ENDÜSTRİYEL ROBOTLAR VE ÜRETİMDE UYGULAMA ALANLARI
|
|
|
- Elmas Altıntop
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ENDÜSTRİYEL ROBOTLAR VE ÜRETİMDE UYGULAMA ALANLARI Doç. Dr. M. A. Sahir ARIKAN Makina Mühendisliği Bölümü Öğretim Üyesi CAD/CAM Merkezi Uzmanı Orta Doğu Teknik Üniversitesi

2

3 ENDÜSTRİYEL ROBOTLAR VE ÜRETİMDE UYGULAMA ALANLARI Doç. Dr. M. A. Sahir ARKAN Makina Mühendisliği Bölümü öğretim Üyesi CAD/CAM Merkezi Uzmanı Orta Doğu Teknik Üniversitesi 1. Giriş Robot kelimesi, ilk defa, Karel Capek isimli bir Çek yazann 1920 yılında yazdığı "Rossum'un Evrensel Robotları" isimli oyununda kullanılmıştır. Yazann ana dilinde bu kelime, köle anlamına gelmektedir. Oyunda robotlar Rossum ve oğlu tarafından insanlara hizmet etmek için yaratılmıştır. Daha sonra 1940'îarda Isaac Asimov robotlarla ilgili roman ve hikayeleriyle teknolojiye ışık tutmuş, hatta robotların davranışları ile ilgili kanunlar önermiştir. Birinci Kanun : Robot, hiçbir zaman insana zarar verecek hareketler yapmamalı, ancak, insanın zarar görebileceği durumlarda hareketsiz kalmamalıdır, İkinci Kanun : Birinci kanunu çiğnememek şartı ile, robot her zaman insana itaat etmelidir, Üçüncü Kanun : Birinci veya ikinci kanunları çiğnememek şartı ile, robot kendini korumalıdır. Günümüzde robot, Amerikan robot endüstrisi birliği (RIA - "The American Robot Industry Association") tarafından, programlanmış değişik hareketlerle, malzeme, parça, takım veya özel araçlar taşıyabilen, yeniden programlanabilme özelliğine sahip, çok amaçlı bir manipülatör olarak tanımlanmaktadır. Üretim açısından daha basit bir tanım vermek gerekir ise, programlanabilen, otomatik olarak harekeden tekrar edebilen ve endüstriyel ortamda iş yapabilen makina bir endüstriyel robottur.

4 Robotlann gelişmesindeki dönüm noktalarını aşağıdaki şekilde özetlemek mümkündür : Programlanabilir dokuma tezgahı, : Otomatik çıknk, : Ayaklan ile yürüyen araç, : Radyoaktif malzemeyi tutmak için teleoperatör, : Servo denetimli freze tezgahı, : Ük programlanabilir endüstriyel robot, : İlk ticari robot, : Mini bilgisayar kullanan ilk ticari endüstriyel robot. Son onbeş yılda verimliliği arttırmak için yoğun çalışmalar yapılmış ve değişik otomasyon yöntemleri geliştirilmiştir. Bu yöntemlerden birisi de programlanabilir otomasyon yöntemidir. Günümüzde robotlar bu tip uygulamalar için kullanılmaktadır. Örnek olarak kaynak, boyama veya döküm işleri verilebilir. Bu tür bir otomasyonda robotlann bilgisayar programlan değiştirilerek, değişik işleri yapabilmeleri sağlanabilmektedir. Robotlann imalatta kullanılması ile verimlilik önemli ölçüde artmaktadır. Örneğin, bir kaynak işlemi, robot kullanılarak İkİ veya üç kat daha verimli olmaktadır. Kaynak hatalannın azalmış olması da gözönüne alınırsa verimliliğin daha da artacağı görülür. Bir başka konu da bir robotun, kaliteyi düşürmeden çok sayıda parçayı, devamlı çalışarak imal edebilmesidir. Kaynağın robot tarafından yapılmasının getirdiği bir diğer avantaj da çalışan kişinin kaynak gazlanna ve zararlı ışınlara maruz kalmamasıdır. Robot kullanarak insanlann ulaşamayacağı yerlerde kaynak yapmak da mümkün olmaktadır. 2. Endüstriyel Robotların Yapısı Robotlann yetenekleri, çok basit noktadan noktaya hareketlerden, denetimi yapılabilen ve tam bir tümleşik imalat sisteminin bir parçası olarak kullanılan bilgisayar tarafından yönlendirilen karmaşık hareketlere kadar değişmektedir. Bundan dolayı, robot kullanımında, robotlann özellikleri iyi bilinmelidir. Kol tipi, eksen sayısı, yük taşıma kapasitesi, hareket hızı,' çalışma hacmi, güvenilirlik, tekrarlanabiîirlik, bellek, programlama yöntemi, hareket elemanları, denetim sistemleri ve koordinat sistemi gözönüne alınması gereken önemli noktalardır. Bütün robotlar Şekil 2.1'dc verilen ve aşağıda anlatılan ana parçalardan oluşmuştur. 2

5 1. Manipülatör. Mekanik hareketi yapan ve çoğunlukla "kol" olarak ta adlandırılan mekanik birimdir. Kolun ucunda değişik uç elemanlarının bağlanması için bir de "bilek" bulunmaktadır. Manipülatör aşağıdaki parçalardan oluşmuştur. - Makanik elemanlar ve eklemler, - Geri besleme elemanlan, - Mekanik elemanlan dişli, zincir, vb. kullanarak hareket ettiren hareket elemanlan. 2. Uç elemanları. Manipülatörün ucundaki bileğe bağlanan ve "el" olarak ta adlandınîan, robotun istenilen işi yaparken kullandığı kavrayıcı, takım, aparat veya algılayıcılardır. 3. Cüç birimi. Hareket elemanlarına gereken enerjiyi sağlayan birimdir. Güç birimi üç değişik tipte olabilir. - Elektrikli, - Hidrolik, - Pnömatik. 4. Denetim sistemi. Robotun beyni olarak kabul edilebilir. Denetim sisteminin başlıca görevleri aşağıda verilmiştir. - Hareketin başlatılması ve bitirilmesi, - Hareket için gerekli verinin depolanması, - Dış dünya - diğer majdnalar ve insanlar - ile iletişim kurulması. 3

6 2.1. Manipülatör Manipülatör, robotun hareketini sağlayan mekanik kısımdır. Bir robotun iş parçalarına ve takımlara erişebilmesi için kol ve bilek kısımlarının uyum içerisinde hareketi sağlanmalıdır. Aynı zamanda, robotun çalışma hacmi de bu uzuvlann uzunluğuna ve hareket elemanlanna bağlıdır. Çalışma hacmi içerisinde elin belirli bir noktaya ulaşabilmesi için üç serbestlik derecesi gerekmektedir. Bunun için de üç eklem kullanmak zorunludur. Bu kol ile sağlanmaktadır. Bu durumda karşımıza çeşitli kol geometrileri ve bunlann kinematik özellikleri çıkmaktadır. Bugüne kadar robot imalatçılan aşağıdaki kol geometrilerini kullanmışlardır. Bu geometriler Şekil 2.2'de verilmiştir. 1. Kartezyen, 2. Silindirik, 3. Küresel, 4. Dönel. Kartezyen Silindirik Küresel Dönel Şekil 2.2. Robot Kol Geometrileri Kol geometrisi değiştikçe robotun çalışma hacmi de değişmektedir. Değişik uygulamalar için, değişik kol geometrileri uygun olmaktadır. Örneğin dönel kol, bir kap içerisindeki iş parçasına ulaşmayı gerektiren uygulamalar için daha uygundur. Günümüzde endüstriyel robotlarda doğrusal kayar ve/veya döner eklemler kullanılmaktadır. Her eklemin bir serbestlik derecesi vardır. Bütün bu kol geometrilerinde kol eli yönlendirmek için bîr bilek taşımaktadır. Genellikle, ele istenilen yönlendirmeyi verebilmek için bilek de kol gibi üç serbestlik derecesine sahiptir. Yani, genelde, bir robot toplam olarak altı serbestlik derecesine sahiptir. Robotun çeşitli işleri yapabilmesi için bileğine bir uç elemanı bağlanmaktadır. 4

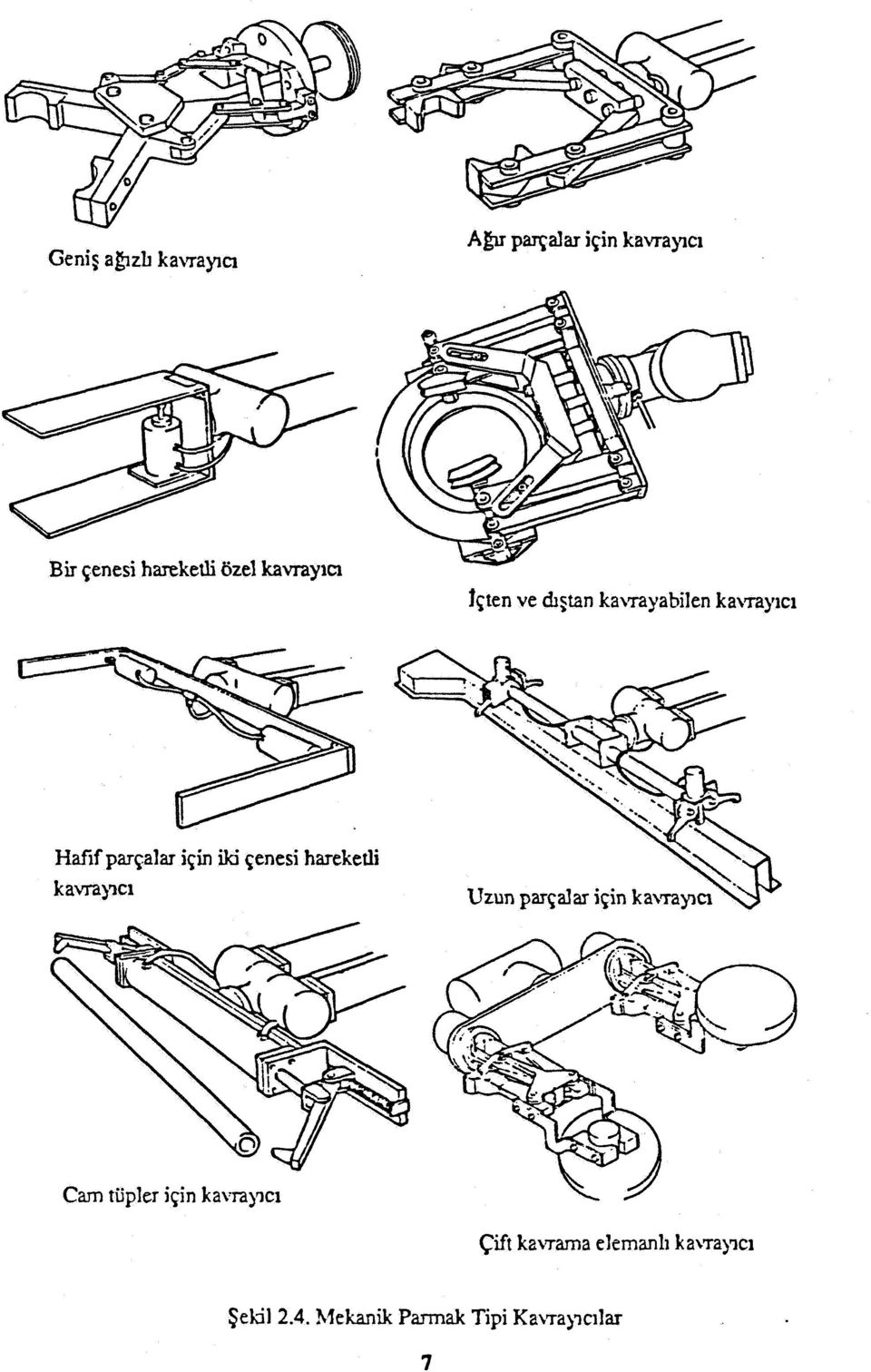
7 2.2. Uç Elemanları İstenilen işlerin yapılabilmesi için robotun bileğine kavrayıcı, takım, aparat ve algılayın gibi değişik uç elemanları bağlanabilmektedir Kavrayıcılar Kavrayıcılar, bir işlem için kullanılacak parçayı yakalamak, tutmak ve işlem bittikten sonra da bırakmak için robot bileğine bağlanmış mekanizmalardır. Hidrolik veya pnömatik bir sistem ya da bir motor tarafından verilen hareketi, kavrama hareketine çevirerek çalışırlar. Kavranacak malzemenin özelliklerine göre değişik kavrama yöntemleri ve kavrayıcılar gerekmektedir. Robotlarda kullanılan kavrayıcı ve taşıyıcılar aşağıda verilmiştir. 1. Mekanik parmak tipi kavrayıcılar, 2. Kancalı kavrayıcılar, 3. Taşıma platformları, 4. Kepçe ve potalar, 5. Manyetik kavrayıcılar, 6. Vakumlu kavrayıcılar, 7. Yapışkan parmaklı kavrayıcılar, 8. Universal kavrayıcılar. İmalatta kullanılan çok çeşitli parmak tipi kavrayıcılar vardır. Bunlar iki ya da üç parmaklı olabilirler, ancak çoğunluğu üd parmaklı kavrayıcılar oluşturmaktadır. Bunları hareket ettirmek için kol, dişli, kam mekanizması, vida veya makara-ip kullanılabilir. Sandard kavrayıcılar ucuz ve çok amaçlı kavrayıcılardır. Bu kavrayıcılara, kavranacak iş parçasının şekline göre değişik parmakların monte edilmesi mümkündür. Ancak orta ağırlıkta parçaların kaldırılmasında kullanılabilirler. Mekanizması, parmaklar kapandığı zaman iş parçasına en büyük kuvveti etki ettirecek şekilde tasanmlanınıştır. Düz yüzeyli parçaların kavranmasında kendiliğinden hizalanan parmaklar yaygın olarak kullanılmaktadır. Parmak değiştirmeden, değişik ölçülerdeki iş parçalarını yakalamak için üzerinde birden fazla oyuk olan parmaklar kullanılabilir. Standard kavrayıcı ve parmaklan Şekil 2.3'te, mekanik parmak tipi kavrayıcılar için bazı örnekler Şekil 2.4'te verilmiştir. Kancalı kavrayıcılar, iş parçası üzerindeki uygun kısımlara kancanın takılmasıyla çalışmaktadır. Tozlar, küçük taneli malzemeler, sıvılar ve ergimiş metal taşımak için kepçe ve potalar kullanılmaktadır. 5

8 Şekil 2.3. Standard Kavrayıcı ve Parmaklan Demir malzemenin manipülasyonu için manyetik kavrayıcılar oldukça önemlidir. Bu iş için elektromıknatıslar veya sabit mıknatıslar kullanılabilir. Patlama tehlikesi olan işlerde sabit mıknatıslar kullanılmalıdır. Manyetik kavrayıcılar kullanıldığında iş parçasının konumlandırılmasının hassas olmasına gerek yoktur. Kavrama işlemi de bir anda olduğundan oldukça fazla zaman kazanılmaktadır. Düz yüzeyli ve manyetik kavrayıcılarla yakalanamıyan parçalar için vakumlu kavrayıcılar kullanılabilir. Küçük ve hafif parçalar için vakum pompası kullanılmasına gerek yoktur. Küçük vakum pabuçlarının içinde havanın sıkıştırılıp, dışan bırakılması ile vakum elde edilmektedir. Büyük ve ağır parçaîann kavranması için vantuzlar, borularla vakum pompasına bağlanmakta, pompa havayı emerek vantuzun içinde gerekli vakumun oluşmasını sağlamaktadır. Montajda kullanılan robotların, değişik şekilîerdeki parçalan kavrayabilmeleri ve işlemleri yapabilmeleri oldukça zordur. Bu zorluklan yenmek için genellikle insan elini örnek alan kavrayıcılar geliştirilmektedir. Universal kavrayıcı adı verilen bu tip kavrayıcılara örnekler Şekil 2.5'te verilmiştir. 6

9
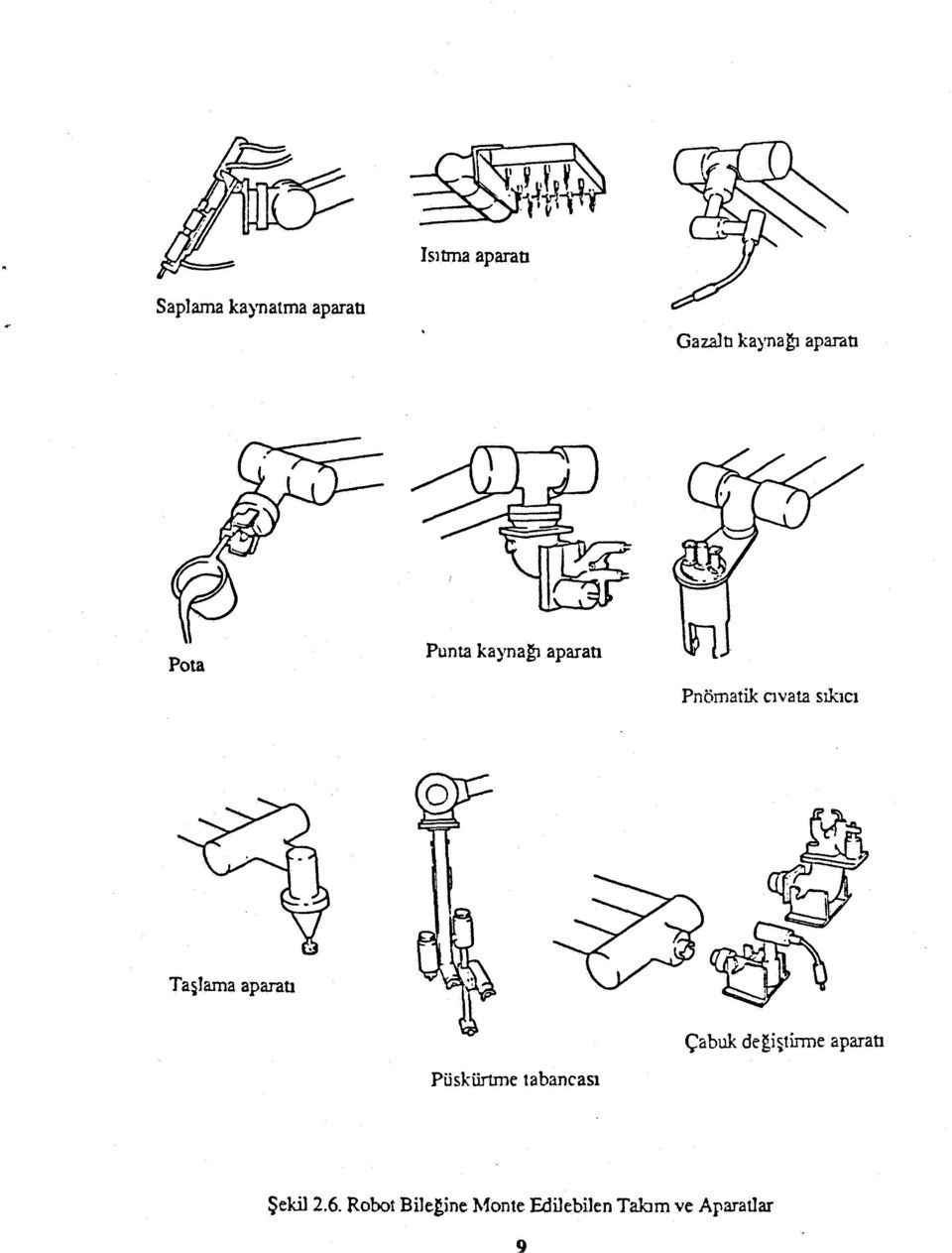
10 Şekil 2.5. Universal Kavrayıcılar Takım ve Aparatlar Robotların takım ve aparat kullanabilmesini sağlamak için bunların robot bileğine monte edilmesi gerekmektedir. Bir işlem için kullanılacak birden fazla takım varsa, çabuk değiştirilebilen bağlantılar kullanılabilir. Bu durumda robot gereken işleme göre seçimi yapmakta ve uygun takım veya aparatı bileğine bağlamaktadır. Bu tip takım ve apartlara örnekler Şekil 2.6'da verilmiştir Algılayıcılar Bazı uygulamalarda robotun çevresinden haberdar olabilmesi için algılayıcılara ihtiyacı olmaktadır. Bu algılayıcılar aşağıda verilmiştir. 1. Görüntü algılayıcıları. Görüntü algılama sisteminin temelini video kamera, ışık kaynağı ve görüntünün değerlendirilmesi için geliştirilmiş olan bir bilgisayar programı oluşturmaktadır. Video kamera ya robota monte edilmekle ya da robotun üzerinde sabit bir yerde bulunmaktadır. Elde edilen görüntüyü değerlendiren bilgisayar, bir cismin varlığını anlayabilmekte, yerini ve duruş şeklini tesbit edebilmektedir. Bu şekilde robotun aşağıdaki işleri yapabilmesi mümkün olmaktadır. 8

11
12 - Bir konveyor üzerine gelişigüzel yerleştirilmiş parçalan alabilmesi, - Diğer parçalar ile karışını ş parçalan tanıyabilmesi, - Muayene işlemlerini yapabilmesi, - Montaj işlemlerini kolayca yapabilmesi. 2. Temas ve yaklaşma algılayıcıları. Bu tür algıîayıcılann yardımıyla robotun bir parçaya temas edip etmediğini, veya yakınında bir parçanın bulunup bulunmadığını anlaması mümkün olmaktadır. Bu şekilde bazı montaj ve muayene işlemleri kolaylıkla yapılabilmektedir Güç Birimi Robotun her eklemi için bir hareket elemanı gerekmektedir. Kolu ve bileği hareket ettiren elemanlara ek olarak çeşitli kavrayıcılar için de hareket elemanlanna ihtiyaç vardır. Robot hareket elemanları elektrikli, pnömatik veya hidrolik güç birimleri tarafından beslenmektedir. Genellikle elektrikli güç birimleri pnömatik veya hidrolik güç birimleri ile birlikle kullanılmaktadır. Günümüz endüstriyel robotlarının yaklaşık % 30 unda pnömatik, % 20 sinde elektromekanik güç birimleri ve hareket elemanları mevcuttur. Bu tür elemanlar genellikle küçük veya orta boy robotlarda kullanılmaktadır. Büyük robotlar için en uygun sistemler hidrolik sistemlerdir. Çünkü, hidrolik silindir ve motorlar hassas bir denetimle yüksek kuvvet ve güçler uygulayabilmektedirler. Aynca, boyama gibi patlama tehlikesinin bulunduğu işlerde hidrolik sistemler tercih edilmelidir. Elektromekanik sistemler arasında servornotorlar, adımlı moîorlar, doğrusal ve döner selonoidler sayılabilir. Pnömatik sistemler ucuz, az bakımlı fakat basit ve hafif işler için uygundur. Bu sistemlerde konum ve hız denetimi zordur Denetim Sistemi Bir işlemi gerçekleştirmek için robotun hareket eîemanlannın iki şekilde denetimi yapılabilir. 1. Noktasal ("Point-to-point") denetim. Bu denetim tipinde uzuvların başlangıç ve son konumlan önemlidir. Bu tip robotlar genellikle, bir malzemeyi veya takımı bir yerden ahp diğer bir yere götürmekte kullanılır. Bu iki yer arasında ise roboutun nasıl hareket ettiği önemli değildir. Uygulama alanları arasında tezgahlara parça yüklenmesi ve boşaltılması ve punta kaynağı bulunmaktadır. 10

13 2. Eğrisel ("Contouring") veya sürekli yol ("Continuous path") tipi denetim. Bu denetim tipinde robotun hareket ettiği bütün yol boyunca denetimi yapılmakta ve uç elemanının istenilen bir eğri boyunca hareket etmesi mümkün olmaktadır. Uygulama alanları olarak, boyama, kaynak ve konveyor üzerinde hareket eden parçaların yakalanması sayılabilir. 3. Endüstriye! Robotların Programlanması Endüstriyel robotların bir işin yapılabilmesi için dört değişik şekilde programlanması mümükündür. 1. Manuel programlama. Bu yöntem ile programlama aslında bir programlama işlemi değil bir ayarlama işlemidir. Basit robotlar için kullanılan bu yöntemde robot, mekanik durdurucular, kamlar, şalterler ve rölelerin ayarlanması sonucu istenilen hareketleri yapacak hale getirilmektedir. Genellikle noktasal denetime sahip robotların basit işler için programlanması bu şekilde yapılmaktadır. 2. Gezdirerek programlama. Bu yöntemde programcı, robutun kolunu işin yapılacağı şekilde sanki o işi yapıyormuş gibi hareket ettirmekte, bu esnada konum, hız ve diğer ilgili veriler robotun denetim sistemi tarafından hafızaya alınmaktadır. Daha sonra robotun aynı hareketleri istenilen hızda tekrar etmesi mümkün olmaktadır. Bu programlama yöntemi robotun boyama ve kaynak işleri için programlanmasında kullanılmaktadır. 3. Yol göstererek programlama. Bu yöntemde programcı, robotun kolunu, elinde bulunan bir öğretme aracının üzerindeki düğmeler ve kontroîîar yardımıyla robotun hareket elemanlarını kullanarak hareket ettirmekte, ve hareket esnasında gerekli verilerin robotun denetim sistemi tarafından hafızaya alınmasını sağlamaktadır. Daha sonra robotun aynı hareketleri tekrar etmesi mümkün olmaktadır. Bu programlama yöntemi kolay ve kullanışlı bir yöntem olması nedeni ile sıkça kullanılmaktadır. 4. Programlama dilleri ile programlama. Bu yöntemde robot tarafından yapılması istenilen hareketler, sayısal denetim parça programının hazırlanmasına benzer bir şekilde programlanmakta ve robotun hafızasına yüklenmektedir. Bu programlama yöntemi için sayısal denetim programlama dillerine benzeyen diller kullanılmaktadır. VAL ("Victor's Assembly Language") ve MCL ("Machine Control Language") bu programlama dillerinden ikisidir. 11

14 4. Endüstriyel Robotların Uygulama Alanları Robotlar günümüzde çok değişik alanlarda kullanılmaktadır. Robotların uygulama alanları aşağıdaki şekilde sınıflandırılabilir. I. Yalnız yer değiştirmenin gerektiği uygulamalar. 1. Makinalann yükleme ve boşaltılması, a. Takım tezgahlan, b. Plastik parça imalatı, c. Pres döküm, d. Hassas döküm, e. Dövme, f. Fırınların doldurulup boşaltılması, g. Isıl işlem, h. Dökümhane işleri, ı. Pres işleri. 2. Malzeme manipülasyonu, 3. İstifleme. II. Yer değiştirmenin ve işlem yapmanın gerektiği uygulamalar. 1. Punta kaynağı, 2. Ark kaynağı, 3. Mekanik ve elektrik ile ilgili parçaların montajı, 4. Elektronik parçaların montajı, 5. Boyama, 6. Kesme, 7. Muayene, 8. El aletleriyle yapılan işlemler. Robotlar, bunların yamsıra aşağıdaki uygulamalar için de kullanılmaktadır. 1. Deri ile ilgili işlemler, 2. Ayakkabı imalatı, 3. Kauçuk ile ilgili işlemler, 4. Asbest ile ilgili işlemler, 5. Gıda maddeleri ile ilgili işlemler, 6. Kil ve çimento kullanılarak yapılan imalatlar, 7. Cam endüstrisi, 8. Giyim endüstrisi, 9. Ağaç endüstrisi. 12

15 Robotlar, insanlar için tehlikeli ve zararlı olabilecek şartlara sahip ortamlarda da kullanılmaktadır. Bu uygulama alanları aşağıda verilmiştir. 1. Kömür madenleri, 2. Uzay çalışmaları, 3. Su altı çalışmaları, 4. Radyoaktif malzeme manipülasyonu. Yukarıda verilen uygulama alanları arasında, robotlar, en fazla kaynak işlerinde kullanılmaktadır. Bunu makina yükleme ve boşaltılması, dökümhane işleri ve boya püskürtme izlemektedir. Amerika Birleşik Devîetleri'ndeki robotlann uygulama alanîanna göre dağılımı Tablo 4.1'de verilmiştir. Tablo 4.1. Robotlann Uygulama Alanlarına Göre Dağılımı Uygulama Alanı Kaynak Makinalann yükleme ve boşaltılması Dökümhane işleri Diğer uygulamalar Boyama Montaj Kullanılan Robotlann Bütün Robotlara Oranı [%] Î. Makinalann Yükleme ve Boşaltılması Makinaların yükleme ve boşaltılması işlerinde robotlar iki değişik şekilde kullanılmaktadır. İlk tür uygulamada sabit bir robotun çevresine gerekli takım tezgahlan konulmakta ve iş parçası robot tarafından operasyon sırasına göre Şekil 4.1'de gösterildiği gibi tezgahlara yüklenmektedir. Parçalann işlem süresi uzun ise robot uzun süre boş kalmakta, bu da işi ekonomik olmaktan çıkarmaktadır. Böyle durumlarda, robotun daha fazla tezgaha ulaşabilmesi ve gerekli yükleme boşaltma işlerini yapabilmesi için hareketli hale getirilmesi gerekmektedir. Bunun için robot raylar üzerinde monte edilmekte ve ray boyunca gerekli tezgahlar sıralanmaktadır. 13

16 Şekil 4.1. Robotun Takım Tezgahlarını Yükleme ve Boşaltmada Kullanılması Plastik parça imalatında kullanılan enjeksiyon majdnalan robotlar tarafından kolaylıkla işletilebilmektedir. Robotlar bu tip bir imalat esnasında aşağıdaki işleri de yapabilmektedir. - Bir makina veya maldnalardan parça alınması, - Çapak temizlenmesi, - Parça istiflenmesi, paketlenmesi. Pres döküm, ergimiş metal malzemenin, basınç altında kalıp içerisine gönderilmesi ve metal katılaşıncaya kadar basıncın uygulanmaya devam edilmesi işlemidir. Daha sonra parça kalıptan alınıp gerektiğinde su banyosuna atılmaktadır. Sonra kesme ve çapak temizleme işlemleri gerekirse yapılmaktadır. Kalıbın uzun ömürlü olması için her dökümden sonra soğutulması, temizlenmesi ve refrakter malzeme ile kaplanması gerekmektedir. Bu işlemler için parçanın değişik yerlere taşınması Şekil 4.2'de gösterildiği gibi robotlar tarafından yapılabilmektedir. Gerektiğinde robotlar kalıbın temizlenip refrakter malzeme ile kaplanması işlerini de yapabilmektedir. 14

17 Şekil 4.2. Robotun Pres Döküm işinde Kullanılması Dövme işleminde, malzeme genellikle ısıtılmakta ve üzerine değişik yöntemlerle kuvvetler uygulanarak şekli değiştirilmektedir. Bu işlemde robotlar sıcak parçaların taşınması için kullanılmaktadır. Parçanın fınndan alınıp prese getirilmesi, biten parçanın alınması, robotlar tarafından yapılabilmektedir. İmalat için birden fazla istasyonu olan kalıp kullanılıyor ise iş parçasının önce ilk istasyona yerleştirilmesi, işlem bitinceye kadar beklenmesi ve parçanın sonraki istasyonlara taşınması da robotlar tarafından yapılabilmektedir. Dövme esnasında parçanın şekli ve boyutları devamlı değiştiğinden özel kavrayıcılar gerekmektedir. Isıl işlem ve diğer fınn kullanılan işlemlerde robotlar kolaylıkla kullanılabilmektedir. Kavrayıcılar yüksek sıcaklıktan etkilenmedikleri için fınndan çıkan sıcak malzemeyi kolaylıkla tutup taşıyabilmektedirler. Döküm işlemi dört ana basamaktan oluşmuştur. Metalin eritilmesi, kalıba dökülmesi, soğuyan parçanın kalıptan çıkarılması, döküm parçanın temizlenmesi. Bunların arasında robotlar en çok temizleme işlerinde kullanılmaktadır. Ergimiş metalin potaya alınıp, kalıba dökülmesi işlemi için robotların kullanıldığı uygulamalar da vardır. Robotlar pres işlerinde yine iş parçalarının taşınması işinde kullanılmaktadır. İşlemin uzun sürdüğü durumlarda ise iki veya daha fazla prese iş parçası yüklenmesi ve alınması işleri aynı robot tarafından yapılabilmektedir. Pres işlerinde robot kullanılmasıyla işlemler daha hızlı yapılmakta, birtakım nedenlerle meydana gelen iş kazaları da ödenebilmektedir. 15

18 4.2. İstifleme Üretilmiş parçalan sioklamak için depolara tek tek taşımak yerine, önce bir palet üzerine yerleştirmek, sonra bu paleti taşımak daha uygun olmaktadır. Parçalar robot tarafından palet üzerine belli bir sıraya göre diyebilmektedir. Aynca imalatın çeşitli aşamalarında parçalann taşınması için de paletlerin kullanılması kolaylık getirmektedir. Bazen de, bir depoda bulunan değişik parçalann toplanıp aynı palet üzerine istiflenmesi gerekmektedir. Böyle durumlarda gelişmiş bir robot depoda dolaşarak gerekli parçalan seçip palet üzerine istifleyebilmektedir. Robota değişik bir istifleme yaptırmak için yapılacak tek şey programın değiştirilmesidir. Bu şekilde robot yeni işine çok kolay intibak edebilmektedir Kaynak Punta kaynağının robotlara yaptınlmasına ilk önce otomotiv endüstrisinde başlanmıştır. General Motors'da 1969 yılından, Daimler Benz'de 1970 yılından bu yana gövde kaynaklan robotlar tarafından yapılmaktadır. Volkswagen ve Renault firmaları kendi robotlannı geliştirmiş ve imal etmiştir. Otomobil gövdesinin oldukça karmaşık bir geometriye sahip olması nedeniyle üzerinde kaynak yapılması oldukça güçtür. Bunun için, değişik modellere göre gerekli işlemlerin robot hafızasına depolanması gerekmektedir. Bileğine punta kaynağı aparatı bağlanmış robot veya robotlar kaynatılacak modele uygun programlan kullanarak gövdeyi kaynatırlar. Bu işlem hızlı, hassas ve güvenilir bir işlemdir. Ark kaynağı, punta kaynağından daha karmaşık bir işlemdir. Tecrübeli bir kaynakçı en iyi kaynatma açısını, kaynatma süresini ve besleme gerilimini kolaylıkla ayarlayabilir. Bir robotun da bu işleri en iyi şekilde yapabilmesi için kaynakçının hareketlerini aynen takip etmesi gerekmektedir. Bunun için bu hareketler robota bir kaynakçı tarafından öğretilir ve gerekli bilgiler robot hafızasına kaydedilir. Bu iş için sürekli yol denetim sistemine sahip robotlar tercih edilmelidir. 4A. Montaj Montaj, önceden imal edilmiş, hazırlanmış parçaîann birleştirilmesi işlemidir. Bu işlem genellikle sabit istasyonlarda yapılmaktadır. Gerekli parçalar belli yerlerden, belli bir sıraya göre alınıp birleştirilmektedir. Günümüzde, robotlann montajda kullanım alanlan oldukça sınırlıdır. Bunun başlıca iki nedeni vardır. Birincisi, robotlann, bir yerde kanşık olarak bulunan parçalan tanıması ve alması oldukça güç olmaktadır. Diğeri ise çok amaçlı 16

19 kavrayıcıların bulunamamasıdır. Çeşitli algılayıcıların ve yazılımların da geliştirilmesi ve piyasaya sürülmesiyle robotların bu alanda kullanımı daha da yaygınlaşacaktır Boyama Boyama, bugün, robotların yaygın olarak kullanıldığı alanlardan biridir. Özellikle, otomotiv endüstrisinde ve iyi sonuç istenen birçok alanda boyama işlemi robotlar tarafından yapılmaktadır. Robotların bu alanda kullanılmasının diğer bir nedeni de boyahanelerde çalışma şarüanmn ağır ve atmosferin kirli olmasıdır. Boyama işleminde, takip edilecek yol başlangıç ve bitiş noktalarından çok daha önemlidir. Bu yüzden sürekli yol denetimi uygulanmaktadır. Robota, takip edilecek yol tecrübeli bir boyacı tarafından öğretildikten sonra, boyama işlemi birçok defa hassas olarak tekrarlan abilmektedir. Boyama işleminde robot kullanılmasıyla birlikte, boyahanelerdeki temiz hava ve enerji ihtiyacı azalmakta, temiz, kaliteli bir boya elde edilmekte, böylece malzeme ve işçilik maliyetleri düşmektedir Diğer tşlemîer Yukarıda anlatılanların yanısıra, Şekil 4.3'te görüldüğü gibi robotların bileklerine kesici takımlar bağlanarak, kesme, delme, taşlama, çapak temizleme gibi işler için de kullanılması mükündür. Şekil 4.3. Robotun Delik Delme İşinde Kullanılması 17

20 4.7. Robotların Kullanıla bileceği veya Seyrek Kullanıldığı Alanlar Robotlar aşağıdaki alanlarda da kullanılmaktadırlar veya kullanılma potansiyeline sahiptirler. - Deri ve ayakkabı işlerinde majdna yükleme ve boşaltmada, - Otomobil lastiği üretiminde, - Asbest parçaların taşınmasında ve özellikle taşlanmasında, - Gıda maddelerinin taşınması, paketlenmesi ve muayenesinde, - Tuğla, porselen ve benzeri parçaların imalat ve istiflenmesinde, - Cam eşyanın emniyetli bir şekilde taşınmasında, - Giyim endüstrisinde dikiş makinalannın yükleme ve boşalolmasında, - Ağaç endüstrisinde kesme, şekillendinne ve montaj işlerinde, ve istiflemede. 18

MESLEK YÜKSEKOKULU ELEKTRONİK VE OTOMASYON BÖLÜMÜ MEKATRONİK PROGRAMI ENDÜSTRİYEL ROBOTLAR DERS NOTLARI. Öğr. Gör. Kadir GELİŞ
 MESLEK YÜKSEKOKULU ELEKTRONİK VE OTOMASYON BÖLÜMÜ MEKATRONİK PROGRAMI ENDÜSTRİYEL ROBOTLAR DERS NOTLARI Öğr. Gör. Kadir GELİŞ AĞRI- 2014 1 ÖNSÖZ Günümüz teknolojisine paralel olarak insanın yeri günden
MESLEK YÜKSEKOKULU ELEKTRONİK VE OTOMASYON BÖLÜMÜ MEKATRONİK PROGRAMI ENDÜSTRİYEL ROBOTLAR DERS NOTLARI Öğr. Gör. Kadir GELİŞ AĞRI- 2014 1 ÖNSÖZ Günümüz teknolojisine paralel olarak insanın yeri günden
Sakarya Üniversitesi - Bilgisayar Mühendisliği
 Dr. Seçkin Arı Giriş Seçkin Arı M5 415 ari@sakarya.edu.tr Kitap J.J. Craig, Introduction to Robotics, Prentice Hall, 2005 B. Siciliano,, RoboticsModelling, Planning, andcontrol, Springer, 2009 Not %12
Dr. Seçkin Arı Giriş Seçkin Arı M5 415 ari@sakarya.edu.tr Kitap J.J. Craig, Introduction to Robotics, Prentice Hall, 2005 B. Siciliano,, RoboticsModelling, Planning, andcontrol, Springer, 2009 Not %12
1. Bölüm Endüstriyel Robotlara Genel Bakış
 1. Bölüm Endüstriyel Robotlara Genel Bakış 1. Bölüm: Endüstriyel Robotlara Genel Bakış 1.1. Endüstriyel Robot Robotik genel anlamda makina, elektrik-elektronik ve bilgisayar gibi alanların birleşiminden
1. Bölüm Endüstriyel Robotlara Genel Bakış 1. Bölüm: Endüstriyel Robotlara Genel Bakış 1.1. Endüstriyel Robot Robotik genel anlamda makina, elektrik-elektronik ve bilgisayar gibi alanların birleşiminden
MEKANİZMA TEKNİĞİ (1. Hafta)
") Giriş MEKANİZMA TEKNİĞİ (1. Hafta) Günlük yaşantımızda çok sayıda makina kullanmaktayız. Bu makinalar birçok yönüyle hayatımızı kolaylaştırmakta, yaşam kalitemizi artırmaktadır. Zaman geçtikce makinalar
Giriş MEKANİZMA TEKNİĞİ (1. Hafta) Günlük yaşantımızda çok sayıda makina kullanmaktayız. Bu makinalar birçok yönüyle hayatımızı kolaylaştırmakta, yaşam kalitemizi artırmaktadır. Zaman geçtikce makinalar
ROBOTİK VE ENDÜSTRİYEL ROBOTLAR
 HALİÇ ÜNİVERSİTESİ İŞLETME FAKÜLTESİ İŞLETME ENFORMATİĞİ BÖLÜMÜ ROBOTİK VE ENDÜSTRİYEL ROBOTLAR Yrd. Doç. Dr. Turan ŞİŞMAN 2017 - İSTANBUL AJANDA Robotik Etimoloji Kilometre Taşları Tanımlar ve Yasalar
HALİÇ ÜNİVERSİTESİ İŞLETME FAKÜLTESİ İŞLETME ENFORMATİĞİ BÖLÜMÜ ROBOTİK VE ENDÜSTRİYEL ROBOTLAR Yrd. Doç. Dr. Turan ŞİŞMAN 2017 - İSTANBUL AJANDA Robotik Etimoloji Kilometre Taşları Tanımlar ve Yasalar
Mekanizma Tekniği. Fatih ALİBEYOĞLU Ahmet KOYUNCU -1-
 Mekanizma Tekniği Fatih ALİBEYOĞLU Ahmet KOYUNCU -1- 2 Mek. Tek. DERSİN İÇERİĞİ DERSİN AMACI Mekanizma Tekniğinde Ana Kavramlar Eleman Çiftleri Kinematik Zincirler Serbestlik Derecesi Üç Çubuk Mekanizmaları
Mekanizma Tekniği Fatih ALİBEYOĞLU Ahmet KOYUNCU -1- 2 Mek. Tek. DERSİN İÇERİĞİ DERSİN AMACI Mekanizma Tekniğinde Ana Kavramlar Eleman Çiftleri Kinematik Zincirler Serbestlik Derecesi Üç Çubuk Mekanizmaları
Robot Bilimi. Robotların Sınıflandırılması
 Robot Bilimi Robotların Sınıflandırılması Öğr. Gör. M. Ozan AKI r1.0 Robot Teknolojisinin Temelleri Robot bilimi, birçok mühendislik dalını kapsar. Teknoloji Düzeyi Hareket Güç Açık Çevrim Denetim Dış
Robot Bilimi Robotların Sınıflandırılması Öğr. Gör. M. Ozan AKI r1.0 Robot Teknolojisinin Temelleri Robot bilimi, birçok mühendislik dalını kapsar. Teknoloji Düzeyi Hareket Güç Açık Çevrim Denetim Dış
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
BİLGİSAYAR DESTEKLİ ÜRETİM (CAM)
") BİLGİSAYAR DESTEKLİ ÜRETİM (CAM) Doç. Dr. M. A. Sahir ARIKAN Makina Mühendisliği Bölümü Öğretim Üyesi CAD/CAM Merkezi Uzmanı Orta Doğu Teknik Üniversitesi BİLGİSAYAR DESTEKLİ ÜRETÎM (CAM) Doç. Dr. M.
BİLGİSAYAR DESTEKLİ ÜRETİM (CAM) Doç. Dr. M. A. Sahir ARIKAN Makina Mühendisliği Bölümü Öğretim Üyesi CAD/CAM Merkezi Uzmanı Orta Doğu Teknik Üniversitesi BİLGİSAYAR DESTEKLİ ÜRETÎM (CAM) Doç. Dr. M.
MEKANİK SİSTEMLERİN DİNAMİĞİ (1. Hafta)
") MEKANİK SİSTEMLERİN DİNAMİĞİ (1. Hafta) TEMEL KAVRAMLAR Giriş Günlük yaşantımızda çok sayıda makina kullanmaktayız. Bu makinalar birçok yönüyle hayatımızı kolaylaştırmakta, yaşam kalitemizi artırmaktadır.
MEKANİK SİSTEMLERİN DİNAMİĞİ (1. Hafta) TEMEL KAVRAMLAR Giriş Günlük yaşantımızda çok sayıda makina kullanmaktayız. Bu makinalar birçok yönüyle hayatımızı kolaylaştırmakta, yaşam kalitemizi artırmaktadır.
TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM
 TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM 2 HAKKIMIZDA Ankara Ostim OSB de 1990 yılında kurulan Yeter Makina, talaşlı imalat amacıyla kurulduktan kısa bir süre sonra parça üretimi ve mekanik sistem üretimine
TANITIM KATALOĞU SİZ İSTEYİN BİZ YAPALIM 2 HAKKIMIZDA Ankara Ostim OSB de 1990 yılında kurulan Yeter Makina, talaşlı imalat amacıyla kurulduktan kısa bir süre sonra parça üretimi ve mekanik sistem üretimine
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TEK KAYNAKTAN TÜM HAREKET VE KONTROL TEKNOLOJİLERİ
 TEK KAYNAKTAN TÜM HAREKET VE KONTROL TEKNOLOJİLERİ 2 Hidropar Ankara A.Ş. Hidropar Ankara A.Ş. 3 ENDÜSTRİYEL HİDROLİK MOBİL HİDROLİK Hidroliğin her alanında maksimum hız, kuvvet ve kontrol Üstün performans
TEK KAYNAKTAN TÜM HAREKET VE KONTROL TEKNOLOJİLERİ 2 Hidropar Ankara A.Ş. Hidropar Ankara A.Ş. 3 ENDÜSTRİYEL HİDROLİK MOBİL HİDROLİK Hidroliğin her alanında maksimum hız, kuvvet ve kontrol Üstün performans
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
5.22. OTOMATİK SU ÇEKME VE TAŞIMA SİSTEMİ
 5.22. OTOMATİK SU ÇEKME VE TAŞIMA SİSTEMİ Prof. Dr. Asaf Varol avarol@firat.edu.tr GİRİŞ Bu projede sıvı maddelerin, bulunduğu yerlerden çıkartılıp taşınması otomasyonu yapılmaktadır. Projenin adı her
5.22. OTOMATİK SU ÇEKME VE TAŞIMA SİSTEMİ Prof. Dr. Asaf Varol avarol@firat.edu.tr GİRİŞ Bu projede sıvı maddelerin, bulunduğu yerlerden çıkartılıp taşınması otomasyonu yapılmaktadır. Projenin adı her
TEHLİKELİ ENERJİNİN KONTROLÜ. ETİKETLEME ve KİLİTLEME SİSTEMLERİ. Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için eğitim Seti
 TEHLİKELİ ENERJİNİN KONTROLÜ ETİKETLEME ve KİLİTLEME SİSTEMLERİ Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için eğitim Seti NEDEN ENERJİNİN KONTROLÜ? Kontrolsüz Enerji Ölümcüldür! TEHLİKELİ
TEHLİKELİ ENERJİNİN KONTROLÜ ETİKETLEME ve KİLİTLEME SİSTEMLERİ Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için eğitim Seti NEDEN ENERJİNİN KONTROLÜ? Kontrolsüz Enerji Ölümcüldür! TEHLİKELİ
ALFABETİK SIRALAMA SIRA İŞÇİLİK UNVANI PUAN GRUP
 1 AĞIR DONANIM İŞÇİLİĞİ-A 730 VIII 2 AĞIR DONANIM İŞÇİLİĞİ-B 675 VII 3 AĞIR DONANIM İŞÇİLİĞİ-C 610 VI 4 AĞIR VASITA ŞOFÖRLÜĞÜ 635 VII 5 AĞIR VASITA TECRÜBE KONTROLÖRLÜĞÜ 735 VIII 6 AHŞAP AMBALAJ İŞÇİLİĞİ
1 AĞIR DONANIM İŞÇİLİĞİ-A 730 VIII 2 AĞIR DONANIM İŞÇİLİĞİ-B 675 VII 3 AĞIR DONANIM İŞÇİLİĞİ-C 610 VI 4 AĞIR VASITA ŞOFÖRLÜĞÜ 635 VII 5 AĞIR VASITA TECRÜBE KONTROLÖRLÜĞÜ 735 VIII 6 AHŞAP AMBALAJ İŞÇİLİĞİ
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
Endüstriyel Robotlar. Endüstriyel Robotun Tanımı
 Endüstriyel Robotlar İçindekiler: 1. Robot Anatomisi ve İlgili Konular 2. Robot Kontrol Sistemleri 3. Uç Eyleyiciler 4. Robotikteki Sensörler 5. Endüstriyel Robot Uygulamaları 6. Robot Programlama 7. Robotun
Endüstriyel Robotlar İçindekiler: 1. Robot Anatomisi ve İlgili Konular 2. Robot Kontrol Sistemleri 3. Uç Eyleyiciler 4. Robotikteki Sensörler 5. Endüstriyel Robot Uygulamaları 6. Robot Programlama 7. Robotun
V. DANILEVSKY İMALAT MÜHENDİSLİĞİ
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
Organize Sanayi Bölgesi EMKO Sanayi Sitesi D:4 Blok No:4 Eskişehir/TÜRKİYE
 Organize Sanayi Bölgesi EMKO Sanayi Sitesi D:4 Blok No:4 Eskişehir/TÜRKİYE Tel: + 90 222 236 16 10 / Fax: +90 222 236 16 07 tugmaksan@hotmail.com HAKKIMIZDA 1975 yılında kurulan firmamız HOFFMAN ve TÜNEL
Organize Sanayi Bölgesi EMKO Sanayi Sitesi D:4 Blok No:4 Eskişehir/TÜRKİYE Tel: + 90 222 236 16 10 / Fax: +90 222 236 16 07 tugmaksan@hotmail.com HAKKIMIZDA 1975 yılında kurulan firmamız HOFFMAN ve TÜNEL
ENTEK TEKNOLOJİ EĞİTİMLERİ
 ENTEK TEKNOLOJİ EĞİTİMLERİ HIDR HİDROLİK TEKNOLOJİSİ EĞİTİMİ o Hidrolik devre elemanlarını tanımak ve çalışma prensiplerini öğrenmek o Uluslararası standartlara göre hidrolik devre şeması çizebilmek ve
ENTEK TEKNOLOJİ EĞİTİMLERİ HIDR HİDROLİK TEKNOLOJİSİ EĞİTİMİ o Hidrolik devre elemanlarını tanımak ve çalışma prensiplerini öğrenmek o Uluslararası standartlara göre hidrolik devre şeması çizebilmek ve
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
ASKILI KONVEYÖRLER. Askılı Konveyör Detayı. Askılı Konveyör Uygulaması
 ASKILI KONVEYÖRLER Askılı Konveyör Uygulaması Askılı Konveyör Detayı Genellikle malzeme, yarı mamül ve mamüllerin boyama, kurutma ve soğutma proseslerinde kullanılmaktadırlar. Montaj hatları için tasarlanan
ASKILI KONVEYÖRLER Askılı Konveyör Uygulaması Askılı Konveyör Detayı Genellikle malzeme, yarı mamül ve mamüllerin boyama, kurutma ve soğutma proseslerinde kullanılmaktadırlar. Montaj hatları için tasarlanan
Mekanizma Tekniği DR. ÖĞR. ÜYESİ NURDAN BİLGİN
 Mekanizma Tekniği DR. ÖĞR. ÜYESİ NURDAN BİLGİN Ders Politikası Öğretim Üyesi: Dr. Öğr. Üyesi Nurdan Bilgin, Oda No: 309, e-mail:nurdan.bilgin@omu.edu.tr Ders Kitabı: Mekanizma Tekniği, Prof. Dr. Eres Söylemez
Mekanizma Tekniği DR. ÖĞR. ÜYESİ NURDAN BİLGİN Ders Politikası Öğretim Üyesi: Dr. Öğr. Üyesi Nurdan Bilgin, Oda No: 309, e-mail:nurdan.bilgin@omu.edu.tr Ders Kitabı: Mekanizma Tekniği, Prof. Dr. Eres Söylemez
SKF bu yolda ilerlerken bünyesinde servis-yağlama-sızdırmazlık platformlarınıda geliştirmiş ve bu platformlarda çalışmalarını devam ettirmektedir.
 Günümüzde teknolojinin gelişimi ile birlikte endüstriyel işletmelerin eskiye oranla satınaldıkları ürünlerden beklentileride artmış ve beklentilerini en üst seviyede karşılayabilecek ürünleri tercih etmelerinin
Günümüzde teknolojinin gelişimi ile birlikte endüstriyel işletmelerin eskiye oranla satınaldıkları ürünlerden beklentileride artmış ve beklentilerini en üst seviyede karşılayabilecek ürünleri tercih etmelerinin
5.34. VİDA YUVASI AÇMA OTOMASYONU
 5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR IML-322 İMALATTA OTOMASYON ÖDEV 1 Çözümü Y.Doç. Dr.
 İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 1 Çözümü Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (10 Puan) Gündelik hayatımızda karşımıza çıkan herhangi
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 1 Çözümü Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (10 Puan) Gündelik hayatımızda karşımıza çıkan herhangi
www.muhendisiz.net MEKATRONĐK NEDĐR? Mekatronik Sistemlerin Genel Şeması
 www.muhendisiz.net MEKATRONĐK NEDĐR? Mekatronik; makine, elektrik, elektronik, kontrol sistemleri teknolojisi programları ile bilgisayar yazılım bilim dallarının bir bütünlük içinde algılanmasına dayanan
www.muhendisiz.net MEKATRONĐK NEDĐR? Mekatronik; makine, elektrik, elektronik, kontrol sistemleri teknolojisi programları ile bilgisayar yazılım bilim dallarının bir bütünlük içinde algılanmasına dayanan
KOMPAKT ÇÖZÜMLERİ OTOMASYON CONTROLLED BY
 KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
ÖĞRENME FAALİYETİ 1 ARAÇ BAKIM VE ONARIMI
 ÖĞRENME FAALİYETİ 1 AMAÇ ARAÇ BAKIM VE ONARIMI Bu faaliyet sonucunda Araç Bakım Onarımı alanındaki meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU VE GELECEĞİ İnsanoğlu yaratılışından beri yaşadığı
ÖĞRENME FAALİYETİ 1 AMAÇ ARAÇ BAKIM VE ONARIMI Bu faaliyet sonucunda Araç Bakım Onarımı alanındaki meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU VE GELECEĞİ İnsanoğlu yaratılışından beri yaşadığı
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ. Mekatronik MK-421 4/Bahar (3+1+0) 3,5 5
 3,5 5") MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Mekatronik MK-421 4/Bahar (3+1+0) 3,5 5 Dersin Dili : Türkçe Dersin Seviyesi : Lisans,
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Mekatronik MK-421 4/Bahar (3+1+0) 3,5 5 Dersin Dili : Türkçe Dersin Seviyesi : Lisans,
TIEFENBACH. Başarımızın Sırrı Yüksek Kalite. Yeni altyapımızla geleceğe hazırız
 TIEFENBACH Başarımızın Sırrı Yüksek Kalite Tiefenbach Control Systems firması 1950 yılında DR. H Tiefenbach adıyla kurulmuştur. Bugün 90 uzman personeli ile özellikle üstün yeraltı elektrohidrolik sistemleri
TIEFENBACH Başarımızın Sırrı Yüksek Kalite Tiefenbach Control Systems firması 1950 yılında DR. H Tiefenbach adıyla kurulmuştur. Bugün 90 uzman personeli ile özellikle üstün yeraltı elektrohidrolik sistemleri
SİSTEM PROJELENDİRME
 SİSTEM PROJELENDİRME Mekaniğin (Pnömatik sistem Tasarımı ) temellerini öğreneceksiniz. PNÖMATİK SİSTEM TASARIMI Herhangi bir sistem tasarımı üç aşamada gerçekleştirilir. Bu aşamalar Senaryo çalışması Tasarım
SİSTEM PROJELENDİRME Mekaniğin (Pnömatik sistem Tasarımı ) temellerini öğreneceksiniz. PNÖMATİK SİSTEM TASARIMI Herhangi bir sistem tasarımı üç aşamada gerçekleştirilir. Bu aşamalar Senaryo çalışması Tasarım
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
ELEKTRİKSEL EYLEYİCİLER
 ELEKTRİKSEL EYLEYİCİLER Eyleyiciler (Aktuatörler) Bir cismi hareket ettiren veya kontrol eden mekanik cihazlara denir. Elektrik motorları ve elektrikli sürücüler Hidrolik sürücüler Pinomatik sürücüler
ELEKTRİKSEL EYLEYİCİLER Eyleyiciler (Aktuatörler) Bir cismi hareket ettiren veya kontrol eden mekanik cihazlara denir. Elektrik motorları ve elektrikli sürücüler Hidrolik sürücüler Pinomatik sürücüler
Askılar, Raflar ve Konveyörler
 Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI
 SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI 1. hangisi talaşsız imalat yöntemlerinden A) Dövm e C) Taşla ma B) Presleme D) Haddele me 10. 11. Özdeş parçaları, istenen ölçü sınırları içerisinde ve
SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI 1. hangisi talaşsız imalat yöntemlerinden A) Dövm e C) Taşla ma B) Presleme D) Haddele me 10. 11. Özdeş parçaları, istenen ölçü sınırları içerisinde ve
ROBOT OTOMASYONU SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ROBOT OTOMASYONU MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Endüstriyel Robotlar 2 Robotlar, sensörel bilgi ile çevresini algılayan, algıladıklarını yorumlayan, yapay
ROBOT OTOMASYONU MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Endüstriyel Robotlar 2 Robotlar, sensörel bilgi ile çevresini algılayan, algıladıklarını yorumlayan, yapay
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
TAKIM TEZGAHLARI MAK 4462 SUNUM Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır
 TAKIM TEZGAHLARI MAK 4462 SUNUM 4 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 1 Kademesiz devir mekanizmaları Devir sayılarının kademesiz olarak ayarlanmasıyla;..,..,..,,.
TAKIM TEZGAHLARI MAK 4462 SUNUM 4 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 1 Kademesiz devir mekanizmaları Devir sayılarının kademesiz olarak ayarlanmasıyla;..,..,..,,.
Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler PRES ÇAKMA SOMUN VE CİVATALAR Otomotiv Beyaz eşya
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler PRES ÇAKMA SOMUN VE CİVATALAR Otomotiv Beyaz eşya
PLC (Programlanabilir Kontrol Cihazı) TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ
 TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ") PLC (Programlanabilir Kontrol Cihazı) TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ Derya Birant, Alp Kut Dokuz Eylül Üniversitesi Bilgisayar Mühendisliği Bölümü İÇERİK Giriş PLC nedir? PLC lerin Uygulama
PLC (Programlanabilir Kontrol Cihazı) TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ Derya Birant, Alp Kut Dokuz Eylül Üniversitesi Bilgisayar Mühendisliği Bölümü İÇERİK Giriş PLC nedir? PLC lerin Uygulama
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
Paket Tip Isı Pompaları
 Paket Tip Isı Pompaları Daire, villa, yazlık, ofis, mağaza gibi bireysel kullanımlar için Tesisat ekipmanları aynı gövdenin içine yerleştirilmiş Yüksek verim değerleri ile elektrik tüketimi düşük Isıtma,
Paket Tip Isı Pompaları Daire, villa, yazlık, ofis, mağaza gibi bireysel kullanımlar için Tesisat ekipmanları aynı gövdenin içine yerleştirilmiş Yüksek verim değerleri ile elektrik tüketimi düşük Isıtma,
MATO / Mekanik Bant Ekleme Sistemleri. Grup. Mekanik Bant Ekleme Sistemleri. Konveyör Bant Uzmanlarının Tercihi
 MATO / Mekanik Bant Ekleme Sistemleri Mekanik Bant Ekleme Sistemleri Konveyör Bant Uzmanlarının Tercihi MATO / Mekanik Bant Ekleme Sistemleri Ürünlerimiz Makinalı Sistem Plakalı Ekler Pnömatik Makina Hidrolik
MATO / Mekanik Bant Ekleme Sistemleri Mekanik Bant Ekleme Sistemleri Konveyör Bant Uzmanlarının Tercihi MATO / Mekanik Bant Ekleme Sistemleri Ürünlerimiz Makinalı Sistem Plakalı Ekler Pnömatik Makina Hidrolik
Makine mühendisliği. Bitlis Anadolu Lisesi-Fen bilimeri. Yabancı Dil İngilizce[okuma : 8, dinleme : 7,yazma :7] Upper intermadiate
![Makine mühendisliği. Bitlis Anadolu Lisesi-Fen bilimeri. Yabancı Dil İngilizce[okuma : 8, dinleme : 7,yazma :7] Upper intermadiate](/thumbs/35/17321749.jpg "Makine mühendisliği. Bitlis Anadolu Lisesi-Fen bilimeri. Yabancı Dil İngilizce[okuma : 8, dinleme : 7,yazma :7] Upper intermadiate") KĠġĠSEL Emrah ġefkatlioğlu Adres : Sakarya Mahallesi 930.Sk No:8/11 MELİKGAZİ-KAYSERİ Cep : 532 298 28 95 E-Posta : esefkatlioglu@meliksah.edu.tr GENEL Eğitim durumu : Üniversite(Mezun) Doğum Tarihi :
KĠġĠSEL Emrah ġefkatlioğlu Adres : Sakarya Mahallesi 930.Sk No:8/11 MELİKGAZİ-KAYSERİ Cep : 532 298 28 95 E-Posta : esefkatlioglu@meliksah.edu.tr GENEL Eğitim durumu : Üniversite(Mezun) Doğum Tarihi :
BÜTÜNLEŞİK İMALAT SİSTEMLERİ
 BÜTÜNLEŞİK İMALAT SİSTEMLERİ Doç.Dr. Semih ÖNÜT İçerik Bütünleşik imalat sistemlerine giriş Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi
BÜTÜNLEŞİK İMALAT SİSTEMLERİ Doç.Dr. Semih ÖNÜT İçerik Bütünleşik imalat sistemlerine giriş Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi
AKILLI ÜRETİM İÇİN ÇİFT ŞERİTLİ PALET SİSTEMİ TEKNİK GENEL BAKIŞ
 AKILLI ÜRETİM İÇİN ÇİFT ŞERİTLİ PALET SİSTEMİ TEKNİK GENEL BAKIŞ MONTAJ, IŞLEME VE TEST IÇIN Transferler, yerleştirme istasyonları ve durdurucular gibi işlevlerin tümü elektriklidir. IIoT ile kullanıma
AKILLI ÜRETİM İÇİN ÇİFT ŞERİTLİ PALET SİSTEMİ TEKNİK GENEL BAKIŞ MONTAJ, IŞLEME VE TEST IÇIN Transferler, yerleştirme istasyonları ve durdurucular gibi işlevlerin tümü elektriklidir. IIoT ile kullanıma
Automatic Entrance & Acccess System GARAJ. Endüstiyel - Seksiyonel Garaj Kapıları. Seksiyonel Kapılar
 TM Automatic Entrance & Acccess System Endüstiyel - Seksiyonel Garaj Kapıları GARAJ Seksiyonel Kapılar TM Automatic Entrance & Acccess System TRONCO Endüstriyel Seksiyonel Kapılar TRONCO endüstriyel seksiyonel
TM Automatic Entrance & Acccess System Endüstiyel - Seksiyonel Garaj Kapıları GARAJ Seksiyonel Kapılar TM Automatic Entrance & Acccess System TRONCO Endüstriyel Seksiyonel Kapılar TRONCO endüstriyel seksiyonel
RMS İSTASYONLARI NEDİR?
 KERİM ÖZBEYAZ RMS İSTASYONLARI NEDİR? O Basınç düşürme ve ölçüm istasyonu bölgesel istasyonlardan orta basınçta gelen gazı müşterinin ihtiyaç duyduğu basınca düşürme ve faturalamaya baz alacak ölçümü yapmak
KERİM ÖZBEYAZ RMS İSTASYONLARI NEDİR? O Basınç düşürme ve ölçüm istasyonu bölgesel istasyonlardan orta basınçta gelen gazı müşterinin ihtiyaç duyduğu basınca düşürme ve faturalamaya baz alacak ölçümü yapmak
BİG BAG DOLUM SİSTEMLERİ
 BİG BAG DOLUM SİSTEMLERİ Big-Bag dolum makinesi, toz ve granül malzemelerin silolardan big-bag torbalarına, PLC kontrolü ile doldurulması işlemini gerçekleştirir. İsteğe bağlı olarak doldurma işlemi 200-1500
BİG BAG DOLUM SİSTEMLERİ Big-Bag dolum makinesi, toz ve granül malzemelerin silolardan big-bag torbalarına, PLC kontrolü ile doldurulması işlemini gerçekleştirir. İsteğe bağlı olarak doldurma işlemi 200-1500
Bilyalı Vida ile Aktarma Vidalarının Farkı
 Bilyalı Vida ile Aktarma Vidalarının Farkı Mekanik bir sistemde güç veya hareketi lineer olarak aktarmak istediğinizde en çok karşılaşılan mekanik unsur, vida mekanizmalarıdır. Özellikle CNC ve 3B yazıcı
Bilyalı Vida ile Aktarma Vidalarının Farkı Mekanik bir sistemde güç veya hareketi lineer olarak aktarmak istediğinizde en çok karşılaşılan mekanik unsur, vida mekanizmalarıdır. Özellikle CNC ve 3B yazıcı
MEKATRONİĞİN TEMELLERİ
 MEKATRONİĞİN TEMELLERİ Teknik Bilimler Meslek Yüksekokulu Mekatronik Programı Yrd. Doç. Dr. İlker ÜNAL Vize %30 Dersin Koşulları Final %60 Ödev %10 Dersin Konuları Mekatronik Sistemler Birimler ve Ölçme
MEKATRONİĞİN TEMELLERİ Teknik Bilimler Meslek Yüksekokulu Mekatronik Programı Yrd. Doç. Dr. İlker ÜNAL Vize %30 Dersin Koşulları Final %60 Ödev %10 Dersin Konuları Mekatronik Sistemler Birimler ve Ölçme
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 2
 Makinelerin sınıflandırılması MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 2 Enerji çevirici olarak makineler, motorlar ve iş makineleri olmak üzere iki büyük gruba ayrılabilir. Motorlar elektrik, termik, hidrolik,
Makinelerin sınıflandırılması MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 2 Enerji çevirici olarak makineler, motorlar ve iş makineleri olmak üzere iki büyük gruba ayrılabilir. Motorlar elektrik, termik, hidrolik,
Security Geçiş Sistemleri. Döner. Kayar Kapılar. Hastane Kapıları. 90 Derece. Kapılar. Kapılar. Otomatik 90 Açılır Kapı
 Döner Kapılar Kayar Kapılar Hastane Kapıları 90 Derece Kapılar Security Geçiş Sistemleri Otomatik 90 Açılır Kapı Tek Kanatlı 90 Dışa Açılır Kapı Tek Kanatlı 90 İçe Açılır Kapı Çift Kanatlı 90 Dışa Açılır
Döner Kapılar Kayar Kapılar Hastane Kapıları 90 Derece Kapılar Security Geçiş Sistemleri Otomatik 90 Açılır Kapı Tek Kanatlı 90 Dışa Açılır Kapı Tek Kanatlı 90 İçe Açılır Kapı Çift Kanatlı 90 Dışa Açılır
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Koordinatör: Haydar Livatyalı. Ders Saati: Pazartesi 13:30-16:30 Ders Yeri: D359. İmalat Makinaları: Giriş Eylül 2008.
 1 İMALAT MAKİNALARI Koordinatör: Haydar Livatyalı Ders Saati: Pazartesi 13:30-16:30 Ders Yeri: D359 1.1 : Giriş Eylül 2008 Dersin Amacı Yukarıda sayılan makina, tezgâh, cihaz ve yöntemler için imalatta
1 İMALAT MAKİNALARI Koordinatör: Haydar Livatyalı Ders Saati: Pazartesi 13:30-16:30 Ders Yeri: D359 1.1 : Giriş Eylül 2008 Dersin Amacı Yukarıda sayılan makina, tezgâh, cihaz ve yöntemler için imalatta
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Dönem/Sınıf/Yıl Süre. Dersin Amacı. Dersin Tanımı Dersin Ön Koşulları
 Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Dönem/Sınıf/Yıl Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlilikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Dönem/Sınıf/Yıl Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlilikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim
Samesor PreFab Advanced. Samesor Oy. www.samesor.com
 Samesor PreFab Advanced Samesor PreFab Advanced Esnek üretim hatlarıyla duvarlar için C ve U profilleri, makas ve döşeme profilleri. Duvar, makas ve döşeme profilleri konutlar, villalar, ofisler, iş merkezleri,
Samesor PreFab Advanced Samesor PreFab Advanced Esnek üretim hatlarıyla duvarlar için C ve U profilleri, makas ve döşeme profilleri. Duvar, makas ve döşeme profilleri konutlar, villalar, ofisler, iş merkezleri,
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Rulmanlı Yataklarla Yataklama. Y.Doç.Dr. Vedat TEMİZ. Esasları
 Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
Göker İş Makinaları San.Tic.A.Ş
 KENDİNDEN YÜKLEMELİ MİKSERLER Elektronik tartı sistemi ile : Agrega ve çimentonun hassas bir şekilde tartılarak yüklenmesi sağlanır. Veri giriş hafızası ile farklı beton sınıflarına ait reçetelerinizi
KENDİNDEN YÜKLEMELİ MİKSERLER Elektronik tartı sistemi ile : Agrega ve çimentonun hassas bir şekilde tartılarak yüklenmesi sağlanır. Veri giriş hafızası ile farklı beton sınıflarına ait reçetelerinizi
Intralojistikte AGV Kullanımı
 Intralojistikte AGV Kullanımı Yalçın Eroğlu 13.11.2013 Intralojistik Tüm endüstriyel alanlarda, dağıtım ve üretim bölgelerinde, dahili malzeme ve bilgi akışının organizasyonu, kontrolü, yürütülmesi ve
Intralojistikte AGV Kullanımı Yalçın Eroğlu 13.11.2013 Intralojistik Tüm endüstriyel alanlarda, dağıtım ve üretim bölgelerinde, dahili malzeme ve bilgi akışının organizasyonu, kontrolü, yürütülmesi ve
www.turkeystrade.com QUE PNEUMATI HYDRAULI from TURKEY
 www.turkeystrade.com QUE PNEUMATI HYDRAULI from TURKEY Hidrolik ve Pnömatik Günümüzde enerji iletiminde kullanılan üç ana kontrol yöntemi vardır; mekanik, elektrik ve akışkan gücü sistemleri. Bu sistemlerin
www.turkeystrade.com QUE PNEUMATI HYDRAULI from TURKEY Hidrolik ve Pnömatik Günümüzde enerji iletiminde kullanılan üç ana kontrol yöntemi vardır; mekanik, elektrik ve akışkan gücü sistemleri. Bu sistemlerin
Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı sağlıyor.
 Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Akdeniz Üniversitesi
 Akdeniz Üniversitesi Makine Mühendisliği Bölümü Makine Mühendisliği (Örgün Öğretim) Diploma Programı 017 Müfredatı 1 0 TDB101 Türk Dili 1 11 MAK109 Fizik 1 1 180 MAK10 Makina Mühendisliğine Giriş 88 MAK101
Akdeniz Üniversitesi Makine Mühendisliği Bölümü Makine Mühendisliği (Örgün Öğretim) Diploma Programı 017 Müfredatı 1 0 TDB101 Türk Dili 1 11 MAK109 Fizik 1 1 180 MAK10 Makina Mühendisliğine Giriş 88 MAK101
1.Yarıyıl. 2.Yarıyıl
 1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
HİDROLİK KURTARMA SETLERİ
 HİDROLİK KURTARMA SETLERİ Kesici ve ayırıcılar; tüm dünya ülkelerinde kurtarma operasyonları, trafik kazaları ve afet yönetimlerinde kullanılmak üzere çeşitli güçlerde ve ebatlarda tasarlanmıştır. İstanbul
HİDROLİK KURTARMA SETLERİ Kesici ve ayırıcılar; tüm dünya ülkelerinde kurtarma operasyonları, trafik kazaları ve afet yönetimlerinde kullanılmak üzere çeşitli güçlerde ve ebatlarda tasarlanmıştır. İstanbul
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ. Mekatronik MK-426 4/Bahar (2+0+0) 2 3
 2 3") MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Mekatronik MK-426 4/Bahar (2+0+0) 2 3 Dersin Dili : Türkçe Dersin Seviyesi : Lisans,
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Mekatronik MK-426 4/Bahar (2+0+0) 2 3 Dersin Dili : Türkçe Dersin Seviyesi : Lisans,
Robot Bilimi. Giriş ve Genel Tanımlar
 Robot Bilimi Giriş ve Genel Tanımlar Öğr. Gör. M. Ozan AKI r1.0 Robot Kelime Anlamı Türk Dil Kurumu Türkçe Sözlüğü (2014); 1. Belirli bir işi yerine getirmek için manyetizma ile kendisine çeşitli işler
Robot Bilimi Giriş ve Genel Tanımlar Öğr. Gör. M. Ozan AKI r1.0 Robot Kelime Anlamı Türk Dil Kurumu Türkçe Sözlüğü (2014); 1. Belirli bir işi yerine getirmek için manyetizma ile kendisine çeşitli işler
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ
 5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol avarol@firat.edu.tr Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol avarol@firat.edu.tr Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
OREN3005 HİDROLİK VE PNÖMATİK SİSTEMLER
 ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB KAKINA MÜHENDiSLERi ODASİ ı Ni; OCAK 1987 YAYIN NO: 121?* BASKI: Yaran BM»
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB KAKINA MÜHENDiSLERi ODASİ ı Ni; OCAK 1987 YAYIN NO: 121?* BASKI: Yaran BM»
4. ELEKTRONİK YAKIT SİSTEMLERİ
 4. ELEKTRONİK YAKIT SİSTEMLERİ Elektroniğin ve bu arada bilgisayarların gelişmesi ile son yıllarda elektronik bilgisayar kontrollü yakıt enjeksiyon sistemleri ortaya çıkmış ve hızla gelişmişlerdir. Bugün
4. ELEKTRONİK YAKIT SİSTEMLERİ Elektroniğin ve bu arada bilgisayarların gelişmesi ile son yıllarda elektronik bilgisayar kontrollü yakıt enjeksiyon sistemleri ortaya çıkmış ve hızla gelişmişlerdir. Bugün
info@copuroglu.com.tr www.copuroglu.com.tr Alınteri Bulvarı No:100 06370 Ostim/ANKARA Tel: (0312) 385 30 30 FAX: (0312) 385 44 00
 385 30 30 FAX: (0312) 385 44 00") Alınteri Bulvarı No:100 06370 Ostim/ANKARA Tel: (0312) 385 30 30 FAX: (0312) 385 44 00 info@copuroglu.com.tr MANYETİK KALDIRMA ATAŞMANLARI (MIKNATIS) 2.5T a kadar yuvarlak iş parçası kaldırma kapasitesi
Alınteri Bulvarı No:100 06370 Ostim/ANKARA Tel: (0312) 385 30 30 FAX: (0312) 385 44 00 info@copuroglu.com.tr MANYETİK KALDIRMA ATAŞMANLARI (MIKNATIS) 2.5T a kadar yuvarlak iş parçası kaldırma kapasitesi
MOTORLU ARAÇLAR TEKNOLOJİSİ ALANI
 MOTORLU ARAÇLAR TEKNOLOJİSİ ALANI Motorlu Araçlar Teknolojisi Alanı Öğretmenleri 1- Mustafa TOPÇU Alan Şefi 2- Akif ÖZGÜR. Atölye Şefi 3- Mahir KARTAL.. Atölye Şefi 4- Süleyman KUVVET. Atölye Şefi 5- Emirer
MOTORLU ARAÇLAR TEKNOLOJİSİ ALANI Motorlu Araçlar Teknolojisi Alanı Öğretmenleri 1- Mustafa TOPÇU Alan Şefi 2- Akif ÖZGÜR. Atölye Şefi 3- Mahir KARTAL.. Atölye Şefi 4- Süleyman KUVVET. Atölye Şefi 5- Emirer
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ-2
 ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ-2 AMAÇ Bu faaliyette verilecek bilgiler doğrultusunda, uygun atölye ortamında, standartlara ve elektrik iç tesisleri yönetmeliğine uygun olarak, kablo döşeme malzemelerini
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ-2 AMAÇ Bu faaliyette verilecek bilgiler doğrultusunda, uygun atölye ortamında, standartlara ve elektrik iç tesisleri yönetmeliğine uygun olarak, kablo döşeme malzemelerini
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
HİDROLİK PNÖMATİK SEKTÖRÜ NOTU
 HİDROLİK PNÖMATİK SEKTÖRÜ NOTU Akışkan gücü, basınçlı akışkanların, ister sıvı ister gaz halinde olsun, enerjilerinden faydalanarak elde edilen güçtür. Sıvı veya gaz, yada somut olarak su veya hava, ancak
HİDROLİK PNÖMATİK SEKTÖRÜ NOTU Akışkan gücü, basınçlı akışkanların, ister sıvı ister gaz halinde olsun, enerjilerinden faydalanarak elde edilen güçtür. Sıvı veya gaz, yada somut olarak su veya hava, ancak
K u r a l ı n a G ö r e M e k a n i k M E K A N O R M M Ü H E N D İ S L İ K S A N. T İ C. L T D. Ş T İ.
 K u r a l ı n a G ö r e M e k a n i k Faaliyet Konularımız Soğutma tesisatları Isıtma tesisatları Sıhhi tesisat Yangından Korunma tesisatları Havalandırma tesisatları Enerji verimliliği Buhar tesisatları
K u r a l ı n a G ö r e M e k a n i k Faaliyet Konularımız Soğutma tesisatları Isıtma tesisatları Sıhhi tesisat Yangından Korunma tesisatları Havalandırma tesisatları Enerji verimliliği Buhar tesisatları
MAKİNE TEKNİK ÖZELLİKLERİ ERK /
 MAKİNE TEKNİK ÖZELLİKLERİ ERK / 8060 4 TOPLAM GÜÇ : DİL GRUBU : MAX. KALIP BOYUTLARI : 800 x 580 mm ÜST REZİSTANS GRUBU : 80 kw TURKISH MAKİNA AĞIRLIĞI : 19.200 kg ALT REZİSTANS GRUBU : 80 kw ENGLISH MAX.
MAKİNE TEKNİK ÖZELLİKLERİ ERK / 8060 4 TOPLAM GÜÇ : DİL GRUBU : MAX. KALIP BOYUTLARI : 800 x 580 mm ÜST REZİSTANS GRUBU : 80 kw TURKISH MAKİNA AĞIRLIĞI : 19.200 kg ALT REZİSTANS GRUBU : 80 kw ENGLISH MAX.
Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler OTOMATİK BESLEMELİ EL TİPİ VİDALAMA ÜNİTELERİ KULLANIM
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler OTOMATİK BESLEMELİ EL TİPİ VİDALAMA ÜNİTELERİ KULLANIM
Mekatroniğe Giriş Dersi
 Mekatroniğe Giriş Dersi 7. Hafta Aktüatörler Aktüatör nedir? Aktüatöre neden ihtiyaç duyulur? Aktüatör Türleri Hidrolik-Pnömatik Aktüatörler Elektrikli Aktüatörler Bu Haftanın Konu Başlıkları SAÜ - Sakarya
Mekatroniğe Giriş Dersi 7. Hafta Aktüatörler Aktüatör nedir? Aktüatöre neden ihtiyaç duyulur? Aktüatör Türleri Hidrolik-Pnömatik Aktüatörler Elektrikli Aktüatörler Bu Haftanın Konu Başlıkları SAÜ - Sakarya
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
TR-TFS-1000 OTOMATİK TEL YÜRÜTME FRENLEME SISTEMİ
 Yeni nesil yatay bobin sarım makinemizi tasarlarken daha güçlü sarım yapabilmek, güçlü torklar elde ederek geri salınımı olmayan, sarım bittiğinde ise kalıp sökme takma sıkıntısından kurtarmak ilk hedefimizdi.
Yeni nesil yatay bobin sarım makinemizi tasarlarken daha güçlü sarım yapabilmek, güçlü torklar elde ederek geri salınımı olmayan, sarım bittiğinde ise kalıp sökme takma sıkıntısından kurtarmak ilk hedefimizdi.
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ.
 Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Bükme ve Düzeltme. Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tesisat 7 5. Enstrüman 8 3 Üçlü Bükme 1 1
 Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
MOTORLAR VE TRAKTÖRLER Dersi 3
 MOTORLAR VE TRAKTÖRLER Dersi 3 Termik Motorlarda Yardımcı Donanımlar Yakıt donanımları Elektrik donanımı Prof. Dr. Ayten ONURBAŞ AVCIOĞLU e-mail: onurbas@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi
MOTORLAR VE TRAKTÖRLER Dersi 3 Termik Motorlarda Yardımcı Donanımlar Yakıt donanımları Elektrik donanımı Prof. Dr. Ayten ONURBAŞ AVCIOĞLU e-mail: onurbas@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi