BİLGİSAYAR DESTEKLİ ÜRETİM (CAM)
|
|
|
- Nesrin Aktaş
- 8 yıl önce
- İzleme sayısı:
Transkript
1 BİLGİSAYAR DESTEKLİ ÜRETİM (CAM) Doç. Dr. M. A. Sahir ARIKAN Makina Mühendisliği Bölümü Öğretim Üyesi CAD/CAM Merkezi Uzmanı Orta Doğu Teknik Üniversitesi

2

3 BİLGİSAYAR DESTEKLİ ÜRETÎM (CAM) Doç. Dr. M. A. Sahir ARIKAN MaJdna Mühendisliği Bölümü öğretim Üyesi CAD/CAM Merkezi Uzmanı Orta Doğu Teknik Üniversitesi 1. Giriş Bilgisayar Destekli Üretim (CAM - "Computer Aided Manufacturing"), bilgisayar sisiteminin bir üretim sisteminin planlanması, yönetilmesi ve denetimi işlerinde doğrudan veya dolaylı olarak kullanılması olarak tanımlanabilir. Bilgisayar sisteminin bu işler için kullanılması iki değişik şekilde olabilir. 1. Bilgisayar ile izleme ve denetim. Bu tip uygulamalarda, bilgisayar izleme ve denetim amacı ile üretim sistemine doğrudan bağlanmaktadır. 2. Üretim destek uygulamaları. Bu tip uygulamalarda ise bilgisayar üretimi desteklemek için kullanılmakta ve bilgisayar üt üretim sistemi arasında doğrudan bir bağlantı bulunmamaktadır. Bilgisayar ile izleme ve denetim, izleme ve denetim uygulamaları olmak üzere ikiye ayrılabilir. Bilgisayar ile izleme uygulamalarında, bilgisayar ile üretim sistemi arasındaki doğrudan bağlantı yardımı ile sistemin izlenmesi ve ilgili her türlü verinin toplanması mümkün olmakta, ancak sistemin denetimi bu verileri değerlendirerek karar veren operatörler tarafından yapılmaktadır. Bilgisayar ile denetimde ise, bilgisayar ile izlemeye kıyasla bir adım daha ileri gidilmekte ve bilgisayar tarafından elde edilen veriler yine bilgisayar tarafından değerlendirilmekte ve sistemin denetimi de bilgisayar tarafından yapılmaktadır. Kimyasal madde üretimi, petrol rafinerisi işlemleri, çelik yapımı gibi işlerin yanısıra, üretimde kullanılan bilgisayarlı sayısal denetimli (CNC - "Computer Numerical Control") takım tezgahlan ve robotlar bu tür uygulamalar için bazı örneklerdir.

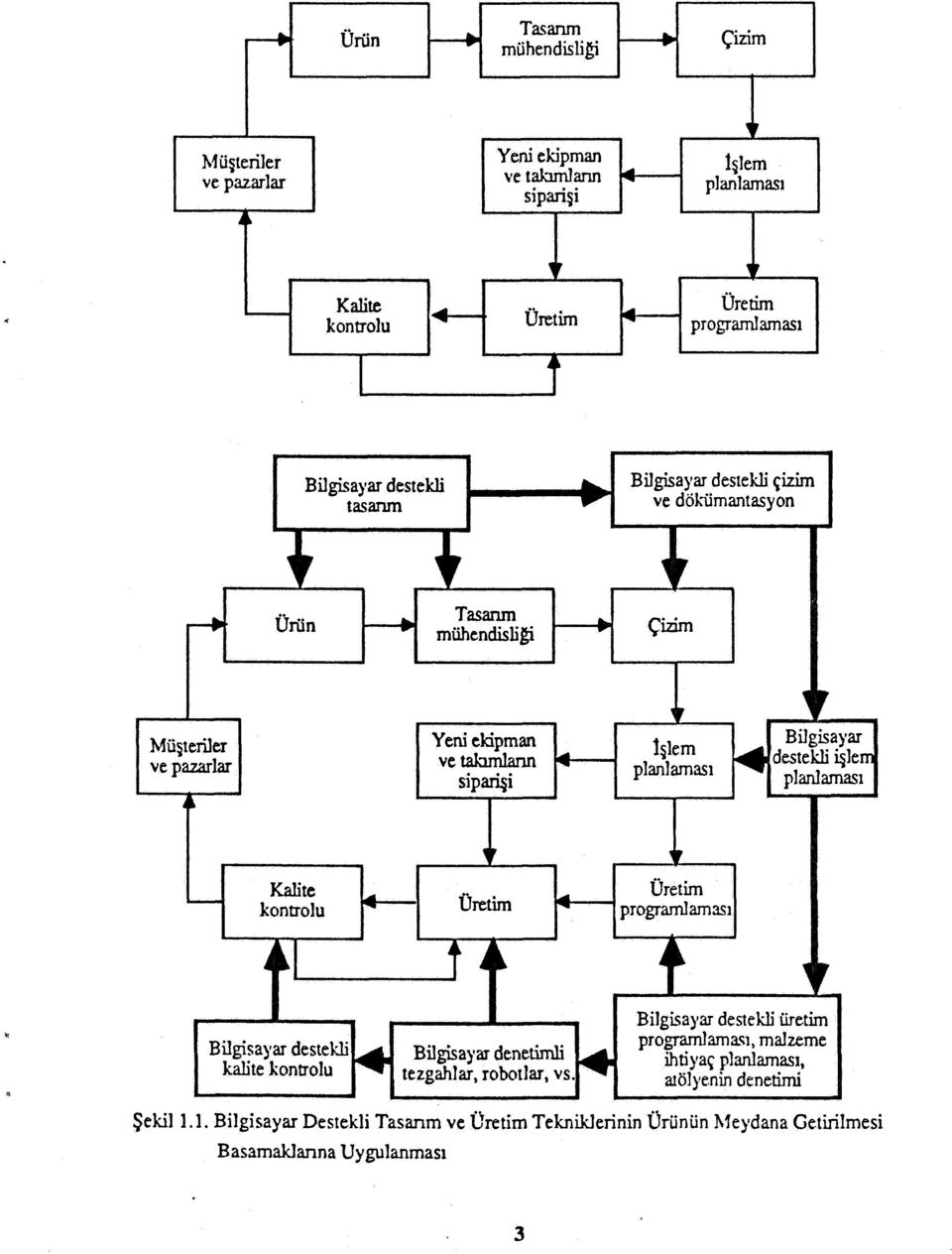
4 Üretim destek uygulamalarında ise bilgisayar, sisteme doğrudan bağlanmamakta, ancak sistemdeki üretim işlemlerine destek veren bir konumda olmakta ve işletmenin üretim kaynaklannm daha etkili bir şekilde kullanılabilmesi için gerekli planlann. programîann oluşturulması, tahminlerde bulunulması, bilginin derlenmesi, talimatîann verilmesi işlerinin yapılmasında kullanılmaktadır. Bu tür uygulamalar için aşağıdaki örnekler verilebilir. - Bilgisayar Destekli İşlem Planlaması (CAPP - "Computer Aided Process Planning"). Bir parçanın işlenebilmesi için gerekli işlemlerin ve bu işlemlerin sırasının tesbiti. - Sayısal Denetimli (NC - "Numerical Control") Tezgahlar için Parça Programının Bilgisayar Desteği ile Hazırlanması. - Malzeme İhtiyaç Planlaması (MRP -"Material Requirements Planning"). Üretim programının yerine getirilebilmesi için hammaddelerin ve işletme dışından temin edilen parçalann ne zaman ve hangi miktarda alınması gerektiğinin tesbiti. - Atölyenin Denetimi. Yukarıdakilere ek olarak, aşağıdaki alanlar da bilgisayar yardımıyla üretim kapsamına girmekledir. - Robotik, - Bilgisayar Destekli Kalite Kontrolü (CAQC - "Computer Aided Quality Control"), - Bilgisayar Destekli Muayene (CAI - "Computer Aided Inspection"), - Bilgisayar Destekli Test (CAT - "Computer Aided Testing"). Bir ürünün meydana getirilmesinde kullanılan basamaklar ve bilgisayar destekli tasarım ve üretim tekniklerinin bu basamaklara uygulanması Şekil 1.1'de verilmiştir. 2. Otomasyon, Bilgisayarların Üretimde Kullanılmaya Başlanması, Sayısal Denetim (NC - "Numerical Control"), Doğrudan Sayısal Denetim (DNC - "Direct Numerical Control"), Bilgisayarlı Sayısal Denetim (CNC - "Computer Numerical Control"), Esnek İmalat Sistemdi (FMS - "Flexible Manufacturing Systems") ve Adaptif Denetim (AC - "Adaptive Control") Otomasyon terimi ilk defa 1950'lerin başjannda otomatik malzeme manipülasyonu anlamında kullanılmıştır. Günümüzde ise servislerin verilmesinin, ürünlerin üretilmesinin ve muayene edilmesinin, bilgilerin işlenmesinin, malzemenin manipüîasyonunun ve parçalann monte edilmesinin otomatik olarak insan enerjisi kullanılmadan ve insan müdahalesi olmadan yapılması anlamına gelmektedir. Otomasyonun iki değişik tipi vardır. 2

5
6 1. Katı Otomasyon. Burada, transfer hatlarında olduğu gibi, sistemin istenilen işi otomatik olarak yapması; kam, nihayet şalteri, kızak gibi mekanik elemanlar ile özel bir amaç için geliştirilmiş olan ve sınırlı işîcr yapabilen ("hard-wired") elektronik devreler yardımıyla sağlanmakta ve sistemin başka bir iş yapmak üzere yeniden programlanması oldukça zor olmaktadır. 2. Esnek veya Programlanabilir Otomasyon. Burada sistemin programlanması manyetik veya kağıt bantlar, programlanabilir denetleyiciler (PC - "Programmable Controller") veya mikroişîemciler yardımıyla yapılmakta ve sistem başka bir iş yapmak üzere kolaylıkla yeniden programlan abilmektedir. Sayısal denetimli - delikli bant, kart veya bilgisayar - takım tezgahlan; değişik parçaların az sayıda imal edildiği, çok amaçlı, esnek takam tezgahlan ile; bir standard parçanın çok fazla sayıda imal edildiği özel amaçlı ve esnek olmayan seri imalat tezgahlan arasındaki boşluğu doldurmakta ve esnek veya programlanabilir otomasyonun temel taşı olmaktadır. Sayısal denetimi, bilgisayann tasarımda ve üretimde kullanılmasının çıkış noktası olarak kabul etmek mümkündür. Sayısal denetim, bir işlemin denetimi için sayılann, harflerin ve sembollerin kullanıldığı bir programlanabilir otomasyon şekli olarak tanımlanabilir. Burada, belli bir iş parçasının veya işin yapılması için gerekli komutlardan oluşmuş olan programlar, sayılar, harfler ve semboller kullanılarak oluşturulmaktadır. - Program, bir sisteme neyin, ne zaman ve nasıl yapılacağını anlatan komutlar topluluğu olarak tanımlanabilir. - îş parçası veya iş değiştiğinde, bu komutlardan oluşmuş olan programlar da değişmektedir. Sayısal denetime esnekliğim veren de her iş parçası veya iş için programın değiştirilebiliyor olmasıdır. Yeni bir iş parçası veya iş için üretim ekipmanında önemli değişiklikler yapmak yerine, yeni programlar yazmak çok daha kolay olmaktadır. Sayısal denetim; çizim, montaj, muayene, pres işleri, kaynak gibi çok çeşitli operasyonlar için kullarulageîmiş, ancak en fazla uygulama imkanını ise talaşlı imalat alanında bulmuştur. Bu yöntemle yapılacak olan iş parçalan çeşitli boyutlarda ve şekillerde olmakta ve genellikle küçük veya orta büyüklükle kafileler şeklinde ekonomik olarak işîenebiîmektedir. Konvansiyonel yöntemler kullanarak, bir tek ya da az sayıda iş parçasının imal edilmesi her zaman uzun zaman alan ve pahalı bir iş olmuştur. Aynı şekilde, konvansiyonel yöntemlerle aynı parçadan çok sayıda imal edilmesi de kalıp ve bağlama gibi özel takımların kullanılmadığı durumlarda yine uzun zaman alan ve pahalı bir iş olmaktadır. İşleme zamanının ve dolayısı ile maliyetin düşürülmesi için özel takımlann ve bağlama aparatlarının kullanılması durumunda ise, bunların maliyeti de parçanın maliyetine yansıtılacağından bir yandan maliyet düşürülürken, diğer yandan artınlmaktadır. Bu durumda maliyetin düşürülebilmesi için imal edilen.parça sayısının belli bir sayıdan fazla olması gerekmektedir. Sayısal denetimli takım 4
 veya mikroişîemciler yardımıyla yapılmakta ve sistem başka bir iş yapmak")
7 tezgahlarının kullanılması halinde ise özel takımlar yerine basit bağlama aparatları yeterli olmakta ve az sayıda parça imal edilmesi durumunda bile maliyet düşmektedir. Bunun sonucu olarak da sayısal denetimin ana uygulama alanı parçaların küçük veya orta büyüklükteki kafileler halinde ve ekonomik olarak işlenmesi olmaktadır. Sayısal denetimli tezgahlar, küçük veya orta büyüklükteki kafilelerin islenmesini ekonomik hale getirmenin yamsıra, konvansiyonel tezgahlarla islenmesi mümkün olmayan karmaşık parçaların islenmesini de mümkün hale getirmektedir. Sayısal denetim üzerindeki çalışmalar 1940ların sonlarında sonuç vermeye başlamış ve bir takım tezgahının hareketlerinin denetimi, üzerlerinde gidilecek noktaların koordinatlarının yazılı olduğu delikli kartlar yardımıyla yapılabilmiş, ve tezgah küçük aralıklarla hareket ettirilerek bir helikopter pervanesinin kanadını muayene etmek için kullanılacak olan şablonun işlenmesi başanlmıştır. îlk sayısal denetimli takım tezgahı ise 1952 yılında bir konvansiyonel freze tezgahının üzerinde gerekli değişikliklerin yapılması sonucu ortaya çıkmıştır. Sayısal denetimli bir tezgahın programlanabilmesi için gerekli olan koordinatların hesaplanmasının, basit parçalar için manuel olarak yapılabilmesine karşılık, karmaşık parçalar için bilgisayar desteği gerekmektedir. Bu koordinatların hesaplanmasından sonra, gerekli diğer bilgilerin de eklenmesiyle program tamamlanmakta ve yazı makinasına benzer bir makinayla manuel olarak, veya doğrudan bilgisayara bağlanmış bir makîna kullanılarak delikli bir kağıt bant hazırlanmaktadır. Daha sonra bu kağıt bant sayısal denetimli tezgahın denetim birimindeki okuyucuya bağlanmakta, tezgah da bu bantın üzerindeki komutları okuyarak kendisinden istenilen işleri yapmaktadır. Daha sonra, 1968 yılında, sayısal denetimli takım tezgahlarına kağıt bant aracılığı ile program göndermek yerine, birçok sayısal denetimli tezgah doğrudan bir tek bilgisayara bağlanmış ve doğrudan sayısal denetim (DNC - "Direct Numerical Control") onaya çıkmıştır. Bu sitemde bir ana bilgisayar gerçek zamanda birçok sayısal denetimli takım tezgahı tarafından paylaşılmakta ve tezgahlara doğrudan komut gönderilmektedir. Böyle bir uygulamanın esas nedenlerinden birisi de o günlerde bilgisayarların pahalı olması nedeni ile ancak bu şekildeki bir uygulammın ekonomik olmasıdır. Bu uygulama çok az sayıda alıcı bulmuş ve 1970'lerde her tezgahın kendi bilgisayarına sahip olduğu bilgisayarlı sayısal denetim (CNC - "Computer Numerical Control") yöntemi geliştirilmiştir. Bilgisayar teknolojisinin gelişmesi ve bilgisayarların ucuzlaması ile birlikte bilgisayarlı sayısal denetimli sistemler günümüze kadar büyük gelişmeler kaydederek gelmişlerdir. Bu tip tezgahlarda, bilgisayardan tezgahın denetiminin yanı sıra, programlama, program depolama, program düzeltme, takım kaydırma hesaplan ve diğer kaynaklarla doğrudan veya manyetik ortamlar aracılığı ile bilgi alış verişi işleri için yararlanılmaktadır. 5

8 Doğrudan sayısal denetim ise. ilk hali ile olmasa da günümüzde esnek imalat sistemlerinde (FMS - "Flexible Manufacturing Systems") uygulama alanı bulmuştur. Esnek «nalaı sistemleri, sayısal denetimli veya biygisayarlı sayısal denetimli tazgahlann bir otomatik parça taşıma sistemi ile entegre edilmesinden oluşmaktadır. Sisteme gelişigüzel bir şekilde gönderilen değişik parçalar sistem tarafından teşhis edilmekte ve gerekli işlemlerin yapılabilmesi için gerekli tezgahlara gönderilmektedir. Esnek imalat sistmelerinde öjseviyede bilgisayar denetimi bulunmaktadır. - Ana bilgisayar, bütün sistemi izlemekte, takım kınlmalannı, tezgah anzalannı belirlemekte, işleri sıraya sokmakta ve parçalan gerekli tezgahlara göndermektedir. - Doğrudan sayısal denetim bilgisayan ise ilk uygulamalanna benzer bir şekilde, işlenecek parçaya göre gerekji programlan parçayı işleyecek tezgahlara göndermekte, işlerin tamamlanıp tamamlanmadığını izlemekte ve gerekli bilgileri ana bilgisayara' iletmektedir. - En alt seviyede ise tezgahlann kendi biîgisayarlan bulunmaktadır. Sayısal denetimli veya bilgisayarlı sayısal denetimli tezgahlann programlanmasında kesme hızlan, ilerleme, talaş deriniliği gibi teknolojik bilgiler ya üreîeciler tarafından verilen tablolardan seçilmekte, ya da ampirik ifadeler kullanılarak hesaplanmaktadır. Bu şekilde seçilen veya hesaplanan değerler, çok geniş sınırlar içerisinde değiştiği için tezgahın verimlilik, imalat maliyeti veya talaş kaldırma açısından optimum bir değerde çalışmasını sağlayamamaktadır Aynca işleme sasında talaş kaldırmayı etkileyen ve büyüklükleri ve kaynaklan tam olarak belli olmayan bir takım bozucu faktörler oluşmaktadır. Gerek belirli bir parametreye göre optimum bir düzeyde çalışmak, gerekse bozucu faktörlerin etkilerini telafi etmek için tezgahlan adaptıf denetim (AC- "Adaptive Control") sistemi ile donatmak mümkündür. Adaptif denetim için. talaş kaldırma işlemi esnasında işleme değişkenlerinin değerleri ile kesme kuvveti burulma momenti, parça veya takımın şekil değiştirmesi, tezgahın motor gücü, parçanın yüzey kalitesi vb. gibi değerler ölçülmekte ve amaca göre bunların alması gereken en uvgun değerler hlgisayar tarafından hesaplanmakta ve tezgahın bu değerler ile çalışması sağlanmaktadır. 3. Bilgisayar Destekli î?em Planlaması (CAPP - "Computer Aided Process Planning") Bir parça veya ürün için işlem planlaması aşağıdaki işleri kapsamaktadır. - Parçanın veya ürünün yapılabilmesi için gerekli operasyonların ve bunlann sırasının lesbit edilmesi, - Talaşlı imalat için uygun kesme koşuuanmn bulunması, - Operasyonlar için zaman standaıdlannın tesbit edilmesidir. 6

9 Tesbit edilen bu operasyonlar, ilgili tezgahlar ve gerekli bilgiler daha sonra bir form üzerine işlenmektedir. İşlem planlaması esnasında benzer ya da bibirinin aynısı işlemler her iş parçası için defalarca tekrar edilmekte ve çok sayıda manuel işlem yapılmaktadır. Son yıllarda, işlem planlaması için gerekli tecrübenin, muhakemenin ve mantığın anlaşılması ve işlem planlamasının bilgisayar kullanılarak yapılabilmesi için çalışmalar yapılmış ve iş parçasının özelliklerini kullanarak gerekli işlemlerin sıralamasını yapan bilgisayar programları geliştirilmiştir. Bilgisayar destekli işlem planlaması için iki değişik sistem kullanılmaktadır. 1. Degijken ("Variant") Sistemler. Bu tip sistemler temel olarak grup teknolojisini (GT - "Group Technology") kullanmaktadır. Üretilen parçalar arasında benzer imalat özellikleri olanlar, parça aileleri halinde gruplandınlmakta, her parça ailesi için Standard bir işlem planı oluşturulmaktadır. Aileye ait yeni bir parça için işlem planlaması gerektiğinde ise bu standard plan üzerinde gerekirse küçük değişiklikler yapılmakta ve parçanın işlem planı hazırlanmış olmaktadır. 2. Üretken ("Generative") Sistemler. Bu tip sistemlerde bilgisayar, operatör yardımı olmadan ve temelden başlayarak işlem programlamasının otomatik olarak yapılması için kullanılmaktadır. İşlem planlaması için iş parçasının sisteme detaylı olarak tanıtılması gerekmektedir. Üretken sistemler, değişken sistemlerde olduğu gibi hazır bir standard planı kullanmak yerine, parça geometrisini, parça malzemesini ve diğer etkenleri de göz önüne alarak verilen parça için optimum işlem sırasını tesbit etmektedir, ideal bir üretken sistemin her türlü parça için işlem planlaması yapması beklenir ise de, günümüzdeki sistemler henüz bu düzeye ulaşmamışlardır ve ancak sınırlı sayıda işlemi kullanarak işlem planlaması yapabilmektedirler. Bilgisayar destekli işlem planlamasının manuel işlem planlamasına göre aşağıdaki avantajları bulunmaktadır. 1. fshm rasyonouzasyonu. Hazırlanan planlar, aynı bilgisayar programının kullanılmış olması nedeni ile birbiri ile tutarlı olmakta, değişik plancılar tarafından çok değişik planların yapılmasının önüne geçilmektedir. İşlem planlan daha mantıki ve optimal olmaktadır. 2. fslem plancılarının üretkenliklerinin artması. Manuel işler azalmakta, daha az hata yapılmakta ve plancılar işlem planlaması veri tabanına anında ulaşabilmektedir. 7

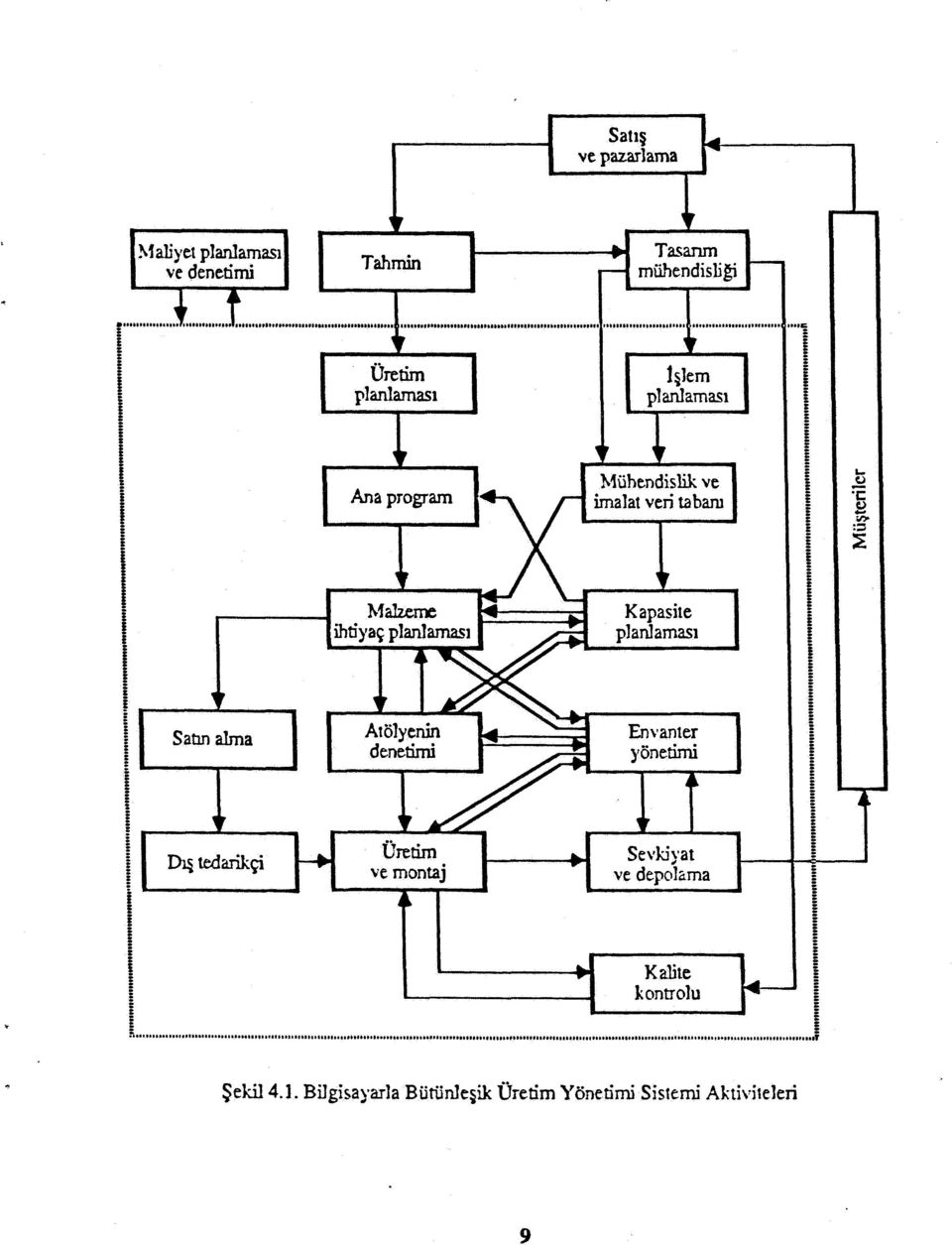
10 3. İstem planı hazırlama süresinin azalması. îşlem planlan, manuel plan hazırlama yöntemleri ile kıyaslandığında, daha az sürede hazırlanabilmektedir. 4. Planların daha okunaklı olması. Bilgisayar çıktısı olarak hazırlanan planlar el yazısı ile hazırlananlara kıyasla daha okunaklı ve anlaşılır olmaktadır. 5. Diğer uygulama programlan ile bağlantı kurulabilmesi. Bütün bilgilerin bilgisayarda bir veri tabanında saklanıyor olması nedeni ile diğer uygulama programlan ile bağlantı kurulabilmesi ve gerekli bilgi alış verişinde buîunuîabilmesi mümkün olmaktadır. 4. Bilgisayarla Bütünleşik Üretim Yönetimi ("Computer Integrated Production Management") Bir bilgisayarla bütünleşik üretim yönetimi sisteminde yer alan aktiviteler Şekil 4.1'de verilmiştir. Günümüzde bu aktîvitelerin yerine getirilmesi için de bilgisayar sistemleri geliştirilmiştir. Bu sistemlerin, malzeme ihtiyaç planlaması (MRP - "Material Requirements Planning"), kapasite planlaması, envanter yönetimi ve atölyenin denetimi için kullanılmaya başlanması ile de özellikle üretim planlamasının ve denetiminin organizasyonunda ve işleyişinde önemli değişiklikler ortaya çıkmıştır. 5. Bilgisayar Destekli Kalite Kontrolü (CAQC - "Computer Aided Quality Control") Geleneksel kalite kontrolü (QC - "Quality Control"), genellikle manuel olarak yapılan ve kontrol edilecek parçalar için istatistiksel örnekleme yönteminin kullanıldığı bir işlemdir. Hem zaman alıcı hem de monoton bir iş olan manuel kalite kontrolü, genellikle parçaîann imalat alanından alınıp muayene alanına götürülmesini gerektirmekte, bu da bazı gecikmelere ve imalat programı için dar boğazlann oluşmasına neden olabilmektedir. Kontrol edilecek parçalar için istatistiksel örnekleme yönteminin kullanılıyor olması da her zaman için hatalı bir parçanın gözden kaçması riskini de beraberinde getirmektedir. Bu yöntemin diğer bir zayıf noktası da her zaman İçin % 100 den daha az oranda iyi kalitenin kabul edilebiliyor olmasını gerektirmesidir. 8
 Bir bilgisayarla bütünleşik üretim yönetimi sisteminde yer alan aktiviteler Şekil 4.1'de verilmiştir.")
11
12 Geleneksel kalite kontrolünün diğer bir yanı da parça üzerindeki muayenenin genellikle iş olup bittikten sonra yapılıyor olmasıdır. Parçanın hatalı bulunması durumunda yapılacak iş ise genellikle parçanın hurdaya ayrılması veya üzerinde düzeltme işlemlerinin yapılmasıdır ki bu genellikle parçanın yeniden imal edilmesinden daha fazlaya mal olmaktadır. Bütün bu faktörler ise bilgisayar destekli kalite kontrolünün onaya çıkmasına ve gelişmesine neden olmuştur. Bu uygulama ile ilgili ve uygulamanın alt grubunu oluşturan diğer işlemler ise aşağıda verilmiştir. - Bilgisayar Destekli Muayene (CAI - "Computer Aided Inspection"), - Bilgisayar Destekli Test (CAT - "Computer Aided Testing"). Geleneksel muayene ve test işleri için mastarların, ölçme cihazlarının ve test ekipmanının kullanılmasına karşhk, bilgisayar destekli kalite kontroîunda, gelişmiş bilgisayar ve algılayıcı teknolojisi kullanılmakta, muayene ve test işlemleri otomatik olarak yapılmaktadır. Bu tür uygulamaların sonucu olarak ta aşağıdaki kazançlar sağlanmaktadır. 1. Bilgisayar destekli muayene ve bilgisayar destekli test işlemleri kullanılarak parçalar örnekleme yöntemleri kullanılarak değil, % 100 oranında muayene ve test edilmektedir. 2. İmalat esnasındaki muayene, imalat işlemine entegte edilmekte, parçanın muayene için ahnıp ayn bir alana götürülmesi gerekmemektedir. 3. Bilgisayar destekli muayene için daha çok iş parçasına temas etmeyen algılayıcılar kullanılmaktadır. Yüksek hızda veri işleme özelliğine sahip bilgisayarlara bağlanmış bu tür algılayıclar ile muayene işlemi bir saniyeden daha kısa bir sürede tamamlanmaktadır. îş parçasına temas eden algılayıcıların kullanılması durumunda ise iş parçasının durdurulup muayene için gerekli pozisyona getirilmesi gerekmekte, bu da zaman kaybına neden olmaktadır. îş parçasına temas eden algılayıcılar. Koordinat ölçme maldnaîan ve Mekanik problardır. I ş parçasına temas etmeyen algılayıcılar ise, Optik araçlar; kamera, laserli tarayıcılar, fotogrametri (değişik açılardan alınmış iki görüntü yardımıyla üç boyutlu görüntü oluşturma), vb., 10

13 Optik olmayan araçlar, elektrik alanı cihazları, radyasyon (X-ışını) cihazları, ultrasonik cihazlar olarak sınıflandırılabilir. 4. İş parçasına temas etmeyen algılayıcılar yardımıyla iş parçasında gözlenen herhangi bir hatayı (örneğin, kesici takımın yavaş yavaş aşınması sonucu meydana gelen boyutsal değişme) ortadan kaldırmak için işlem değişkenleri üzerinde değişiklikler yapılarak gerekli tedbirlerin hemen alınması mümkün olmaktadır. 5. Bütün parçalann tek tek muayene ve test edilebiliyor olması nedeniyle, artık % 100 den daha az oranda iyi kalitenin kabul edilmemesi düşüncesi yaygınlaşmaktadır. 1 1

14

ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ. Cem DOĞAN, Kerim ÇETĠNKAYA
 ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
SAYISAL DENETİMLİ ( NC ) VE BİLGİSAYARLI SAYISAL DENETİMLİ ( CNC ) TAKIM TEZGAHLARI
 VE BİLGİSAYARLI SAYISAL DENETİMLİ ( CNC ) TAKIM TEZGAHLARI") SAYISAL DENETİMLİ ( NC ) VE BİLGİSAYARLI SAYISAL DENETİMLİ ( CNC ) TAKIM TEZGAHLARI Doç. Dr. M. A. Sahir ARIKAN Makina Mühendisliği Bölümü Öğretim Üyesi CAD/CAM Merkezi Uzmanı Orla Doğu Teknik Üniversitesi
SAYISAL DENETİMLİ ( NC ) VE BİLGİSAYARLI SAYISAL DENETİMLİ ( CNC ) TAKIM TEZGAHLARI Doç. Dr. M. A. Sahir ARIKAN Makina Mühendisliği Bölümü Öğretim Üyesi CAD/CAM Merkezi Uzmanı Orla Doğu Teknik Üniversitesi
(Computer Integrated Manufacturing)
") 1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
Şekil-1. Dr. Özgür AKIN
 Şekil-1 Dr. Özgür AKIN Teknoloji Nedir? Teknoloji, insanoğlunun gereklerine uygun yardımcı alet ve araçların yapılması ya da üretilmesi için gerekli bilgi ve yetenektir. Teknoloji ayrıca, bir sanayi dalıyla
Şekil-1 Dr. Özgür AKIN Teknoloji Nedir? Teknoloji, insanoğlunun gereklerine uygun yardımcı alet ve araçların yapılması ya da üretilmesi için gerekli bilgi ve yetenektir. Teknoloji ayrıca, bir sanayi dalıyla
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
FMS=Flexible Manufacturing Systems
 1 FMS=Flexible Manufacturing Systems 2 3 4 Eğeryukarıdaki tüm sorularıncevabı evet ise imalatsistemi esnek olarak tanımlanabilir. Burada en çok önem verilmesi gereken testler 1 ve 2 numaralı testlerdir.
1 FMS=Flexible Manufacturing Systems 2 3 4 Eğeryukarıdaki tüm sorularıncevabı evet ise imalatsistemi esnek olarak tanımlanabilir. Burada en çok önem verilmesi gereken testler 1 ve 2 numaralı testlerdir.
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ ESNEK İMALAT SİSTEMLERİ DERS NOTLARI 2 Arş. Gör.
 Bir üretim hattında genel anlamda şu görevler (task) yürütülür: İş parçaları depo alanlarından alınarak işleme makine araçlarına gönderilir. Robotlar konveyör hattından iş parçalarını alarak istasyonda
Bir üretim hattında genel anlamda şu görevler (task) yürütülür: İş parçaları depo alanlarından alınarak işleme makine araçlarına gönderilir. Robotlar konveyör hattından iş parçalarını alarak istasyonda
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
HİDROLİK SİSTEMLERİN TASARIMINDA PAKET PROGRAM VE HİDROLİK MODÜLLER KULLANILARAK KOLAY BENZETİM YAPILMASI
 49 HİDROLİK SİSTEMLERİN TASARIMINDA PAKET PROGRAM VE HİDROLİK MODÜLLER KULLANILARAK KOLAY BENZETİM YAPILMASI Tuna BALKAN M. A. Sahir ARIKAN ÖZET Bu çalışmada, hidrolik sistemlerin tasarımında hazır ticari
49 HİDROLİK SİSTEMLERİN TASARIMINDA PAKET PROGRAM VE HİDROLİK MODÜLLER KULLANILARAK KOLAY BENZETİM YAPILMASI Tuna BALKAN M. A. Sahir ARIKAN ÖZET Bu çalışmada, hidrolik sistemlerin tasarımında hazır ticari
YRD.DOÇ.DR. MURAT KIYAK 1
 TAKIM TEZGAHLARI MAK 3042 SUNUM 2 Yrd.Doç.Dr. Murat KIYAK www.yildiz.edu.tr/~.edu.tr/~kiyak kiyak@yildiz.edu.tr 1 http://www.bologna.yildiz.edu.tr/index.php?r=course/view&id=3869&aid=97 2 YRD.DOÇ.DR. MURAT
TAKIM TEZGAHLARI MAK 3042 SUNUM 2 Yrd.Doç.Dr. Murat KIYAK www.yildiz.edu.tr/~.edu.tr/~kiyak kiyak@yildiz.edu.tr 1 http://www.bologna.yildiz.edu.tr/index.php?r=course/view&id=3869&aid=97 2 YRD.DOÇ.DR. MURAT
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MESLEK YÜKSEKOKULU 2013-2014 EĞİTİM-ÖĞRETİM YILI GÜZ YARIYILI BÜTÜNLEME SINAV PROGRAMI
 11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 13.01.14 Pazartesi 10.30 OD1 1 Matematik I 13.01.14 Pazartesi 14.00 802-803-804 1 Atatürk İlkeleri ve İnkılap Tarihi I 13.01.14 Pazartesi 14.00 802-803-804
11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 13.01.14 Pazartesi 10.30 OD1 1 Matematik I 13.01.14 Pazartesi 14.00 802-803-804 1 Atatürk İlkeleri ve İnkılap Tarihi I 13.01.14 Pazartesi 14.00 802-803-804
KOORDINAT ÖLÇÜM CIHAZLARI IÇIN SENSÖRLERİ ÜRÜN BROŞÜRÜ
 KOORDINAT ÖLÇÜM CIHAZLARI IÇIN SENSÖRLERİ ÜRÜN BROŞÜRÜ HEXAGON MANUFACTURING INTELLIGENCE DENEYİMDEN DOĞAR Hexagon Manufacturing Intelligence nin Koordinat Ölçüm Cihazları için ürettiği çok çeşitli prob
KOORDINAT ÖLÇÜM CIHAZLARI IÇIN SENSÖRLERİ ÜRÜN BROŞÜRÜ HEXAGON MANUFACTURING INTELLIGENCE DENEYİMDEN DOĞAR Hexagon Manufacturing Intelligence nin Koordinat Ölçüm Cihazları için ürettiği çok çeşitli prob
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı
 Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
BİLGİSAYAR DESTEKLİ TASARIM AUTOCAD DERSİ. 1. HAFTA 27.09.2012 Öğr. Gör. Serkan ÖREN
 BİLGİSAYAR DESTEKLİ TASARIM AUTOCAD DERSİ 1. HAFTA 1 AutoCAD, tüm dünyada başta mühendisler ve mimarlar tarafından kullanılan, dünyaca tanınan yazılım firması Autodesktarafından hazırlanan, bilgisayar
BİLGİSAYAR DESTEKLİ TASARIM AUTOCAD DERSİ 1. HAFTA 1 AutoCAD, tüm dünyada başta mühendisler ve mimarlar tarafından kullanılan, dünyaca tanınan yazılım firması Autodesktarafından hazırlanan, bilgisayar
I. YARIYIL (1. SINIF GÜZ DÖNEMİ) 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil
 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil") EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING)
") TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
BÜTÜNLEŞİK İMALAT SİSTEMLERİ
 BÜTÜNLEŞİK İMALAT SİSTEMLERİ Doç.Dr. Semih ÖNÜT İçerik Bütünleşik imalat sistemlerine giriş Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi
BÜTÜNLEŞİK İMALAT SİSTEMLERİ Doç.Dr. Semih ÖNÜT İçerik Bütünleşik imalat sistemlerine giriş Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi
Bir bölgede başka bir bölgeye karşılıklı olarak, veri veya haberin gönderilmesini sağlayan.sistemlerdir.
 1.1.3. Scada Yazılımından Beklenenler Hızlı ve kolay uygulama tasarımı Dinamik grafik çizim araçları Çizim kütüphaneleri Alarm yönetimi Tarih bilgilerinin toplanması Rapor üretimi 1.1.4. Scada Sistemleri
1.1.3. Scada Yazılımından Beklenenler Hızlı ve kolay uygulama tasarımı Dinamik grafik çizim araçları Çizim kütüphaneleri Alarm yönetimi Tarih bilgilerinin toplanması Rapor üretimi 1.1.4. Scada Sistemleri
CIM - Computer Integrated Manufacturing. Ders 1:Open Cim-Giriş
 CIM - Computer Integrated Manufacturing Ders 1:Open Cim-Giriş Otomasyon nedir? Otomasyon daha önce insan gücü ile yapılan işlemlerin makinelerle yapılabilmesi için tasarlanmış, operasyon süreçlerinin insan
CIM - Computer Integrated Manufacturing Ders 1:Open Cim-Giriş Otomasyon nedir? Otomasyon daha önce insan gücü ile yapılan işlemlerin makinelerle yapılabilmesi için tasarlanmış, operasyon süreçlerinin insan
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI BİRİNCİ YIL
 DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı
 Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Üçüncü Bölüm : Otomasyon Kavramı, Çeşitleri ve Faydaları Hazırlayan
 TEKNOLOJİ KULLANIMI Üçüncü Bölüm : Otomasyon Kavramı, Çeşitleri ve Faydaları Hazırlayan ÖĞR. GÖR. Hamza CORUT İŞLEYİŞ AŞAMALARI Birinci Aşama: İçerik Sunumu İkinci Aşama: İçeriğin Anlatımı Üçüncü Aşama:
TEKNOLOJİ KULLANIMI Üçüncü Bölüm : Otomasyon Kavramı, Çeşitleri ve Faydaları Hazırlayan ÖĞR. GÖR. Hamza CORUT İŞLEYİŞ AŞAMALARI Birinci Aşama: İçerik Sunumu İkinci Aşama: İçeriğin Anlatımı Üçüncü Aşama:
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
ÜRÜN BROŞÜRÜ 7.10.7 SF. Atölye Ortamı Koordinat Ölçüm Cihazı
 ÜRÜN BROŞÜRÜ 7.10.7 SF Atölye Ortamı Koordinat Ölçüm Cihazı Hexagon Metrology 7.10.7 SF Üretim Noktasında Kaliteye Bakış Hexagon Metrology 7.10.7 SF, kalite kontrolü için başka hiçbir CMM in zorlu atölye
ÜRÜN BROŞÜRÜ 7.10.7 SF Atölye Ortamı Koordinat Ölçüm Cihazı Hexagon Metrology 7.10.7 SF Üretim Noktasında Kaliteye Bakış Hexagon Metrology 7.10.7 SF, kalite kontrolü için başka hiçbir CMM in zorlu atölye
Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon
 Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon Inventor HSM;Inventor kullanıcıları için tam parametrik bir CAM çözümüdür.kullanıcılar tanıdıkları ve bildikleri bir ortamda
Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon Inventor HSM;Inventor kullanıcıları için tam parametrik bir CAM çözümüdür.kullanıcılar tanıdıkları ve bildikleri bir ortamda
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
PAU ENDÜSTRİ MÜHENDİSLİĞİ. IENG 328 - Üretim Planlama ve Kontrolü 2
 PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı sağlıyor.
 Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
V. DANILEVSKY İMALAT MÜHENDİSLİĞİ
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
OTOMATİK KONTROL 18.10.2015
 18.10.2015 OTOMATİK KONTROL Giriş, Motivasyon, Tarihi gelişim - Tanım ve kavramlar, Lineer Sistemler, Geri Besleme Kavramı, Sistem Modellenmesi, Transfer Fonksiyonları - Durum Değişkenleri Modelleri Elektriksel
18.10.2015 OTOMATİK KONTROL Giriş, Motivasyon, Tarihi gelişim - Tanım ve kavramlar, Lineer Sistemler, Geri Besleme Kavramı, Sistem Modellenmesi, Transfer Fonksiyonları - Durum Değişkenleri Modelleri Elektriksel
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
ESNEK İMALAT SİSTEMLERİ
 ESNEK İMALAT SİSTEMLERİ Arş. Gör. Barış DOĞAN T.C. Marmara Üniversitesi Teknoloji Fakültesi MekatronikMühendisliği Bölümü ÜRETİM ve İMALAT NEDİR? Üretim (production): Her türlü doğal kaynaktan faydalanarak
ESNEK İMALAT SİSTEMLERİ Arş. Gör. Barış DOĞAN T.C. Marmara Üniversitesi Teknoloji Fakültesi MekatronikMühendisliği Bölümü ÜRETİM ve İMALAT NEDİR? Üretim (production): Her türlü doğal kaynaktan faydalanarak
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MESLEK YÜKSEKOKULU 2013-2014 EĞİTİM-ÖĞRETİM YILI BAHAR YARIYILI BÜTÜNLEME SINAV PROGRAMI
 11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 09.06.14 Pazartesi 12.00 901 1 Beden Eğitimi ve Spor 10.06.14 Salı 10.30 310 1 Temel Bilgi Teknolojisi Kullanımı 10.06.14 Salı 12.00 D1-D2 1 Matematik
11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 09.06.14 Pazartesi 12.00 901 1 Beden Eğitimi ve Spor 10.06.14 Salı 10.30 310 1 Temel Bilgi Teknolojisi Kullanımı 10.06.14 Salı 12.00 D1-D2 1 Matematik
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
SAVUNMA SANAYİİ ARAŞTIRMA VE GELİŞTİRME ENSTİTÜSÜ
 SAVUNMA SANAYİİ ARAŞTIRMA VE GELİŞTİRME ENSTİTÜSÜ İlan No: TBTK.SAGE.2016-01 (Teknisyen) 1. Referans Kodu: SAGE.T.2016-01.EHKB01 / AR-GE Personeli Endüstriyel Hizmetler kapsamında, elektriksel, sıcaklık,
SAVUNMA SANAYİİ ARAŞTIRMA VE GELİŞTİRME ENSTİTÜSÜ İlan No: TBTK.SAGE.2016-01 (Teknisyen) 1. Referans Kodu: SAGE.T.2016-01.EHKB01 / AR-GE Personeli Endüstriyel Hizmetler kapsamında, elektriksel, sıcaklık,
DMU 75 / 95 monoblock
 www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
MEKATRONĐK K TE LERĐ UYGULAMALAR. Uludağ Üniversitesi Mühendislik Mimarlık Fakültesi MAK4089 MEKATRONĐĞE GĐRĐŞ. Doç.Dr.
 Gizliliğinizi korumaya yardımcı olmak için, PowerPoint bu dış resmin otomatik olarak karşıdan yüklenmesini önledi. Bu resmi karşıdan yükleyip görüntülemek için, Đleti Çubuğu'nda Seçenekler'i tıklatın ve
Gizliliğinizi korumaya yardımcı olmak için, PowerPoint bu dış resmin otomatik olarak karşıdan yüklenmesini önledi. Bu resmi karşıdan yükleyip görüntülemek için, Đleti Çubuğu'nda Seçenekler'i tıklatın ve
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MESLEK YÜKSEKOKULU 2013-2014 EĞİTİM-ÖĞRETİM YILI BAHAR YARIYILI YARIYIL SONU SINAV PROGRAMI
 11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 22.05.14 Perşembe 10.30 D3-D4 1 Matematik II 23.05.14 Cuma 13.30 901 1 Beden Eğitimi ve Spor 23.05.14 Cuma 15.30 110-112 1 Beton Teknolojisi 27.05.14
11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 22.05.14 Perşembe 10.30 D3-D4 1 Matematik II 23.05.14 Cuma 13.30 901 1 Beden Eğitimi ve Spor 23.05.14 Cuma 15.30 110-112 1 Beton Teknolojisi 27.05.14
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ
 5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol avarol@firat.edu.tr Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol avarol@firat.edu.tr Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Öğrenim Kazanımları Bu programı başarı ile tamamlayan öğrenci;
 Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Bilgisayar Destekli Çizim-II Ders No : 0690230035 Teorik : 3 Pratik : 1 Kredi : 3.5 ECTS : 3 Ders Bilgileri Ders Türü Öğretim
Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Bilgisayar Destekli Çizim-II Ders No : 0690230035 Teorik : 3 Pratik : 1 Kredi : 3.5 ECTS : 3 Ders Bilgileri Ders Türü Öğretim
3VM Kompakt Tip Güç Şalterleri
 SENTRON 3VM Kompakt Tip Güç Şalterleri Ekonomik Çözüm siemens.com.tr/alcakgerilim 3VM Kompakt Tip Güç Şalterleri Ekonomik çözüm Her altyapı sistemi, güvenilir bir enerji kaynağına ve güvenli ve verimli
SENTRON 3VM Kompakt Tip Güç Şalterleri Ekonomik Çözüm siemens.com.tr/alcakgerilim 3VM Kompakt Tip Güç Şalterleri Ekonomik çözüm Her altyapı sistemi, güvenilir bir enerji kaynağına ve güvenli ve verimli
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
5.26. YÜZEY PARLATMA (SİLME) TEZGAHI OTOMASYONU
 TEZGAHI OTOMASYONU") 5.26. YÜZEY PARLATMA (SİLME) TEZGAHI OTOMASYONU Prof. Dr. Asaf Varol avarol@firat.edu.tr ÖZET Teknolojinin büyük bir hızla ilerlediği günümüzde, arz-talep ilişkilerinin artması daha fazla mal üretimini
5.26. YÜZEY PARLATMA (SİLME) TEZGAHI OTOMASYONU Prof. Dr. Asaf Varol avarol@firat.edu.tr ÖZET Teknolojinin büyük bir hızla ilerlediği günümüzde, arz-talep ilişkilerinin artması daha fazla mal üretimini
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2015 %25 V1 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI 1. SINIFTAN İTİBAREN) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2015 %25 V1 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI 1. SINIFTAN İTİBAREN) Açıklama:
ESNEK ÜRETİM SİSTEMLERİNDE CNC TEZGAHLARIN BİLGİSAYAR KONTROLÜ. Elektronik Yük. Müh, Figen PALAMUTÇUOĞLU TEKOM A.Ş.
 ESNEK ÜRETİM SİSTEMLERİNDE CNC TEZGAHLARIN BİLGİSAYAR KONTROLÜ Elektronik Yük. Müh, Figen PALAMUTÇUOĞLU TEKOM A.Ş. 25 OCAK 1991 Esnek Üretim Sistemleri (Flexible Manufacturing Systems - FMS), tasarım
ESNEK ÜRETİM SİSTEMLERİNDE CNC TEZGAHLARIN BİLGİSAYAR KONTROLÜ Elektronik Yük. Müh, Figen PALAMUTÇUOĞLU TEKOM A.Ş. 25 OCAK 1991 Esnek Üretim Sistemleri (Flexible Manufacturing Systems - FMS), tasarım
Robot Bilimi. Robotların Sınıflandırılması
 Robot Bilimi Robotların Sınıflandırılması Öğr. Gör. M. Ozan AKI r1.0 Robot Teknolojisinin Temelleri Robot bilimi, birçok mühendislik dalını kapsar. Teknoloji Düzeyi Hareket Güç Açık Çevrim Denetim Dış
Robot Bilimi Robotların Sınıflandırılması Öğr. Gör. M. Ozan AKI r1.0 Robot Teknolojisinin Temelleri Robot bilimi, birçok mühendislik dalını kapsar. Teknoloji Düzeyi Hareket Güç Açık Çevrim Denetim Dış
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı
 Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı 1. Yarıyıl FIZ1001 Fizik 1 Temel Bilimler 3 0 2 4 5 - MAK1051 Bilgisayar Destekli Teknik Resim Meslek Dersi 2 2 0 3 5 - MAK1061 Temel Bilgisayar Bilimleri
Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı 1. Yarıyıl FIZ1001 Fizik 1 Temel Bilimler 3 0 2 4 5 - MAK1051 Bilgisayar Destekli Teknik Resim Meslek Dersi 2 2 0 3 5 - MAK1061 Temel Bilgisayar Bilimleri
ELEKTRİK I. Saat 09:30 Saat 11:30 Saat 13:30 Saat 15:30 TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA SENSÖRLER VE DÖNÜŞTÜRÜCÜLER KEMAL BERKİ
 ELEKTRİK I TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA MESLEK ETİĞİ (elk) SENSÖRLER VE DÖNÜŞTÜRÜCÜLER TEMEL ELEKTRONİK BİLGİSAYAR DESTEKLİ TASARIM KADİR ARTAN MATEMATİK I TESİSATA GİRİŞ ÖLÇME TEKNİĞİ DOĞRU
ELEKTRİK I TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA MESLEK ETİĞİ (elk) SENSÖRLER VE DÖNÜŞTÜRÜCÜLER TEMEL ELEKTRONİK BİLGİSAYAR DESTEKLİ TASARIM KADİR ARTAN MATEMATİK I TESİSATA GİRİŞ ÖLÇME TEKNİĞİ DOĞRU
ELEKTRİK I. Saat 09:30 Saat 11:30 Saat 13:30 Saat 15:30 BİLGİSAYAR DESTEKLİ TASARIM. MESLEK ETİĞİ (elk) TESİSATA GİRİŞ TEMEL ELEKTRONİK
 TESİSATA GİRİŞ TEMEL ELEKTRONİK") ELEKTRİK I BİLGİSAYAR DESTEKLİ TASARIM KADİR ARTAN TESİSATA GİRİŞ MESLEK ETİĞİ (elk) TEMEL ELEKTRONİK TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA ÖLÇME TEKNİĞİ MATEMATİK I SENSÖRLER VE DÖNÜŞTÜRÜCÜLER DOĞRU
ELEKTRİK I BİLGİSAYAR DESTEKLİ TASARIM KADİR ARTAN TESİSATA GİRİŞ MESLEK ETİĞİ (elk) TEMEL ELEKTRONİK TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA ÖLÇME TEKNİĞİ MATEMATİK I SENSÖRLER VE DÖNÜŞTÜRÜCÜLER DOĞRU
ELEKTRİK I. Saat 09:30 Saat 11:30 Saat 13:30 Saat 15: Salı Salı. Ders planı oluşturuldu:
 ELEKTRİK I MESLEK ETİĞİ (elk) TESİSATA GİRİŞ TEMEL ELEKTRONİK BİLGİSAYAR DESTEKLİ TASARIM KADİR ARTAN TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA DOĞRU AKIM DEVRELERİ NİHAN PALA MATEMATİK I ÖLÇME TEKNİĞİ
ELEKTRİK I MESLEK ETİĞİ (elk) TESİSATA GİRİŞ TEMEL ELEKTRONİK BİLGİSAYAR DESTEKLİ TASARIM KADİR ARTAN TRAFO VE DOĞRU AKIM MAKİNELERİ NİHAN PALA DOĞRU AKIM DEVRELERİ NİHAN PALA MATEMATİK I ÖLÇME TEKNİĞİ
DERS ALAN/DAL SINIFLAR. 14.06.2016 10:00 Türkçe Kalfalık / Ortak Dersler Kalfalık Yazılı
 14.06.2016 10:00 Türkçe / Ortak Dersler 14.06.2016 12:00 Matematik ve Meslek Matematiği / Ortak Dersler 14.06.2016 14:00 İşletme Bilgisi ve TKY / Ortak Dersler 14.06.2016 16:00 Mesleki Bilgisayar / Ortak
14.06.2016 10:00 Türkçe / Ortak Dersler 14.06.2016 12:00 Matematik ve Meslek Matematiği / Ortak Dersler 14.06.2016 14:00 İşletme Bilgisi ve TKY / Ortak Dersler 14.06.2016 16:00 Mesleki Bilgisayar / Ortak
1999 yılı sonundan itibaren 1/25.000 ölçekli harita üretimi sayısal olarak yapılmaya başlanmıştır.
 Kartografya Dairesi Başkanlığı Faaliyetleri 1. Fotogrametri Dairesi Başkanlığı tarafından hazırlanan, yurt içi 1/25.000 ölçekli ve yurt dışı 1/50.000 ölçekli sayısal verilerin, kartografik düzenlemeleri
Kartografya Dairesi Başkanlığı Faaliyetleri 1. Fotogrametri Dairesi Başkanlığı tarafından hazırlanan, yurt içi 1/25.000 ölçekli ve yurt dışı 1/50.000 ölçekli sayısal verilerin, kartografik düzenlemeleri
CAD (Computer Aided Design-Bilgisayar Destekli Tasarım): Ürün tasarımında bilgisayar teknolojisinden yararlanmaktır.
: Ürün tasarımında bilgisayar teknolojisinden yararlanmaktır.") 1 Ürün tasarımı üretim sisteminde kritik bir fonksiyondur. Ürün tasarımının kalitesi, ürünün ticari başarısını ve toplumsal değerini belirleyen enönemli faktörlerden biridir. Eğer ürün tasarımı kötü ise
1 Ürün tasarımı üretim sisteminde kritik bir fonksiyondur. Ürün tasarımının kalitesi, ürünün ticari başarısını ve toplumsal değerini belirleyen enönemli faktörlerden biridir. Eğer ürün tasarımı kötü ise
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV...
 INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
Makine mühendisliği. Bitlis Anadolu Lisesi-Fen bilimeri. Yabancı Dil İngilizce[okuma : 8, dinleme : 7,yazma :7] Upper intermadiate
![Makine mühendisliği. Bitlis Anadolu Lisesi-Fen bilimeri. Yabancı Dil İngilizce[okuma : 8, dinleme : 7,yazma :7] Upper intermadiate](/thumbs/35/17321749.jpg "Makine mühendisliği. Bitlis Anadolu Lisesi-Fen bilimeri. Yabancı Dil İngilizce[okuma : 8, dinleme : 7,yazma :7] Upper intermadiate") KĠġĠSEL Emrah ġefkatlioğlu Adres : Sakarya Mahallesi 930.Sk No:8/11 MELİKGAZİ-KAYSERİ Cep : 532 298 28 95 E-Posta : esefkatlioglu@meliksah.edu.tr GENEL Eğitim durumu : Üniversite(Mezun) Doğum Tarihi :
KĠġĠSEL Emrah ġefkatlioğlu Adres : Sakarya Mahallesi 930.Sk No:8/11 MELİKGAZİ-KAYSERİ Cep : 532 298 28 95 E-Posta : esefkatlioglu@meliksah.edu.tr GENEL Eğitim durumu : Üniversite(Mezun) Doğum Tarihi :
Üretim Planlarında AÜP'nin Yeri
 Ana Üretim Programı Ana Üretim Programı Nihai ürünlerin üretimi için yapılan programdır. Ana üretim programı, bütünleşik üretim planını detaylandırarak üretilecek ürün kalemlerine çevirir. Seçenek planları
Ana Üretim Programı Ana Üretim Programı Nihai ürünlerin üretimi için yapılan programdır. Ana üretim programı, bütünleşik üretim planını detaylandırarak üretilecek ürün kalemlerine çevirir. Seçenek planları
BİLGİSAYAR TÜMLEŞİK ONARIM VE BAKIM. Esasları ve Uygulanması -
 BİLGİSAYAR TÜMLEŞİK ONARIM VE PERYODİK BAKIM Esasları ve Uygulanması - Brainware Bağdat Cad. 36/23 Kızıltoprak 81030 İstanbul Tel: 348 72 05 Hazırlayan Ümit Süray İstanbul, 24 Ocak 1991 İÇİNDEKİLER I.
BİLGİSAYAR TÜMLEŞİK ONARIM VE PERYODİK BAKIM Esasları ve Uygulanması - Brainware Bağdat Cad. 36/23 Kızıltoprak 81030 İstanbul Tel: 348 72 05 Hazırlayan Ümit Süray İstanbul, 24 Ocak 1991 İÇİNDEKİLER I.
Sayılar, cebir, denklemler ve eşitsizlikler, fonksiyonlar, trigonometri, komplerks sayılar, logaritma
 KONTROL ve OTOMASYON TEKNOLOJİSİ DERS İÇERİKLERİ I. Yarıyıl Matematik - I Sayılar, cebir, denklemler ve eşitsizlikler, fonksiyonlar, trigonometri, komplerks sayılar, logaritma Bilgisayar - I Wındows işletim
KONTROL ve OTOMASYON TEKNOLOJİSİ DERS İÇERİKLERİ I. Yarıyıl Matematik - I Sayılar, cebir, denklemler ve eşitsizlikler, fonksiyonlar, trigonometri, komplerks sayılar, logaritma Bilgisayar - I Wındows işletim
GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAVI KONU BAŞLIKLARI
 GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAVI KONU BAŞLIKLARI 1. BİLGİSAYAR MÜHENDİSLİĞİ Bilgisayar Organizasyonu ve Mimarisi Veri İletişimi ve Bilgisayar Ağları Programlama Dilleri Veri Yapıları Veritabanı
GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAVI KONU BAŞLIKLARI 1. BİLGİSAYAR MÜHENDİSLİĞİ Bilgisayar Organizasyonu ve Mimarisi Veri İletişimi ve Bilgisayar Ağları Programlama Dilleri Veri Yapıları Veritabanı
Salı BİLGİSAYAR -I (NÖ) Cuma 08.15 09.15 14.00 15.00 13.00 11.15 10.15 16.00. Pazartesi. Çarşamba. Perşembe. Temel Elektronik
 Cuma 08.15 09.15 14.00 15.00 13.00 11.15 10.15 16.00. Pazartesi. Çarşamba. Perşembe. Temel Elektronik") BİLGİSAYAR -I (NÖ) R.TUNA Temel Elektronik U.ÇEVİK V.ÇAVUŞ M.DEMİRTÜRK Atatürk İlkeleri ve İnkılap Tarihi - 2 Web Editörü İngilizce - 2 LAB-3 C.C.ERSANLI R.TUNA İ.U.DURAN Mesleki Matematik Temel Elektronik
BİLGİSAYAR -I (NÖ) R.TUNA Temel Elektronik U.ÇEVİK V.ÇAVUŞ M.DEMİRTÜRK Atatürk İlkeleri ve İnkılap Tarihi - 2 Web Editörü İngilizce - 2 LAB-3 C.C.ERSANLI R.TUNA İ.U.DURAN Mesleki Matematik Temel Elektronik
WORKNC
 0216 466 67 70 WORKNC Metropolsoft Bilgi Teknolojileri San. ve Tic. Ltd. Şti. Yeşilbağlar Mah. Selvili Sok. No:2 Beyaz Ofis B-36 34893 Pendik/İstanbul T: +90 216 466 67 70 F: +90 216 466 67 71 info@metropolsoft.com
0216 466 67 70 WORKNC Metropolsoft Bilgi Teknolojileri San. ve Tic. Ltd. Şti. Yeşilbağlar Mah. Selvili Sok. No:2 Beyaz Ofis B-36 34893 Pendik/İstanbul T: +90 216 466 67 70 F: +90 216 466 67 71 info@metropolsoft.com
TRANSPORT SİSTEMLERİNDE BİLGİSAYAR UYGULAMALARI
 BÖLÜM 14. TRANSPORT SİSTEMLERİNDE BİLGİSAYAR UYGULAMALARI 14. GİRİŞ Bilgisayar Destekli Tasarım (CAD), imalatın tasarım aşamasının ayrılmaz bir parçasıdır. Genel amaçlı bir CAD sisteminde oluşturulan bir
BÖLÜM 14. TRANSPORT SİSTEMLERİNDE BİLGİSAYAR UYGULAMALARI 14. GİRİŞ Bilgisayar Destekli Tasarım (CAD), imalatın tasarım aşamasının ayrılmaz bir parçasıdır. Genel amaçlı bir CAD sisteminde oluşturulan bir
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Design for X. Fonksiyon. Standartlara uygun. Mukavemet. açısından uygun. açısından uygun. Maliyet. Nakliye.
 1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
Üretim/İşlemler Yönetimi 2. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
SINAV GÜNÜ SINAV SAATİ DERS SORUMLUSU
 BİLG. TEK. VE PROG.. ÖĞR./2. ÖĞR. (.Ö) 02.0.4 Perşembe 6:0 Türk Dili I M.USTA A24 0.0.4 Cuma :00 Programlama Temelleri A.BÜYÜKGÜÇLÜ A24 0.0.4 Cuma :00 Algoritma ve Programlamaya Giriş A.BÜYÜKGÜÇLÜ A26
BİLG. TEK. VE PROG.. ÖĞR./2. ÖĞR. (.Ö) 02.0.4 Perşembe 6:0 Türk Dili I M.USTA A24 0.0.4 Cuma :00 Programlama Temelleri A.BÜYÜKGÜÇLÜ A24 0.0.4 Cuma :00 Algoritma ve Programlamaya Giriş A.BÜYÜKGÜÇLÜ A26
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
İÇİNDEKİLER. Birinci Bölüm Üretim Yönetiminde Temel Kavramlar
 İÇİNDEKİLER Birinci Bölüm Üretim Yönetiminde Temel Kavramlar 1.1. Giriş... 2 1.2. Üretim Faktörleri ve Üretim... 3 1.3. Üretim ve İşlemler Yönetimi... 6 1.4. Üretim ve İşlemler Yönetiminin Kapsamı... 7
İÇİNDEKİLER Birinci Bölüm Üretim Yönetiminde Temel Kavramlar 1.1. Giriş... 2 1.2. Üretim Faktörleri ve Üretim... 3 1.3. Üretim ve İşlemler Yönetimi... 6 1.4. Üretim ve İşlemler Yönetiminin Kapsamı... 7
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
PA Textile&Apparel. Yenilik ve gelişme vaadiyle Tekstil & Konfeksiyon sektörüne sektörün en iyi uygulamalarını götürmek. www.pa-textileapparel.
 PA Textile&Apparel Yenilik ve gelişme vaadiyle Tekstil & Konfeksiyon sektörüne sektörün en iyi uygulamalarını götürmek. www.pa-textileapparel.com PA T&A Tekstil & Konfeksiyon Özel Yazılımlar PA Tekstil
PA Textile&Apparel Yenilik ve gelişme vaadiyle Tekstil & Konfeksiyon sektörüne sektörün en iyi uygulamalarını götürmek. www.pa-textileapparel.com PA T&A Tekstil & Konfeksiyon Özel Yazılımlar PA Tekstil
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
ENDÜSTRİYEL GÖRÜNTÜ İŞLEME. atel sistem
 endüstriyel görüntü işleme ölçüm ve kontrol leri, tecrübe ve bilgi birikimiyle işletmelerin ihtiyaçlarını en kapsamlı şekilde analiz ederek, en ekonomik ve uygun çözümü sunar. Son yılların vazgeçilmez
endüstriyel görüntü işleme ölçüm ve kontrol leri, tecrübe ve bilgi birikimiyle işletmelerin ihtiyaçlarını en kapsamlı şekilde analiz ederek, en ekonomik ve uygun çözümü sunar. Son yılların vazgeçilmez
ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI Teknolojinin gelişmesi insanın ve insanlığın yaşam kalitesini yükseltmek, insanın kendisine ve çevresine daha fazla zaman ayırmasını
ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI Teknolojinin gelişmesi insanın ve insanlığın yaşam kalitesini yükseltmek, insanın kendisine ve çevresine daha fazla zaman ayırmasını
Tasarım aşamasından parçanın son haline En hızlı kontrol ünitesi
 Singlemax Tasarım aşamasından parçanın son haline En hızlı kontrol ünitesi Gelişmiş Kontrol Ünitesi: HURCO torna tezgahlarının odak noktası, etkili WinMax yazılımı ile entegre edilmiş HURCO Kontrol Ünitesi
Singlemax Tasarım aşamasından parçanın son haline En hızlı kontrol ünitesi Gelişmiş Kontrol Ünitesi: HURCO torna tezgahlarının odak noktası, etkili WinMax yazılımı ile entegre edilmiş HURCO Kontrol Ünitesi
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MESLEK YÜKSEKOKULU 2013-2014 EĞİTİM-ÖĞRETİM YILI BAHAR YARIYILI YARIYIL İÇİ SINAV PROGRAMI
 11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 07.04.14 Pazartesi 10.30 D3-D4 1 Matematik II 07.04.14 Pazartesi 15.30 OD1 1 Mukavemet 08.04.14 Salı 15.30 OD1 1 Beton Teknolojisi 09.04.14 Çarşamba
11-İNŞAAT TEKNOLOJİSİ PROGRAMI 1. SINIF SINAV PROGRAMI 07.04.14 Pazartesi 10.30 D3-D4 1 Matematik II 07.04.14 Pazartesi 15.30 OD1 1 Mukavemet 08.04.14 Salı 15.30 OD1 1 Beton Teknolojisi 09.04.14 Çarşamba