karbür matkapların kaplama çeģidi incelendiğinde; TiN kaplı matkaplar literatürde daha çok yer almaktadır [39]. KaplanmıĢ karbür matkaplar daha uzun ömürlü ve dolayısıyla, üretim miktarında artıģ ve daha kolay talaģ akıģı sağladığı belirtilmektedir. Bu durum, özellikle daha kaliteli yüzey elde edilmek istendiğinde, kesme esnasında daha yüksek hızların kullanılmasına imkân sağlamaktadır. Bu sayede süper alaģımların iģlenmesinde kaplamalı karbür matkaplar yüksek kesme hızlarında kullanılabilmektedir [40] Genel Değerlendirme Süper alaģımlar genellikle, yüksek sıcaklık direncinin, korozyon direncinin ve mukavemetinin gerektiği yerlerde tercih edilmektedir. Süper alaģımların bu üstün özelliklerinden dolayı iģlenmesi oldukça zordur. Süper alaģımların iģlenebilirliği ile ilgili literatür çalıģmaları genel olarak değerlendirildiğinde aģağıdaki sonuçlar çıkarılabilir: * Literatür çalıģmalarının büyük çoğunluğunda, süper alaģımların iģlenmesindeki zorluklardan dolayı karbür kesiciler tercih edilmiģtir.
38 16 * Kaplamalı takımlarda, kesme hızının takım ömrü üzerindeki etkisi, ilerleme hızı ve talaģ derinliğinden daha fazladır. Kaplamasız takımlarda ise kesme hızının takım aģınması üzerinde etkisi en fazla olup, bunu talaģ derinliği ve ilerleme hızı takip etmiģtir. * Matkapla delme iģleminde, kesici takım, takım tezgâhı, iģleme parametreleri, soğutma sıvısı, delik boyutu gibi etkenler dikkate alınmalıdır. * Kesme kuvvetlerinin, yüzey pürüzlülüğü ve talaģ oluģumu üzerinde önemli etkileri bulunmaktadır. * Modelleme programlarından yararlanarak elde edilen tahmini değerlerin iģlenebilirlik açısından önemli olduğu belirtilmiģtir. * ĠĢleme sırasında meydana gelen sıcaklıkların yüzey tamlığı üzerinde olumsuz etkileri ve beyaz katman oluģumu gibi metalürjik değiģimlere sebep olduğu vurgulanmıģtır. * Delme iģlemi sonrasında oluģan delik çapları ve talaģ oluģumu, malzemenin iģlenebilirliği hakkında bilgi verdiği literatür araģtırmasında belirtilmiģtir.
39 3. SÜPER ALAġIMLARIN SINIFLANDIRILMASI VE ĠġLENEBĠLĠĞĠ Süper AlaĢımların Sınıflandırılması Süper alaģımlar; yüksek sıcaklıklarda kullanılabilmek için çoğu zaman 8A grubu elementlerinden faydalanılarak geliģtirilen malzemelerdir. Yüksek sıcaklıkların oluģtuğu ortamlarda kullanılan bu alaģımlardan, yüzeyin kararlılığı ile yüksek sıcaklık ve korozyon dayanımı özellikleri istenilmektedir [41, 42]. Süper alaģımlar, yüksek sıcaklıklara maruz kalan iģ parçalarında ve üstün performans gerektiren; uçak parçalarında, türbin motorlarında ve süper turbo yükleyicilerde kullanılmak için geliģtirilen alaģımlardır [43]. Bu alaģımlar temel olarak demir, nikel, kobalt ve krom un farklı elementler ile farklı oranlarda kombinasyonuyla üretilirler. Bu temel elementlere ilave olarak düģük oranlarda molibden, tungsten, niyobyum, tantalyum, alüminyum ve titanyum da kullanılmaktadır. Süper alaģımların en temel özellikleri; *650 C ve üzeri sıcaklıklarda mukavemetlerini koruyabilmeleri, * Isıl direncinin ve erozyon dayanımının yüksek olmasıdır. ġekil 3.1. Periyodik tablo üzerinde elementlerin süper alaģımlardaki iģlevleri [44]. Günümüzde süper alaģımlar zamanla biriken bilgiler sayesinde istenilen özellikleri taģır hale gelmiģtir. Süper alaģımlarda istenilen özellikler için ilave edilen çeģitli elementler ġekil 3.1 de verilmiģtir.
40 18 Süper alaģımlar, alaģımı oluģturan malzemelerin oranına göre genel olarak 3 baģlıkta toplanırlar. Bunlar; demir bazlı süper alaģımlar, kobalt bazlı süper alaģımlar, nikel bazlı süper alaģımlar olarak sınıflandırılır. Süper alaģımların sınıflandırılması ve çeģitleri Çizelge 3.1 de verilmiģtir. Çizelge 3.1. Süper alaģımların sınıflandırılması [45]. Demir bazlı süper alaģımlar -INCOLOY (800, 801, 802, 807, 825, 903, 907, 909) -A 286 -ALLOY 901 -DISCALOY -HAYNES 536 -H-155 -V-57 Kobalt bazlı süper alaģımlar -HAYNES 188 -L-605 -MAR-M918 -MP35N -MP159 -STELLITE 6B -ELGILOY Nikel bazlı süper alaģımlar -INCONEL (587, 597, 600, 601, 617, 625, 706, 718, X750) -NIMONIC(75, 80A, 90, 105, 115, 263, 942, PE.11, PE.16, Pk.33) -RENE (41, 45) -UDIMET (400, 500, 520, 630, 700, 710, 720) -PYROMET 860 -ASTROLOY -M 252 -HASTELLOY (C-22, G-30, S, X) -WASPALOY -UNITEMP AF2-IDA6 - CABOT 214 -HAYNES 230 ÇeĢitli elementlerin ilavesiyle istenilen özelliklere getirilen süper alaģımların, bileģenlerine göre yapısında değiģimler görülmektedir. Çizelge 3.2 de süper alaģımların bazı bileģenleri verilmiģtir.
41 19 Çizelge 3.2. Süper alaģımlarda gözlenen bileģenler [46]. Faz Kristal yapı Formül Açıklamalar γ' KYM Ni 3Al Ni 3(Al, Ti) Birçok nikel ve nikel-demir esaslı süperalaģım içinde belli baģlı mukavemetlendirme fazıdır, austenit matris içindeki kristal kafesleri küçüktür, küreselden kübiğe değiģik Ģekillerde, sıcaklık ve zamanın etkisiyle de değiģik boyutlardır. η HSP Ni 3Ti Demir, kobalt, ve nikel-esaslı süperalaģımlarda yüksek titanyum / alüminyum oranlarına uzun süre maruz kalmasından sonra bulunur. γ'' BCT Ni 3Nb Inconel 718 içinde ana mukavemetlendirme fazıdır; kararlı bir fazdır. Ni 3Nb(δ) Ortorombik Ni 3Nb AĢırı yaģlanan Inconel 718 içinde gözlemlenir; 815 ve C arasında Ģekillendiğinde iğnemsi bir görüntüye sahiptir; yüksek yaģlanma sıcaklıklarındaintragranular çökelticiler tarafından ve düģük yaģlanma sıcaklıklarında gözenekli reaksiyonlar tarafından Ģekillenir MC Kübik TiC, NbC, HfC Titanyum karbür nitrojen, zirkonyum ve molibden için çözülebilirliğe sahiptir; bileģimi farklıdır; küresel olarak görülür, M elementleri Ti, Ta, Hf, Nb, Th ve Zr olabilir. M 23C 6 KYM Cr 23C 6 (Cr,FeW,Mo) 23C 6 Çökelme Ģekli önemli olup; film, küresel, levha, lamelli ve hücresel olarak çökelebilir; genellikle tane sınırlarında Ģekillenir; M elementi genellikle Cr, ancak Ni-Co, Fe, Mo ve Tu de yerine geçebilir. M 6C KYM Fe 3Mo 3C,Fe 3W 3C,Fe 4W 2C, Fe 3NB 3C,Fe 3Nb 3C, Ta 3Co 3C GeliĢigüzel dağılan karbürlerdir; pembemsi görünebilir; M elementi genellikle Mo, Tu dir. M 7C 3 Hegzagonal Cr 7C 3 Genellikle intergranular bir blok Ģeklinde görülür; C sıcaklığın üstünde bir sıcaklığa maruz kaldıktan sonra Nimonic 80A gibi alaģımlarda ve bazı kobalt esaslı alaģımlarda görülür. M 3M 2 Tetragonal Ta 3B 2, V 3B 2, Nb 3B 2,(Mo,Ti,Cr,Ni,Fe) 3B 2, Mo 2FeB 2 YaklaĢık %0.03 veya daha fazla B lu, Fe-Ni,ve nikel esaslı alaģımlarda gözlemlenir; boridler karbürlere benzer; M elementleri Mo, Ta, Nb, Ni, Fe ve V olabilir. MN Kübik TiN, (Ti,Nb,Zr)N, (Ti,Nb,Zr)(C,N), ZrN, NbN Nitridler, Ti, Nb ve Zr içeren alaģımlarda görülür; bunlar ergime sıcaklığının altındaki sıcaklıklarda erimezler; parlatıldıklarında kolayca tanınırlar. Dikdörtgen Ģekilli alana sahipler ve sarı renkten turuncuya kadar çeģitli renkleri mevcuttur. μ Rombohedral Co 7W 6, (Fe,Co) 7(Mo,W) 6 Genellikle yüksek oranda Mo den ve Tungsten içeren alaģımlarda görülür; kaba, düzensiz Widmanstent plakalar Ģeklindedir ve yüksek sıcaklıklarda Ģekillenirler. Laves Hegzagonal Fe 2Nb, Fe 2Ti, Fe 2Mo, Co 2Ta, Co 2Ti Fe ve Co esaslı süperalaģımlar içinde çok yaygındır; genellikle Ģekillenen düzensiz küreler olarak görülüp ve yüksek sıcaklıklarda plakalar halin-dedir. σ Tetragonal FeCr,FeCrMo, CrFeMoNi,CrCo,CrNiMo En çok Fe ve Co esaslı süper alaģımlar içinde, bir miktar da Ni esaslı süperalaģımlarda görülür Ģekilleri düzensiz kürelerdir; C arasında arasındaki sıcaklıklarda uzun süre bekletildikten sonra Ģekillenirler.
42 20 TalaĢlı imalat alanında, alternatif imalat yöntemleri ve ortaya çıkan atık malzeme oranını düģürmek için önemli yatırımlar yapılmaktadır. Bunun için kesici takımlar üzerinde de çalıģmalar yapılmaktadır. Doğru kesici takımın seçilmesi ve doğru iģleme koģulunun belirlenmesi atık malzeme konusunda önemli tasarruf sağlamıģtır. TalaĢlı imalatın önemi bakımından bazı avantajlar maddeler halinde verilmiģtir [47]. * Ġstenilen üretim miktarına göre malzemelerin Ģekillendirilmesi * ġekillendirme esnasında malzemenin yapısına ve özelliklerine etkisinin az olması * Ġstenilen tolerans aralığında ve yüzey değerlerinde hassas numune üretilmesi * Mevcut birçok malzemelere uygulanabilir olması. ĠĢlenebilirlik kavramı, üretimin maliyeti, istenilen kalite ve standartlara uygunluğun imalat sonunda elde edilebilmesi sonucunda doğan bir kavramdır. TalaĢlı imalatta iģlenebilirliğin belirlenmesi, iģlenecek malzemenin kimyasal ve fiziksel özelliklerine uygun, kesici takım malzemesi ve kesici takım geometrisinin geliģtirilmesini gerekli kılmaktadır. Böylece farklı özelliklere sahip malzemelerin, talaģlı imalat iģlemlerinde, değiģik takımlar ve talaģ kaldırma parametreleri kullanılır. Bu sayede tespit edilen; takım aģınması, yüzey pürüzlülüğü, mikro yapı, mikro sertlik ve artık gerilmeler vb. değerler değerlendirilerek iģlenebilirlilik veri tabloları oluģturulmaktadır [48]. ĠĢlenebilirlik durumunu; kullanılan takımın ömrü, iģlenen parçanın yüzeyi ve iģleme için harcanan güç tüketimi belirler. ĠĢ parçası üzerine uygulanan kuvvetler ve talaģ oluģumu iģlenebilirliği belirleyici parametrelerdir. Bu değerler uygun seçilmezse süper alaģımların iģlenebilirliği zorlaģır. Süper alaģımların iģlenmesindeki zorluklar aģağıdaki sebeplere dayanmaktadır. * Yüksek sıcaklık dayanımı ve sertliği iģleme esnasında takımın bozulmasına sebep olmaktadır. * Kesme iģlemi sırasındaki yüksek kayma kuvvetleri kayma gerilmelerinin bölgeselleģmesi ve aģındırıcı diģli köģelerin oluģumuna neden olur. Bu durum titanyum alaģımlarının iģlenmesinde kesici uçlarda çentiklerin oluģumuna neden olmaktadır. * Östenitik matrisli nikel bazlı süper alaģımların yüksek hızlı iģlenmesi sırasında malzemenin sertleģmesi söz konusudur. Bu durumda, kesici takım malzemesinde büyük oranda aģınmaya sebep olmaktadır.
43 21 * Nikel bazlı süper alaģımların yapısında bulunan aģındırıcı karbürlerin (örneğin; MC, M23C6) etkisiyle, aģınmayla birlikte takım ucunun kırılmasına sebep olmaktadır. * Takım ucunda biriken kesme sıcaklığının ( 1000 C) malzemenin düģük ısı iletkenliği özelliğinden kaynaklı olarak dağılmaması ısıl farklılıklar meydana gelmektedir. * Parça iģlenmesi esnasında kesme kenarında oluģan ve kaynaklanma geliģi güzel oluģan talaģ birikmesi, parçanın yüzey kalitesini ve bütünlüğünü olumsuz etkilemektedir. * Titanyum alaģımlarının yüksek sıcaklıklarda iģlenmesi genel olarak tüm kesici türlerinde hızlı bir aģınmaya neden olmaktadır [2, 49]. Teknolojideki ilerlemeye bağlı olarak; yağlayıcı özelliğe sahip, yüksek ısı dayanımı ve kimyasal kararlılık gösteren, ileri düzeyde kesici takımların geliģtirilmesi süper alaģımların iģlenebilirliğine katkı sağlamıģtır. Bu takımlar; kaplamalı karbür takımlar, seramik kesici takımlar, kübik bor nitrür (CBN) ve katı yağlayıcı kaplamalı (SLC) takımlar olarak sıralanabilir [2] Demir bazlı süper alaģımlar ve A 286 süper alaģımı Demir bazlı süper alaģımlar, ana bileģen olarak demir içeren karbür ve intermetalik bileģiklerin çökelmesi sonucunda sertleģen alaģımlar Ģeklinde ifade edilebilir [50]. Bu süper alaģımlar, demirin yanına ilaveten krom, nikel, tungsten, karbon, mangan, molibden, titanyum gibi çeģitli oranlarda element ilavesiyle elde edilmektedir. Demir bazlı süper alaģımlarda; % oranında Ni, % oranında Fe elementleriyle birlikte, yüksek sıcaklıklarda oksidasyon direncini arttırmak için % oranında Cr, katı çözelti mukavemeti oluģturmak için % 1-6 oranında Mo elementlerinden takviye edilir. Nikel elementiyle kombine edilen alüminyum, niobyum ve titanyum sayesinde mukavemeti arttırıcı çökelti elde edilir. Ayrıca, titanyum ve alüminyum içermeleri sayesinde çökelme sertleģmesi iģlemiyle sertleģtirilebilmeleri mümkündür. Yüksek oranda demir elementi içeren birçok süper alaģım bulunmasına rağmen, bunların hepsi demir bazlı süper alaģım değildir. Bu süper alaģımlar ise, demir, kobalt, nikel, krom, az miktarda tungsten, niobiyum ve molibden vb elementlerin kombinasyonlarıyla elde edilmiģtir. Bu örnek olarak; katı-eriyik dayanımlı, yaklaģık olarak %10-16 Fe ve %49Ni içeren Hastelloy X ile %18,5 oranında Fe ve %52,5 oranında Ni içeren Inconel 718
44 22 alaģımları verilebilir. Bu alaģımlara, Fe içeren nikel bazlı süper alaģımlar denir. Inconel 901 süper alaģımı %42,5 oranında Ni ve %36 oranında Fe bulunduran nikel bazlı veya karmaģık demir-nikel-krom bazlı süper alaģımdır. Bu alaģımlarda, yüksek mukavemetle birlikte, sürekli düģük termal genleģme katsayısı göze çarpmaktadır. KarmaĢık bileģiklere örnek olarak Multimet (N-155) alaģımı düģünülebilir. Bu alaģımda, %21 oranında Cr, %20 oranında Ni, %20 oranında Co, %32,5 oranında Fe, %3 oranında Mo, %2,5 oranında W ve %1 oranında Nb bulunmaktadır [42]. Demir esaslı süper alaģımlar yaklaģık olarak 650 C civarındaki sıcaklıklarda kullanılabilmektedirler. Demir bazlı süper alaģımların mukavemeti, nikel bazlı alaģımlara kıyasla daha düģüktür. Bu özellikten dolayı, nikel ve kobalt alaģımları demir bazlı süper alaģımlara göre daha çok tercih edilirler. Demir bazlı süper alaģımlar; gaz türbin motorlarında, disklerde, Ģaftlarda ve buhar türbinlerindeki bazı parçaların üretimde kullanılmaktadır. Nikel ve kobalt alaģımlı malzemelere göre daha az tercih edilse de diğer süper alaģımlı malzemelerden daha ucuzdur. Demir esaslı süper alaģım Incoloy A286, yüksek sıcaklığın bulunduğu çalıģma ortamlarında yüksek mukavemet ve iyi bir korozyon direnci gerektiren uygulamalar için tasarlanmıģtır. Demir bazlı süper alaģım olan A 286 alaģımı nikel, krom, demir karıģımına molibden ve titanyum ilaveleriyle elde edilmiģtir. Bu alaģım yaklaģık olarak 1300 F (700 C) sıcaklıklarında yüksek mukavemet ve iyi bir korozyon (oksidasyon ) direnci gösterir. Aynı zamanda alaģım her türlü metalürjik koģulda östenitik davranıģ gösterir. Incoloy A 286 süper alaģımı yüksek mukavemet aranan özel parçalarda kullanılır. Örneğin; uçak ve endüstriyel gaz türbinlerinin çeģitli bileģenlerinde kullanılırlar. Ayrıca otomotiv motoru uygulamalarında, petrol ve gaz sektöründe, jet motorları ve turbo kompresörlerin kanatlarında, parça ve bağlantı elemanlarında kullanılır. Çizelge3.3 de bu alaģımın bileģimlerinin oranları görülmektedir. Süper alaģımların yapısındaki bazı elementler iģlenebilirliği olumsuz etkilemektedir. Bu elementlerden, Ni elementi sıcak sertlik eğilimi sağlar. A286 süper alaģımı da yüksek oranda Ni içerdiği için iģlenebilirliği daha zordur.
45 23 Çizelge 3.3. A 286 Süper alaģımının bileģenleri % [51]. Ni Fe Cr Ti Mo V C Mn Si Al S B 27,0 Balance 16,0 1,90-2,35 1,5 0,50 0,08 max. 2,0 max. 1,0 max. 0,35 max. 0,030 max. 24,0-13,5-1,0-0,10-0,001-0,01 A 286 süper alaģımı Çizelge 3.3 de verilen elementlerin bileģimi sayesinde; fiziksel, mekaniksel, korozyon direncide istenilen ölçülere ulaģtırılmıģtır. Çizelge 3.4 de demir bazlı süper alaģım A 286 alaģımının fiziksel özellikleri, Çizelge 3.5 de elektriksel ve termal özellikleri verilmiģtir. Çizelge 3.4. A 286 süper alaģımının fiziksel özellikleri [51]. Özellik Birim Yoğunluk Ib/in 3 0,287 g/cm 3 7,94 Erime Aralığı F C Özısı Btu/lb F 0,100 J/kg C 419 Elastikiyet katsayısı 10 3 ksi 29,1 GPa 201 Geçirgenlik 200 oersted (15,9kA/m) 1,007
46 24 Çizelge 3.5. A 286 Süper alaģımının elektriksel ve termal özellikleri [51]. Sıcaklık GenleĢme Katsayısı Isıl iletkenlik Elektriksel Direnç F 10-6 in/in F Btu in/ft2 h F Ohmcirc mil/ft , , , , , , , C μm/m C W/m C μω m ,7 0, ,4 14, ,5 16, ,9 17, ,2 19, ,5 21, ,7 23,8 1, , , ,217
47 25 YaĢlandırılmıĢ demir bazlı süper alaģım A 286 oda sıcaklığında ve yüksek sıcaklıklarda mukavemetini korur. A 286 süper alaģımının sıcaklığa ve basınca bağlı çekme özellikleri ġekil 3.2 de verilmiģtir. ġekil 3.2. YaĢlandırılmıĢ A 286 alaģımının çekme özellikleri [51]. Yüksek sıcaklık altında bile A 286 alaģımının sürtünme ve kopma dayanımı yüksektir. ÇeĢitli sıcaklıklarda 100 saat ve 1000 saatlik yaģlandırılmıģ ve sertleģtirilmiģ A 286 alaģımının kopma mukavemeti ve akma dayanımı ġekil 3.3 de gösterilmiģtir. Kopma dayanımı Akma dayanımı ġekil 3.3. YaĢlandırılmıĢ A 286 alaģımının kopma mukavemeti ve akma dayanımı [51].
48 Kobalt bazlı süper alaģımlar Kobalt bazlı süper alaģımlar ağırlıklı olarak kobalt içermektedirler. Kobalt elementine ek olarak kobalt bazlı süper alaģımlarda ciddi miktarda nikel bulunmaktadır. Ayrıca krom, tungsten, molibden, niobiyum, tantal, titanyum gibi elementlerde içermektedirler. Bazı kobalt bazlı süper alaģımlar demir elementi de içermektedir. Kobalt bazlı süper alaģımların birçok fiziksel özelliği nikel esaslı süper alaģımlara benzediği bilinmektedir. Buna örnek olarak, kobaltın ergime sıcaklığının (1495 C) ve yoğunluğunun (8.90 g/cm3) olması verilebilir. Yoğun miktarda karbon içeren kobalt bazlı alaģımların mukavemetleri; krom, tungsten ve benzeri elementlerin takviyesinin yanı sıra 815 C üzerinde etkisi az olan karbür çökelmesinden faydalanılarak arttırılmaktadır. Kobalt bazlı süper alaģımların yapısına; yüzey merkezli kübik (YMK) yapıyı kararlı hale getirmek için nikel elementi ilave edilmektedir. 980 C üzerindeki sıcaklıklarda mukavemet açısından, nikel bazlı alaģımlar kobalt bazlı alaģımlara göre daha çok tercih edilmektedirler [52]. Ayrıca, kaynaklanma ile kolay tamir edilebilirliği, yüksek korozyon direnci ve mukavemetinden dolayı yüksek basınçlı türbin kanatlarında çok fazla tercih edilmektedirler. Kobalt esaslı süper alaģımlar ilk olarak 1943 yılında gaz türbinlerinde kullanılmaya baģlanmıģ ve günümüze kadar önemli geliģim göstermiģtir. Kobalt bazlı süper alaģımlar; yüksek sıcaklıkların meydana geldiği ve düģük gerilmelerin oluģtuğu sabit iģ parçalarında kullanılmaktadırlar. Kobalt bazlı süper alaģım malzemeleri geliģtirildikçe endüstriyel ve uçak türbinlerinde de kullanılmaya baģlamıģtır. Daha uzun ömürlü türbinlere ihtiyaç duyulması bu malzemelerin geliģimini tetiklemiģtir. Endüstriyel uygulamalarda kobalt esaslı alaģımlar döküm sonrası halleriyle kullanılabilmektedirler [53]. Kobalt bazlı süper alaģımların hiçbirisi tam katı eriyik alaģımı değildir. Çünkü tüm kobalt alaģımları ikincil karbür fazlar veya intermetalik bileģikler içermektedir. Kobalt alaģımlarının bu içeriği, yaģlanmaya ve oda sıcaklığında malzemenin sünekliğini kaybetmesine sebep olmaktadır. Kobalt alaģımları oda sıcaklığında sıkı paket hegzagonal (sph) yapıya sahiptir ve 417 C de allotropik dönüģüme uğrayarak kübik yüzey merkezli (kym) kafes yapıya dönüģmektedir [42, 53].
49 27 Genel olarak kobalt bazlı süper alaģımlar ısıl iģlem ve yumuģatma esnasında (kym) kristal yapıda bulunmaktadır. Ama MP-35N ve MP-159 alaģımlarını kullanmadan önce, termomekanik iģlem süresince kapalı paket hegzagonal (cph) yapının oranı kontrollü olarak artırılmaktadır. Stellite 6B ve Haynes 25 alaģımları C ve C arasındaki sıcaklıklarda ısıl iģlem uygulanarak kısmen cph yapıya dönüģtürülebilmektedir [42]. Sonuç olarak ısıl iģlem ve yumuģatma sırasında tanelerin Ģekli ve dağılımı değiģmektedir. Kobalt bazlı süper alaģımların günümüzdeki tercih nedenlerini incelersek; * Ergime sıcaklığının demir ve nikel bazlı süper alaģımlara göre daha yüksek olmasından dolayı yüksek sıcaklıklarda, diğer alaģımlara göre yüksek dayanım gösterirler. * Kobalt bazlı alaģımlar yüksek oranda krom içerirler ve bu durum alaģıma yüksek sıcaklık korozyon direnci sağlamaktadır. Bundan dolayı gaz türbinleri vb. parçalarda tercih edilirler. * Kobalt bazlı alaģımlar, nikel alaģımlarına göre daha mükemmel termal yorulma dayanımına sahiptirler. * Kaynaklanarak onarılabilmesi avantajdır Nikel bazlı süper alaģımlar Tüm süper alaģımlarda nikel elementi bulunmaktadır ama nikel bazlı süper alaģımlarda nikel oranı %30 ila %70 arasındadır. Nikel elementinin yanı sıra çok ciddi oranda krom içeren nikel bazlı süper alaģımların dayanımı ve korozyon direncini arttırmak için değiģik oranlarda molibden, titanyum, tungsten, alüminyum ve niobiyum ilave edilmektedir. Krom ilavesiyle oksidasyon direnci arttırılan nikel esaslı süper alaģımlar, özellikle 650 C üzerindeki sıcaklıklarda, mekanik dayanım açısından paslanmaz çeliklerden daha yüksek mekanik dayanıma sahiptir [53]. Isıl iģlem ekipmanları ve fırın parçalarının yapımında, yüksek oksidasyon, korozyon direnci ve yüksek dayanıma sahip malzemelere ihtiyaç duyulduğundan nikel esaslı süper alaģımlar tercih edilmektedir. Bu alaģımlara; Inconel 600, RA 333 ve Inconel 601 e benzer katı eriyik alaģımları örnek verilebilir. Gaz türbinlerinin ve uçak motorlarının yapımında, nikel esaslı süper alaģımlar, demir ve kobalt bazlı süper alaģımlara oranla daha çok tercih edilmektedirler [52]. Ayrıca, nikel esaslı süper alaģımlar, enerji jeneratörlerinde, nükleer enerji santrallerinde ve fosil yakıt tesislerinde (ısıtıcı tüplerde, kül-alıcı sistemlerde ve ısıl direnç-korozyon ihtiyacı olan
50 28 parçalarda) çok fazla kullanılmaktadırlar [42]. Nikel alaģımları, daha yoğun olan çeliklerle kıyaslandığında, nikel esaslı süper alaģımlar daha fazla mukavemet/ağırlık oranı sağlamaktadır. Nikel esaslı süper alaģımlar, yüksek korozyon direnci, yüksek sıcaklıklarda sürünme ve erozyon direnci, mekanik ve termal yorulma özelliklerinden dolayı diğer süper alaģımlara göre daha fazla tercih edilmektedirler. Bahsedilen özellikler, nikel bazlı alaģımların kullanıldığı alanlarda yüksek performans için gereklidir [52]. Yaygın olarak kullanılan nikel esaslı süper alaģımların ticari olarak en çok kullanılanları arasında Inconel, Rene, Nimonic, Pyromet ve Udimet bulunmaktadır. Çizelge3.6 da ticari olarak bulunan nikel esaslı süper alaģımlar verilmiģtir. Çizelge 3.6. Ticari olarak kullanılan nikel esaslı süper alaģımlar [2]. Inconel (587, 597, 600, 601, 617, 625, 706, 718, X750, 901) Nimonic (75, 80A, 90, 105, 115, 263, 942, PE11, PE16, PK33, C263) Rene (41, 95) Udimet (400, 500, 520, 630, 700, 710, 720) Pyromet 860 Astroloy M-252 Waspaloy Unitemp AF2-IDA6 Cabot 214 Nikel esaslı süper alaģımlar, süper alaģımların arasında yapı ve özellik iliģkisi bakımından en çok bilinen alaģımlardır. Kullanım alanlarının geniģ olmasında kısmen bunun etkisi vardır. Ayrıca bu alaģımlar, toz metalürjisi yöntemi ve tek kristal döküm yöntemi ile üretilebilmektedirler Delme ĠĢlenebilirliği Delme iģlemi, talaģlı imalat tekniklerinden biri olup, matkap adı verilen iki ağza sahip kesici takımlarla iģ parçası üzerinde silindirik delikler oluģturmaktır [39, 54].
51 29 Delme terimi, kısa veya derin delik delme iģlemleri için kullanıldığı gibi; broģlama, raybalama, havģa baģı açma iģlemleri ve ovalama (veya parlatma) gibi çeģitli iģlemler için de kullanılmaktadır [55]. Bu iģlemlerin hepsinin ortak noktası, takımın kendi ekseni etrafında dönme hareketi ile ilerleyerek yapılan bir talaģ kaldırma süreci olmasıdır [56]. Delik delme çeģitlerine bakıldığında derin delik delme, kısa delik delme gibi birkaç delik delme iģlemi bulunmaktadır. Bu metotlardan hangisine karar verileceği ise delik kalitesi için önemlidir. Ġstenilen özellikte bir delik; delik çapına, derinliğine, toleranslara ve bitiģ iģlemine bağlı olmakla birlikte üretim ihtiyacına, delme tezgâhının özelliklerine, operatörün performansına ve kullanılan takımın yapısına bağlıdır [54]. Fiziksel açıdan ta1aģ kaldırma iģ1emi, elastik ve plastik Ģekil değiģtirmeye bağlı olarak, ta1aģın kırılması ve/veya büzülmesi, iģ1enen parçanın yüzeyinin sert1eģmesi, sürtünme, ısı oluģumu, takım ucunun (ağzının) aģınması gibi olaylardan meydana gelen fiziksel olaylar zinciridir. Bu yüzden talaģ kaldırma iģlemine etkiyen çok sayıda faktör vardır. Bunlar aģağıdaki Ģekilde özetlenebilir [57]. * Kesici takımın ömrü, T (dak), * Kesme hızı, V (m/dak), * Kesme kuvvetleri FT * Ġlerleme miktarı, f (mm/dev), * Kesici takım geometrisi KAT * TitreĢim miktarı, Vi, * Soğutma sıvısı (yağlayıcı), Ss, * ĠĢ parçasına uygun kesici takımın seçilmesi, * Takım burun yarıçapı, r (mm) Delme iģleminde geçmiģten bugüne en temel problem kötü delik yüzeyi elde edilmesidir. Ancak günümüzde geliģtirilen kesici takımlar sayesinde ikinci bir yüzey iyileģtirme iģlemine gerek kalmadan bu iģlemin tek pasoda bitirilmesi söz konusudur [39]. GeliĢtirilen modern kesici takımlar delme iģlemini, herhangi bir merkezleme deliğine veya kılavuz deliğine gereksinim duymadan gerçekleģtirebilir. DelinmiĢ olan delik iģin niteliğine göre hem boyut gerekse hem de yüzey kalitesi açısından ekstra bir iģlem gerektirmeyebilir [58]. Delme iģleminin verimi sadece kesici takıma göre yorumlanmamaktadır. Kesici takımla birlikte birçok etken bulunmaktadır. Kesici takım, ilerlemeler, kesme hızları, soğutma

52 30 sıvıları ve takım geometrisi gibi birçok etken delme iģleminin performansını etkilemektedir. Delik delme iģleminde performans değerlendirmesi yapılacak olursa, delik delme performansı kesici takım ömrü, yüzeyin kalitesi, deliklerin silindirik ve daireselliği ve talaģ kaldırma verimliliği ile nitelendirilebilir. Bu kriterleri etkileyen; matkabın, iģlenen malzemenin ve kullanılan takım tezgâhının özellikleri ile kesme hızı, ilerleme gibi delik delme Ģartları ve soğutma sıvısının kullanılıp kullanılmadığı Ģayet kullanılıyorsa özellikleri gibi faktörlerdir [59]. Bu saydığımız değiģkenler ġekil 3.4 ile ġekil 3.8 arasında detaylandırılmıģtır. ġekil 3.4. Delme performansını belirleyen kriterler [59].

![iģlemine etkisi [59]. ġekil 3.6.](/docs-images/68/59589392/images/53-1.jpg "ĠĢ parçasının özelliklerinin")
53 31 ġekil 3.5. Matkap özelliklerinin delme iģlemine etkisi [59]. ġekil 3.6. ĠĢ parçasının özelliklerinin delme iģlemine etkisi [59].
![32 ġekil 3.7. Soğutma sıvısının delme iģlemine etkisi [59]. ġekil 3.8. Tezgah tasarımının delme iģlemine etkisi [59].](/docs-images/68/59589392/images/54-1.jpg "Delme iģleminde yukarıda belirtilen özelliklerle birlikte, küçük çaplı delikler tek ilerlemede bir kerede delinebilmektedir.")
54 32 ġekil 3.7. Soğutma sıvısının delme iģlemine etkisi [59]. ġekil 3.8. Tezgah tasarımının delme iģlemine etkisi [59]. Delme iģleminde yukarıda belirtilen özelliklerle birlikte, küçük çaplı delikler tek ilerlemede bir kerede delinebilmektedir. Ama iģ parçası sert ise kademeli olarak ilerlemek gerekir bu sayede takımın kırılması önlenir ve sağlıklı bir delme iģlemi yapılmıģ olur. Aksi durumda delik hassas bir Ģekilde delinmediği için alınan sonuçların geçerliliği ve kesici takımın ömrü azalmaktadır.
55 33 Delme iģleminde etkili olan değiģkenlerden kesme hızı, kesme ağzının çapına bağlı olarak ağız boyunca değiģerek matkabın çevresinde maksimum, merkezinde sıfır olmaktadır. Bu durum talaģ kaldırma olayını zorlaģtırır. Kesme hızı değiģken olduğundan pratikte D matkap çapına karģılık gelen değeri kullanılmaktadır [39]. Vc=πDn/1000 [m/dak] (3.1) Süper alaģımların iģlenmesinde kullanılan kesici takımlar Delme iģlemlerinde kullanılan kesici takımlar matkap olarak adlandırılmaktadır. Ayrıca, talaģlı imalat sektöründe en çok kullanılan kesici takımlardan biridir. Matkaplarda kesme prensibi matkabın (kesici takımın) hem kendi ekseni etrafında dönmesi hem de doğrusal olarak ilerlemesine dayanmaktadır [60]. Endüstride talaģlı imalatın önemli olmasından dolayı, büyük önem taģıyan matkaplar farklı malzemelerde ve farklı Ģekillerde üretilmiģtir. Bunun yanı sıra uç değiģtirebilmek için farklı malzemeli kesici takımın takılı olduğu takma uçlu matkaplarda mevcuttur [39]. Kısa delik delme iģleminde kullanılan matkaplar; tek parça (bilenebilir) matkaplar ve değiģtirilebilir uçlu matkaplar olarak iki ana gurupta toplanırlar. 2,5 mm 'den 17 mm 'ye kadar değiģen delik çapları için yaygın olarak bilenebilir matkaplar kullanılmaktadır. Özellikle kısa delik matkapları için tasarlanmıģ takım geometrisi, merkezleme deliklerinin ve delme burçlarının kullanımını ortadan kaldırarak, kendi kendine merkezleme özelliği sağlamaktadır. Bunun anlamı oldukça yüksek talaģ debilerinin elde edilmesi ve iģleme zamanlarının klasik spiral matkaplara göre 3 4 kat azalmasıdır [39]. Bu durum kesici ucun ömrü boyunca yaklaģık olarak defa değiģtirilebilmesinden kaynaklanmaktadır. Ancak çoğu delik çapı için değiģtirilebilir uçlu matkap mevcut değildir. Bu nedenle klasik hız çeliği matkaplar küçük çaplı delikler için çok fazla tercih edilen takımlardır. Modern tezgâhlarda klasik yüksek hız çeliği (HSS) matkaplar ekonomik bir üretim için belirlenmiģ ölçüt ve kriterleri karģılamazlar. Bu nedenle modern geometrilere sahip tekparça matkaplar, iģletme maliyeti yüksek yeni tezgâhlarda önem kazanmıģtır [56]. Matkapla delik delme iģleminde; * Delik ortasına indikçe kesme hızının sıfıra doğru azalması * TalaĢın dıģarıya atılma durumu
56 34 * Kesme bölgesinde oluģan ısının dağılamaması * Takımın kesici köģelerinde oluģan aģınmalar * Matkap zırhının (fasetanın) delme esnasında sürtünmeyle aģınması, Ģeklinde yorumlanabilir [56]. Matkaplar genel olarak iki kısımdan oluģur. Tezgâha matkabı tutturmak için kullanılan sap kısmı konik veya silindirik Ģekildedir. Gövde kısmı ise kanallı ve heliseldir. ġekil 3.9 da bir matkap genel hatlarıyla gösterilmiģtir. ġekil 3.9. Matkabın kısımları [59]. Matkapta asıl kesme iģlemi, matkabın ucunda gerçekleģir. Ağız kısmına göre matkaplar iki ya da üç ağızlı olarak ayrılırlar. Her ağzın birer talaģ yüzeyi, serbest yüzeyi ve ana kesici kenarı mevcuttur. Matkabın kanallı kısmında iki kanal arasında kalan yüzey sırt olarak adlandırılır. Serbest yüzey, uç kısmındaki konik kısımdır. Sırt üzerinde matkap kanalı boyunca helisel olarak uzayan yüzeye zırh denir ve zırh yüzeyinin kanal tarafındaki kenarı yardımcı kesici kenar olarak bilinir [61]. ġekil 3.10 ve 3.11 de matkaptaki yüzeyler ve kesici kenarlar gösterilmiģtir.
57 35 ġekil Matkaptaki kesici kenarlar [59]. ġekil Matkaptaki yüzeyler [59].
58 36 Matkaptaki açılar Matkaptaki ana kesici kenarların birbirlerine göre açısal konum farkı uç açısını (ψ), enine kesme ağzı konumu enine kesme açısını (φ), helisel kanalların matkap eksenine göre konumu helis açısı (θ) olarak tanımlanmaktadır [59]. ġekil 3.12 de gösterilmiģtir. ġekil Matkaptaki uç, helis ve enine kesme açıları [59]. Matkaplar tek uçlu kesici takımlara oranla daha karmaģık bir yapıya sahiptir. Matkabın bir ağzı tek uçlu kesicilere benzetilebilir. Bu durumda matkabın ana kesme ağız geometrisi tek ağızlı matkaplardaki gibi düģünülür ve matkaptaki kesme açıları; talaģ açısı (γ), serbest açı (α) ve beta (β) açısı olarak yorumlanmaktadır [58]. α + β + γ = 90 (3.2) ġekil Matkaptaki kesme açıları [59]..
59 37 Kesici takımın sürekli dönmesiyle, ağız boyunca talaģ açısı değiģmektedir. Ana kesici kenarın dıģ köģesinde maksimum olan talaģ açısı matkabın ucuna gittikçe azalarak, enine kesme ağzının bulunduğu yassı bölgede negatif olmaktadır. Bu durumda beta açısı β>90 olur. Bundan dolayı enine kesme kenarında talaģ kesilerek değil ezilerek kaldırılmaktadır [59, 61]. Matkapta kesme esnasında tüm ağız, helisel bir yüzey oluģturmaktadır. Helisel yüzey kesme oluģumu ve ilerleme yönünün oluģturduğu etken yöndeki eğim açısından (η) dolayı talaģ kaldırırken matkabın kesme açıları değiģtiği bilinmektedir. Ortaya çıkan bu yeni açılara etken kesme açıları denir. OluĢan yeni etken açılarda, yaklaģma açısı (α) ve talaģ açısı (γ) değiģirken β açısı değiģmeden kalır [61]. Ġmalatta kullanılan matkaplar, iģleme sonrasında en yüksek verimi elde etmek için yüksek dayanıma sahip çeģitli malzemelerden yapılmaktadırlar. ĠĢlenen iģ parçasına uygun seçilen bir kesici takımla kesme hızı ve ilerleme arttırılarak daha kısa zamanda parça istenilen özelliklere getirilebilmektedir. Kesici takımların imalatında kullanılan malzemeler üç ana baģlıkta toplamak mümkündür. * Metal esaslı * Karbür esaslı * Seramik esaslı Günümüzde yaygın olarak kullanılan HSS matkaplar, semente karbür matkaplar ve kobaltlı yüksek hız çelikleridir. Ayrıca elmas kaplanmıģ takımlar ve kübik bor nitrür (CBN) takımlar kullanılarak, yüzey kalitesini ve takım ömrü verimi arttırılmıģtır [62]. Semente karbür matkaplar, HSS matkaplara göre daha yüksek devirlerde ve daha sert malzemelerin iģlenmesinde tercih edilmektedirler. Semente karbür matkapların üretimde oldukça geniģ bir kullanım alanı vardır. Takımın yüksek hızlarda ve sıcaklıklarda aģınmaya karģı oldukça dayanıklı olması, yüksek hızlı iģleme yapan imalatçılar tarafından tercih edilme sebeplerindendir [39].
60 38 Semente karbür matkapların dıģında oldukça ince, sert, aģınmaya karsı dirençli olan titanyum karbür matkaplarda imalatta kullanılmaktadır. Alüminyum oksit ve titanyum nitrit çelikler ve karbür kesici takımların birkaç özelliği aģağıda verilmiģtir. 1- Daha uzun takım ömrü: iki ile on kat daha fazla takım ömrü. 2- Yüksek üretkenlik: kesme hızları %25 ile %90 arasında artırılabilir. 3- ĠĢ parçası kalitesinin artırılması: takımlar düģük sıcaklıklarda isleme yaparak daha iyi yüzey kalitesi elde edilir. 4- Ġmalat fiyatının azaltılması: daha az takım değiģtirilerek, makine daha az sure meģgul edilmiģ olacaktır. 5- Harcanan güç miktarı %15 oranında azalır. 6- HSS matkaba göre kaplanabilme özelliği daha iyidir. 7- Kesici kenarlar daha keskindir [63, 64]. Gün geçtikçe hızla geliģen talaģlı imalatla birlikte hızlı bir üretim, rekabet, zaman ve ekonomik tasarruf için kesici takım üretimi de geliģmektedir. TalaĢlı imalatta genel olarak kesici takımdan beklenen temel unsurlar; * Uzun ömürlü olması * Ġstenilen iģleme kalitesini ve ölçüsünü sağlaması * Parça baģı takım maliyetinin düģük olması * Kolay temin edilebilir olması, Ģeklinde düģünülebilir. Kesici takımlar bazı üretim aģamalarında değiģik kesme kuvveti ve zorlamalara maruz kalabilirler. Bu durumlarda kesici takım malzemeleri aģağıda belirtilen özelliklere sahip olmalıdır. *Sertlik ve basınç mukavemeti * Eğilme mukavemeti süreklilik * Kenar mukavemeti * Ġçyapısal mukavemet * Isı mukavemeti * Oksitlenmeye karsı koyabilme
61 39 * Difüzyon yayılma eğiliminin az olması * Sürtünmeye karsı dayanıklı olması Ayrıca ısı iletkenliği ve genleģme durumu kullanılacağı alana uygun olması gerekmektedir [56]. Çizelge 3.7 de kesici takımların yapımında kullanılan malzemeler, Çizelge 3.8 de karbür takımların kullanım alanları verilmiģtir.
62 40 Çizelge 3.7. Kesici takım malzemeleri [39] GüçlendirilmiĢ Seramik CBN (Kübik Bor Nitrür) Seramik (Al 2 O 3 -TiC) Üçlü Kaplamalı Karbür (TiN/Al 2 O 3 /TiN) Seramik Kaplı Karbür Sermet TiN&TiC Kaplı Karbür Tungsten Karbür TiN kaplı HSS HSS Devir sayısı dev/dak PCD Poll Kristal Elmas SiAlON ġartlar bağlı Genel kullanım alanı Kesme hızının artırılabildiği veya demir dıģı malzemelerde Delme ĠĢlemi Kaba Orta FiniĢ Kaba Orta FiniĢ Kaba Orta FiniĢ Kaba Orta FiniĢ Kaba Orta FiniĢ Kaba Orta FiniĢ Kaba Orta FiniĢ Orta FiniĢ Kaba Orta FiniĢ Kaba Orta FiniĢ Çok Kaba Orta FiniĢ Kaba Orta FiniĢ Kullanım Alanı AlalaĢımları Demir dıģı, Metal olmayan Gri, kırılgan, dövülebilir Yüksek sıcaklığa dayanımlı alaģımlar, sert çelik Döküm çelik, toz metaller Döküm ve çelik, 40 HRC üzeri, gri döküm Döküm, yüksek sıcaklığa dayanıklı alaģımlar, paslanmaz Döküm, çelik paslanmaz Döküm, çelik paslanmaz Döküm, Çelik paslanmaz Ti Yüksek sıcaklığa dayanıklı alaģımlar, paslanmaz Döküm, Çelik paslanmaz Döküm, Çelik paslanmaz, Yüksek sıcaklılara dayanıklı alaģımlar
63 Renk Kodu kırmızı Artan ġok Direnci Artan AĢınma Direnci Artan ilerleme Miktarı Artan Kesme Hızı Renk Kodu Sarı Renk Kodu Mavi 41 Çizelge 3.8. Karbür uçların kullanım alanları [39]. ISO KODU P01 P10 P20 P30 P40 P50 M10 M20 M30 M40 K01 K10 K20 UYGULAMASI Çeliğin çok hassas bitirme iģlemlerinde, yüksek kesme hızları için, düģük ilerleme hızlarında uygun Ģartlarda kullanılır. Hassas bitirme iģlemlerinde, özellikle çelik ve döküm için kullanılır soğurma sıvısı gerektirmez. Çeliğin orta hassasiyette bitirme iģlemlerinde, daha az uygun Ģartlarda, orta kesme hızı ve ilerleme hızlarıyla kullanılır. Çelik ve dökümün genel amaçlı tornalanmasında ve orta hassasiyette yüzey iģlemede kullanılır. Çelik ve dökümün oldukça kaba iģlenmesinde, aralıklı kesme, düģük hız ve ilerleme oranıyla kullanılır. Zor Ģartlarda, aralıklı kesmede, pürüzlü yüzey iģlemede düģük hız ve ilerleme oranıyla kullanılır. Yüksek kesme hızlarında, paslanmaz çeliğin bitirme iģlemlerinde kullanılır. AlaĢımlı çeliklerin düzgün ya da orta düzgünlükte bitirme iģlemlerinde kullanılır. ĠĢlenmesi zor malzemeler ile paslanmaz çeliğin az veya orta pürüzlülükte kaba iģlenmesinde kullanılır. DüĢük kesme hızlarında sert yüzeyli malzemelerin kaba iģlenmesinde kullanılır. Plastik ve dökme demirin hassas bitirme iģleminde kullanılır. Yüksek kesme ve ilerleme hızlarında, bronz ve pirincin hassas bitirme iģleminde kullanılır. Dökme demirin kaba iģlenmesinde, aralıklı kesme, düģük hız ve yüksek ilerleme hızlarında kullanılır. K30 Demir dıģı malzemelerin ve dökme demirin kaba iģlenmesinde veya bitirme iģlemlerinde kullanılır Delme esnasında oluģan kuvvetler ve bunların ölçülmesi Ġmalatta parçanın istenilen özelliklerde ve toleranslarda iģlenebilmesi için bağlantı elemanları kullanılmaktadır. Bağlama kalıpları sayesinde kısa sürede ve düģük maliyetlerde seri olarak özdeģ üretim yapılabilmektedir [65]. ĠĢleme esnasında malzemeyi etkileyen iç ve dıģ gerilmelerin ölçümü ile basınç ve yükün meydana getirdiği kuvvetlerin ölçümü iģlenebilirlik açısından önem teģkil etmektedir [66]. Bu yüzden tüm kuvvetlerin doğru bir Ģekilde ölçülmesi gerekmektedir. Bu kuvvetlerin
64 42 hesaplanması teorik olarak zor olduğundan ölçüm cihazları kullanılmaktadır. Deneysel verileri deney sırasında kaydederek ölçmek daha verimli ve net sonuçlar elde etmemizi sağlamaktadır. Bu ölçümleri yapabilmek için bilgisayar yazılımlarıyla desteklenen dinamometreler kullanılmaktadır [67]. Turgut, Y. ve Korkut, Ġ. bir çalıģmalarında, üretim sırasında oluģan kesme kuvvetlerinin ölçülmesi, ölçüm sırasında kullanılan sistemlerin incelenmesi ve gruplandırılması hakkında detaylı bilgi sunmuģlardır. Ġncelemeler sonucunda kuvvet ölçüm sistemlerini iki gruba ayırmıģlardır. Ġlk grupta, tezgâh kontrol sistemleri veya kesicinin bağlandığı motor üzerinden alınan akımın değerlendirilmesi veya elektrik sinyallerinin yorumlaması; ikinci grupta ise, numune veya kesici takım üzerine konumlandırılan dönüģtürücüler (yük hücreleri, gerilim ölçer, dinamometreler) yardımıyla kuvvet ölçümlerini yaparak, ölçüm sistemlerini incelemiģlerdir [68]. Delme iģleminde talaģ kaldırılırken, takımın kesici ağzına birden çok kuvvet etki etmektedir. Bu talaģ kaldırma kuvvetleri (Fnz); kesme kuvveti (Fs), ilerleme kuvveti (Fz) ve radyal kuvveti (Frz) olarak ġekil 3.14'de verilmiģtir. Kesici ağızların konumundan dolayı her kesici ağızda oluģan radyal kuvvetler birbirini dengelemektedir. Bu sebepten dolayı sadece Fs ve Fz kuvvetlerinin delme iģlemini etkilediği kabul edilmektedir [69]. ġekil Delme iģleminde oluģan kesme kuvvetleri [61, 69]. Uzun, G. ve Korkut, Ġ. delme ve frezeleme iģlemlerindeki kesme kuvvetlerini ölçmek için deney düzeneği tasarımı ve üretimi üzerine çalıģmıģlardır. Hazırlanan düzenekte;
65 43 KISTLER 9272A 4 bileģenli dinamometre, ölçülen kuvvetleri kaydetmek ve okumak için Windows uyumlu dinamometre yazılımı ve bir yükseltici temin edilmiģtir. Ayrıca özel olarak bağlama kalıbı hazırlayarak dinamometreyi sabitlemiģlerdir. Yapılan kalibrasyon çalıģmaları sonucunda, dinamometreye gelen kuvvetler arttıkça kullanılan bağlama kalıbının ölçümdeki hassasiyetinin arttığı yorumlanmıģtır. Hazırladıkları bu deney düzeneği tasarımının delme ve frezeleme iģlemlerinde oluģan kuvvetlerin ölçümlerinde kullanılabileceği yorumlarında bulunmuģlardır [66] Yüzey pürüzlülüğü ĠĢ parçasının iģlenmesi sonucunda beklenen en büyük taleplerden biri yüzey pürüzlülüğünün az olması yani yüzey kalitesinin iyi olmasıdır. Yüzey pürüzlülüğü ve dokusunun ölçümü birçok endüstri alanında önem taģıdığı için geniģ uygulama alanına sahiptir. Ġmal edilen parçaların yüzeyleri, tepeler ve çukurlar ile düzensiz (çıkıntılı) bir yüzey profiline sahiptir; yani düz değildir [70]. Yüzey pürüzlülüğü veya bütünlüğü, numunenin iģlenmesi sonucunda iģlenmiģ yüzeyde oluģan girinti ve çıkıntılar, yani yüzeyde oluģan bozuklukların ortalama değeri olarak tanımlanmaktadır [71]. ĠĢlenmiĢ parçada yüzey pürüzlülüğü 3 ana kusur ve hatadan oluģmaktadır. Bunlar; 1- pürüzlülük; takım hareketinin ve Ģeklinin bitmesiyle oluģan 2-dalgalanma; iģlem mekanizmasındaki değiģim nedeniyle 3- form; yerleģtirmedeki kaba hatalar, Ģeklinde yorumlanır [72]. Yüzey pürüzlülüğü sürtünerek ya da iç içe çalıģan makine parçalarında çok önemlidir. Bu tip parçalarda yüzey çok pürüzlüyse ve iģ parçası sert bir malzemeyse, aģınma miktarı artacaktır. AĢınma oranı arttığı için çalıģan parçanın ömrü azalır ve verim düģer buda maliyeti arttırmaktadır. Yüzey pürüzlülüğünün önemli olduğu durumlar; * Sürtünmeli yataklar * Korozyonlu ortamda çalıģan parçalar * Yuvarlanmalı yataklar * KaplanmıĢ ve boyalı yüzeyler
66 44 * Sızdırmazlık istenen yüzeyler * Plastik enjeksiyon kalıpları * Mastarlar, Ģeklinde açıklanabilir [32]. Yüzey pürüzlülüğü değerini etkileyen birden çok etken bulunmaktadır. Bunlardan bazıları; malzemenin özellikleri, kesici takım özellikleri, kesme ve ilerleme parametreleri, paso derinliği, soğutma sıvısı, iģleme esnasında meydana gelen sıcaklık ve tezgâhın özellikleri gibi faktörlerdir [73]. Bu faktörlerdeki en ufak değiģim bile yüzey pürüzlülüğünü etkilemektedir. Genelde pürüzlülüğün, üretim prosesinden kaynaklanan küçük düzensizliklerden meydana geldiği kabul edilmektedir [74]. Yüzey pürüzlülüğünü etkileyen faktörleri detaylandırırsak, * Malzemenin kalıba bağlanmasından kaynaklı deformasyon oluģumu, * Ġlerleme mekanizmasından kaynaklı düzensizlikler, * Malzemenin yapısal kusurları, * Kırılgan numunelerin iģlenmesinde oluģan düzensiz talaģ akıģı, * Kolay iģlenebilir malzemelerin Ģekillendirilmesinde düģük kesme hızları kullanıldığında, malzemenin yüzeyinde oluģan yırtılmalar, * TalaĢ akıģının neden olduğu bozukluklar, * Kesme hızındaki düzensizlikler, * Ġlerleme hızındaki düzensizlikler, * Kesme anındaki talaģ derinliği, * Kesici takımı soğutma ve yağlama Ģartları, * ĠĢlenen numunenin kimyasal bileģimi ve atomik yapısı, * Kesici takımın geometrisi, tasarımı ve kesme kapasitesi, * Takım tezgâhının rijitliği, çalıģma koģulları ve titreģim, * Kalıp ve bağlama düzeneği, * Malzemenin iģlenmesi için uygulanan talaģ kaldırma yöntemi, * Yatak ve kesici takımlarda oluģan geometrik bozulmalar, vb. unsurlardır [39]. TalaĢlı imalatta parça iģlendikten sonra gözle görülmese de yüzeyde pürüzlülük meydana gelmektedir. Yüzey pürüzlülüğünün çok önemli olduğu yerlerde, kalite kontrolünün yapılması gereklidir. Bu durumlar için ülkemizde TS 2040 nolu yayınla yüzey kaliteleri bir
67 45 standarda bağlanmıģtır. Daha sonra bunu TS 2495, TS 971, TS 2578, TS 6956 ve TS 930 standartları izlemiģtir [75]. DelinmiĢ bir parçada yüzey kalitesini ve kesme kuvvetlerini; partikül fraksiyonu, takım tipi, kesme hızı ve ilerleme miktarı gibi parametreler etkilemektedir [76]. Genellikle araģtırmacılar kesme hızının yüzey pürüzlülüğü üzerindeki etkisini incelemiģlerdir. Yüzey kalitesini, delme verimliliğini iyileģtirmek ve maliyeti azaltmak için optimum delme koģullarına ihtiyaç olduğu yorumlanmıģtır [77, 78]. Ayrıca, iģlenen yüzeydeki aģınmanın ve pürüzlülük değerinin genellikle takım ömrü ve performansını değerlendirmek için önemli bir referans olduğu yorumlanmıģtır [79, 80]. Bu çalıģmada, ortalama yüzey pürüzlülüğü (Ra) değeri alınarak yorumlama yapılmıģtır. Ra değeri; iģlenmiģ yüzeyde meydana gelen girinti ve çıkıntıların oluģturduğu alanların eģitlenerek, orta eksenin altında ve üstünde kalan bölgelerin aritmetik ortalamasını veren çizgiler olarak tanımlanmaktadır. Orta eksenin üstünde ve altında oluģan sapmaların geometrik ortalaması Rq (RMS) olarak, değerlendirme aralığındaki en derin beģ girintiyle en yüksek beģ çıkıntının ortalamaları Rz olarak, filtrelenmemiģ değerlendirme aralığında oluģan pürüzlülükler arasındaki en yüksek çıkıntı ile en derin girinti arasındaki mesafeye Rmax (Ry), filtrelenmiģ yüzey pürüzlülüğün en yüksek noktası ile en derin noktası arasındaki mesafeye Rt adı verilmektedir [81-83]. ġekil 3.15 de ortalama yüzey pürüzlülüğü değeri gösterilmiģtir. ġekil Ortalama yüzey pürüzlülüğü değerinin tanımlanması [39].
68 TEK ELEMANLAR ġekġl 46 Bu kriterlere göre yüzeydeki pürüzlülükler, yüzeye dik gelen bir kesitte, numunenin belirli bölgelerinde uygun uzunluklarda, belirli bir referans noktasına ve profil ortalama çizgisine göre yorumlanmaktadır [61] Delik daireselliği ve silindirikliği Ġmalatta en önemli referans teknik resimdir. Teknik resim üzerinde belirtilen tolerans ve ölçü birimleri esas alınarak imalat yapılmaktadır. TalaĢlı imalatta üretilen silindirlerde meydana gelen değiģikliklerin ifadesinde silindiriklik toleransı, dairesel yüzeydeki değiģikliklerin ifadesinde ise dairesellik toleransı kullanılmaktadır. Bu tolerans aralıkları TSE tarafından belirtilmiģtir. Çizelge3.9 da sembol ve anlamları görülmektedir. Dönerek çalıģan iģ parçalarının daireselliği, parçanın mekanik özellikleri açısından oldukça önemlidir [84]. Parçanın daireselliğinde meydana gelen değiģimler; takımın aģınması, takımın doğru Ģekilde konumlandırılamaması veya kesme anında uygulanan kuvvetlerin düzensiz olmasından kaynaklanmaktadır. Ayrıca dairesellik aralığı, kesme hızına, ilerleme miktarına, paso kalınlığına, paso sayısına vb. birçok parametreye göre değiģmektedir [85]. Çizelge 3.9. TSE tarafından belirlenen tolerans çeģitleri ve sembollerin bir kısmı [86]. Eleman Cinsi ġekġl VE KONUM ÇEġĠTLERĠYLE SEMBOLLERĠ ( TS 1304) Özelliği Adı Sembol Doğrusallık Düzlemsellik Dairesellik Silindiriklik Bir çizginin Ģekli Bir yüzeyin Ģekli Paralellik
69 47 4. DENEYSEL ĠġLEMLER VE METOT Bu çalıģmada, demir esaslı A 286 süper alaģımın TiN, TiAlN ve AlCrN kaplamalı karbür matkaplarla delinerek kesme kuvvetleri ve yüzey pürüzlülüğü değerleri incelenmiģtir. Bu amaçla üç farklı ilerleme miktarı ve üç farklı kesme hızı belirlenmiģ ve Taguchi ortogonal serisinden faydalanılarak deney planı oluģturulmuģtur. Kuru Ģartlar altında yapılan delme deneylerinde oluģan itme kuvvetleri ve torklar kayıt altına alınmıģtır. Buna ilave olarak, elde edilen deliklerin yüzey pürüzlülüğü, silindirikliği ve daireselliği ölçülerek optimum delme parametreleri belirlenmiģtir A 286 Süper AlaĢımının Karakterizasyonu Mikroyapı incelemeleri Süper alaģımların yapısına, istenilen özelliklerin kazandırılması için birden çok element ilave edilmektedir. Bu sayede YMK yapıdaki matris fazın sertleģmesi sağlanmaktadır. Ġlave edilen bu elementler gerekli olan ısıl iģlemler uygulandığında, düzgün YMK γ fazı ve düzgün hacim merkezli tetragonal (HMT) yapıdaki γ fazı gibi intermetalik fazlarının çökelmelerini sağlamaktadırlar. Krom, demir vb. elementler aynı anda γ ve γ fazları içerisinde mevcut olabilmektedir. YMK yapıdaki bu alaģımlar, yüksek oranlarda karbon takviyeleriyle (% 0,5) sertleģtirilebilmektedirler. Ayrıca, azot ve fosfor elementleri sertleģme oranını geliģtirmede kullanılmaktadırlar. Karbon elementi ise, tane sınırlarında M 23 C 6 ve M 6 C vb. karbür fazlarını oluģturarak ilave edilen bölgenin sertleģmesini sağlamaktadır [50, 52]. Demir esaslı süper alaģımlar, karbür ve intermetalik bileģiklerin çökelmesi sonucu sertleģen malzemelerdir. YMK yapıdaki nikel bazlı alaģımlarda γ fazı ([Ni 3 (Al,Ti)] vb.) ve geometrik sıkı paket (gcp) fazlarının çökelmesi görülebilmektedir. Ayrıca YMK yapıdaki kobalt bazlı alaģımlarda nikel alaģımlarındaki gibi katı çözelti sertleģmesi görülebilmektedir [52]. Demir bazlı alaģımların yapılarında, atomlar arası mesafenin kısa olması sebebiyle bu fazların oluģumları tolere edebilmektedir. Malzemenin bu yapısal özelliği pratik anlamda önem taģımaktadır [50]. Demir bazlı süper alaģımların en önemli grubu, YMK matris yapı içindeki intermetalik bileģiklerin, çökelmesi ile sertleģtirilen alaģımlardan oluģmaktadır. Bu tanıma en uygun
70 48 çökelti A 286, V-57 ve Pyromet 860 alaģımlarının içerdiği γ çökeltisidir. Aynı zamanda, yapısında demir içeren Inconel 718 süper alaģımı (nikel bazlı süper alaģım olarak gösterilmektedir ve % 18,5 oranında Fe içermektedir) γ fazları tarafından sertleģtirilmektedir. Buna ilaveten tungsten ve molibdenyum elementleriyle katı çözelti sertleģmesi sağlamak mümkündür [50, 52]. Weiß, S. ve arkadaģları çalıģmalarında, A286 süper alaģımının yüksek sıcaklıktaki mikro yapı ve akıģ davranıģını incelemiģlerdir. Sonuç olarak düģük süneklik ve bazı mikro yapısal sorunlara rağmen A 286 süper alaģımının yüksek sıcaklık uygulamaları için uygun olduğu gözlemlenmiģtir [87]. Deneylerde kullanılan A286 süper alaģımının mikro yapısını incelemek için; 220, 400, 800 ve 1200 lük zımparalar kullanarak parça yüzeyi temizlenmiģtir. Daha sonra ince ve kalın keçelerle yüzey parlatılmıģtır. Dağlama iģlemi için hazırlanan karıģım pamuk yardımıyla birer dakikalık dört periyotta yüzeye uygulanmıģtır. Dağlama için; 20 ml asetik asit, 20 ml HNO 3, 30 ml HCL katılarak toplamda 70 ml çözelti hazırlanmıģtır. Bu iģlemler uygulandıktan sonra optik mikroskopta (ters metal) mikro yapı görüntüsü alınmıģtır Sertlik ölçme deneyi Sertlik ölçümü için numune yüzeyi parlatılmıģtır. Parlatılan yüzeyde beģ farklı noktadan sertlik ölçümü yapılmıģtır. Ölçüm sonuçları HV (Vickers) olarak kaydedilmiģtir. Sertlik ölçümü için uygulanan kuvvet 5 HV dir Çekme deneyi Çekme deneyi için A 286 süper alaģımı çekme numuneleri hazırlanmıģ ve bu numuneler 5 mm/dak hızında çekme deneylerine tabi tutulmuģtur. Çekme deneylerinden, malzemenin esneme ve uzama yapmadan koptuğu görülmüģtür. Dolayısıyla, malzemenin gevrek bir yapıya sahip olduğu yorumlanabilir. Resim 4.1 de çekme testi sonrasında numuneler görülmektedir.
![49 Resim 4.1. Çekme testi sonrası numuneler 4.2. Delme Deneyleri 4.2.1. Delme deneylerinde kullanılan kesici takımlar Delme iģleminde en uygun değerleri elde etmek için delik boyu delik çapının maksimum 3 katı olması gerekmektedir [28, 88].](/docs-images/68/59589392/images/71-0.jpg "Deneylerde, 15x15x100 mm ölçülere sahip iģ parçası kullanılmıģtır.")
71 49 Resim 4.1. Çekme testi sonrası numuneler 4.2. Delme Deneyleri Delme deneylerinde kullanılan kesici takımlar Delme iģleminde en uygun değerleri elde etmek için delik boyu delik çapının maksimum 3 katı olması gerekmektedir [28, 88]. Deneylerde, 15x15x100 mm ölçülere sahip iģ parçası kullanılmıģtır. Literatüre göre, süper alaģımların iģlenmesinde genellikle karbür matkaplar tercih edilmekte ve kaplamalı karbür matkapların kaplamasız karbür matkaplara göre daha iyi yüzey pürüzlülüğü sağladığı iddia edilmektedir [7, 12, 15, 36]. Delme deneylerinde, A30 walter (titex) marka Ø8,38 mm, iki farklı uç açısına sahip ve üç farklı kaplamalı karbür matkaplar kullanılmıģtır.

72 50 Resim 4.2. Deneylerde kullanılan malzemenin boyutu (mm) Çizelge 4.1. Deneylerde kullanılan matkaplar Kaplamalar Uç Açısı TiN TiAlN AlCrN Kullanılan matkaplar baģlangıçta TiN kaplı olarak 140 uç açısıyla üretilmiģtir. Deneyler için matkaplar fiziksel buhar biriktirme (PVD) yöntemiyle TiN kaplı matkapların üstüne 1,6µm kalınlığında TiAlN ve AlCrN kaplanmıģtır. Uç açısı 120 olan matkaplar için bileme iģlemi yapılmıģtır. Deneylerde kullanılan matkaplar Resim 4.3 den Resim 4.8 e kadar verilmiģtir. Matkaplara ait detaylı bilgi EK-3 de verilmiģtir. Resim 4.3. Deneylerde kullanılan TiN kaplı 120 lik matkap.



73 51 Resim 4.4. TiN kaplı 140 lik matkap. Resim TiAlN kaplı 120 lik matkap. Resim 4.6. TiAlN kaplı 140 lik matkap. Resim AlCrN kaplı 120 lik matkap. Resim 4.8. AlCrN kaplı 140 lik matkap Delme deneylerinde kullanılan takım tezgâhı ve iģleme parametreleri Deneylerde 15 KW güç ve 3500 dev/dak iģleme kapasitesine sahip CNC düģey iģleme merkezi (Johnford VMC-550 Fanuc Serisi O-M) kullanılmıģtır. Deneylerde kullanılan dik
![Faktörler 52 iģleme merkezi ve deney düzeneği Resim 4.9 da gösterilmiģtir. Deneylerde soğutma sıvısı kullanılmamıģtır. Resim 4.9. Dikey iģlem merkezi Bu çalıģmada, performans özelliklerini belirlemek için Taguchi metodundan faydalanılmıģtır [76, 89].](/docs-images/68/59589392/images/74-0.jpg "Faktörler (A,B,C,D) arası etkileģimi kontrol için L18 ortogonal dizisi seçilmiģtir [90-93]. Deney için hazırlanan parametreler Çizelge 4.2 de verilmiģtir.")
74 Faktörler 52 iģleme merkezi ve deney düzeneği Resim 4.9 da gösterilmiģtir. Deneylerde soğutma sıvısı kullanılmamıģtır. Resim 4.9. Dikey iģlem merkezi Bu çalıģmada, performans özelliklerini belirlemek için Taguchi metodundan faydalanılmıģtır [76, 89]. Faktörler (A,B,C,D) arası etkileģimi kontrol için L18 ortogonal dizisi seçilmiģtir [90-93]. Deney için hazırlanan parametreler Çizelge 4.2 de verilmiģtir. Deney planında, takımın uç açısı ile ilerleme miktarının etkileģimi (A*C) dahil edilmiģtir. Çizelge 4.3 de komple kesme Ģartları görülmektedir. Çizelge 4.4 de ise bu parametrelere göre hazırlanan deney planı görülmektedir. Çizelge 4.2. Deney için hazırlanan parametreler (L18-2*1 ve 3*3) Seviyeler Uç açısı, derece (A) Kesici Takım (B) TiN TiAlN AlCrN Ġlerleme, mm/dev(c) 0,05 0,1 0,15 Kesme Hızı, m/dak (D)
75 53 Çizelge 4.3. ĠĢleme Ģartları. Takım Tezgâhı Johnford VMC-550 Fanuc Serisi O-M CNC dik iģleme merkezi Kesici Takımlar ĠĢ Parçası TiN kaplı karbür matkap TiAlN kaplı karbür matkap AlCrN kaplı karbür matkap A 286 süper alaģım Ø8,38 mm, 120 ve 140 takım uç açısı, spiral, 28 Helis açısı Kesme Parametreleri Kesme hızları (V): 25 m/dak, 50 m/dak, 75 m/dak Ġlerleme oranları (f): 0,05 mm/dev, 0,1 mm/dev, 0,15 mm/dev Çizelge 4.4. Deney planı. Deney No Uç Açısı (derece) (A) Kesici (B) Ġlerleme (mm/dev) (C) Kesme hızı (m/dak) (D) TiN 0, TiAlN 0, AlCrN 0, TiN 0, TiAlN 0, AlCrN 0, TiN 0, TiAlN 0, AlCrN 0, TiN 0, TiAlN 0, AlCrN 0, TiN 0, TiAlN 0, AlCrN 0, TiN 0, TiAlN 0, AlCrN 0,15 50 Taguchi deney tasarımı, birden çok parametrenin, farklı seviyeleri içinden en uygun olan kombinasyonu belirlemek amacıyla kullanılan avantajlı bir metottur. Taguchi nin tasarımında, ortogonal dizi tablosundan faydalanılarak deney sayısı azaltılabilmektedir [94]. Çizelge 4.5 de Taguchi ortogonal dizi tablosu verilmiģtir.
76 Parametre Sayısı 54 Çizelge 4.5. Taguchi ortogonal dizi seçim tablosu [95]. Seviye Sayısı P=2 S=2 P=2 S=3 P=2 S=4 P=2 S=5 L4 P=3 S=2 P=3 S=3 L9 P=3 S=4 P=3 S=5 L' 16 P=4 S=2 P=4 S=3 P=4 S=4 P=4 S=5 P=5 S=2 P=5 S=3 P=5 S=4 P=5 S=5 L8 P=6 S=2 P=6 S=3 P=6 S=4 P=6 S=5 L18 P=7 S=2 P=7 S=3 P=7 S=4 P=7 S=5 L' 32 P=8 S=2 P=8 S=3 P=8 S=4 P=8 S=5 P=9 S=2 P=9 S=3 P=9 S=4 P=9 S=5 L11 P=10 S=2 P=10 S=3 P=10 S=4 P=10 S=5 P=11 S=2 P=11 S=3 L27 P=11 S=5 P=12 S=2 P=12 S=3 P=12 S=5 P=13 S=2 P=13 S=3 L16 P=14 S=2 P=14 S=3 P=15 S=2 P=15 S=3 P=16 S=2 P=16 S=3 P=17 S=2 P=17 S=3 P=18 S=2 P=18 S=3 P=19 S=2 P=19 S=3 L36 P=20 S=2 P=20 S=3 P=21 S=2 P=21 S=3 P=22 S=2 P=22 S=3 P=23 S=2 P=23 S=3 L32 P=24 S=2 P=25 S=2 P=26 S=2 P=27 S=2 P=28 S=2 P=29 S=2 P=30 S=2 P=31 S=2 L25 L Ġlerleme kuvveti ve kesme momentinin ölçümü Delme esnasında meydana gelen kuvvetlerin ölçümü için KISTLER marka dinamometre kullanılmıģtır (Resim 4.10).

77 55 Resim Kistler dinamometre Ölçümleri yapabilmek amacıyla, iģ parçasını dinamometrenin üzerine bağlamak için özel bağlama aparatı tasarlanmıģtır. Yapılan bağlama aparatı dinamometre üzerine monte edilerek ölçümler yapılmıģ ve bilgisayar ortamında kaydedilmiģtir. ġekil 4.1 de deney düzeneği gösterilmiģtir. ġekil 4.1. Delme deneylerinde kullanılan deney düzeneği [78]. Yapılan ölçümlerde kuvvet ve torklar için ortalama değerler alınmıģ ve matkabın kesme yüküne maruz kalma süresi dikkate alınmıģtır.
78 Yüzey pürüzlülüğünün ölçümü Bu çalıģmada delinen deliklerin ortalama yüzey pürüzlülüğü (Ra) değerini ölçmek için Mitutoyo SJ-201P cihazı kullanılmıģtır. Değerler matkap giriģi ve matkap çıkıģında iki farklı bölgeden toplamda dört noktadan ölçülerek ortalama Ra değeri alınmıģtır. Ölçülen değerler grafikler haline dönüģtürülerek bilgisayar ortamına kaydedilmiģtir Dairesellik ve silindirikliğin ölçümü Deneyler sonucunda dairesellik ve silindiriklik ölçümleri için Dea Performance Global Koordinat Ölçüm Makinesi (CMM) kullanılmıģtır. 3-5 bar arası basınçlı hava ile çalıģan CMM cihazı 350 mm 2 alanda 3 mikron hassasiyetle ölçüm yapmaktadır. Ölçümler her delik için 6 noktadan 3mm ve 12 mm den 4 mm lik grup kullanılarak yapılmıģtır. Yapılan ölçümler bilgisayar ortamında kaydedilmiģtir.



![benzer olduğu kabul edilmektedir [50].](/docs-images/68/59589392/images/79-3.jpg "A 286 süper alaģımının mikro yapısının Inconel e yakın değerlerde olduğu literatürle belirtilmektedir [1,")
79 57 5. DENEY SONUÇLARI VE TARTIġMA 5.1. Mikroyapı ve Mekanik Özellikler YMK yapıda bulunan demir bazlı süper alaģımlar, 540 C üzerindeki çalıģmalar için tercih edilen en önemli malzemelerden biridir. Ayrıca bu alaģımlar, yapısındaki geometrik sıkı paket sayesinde, zamana bağlı deformasyon sürecinde yüksek direnç göstermektedirler. Demir bazlı süper alaģımların birçok koģulda mikro yapı özelliklerinin nikel esaslı süper alaģımlara benzer olduğu kabul edilmektedir [50]. A 286 süper alaģımının mikro yapısının Inconel e yakın değerlerde olduğu literatürle belirtilmektedir [1, 52, 69, 96]. Yapılan çalıģmalar sonucunda farklı bölgelerden alınan görüntülerde tane sınırlarının değiģken olduğu görülmüģtür. Resim 5.1 de A 286 süper alaģımının optik mikroskopta alınan görüntüleri verilmiģtir. Resim 5.1. A 286 süper alaģımının mikro yapı görüntüsü
80 58 A 286 süper alaģımının mikro yapı incelemesi dıģında sertlik ölçümü ve çekme deneyleri de gerçekleģtirilmiģtir. Bu ölçümler sonucunda kaydedilen sertlik değerleri Çizelge 5.1 de verilmiģtir. Çizelge 5.1. Sertlik ölçüm sonuçları (HV) Numune 1. Ölçüm 2. Ölçüm 3. Ölçüm 4. Ölçüm 5. Ölçüm Ortalama A Vickers 244 Vickers 244 Vickers 244 Vickers 244 Vickers 244,4 Vickers Çekme testleri için hazırlanan numuneler 5 mm/dak hızında çekme deneylerine tabi tutulmuģtur. Deneyler sonucunda elde edilen veriler Çizelge 5.2 ve ġekil 5.1 de verilmiģtir. Çizelge 5.2. Çekme testi sonuçları (MPa) Maksimum Çekme Dayanımı (MPa) Kopma (MPa) Maksimum Çekme Dayanımı (%) Akma Sınırındaki Gerilme Direnci (MPa) 1 886, , , , , , , , , , , , , , , , , , , , , , , ,77400 Ortalama 909, , , ,12331 Standart sapma 21, , , ,95296

81 59 ġekil 5.1. Grafik üzerinde çekme testi sonuçları (MPa) Çekme testleri için hazırlanan 6 tane numuneden elde edilen sonuçlar incelendiğinde test sonuçlarının birbirine yakın olduğu görülmüģtür A 286 Süper AlaĢımının Delinebilirlik Özellikleri Ġlerleme kuvveti ve kesme momentinin değerlendirilmesi A 286 süper alaģımın iģlenmesinde, ilerleme miktarı, kesme hızı, kesici takım kaplaması ve farklı uç açısı gibi faktörlerin delme kuvvetleri ve momentleri üzerine olan etkisi değerlendirilmiģtir. Bu çalıģma için Taguchi metodundan faydalanılmıģ ve deneyler sonucunda kesme kuvvetleriyle birlikte yüzey pürüzlülüğü, delik ölçüleri ve talaģ oluģumları incelenmiģtir. Ġlerleme kuvveti ve kesme momentinin ölçümü için Kistler dinamometre kullanılmıģtır. Bu sayede matkaba gelen kuvvetler bilgisayar ortamında kaydedilmiģtir. Ġlerleme kuvveti ve kesme momentine ait grafiklerden, delme esnasında x ve y ekseni doğrultusunda oluģan F x ve F y kuvvetlerinin önemsenmeyecek bir değere sahip olduğu görülmüģtür. ġekil 5.2 de matkaba gelen kuvvetler gösterilmiģtir. ġekil 5.3 de dinamometreden alınan kuvvet ve moment grafikleri verilmiģtir. Tezgâh mili ekseninde oluģan ilerleme kuvvetini (Fz), etkileyen en önemli parametrenin ilerleme hızı olduğu literatürde belirtilmektedir [97-99].

82 60 ġekil 5.2. Matkaba gelen kuvvetler ġekil 5.3. Dinamometreden alınan kuvvet ve moment grafiği Deneylerde kullanılan matkaplarda iki farklı uç açısı seçilmiģtir. Buna göre matkapların tüm ilerleme miktarlarında ölçülen Fz kuvvetleri Ģekil 5.4 ve 5.5 de verilmiģtir.
83 61 ġekil lik matkapların Fz (N) kuvvetleri ġekil lik matkapların Fz (N) kuvvetleri Literatürde, ilerleme kuvveti ve kesme momentini artıran en önemli faktörün ilerleme hızı olduğu belirtilmektedir [14, 17]. ġekil 5.4 ve ġekil 5.5 de görüleceği gibi, ilerleme hızının artmasıyla kesici takımın kaldıracağı talaģ hacmi arttığından dolayı, kesme esnasında oluģan ilerleme kuvveti ve kesme momenti artmaktadır [100]. Genel olarak bakıldığında, tüm deneylerde ilerleme miktarı arttıkça ölçülen Fz kuvvetinin arttığı görülmüģtür. Kuvvetler üzerinde kesme hızının da etkisi görülmüģtür. Kesme hızı arttıkça kuvvetin düģtüğü, kesme hızı azaldıkça kuvvetin arttığı görülmüģtür. Bu durum iģlem esnasında meydana gelen sıcaklıktan dolayı malzemedeki yumuģamanın daha az

84 62 kuvvet oluģturacağı Ģeklinde yorumlanmıģtır. Bunun için düģük ilerleme miktarı ile yüksek kesme hızında çalıģmanın verimli olacağı düģünülebilir. Kesici takım ve kaplama türlerinin kuvvetlere etkisi irdelendiğinde; ilerleme miktarı ve kesme hızına bağlı olarak; aynı matkap türlerinde yakın değerler ölçülmüģtür. Bazı durumlarda kuvvetlerde göze çarpan yükselmeler saptanmıģtır. Bunun sebebi; talaģ yapıģması sonucu ortaya çıkan zorlanma kesme yüzeyi ve açılarının kaybolması olarak yorumlanmıģtır. Genel olarak, TiN kaplı matkaplarda talaģ yapıģmasının daha çok olduğu görülmüģtür. Ġkinci tekrar deneylerinde de aynı Ģekilde talaģ yapıģmaları görülmüģtür. Bunun sebebi olarak delme esnasında veya ilk delme iģleminden sonra kaplamanın deformasyonu sonucunda; iģlem sırasında oluģan sıcaklıkla eriyen malzemedeki nikel elementinin, talaģ yapıģmasına sebep olduğu yorumlanmıģtır. TalaĢ yapıģmasının çok olduğu çalıģmalarda kaplamanın önemli olduğu görülmektedir. Kaplamanın zarar gördüğü deneylerde talaģ yapıģması daha fazla olduğu için titreģim ve zorlanmanın arttığı görülmüģtür. Ayrıca bazı durumlarda matkabın kırılmasına sebep olduğu da görülmüģtür. Resim 5.2 de 120 lik TiN kaplı matkabın ikinci tekrarda kırıldığı görülmüģtür. Bu zorlamanın kuvvetlerde artıģa sebep olduğu da yorumlanmıģtır. Deneyler sonucunda en düģük Fz kuvveti TiAlN kaplı matkaptan ölçülmüģtür. Resim 5.2. TiN kaplamalı 120 lik matkap (Ġkinci tekrarda kırılan matkap) Deneyler sonrasında matkaplardan bazıları tel erozyon tezgâhında, konik kısmın bitiminde 5 mm den kesilerek SEM den görüntü alınmıģtır. Bu görüntülerde matkabın yüzeyindeki değiģim incelenmiģtir. TalaĢ yapıģması ve buna bağlı olarak zorlanan ve aģınan TiN kaplı matkaplarda daha bozuk yüzeyler görülmüģtür.

![Ayrıca, daha küçük uç açılarında matkabın uç kısmı zayıfladığından, takım aģınması artmakta, dolayısıyla da takım ömrü azalmaktadır [27, 101].](/docs-images/68/59589392/images/85-1.jpg "Taguchi nin deney tasarım metoduyla hazırlanmıģ deney parametreleri sonucunda elde edilen veriler yorumlanmıģtır. Bu sonuçları desteklemek için doğrulama deneyleri de yapılmıģtır.")
85 63 Resim 5.3. TiN kaplamalı 140 lik matkabın SEM görüntüsü. Kesme kuvvetleri üzerinde diğer parametreler gibi uç açısı da önem taģımaktadır. Uç açısının 120 olmasının dalmayı kolaylaģtırdığı ama kesmeyi azalttığı görülmüģtür. Ayrıca, daha küçük uç açılarında matkabın uç kısmı zayıfladığından, takım aģınması artmakta, dolayısıyla da takım ömrü azalmaktadır [27, 101]. Taguchi nin deney tasarım metoduyla hazırlanmıģ deney parametreleri sonucunda elde edilen veriler yorumlanmıģtır. Bu sonuçları desteklemek için doğrulama deneyleri de yapılmıģtır. Yapılan doğrulama deneyleri ile deney sonuçları kıyaslanmıģtır Delme sonrası oluģan delik ölçüsünün değerlendirilmesi A 286 süper alaģımı üzerine kuru Ģartlar altında, üç farklı kaplamaya ve iki farklı uç açısına sahip karbür matkaplarla delme iģlemi uygulanmıģtır. Bu çalıģmada her matkapla bir delik delinmiģtir. Daha sonra tekrar amaçlı delme iģlemi uygulanmıģtır. OluĢan delik ölçüleri CMM yardımıyla ölçülmüģtür. Delikler CMM de delik giriģinden 2mm ve 12 mm derinlikte altı farklı noktadan referans alınarak ortalama değerler alınmıģtır. Ölçülen sonuçlar ġekil 5.6 de verilmiģtir.
86 64 ġekil 5.6. Deneyler sonrası oluģan delik çapları Deneyler sonrasında elde edilen delik çapları incelendiğinde; delik çaplarının çoğunun matkap çapından küçük olduğu ġekil 5.6 da görülmektedir. Üretilen deliğin çap ölçüsü, iģleme sırasında meydana gelen sıcaklığın kesme bölgesinden uzaklaģtırılması da önemlidir. Ayrıca matkap üzerinde oluģan köģe aģınmasına ve delme esnasında oluģan titreģimlere de bağlı olduğu yorumlanmıģtır. KöĢe noktalarındaki aģınmaya bağlı olarak matkabın çapı küçülmektedir [97]. Delik çaplarındaki bu küçülmenin sebebi olarak; kesme ve ilerleme hızlarıyla birlikte, kesici takım aģınması ve talaģ yapıģmasından kaynaklı zorlanmanın etkili olduğu yorumlanmıģtır [102] Delme sonrası oluģan yüzey pürüzlülüğü ve talaģ oluģumu Ġmalatta iģlenen parçada aranan en büyük özelliklerden biri yüzey kalitesinin uygun değerlerde olmasıdır. Bu değerlerin sağlanması için uygun kesme hızı, ilerleme miktarı ve kesici takımın seçilmesi önemlidir. Bu amaçla yapılan deneylerde; ilerleme miktarının, kesme hızının ve kesici takımın yüzey pürüzlülüğüne etkisi incelenmiģtir. Bu çalıģmada, ortalama yüzey pürüzlülüğü (Ra) değeri alınarak yorumlama yapılmıģtır. Değerler matkap giriģi ve matkap çıkıģında iki farklı bölgeden toplamda dört noktadan ölçülerek ortalama Ra değeri alınmıģtır.
87 65 Elde edilen ortalama yüzey pürüzlülüğü ölçümleri ġekil 5.7 ve ġekil 5.8 de verilmiģtir. Deney sonuçlarına bakıldığında, ilerleme miktarı arttıkça yüzey pürüzlülüğü değerinin arttığı görülmüģtür. Ġlerleme miktarının artmasıyla yüzey pürüzlülüğünün artması beklenen bir durumdur. Çünkü ilerleme hızı arttıkça ortaya çıkan talaģın dıģarıya atılmasının zorlaģtığı gözlenmiģ ve sıkıģan talaģın yüzeye daha fazla hasar verdiği saptanmıģtır [39]. ġekil lik matkapların farklı ilerleme oranlarındaki yüzey pürüzlülüğü Ra (µm) ġekil lik matkapların farklı ilerleme oranlarındaki yüzey pürüzlülüğü Ra (µm)

88 66 Malzemenin gevrek bir yapıda olduğu çekme testleri sonucunda yorumlanmıģtır. Bu durum ilerlemeyle birlikte malzemedeki kopma olayını daha da kolaylaģtırmıģtır. Bu durum yüzey pürüzlülüğünde bozulmalara sebep olmuģtur. Ġlerleme miktarı gibi kesme hızı da yüzey pürüzlülüğü üzerinde önemli bir etki göstermektedir. Literatürde kesme hızının artmasıyla birlikte yüzey pürüzlülüğünün azaldığı yorumlanmıģtır [24, 25, 27]. Yüzey pürüzlülüğü grafikleri incelendiğinde ilerleme arttıkça artan yüzey pürüzlülüğünün, kesme hızı arttıkça azaldığı görülmüģtür. Bu durum düģük ilerleme miktarı ve yüksek kesme hızında yapılan çalıģmalarda daha düģük yüzey pürüzlülüğü elde edileceğini göstermiģtir. Yüksek kesme hızıyla yapılan bazı deneylerde, yüzey pürüzlülüğünün artması ise; yüksek kesme hızlarında artan sıcaklık sebebiyle takım ucunda muhtemel talaģ yapıģmasına bağlı kırılmalar olarak yorumlanmıģtır. Resim 5.4 de yüksek sıcaklık sonucu oluģan tahribat görülmektedir. Bu gibi durumlar yüzey pürüzlülüğünü olumsuz yönde etkilemektedir. Resim 5.4. Yüksek sıcaklık sonucu matkap ucunda meydana gelen deformasyon Bu durum, sert malzemenin kuru ortamda ve yüksek değerlerde iģlenmesinin takımın ısınıp yanmasına neden olduğunu göstermiģtir. Deney sonuçları yüzey pürüzlülüğü ölçüm cihazıyla ölçüldükten sonra SEM de deliklerin görüntüleri incelenmiģtir. Resim 5.5 ve Resim 5.6 da en yüksek yüzey pürüzlülüğüne ve en düģük yüzey pürüzlülüğüne sahip deliklerin SEM görüntüleri verilmiģtir.




89 67 Delik giriģi Deliğin ortası Delik çıkıģı Resim 5.5. En kötü yüzey pürüzlülüğü ölçülen deliğin SEM görüntüsü Delik giriģi Deliğin ortası Delik çıkıģı Resim 5.6. En iyi yüzey pürüzlülüğü ölçülen deliğin SEM görüntüsü EK-4 de tüm deliklerin SEM görüntüleri verilmiģtir. Tüm deney sonuçları dikkate alınarak matkaplar incelendiğinde en düģük yüzey pürüzlülüğü ortalamasının AlCrN kaplı matkaplarda elde edildiği görülmüģtür. Matkapları deney sonuçlarını ele alarak, uç açısına göre kıyaslarsak; TiN kaplı matkaplarda 140 lik matkapların, TiAlN kaplı matkaplarda 120 lik matkapların, AlCrN kaplı matkaplarda ise 120 lik matkapların daha düģük yüzey pürüzlülüğü değerleriyle çalıģtığı ġekil 5.9 de görülmektedir.



90 68 ġekil 5.9. Kaplamalara ve uç açılarına göre yüzey pürüzlülüğü Ra (µm)
91 69 TalaĢ oluģumu Delme sırasında dikkat edilecek diğer bir husus talaģ oluģumudur. OluĢan talaģın Ģekli yüzey pürüzlülüğü, takım ömrü ve titreģim gibi parametreler üzerinde anlam ifade eder. TalaĢ oluģumları genelde dört kategoride sınıflandırılır. Bunlar; *Sürekli talaģ * Sıvanma (BUE) ile birlikte sürekli talaģ (yığıntı talaģ) * Kesikli talaģ (kırıklı talaģ) * Süreksiz talaģ [59]. Sürekli talaģ genelde sünek malzemelerde elde edilir. OluĢan yüzey kalitesi iyi olsa da tezgâh ve takımlar zarar görür. Süreksiz talaģta, talaģ oluģumundaki süreksizlikten dolayı kuvvetler sıkça değiģir [59]. Bu durum yüzeyi ve takım aģınmasını olumsuz yönde etkiler. Süreksiz talaģ genelde; * Kırılgan bir malzemenin iģlenmesinde, * Kesme hızının çok yüksek yada çok düģük olduğu iģlemlerde, * TalaĢ derinliğinin fazla olduğu durumlarda, * TalaĢ açısının düģük olmasında, * Soğutma sıvısının etkin olmadığında, * Tezgahın rijitliğinin ve yapısının yetersiz olduğu durumlarda meydana gelmektedir [103]. DüĢük ve yüksek oranda kayma deformasyonunun görüldüğü bölgeleri içeren yarı sürekli talaģlara kesikli talaģ ( parçalı veya homojen yapıda olmayan ) denilmektedir. Bu talaģlar testere diģi Ģeklinde görünüme sahiptirler. Yığıntı talaģlar ise kesici takım üzerine sıvanmıģ (birikmiģ) talaģlardır [103] TalaĢ oluģumunda iģ parçasının yapısı kadar matkapta önemlidir. KöĢe aģınmasının arttığı matkaplarda oluģan mikro talaģlar iģ parçası ve matkap arasına sıkıģır. ĠĢlem esnasında oluģan sıcaklıkla yumuģayan deliğe, talaģ bir miktar batar ve yüzeysel yırtılmalara neden olur. Bu durum talaģ dıģarıya atılana kadar devam eder [97].


92 70 TalaĢların oluģumu kadar talaģların delik dıģına atılması da önemlidir. OluĢan talaģların dıģarıya atılamaması, iģ parçasıyla matkap arasına sıkıģmasına sebep olacaktır. Bu durumda oluģan sıcaklıkla talaģ matkaba yapıģarak yapılan iģlemin kalitesini düģürür. Yapılan iģlemin kalitesini arttırmak için kesme parametreleri de özenle seçilmelidir [59]. Çünkü kesme parametrelerinin de talaģ oluģumu üzerinde etkisi vardır. Taguchi yöntemiyle belirlenen parametrelerle yapılan deneyler sonucunda; ilerleme arttıkça karıģık talaģ oluģumu ve talaģ kalınlığının arttığı görülmüģtür. Ġlerleme miktarının artmasıyla talaģ kalınlığının artacağı literatürde bahsedilmiģtir [100]. Deney sonucu oluģan talaģlara bakarak kesme hızının talaģ oluģumunda etkili olduğu yorumlanmıģtır. Kesme hızı arttıkça talaģ yapıģması ve süreksiz talaģ oluģumu görülmüģtür. Resim 5.7 de farklı kesme hızlarında oluģan talaģ tipleri verilmiģtir. EK-5 de tüm delme iģlemi boyunca elde edilen talaģ oluģumları verilmiģtir. a) 25 m/dak b) 50 m/dak c) 75 m/dak Resim 5.7. Farklı kesme hızlarında oluģan talaģ tipleri Delik delme iģlemi sonucunda birden çok talaģ tipi oluģabilir. Bunun sebebi olarak: Bir matkaptaki talaģ açısı, matkap merkezinden kesici kenar köģelerine doğru gidildikçe değiģtiği için delik delme sürecinde oluģan talaģ Ģekli tek tip değildir [59]. Diğer bir sebep olarak talaģ akıģı gösterilir. Delme iģlemi baģlayınca ilk aģamada talaģ düzgün konik helis Ģeklinde çıkar, matkap delinen malzemede ilerledikçe talaģ akıģındaki zorlanmayla birlikte kırık talaģ Ģeklini almaktadır [31, 59]. Deneysel çalıģmalar sırasında çıkan talaģlar değerlendirildiğinde malzemenin sert olmasından kaynaklı çok fazla sürekli talaģ görülmemiģtir. Bunun yerine daha çok kırıklı

93 71 talaģ ve kesme hızına bağlı talaģ yapıģması görülmüģtür. Resim 5.8 de delme iģlemi sonrasında takıma yapıģmıģ olan talaģ gösterilmiģtir. Resim 5.8. Delme iģlemi sonrasında takıma sarılan talaģ 5.3. Deney Sonuçlarının Optimizasyonu ÇalıĢmanın bu bölümünde, ilk olarak faktörlerin tekil performans analizi yapılmıģ ve değerlendirilmiģtir. Daha sonra ise gri iliģki analizi ile faktörlerin çoklu performans analizi yapılmıģtır. Önceki bölümlerde belirtildiği gibi, deney planı ile ilgili olarak uygun ortogonal dizisi seçilmiģtir. Faktörlerin etkileģimi söz konusu olduğundan, 18 satırlı 4 faktörlü ve karıģık seviyeli (2. ve 3. seviye ) Taguchi nin L18-2*1 ve 3*3 ortogonal dizisi seçilmiģtir. Bu amaçla, Taguchi deneysel tasarımının ilk aģamasında seçilen faktörler ve bu faktörlere ait seviyeler önceki bölümdeki Çizelge 4.2 de verilmiģtir. L18-2*1 ve 3*3 ortogonal dizisine ait deneyler gerçekleģtirilmiģ ve elde edilen delme kuvvetleri, yüzey pürüzlülüğü ve toplam çap hatası değerleri Çizelge 5.3 de görülmektedir. Taguchi analizinde kesici takımın uç açısı ile ilerleme miktarının etkileģimi dikkate alınmıģtır (A*C).
94 DENEY A B C D Uç açısı derece (A) Takım (B) Ġlerleme mm/dev (C) Kesme hızı m/dak (D) 72 Çizelge 5.3. Deneyde kullanılan faktör ve seviyenin Taguchi nin L18 ortogonal dizisine yerleģtirilmiģ hali ve elde edilen sonuçlar Tork MZ FZ Ncm Ġtme kuvveti N Pürüzlülüğü Ra µm Toplam çap hatası, de µm TiN 0, , , TiAlN 0, ,84 37, AlCrN 0, , TiN 0, , TiAlN 0, , AlCrN 0, , TiN ,71 17, TiAlN , AlCrN ,295 20, TiN 0, ,045 40, TiAlN 0, , AlCrN 0, , TiN 0, , , TiAlN 0, , , AlCrN 0, , TiN 0, , TiAlN 0, , AlCrN 0, , Faktörlerin tekli performans analizi Faktörlerin tekil performans analizi bakımından, takımın uç açısı, takım tipi, kesme hızı ve ilerleme gibi iģleme parametrelerinin A 286 alaģımının iģlenebilirliğine etkisi, ortalama değerler kullanılarak cevap grafikleri yardımıyla incelenmiģtir. Ġtme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatası ile ilgili cevap değerleri Çizelge 5.4 ve Çizelge
95 de gösterilmektedir. Bu tablolardaki Delta değerleri, maksimum ve minimum değerler arasındaki farkı ifade etmektedir. Çizelge 5.4 ve Çizelge 5.5 birlikte incelendiğinde, deney sonuçlarını etkileyen en önemli parametrenin ilerleme oranı olduğu görülmektedir. Çizelge 5.4. Ġtme kuvveti ve kesme momenti için cevap tablosu Ġtme kuvveti, Fz Kesme momenti, Mz Level Uç açısı (A) Takım (B) Ġlerleme (C) Kesme hızı (D) Uç açısı (A) Takım (B) Ġlerleme (C) Kesme hızı (D) ,0 1365,5 958,7 1400,0 453,7 464,8 312,3 451, ,2 1319,2 1405,0 1371,8 446,9 445,5 443,8 445, ,2 1700,2 1292,0 440,5 594,7 454,0 Delta 22,8 60,0 741,5 108,0 6,8 24,3 282,3 8,2 Rank Çizelge 5.5. Yüzey pürüzlülüğü ve toplam çap hatası için cevap tablosu Yüzey pürüzlülüğü, Ra Toplam çap hatası, de Level Uç açısı (A) Takım (B) Ġlerleme (C) Kesme hızı (D) Uç açısı (A) Takım (B) Ġlerleme (C) Kesme hızı (D) 1 1,611 1,928 1,354 2,301 33,19 26,12 46,71 19,12 2 1,783 1,540 1,538 1,447 35,83 40,33 33,33 44,92 3 1,622 2,198 1,342 37,08 23,50 39,50 Delta 0,172 0,388 0,844 0,959 2,64 14,21 23,21 25,79 Rank ġekil 5.10 ve ġekil 5.11 de, A 286 alaģımının delinmesinde faktörlerin kesme kuvveti ve kesme momentine olan etkisi görülmektedir. Ġlerleme oranının itme kuvveti ve kesme momentine en fazla etki eden faktör olduğu görülmektedir. Ġlerleme oranının artan
![74 değerlerinde itme kuvveti ve kesme momenti de artmaktadır. Bunun sebebi, yüksek ilerleme oranlarında kesici takıma daha fazla yük gelmektedir [15].](/docs-images/68/59589392/images/96-0.jpg "Kesme hızının itme kuvvetine etkisi, kesme momentine etkisine göre nispeten daha fazla olduğu görülmektedir. Kesme hızının artan değerlerinde itme kuvveti azalmaktadır.")
96 74 değerlerinde itme kuvveti ve kesme momenti de artmaktadır. Bunun sebebi, yüksek ilerleme oranlarında kesici takıma daha fazla yük gelmektedir [15]. Kesme hızının itme kuvvetine etkisi, kesme momentine etkisine göre nispeten daha fazla olduğu görülmektedir. Kesme hızının artan değerlerinde itme kuvveti azalmaktadır. Literatürde genellikle yüksek kesme hızlarında daha düģük kesme kuvvetleri elde edilmektedir. Bu durum, talaģ-kesici takım ara yüzeyindeki sıcaklık, sürtünme davranıģı talaģ sıvanması gibi sebeplerden kaynaklanmaktadır [5, 14]. Kesici takım tipi bakımından ise en az itme kuvveti genellikle TiAlN kaplamalı kesiciler tarafından elde edilmiģtir. Bunun sebebi, matkabın sertliği, kaplama malzemesi ve kesicideki aģınma mekanizmasına atfedilebilir [59]. Mevcut kesme Ģartlarında uç açısının itme kuvvetine etkisi ise nispeten daha az olmakla birlikte, düģük uç açılarında daha düģük itme kuvvetleri elde edilmiģtir. Bunun sebebinin ise, düģük uç açılı matkapların iģ parçasında daha kolay batma meydana getirdiği söylenebilir. Ancak, düģük uç açısına sahip matkapların daha çabuk aģındığı ve takım ömrünü azalttığı literatürde mevcuttur [27, 101]. ġekil Faktörlerin itme kuvvetine etkisi

97 75 ġekil Faktörlerin kesme momentine etkisi ġekil Faktörlerin yüzey pürüzlülüğüne etkisi
98 76 Kesme parametrelerinin yüzey pürüzlülüğüne etkisi bakımından ġekil 5.12 irdelendiğinde ilerleme ve kesme hızının en etkili parametreler olduğu ve en iyi yüzey kalitesi düģük ilerleme oranlarında ve yüksek kesme hızlarında kesici takıma daha az yüklerin gelmesine atfedilir. Buna ilave olarak, düģük uç açısında ve TiAlN kaplamalı matkapla daha pürüzsüz yüzey elde edilebilmektedir. Ayrıca, çalıģmada sunulan kesme parametrelerinde, en iyi yüzey pürüzlülüğü 75 m/dak değerlerinde elde edilebileceği anlaģılmaktadır. ġekil 5.12 den, düģük uç açısı, düģük ilerleme, nispeten daha fazla kesme hızı ve TiAlN kaplamalı kombinasyonları kullanılarak daha iyi yüzey pürüzlülüğünün elde edilebileceği sonucu çıkarılabilir. Delme deneylerinde elde edilen delik çaplarının, nominal değerden sapma miktarı yani çap hatası (de) ölçülmüģtür. Kesme parametrelerinin çap hatasına etkisi ġekil 5.13 de verilmiģtir. Ġlerleme arttıkça çap hatası da azalmaktadır. 0,05 mm/dev ilerleme oranında elde edilen çap hatası, 0,15 mm/dev ilerleme oranında elde edilen çap hatasına göre oldukça fazladır. Kesme hızının çap hatasına etkisi ile ilgili olarak ise, en düģük çap hatası, en küçük kesme hızı değerlerinde elde edilmiģtir. Ortalama kesme hızı değerlerinde çap hatası en fazla çıkmıģtır. Bunun sebebinin, kesici takım- tezgah iliģkisinin doğal frekansı, tırlama titreģimi veya kesici takım ile takım titreģimi arasındaki katılık ile iliģkili olduğu düģünülmektedir [59]. Kesici takım kaplamasının çap hatasına etkisi nispeten en az olmakla birlikte, TiN kaplamalı matkap, daha az çap hatası üretmiģtir. Özetle, düģük uç açısı, yüksek ilerleme, düģük kesme hızı ve TiN kaplamalı matkap kombinasyonları kullanılarak çap hatası en aza indirilebilir. Ayrıca, kesme parametrelerinin ilerleme ve kesme hızına göre varyans analizi yapılmıģtır.

99 77 ġekil Faktörlerin çap hatasına etkisi Gri iliģki analizi ile çoklu optimizasyon Gri iliģki analizindeki amaç, iki veya daha fazla sistem için optimum değerleri elde edebilmektir. Örneğin bu çalıģmadaki deneylerde kullanılan uç açısı, kesici takım özelliği, kesme hızı ve ilerleme gibi faktörlere ait seviyelerin optimum değerlerini belirlemektir. Sistemi optimize etmek için çok aģamalı bir süreç olan Gri ĠliĢki Analizi, nitelikli ve ayrık parametrelerin tasarımında önemli bir yöntemdir. Tasarım parametrelerinin etkisini saptamak ve çoklu tepkiler arasındaki korelasyonu hesaplamak için deneysel veriler analiz edilmektedir [104, 105]. Bu amaçla, deneysel sonuçların normalizasyonundan sonra, çoklu tepkileri hesaplamak için gri iliģki aģaması belirlenir. Süreç parametrelerini optimize etmek için aģağıdaki aģamalar izlenmiģtir [106, 107]. 1)Tepkiler için S/N oranlarının hesaplanması (itme kuvveti,yüzey pürüzlülüğü ve delik kalitesi) 2) Deneysel sonuçların normalizasyonu (veri ön süreci) 3) Gri iliģki katsayısı ve Gri iliģki aģamasının hesaplanması 4) Deneysel sonuçların analizi 5) Süreç parametrelerinin uygun seviyelerinin seçimi 6) Doğrulama deneyleri yoluyla uygun parametrelerin teyidi
100 78 Gri iliģki analizi, aģağıdaki adımlar takip edilerek yapılmıģtır. 1.adım L18 ortogonal dizisine ait itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatası değerleri normalleģtirilmiģtir. Gri iliģki analizinde, optimizasyon tipine göre, (1) Daha yüksek daha iyi, (2) Daha düģük daha iyi, (3) Ġdeal değer daha iyi Ģeklinde üç bağlantı kullanılır. Normalizasyon iģleminde kullanılan bu bağlantılar denklem 5.1 ila 5.3 arasında verilmiģtir. Yapılan bu çalıģmada en düģük itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatası değerlerinin elde edilmesi arzu edildiğinden dolayı, normalizasyon iģleminde Daha düşük daha iyidir hesaplama yöntemi kullanılmıģtır. Denklem 5.2 de kullanılan x 0 i(k) i. serisindeki k. normalleģtirilecek değeri x i (k) i. serisindeki k. değere ait normalleģtirme sonucu x 0 istenilen ideal değeri, max x 0 i(k) ve min x 0 i(k) ise i. serisindeki maksimum ve minimum değerleri ifade etmektedir. Çizelge 5.6 da itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatası değerlerinin normalleģtirme sonucu görülmektedir. Daha yüksek daha iyi durumunda; (5.1) Daha düģük daha iyi durumunda; (5.2) Ġdeal değer daha iyi durumunda; (5.3)
101 79 2.adım Bu adımda ise Gri ĠliĢki Katsayısı (GĠK) hesaplanmıģtır. Gri iliģki katsayısının hesaplanmasında kullanılan bağlantı, denklem 5.4 de verilmiģtir. Formüldeki; k. sıradaki gri iliģki katsayısını J=1,2 n; k=1,2 m, n sayısı deneysel veri sayısını ve m ise elde edilen tepki sayısını, referans seriyi, özgül karģılaģtırma serisini, ile arasındaki farkın mutlak değerini, nın en küçük değerini, nın en büyük değerini ifade etmektedir. Burada, ξ ayırt etme katsayısıdır ve bu katsayı 0 ξ 1 arasında tanımlanır ve gri iliģki derecelendirme sonrasında oluģacak sıralamayı etkilemediği bildirilmiģtir [107]. ξ değeri baģlangıçta 0,5 olarak belirlenmiģtir. Çizelge 5.6 da normalleģtirilmiģ itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatası değerlerine ait gri iliģki katsayıları görülmektedir. (5.4)
102 Normalizasyon Mz Normalizasyon Fz Normali-zasyon Ra Normali-zasyon de Gri ilsk Kats Mz Gri ilsk Kats Fz Gri ilsk Kats Ra Gri ilsk Kats de Gri ĠliĢki Dere-cesi Sıralama 80 Çizelge 5.6. Ġtme kuvveti, kesme momenti ve yüzey pürüzlülük değerine ait normalizasyon gri iliģki katsayı ve gri iliģki derecesi değerleri 0,943 0,882 0,475 0,840 0,898 0,808 0,488 0,757 0, ,000 1,000 0,988 0,624 1,000 1,000 0,977 0,571 0, ,932 0,940 0,820 0,472 0,880 0,893 0,736 0,486 0, ,504 0,507 0,020 0,742 0,502 0,503 0,338 0,659 0, ,642 0,287 0,930 0,584 0,582 0,412 0,878 0,546 0, ,762 0,595 1,000 0,798 0,678 0,553 1,000 0,712 0, ,475 0,249 0,000 0,848 0,488 0,400 0,333 0,767 0, ,000 0,367 0,777 0,326 0,333 0,441 0,692 0,426 0, ,283 0,000 0,219 0,815 0,411 0,333 0,390 0,730 0, ,636 0,854 0,880 0,590 0,579 0,774 0,806 0,549 0, ,849 0,918 0,332 0,596 0,768 0,860 0,428 0,553 0, ,934 0,868 0,805 0,000 0,883 0,791 0,719 0,333 0, ,449 0,505 0,895 0,489 0,476 0,503 0,826 0,494 0, ,800 0,645 0,652 0,421 0,714 0,585 0,589 0,464 0, ,649 0,465 0,219 0,989 0,588 0,483 0,390 0,978 0, ,560 0,224 0,210 1,000 0,532 0,392 0,388 1,000 0, ,496 0,259 0,032 1,000 0,498 0,403 0,341 1,000 0, ,283 0,277 0,387 0,697 0,411 0,409 0,449 0,622 0, adım Bu aģamada gri iliģki derecesi, hesaplanmaktadır. Burada, gri bir sistemdeki serisi ile serisi arasındaki geometrik benzerliğin bir ölçüsüdür [97]. Gri
103 81 iliģki derecesinin hesaplanmasında kullanılan bağıntı 5.5 nolu eģitlikte verilmiģtir. Sonuçta her bir deneye ait gri iliģki derecesi hesaplanmıģ ve Çizelge 5.6. da verilmiģtir. (5.5) Çizelge 5.6 da verilen gri iliģki derecelerine göre, 18 deney içerisinde aynı anda çoklu performans karakteristiklerini sağlayan en optimum Ģartların 2 numaralı deney (yani, en büyük gri iliģki katsayısı = 0,887, uç açsısı 120, takım = TiAlN, kesme hızı = 50 m/dak, ilerleme = 0,05 mm/dev) olduğu anlaģılmaktadır. Ancak, optimum delme parametreleri mevcut 18 deney sonuçlarının dıģında da bulunabilir. Bunun için, optimum delme parametrelerinin önem derecesi, delme parametrelerinin relatif önem dereceleri analiz edilerek tespit edilmelidir. Bu iģlem, 5. adımda anlatılmıģtır. Bu iģlem için yapılan doğrulama deneyleri ise Çizelge 5.7 de verilmiģtir. 4.adım Çizelge 5.6. daki elde edilen gri iliģki derecelerinden faydalanılarak, her bir faktöre ait gri iliģki derecesinin etki derecesi hesaplanmıģ, Çizelge 5.8 de verilmiģtir. ġekil 5.14 de ise her faktör ve seviyenin ortalama gri iliģki dereceleri grafiği görülmektedir.
104 82 Çizelge 5.7. Doğrulama deneyleri Deney No A Uç Açısı (derece) B Kesici C Ġlerleme (mm/dev) D Kesme hızı (m/dak) Mz (N/cm) Fz (N) Ra (µm) TĠN 0,1 50 Ölçülemedi 1,5525-2(A1,B2,C1,D3) 120 TĠALN 0, , , de (µm) 3 (A1,B3,C1,D1) (A1,B3,C1,D3) 4 (A2,B1,C3, D1) 120 ALCRN 0,05 25/75 211, , ,5 140 TĠN 0, , ,5 5(A2,B2,C2,D1) 140 TĠALN 0, ,5875 9,5 6(A2,B3,C2,D3) 140 ALCRN 0, ,385 39,5 Tekrar TĠN 0, Kesici kırıldı Tekrar ALCRN 0, , Açıklama: Deneylere baģlanırken ilk deney ölçülemedi. Üç numaralı deneyde tezgah üzerinde kesme hızı 25 yerine yanlıģlıkla 75 olarak kayıt altına alındı bu yüzden ikinci tekrar yapılmıģtır. Esas ölçülmek istenen tekrar 3 sonuçlarıdır. Çizelge 5.8. Faktörlere ait gri iliģki derecelerinin etkileri Faktörler Seviyeler Uç açısı (A) Takım (B) Ġlerleme (C) Kesme hızı (D) 1 0,6278 0,5942 0,7308 0, ,5994 0,6275 0,6022 0, ,6191 0,5079 0,6334 Delta 0,0285 0,0333 0,2229 0,0456 Rank

105 83 ġekil Her faktör ve seviyelerin ortalama gri iliģki dereceleri etki grafiği 5.adım Gri iliģki dereceleri için optimum iģleme parametreleri, her faktörün en büyük gri iliģki derecesine sahip olduğu seviyedir. Çizelge 5.8 de her faktörün sahip olduğu en büyük gri iliģki derecesi (çizelgede gölgelendirilmiģ olan değerler) tespit edilmiģtir. Gri iliģki analiz sonuçlarına göre, minimum itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatası değerini A1B2C1D3 optimum iģleme Ģartları altında elde edilebileceği bulunmuģtur. Cevap tablosu ve gri iliģki grafiği, sırasıyla Çizelge 5.8 ve ġekil 5.14 de verilmiģtir. Gri iliģki analizinde, en iyi performans değerini elde etmek için (yani, optimum değer için), en büyük gri iliģki derecesine ihtiyaç vardır. Bu sebeple, optimum delme parametreleri, en büyük gri iliģki derecelerine bakılarak belirlenir [107].Çizelge 5.8 de verilen sonuçlara göre, aynı anda en iyi itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatasını veren optimum delme parametreleri (A 1 B 2 C 1 D 3 ) 0,05 mm/dev ilerleme, 75 m/dak kesme hızı, 120 kesici takım uç açısı ve TiAlN kaplamalı matkapla elde edilebilir. 6.adım Gri iliģki analizinin bu son aģaması, deneylerde olmayan kesme Ģartları ile ilgili gri iliģki derecelerinin tahmin edilmesi ve bunlarla ilgili doğrulama deneylerinin yapılması Ģeklindedir. Bu çalıģmada gerçekleģtirilen optimizasyon metodunun güvenilirliği ve
106 84 uygulanabilirliği için doğrulama deneyleri yapılmıģtır. Optimum Ģartlardaki Gri ĠliĢki Katsayıları tahmin aģağıdaki eģitlik kullanılarak seçilir [97, 107]. (5.6) Burada, gri iliģki derecelerinin ortalaması; optimum seviyelerdeki ortalama gri iliģki dereceleri; N ise çoklu performans karakteristiklerini önemli ölçüde etkileyen esas tasarım parametrelerinin (burada delme parametreleri) sayısıdır. Yani, bu çalıģmada esas tasarım parametreleri, A, B, C, D dir. Bunların etkileģimi de (A*B, A*C ve B*C)dahil edilirse tahmin, eģitliği aģağıdaki gibi yazılabilir. Örneğin, A1B2C1D3 optimum kesme Ģartlarındaki GĠK aģağıdaki gibi hesaplanabilir: tahmin= γ m + (A 1 γ m ) + (B 2 γ m )+ (C 1 γ m ) + [(A 1 C 1 γ m ) (A 1 γ m ) (C 1 γ m )] + (D 3 γ m ) tahmin= 0,614+ (0,628 0,614) + (0,6275 0,614)+ (0,7308 0,614) + [(0,791 0,614) (0,6278 0,614) (0,7308 0,614)] + (0,6334 0,614) tahmin = 0,825 Optimum Ģartlar olarak bulunan A1B2C1D3 kesme Ģartlarında doğrulama deneyleri yapılmıģtır. Doğrulama deneylerine göre A1B2C1D3 kesme Ģartlarında elde edilen gri iliģki derecesi ise 0,871 bulunmuģtur. Tahmin edilen GĠK ile deneyden gelen GĠK arasında % 5 lik bir fark bulunmaktadır. Ayrıca, analiz sonuçlarının doğruluğu için deneylerde bulunmayan kesme Ģartları da (A2B1C3D1, A2B2C2D1 ve A2B3C2D3) ilave doğrulama deneyleri yapılmıģ ve bunların sonuçları da ġekil 5.15 de verilmiģtir.
107 85 ġekil Doğrulama deneylerinin gri iliģki derecesi Anova analizi Çizelge 5.9 da faktörlerin gri iliģki derecesine etkisini gösteren Varyans Analizi (ANOVA) görülmektedir. A, C ve D faktörlerinin etkileģimi dikkate alınarak yapılan varyans analizi ise Çizelge 5.10 da görülmektedir. Varyans analizine göre, gri iliģki derecesine en etkili parametrenin ilerleme oranı olduğu görülmektedir (%66). Faktörlerin etkisi dikkate alınmadan yapılan bu varyans analizinde hata oranının (%27,9) yüksek olduğu göze çarpmaktadır. A, C ve D faktörlerinin etkileģimleri dikkate alınarak yapılan varyans analizinde ise bu hata oranı %2 ye düģmektedir (Çizelge 5.10). Bu durumda ise, ilerleme oranından sonra en etkili parametreler sırasıyla, A*C (%10,6), C*D (%10,4) ve A*D (%9,8) olduğu görülmektedir.
108 86 Çizelge 5.9. Gri iliģki derecesinin varyans analizi Source DF Sum of squares Mean sum F-Value Probability of significance Percentage of contribution Source DF Adj-SS Adj-MS F-Value P-Value A 1 0, , ,57 0,466 1,6 B 2 0, , ,28 0,760 1,6 C 2 0, , ,83 0,002 66,0 D 2 0, , ,52 0,612 2,9 Error 10 0, , ,9 Total 17 0, ,0 Çizelge Faktörlerin etkisi dikkate alındığında gri iliģki derecesinin varyans analizi Source DF Sum of squares Mean sum F-Value Probability of significance Percentage of contribution Source DF Adj-SS Adj-MS F-Value P-Value A 1 0, , ,57 0,337 1,6 B 2 0, , ,22 0,311 4,5 C 2 0, , ,26 0,030 66,0 D 2 0, , ,41 0,415 2,9 A*C 2 0, , ,19 0,162 10,6 A*D 2 0, , ,80 0,172 9,8 C*D 4 0, , ,55 0,301 10,4 Error 2 0, , ,0 Total 17 0, ,0
109 87 6. SONUÇ VE ÖNERĠLER A 286 süper alaģımın kaplamalı karbür matkaplarla iģlenebilirliğinin (delinebilirliğinin) incelendiği bu çalıģma sonucunda elde edilen sonuçlar aģağıda bölümler halinde verilmiģtir Ġlerleme Kuvveti ve Kesme Momenti Ġlerleme oranının itme kuvveti ve kesme momentine en fazla etki eden faktör olduğu görülmüģtür. Ġlerleme oranının artan değerlerinde itme kuvveti ve kesme momenti de artmıģtır. Kesme hızının itme kuvvetine etkisi, kesme momentine etkisine göre nispeten daha fazla olduğu görülmüģtür. Kesme hızının artan değerlerinde itme kuvveti azalmıģtır. Kesici takım tipi bakımından ise en az itme kuvveti genellikle TiAlN kaplamalı kesiciler tarafından elde edilmiģtir. Mevcut kesme Ģartlarında uç açısının itme kuvvetine etkisi ise nispeten daha az olmakla birlikte, düģük uç açılarında daha düģük itme kuvvetleri elde edilmiģtir. Deneyler sonucunda ölçülen en düģük kuvvetler, ilerleme miktarı 0,05 mm/dev, kesme hızı 50 m/dak ve uç açısı 120 iken ölçülmüģtür (ortalama Mz = 250 Ncm, ortalama Fz = 861 N). Kesme kuvvetleri bakımından en uygun parametre kombinasyonları; düģük ilerleme, nispeten yüksek kesme hızı, düģük uç açısı ve TiAlN kesici takım tipi olduğu yorumlanmıģtır Delik Ölçüsü Delik çapları incelendiğinde, üretilen delikler genellikle matkap çapından küçük çıkmıģtır. Delik çaplarındaki bu küçülmenin sebebi olarak; kesici takım aģınması ve yapıģmasından kaynaklı zorlanma yorumlanmıģtır [97, 102]. Delme deneylerinde elde edilen delik çaplarının, nominal değerden sapma miktarı bakımından, genel olarak ilerleme arttıkça çap hatası da azalmıģtır. Kesme hızının çap hatasına etkisi ile ilgili olarak ise, en düģük çap hatası, en küçük kesme hızı değerlerinde elde edilmiģtir. Ortalama kesme hızı değerlerinde çap hatası en fazla çıkmıģtır. Özetle, düģük uç açısı, yüksek ilerleme, düģük kesme hızı ve TiN kaplamalı matkap kombinasyonları kullanılarak çap hatası en aza indirilebilir. Ayrıca ölçülen delik çaplarının matkap çapından büyük yada küçük olmasının takım aģınması hakkında bilgi vereceği yorumlanmıģtır.
110 Yüzey Pürüzlülüğü ve TalaĢ OluĢumu Kesme parametrelerinin yüzey pürüzlülüğüne etkisi bakımından, ilerleme ve kesme hızının en etkili parametreler olduğu ve en iyi yüzey kalitesi düģük ilerleme oranlarında ve yüksek kesme hızlarında elde edildiği bulunmuģtur. DüĢük uç açısında ve TiAlN kaplamalı matkapla daha pürüzsüz yüzey elde edilmiģtir. Ayrıca, çalıģmada sunulan kesme parametrelerinde, en iyi yüzey pürüzlülüğü 75 m/dak değerlerinde elde edilebileceği anlaģılmaktadır. DüĢük uç açısı, düģük ilerleme, nispeten daha fazla kesme hızı ve TiAlN kaplamalı kesici kombinasyonları kullanılarak daha iyi yüzey pürüzlülüğünün elde edilebileceği sonucu çıkarılmıģtır. Deneylerde en düģük kesme kuvvetleri TiAlN kaplı matkaplarda ölçülse de, en düģük yüzey pürüzlülüğü değeri AlCrN kaplı matkaplarda ölçülmüģtür. En düģük yüzey pürüzlülüğünün ölçüldüğü deney parametreleri; 0,1 mm/dev ilerleme, 75 m/dak kesme hızı ile 0,81µm olarak görülmüģtür. Deneylerde elde edilen talaģ oluģumu bakımından, iģ parçası malzemesinin sert olmasından kaynaklı oluģan talaģlar genelde kırıklı talaģlar olduğu için ilerleme hızı arttıkça ortaya çıkan talaģın dıģarıya atılmasının zorlaģtığı gözlenmiģ ve sıkıģan talaģın yüzeye daha fazla hasar verdiği saptanmıģtır Çoklu Optimizasyon Gri iliģki analiz metodu ile parametrelerin çoklu optimizasyonu yapılmıģtır. Aynı anda en iyi itme kuvveti, kesme momenti, yüzey pürüzlülüğü ve çap hatasını veren optimum delme parametreleri (A1B2C1D3), 0,05 mm/dev ilerleme, 75 m/dak kesme hızı, 120 o kesici takım uç açısı ve TiAlN kaplamalı matkapla elde edilebileceği bulunmuģtur. Buna ilave olarak, Varyans analizine (ANOVA) göre, gri iliģki derecesine en etkili parametrenin ilerleme oranı olduğu görülmüģtür Öneriler A 286 süper alaģımının delme iģlenebilirliği ile ilgili olarak yapılan bu çalıģma sonucunda ulaģılan ve daha sonraki çalıģmalarda dikkate alınabilinecek öneriler Ģunlardır:
111 89 * A 286 süper alaģımın delme iģlenebilirliği üzerine pek fazla çalıģma yapılmadığı için farklı kesme parametreleri ve farklı uç açıları kullanılarak iģlenebilirlik üzerine, özellikle de takım aģınması etkileri incelenebilir. * TalaĢlı iģlemede deney sonuçlarını tahmin etmek önemlidir. Bunun için modelleme metotlarından faydalanılarak deney sonuçları, öngörülen veya tahmin edilen sonuçlarla kıyaslanabilir. * Literatürde malzemenin Inconele yakın değerlerde olduğu verilmiģtir. BaĢka bir çalıģmada Inconel ve A 286 süper alaģımları aynı Ģartlara maruz kalacak Ģekilde kıyaslanabilir. * Bu çalıģmada kesme sıcaklıkları ve takım aģınması incelenmemiģtir. BaĢka bir çalıģmada takım aģınması ve kesme sıcaklıklarının, kesme kuvvetlerine ve yüzey pürüzlülüğüne etkisi incelenebilir. * Kuru kesme Ģartlarında yapılan deneylerde yüksek sıcaklıkların oluģması talaģ yapıģmasına neden olmuģtur. A 286 süper alaģımının iģlenebilirliği soğutma sıvısı kullanılarak ve en az miktarda soğutma sıvısı (MQL) kullanılarak incelenebilir.
112 90
113 91 KAYNAKLAR 1. Bradley, E. (1988). Superalloys A Tecnical Guide.(1). USA:ASM Internatıonal, Ezugwu, E.O., Bonney, J. and Yamane, Y. (2003). An overview of the machinability of aeroengine alloys. Journal of Materials Processing Technology, 134(2), Rahman, M., Seah, W.K.H. and Teo, T.T. (1997). The machinability of Inconel 718. Journal of Materials Processing Tecnology, 63(1), Klocke, F., Gerschwiler, K., Fritsch, R. and Lung, D. (2006). PVD-Coated tools and native ester - an advanced system for environmentally friendly machining. Surface and Coatings Technology, 201(7 SPEC. ISS.), Rahim, E.A. and Sasahara, H. (2009). Application of minimum quantity lubrication when drilling nickel-based superalloy at high cutting speed. Key Engineering Materials, , Herbert, C., Axinte, D., Hardy, M. and Brown, P.D. (2012). Investigation into the characteristics of white layers produced in a nickel-based superalloy from drilling operations. Machining Science and Technology, 16(1), Ezilarasan, C., Senthil Kumar, V.S. and Velayudham, A. (2013). An experimental analysis and measurement of process performances in machining of nimonic C-263 super alloy. Measurement: Journal of the International Measurement Confederation, 46(1), Folea, M., Schlegel, D. and Lupulescu, N.B. (2009). Compared machinability of cobalt based superalloy FSX414 during conventional and high speed end milling. Annals of DAAAM and Proceedings of the International DAAAM Symposium, Vienna, Austria, Benghersallah, M., Boulanouar, L., Le Coz, G., Devillez, A. and Dudzinski, D. (2012). Dry high speed milling of cobalt-base hard facing superalloy. Mechanika, 18(5), Girardot, J., Schneider, M,. Berthe, L. and Favier, V. (2013). Investigation of delamination mechanisms during a laser drilling on a cobalt-base superalloy. Journal of Materials Processing Technology, 213(10), Kumar, V. and Khamba, J.S. (2009). Parametric optimization of ultrasonic machining of co-based super alloy using the Taguchi multi-objective approach. Production Engineering, 3(4-5), Ezugwu, E.O., Wang, Z.M. and Machadob, A.R. (1996). Performance of PVD and CVD coated tools when nickel-based machining Inconel 718 alloy. IN: N.Narutaki et al.progress of Cutting and Grinding, 111(1), Aykut, S., Bagcı, E., Kentli, A. ve Yazıcıoǧlu, O. (2007). Experimental observation of tool wear, cutting forces and chip morphology in face milling of cobalt based super-
114 92 alloy with physical vapour deposition coated and uncoated tool. Materials and Design, 28(6), Nalbant, M., Altın, A. ve Gökkaya, H. (2007). The effect of cutting speed and cutting tool geometry on machinability properties of nickel-base Inconel 718 super alloys. Materials and Design, 28(4), Kuo, C.P., Ling, C.C., Chen, S.H. and Chang, C.W. (2006). The prediction of cutting force in milling Inconel-718. International Journal of Advanced Manufacturing Technology, 27(7-8), Altın, A., Gökkaya, H. ve Nalbant, M. (2006). ĠĢleme parametrelerinden kesme hızının Inconel 718 süperalaģımının iģlenebilirliğine etkisi. Gazi Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 21(3), Kıvak, T. ve Habalı, K. (2009). Inconel 718 in delinmesinde kesme parametrelerinin kesme kuvvetleri üzerindeki etkisinin araştırılması. 5. Uluslararası Ġleri Teknolojiler Sempozyumu, Karabük, Türkiye. 18. Peña, B., Aramendi, G., Rivero, A. and De Lacalle, L.N.L. (2005). Monitoring of drilling for burr detection using spindle torque. International Journal of Machine Tools and Manufacture, 45(14), Korkut, I. and Donertas, M.A. (2007). The influence of feed rate and cutting speed on the cutting forces, surface roughness and tool-chip contact length during face milling. Materials and Design, 28(1), Ezilarasan, C., Senthil Kumar, V.S. and Velayudham, A. (2014). Theoretical predictions and experimental validations on machining the Nimonic C-263 super alloy. Simulation Modelling Practice and Theory, 40( Aykut, S., Demetgul, M. and Tansel, I.N. (2010). Selection of optimum cutting condition of cobalt-based superalloy with GONNS. International Journal of Advanced Manufacturing Technology, 46(9-12), Bagci, E. and Ozcelik, B. (2006). Finite element and experimental investigation of temperature changes on a twist drill in sequential dry drilling. International Journal of Advanced Manufacturing Technology, 28(7-8), Lin, W.S., Lee, B.Y. and Wu, C.L. (2001). Modeling the surface roughness and cutting force for turning. Journal of Materials Processing Technology, 108(3), Rahim, E.A. and Sasahara, H. (2010). Surface integrity when drilling nickel-based superalloy under MQL supply. Key Engineering Materials, 443, Rahim, E.A. and Sasahara, H. (2010). Surface integrity in MQL drilling nickel-based superalloy. Key Engineering Materials, , Jin, D. and Liu, Z. (2013). Damage of the machined surface and subsurface in orthogonal milling of FGH95 superalloy. International Journal of Advanced Manufacturing Technology, 68(5-8),
115 Motorcu, A.R., Kus, A. and Durgun, I. (2014). The evaluation of the effects of control factors on surface roughness in the drilling of Waspaloy superalloy. Measurement: Journal of the International Measurement Confederation, 58(1), Kivak, T., Habali, K. and Seker, U. (2010). Investigation of the effect of cutting parameters on surface roughness and chip formation in drilling of inconel 718 super alloy. Journal of the Faculty of Engineering and Architecture of Gazi University, 25(2), Dursun, M. (2007). Titanyum ve Inconel 718 Malzemelerin Frezelenmesinde Takım Aşınması ve Yüzey Pürüzlülüğünün Araştırılması, Yüksek Lisans, Gebze Yüksek Teknoloji Enstitüsü Mühendislik ve Fen Bilimleri Enstitüsü, Gebze, Lalwani, D.I., Mehta, N.K. and Jain, P.K. (2008). Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of MDN250 steel. Journal of Materials Processing Technology, 206(1-3), Gökkaya, H., Sur, G. ve Dilipak, H. (2006). Kaplamasız sementit karbür kesici takım ve kesme parametrelerinin yüzey pürüzlülüğüne etkisinin deneysel olarak incelenmesi. Pamukkale Üniversitesi Mühendislik Fakültesi Dergisi, 12(1), Özses, B. ve Çoğun, C. (2002). Bilgisar sayısal denetimli takım tezgahlarında değiģik ĠĢleme koģullarının yüzey pürüzlülüğüne etkisi. Gazi Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 17(1), Qiao, Y., Ai, X. and Liu, Z. (2011). Research on cutting performance of high-speed steel drills during drilling the powder metallurgy nickel-based superalloy. Key Engineering Materials, 464, Davoodi, B. and Eskandari, B. (2015). Tool wear mechanisms and multi-response optimization of tool life and volume of material removed in turning of N-155 ironnickel-base superalloy using RSM. Measurement: Journal of the International Measurement Confederation, 68( Hood, R., Soo, S.L., Aspinwall, D.K., Andrews, P. and Sage, C. (2011). Twist drilling of haynes 282 superalloy. Procedia Engineering, 19(1), Chen, Y.C. and Liao, Y.S. (2003). Study on wear mechanisms in drilling of Inconel 718 superalloy. Journal of Materials Processing Technology, 140(1-3), Amini, S. and Paktinat, H. (2014). Ceramic tools with ordinary and wiper inserts in near dry machining with high speed on super alloy monel K500. Materials and Manufacturing Processes, 29(5), Kwong, J., Axinte, D.A., Withers, P.J. and Hardy, M.C. (2009). Minor cutting edgeworkpiece interactions in drilling of an advanced nickel-based superalloy. International Journal of Machine Tools and Manufacture, 49(7-8), Arafat, M. (2009). CNC Delme İşleminde Delme Parametrelerinin Yüzey Pürüzlülüğü Açısından Optimizasyonu, Yüksek Lisans Tezi, Erciyes Üniversitesi Fen Bilimleri Enstitüsü, Kayseri, 11-15,17-30,52.
116 Kitagawa, T., Kubo, A. and Maekawa, K. (1997). Temperature and wear of cutting tools in high-speed machining of inconel 718 and Ti-6Al. Wear, 202(1), Bradley, E.F. (1979). Source Book on Materials for Elevated-Temprature Aplicacions. America:American Society of Metals Park, OH. 29, Çay, V. ve Ozan, ġ. (2005). Süper alaģımlar ve uygulama alanları. Doğu Anadolu Bölgesi Araştırmaları, 3(2), Betteridge, W. Heslop, J. ( 1974). The Nimonic Alloys, and Other Nickel-Base High- Temprature Alloys. New York:Edward Arnold, Jean Koster, Aerospace Materials 4012, (2010). University of Colorado (CU), Choudhury, I.A. and El-Baradie, M.A. (1998). Machinability of nickel-base super alloys: A general review. Journal of Materials Processing Technology, 300(3-4), Bradley, E.F. (1989). Superalloys.America:American Society of Metals International Metals Park, OH 44073, Ezugwu, E.O. (2005). Key improvements in the machining of difficult-to-cut aerospace superalloys. International Journal of Machine Tools and Manufacture, 45(12-13), Karagöl, T. (2008). AL 7075 Alaşım Malzemesinin DLC Kaplamalı Kesici Takımlarla CNC Torna Tezgahında İşlenebilirliği, Yüksek Lisans Tezi, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Ġstanbul, Ezugwu, E.O., Wang, Z.M. and Machado, A.R. (1998). The machinability of nickelbased alloys: A review. Journal of Materials Processing Technology, 86(1-3), Matthew, J.D.J. (1984). Superalloys. America:American Society of metals. 51. INCOLOY alloy A-286 Special Metals, UNS S66286/W. Nr , Çelik, A. (2006). Nikel Esaslı Süperalaşımların Talaşlı İşlenmesi için SiA10N Esaslı Kompozit Malzemelerin Geliştirilmesi, Yüksek Lisans Tezi, Anadolu Üniversitesi Fen Bilimleri Enstitüsü, EskiĢehir, Jiang, W.H., Guan, H.R. and Hu, Z.Q. (1999). Effects of heat treatment on microstructures and mechanical properties of a directionally solidified cobalt-base superalloy. Materials Science and Engineering 271(1-2), Goetsch, L.D. (1991). Modern Manufacturing Processes.(1). America:Delmar Publishers Inc. 55. Çakır, M.C. (2000). Modern Talaşlı İmalat Yöntemleri.(1). Bursa:VĠPAS A.S., Avuncan, G. (1998). Talaş Kaldırma Ekonomisi ve Kesici Takımlar. Ġstanbul:Makine Takım Endüstrisi A.ġ,
117 ġahin, Y. (2000). Kesici Takım Geometrisi ve Seçimi.(1). Ankara:Nobel Yayınevi, Paul, A., Kapoor, S.G. and DeVor, R.E. (2005). Chisel edge and cutting lip shape optimization for improved twist drill point design. International Journal of Machine Tools and Manufacture, 45(4-5), Çakır, A. (2009). AL 7075 ve AL 6013 Alüminyum Malzemelerinin Delme Operasyonları Esnasındaki Kesme Parametrelerinin İncelenmesi, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, ġahin, N. (2001). Tesviyecilik Meslek Teknolojisi I.(1). Ankara:Kozan Ofset, Akkurt, M. (1998). Talaş Kaldırma Yöntemleri ve Takım Tezgahları.(4). Ġstanbul:Birsen Yayınevi, Özdemir, O., Ġpek, M. ve Zeytin, S. (2000). Kesici takım malzemeleri. Makina Mühendisleri Odası Mühendis ve Makine, 41(487), Kaynak, Y. (2006). Matkap İle Delik Delme Esnasında Kesme Parametrelerinin Kesme Kuvveti ve Sıcaklığın Değişimine Etkisinin Deneysel Olarak İncelenmesi, Yüksek Lisans Tezi, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Ġstanbul Krar, F.S. Rapisarda, M. Check, F.A. (1998). Machine Tool and Manufacturing Technology. (America:Delmar Publishers, Turgut, Y. ve Korkut, Ġ. (2005). Bağlama kalıplarında bağlama kuvvetlerinin deneysel ölçülmesi için sistem tasarımı ve İmalatı. 4.Uluslararası Ġleri Teknolojiler Sempozyumu, Konya/Türkiye. 66. Uzun, G. ve Korkut, Ġ. (2011). Delme ve frezelemedeki kesme kuvvetlerinin ölçülmesi İçin deney seti tasarımı ve İmalatı. 6. Uluslararası Ġleri Teknolojiler Sempozyumu, Elazığ, Turkey, Korkut, I. (2003). A dynamometer desing and its construction for miling operation. Materials and Desing, 24(1), Turgut, Y. ve Korkut, Ġ. (Mayıs, 2009). Talaşlı imalatta kesme kuvveti ölçme sistemleri. 5. Uluslararası Ġleri Teknolojiler Sempozyumu, Karabük, Kıvak, T. (2007). Inconel 718 in Delinebilirliğinin Araştırılması, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, Polak, T.A. Pande, C. (1999). Engineering Measurements-Methods and Intrinsic Errors.(2). London:Professional Engineering Publishing, Davim, J.P. and Conceição António, C.A. (2001). Optimal drilling of particulate metal matrix composites based on experimental and numerical procedures. International Journal of Machine Tools and Manufacture, 41(1),
118 Barnes, S., Pashby, I.R. and Hashim, A.B. (1999). Effect of heat treatment on the drilling performance of aluminum/sic MMC. Applied Composite Materials, 6(2), Ozel, T. and Karpat, Y. (August,2003). Prediction of surface roughness and tool wear in finish dry hard turning using back propagation neural networks. Proceedings of the International Conference on Production Research, Blasksburg, Virginia, Drozda, T.J. Wick, C. (1983). Tool and Manufacturing Engineers Handbook: Machining.(1). Canada:Society of Manufacturing Engineers, Bayrak, M. (2002). Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkisi ve Uzman Sistemle Karşılaştırılması, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, Rajmohan, T. and Palanikumar, K. (2012). Optimization of machining parameters for multi-performance characteristics in drilling hybrid metal matrix composites. Journal of Composite Materials, 46(7), Aruna, M. and Dhanalakshmi, V. (2012). Optimisation of turning parameters of Inconel 718 alloy using RSM. International Journal of Manufacturing Technology and Management, 25(1-3), Taskesen, A. and Kütükde, K. (2014). Experimental investigation and multi-objective analysis on drilling of boron carbide reinforced metal matrix composites using grey relational analysis. Measurement: Journal of the International Measurement Confederation, 47(1), Taskesen, A. and Kütükde, K. (2013). Analysis and optimization of drilling parameters for tool wear and hole dimensional accuracy in B4C reinforced Al-alloy. Transactions of Nonferrous Metals Society of China (English Edition), 23(9), Zhou, J., Bushlya, V., Avdovic, P. and Ståhl, J.E. (2012). Study of surface quality in high speed turning of Inconel 718 with uncoated and coated CBN tools. International Journal of Advanced Manufacturing Technology, 58(1-4), Dagnall, H. (1980). Exploring Surface Texture.(1). America:Rank Taylor Hobson ISO R., E.F., (1984). 83. Scar, A.J.T. (1991). Metrology and Precision Engineering.(New York:Mc. Graw-Hill Publishing Company Limited, Akkurt, A. ve Ovalı, Ġ. (2009). Ezme ve geleneksel bitirme ĠĢlemlerinin al 6061 alüminyum alaģımı parçaların yüzey pürüzlülüğü ve daireselliği üzerine etkisi. Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi, 15(3), Pettersson, U. and Jacobson, S. (2003). Influence of surface texture on boundarylubricated sliding contact. Tribol International, 36(1),
119 Mesleki Eğitimi GeliĢtirme Projesi. (2007). Mesleki Eğitim ve Öğretim Sisteminin Güçlendirilmesi Projesi, Motorlu Araçlar Teknolojisi Meslek Resmi (2). Ankara:T.C. Milli Eğitim Bakanlığı, Weiß, S., Mattissen, D. and Dudzinski, W. (2002). Microstructure of laser-beamwelded iron-based superalloy A286 after high-temperature creep. Advanced Engineering Materials, 4(3), Lyman, T. (1967). Machining, Metal Handbook 8th Edition.(3). Metal Park, Ohio :American Society of Metals. 89. Ramesh, S., Karunamoorthy, L. and Palanikumar, K. (2012). Measurement and analysis of surface roughness in turning of aerospace titanium alloy (gr5). Measurement: Journal of the International Measurement Confederation, 45(5), Davim, J.P. (2003). Study of drilling metal-matrix composites based on the Taguchi techniques. Journal of Materials Processing Technology, 132(1-3), Tsao, C.C. (2007). Taguchi analysis of drilling quality associated with core drill in drilling of composite material. International Journal of Advanced Manufacturing Technology, 32(9-10), Tsao, C.C. and Hocheng, H. (2008). Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network. Journal of Materials Processing Technology, 203(1-3), Yıldırım, S. (2011). Ürün Tasarımı Geliştirilmesi: Taguchı Tasarımı, Yüksek Lisans Tezi, BaĢkent Üniversitesi Fen Bilimleri Enstitüsü, Ankara, Güral, G. (2003). Gaz Kaynağında Proses Parametrelerinin Optimizasyonu, Yüksek Lisans Tezi, Dokuz Eylül Üniversitesi Fen Bilimleri Enstitüsü, Ġzmir, Gökçe, G. ve TaĢgetiren, S. (2009). Kalite için deney tasarımı. Makine Teknolojileri Elektronik Dergisi, 6(1), Gupta, R.K., Tharian, K.T. and Sinha, P.P. (2012). Processing and characterization 43Ni-14Cr Nickel-Iron base superalloy. High Temperature Materials and Processes, 31(1), Kütükde, K. (2014). Seramik Takviyeli Alüminyum Esasli Kompozit Malzemelerin Delinebilirlik Özelliklerinin Belirlenmesi, Doktora Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, Mendi, F. (2006). Takım Tezgahları Teori ve Hesaplamaları. (Ankara:Gazi Kitapevi, Heinz., T. (2009). Applied Machining Technology. New York:Springer, Strenkowski, J.S., Hsieh, C.C. and Shih, A.J. (2004). An analytical finite element technique for predicting thrust force and torque in drilling. International Journal of Machine Tools & Manufacture, 44(1),
120 Boy, M. (2004). Kesme Parametrelerine Bağlı Olarak Talaş Arkayüzey Sıcaklığının Deneysel Olarak İncelenmesi, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, Çiçek, M., Kıvak, T., Turgut, Y., Uygur, Ġ. ve Ekici, E. (2011). Derin kriyojenik İşlemin kesme kuvvetleri, delik çapları ve takım ömrü üzerine etkileri. 6th International Advanced Technologies Symposium, Elazığ, Türkiye, Çiftçi, Ġ. (2005), Kesici takım ders notları, Karabük Üniversitesi, Teknik Eğitim Fakültesi, Haq, A.N., Marimuthu, P. and Jeyapaul, R. (2008). Multi response optimization of machining parameters of drilling Al/SĠC metal matrix composite using grey relational analysis in the taguchi method. International Journal of Advanced Manufacturing Technology, 37(3-4), Palanikumar, K. (2011). Experimental investigation and optimisation in drilling of gfrp composites. Measurement: Journal of International Measurement Confederation, 44(10), Rajmohan, T., Palanikumar, K. and Kathirvel, M. (2012). Optimization of machining parameters in drilling hybrid aluminium metal matrix composites. Transactions of Nonferrous Metals Society of China (English Edition), 22(6), Taskesen, A. (2014). Experimental investigation and optimisation in drilling of az31 magnesium alloy using grey relational analysis. Journal of the Balkan Tribological Association, 20(3),
121 EKLER 99
122 EK-1. A 286 Süper alaģımına ait sertifika 100
123 101 EK-2. A286 Süper alaģımına ait standartlar Çizelge A 286 süper alaģımına ait uluslararası standartlar DIN EN X6NiCrTiMoVB :2008
124 102 Ek-3. Deneylerde kullanılan matkaba ait detaylar Çizelge 3.1. Matkap hakkında detaylı bilgi A Seri Walter Titex DIN Standart 6537 K Teknik Çizim Gövde Kesme Yönü Uç Açısı Uç uzunluğu Etkin Kesici KöĢe Uçların Bilenme Tekrarı Karbür Sağ 140 ve 120 1,51 mm 2 3



















125 103 EK-4. Delme deneyleri sonrası deliklerin SEM görüntüleri Çizelge 4.1. Deney 1-7 de elde edilen deliklerin SEM görüntüsü Deney No Delik GiriĢi Delik Ortası Delik ÇıkıĢı
")

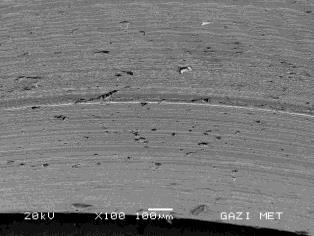
















126 104 EK-4. (Devamı) Delme deneyleri sonrası deliklerin SEM görüntüleri Çizelge 4.2. Deney 8-14 de elde edilen deliklerin SEM görüntüsü Deney No Delik GiriĢi Delik Ortası Delik ÇıkıĢı
")

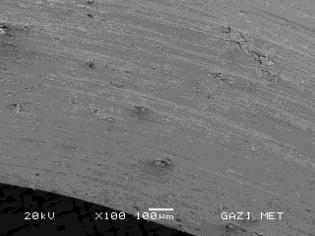









127 105 EK-4. (Devamı) Delme deneyleri sonrası deliklerin SEM görüntüleri Çizelge 4.3. Deney de elde edilen deliklerin SEM görüntüsü Deney No Delik GiriĢi Delik Ortası Delik ÇıkıĢı














128 106 EK-5. Deneyler sonucu oluģan talaģlar Çizelge 5.1. Deney 1-14 de elde edilen talaģ oluģumları Deney No OluĢan TalaĢ Deney No OluĢan TalaĢ
 Deneyler")



129 107 EK-5. (Devamı) Deneyler sonucu oluģan talaģlar Çizelge 5.2. Deney de elde edilen talaģ oluģumları Deney No OluĢan TalaĢ Deney No OluĢan TalaĢ

130 108 ÖZGEÇMĠġ KiĢisel Bilgiler Soyadı, adı : BIYIK Osman Uyruğu : T.C. Doğum tarihi ve yeri : AYDIN Medeni hali : Bekar Gsm : 0 (541) E mail : osmanbiyik09@hotmail.com Eğitim Derecesi Eğitim Birimi Mezuniyet tarihi Lisans Gazi Üniversitesi, Endüstriyel Sanatlar Eğitim Fak. Endüstriyel 2012 Teknoloji Eğitimi Bölümü Lise Aydın Anadolu Teknik ve EML 2007 ĠĢ Deneyimi Yıl Yer Görev Burç Ortaokulu / Niğde/ Çamardı Tek. ve Tas. Öğretmeni Gökçek Dr. Sadık Ahmet Ortaokulu Afyonkarahisar/ Evciler Tek. ve Tas. Öğretmeni Yabancı Dil Ġngilizce Hobiler Belgeseller, Mizah dergileri, Masa tenisi, Müzik dinlemek, Saz çalmak.
FREZELEME ĠġLEMĠNDE KESĠCĠ UÇ YARIÇAPI VE UÇ GEOMETRĠSĠNĠN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERĠ ÜZERĠNDEKĠ ETKĠLERĠNĠN ARAġTIRILMASI.
 FREZELEME ĠġLEMĠNDE KESĠCĠ UÇ YARIÇAPI VE UÇ GEOMETRĠSĠNĠN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERĠ ÜZERĠNDEKĠ ETKĠLERĠNĠN ARAġTIRILMASI Hakan DOMAÇ YÜKSEK LĠSANS TEZĠ MAKĠNA EĞĠTĠMĠ GAZĠ ÜNĠVERSĠTESĠ FEN
FREZELEME ĠġLEMĠNDE KESĠCĠ UÇ YARIÇAPI VE UÇ GEOMETRĠSĠNĠN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERĠ ÜZERĠNDEKĠ ETKĠLERĠNĠN ARAġTIRILMASI Hakan DOMAÇ YÜKSEK LĠSANS TEZĠ MAKĠNA EĞĠTĠMĠ GAZĠ ÜNĠVERSĠTESĠ FEN
CNC Torna Tezgahinda 17-4 PH Paslanmaz Çeliğin ĠĢleme Parametrelerinin Deneysel Olarak Belirlenmesi
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 011, Elazığ, Turkey CNC Torna Tezgahinda 17-4 PH Paslanmaz Çeliğin ĠĢleme Parametrelerinin Deneysel Olarak Belirlenmesi M. Ay 1,
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 011, Elazığ, Turkey CNC Torna Tezgahinda 17-4 PH Paslanmaz Çeliğin ĠĢleme Parametrelerinin Deneysel Olarak Belirlenmesi M. Ay 1,
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
DELİK DELME İŞLEMLERİNDE KESME PARAMETRELERİNE BAĞLI OLARAK OLUŞAN SICAKLIĞIN MODELLENMESİ. Ramazan ÇAKIROĞLU YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ
 DELİK DELME İŞLEMLERİNDE KESME PARAMETRELERİNE BAĞLI OLARAK OLUŞAN SICAKLIĞIN MODELLENMESİ Ramazan ÇAKIROĞLU YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAYIS 2011 ANKARA
DELİK DELME İŞLEMLERİNDE KESME PARAMETRELERİNE BAĞLI OLARAK OLUŞAN SICAKLIĞIN MODELLENMESİ Ramazan ÇAKIROĞLU YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAYIS 2011 ANKARA
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi
 Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi Sıtkı AKINCIOĞLU 1 *, Hasan GÖKKAYA 2, İlyas UYGUR 3 1* Duzce University, Gümüşova Vocational School of Higher Education,
Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi Sıtkı AKINCIOĞLU 1 *, Hasan GÖKKAYA 2, İlyas UYGUR 3 1* Duzce University, Gümüşova Vocational School of Higher Education,
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ DEĞİŞİM
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM: SİNTERLENMİŞ KARBÜR TAKIMLARIN PERFORMANSLARININ DEĞERLENDİRİLMESİ
 302 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 302-330 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM:
302 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 302-330 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM:
Anahtar Kelimeler: Östenitik paslanmaz çelik, Kesme kuvveti, Sonlu elemanlar metodu.
 TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi
 Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 567-573 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Cam Elyaf Takviyeli Plastik Kompozit Malzemenin Kenar Frezelenmesinde Kesme
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 567-573 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Cam Elyaf Takviyeli Plastik Kompozit Malzemenin Kenar Frezelenmesinde Kesme
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
INCONEL 718 MALZEMESĠNĠN TORNALAMA ĠġLEMĠNDE YÜKSEK
 INCONEL 718 MALZEMESĠNĠN TORNALAMA ĠġLEMĠNDE YÜKSEK BASINÇLI JET SOĞUTMANIN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERĠNE ETKĠSĠ YÜKSEK LĠSANS TEZĠ Ahmet ÇĠNĠ DANIġMAN Yrd. Doç. Dr. Ġsmail UCUN Yrd. Doç. Dr.
INCONEL 718 MALZEMESĠNĠN TORNALAMA ĠġLEMĠNDE YÜKSEK BASINÇLI JET SOĞUTMANIN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERĠNE ETKĠSĠ YÜKSEK LĠSANS TEZĠ Ahmet ÇĠNĠ DANIġMAN Yrd. Doç. Dr. Ġsmail UCUN Yrd. Doç. Dr.
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
T.C. SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ
 T.C. SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ AISI 304 PASLANMAZ ÇELĠKLERĠN FREZELENMESĠNDE ĠġLENEBĠLĠRLĠĞĠNĠN ĠNCELENMESĠ ve TAHMĠN MODELLERĠNĠN OLUġTURULMASI Murat OK YÜKSEK LĠSANS TEZĠ MAKĠNE EĞĠTĠMĠ
T.C. SELÇUK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ AISI 304 PASLANMAZ ÇELĠKLERĠN FREZELENMESĠNDE ĠġLENEBĠLĠRLĠĞĠNĠN ĠNCELENMESĠ ve TAHMĠN MODELLERĠNĠN OLUġTURULMASI Murat OK YÜKSEK LĠSANS TEZĠ MAKĠNE EĞĠTĠMĠ
INCONEL 718 İN DELİNMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE TALAŞ OLUŞUMU ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 2, 293-298, 2010 Vol 25, No 2, 293-298, 2010 INCONEL 718 İN DELİNMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE TALAŞ OLUŞUMU
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 2, 293-298, 2010 Vol 25, No 2, 293-298, 2010 INCONEL 718 İN DELİNMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE TALAŞ OLUŞUMU
DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ELYAF TAKVİYELİ POLİMER KOMPOZİTLERİN DELİNMESİNDE ÇİFT AÇILI MATKAP UÇLARIN İTME KUVVETİNE ETKİSİNİN İNCELENMESİ
 ELYAF TAKVİYELİ POLİMER KOMPOZİTLERİN DELİNMESİNDE ÇİFT AÇILI MATKAP UÇLARIN İTME KUVVETİNE ETKİSİNİN İNCELENMESİ Ali ÜNÜVAR a, Halil Burak KAYBAL a ve Ahmet AVCI a a, Selçuk Üniversitesi Mühendislik Fakültesi
ELYAF TAKVİYELİ POLİMER KOMPOZİTLERİN DELİNMESİNDE ÇİFT AÇILI MATKAP UÇLARIN İTME KUVVETİNE ETKİSİNİN İNCELENMESİ Ali ÜNÜVAR a, Halil Burak KAYBAL a ve Ahmet AVCI a a, Selçuk Üniversitesi Mühendislik Fakültesi
Tez DanıĢmanı: Yrd. Doç.Dr. Nilhan ÜRKMEZ TAġKIN
 T.C. TRAKYA ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ AlMg3/SiCp KOMPOZĠTLERĠN ĠġLENEBĠLĠRLĠĞĠNĠN ARAġTIRILMASI Makine Mühendisi Volkan ÖZYURT YÜKSEK LĠSANS TEZĠ Tez DanıĢmanı: Yrd. Doç.Dr. Nilhan ÜRKMEZ TAġKIN
T.C. TRAKYA ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ AlMg3/SiCp KOMPOZĠTLERĠN ĠġLENEBĠLĠRLĠĞĠNĠN ARAġTIRILMASI Makine Mühendisi Volkan ÖZYURT YÜKSEK LĠSANS TEZĠ Tez DanıĢmanı: Yrd. Doç.Dr. Nilhan ÜRKMEZ TAġKIN
15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU
 15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU Turgay KIVAK a ve Şerif ÇETİN b a Düzce Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü, Düzce/TÜRKİYE,
15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU Turgay KIVAK a ve Şerif ÇETİN b a Düzce Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü, Düzce/TÜRKİYE,
HSLA DIN EN ÇELİĞİN FARKLI KESME ŞARTLARINDA DELİNMESİNDE DELİK KALİTESİNİN ARAŞTIRILMASI VE SONUÇLARIN YSA DA MODELLENMESİ.
 HSLA DIN EN 10149 ÇELİĞİN FARKLI KESME ŞARTLARINDA DELİNMESİNDE DELİK KALİTESİNİN ARAŞTIRILMASI VE SONUÇLARIN YSA DA MODELLENMESİ Yusuf SİYAMBAŞ YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN
HSLA DIN EN 10149 ÇELİĞİN FARKLI KESME ŞARTLARINDA DELİNMESİNDE DELİK KALİTESİNİN ARAŞTIRILMASI VE SONUÇLARIN YSA DA MODELLENMESİ Yusuf SİYAMBAŞ YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ
 YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ 1 Mustafa Hamamcı, 2* Eyüp Sabri Topal 1 Erciyes Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü, Kayseri, mhamamci@erciyes.edu.tr
YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ 1 Mustafa Hamamcı, 2* Eyüp Sabri Topal 1 Erciyes Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü, Kayseri, mhamamci@erciyes.edu.tr
AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA KESİCİ UÇ ETKİSİNİN TAGUCHI YÖNTEMİ İLE ANALİZİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 2, 363-372, 2013 Vol 28, No 2, 363-372, 2013 AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 2, 363-372, 2013 Vol 28, No 2, 363-372, 2013 AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA
0,35 0,3 0,25 0, m/min 130 m/min 169 m/min 220 m/min 286 m/min 0,15 0,1 0,05
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
16 th International Materials Symposium IMSP' Oct 2016, Pamukkale University Denizli - Turkey
 VERMİKÜLER GRAFİTLİ DÖKME DEMİR MALZEMESİNİN DELİNMESİNDE KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ INVESTIGATION OF CUTTING FORCE AND SURFACE ROUGHNESS IN DRILLING OF THE COMPACTED GRAPHITE
VERMİKÜLER GRAFİTLİ DÖKME DEMİR MALZEMESİNİN DELİNMESİNDE KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ INVESTIGATION OF CUTTING FORCE AND SURFACE ROUGHNESS IN DRILLING OF THE COMPACTED GRAPHITE
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TORNALAMA TAKIM TEZGAHLARINDA DELİK DELME OPERASYONLARI SIRASINDA ORTAYA ÇIKAN KESME KUVVETLERİ VE ISI ETKİSİNİN ARAŞTIRILMASI.
 TORNALAMA TAKIM TEZGAHLARINDA DELİK DELME OPERASYONLARI SIRASINDA ORTAYA ÇIKAN KESME KUVVETLERİ VE ISI ETKİSİNİN ARAŞTIRILMASI Muharrem USTA YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ
TORNALAMA TAKIM TEZGAHLARINDA DELİK DELME OPERASYONLARI SIRASINDA ORTAYA ÇIKAN KESME KUVVETLERİ VE ISI ETKİSİNİN ARAŞTIRILMASI Muharrem USTA YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ
TEKNOLOJİK ARAŞTIRMALAR
 Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 2, 2013 (73-86) Electronic Journal of Machine Technologies Vol: 10, No: 2, 2013 (73-86) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 2, 2013 (73-86) Electronic Journal of Machine Technologies Vol: 10, No: 2, 2013 (73-86) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Yunus KAYIR a*, Ahmet AYTÜRK a. Geliş Tarihi/Received : 08.12.2011, Kabul Tarihi/Accepted : 20.02.2012
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Örnekler ve 3 Boyutlu Kesme
 Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
16 th International Materials Symposium IMSP' Oct 2016, Pamukkale University Denizli - Turkey
 VERMİKÜLER GRAFİTLİ DÖKME DEMİRİ DELME İŞLEMİNDE UÇ AÇISININ VE KAPLAMANIN TAKIM ÖMRÜNE ETKİSİNİN İNCELENMESİ INVESTIGATING THE COATING AND POINT ANGLE EFFECTS ON TOOL LIFE IN DRILLING COMPACTED GRAPHITE
VERMİKÜLER GRAFİTLİ DÖKME DEMİRİ DELME İŞLEMİNDE UÇ AÇISININ VE KAPLAMANIN TAKIM ÖMRÜNE ETKİSİNİN İNCELENMESİ INVESTIGATING THE COATING AND POINT ANGLE EFFECTS ON TOOL LIFE IN DRILLING COMPACTED GRAPHITE
HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI. Özgecan YILDIZ 1
 HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI Özgecan YILDIZ 1 Tersine Mühendislik Nedir? Tersine mühendislik, teknik bilgi paketi mevcut olmayan bir sistem, cihaz ya da parçanın üretim aşamalarını da içerecek
HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI Özgecan YILDIZ 1 Tersine Mühendislik Nedir? Tersine mühendislik, teknik bilgi paketi mevcut olmayan bir sistem, cihaz ya da parçanın üretim aşamalarını da içerecek
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
SOLİD KARBÜR MATKAPLAR YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR KAFALI MATKAPLAR. İkon tanımı. Force X Yeni çok yönlü takım yelpazesi
 Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
TiN KAPLANMIŞ KESİCİ TAKIMLARDA GERİLME ANALİZİ VE TAKIM-TALAŞ ARA YÜZEYİNDEKİ SÜRTÜNME KATSAYISININ ETKİSİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : : 9 : : 85-9 TiN KAPLANMIŞ
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : : 9 : : 85-9 TiN KAPLANMIŞ
Ti-6A l-4v ALAŞIMININ DELİNMESİNDE KAPLAMA MALZEMESİ VE KESME ŞA RTLA RININ KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ
 International Iron & Steel Symposium, April 02-04, 2012, Karabük, Türkiye Ti-6A l-4v ALAŞIMININ DELİNMESİNDE KAPLAMA MALZEMESİ VE KESME ŞA RTLA RININ KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ Turgay KIVAK a,
International Iron & Steel Symposium, April 02-04, 2012, Karabük, Türkiye Ti-6A l-4v ALAŞIMININ DELİNMESİNDE KAPLAMA MALZEMESİ VE KESME ŞA RTLA RININ KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ Turgay KIVAK a,
BÖHLER K700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Özellikler
 Özellikler üksek mangan alaşımlı ostenitik bir çelik olup, aşınma mukavemeti çok yüksektir. Yüksek tokluk özelliğine sahiptir. Kaynak edilmeye uygundur. Çalışma sırasında aşınma dayanımı artar. 1000 1050
Özellikler üksek mangan alaşımlı ostenitik bir çelik olup, aşınma mukavemeti çok yüksektir. Yüksek tokluk özelliğine sahiptir. Kaynak edilmeye uygundur. Çalışma sırasında aşınma dayanımı artar. 1000 1050
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 malzemeler mekanikvefizikseltestler fiziksel testler: mekanik testler: yoğunluk manyetik özellik termal iletkenlik
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
ALLOY WITH DIAMOND LIKE CARBON (DLC) COATED DRILLS
 COATED DRILLS") 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Al 2024-T4 ALÜMİNYUMUN ELMAS BENZERİ KARBON (DLC) KAPLANMIŞ MATKAPLARLA DELİNMESİNDE KESME PARAMETRELERİNİN DENEYSEL
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Al 2024-T4 ALÜMİNYUMUN ELMAS BENZERİ KARBON (DLC) KAPLANMIŞ MATKAPLARLA DELİNMESİNDE KESME PARAMETRELERİNİN DENEYSEL
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ ÇİFT ANADAL EĞİTİM-ÖĞRETİM PLANI
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ ÇİFT ANADAL 2014-2015 EĞİTİM-ÖĞRETİM PLANI I. YARIYIL MM 101 GENEL MATEMATİK-I- 3 0 4 4 MM 103 LİNEER CEBİR 2 0 4 4 13 MM 105
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ ÇİFT ANADAL 2014-2015 EĞİTİM-ÖĞRETİM PLANI I. YARIYIL MM 101 GENEL MATEMATİK-I- 3 0 4 4 MM 103 LİNEER CEBİR 2 0 4 4 13 MM 105
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
Đmalat Araştırma Laboratuarı Sabancı Universitesi. Talaşlı Đmalat ve Takım Tezgahı Araştırmaları
 Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE ETKİSİ
 TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.