ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
|
|
|
- Kelebek Veli
- 9 yıl önce
- İzleme sayısı:
Transkript
1 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu

2 İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI


3 İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR MİKROMETRELER ÖLÇÜ ALETLERİ ÖZEL ÖLÇÜ ALETLERİ KUMPASLAR
 - (9/10 mm) = 1-0.9 = 0.")
4 1/10 mm lik Kumpaslar Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Temel Kuralın Uygulanışı: (1 mm) - (9/10 mm) = = 0.1 mm = ONDA BİR
5 10mm in ANLAMI : Bu kumpas 10.0 mm FAKAT mm 29.9 mm mm 41.1 mm mm 23.5 mm mm 57.2 mm yi ÖLÇER mm yi ÖLÇEMEZ. Noktadan sonra tek rakam ve birin katlarını ÖLÇER. Noktadan sonra iki rakam fazla hassasiyet demektir 10.9 mm
6 24.6 mm 39.5 mm 8.6 mm
7 27.5 mm 39.5 mm 13.6 mm
8 1/20 mm lik Kumpaslar Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Temel Kuralın Uygulanışı: (1 mm) - (19/20 mm) = = 0.05 mm = YÜZDE BEŞ 1/20 mm lik Kumpaslar 0.05 mm in ANLAMI : Bu kumpas mm FAKAT mm mm mm mm mm mm mm mm yi ÖLÇER mm yi ÖLÇEMEZ. Noktadan sonra iki rakam ve (5) in katlarını ÖLÇER Zira (5) ve katları OLMAK ZORUNDA
9 1/20 mm lik Kumpaslar (Verniyeri Farklı Yapıda) Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Temel Kuralın Uygulanışı: (2 mm) - (39/20 mm) = = 0.05 mm = YÜZDE BEŞ 0.05 mm in ANLAMI : Bu kumpas mm FAKAT mm mm mm mm mm mm mm 7.25 mm yi ÖLÇER mm yi ÖLÇEMEZ. Noktadan sonra iki rakam ve (5) in katlarını ÖLÇER. Zira (5) ve katları OLMAK ZORUNDA
10 30.45 mm mm 4.55 mm
11 Yapısı : 1/20 mm lik Saatli Kumpaslar Kumpasın Hassaslığının Bulunuşu : Temel Kural = İbreye bir tam devir yaptırılır, cetveldeki ilerleme ölçülür. Saatli verniyerdeki çizgiler sayılır. Temel Kuralın Uygulanışı: Hassaslık=İlerleme/çiz. sayısı=5mm/100 = 0.05 mm = YÜZDE BEŞ 0.05 mm in ANLAMI : Bu kumpas mm FAKAT mm 5.45 mm mm mm mm mm mm 7.25 mm yi ÖLÇER mm yi ÖLÇEMEZ. Noktadan sonra iki rakam ve (5) in katlarını ÖLÇER. Zira (5) ve katları OLMAK ZORUNDA
12 11.00 mm mm
13 39.25 mm mm
14 1/50 mm lik Kumpaslar Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Temel Kuralın Uygulanışı: (1 mm) - (49/50 mm) = = 0.02 mm = YÜZDE İKİ YAPISI
15 25.78 mm mm 1/10 luk 1/20 lik 1/50 lik Mekanik Kumpasların Hassaslığının Kıyaslanması 1 mm lik uzunluğu her bir kumpas ile ölçelim 1/10 luk :
16 1/20 luk : /50 luk : HATIRLATMA İNÇ Lİ KUMPASLAR Piyasada cıvata, boru ölçüleri, bir çeyrek, yarım parmak, bir parmak şeklinde söylenmektedir. Bunun ortaya çıkışı aşağıda görüldüğü gibi bir inç 16 parçaya bölünmüştür Şöyleki; Bir çeyrek Yarim Parmak 3 4 Üç çeyrek 1 Bir parmak 1/16 = 8/128 1 = 25,4 mm 1/32 lik Kumpaslar 1/64 lik Kumpaslar 1/128 lik Kumpaslar 1/1000 lik Kumpaslar
17 1/128" lik Kumpaslar Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır " " " " " /128" lik Kumpasın Hassasiyetinin Bulunması
18 1/128" lik Kumpaslar (Verniyeri Farklı Yapıda) Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır " " " " " /128"
19 98/128" 1 26/128"
20 1/1000" lik Kumpasın Hassasiyetinin Bulunması Yapısı : Kumpasın Hassaslığının Bulunuşu : Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır " " 2,45 50 " " "
21 0.363" 0.736"
22 1.012" 1.553"
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:[email protected] Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:[email protected] Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
ÖLÇME ve KONTROL ölçme kontrol Şekil: 1.
 ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
KUMPASLAR. MC101-152 0 150 mm 0.02 mm 40 mm MC101-202 0 200 mm 0.02 mm 50 mm MC101-302 0 300 mm 0.02 mm 64 mm
 101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : [email protected]
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
ASİMETO DİJİTAL KOMPARATÖR SAATİ ÖZELLİKLERİ
 ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
KUMPASLAR. L (mm) a (mm) b (mm) c (mm) d (mm) FİYAT KODU. a (mm) b (mm) e (mm) f (mm) FİYAT KODU ÇİN VERNÝERLÝ KUMPAS EKONOMÝK TÝP KUMPAS
 a (mm) b (mm) c (mm) d (mm) FİYAT KODU. a (mm) b (mm) e (mm) f (mm) FİYAT KODU ÇİN VERNÝERLÝ KUMPAS EKONOMÝK TÝP KUMPAS") VERNÝERLÝ KUMPAS L a b c d FİYAT U C100-0105 0-100 0,05 ±0,05 160 30 17 13,5 12 13402 C100-1502 0-150 0,02 ±0,03 228 40 21 16,5 16 13403 C100-1505 0-150 0,05 ±0,05 228 40 21 16,5 16 13404 C100-2002 0-200
VERNÝERLÝ KUMPAS L a b c d FİYAT U C100-0105 0-100 0,05 ±0,05 160 30 17 13,5 12 13402 C100-1502 0-150 0,02 ±0,03 228 40 21 16,5 16 13403 C100-1505 0-150 0,05 ±0,05 228 40 21 16,5 16 13404 C100-2002 0-200
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
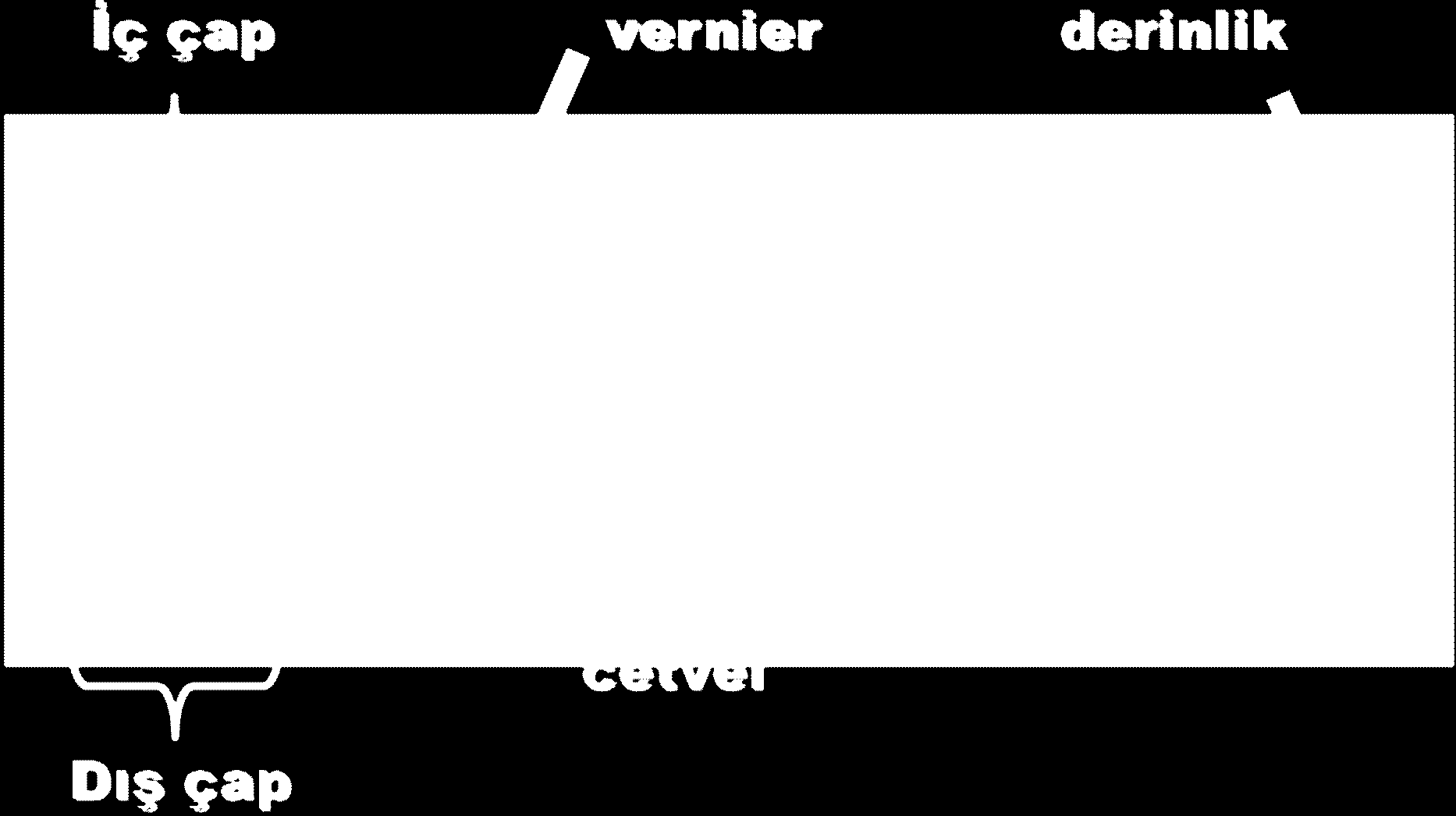
Tespit Vidasý. Ýç Ölçüm Çeneleri. Verniyer Skalasý. (Metrik) Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.
 Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.") KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Öğrenim Kazanımları Bu programı başarı ile tamamlayan öğrenci;
 Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Ölçme ve Kontrol Ders No : 0690230053 Teorik : 2 Pratik : 0 Kredi : 2 ECTS : 3 Ders Bilgileri Ders Türü Öğretim Dili Öğretim
Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Ölçme ve Kontrol Ders No : 0690230053 Teorik : 2 Pratik : 0 Kredi : 2 ECTS : 3 Ders Bilgileri Ders Türü Öğretim Dili Öğretim
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
ASİSTAN ARŞ. GÖR. GÜL DAYAN
 ASİSTAN ARŞ. GÖR. GÜL DAYAN 4. SICAKLIK ÖLÇÜMÜ Sıcaklık Ölçümünde kullanılan araçların çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayandırılmış olup, genellikle aşağıdaki gibidir: i.
ASİSTAN ARŞ. GÖR. GÜL DAYAN 4. SICAKLIK ÖLÇÜMÜ Sıcaklık Ölçümünde kullanılan araçların çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayandırılmış olup, genellikle aşağıdaki gibidir: i.
Sentil Mastarları. Kod No. Diş Mastarları Kod No. Diş Tipi Yaprak Adedi. Radius Mastarları. Kod No. Radius (mm) Yaprak Adedi
 Yaprak Adedi") MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Ölçme Bilgisi. Ölçmenin Tanımı ve Önemi :
 Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected]
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME
 BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected] Website
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : [email protected] Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : [email protected] Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : [email protected] Website : www.mirada.com Ölçüm
ÖLÇME HATALARI VE ÖZELLİKLERİ
 ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
Çözüm: Çözüm: Çözüm: Elektrik Ölçme Ders Notları-Ş.Kuşdoğan&E.Kandemir Beşer 16
 Soru: Elimizde 0.5 sınıfından 500V luk bir voltmetre ile 1.5 sınıfından 120V luk bir voltmetre bulunmaktadır. Değeri 1V olan bir gerilimi hangi ölçü aleti ile ölçmek daha doğru olur? Neden? Soru: Bir direncin
Soru: Elimizde 0.5 sınıfından 500V luk bir voltmetre ile 1.5 sınıfından 120V luk bir voltmetre bulunmaktadır. Değeri 1V olan bir gerilimi hangi ölçü aleti ile ölçmek daha doğru olur? Neden? Soru: Bir direncin
YENİLENEBİLİR ENERJİ TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
ELEKTRİK ELEKTRONİK TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ Ankara, 2018 Bu bireysel öğrenme materyali, mesleki ve teknik eğitim okul / kurumlarında uygulanan çerçeve öğretim
T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ Ankara, 2018 Bu bireysel öğrenme materyali, mesleki ve teknik eğitim okul / kurumlarında uygulanan çerçeve öğretim
AKIŞ ÖLÇÜMLERİ. Harran Üniversitesi Makina Mühendisliği Bölümü. Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1
 AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
Ölçme ve Kontrol Ders Notları
 Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
DİK KOORDİNAT SİSTEMİ VE
 Ölçme Bilgisi DERS 6 DİK KOORDİNAT SİSTEMİ VE TEMEL ÖDEVLER Kaynak: İ.ASRİ (Gümüşhane Ü) M. Zeki COŞKUN ( İTÜ ) TEODOLİT Teodolitler, yatay ve düşey açıları yeteri incelikte ölçmeye yarayan optik aletlerdir.
Ölçme Bilgisi DERS 6 DİK KOORDİNAT SİSTEMİ VE TEMEL ÖDEVLER Kaynak: İ.ASRİ (Gümüşhane Ü) M. Zeki COŞKUN ( İTÜ ) TEODOLİT Teodolitler, yatay ve düşey açıları yeteri incelikte ölçmeye yarayan optik aletlerdir.
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm


Akreditasyon Sertifikası Eki (Sayfa 1/9) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/9) Kalibrasyon Laboratuvarı Adresi : ÇİLEK MAH. 63125 SOK. NO : 14 / A AKDENİZ / MERSİN 33020 MERSİN/TÜRKİYE Tel : 0324 361 07 05 Faks : 0324 361 07 65 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/9) Kalibrasyon Laboratuvarı Adresi : ÇİLEK MAH. 63125 SOK. NO : 14 / A AKDENİZ / MERSİN 33020 MERSİN/TÜRKİYE Tel : 0324 361 07 05 Faks : 0324 361 07 65 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR
 ÜNİTE-1 MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Makine, Teçhizat, Sistem, Tesisat ve Cihaz Kavramları Makinelerin Sınıflandırılması Tesisatların Sınıflandırılması
ÜNİTE-1 MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Makine, Teçhizat, Sistem, Tesisat ve Cihaz Kavramları Makinelerin Sınıflandırılması Tesisatların Sınıflandırılması
14UY NC/CNC TEZGAH İŞÇİSİ BELGELENDİRME PROGRAMI. NC/CNC Tezgah İşçisi Seviye 3-4 Belgelendirme Programı
 Programının Adı Programının Amacı Referans Standart Kapsamı NC/CNC Tezgah İşçisi Seviye 3-4 Programı Bu belgelendirme programı ülkemiz talaşlı imalat sektöründe NC/CNC Tezgah İşçisinin niteliklerinin belirlenmesi
Programının Adı Programının Amacı Referans Standart Kapsamı NC/CNC Tezgah İşçisi Seviye 3-4 Programı Bu belgelendirme programı ülkemiz talaşlı imalat sektöründe NC/CNC Tezgah İşçisinin niteliklerinin belirlenmesi
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) MÜHENDİSLİK EĞİTİM SAN. VE TİC. LTD. ŞTİ. Laboratuvarı Adresi : Kayabaşı Mah. 6364. Sok. No :43 KocaSinan KAYSERİ/TÜRKİYE Tel : 0352 2244490 Faks : 0352 2244499
Akreditasyon Sertifikası Eki (Sayfa 1/10) MÜHENDİSLİK EĞİTİM SAN. VE TİC. LTD. ŞTİ. Laboratuvarı Adresi : Kayabaşı Mah. 6364. Sok. No :43 KocaSinan KAYSERİ/TÜRKİYE Tel : 0352 2244490 Faks : 0352 2244499
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
AKIŞ ÖLÇÜMLERİ. Harran Üniversitesi Makina Mühendisliği Bölümü. Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1
 AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6)
") Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
TORNACI TANIM A- GÖREVLER
 TANIM Torna tezgahına bağlanan ve tezgahın ekseni etrafında dönen makine parçası üzerinde, bu eksene dik veya eğik olarak çeşitli metal ya da benzeri parçaları uygun görülen bir kesici yardımıyla işleyen
TANIM Torna tezgahına bağlanan ve tezgahın ekseni etrafında dönen makine parçası üzerinde, bu eksene dik veya eğik olarak çeşitli metal ya da benzeri parçaları uygun görülen bir kesici yardımıyla işleyen
: Bazı Uzunluk Ölçme Araçlarını Tanımlamak ve
 Deney Kodu : M-1 Deney Adı Deney Amacı : Uzunluk Ölçü Aleti : Bazı Uzunluk Ölçme Araçlarını Tanımlamak ve Ölçme Hataları Hakkında Önbilgiler Elde Etmektir. Kuramsal Ön Bilgi: Verniyeli kumpas, uzunluğu
Deney Kodu : M-1 Deney Adı Deney Amacı : Uzunluk Ölçü Aleti : Bazı Uzunluk Ölçme Araçlarını Tanımlamak ve Ölçme Hataları Hakkında Önbilgiler Elde Etmektir. Kuramsal Ön Bilgi: Verniyeli kumpas, uzunluğu
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU 1.1. MÜHENDİSLİK (TEKNOLOJİ) VE ÖLÇME Endüstriyel Ölçme ve Kontrol 1. GİRİŞ Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Ölçme veya kıyaslama işleminin milattan önce
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU 1.1. MÜHENDİSLİK (TEKNOLOJİ) VE ÖLÇME Endüstriyel Ölçme ve Kontrol 1. GİRİŞ Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Ölçme veya kıyaslama işleminin milattan önce
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri
 TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU
 1 ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU Derya TURGAY SİMKAL Kalibrasyon ve Danışmanlık Sanayi ve Ticaret Limited Şirketi Yakacık Caddesi No: 111 Kartal 34870 İstanbul
1 ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU Derya TURGAY SİMKAL Kalibrasyon ve Danışmanlık Sanayi ve Ticaret Limited Şirketi Yakacık Caddesi No: 111 Kartal 34870 İstanbul
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri
 TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/5) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/5) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Sırrıpaşa Mahallesi, Çavdar Caddesi, No: 10/B Derince 41900 KOCAELİ / TÜRKİYE Tel : 02622233526 Faks : 02622233523
Akreditasyon Sertifikası Eki (Sayfa 1/5) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Sırrıpaşa Mahallesi, Çavdar Caddesi, No: 10/B Derince 41900 KOCAELİ / TÜRKİYE Tel : 02622233526 Faks : 02622233523
Akreditasyon Sertifikası Eki (Sayfa 1/16) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/16) Hizmetleri San. Tic. Ltd. Şti. Kalibrasyon Laboratuvarı Adresi : GAZİ MUSTAFA KEMAL PAŞA MAHALLESİ SARIGÖL SOKAK NO:6/8 ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel :
Akreditasyon Sertifikası Eki (Sayfa 1/16) Hizmetleri San. Tic. Ltd. Şti. Kalibrasyon Laboratuvarı Adresi : GAZİ MUSTAFA KEMAL PAŞA MAHALLESİ SARIGÖL SOKAK NO:6/8 ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel :
Elektrik sahaları ve levhalı kapasitör içindeki potansiyeller
 Elektrik Elektrik sahası Öğrenebilecekleriniz... Kapasitör Elektrik sahası Potansiyel Voltaj Eş potansiyel hatları Kural: Bir bütün halindeki elektrik sahası bir levhalı kapasitörün şarjlı levaları arasında
Elektrik Elektrik sahası Öğrenebilecekleriniz... Kapasitör Elektrik sahası Potansiyel Voltaj Eş potansiyel hatları Kural: Bir bütün halindeki elektrik sahası bir levhalı kapasitörün şarjlı levaları arasında
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ
 T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
6. İDEAL GAZLARIN HAL DENKLEMİ
 6. İDEAL GAZLARIN HAL DENKLEMİ Amaç: - Sabit bir miktar gaz (hava) için aşağıdaki ilişkilerin incelenmesi: 1. Sabit sıcaklıkta hacim ve basınç (Boyle Mariotte yasası) 2. Sabit basınçta hacim ve sıcaklık
6. İDEAL GAZLARIN HAL DENKLEMİ Amaç: - Sabit bir miktar gaz (hava) için aşağıdaki ilişkilerin incelenmesi: 1. Sabit sıcaklıkta hacim ve basınç (Boyle Mariotte yasası) 2. Sabit basınçta hacim ve sıcaklık
GAZİ İLKOKULU EĞİTİM ÖĞRETİM YILI 2. SINIFLAR MATEMATİK DERSİ YILLIK DERS PLÂNI
 4.HAFTA 3.HAFTA 2.HAFTA 1.HAFTA 2. SINIFLAR MATEMATİK İ YILLIK PLÂNI Konu: Onluk ve Birliklere Ayıralım 18-21 Eyl 1. Nesne sayısı 100 den az olan bir çokluğu, model kullanarak onluk ve birlik gruplara
4.HAFTA 3.HAFTA 2.HAFTA 1.HAFTA 2. SINIFLAR MATEMATİK İ YILLIK PLÂNI Konu: Onluk ve Birliklere Ayıralım 18-21 Eyl 1. Nesne sayısı 100 den az olan bir çokluğu, model kullanarak onluk ve birlik gruplara
ARAZİ ÇALIŞMASI -1 DERSİ ELEKTRONİK ALETLERİN KONTROL VE KALİBRASYONU UYGULAMALARI
 ARAZİ ÇALIŞMASI -1 DERSİ ELEKTRONİK ALETLERİN KONTROL VE KALİBRASYONU UYGULAMALARI HARİTA MÜHENDİSLİĞİ BÖLÜMÜ ÖLÇME TEKNİĞİ ANABİLİM DALI JEODEZİK METROLOJİ LABORATUVARI İstanbul, 2018 1.ELEKTRONİK TAKEOMETRELERİN
ARAZİ ÇALIŞMASI -1 DERSİ ELEKTRONİK ALETLERİN KONTROL VE KALİBRASYONU UYGULAMALARI HARİTA MÜHENDİSLİĞİ BÖLÜMÜ ÖLÇME TEKNİĞİ ANABİLİM DALI JEODEZİK METROLOJİ LABORATUVARI İstanbul, 2018 1.ELEKTRONİK TAKEOMETRELERİN
2014 yılı 22. Ulusal Fizik Olimpiyatı 2. Aşama Deney Sınavı 1. Deney sorusu
 2014 yılı 22. Ulusal Fizik Olimpiyatı 2. Aşama Deney Sınavı 1. Deney sorusu Sınav 2 sorudan oluşmaktadır. Sınav süresi 3 saattir, deney sınavı 9:00 da başlayıp 12:00 te bitecektir. Her şıkkın puanı soruda
2014 yılı 22. Ulusal Fizik Olimpiyatı 2. Aşama Deney Sınavı 1. Deney sorusu Sınav 2 sorudan oluşmaktadır. Sınav süresi 3 saattir, deney sınavı 9:00 da başlayıp 12:00 te bitecektir. Her şıkkın puanı soruda
Deneyin Adı Brinel Sertlik Deneyi. Deneyin Amacı Malzemenin sertlik değerinin brinell cinsinden ölçülmesi
 1 www.koumakina001.8m.com Deneyin Adı Brinel Sertlik Deneyi Deneyin Amacı Malzemenin sertlik değerinin brinell cinsinden ölçülmesi Deneyin Yapılışı Belli çaptaki sert bir bilya malzeme yüzeyine belli bir
1 www.koumakina001.8m.com Deneyin Adı Brinel Sertlik Deneyi Deneyin Amacı Malzemenin sertlik değerinin brinell cinsinden ölçülmesi Deneyin Yapılışı Belli çaptaki sert bir bilya malzeme yüzeyine belli bir
Akreditasyon Sertifikası Eki (Sayfa 1/9) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/9) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Aydınevler Mah. Preveze Sokak No:21 Maltepe 34844 İSTANBUL / TÜRKİYE Tel : 0216 4894582 Faks : 0216 4894580 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/9) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Aydınevler Mah. Preveze Sokak No:21 Maltepe 34844 İSTANBUL / TÜRKİYE Tel : 0216 4894582 Faks : 0216 4894580 E-Posta
1. Aşağıda verilen fiziksel büyüklüklerin dönüşümünde? işareti yerine gelecek sayıyı bulunuz.
 Şube Adı- Soyadı: Fakülte No: NÖ-A NÖ-B Kimya Mühendisliği Bölümü, 2016/2017 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, 2. Ara Sınavı Soruları 10.12.2016 Soru (puan) 1 (20) 2 (20) 3 (20) 4 (20) 5 (20)
Şube Adı- Soyadı: Fakülte No: NÖ-A NÖ-B Kimya Mühendisliği Bölümü, 2016/2017 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, 2. Ara Sınavı Soruları 10.12.2016 Soru (puan) 1 (20) 2 (20) 3 (20) 4 (20) 5 (20)
İŞLETME MÜHENDİSİ TANIM GÖREVLER KULLANILAN ALET VE MALZEMELER MESLEĞİN GEREKTİRDİĞİ ÖZELLİKLER ÇALIŞMA ORTAMI VE KOŞULLARI
 İŞLETME MÜHENDİSİ TANIM Bir işletmenin, işletmecilik ve mühendislik anlayışına uygun biçimde yönetilmesini, üretimden satışa kadar olan sürecin denetlenmesini sağlayan, hem mühendislik, hem işletme yöneticiliği
İŞLETME MÜHENDİSİ TANIM Bir işletmenin, işletmecilik ve mühendislik anlayışına uygun biçimde yönetilmesini, üretimden satışa kadar olan sürecin denetlenmesini sağlayan, hem mühendislik, hem işletme yöneticiliği
Hoş Geldiniz. Denizhan Taşdıvar MEGA Danışmanlık Satış Mühendisi. K a l i t e n i z i n Ö l ç ü s ü
 Hoş Geldiniz Denizhan Taşdıvar MEGA Danışmanlık Satış Mühendisi K a l i t e n i z i n Ö l ç ü s ü Merhaba MEGA Hakkında Ürünlerimiz Servis Ekibi Demir-Çelik Uygulamaları K a l i t e n i z i n Ö l ç ü s
Hoş Geldiniz Denizhan Taşdıvar MEGA Danışmanlık Satış Mühendisi K a l i t e n i z i n Ö l ç ü s ü Merhaba MEGA Hakkında Ürünlerimiz Servis Ekibi Demir-Çelik Uygulamaları K a l i t e n i z i n Ö l ç ü s
ERCİYES ÜNİV. MÜHENDİSLİK FAK. MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ YANDAL EĞİTİM PLANLARI MAKİNA MÜHENDİSLİĞİ İÇİN YANDAL EĞİTİM PLANI
 ERCİYES ÜNİV. MÜHENDİSLİK FAK. MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ 17-18 YANDAL EĞİTİM PLANLARI MAKİNA MÜHENDİSLİĞİ İÇİN YANDAL EĞİTİM PLANI. YARIYIL MEM 9 ELEKTRONİK DEVRELER-I TOPLAM. YARIYIL MEM MEM 8 MEM
ERCİYES ÜNİV. MÜHENDİSLİK FAK. MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ 17-18 YANDAL EĞİTİM PLANLARI MAKİNA MÜHENDİSLİĞİ İÇİN YANDAL EĞİTİM PLANI. YARIYIL MEM 9 ELEKTRONİK DEVRELER-I TOPLAM. YARIYIL MEM MEM 8 MEM
100 TL/adet ISO TL/adet Metalik Malzemelerde. Standard Specification. 200 TL/adet 99. Elyaf takviyeli plâstik.
 Güncelleme: 06.07.2014 Deney Adı Metod / Standart Standart Adı Fiyatı Kapsam / Kapasite Eğme TS 205-1 EN ISO 7438 Eğme deneyi Metalik Malzemelerde 5173 2010 Kaynak Dikişleri A1 2011 Üzerinde Tahribatlı
Güncelleme: 06.07.2014 Deney Adı Metod / Standart Standart Adı Fiyatı Kapsam / Kapasite Eğme TS 205-1 EN ISO 7438 Eğme deneyi Metalik Malzemelerde 5173 2010 Kaynak Dikişleri A1 2011 Üzerinde Tahribatlı
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Yeşilbağlar Mah. Çınar Sok. No:8/1A 34893 İSTANBUL / TÜRKİYE Tel : 0 216 389 22 72 Faks : 0 216 389 23 37 E-Posta : [email protected]
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Yeşilbağlar Mah. Çınar Sok. No:8/1A 34893 İSTANBUL / TÜRKİYE Tel : 0 216 389 22 72 Faks : 0 216 389 23 37 E-Posta : [email protected]
T.C. İSTANBUL AREL ÜNİVERSİTESİ TEKLİF FORMU
 T.C. İSTANBUL AREL ÜNİVERSİTESİ TEKLİF FORMU TEPEKENT YERLEŞKESİ, TURKOBA MAHALLESİ, ERGUVAN SOKAK, NO:6/K TEPEKENT - BÜYÜKÇEKMECE / İSTANBUL BÜYÜKÇEKMECE VERGİ DAİRESİ VERGİ NO: 804486 TEL: (0) 860 04
T.C. İSTANBUL AREL ÜNİVERSİTESİ TEKLİF FORMU TEPEKENT YERLEŞKESİ, TURKOBA MAHALLESİ, ERGUVAN SOKAK, NO:6/K TEPEKENT - BÜYÜKÇEKMECE / İSTANBUL BÜYÜKÇEKMECE VERGİ DAİRESİ VERGİ NO: 804486 TEL: (0) 860 04
ÜÇ FAZLI ASENKRON MOTORDA KAYMANIN BULUNMASI
 DENEY-2 Kapaksız raporlar değerlendirilmeyecektir. ÜÇ FAZLI ASENKRON MOTORDA KAYMANIN BULUNMASI 1. Teorik Bilgi Asenkron Motorların Çalışma Prensibi Asenkron motorların çalışması şu üç prensibe dayanır:
DENEY-2 Kapaksız raporlar değerlendirilmeyecektir. ÜÇ FAZLI ASENKRON MOTORDA KAYMANIN BULUNMASI 1. Teorik Bilgi Asenkron Motorların Çalışma Prensibi Asenkron motorların çalışması şu üç prensibe dayanır:
Uzunluk ölçme aletleri
 UZUNLUK ÖLÇÜLERİ Bir nesnenin uzunluğu o nesnenin bir uçtan bir uca ne kadar uzandığını belirtir. Örnekler: Bir alışveriş merkezinde otoparkın kapıya olan uzaklığı, boyumuzun uzunluğu, kalemimizin, masamızın
UZUNLUK ÖLÇÜLERİ Bir nesnenin uzunluğu o nesnenin bir uçtan bir uca ne kadar uzandığını belirtir. Örnekler: Bir alışveriş merkezinde otoparkın kapıya olan uzaklığı, boyumuzun uzunluğu, kalemimizin, masamızın
ARAZİ ÇALIŞMASI -1 DERSİ ELEKTRONİK ALETLERİN KONTROL VE KALİBRASYONU UYGULAMALARI
 ARAZİ ÇALIŞMASI -1 DERSİ ELEKTRONİK ALETLERİN KONTROL VE KALİBRASYONU UYGULAMALARI HARİTA MÜHENDİSLİĞİ BÖLÜMÜ ÖLÇME TEKNİĞİ ANABİLİM DALI JEODEZİK METROLOJİ LABORATUVARI İstanbul, 016 1.ELEKTRONİK TAKEOMETRELERİN
ARAZİ ÇALIŞMASI -1 DERSİ ELEKTRONİK ALETLERİN KONTROL VE KALİBRASYONU UYGULAMALARI HARİTA MÜHENDİSLİĞİ BÖLÜMÜ ÖLÇME TEKNİĞİ ANABİLİM DALI JEODEZİK METROLOJİ LABORATUVARI İstanbul, 016 1.ELEKTRONİK TAKEOMETRELERİN