ELMAS VE CBN DİSKLER REÇİNE, METAL & VİTRİFİYE EHWA DIAMOND INDUSTRIAL CO.,LTD.
|
|
|
- Çağatay Sabri
- 6 yıl önce
- İzleme sayısı:
Transkript
1 ELMAS VE CBN DİSKLE EÇİNE, METAL & VİTİFİYE EHWA DIAMOND INDUSTIAL CO.,LTD.






2
3 ELMAS ve CBN TAŞLA EÇİNE, METAL & VİTİFİYE
4 İÇİNDEKİLE Elmas ve CBN diskler nasıl sipariş verilir Elmas ve CBN diskler için kodlama eçine ve Vitrifiye Metal Elmas ve CBN Tipleri eçine ve Vitrifiye Metal 6 7 Bağlayıcı Sınıfları eçine Vitrifiye Metal Bağlayıcı Listeleri eçine Vitrifiye Metal Disk Şekli ve Kullanılabilirliği Hızlı eferans Klavuzu Elmas ve CBN için ölçüleri gösteren harf kısaltmaları Disk Şekilleri Disk Kullanılabilirliği Genel Bilgi Elmas Taşlama Diski CBN Taşlama Diski
5 ELMAS VE CBN DİSKLE NASIL SİPAİŞ VEİLİ Siparişi verirken lü en aşağıdaki bilgileri ile niz. 1.ŞEKLİ 2.ÖLÇÜSÜ Lü en şekli ve ölçüleri detaylı olarak veriniz. Mümkünse çizimi lü en ekleyiniz. 3.AŞINDIICI 4.TAŞLAMA ÖLÇÜSÜ 5.KALİTE 6.KONSANTASYON 7.BAĞLAYICI 8.ADET Siparişinizi uygun şekilde işleme alabilmemiz için aşağıdaki bilgileri de bildirmenizi isteyeceğiz; 1.Çalışma A) Meteryal (tür & kalite) B) Şekli C) Ölçü ve ölçüsel toleransı (hassas) D) Sertlik E) Taşlama kaldırma F) İstenilen yüzey pürüzlülüğü (max, a,z) 2) Kullanılan Makine A) Tip B) Beygir gücü 3.Taşlama şartları A) Taş hızı : r.p.m B) İlerleme : u.mm C) Tezgah hızı : m/dk D) Çapraz ilerleme : mm E) Soğutma : (kuru veya ıslak, soğutma pi) Bu katalog Ehwa'da üre len tüm ürünleri yansıtmıyor. Bu katalogda yer almaya disk şekleri için lü en sa ş departmanımız ile ir bata geçiniz. 3
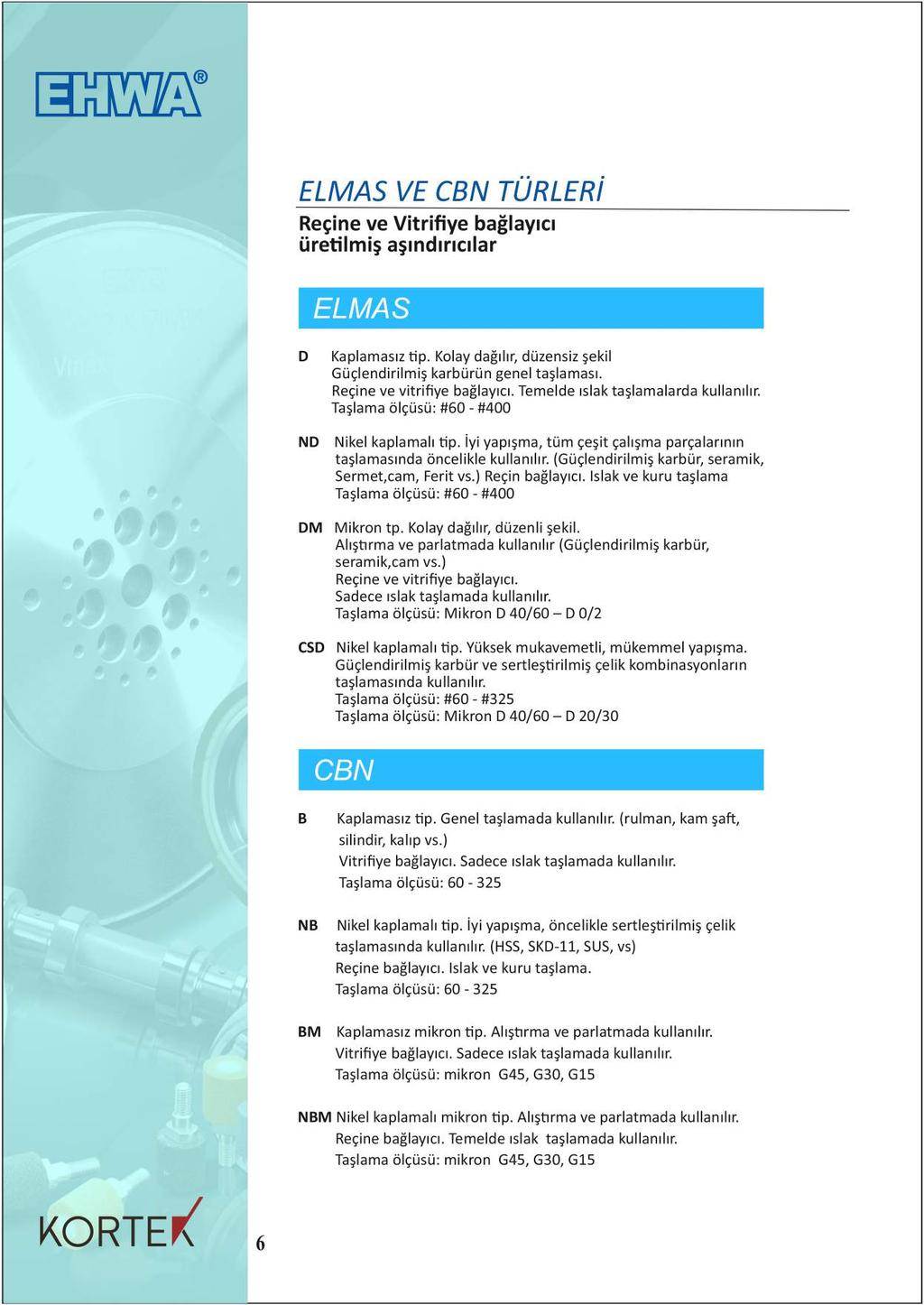
6 ELMAS VE CBN TÜLEİ eçine ve Vitrifiye Bağlayıcıları MVD 200 N 100 M A 3 Aşındırıcı Tane Büyüklüğü (ağ) Elmas Normal Konsantrasyon Bağlayıcı Bağlayıcı Sınıflar Derinlik eçine D 60 J ND DM CSD N Orta 25=1.1ct/cc M BA 1.5 BB 2 BC 3 BD 4 150=6.6 BE 5 175=7.7 BG 6 Sert 200=8.8 BH 7 BN 8 BP 10 = 80 Kalite 400 CBN Mikron 75= =5.5 resin V = 50=2.2 vitrifiye BX B 40/60 BXT NB 40/50 B34 BM 30/40 B39 NBM 22/36 Vitrifiye 20/30 VC 15/25 VD 10/20 8/16 6/12 4 Yumuşak 4/8 3/6 2/4 0/2
7 ELMAS VE CBN DİSKLE İÇİN MAKALAMA Metal Bağlayıcı MVD 200 N 100 M A 3 Aşındırıcı Tane Büyüklüğü (ağ) Elmas Normal Kalite Konsantrasyon Bağlayıcı 25=1.1ct/cc M Bağlayıcı Sınıflar Derinlik MB MB =3.3 M6P5 3 N 100=5.5 ME Orta 150=6.6 MG MG Sert MAC 7 MA 8 MS J SDS Yumuşak HD MMD = MVD =2.2 metal MS 1 MF MH CBN Mikron MB 40/60 MBH 30/40 MSC 22/36 15/25 10/20 8/16 5
8
9 ELMAS VE CBN TÜLEİ Metal bağlayıcı üre lmiş aşındırıcılar ELMAS MVD Metal çok yönlü elmas Geniş ölçüde cam, seramik ve metal olmayan materyallerin ıslak taşlamasında kullanılır. Taşlama ölçüsü: #60 - #400 SDS Sente k Özel Elmas Bloklu, MDV den daha yüksek dayanıklılıkta özel elmas. Taşlama ölçüsü: #80 - #325 HD Sertleş rilmiş elmas Bloklu, pürüzsüz yüzeyli aşırı sert kristal. Taş taşlamasında kullanılır. Taşlama ölçüsü: #20 #50 MMD Metal Mikron Elmas Bloklu, düzenli şekil. Parlatma işlemlerinde ve hassas taşlamada kullanılır. Taşlama ölçüsü: D 40/60 D 8/16 CBN MB Demirli alaşım ve çelik döküm taşlamasında kullanılır. Taşlama ölçüsü: #60 #325 MBH Bloklu, yüksek dayanıklılıkta mono kristal CBN aşındırıcı Sertleş rilmiş karbür kalıp, HSS hassas taşlamada kullanılır. Taşlama ölçüsü: #60 #325 7
10 BAĞLAYICI SINIFLAI EÇİNE BA İyi elas kiyet. Taşlama derinliği yaklaşık 10 um. Temel olarak mikron ölçü aşındırıcı ve sertleş rilmiş karbür, sertleş rilmiş çelik ve PCD taşlamasında kullanılır (Poli kristalline Elmas) BB Sıcaklık transferi kuru taşlamalar için mükemmeldir. Özellikle CBN disklerde etkilidir. Genelde kupa pli disklerde kullanılır. BC Sıcaklık transferi ve şekil bakımı çok iyidir. Parmak freze, rayba ve matkap (HSS) düz taşlamasında kullanılır. BD Çok yumuşak r. Düşük gürültü ve iyi finiş şekli. Sertleş rilmiş karbürlerin genel taşlamasında kullanılır. BE Elmas kupa pli diskle ile ağır görevli kuru taşlamada kullanılır. BG Her çeşit çalışma parçaları için standart bağlayıcı. Profil, yüz ve merkezsiz taşlamalarda uygulanır. BH Şekil bakımı ve sıcaklık transferi çok iyi. Profil ve yüz taşlamada uygulanır. BN BB ile aynı uygulamadır fakat daha ser r. BP Yağlayıcı maddeli bağlayıcı. BG ile aynı uygulamadır fakat daha yumuşak r. BX İyi kesme yeteneği. Parmak freze, rayba ve sertleş rilmiş karbürün düz taşlamasında düşük hız metodunda uygulanır. BXT Sermet, seramik ve sertleş rilmiş karbür taşlamasında kullanılır. B34 Cam için finiş taşlamada kullanılır. B39 * Not: bağlayıcı uygulaması aşağıdaki sertliklere bağlıdır. Taş Tipi Yumuşak D11V9 BP BA BN BP BA BB BG BH BE BH BE BG BG BD 1A1 8 BE BP B11V9 1A1 4A2/6A2/2A2T Sert BH BX BH BH BC BX BXT
