DÖKÜM. malat Teknolojileri - RÜ. 1 Kum Döküm
|
|
|
- Emin Ece
- 10 yıl önce
- İzleme sayısı:
Transkript
1 DÖKÜM 1
2 GR Metal dökümü, arzu edilen ekilleri elde etmek amacyla metalleri ergiterek kalp ad verilen boluklara dökerek katlatrma ilemidir. Parçann eklini kalbn ekli tayin eder. Döküm yöntemi yar mamül ve mamül parçalarn üretiminde kullanlr. Döküm metallerin kullanlabilir hale dönütürülmesinin çeitli kademelerinde yer alabilir. 2

3 Cevherden elde edilen metal ve alamlarn ingot ad verilen bloklar halinde dökülmesi, çok girintili çkntl parçalarn tek ilemle kullanlabilir hale getirilmesi gibi ilemlerde dökümden faydalanlr. 3

4 Döküm yönteminin üstünlükleri çten ve dtan çok kark ekilli parçalar dökülebilir. Böylece, baz imal usulleri azaltlabilir veya tamamen kaldrlabilir. Baz metaller metalurjik tabiatlarndan dolay scak ileme tabi tutulamayp sadece dökülebilir. Yap basitletirilebilir. Parçalar tek bir dökümle imal edilebildi-i halde, di-er usullerde baz parçalarn birletirilmesi gerekir. 4

5 Çok sayda ve hzl üretim yaplabilir. Di-er usullerle yapm zor ve ekonomik bakmdan uygun olmayan büyük ve a-r parçalar dökülebilir. Ekonomik yönden üstündür. Dökme metallerde baz mühendislik özellikler daha iyi elde edilebilir; Dökme demirde ilenebilme ve titreim sönümleme yüksektir. Anmaya daha iyi özellikler elde edilebilir. 5

6 Döküm Yöntemleri Döküm, kalp için kullanlan malzeme ve ergimi metalin kalp içerisine sevkedilme ekline göre snflandrlabilir; Kum kalba döküm Kokil (kalc veya Metal) kalba döküm Basnçl döküm Hassas döküm Santrifüj döküm Alç kalba döküm Seramik kalba döküm Dolu kalba döküm Di-er kalplama usulleri 6

7 I - KUM KALIBA DÖKÜM Kum kalplara yaplan ve en çok kullanlan döküm usulüdür. Kum kalp ile yaplan döküm iki ekilde uygulanr; a. Çkarlabilen model b. Bozulabilir model Bozulabilir model yöntemi çok yaygn de-ildir. Çkarlabilen model yöntemi çok yaygn olarak kullanlr. Kum kalba döküm denildi-i zaman çkarlabilen model yöntemi anlalmaldr. 7

8 Bozulabilir model kullanlan teknikte modeller bozulabilen maddelerden (Polystrien) yaplrlar ve kum içerisinde braklrlar. Maden kalba dökülünce model scakl-n etkisi ile buharlar ve oluan bolu-u maden doldurur. 8

9 Kum kalba döküm ilemini iyi anlayabilmek için bir kalbn nasl hazrland-n bilmek ve iyi bir döküm için hangi etkenlerin önemli oldu-unu bilmek gerekir. Bu etkenler; 1- Kalplama ilemi 2- Model 3- Kum 4- Maçalar 5- Mekanik teçhizat 6- Metaller 9

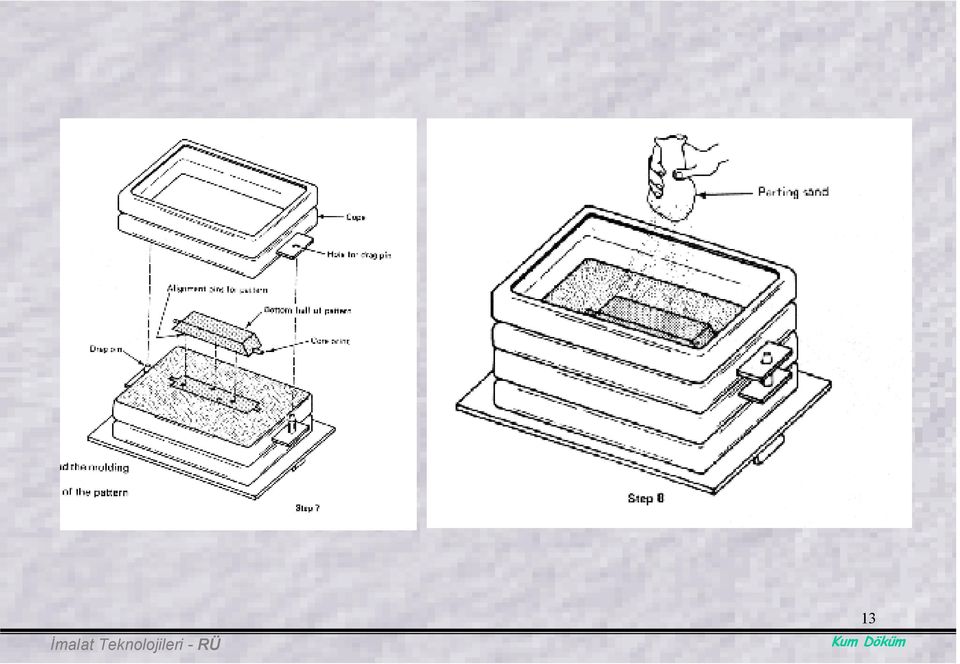
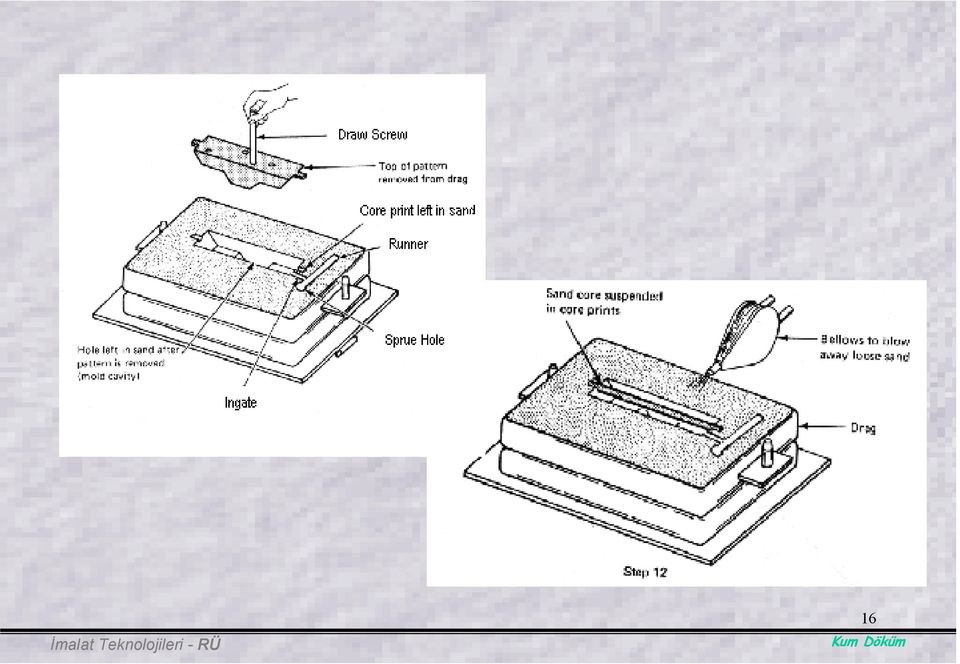
10 1. Kalplama lemi Kalplama ilemi kalp kumu kullanlarak yaplr. Sktrlan kumun içinde modelin bolu-u meydana getirilir. Ergitilen maden veya alam kalp bolu-una dökülerek katlamaya braklr. Katlaan parça kalptan çkarlr. Çapak, yolluk, çkc, besleyici gibi fazla ksmlar kesilerek temizleme ilemi yaplr. Kalplamada parçal model kullanlabilir. Genellikle iki parçal model kullanlr. 10

11 Modelin bir parças ekilde görüldü-ü üzere kalplama tahtas üzerine konan alt derece içine ters olarak yerletirilir. Modelin yüzeyine yüzey ayrc toz dökülür. 11

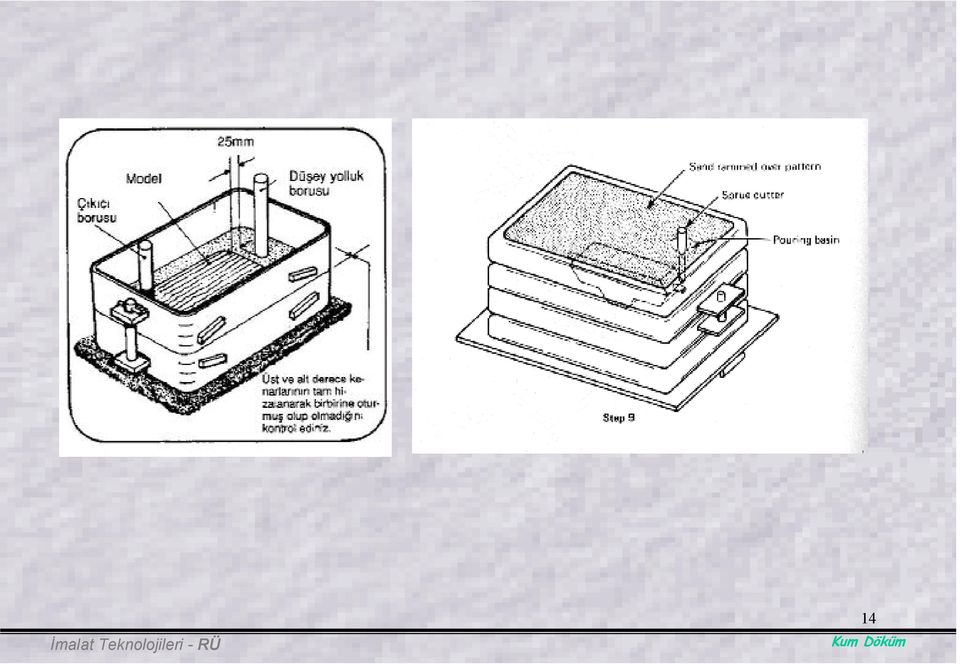
12 Model etrafndaki kum kütlesi 25mm kalnlkta oluncaya kadar dikkatlice sktrlr. Kum doldurma ve dolgu kumu sktrma ilemi aamal olarak yaplr. 12

13 13
14 14
15 15
16 16
17 17
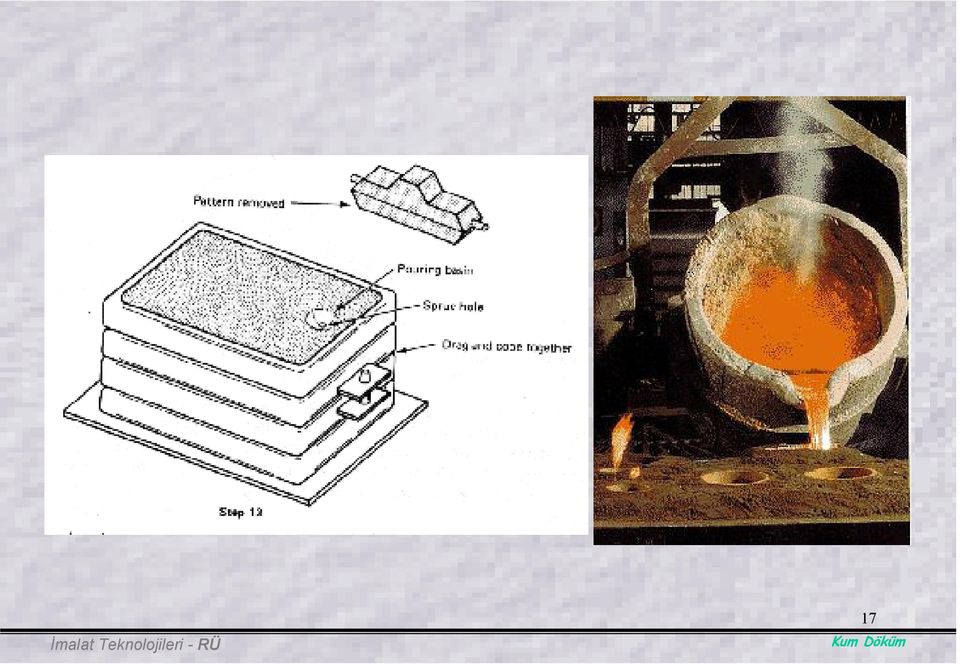
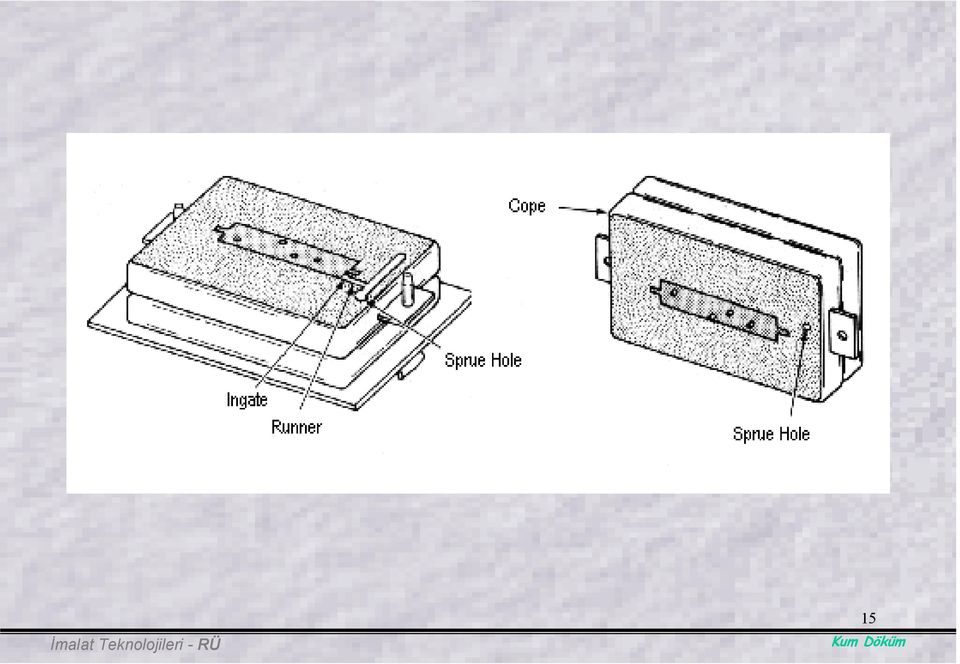
18 Yolluk Sistemi Ergiyik madenin kalp bolu-una gidiini sa-layan kanallarn toplamna yolluk sistemi denir. Yolluk sistemi dökülen parçann biçim ve boyutlar ile alamna göre çeitli ekillerde olurlar. Potadan dökülen ergiyik maden yolluk sistemini meydana getiren düey ve yatay kanallardan geçerek kalp bolu-unu doldurur. 18

19 Çkc ve Besleyiciler Çkclar: Döküm srasnda kalp gazlarnn kalptan çkmasn sa-lamak için açlan kanallara çkc denir. Kalp sv madenle dolarken kalp gazlar giderek küçülen kalp bolu-una skrlar. Kalp içinde bir basnç meydana getirirler. Bu gazlar çeitli döküm hatalarna sebep olabilir. Çkclar kalp gazlarn boaltma görevi yannda sv madenin yükselii ve kalbn doluunu gözlemeye yarar. 19

20 Besleyiciler: Kalba dökülen sv maden ve alamlar so-uyup katlarken hacimleri küçülür. Bunun sonucu olarak çöküntü ad verilen boluklar meydana gelir. Çöküntüler hatal dökümlere sebep olurlar. Çöküntüsüz döküm parça elde etmek için kalbn uygun yerlerine besleyici ad verilen ergiyik maden kütleleri ba-lanr. Besleyiciler çöküntüyü parça dna çkarrlar, çöküntü besleyicide oluur. 20

21 21
22 Kum dökümde kalplama yöntemleri A-Ya Kum Kalplama: En çok kullanlan yöntemdir. %5-10 civarnda rutubet ihtiva eder. Kalplama küçük parçalar için tezgah üzerinde, iri parçalar için yerde kum havuzlarnda yaplr. Üstünlükleri Kalp malzemesi ucuz ve tazelenerek defalarca ekonomik ekilde kullanlabilir. Basittir ve gerekti-inde mekanizasyon da uygulanabilir. De-iik metallerin dökümüne elverilidir. Snrlamalar Karmak biçimli ve iri parçalarn dökümünde kalp malzemesinin dayanm yetersiz kalr. Kalp tama srasnda bozulabilir. Boyut hassasiyeti ve yüzey kalitesi iyi de-ildir. 22
23 B-Kuru Kum Kalplama: Hazrlanan ya kalp kurutma odalarnda C scaklklar arasnda veya scak hava göndermek suretiyle kurutularak kuru kalp elde edilir. Kuru kalp ile yaplan döküme kuru döküm ad verilir. Kalp yüzeyleri grafit, odun kömürü tozu, kil ve sudan oluan bir bulamaç ile frça veya püskürtme yoluyla boyanr. Kurutma ilemi boyamadan önce veya sonra yaplabilir. C-Cidarlar Kurutulmu Kalp: Kum yüzeyinin (5-20 mm arasnda bir kum kalnl-) bir üfleç yardmyla kurutulmas ile elde edilir. Kalp içerisinde mevcut rutubetin yüzeye çkmasna olanak vermeden döküm ileminin bitirilmesi istenen durumlarda kullanlr. 23
24 D- Toprak (Balçk) Kalplama : Bu tür kalplama yönteminde kalba ekil verme amaca uygun ablonlarla yaplr. Örne-in büyük silindirler gibi dönel simetriye sahip a-r parçalarn kalplanmasnda uygulanr. Böyle büyük parçalarda tu-la, tahta veya de-iik malzemelerle hazrlanan yap üzerine kum, kil, su ve katk maddelerinden hazrlanm harç svanarak ablonla ekil verilir; daha sonra kalp scak hava veya üfleç yardmyla kurutulur. E- Çimentolu Kalplama : Bu yöntemin kum kalplamaya göre fark yoktur. Kalp kumu içerisine %8-12 çimento ilave edilir. Model kalptan çkarlmadan önce sertlemelidir. Tam bir sertlik için yaklak 3 gün gereklidir. Büyük parçalarn dökümünde, mukavemeti, yüzey kalitesi ve boyut hassasiyeti yüksek kalplar elde edilir. 24
25 F- CO 2 Yöntemi ile Kalplama : Bu yöntemde kalp ve maça kumlarna % 1,5-6 cam suyu (sodyum silikat) kartrlr ve kalba ekil verildikten sonra ksa bir süre CO 2 gaz geçirilir. Kimyasal reaksiyon gere-i cam suyu silikajel e dönüerek kalb sertletirir. Bu ilem yapldktan sonra dökümün en geç 24 saat içinde tamamlanmas gerekir. Bu yöntemle hazrlanan döküm parçalarn yüzey hassasiyetleri iyi olup, ekonomiklik için say önemli de-ildir. Her tip dökümhanede kolayca uygulanabilir. G- Çukur Kalplama : Çukur kalplar, derecelere boyutlar nedeniyle s-amayacak parçalarn dökümünde kullanlr (1-100 ton). Örne-in türbin gövdesi, gemi uskunu gibi. 25
26 H- Kabuk Kalplama : nce taneli kum ile yüksek scaklkta sertleen reçine karm kalplama malzemesidir. Kullanlan modeller metal ve levhal olup kalplama ileminden önce yüzeylerine özel bir sv püskürtülür. Böylece modelin kalptan çkarlmas kolaylar. Modeller C civarnda piirilir ve döndürme tertibat yardmyla üzerlerine kum reçine karmndan oluan 5-10mm lik bir kabuk meydana getirilir. Kabuk modelden syrlmadan önce C de birkaç dakika piirilir ve modelden ayrlr. Sv metal dökülürken kalbn bozulmasn önlemek için kalp iri taneli kum, çakl, metal bilya içine yerletirilerek döküm yaplr. Bu yöntemle +/-%0,2 mm ye varan hassas toleranslar elde edilebilir. Yüzey kaliteleri çok iyidir. Model hazrlanmas pahal oldu-u için çok sayda döküm için ekonomik olur. Parça boyutlar snrl olup altyap yatrm fazladr. 26
27 2. Model Yapm Model, dökülecek eklin genellikle tahtadan baz durumlarda metalden veya uygun bir malzemeden hazrlanm kopyasdr. Modeller genellikle u ekilde yaplrlar; - Tek parçal modeller - ki ve daha çok parçal modeller - E-reti parçal modeller - Plak modeller - Tersinir (simetrik) plak modeller 27
28 28
29 Model Yapmnda Gözönüne Alnacak Hususlar a) leme Pay: Dökümden sonra elde edilen yüzeylerin istenen yüzey düzgünlü-ünde olmas için talal ileme yaplr. Bu nedenle ilenecek yüzeylere ileme pay braklr. leme pay dökülecek malzeme cinsi ve parça boyutuna göre de-iir. Örne-in çelikte dökme demire göre daha fazla, büyük parçalarda da küçük parçalara göre daha büyük ileme pay braklr. b) Çekme Pay: Metalik malzemelerin dökümü ergimi halde yapld-ndan katlatklarnda kendilerini çekmeleri (hacimlerinin küçülmesi) sebebiyle model yaplrken esas parçadan bir miktar büyük olarak yaplr. 29
30 Model boyutlar ve kesit kalnlklar arttkça çekme miktarlar azalmaktadr. Çekme paynn hesaplanmasnda özel cetveller kullanlr. Örne-in kr dökme demir için 101 cm lik sar cetvel hazrlanp 100 e bölünür. Baz malzemelerin çekme paylar; Kr dökme demir %1 Dökme çelik %2 Saf alüminyum %1,8 Pirinç %1,1-1,7 Bronz %1,4 Magnezyum %1,3 30
31 c) Model Konikli-i: Kenarlar dik modelin skm kum kalptan çkarlmas zordur. Kalba zarar vermeden modeli çkarabilmek için dik yüzeylere belirli bir koniklik verilir. Koniklik miktar d yüzeylerde %1-2, iç deliklerde %6 civarndadr. d) Çarplma pay: So-uma srasnda metalin çekmesinden kaynaklanan çarplmalar önlemek için çarplma pay verilir. 31
32 3. Döküm Kumu Kalp kumlar silis (kum), kil, su ve yabanc maddelerden meydana gelir. Silis: Kalp kumunun ana maddesidir. %50-95 orannda katlr. Silis çok serttir ve yüksek scaklklara ( C) dayankldr. ekli yuvarlak, köeli veya yar köeli olabilir. Tutuculuk özelli-i yoktur, bir tür akkan saylabilir. Kil: Kil içinde su bulunan bir aluminyum silikattr (Al 2 O 3 2SiO 2 2H 2 O). Saf iken rengi beyazdr. Isya kar dayanm yüksektir. Kil su alnca yapkan bir hal alarak kum tanelerini birbirine kenetler. Kalp kumuna ekil alma özelli-i verir. %2-50 orannda katlr. Kalp kumundaki kil C arasnda yumuar. 32
33 Su: Kalp kumu rutubetsiz veya çok az rutubetli olunca kuru halde görülür. Bu durumdaki kil ba-layclk özelli-i gösteremes. Bunun için döküm kumlarna %2-8 arasnda su katlr. Fazla miktarda su katlrsa kalbn mukavetini azaltr. Di,er maddeler: Kalp kumunun özelliklerini iyiletirmek amacyla çeitli oksitler ve organik maddeler de katlabilir; msr unu, ö-ütülmü zift, yumuak kömür tozu, tala, silis tozu, demir oksit gibi. 33
34 Kalp Kumu Özellikleri Döküm ileminin emniyetli bir ekilde yaplabilmesi ve elde edilecek i parçasnn arzu edilen nitelikte olmas için kalplama kumunun u özelliklere sahip olmas istenir: a) Mukavemet: Kalp kumu ihtiva etti-i nem miktarna göre ya, kuru veya cidarlar kurutulmu kalp ismini alr. Kalp kumunun ya, kuru ve scak mukavemete sahip olmas arzu edilir. Kalp kumunun C n üzerinde metal basnc ile büyümemesi, scakl-n etkisi ile çatlayp krlmamas gerekir (kuru mukavemet) 34
35 b) Plastiklik: ekil alma ve ald- ekli koruma kabiliyetidir. Kalp kumunun plastikli-i bünyesinde mevcut kil ve su miktarna göre de-iir. c) Gaz geçirme kabiliyeti: Döküm srasnda meydana gelen gazlarn kolayca kalb terk etmeleri gerekir. Aksi takdirde dökülen parçann içinde veya yüzeyinde boluklar meydana gelir. d) Atee dayankllk: Kalbn scak metalle temas srasnda çatlamamas ve ergiyip parçaya yapmamas lazmdr. e) Tekrar kullanlabilme: Kolay bir ekilde ergiyip topraklanmaya yol açmamal ve çatlayp ufalanmamaldr. f) Ucuz olma: Kalp hazrlama masraflarnn yüksek olmamas için kumun kolay ve ucuz ekilde temin edilebilmesi gerekir. 35
36 4. Maça Dökülecek parçann bo veya delik çkmas istenen ksmlar için uygun ölçülerde hazrlanarak kalba konan kum kütlesine maça denir. Maça yapmnda do-al kalp kumu veya ykanm silis kumu kullanlr. Maça kumlarnn hazrlanmasnda kalp kumlarndaki katk maddeleri ile özel ba-layclar kullanlr. Maça kumlarnda aranan özellikler, kalp kumlarndaki özelliklerin benzeridir. 36
37 37
38 5. Mekanik Teçhizat Dökümcülükte kullanlan baz el aletleri unlardr; el körü-ü, düz spatül, çeitli malalar, yolluk bçaklar, kak takmlar, i ve kancalar, vs. 38
39 39
40 6. Metal Ergitme Metallerin ergitilmesi amacyla çok çeitli ocaklar kullanlr. Kullanlan ocak tipi, ergitilecek metalin özelliklerine ba-l olarak belirlenir. 40
41 Dökme demirler Kupol ocaklarnda ergitilirler 41
42 THE END 42
Döküm Yöntemleri. Dr.-Ing. Rahmi Ünal
 Döküm Yöntemleri Dr.-Ing. Rahmi Ünal 1 HASSAS DÖKÜM Hassas Döküm Son derece kark parçalar temiz ve tam bir ekilde elde edilebilir. Özellikle tala kaldrlarak ilenmesi veya dövülebilmesi mümkün olmayan alamlardan
Döküm Yöntemleri Dr.-Ing. Rahmi Ünal 1 HASSAS DÖKÜM Hassas Döküm Son derece kark parçalar temiz ve tam bir ekilde elde edilebilir. Özellikle tala kaldrlarak ilenmesi veya dövülebilmesi mümkün olmayan alamlardan
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
METAL DÖKÜM ALAIMLARI. Dr.-Ing. Rahmi Ünal
 METAL DÖKÜM ALAIMLARI Dr.-Ing. Rahmi Ünal 1 Katlama METALLERDE KATILAMA Döküm yoluyla üretimde metal malzemelerin kullanm özellikleri, katlama aamasnda oluan iç yap ile belirlenir. Dolaysyla malzeme özelliklerinin
METAL DÖKÜM ALAIMLARI Dr.-Ing. Rahmi Ünal 1 Katlama METALLERDE KATILAMA Döküm yoluyla üretimde metal malzemelerin kullanm özellikleri, katlama aamasnda oluan iç yap ile belirlenir. Dolaysyla malzeme özelliklerinin
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
DÖKÜM TEKNİKLERİ. A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri. B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri
 DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Ahmet ARAN Döküm Teknolojisi ÇNDEKLER 1 GR 1.1. DÖKÜM TEKN 1.2 TARHÇE 1.3 TÜRKYE DE DÖKÜM SANAY. 2. ERTME, DÖKME ve KATILAMANIN ESASLARI
 Ahmet ARAN Döküm Teknolojisi ÇNDEKLER 1 GR 1.1. DÖKÜM TEKN 1.2 TARHÇE 1.3 TÜRKYE DE DÖKÜM SANAY 2. ERTME, DÖKME ve KATILAMANIN ESASLARI 2.1 ERTME 2.2 GAZ ÇÖZÜNÜRLÜÜ VE GAZ GDERME 2.3 KALIBIN DOLDURULMASI
Ahmet ARAN Döküm Teknolojisi ÇNDEKLER 1 GR 1.1. DÖKÜM TEKN 1.2 TARHÇE 1.3 TÜRKYE DE DÖKÜM SANAY 2. ERTME, DÖKME ve KATILAMANIN ESASLARI 2.1 ERTME 2.2 GAZ ÇÖZÜNÜRLÜÜ VE GAZ GDERME 2.3 KALIBIN DOLDURULMASI
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
ASMOLEN UYGULAMALARI
 TURGUTLU TULA VE KREMT SANAYCLER DERNE ASMOLEN UYGULAMALARI Asmolen Ölçü ve Standartlar Mart 2008 Yayn No.2 1 ASMOLEN UYGULAMALARINDA DKKAT EDLMES GEREKL HUSUSLAR Döeme dolgu tulas, kil veya killi topran
TURGUTLU TULA VE KREMT SANAYCLER DERNE ASMOLEN UYGULAMALARI Asmolen Ölçü ve Standartlar Mart 2008 Yayn No.2 1 ASMOLEN UYGULAMALARINDA DKKAT EDLMES GEREKL HUSUSLAR Döeme dolgu tulas, kil veya killi topran
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM YÖNTEMLERİ. Sıvı metalin soğuyarak katılaşması. Kalıbın dağıtılarak parçanın çıkarılması
 DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
www.velle.com.tr Metal Pigment Kaplamalar Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02
 701 24 01 Faks.: +90 (216) 701 24 02") www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
İMALAT YÖNTEMLERİ-I. Doç. Dr. Bülent AKTAŞ
 İMALAT YÖNTEMLERİ-I Doç. Dr. Bülent AKTAŞ DÖKÜM GİRİŞ Metal dökümü, arzu edilen şekilleri elde etmek amacıyla metalleri ergiterek kalıp adı verilen boşluklara dökerek katılaştırma işlemidir. Parçanın şeklini
İMALAT YÖNTEMLERİ-I Doç. Dr. Bülent AKTAŞ DÖKÜM GİRİŞ Metal dökümü, arzu edilen şekilleri elde etmek amacıyla metalleri ergiterek kalıp adı verilen boşluklara dökerek katılaştırma işlemidir. Parçanın şeklini
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
Genellikle bir jel yapıcı içeren bu karışımın jelleşmesi beklendikten sonra model çıkarılır.
 Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
«Akıllı Boyalar ve Uygulamaları»
 «Akıllı Boyalar ve Uygulamaları» Kadir Bıyık (Foseco Türkiye) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda yer alan sunumlar 27
«Akıllı Boyalar ve Uygulamaları» Kadir Bıyık (Foseco Türkiye) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda yer alan sunumlar 27
KUM TANE BOYUTU VE DAĞILIMININ ELEK ANALİZİ İLE BELİRLENMESİ
 KUM TANE BOYUTU VE DAĞILIMININ ELEK ANALİZİ İLE BELİRLENMESİ 1. DENEYİN AMACI Kalıp kumlarının ana maddesi silistir. Silis ise bir silisyum oksididir ( SiO2 ), çok sert ve 1700 C sıcaklıklara kadar dayanır.
KUM TANE BOYUTU VE DAĞILIMININ ELEK ANALİZİ İLE BELİRLENMESİ 1. DENEYİN AMACI Kalıp kumlarının ana maddesi silistir. Silis ise bir silisyum oksididir ( SiO2 ), çok sert ve 1700 C sıcaklıklara kadar dayanır.
Metalürji; üretim metalürjisi (ekstraktif metalürji) ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.
 ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.") 1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
DÖKÜM İLE ÜRETİM. Doç. Dr. N. SİNAN KÖKSAL
 DÖKÜM İLE ÜRETİM Doç. Dr. N. SİNAN KÖKSAL Ergitilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm denir.
DÖKÜM İLE ÜRETİM Doç. Dr. N. SİNAN KÖKSAL Ergitilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm denir.
Bir malzeme, mal veya ürünün bir yerden başka bir yere taşınmasına endüstriyel taşıma denir. Endüstriyel taşınma iki sınıfa ayrılmaktadır.
 ENDÜSTRİYEL TAŞIMA (TRANSPORT) Bir malzeme, mal veya ürünün bir yerden başka bir yere taşınmasına endüstriyel taşıma denir. Endüstriyel taşınma iki sınıfa ayrılmaktadır. İç Taşıma (Kısa mesafeli taşıma)
ENDÜSTRİYEL TAŞIMA (TRANSPORT) Bir malzeme, mal veya ürünün bir yerden başka bir yere taşınmasına endüstriyel taşıma denir. Endüstriyel taşınma iki sınıfa ayrılmaktadır. İç Taşıma (Kısa mesafeli taşıma)
H20 PANEL S STEM Her tür projeye uygun, güvenilir, sa lam ekonomik kolon ve perde kal b
 H20 PANEL SSTEM Her tür projeye uygun, güvenilir, salam ekonomik kolon ve perde kalb 1 2 çindekiler H20 Panel Sistem 4 Kalp sistemleri içinde H20 Panel 6 Tamamlanm örnek projeler 8 Sistem Elemanlar 3 H20
H20 PANEL SSTEM Her tür projeye uygun, güvenilir, salam ekonomik kolon ve perde kalb 1 2 çindekiler H20 Panel Sistem 4 Kalp sistemleri içinde H20 Panel 6 Tamamlanm örnek projeler 8 Sistem Elemanlar 3 H20
Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir seramik bağlayıcıdan oluşan harç dökülür.
 Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ DÖKÜM YÖNTEMLERİ. Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Silindir Arýzalarý Çalýºma sonucu silindir yüzeyleri aºýnma, parlaklýk, pörtüklenme, çizik, çatlak
 SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
ALÜMİNYUM BAKIR ALAŞIMLARI
 ALÜMİNYUM BAKIR ALAŞIMLARI Dersin Modülleri Alüminyum Alaşımları Bronz Alaşımları Pirinç Alaşımları Kazandırılan Yeterlikler Alüminyum alaşımlarını ergitmek Bronz alaşımları ergitmek Pirinç alaşımları
ALÜMİNYUM BAKIR ALAŞIMLARI Dersin Modülleri Alüminyum Alaşımları Bronz Alaşımları Pirinç Alaşımları Kazandırılan Yeterlikler Alüminyum alaşımlarını ergitmek Bronz alaşımları ergitmek Pirinç alaşımları
malat Teknolojileri Dr.-Ing. Rahmi Ünal
 malat Teknolojileri Dr.-Ing. Rahmi Ünal GR 1 Dersin Amac malat teknolojisinin amac, teknik resimlerde veya baka tür bilgi ortamlarnda oluturulan parçalarn tasarmna uygun olarak ekonomik bir ekilde imal
malat Teknolojileri Dr.-Ing. Rahmi Ünal GR 1 Dersin Amac malat teknolojisinin amac, teknik resimlerde veya baka tür bilgi ortamlarnda oluturulan parçalarn tasarmna uygun olarak ekonomik bir ekilde imal
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI
 YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI Erkan DALAY* ve Onur ER** * Laboratuvar Uzmanı, EKU Fren ve Döküm Sanayi AŞ, Kocaeli, TÜRKİYE ** Ar-Ge Mühendisi, EKU Fren ve Döküm Sanayi AŞ,
YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI Erkan DALAY* ve Onur ER** * Laboratuvar Uzmanı, EKU Fren ve Döküm Sanayi AŞ, Kocaeli, TÜRKİYE ** Ar-Ge Mühendisi, EKU Fren ve Döküm Sanayi AŞ,
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İnönü Üniversitesi Mühendislik Fakültesi Maden Mühendisliği Bölümü. 321 Cevher Hazırlama Laboratuvarı I ÖRNEK AZALTMA
 İnönü Üniversitesi Mühendislik Fakültesi Maden Mühendisliği Bölümü 321 Cevher Hazırlama Laboratuvarı I ÖRNEK AZALTMA 1. GİRİŞ Belirli bir cevherin niteliklerinin saptanmasında kullanılmak üzere temsili
İnönü Üniversitesi Mühendislik Fakültesi Maden Mühendisliği Bölümü 321 Cevher Hazırlama Laboratuvarı I ÖRNEK AZALTMA 1. GİRİŞ Belirli bir cevherin niteliklerinin saptanmasında kullanılmak üzere temsili
DENEYİN ADI: Döküm Kumu Deneyleri. AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi.
 DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu [email protected] 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu [email protected] 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
DENEY Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN
 DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
Yüksek, a r dö emeler ve
 YK9 TAIYICI SKELE Yüksek, ar döemeler ve masa kalplar için ekonomik tayclk 1 çindekiler YK9 Tayc skele 4 Döeme iskelesi, masa kalb ve merdiven kulesi olarak 6 Tamamlanm örnek projeler 10 Masa iskelesi
YK9 TAIYICI SKELE Yüksek, ar döemeler ve masa kalplar için ekonomik tayclk 1 çindekiler YK9 Tayc skele 4 Döeme iskelesi, masa kalb ve merdiven kulesi olarak 6 Tamamlanm örnek projeler 10 Masa iskelesi
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
İstenilene uygun parçaların elde edilmesi için, döküm atölyesinin her bölümündeki çalışmalar teknolojik bilgilere dayalı olarak yapılmalıdır.
 DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
Yüksek, a r dö emeler ve
 YK9 TAIYICI SKELE Yüksek, ar döemeler ve masa kalplar için ekonomik tayclk 1 çindekiler YK9 Tayc skele Döeme iskelesi, masa kalb ve merdiven kulesi olarak 6 Tamamlanm örnek projeler 10 Masa iskelesi 12
YK9 TAIYICI SKELE Yüksek, ar döemeler ve masa kalplar için ekonomik tayclk 1 çindekiler YK9 Tayc skele Döeme iskelesi, masa kalb ve merdiven kulesi olarak 6 Tamamlanm örnek projeler 10 Masa iskelesi 12
Döküm için yapılan işlemleri kısaca şöyle sıralayabiliriz:
 Hassas Döküm Teknolojisi: Đngilizce'de "Investment Casting" veya "Investment Shell Casting" ismiyle anılan bu döküm tekniğinin 2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde uygun malzemeden
Hassas Döküm Teknolojisi: Đngilizce'de "Investment Casting" veya "Investment Shell Casting" ismiyle anılan bu döküm tekniğinin 2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde uygun malzemeden
Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti.
 DÖKÜM KUMLARININ ELEK ANALİZİ 1. DENEYİN AMACI Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti. 2. TEORİK BİLGİLER Döküm tekniğinde ergimiş metalin içine döküldüğü kalıpların
DÖKÜM KUMLARININ ELEK ANALİZİ 1. DENEYİN AMACI Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti. 2. TEORİK BİLGİLER Döküm tekniğinde ergimiş metalin içine döküldüğü kalıpların
BLGSAYAR DESTEKL TASARIM HAFTA 4 SOLIDWORKS LE KATI MODELLEME
 BLGSAYAR DESTEKL TASARIM HAFTA 4 SOLIDWORKS LE KATI MODELLEME SolidWorks ile geçerli bir sketch olu$turulduktan sonra kat' model olu$turmak için ilgili Feature i$lemleri kullan'l'r. View menüsü içerisinden
BLGSAYAR DESTEKL TASARIM HAFTA 4 SOLIDWORKS LE KATI MODELLEME SolidWorks ile geçerli bir sketch olu$turulduktan sonra kat' model olu$turmak için ilgili Feature i$lemleri kullan'l'r. View menüsü içerisinden
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
GRUP: Aktif güç (Kw): (Trafo gücü (KVA) + (trafo gücü (KVA) x % sürşarj) ) x 0,80
: (Trafo gücü (KVA) + (trafo gücü (KVA) x % sürşarj) ) x 0,80") GRUP: 3710 DEMİR ÇELİK SANAYİ 2- ELEKTRİK ARK OCAKLARI İLE ÇELİK ÜRETİMİ Elektrik ocakları ile düşük, normal, yüksek karbonlu ve alaşımlı çelik üretimi kapasite hesabı aşağıdaki esaslara göre yaplır. Yapılan
GRUP: 3710 DEMİR ÇELİK SANAYİ 2- ELEKTRİK ARK OCAKLARI İLE ÇELİK ÜRETİMİ Elektrik ocakları ile düşük, normal, yüksek karbonlu ve alaşımlı çelik üretimi kapasite hesabı aşağıdaki esaslara göre yaplır. Yapılan
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
PARAMETRK OLMAYAN STATSTKSEL TEKNKLER. Prof. Dr. Ali EN ÖLÇEKLER
 PARAMETRK OLMAYAN STATSTKSEL TEKNKLER Prof. Dr. Ali EN 1 Normal dalm artlarn salamayan ve parametrik istatistik tekniklerinin kullanlmasn elverisiz klan durumlarn bulunmas halinde, eldeki verilere bal
PARAMETRK OLMAYAN STATSTKSEL TEKNKLER Prof. Dr. Ali EN 1 Normal dalm artlarn salamayan ve parametrik istatistik tekniklerinin kullanlmasn elverisiz klan durumlarn bulunmas halinde, eldeki verilere bal
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ. Üretim Teknikleri MK-314 3/Güz (2+1+0) 2,5 6. : Yrd.Doç.Dr.Müh.Kd.Bnb.
 2,5 6. : Yrd.Doç.Dr.Müh.Kd.Bnb.") MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Üretim Teknikleri MK-314 3/Güz (2+1+0) 2,5 6 Dersin Dili Dersin Seviyesi Dersin Önkoşulu
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Üretim Teknikleri MK-314 3/Güz (2+1+0) 2,5 6 Dersin Dili Dersin Seviyesi Dersin Önkoşulu
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
KATILAR DA BALANMA L ( 3.2) R = A
 R = A") KATILAR DA BALANMA Katlar elektriksel iletkenliklerine göre üçe ayrlr: letken, Yar iletken, Yaltkan Metaller iletken katlardr. Bir metal ve bir yar iletken arasndaki fark, elektriksel iletkenliklerinin
KATILAR DA BALANMA Katlar elektriksel iletkenliklerine göre üçe ayrlr: letken, Yar iletken, Yaltkan Metaller iletken katlardr. Bir metal ve bir yar iletken arasndaki fark, elektriksel iletkenliklerinin
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
DÖKÜM TEKNOLOJİSİ. Dökümün tanımı, Üstünlükleri ve Dezavantajları
 DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
Şekil Yolluk sistemi hesaplamasında 1. örnekte kullanılan konsol parça
 3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
BÖLÜM 7 DÖKME DEMİRLER
 A Bölüm 7 Dökme Demirler 71 BÖLÜM 7 DÖKME DEMİRLER Sayfa A. Genel Kurallar.. 71 B. Nodüler Dökme Demir... 73 C. Kır Dökme Demir. 76 A. Genel Kurallar 1. Kapsam 1.1 Bu kısım, nodüler ve kır dökme demirlerin
A Bölüm 7 Dökme Demirler 71 BÖLÜM 7 DÖKME DEMİRLER Sayfa A. Genel Kurallar.. 71 B. Nodüler Dökme Demir... 73 C. Kır Dökme Demir. 76 A. Genel Kurallar 1. Kapsam 1.1 Bu kısım, nodüler ve kır dökme demirlerin
IRROMETER NASIL ÇALIIR...
 IRROMETER NASIL ÇALIIR... Irrometer bir tansiyometre prensibi ile görev yapar. Irrometer içi saf su dolu bir tüp, bir vakum göstergesi ve gözenekli porselen bir balık ihtiva eder. Kök bölgesi derinliine
IRROMETER NASIL ÇALIIR... Irrometer bir tansiyometre prensibi ile görev yapar. Irrometer içi saf su dolu bir tüp, bir vakum göstergesi ve gözenekli porselen bir balık ihtiva eder. Kök bölgesi derinliine
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları
 Ders Detayları") Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
ADEKA ULTRA SEAL Su Yalıtım Profilleri
 ADEKA ULTRA SEAL Su Yalıtım Profilleri ÜRÜN BİLGİSİ Tanımı : Deformasyona karşı dayanıklı doğal kauçuk esaslı su yalıtım profilleri. Su ile temas ettiğinde içerdiği Hidrofilik maddeler dolarak hacminin
ADEKA ULTRA SEAL Su Yalıtım Profilleri ÜRÜN BİLGİSİ Tanımı : Deformasyona karşı dayanıklı doğal kauçuk esaslı su yalıtım profilleri. Su ile temas ettiğinde içerdiği Hidrofilik maddeler dolarak hacminin
Ferro Silikon. Ekzotermik Besleyici Gömlek. Kromit Kumu YÜZER. Karbon. Bentonit. Magnezyum. Yapıştırıcı. Reçineler. Alkol. Besleyici Toz.
 Besleyici Toz Inokulant Ocak ve Pota Astarları Bentonit Alkol Karbon Shell Kum Besleyici Toz Reçineler Karbon Reçineler Ferro Silikon Reçineler Besleyici Toz Bentonit Karbon Bentonit Ocak ve Pota Astarları
Besleyici Toz Inokulant Ocak ve Pota Astarları Bentonit Alkol Karbon Shell Kum Besleyici Toz Reçineler Karbon Reçineler Ferro Silikon Reçineler Besleyici Toz Bentonit Karbon Bentonit Ocak ve Pota Astarları
T.C. BURSA VALİLİĞİ Çevre ve Şehircilik İl Müdürlüğü TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ
 TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
Tasarım Metodolojisi -7-
 11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
DÖKÜM KUMLARININ NEM VE MUKAVEMET TAYİNİ
 DÖKÜM KUMLARININ NEM VE MUKAVEMET TAYİNİ 1. DENEYİN AMACI Döküm kalıbı ve maçası yapmakta kullanılan kumların özelliklerinin öğrenilmesi ve bu kumlara bu özellikleri veren mekanizmaların incelenmesi 2.
DÖKÜM KUMLARININ NEM VE MUKAVEMET TAYİNİ 1. DENEYİN AMACI Döküm kalıbı ve maçası yapmakta kullanılan kumların özelliklerinin öğrenilmesi ve bu kumlara bu özellikleri veren mekanizmaların incelenmesi 2.
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Döküm Yolu İle İmalat
 Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
İşyerlerinde çalışanlarımızın sağlığını olumsuz yönde tehdit eden, üretimi etkileyen ve İşletmeye zarar veren toz, gaz, duman, buhar, sis, gürültü,
 TOZ İşyerlerinde çalışanlarımızın sağlığını olumsuz yönde tehdit eden, üretimi etkileyen ve İşletmeye zarar veren toz, gaz, duman, buhar, sis, gürültü, Termal Konfor gibi unsurlardan biriside Tozdur. Organik
TOZ İşyerlerinde çalışanlarımızın sağlığını olumsuz yönde tehdit eden, üretimi etkileyen ve İşletmeye zarar veren toz, gaz, duman, buhar, sis, gürültü, Termal Konfor gibi unsurlardan biriside Tozdur. Organik
BRİKET DUVAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 BRİKET DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi BETON BRİKET DUVAR Beton briket bloklar, kum, çakıl, tüf, bims (sünger
BRİKET DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi BETON BRİKET DUVAR Beton briket bloklar, kum, çakıl, tüf, bims (sünger
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI
 FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
ISI YALlTIM MALZEMESi OLARAK POLİÜRETAN KÖPÜGÜN FİZİKSEL VE KİMYASAL ÖZELLİKLERİ, ÜRETİMİ VE İNCELENMESİ
 6.Cilt, l.say (Mart 2002) Is Yal tm Malzemesi Olarak Poliüretan Köpüğün Fiziksel Ve H.Aydn, İ.Ekmekçi ISI YALlTIM MALZEMESi OLARAK POLİÜRETAN KÖPÜGÜN FİZİKSEL VE KİMYASAL ÖZELLİKLERİ, ÜRETİMİ VE İNCELENMESİ
6.Cilt, l.say (Mart 2002) Is Yal tm Malzemesi Olarak Poliüretan Köpüğün Fiziksel Ve H.Aydn, İ.Ekmekçi ISI YALlTIM MALZEMESi OLARAK POLİÜRETAN KÖPÜGÜN FİZİKSEL VE KİMYASAL ÖZELLİKLERİ, ÜRETİMİ VE İNCELENMESİ
Beton; kum, çakıl, su, çimento ve diğer kimyasal katkı maddelerinden oluşan bir bileşimdir. Bu maddeler birbirleriyle uygun oranlarda karıştırıldığı
 Doç. Dr. Ali KOÇAK Beton; kum, çakıl, su, çimento ve diğer kimyasal katkı maddelerinden oluşan bir bileşimdir. Bu maddeler birbirleriyle uygun oranlarda karıştırıldığı zaman kalıplara dökülebilir ve bu
Doç. Dr. Ali KOÇAK Beton; kum, çakıl, su, çimento ve diğer kimyasal katkı maddelerinden oluşan bir bileşimdir. Bu maddeler birbirleriyle uygun oranlarda karıştırıldığı zaman kalıplara dökülebilir ve bu
ZEMİN MEKANİĞİ DENEYLERİ
 ZEMİN MEKANİĞİ DENEYLERİ Konsolidasyon Su muhtevası Dane dağılımı Üç eksenli kesme Deneyler Özgül ağırlık Serbest basınç Kıvam limitleri (likit limit) Geçirgenlik Proktor ZEMİN SU MUHTEVASI DENEYİ Birim
ZEMİN MEKANİĞİ DENEYLERİ Konsolidasyon Su muhtevası Dane dağılımı Üç eksenli kesme Deneyler Özgül ağırlık Serbest basınç Kıvam limitleri (likit limit) Geçirgenlik Proktor ZEMİN SU MUHTEVASI DENEYİ Birim
FLEX İNCE KESİCİLER-THINLINE
 resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
Ö RENME FAAL YET -1 Ö RENME FAAL YET -1 1. ELEKTR K ARK KAYNA I AMAÇ. 1.4 Kaynak Temel elemanlar ARA TIRMA. 1.1. Kayna n Tarihçesi
 ÖRENME FAALYET-1 ÖRENME FAALYET-1 Bu öretim faaliyeti sonunda uygun atölye ortam salandnda teknie uygun olarak elektrik ark kaynak makinesini kaynak yapmaya hazr hale getirebileceksiniz. AMAÇ ARATIRMA
ÖRENME FAALYET-1 ÖRENME FAALYET-1 Bu öretim faaliyeti sonunda uygun atölye ortam salandnda teknie uygun olarak elektrik ark kaynak makinesini kaynak yapmaya hazr hale getirebileceksiniz. AMAÇ ARATIRMA
Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2007 KLERİ DERS NOTLARI
 TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Kimyasal İndirgenme Toz üretiminde ana kimyasal işlemleri metal oksit, karbonatlar, nitratlar veya halojenli (VIIA Grubu F, CI, Br
TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Kimyasal İndirgenme Toz üretiminde ana kimyasal işlemleri metal oksit, karbonatlar, nitratlar veya halojenli (VIIA Grubu F, CI, Br
YAPI MALZEMESİ. Romalılar devrinde ise su kireci bulunmuş ve su içi inşaatlarında kullanılmıştır.
 Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
1. Sabit Noktal Say Sistemleri
 2. SAYI SSTEMLER VE KODLAR Say sistemleri iki ana gruba ayrlr. 1. Sabit Noktal Say Sistemleri 2. Kayan Noktal Say Sistemleri 2.1. Sabit Noktal Say Sistemleri 2.1.1. Ondalk Say Sistemi Günlük yaantmzda
2. SAYI SSTEMLER VE KODLAR Say sistemleri iki ana gruba ayrlr. 1. Sabit Noktal Say Sistemleri 2. Kayan Noktal Say Sistemleri 2.1. Sabit Noktal Say Sistemleri 2.1.1. Ondalk Say Sistemi Günlük yaantmzda