PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ MART 2018
|
|
|
- Esin Taşkıran
- 5 yıl önce
- İzleme sayısı:
Transkript
1 PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ MART 2018
2
3
4 Çeliğin içerdiği krom miktarı % 12 den daha fazla olması durumunda ince bir krom oksit tabakası oluşur ve bu tabaka yüzeyi pasif hale getirir ve dış tesirlere karşı korur. Bu durum çeliği atmosferin olumsuz etkilerinden koruduğu gibi, HNO3 (nitrik asit) gibi oksitleyici asitlere karşı da korur, buna mukabil sadece krom içeren çelikler HCI (klorik asit) ve H2SO4 (sülfürik asit) gibi redükleyici asitlere karşı dayanıklı değildirler. Bu asitler yüzeyi koruyan kromoksit tabakasını ortadan kaldırırlar. Endüstride oluşturulan paslanmaz çelikler, redükleyici asitlere karşıda iyi bir mukavemet gösteren ve bileşimlerinde kromun yanı sıra yüksek miktarda nikel ve molibden ihtiva ederler.
5 Günümüz endüstrisinde kullanılan paslanmaz çelikler 1. Martenzitik paslanmaz çelikler 2. Ferritik paslanmaz çelikler 3. Ostenitik paslanmaz çelikler. 4. Çökelme sertleşmeli paslanmaz çelikler 5. Dupleks paslanmaz çelikler(ostenitik-delta Ferritik) Bu guruplar birbirlerinden; çeliğin bileşimi böylece iç yapısı, dolayısıyla kimyasal, fiziksel ve mekanik özellikler bakımından büyük farklılıklar gösterir. Kaynak Kabiliyetlerine de büyük ölçüde etki eder.
6 PASLANMAZ ÇELİKLERİN KAYNAK METALUJİLERİ

7

8 Karbon miktarı % 0,1 den fazla olan çelikler yüksek sıcaklıklarda ostenitik içyapıya sahiptirler. Ostenitleme sıcaklığı çeliğin türüne göre C arasındadır. Bu sıcaklıklarda tutulan çeliğe su verilirse martenzitik bir içyapı elde edilir. Bu şekilde elde edilen yüksek sertlik ve mekanik dayanım, karbon yüzdesi ile birlikte artar. Ürün tipine bağlı olarak martenzitik çelikler tavlanmış veya ıslah edilmiş durumda pazara sunulur. Tavlanmış olarak satın alınan ürünler biçim verildikten sonra ıslah işlemine (suverme + temperleme) tabi tutulur. Temperleme sıcaklığı değiştirilerek değişik özellik kombinasyonları elde edilebilir. En iyi korozyon dayanımını elde etmek için tavsiye edilen ısıl işlem sıcaklıklarına uyulması çok önemlidir
9
10
11 I.1. Martenzitik Paslanmaz Çeliklerin Kaynağı Bu guruba giren paslanmaz çelikler genel olarak % 6 dan az krom ihtiva ederler; bileşimlerindeki karbon miktarı % 0.10 ilâ % 1.2 arasında değişir; yüksek miktarda karbon ihtiva edenlerde krom miktarı % 18 e kadar çıkabilir. Bu tür çeliklerin kritik soğuma hızları çok yavaştır (yani TTT de burun oldukça sağdadır), dolayısıyla bunlarda martenzit teşekkülü çok yavaş bir soğuma halinde, örneğin sakin havada soğumada bile kolaylıkla meydana gelir. Martenzitik yapısı halinde sertleşmiş vaziyette korozyon dirençleri gayet iyidir. 815 C ye kadar paslanmazlık özelliklerini yitirmezler, yalnız uzun süre yüksek sıcaklığa maruz kalırlarsa hafif bir korozyon başlangıcı olur bu bakımdan bunlar endüstride sürekli olarak 700 C nin üzerindeki sıcaklıklarda kullanılamazlar.
12 Bu tür paslanmaz çeliklerde, çok yavaş bir soğuma halinde bile en kalın kesitlerde dahi martenzit oluştuğundan, ITAB de ani soğumanın oluşturduğu gerilmeler, kaynak kabiliyetini büyük ölçüde etkiler. Düşük karbonlu martenzitik paslanmaz çelikler bir takım tedbirler alınarak kaynak edilebilir, yüksek karbonlular ise mümkün mertebe kaynak edilmemelidirler. Düşük karbonlu martenzitik paslanmaz çeliklerde, martenzit nispeten daha az serttir ve dolayısıyla çatlamaya karşı daha az eğilimlidir. Normal olarak bu çelikler kaynaktan evvel bir ön tavlamaya tabi tutulur. Ancak uygulanan ön tavlama yüksek karbon eşdeğerli çelikler halinde olduğu gibi ITAB de bir sertlik azalması meydana getirmez. Sadece oluşan ısıl gerilmeleri azalttığından çatlama ihtimalini azaltır. Bu tür çelikler için uygulanan ön tav derecesi C dir. Kaynak bölgesinde daha tok bir yapı elde etmek ve servis anında parçada ortaya çıkabilecek çatlama olasılığını ortadan kaldırmak gayesiyle parçalar mümkün olan hallerde, hemen kaynaktan sonra, parça soğumadan bir gerilme giderme tavlamasına tabi tutulmalıdır. En iyi süneklik ve tokluk parçanın C de 4 saat süre ile tavlanması ve takiben çok yavaş bir şekilde tercihan fırında soğutulması neticesinde elde edilir.
13 MARTENZİTİK PASLANMAZ ÇELİKLERİN TİPİK KAYNAK PROBLEMİ Problem: ITAB de ani soğumanın oluşturduğu gerilmeler, kaynak kabiliyetini büyük ölçüde etkiler. Çatlama rizikosunu ortaya çıkarır. Çözüm: Martenzitik paslanmaz çeliklerin kaynağında, kaynak dikişinin mukavemetinin çok önemli olmadığı ve parçanın da kükürtlü bir ortamda bulunmadığı hallerde ostenitik kaynak metali kullanılır. Kaynaktan hemen sonra, parça soğumadan bir gerilme giderme tavlamasına tabi tutulmalıdır. En iyi süneklik ve tokluk parçanın C de 4 saat süre ile tavlanması ve takiben çok yavaş bir şekilde tercihan fırında soğutulması neticesinde elde edilir. Ostenitik kaynak metalinin akma sınırının düşük olması kaynaktan sonra oluşan kendini çekme gerilmelerinin oluşturduğu çatlama ihtimalini ortadan kaldırır. Yüksek karbon içeren (% ) martenzitik paslanmaz çelikler bütün bu tedbirler yardımı ile dahi sağlam bir şekilde kaynak edilemezler.

14
15

16 (ferritik paslanmaz çeliklerin özellikleri) İyi derecede olan korozyon dayanımı, krom miktarının artması ile iyileşir. Isıl işlemle dayanım artırılamaz ve sadece tavlanmış durumda kullanılır. Manyetiktirler. Ostenitik çelikler kadar kolay şekillendirilemezler
17
18 Mutfak gereçleri Dekoratif uygulamalar Otomobil şasi parçaları, egzoz elemanları Sıcak su tankları
19 I.2. Ferritik Paslanmaz Çeliklerin Kaynağı Bu tür paslanmaz çelikler bileşimlerinde % 16 ilâ % 30 krom ve % karbon içerirler. Büyük miktarda krom ve çok az miktarda karbon içerdiklerinden bunlarda yüksek sıcaklıklarda veya sıvı halden itibaren soğutulmaları esnasında hiç veya çok az ostenit meydana gelir, dolayısıyla ostenit-ferrit dönüşmesi yoktur. İç yapıları normal olarak ferrit ve karbürlerden meydana gelmiştir. Bu tip çeliklerin en önemli özellikleri, katı halde bir faz dönüşmesi meydana gelmediğinden su verme yolu ile sertleştirilememeleri ve yüksek sıcaklıklarda korozyon ve oksidasyon dirençlerinin yüksek olmasıdır. Bu tür çeliklerin sertleştirilebilmeleri ancak soğuk şekil değiştirme ile mümkündür. Az miktarda soğuk şekil değiştirmenin dahi meydana getirdiği sertlik çeliğin biçimlendirilmesini zorlaştırdığından kullanma alanları azdır. Bu çelikler soğuk şekil değiştirme sertleşmesini ortadan kaldırmak için 750 C ilâ 800 C sıcaklıklarında yumuşatma tavlamasına (Yenide Kristalleşme) tabi tutulurlar. Bu tür paslanmaz çelikler, su verme yolu ile sertleştirilemediklerinden ITAB de martenzit oluşumu tehlikesi meydana gelmez, bu bakımdan martenzitik paslanmaz çeliklere göre daha kolay kaynak edilirler.
20 Şekil I. 2.1 Fe-Cr denge diyagramı.
21 Ferritik Paslanmaz Çeliğin Kaynağında Ortaya Çıkabilecek Problemler: I - Ferritik paslanmaz çeliklerin kaynağında karşılaşılan en önemli sorun, kaynak esnasında ITAB nin bir kısmı 1150 C nin üzerindeki bir sıcaklığa kadar ısınır ve bu bölgede aşırı bir tane büyümesi meydana gelir. Çare: Elektrot çeliğine imalatı sırasında Azot (Arayer atomu) eklenebilir. Kaynak dikişi sıcak iken dövülüpıslah edilebilir bu da rizikolu olabilir. II - Kromlu ferritik paslanmaz çelikler daima bir miktarda karbon ihtiva ederler. Kaynak esnasında ITAB de bu karbürlerin bir kısmı çözülür ve küçük yerel ostenit bölgeleri meydana getirir. Oluşan ostenit büyüyen ferrit tanelerinin çevresinde bir ağ şeklinde yer alır; soğuma esnasında bu ostenit martenzite dönüşür ve dolayısıyla ITAB de iri ferrit taneleri etrafında bir martenzit ağından oluşmuş bir yapı ortaya çıkar. Bu yapının sertliğine martenzit bir etkide bulunmaz, zira miktarı çok azdır, buna mukabil kırılgan yapar. Çare: Bu tip paslanmaz çeliklerin kaynağında ITAB 1150 C yi aşan sıcaklıklarda mümkün mertebe kısa süre kalmalıdır. Bu ise ancak kaynağın çok kısa
22 III - Sigma fazı çok sert ( HV), antimagnetik ve gevrek özellikte metallerarası bir bileşiktir. Bileşimi takriben % 52 Cr ve % 48 Fe den ibarettir ve 550 C ila 925 C arasındaki sıcaklıklarda meydana gelir. ÇARE: Karbür çökelmesini yok etmek için uygulanan ısıl işlem sigma fazının da yok olmasını sağlar. Kaynak Bölgesi Tokluğu Açısından Genel Çareler: Yüksek miktarda krom ve karbon içeren ferritik paslanmaz çeliklere, ITAB nin özelliklerinin geliştirilmesi bakımından, 200 C lik bir öntav uygulanabilir. Kaynaktan sonra C lik bir tavlamayı müteakip hızlı bir soğutma, bu çeliklerde ITAB nin sünekliğinin ve taneler arası korozyona karşı direncin artmasına yardımcı olur. Kaynak edilmiş parçaların soğuk şekillendirilmesi ve zorlanması C lik bir tavlamadan sonra yapılmalıdır. Kaynak dikişinde erimiş bölgede, tane büyümesinin sebep olduğu gevrekliğe ostenitik elektrot kullanarak mani olunabilir. Az karbonlu ferritik paslanmaz çelikler halinde 18/8 tipi, % 0,1 den fazla karbon ihtiva eden çelikler için ise % 25 Cr ve % 20 Ni ihtiva eden elektrotlar iyi netice vermektedir.

23


24 Paslanmaz çeliğin bileşiminde yeterince nikel (Ni) bulunursa, içyapısı oda sıcaklığında dahi ostenitik olur. Ostenitik çeliklerin temel bileşimi %18 krom ve %8 nikeldir. Ostenitik paslanmaz çelikler, biçimlendirme, mekanik özellikler ve korozyon dayanımı bakımından çok uygun bir kombinasyon sunarlar. Süneklikleri, toklukları ve biçimlendirilme kabiliyetleri düşük sıcaklıklarda bile mükemmeldir. Manyetik olmayan bu çeliklere, ostenitik içyapıları dönüşüm göstermediği için normalleştirme veya sertleştirme ısıl işlemleri uygulanmaz, mekanik dayanımları ancak soğuk şekillendirme ile artırılabilir. Toplam paslanmaz çelik üretimi içinde ostenitik çeliklerin payı % 70 tir ve aralarında en çok kullanılan 304 kalitedir
25
26
27 I.3. Ostenitik Paslanmaz Çeliklerin Kaynağı Bu tür paslanmaz çeliklerin bileşimlerinde % krom ve ve % 8-25 Nikel içeriler. Nikel kuvvetli bir ostenit yapıcı olduğundan bu çeliklerde katılaşma esnasında ortaya çıkan ostenit, oda sıcaklığının altındaki sıcaklık derecelerinde dahi dönüşmeden kalır. Soğuma esnasında ostenit ferrit dönüşümü olmadığından bu tür paslanmaz çelikler de su verme yoluyla sertleştirilemezler. Bu grup paslanmaz çelikler içinde en fazla tanınan 18/10 çeliği diye isimlendirilen bileşiminde % 18 Krom ve % 10 Nikel içeren tipidir. Antimagnetik olan bu tür paslanmaz çeliklere genellikle korozyon mukavemetini arttırmak gayesi bir miktar da Molibden katılır. Bu çeliklerin kaynak kabiliyetine tesir eden en önemli özellikleri şunlardır: a.isı iletme katsayıları oda sıcaklığında az alaşımlı ve sade karbonlu çeliklerin 1/3 ü kadardır. b.isıl genleşme katsayıları sade karbonlu ve az alaşımlı çeliklerin takriben 1.5 mislidir, yani % 50 daha fazladır.
28 Bu tür çeliklerin kaynağında, basit karbonlu çeliklerin kaynağından daha fazla kendini çekme meydana gelir. Kaynak dikişinin soğuması esnasında büyük büzülmelerin meydana gelmesi neticesinde, bu bölgede oluşan şiddetli iç gerilmeler Sıcak Çatlama tehlikesine yol açar. Bu tür paslanmaz çeliklerin bilhassa çift taraflı iç köşe dikişlerinde sıcak çatlakların oluşma ihtimali çok fazladır. Bu fiziksel olayların yanı sıra aşağıdaki iki önemli metalürjik etkende ostenitik paslanmaz çeliklerin kaynağını zorlaştırır. Bunlardan birincisi (d) delta ferrit fazının oluşumu diğeri ise karbür çökelmesi olayıdır. Krom nikelli ostenitik paslanmaz çelikler sıvı halden itibaren katılaşmaya başlayınca, ostenit ve delta taneleri oluşur. Bu delta ferrit, ostenitin dönüşümü sonucunda ortaya çıkan ferritten farklıdır. Katılaşma normal olarak endüstride ingota dökülen bir sıvı metalin katılaşmasında görülen bir süratle cereyan ettiği zaman bu tür çeliklerin yapısı ostenit taneleri arasına serpiştirilmiş delta ferrit taneciklerinden meydana gelir. Delta ferrit bu malzemeyi sıcak dövme ve haddeleme için uygun olmayan bir hale sokar, sıcak şekil değiştirme esnasında malzemede sıcak çatlaklar oluşur.
29 Bu olaya mani olabilmek için katılaşan ostenitik paslanmaz çeliklerde soğumanın çok yavaş bir hızla seyretmesi gereklidir. Bir başka çözüm yolu da bu çeliğin uzun bir süre 1150 C de tavlanması ve hızlı soğutulmasıdır. Ostenitik paslanmaz çelikler oda sıcaklığında ve daha düşük sıcaklıklarda mutlak olarak içyapı bakımından kararlı değillerdir. Bu çelikler de aşırı soğuk şekil değiştirme, bilhassa dövme, sonucunda kısmen bir martenzitik yapı elde edilebilir. 18/8 ve 18/10 tipi gibi bazı krom nikelli ostenitik paslanmaz çelikler 450 C ila 850 C arasında bir sıcaklığa kadar ısıtılıp o sıcaklıkta tutulduklarında bir krom karbür çökelmesi eğilimi de kendini gösterir. Bu tür çeliklerin eldesi sırasında krom ve karbonun ostenit içinde çözüldüğü 1100 C sıcaklığından itibaren hızla soğutulurlar.

30 Sıcaklığın 450 C nin üzerine çıkması karbonun difüzyon hızı, karbonu tane sınırlarından dışarı çıkartacak derecede artar. Tane sınırlarında biriken karbon, kroma karşı yüksek eğiliminden dolayı bu bölgede kromla birleşerek krom karbür meydana getirir. Krom karbürün ağırlık olarak % 90 ını krom meydana getirdiğinden çok az bir karbon dahi bulunsa tane sınırlarında kromca bir zayıflama meydana gelir. Bunun neticesi olarak malzeme korozif bir ortamda bulunduğuzaman, kromca zayıflamış olan tane sınırlarında korozyon meydana gelir. Şekilde görüldüğü gibi ortaya çıkan bu tanelerarası korozyon bütün malzemeyi çok kısa bir zaman zarfında kullanılamaz hale getirebilir. Çeliğin karbon içeriği arttıkça da bu olay şiddetlenir. Ostenit tane sınırlarına çöken krom karbür ağı.
31 Ostenitik paslanmaz çeliklerin kaynağı esnasında eriyen bölge çok kısa bir zamanda katılaşıp hızla soğuduğundan ve elektrot olarak kullanılan alaşımların karbon içeriği de çok düşük olduğundan, kaynak metali, özellikle kaynak dikişi için karbür çökelme tehlikesi mevcut değildir. Buna karşın ITAB kaynak süresi kadar C sıcaklıkları arasında tavlı olarak kalmakta ve aynı zamanda da burası esas metal olduğu için, karbon içeriğinin yüksek olması halinde, ostenit tane sınırlarında taneler arası korozyonun başlamasına sebep olacak karbür çökelmesi olayı meydana gelecektir. Tek paso ile yapılan elektrik ark kaynağında 650 C ila 750 C arasındaki sıcaklığa ITAB bir dakikadan daha az bir süre maruz kalır. Buna mukabil çok pasolu kaynak halinde bu süre üç dakikanın üzerine çıkar ve dolayısıyla karbür çökelme tehlikesi baş gösterir. Kaynakla birleştirilmesi gereken krom-nikelli ostenitik paslanmaz çeliklerin esas metal karbon içeriği azami % 0,06 tercihan % 0.03 civarında olmalıdır.
32 Bu konuda uygulanan bir başka yöntem de çeliğin stabilizasyonu diye isimlendirilir. Stabilizasyon için ilave edilen elementler Titanyum, Niobyum ve Tantal dır. Bunların oluşturduğu karbürler, tane sınırları boyunca değil, ostenit taneleri içinde ince zerrecikler halinde dağılmış olduklarından,çeliğin mekanik davranışlarındada bir değişiklik meydana getirmezler. Bu stabilizasyonun gerçekleşebilmesi için ilave edilen titanyumunkarbona göre 4 misli, niobyumun 8 ila 10 misli, tantalın 16 misli miktarda olması gereklidir. Çeliğin stabilizasyonu için genellikle, maliyet açısından Esas metallerde titanyum tercih edilir, elektrotların stabilizasyonu için ise, titanyumun kaynak arkında büyük miktarda kaybından ötürü niobyum tercih edilir. Stabilize edilmiş çelikler için de, taneler arası korozyona karşı tam manası ile dayanıklıdır denilemez. Zira, niobyum, titanyum ve tantal karbür 1300 C ninüzerinde çözülür ve karbon serbest kalarak krom karbür oluşturabilir. Bu sıcaklığa kadar erişen bölge çok dar olduğu için, erime çizgisine yakın bir yerde çok dar bir bölge korozyona karşı mukavemetini yitirir ve bu bölgeye bıçak izi etkisi veya korozyonu denir.
33 Parça 1100 C ye kadar tavlanıp, suya sokularak aniden soğutulursa, yüksek sıcaklıkta ostenit içinde çözülmüş bulunan karbürler hızlı soğuma esnasında yeniden oluşamazlar. Kaynak dikişinde ITAB de veya esas metalde karbür çökelmesinin meydana geldiği hallerde, şayet parçanın boyutları ve konstrüksiyonu müsait ise, böyle bir tavlama yardımı (1100 o C) ile bu olayın olumsuz etkileri giderilebilir. Tane sınırlarına çökelen krom karbürün olumsuz etkilerini yok etmek bakımından bu usul çok iyi netice vermesine rağmen, uygulamada tercih edilmez, zira böyle bir ısıl işlemin uygulanması pek pratik değildir.
34 Ostenitik çeliklerde içinde bir miktar da delta ferrit olması durumunda, soğuk şekil değiştirme ve niobyum, molibden, silisyum gibi elementlerin mevcudiyeti sigma fazı oluşumunu teşvik eder. Sigma fazının varlığı çeliğin uzama, büzülme ve çentik darbe dayanımını azalttığından arzu edilmez. Karbür çökelmesini yok etmek için uygulanan ısıl işlem fazının da yok olmasını sağlar. sigma Ostenitik paslanmaz çelik daha önceden bir homojenizasyon tavına tabi tutulmuş ve içindeki delta ferrit miktarı % 6.5 in altına düşürülmüş ise, kaynak bölgesinde oluşacak sigma fazı bu bölgenin özelliklerine olumsuz bir etkide bulunmaz.
35 Ostenitik Ostenitik Paslanmaz Çeliklerin Çelik Kaynağında Kaynak Problemleri Ortaya Çıkabilecek Problemler (5 adet): 1 - Basit karbonlu çeliklerin kaynağından daha fazla kendini çekme meydana gelir. Kaynak dikişinin soğuması esnasında büyük büzülmelerin meydana gelmesi neticesinde, bu bölgede oluşan şiddetli iç gerilmeler çatlama tehlikesine yol açar (çift taraflı iç köşe dikişlerinde sıcak çatlakların oluşma ihtimali çok fazladır). 2 - (d) delta ferrit fazı oluşur. Sıvı halden itibaren katılaşmaya başlayınca, delta ferrit ve ostenit taneleri oluşur. Bu delta ferrit ostenitin dönüşümü sonucunda ortaya çıkan ferritten farklıdır. Böylece Ostenit taneleri arasına serpiştirilmiş delta ferrit taneciklerinden meydana gelir. Delta ferrit bu malzemeyi sıcak dövme ve haddeleme için (kısmen bir martenzitik yapı meydana getirerek) uygun olmayan bir hale sokar, sıcak şekil değiştirme esnasında malzemede çatlaklar oluşur. Çözüm: 1 - Bu olaya mani olabilmek için katılaşan krom nikelli ostenitik paslanmaz çeliklerde soğumanın çok yavaş bir hızla seyretmesi gereklidir. (erime sıcaklığından) 2- Bir başka çözüm yolu da bu çeliğin uzun bir süre 1150 C de tavlanması ve hızlı soğutulmasıdır.
36 3 - Karbür çökelmesi meydana gelir. 18/8 ve 18/10 tipi gibi bazı krom nikelli ostenitik paslanmaz çelikler 450 C ila 850 C arasında bir sıcaklığa kadar ısıtılıp o sıcaklıkta tutulduklarında bir karbür çökelmesi eğilimi kendini gösterir. Bu tür çeliklerin eldesi sırasında krom ve karbonun ostenit içinde çözüldüğü 1100 C sıcaklığından itibaren hızla soğutulurlar. ITABın da kaynak süresi kadar C sıcaklıkları arasında tavlı olarak kalması nedeniyle ve aynı zamanda da burası esas metal olduğu için, karbon içeriğinin yüksek olması halinde, ostenit tane sınırlarında taneler arası korozyonun başlamasına sebep olacak karbür çökelmesi olayı meydana gelecektir (Paso sayısı arttıkçada bu sıcaklığı arasında kalma süresi de artacaktır). Çözüm: Kaynakla birleştirilmesi gereken ostenitik paslanmaz çeliklerin esas metal karbon içeriği azami % 0,06 tercihan % 0.03 civarında olmalıdır.
37 Bu konuda uygulanan bir başka yöntem de çeliğin stabilizasyonu diye isimlendirilir. Elementler Titanyum, Niobyum ve Tantal dır. Bunların oluşturduğu karbürler, tane sınırları boyunca değil, ostenit taneleri içinde ince zerrecikler halinde dağılmış olduklarından, çeliğin mekanik davranışlarında da bir değişiklik meydana getirmezler (Çeliğin stabilizasyonu için genellikle, maliyet açısından Esas metallerde titanyum tercih edilir, elektrotların stabilizasyonu için ise, titanyumun kaynak arkında büyük miktarda kaybından ötürü niobyum tercih edilir). Stabilize edilmiş çelikler için de, taneler arası korozyona karşı tam manası ile dayanıklıdır denilemez. Zira, niobyum, titanyum ve tantal karbür 1300 C nin üzerinde çözülür ve karbon serbest kalarak krom karbür oluşturabilir. Bu sıcaklığa kadar erişen bölge çok dar olduğu için, erime çizgisine yakın bir yerde çok dar bir bölge korozyona karşı mukavemetini yitirir ve bu bölgeye bıçak izi etkisi veya korozyonu denir. Bu durumda parça, 1100 C ye kadar tavlanıp, suya sokularak aniden soğutulur. Ancak pek de pratik değildir.
38 4 - Ostenitik krom nikelli paslanmaz çelikler oda sıcaklığında ve daha düşük sıcaklıklarda mutlak olarak içyapı bakımından kararlı değillerdir. Bu çelikler de aşırı soğuk şekil değiştirme, bilhassa dövme, sonucunda kısmen bir martenzitik yapı elde edilebilir. 5 - Ostenitik çeliklerde içinde bir miktar da ferrit olması durumunda,soğuk şekil değiştirme ve niobyum, molibden, silisyum gibi elementlerinmevcudiyeti sigma fazı oluşumunu teşvik eder. Çözüm: Karbür çökelmesini yok etmek için uygulanan ısıl işlem sigma fazının da yok olmasını sağlar. Ostenitik paslanmaz çelik daha önceden bir homojenizasyon tavına tabi tutulmuş ve içindeki delta ferrit miktarı % 6.5 in altına düşürülmüş ise, kaynak bölgesinde oluşacak sigma fazı bu bölgenin özelliklerine olumsuz bir etkide bulunmaz.
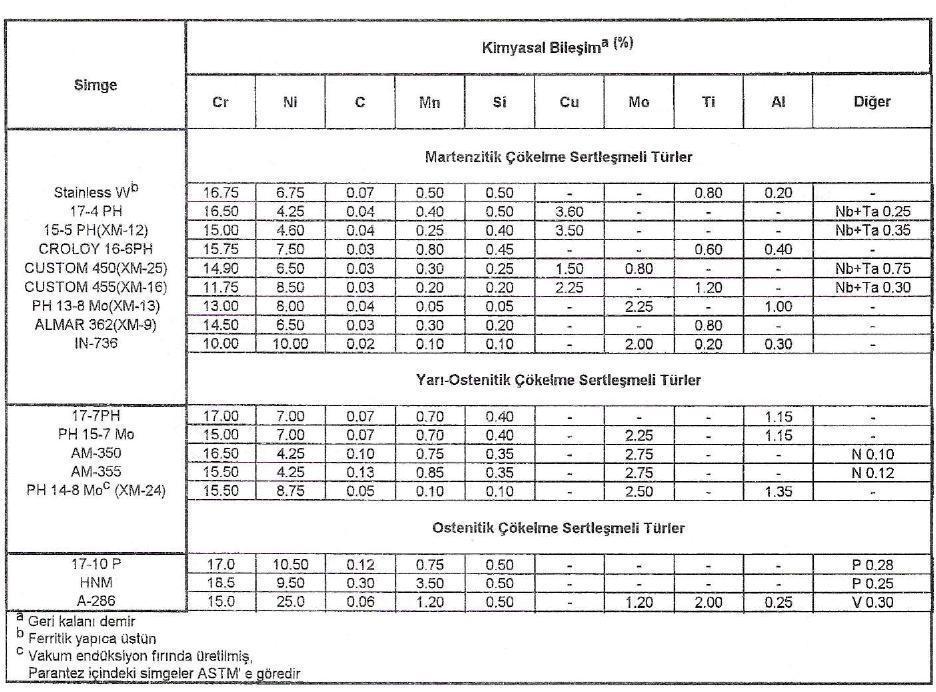
39 I.4. Çökelme Sertleşmeli Paslanmaz Çeliklerin Kaynağı Çökelme sertleşmeli paslanmaz çeliklerden oluşturulacak kaynaklı bağlantılarda arzu edilen özelikleri sağlamak için seçilen uygun üretim ve ısıl işlemler bu tür çeliklerin kullanım yerine göre değişebilir. Kaynak sonrası, uygulanacak çözeltiye alma ve yaşlandırma ısıl işlemleri ile maksimum mekanik özelikler ve korozyon direnci elde edilebilir. Çarpılmaların oluşabilirliği ve çatlama tehlikesi bazı durumlarda çözeltiye alma tavının uygulanmasını sınırlar. Bu nedenle, bazen sadece kaynak sonrasında yaşlandırma işlemi gerekir. Eğer kaynaklı birleştirme tam bir ısıl çevrime alınamıyorsa, kaynağa başlamadan önce bağlantıyı oluşturacak bileşenlere çözeltiye alma tavlaması uygulanmış olmalıdır. Kaynaklı birleştirmeler kullanılmadan önce yaşlandırma ısıl işlemine tabi tutulmalıdır; bu konuda çelik üreticilerinin önerileri dikkate alınır. Genellikle çökelme sertleşmeli paslanmaz çelikler için bir ön tavlamaya gerek yoktur. Örneğin; 17-4 PH martenzitik tür çelik malzeme 100 mm.' nin altındaki kalınlıklarında ön tav uygulanmaksızın kaynak edilebilir, ancak pasolar arası sıcaklıklar 150 C' de tutulması genelleştirilmiştir. 100 mm' yi aşan kalınlıklarda ise, 95 C öntav ve C pasolar arası sıcaklıklara dikkat edilmesi bir çok uygulama için önerilir.
40
41 Martenzitik ve yarı-ostenitik çökelme sertleşmeli paslanmaz çeliklerin kaynağında çatlama tehlikesi yoktur. Ancak daha önceden de, belirtildiği gibi ostenitik türlerin ITAB' de sıcak çatlama tehlikesi kaynak edilebilmelerini zorlaştırır Çökelme sertleşmeli paslanmaz çelikler, ostenitik çeliklere kıyasla daha az sünektir ve çentik hassasiyetleri fazladır. Bu açıdan, kaynak edilecek parçaların tasarımında ve kaynaklı birleştirmelerde gerilme birikimi yaratacak kısımlardan sakınılmalıdır. Çökelme sertleşmeli paslanmaz çeliklerin kaynak edilebilir türlerinde, ostenitik paslanmaz çeliklere uygulanabilen tüm kaynak yöntemleri kullanılabilir. Bu tür çeliklerin kaynaklı birleştirmeleri için TIG, MIG ve Plazma ark kaynak yöntemleri oldukça uygun yöntemlerdir. Bu tür çeliklere örtülü elektrotlar ile ark kaynağı da uygulanabilir ancak esas metal bileşimi ile tam uyumlu elektrotlar bulunmadığı hallerde yüksek bağlantı mukavemetleri elde edilemez. Bu tür çelikler direnç kaynak yöntemleri ile de birleştirilebilir.
42 Çökelmeli Paslanmaz Çeliklerde Kaynak Yöntemlerinin Uygulanması Örtülü Elektrotlar ile Ark Kaynağı 17-4 PH, 17-7 PH, AM 350 ve AM 355 simgeleri ile anılan martenzitik ve yarı-ostenitik çökelme sertleşmeli paslanmaz çelikler; Ti veya Al içermediklerinden dolayı, örtülü elektrotlar kullanılarak rahatlıkla kaynak edilebilirler. Normal olarak esas metal ile aynı bileşimlerde elektrotlar kullanılır ve tüm pozisyonlarda kaynak uygulanabilir. TIG Kaynağı El ile veya otomatik TIG kaynak yöntemi, 6 mm.' ye kadar kalınlıklardaki çökelme sertleşmeli paslanmaz çeliklerin birleştirilmesinde çok yaygın kullanım alanı bulur. Daha kalın kesitlerde de TIG kaynak yönteminin uygulanması olasıdır ancak MIG kaynak yöntemi daha ekonomik ve daha hızlı bir yöntem olarak düşünülmelidir. Birleştirmenin arka yüzü veya dikişin kökü atmosferin olumsuz etkilerinden korunmak amacı ile kaynak sırasında soy gaz koruması altında olmalıdır.
43 MIG Kaynağı Çökelme sertleşmeli paslanmaz çeliklerin 6 mm' den kalın kesitlerinin birleştirilmesinde sprey ark ile MIG kaynak yöntemi kullanılır. TIG kaynağına göre dolgu oranı yüksek olduğundan daha hızlı bir biçimde kaynak gerçekleştirilir. Tozaltı Kaynağı Bu tür çeliklerin birleştirilmesinde tozaltı kaynağı, genellikle 12.5 mm. den daha kalın kesitlere uygulanır. Diğer Yöntemler İle Kaynak Bu çeliklerin modern kaynak yöntemleri ile birleştirilmesine özellikle elektron ışın kaynağı yapılmış bağlantıların yorulma ve çekme mukavemetlerinin incelenmesine yönelik bilimsel ve endüstriyel araştırmalardan çok iyi sonuçlar alınmaktadır.

44



45 Bunlar, yüksek oranda krom (%18-28) ve orta miktarda nikel (%4,5-8) içeren çeliklerdir. Nikel miktarı en çok %8 olup, bütün içyapının ostenitik olması için yetersizdir. Ferrit ve ostenit fazlarından oluşan içyapı nedeniyle çelikler dubleks olarak adlandırılır. Dubleks çeliklerin çoğunluğu %2,5-4 molibden içerir. Bunlar hem iyi mukavemet hem de iyi süneklik özelliklerini birlikte sağlarlar. Ayrıca korozif ortamlarda dahi çok uygun yorulma dayanımları vardır. Tavsiyelere dikkat ederek uygulanması halinde kaynak yapılması kolaydır. Genellikle kimyasal aparat imalatında, arıtma tesislerinde ve deniz veya off-shore teknolojisinde kullanılır
46
47

48 Dupleks Paslanmaz Çeliklerin Kaynağı
49 Dupleks paslanmaz çeliklerin kaynağında, kaynak metalinde delta ferrit (d)/ostenit dengesinin sağlanmasının oldukça büyük önemi vardır. Dupleks ve süper-dupleks kaynak metallerinin katılaşmasında başlangıçta hemen hemen ferritik (delta ferrit) yapı oluşur. İlerleyen soğuma ile ferritik tane sınırlarında ostenitik çekirdeklenmesi başlar. Dolayısı ile ostenit fazının oluşumu kaynak soğuma hızı ile sınırlanmaktadır. Azot, ostenitin yeniden oluşmasında en etkin elementtir. Azotun diğer önemli bir rolü de ostenit ve ferrit fazları arasındaki farklılığı azaltarak metaller arası faz oluşum tehlikesini düşürmesidir. Azot özellikle ostenitik fazda korozyon direncini kuvvetli bir şekilde düzeltir. Bu tür çeliklere ait faz diyagramları incelendiğinde, d/d+g faz bölgesinin 1100 C'nin üzerinde bir sıcaklığa maruz kaldığı görülecektir. Dolayısı ile, kaynak metalinde ve ITAB de dferrit fazı oluşumu artmaktadır (Şekil).
50 X2CrNiMoN2253çeliğinin CrNi22/09 elektrodu ile kaynağında oluşan bölgelerin % 70 Fe içeren Fe-Cr-Ni faz diyagramındaki yeri (Şekil I.5.1)
51 Kaynak bölgesinin soğuma hızı (çok hızlı soğumadan kaçınmak gerekir) oluşacak ostenit fazı oranını etkilemektedir. Kaynak bağlantısının istenen oranın üzerinde delta ferrit içermesi bağlantının tokluğunu ve korozyon direncini düşürür. Uygun dupleks mikroyapıyı oluşturmak için ek bir ısıl işleme gereksinim duyulur. Kaynak metalinin uygun iç yapısı ve özelikleri yüksek nikel içerikli kaynak ek metali kullanılarak sağlanır. Bu açıdan genellikle %9 Ni içeren ek kaynak metalleri kullanılır. Dupleks paslanmaz çeliklerin kaynağında ITAB' de de delta ferrit miktarının artması beklenmelidir. Bu açıdan, çok düşük ısı girdisi ve buna bağlı olarak da hızlı soğumalardan kaçınılmalı ve ITAB' de bağlantı tokluğu ve korozyon direnci açısından da ostenit fazının oluşumuna izin verilmelidir.
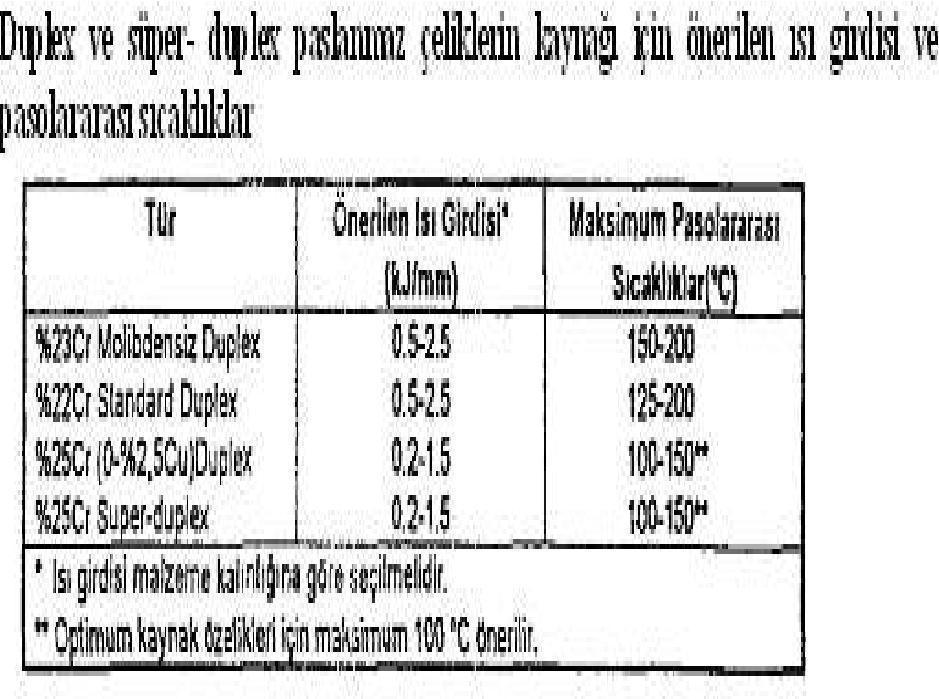
52 Soğuma hızı, ısı girdisi, pasolar arası sıcaklıklar ve malzeme kalınlığına bağlı olarak değişmektedir. Özellikle çok yüksek alaşımlı dupleks paslanmaz çeliklerde çok yavaş soğuma hızlarında bile metaller arası gevrek fazlar oluşabilir. Bu oluşumlar kaynak metali ve ITAB' de hem tokluğun hem de korozyon direncinin düşmesine neden olur. Çok hızlı soğuma hızlarında da yüksek delta ferrit miktarı, nitrür çökelmeleri ve bunun sonucunda da düşük tokluk ve düşük korozyon direnci ile karşılaşılır. Dolayısı ile, dupleks paslanmaz çeliklerin kaynağı alaşım içeriklerine bağlı olarak kontrollü bir isi girdisi ile gerçekleştirilmelidir. Aşağıda Tabloda dupleks kalitelere uygulanması önerilen en az ve en çok ısı girdisi ile pasolar arası sıcaklıklar verilmektedir.
53
54 Dupleks Paslanmaz Çeliklere Uygulanan Kaynak Yöntemleri Dupleks ve süper dupleks paslanmaz çelikler örtülü elektrot ile ark, TIG, MIG, tozaltı, özlü elektrot ile ark vs gazaltı vs plazma ark kaynağı yöntemleri ile uygun ek kaynak metalleri kullanılarak başarılı bir biçimde kaynak edilebilmektedirler. Örtülü Elektrot İle Ark Kaynağı Günümüzde dupleks ve super-dupleks paslanmaz çeliklerin örtülü elektrotla kaynağı için çeşitli kaynak elektrotları üretilmektedir ve bu tür elektrotların standartları sınırlıdır. Örtülü elektrot ile ark kaynağı. dupleks paslanmaz çelik sacların birleştirilmesinde kullanılabileceği gibi boru kaynaklarında da dolgu pasoların oluşturulmasında başarı ile kullanılan bir yöntemdir. Ayrıca bunlara ek olarak döküm dupleks türlerinde de tamir amacıyla kullanılan standart bir yöntem haline gelmiştir.
55 TIG Kaynak Yöntemi Ek bir kaynak teli kullanılmadan gerçekleştirilebilen TIG ve plazma ark kaynak yöntemleri, ince sacların tek taraftan, kalın saclar halinde ve kalın cidarlı borularda da kök pasolarının gerçekleştirilmesinde uygulanan yöntemlerdir. Ancak normalde ek kaynak teli kullanılmayan bu yöntemlerden sakınılmalıdır. Aksi takdirde dikişteki aşırı ferrit oluşumu bağlantının kalitesini bozar. Bu açıdan bu yöntemlerin olabildiği ölçüde ek bir kaynak teli kullanılarak gerçekleştirilmesi ve uygun bileşimdeki telin seçilmesi önemlidir. TIG kaynağında boruların iç kısımları için kök gazı olarak %99,996 N2 gazı da kullanılması, azotun ostenit dengeleyici etkisi dikkate alınarak önem kazanır. Böylece çukurcuk korozyon (pitting) direnci artar.
56 MIG Kaynak Yöntemi Dupleks paslanmaz çeliklerin birleştirilmesinde ve dolgu pasolarında MIG kaynak yöntemi oldukça yaygın kullanılan bir yöntemdir. Bu yöntemde Ar + %1-3CO2, Ar+%1-3CO2, Ar+%30He+%1-3O2 veya Ar+%15He+%1-3CO2 karışım gazları kullanılır. Kök gazı olarak da saf Ar veya %3N2 eklenen karışım gaz önerilir. Bu yöntemde yüksek ısı girdisi ile kaynak yapılır. Pasolar arası sıcaklık maksimum 150 C ile sınırlandırılmıştır. Tozaltı Kaynak Yöntemi 10 mm nin üzerindeki kalınlıklara sahip dupleks ve süper-dupleks paslanmaz çeliklerin kaynağında yüksek dolgu oranından dolayı en ekonomik kaynak yöntemi tozaltı kaynağı olmaktadır. Pasolar arası sıcaklıklar 200 C' yi geçmemelidir. Genel olarak yüksek baziklik derecesine sahip kaynak tozları çatlama emniyeti bakımından önerilir. Son yılların en yoğun malzeme araştırmalarına konu olan bu tür çelikler, sadece alışılmış kaynak yöntemleri ile kaynak edilmemekte elektron ışın ve laser ışın hatta katı hal kaynak yöntemleri ile de kaynak edilebilmektedirler.
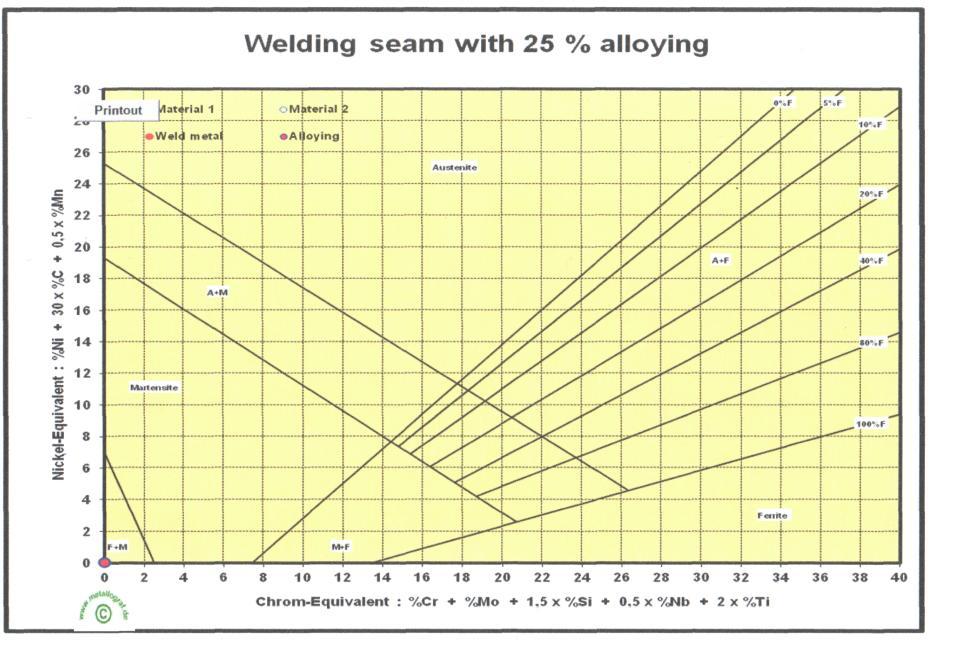
57 II - Schaeffler DİYAGRAMI Kaynak metali daima bir miktar da eriyen esas metali içerdiğinden, bileşimi elektrot bileşimi yardımı ile belirlenemez. Esas metalin ve elektrotun bileşimleri bilinirse, bunların kaynak esnasındaki karışımları yaklaşık olarak tahmin edilebilir ve Schaeffler diyagramı yardımı ile de iç yapıları tespit edilebilir.
58
59 Ostenitik paslanmaz çelik kaynak metallerinin kimyasal bileşiminde delta ferritin saptanması ile ilgili ilk çalışmalar 1949 yılında Anton SCHAEFFLER tarafından gerçekleştirilmiştir. Schaeffler, 4.76 mm (3/16 inç) çapında dolu çekirdekli, örtülü ostenitik elektrodlar kullanarak diyagramın sınır çizgilerini tanımlamak üzere bir seri deney gerçekleştirmiştir. Esas metal ile dolgu melalinin karışım oranları kimyasal ve metalografik açıdan incelemiştir. Böylece Schaeffler, pratik deneylere dayanan teknolojik bir harita biçiminde diyagram hazırlar, ancak bu, kesinlikle bir faz diyagramı değildir. O günün koşullarında yapılan deneylerde dikkate alınmayan elektrod çapları, kaynak sırasındaki farklı soğuma hızları daha sonra Schaeffler tarafından rapor edilmiştir. Zira Schaeffler' in diyagramında delta ferrit içeriğinin saptanmasında ± %4 luk bir hata payı vardır.
60 Schaeffler diyagramında, ferriti dengeleyici elementler (ALFAJENLER) Creş olarak yatay eksende (Cr, Mo, Si, Nb); Osteniti dengeleyici elementler ise (GAMAJENLER) Nieş olarak düşey eksende yerleştirilmiştir(ni, C, Mn gibi). Schaeffler diyagramında yüksek azot içerikleri dikkate alınmamıştır. Bu açıdan diyagram sadece % N içerikleri için uygulanabilir. Ayrıca karbonun %0.03' lük minimum miktarı ve % 0.3' lük Si miktarı da tamamen tahmini olarak ele alınmaktadır. Ayrıca bu diyagramın yüksek Mn içeren paslanmaz çelikler için de kullanılması pek uygun değildir.
61 Schaeffler diyagramının geliştirilerek yayınlanmasından sonraki tarihlerde bir çok araştırmacı diyagram üzerinde çalışmış ve diyagramı tekrar tekrar düzenleyerek daha hassas sonuçlar alınabilecek şekilde geliştirmişlerdir. Schaeffler diyagramı bugün hala paslanmaz çeliklerin üretimi, paslanmaz çelik elektrodların geliştirilmesi ve bu tür çeliklerin kaynak edilmeleri konusunda çalışan bir çok mühendis ve teknik eleman tarafından yaygın olarak kullanılan bir diyagramdır. Bu açıdan diyagramın incelenmesinde fayda vardır.
62
63 DELONG DİYAGRAMI
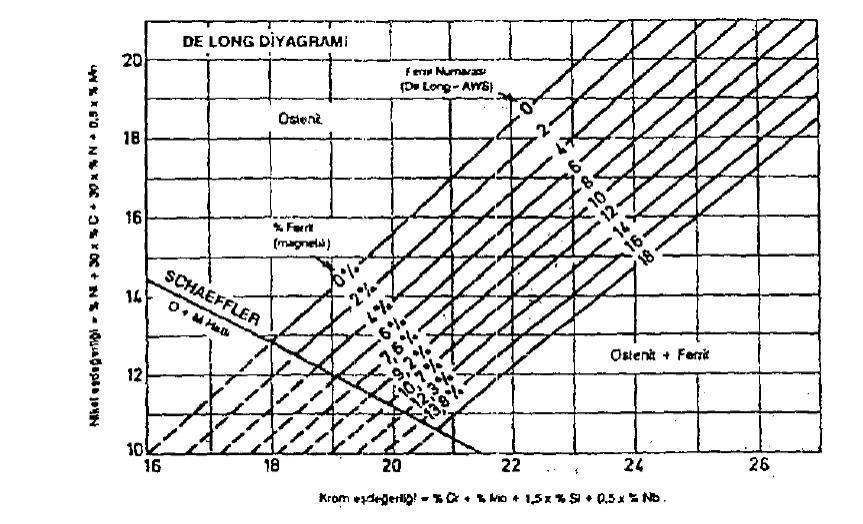
64 Schaeffler in uzun deneysel araştırmaları sonucu ortaya çıkarttığı bu diyagramda delta ferrit % si esas olarak ele alınmaktadır. Manyetik ferrit ölçmeler üzerine yapılan çalışmalar çeşitli araştırmacılar tarafından metalografik ve radyografik İçyapı analizlerinin incelenmesi şeklinde yıllarca sürmüş ve uzun yıllar farklı laboratuarlarda farklı metodlar ile yapılan ölçme değerleri arasında sapmalar olduğu ortaya çıkmıştır. Bu deneyimler üzerine De Long, kaynak metallerinin sıcak çatlama direncinin arttırılması için delta ferrit miktarını ölçen yöntemlerin getirdiği problemleri mükemmel bir şekilde çözümlemiştir De Long' un araştırmaları sonucu geliştirdiği De Long diyagramı ilk defa 1956 yılında yayınlanmıştır.
65
66 De Long diyagramında, Shaeffler diyagramında Ni eş bağıntısında yer almayan Azotun (N)' un kuvvetli ostenit dengeleyici etkisi dikkate alınır. Zira, ostenit dengelemede C ve N, Ni den 30 kat daha etkilidir. Hatta ostenitik paslanmaz kaynak metalinde bulunabilecek az miktardaki bazı elementler dahi mikroyapıyı etkileyebilir; örneğin titanyumun bulunması kaynak metalindeki delta ferrit miktarını birkaç ferrit sayısı arttırabilir. De Long diyagramında geniş bir skalada birbirine yakın bölüntülerle delta ferritin saptanmasında hata payı oldukça düşürülmüş ve delta ferrit içeriği % 0 ila % 15 arasında optimum olarak gösterilmiştir. Bu diyagram aslında Schaeffler diyagramının küçük bir alanından başka bir şey değildir.
67 Paslanmaz çelik kaynak metallerinde, metalografik ölçme yöntemleri ile kaynak metalinde tam olarak ne kadar delta ferrit bulunduğunu saptamanın zorluğunun anlaşılması üzerine manyetik ölçme aletlerinin geliştirilmesi sonucunda delta ferrit ölçümünde Standard tekniklerin ve ferrit sayılarının kullanılması yönünde araştırıcılar ve Uluslararası Kaynak Enstitüsü (IIW) arasında fikir birliği oluşmuş, bunun sonucunda da ferrit numarası (FN) kavramı ortaya çıkmıştır.
68 Schaeffler ve De Long diyagramlarındaki eksiklikler ve sınırlamalar 1930'lu yıllarda keşfedilen ve 1970' li yıllardan sonra geliştirilen ve de son yıllarda ön plana çıkan çift fazlı (dupleks) paslanmaz çeliklerin kaynak metallerinde delta ferritin hassas olarak saptanmasına yetmemektedir. Bu açıdan 1988 yılında AWS Yüksek Alaşımlar Komitesi tarafından organize edilen bilimsel araştırmalar sonucu WRC-1988 yeni saptama diyagramı geliştirilmiş, bu diyagramdaki eksiklikler de geçen süre içinde yapılan araştırmalar sonucunda modifiye edilerek WRC-1992 diyagramı ortaya çıkarılmıştır.
69 Bugün bu yeni diyagram yalnız dupleks paslanmaz çeliklerin değil bazı ostenitik paslanmaz çeliklerin ve özellikle tam (süper) ostenitik paslanmaz çeliklerin de kaynağında elektrot seçiminde kullanılmaktadır Burada şunu belirtmekte yarar vardır, araştırmacılar ve elektrod üreticileri delta ferrit içeren kaynak metallerinin, delta ferrit içermeyen kaynak metallerine nazaran sıcak çatlaklara karşı daha dirençli olduklarını bulmuşlardır ve günümüzde üretilen paslanmaz elektrodlar ve teller kaynak metalinde belirli bir miktar delta ferrit içerecek şekilde üretilirler. Bunun nedeni ostenitik kaynak metali içinde sıcak çatlakların oluşumuna neden olacak segregasyonların eklenen ferritik yapıdan dolayı minumum olmasının sağlanmasıdır.

70 Şekil 2.- Ferrit numarasının saptanması için geliştirilen WRC-1992 diyagramı

71 II.1.- Metalurjik Bölgeler ve Riskleri Ostenitik çatlak riski Bölge: Sıcak O+F Bölgesi: Sigma fazı kırılganlığı Cr eş = > % 25 Martenzitik çatlak riski Bölge: Soğuk Ferritik Bölge: Tane irileşmesi Page 48

72 1.Bölge: Ostenitik Bölge * 1. Bölge (1250 C nin üzerinde sıcak çatlama eğilimi): Tamamen ostenitik bir kaynak metalinin söz konusu olabileceği bölgedir. Bu bölgede sıcak çatlama eğilimi çok fazladır. Zira, bazen ostenitik-martenzitik bir içyapı oluşabilir C den itibaren sıcak çatlak hassasiyeti kendini gösterir. Düşük karbon oranları için çok iyi tanelerarası korozyona dayanıklılık Çok iyi tokluk ve süneklik Page 49
73 2. Bölge:Ferritik Bölge Bu bölge az miktarda C içeren % 17 Cr lu paslanmaz çelikleri gösterir. Bu çeliklerin kaynağında ısının tesiri altındaki bölgede tane irileşmesi sonucunda gevrekleşme olur ve dikişin çentik darbe mukavemeti düşer C üzerinde Tane irileşmesi nedeniyle gevrekleşme (Ön ısıtma yasak) Tokluk ve Süneklik iyi Taneler arası korozyona eğilim yok Page 50

74 3. Bölge: Martenzitik Bölge Bu bölgede, % C içeren çelikler, aşınmaya dayanıklı sert dolgu tabakaları, martenzitik yapılı çeliklerde olduğu gibi sert, gevrek, kırılgan martenzit fazı oluşur. 400 C altında çatlama eğilimi var. (Etki: C + Hidrojen + Gerilme) B Bu nedenle: Öntavlama gerekli ( C) Hidrojence zayıf ilave metal gerekir Son tavlama 300 C Tavsiye edilen son işlem (~750 C) Kırılma Muk. ve Sertlik yüksek İyi tokluk Düşük karbon değerleri için zayıf süneklik Page 51


75 4. Bölge: Ostenitik+Ferritik Bölge: Sigma fazı özellikle kromca zengin çeliklerde kendini gösterir. Sigma fazının oluşumunda delta ferrit miktarının etkisi daha önce açıklanmıştı. Bu açıdan elektrod metalinin ve buna bağlı olarak kaynak metalinin delta ferrit içeriği çelik ve elektrod üreticileri tarafından dikkate alınmakta ve delta ferrit miktarının % 10 dan fazla olmaması istenmektedir. Sıcak çatlak hassasiyeti Düşük karbon ve stabilizasyona oluşuna bağlı olarak taneler arası korozyona iyi bir dayanım Cr eşdeğerinin % 25 den büyük olması durumunda C arasında ferritin sigma fazına geçisi ile kırılganlık Çok iyi tokluk ve süneklik Page 52

76 Schaeffler diyagramının orta kısmında % 16 dan % 24 Cr' ne, % 6 dan % 18 Nieş' ne kadar uzanan üçgen biçiminde küçük ostenitik ve ferritik içyapılı bir bölge vardır ki, bu bölge iyi bir kaynak kabiliyetine sahiptir.
77 II.2. - SCHAEFFLER DİYAGRAMI UYGULAMALARI
78

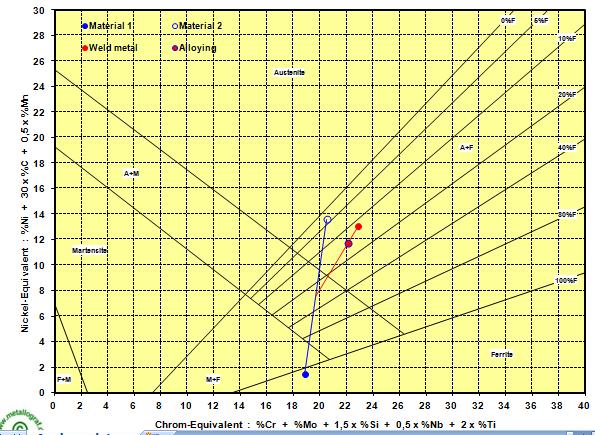
79 Bu diyagramın pratikteki uygulaması Şekil de görülebilir. Farz edelim ki % 0.2 karbonlu yumuşak çelik (A1) 18Cr/10Ni ostenitik paslanmaz çelikle (B) birleştiriliyor. Kullanılması gereken ilave metal yüksek alaşımlı 23Cr/12Ni elektrottur. Şekil de tüm kaynak metalinin analizi C noktasına denk gelmektedir. Kaynak sırasında, kaynak metali alaşımsız çelikle kısmen sertleşmiş olacağı için yüksek alaşımlı ilave metalin kullanılması gerekmiştir.

80 Örnekte eşit miktardaki yumuşak çelikle ostenitik paslanmaz çeliğin (2 farklı esas metal) karışabileceği kabul edilmiştir. Yüksek alaşımlı kaynak metali, eşit miktarda yumuşak çelik ve 18Cr/10Ni tipindeki ostenitik paslanmaz çelikten oluşan D1 alaşımıyla karıştırılmıştır.
81 Eğer Şekil deki D1 ve C noktaları düz bir çizgiyle birleştirilir Değişik kaynak metal karışım yüzde değerlerine bakarak hareket ederiz. Gazaltı kaynak işleminden kaynaklanan karışımın dağılımının %20-30 olduğu tahmininden yola çıkarak ostenit yapıda yaklaşık %10 delta ferrit (taralı alan) içeren kaynak metalinin sıcak çatlağa karşı dayanımının olduğunu söyleriz.
82 Eğer karışım oranı % 40 ise kaynak metali % 4 delta ferrit içerir ve bu da sıcak çatlak dayanımı için gerekli olan sınırın en alt değeridir. % 50 karışım % 0 ferrit çizgisine denk gelir. Aynı zamanda ostenitin dışında martenzit oluşur. Ostenit katılaşması sonucunda çevre sıcaklığında ferrit eksikliği oluşur. Bunun sonucunda metal sıcak kırılmaya karşı hassaslaşır. Yapıda martenzitin bulunmasından dolayı soğuk çatlak ihtimali de vardır. Bir başka değişle, kaynaklı birleşmenin %50 karışım da kırılma ihtimali çok fazladır.
83 Bu örnekler, ostenit ferrit birleşiminde karışımın çatlama dayanımındaki önemini göstermektedir. Yüksek karışım oranına sahip ve tamamen ostenitik paslanmaz çelikler olan ostenit, molibden alaşımlı Cr-Ni çeliklerde Cr-Ni-Mo alaşımlı yüksek ferrit içeriğine sahip 3 nolu kaynak metali kullanılmaktadır (23Cr/12Ni/3Mo/L). Bu ilave metal, aynı zamanda karışmada dalgalanmaların çok olduğu kök pasoları için de uygundur. Yüksek Ni eş sahip su verilmiş ya da temperlenmiş % 9 Nikelli ferritik çeliklerin birleştirilmesinde ya da yüksek karbonlu manganez çeliklerin ostenitik çeliklere kaynağı durumunda Schaeffler diyagramındaki karışım miktarı değişecektir.

84 Örneğin, yaklaşık %0.6 karbon içeren ve 18 Nieş e sahip olan karbon çeliğinin (A2 noktası) B noktasındaki 18Cr/10Ni ostenitik paslanmaz çeliğiyle birleştirilmesi çizilmiştir. C noktasıyla gösterilen 23Cr/12Ni ilave metali kullanılmıştır. Kaynak metal alaşımı C noktasını D2 noktasıyla birleştiren karışım doğrusu % 0 ferrit doğrusuyla çakışır. Bu yüzden kaynak metali bu noktada tamamen ostenittir ve sıcak çatlamaya karşı hassastır.
85 Farklı Ostenitik-ferritik çeliklerin kaynaklarında kullanılan tüm kaynak metallerinin bileşimi ve ısıl genleşme katsayıları ve delta ferrit içerikleri No Kısa gösterim AWS Standart Kimyasal Bileşim(%) C Si Mn Cr Mo Ni Nb Delta Ferrit (% Hacim) 1 19Cr/9Ni/3Mo ~E 308Mo Cr/12Ni/L E Cr/12Ni/3Mo/L E309 LMo Cr/18Ni/5Mn Cr/70Ni/6Mn/2Nb E NiCrFe *1 3 arası AWSA5.4 e karşı gelmektedir;no5 ise AWSA e karşı gelmektedir. ~Sadece Isıl genleşme katsayısı bakımından Lineer Isıl genleşme katsayısı-20-,10 6m/m.K
86 Bir UYGULAMA Ostenitik Ferritik Bağlantıların Kaynak Edilişi Ostenitik ferritik bağlantılar örtülü elektrotla ya da TIG veya MIG ile gayet iyi kaynak edilir. Karışım %50 seviyelerinde olup özellikle TIG kaynağında kök pasosu kaynağın en kritik olduğu yerdir. Kaynak yapılan metalde çatlak oluşum olasılığı çok yüksektir. Diğer bir kritik durum ise tekli V kaynağında olmaktadır. Bağlantının zayıf hazırlanmasından dolayı kök pasoda yüksek karışım oranları beklenir. Bu yüzden ince parçalarda mümkün olduğunca tek V bağlantısı yerine çift V bağlantısı yapılması tavsiye edilir. Bütün bağlantı hazırlıklarının birbirine uyması sağlanmalıdır. Ayrıca ostenitik ilave metaliyle kaynak edilmiş bütün kök pasolarının yüksek alaşımlı ve yüksek delta ferrit içeriğine sahip metallerle kaynak edilmeleri gerekir. Taşlama işleminden sonra küçük çaplı elektrotlarla yivin hazırlanması ostenitik-ferritik bağlantıda çatlak oluşumuna karşı olumlu bir faktördür.
87 Bu durumlarda yüksek ferrit içeren kaynak metali ve ayrıca yüksek manganez içeren tamamen ostenit kaynak metali (Tablo da, sırasıyla no.3,4) bu gibi malzeme kombinasyonlarının kaynağında iyi sonuçlar vermektedir. Yüksek manganez ve karbon içeriğindan dolayı 4 nolu kaynak metali tamamen ostenitik yapıda olmasına karşın yeterli sıcak çatlak dayanımına sahiptir. Nikel esaslı ilave metaller, sıcak çatlağa karşı dayanım gösterirler. Bu durum karışım oranının yaklaşık % 35 seviyesine kadar sürer.
88 Sonraki pasolarda aynı miktarda ferritik ve ostenitik malzeme erir. Kaynak işlemi D1 ya da D2 noktasına mümkün olduğunca yakın olur. Eğer bu durum gerçekleşmezse, örneğin eriyen malzeme ferritik malzeme ise D1 noktası A noktasına yaklaşır. Sonuçta C-D1 karışım doğrusu yukarı kayar ve %0 ferrit içeren % 30 karışımı olduğu kaynak metali martenzit bölgesinin içine girer. 150 C nin üzerinde ön tavlamaya ihtiyaç duyan ve ostenitik paslanmaz çelik ve ferritik çelik arasında yapılan bağlantının kaynak kabiliyeti sınırlı olduğu için ferritik malzemelerin bağlantı yüzeyinde alaşımlı ostenitik elektrot kullanılarak arayüzey (buttering) tabakalanır.
89 Eğer karışım oranı % 40 ise kaynak metali % 4 delta ferrit içerir ve bu da sıcak çatlak dayanımı için gerekli olan sınırın en alt değeridir. %50 karışım %0 ferrit çizgisine denk gelir. Aynı zamanda ostenitin dışında martenzit oluşur. Birincil ostenit katılaşması sonucunda çevre sıcaklığında ferrit eksikliği oluşur. Bunun sonucunda metal sıcak kırılmaya karşı hassaslaşır. Yapıda martenzitin bulunmasından dolayı soğuk çatlak ihtimali de vardır. Bir başka değişle, kaynaklı birleşmenin %50 karışım da kırılma ihtimali çok fazladır. Bu örnekler, ostenit-ferrit birleşmesinde karışımın çatlama dayanımındaki önemini göstermektedir. Yüksek karışım oranına sahip ve tamamen ostenitik paslanmaz çelikler olan ostenit molibden alaşımlı Cr-Ni çeliklerde Cr-Ni-Mo alaşımlı yüksek ferrit içeriğine sahip 3 nolu kaynak metali kullanılmaktadır. Bu ilave metal aynı zamanda karışmada dalgalanmaların çok olduğu kök pasoları için de uygundur.
90 Farklı Ostenitik-ferritik çeliklerin kaynaklarında kullanılan tüm kaynak metallerinin bileşimi ve ısıl genleşme katsayıları ve delta ferrit içerikleri N o Kısa gösterim AWS Standart Kimyasal Bileşim(%) C Si Mn Cr Mo Ni Nb Delta Ferrit (% Hacim ) 1 19Cr/9Ni/3Mo ~E 308Mo Cr/12Ni/L E Cr/12Ni/3Mo/L E309 LMo Cr/18Ni/5Mn Cr/70Ni/6Mn/2Nb E NiCrFe *1 3 arası AWSA5.4 e karşı gelmektedir;no5 ise AWSA e karşı gelmektedir. ~Sadece Isıl genleşme katsayısı bakımından Lineer Isıl genleşme katsayısı- 20-,10 6m/m.K
91 Şu da belirtilmelidir ki ferritik bağlantı yüzeylerinde sadece bir paso arayüzey gerekmektedir. Arayüzey (Buttering) ilave kaynak metalinin yanı sıra uygun ön tavlama sıcaklığının da olması gerekir. Bundan sonra bağlantı kaynak edilebilir. Arayüzey kullanarak kaynak sırasında oluşan yüksek gerilmeler ferritik çeliğin ITAB de ostenitik arayüzey ve ostenitik kaynak metali arasındaki bölgeye kaydırılır. Ön tavlanmış ferritik çeliğe yığılan arayüzey ısı girişinin düşük olmasını sağlamak için sadece küçük çaplı elektrotlarla kaynak yapılır. Bundan sonraki pasolar kalın elektrotlarla yapılabilir. Örneğin, eşit oranda ferritik çelik ve önceden yapılmış tampon bölgenin kaynak yapılmasından sonra kaynağa standart ostenitik elektrotlarla devam edilir. Ostenitik tampon bölge ile ostenitik komşu çelik arasında bağlantı yapılmış olur. Bu yüzden ön tavlama bundan sonra gerekli değildir.
92 Kural olarak sadece tavlanmış elektrotlar (ısıtılmış) kullanılabilir. Eğer düşük alaşımlı çelik ancak sınırlı bir kaynak kabiliyetini sağlıyorsa, düşük hidrojen içeren ilave metali sağlayan ostenitik elektrotların kullanılması gerekir. Yoksa düşük alaşımlı çeliğin ITAB ına soğuma sırasında ostenitik olduğu sürece hidrojen yayılır. Daha sonra ITAB ın ostenitik yapısı tamamen ya da kısmen soğuma sırasında martenzite dönüşür. Eğer ITAB a ostenitik kaynak metalinden daha fazla hidrojen yayınmış ise soğuk kırılma görülebilir. Ostenitik-ferritik bağlantıların kaynağında şu gibi işlemler iyi sonuçlar vermiştir: - Düşük ısı girdisi; - Ara paso sıcaklığının en fazla 150 C seçilmesi; - Eğer düşük alaşımlı çelik, öntavlama ve 150 C nin üzerinde ara paso gerektiriyorsa, yüksek alaşımlı yeniden ısıtılmış elektrotlar kullanılarak bağlantı yüzeyinde arayüzey oluşturulması gerekir. Daha sonra normal ostenitik elektrotla devam edilir. - Elektrot çapının iki katından fazla elektrodu hareket ettirmemek; - Çift V ağız açılarak paso yapılması.
93 SCHAFFLER DİYAGRAMI AÇIKLAMASI (EK)
94
95
96
97
98
99
100

101
102
103

104
105
106
107 PWHT: Post Welding Heat Treatment 107
108
109

110
111
112
113
114 KAYNAK METALURJİSİ DIŞI EK ÜRETİM BİLGİSİ
115 Paslanmaz Çelikler ÜRETİM TEKNOLOJİSİ & METALURJİSİ Paslanmaz çelik üretimi büyük yatırım ve uzmanlık gerektiren bir teknolojidir. Bu çeliklerin ergitme ve arıtma işlemleri genellikle Elektrik ark ocağı/argon oksijen karbon giderme" yöntemleriyle yapılır (EAF/AOD: Electric Arc Furnace/ Argon Oxygen Decarburization)
116 1970 li yıllarda geliştirilen ve dünyada paslanmaz çelik üretiminin %80 inin gerçekleştirildiği yöntem sayesinde, üretim maliyetlerinin düşürülmesi ve kalitenin yükseltilmesi mümkün olmuştur

117 Çelikhane (Ergitme/Arıtma) Ergitme işleminin yapılacağı bazik astarlı elektrik ark ocağına uygun paslanmaz çelik hurdası, karbon çelik hurdası, ferrokrom alaşımları ve gerektiğinde nikel ve molibden gibi alaşım elementleri yüklenir

118 Dikkatlice tartılan ve özel kasalarda çelikhaneye taşınan malzemeler, ergitme ocağına konmadan önce belirli bir süre kurutma fırınında tutulur. Ardından malzemeler alaşımlanmanın yapıldığı elektrik ark ocağında ergitilir
119 Bu üretimde en önemli adım Argon Oksijen Karbür Gidericisi nde yapılan işlemdir (AOD). Burada paslanmaz çelik, adım adım istenen kimyasal bileşime ulaştırılır. Önce oksijen ve argon gazları eriyiğe yan memelerden ve üstten üflenir. Bu aşamada alaşımın bileşimindeki karbon yakılarak gerekiyorsa %0,02 ye kadar düşürülebilir
120 Krom oksitlenmeye hassas olduğundan, bu sırada bileşimdeki kromun bir kısmı da cürufa geçer. Bu nedenle alaşıma kromun katılması büyük oranda karbür gidermenin tamamlanmasından sonra yapılır. Üçüncü aşamada ise alaşımdaki kükürt oranı düşürülür
121 Bileşim ve sıcaklık istenilen seviyeye ulaştığında, eriyik döküm potasına aktarılır ve son ayarlamalar yapılır. Bu aşamada da alaşıma bazı elementler ilave edilir ve eriyiğin homojenleştirilmesi argon gazı üflenerek sağlanır
PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ
 PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ Çeliğin içerdiği krom miktarı % 12 den daha fazla olması durumunda ince bir krom oksit tabakası oluşur ve bu tabaka yüzeyi pasif hale getirir ve dış tesirlere karşı
PASLANMAZ ÇELİKLERİN KAYNAK KABİLİYETİ Çeliğin içerdiği krom miktarı % 12 den daha fazla olması durumunda ince bir krom oksit tabakası oluşur ve bu tabaka yüzeyi pasif hale getirir ve dış tesirlere karşı
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
ISININ TESİRİ ALTINDAKİ BÖLGE
 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Paslanmaz çelik nedir? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
PASLANMAZ ÇELİKLERİN KAYNAK METALURJİSİ Demir esaslı alaşımlar içerisine paslanmazlık özelliğini sağlamak amacıyla krom elementi ilave edilir.
 PASLANMAZ ÇELİKLERİN KAYNAK METALURJİSİ Demir esaslı alaşımlar içerisine paslanmazlık özelliğini sağlamak amacıyla krom elementi ilave edilir. İçerisinde kütlesel olarak minimum % 10,5 krom elementi bulunan
PASLANMAZ ÇELİKLERİN KAYNAK METALURJİSİ Demir esaslı alaşımlar içerisine paslanmazlık özelliğini sağlamak amacıyla krom elementi ilave edilir. İçerisinde kütlesel olarak minimum % 10,5 krom elementi bulunan
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
KAYNAK BÖLGESİNİN METALURJİK YAPISI HOŞGELDİNİZ
 KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
KAYNAK BÖLGESİNİN METALURJİK YAPISI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAK DİKİŞ FORMU ERGİTME KAYNAK TEKNİKLERİ Elektrik Ark Kaynağı (Çok pasolu elektrik ark kaynağı, X kaynak ağzı) Elektrik Ark
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
PASLANMAZ ÇELİK KULLANIM ALANLARI TABLOSU
 PASLANMAZ ÇELİK KULLANIM ALANLARI TABLOSU ASTM KOD ÖZELLİKLER KULLANIM ALANI 304 Paslanmaz çeliğin temel çeşididir. 400 C ye kadar yüksek oksidasyon sağlar. Mekanik direnç ve sürtünme mukavemeti çok iyidir.
PASLANMAZ ÇELİK KULLANIM ALANLARI TABLOSU ASTM KOD ÖZELLİKLER KULLANIM ALANI 304 Paslanmaz çeliğin temel çeşididir. 400 C ye kadar yüksek oksidasyon sağlar. Mekanik direnç ve sürtünme mukavemeti çok iyidir.
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
PASLANMAZ ÇELİKLER ve PASLANMAZ ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 PASLANMAZ ÇELİKLER ve PASLANMAZ ÇELİKLERİN KOROZYONU İçinde %12den fazla Cr ve bunun yanında bir miktarda Ni içeren, korozyon direnci alaşımsız çeliklere göre daha yüksek olan Fe-Cr-Ni alaşımlarına genel
PASLANMAZ ÇELİKLER ve PASLANMAZ ÇELİKLERİN KOROZYONU İçinde %12den fazla Cr ve bunun yanında bir miktarda Ni içeren, korozyon direnci alaşımsız çeliklere göre daha yüksek olan Fe-Cr-Ni alaşımlarına genel
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek