YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
|
|
|
- Özgür Akçatepe
- 6 yıl önce
- İzleme sayısı:
Transkript
1 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
2 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü takımları ile yapılan ölçmedir. Bu ölçme işleminde ölçü, ölçme takımından doğrudan okunur. Dolaylı Ölçme: Bu işlemde ölçü aleti belli bir kıyaslama parçasına ayarlanır. Ölçme kıyaslama parçasına göre yapılır. Örneğin pergel ile iç ve dış çap kumpasları ile mastarlar ile ölçme gibi.
3 ÖLÇME Ölçmeyi Etkileyen Faktörler Ölçü aletinin hassasiyeti Ölçme işlemi yapılan ortamın, ölçü aletinin, ölçülen parçanın ısısı İşin hassasiyeti Ölçülecek iş parçasının fiziksel özelliği Ölçme yapılan yerin ışık durumu Ölçme yapan kişiden kaynaklanan faktörler Ölçme yapan kişinin bigisi Bakış açısı Ölçme yapan kişinin ruhsal durumu
4 Ölçmede Kullanılan Aletler Metreler Çelik cetveller Ölçü taşıma aletleri Pergeller, İç ve dış çap kumpasları Ayarlanabilir ölçü aletleri Sürmeli kumpaslar Mikrometreler Sabit ölçü aletleri Şablonlar ¾ Mastarlar






5 Uzunluk Ölçme Araçları


6 Uzunluk Ölçme Araçları

7 Uzunluk Ölçme Araçları




8 Uzunluk Ölçme Araçları
9 KONTROL Kontrolün Tanımı Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir. Kontrol Aletleri Gönyeler Kıl gönyeler Sabit açılı gönyeler ( 90, 45, 135, 120 ) Şapkalı gönyeler Taşçı gönyeleri Üniversal gönyeler Kalınlık kontrol mastarları Su terazileri Kontrol pleytleri

 ve değişik açıları kontrol için 90º,")
10 Sabit Açılı Gönyeler ( 90, 45, 135, 120 ) Bu gönyeler yüzey düzgünlüklerinin ve yüzeylerin aralarındaki açıların kontrolünde kullanılırlar. Düz, konik (keskin) ve değişik açıları kontrol için 90º, 45º, 135º, 120º açılı olarak üretilirler



11 Şapkalı Gönyeler Markalamada kullanılan gönye çeşitleridir. Bölüntülü veya bölüntüsüz olarak yapılabilir Taşçı Gönyeleri Boyları uzun olan profil, köşebent, lama vb. gereçlerin 90 lik birleştirilmelerinin kontrolünde kullanılırlar Üniversal Gönyeler Makine ve metal teknolojilerinde hassas açıların kontrol ve markalama işlemlerinde kullanılırlar.
12 MARKALAMA Markalamanın Tanımı Önceden hazırlanmış iş resminin gereç üzerine aktarılmasına markalama denir. Markalama parçaların yapım resimlerine göre yapılmasını amaçlar. Dolayısıyla markalama işin ilk işlem basamağını oluşturur. İşin istenilen özellikte, ölçüde olması markalamanın tamlığı ile ilgili olduğundan büyük önem taşır. Markalama daha çok, az sayıda yapılacak işlerde uygulanır. Seri imalatta markalama yapılmaksızın işler yapılır. Markalama yerine; şablonlar, kalıplar ve otomatik makinalardan yararlanılır.
13 MARKALAMA



14 MARKALAMA
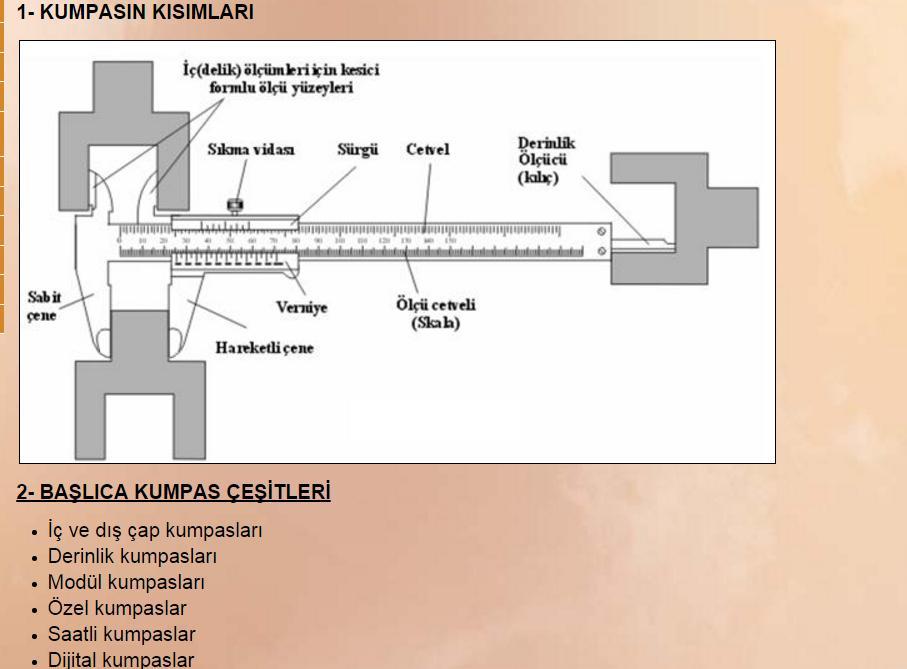
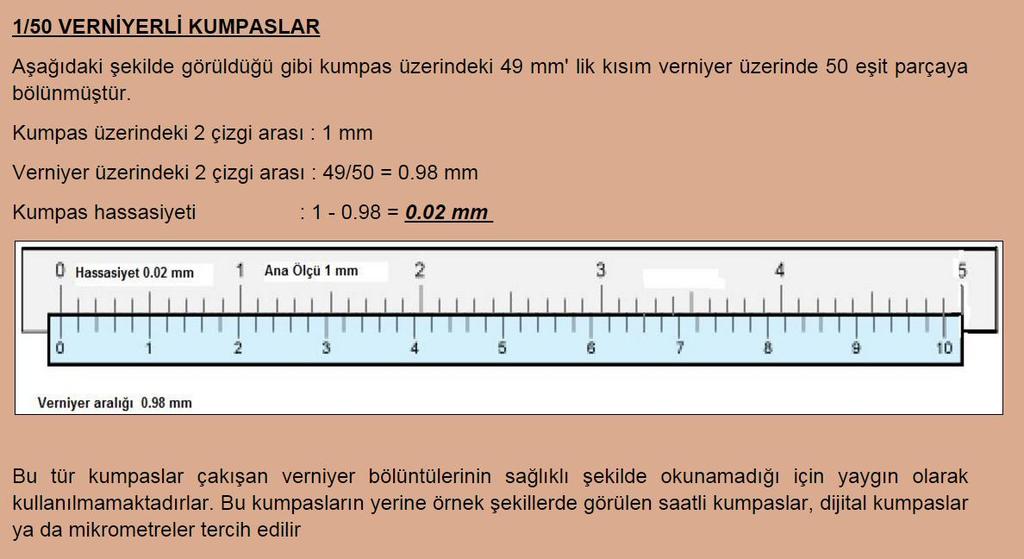
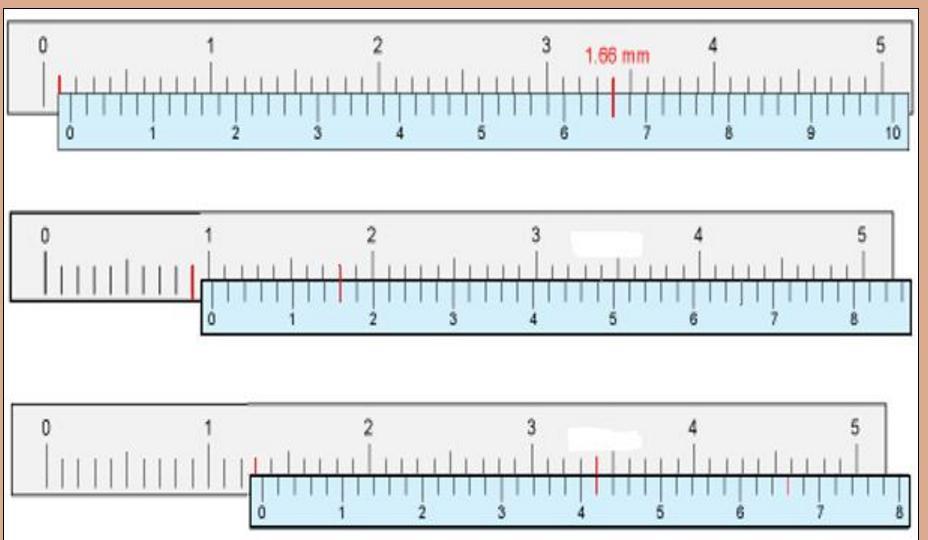
15 KUMPASLAR


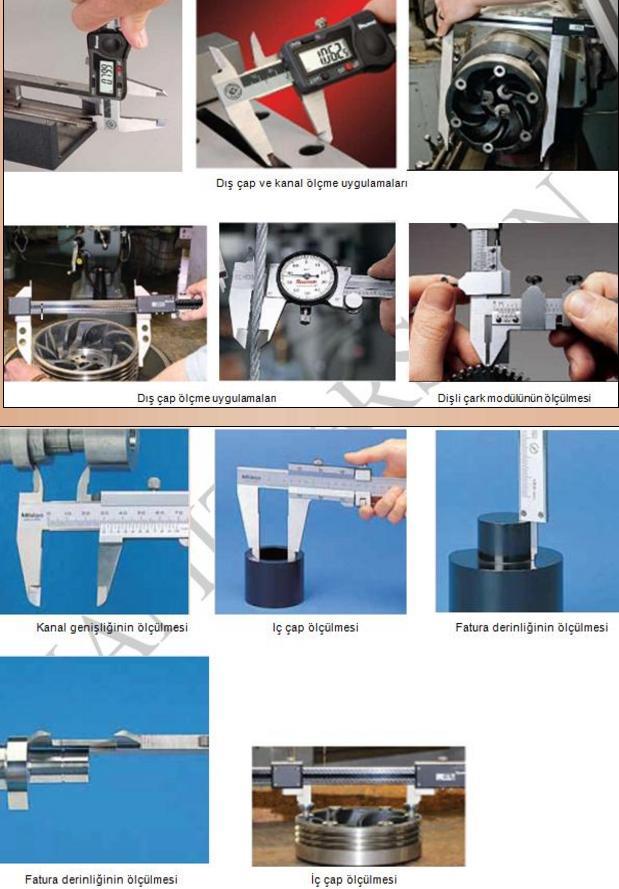
16 Kumpas Çeşitleri
17
18
19
20
21
22
23
24
25


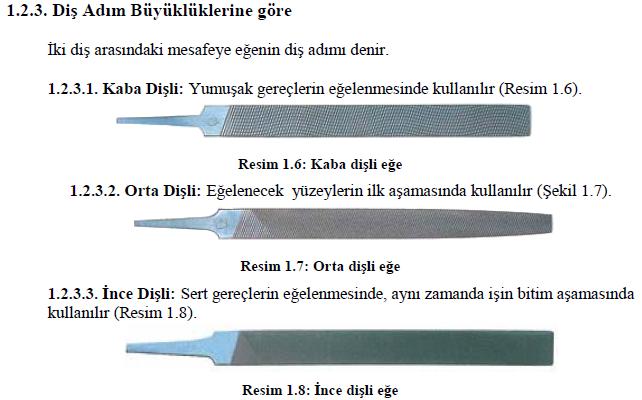
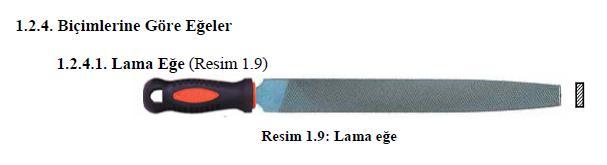
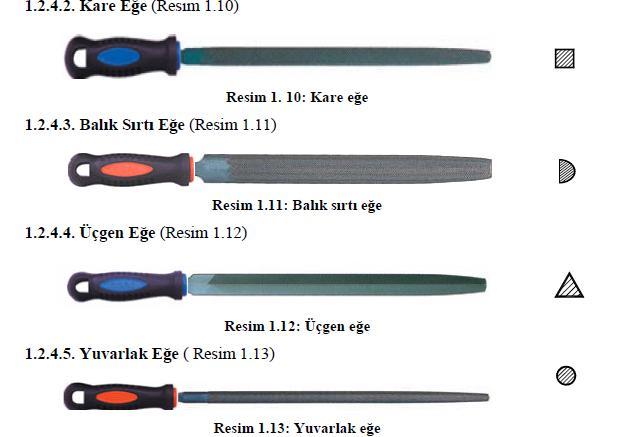
26 Eğe Çeşitleri
27
28



29

30


31


32




33
34
35

36
37
38
39





40
41

42 ABKANT BÜKÜM
 bükme işlemini")
43 Abkantta Çalışırken Dikkat Edilecek Hususlar İş parçasını makinenin her iki tarafına eşit uzaklıkta gelecek şekilde (ortalı) bükme işlemini yapınız.
44 İş parçasını makinenin arka dayamasına dayandığına dikkat ediniz. Aksi takdirde istenen ölçüde büküm elde edemezsiniz.

45 Bükme işlemini yaparken özellikle büyük parçalarda bükme hızı düşük tutmalı ve iş parçasının bükülürken üzerimize çarpmamasına dikkat etmeliyiz.

46 Makinenin alt ve üst kalıp arasından elinizi uzatarak anahtar ya da herhangi bir malzeme almayınız. Almanız gereken bir alet ya da parça varsa makinenin etrafını dolaşarak alınız


47 Ġş parçasını bükerken parçanın büküm sonrası alacağı şekle dikkat ederek iş parçasının nasıl tutmamız gerektiğine doğru karar vermeliyiz. Özellikle kısa parçalarda parçanın üst kısmına parmaklarımızın gelmemesine dikkat etmeliyiz


48 KENET BÜKÜM Sabit çene, Üst sıkma çenesi, Hareketli eğme çenesi.

49 Kenet tezgâhında Bükme İşlerinde, Dikkat Edilmesi Gerekli Hususlar Markalama çizgisi, bükme çenesi ile aynı hizada olmalıdır


50 KESME Talaş kaldırarak Kesme Tepsi Testereler Metal işleri atölyelerinde, genellikle profil kesme işlerinde yaygın olarak kullanılmaktadır. Elektrik motoru ile döndürülen dairesel bir testere ile gövdeden oluşur. Hidrolik testereler: Gereçlerin kaba ölçülerde kesilmesi için geliştirilmiş makinelerden birisidir. Tablalı bir kaide üzerine konulmuş mengene,testere lamasının bağlandığı hareketli kol ve bu kola hareket ileten motordan oluşur.tabla üzerindeki mengene kesilecek gereçlerin istenilen açıda bağlanmasına yarar
51 Hidrolik testereler ile kesme işlemi yaparken uyulması gereken kurallar şunlardır: Testere kapasitesinin üzerinde gereç kesilmemelidir. Kesilen parçalarda düzgün yüzeyler oluşturulması için mengene çeneleri ile testere laması dik açı yapacak şekilde ayarlanmalıdır. Kesilecek parça boyları hesaplanırken dayama aparatlarından yararlanılabilir. Testere kolu parça üzerine indirilirken yavaş inmesine dikkat edilmelidir. Testere laması parçaya temas etmeden hareket motoru çalıştırılmalıdır. Kesme başladıktan sonra soğutma sıvısı sistemi devreye sokulmalıdır. Kesme işlemine başlamadan önce güvenlik tedbirleri alınmalıdır. Parçanın mengeneye sıkıca bağlandığından emin olunmalıdır. Çatlak ve körelmiş testere laması ile kesme yapmamalıdır. Kesme işlemi devam ederken kesme koluna hidrolik sistemin baskısından başka baskı uygulanmamalıdır.

52 Şerit Testereler: Genellikle seri üretim atölyelerinde kullanılan şerit testereler, şerit haldeki testere laması ve iki kasnaktan oluşur. Şerit halindeki testere laması kasnakların üzerinde tek yönlü hareket eder. Testere lamasının kasnaklar üzerinden ayrılmasını önlemek için destekleyici ve koruyucu makaralar vardır. Şerit lamanın bağlı bulunduğu kasnaklardan biri elektrik motoruna bağlı olarak diğeri ise serbest hareket eder. Testere lamasının hareketi hareket eden kasnaklar vasıtası ile olur

53 TALAŞ KALDIRMADAN KESME Giyotin Makaslar Sabit ve hareketli iki çeneden oluşan bu makineler sac parçaların kesilmesinde kullanılır. Giyotin makasların alt çeneleri sabit üst çeneleri ise bir mil üzerinde eksantriğe bağlı biyel kolları yardımı ile aşağı, yukarı hareket ettirilir. Makine gövdesi dökümden üretilir.

54 Kombine Makaslar Kombine makaslar da çalışma prensibi olarak diğer makaslar gibidir. Üzerinde bulunan sabit ve hareketli çenelerin arasında kalan iş parçası koparak kesilir.



55 DELME Matkap ile Delmede Kullanılan Makineler El breyzleri Radyal matkap tezgâhı Sütunlu matkap tezgâhı


56 Mandren Mors kovanları Takım çeliğinden yapılmış silindirik saplı helisel matkap ucu Takım çeliğinden yapılmış konik saplı helisel matkap ucu Konik saplı matkabın ve mors kovanın tezgâhtan sökülmesi
57 Matkap Çapına ve Malzeme Cinsine Göre Devir Sayısı Belirleme Genel olarak malzeme sertleştikçe ve matkap çapı büyüdükçe kesme hızı küçülür. Malzeme yumuşak ve matkap çapı da küçükse kesme hızı büyür. Devir sayısı aşağıda verilen formülle hesaplanmaktadır.
58 Delme İşlemi Sırasında Dikkat Edilecek Hususlar İşparçasının savrulmaması için iş parçası tezgâh mengenesine sıkıca bağlanmalıdır. Mandren anahtarı üzerinde bırakılmamalıdır. Baş ve vücut tezgâhtan uzak tutulmalıdır. Kullanılan tezgâhın özellikleri iyi bilinmelidir. İş verimini artırmak, matkabın ömrünü uzatmak ve iş parçası yüzeyinin kalitesini artırmak için soğutma sıvısı kullanılmalıdır. Çalışma alanı temiz olmalıdır, delme esnasında üstübü ve benzeri maddeler matkap ucuna değdirilmemelidir. Sehpa üzerindeki talaşlar elle ya da üfleyerek temizlenmemelidir, bir fırça yardımıyla temizlenmelidir. İş parçası boydan boya delinecekse parça altına tahta takoz konulmalıdır. Delme esnasında tahta talaş geldiği zaman delme işlemi gerçekleşmiştir, böylece tezgâh sehpası zarar görmemiş olur. Matkap kapatıldıktan sonra bir süre daha matkap mili döneceğinden matkap durmadan kesinlikle matkap mili el ile kavranmamalıdır.

59 Havşanın Açma -Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. -Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. -Çoğunlukla havşa açma işlemi, perçin ve vida gibi bağlantı elemanlarının baş kısmının oturacağı yuvaları açmak için kullanılır. -Havşa, delik ağızlarındaki çapağın keskinlikleri almak ve eksenleri kaçık delikleri büyütmek işlemleri için de kullanılmaktadır. Çapak almak ve havşa açmak için uç açısı: 60º Perçin yuvalarının baş kısmı için: 75º Havşa başlı vidaların baş kısmı için: 90º Saç perçinleri için: 120º

60


61 Kılavuz Matkap ile delinmiş deliklerin içine diş açmaya yarayan aletlere kılavuz denir.
62



63 PAFTA İLE DİŞ AÇMA Paftanın Tanımı Pafta, silindirik yüzeylerin dışına vida dişi açmaya yarayan, üzerinde diş açabilmek için kesici ağızları olan ve ölçüleri diş açılacak malzemeye göre değişen, gövdesi tümüyle yüksek alaşımlı çelikten üretilen, silindirik bir alettir
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin
 KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Düz havşa matkabı olarak da adlandırılır. Yüzeylerinde çıkıntı istenmeyen silindirik başlı gömme vidaların yuvalarını açmak için kullanılmaktadır.
 7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
46.Deliklerin ağzını genişletmek için kullanılan alete ne denir? A) Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk
 Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk") TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
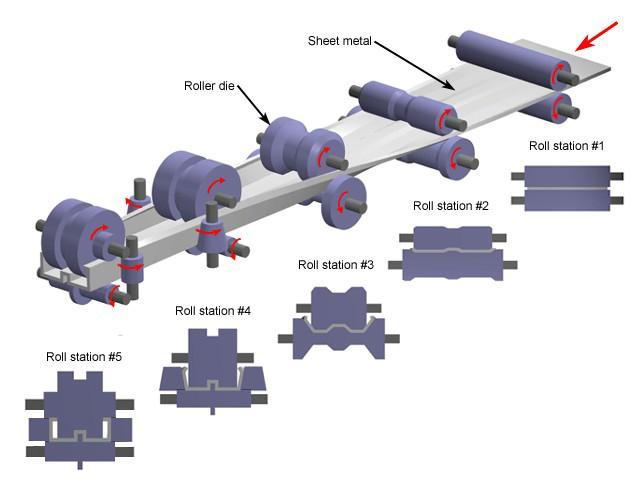
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
1. DELME. 1.1. Delmenin Tanımı ve Amacı. 1.2. Delme Yöntemleri. 1.3. Matkap ile Delmede Kullanılan Makineler
 1.1. Delmenin Tanımı ve Amacı 1. DELME Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının
1.1. Delmenin Tanımı ve Amacı 1. DELME Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının
Sinüs MAS ARL AR; 50,25 mm 40m ,25 MASTAR BÖLÜ 6. M R 6.1. T : MASTAR
 Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
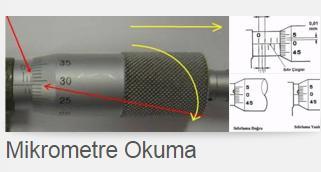
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
İMALAT İŞLEMLERİ I DERS NOTLARI
 1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen
1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MAKİNELERDE KESME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MAKİNELERDE KESME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Dönem/Yıl/Sınıf Süre. Dersin Amacı. Dersin Tanımı Dersin Ön Koşulları
 Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Dönem/Yıl/Sınıf Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Dersi İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim
Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Dönem/Yıl/Sınıf Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Dersi İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
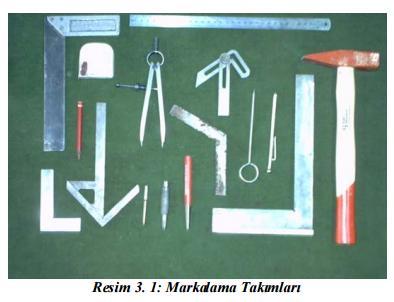
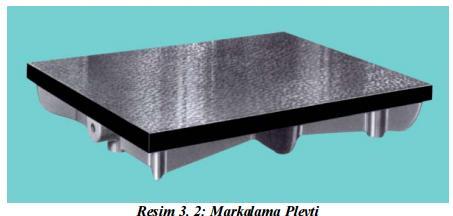
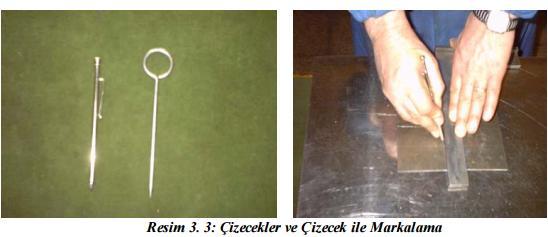
MARKALMA. Markalama Aletleri; Pleyt, Mihengir, Şapkalı gönye, Çizecek, Kalemler, V yatağı, Çelik cetvel, Markalama boyası, Pergel, Nokta, Çekiç
 MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
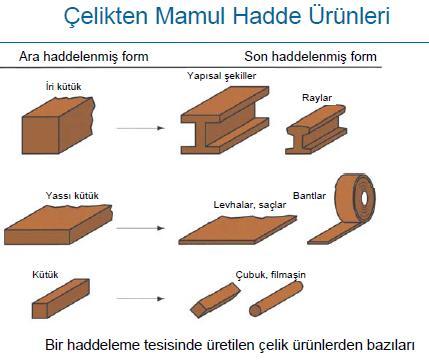
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
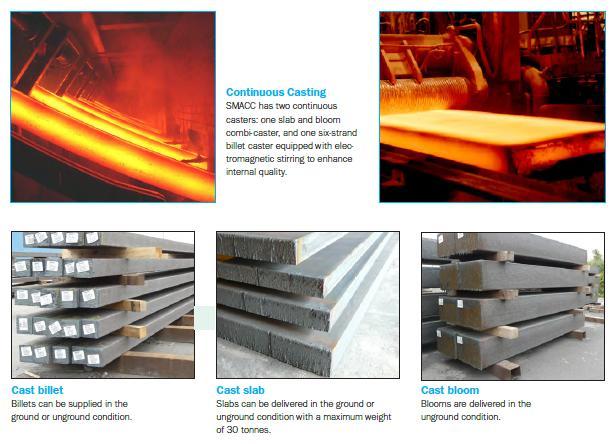
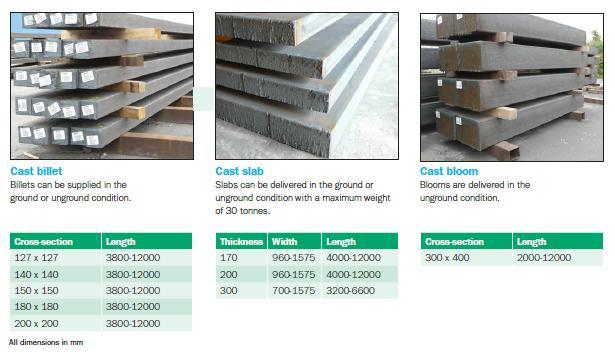
Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş çelik çubuklardır.
 BETONARME DEMĠR 1. DEMĠR YÜZEYLERĠNĠN TEMĠZLENMESĠ 1.1.Betonarme Demirleri 1.1.1.Tanımı Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş
BETONARME DEMĠR 1. DEMĠR YÜZEYLERĠNĠN TEMĠZLENMESĠ 1.1.Betonarme Demirleri 1.1.1.Tanımı Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
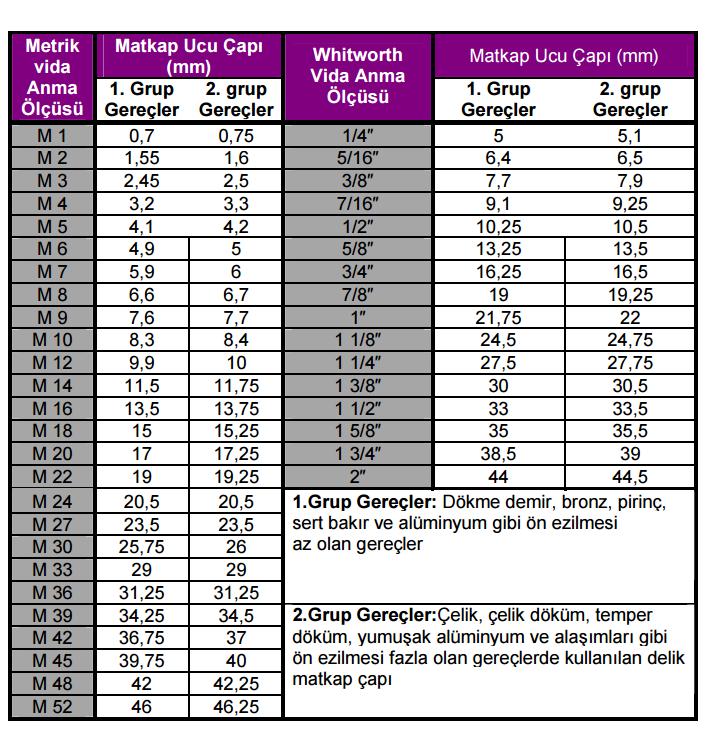
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Endüstriyel Ölçme ve Kontrol
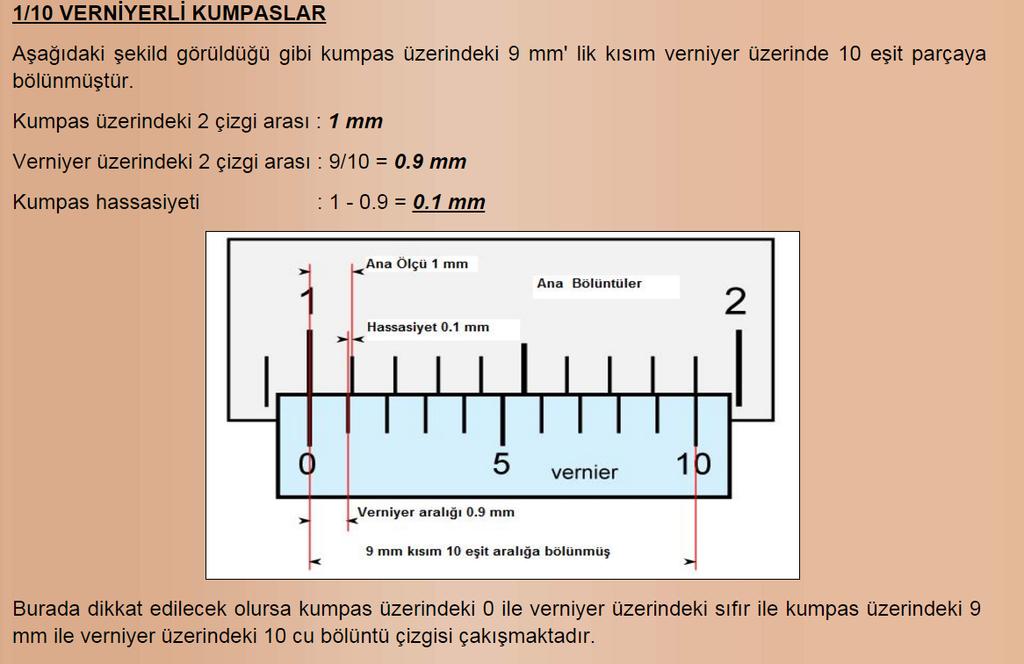
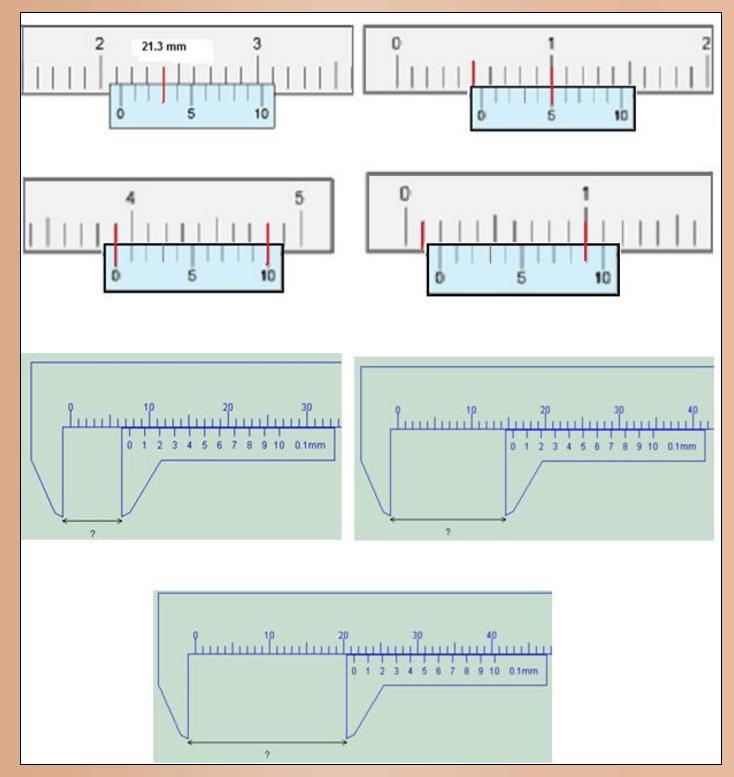
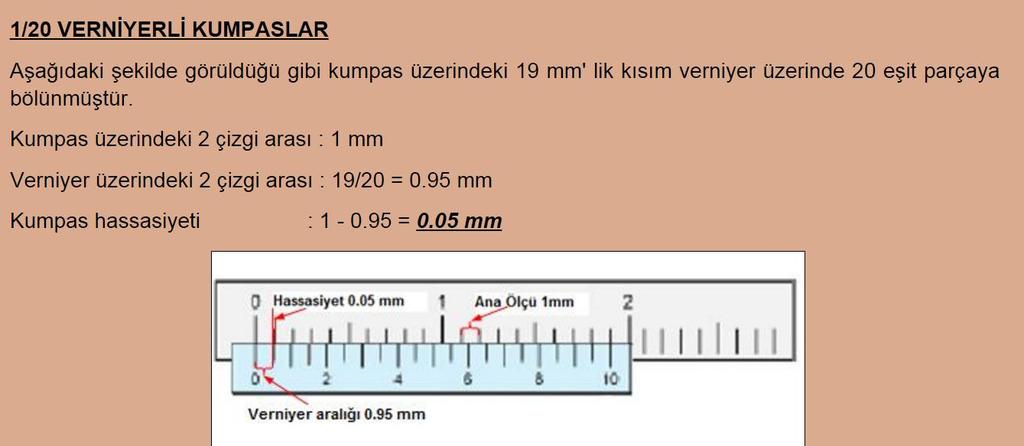
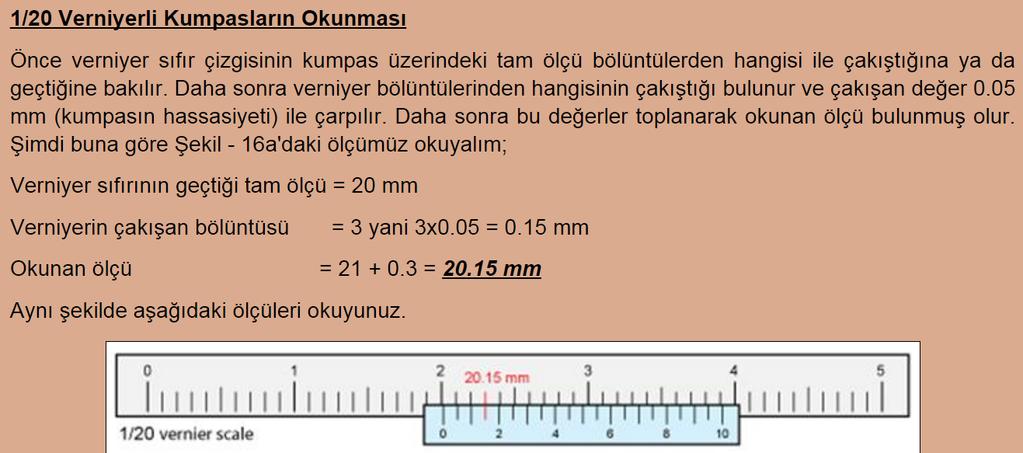
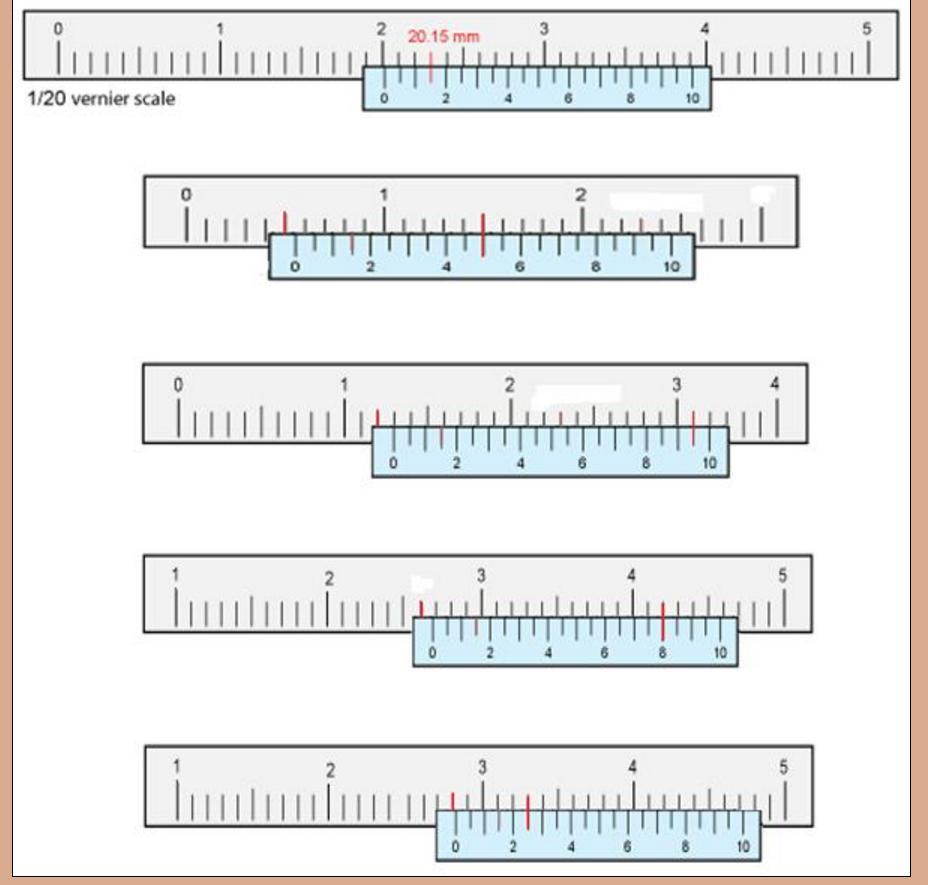
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
As Katları Ölçüleri m dm cm mm µ nm 1 Metre (m)
") ÖLÇME VE KONTROL Ölçme nedir: Her hangi bir nesnenin ne kadar büyük, küçük veya az ya da çok olduğunu belirtme sorunudur. Ölçmenin tanımı: Birim adı verilen bilinen bir değerle aynı cinsten bilinmeyen
ÖLÇME VE KONTROL Ölçme nedir: Her hangi bir nesnenin ne kadar büyük, küçük veya az ya da çok olduğunu belirtme sorunudur. Ölçmenin tanımı: Birim adı verilen bilinen bir değerle aynı cinsten bilinmeyen
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
M AKİNA T AKIM ENDÜSTRİSİ A.Ş
 M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (PULTRUZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (PULTRUZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U retim
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (PULTRUZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U retim
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
ELEKTRİKLİ EV ALETLERİ FEL
 ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDSİLİĞİ BÖLÜMÜ TEMEL İMALAT İŞLEMLERİ DERS NOTLARI Doç. Dr. Tayfun MENLİK Ankara, 2012 İÇİNDEKİLER 1. ÖLÇME... 1 1.1. Ölçme Çeşitleri... 1 1.2.
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDSİLİĞİ BÖLÜMÜ TEMEL İMALAT İŞLEMLERİ DERS NOTLARI Doç. Dr. Tayfun MENLİK Ankara, 2012 İÇİNDEKİLER 1. ÖLÇME... 1 1.1. Ölçme Çeşitleri... 1 1.2.
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
BOĞAZİÇİ ÜNİVERSİTESİ UNVAN DEĞİŞİKLİĞİ SINAVI TEKNİSYEN-2
 BOĞAZİÇİ ÜNİVERSİTESİ UNVAN DEĞİŞİKLİĞİ SINAVI 14 Haziran 2015 - SAAT: 10.00 ADI : SOYADI : T.C. KİMLİK NO : SINAV SALON NO : SIRA NO:. DİKKAT! Aşağıdaki uyarıları mutlaka okuyunuz. GENEL AÇIKLAMA 1. Bu
BOĞAZİÇİ ÜNİVERSİTESİ UNVAN DEĞİŞİKLİĞİ SINAVI 14 Haziran 2015 - SAAT: 10.00 ADI : SOYADI : T.C. KİMLİK NO : SINAV SALON NO : SIRA NO:. DİKKAT! Aşağıdaki uyarıları mutlaka okuyunuz. GENEL AÇIKLAMA 1. Bu
ULUSAL MESLEK STANDARDI MATKAP TEZGAH İŞÇİSİ SEVİYE 3 REFERANS KODU / RESMİ GAZETE TARİH-SAYI/
 ULUSAL MESLEK STANDARDI MATKAP TEZGAH İŞÇİSİ SEVİYE 3 REFERANS KODU / RESMİ GAZETE TARİH-SAYI/ Mesleki Yeterlilik Kurumu, 2011 Sayfa 1 Matkap Tezgah İşçisi (Seviye 3)...... /.../ 00 Ulusal Meslek Standardı
ULUSAL MESLEK STANDARDI MATKAP TEZGAH İŞÇİSİ SEVİYE 3 REFERANS KODU / RESMİ GAZETE TARİH-SAYI/ Mesleki Yeterlilik Kurumu, 2011 Sayfa 1 Matkap Tezgah İşçisi (Seviye 3)...... /.../ 00 Ulusal Meslek Standardı
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2
 PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2 ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2 ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ.
 Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
DÖVME ÇELİK EL ALETLERİ FİYAT LİSTESİ 1 MAYIS
 DÖVME ÇELİK EL ALETLERİ LİSTESİ MAYIS 7 www.kanca.com.tr Geleceğe bu günden hazırız! Üstün teknolojisi, uluslararası kalitesi, yüksek kapasitesi ve 2.000 m 2 kapalı olmak üzere toplam.000 m 2 alana sahip
DÖVME ÇELİK EL ALETLERİ LİSTESİ MAYIS 7 www.kanca.com.tr Geleceğe bu günden hazırız! Üstün teknolojisi, uluslararası kalitesi, yüksek kapasitesi ve 2.000 m 2 kapalı olmak üzere toplam.000 m 2 alana sahip
Soru 3) Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?
 Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?") Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
DÖVME ÇELİK EL ALETLERİ FİYAT LİSTESİ 2016 AĞUSTOS
 DÖVME ÇELİK EL ALETLERİ LİSTESİ AĞUSTOS www.kanca.com.tr Geleceğe bu günden hazırız! Üstün teknolojisi, uluslararası kalitesi, yüksek kapasitesi ve 2.000 m 2 kapalı olmak üzere toplam.000 m 2 alana sahip
DÖVME ÇELİK EL ALETLERİ LİSTESİ AĞUSTOS www.kanca.com.tr Geleceğe bu günden hazırız! Üstün teknolojisi, uluslararası kalitesi, yüksek kapasitesi ve 2.000 m 2 kapalı olmak üzere toplam.000 m 2 alana sahip
ÜYE FİRMA BİLGİ FORMU
 Firmanın Açık Adı Firmanın (Varsa) Kısa Adı Firma Kuruluş Tarihi (gg/aa/yyyy) Firmanın Bilgileri Genel Merkez E-Posta Firmanın Şube Bilgileri 1. Şube E-Posta 2. Şube E-Posta ÜYE FİRMA BİLGİ FORMU 3. Şube
Firmanın Açık Adı Firmanın (Varsa) Kısa Adı Firma Kuruluş Tarihi (gg/aa/yyyy) Firmanın Bilgileri Genel Merkez E-Posta Firmanın Şube Bilgileri 1. Şube E-Posta 2. Şube E-Posta ÜYE FİRMA BİLGİ FORMU 3. Şube
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
ANAHTAR İŞLEME MAKİNESİ KS50 ANAHTAR İŞLEME MAKİNESİ KULLANMA KLAVUZU
 ANAHTAR İŞLEME MAKİNESİ KS50 ANAHTAR İŞLEME MAKİNESİ KULLANMA KLAVUZU KS50 Anahtar İşleme Makinesinin Ambalajlanması ve Nakliye; Nemden korumak için bir naylon torba içerine konarak kalın karton kutulara
ANAHTAR İŞLEME MAKİNESİ KS50 ANAHTAR İŞLEME MAKİNESİ KULLANMA KLAVUZU KS50 Anahtar İşleme Makinesinin Ambalajlanması ve Nakliye; Nemden korumak için bir naylon torba içerine konarak kalın karton kutulara
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
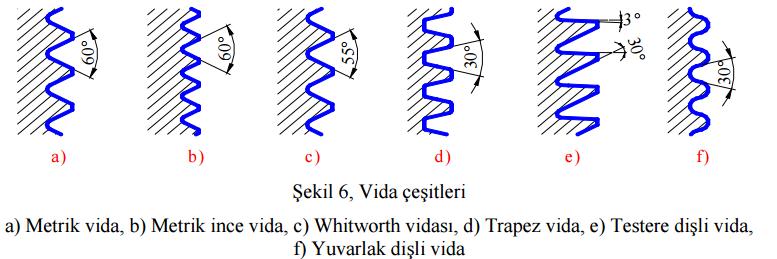
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.