11 BAĞLAYICI SINIFLAI VİTİFİYE VC CBN diskte kullanılır. ulman, kam şart, silindir, düz bağlan ve kalıp taşlaması için geçerlidir. VD Elmas disktekullanılır. Sertleş rilmiş karbür, PCD ve PCBN taşlaması için geçerlidir. METAL MB 2 Bronz. Cam ve lens taşlaması için geniş ölçüde metal bağlayıcılar uygundur. MB2-1 Bronz. Özellikle lens taşlamasında finiş işler için uygundur. M6P5 Bronz. Lens taşlamasında uygundur. MB2-1 den ser r. ME Kobalt. Öncelikle manüel makinede mimari cam taşlamada kullanır. MG6 Demir. Öncelikle otoma k operasyon makinesinde araç cam taşlamasında kullanılır. MG8 Demir. Öncelikle otoma k operasyon makinesinde araç cam taşlamasında kullanılır. G6 dan daha ser r. MAC Bronz. Cam delmek için göbek matkaplarda geçerlidir. MA Bronz. Sertleş rilmiş çelik ve karbür taşlaması için uygundur. 9
12 BAĞLAYICI SINIFLAI MS Bronz. Sertleş rilmiş karbür, HSS ve seramik taşlamasında kullanılır. MA dan ser r. MS1 Bronz. Özellikle kahverengi tüp taşlamasında kullanılır. MF Bronz. Keskin taşlama için kenar gerek ren sertleş rilmiş çeliklerde, profil p diskler için geçerlidir. MH (MH1-MH3) Bronz, Kobalt. Sertleş rilmiş çelik, dökme demir ve alüminyum alaşım honlaması için uygundur. MSC Bronz. Özellikler Ferit ve seramik taşlamasında uygundur. 10

13 BAĞLAYICI LİSTELEİ ESİLİ ÇALIŞMA PAÇASI KALİTE UYGULAMA J SETLEŞTİİLMİŞ KABÜ N ÇALŞMA SAATİ BAĞLAYICI Islak BA Genel Taşlama BP Islak ve Kuru BG, BH Merkezsiz Islak BG Profil Islak ve Kuru BG, BH Yayılma Hızı Islak BC Islak BA, BD Alış rma J SETLEŞTİİLMİŞ ÇELİK N BB,BP Takım Taşlama Islak ve Kuru SEAMİK Parlatma BN, BE Kesme Islak ve Kuru BG, BH Genel Taşlama Islak BG, BXT Merkezsiz Islak BG SEMET Genel Taşlama Islak BX, BXT FEİT Genel Taşlama Islak BG Finiş Taşlama Islak J CAM B34 N B39 PCD/PCBN J Finiş Taşlama Islak SETLEŞTİİLMİŞ Yok Honlama Islak ÇELİK Yok El Diski Islak ve Kuru BA BA, BG * NOT: Yukarıdaki listedeki tüm kalite ve bağlayıcılar tüm disk şekillerinde bulunmamaktadır. 11
14 BAĞLAYICI LİSTELEİ VİTİFİYE ÇALIŞMA PAÇASI UYGULAMA SETLEŞTİİLMİŞ KABÜ Matkap, parmak freze, freze bıçağı, kesici takım taşlama BAĞLAYICI VC, VD SETLEŞTİİLMİŞ ÇELİK Dişli Kalıp Taşlama VC PCD, PCBN Kesici Takım Taşlama VD SETLEŞTİİLMİŞ ÇELİK Kam Şa, Kompresör Taşlama SETLEŞTİİLMİŞ DEMİ Silindir Taşlama ULMAN ÇELİĞİ Çeşitli ulman Taşlama ALAŞIMLI ÇELİK VC Kam şa ı, dişli, dikiş makinesi parçası, Yakıt enjeksiyon pompası taşlama * NOT: Yukarıdaki listedeki tüm kalite ve bağlayıcılar tüm disk şekillerinde bulunmamaktadır. 12

15 BAĞLAYICI LİSTELEİ METAL ÇALIŞMA PAÇASI UYGULAMA KALİTE MA J SETLEŞTİİLMİŞ KABÜ Genel Taşlama N MB2 SETLEŞTİİLMİŞ ÇELİK Kenar Profil Taşlama Manüel Çalışma J Kalem CAM N LENS N KUAS ÇELİK DÖKME ÇELİK Mimari Cam Ucu Taş Otoma k Operasyon Araç Camı SEMAİK MG 6 MG8 M6P5 Kahverengi Tüp Taşlama MH1 MH1 Honlama MH2 MH3 MS N FEİT ME, MB2 MB2-1 J N MF Lens Finiş Taşlama N SETLEŞTİİLMİŞ BAĞLAYICI Genel Taşlama MSC Vida Taşlama için Merkezsiz Taş MF * NOT: Yukarıdaki listedeki tüm kalite ve bağlayıcılar tüm disk şekillerinde bulunmamaktadır. 13

16 DİSK ŞEKLİ VE KULLANILABİLİLİĞİ Hızlı eferans Klavuzu Disk şekli ve kullanılabilirliğinin ilk bölümü size uygun disk şekli ( pini )belirlemek için hızlı referans kılavuzu sağlama amacı ile dizayn edilmiş r. Her bir çizim çeşitli ölçüsel karakteris kleri göstermek için harf kodları ile gösterilmiş r. Ölçüleri gösteren harf kısaltmalarının aşağıdaki listesi diskleri gösterir. Bu sayfadaki disk şekilleri ve kullanılabilirliği bölümü en popüler disk pleri için en yaygın olan ölçüler ve bağlayıcıları sunar. Elmas ve Diskler için Ölçüleri Gösteren Harf Kısaltmaları B.C. : Cıvata Halka D : Disk Çapı d : Montaj Deliği Tanımı E : Arka Kalınlık H : Delik ölçüsü J : Merkez çapı : adyüs T : Disk kalınlığı S : Arka açı L : DW, HH1,HMF, 2FF2, 6F2 plerin uzunluğu n : Montaj delik sayısı * Lü en tabloda olmayan çapları bildiriniz. 14 U : 3A1, 14A1,14EE1, 14U1 pler için elmas yüzü, 1E6Q,6A9,11C9,11V9,11Y9,12V9 pler için kalem kenar uç uzunluğu V : 1V1,4B2,11B2,12V4 için yüz açısı 1E1,1EE1, 1E6q, 14EE1 pler dahil W: Çerçeve genişliği X : Elmas ve CBN derinliği K : İç düz çap Y : DW, 6F2 pler için mil çapı
17 GENEL BİLGİ
18 GENEL BİLGİ ELMAS BİLEME TAŞLAI Elmas Ehwa bileme taşlarının üretiminde kullanılan elmaslar iki kategoride sınıflandırılır: doğal elmaslar ve sentetik elmaslar. Sentetik elmasların ilk kullanıma sunulduğu 1957 yılından beri, kullanım alanı giderek artmaktadır. Günümüzde ise elmas bileme taşlarının temel malzemesi olarak kabul edilmektedir. Sentetik elmasların tarihindeki iki önemli başarı, testere bıçakları için güçlü, tok tanelerin geliştirilmesi ve reçine bağlayıcıda kullanılan tanelerin iyileştirilmesidir. eçine bağlayıcıda kullanılan bazı taneler metal ile kaplanarak, reçine bağlayıcılı taşlara daha iyi performans kazandırılır. Elmas tozu ticari olarak 50 çeşit kalitede bulunabilir ve her kalite kendine has özelliklere sahiptir. Elmaslar bağlama metoduna göre şu iki kategoride sınıflandırılabilir: eçine Bağlayıcı Metal veya Vitrifiye Bağlayıcı Tanelerin tipi ve boyutu iş parçası, bağlayıcı ve taşlama koşullarına bağlı olarak seçilir. Sizin için en uygun bileme taşını tasarlamamız için lütfen 3. sayfadaki NASIL SİPAİŞ VEİLİ bölümündeki bilgileri veriniz. Konsantrasyon Konsantrasyon, aşındırıcı kısmın birim hacmindeki elmas miktarını gösterir. Elmas miktarı hacmin % 25'i olduğunda, konsantrasyon 100 kabul edilir; bu da taşta 4.4 karat/cm3 kadar elmasa eşdeğerdir. Birimler arasındaki ilişki şöyledir: Tane miktarı (% hacim) Konsantrasyon Elmas miktarı (karat/cm3) Yukarıda görüldüğü üzere, taşın fiyatı büyük ölçüde konsantrasyona bağlıdır. Uygun konsantrasyonun seçimi iş parçasına, taşlama koşullarına vb. bağlı olduğundan, lütfen NASIL SİPAİŞ VEİLİ bölümündeki bilgileri bize veriniz. Tane Boyutu Elmas tane boyutları aşağıdaki tabloda görüldüğü şekilde 22 kaliteye göre sınıflandırılmıştır. Nominal tane boyu taşta bulunan en iri tanenin boyunu gösterir. Örneğin, #140/170 aralığında taneler, #140 numara meşli elekten geçip #170 numara meşli elekte tutulmaktadır. Bu aralıktaki taneler #140 meş boyunda sınıflandırılır. Tane boyunun eleğe göre sınıflandırılması, #325 nolu meşe kadar mümkündür. Bu ölçüden sonra tane boyu yine meş numarası ile (#...) gösterilir, ancak sınıflandırma yöntemi farklıdır. Tane boyları, meş ölçüsü ve tane çapı dağılımıyla ilişkilendirildiğinde daha iyi anlaşılabilir (aşağıdaki tabloya bakınız). Nominal Tane Boyu (Meş) Tane Boyu Aralığı (Meş) /20 20/30 30/40 40/50 50/60 60/80 80/ / / / /200 FEPA D 853 D 602 D 426 D 301 D 252 D 181 D 151 D 126 D 107 D 91 Nominal Tane Boyu (Meş) Tane Boyu Aralığı (Meş) FEPA / / / /400 D 76 D 64 D 54 D 46 Bağlayıcı Üç çeşit bağlayıcı alternatifi vardır: reçine bağlayıcı, metal bağlayıcı ve vitrifiye bağlayıcı. eçine Bağlayıcı eçine bağlayıcılı bileme taşları elmas tanelerinin reçine bağlayıcı ile bağlanmasıyla üretilir. İki çeşit reçine bağlayıcı vardır: fenol reçine tipi ve polimid reçine tipi. Fenol reçine tipi daha yaygın kullanılmaktadır. eçine bağlayıcılı taşlar esnekliğe, düzgün yüzey finişi ve yüksek bileme performansına sahiptir. Etkili olduğu kullanım alanları: 1) Semente karbür bileme 2) Semente karbür ve sertleştirilmiş çeliğin kombine bilenmesi 3) Sermet bileme 36
19 GENEL BİLGİ 4) Manyetik malzemelerin, cam, seramik vb. bilenmesi Polimit taşlar ağır bileme ve düşük ilerlemeli bilemeler için önerilir. Metal Bağlayıcı Metal bağlayıcı taşlar, elmas tanelerini bağlamak için, metal tozunun sinterlenmesiyle üretilir. Bu taşların üstün tane tutma özelliği vardır. Bu nedenle şu durumlarda tercih edilir: 1) Uzun kullanım süresi isteniyorsa 2) Taşın aşınmasının minimum olması isteniyorsa (şekil verme bilemesinde olduğu gibi) 3) Semente karbürün elde bilenmesinde 4) Profil taşlamada 5) Seramik, cam, kuvars gibi sert ve kırılgan malzemelerin kesimi ve bilemesinde 6) Ferrit gibi manyetik malzemelerin kesimi ve bilemesinde 7) Taş kesme ve bilemede 8) Grafit vb. kesme ve bilemede Metal bağlayıcının yüksek tane tutma özelliği, sıyırmaya veya yüklenmeye de neden olabilir. Bileme basıncının artması ve yüklenme sonucu ısının yükselmesi, iş parçasına ısıl zarar verebilir. Isıl zararı önlemek için lütfen işlemin koşullarını, soğutucuyu, bileme aralığını vb. uygun şekilde belirleyiniz. Vitrifiye Bağlayıcı Vitrifiye bağlayıcılı taşlarda elmas taneleri vitrifiye bağlayıcı ile bağlanır. Vitrifiye bağlayıcılar gözenekli olduğundan, reçine ve metal bağlayıcı taşlarda karşılaşılan şekil verme ve bileme işlemi zorluklarının üstesinden gelebilir. Virifiye bağlayıcı taşlar semente karbür, sinterlenmiş elmas takım vb. bilemesinde kullanılır. Taş Çapı Elmas taşlar, bileme esnasında çıkan ısıdan soğutucu ve hava ile soğutulur. Eğer taşın çapı küçükse, bileme esnasında ısınan tanelerin, taşın dönerek iş parçasına tekrar temas etmesine kadar, soğumak için yeterli zamanı olmayabilir ve bileme devam ettikçe ısı sürekli birikir. Bu durum, tanelerin bizzat aşınmasını hızlandırır ve tanelerin etrafındaki reçinenin bozulmasıyla, tanelerin yerinden erkenden kopmasına neden olur. Taş çapının her zaman mümkün olduğunca büyük olması önerilir. Yüksek talaş kaldırmalı bilemede, ısı daha çok yükselir ve taşın ömrü kısalır; böylece bileme maliyeti yükselir. Bu nedenle de büyük çaplı taş kullanmak daha avantajlıdır. Temas Yüzeyi Genişliği İş parçasıyla taşın temas içinde olduğu yüzeyde talaş kaldırma gerçekleşir. Temas yüzeyinin büyüklüğü, temas yüzeyi genişliği (w) ve temas yüzeyi uzunluğu (t) ile belirlenir. s t W Çapraz yön taşın dönme yönü Talaş kaldırma, elmas tanelerin iş parçasının temas yüzeyinden kestiği malzemedir. İş parçası ve elmas taşın arasındaki kuvvet, makinenin rijidliğine, işin destek sistemine ve işin tipine bağlıdır. 2 Baskı kuvveti sabit olduğunda, taşın üzerindeki yüzey basıncı (kg/mm ) taşın genişliği azaldıkça artar. O zaman, elmas tanelerin performansı artar ve talaş kaldırma miktarı artar. Bu, çanak taşla veya düz taşla yapılan dalma bilemesi işleminde büyük pratik öneme sahiptir. Verimin artması için, taşın iş parçasıyla temas yüzeyi mümkün olduğunca küçük tutulmalıdır. Diğer taraftan taşın ömrü, taşın genişliği arttıkça artar. Taşın genişliği, istenen verimlilik, makinenin rijidliği ve ilgili diğer faktörler göz önüne alınarak belirlenmelidir. Makine Bileme makinası yeterli rijidliğe sahip olmalıdır. Tablanın veya şaftın vibrasyonu muhtemelen dalgalanma izine veya taşta ciddi hasara neden olur. En iyi bileme verimi için, sabit taş çevresi hızı ve sabit ilerleme sağlayacak yeterli makine gücü gerekir. Yeterli güce sahip olmayan makine, yetersiz taş hızına, anormal aşınmaya ve bilemenin verimsiz olmasına neden olur. Daima yeterli beygir gücüne sahip, vibrasyonsuz, yüksek rijidliğe sahip bileme makinesi kullanmak en iyisidir. Bileme Taşının Takılması Eğer taş düzgün takılmazsa, makinenin şaftına takılan taşın çevresi ve kenarları titreme yapar ve bileme esnasında problemler çıkar; bunlardan bazıları şöyledir: 1)İş parçası üzerinde dalgalanma izleri oluşur. 2)Makine titremeye başlar; bileme gürültüsü artar. 3)Taşın ömrü belirgin şekilde düşer. Bu sorunlarla karşılaşmamak için taş doğru takılmalıdır. 37
20 GENEL BİLGİ Çanak veya tabak şeklindeki taş makineye takıldığında, kenar kaçırması 0.02mm'den düşük olmalıdır. Aynı şekilde, düz taş takıldığında, çevresel kaçıklık 0.02mm'den düşük olmalıdır. Taşın kaçıklığının 0.02mm'den büyük olduğunda, kaçıklığı şunları yaparak düşürün: 1)Taşı makineye sabit flanşın üzerine nazikçe bağlayın. 2)Komparatör ile çevresel kaçıklığı ölçün. 3)Çevresel kaçıklığı taşın çevresine çekiçle nazikçe vurarak düşürün. 4)Yukarda belirtilen ayarlamayı yaptıktan ve taşı sıkıca bağladıktan sonra kaçıklığı Komparatör ile tekrar ölçün. Yukarıdaki önergeler taşın iç çapı ile flanş arasında boşluk varsa geçerlidir. Eger hiç boşluk yoksa, o zaman taşın kendi kaçıklığı giderilmelidir. Düzeltme ve Bileme Taş takıldığında taşın çevresel kaçıklığı fazlaysa veya, düz veya çanak taşın profili aşınmışsa, taşın kaçıklığı ve profili düzeltilmelidir. Düzeltme, taşın kaçıklığı ve profilinin düzeltilmesi işlemidir; elmas tanelerin ve bağlayıcıcın tıraşlanmasını içerir. Elmas bileme taşı düzeltme işleminden hemen sonra kullanılamaz. Çünkü elmas taneler henüz kullanıma uygun pozisyonda değildir. Bileme özelliğinin ortaya çıkması için bağlayıcı kazınarak elmas taneleri taşın yüzeyine çıkarılmalıdır. Bu işleme bileme denir. Yukarıdaki işlemler doğru şekilde yapılmadığında, elmas bileme taşı istenilen performansı vermeyecektir. Düzeltme İşlemi için Silikon Karbür Taşın Seçilmesi Düzeltme işleminin etkin olabilmesi için, silikon karbür düzelme taşının tane boyu, elmas bileme taşın tane boyundan 2 seviye kalın olmalıdır. Aşağıdaki tabloda görüldüğü üzere, silikon karbürün kalitesi göreceli olarak daha sert olmalıdır. Elmas Bileme Taşın Tane Boyu Silikon Karbür Düzeltme Taşı #80 veya daha kalın #100 ~ #200 #230 ~ #325 #400 veya daha ince C46-M C60-M C80-M WA200-G Düzeltme Metodları Dört adet düzeltme metodu vardır. 1) Disk aşındırıcılar 2) Aşındırıcı Çubuk 3) Yumuşak Çelik 4) Tool post grinder 1. Disk aşındırıcılar Taşın makine üzerinde takılı olduğu durum için en uygun yöntemdir; hızlı, basit ve stabil düzelme işlemi sağlar. 2) Aşındırıcı Çubuk Taş düzeltme işlemi, ayna üzerine sabitlenmiş aşındırıcı çubuğun bileme taşıyla bilenmesiyle de yapılabilir. Ancak, bileme taşının kenarının yuvarlak hale gelmemesi için işlem süresince çok dikkatli olunuz. 3) Yumuşak Çelik Bu yöntem özel bir alet gerektirmez ve yumuşak çeliğin elmas taşla bilenmesiyle gerçekleştirilir. Ancak, bileme esnasında yeterli bileme sıvısı verilmezse elmas taş zarar görebilir. 4)Tool post grinder Bu yöntemde taş makinadan sökülür, başka bir makinada silikon karbür bir taşla bilenir. Düzeltilen taş tekrar eski yerine takılırken taşta titreme oluşması muhtemeldir. Bileme Çubuğunun Seçilmesi Elmas taşın giydirme işlemindeki amaç sadece bağlayıcı kaldırıp elmas taneleri ortaya çıkarmak olduğundan, çubuğun tane boyu elmas taşın tane boyundan 2 seviye ince olmalıdır. Aşağıdaki tablo giydirme çubuğu seçimi için bir rehberdir. 38 Elmas Bileme Taşın Tane Boyu Giydirme Çubuğu #80 veya daha kalın #100 ~ #200 #230 ~ #325 #400 veya daha ince WA120-G WA200-G Tesviye çubuğu Tesviye çubuğu
21 GENEL BİLGİ Maliyet (talaş kaldırma birim miktarı başına) Çubukla bileme Elmas taş, yüzeyine çubuğu elle sürterek bilenir. Soğutucu kullanılmalıdır. Kuru bileme işleminde ise ıslak çubuk kullanılmalıdır. Tesviye çubuğu kullanılacaksa kuru bileme önerilir. Çalışma Koşullarının Analizi Geçmişte, elmas taşların pahalı ve nadir alet olduğu zamanlarda taşın ömrü en önemli faktör kabul edilirdi. Günümüzde ise elmas taşlar toplam çalışma maliyetine göre değerlendirilir. Toplam çalışma maliyeti: taşın ücreti + işçilik dahil diğer masraflar Son zamanlarda, işçilik ücretleri arttıkça diğer masraflar bölümü de gittikçe artmaktadır. Sonuç olarak, bileme verimliliği daha önemli hale gelmiştir. Aşağıdaki gibi bir grafik yapmak, minimum toplan çalışma maliyeti sağlayan en uygun çalışma koşulunu bulmada yardımcı olabilir. Toplam maliyet İşçilik ve makime maliyeti Taşın Maliyeti Besleme (mm) Taş, makine ve toplam çalışma maliyetinin birim zamandaki talaş kaldırma ile ilişkisi Çevresel Hız Taş ömrü, talaş kaldırma oranı ve yüzey finişi, hepsi büyük ölçüde çevresel hıza bağlıdır. Bu yüzden, en uygun çevresel hızı bulmak çok önemlidir. Aşağıdaki tablo önerilen hızları göstermektedir. eçine Bağlayıcı Metal Bağlayıcı Islak 1400 ~ 1600 m/dak Kuru 900 ~ 1200 m/dak Islak 1000 ~ 1800 m/dak Kuru 600 ~ 900 m/dak Çevresel hız fonksiyonu taşın çapı ve şaftın hızına(rpm) bağlıdır. Bileme Sıvısı Bileme işlemi, iş parçası ile taşın temas noktasını gözleyerek yapılan bir işlem olduğundan, genelde kuru çalışılır. Taş ile iş parçasının temas yüzeyi genişse, bileme sonucu çıkan ısı artar. Bu nedenle, kuru çalışma sonucu iş parçası yanabilir, taşa aşırı yük binebilir, bağlayıcı aşınabilir ve taşın ömrünü kısaltan diğer faktörler ortaya çıkabilir. Sonuç olarak, taşın maliyetinin toplam maliyet içindeki oranı artar. Böyle bir durumda ıslak çalışma önerilir. Islak çalışmada, bileme sıvısı doğrudan temas noktasına uygulanmalıdır. Ağır bileme veya sünek ilerlemeli bilemede sıcaklık yükseldiğinde yüksek yağlama özelliği olan sıvı kullanın ve sıvıyı yüksek basınçla temas noktasına uygulayın. Besleme Beslene bileme verimini etkileyen önemli bir faktördür. Ancak daha fazla verim alma adına beslemeyi çok yükseltmek taşın ömrünü kısaltabilir. Uygun besleme için aşağıdaki tabloya bakınız. Şekil verme bilemesinde ise, şeklin bozulmasını önlemek için kesme derinliğini artırın ve ilerleme hızını düşürün. Elmas Bileme Taşın Tane Boyu #100 ~ #120 #140 ~ #200 #230 veya daha ince Bileme Çubuğu 0.02 ~ 0.03 mm 0.01 ~ 0.03 mm 0.01 mm veya daha ince Yüzey Finişi İş parçasının yüzey kalitesi bileme yöntemi, iş parçası malzemesi, elmas tane boyu dahil birçok faktöre bağlı olduğundan, yüzey finişi için kesin tavsiyeler vermek zordur. Hem yüksek talaş kaldırma oranı hem de kaliteli yüzey elde etmek için bilemeyi iki ayrı süreçte gerçekleştirmek gerekir. Elmas tane boyları şu şekilde olmalıdır: Kaba Finiş #100 #120 #140 #270 #325 #400 #600 Her durumda yüzey finişi kıvılcım giderme ile iyileştirilebilir. 39
22 GENEL BİLGİ CBN BİLEME TAŞLAI CBN CBN (kübik boron nitrit) çeliğin bilenmesinde kullanılan süper aşındırıcıdır.cbn, elmasın sentezlenmesine benzeyen yüksek basınç yüksek sıcaklık metoduyla boronun içindeki nitrik malzemeden kristalize edilir. CBN Özellikleri CBN elmastan sonra dünyadaki bilinen ikinci en sert malzemedir. Aşağıdaki şemada görüldüğü gibi, hem Al2O3'ten (WA ve bileme taşları için aşındırıcı), hem de SiC'den (GC ve C bileme taşları için aşındırıcı) daha serttir. Sadece sertlik ele alındığında, elmasın en sert malzeme olarak çeliği kolayca bileyeceği düşünülür. Ancak, 600~7000C sıcaklıklarda, havayla temas içinde olan elmas oksitlenme sonucu aşınır. Üstelik, elmas temel olarak karbondan oluştuğundan, çelikteki demirle reaksiyona girer ve elmas aşınır. o Aksine CBN, 1370 C'ye kadar dayandığından ve demirle tepkimeye girmediğinden, bu koşullarda aşınmaz. 820 SıO2 AI2O3 SıC CBN elmas KNOOP(kg/mm) 6000 CBN'in Performansı Aşağıdaki test sırasıyla CBN, elmas ve WA'nın dayanıklılığını ölçmek için yapılmıştır.,her aşındırıcıdan bir adet tanecik, 6 inçlik bir disk üzerine sabitlenmiş; bununla 63 HC'lik M2 malzemesine her dönüşte bir çentik atılmıştır. Sonuçlar şöyledir: CBN'in 1260'ıncı dönüşündeki aşınması, elmasın 150'inci dönüşündeki aşınmasına neredeyse eşdeğerdir. Bu bilgi CBN'in çelik bilemedeki üstün performansını net olarak göstermektedir. 20 u CBN 100 u #40/60 elmas #40/60 WA #40 Hatların altında gösterilen rakamlar öğütme zamanları CBN Aşındırıcı Türleri CBN aşındırıcılar iki çeşittir: metal kaplamalı ve kaplamasız. Temel olarak, metal kaplamalı CBN reçine bağlayıcılı, kaplamasız CBN ise elektro kaplamalı metal bağlayıcılı ve vitrifiye bağlayıcılı bileme taşlarında kullanılır. Konsantrasyon (bkz. sayfa 36) Tane Boyu Nominal Tane Boyu (Meş) Tane Boyu Aralığı (Meş) FEPA Nominal Tane Boyu (Meş) Tane Boyu Aralığı (Meş) FEPA 60 60/80 B /400 B /100 B G /120 B G /140 B G /170 B G9 G /200 B /230 B G /270 B G /325 B 54
23 GENEL BİLGİ - Bağlayıcı Üç çeşit bağlayıcı vardır: reçine bağlayıcı, metal bağlayıcı ve vitrifiye bağlayıcı eçine Bağlayıcı eçine bağlayıcılı bileme taşlarında CBN taneleri reçine bağlayıcı ile tutulur. Diğer bağlayıcılı taşlara göre daha geniş kullanım alanı vardır. Genel olarak yüzey taşlama, silindirik taşlama, sünek ilerlemeli taşlama, puntasız taşlama, çift disk taşlama ve iç çap taşlamada kullanılır. Sertliği 50 HC üzerindeki demir alaşımlarında CBN bileme taşı ekonomik bir seçimdir. Ehwa, CBN tanelerinden tam performans almayı sağlayan reçine bağlayıcı geliştirmeyi başarmıştır. Metal Bağlayıcı Metal bağlayıcılı taşlar, CBN tanelerini bağlamak için, metal tozunun sinterlenmesiyle üretilir. Sertleştirilmiş çeliğin honlanmasında ve kesiminde, yüksek talaş kaldırabilmek için de orta sertlikli çeliğin taşlanmasında kullanılır. Vitrifiye Bağlayıcı CBN taneleri vitrifiye bağlayıcı ile tutturulur. İyi kesme kabiliyeti, mükemmel aşınma direnci ve serbest kesmeye sahiptir. İç çap taşlamasında da kullanılır. Taş Çapı (bkz. Sayfa 37) Temas Yüzeyi Genişliği (bkz. Sayfa 37) Makine (bkz. Sayfa 37) Bileme Taşının Takılması (bkz. Sayfa 38) Düzeltme ve Giydirme (bkz. Sayfa 38) Çalışma Koşullarının Analizi Çevresel Hız Taş ömrü, talaş kaldırma oranı ve yüzey finişi büyük ölçüde çevresel hıza bağlıdır. Bu yüzden, CBN taş için en uygun çevresel hızı bulmak çok önemlidir. Aşağıdaki tablo önerilen hızları göstermektedir. eçine Bağlayıcı Islak 1750 ~ 1850 m/dak Kuru 900 ~ 1200 m/dak Çevresel hız, taşın çapı ve şaftın hızına(rpm) bağlıdır. Ancak, soğutma sıvısının basıncı taşın ısınmasını önleyecek kadar yüksek tutulursa, taşın çevresel hızı ft/dak değerine kadar çıkartılabilir. Eğer taş hızı (rpm) artarsa, talaş kaldırma hızı da artırılabilir, aynı zamanda taşın ömrü uzun sürebilir. Bileme Sıvısı İki tip bileme sıvısı vardır: kesme yağı (suda çözünmez) ve suda çözünebilen sıvı. kesme yağı suda çözünmeyen yağlı içeriğe sahip bir soğutucudur. Yağlaması iyidir, fakat soğutması etkisizdir. Ancak, paslanmaz çelik, inconel, waspaloy gibi tok ve yumuşak malzemelerde CBN taşa maksimum performans kazandırır, ayrıca ağır koşulda bilemeye de de üstün performans sağlar. Suda çözünen soğutucular üç çeşide ayrılır: emülsiyon, çözünen ve kimyasal. Emülsiyon tip suda ağartılı ve opak bir görünüm alır. kesme yağı ile karşılaştırıldığında, en iyi ikinci yağlayıcı etkiye sahiptir, ve soğutma açısından kesme yağından daha iyidir. Çalışma ortamı yağa uygun değilse, emülsiyon tip önerilir; ancak, soğutucunun konsantrasyonu yüksek olmalıdır: %5 üzeri. Çözünen tip suda yarısaydamdır. Emülsiyon tiple karşılaştırıldığında, ikinci en iyi yağlayıcı etkiye sahiptir ve soğutma açısından emülsiyon tipten daha iyidir. Genel bileme işleminde çözünen tip yeterlidir. Kimyasal tip suda şeffaflaşır. Soğutma açısından en iyi sıvıdır, ancak en düşük yağlama özelliğine sahiptir. Genel bileme işleminde kimyasal tip kullanılıyorsa, çözünen tipe geçmeye gerek yoktur. Besleme (bkz. Sayfa 39) Yüzey Finişi (bkz. Sayfa 39) Yüzey Finişi Dönüştürme Tablosu max(um) u a(um) u rms(um) u z(um) u rms(uim) u max(um) u a(um) u rms(um) u z(um) u rms(uim) u
24 Kortek Endüstriyel Ürünler Dış. Tic. A.Ş. İMES A109/1A Y.Dudullu Ümraniye İSTANBUL Tel: Fax:
ELMAS VE CBN DİSKLER REÇİNE, METAL & VİTRİFİYE EHWA DIAMOND INDUSTRIAL CO.,LTD.
 ELMAS VE CB DİSKLE EÇİE, METAL & VİTİFİYE EHWA DIAMOD IDUSTIAL CO.,LTD. ELMAS ve CB TAŞLA EÇİE, METAL & VİTİFİYE İÇİDEKİLE Elmas ve CB diskler nasıl sipariş verilir Elmas ve CB diskler için kodlama eçine
ELMAS VE CB DİSKLE EÇİE, METAL & VİTİFİYE EHWA DIAMOD IDUSTIAL CO.,LTD. ELMAS ve CB TAŞLA EÇİE, METAL & VİTİFİYE İÇİDEKİLE Elmas ve CB diskler nasıl sipariş verilir Elmas ve CB diskler için kodlama eçine
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ
 TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
taşlama ve delme Elmas kesme Kesici ve Aşındıcı Diskler Kesici ve Aşındırıcı Diskler
 Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Ürün Yenilikleri. Atölye Ekipmanları IV / HWS 400 ve HWS 402 Mengeneler. CD katalog Çevrim içi katalog
 Ürün Yenilikleri Atölye Ekipmanları IV / 2015 CD katalog 5.9.1.0 Çevrim içi katalog Meusburger standart parçaların lider bir üreticisi ve kalıp yapımı için de güvenilir bir partnerdir. Aynı zamanda atölye
Ürün Yenilikleri Atölye Ekipmanları IV / 2015 CD katalog 5.9.1.0 Çevrim içi katalog Meusburger standart parçaların lider bir üreticisi ve kalıp yapımı için de güvenilir bir partnerdir. Aynı zamanda atölye
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
» KONİK SAC-BORU MATKAP UÇLARI
 » KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
» KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İş güvenliği ekipmanları. Setler 415. Ekonomik Seri Ürünler. ekipmanları. iş güvenliği. Ekonomik Setler. Ürünler
 Seri iş güvenliği ekipmanları İş güvenliği ekipmanları Setler 415 Setler Aksesuarlar 2015 2016 Fiyat Listesi 416 Seri Aksesuarlar 2017 Fiyat Listesi Seri SDS-Plus-1 Kırıcı Delici Ucları Donatılı betonda
Seri iş güvenliği ekipmanları İş güvenliği ekipmanları Setler 415 Setler Aksesuarlar 2015 2016 Fiyat Listesi 416 Seri Aksesuarlar 2017 Fiyat Listesi Seri SDS-Plus-1 Kırıcı Delici Ucları Donatılı betonda
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Konik Sac-Boru Matkap Uçları
 BlechschälBOHRER TUBE FORETS ONISHE PLADEBOR FRESE BROAS VRTÁKY WIERTŁA КОНУСНЫЕ BURGHIE KONİK STOPENJSKI GLADKA KÚPOS VAMZDŽIŲ AND SABORU ONIHE LEMEZFÚRÓ NA ONIQUES SVRDLA PARA ÓNIAS ŁUSZZENIOWE PT SHEET
BlechschälBOHRER TUBE FORETS ONISHE PLADEBOR FRESE BROAS VRTÁKY WIERTŁA КОНУСНЫЕ BURGHIE KONİK STOPENJSKI GLADKA KÚPOS VAMZDŽIŲ AND SABORU ONIHE LEMEZFÚRÓ NA ONIQUES SVRDLA PARA ÓNIAS ŁUSZZENIOWE PT SHEET
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
FLEX İNCE KESİCİLER-THINLINE
 resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
İş güvenliği ekipmanları. Setler 433. Ekonomik Seri Ürünler. ekipmanları. iş güvenliği. Ekonomik Setler. Ürünler
 Seri iş güvenliği ekipmanları İş güvenliği ekipmanları Setler 433 Setler Aksesuarlar 2015 2016 Fiyat Listesi 434 Seri Aksesuarlar 2018 Fiyat Listesi Seri SDS-Plus-1 Kırıcı Delici Ucları Donatılı betonda
Seri iş güvenliği ekipmanları İş güvenliği ekipmanları Setler 433 Setler Aksesuarlar 2015 2016 Fiyat Listesi 434 Seri Aksesuarlar 2018 Fiyat Listesi Seri SDS-Plus-1 Kırıcı Delici Ucları Donatılı betonda
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
TALAŞLI İMALAT USULLERİ
 1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi 2 Temel bir şekillendirme yöntemi olan taşlama işlemi, bazı imalatçılar tarafından talaşlı imalat yöntemi sayılmayıp,
1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi 2 Temel bir şekillendirme yöntemi olan taşlama işlemi, bazı imalatçılar tarafından talaşlı imalat yöntemi sayılmayıp,
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Çalıştığımız Firmalar PITON BOYA DÜNY ASI. www.bgmindustrial.com
 Çalıştığımız Firmalar PITON www.bgmindustrial.com 2 BOYA DÜNY ASI RHODIUS RS66 C24P-BF29 Taşlama Taşları Kullanımda çok yönlü! Taş ve dökme demir için taşlama diski. Taşlama veya çapak giderme yüzey örneğin,
Çalıştığımız Firmalar PITON www.bgmindustrial.com 2 BOYA DÜNY ASI RHODIUS RS66 C24P-BF29 Taşlama Taşları Kullanımda çok yönlü! Taş ve dökme demir için taşlama diski. Taşlama veya çapak giderme yüzey örneğin,
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
Güvenilirlik ve hassaslık
 CoroTap 100 -KM Güvenilirlik ve hassaslık Döküm demir işlemede fark yaratan bir kılavuz takımı geliştirilmesi amacıyla CoroTap 100 -KM mükemmel sonuçlar almak ve proses güvenliği sağlamak üzere tasarlanmıştır.
CoroTap 100 -KM Güvenilirlik ve hassaslık Döküm demir işlemede fark yaratan bir kılavuz takımı geliştirilmesi amacıyla CoroTap 100 -KM mükemmel sonuçlar almak ve proses güvenliği sağlamak üzere tasarlanmıştır.
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
CoroDrill 880 Demir içermeyen malzemeler gündemde
 CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ ELMAS UÇLU VE SOĞUTMA BOŞLUKLU ÇOKLU DİLME AHŞAP KESİM
 ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
Metalin Sanat ile Birlestigi Noktadayız
 tess-san Metalin Sanat ile Birlestigi Noktadayız tess-san eurolub tess-san tess-san tess-san tess-san FORCE K 102 TESS-SAN EUROLUB TE 255 Üniversal Kesme Soğutma Sıvısı FORCE K 102 TUBE Boru Profil Sektörü
tess-san Metalin Sanat ile Birlestigi Noktadayız tess-san eurolub tess-san tess-san tess-san tess-san FORCE K 102 TESS-SAN EUROLUB TE 255 Üniversal Kesme Soğutma Sıvısı FORCE K 102 TUBE Boru Profil Sektörü
PCD, TEL ÇEKME İÇİN. CD kalıpları paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılır.
 5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
Bİ-METAL ŞERİT TESTERELER
 Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
NAMPOWER YÜZEY TEMİZLEME FIRÇALARI
 NAMPOWER YÜZEY TEMİZLEME FIRÇALARI Nampower şu an piyasada bulunan en yüksek kaliteli profesyonel çapak alma, köşe yuvarlama ve yüzey finiş takımlarıdır. Fiber donanmış termoplastik tabana bağlı esnek
NAMPOWER YÜZEY TEMİZLEME FIRÇALARI Nampower şu an piyasada bulunan en yüksek kaliteli profesyonel çapak alma, köşe yuvarlama ve yüzey finiş takımlarıdır. Fiber donanmış termoplastik tabana bağlı esnek
ÜÇER. EKSPORT KATO TÜMİÇLER.indd :46:29
 wwweksporthirdavatcomtr 43 EKSPORT KATO TÜMİÇLER indd 43 310817 13:46:29 wwweksporthirdavatcomtr Alüminyum Oksit Normal Korund NK 24, 36, 46, 60 P, Q Demir Pirinç, Bronz, Alüminyum A Metaller Düşük Alaşımlı
wwweksporthirdavatcomtr 43 EKSPORT KATO TÜMİÇLER indd 43 310817 13:46:29 wwweksporthirdavatcomtr Alüminyum Oksit Normal Korund NK 24, 36, 46, 60 P, Q Demir Pirinç, Bronz, Alüminyum A Metaller Düşük Alaşımlı
KIRILGAN SERT MALZEMELER IÇIN ELMAS KAPLAMALI PARMAK FREZE SERISI B224TR
 KIRILGAN SERT MALZEMELER IÇIN ELMAS KAPLAMALI PARMAK FREZE SERISI B224TR PARMAK FREZE SERISI KIRILGAN SERT MALZEMELER IÇIN ELMAS KAPLAMALI PARMAK FREZE SERISI STABIL İŞLEMELER IÇIN GÜVENILIR UZUN TAKIM
KIRILGAN SERT MALZEMELER IÇIN ELMAS KAPLAMALI PARMAK FREZE SERISI B224TR PARMAK FREZE SERISI KIRILGAN SERT MALZEMELER IÇIN ELMAS KAPLAMALI PARMAK FREZE SERISI STABIL İŞLEMELER IÇIN GÜVENILIR UZUN TAKIM
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
Honlama ve Lepleme Teknikleri
 Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER
 VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
Verimli kesme ve kanal açma için takımlar
 Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
KORTEJ( iiwl O#Hii W1iU91H&
 KORTEJ( www.ehwadia.coın iiwl O#Hii W1iU91H& -...-------------- İşlenecek Parça Parça : Piston Malzeme : Yüksek Bakırlı Alüminyum Alaşımı Sertlik : Yüzey : Finiş Şartlar İşlem : Piston ringine kanal açma
KORTEJ( www.ehwadia.coın iiwl O#Hii W1iU91H& -...-------------- İşlenecek Parça Parça : Piston Malzeme : Yüksek Bakırlı Alüminyum Alaşımı Sertlik : Yüzey : Finiş Şartlar İşlem : Piston ringine kanal açma
Diş Çekme ile İlgili Teknik Bilgiler
 iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
Double Mill DM4 JD TAKIM MAKINA TIC.LTD.STI. YENİ NESİL FREZE. Nr. 194/2013-TR MK 2015 MP 6025
 Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
1. Yeni kaliteler - CVD kaplama T9125, PVD kaplama AH905 süper alaşımlar için, ve Sermet kalite NS530.
 NPA # 099T: TungCut Tarih: Mart. 2013 Yeni Kesme ve Kanal Açma Uçları Genişletilmiş Ürünler T9125 Yeni CVD kaliteler ile yüksek kesme hızlarında çelik işleme. AH905 Süper alaşımların işlenmesinde İLK tercih.
NPA # 099T: TungCut Tarih: Mart. 2013 Yeni Kesme ve Kanal Açma Uçları Genişletilmiş Ürünler T9125 Yeni CVD kaliteler ile yüksek kesme hızlarında çelik işleme. AH905 Süper alaşımların işlenmesinde İLK tercih.
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
DAİRESEL TESTERELELER
 DİRESEL TESTERELELER Sonmak'ın dairesel testereleri; her türlü kayacın kesilmesinde ve son haline getirilmesinde kullanılır.kesilecek unsurlar göz önünde bulundurularak 350 çeşit soketten müşteri için
DİRESEL TESTERELELER Sonmak'ın dairesel testereleri; her türlü kayacın kesilmesinde ve son haline getirilmesinde kullanılır.kesilecek unsurlar göz önünde bulundurularak 350 çeşit soketten müşteri için
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Özel matkap uçları. 88 DELİCİ ve KESİCİ TAKIMLAR
 ÖZEL MATKAP UÇLARI 02 Özel matkap uçları Punta Kaynak Frezesi Puntalanmış metal plakaları biririnden ayırmak içindir. Freze ucu çift taraflı kullanılabilir ve değiştirilebilir. Ayarlama vidasıyla freze
ÖZEL MATKAP UÇLARI 02 Özel matkap uçları Punta Kaynak Frezesi Puntalanmış metal plakaları biririnden ayırmak içindir. Freze ucu çift taraflı kullanılabilir ve değiştirilebilir. Ayarlama vidasıyla freze
MP200TR ARM KALIP VE LOKMALARININ YÜKSEK İLERLEME İLE İŞLENMESİ İÇİN ÇOK FONKSİYONLU KESİCİ
 ARM KALIP VE LOKMALARININ YÜKSEK İLERLEME İLE İŞLENMESİ İÇİN ÇOK FONKSİYONLU KESİCİ 2018.10 MP200TR ARM KALIP VE LOKMALARININ YÜKSEK İLERLEME İLE İŞLENMESİ İÇİN ÇOK FONKSİYONLU KESİCİ Yeni ARM, çok fonksiyonlu
ARM KALIP VE LOKMALARININ YÜKSEK İLERLEME İLE İŞLENMESİ İÇİN ÇOK FONKSİYONLU KESİCİ 2018.10 MP200TR ARM KALIP VE LOKMALARININ YÜKSEK İLERLEME İLE İŞLENMESİ İÇİN ÇOK FONKSİYONLU KESİCİ Yeni ARM, çok fonksiyonlu
Yararları Üretimsel artış Birim maliyetinin azalması
 BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
Ürün Yenilikleri. Kalıp yapımı IV / 2014. H 1080 NF insörtler bağlama sistemi. CD katalog 5.8.4.0 Çevrim içi-katalog
 Ürün Yenilikleri Kalıp yapımı IV / 2014 CD katalog 5.8.4.0 Çevrim içi-katalog Ürün gruplarımızı tekrar genişletmekle, sizlerin talep ve önerilerinize karşılık vermeye çalışıyoruz. Bir sistem tedarikçisi
Ürün Yenilikleri Kalıp yapımı IV / 2014 CD katalog 5.8.4.0 Çevrim içi-katalog Ürün gruplarımızı tekrar genişletmekle, sizlerin talep ve önerilerinize karşılık vermeye çalışıyoruz. Bir sistem tedarikçisi
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
procoil diş tamir setleri
 GEWINDEreparaturwerkzeug Thread OutilS Schroefdraadreparatiegereedschap di GWINtów для de filettature filetages roscas ремонта Værktøj Herramienta Utensili Ferramenta Nástroj Narzędzie Комплект Unealtă
GEWINDEreparaturwerkzeug Thread OutilS Schroefdraadreparatiegereedschap di GWINtów для de filettature filetages roscas ремонта Værktøj Herramienta Utensili Ferramenta Nástroj Narzędzie Комплект Unealtă
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
Delik açma testereleri. Back
 Delik açma testereleri Back 208 Delik açma testereleri Genel bakış Bosch aksesuarları 11/12 Delik açma testereleri: her zaman doğru uzman Progressor, ü ile Sayfa 212 Sheet Metal, ü ile Sayfa 217 Multi
Delik açma testereleri Back 208 Delik açma testereleri Genel bakış Bosch aksesuarları 11/12 Delik açma testereleri: her zaman doğru uzman Progressor, ü ile Sayfa 212 Sheet Metal, ü ile Sayfa 217 Multi
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
B087TR RRD KESİCİ UÇLARI YUVARLAK FREZELER ÇOK YÖNLÜ PERFORMANS VE UZUN TAKIM ÖMRÜ
 RRD KESİCİ UÇLARI YUVARLAK FREZELER ÇOK YÖNLÜ PERFORMANS VE UZUN TAKIM ÖMRÜ 2018.02 B087TR RRD ÜRÜN ÖZELLIKLERI Kalıp ve kalıp lokmaları için yuvarlak kesici uçlu freze 60 HRC ye kadar işleme için çok
RRD KESİCİ UÇLARI YUVARLAK FREZELER ÇOK YÖNLÜ PERFORMANS VE UZUN TAKIM ÖMRÜ 2018.02 B087TR RRD ÜRÜN ÖZELLIKLERI Kalıp ve kalıp lokmaları için yuvarlak kesici uçlu freze 60 HRC ye kadar işleme için çok
B Vida dişi açma. Diş frezeleme. Vida dişi açma. HSS-E (-PM) kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143
 kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143") B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
Ø20.0 Ø20, Ø25 İşaret yok : Flanş şaft, Weldon
 King driller için teknik bilgi Maksimum delme verimliliği için en iyi tasarımlı uç KIN DRILL Takım kodlama sistemi K 5D 0 07 KIN / KORLOY Boy oranı (L/D) 2D, 2.5D, 3D, 3.5D, 4D, 4.5D, 5D Matkap çapı Şaft
King driller için teknik bilgi Maksimum delme verimliliği için en iyi tasarımlı uç KIN DRILL Takım kodlama sistemi K 5D 0 07 KIN / KORLOY Boy oranı (L/D) 2D, 2.5D, 3D, 3.5D, 4D, 4.5D, 5D Matkap çapı Şaft