2. Uzunluk Ölçü Sistemleri
|
|
|
- Emine Kutay
- 7 yıl önce
- İzleme sayısı:
Transkript
1 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü) Sistemi Metrik ölçü sistemi günümüzde dünya devletlerinin çoğunda (İngiltere, ABD ve İngiliz Milletler Topluluğuna bağlı ülkeler hariç) kullanılan bir ölçü sistemidir. Metrik sistemde ölçü birimi METRE dir. 1
2 2.2. İngiliz (inç-parmak) Ölçü Sistemi İngiltere de ve ABD de kullanılır. Ölçü birimi YARDA dır. 1 Yarda = 3 Ayak = 36 Parmak=91,44 cm 1 Ayak =12 inç=30,48 cm 1 inç=2,54 cm=25,4 mm İnç ( parmak ) sembolü ( ) dür. Bu işaret ölçünün sağ üst köşesine konur. Örneğin ; 1, 3, 1/2, 3/4, 1/8, 1 ¾, 1 ½ gibi. İngiliz Birimi Metre karşılığı 1 inç=1 0,0254 metre 1 ayak 0,3048 metre 1 yarda 0,9144 metre 1 kara mili 1609 metre 1 deniz mili 1852 metre 2


3 2.3. Bölüntülü Ölçü Aletleri Bu ölçü aletleri en çok kullandığımız ölçü aletleridir Metreler Ölçmede en çok kullanılan çizgisel bölüntülü ölçü aletleridir. Metreler büyük boyutlu parçaların ölçülmesinde ve hassasiyet istenmeyen küçük parçaların ölçülmesinde kullanılır. Metrelerin ölçü hassasiyeti 1mm ve 0,5 mm dir. 3


4 KUMPASLAR Bu ölçü aletleri ile hassas ölçmeler yapılır. Ayarlanabilen bölüntülü ölçü aletleridir. Kumpaslar uzunluk ölçülerini, iç çap, dış çap, derinlik ve kanal ölçülerini ölçmede kullanılır. Kumpasların cetvel üzerindeki hareketli kısımları verniyerli, dijital ve saatli olabilir. Bir parçanın iç çapını ölçmek için parça iç çap çeneleri arasına, dış çap ölçülecekse dış çap çeneleri arasına alınır. Kılıç kısmı ile derinlik ölçümü gerçekleştirilir. Sürmeli Saatli Kumpas Sürmeli Verniyerli Kumpas Sürmeli Dijital Kumpas 4
: Bir cismin yada çukurun derinliğini ölçmede kullanılır. 4. Ana cetvel: mm olarak işaretlenmiş cetvel 5. Ana cetvel: inç olarak işaretlenmiş cetvel 6.")
5 1. Dış çap çeneleri: Bir cismin dış çapını yada genişliğini ölçmede kullanılır. 2. İç çap çeneleri: Bir cismin iç çapını ölçmede kullanılır. 3. Kılıç (Derinlik ölçer): Bir cismin yada çukurun derinliğini ölçmede kullanılır. 4. Ana cetvel: mm olarak işaretlenmiş cetvel 5. Ana cetvel: inç olarak işaretlenmiş cetvel 6. Hassasiyete göre mm lik ölçüm veren verniyer 7. Hassasiyete göre inç ölçüm veren verniyer 8. Kilit/Baskı mandalı: Ölçmenin kolaylıkla elde edilebilmesine için verniyer hareketini engellemede kullanılır. 5
6 Verniyerli Kumpasların Hassasiyeti Verniyerli kumpasların hassasiyetinin hesaplanmasında aşağıdaki adımlar uygulanır. 1. Kumpasın çeneleri tam kapalı konuma getirilir. Cetvel üzerindeki "0" bölüntü çizgisi ile verniyer üzerindeki "0" çizgisi çakışmalı. 2. Verniyer üzerindeki bölüntülerdeki son çizginin cetvel üzerindeki çakıştığı bölüntü çizgisi bulunur. Bu çizginin mm/inç olarak değeri verniyer üzerindeki bölüntü sayısına bölünerek; verniyer üzerindeki iki çizgi arasındaki mesafe mm/inç olarak hesaplanır. 3. Kumpasın çeneleri tam kapalı konumdayken cetvel ve verniyer üzerinde bir birine en yakın bölüntü çizgileri bulunur. 4. Cetvel ve verniyer üzerinde bir birine en yakın bölüntü çizgileri arasındaki mesafe farkı KUMPASIN HASSASİYETİ dir. 6
7 1/10 Hassasiyetli Verniyerli Kumpaslar Cetvel üzerindeki 9 mm lik kısım verniyer üzerinde 10 eşit parçaya bölünmüştür. Verniyer üzerindeki iki çizgi aralığı = 9 mm 10 = 0,9 mm Cetvel üzerindeki 1 mm verniye aracılığıyla 10 eşit parçaya ayrılmıştır. Hassasiyet = 1 mm 10 = 0,1 mm 7
8 1/10 Hassasiyetli Verniyerli Kumpaslar ÖLÇÜLEN DEĞER = Cetvel üzerinden okunan değer mm cinsinden + numarası*hassasiyet Cetveldeki her hangi bir bölüntü çizgisiyle çakışan verniyerdeki bölüntünün (0,1mm) Yandaki şekil için okunan değer; = 52 mm + 4*0,1mm = 52 mm + 0,4mm = 52,4 mm NOT : Verniyerdeki sıfır bölüntü çizgisi cetvel üzerindeki bir çizgi ile çakışırsa direk cetvel üzerindeki okuma yapılır ve verniyer üzerinden okuma yapılmaz. 8



9 1/10 Hassasiyetli Verniyerli Kumpaslar İçin Ölçüm Örnekleri Yandaki şekil için okunan değer; = 21 mm + 3*0,1mm = 21 mm + 0,3mm = 21,3 mm Yandaki şekil için okunan değer; = 5 mm + 5*0,1mm = 5 mm + 0,5mm = 5,5 mm Yandaki şekil için okunan değer; = 39,0 mm 9
10 1/20 Hassasiyetli Verniyerli Kumpaslar (1. Tip) Cetvel üzerindeki 19 mm lik kısım verniyer üzerinde 20 eşit parçaya bölünmüştür. Cetvelin üzerindeki iki çizgi aralığı 1 mm olduğuna göre; Verniyer üzerindeki iki çizgi aralığı = 19 mm 20 = 0,95 mm Cetvel üzerindeki 1 mm verniye aracılığıyla 20 eşit parçaya ayrılmıştır. Hassasiyet = 1 mm 20 = 0,05 mm 10
11 1/20 Hassasiyetli Verniyerli Kumpaslar Cetveldeki her hangi bir bölüntü Cetvel üzerinden + ÖLÇÜLEN DEĞER = çizgisiyle çakışan verniyerdeki bölüntü okunan değer sayısı *hassasiyet (0,05mm) Yandaki şekil için okunan değer; = 73 mm + 12*0,05mm = 73 mm + 0,60mm = 73,60 mm NOT : Verniyerdeki sıfır bölüntü çizgisi cetvel üzerindeki bir çizgi ile çakışırsa direk cetvel üzerindeki okuma yapılır ve verniyer üzerinden okuma yapılmaz. 11



12 1/20 Hassasiyetli Verniyerli Kumpaslar İçin Ölçüm Örnekleri Yandaki şekil için okunan değer; = 5 mm + 10*0,05mm = 5 mm + 0,5mm = 5,50 mm Yandaki şekil için okunan değer; = 12mm + 19*0,05mm = 12 mm + 0,95mm = 12,95 mm Yandaki şekil için okunan değer; = 26 mm + 16*0,05mm = 26 mm + 0,80mm = 26,80 mm 12
13 1/20 Hassasiyetli Verniyerli Kumpaslar (2. Tip) Cetvel üzerindeki 39 mm lik kısım verniyer üzerinde 20 eşit parçaya bölünmüştür. Verniyer üzerindeki çizgi aralığı = 39 mm 20 = 1,95 mm dir. Cetvel üzerindeki 1 mm verniye aracılığıyla 20 eşit parçaya ayrılmıştır. Hassasiyet= 1 mm 20 mm=0,05 mm 13
14 1/20 Hassasiyetli Verniyerli Kumpaslar ÖLÇÜLEN DEĞER = Cetvel üzerinden okunan değer + Cetveldeki her hangi bir bölüntü çizgisiyle çakışan verniyerdeki bölüntü sayısı *hassasiyet (0,05mm) Yukarıdaki şekil için okunan değer; = 29 mm + 13*0,05mm = 29 mm + 0,65mm = 29,65 mm 14


15 1/20 Hassasiyetli Verniyerli Kumpaslar İçin Ölçüm Okuma Örnekleri Yandaki şekil için okunan değer; = 15,00 mm Yandaki şekil için okunan değer; = 81 mm + 6*0,05mm = 81 mm + 0,30mm = 81,30 mm Yandaki şekil için okunan değer; = 5 mm + 10*0,05mm = 5 mm + 0,50mm = 5,50 mm 15

16 1/50 Hassasiyetli Verniyerli Kumpaslar Cetvel üzerindeki 49 mm lik kısım verniyer üzerinde 50 eşit parçaya bölünmüştür. Verniyer üzerindeki iki çizgi aralığı = 49 mm 50 = 0,98 mm Cetvel üzerindeki 1 mm verniye aracılığıyla 50 eşit parçaya ayrılmıştır. HASSASİYET= 1 mm 50 = 0,02 mm 16
17 1/50 Hassasiyetli Verniyerli Kumpaslar Cetvel üzerinden ÖLÇÜLEN DEĞER = okunan değer Cetveldeki her hangi bir bölüntü + çizgisiyle çakışan verniyerdeki bölüntü sayısı *hassasiyet (0,02mm) Yukarıdaki şekil için okunan değer; = 86 mm + 12*0,02mm = 86 mm + 0,24mm = 86,24 mm 17

")
18 1/50 Hassasiyetli Verniyerli Kumpaslar İçin Ölçüm Okuma Örnekleri Yandaki şekil için okunan değer; = 28 mm + 31*0,02mm = 28 mm + 0,62mm = 28,62 mm Yandaki şekil için okunan değer; = 6 mm + 30*0,02mm = 6 mm + 0,60mm = 6,60 mm (cetvel cm biriminde ölçeklenmiş) Yandaki şekil için okunan değer; = 8 mm + 44*0,02mm = 8 mm + 0,88mm = 8,88 mm (cetvel cm biriminde ölçeklenmiş) 18
19 3.2. Elektronik (Dijital) Kumpaslar Elektronik kumpaslar, ölçülen değeri elektronik devresi sayesinde dijital olarak gösterir. Ölçme hatası çok azdır. Ölçümde zihinsel yorulma ve zaman kaybı en aza indirilmiştir. Ölçme hassasiyeti 0,01mm ve 0,005 inç'tir. Üzerinde genellikle dijital gösterge ekranı, açma- kapama butonu, inç-mm butonu, sıfırlama butonu, bekletme butonu ve bazılarında ise ölçülen değeri küçük yazdırma cihazlarında yazdırmak için bağlantı kısmı bulunur. Kumpaslarla ölçme işlemi yaparken önce ölçülecek yüzeyler ve kumpas çeneleri temizlenir. Açma butonuna (ON) basılıp kumpas çeneleri kapatılır ve sıfırlama butonuna basılarak ekran üzerindeki okuma değeri sıfırlanır. Bundan sonra kumpasla iç çap, dış çap, derinlik ve kademe boyutları ölçülebilir. 19
20 3.4. Özel Kumpaslar Değişik biçimli ve konumlu parçaların boyutlarını ölçmek veya kontrol etmek amacı ile kullanılır. Bu kumpasların hassasiyetleri 0,1-0,01 mm arasında değişmektedir. Özel amaçlar için kullanılan kumpaslar aşağıdaki gibi sınıflandırılabilir. Çizecek uçlu kumpaslar Pergel uçlu kumpaslar Mafsal çeneli kumpaslar Üniversal başlı kumpaslar Merkezler arası ölçme kumpasları Ölçü saatli kumpaslar Çekme paylı kumpaslar 20
21 3.5. Kumpasların Kullanılması, Bakımı ve Korunması Kumpasların bakımı, kullanımı sırasında başlar. Bu tür aletlerin diğer el aletlerinden daha hassas özellikler taşımaları, kullanılmaları sırasında bir dizi önlemin alınmasını gerekli kılar. Her şeyden önce çalışma tezgâhının üzerinde kullanılmadıkları sırada duracakları yer bile diğer aletlerden ayrı bir bölme olmalıdır. Aksi takdirde hassas ölçme ve kontrol yapılamaz. Hassas ölçme ve kontrol yapılamamasının diğer bir anlamı da yanlış ölçme ve kontrol yapılması demektir ki metal işlerinde birçok işlem basamağı hata kabul etmez. Temizliklerinde hafif yağlı bir bez kullanılması, yüzeylerinin kararmasına engel olacağı gibi oksitlenmesini de engelleyecektir. Sürmeli kumpas ile ölçü alınırken ölçme çeneleri arasında iş parçası aşırı bir şekilde sıkıldığı takdirde aletin hassasiyetine zarar verilir. Aynı durum mikrometreler için de geçerlidir. 21
22 Ölçü hassasiyetine uygun kumpas seçilmelidir. Kumpas sürgüsünün cetvel üzerinde boşluksuz çalışıp çalışmadığına bakılmalıdır. Çeneler kapalı durumda iken sıfır çizgileri çakışır durumda ve çeneler birbirine yapışık olmalıdır. Ölçüm sırasında sürgüye fazla basma kuvveti uygulanmamalıdır. İş parçasına önce sabit çene temas ettirilmeli, daha sonra hareketli çene sürülerek temas etmelidir. Sıcak parça ve çapaklı parça kesinlikle ölçülmemelidir. Kumpaslar kesici ve darbe aletlerinden uzak tutulmalıdır. Kumpasların çeneleri pergel gibi veya cetvel kısmı çelik cetvel gibi kullanılmamalıdır. 22
23 Ölçme işlemi bittikten sonra kumpas çeneleri kapatılıp özel kutularına konulmalıdır. Uzun süre kullanılmayacak kumpaslar asit siz yağlar (vaselin) ile yağlanıp kutularında saklanmalıdır. 23
24 4. MİKROMETRELER Kumpaslarla yapılan ölçmelerde hassasiyet en çok 0,02 mm dir. Ancak her parçanın ölçüsü kumpasların ölçme hassasiyeti içinde olmayabilir. Bu nedenle kumpaslar daha hassas ölçülerin ölçülmesinde yeterli olmayabilir. Kumpaslarda verniyer üzerindeki çizgilerin çokluğu ve hangi çizginin hangi çizgi ile çakıştığının belirlenmesi okumayı zorlaştıran etkenlerdendir. Bu olumsuzlukları ortadan kaldırmak için, daha hassas ölçü aleti olan mikrometreler yapılmıştır. Mikrometrelerde okuma kolaylığı ve hassaslık derecesi kumpaslara göre daha fazladır. Mikrometrelerin ölçme hassasiyetleri 0,01 ve 0,001 mm dir. 24
 yaklaşıp uzaklaşır. 25")
25 Mikrometre, yuvarlak parçaların çaplarını ve düz parçaların da kalınlıklarını ölçmede kullanılan bir alettir. Bir somun içinde hareket eden bir dişli milden ya da vidadan oluşur. Hassas ölçümler yapabilmesi için dişler büyük bir duyarlılıkla açılmıştır. Milin dönmesi sonucu, hareketli çene ilerigeri hareket ederek sabit çeneye (örs) yaklaşıp uzaklaşır. 25
26 Mikrometreler belirli bir ölçüm aralığında ölçüm yapabilirler. Ölçüm aralığı mikrometre üzerinde yazılıdır. Mikrometrelerin ölçme aralığı, 0 25 mm, mm, mm, mm, mm, mm gibidir. Ancak 300 mm den büyük ölçüler için ölçme aralığı 100 mm artarak gider. Örneğin, mm, mm, mm gibi. 26
27 Mikrometrelerin ölçme baskısı 250 gr dır. Bu 250 gr lık baskı cırcır vidası arkasına yerleştirilen bir yay ile sağlanır. mikrometre çeneleri iş parçasına temas ettikten sonra cırcır vidası ses çıkarana kadar döndürülür (Cırcır vidası ses çıkarmaya başladığı an ölçme baskısı 250 gr a ulaşmış olur). Cırcır 27

28 Mikrometreler mekanik ve elektronik (dijital) olmak üzere iki tipte üretilebilirler. Mekanik mikrometre Dijital mikrometre 28
29 4.1. Mikrometre Çeşitleri Mikrometreler ölçüm sitemlerine ve kullanım yerlerine göre sınıflandırılabilir. Ölçü sistemlerine göre mikrometreler Metrik mikrometreler Parmak (") mikrometreler Kullanım alanlarına göre mikrometreler Dış çap mikrometreleri İç çap mikrometreleri Derinlik mikrometreleri Modül mikrometreleri Vida mikrometreleri Özel mikrometreler 29




30 4.1. Mikrometre Çeşitleri Dış çap mikrometresi Derinlik mikrometresi İç çap mikrometresi Vida mikrometresi Modül mikrometresi 30

31 4.2. Mikrometrenin Kısımları 1.Sertleştirilmiş sabit ve hareketli çene 2.Tutamak 3.Mandal 4.Milimetrik cetvel 5.Tambur 6.Tur vidası 7.Sabitleme ve ayar bileziği 8.Cırcır ( çıt çıt ) 31
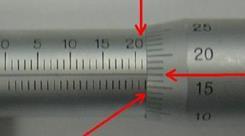
32 0,01 mm Hassasiyetli Milimetrik Mikrometreler Vidalı mil ile hareket eden tambur tam tur yaptığında hareketli çene mil adımına bağlı olarak 0,5 mm ileri veya geri hareket eder. Kovan yatay çizgisi üzerinde birer milimetrelik bölüntüler, çizginin alt kısmında (bazı modellerde üst kısmında) ise 0,5 mm lik bölüntüler vardır. Tambur ise 50 eşit parçaya bölünmüştür. Tambur tam devri sonunda hareketli çene 0,5 mm hareket ettiğine göre kovan çevresindeki 50 eşit aralıkta bir devir yapmış olur. Buna göre mikrometre hassasiyeti : 0,5 mm 50 = 0,01 mm olur. 1 mm lik kovan bölüntülüleri 0,5 mm lik kovan bölüntülüleri 50 Eşit parçaya bölünmüş tambur bölüntüleri 32
 Yukarıdaki şekil için okunan değer; = 5,5 mm + 28*0,01mm = 5,5 mm + 0,28mm = 5,78 mm")
33 0,01 mm Hassasiyetli Milimetrik Mikrometreler Kovan üzerinden ÖLÇÜLEN DEĞER = okunan değer + Kovan üzerindeki çizgiyle çakışan tamurdaki bölüntü sayısı*hassasiyet (0,01mm) Yukarıdaki şekil için okunan değer; = 5,5 mm + 28*0,01mm = 5,5 mm + 0,28mm = 5,78 mm 33



34 0.01 mm Hassasiyetli Milimetrik Mikrometreler İçin Ölçüm Örnekleri Yandaki şekil için okunan değer; = 6,5 mm + 33*0,01mm = 6,5mm + 0,33mm = 6,83 mm Yandaki şekil için okunan değer; = 9,5 mm + 43*0,01mm = 9,5 mm + 0,43mm = 9,93 mm Yandaki şekil için okunan değer; = 18,5 mm + 41*0,01mm = 18,5 mm + 0,41mm = 18,91 mm 34





35 0.01 mm Hassasiyetli Milimetrik Mikrometreler İçin Çalışma Soruları 35
36 0,001 mm Hassasiyetli Milimetrik Mikrometreler Bu mikrometre ile 0,5 mm tambur aracılığıyla 500 eşit parçaya ayrılmıştır. HASSASİYET= (0,5 mm)/500 = 0,001 mm Kovan üzerindeki verniyer bölüntüleri 50 Eşit parçaya bölünmüş tambur bölüntüleri 0,5 mm lik kovan bölüntülüleri Bir birine en yakın çizgiler 1 mm lik kovan bölüntülüleri 36
 Yandaki şekil için okunan değer; = 5,5 mm + 28*0,01mm+3*0,001mm = 5,5 mm + 0,28mm+0,003 = 5,783 mm")
37 0,001 mm Hassasiyetli Milimetrik Mikrometreler ÖLÇÜLEN DEĞER = Kovan üzerindeki mm lik cetvelden okunan değer + Kovan üzerindeki çizgiyle çakışan tamburdaki bölüntü sayısı*(0,01mm) + Tamburdaki her hangi bir bölüntü çizgisiyle çakışan kovan üzerindeki verniyer bölüntü sayısı *hassasiyet (0,001mm) Yandaki şekil için okunan değer; = 5,5 mm + 28*0,01mm+3*0,001mm = 5,5 mm + 0,28mm+0,003 = 5,783 mm 37
38 0,001 mm Hassasiyetli Milimetrik Mikrometreler İçin Ölçüm Örnekleri Yandaki şekil için okunan değer; = 2,5 mm + 5*0,01mm + 5*0,001mm = 2,5mm + 0,05mm + 0,005mm = 2,555 mm 38
39 0,001 mm Hassasiyetli Milimetrik Mikrometreler İçin Ölçüm Örnekleri Yandaki şekil için okunan değer; = 36 mm + 27*0,01mm + 1*0,001mm = 36 mm + 0,27mm + 0,001mm = 36,271 mm 39
40 0,001 mm Hassasiyetli Milimetrik Mikrometreler İçin Ölçüm Örnekleri Yandaki şekil için okunan değer; = 15,5 mm + 8*0,01mm + 4*0,001mm = 15,5 mm + 0,08mm + 0,004mm = 15,584 mm 40


41 0,001 mm Hassasiyetli Milimetrik Mikrometreler İçin Çalışma Soruları 41
42 0,001 mm Hassasiyetli Milimetrik Mikrometreler İçin Çalışma Soruları 42
: Aleti açma ve kapama butonudur.")
43 4.3. Elektronik (Dijital) Mikrometre Dijital gösterge klasik okuma anındaki zihinsel yorulmayı ve ölçme zaman kaybını ortadan kaldırır ve ölçüm değeri ekrandan direkt olarak okunabilir. Dijital mikrometre üzerinde bir gösterge ve değişik sayıda buton bulunabilir. En sık karşılaşılan butonların adı ve görevleri şunlardır: Açma-Kapama Butonu (ON/OFF): Aleti açma ve kapama butonudur. İnç-mm Butonu: Ölçüm sonucunu inç olarak ya da mm olarak gösterir. Sıfırlama Butonu: Ölçülen değerleri ya da göstergeyi sıfır yapar. Bekletme Butonu: Bu butona birinci defa basılınca ekrandaki değer sabitleşir. Mikrometre açılsa da kapansa da bu değer ekranda aynen kalır. Bu butona tekrar basıldığında ilk okunan değer kaybolur ve onun yerine mikrometrenin sıfır noktasından itibaren son ölçme noktasına kadar olan ölçme değeri ekranda görünür. Bu buton kademeli parçaların ölçümü ya da alınan ilk ölçü değerini, mikrometre iş parçasından dışarı alındıktan sonra okumak için kullanılır. 43
44 4.4. Mikrometrelerin Kullanımında Dikkat Edilecek Hususlar Mikrometre darbelerden korunmalı. Mikrometre su, yağ ve sprey içinde kullanılmamalı. Mikrometre uzun süre kullanılmayacaksa pilleri çıkarılmalı. Temizleme aracı olarak tiner ve benzin gibi maddeler kullanılmamalı. İyi bir ölçme için iş parçasının ısısı ile mikrometrenin ısısı arasında fark olmamalıdır.(ani ısı değişimi ve yüksek ısı mikrometreye zarar verir.) 44
45 5. KOMPARATÖRLER (ÖLÇÜ SAATLERİ) Mukayese amacı ile kullanıldıkları için ölçü saatlerine komparatör adı da verilir. Komparatörler; ölçme, kontrol ve mukayese için kullanılır. Komparatör ölçü mili ve ölçü saatinden oluşan iki ana kısımdan oluşur. Ölçü milinin aşağı yukarı hareketi ölçü saati ibresinin dönmesini sağlar. 45

46 Komparatör İçYapısı 46

47 Ölçü saatleri kolay ölçüm yapabilmek için bir SEHPA veya SABİT ÖLÇÜ AYGITLARINA bağlanırlar. 47
48 Boyutların; Mukayeseli ölçümlerinde Küçük ölçü farklarının okunmasında Geometrik biçim değişimlerinin kontrolünde kullanılan ölçü aletleridir. Hassasiyetleri:0,01mm ile 0,001 mm arasında değişir. Ölçü aralıkları: 0-0,25 mm 0-0,5 mm 0-1 mm 0-5 mm 0-10 mm 0-30 mm arasında olabilir 48


49 Ölçü saatleri ile; Dış çap kontrolü Aynı anda çok boyutlu kontrol İç çap kontrol Doğrusal hareketin kontrolü Yükseklik kontrolü Yüzeye diklik kontrolü Karşılıklı konum kontrolü Derinlik kontrolü Salgı kontrolü Üretim kontrolü yapılabilir. Dış çap kontrolü İç çap kontrolü 49


50 Salgı kontrolü Dış çap kontrolü 50



51 İç çap kontrolü Konum kontrolü Yüzey kontrolü 51

52 Konum kontrolü 52

53 Konum kontrolü 53
54 5.1 Komparatörlerin Hassasiyetleri Komparatörde hassasiyet; büyük ibrenin bir tur atmasına karşılık gelen ölçü milinin hareket miktarının(mm olarak) kadrandaki(skaladaki) bölüntü sayısına bölünmesiyle bulunur. Hassasiyetleri 0,01mm ile 0,001 mm arasında değişir. Komparatörlerdeki küçük ibre, büyük ibrenin tur sayısını göstermektedir. Büyük ibrenin 1 tur atması durumunda küçük ibre 1 i gösterecektir. 0,01 mm 0,001 mm 54
55 0,01 mm Hassasiyetli Komparatörler Bu komparatörde büyük ibre bir tur attığında ölçü mili 1mm hareket etmektedir ve kadran(skala) 100 eşit parçaya bölünmüştür. HASSASİYET= 1mm/100= 0,01 mm olarak bulunur. Büyük ibre saat ibreleri ile aynı yönde hareket ederse işaretler + alınır, saat ibreleri tersi yönünde hareket ederse işaretler alınır. Ancak iç çap ve iç kanal kontrollerinde yukarıda anlatılanların tersi uygulanır. 55
56 0,01 mm Hassasiyetli Komparatörde Okuma Örnekleri Dış çap anma ölçüsü 50 mm olması istenen miller 0,01 mm hassasiyetli komparatörle kontrol edilmiştir. Komparatör sıfırlama konumu ve ölçümler aşağıda verilmiştir. Millerin çaplarındaki sapma miktarlarını ve uygun üretilip üretilmediklerini belirleyiniz -13*0,01= - 0,13 mm 10*0,01=0,10 mm 2 nolu mil ölçümü Sıfırlama Konumu Sapma miktarı = -0*1mm - 6*0,01mm = - 0,06 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. 56
57 -13*0,01= - 0,13 mm 10*0,01=0,10 mm Sıfırlama Konumu 3 nolu mil ölçümü Sapma miktarı = 0*1mm + 9*0,01mm = 0,09 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. 57
58 -13*0,01= - 0,13 mm 10*0,01=0,10 mm Sıfırlama Konumu 1 nolu mil ölçümü Sapma miktarı = 1*1mm+4*0,01mm =1mm+0,04mm =1,04 mm MİL UYGUN ÇAPTA ÜRETİLMEMİŞTİR. 58
59 0,01 mm Hassasiyetli Komparatörde Okuma Örnekleri -13*0,01= - 0,13 mm 10*0,01=0,10 mm Sıfırlama Konumu 4 nolu mil ölçümü Sapma miktarı = 1*1mm + 0*0,01mm = 1,00 mm MİL UYGUN ÇAPTA ÜRETİLMEMİŞTİR. 59
60 0,01 mm Hassasiyetli Komparatörde Okuma Örnekleri -13*0,01= - 0,13 mm 10*0,01=0,10 mm Sıfırlama Konumu 5 nolu mil ölçümü Sapma miktarı = 0*1mm - 1*0,01mm = - 0,01 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. 60
61 0,01 mm Hassasiyetli Komparatörde Okuma Örnekleri -13*0,01= - 0,13 mm 10*0,01=0,10 mm Sıfırlama Konumu 6 nolu mil ölçümü Sapma miktarı = 0*1mm + 10*0,01mm = 0,10 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. 61
62 0,01 mm Hassasiyetli Komparatörde Okuma Çalışma Soruları İç çap anma ölçüsü 30 mm olması istenen miller 0,01 mm hassasiyetli komparatörle kontrol edilmiştir. Komparatör sıfırlama konumu ve ölçümler aşağıda verilmiştir. Millerin çaplarındaki sapma miktarlarını ve uygun üretilip üretilmediklerini belirleyiniz 8*0,01= 0,08 mm -5*0,01= - 0,05 mm Sıfırlama Konumu 1 nolu iç çap ölçümü Sapma miktarı = 0*1mm -2*0,01mm = -0,02 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. 62
63 0,01 mm Hassasiyetli Komparatörde Okuma Çalışma Soruları 8*0.01 = 0,08 mm -5*0,01= - 0,05 mm 2 nolu iç çap ölçümü Sapma miktarı = 0*1mm -4*0,01mm = -0,04 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. Sıfırlama Konumu 3 nolu iç çap ölçümü Sapma miktarı = 0*1mm +19*0,01mm = + 0,19 mm MİL UYGUN ÇAPTA ÜRETİLMEMİŞTİR. 63
64 0,01 mm Hassasiyetli Komparatörde Okuma Çalışma Soruları 8*0.01 = 0,08 mm -5*0,01= - 0,05 mm 4 nolu iç çap ölçümü Sapma miktarı = 0*1mm -6*0,01mm = -0,06 mm MİL UYGUN ÇAPTA ÜRETİLMEMİŞTİR. Sıfırlama Konumu 5 nolu iç çap ölçümü Sapma miktarı = 0*1mm -0*0,01mm = 0 mm MİL UYGUN ÇAPTA ÜRETİLMİŞTİR. 64
65 0,001 mm Hassasiyetli Komparatörler Bu komparatörde büyük ibre bir tur attığında ölçü mili 0,1mm kadran(skala) 100 eşit parçaya bölünmüştür. hareket etmektedir ve HASSASİYET=0,1mm/100= 0,001 mm olarak bulunur. Büyük ibre saat ibreleri ile aynı yönde hareket ederse işaretler + alınır, saat ibreleri tersi yönünde hareket ederse işaretler alınır. Ancak iç çap ve iç kanal kontrollerinde yukarıda anlatılanların tersi uygulanır. 65

66 5.2. Elektronik(Dijital) Komparatörler Sapma miktarı dijital ekran üzerinden okunur. Hassasiyetleri 0,01mm ve 0,001 mm olabilir. Üzerlerinde açma/kapama, sıfırlama ve mm/inç butonları bulunabilir. 66

67 5.3. Komparatör Kullanımında Dikkat Edilecek Hususlar Komparatörlerin kendileri ölçme takımı değildir. Bunlar daha ziyade mukayeseli ölçü almak için kullanılır. Yani komparatörler önce standart ölçüyü gösterecek şekilde bir mikrometre veya standartla ayarlanır ve sıfırlanır. Sonra ölçülecek parçanın standarttan ne kadar ayrıldığı tespit edilir. 67

68 5.3. Komparatör Kullanımında Dikkat Edilecek Hususlar Sıfırlama için gösterge kadranının sıfırı standarda ayarlanmış ibrenin altına getirilir. Bazı komparatörlerde kadran üzerinde tolerans gösteren ilave işaretler de bulunabilir. Komparatörlere gerekirse ilave ayaklar takılarak bir dış çap mikrometresi ile standart çapı sıfır gösterecek şekilde ayarlanır. Sonra komparatör silindir içine sokularak çaptaki değişmeler okunur 68

69 5.3. Komparatör Kullanımında Dikkat Edilecek Hususlar 69
70 5.3. Komparatör Kullanımında Dikkat Edilecek Hususlar Hatasız ölçme işlemi iki aşamada gerçekleşir. Birinci basamak doğru ölçü almak, ikinci basamak alınan ölçüyü doğru okumaktır. Bunun için aşağıdaki hususlara dikkat etmeliyiz. İstenilen ölçü hassasiyetine uygun ölçü alet seçilmelidir. Ölçü aleti ile ölçülecek parça temiz olmalıdır. Ölçü aleti sağlam ve alınacak ölçüye uygun olmalıdır. Hassas ölçümlerde; hava sıcaklığı, parçanın sıcaklığı, ölçü aletinin sıcaklığı C olmalıdır. Ölçme esnasında ölçü aletine normal temas baskısı verilir. Ölçüm okunurken aydınlık yeterli olmalı ve ölçü aletine dik olarak bakılmalıdır. Hiçbir zaman hareket eden parçaların üzerinde ölçü alınmamalıdır. Ölçme işleminden önce ölçü aletinin ayar tamlığı kontrol edilmelidir. Gerekiyorsa ayar yapılmalıdır. Komparatörlerle ölçü alırken dikkat edilmesi gereken en önemli noktalardan biri de parçaların hareket sınırlarının komparatörün ölçme sahasının içinde kalmasıdır. Aksi hâlde ya komparatör iş parçasından ayrılarak yanlış değer okumasına sebep olur, ya da parçanın hareketi bitmeden komparatör ölçme sınırına dayanır ve zorlama yüzünden kırılabilir. Özellikle dönen parçalar üzerine ölçme yaparken komparatör ayağının delik ve çıkıntılara takılmamasına dikkat edilmelidir 70


71 6. MARKALAMA Önceden hazırlanmış iş resminin gereç üzerine aktarılmasına markalama denir. Markalama parçaların yapım resimlerine göre yapılmasını amaçlar. Dolayısıyla markalama işin ilk işlem basamağını oluşturur. İşin istenilen özellikte, ölçüde olması markalamanın tamlığı ile ilgili olduğundan büyük önem taşır. Markalama daha çok, az sayıda yapılacak işlerde uygulanır. Seri imalatta markalama yapılmaksızın işler yapılır. Markalama yerine; şablonlar, kalıplar ve otomat ik makinalardan yararlanılır. 71

72 6.1. Markalama Takımları Metre, çelik cetvel, Markalama pleytleri, Çizecekler, Mihengirler, Pergeller, Nokta, Çekiç, Şapkalı gönyeler, ayarlı gönyeler, V yatağı Merkezleme gönyesi ve çanı, Yüzey boyama araçları, 72
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:[email protected] Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:[email protected] Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
Ölçme Bilgisi. Ölçmenin Tanımı ve Önemi :
 Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME
 BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
ÖLÇME ve KONTROL ölçme kontrol Şekil: 1.
 ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ASİMETO DİJİTAL KOMPARATÖR SAATİ ÖZELLİKLERİ
 ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
YENİLENEBİLİR ENERJİ TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : [email protected]
ÖLÇME HATALARI VE ÖZELLİKLERİ
 ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
KUMPASLAR. MC101-152 0 150 mm 0.02 mm 40 mm MC101-202 0 200 mm 0.02 mm 50 mm MC101-302 0 300 mm 0.02 mm 64 mm
 101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
02.04.2012. Düşey mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
Akreditasyon Sertifikası Eki (Sayfa 1/20) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
MarTest. Hassas Yoklayıcılar
 GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ. Doç. Dr. Alper Serdar ANLI. 8. Hafta
 ÖLÇÜLMESİ NİVELMAN ALETLERİ. Doç. Dr. Alper Serdar ANLI. 8. Hafta") ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ Doç. Dr. Alper Serdar ANLI 8. Hafta DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ Noktaların yükseklikleri düşey ölçmelerle belirlenir.
ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ Doç. Dr. Alper Serdar ANLI 8. Hafta DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ Noktaların yükseklikleri düşey ölçmelerle belirlenir.
Tespit Vidasý. Ýç Ölçüm Çeneleri. Verniyer Skalasý. (Metrik) Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.
 Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.") KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Ölçme ve Kontrol Ders Notları
 Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3
 MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1
 MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1 TEMEL KAVRAMLAR Bir Cihazın Okunabilirliği: (Readability) Bir cihazın ölçtüğü verilerin okunması iki şekildedir. Ölçme cihazının okuma skalasının genişliğidir. Analog
MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1 TEMEL KAVRAMLAR Bir Cihazın Okunabilirliği: (Readability) Bir cihazın ölçtüğü verilerin okunması iki şekildedir. Ölçme cihazının okuma skalasının genişliğidir. Analog
Sentil Mastarları. Kod No. Diş Mastarları Kod No. Diş Tipi Yaprak Adedi. Radius Mastarları. Kod No. Radius (mm) Yaprak Adedi
 Yaprak Adedi") MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Planimetre ile Alanların Ölçülmesi
 Planimetre ile Alanların Ölçülmesi Çizilmiş planlardan alanları mekanik olarak ölçmeye yarayan araçlara planimetre denir. Planimetreler: a)doğrusal (kullanılmamaktadır) b)kutupsal (kullanımı giderek azalmakta)
Planimetre ile Alanların Ölçülmesi Çizilmiş planlardan alanları mekanik olarak ölçmeye yarayan araçlara planimetre denir. Planimetreler: a)doğrusal (kullanılmamaktadır) b)kutupsal (kullanımı giderek azalmakta)
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
TES Dijital Toprak direnci ölçer TES-1605 KULLANMA KLAVUZU
 TES Dijital Toprak direnci ölçer TES-1605 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
TES Dijital Toprak direnci ölçer TES-1605 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6)
") Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
TES Dijital Toprak direnci ölçer TES-1700 KULLANMA KLAVUZU
 TES Dijital Toprak direnci ölçer TES-1700 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
TES Dijital Toprak direnci ölçer TES-1700 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected] Website
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected] Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : [email protected] Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : [email protected] Website : www.mirada.com Ölçüm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri
 TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
PDF created with FinePrint pdffactory trial version Düşey mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen deniz
Düşey mesafelerin (Yüksekliklerin) Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen deniz
BASİT, HASSAS VE DÜŞÜK MALİYETLİ ÖLÇÜM. MILLIMESS SAATLİ KOMPARATÖRLER.
 Millimess. Dijital ve Analog Komparatörler BASİT, HASSAS VE DÜŞÜK MALİYETLİ ÖLÇÜM. MILLIMESS SAATLİ KOMPARATÖRLER. MILLIMESS ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com,
Millimess. Dijital ve Analog Komparatörler BASİT, HASSAS VE DÜŞÜK MALİYETLİ ÖLÇÜM. MILLIMESS SAATLİ KOMPARATÖRLER. MILLIMESS ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com,
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Şimdi sanal marketimizden sipariş verin! www.meusburger.com. Avantajlarınız: » mm / Inch 'e her konumda hızlı değişim
 Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ. HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör.
 ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör. Taha Yasin HATAY Trabzon, 2015 UYGULAMA II. NİVO İLE YÜKSEKLİK FARKI ÖLÇÜMÜ UYGULAMANIN
ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör. Taha Yasin HATAY Trabzon, 2015 UYGULAMA II. NİVO İLE YÜKSEKLİK FARKI ÖLÇÜMÜ UYGULAMANIN
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri
 TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
Ölçüm Temelleri Deney 1
 Ölçüm Temelleri Deney 1 Deney 1-1 Direnç Ölçümü GENEL BİLGİLER Tüm malzemeler, bir devrede elektrik akımı akışına karşı koyan, elektriksel dirence sahiptir. Elektriksel direncin ölçü birimi ohmdur (Ω).
Ölçüm Temelleri Deney 1 Deney 1-1 Direnç Ölçümü GENEL BİLGİLER Tüm malzemeler, bir devrede elektrik akımı akışına karşı koyan, elektriksel dirence sahiptir. Elektriksel direncin ölçü birimi ohmdur (Ω).
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ
 T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
Bu proje Avrupa Birliği ve Türkiye Cumhuriyeti tarafından finanse edilmektedir. İLERİ ÖLÇME TEKNİKLERİ (CMM) EĞİTİMİ DERS NOTU
 EĞİTİMİ DERS NOTU") Bu proje Avrupa Birliği ve Türkiye Cumhuriyeti tarafından finanse edilmektedir. İLERİ ÖLÇME TEKNİKLERİ (CMM) EĞİTİMİ DERS NOTU İLERİ ÖLÇME TEKNİKLERİ Koordinat Ölçme Teknolojisi Koordinat ölçme teknolojisi,
Bu proje Avrupa Birliği ve Türkiye Cumhuriyeti tarafından finanse edilmektedir. İLERİ ÖLÇME TEKNİKLERİ (CMM) EĞİTİMİ DERS NOTU İLERİ ÖLÇME TEKNİKLERİ Koordinat Ölçme Teknolojisi Koordinat ölçme teknolojisi,
DENEY 1. İncelenmesi. Süleyman Demirel Üniversitesi Fen Edebiyat Fakültesi
 DENEY 1 Düzgün Doğrusal Hareketin İncelenmesi Süleyman Demirel Üniversitesi Fen Edebiyat Fakültesi Fizik Bölümü Isparta - 2018 Amaçlar 1. Tek boyutta hareket kavramının incelenmesi. 2. Yer değiştirme ve
DENEY 1 Düzgün Doğrusal Hareketin İncelenmesi Süleyman Demirel Üniversitesi Fen Edebiyat Fakültesi Fizik Bölümü Isparta - 2018 Amaçlar 1. Tek boyutta hareket kavramının incelenmesi. 2. Yer değiştirme ve
KULLANIM KILAVUZU PCE-GM 100
 KULLANIM KILAVUZU PCE-GM 100 Versiyon 1.1 Oluşturma Tarihi: 06/02/2017 İçindekiler 1 Kısa Bilgi... 3 2 Uygulamalar... 3 3 Cihaz Karakteristikleri... 3 4 Teknoloji Parametresi... 3 5 Ekran Talimatları...
KULLANIM KILAVUZU PCE-GM 100 Versiyon 1.1 Oluşturma Tarihi: 06/02/2017 İçindekiler 1 Kısa Bilgi... 3 2 Uygulamalar... 3 3 Cihaz Karakteristikleri... 3 4 Teknoloji Parametresi... 3 5 Ekran Talimatları...
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına kuvvet uygularlar.
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına kuvvet uygularlar.
Kullanım Kılavuzu Ultrasonik Kalınlık Ölçüm Cihazı PCE-TG 50
 Ultrasonik Kalınlık Ölçüm Cihazı PCE-TG 50 Versiyon 1.1 29/06/2016 İçindekiler 1 Özellikler... 3 2 Teknik Özellikler... 3 3 Ön panel hakkında... 4 4 Materyal Seçimi... 4 5 Kalibrasyon... 5 6 Ölçüm işlemi...
Ultrasonik Kalınlık Ölçüm Cihazı PCE-TG 50 Versiyon 1.1 29/06/2016 İçindekiler 1 Özellikler... 3 2 Teknik Özellikler... 3 3 Ön panel hakkında... 4 4 Materyal Seçimi... 4 5 Kalibrasyon... 5 6 Ölçüm işlemi...
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
TANIMLAR, STANDARTLAR, STEMĐ, HATALAR, BELĐRS YER DEĞĐŞ MLERĐ KUMPASLAR, MĐKROMETRELER, ÇÜMLER KOMPARATÖRLER. RLER BOYUTSAL ve ŞEK EN KÜÇÜK
 Metroloji ve SI Temel Birimleri TANIMLAR, STANDARTLAR, BOYUTLAR VE BĐRĐMLER, B GENELLEŞTĐRĐLM LMĐŞ ÖLÇME SĐSTEMS STEMĐ, HATALAR, BELĐRS RSĐZL ZLĐK K ANALĐZĐ, ĐSTAT STATĐKSEL ANALĐZ YER DEĞĐŞ ĞĐŞTĐRME ÖLÇÜ
Metroloji ve SI Temel Birimleri TANIMLAR, STANDARTLAR, BOYUTLAR VE BĐRĐMLER, B GENELLEŞTĐRĐLM LMĐŞ ÖLÇME SĐSTEMS STEMĐ, HATALAR, BELĐRS RSĐZL ZLĐK K ANALĐZĐ, ĐSTAT STATĐKSEL ANALĐZ YER DEĞĐŞ ĞĐŞTĐRME ÖLÇÜ
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik