TALAŞ AÇISININ KESME KUVVETLERİ VE MEKANİK GERİLMELER ÜZERİNDEKİ ETKİLERİNİN SİMÜLASYONU VE DENEYSEL OLARAK DOĞRULANMASI.
|
|
|
- Gülistan Ceylan
- 5 yıl önce
- İzleme sayısı:
Transkript
1 TALAŞ AÇISININ KESME KUVVETLERİ VE MEKANİK GERİLMELER ÜZERİNDEKİ ETKİLERİNİN SİMÜLASYONU VE DENEYSEL OLARAK DOĞRULANMASI Mustafa SEKMEN DOKTORA TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ŞUBAT 213 ANKARA
2 Mustafa SEKMEN tarafından hazırlanan TALAŞ AÇISININ KESME KUVVETLERİ VE MEKANİK GERİLMELER ÜZERİNDEKİ ETKİLERİNİN SİMÜLASYONU VE DENEYSEL OLARAK DOĞRULANMASI adlı bu tezin Doktora tezi olarak uygun olduğunu onaylarım. Prof. Dr. Ulvi ŞEKER.. Tez Danışmanı, İmalat Mühendisliği Anabilim Dalı Doç. Dr. Abdullah KURT.. İkinci Tez Danışmanı, İmalat Mühendisliği Anabilim Dalı Bu çalışma, jürimiz tarafından oy birliği ile Makine Eğitimi Anabilim Dalında Doktora tezi olarak kabul edilmiştir. Prof. Dr. Ulvi ŞEKER İmalat Mühendisliği Anabilim Dalı, Gazi Üniversitesi. Prof. Dr. Adnan SÖZEN. Enerji Sistemleri Mühendisliği Anabilim Dalı, Gazi Üniversitesi Prof. Dr. İbrahim ÇİFTÇİ. İmalat Mühendisliği Anabilim Dalı, Karabük Üniversitesi Prof. Dr. Muammer NALBANT İmalat Mühendisliği Anabilim Dalı, Gazi Üniversitesi. Prof. Dr. Ferhat GÜL. Metalurji ve Malzeme Mühendisliği Bölümü, Gazi Üniversitesi Tez Savunma Tarihi: 19/2/213 Bu tez ile G. Ü. Fen Bilimleri Enstitüsü Yönetim Kurulu Doktora derecesini onamıştır. Prof. Dr. Şeref SAĞIROĞLU Fen Bilimleri Enstitüsü Müdürü..
3 TEZ BİLDİRİMİ Tez içindeki bütün bilgilerin etik davranış ve akademik kurallar çerçevesinde elde edilerek sunulduğunu, ayrıca tez yazım kurallarına uygun olarak hazırlanan bu çalışmada bana ait olmayan her türlü ifade ve bilginin kaynağına eksiksiz atıf yapıldığını bildiririm. Mustafa SEKMEN
4 iv TALAŞ AÇISININ KESME KUVVETLERİ VE MEKANİK GERİLMELER ÜZERİNDEKİ ETKİLERİNİN SİMÜLASYONU VE DENEYSEL OLARAK DOĞRULANMASI (Doktora Tezi ) Mustafa SEKMEN GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ Şubat 213 ÖZET Bu çalışmada; talaş kaldırma (tornalama) sırasında oluşan kesme kuvvetlerinin deneysel olarak ölçülmesi ve aynı şartlar altında DEFORM 3D paket programı yardımıyla talaş kaldırma işleminin simülasyonu hedeflenmiştir. Bu amaçla, farklı kesme parametrelerinde, farklı talaş kırıcı formuna sahip kesici takımlarla, AISI 15, AA 211 ve AA 775 Alüminyum alaşımları üzerinde çeşitli kesme deneyleri yapılmıştır. Talaş kaldırma sırasında oluşan kesme kuvvetleri 9257B Kistler dinamometre yardımıyla ölçülmüştür. Simülasyon sonucunda belirlenen kesme kuvvetleri deneysel sonuçlarla karşılaştırılarak takımda oluşan mekanik gerilmeler ve kesici takım üzerindeki etkileri belirlenmiştir. Takım talaş açısı, talaş kırıcı formu, kesme hızı, ilerleme hızı ve diğer kesici takım geometrilerinin kesici takım gerilmeleri üzerindeki etkileri incelenmiştir. Deneysel ve DEFORM 3D simülasyonu sonucu elde edilen esas kesme kuvveti değerlerinin çok yakın bir dağılım sergilediği ve uygulamada kullanılabileceği görülmüştür. Analizler sonucunda; kesici takım geometrisi, talaş kırıcı formu, kesici uç burun yarıçapı ve kesme parametrelerinin, kesici takım üzerinde oluşan gerilmeler, gerilmelerin yeri ve değişimi ile ilgili gerçekçi bilgiler verdiği gözlenmiştir. Talaş kaldırma sırasında kesme kuvvetlerini belirlemek için deneysel çalışma yapmak karmaşık, zaman alıcı, pahalı ve özel takım gerektirmektedir. Bu zorlukların üstesinden gelmek için DEFORM 3D
5 v simülasyonunun kesme kuvvetleri ve mekanik gerilmelerin belirlenmesinde kullanılabileceği gösterilmiştir. Bilim Kodu : Anahtar Kelimeler : Talaş açısı, kesme kuvvetleri, kesici takım gerilmeleri, DEFORM 3D Sayfa Adedi : 172 Tez Yöneticileri : Prof. Dr. Ulvi ŞEKER Doç. Dr. Abdullah KURT
6 vi SIMULATION AND EXPERIMENTAL VERIFICATION OF THE EFFECTS OF RAKE ANGLE ON CUTTING FORCES AND MECHANICAL STRESSES (Ph.D. Thesis) Mustafa SEKMEN GAZİ UNIVERSITY INSTITUTE OF SCIENCE AND TECHNOLOGY February 213 ABSTRACT In this study, experimental measurement of cutting forces (turning) during chip removal turning process and simulation of cutting in the same condition via DEFORM 3D software were aimed. The cutting forces obtained by experiment were compared to simulation results, then mechanical stresses and their effects on cutting tools were determined. At the experiments, various cutting parameters and cutting tools having different chip breaker forms were used on the materials of AISI 15, AA 211 and AA 775. The cutting forces were measured by a 9257B Kistler dynamometer. The effects of rake angle, chip breaker form, cutting velocity, feed rate, and cutting tool geometries on cutting tool stresses were investigated. The main cutting forces obtained experimentally and DEFORM 3D simulation shown very close distribution and the values obtained could be used in practice. At the consequences of analyses, it was observed that cutting tool geometry, chip breaker form, nose radius, and cutting parameters provide reliable information with respect to cutting tool stresses, location of stress, and stress distribution. Because of the experimental study to determine cutting forces and mechanical stresses during chip removal is complex, time consuming, and costly and requiring specific tools, Deform 3D
7 vii software can be used for the prediction/determination of cutting forces and mechanical stresses and to overcome these difficulties. Science Code : Key Words : Rake angle, cutting forces, cutting tool stresses, DEFORM 3D Page Number : 172 Advisers : Prof. Dr. Ulvi ŞEKER Assoc. Prof. Dr. Abdullah KURT
8 viii TEŞEKKÜR Çalışmalarım boyunca her türlü maddi ve manevi desteğini esirgemeyen değerli görüşleriyle beni yönlendiren ve rehberlik eden kıymetli danışman hocalarım Prof. Dr. Ulvi ŞEKER e ve Doç. Dr. Abdullah KURT a saygı ve şükranlarımı sunarım. Bu çalışmanın tamamlanmasında sağladığı mali destekten dolayı Gazi Üniversitesi Bilimsel Araştırma Projeleri Birimi ne (Proje Kodu: 7/21-56) ve simülasyon çalışmalarının yapılmasında DEFORM yazılımını araştırma amaçlı olarak lisanslı ve ücretsiz olarak kullanım imkanı sağlamalarından dolayı da DEFORM yazılımının Türkiye distribütörü olan FİGES e teşekkür ederim. Değerli bilgileri ve manevi desteğinden faydalandığım Doç. Dr. Yakup SEKMEN e, DEFORM 3D Programın kullanımı konusunda deneyimlerinden faydalandığım Öğr. Gör. Kadir GÖK e ve değerli arkadaşım Yrd. Doc. Dr. Fatih ŞAHİN e teşekkür ederim. Ayrıca, bu çalışmayı tamamlamam için sabrını esirgemeyen sevgili eşime ve bu günlere gelmemde maddi ve manevi desteğini esirgemeyen kıymetli aileme teşekkürü bir borç bilirim.
9 ix İÇİNDEKİLER Sayfa ÖZET... iv ABSTRACT... vi TEŞEKKÜR... viii İÇİNDEKİLER... ix ÇİZELGELERİN LİSTESİ... xii ŞEKİLLERİN LİSTESİ... xiii SİMGELER VE KISALTMALAR... xvii 1. GİRİŞ LİTERATÜR TARAMASI Literatür Araştırmasına Giriş Deneysel Çalışmalar Nümerik Çalışmalar Literatür Araştırmasının Değerlendirmesi FEM çalışmaları Kesme kuvveti ve kesici takım gerilmelerinin simülasyonu KAVRAMSAL TEMELLER Kesme ve Kesme Kuvvetleri Kesme Talaş oluşumu ve geometrisi Kesme kuvvetleri Kuvvet bağıntıları Esas kesme kuvvetinin belirlenmesi... 39
10 x Sayfa Diğer kesme kuvvetlerinin belirlenmesi Talaş Açısının Kesme Kuvvetleri Üzerine Etkisi Takımdaki diğer talaş açıları Talaş Kırma ve Talaş Kırıcılar Kesici Uç Burun Yarıçapı-Kesme Derinliği İlişkisi DEFORM PROGRAMI NIN TANITILMASI Sonlu Elemanlar Metodu (Finite Element Method-FEM) DEFORM Programı DEFORM daki alt programlar DEFORM programının kullanım alanları DEFORM-3D programında işlem sırası MATERYAL VE METOT Deneysel Çalışmalar İş parçası malzemeleri Kesici takım ve takım tutucu Takım tezgâhı Kesme kuvvetlerinin ölçülmesi Kesme parametrelerinin seçimi Deneylerin yapılışı ve değerlendirme esasları Simülasyon Çalışmaları Simülasyon şartları Kesici takımların tanımlanması Kesici takım ve iş parçasını elemanlara ayırma... 78
11 xi Sayfa İş parçası malzemelerinin tanımlanması Simülasyon kontrolü ve takım aşınması Simülasyon ve analiz sonuçlarının elde edilmesi DENEY/SİMÜLASYON SONUÇLARI VE TARTIŞMA AISI 15 İçin Kesme Kuvvetlerinin Karşılaştırılması Alüminyum Alaşımları İçin Kesme Kuvvetlerinin Karşılaştırılması Simülasyon/Analiz Sonuçları AISI 15 için kesici takım gerilmeleri Alüminyum alaşımları için kesici takım gerilmeleri SONUÇ VE ÖNERİLER KAYNAKLAR EKLER EK 1. Talaş oluşum simülasyonları ÖZGEÇMİŞ
12 xii ÇİZELGELERİN LİSTESİ Çizelge Sayfa Çizelge 2.1. Literatürde incelenen çalışmalar Çizelge 5.1. AISI 15 çeliğinin kimyasal bileşimi Çizelge 5.2. AA 211 ve AA 775 alaşımlarının kimyasal bileşimi Çizelge 5.3. AISI 15 için kullanılan kesici takımlar Çizelge 5.4. JOHNFORD T35 CNC torna tezgahının özellikleri Çizelge 5.5. Kistler 9257B tipi dinamometrenin teknik özellikleri Çizelge 5.6. Type 519B13 yükseltecinin özellikleri... 7 Çizelge 5.7. AISI 15 için kullanılan kesme parametreleri Çizelge 5.8. AA 211 ve AA 775 için kullanılan kesme parametreleri Çizelge 5.9. Kesici takımın malzeme modelleri Çizelge 5.1 İş parçalarına ait malzeme özellikleri Çizelge AISI 15 ve AA 211 için Johnson-Cook parametreleri Çizelge Simülasyonlarda kullanlan başlangıç şartları... 82
13 xiii ŞEKİLLERİN LİSTESİ Şekil Sayfa Şekil 2.1. Arola ve Ramulu nun FEM çalışması... 1 Şekil 2.2. İş parçası ve takımın sonlu eleman modeli... 1 Şekil 2.3. Kesme modeli (DEFORM 3D) Şekil 2.4. Özel ve Zeren tarafından kullanılan simülasyon modeli Şekil 2.5. Ortogonal kesmedeki deformasyon bölgeleri Şekil 2.6. Gerinme hızı dağılımı Şekil 2.7. Kesme hızlarına göre talaş oluşumları Şekil 2.8. Talaş oluşum modeli Şekil 3.1. Talaş oluşumu Şekil 3.2. Dik ve eğik kesme metotları Şekil 3.3. Talaş oluşma düzlemi Şekil 3.4. Talaş takım temas boyu Şekil 3.5. Dik kesmede oluşan kuvvetler Şekil 3.6. Kesme kuvvetlerinin torna tezgâhı için yorumlanması Şekil 3.7. Kesme kuvvetleri için kullanılan hesaplama üçgenleri Şekil 3.8. Talaş kesitinin kesme kenarı açısı ile ilişkisi... 4 Şekil 3.9. Kuvvet bileşenlerinin kesit alanına bağlı olarak değişmesi Şekil 3.1. Kesici takım üzerinde pozitif ve negatif talaş açısı Şekil Talaş kırılma mekanizmaları Şekil Kesme derinliği ile kesici uç burun yarıçapı arasındaki ilişki Şekil 4.1. Dairenin çevresinin sonlu elemanlar yaklaşımı ile bulunması... 5 Şekil 4.2. DEFORM-3D Machining (Cutting) müdülünün açılması... 55
14 xiv Şekil Sayfa Şekil 4.3. Simülasyon ekranı Şekil 4.4. Projeye isim verme ve birim sistemini seçme Şekil 4.5. İşleme tipini seçme Şekil 4.6. Kesme parametreleri ve işleme şartlarının girilmesi Şekil 4.7. Kesici takım seçimi Şekil 4.8. Takım tutucu seçimi Şekil 4.9. Kesici takımın elemanlara ayrılması Şekil 4.1. İş parçası geometrisinin seçimi Şekil Basitleştirilmiş üç boyutlu kesme modeli... 6 Şekil İş parçasının elemanlara ayrılması... 6 Şekil İş parçası malzemesi seçme ekranı Şekil İş parçası malzemesi için akma davranışının tanımlanması Şekil Simülasyon kontrolü ve takım aşınması Şekil Simülasyon ekranı Şekil Simülasyon sonuç ekranı Şekil Simülasyon sonuç menüsü Şekil 5.1. Takımların talaş kırıcı geometrileri Şekil 5.2. Kistler 9257B dinamometresinin elemanları... 7 Şekil 5.3. Kesme deneyleri için hazırlanan deney düzeneği Şekil 5.4. CCGT 1244 kesici takımın boyutlandırılması Şekil 5.5. Simülasyonlar için kesici takım seçimi Şekil 5.6. Deform programına çağrılan kesici takım modelleri Şekil 5.7. Kesici takımların konumlandırılması... 77
15 xv Şekil Sayfa Şekil 5.8. Kesici takım malzeme özelliklerinin girilmesi Şekil 5.9. Örnek akma gerilmesi diyagramı... 8 Şekil 5.1. İş parçası malzeme özelliklerinin girilmesi... 8 Şekil 6.1. AISI 15 için deneysel ve simülasyon kesme kuvveti sonuçları (r=,4) 85 Şekil 6.2. AISI 15 için deneysel ve simülasyon kesme kuvveti sonuçları (r=,8) 87 Şekil 6.3. AISI 15 için deneysel ve simülasyon kesme kuvveti sonuçları (r=1,2) 9 Şekil 6.4. AA211 ve AA775 için deneysel ve simülasyon kesme kuvveti sonuçları Şekil 6.5. AA211 ve AA775 için deneysel ve simülasyon kesme kuvveti sonuçları Şekil 6.6. PM formu için kesme parametrelerinin S EQV ye etkisi Şekil 6.7. QM formu için kesme parametrelerinin S EQV ye etkisi... 1 Şekil 6.8. PR formu için kesme parametrelerinin S EQV ye etkisi Şekil 6.9. PM formu için kesme parametrelerinin +S x e etkisi Şekil 6.1. QM formu için kesme parametrelerinin +S x e etkisi Şekil AISI 15 ve PR formu için kesme parametrelerinin +S x e etkisi Şekil AISI 15 ve PM formu için kesme parametrelerinin S y ye etkisi Şekil AISI 15 ve QM formu için kesme parametrelerinin S y ye etkisi Şekil AISI 15 ve PR formu için kesme parametrelerinin S y ye etkisi Şekil AISI 15 ve PM formu için kesme parametrelerinin +S z ye etkisi Şekil AISI 15 ve QM formu için kesme parametrelerinin +S z ye etkisi Şekil AISI 15 ve PR formu için kesme parametrelerinin +S z ye etkisi Şekil AISI 15 ve PM formu için kesme parametrelerinin +S xy ye etkisi
16 xvi Şekil Sayfa Şekil AISI 15 ve QM formu için kesme parametrelerinin +S xy ye etkisi Şekil 6.2. AISI 15 ve PR formu için kesme parametrelerinin +S xy ye etkisi Şekil AISI 15 ve PM formu için kesme parametrelerinin +S yz ye etkisi Şekil AISI 15 ve QM formu için kesme parametrelerinin +S yz ye etkisi Şekil AISI 15 ve PR formu için kesme parametrelerinin +S yz ye etkisi Şekil AISI 15 ve PM formu için kesme parametrelerinin +S zx e etkisi Şekil AISI 15 ve QM formu için kesme parametrelerinin +S zx e etkisi Şekil AISI 15 ve PR formu için kesme parametrelerinin +S zx e etkisi Şekil PM, QM, PR formları için S 3 gerilme dağılımları Şekil Kesme parametrelerinin S EQV ye etkisi Şekil Kesme parametrelerinin +S x e etkisi Şekil 6.3. Kesme parametrelerinin S y ye etkisi Şekil Kesme parametrelerinin +S z ye etkisi Şekil Kesme parametrelerinin +S xy ye etkisi Şekil Kesme parametrelerinin +S yz ye etkisi Şekil Kesme parametrelerinin +S zx e etkisi Şekil AA 211 ve AA 775 alaşımları S 3 gerilme dağılımı
17 xvii SİMGELER VE KISALTMALAR Bu çalışmada kullanılmış bazı simgeler ve kısaltmalar açıklamaları ile birlikte aşağıda sunulmuştur. Simgeler φ α β γ a Açıklama Kayma düzlemi açısı Serbest kenar boşluk açısı Kama açısı Talaş açısı Kesme derinliği a Talaş kalınlığı V f r F C F f F p λ l c Kesme hızı İlerleme değeri Kesici uç burun yarıçapı Esas kesme kuvveti İlerleme kuvveti Pasif (radyal) kuvvet Yığılma faktörü Talaş takım temas boyu µ Sürtünme katsayısı χ S EQV S x Kesme kenarı açısı von Mises/efektif/eşdeğer gerilmesi x ekseni doğrultusundaki normal gerilme
18 xviii Simgeler S y S z S xy S yz S zx S 1, S 2, S 3 ν E Kısaltmalar AISI ALE AMD BUE CNC FEM ISO 2D 3D Açıklama y ekseni doğrultusundaki normal gerilme z ekseni doğrultusundaki normal gerilme xy düzlemindeki kayma gerilmesi yz düzlemindeki kayma gerilmesi zx düzlemindeki kayma gerilmesi Asal gerilmeler Poisson oranı Elastisite (elastiklik veya Young) modülü Açıklama American Iron and Steel Institute (Amerikan Demir Çelik Enstitüsü) Arbitrary Lagrangian Euler AutoDesk Mechanical Desktop Built-up Edge (Kesici takım kenarına talaş sıvanması) Computer Numerical Control (Bilgisayarlı Sayısal Denetim) Finite Element Method (Sonlu Elemanlar Metodu/Yöntemi) International Organisation for Standardization (Uluslararası Standardizasyon Teşkilatı) İki boyutlu Üç boyutlu
19 1 1. GİRİŞ Metal kesme (talaş kaldırma), endüstride en çok kullanılan imalat tekniklerinden biridir ve hem akademik hem de endüstri dünyasında bu karmaşık işlemi inceleyen birçok çalışma yapılmıştır. Sıcaklık, kesme kuvvetleri ve gerilme dağılımları gibi önemli işlem değişkenlerinin tahmini, takım geometrilerinin tasarımında ve kesme koşullarının iyileştirilmesinde önemli bir rol oynamaktadır. Günlük hayatta kullanılan pek çok parça, farklı imal usullerinden biri kullanılarak imal edilmektedir. Takım tezgâhlarında, talaş kaldırmak suretiyle parçaların şekillendirilmesindeki temel esas; iş parçasının nihai şeklinin ilgili malzemenin işlenmesiyle elde edilmesidir. Geleneksel yöntemlerle talaş kaldırma işlemlerinde, değişik takım tezgâhlarında gerçekleştirilecek; tornalama, frezeleme, delme, taşlama vb. işlemler için bir kesici takım kullanılır. Ham parçadaki fazlalıklar, takım tezgâhına bağlanmış bu takımla talaş kaldırarak alınır. Malzemeden talaş kaldırılması, takım kesici ucunun/kenarının iş parçası yüzeyine temas etmesi ve bu etki bölgesinde talaş kaldırma enerjisinin talaş kaldırılmanın yapıldığı tezgâhtan iş parçasına iletilmesiyle sağlanır. Bu sebeple takım tezgâhı kesici takım iş parçası malzemesi üçgeni arasındaki ilişki çok iyi kurulmalı ve kesme parametreleri denilen bu ilişkiyi şekillendiren değişkenler iyi değerlendirilmelidir [1]. Talaş kaldırma esnasında oluşan kesme kuvvetleri, kesme performansına ve birim parça maliyetine doğrudan etki etmektedir. Doğal olarak bu konu, yıllardan beri araştırmacıların ilgisini çekmiş, hakkında pek çok araştırma yapılmış ve halen yapılmaktadır. Aynı zamanda metal ve alaşımlarının işlenmesinde kullanılan takımlar, kesici kenarları yeterince keskin olmasına rağmen talaş kaldırma sırasında oluşan gerilmeler karşısında oldukça zorlanırlar. Bu sebeple takımın dayanabileceği optimum kesit ve kesmeyi kolaylaştıracak ideal açıları (ideal takım geometrisi) bulmak için pek çok araştırma yapılmıştır. 193 lu yıllarda sert karbürlerin bulunması, kesme hızlarını daha da artırarak daha kaliteli yüzeylerin elde edilmesini sağlamıştır. Son yıllarda gelişen bilgisayar teknolojisinin talaşlı imalata transferiyle birlikte talaş kaldırma sürecindeki problemler asgari seviyelere indirilmiştir. Özellikle kesme kuvvetleri ve gerilme değerlerinin önceden tahmin edilmesine
20 2 yardımcı olan bilgisayar paket programları (ANSYS, DEFORM, FRANC2D) sayesinde talaş kaldırma mekaniğinde çok büyük iyileştirmeler sağlanmıştır [1]. Üretimde kaliteyi düşürmeden maliyeti minimize etmek temel hedeflerden biridir. Talaşlı üretim yöntemlerinde kullanılan makinelerin tasarımı, boyutlandırılması ve üretim esnasında makinelerin rijitliğini koruması ve talaş kaldırma sırasında ortaya çıkan kesme kuvvetlerinin analizi sürekli bir araştırma konusu olmuştur. Talaşlı üretimin temel elemanları olan makina, kesici takım ve iş parçası malzemesi üzerinde yıllardır devam eden araştırma ve geliştirmeler, talaş kaldırma esnasında meydana gelen kesme kuvvetleri ve etkilerinin analizini ve doğru olarak ölçülmesini de gerekli hale getirmiştir. Bu yaklaşımdan hareketle hedeflenen bu çalışmanın amacı; talaş açısı, talaş kırıcı formu, kesici uç burun yarıçapı gibi kesici takım geometrisi ve kesme parametrelerindeki değişimlere göre; Talaş kaldırma sırasında oluşan kesme kuvvetlerinin deneylerle belirlenmesi, Deneysel çalışmalarda kullanılan kesme şartlarını referans alarak talaş kaldırma işleminin DEFORM 3D paket programı kullanılarak simülasyonu, Simülasyonla elde edilen kesme kuvvetlerinin deneysel sonuçlarla karşılaştırması ve simülasyon sonuçlarının doğrulanması, Kesici takımda meydana gelen mekanik gerilmelerin etkilerinin incelenmesi, Deney maliyetlerini de göz önüne alarak; kesme parametrelerindeki değişimlerin kesme kuvvetleri ve kesici takım gerilmeleri üzerindeki etkilerinin incelenmesinde DEFORM 3D paket programından yararlanılabilme olarak özetlenebilir. Çalışma 7 bölümden oluşmaktadır: Birinci bölümde çalışmanın amacı ve kapsamı üzerinde durulmuş ve ikinci bölümde çalışmayla ilgili olarak literatürde yapılan benzer çalışmalar araştırılmış ve yapılan çalışmanın literatürle olan ilişkisi ortaya
21 3 konulmuştur. Kesme işlemi ve kesme kuvvetleri hakkında temel bilgiler üçüncü bölümde ve simülasyon amacıyla kullanılan DEFORM programı hakkındaki bilgiler ise dördüncü bölümde verilmiştir. Beşinci bölümde çalışmada kullanılan kesici takımlar, iş parçası malzemeleri ile kesme deneyleri için hazırlanan deney düzeneği tanıtılmış, simülasyon işlemleriyle ilgili ayrıntılar verilmiştir. Altıncı ve yedinci bölümde ise sırasıyla elde edilen deneysel/simülasyon sonuçları üzerinde durulmuş ve çalışma neticesinde elde edilen bulgular değerlendirilmiştir.
22 4 2. LİTERATÜR TARAMASI 2.1. Literatür Araştırmasına Giriş Metal kesme üzerine yapılan çalışmalar pahalı ve zaman alıcı olduğundan, nümerik modelleme geliştirilerek alternatif olarak uygulanmıştır. Metal kesmeyi modellemede kullanılan nümerik metotlar arasında en çok tercih edilen yöntem ise sonlu eleman metodu (FEM) dir. Nümerik analizlerle tahmin edilen kesme parametreleri, deneysel sonuçlarla karşılaştırılarak nümerik çalışmaların doğruluğu kontrol edilmektedir. Literatürde FEM simülasyonu ile takım iş parçası ara yüzü simüle edilerek kesme kuvveti, takım geometrisi, takım ve talaştaki sıcaklık değişimleri, gerilmeler, talaş akışı ve talaş biçimi gibi parametrelerin araştırılmasında birçok çalışmanın bulunduğu görülmektedir. Talaş kaldırma ile ilgili olarak literatürde yapılan çalışmalara bakıldığında, bu çalışmaları temel olarak deneysel ve nümerik çalışmalar olmak üzere iki ana grupta değerlendirmek mümkündür Deneysel Çalışmalar Günay ve arkadaşları, AISI 14 çeliğinin ortogonal işlenmesinde takım-talaş açısının kesme kuvvetine olan etkisini araştırmışlardır. Kesme kuvvetlerini ölçmek için özel bir dinamometre geliştirmişlerdir. Esas kesme kuvvetini (F C ); kesme derinliği (a) ve kesici takım ilerlemesini (f) sabit tutarak 5 farklı kesme hızı (V) ve negatiften pozitife doğru sıralanan 8 farklı talaş açısını (γ) kullanarak ölçmüşlerdir. Pozitif olarak artan talaş açısına bağlı olarak kesme kuvvetinin azalma eğiliminde olduğunu tespit etmişlerdir [2]. Lalwani ve arkadaşları, kesme parametrelerinin (V, f ve a) kesme kuvvetleri ve yüzey pürüzlülüğüne olan etkilerini, kaplamalı seramik takımlar kullanarak MDN25 çeliğinin tornalanmasında araştırmışlardır. f ve a nın kesme kuvvetlerinin değişiminde iyi bir lineer model oluşturduğunu ve a nın ilerleme kuvveti (F f ) üzerinde etkin olduğunu göstermişlerdir. Çalışmada kesme kuvvetleri ve yüzey
23 5 pürüzlülüğü ile ilgili önerilen modelleri dikkate alarak kesme parametrelerinin sınırlarını ortaya koymuşlardır [3]. Yaldız ve Ünsaçar tarafından yapılan çalışmada gerinim ölçer (strain gauge) ve pieoze-elektrik ivme ölçer kullanılarak statik ve dinamik kesme kuvvetlerini ölçebilen bir torna dinamometresi ele alınmıştır. Geliştirilen dinamometre veri toplama sistemine bağlanarak kesme kuvveti sinyallerini yakalanmış ve sayısal forma dönüştürülmüştür. Bu sinyaller MS-Windows tabanlı kişisel bilgisayarlar üzerinde çalışan veri toplama sistemi içinde yer alan donanım ve yazılımların kullanılması işlemlerinden geçirilmiştir. Farklı parametrelerde yapılan işlenebilirlik deney sonuçlarıyla ölçülen sonuçlar karşılaştırarak, kesme kuvvetlerinin ölçülmesinde geliştirilen dinamometrenin kullanılabileceği gösterilmiştir [4]. Sutter ve Ranc, yüksek hızlı ortagonal kesme esnasında talaş üzerindeki sıcaklık alanlarıyla ilgili görülebilir spektral genişlikte pirometri prensibini kullanarak deneysel bir araştırma yapmışlardır. Ortogonal kesme koşullarını yeniden oluşturacak ve çok yüksek kesme hızlarına kadar kullanılabilecek mekanik bir alet geliştirmişlerdir. İş parçası malzemesi olarak sürekli talaş oluşumu sağlayan düşük karbon çeliği (C15) ve düşük alaşımlı orta karbon çeliği (42CrMo4) kullanmışlardır. Kesme süresince talaş üzerindeki sıcaklık alanlarını ölçüp talaş oluşumunu gerçek zamanlı fotoğraflayarak sıcaklık haritalarının analizini kolaylaştırmış ve takım-talaş temas yüzeyi veya kesme açısı üzerindeki temas uzunluğu gibi spesifik parametreleri belirlemişlerdir. Kesme hızının sıcaklığa olan etkilerini en yüksek sıcaklık ve talaş üzerindeki düzensiz ısınma bölgelerini belirlemişler, bu sonuçları analitik yaklaşımlarla karşılaştırmışlardır [5]. Melkote ve arkadaşları, kesme deneyleriyle demir olmayan 775-T6 yapısal alüminyum alaşımını işleyerek mikro ve nano ölçekli (1 mikron-2 mikron) işlenebilirlik karakterlerini araştırmışlardır. Alüminyum 775-T6 nın ortogonal mikro ve nano ölçekli işlenmesinde kesme kuvvetleri, talaş biçimi, yüzey pürüzlülüğü, spesifik kesme enerjisi, kesme açısı ve ortalama sürtünme katsayısı gibi
24 6 kesme koşulları üzerindeki etkilerini inceleyerek, geleneksel makro ölçekli kesme işlemlerindeki gözlenen eğilimlerle karşılaştırmışlardır [6]. Ueda ve arkadaşları, karbür (P2) ve elmas takımlar kullanarak ortogonal kesmede aralıklı kesme deneyleri yapmışlardır. Elmas takımla kesmede elde edilen deneysel sonuçlarla, kesme açısı ile V, f, a arasındaki bağlantıyı içeren eşitliğin en uygun işlenebilirlik denklemi olduğunu göstermişlerdir. Kesme açısının V ve a ya bağlı olduğunu ve kesme sıcaklığının takım yüzeyindeki talaş oluşumu ve ayrıca ikincil deformasyon bölge kalınlığını etkilediğini açıklamışlardır. Talaş malzemesi yakalanmasının ve ikincil deformasyon bölge kalınlığının kesme açısındaki değişimin temel sebepleri olduğunu ortaya koymuşlardır. Sıcaklığın V ile yaklaşık orantılı olması sebebiyle, kesme açısının V ve a ya bağlı olduğunu göstermişlerdir [7]. Fang yaptığı çalışmada takım-talaş sürtünme analizinin büyük negatif talaş açılı takımlarla işlenebilirlikte, talaş oluşum mekanizmasının ve diğer kompleks olayların daha iyi anlaşılacağı düşüncesiyle, Lee ve Shaffer modeli üzerine inşa ettiği modelinde; negatif talaş açısı ve kesme hızının takım-talaş sürtünmesini nasıl etkilediğini, itme kuvvetinin kesme kuvvetine oranını, talaş kalınlık oranını, kesme bölgesinin geometrisini ve BUE malzeme akışının durgunlaşma bölge geometrisi gibi işlenebilirlik performanslarının takım-talaş sürtünmesini nasıl daha fazla etkilediğini araştırmıştır. Negatif talaş açılarını ve kesme hızlarını geniş bir şekilde kapsayan yayınlanmış deneysel verileri analitik modeli doğrulamak için kullanmışlardır. Takım-talaş sürtünmesi üzerindeki pozitif ve negatif talaş açılarından kaynaklanan farklı etkileri karşılaştırmış ve analiz etmişlerdir [8]. Sağlam ve arkadaşları, tornalama sırasında γ ve V nin kesme kuvvetleri ve takım ucunda oluşan sıcaklık üzerindeki etkilerini araştırmışlardır. Araştırma için kullanılan verileri her bir faktör seviyesinin etkisini araştırmak için tasarlanan CNC torna tezgahında yapılan deneylerden elde etmişlerdir. Deneyleri a ve f yi sabit tutularak keskin kaplanmasız takımlarla yapmışlardır. F C ve sıcaklığı, farklı kesme parametreleri kullanılarak ikincil kesme bölgesinde ölçmüşler ve takım
25 7 geometrilerine göre kesme kuvvetlerini ortogonal kesme mekanizmasına dayandırılan Kienzle yaklaşımıyla hesaplamışlardır. Ölçülen ve hesaplanan kuvvet sonuçları arasında ortalama % 26 sapma olduğunu tespit etmişlerdir. V nin takım burun sıcaklığı üzerinde daha etkili olmasına karşın γ nın tüm kesme kuvvet bileşenleri üzerinde etkili olduğunu göstermişlerdir [9]. Joshi ve arkadaşları, Al/SiCp kompozit malzemesinin işlenebilirlik özelliklerini belirlemek için ortogonal kesmede talaş oluşumunun özellikleri üzerine bir araştırma yapmışlardır. Talaşın fiziksel oluşumunun görsel araştırmalarında sistematik bir talaş kırılma modeli gözlemlenmiş ve talaş kırılma olayını talaş kırılma kriteri kullanarak bileşenlerin mekanik özellikleriyle ilişkilendirmişlerdir [1]. Fang ve Jawahir, ilerlemiş takım aşınması ve kısıtlı takım oluşumunun tornalama operasyonunda talaş kırılganlığına etkilerini araştıran deneysel bir çalışma yapmışlardır. Aşınma parametrelerinin; büyük yan aşınma, krater aşınma derinliği, krater aşınma uzunluğu, kesme kenar aşınması ve burun aşınmasının takım aşınma ilerlemesinin talaş kırılganlık değişkenlerine katkı sağladığını saptamışlardır. Takım yüzeyinde efektif talaş kırıcı yivlerinin ve kısıtlı temas büyüklüğünün talaşın kıvrılması ve kırılması üzerinde oldukça etkili olduğunu ve takım yüzeyi tasarımlarında kullanılabileceğini göstermiştir [11]. Jeelani ve Musial, dairesel 254-T351 alüminyum numuneleri 1-3 arasında pozitif talaş açılarına sahip takımlarla,5-1,5 m/min kesme hızlarında hızlı durdurma cihazıyla donatılmış torna tezgahında işleyerek V ve γ nın yorulma ömrüne etkisini incelemişlerdir. Numunelerin yüzeyi optik ve tarama elektron mikroskobu ile incelenerek işlenen numunelerin yorulma ömrünün V veya γ daki artışla birlikte yükseldiğini göstermişlerdir [12]. Wang, sementit karbür kesici takımların çok katmanlı sert yüzey kaplamasının çelik tornalamada kesme kuvvetlerine olan etkilerini farklı geometrilere sahip takımlar kullanarak araştırmışlardır. sementit karbür takım uçlarının yüzey tornalaması
26 8 sırasında oluşan kesme kuvvetlerini değerlendirerek, kaplanmamış takımlarla nitel ve nicel olarak karşılaştırmışlardır. Sert yüzey kaplamalarının kesme kuvvetlerini azalttığını, kaplanmış takım yüzeylerinin kesme kuvvet karakteristiklerinin kaplanmamış takımlarla benzer özelliklere sahip olduğunu göstermişlerdir [13] Nümerik Çalışmalar Son yıllarda talaş kaldırma işlemini analiz etmek amacıyla Eulerian ve geliştirilmiş Lagrangian formülasyonlarına dayalı sonlu eleman metotları kullanılmaktadır. Nümerik metotlar ve özellikle de sonlu elemanlar metodu, bilgisayar teknolojisindeki gelişmeler nedeniyle artan bir ilgiye sahip olmuştur. Lagrangian formülasyonunun kullanılması, deforme olmamış talaşın iş parçasından ayrılması için bir kritere ihtiyaç duymaktadır. Bu sebeple sonlu eleman modellemede gerçekçi bir talaş ayırma kriteri geliştirmek önemli bir faktördür. Black ve Huang, fiziksel ve büyüklükleri değişen geometrik ayırma kriteri kullanma etkilerini incelemişlerdir [14]. Çalışmalarında geometrik kriteri; kesici takımın sonlu eleman ağlarındaki eleman mesafelerinin onda biri kadar olan bir değere ulaşması halinde kesici takımın elemanı kaydırmaya başlayacağı şeklinde ifade etmişlerdir. Geometrik kriter, talaşın ayrılmasını gerçekleştirmek amacıyla; normal ve kayma değerlerinin talaşı ayırma değerlerine ulaşması halinde meydana gelen talaş ayrılmasının başlayacağını ifade eden normal ve kayma kuvveti/gerilmesi kriterini kullanmaktadır. Black ve Huang, kesme işlemi için daha gerçekçi bir simülasyon sağlamak amacıyla fiziksel ve geometrik kriterin birleştirilmesi sonucuna varmışlardır [15]. Komvopoulos ve Erpenbeck, ortogonal talaş oluşumunu sonlu eleman metodu kullanarak modellemişler ve kesme sürecinde etkili olan iş parçası malzemesinin plastik akışı, kesici takım iş parçası ara yüzeyindeki sürtünme ile kesici takım aşınması gibi önemli faktörlerin etkisini incelemişlerdir. Talaşın iş parçasından ayrılışını simule etmek için başlangıçtaki ağın ayrılma çizgisinin her bir düğüm konumundaki iki düğümün süperpozisyonunu uygulamışlardır. Talaş ayrılma kriteri
27 9 olarak kesici takım ucu ile uca en yakın düğüm arasındaki mesafenin önceden belirlenen kritik bir değere ulaşması halinde bu düğümün iş parçasından ayrılacağını kabul etmişlerdir. Analizlerinde; izotropik gerinme sertleşmesiyle birlikte elastik mükemmel plastik ve elastik plastik ile gerinme hızı duyarlılık esas denklemlerini kullanmışlardır. Problemi basitleştirmek için kesici takım ile BUE yi mükemmel biçimde rijit olarak modellemiştir. Denge durumu şartlarına uygun olarak toplam plastik gerinme ve von Mises gerilme dağılımları ile talaş yüzeyindeki normal ve kayma gerilmeleri karşılaştırılarak, kritik parametreleri araştırmışlardır. Denge durumundaki kesme kuvvetlerinin büyüklüğü, kayma düzlemi açısı, talaş kalınlığı ve takım talaş temas boyu üzerinde ara yüzeyde oluşan sürtünme, metalin akış özellikleri ve kesici takımın talaş yüzeyindeki aşınma etkilerini açıklamışlardır [16]. Lin ve Lin, ortogonal kesme için büyük deformasyon altındaki birleştirilmiş bir termo elastik plastik malzeme modeli oluşturmuşlar; analitik modellerinde, gerinme enerjisi yoğunluğunun kritik değerine dayalı talaş ayırma kriterini kullanmışlardır. Talaş kaldırmanın gerçekçi bir davranışını göstermek için akma gerilmesi; gerinme, gerinme hızı ve sıcaklığın bir fonksiyonu olarak ele alınmıştır. Kesici takım, başlangıçtaki takım iş parçası temasından talaş biçimlenmesinin denge durumuna ulaşmasına kadar küçük ilerlemelerle hareket ettirilmiştir. Talaş geometrisi, işlenmiş yüzeydeki kalıntı gerilmeler, talaş ve kesici takımdaki sıcaklık dağılımları ile kesici takıma etkiyen kesme kuvvetleri elde edilmiş, hesaplanan kuvvet değerleri ile deneysel çalışmayla bulunan değerler arasında çok yakın sonuçlar bulunmuş, gerinme enerjisi yoğunluğuna dayalı talaşın ayrılma kriterinin bir malzeme sabiti olduğu ve işlenmemiş talaş kalınlığından bağımsız olduğu doğrulanmıştır [17]. Arola ve Ramulu, sonlu eleman metodunu kullanarak fiber takviyeli polimer kompozitlerin ortogonal kesme işlemini analiz etmişler, talaş oluşumunu simule etmek için en büyük gerilme ve Tsa Hill kriterini kullanarak çift kırılma işlemini kullanmışlardır. Talaş açısı, boşluk açıları, kesici takımın burun yarıçapı ve kesici takım aşınmasını ihtiva eden kesici takım geometrisini ve takımla iş parçası arasındaki sürtünmeyi de ele almışlardır. Kırılma gerilmesi üzerindeki fiber yönelimi ve kesici takım geometrisinin etkilerini incelemişlerdir [18]. Talaş ayrılmasını,
![1 birincil ve ikincil kırılmalar için uygun dayanım bileşenleri ile gerilme kriteri yaklaşımını kullanarak simüle etmişlerdir (Şekil 2.1). Şekil 2.1. Arola ve Ramulu nun FEM çalışması [18] Ship-Peng Lo, talaş açısının kesme üzerindeki etkisini ve kesme işlemi sırasında işlenen iş parçası için de elastik-plastik sonlu eleman metodu kullanmıştır.](/docs-images/91/107054661/images/28-0.jpg "Talaş açısının kesme kuvvetine olan etkisini, talaşın geometrik biçimlerini, eş değer gerilme dağılımını, kalıntı gerilmesini ve işlenen iş parçası yüzeyini incelemek için de çeşitli talaş açılarında")

28 1 birincil ve ikincil kırılmalar için uygun dayanım bileşenleri ile gerilme kriteri yaklaşımını kullanarak simüle etmişlerdir (Şekil 2.1). Şekil 2.1. Arola ve Ramulu nun FEM çalışması [18] Ship-Peng Lo, talaş açısının kesme üzerindeki etkisini ve kesme işlemi sırasında işlenen iş parçası için de elastik-plastik sonlu eleman metodu kullanmıştır. Talaş açısının kesme kuvvetine olan etkisini, talaşın geometrik biçimlerini, eş değer gerilme dağılımını, kalıntı gerilmesini ve işlenen iş parçası yüzeyini incelemek için de çeşitli talaş açılarında kesme simülasyonları gerçekleştirerek, talaş açısındaki artışla kesme kuvvetlerinde azalma, daha pürüzsüz bir talaş çevresi, deforme olmamış talaş kalınlığı ve talaş kalınlığı arasında daha küçük bir farklılık, eşdeğer gerilme dağılımında azalma ve işlenen iş parçasının sonundaki kesme başlangıcında eğim etkisinden daha az söz edilmesine yol açtığını göstermişlerdir. Şekil 2.2 de iş parçası ve takımın sonlu eleman modeli verilmiştir [19]. Şekil 2.2. İş parçası ve takımın sonlu eleman modeli [19] Shih, yaptığı çalışmada, ortogonal metal kesmede talaş açısı etkilerini araştırmak için sürekli talaş oluşumu gösteren düşük karbon çeliğini -2,, 5 ve 15 talaş açılı
29 11 takımlarla işleyerek talaş açısının etkisini FEM ile analiz etmiştir. Talaş açısının kesme kuvvetleri, sıcaklık ve kalıntı gerilmeleri üzerine etkilerini incelemişlerdir [2]. Bil ve arkadaşları, ortogonal kesme işlemini çeşitli deney sonuçlarıyla ve farklı simülasyon modellerini de birbirleriyle karşılaştırmışlardır. Karşılaştırmada MSC. Marc, DEFORM 2D ve Thirdwave Advant Edge sonlu eleman kodlarını kullanmışlardır. 3 kodla tahmin edilen kesme kuvvetleri, kesme açıları, talaş kalınlığı ve talaş yüzeyindeki temas uzunlukları gibi değerleri çalışmada uygulanan deneyler ve literatürde bulunan deneysel sonuçlarla karşılaştırmışlardır. İlaveten sürtünme faktörü etkileri, farklı ağ kriterleri ve giriş takımının sonuçlar üzerine etki değerini incelemişlerdir. Sonuç olarak, bireysel parametrelerin deneysel sonuçlarla eşlenebilir olmasına rağmen ölçülen bütün işlem parametreleri ile tatmin edici bir bağlantı kurma konusunda bütün modellerin başarısız olduğunu ve bunun sebebinin yetersiz dağılma modellenmesi olduğunu ortaya koymuşlardır [21]. Özel ve arkadaşları, sementit karbür kaplamasız takım kullanarak 3 HRC sertliğindeki P2 kalıp çeliğinin, frezeleme uygulamasında kesme işleminin simülasyonunu yapmak ve sonlu eleman analizi kullanarak talaş akışı, kesme kuvvetleri, takım gerilmeleri ve sıcaklıkları tahmin etmek için DEFORM 2D yazılımını kullanmışlardır. Tahmin edilen kesme kuvvetleri ile ölçülen kuvvetlerin karşılaştırılmasında mantıklı bir uyum, takım gerilmeleri ve sıcaklıkları ayrıca kabul edilebilir bir doğrulukla tahmin etmişlerdir [22]. Ceretti ve arkadaşları, tornalamada 3 boyutlu kesme işlemini sonlu eleman yöntemiyle DEFORM 3D yazılımı kullanarak araştırmışlardır. Özellikle simülasyon sonuçlarının kesme işleminin optimize edilmesi ve yeni takımların tasarlanması konusunda hem araştırmacılar hem de makine ve takım imalatçıları için pratik bir araç olarak kullanılabileceğini göstermişlerdir. Simülasyon sonuçlarını literatürdeki simülasyon ve deney verileriyle karşılaştırarak özellikle talaş akışının tahmin edilmesinde literatür sonuçlarıyla uyumlu olduğunu göstermişlerdir. Şekil 2.3 te kesme modeli (DEFORM 3D) verilmiştir [23].
30 12 Şekil 2.3. Kesme modeli (DEFORM 3D) [23] Kose ve arkadaşları, çok değişik kullanım alanları olan nikel bazlı süper alaşım Inconel 718 in işlenebilirliğinde ilerleme oranının kesici takım gerilimlerine olan etkilerini araştırmışlardır. Araştırmalarında kesici takımdaki gerilme dağılımlarını ANSYS kullanılarak analiz etmişlerdir. Kesme kuvvetlerini bir dizi deneysel ölçümlerle belirlemişlerdir. Elde edilen sonuçlarda, kesici takım gerilmelerine etki eden en önemli kesme parametresinin ilerleme olduğunu göstermişlerdir [24]. Usui ve arkadaşları, tornalama işlemlerinde sementit karbür takımların krater ve yanak aşınmasını önceden tahmin edilmesine imkan sağlayan analitik bir metot oluşturmuşlardır. İki karakteristik aşınma değişkeni ve yalnızca işlenebilirlikten elde edilen ortogonal kesme verisini temel alan aşınma denklemini önce teorik olarak elde edip sonra deneysel olarak doğrulamışlardır. Tornalamada talaş oluşumu ve ortogonal kesme verisinden kesme kuvvetlerini önceden tahmin etmek için bir enerji metodu geliştirmişlerdir. Tahmin edilen bu sonuçları kullanarak aşınma yüzeylerindeki gerilme ve sıcaklığı hesaplamışlardır. Aşınma gelişiminin bilgisayar simülasyonunu, karakteristik denklem ve aşınma yüzeyleri üzerindeki tahmin edilen gerilme ve sıcaklıkları kullanarak oluşturmuşlardır. Tahmin edilen aşınma süreci ve takım ömrünün deneysel sonuçlarla uyum içinde olduğunu göstermişlerdir [25]. Caroll ve Strenkowski, tarafından yapılan çalışmada, talaş ve iş parçasındaki gerilme ve gerinme bölgeleri, talaş geometrisi ve kesici takıma etkiyen kesme kuvvetlerin
31 13 belirlenebildiği geliştirilmiş Lagrangian ve Eulerian formülasyonlarına dayalı iki ayrı ortogonal sonlu eleman modelinin karşılaştırması yapılmıştır. Büyük deformasyonun gerçekleştiği geliştirilmiş Lagrangian formülasyonuna dayalı modelde elastik plastik bir malzeme modelini içeren sonlu eleman koduna sahip NIKE2D programı kullanılmış, Eulerian modelinde ise kesici takımın çevresindeki bölgenin bir Eulerian akış bölgesi gibi davrandığı iş parçası malzemesine ait viskoplastik malzeme modeli kullanılmıştır [26]. Ceretti ve arkadaşları, düzlem gerinme kesme işlemin de talaş oluşumunu DEFORM 2D yazılımı kullanarak simülasyonunu yapmışlardır. Parçalı talaş oluşum simülasyonu için kesme başlangıcında malzemenin ne zaman ayrılamaya başladığını tahmin etmek için bir hasar kriteri kullanmışlardır. Talaş oluşumunu V, γ ve a gibi birkaç parametrenin etkilerine göre değerlendirmişlerdir. FEM simülasyon sonuçları ile deneysel verileri karşılaştırmışlardır [27]. Strenkowski ve arkadaşları kesme kuvvetleri ve talaş akış açısını tahmin etmek için talaş geometrileriyle ölçülmüş kesme kuvvetleri arasında mükemmel bir uyum sağlayan Eulerian yaklaşımını temel alan ortogonal sonlu eleman modeli ile üç boyutlu analitik kesme modelinin birleşmesini sağlayan yeni bir model geliştirmişlerdir. Analitik modelde talaş akış yönünü belirlemek için kullanılan minimum enerji yaklaşımı Usui tarafından geliştirilmiş modeldir. Usui nin geliştirdiği bu model; takım kuvvetleri ve talaş akış açısını belirlemek için gerek duyulan orotgonal kesme test verisini sonlu eleman modelini kullanarak elde etmiştir. AISI 12 çeliğin işlenebilirlik deneylerinde ölçülen ve tahmin edilen takım kuvvetleri ve talaş akış açıları arasında iyi bir uyum sağladığını göstermişlerdir [28]. Shi ve arkadaşları, sürtünmenin termo-mekanik oluşumlar üzerine olan etkisini araştırmak için düzlem gerinme koşulları altında sonlu eleman kodu kullanılarak ortogonal metal kesmenin simülasyonu için bir hesaplama yöntemi geliştirmişlerdir. Takım-talaş ara yüzündeki sürtünmeyi biçimlendirmek için kullanılan sonlu Coulomb sürtünme kuralına ve iş parçasındaki talaş dağılımını simüle etmek için uyum gösteren sonlu eleman kurtarma modeline bir seri sonlu eleman simülasyonu
32 14 uygulanmışlardır. 15 den 3 ye yükselen takım talaş açısı ve, dan,6 ya yükselen sürtünme verimliliğini simülasyonlarda dikkate almışlardır. Maksimum sıcaklık, kayma açısı ve kesme kuvvetinin sürtünme verimliliğine oldukça bağlı olduğunu ortaya koymuşlardır. Simülasyon sonuçlarının literatürdeki deneysel verilerle uyumlu olduğunu göstermişlerdir [29]. Özel ve Zeren, tarafından yapılan çalışmada AISI 145 çeliğinin, kesme kenarı yuvarlatılan kesici takımlarla işlenmesinin FEM ile modellenmesi ve simülasyonun da Arbirary Lagrangian Eulerian (ALE) metodunun dinamiklerini kullanarak incelemiştir. Johson-Cook iş parçası malzeme modeli ve detaylı bir sürtünme modeli kullanarak kesici takımın yuvarlatılan kenarı çevresindeki iş parçası malzemesinin akışını uygun bir ağ şeması kullanılarak elastik plastik deformasyonlar için simüle edilmiştir. Oluşturulan modelle sıcaklık ve gerilme dağılımlarının yanı sıra talaş oluşumunu da simüle edebilmişlerdir. Şekil 2.4 te Lagrangian sınır koşullu ALE için kullanılan simülasyon modeli verilmiştir [3]. Şekil 2.4. Özel ve Zeren tarafından kullanılan simülasyon modeli [3] Yen ve arkadaşları, talaş oluşumu üzerinde takımın kesici kenar (köşe) geometrisinin etkilerini ve ortogonal kesmede kesme kuvvetleri ve işlem değişkenlerinin FEM simülasyonlarındaki gibi belirlenmesi üzerinde çalışmışlardır. Farklı köşe açıları ile tahmin edilen kesme kuvvetleri ve talaş geometrilerini literatürde verilen deneysel sonuçlarla karşılaştırmışlar, talaş yüzeyindeki kesici takımın sıcaklık ve gerilmelerini tahmin etmişlerdir [31].
33 15 Dogu ve arkadaşları, FEM kullanarak ortogonal metal kesmedeki sıcaklık dağılımını belirlemek için sıcaklık dağılımını ısı oluşum fonksiyonu olarak hesaplayan termal bir analiz modeli geliştirmişlerdir. Isı oluşumunu birincil deformasyon bölgesi, ikincil deformasyon bölgesi ve takım-talaş ara yüzündeki bölünmüş sürtünme bölgesi boyunca belirlemişlerdir. Bu bölgelerin yerleri ve şekilleri literatürdeki model sonuçları temel alınarak belirlenmiştir. Bir dizi termal simülasyon sonucunda çeşitli kesme koşulları için en yüksek sıcaklık yeri ve değerini saptamışlardır [32]. Zang, yaptığı çalışmada geometrik ayrılma kriterlerini geliştirmiştir. Geometrik ayrılma kriterleri takım-iş parçası ara yüzünün nümerik modellemesinde önemli bir parametredir. Gerilme oranını ve sıcaklığı, metal kesmede gerçek davranışını yansıtmak için kullanmış, değişik ortogonal kesme simülasyonları yapmış ve deneysel sonuçlar ile uygulama modelinin uygunluğunu vurgulamıştır [33]. Özel ve Zeren, Oxley tarafından geliştirilen metal kesme modeline ve ortogonal kesme testlerine katkı sağlayan kesme alanındaki birincil ve ikincil deformasyon bölgesinde bulunan iş parçası malzemesinin akma gerilmesi ve sürtünmesini karakterize etmek için sonlu eleman analizi yapmışlardır. Analizler neticesinde kesme işleminin simülasyonu, kesme kuvvetlerinin tahmini, sıcaklık ve gerilme dağılımı, işlenebilirlik, yüzeydeki kalıntı gerilmeler, kesici takımın aşınma tahmini, kesme koşullarının optimizasyonu ve kesici takım geometrisi gibi önemli işleme parametrelerini tahmin edebilmişlerdir. Çalışmada Johnson-Cook mevcut iş parçası malzemesi akma gerilmesi modelini, deformasyon bölgelerindeki akma gerilmesini karakterize etmek için kullanmışlardır. Sürtünme modelinde, talaş yüzeyindeki normal gerilme dağılımının tahminini temel almışlardır. Takım-talaş yüzeyindeki gerilme dağılımını FEM yazılımına doğrudan dahil ederek yada takım-talaş ara yüzündeki sürtünme katsayısını belirlemek için kullanmışlardır. Şekil 2.5 te ortogonal kesmedeki deformasyon bölgelerinin FEM simülasyonu verilmiştir [34].
![16 Şekil 2.5. Ortogonal kesmedeki deformasyon bölgeleri [34] Ceretti ve arkadaşları, değişik takım geometrisi ve kesme hızlarının ortogonal kesme işlemine etkilerini araştırmışlardır.](/docs-images/91/107054661/images/34-0.jpg "Çalışmalarında DEFORM 2D programını kullanmışlardır. Ortogonal kesme işleminde malzeme üzerinde ilk kırılma ve kırılmanın yayılımı tahmini çalışmasını özetlemişlerdir.")
34 16 Şekil 2.5. Ortogonal kesmedeki deformasyon bölgeleri [34] Ceretti ve arkadaşları, değişik takım geometrisi ve kesme hızlarının ortogonal kesme işlemine etkilerini araştırmışlardır. Çalışmalarında DEFORM 2D programını kullanmışlardır. Ortogonal kesme işleminde malzeme üzerinde ilk kırılma ve kırılmanın yayılımı tahmini çalışmasını özetlemişlerdir. Yine aynı çalışmada kesme hızına bağlı olarak talaş şeklinin analizini yapmışlardır. Şekil 2.6 da 6 m/min kesme hızı için gerinme hızı dağılımı verilmiştir [35]. Şekil 2.6. Gerinme hızı dağılımı [35] Lazoglu ve Altintaş, sürekli kesme işlemlerinde talaş ile kesici takım arasındaki ısı transferi ve sürtünmeyi araştırmışlardır. Bu çalışmada FEM yerine sonlu farklar metodunu kullanmışlardır [36].
35 17 Xie ve arkadaşları, metal kesme işleminde talaş oluşumu ve kaymayı belirleme fenomeninin simülasyonu ve modellenmesi için sonlu eleman analizi kullanmışlardır. Çalışmalarında düzlem gerinme durumunun güncellenmiş Lagrangian formülasyonunu kullanmışlardır. Talaş oluşumu, kayma bandı, talaş açısının kesme kuvvetlerine etkileri, maksimum kayma gerilmesi ve takımın talaş yüzeyindeki eş değer gerilme dağılımı gibi değerleri sonlu eleman modeliyle tahmin edebilmişlerdir. Sonlu elemanlar analizini, metal kesmedeki farklı iş parçası malzemelerinin talaş oluşumlarını ve malzeme davranışlarını karşılaştırmak ve tahmin etmek için kullanmışlardır. Sonlu eleman analizi ve deneysel ölçümleri karşılaştırarak birbiriyle uyumlu olduğunu göstermişlerdir [37]. Kurt, nikel bazlı süper alaşım Inconel 718 in işlenebilirliğinde kesici takımda meydana gelen gerilmeleri (normal, kayma, von Mises) kesme parametrelerindeki (V, f ve a) değişkenleri hesaba katarak ANSYS yazılımı kullanılarak FEM le analiz etmiştir. Kesme kuvvetlerini bir dizi deneysel ölçümlerle belirlemiş ve kesici takım üzerindeki gerilme dağılımını ANSYS yazılımı yardımıyla analiz etmiştir. Analizlerde kesici takım aşınmasını; özellikle von mises gerilme dağılımlarından, seramik kesici takımın esas kesme kenarı üzerindeki a ya eşit mesafede aşınmış olduğunu, aşınma tiplerinin çentik aşınması ve esas kesme kenarı üzerindeki kenar aşınması biçiminde olduğunu tespit etmiştir [38]. Chan ve Braiden, ters kesme mekanizmasını incelemek için kesici takımının FEM modelini geliştirmişlerdir. İş parçası ve takım üzerinde gerilme dağılımları üzerine çalışarak normal kesme koşulları altında ters kesmenin kesici takımdaki gerilme dağılımı üzerinde oldukça etkili olduğunu göstermişlerdir. İş parçası ve takımda oluşan termal gerilmelerin kesme takımların performansını etkilemede çok önemli bir rol oynadığını göstermişlerdir [39]. Ceretti ve arkadaşları, ortogonal kesmede genel ısı transfer katsayısını değerlendirmek ve takım-talaş ara yüzeyindeki ısı transferini modellemek için yeni bir yaklaşım sunmuşlardır. Ortogonal kesme sürecini modellemek için ALE yaklaşımı kullanılmış ve nümerik simülasyonları, kesme kuvvetleri ve takım içindeki
36 18 sıcaklıklar için yapılan deneylerle doğrulamışlardır. Kaplanmamış (WC) ve kaplanmış (TiN) birer takım kullanarak yumuşak bir çeliği işlemişler; deneysel ve simülasyon verilerine dayanarak takım-iş parçası ara yüzeyindeki bölgesel basınç ve sıcaklığa bağlı bir fonksiyon olarak genel ısı transferi için tutarlı bir model geliştirerek takım ömrü, takım aşınması ve takım değişim aralığı açısından önemli tespitlerde bulunmuşlardır [4]. Özel, düzgün ve değişken kenar tasarımlı polikristalin kübik boron nitrit (PCBN) kesici takımların DEFORM 3D programıyla tornalama sürecinin bilgisayar ortamında modellenmesini incelemiştir. Deneylerde alaşımlı AISI 434 çeliğin tornalanmasında talaş geometrisi, kesme kuvvetleri, talaş ve iş parçasındaki gerilme alanları, sıcaklık dağılımları, kesici takım gerilmeleri, talaş oluşumları ve takım aşınmasını belirlemiştir. Genellikle değişken kenarlı takım kullanımında düşük sürtünme yoğunlaşmaların oluştuğunu göstermiştir [41]. Monaghan ve MacGinley, sementit karbür kaplanmış ve kaplanmamış kesici takımlarla nikel bazlı süper alaşım Inconel 718 in işlenmesindeki etkileri belirlemek için FEM kullanmışlardır. Kaplamalı ve kaplanmasız sementit karbür takımların, farklı kaplamaların ve kesme parametrelerinin takım üzerinde oluşan gerilme dağılımlarına etkisini hem deneysel hem de FEM yardımıyla araştırmışlar ve birbirleriyle karşılaştırmışlardır. Ortogonal metal kesme sürecinin simülasyonunu bir elestik-viskoplastik FEM kodu olan FORGE 2 programı kullanarak yapmışlardır. FEM den alınan takım aşınması ve gerilmeleri deneysel sonuçlarla karşılaştırmış ve aralarındaki uyumluluk gösterilmiştir [42]. Uhlmann ve arkadaşları, Inconel 718 in işlenebilirliğinde talaş oluşumunun iki ve üç boyutlu simülasyonunu yapmışlar; kesme kuvveti ve talaş sıcaklıkları arasındaki ilişkiyi araştırmışlardır. Simülasyonlarda gerilmenin yanı sıra gerinme hızı ve sıcaklıklar ve malzeme davranışı gibi hususları da incelemişlerdir. Simülasyonları ABAQUS ve DEFORM olmak üzere iki ayrı FEM programı kullanarak yapmışlardır. Farklı simülasyonlardaki kesme kuvvet farklılıklarını modellemeyle ilgili

37 19 farklılıklara bağlamışlardır. Şekil 2.7 de iki farklı simülasyon programında kesme hızlarına göre elde edilen talaş oluşumları verilmiştir [43]. Şekil 2.7. Kesme hızlarına göre talaş oluşumları [43] Li ve arkadaşları, Oxley tarafından geliştirilen öncül işlenebilirlik teorisi ve karakteristik işlenebilirlik faktörlerini tahmin etmek için kullanılan nöral ağ modellerine entegre olmuş hibrit işlenebilirlik modelini temel alan bir işlenebilirlik simülasyon sistemi oluşturmuşlardır. Model; analitik bileşen ve nöral ağ bileşeni olmak üzere 2 bileşeni kapsamaktadır. Analitik bileşende kesme kuvvetleri, kesme bölgesindeki sıcaklık, iş parçası malzemesinin temel özelliklerini, girdi verisi gibi kullanarak, tahmin edilen talaş geometrisi, takım geometrisi ve kesme koşulları gibi temel işlenebilirlik karakteristiklerinden oluşan Oxley in öncül işlenebilirlik teorisini kullanmışlar ve bunu yaparken gerilme, gerinme hızı ve sıcaklığın talaş oluşumuna etkisini dikkate almışlardır. Nöral ağ bileşeninde ise takım aşınması, işlenmiş iş parçası yüzey pürüzlülüğü ve talaş kırılabilirliği gibi temel karakteristik işlenebilirlik faktörlerden analitik olarak modellemenin zor olduğu işlenebilirlik karakteristiklerini tahmin etmişlerdir. Analitik bileşenle yalnızca temel işlenebilirlik karakteristiklerini değil nöral ağ bileşeni için takım aşınması, işlenmiş iş parçası yüzey pürüzlülüğü ve talaş kırılabilirliğini tahmin etmede kullanılan karakteristik işlenebilirlik faktörlerini de tahmin etmişlerdir. Takım aşınması ve yüzey bitişini, kesme kuvvetleri ve sıcaklık gibi analitik öncül karakteristik işlenebilirlik faktörlerini temel alarak
38 2 modellemişlerdir. Hibrit işlenebilirlik simülatörünün doğruluğunu birçok deneyle doğrulamışlardır [44]. Bäker, ortogonal metal kesme işleminde kesme hızının, kesme kuvveti ve talaş oluşum sürecine olan etkisini iki boyutlu FEM ile araştırmıştır. Oluşturduğu modelde sürtünme hızı ihmal edilmiş ve genel akma gerilmesi kanunları kullanılmıştır. Analitik hesaplamalarla yüksek kesme hızlarında parçacıklı talaşın, sürekli talaştan daha elverişli olduğu görülmüştür [45]. Young ve Chou, ortogonal kesme işlemi esnasında takım talaş temas yüzeyi ve sıcaklık dağılımını modellemişlerdir. Kullandıkları modeli daha gerçekçi yapmak için kayma düzleminde talaş hızının genelde oluştuğu gibi oluşacağı kabul edilmiştir. Oluşturulan modeli deneysel verilerle karşılaştırarak sonuçlar arasında iyi bir uyum olduğunu göstermişlerdir [46]. Ulutan ve arkadaşları, işlenebilirlikte kalıntı gerilmesinin tahmini için mekanik kesme kuvvetleri ve iş parçasının ısıl alanının birbirinden ayrılamayacağını dikkate alan bir model geliştirmişlerdir. Takım, talaş ve iş parçası üzerindeki sıcaklık dağılımları FEM kullanarak belirlenmiş ve ısıl yük hesaplamalarında ise hesaplanan iş parçası sıcaklık alanı kullanılmıştır. Isıl ve mekanik yüklemeler sonucu oluşan gerilmeleri, analitik elasto-plastik model ve gevşeme yöntemi kullanarak hesaplamışlar ve literatürdeki 1Cr6 çelik üzerindeki kalıntı gerilmeyi deneysel ölçümlerle doğrulayarak, oluşturulan analitik modelle birlikte elde edilen kalıntı gerilim tahmin süresini azaltmışladır [47]. Molinari ve Moufki, tornalama operasyonunda talaş oluşumunun termomekanik sürecini modellemek için analitik bir yaklaşım kullanmışlardır. Kesici kenar geometrisinin etkilerini araştırmak için talaş akış yönü, kesme kuvvetleri ve talaş yüzeyindeki sıcaklık dağılımı gibi genel ve bölgesel etkileri analiz etmişlerdir. Genel talaş hareketi tarafından zorlanan bölgesel talaş akışını, bitişik talaş elemanları arasındaki uygun bağlantıları göz önüne alarak hesaplamışlardır. Talaş yüzeyinde meydana gelen kesme kuvveti ve sıcaklık dağılımlarını elde etmek için Moufki ye ait
39 21 eğik kesme modelinin yenilenen bir versiyonunu geliştirerek her bir kesme kenar elemanına uygulamışlardır. Geliştirilen modelle kesme kuvvetleri, genel talaş akış yönü, takım aşınmasını etkileyen talaş yüzeyindeki sıcaklık dağılımı ve talaş-takım arasındaki yüzey teması gibi parametreleri tahmin etmişlerdir [48]. Budak ve Ozlu, işlenebilirlik simülasyon yöntemi için ısıl mekanik kesme yöntemi modelini geliştirmiştir. Kesme bölgesinin deformasyonunda Johnson-Cook malzeme modelini kullanmışlar; talaş teması, kayma ve yapışma bölgeleri ile bunların tahmini uzunluklarını kullanarak modellemişlerdir. Talaş üzerindeki malzeme modeli parametreleri ve sürtünme katsayısını, birçok ortogonal kesme deneylerinden faydalanarak doğrudan tanımlamışlardır. Geliştirilen modelle kesme kuvveti, talaş açısı, gerilme, gerilme dağılımı, talaş yüzeyindeki temas uzunluğu ve ısı dağılımı gibi parametreleri tahmin edebilmişlerdir [49]. Yan ve arkadaşları, yüksek hız çeliği takımlarla kesme analizi yaparak kesme kuvvetleri, talaş şekli, gerilme ve gerinme bölgeleri ile iş parçası ve talaştaki gerinme enerjisi dağılımlarını önceden tahmin etmek için ABAQUS programı kullanarak düzlem gerinme modeli geliştirmişlerdir. FEM i geçerli kılmak için birkaç talaş açısı ve ilerlemeye yönelik ortogonal kesme deneyleri yaparak, tahmin edilen ve ölçülen kesme kuvvetleri arasında iyi uyumun olduğunu göstermişlerdir [5]. Rao ve arkadaşları, tek yönlü karbon fiberle güçlendirilmiş polimer ve cam fiberle güçlendirilmiş polimer kompozitlerinin ortogonal işlenebilirliğini FEM ile simüle etmişlerdir. İşlenebilirlik sırasındaki kesme kuvvetlerini yaklaşık olarak hesaplamak üzere fiber için varsayılan elastik ve matris elasto-plastikli çift fazlı bir mikro mekanik model kullanmışlardır. Fiber kırılmasının maksimum asal gerilmenin çekme dayanımına ulaşmasına bağlı olduğunu görmüşler, modelde düzlem gerinme ve yarı statik durum varsayımlarını kullanmışlardır. Farklı fiber konumları, kesim derinlikleri ve takım talaş açıları için ortogonal işlemedeki kesme kuvvetlerini hem deneysel hem de sayısal olarak incelemişlerdir. Takım ve fiber arasında oluşan temas kuvvetleri, kesme ve itme kuvvetleri için ortogonal kesme sürecinde makul olan değerler elde etmişlerdir. Fiber kırılmasının ezme ve bükmenin bir karışımından
40 22 oluştuğunu ve bükülme etkisinin fiber konumu 9 den 15 ye doğru değiştikçe daha ön plana çıktığını belirlemişlerdir [51]. Kim ve Sins, kararlı durum ortogonal kesme süreç mekaniklerini analiz etmek için termo-viskoplastik sonlu eleman kesme modelini geliştirmişlerdir. Bu modelle serbest talaş geometrisi ve talaş-takım temas uzunluğunu incelemişlerdir. Sıcaklık dağılımlarını hesaplamada, çözüm sırasında meydana gelen sahte salınımları uzaklaştırmak için upwind şeması kullanmışlar ve böylece yüksek hızlı metal kesmeyi analiz edebilmişlerdir. Kesme modelini geçerli kılmak için %,2 karbon çeliği kullanarak kesme deneyleri yapmışlar, kesme kuvvetleri sonuçlarını FEM analiz sonuçlarıyla karşılaştırmışlardır [52]. Shet ve Deng, düzlem gerinme koşullarında ortogonal metal kesme sürecini FEM ile analiz etmişlerdir. Modifiye edilmiş bir Coulomb sürtünme kanunuyla takım-talaş ara yüzeyindeki sürtünme etkileşimini ve kritik gerilme kriterine dayanan modüler ayrışma tekniğiyle de talaş parçalanmasını modellemişlerdir. Çeşitli takım talaş açıları ve sürtünme katsayısı değerleri için sıcaklık, gerilme, gerinme ve gerinme hız alanlarının sonlu eleman çözümlerini elde etmişlerdir. Çalışmalarında ayrıca ortogonal metal kesmenin simüle edilmesini ve belirli modelleme tekniklerini de araştırmışlardır [53]. Maity ve Das, yüksek kesme hızlarında iş parçası yüzey bütünlüğünü korumak, talaş kırılması ve talaş akışını etkili bir biçimde kontrol etmek için ortogonal kesme işleminde işlenebilirliğinin teoriksel analizini yapmışlardır. Bu analizi; paralel basamak tipli talaş kırıcı için kayma hattı bölgesi tekniğini kullanarak ve talaş-takım ara yüzündeki sabit sürtünmeyi tahmin ederek yapmışlardır. Talaş ara yüzündeki sürtünmeyi ve talaş kırıcıyı göz ardı etmişlerdir. Kesme kuvvetleri, talaşın bükülme yarıçapı, kesme kuvveti, temas uzunluğu, talaş ayırma katsayısı, talaş-takım ara yüzündeki gerilme dağılımı ve ilişkilendirilen diğer parametreleri teorik analizle hesaplayabilmişlerdir. Analizle talaş oluşumunun talaş kırıcıyı ne zaman etkilemeye başlayacağını tahmin edebilmişlerdir. Yapılan çalışmayı literatürde bulunan bazı deneysel verilerle karşılaştırmalar yaparak tatmin edici sonuçlar almışlardır [54].
41 23 Shi ve Ramalingam, talaş kırıcı ve yanak aşınmalı ortogonal kesme için bir kayma hattı bölgesi modeli geliştirmişlerdir. Modelde kesme geometrisini talaş açısı, takımtalaş ara yüzey sürtünmesi ve talaş kırıcının engellenmesi gibi faktörlere dayandırmışlardır. Talaşın bükülme yarıçapı, talaş kalınlığı, gerilme ve plastik bölgedeki hızları hesaplayabilmişlerdir. Geliştirilen modelle yanak aşınması ve kesme kuvveti bileşenleri arasında bir bağlantı olduğunu ortaya koymuşlardır [55]. Mesquita ve Marques, sementit karbür, kaplamalı takımlar kullanarak martensitik paslanmaz çeliklerin işlenmesinde talaş kırıcı geometrilerinin kesme kuvvetlerine olan etkisini tahmin etmek için talaş kırıcı geometrisinin boyutuna ve hesaplanan efektif yan talaş açısına dayandırılan bir yöntem geliştirmişlerdir. Deneysel yöntemle ölçülen kesme kuvvetlerini teorik olarak tahmin edilen değerlerle karşılaştırmışlardır [56]. Shinozuka ve arkadaşları, yivli talaş yüzeyli takımlarda, talaş kırma mekanizmasını termo-elastik plastik sonlu eleman metodu kullanarak simule etmişlerdir. Simülasyonun ilk modelinde deforme olmuş talaşın akma gerilmesini, sıcaklığını ve şeklini, kararlı durumundaki metal kesme mekanizmasının sonlu eleman analizinden elde etmişlerdir. Talaş kırılma simülasyonu için gerilmeye bağlı kırılma kriteri kullanmışlardır. Simülasyon sonuçlarını çeşitli kesme koşulları ve takım geometrileri için yapılan deneysel sonuçlarla karşılaştırarak aralarında iyi bir uyum olduğunu göstermişlerdir [57]. Nasr ve arkadaşları, ortogonal kesmede ALE sonlu eleman modeli kullanarak sürekli talaş oluşumlu AISI 316L östenitik paslanmaz çeliğin işlenmesinde kesici uç burun yarıçapının kalıntı gerilmelere olan etkilerini simule etmişlerdir. Büyük yuvarlatma yarıçapının hem gerilme hem de basınç bölgelerinde daha yüksek kalıntı gerilimlere neden olduğu, diğer yandan bu durumun gerilme tabaka kalınlığına neredeyse hiç etkisinin olmadığını göstermişlerdir. Kesici uç burun yarıçapının artmasıyla takım-iş parçası arasındaki temas artacağından iş parçası sıcaklığının da yükseldiğini göstermişlerdir [58].
42 24 Liu ve Guo, ardışık kesmeler ve takım-talaş sürtünmesinin işlenmiş tabakadaki kalıntı gerilmelere olan etkisini araştırmak için ABAQUS kullanarak termo-elastikviskoplastik bir model geliştirmişlerdir. Modelde ardışık kesmedeki talaş oluşumu, kesme kuvvetleri ve sıcaklığı da ayrıca incelemişlerdir. Kalıntı gerilmesinin takımtalaş ara yüzeyinin sürtünme koşuluna karşı duyarlı olduğunu ve kalıntı gerilme dağılım karakteristiklerinin ikincil kesmenin uygulanmasıyla kontrol edilebileceğini göstermişlerdir [59]. Shet ve Deng, düzlem gerinme koşullarında işlenmiş parçalardaki kalıntı gerilme ve gerinme alanlarına odaklanarak ortogonal metal kesme sürecinin simüle edilmesinde ve analizinde FEM i kullanmışlardır. Takım-talaş ara yüzeyi boyunca sürtünme etkileşimini modifiye edilmiş bir Coulomb sürtünme kanunu ile modellemişlerdir. Talaş oluşumunu kritik gerilme kriterine dayanan modüler ayrışma tekniği ile modellenmiştir. Sıcaklığa bağlı malzeme özellikleri, değişik takım talaş açısı ve sürtünme katsayısı değerlerini göz önünde bulundurmuşlardır. Termal soğutma artıkça artık gerilme oranı, talaş açısının etkileri ve sürtünme katsayının doğrusal olmadığı ve bu değişkenlerin değer aralığına bağlı olduğunu saptamışlardır. Tahmin edilen kalıntı gerilme sonuçlarını literatürdeki deneysel gözlemlerle karşılaştırarak aralarında iyi bir uyum olduğunu göstermişlerdir [6]. Attanasio ve arkadaşları, difüzyon aşınma mekanizmasını da hesaba katabilecek bir analitik model geliştirmişler, spesifik alt program vasıtasıyla kesme işlemlerindeki takım aşınmasını üç boyutlu sayısal tahminlerini ve simülasyonunu yapmışlardır. Simülasyon, takım-talaş ara yüzeyindeki ısı transfer modelini içermektedir. Üç boyutlu FEM sonuçlarını kaplanmamış takım kullanılarak AISI 145 çeliğinin tornalanmasında elde edilen verilerle karşılaştırmışlar ve ikisi arasında iyi bir uyum olduğunu ortaya çıkarmışlardır [61]. Yen ve arkadaşları, FEM simülasyonlarını kullanarak ortogonal kesmede takımdaki aşınma gelişimi ve takım ömrünü önceden tahmin etmek için bir yöntem geliştirmişlerdir. Takım ve iş parçası malzemesi, takım geometrisi ve kaplamaları, kesme şartları ve soğutucu kullanımı gibi değişkenleri dikkate almışlardır. İlk olarak

43 25 takım-iş parçası çifti için oluşturulmuş takım aşınma modeli kesme simülasyonları yapılmış, sonra modifikasyonlar, takım aşınma hesaplaması ve takım geometrisinin güncelleştirilmesini sağlamak için FEM kodu türetmiş ve son olarak geliştirilen yöntemin deneysel geçerliliğini araştırmışlardır. FEM simülasyonu tarafından önceden bildirilen takım yüzeyindeki sıcaklık ve gerilmeler temel alındığında, deneysel aşınma modeli kullanılarak belirlenen takım aşınmasının kabul edilebilir olduğunu göstermişlerdir [62]. Lorentzon ve Järvstråt, Inconel 718 süper alaşımların işlenmesinde takım aşınması ve takım ömrünü tahmin etmek için FEM kullanarak bir aşınma modeli geliştirmişlerdir. Talaş oluşum simülasyonunda takım geometrisi, basınç, sıcaklık ve geometrideki değişime uyum sağlayan bağıl hızların oluşturduğu aşınma profil gelişiminin devamını sağlamak üzere kullanılan FEM i güncellemişlerdir. Yaptıkları analizlerde aşınma tahminleri yapmak için Coulomb sürtünmesinden daha gelişmiş bir sürtünme modelinin gerekli olduğunu göstermişlerdir. Şekil 2.8 de talaş oluşum modeli verilmiştir [63]. Şekil 2.8. Talaş oluşum modeli [63] Movahhedy ve arkadaşları, yaptıkları çalışmada, Lagrangian ve Eulerian sonlu eleman formülasyonlarının tek başına kullanıldığında ortaya çıkacak bazı dezavantajları ortadan kaldırmak ve avantajlarını birleştirerek, ortogonal metal kesme işleminin modellenmesinde yeni bir yaklaşım sunmuşlardır. Daha genel bir formülasyon olan Lagrangian ve Eulerian metodunun avantajlarını birleştirerek yaptıkları kesme işlemi simülasyonunda bu yöntemin yeteneklerini ve kapasitesini göstermişlerdir [64].
44 Literatür Araştırmasının Değerlendirmesi FEM çalışmaları Literatürde incelenen çalışmalar tarih sırayla aşağıda verilen esaslara bağlı olarak beş temel sütun ve bu temel sütunlardaki özellikleri göstermek üzere yine kendi arasında alt sütunlara bölünerek Çizelge 2.1 de verilmiştir: i) Problemler (yazarlar tarafından analizi yapılan problemler), 1) Talaş oluşumu, 2) Kesme kuvvetleri, 3) Takım geometrisi, 4) Takım-talaş sürtünmesi, 5) Takım aşınması, 6) Gerilme oranı, 7) Talaş kırılması, 8) Takım gerilmesi, 9) Kalıntı gerilme, 1) Sıcaklık dağılımı ii) Modellemeler (talaş kaldırmada FEM ile gerçekleştirilen simülasyonlar), 1) Sonlu elemanlar modeli, 2) Sonlu farklar modeli, 3) Termoelastik-plastik sonlu elemanlar modeli, 4) Termomekanik sonlu elemanlar modeli, 5) Termoelastik-viskoplastik sonlu elemanlar modeli, 6) Elastik-Plastik sonlu elemanlar modeli, 7) Düzlem gerinme modeli iii) Kabuller (problemin çözümü ve simülasyonu için yapılan kabuller), 1) Talaş biçimi, 2) Gerinme bölgesi,
45 27 3) Sıcaklık dağılımı, 4) Kesme hızı, 5) İlerleme, 6) Kesme kuvveti, 7) Kesme derinliği, 8) Sürtünme katsayısı, 9) Talaş açısı, 1) İş paçası malzemesinin özellikleri, 11) Kesici takım geometrisi, 12) Kesici takım malzemesi iv) Parametreler (problemin çözümünde ve sonuçların incelenmesinde kullanılan parametreler), 1) Kesme derinliği, 2) Kesme hızı, 3) İlerleme kuvveti, 4) Talaş açısı, 5) Sürtünme katsayısı, 6) Kesici takım geometrisi, 7) İş parçası malzeme, 8) Kesici uç burun yarıçapı v) Açıklamalar (genel olarak yapılan çalışmanın nasıl ve hangi metotla yapıldığını ifade eden açıklamalar).
46 Çizelge 2.1. Literatürde incelenen çalışmalar Tarih Ref. Problemler Modellemeler Kabuller Parametreler Açıklamalar 1984 [25] x x x x x x x Tornalamada sementit karbür takımların krater ve yanak aşınmasını önceden tahmin edilmesine imkân sağlayan analitik bir metot oluşturmuşlardır [12] x x x x Pozitif talaş açılarının kesme hızı ve takım talaş açısının takım ömrüne etkisini incelemişlerdir [7] x x x Sıcaklık, kesme hızı ile orantılı olduğu için, kesme açısının kesme hızı ve kesme derinliğine bağlı olduğunu göstermişlerdir [55] x x x x Talaş kırıcı ve yan aşınmalı ortogonal kesme için bir kayma hattı bölgesi modeli geliştirmişlerdir [11] x x Takım yüzeyinde efektif talaş kırıcı yivlerinin ve kısıtlı temas büyüklüğünün talaş kıvrılması ve kırılması üzerinde oldukça etkili olduğu göstermiştir 1994 [46] x x x Ortogonal kesmede takım-talaş temas yüzeyi ve sıcaklık dağılımını modellemişlerdir [2] x x x x x x x x x x x Talaş açısının kesme kuvvetleri, sıcaklık, kalıntı gerilmeler ve gerilmeler üzerine etkilerini belirlemiştir 1996 [27] x x x x x x x x x Talaş oluşumunu kesme hızı, talaş açısı ve kesme derinliği gibi birkaç parametrenin etkilerine göre değerlendirmişlerdir [57] x x x Talaş kırılma mekanizmasını termo-elastik plastik FEM kullanarak simule etmişlerdir [37] x x x Metal kesmedeki farklı iş parçası malzemelerinin talaş oluşumlarını ve malzeme davranışlarını karşılaştırmış ve tahmin etmişlerdir [54] x x Talaş kırılması ve talaş akışını etkili bir şekilde kontrol etmek için ortogonal kesmede işlenebilirliğinin teoriksel analizini yapmışlardır [44] x x x x x x Hibrit işlenebilirlik modelini temel alan bir işlenebilirlik simülasyon sistemi oluşturmuşlardır [35] x x x Değişik takım geometrisi ve kesme hızlarının ortogonal kesme işlemine etkilerini araştırmışlardır. 2 [13] x x Sert yüzey kaplamalarının kesme kuvvetlerini azalttığı, kaplanmış takım yüzeylerinin kesme kuvvet karakteristikleri, kaplanmamış takımlarla benzer özelliklere sahip olduğunu göstermişlerdir 2 [53] x x x x x x Çeşitli talaş açıları ve sürtünme katsayısı değerleri için sıcaklık, gerilme, gerinme ve gerinme artış alanlarının sonlu eleman çözümlerini elde etmişlerdir. 2 [19] x x x x x x x Takım talaş açısının kesme üzerindeki etkisini ve kesme işlemi sırasında işlenen iş parçasını araştırmak için elastik-plastik sonlu eleman metodu geliştirilmiştir. 2 [59] x x x x Takım-talaş sürtünmesinin işlenmiş tabakadaki kalıntı gerilmelere etkisini araştırmışlardır. 2 [22] x x x Frezelemede kesme işleminin simülasyonunu yapmak ve FEM kullanarak talaş akışı, kesme kuvvetleri, takım gerilimleri ve sıcaklıkları tahmin etmişlerdir. 22 [28] x x x x x x Kesme kuvvetleri ve talaş akış açısını tahmin etmek için Eulerian yaklaşımını temel alan yeni bir FEM geliştirmişlerdir. 22 [36] x x x Sürekli kesme işlemlerinde talaş ile kesici takım arasındaki ısı transferi ve sürtünmeyi araştırmışlardır. 28
47 Çizelge 2.1. (Devam) Literatürde incelenen çalışmalar Tarih Ref. Problemler Modellemeler Kabuller Parametreler Açıklamalar 22 [29] x x x x x x x Ortogonal metal kesme simülasyonu için bir hesaplama yöntemini ve kesme işleminde sürtünmenin termo-mekanik oluşumlar üzerine etkisini araştırmışlardır. 23 [6] x x x x x x x Düzlem gerinme koşullarında işlenmiş parçalardaki kalıntı gerilme ve gerinme alanlarına odaklanarak ortogonal metal kesme sürecini FEM kullanarak analiz etmiştir. 24 [34] x x x x x x x x x x x x x Ortogonal kesme alanındaki birincil ve ikincil deformasyon bölgesinde bulunan iş parçası malzemesi akma gerilmesi ve sürtünmesini karakterize etmek için Fem kullanmışlardır. 24 [31] x x x x x x x x x Talaş oluşumunda kesici takım geometrisinin etkilerini ve ortogonal kesmede kesme kuvvetleri ve işlem değişkenlerinin (sıcaklık, gerilme ve gerinme) FEM ile belirlenmesi üzerine çalışmışlardır. 24 [62] x x x x x x x x FEM simülasyonlarını kullanarak ortogonal kesmede takım aşınma gelişimi ve takım ömrünü önceden tahmin etmek için bir yöntem geliştirmişlerdir. 24 [21] x x x x Ortogonal kesme işlemini çeşitli deney sonuçlarıyla olduğu gibi farklı simülasyon modellerini de birbirleriyle karşılaştırmışlardır. 25 [48] x x x x Tornalama operasyonunda talaş oluşumunun termomekanik sürecini modellemek için analitik bir yaklaşımın kullanmışlardır 25 [2] x x x x x Ortogonal kesmede takım talaş açısının kesme kuvvetine etkisini araştırmışlardır. 25 [3] x x x x AISI 145 çeliğinin, kesme kenarı yuvarlatılan takımlarla işlenmesinin FEM ile modellenmesi ve simülasyonunda ALE metodunun dinamiklerini kullanarak incelemiştir. 25 [8] x x x x x x x x Takım-talaş sürtünmesi üzerindeki pozitif ve negatif talaş açılarından kaynaklanan farklı etkileri karşılaştırmış ve analiz etmişlerdir. 26 [4] x x x x Statik ve dinamik kesme kuvvetlerini ölçebilen bir dinamometre tasarlamış ve kesme kuvvetlerini ölçmüştür. 26 [5] x x x x x x x x Kesme kuvvetleri, talaş şekli, gerilme ve gerilme alanları ve talaş ve iş parçasındaki enerji gerilme dağılımını önceden tahmin etmek için ABAQUS programı kullanarak düzlem gerilme modeli geliştirmişlerdir. 27 [6] x Kesme deneyleriyle mikro ve nono ölçekli (1µ-2µ) işlenebilirlik karakterlerini karşılaştırmışlardır. 27 [47] x x Kalıntı gerilmenin ısıl mekanik tahmini için bir model geliştirmişlerdir. 27 [9] x x x x x x x x x Kesme hızının takım burun sıcaklığı üzerinde etkili olmasına karşın, talaş açısının bütün kesme kuvvet bileşenleri üzerinde etkili olduğunu göstermişlerdir. 27 [5] x x x Kesme hızının sıcaklığa olan etkilerini, en yüksek sıcaklık ve talaş üzerindeki düzensiz ısınma bölgelerini belirlemişlerdir. 27 [4] x x x Ortogonal kesmede genel ısı transfer katsayısını değerlendirmek ve takım-talaş temas yüzeyindeki ısı transferini modellemek için yeni bir yaklaşım sunmuşlardır. 27 [58] x x x Paslanmaz çeliklerin işlenmesinde talaş-kırıcı geometrilerinin kesme kuvvetlerine olan etkisi tahmin etmek için bir metot geliştirmişlerdir. 27 [58] x x x x ALE sonlu eleman modeli kullanarak sürekli talaş oluşumlu AISI 316L östenitik paslanmaz çeliğin işlenmesinde kesici uç burun yarıçapının kalıntı gerilimlere etkilerini simüle etmişlerdir. 29
48 Çizelge 2.1. (Devam) Literatürde incelenen çalışmalar Tarih Ref. Problemler Modellemeler Kabuller Parametreler Açıklamalar 27 [51] x x x x x x Karbon fiber takviyeli polimer ve cam fiber takviyeli polimer kompozitlerinin ortogonal işlenebilirliğini FEM ile simüle etmişlerdir. 28 [3] x x x x x x x Kesme parametrelerinin kesme kuvvetleri ve yüzey pürüzlülüğüne etkilerini seramik takımlar kullanarak araştırmışlardır. 28 [24] x x x x Nikel bazlı süper alaşım Inconel 718 in işlenebilirliğinde ilerlemenin kesici takım gerilmelerine etkilerini araştırmışlardır. 28 [61] x x x Kesme işlemlerinde takım aşınmasının 3 boyutlu sayısal tahminleri ve simülasyonunu yapmışlardır. 28 [49] İşlenebilirlik simülasyonu için ısıl mekanik kesme yöntemi modeli geliştirilmiştir. 29 [38] x x x x x x x x Nikel bazlı süper alaşım Inconel 718 in işlenebilirliğinde kesici takımda meydana gelen gerilmeleri, kesme parametrelerindeki değişkenleri hesaba katarak ANSYS yazılımı kullanılarak FEM ile analiz etmiştir. 3
49 31 Literatür araştırmalarından da görüldüğü gibi talaş kaldırma işlemlerini araştırmak için çok sayıda deneysel ve nümerik araştırma yapılmıştır. Çalışmalarda talaş oluşumunun simülasyonu için MARC, ABAQUS, DEFORM 2D/3D, NIKE, DYNE, ANSYS gibi ticari yazılımlar kullanılmış olup simülasyon sonuçlarında ise talaştaki gerilme, gerinme, sıcaklık, kalıntı gerilme dağılımları, kesme kuvvetleri ve takım geometrisi gibi konular araştırılmıştır. Literatürde bu araştırma konusuyla doğrudan ilgili çok az sayıda çalışmaya rastlanılmıştır. Bunlardan Shih in yaptığı çalışmada, ortogonal metal kesmede talaş açısı etkisini araştırmak için sürekli talaş oluşumu gösteren düşük karbon çeliğini - 2,, 5 ve 15 talaş açılı takımlarla işleyerek talaş açısının etkisini FEM ile analiz etmiştir [2]. Saglam ve arkadaşları, tornalama sırasında talaş açısı ve kesme hızının, kesme kuvvetleri ve takım ucunda oluşan sıcaklığa olan etkilerini deneysel bir çalışmayla araştırmışlardır [9]. Özel ve arkadaşları, sementit karbür kaplamasız takım kullanarak 3 HRC sertliğindeki P2 kalıp çeliğinin, frezeleme uygulamasında kesme işleminin simülasyonunu yapmak ve FEM kullanarak talaş akışı, kesme kuvvetleri, takım gerilmeleri ve sıcaklıkları tahmin etmek için DEFORM 2D yazılımını kullanmışlardır. Tahmin edilen kesme kuvvetleri ile ölçülen kuvvetlerinin karşılaştırılmasında mantıklı bir uyum, takım gerilmeleri ve sıcaklıkları ayrıca kabul edilebilir bir doğrulukla tahmin etmişlerdir [22]. Ceretti ve arkadaşları, tornalamada üç boyutlu kesme işlemlerini DEFORM 3D yazılımı kullanarak araştırmışlardır. Simülasyon sonuçlarını literatürdeki simülasyon ve deney verileriyle karşılaştırarak özellikle talaş akışının tahmin edilmesinde literatür sonuçlarıyla uyumlu olduğunu göstermişlerdir [23] Kesme kuvveti ve kesici takım gerilmelerinin simülasyonu Kesme kuvvetleri ve kesici takım gerilmeleri üzerine literatürde çeşitli çalışmalar mevcuttur. Ancak literatürde talaş kaldırma işleminin üç boyutlu simülasyonuyla ilgili çok az sayıda çalışma yer almaktadır. Kesici takım üzerinde oluşan gerilmelerinin daha iyi analiz edilebilmesi için belirlenen kesme parametrelerinde deneysel ve üç boyutlu simülasyon çalışması yapılmıştır. Üç boyutlu simülasyon
50 32 programı yardımıyla çeşitli kesme parametrelerinde, kesici takım üzerinde oluşan normal gerilme, kayma gerilmesi, eşdeğer gerilme (von Mises gerilmesi veya efektif gerilme) ve esas kesme kuvveti değerleri elde edilmiştir. FEM ile tahmin edilen kesme kuvvetleri deneysel sonuçlarla karşılaştırılarak simülasyon çalışmalarının doğruluğu kontrol edilmektedir. Literatürde FEM simülasyonuyla takım iş parçası ara yüzeyi simüle edilerek kesme kuvveti, takım geometrisi, talaş ve takım sıcaklık değişimleri, gerilmeler, talaş akışı ve talaş şekli gibi parametrelerin araştırılmasında birçok çalışmanın yapıldığı görülmektedir. Son yıllarda gelişen bilgisayar teknolojisinin talaşlı imalata transferiyle birlikte talaş kaldırma sürecindeki problemler optimum düzeylere indirilmiştir. Buradan yola çıkarak kesme kuvvetleri ve gerilme değerlerinin önceden tahmin edilmesi yoluyla talaş kaldırma mekaniğinde iyileştirmeler sağlanması amaçlanmıştır. Yapılan literatür araştırması sonucunda; değişik iş parçası malzemelerinin farklı talaş açısı, kesme hızı, ilerleme kuvveti, farklı talaş kırıcı formu ve farklı kesici uç burun yarıçapına sahip kesici takımlar kullanılmak suretiyle talaş kaldırma sırasında oluşan kesme kuvvetlerinin deneysel olarak belirlenmesi, deneysel çalışmalarda kullanılan kesme şartlarını referans alarak talaş kaldırma işleminin bir yazılımla simüle edilmesi, deneysel ve simülasyon sonucu belirlenen kesme kuvvetlerinin karşılaştırılması, takımın talaş açısı, talaş kırıcı formu ve diğer kesme parametreleri ile kesici takım geometrilerinin gerilmeler üzerindeki etkilerinin incelenmesi, deneysel sonuçlarla elde edilen simülasyon sonuçlarını karşılaştırarak simülasyon sonuçların doğrulanması olarak tanımlanabilen bu araştırma konusunun literatürden farklı özellikler arz etmesi söz konusudur.
51 33 3. KAVRAMSAL TEMELLER 3.1. Kesme ve Kesme Kuvvetleri Kesme Kesme; kesici takımla malzemenin bir bıçak gibi ayrılmasıdır. Takım kesici kenarı iki yüzeyin belirli bir açı altında kesişmesiyle oluşur. Kesici kenar, malzeme gövdesi içerisinde simetrik olarak zorlanır ve aynı zamanda gövde içinde kesici kenara paralel hareket ettirilir. Kesilen malzeme gövdesi, kesici takım yüzeyleri tarafından iki parçaya ayrılmaya zorlanır. Kesici kenar, gövdenin çok az bir kuvvetle ve parçaların daha az pürüzlü kesilmesini sağlayacaktır. Kesme teknolojisinde görülen temel hususlar şunlardır [1]: 1) Kesici kenarı oluşturan her iki yüzey, yeni ortaya çıkarılan iki yüzeyi (talaşın alt yüzeyi ve iş parçasının işlenen yüzeyi) birbirinden ayırmaya zorladığından talaşın gövdeden ayrıldığı yerde yüksek ısı meydana gelir ve takım ile iş yüzeyinde aşınmalar olur. 2) İş parçasından belirli bir talaşı kaldırabilmek için kesici kenarın gövde içersine daldırılması gerekir. İş parçası ve takımın yüklenen gerilmelere dayanabilmesi (oluşan yükleri/kuvvetleri taşıyabilmesi) için belirli bir kesitte olmalı ve işlenen yüzeyin takım yan yüzeyine temas etmemesi için takıma boşluk açısı verilmelidir. 3) Pratik işlemede takım kesici kenarını oluşturan açı 55 ~9 arasında değişmektedir. Genellikle kaldırılan talaş, en az 6 lik bir açıyla işten uzaklaştırılır. Bu şekilde kaldırılan talaşın tamamında bir plastik deformasyon oluşur (gelişen teknikler, metal kesmenin plastik bir akma işlemi olduğunu ortaya koymaktadır). Bu yüzden talaşın oluşması ve takımın talaş yüzeyi boyunca hareketi için büyük bir enerji gerekir. 4) Talaş kaldırarak işlemenin temel amacı, yeni iş yüzeyinin (istenilen parça geometrisinin) oluşturulmasıdır. Talaşın oluşması ve hareketi enerji tüketiminin de
52 34 temelini ortaya koyar. Bu sebeple takım ömrü ve kaldırılan metal oranıyla ilgili pratik problemler yalnızca takım-talaş yüzeyi boyunca hareket eden talaşın ve işlenen malzemenin davranışları incelenerek ortaya konur Talaş oluşumu ve geometrisi Kesme işlemi sırasında gerçekleşen talaş oluşumu safhaları Şekil 3.1 de verilmiştir. Plastik şekil değiştirme ile elde edilen talaş açınımı (w ) iş parçasının gerçek boyundan (w) daha küçük olacaktır (w < w, Şekil 3.1e). İş parçası Kesici takım (a) (b) (c) w φ (d) w (e) Şekil 3.1. Talaş oluşumu [1] a) Takımın iş parçasına dalması, b) Kesme işleminin başlaması (yığılma), c) Talaşın akışı, d) Talaşın parçadan ayrılması, e) Çıkan talaş uzunluğu Kesmenin analizi için iki kesme metodu vardır: Dik (ortogonal) (Şekil 3.2a) ve eğik (oblique) kesme (Şekil 3.2b). Dik kesme, üç boyutlu problemden ziyade iki boyutlu bir problem davranışı gösterdiğinden kesme mekaniğini oluşturan eşitliklerin çıkarılmasındaki deneysel ve teorik çalışmalarda yaygın olarak kullanılan bir metottur. Kesici etkisiyle kaldırılan kesme derinliği genellikle düzgün talaş kalınlığı olarak bilinir ve pratik kesme operasyonlarında ve yapılan çalışmalarda kolaylık olması açısından genellikle sabit olarak alınır.
53 35 kesme derinliği talaş kesici takım iş parçası kesme derinliği talaş kesici takım iş parçası 9 9 a b Şekil 3.2. Dik ve eğik kesme metotları [1] Talaş kaldırma, kesici kenarda talaşın oluşturulduğu bölgeden alınan düzlemsel kesitle açıklanır (Şekil 3.3). Kesici uç hareket doğrultusu a φ β Ana kesme yüzeyi γ a Talaş yüzeyi A C a φ h D B φ γ a γ α Şekil 3.3. Talaş oluşma düzlemi [1] Kesme açısı etkisiyle oluşan yığılma faktörü (λ); talaş uzunluğunun (w ), kesme uzunluğundan (w) daha kısa olduğunu açıklamada kullanılır. Şekil 3.3 ten λ için, λ = a' a (3.1) yazılabilir. Şekil 3.3 teki ABC ve BCD üçgenlerinden; sin φ = a h a = h sin φ (3.2a) ( ) = = ( ) cos φ γ a h a h cos φ γ (3.2b) elde edilir. Talaş kaldırmada talaş kayma açısının talaş kaldırmada önemli bir rolü vardır ve talaş yığılma faktörünün hesaplanmasında kullanılır. Buna göre Eş. 3.2 de verilenler Eş. 3.1 de yerine yazılırsa, λ;
54 36 λ = cos ( φ γ) sin φ (3.3) olacaktır [1]. Talaş kaldırma işleminde kesiciye etki eden kesme kuvvetlerinin dağılımı ile talaş akışı üzerinde önemli bir etkisi olan parametre de talaş takım temas boyu (l c ) dir (Şekil 3.4). Bu parametre özellikle kayma açısı ve esas kayma bölgesi ile doğrudan ilgilidir. Literatürde l c yi belirlemek üzere çeşitli çalışmalar yapılmıştır. Toropov ve arkadaşı tarafından yapılan çalışmalarda [65] l c ; lc = 2 λ a (3.4) ifadesi ile tanımlanmış ve çeşitli deneysel çalışmalar yapılarak doğrulanmıştır. Kayma yüzeyinin konumu φ ile belirlenebileceğine göre; φ için tan φ = cos γ ( λ sin γ) (3.5) yazılabilir. talaş α kesme yönü E a φ 2 B φ 1 φ D C a A kesici takım l c Şekil 3.4. Talaş takım temas boyu [65] Kesme kuvvetleri Talaş kaldırma esnasında oluşan kesme kuvvetleri, kesme performansına ve birim parça maliyetine doğrudan etki etmektedir. Bu sebeplerle yıllardır araştırmacıların sürekli ilgisini çekmiş, pek çok araştırma yapılmış ve halen yapılmaktadır. Takım malzemelerindeki gelişmeler özellikle 193 lu yıllarda sert karbürlerin kullanılmaya başlanması ile birlikte kesme hızları artmış, daha kaliteli yüzeyler elde edilmeye
55 37 başlanmıştır. Bilimsel gelişmelerle birlikte talaş kaldırma olayı operatörün kişisel tecrübelerine dayanan ampirik seviyeden bilimsel seviyeye çıkarılmıştır. İmalatın uzun ömürlü, kaliteli, emniyetli ve ekonomik olabilmesi için kesici takıma etkiyen tüm kuvvetlerin hassas biçimde belirlenmesi gerekir. Bu sebeple kuvvet ölçümlerinin sağlıklı yapılması çok önemlidir. Uygulamalı mekanik prensiplerine göre metallerden talaş kaldırmayı analiz etmek için şu kabuller yapılabilir [1]: 1) Kesme yüzeyi, kesici kenarından yukarı doğru uzanan düzlemdir. 2) Takımın keskinliği en iyi düzeydedir ve takımın boşluk açısı boyunca iş ile kesici yüzeyleri arasında temas yoktur. 3) Kesme kenarı, hareketin yönüne dik olarak uzatılan bir doğrudur (dik/ortogonal kesme) ve işin hareketi ile düzlem oluşturur. 4) Talaş her iki yüzeye akmaz. 5) Kesme derinliği daima sabit kalır. 6) Kesici kenar genişliği, iş parçasının kesilen genişliğinden daha büyüktür. 7) İş parçası takıma göre bağıl ve düzenli bir hızla hareket eder. 8) Sürekli talaş, BUE oluşmadan meydana gelir Kuvvet bağıntıları Kuvvet bağıntılarını çıkarabilmek için talaş, malzemeden izole edilerek dengede düşünülür. Takım yüzeyinde elde edilen kuvvet bileşenleri, takım yüzeyindeki sürtünme katsayısının ve sürtünme kuvvetinin hesaplanmasına da imkân sağlar. Şekil 3.5 te dik/ortogonal kesmede oluşan kuvvetleri ve hesaplamalarda kullanılan hesaplama üçgenleri görülmektedir. Şekil 3.6 da ise oluşan kuvvetlerin tornalama için yorumlanması ifade edilmiş olup bileşke kuvveti R ile gösterilmiştir.
56 38 talaş a A C a A β γ φ F p F C φ F n a F s F n ns F R β α γ takım F iş parçası Şekil 3.5. Dik kesmede oluşan kuvvetler [65] R F R F a η F s F C F D V F p F f V C V s Şekil 3.6. Kesme kuvvetlerinin torna tezgâhı için yorumlanması [1] Şekil 3.5 ten ve Şekil 3.6 dan yola çıkarak yatay ve dikey bileşenler kullanılarak Şekil 3.7 deki kuvvet vektörlerini veren hesaplama üçgenleri elde edilir. Hesaplama üçgenlerinden özetle şu bağıntılar yazabilir: F s F C F ns φ F C F p φ 2φ F R F p φ β F R F γ F n Şekil 3.7. Kesme kuvvetleri için kullanılan hesaplama üçgenleri [1]
57 39 F = F cos φ + F sin φ (3.6) ns p C F = F sin γ + F cos γ (3.7) C p F = F cos γ F sin γ (3.8) n C p Bu bağıntılardan yola çıkarak sürtünme açısını (β) ve dolayısıyla sürtünme katsayısını (µ) aşağıdaki gibi yazmak mümkündür: µ = tan β = F Fn (3.9) Eş. 3.7, Eş. 3.8 ve Eş. 3.9 kullanılarak µ aşağıdaki gibi yazılabilir: µ = ( F sin γ + F cos γ) ( F cos γ F sin γ) (3.1a) C p C p µ = ( F + F tan γ) ( F F tan γ) (3.1b) p C C p γ nın negatif bir değer alması halinde ise Eş. 3.1b deki + ve işaretlerinin yerleri değiştirilir Esas kesme kuvvetinin belirlenmesi Kayma düzlemi boyunca etki eden F s kuvveti, malzemenin çekme dayanımına (σ k, MPa) ve φ ye bağlı olarak aşağıdaki gibi yazılabilir: F = A σ cosec φ (3.11a) s k F = a f σ cosec φ (3.11b) s k Eş ve Şekil 3.7 deki hız üçgenlerini kullanarak F C yi F = F cos ( β γ) cos ( φ + β γ) (3.12) C s biçiminde hesaplamak mümkün olacaktır. Ancak yapılan pek çok deneysel araştırmanın ortaya koyduğu sonuçlara göre talaş kaldırma sırasında F C yi etkileyen
58 4 değişik faktörler söz konusudur. Bunların en önemlileri; kesme hızı faktörü (k v ), talaş açısı faktörü (k γ ), takımın aşınma faktörü (k α ), takım malzemesi faktörü (k t ) biçiminde sıralanabilir. Kienzle, bu faktörleri de dikkate alarak F C yi, [ ] FC = A ks kν kγ kα kt (3.13) olarak ifade etmiştir [1]. Burada k s özgül kesme direncini (MPa) göstermektedir. Esas kesme kuvvetinin hesaplanmasında kullanılan özgül kesme direnci, k s = k 11 h m ampirik bağıntısı ile bulunur. Bu bağıntıdaki k 11 ; Şekil 3.8 deki h=1 mm ve b=1 mm olan bir kesitin özgül kesme kuvvetini ifade ederken m ise işlenen malzemenin k s değeri ile h değeri arasındaki logaritmik ilişkiyi gösteren eğrinin karakteristik eğimi olup malzeme cinsine bağlı olarak sabit bir değer almaktadır. k s ile a ve f ye bağlı talaş kesiti alanı (mm 2 ) da dikkate alındığında; Eş. 3.13, F=a [ f k h ] k k k k (3.14) c 11 m ν γ α t haline gelir. Talaşlı imalatta takım tezgâhlarının pek çoğu için kesme kuvveti ve buna bağlı kesme gücünü hesaplamak için F C kullanılır. Bu hesaplamada, talaş geometrisi de büyük önem taşımaktadır. Talaş kesitini belirleyen en önemli faktör kesme kenarı açısı χ dır (Şekil 3.8). f a χ kesici takım b h Şekil 3.8. Talaş kesitinin kesme kenarı açısı ile ilişkisi [1]
59 41 Şekil 3.8 de, talaş kesit alanı için A =a f veya A =b h yazılabilir. sin χ=(h/f) olduğuna göre talaş genişliği (b) ve talaş kalınlığı (h) için sırasıyla, b= a sin χ (3.15) h= f sin χ (3.16) bağıntıları yazılabilir. Şekil 3.8 deki taralı alan, talaş kesitini ifade ettiğinden, χ=9 olması halinde kesit dikdörtgen (A =a f) ve χ<9 halinde ise kesit paralel kenar şeklinde olacaktır (A =b h) Diğer kesme kuvvetlerinin belirlenmesi Talaş kaldırma sırasında oluşan kuvvetlerin tayini için ampirik ifadeler çeşitli araştırmalar sonucu ortaya konulmuş olmakla beraber, bu kuvvetlerin dinamometrelerle ölçülmek suretiyle belirlenmesi en etkili yoldur. F p ve F f için kesin değerler olmamakla beraber tornalama işlemlerinde F C ye göre yaklaşık olarak aşağıdaki gibi hesaplanırlar [1]: F F f p (, 2,3) F (3.17) (,1, 2) C F (3.18) C Şekil 3.9 da da gösterildiği gibi talaş kaldırma kuvveti veya bileşke kuvvet (R) için, R = F + F + F (3.19) C f p yazılabilir. Şekil 3.9, kuvvet bileşenlerinin talaş kesitine bağlı olarak nasıl değiştiğini göstermektedir. Talaş kesitinin büyümesi ile üç bileşende önemli ölçüde değişmektedir. En büyük değişim F C de olmakla birlikte kesme kuvvetleri için;
60 42 R (N) Teğetsel kuvvet (esas kuvvet) F C F p Pasif kuvvet F p F f F f İlerleme kuvveti R Şekil 3.9. Kuvvet bileşenlerinin kesit alanına bağlı olarak değişmesi [65] F : F : F C p f 4:2:1 (3.2) eşitliği yazılabilir [1]. Kesitin değişmesi ile F C, F p nin 2, F f in ise 4 katı fazla değişmektedir. Bu değişim delmede oldukça farklı olup tamamen ilerleme miktarına bağlı olarak değişmektedir. Kuvvet bileşenleri arasındaki ilişki kesme operasyonunun cinsine bağlı olarak dikkate değer biçimde değişir. F C (veya teğetsel kuvvet) daha ziyade tornalama ve frezeleme operasyonlarında, özellikle güç ihtiyacını belirlemek için önemlidir. F p, delik büyütme işlemlerinde, F f (veya eksenel kuvvet) ise delme işlemlerinde büyük önem taşımaktadır. F p ; χ ve r ye bağlı olarak değişmektedir. χ=9 ve daha küçük bir r, takımın yerini değiştirmeye ve titreşim artmasına sebep olan bu kuvvetin minimize edilmesine yardımcı olacaktır. Titreşim eğilimi, kesme kuvvetlerinin bir sonucudur. Titreşim, kesici takım veya iş parçasının yer değiştirmesinden kaynaklanabileceği gibi çalışma şartlarındaki değişmelere bağlı olarak kesme işlemindeki değişikliklerden ve malzeme şartlarından da etkilenir. BUE oluşması da kesme kuvvetlerinde dalgalanmalara ve titreşime sebep olur.
61 Talaş Açısının Kesme Kuvvetleri Üzerine Etkisi Kesici takımlar, takım ve iş parçası arasındaki sürtünen temas alanını en aza indirmek için keskin uçlu olarak tasarlanır. Bununla beraber bu açıların kesme kuvveti ve tezgâh gücü, aşınma, takım ömrü ve tezgâhın dinamik davranışlarına büyük etkisi vardır. Bir takım üzerinde değişik açılar genellikle takım geometrisi olarak adlandırılır. Takım geometrisini oluşturacak olan bu açıların değeri ise kesici ucun dayanımı ve kesme yeteneği arasında bir uzlaşmaya göre belirlenir. Aynı durum takım yüzeyinde meydana getirilen γ için de geçerlidir [66]. Genel kural olarak γ nın artması ile kesme kuvvetleri azalır ve daha iyi bitirme yüzeyi elde edilir. Talaşların doğrultu kontrolü, talaşların akmasına sebep olan doğru γ nın verilmesiyle sağlanır. Şekil 3.1 da pozitif ve negatif γ lı takımlar gösterilmiştir. Şekil 3.1. Kesici takım üzerinde pozitif ve negatif talaş açısı [66]. Aşırı pozitif γ nın takım kesici ucunu zayıflatacağı bilinmektedir. Her değişik büyüklükteki γ nın belli bir amacı vardır. Kullanılan tip, iş parçası malzemesinin özelliğine ve yapılan kesme işlemine bağlıdır. γ, yüksek hız çeliği (high speed steel, HSS) kesici takımlar üzerinde taşlanarak oluşturulmaktadır. Değiştirilebilir sert maden uçlarda ise istenilen γ yı sağlayan uygun takım tutucu içine yerleştirilerek oluşturulur. Verimli talaş kaldırma işlemi için en iyi olan tasarım pozitif γ lı takımın kullanılmasıdır. Pozitif γ lı kesici takım kayma bölgesinde daha büyük φ yaratır ve bu da talaşın takım-talaş ara yüzeyi boyunca kolaylıkla akmasını sağlar. Şartlar doğru seçilmezse takım yüzeyi üzerinden talaşların kayması ile kraterleşmeye yol açabilir. Bu etki, γ nın doğal kraterleşme etkisidir. Düşük çekme dayanımlı, demir
62 44 içerikli olmayan ve içerisinde abrasiv (aşındırıcı) parçacıkları bulunmayan sünek malzemeler, küçük çaplı uzun miller veya işlenirken sertleşen malzemelerden talaş kaldırırken pozitif γ lı takımlar kullanılır. Bir kesici takım için γ nın değeri ve tipi belirlenirken; işlenecek malzemenin sertliği, kesme işlemi tipi (sürekli veya kesikli), kesici takım malzemesi ve kesici ucun dayanımı faktörleri dikkate alınmalıdır [66]. Yüksek çekme dayanımlı ve abrasiv içerikli malzemelerde, f değerinin büyük ve kesme işleminin kesikli olarak yapılması sırasında negatif γ tercih edilir. Bir kesici takım üzerinde negatif γ kayma bölgesi boyunca daha küçük bir φ oluşturur. Bu nedenle daha fazla sürtünme ve ısı meydana gelir. Isıdaki artış dezavantaj olarak görülmesine rağmen tok malzemelerin karbürlü takımlarla işlenmesinde istenilen bir durumdur. Genellikle negatif γ lı kesici takımlar gri dökme demir, temper dökme demir, dökme çelikler, takım çelikleri ve sıcak iş takım çelikleri veya sade karbonlu çelikler gibi malzemelerin karbürlü takımlarla işlenmesinde tercih edilir. Kesici takım üzerinde negatif γ nın avantajları şöyle özetlenebilir [66]. İş parçasından kesici takıma uygulanan şokun, kesicinin uç noktası veya kenarında değil, takım yüzeyinde oluşması, Metal üzerinde sert dış yüzeyin kesici kenar ile temas etmemesi, Kesikli kesme ile yüzeylerin kolaylıkla işlenebilmesi, Daha yüksek kesme hızlarının kullanılabilir olmasıdır Takımdaki diğer talaş açıları Geriye talaş açısı: Bu açı takım tutucu gövdesine paralel olan düzlemle takım yüzeyi arasındaki açı olarak tanımlanır. Gövdeye dik ve kesici uç yan kenarına paralel düzlem içinde ölçülür. Talaşın kesici takım yüzeyinden akarak uzaklaşmasını sağlayan açı olduğundan genellikle pozitif verilir. Ancak bazı hallerde özellikle seramik takımla kesme yapıldığında bu açının değeri negatif olabilmektedir. Negatif γ tasarlandığında talaş, takımın üst talaş yüzeyinden yukarı doğru uzaklaşır, negatif geriye γ takım ucunu kesme basıncından ve sert malzemelerin abrasiv etkisinden korur. Geriye γ daki değişmeler, talaş akma doğrultusuna ve kesme kuvvetine etki
63 45 eder. Diğer şartlar sabit kalırken bu açı arttırılırsa takım ömrü hafif artar ve kesme kuvvetleri azalır. Takım pozitif geriye γ na sahip ise talaş, takım üst yüzeyi uç noktasından aşağı doğru uzaklaşır ki bu da talaşın kesici kenardan serbest olarak akmasını sağlar. Pozitif geriye γ, 5 nin üzerine çıktığı zaman kesici uç dayanımı azalır. Benzer şekilde geriye γ negatif olursa kesici kenar dayanımı artar ve 5 civarında optimize edilir [66]. Yan talaş açısı: Bu açı, takım yüzü ile takım tutucu gövdesine paralel düzlem arasındaki açıdır. Yan γ, hem kesici kenarın yani hem de takım tutucu gövdesine dik bir düzlem içinde ölçülür. Bu açıdaki değişmeler kesme kuvveti üzerine en büyük etkiye sahiptir ve bazı durumlarda talaş akma doğrultusunu da etkilemektedir. Açı arttığı zaman, iş parçası yırtılması daha az olduğundan her bir pozitif yan γ derecesi için kuvvetler yaklaşık %1 azalır. Negatif yan γ, kesici kenar dayanımını artırır ve genelde çelikler için bunun yapılması tavsiye edilir. Daha küçük γ, φ yi azaltırken daha büyük γ burulmaya sebep olur ve talaş akma direncini arttırır. Daha düşük negatif γ lar daha kaba yüzey ve daha fazla sertleşen yüzeyler meydana getirir. Düşük ve negatif γ larda talaşın fazla bozulması, kısa mesafelerde talaşın kırılması ile talaş kontrolünü kolaylaştırmaktadır. Yan γ nın geriye γ dan daha fazla etkisi mevcuttur. Kullan-at tipli kesici uçlar genellikle düz olduğundan gerekli yan ve geriye γ lar üretici firmalar tarafından oluşturulur. Talaş derinliğinde görünen fark, negatif γ lı takımda daha büyük takım defleksiyonu ve daha yüksek kesme kuvvetlerinin oluşmasından kaynaklanır [66] Talaş Kırma ve Talaş Kırıcılar Talaşın şekillenmesi ilk deformasyonla başlar ve kesme parametrelerinin kombinasyonundan (özellikle V, f, γ, malzemenin cinsi/şartları ile r kombinasyonu) etkilenir. İlk bükülme, helislenme ve talaş biçimi kesici ucun yeteneğine göre tasarlanır. Talaş oluşumu sırasında normal şartlarda talaşın kırılması için üç farklı mekanizma söz konusudur (Şekil 3.11).
64 46 a b c Şekil Talaş kırılma mekanizmaları [1] a) Kendi kendine kırılma, b) Talaşın takıma dayanması ile kırılması, c) Talaşın iş parçasına dayanması ile kırılma Talaşın kendi kendine kırılması (Şekil 3.11a) için uygun talaş yönünün seçilmesi en önemli faktördür. Takıma temasla talaş kırılması (Şekil 3.11b), eğer talaş çarpma etkisi keskin köşelerde olursa olumsuz olacaktır. İş parçasına temasla talaşın kırılması (Şekil 3.11c), talaş iş parçası yüzey kalitesini bozuyorsa veya tekrar kesme bölgesine geri dönüyorsa olumsuzdur. Çabuk takım kırılmasına sebep olacağından işleme zamanını ve operatörün yaralanması gibi istenmeyen sonuçlarından dolayı kontrol edilemeyen talaşlardan her zaman kaçınmak gerekir. Kısa talaşlı malzemelerde talaş biçimlenmesi ya çok azdır ya da hiç yokken, akma (uzun) talaş oluşturan malzemelerde talaşın, daha evvel ve yukarıda bahsedilen sebeplerle kırılması istenir. Bu tip talaşlarda talaşın ilk (temel) bükülmesi talaşın istenilen boylarda kırılması için yeterli olmaz. Talaşın akmasını engelleyecek şekilde oluşturulmuş bir talaş kırıcı en kolay yoldur. γ nın, talaş ve kesme açılarıyla kontrolünden farklıdır [1]. Metal işleme esnasında malzeme talaş şeklinde ayrılır. Bu talaşlar değişik şekilde kesme şartlarına bağlı olarak oluşurlar. Aynı zamanda, iş parçası-takım malzemelerine ve kesici takım geometrisine de bağlıdır. Günümüzdeki imalat işlemlerinde kesici takım malzemelerinin uygunluğunun yüksek kesme hızlarına müsaade etmesi artan bir eğilimdir. Yeni geometrilerin geliştirilmesi ile değişik kesme parametrelerinde talaş oluşumunun kontrol altında tutulması sağlanmaktadır. Talaşlar iki ana kategoride sınıflandırılır; kabul edilebilir talaşlar; kısa kopuk talaşlardır. Bu talaşların geometrik formları c, g ve e harfi formuna benzemekle birlikte bunlar en uygun talaş tipleridir ve işleme operasyonunu
65 47 etkilememektedir. Kabul edilemez talaşlar (akma uzun talaşlar) ise iş parçası ve takım etrafına yığılmakta, operatör için tehlike oluşturmaktadır. Ayrıca bitmiş yüzeyi kaba göstererek ani takım kırılmasına ve kesme yüzeyinden daha fazla hacimde talaş kaldırılmasına sebebiyet verir. Sürekli talaşın kırılması için yeterli miktarda yüksek gerilmenin oluşturulması gerekir. Bu gerilme, talaş üzerinde bir eğilme momenti oluşturularak talaş kırıcı tarafından kolaylıkla üretilebilir. Talaş kırıcılar talaş formunun kontrol edilmesinde en etkili yöntemdir. Buna ilaveten talaş kontrolünde düşük kesme kuvvetlerinin oluşturulması, yüzey kalitesinin iyileştirilmesi ve daha uzun takım ömrünün sağlanması yeni kesici takım geometrileri ile sağlanabilir [67, 68]. Hem talaş kırılmasının hem de talaş kıvrılmasının kontrolü demek talaş formunun kontrolü demektir. Karbür takımların kullanılmasından bu yana talaş oluşumunu kontrol altında tutmak için birçok teknik geliştirilmiştir. En yaygın yöntem talaş kırıcı ve talaş kıvırıcıların kullanılması ile sağlanmaktadır. İki tip talaş kırıcı vardır; birincisi takım yüzeyinde oluşturulmuş bir basamak ve kanal, ikincisi ise takım veya takım tutucuya bağlanmış ayrı bir parçadır. Talaş kırıcı, talaş uç yarıçapının kontrol edilmesinde (doğal talaş kıvrımının artması şeklinde) ve uygun bir yolda talaşı yönlendirerek kısa uzunluklarda talaşın kopmasında rol oynar [69, 7]. Talaş kaldırmada, değiştirilebilir kesici takımların kullanılmaya başlanmasından bu yana, bu tip kesici takımlarda da temel talaş kırıcı uygulamaları söz konusu olmuştur. Dalgalı kesici kenar ve talaş yüzeyi gelişen takım malzemeleri ile birlikte değiştirilebilir kesici takımların performansını, uygulama imkânlarını ve güvenilirliği önemli ölçüde gelişmiştir [1] Kesici Uç Burun Yarıçapı-Kesme Derinliği İlişkisi Kesici takım uç burun yarıçapının yüzey kalitesi, kesici takım uç dayanımı, kesme kuvvetleri ve talaş oluşumu üzerinde çok büyük etkilere sahip olduğu bilinmektedir. Genel kural olarak; kesme derinliği kesici uç burun yarıçapının 2/3 ünden veya ilerleme hızı kesici uç burun yarıçapının 1/2 sinden daha az olmamalıdır [71]. Şekil
66 de talaş derinliği ile kesici uç burun yarıçapı arasındaki ilişki şematik olarak gösterilmiştir. a p <r a p =2/3r a p >r Şekil Kesme derinliği ile kesici uç burun yarıçapı arasındaki ilişki [71]
67 49 4. DEFORM PROGRAMI NIN TANITILMASI 4.1. Sonlu Elemanlar Metodu (Finite Element Method-FEM) FEM, günümüzde karmaşık mühendislik problemlerinin hassas olarak çözülmesinde etkin olarak kullanılan sayısal bir yöntemdir. İlk defa 1956 yılında uçak gövdelerinin gerilme analizi için geliştirilmiş olan bu yöntemin, daha sonraki on yıl içerisinde uygulamalı bilimler ve mühendislik problemlerinin çözümünde de başarıyla kullanılabileceği anlaşılmıştır. Daha sonraki yıllarda ise FEM ve çözüm teknikleri hızlı gelişmeler kaydetmiş ve günümüzde birçok pratik problemin çözümü için kullanılan en iyi yöntemlerden birisi olmuştur. Metodun değişik mühendislik alanları için bu kadar popüler olmasının ana nedenlerinden birisi genel bir bilgisayar programının yalnız giriş verilerini değiştirerek herhangi bir özel problemin çözümü için kullanılabilmesidir [72]. FEM deki temel düşünce karmaşık bir problemi basite indirgeyerek bir çözüm bulmaktır. Esas problemin daha basit bir probleme indirgenmiş olması nedeni ile kesin sonuç yerine yaklaşık bir sonuç elde edilmekte; ancak bu sonucun çözümü için daha fazla çaba harcayarak iyileştirilmesi ve kesin sonuca çok yaklaşılması, hatta kesin sonuca ulaşılması mümkün olmaktadır. Elde bulunan konvansiyonel matematiksel araçların kesin sonucu hatta yaklaşık bir sonucu dahi bulmakta yetersiz kalması durumunda ise FEM kullanılabilecek tek yöntem olmaktadır. Metoda sonlu elemanlar isminin verilmesi yeni ise de, sonlu elemanlar düşüncesi gerçekte günümüzden birkaç yüzyıl önce kullanılmıştır. İlk matematikçiler bir dairenin çevresini Şekil 4.1 de görüldüğü gibi daireyi çokgene indirgeyerek (problemi basitleştirerek) hesaplamışlardır. Günümüz deyimiyle bu çokgenin her kenarı sonlu bir elemandır. Bu basit çözümün incelenmesi sonucunda genel sonlu eleman uygulamaları için de geçerli olan iki özellik ortaya çıkmaktadır: Dairenin dışındaki ve içindeki çokgenlerin çevreleri, dairenin çevresinin üst ve alt sınırlandır.
68 5 Çokgenin kenar sayısının artırılmasıyla bu yöntemle bulunacak olan yaklaşık çözüm yukarıdan veya aşağıdan gerçek çözüme ulaşacaktır. Şekil 4.1. Dairenin çevresinin sonlu elemanlar yaklaşımı ile bulunması [72] Özetle FEM, karmaşık olan problemlerin daha basit alt problemlere ayrılarak, her birinin kendi içinde çözülmesiyle tam çözümün bulunduğu bir çözüm metodudur DEFORM Programı Scientific Forming Technologies Corporation (SFTC) nin geliştirdiği DEFORM programı; tasarımcıların metal şekillendirme, ısıl işlemler ve metal kesme gibi işlemleri analiz edebilmek için gerçek deneyler üzerinde yaptıkları çalışmalarını sanal ortama taşımalarını sağlayan bir mühendislik yazılımıdır. DEFORM kullanarak işlenebilirlik simülasyonlarını yapmak, yirmi yıldan fazla bir zamandır araştırmacılara maliyet ve zaman açısından önemli bir iyileştirme sağlamıştır. Günümüzdeki sıkı rekabet baskıları, şirketlerin kendilerine sunulan her bir araçtan en yüksek seviyede yarar elde etmelerini gerektirmektedir. Bu bağlamda DEFORM, araştırma ve endüstriyel uygulamalarla oldukça geniş bir yelpazede etkin olarak kullanılmaktadır [73]. DEFORM, simülasyon sistemine dayanan değişik şekillendirme ve ısıl işlem proseslerini analiz etmek için tasarlanmış, metal şekillendirme ve ilgili endüstriler tarafından kullanılan bir FEM yazılımıdır. DEFORM da Lagrangian ve ALE formülasyonu ve takım aşınma modeli olarak da Usui modeli kullanılmaktadır. Lagrangian ve ALE formülasyonunda talaş oluşumu, geometrik kriter olarak isimlendirilebilen iş parçası için kullanılan elemanlardaki fiziksel bozulmaya göre
69 51 belirlenmektedir. İş parçasına ait sonlu eleman ağındaki elemanlarda görülen bozulmanın kritik talaş ayrılma değerlerine ulaşması halinde kesici takımın geometrisi bozulan bu elemanı kaydırmaya başlayacağı kabul edilir. Pek çok termomekanik şekillendirme ve ısıl işlem proseslerini analiz etmede DEFORM dan yararlanılmaktadır. DEFORM da genel yaklaşım; ilk olarak kesme parametreleri, iş parçası, takım geometrisi ve malzemesini belirlemek, daha sonra da ardışık olarak iş parçasına uygulanan her bir işlemi simüle etmektir [73] DEFORM daki alt programlar DEFORM, birçok alt programı bünyesinde barındıran bir FEM yazılımıdır. DEFORM sistemi içinde yaygın olarak kullanılan alt programlar DEFORM-3D, DEFORM-2D, DEFORM-F2, DEFORM-F3 ve DEFORM-HT olup bunlar aşağıda açıklanmıştır: DEFORM-3D: Karmaşık metal şekillendirme işlemlerinin üç boyutlu akışını analiz edebilmek için tasarlanmış bir işlem simülatörüdür. Deneysel çalışmaların oldukça maliyetli ve zaman gerektiren süreç olması sebebiyle; DEFORM-3D, endüstriyel şekillendirme operasyonlarındaki malzeme akışını tahmin edebilmesi sayesinde pratik ve verimli bir araç olmuştur. DEFORM sistemi içindeki bu alt programda kapalı ve açık kalıp dövme, metal kesme (talaş kaldırma), haddeleme, ekstrüzyon, perçinleme, çekme, doldurma, sıkıştırma ve şişirme uygulamaları yapılabilmektedir. Metal kesme modülünde; tornalama, frezeleme, delik delme, delik büyütme ve vida çekme işlemlerinin simülasyonlarını yapılabilmektedir. DEFORM-3D aynı zamanda esnekliği sayesinde araştırmacılara birçok uygulama, geliştirme ve araştırma dallarında çalışma olanağı sağlayan açık bir sistemdir. Program kullanıcı tanımlı kodları ve parametreleri desteklemektedir. Kullanıcıların çoklu deforme olabilen karmaşık cisimler arasında keyfi temasları tanımlayabilmelerine olanak sağlar. Böylece kullanıcının isteğine göre simülasyon sonrası mekanik birleşim ya da birbirleriyle temas halindeki çiftlerin gerilme (coupled die stress) analizleri yapılabilir. Matematiksel altyapısı FEM e dayanan DEFORM un sonuçlardaki hassasiyeti ve güvenilirliği son yıllarda endüstriyel uygulamalarda başarıyla
70 52 uygulanmasını sağlamıştır. Simülatör motorunun şaşırtıcı seviyedeki hassasiyetiyle büyük deformasyonlu malzeme akışının ve ısıl davranışın tahmin edebilme yeteneğinden dolayı DEFORM, birçok araştırmacı ve tasarımcı tarafından tercih edilen sümülasyon yazılımlarından biridir [73]. DEFORM-2D: DEFORM-3D den farklı olarak yukarıda sayılan üç boyutlu metal akış sürecinin simetri veya düzlem gerinme varsayımlarıyla iki boyutlu olarak analiz edilebildiği bir simülasyon programıdır. DEFORM-F2: Bu alt program; dövme, soğuk şekillendirme/haddeleme, ekstrüzyon ve çekme işlemlerinin simülasyonunun yapılmasına olanak sağlayan iki boyutlu bir simülatördür. Program FEM motoru, ağ oluşturma motoru ve DEFORM-2D deki diğer sistem işlevlerini kullanmaktadır. Programın işlevleri arasında şekillendirme, ısı transferi ve birbirleriyle temas halindeki çiftlerin gerilme (coupled die stress) analizleri gösterilebilir. DEFORM-F3: Üç boyutlu karmaşık metal şekillendirme işlemlerinde malzemenin akma davranışını analiz edebilmek için tasarlanmış bir simülatördür. DEFORM-F3, deneyler gibi maliyet gerektirmeden soğuk ve sıcak dövme operasyonlarındaki malzeme akışını tahmin eden tasarımcılar için yararlı ve etkin bir programdır. DEFORM-HT: Bu alt program; ısıl işlem proseslerinin simülasyonunu gerçekleştirebilmek için tasarlanmış bir FEM simülatörüdür. Sistem; parçaların ısıl işlemleri sırasındaki termal, mekanik ve metalürjik açıdan sergileyecekleri davranışları tahmin edebilmektedir ve ısıl işlem sonucundaki çarpılmaları, su verme esnasında oluşan çatlamaları ve kalıntı gerilmeleri hesaplayabilmektedir. Sistem ayrıca faz dönüşümü ve faz hacim oranları gibi hususlarda da kullanıcıya bilgi sunabilmekte ve karbon çeliğinden alüminyuma, titanyumdan nikel bazlı alaşımlara kadar malzeme kütüphanesinde bulunan birçok malzemeyi modelleyebilmektedir. DEFORM-HT ile normalizasyon, östenitleme, karbürleme, proplem çözme işlemleri, su verme, temperleme, yaşlandırma ve gerilim giderme simülasyonları yapılabilmektedir [73].
71 DEFORM programının kullanım alanları Endüstride yaygın olarak kullanılan DEFORM programının kullanım alanları ise aşağıda özetlenmiştir [73]. İlgili açıklamanın sonunda ise kullanım alanının kapsadığı DEFORM sistemi içindeki alt programa işaret edilmiştir. Çelik, alüminyum, titanyum ve süper alaşımları kapsayan birçok genel alaşımlar için geniş malzeme veri tabanı/kütüphanesi, Tornalama, frezeleme, delik delme, delik büyütme ve vida çekme işlemlerinin simülasyonu (2D, 3D; işleme modülü), Sıcaklık, kesme kuvvetleri ve gerilme dağılımları gibi önemli işlem değişkenlerinin tahmini (2D, 3D; işleme modülü), Malzeme veri tabanında bulunmayan herhangi bir malzeme için kullanıcının belirlediği malzeme veri girdisi, Kalıntı gerilme ve geri esneme problemleri için elastik-plastik malzeme modeli (2D, 3D), Büyük deformasyon modelleri için uygun olan rijit, elastik ve termo-viskoplastik malzeme modelleri, Toz metalürjisi ürünlerinin model oluşumu için gözenekli malzeme modeli (2D, 3D), Malzeme modellemesi, pres modellemesi, kırılma kriteri ve diğer fonksiyonlar için kullanıcının belirlediği alt döngüler (2D, 3D), Soğuk, ılık ve sıcak dövme işlemlerinin simülasyonu için deformasyon ve ısı transferinin mekanik birleşim ya da birbirleriyle temas halindeki çift biçimde modellenmesi, Malzeme akışı, kalıp doldurma, dövme yükü, kalıp gerilmesi, tane akışı, hata/kusur oluşumu ve sünek kırılma üzerine bilgiler, Hidrolik pres, çekiçler, vidalı pres ve mekanik presler için entegre modeller, Sıcaklık, gerinme, gerilme, hasar ve diğer önemli değişkenlerin sınır çizgileri (eğrileri),
72 54 Çoklu deforme olabilen karmaşık cisimler arasındaki mekanik birleşim ya da birbirleriyle temas halindeki çiftlerin gerilme analizleri yapılabilir (2D, 3D), Çatlak başlangıcı ve çatlak/kırılma ilerleme modelleri üzerine iyi bilinen hasar faktörleri zımbayla kesme/delme ve talaş kaldırma modellerine izin verir (2D, 3D), Normalleştirme, tavlama, su verme, temperleme ve karbürlemeyi simüle etmek DEFORM-3D programında işlem sırası Çalışma kapsamında yapılan talaş kaldırma simülayonlarında kullanılan DEFORM- 3D alt programdaki machining (işleme) modülünde bir sümülasyon süreci aşağıdaki gibi özetlenebilir: Programa giriş ve ön işlemler DEFORM-3D Machining (Cutting) müdülü Şekil 4.2 de gösterildiği gibi Windows başlat menüsünden Machining-3D seçilerek veya DEFORM-3D seçilerek açılabilir. Machining (Cutting) müdülü Şekil 4.3 te görüldüğü gibi Pre, Simulate ve Post olmak üzere üç ana bölümden oluşur Pre bölümü; simülasyon için başlangıç şartlarının girildiği bölüm olup bu bölümde kesme parametreleri, kesici takım, takım tutucu, takım/iş parçası malzemeleri ve simülasyon şartları gibi değerler bu veri giriş ekranına girilir. Simulate bölümü; başlangıç şartlarında girilen değerlere göre simülasyon işleminin yapıldığı bölümdür. Simülasyon işlemlerinin takibi message veya operasyon adımını seçme ekranından takip edilebilir. Post bölümü ise başlangıç şartlarına göre yapılan simülasyon sonuçlarının elde edildiği bölümdür. Bu bölümden seçilen parametrelere göre yapılan simülasyon sonucunda elde edilen kesme kuvveti, gerilme, sıcaklık ve takım aşınması gibi bir çeşit çıktı verilerine ulaşılabilir. Elde edilen sonuçlar simülasyon ekranından görüntülenebilir.
73 55 Şekil 4.2. DEFORM-3D Machining (Cutting) müdülünün açılması Simülasyon ekranı Veri giriş ekranı Operasyon adım seçme ekranı Şekil 4.3. Simülasyon ekranı İşleme şartlarının belirlenmesi Şekil 4.3 teki veri giriş ekranından sırasıyla Şekil 4.4 teki gibi proje adı girilir ve kullanılacak birim sistemi (Englih veya SI) seçilir. Next butonuyla Şekil 4.5 teki

 seçildikten sonra Pre bölümünde de işleme tipinin")

74 56 ekrandan işleme tipi seçilir. İşleme tipi olarak tornalama, frezeleme, delik delme ve delik büyütme gibi işlemler seçilebilir. İşleme tipi olarak tornalama (turning) seçildikten sonra Pre bölümünde de işleme tipinin değiştiğine dikkat ediniz. Şekil 4.4. Projeye isim verme ve birim sistemini seçme Şekil 4.5. İşleme tipini seçme İşleme tipi seçildikten sonra Şekil 4.6 da gösterildiği gibi kesme parametreleri ve işleme şartları girilir. Kesme hızı, kesme derinliği, ilerleme hızı, ortam sıcaklığı ve soğutma sıvısı için iletim katsayısı gibi değerler girilir.
 modülünde")
 doğrudan veya")


75 57 Şekil 4.6. Kesme parametreleri ve işleme şartlarının girilmesi Kesici takım seçimi DEFORM-3D Machining (Cutting) modülünde kesici takım seçimi Şekil 4.7 de gösterildiği gibi program veri tabanından/kütüphanesinden (Load an axisting tool from library) doğrudan veya veri tabanında bulunmayan kesici takımlar ise daha önceden oluşturulan kesici takım modeli (Define a new tool) çağrılarak dolaylı şekilde yapılabilir. Bu aşamada program veri tabanında bulunan kesici takımlara ait geometrik bilgiler, ana malzeme, kaplama malzemesi ve kaplama kalınlığı gibi kesici takım malzeme özellikleri seçilebilir. Veri tabanında bulunmayan kesici takımlar için sadece malzeme özellikleri (ana malzeme, kaplama malzemesi ve kaplama kalınlığı) seçilir. Şekil 4.7. Kesici takım seçimi Kesici takım seçimine benzer biçimde Şekil 4.8 de gösterildiği gibi takım tutucu da yine Load from toolholder libarary butonuyla program veri tabanından seçilerek
 veya otomatik olarak belirlenebilir.")
. Şekil 4.8. Takım tutucu seçimi Kesici takım ve iş parçasını elemanlara ayırma Bu aşamada önce Şekil 4.")
76 58 veya veri tabanında bulunmayan takım tutucular ise Create a new toolholder butonuyla gerekli geometrik bilgiler ve açılar (α, γ, χ gibi) girilerek tanımlanabilir. Veri tabanında bulunmayan takım tutucuların kullanılması durumunda kesici takım konumu elle (kullanıcı, kesici takım konumunu kesme açılarına göre tanımlar) veya otomatik olarak belirlenebilir. Takım tutucu aslında programdaki simülasyonda sadece kesici ucun geometrik bilgilerinin ve açılarının (α, γ, χ gibi) ve iş parçasına göre konumunun tanımlanmasında kullanılmaktadır (programdaki simülasyonda takım tutucu gösterilmez). Şekil 4.8. Takım tutucu seçimi Kesici takım ve iş parçasını elemanlara ayırma Bu aşamada önce Şekil 4.9 da gösterildiği gibi kesici takım için elemanlara ayırma (meshing) yapılır. Elemanlara ayırma prosedürü; eleman sayısı 5 ila 5 arasında bir sayı seçilerek veya en küçük eleman boyutu tanımlanarak yapılabilir. Kullanılacak eleman sayısının veya eleman boyutunun belirlenmesinden sonra ön izleme (preview) yapılarak kesici takım elemanlara ayrılır (generate mesh). Kesici takımın elemanlara ayırma işlemi sonrasında ise iş parçası malzeme özelliği plastik veya elasto-plastik tanımlanarak simülasyonlarda kullanılacak iş parçasına ait geometrik model oluşturulur. Şekil 4.1 da gösterilen ekrandan simülasyonlarda kullanılacak iş parçası geometrisi için klasik tornalamada olduğu gibi dairesel (curved) veya prizmatik biçimde basitleştirilmiş (simplified) model seçilebilir. Basitleştirilmiş model ortogonal kesmede iş parçası analiz bölgesini basitleştirmek ve
 ilerleme değeri girilerek iş parçasına ait geometrik")
77 59 dolayısıyla da işlem süresini azaltmak için tercih edilir. İş parçasına ait dairesel modelde ilgili çap ve çevre açısı bilgileri; basitleştirilmiş modelde ise prizma uzunluğu ve prizmanın (iş parçasının) ilerleme değeri girilerek iş parçasına ait geometrik model oluşturulur. Şekil 4.9. Kesici takımın elemanlara ayrılması Şekil 4.1. İş parçası geometrisinin seçimi Dairesel model için DEFORM-3D Machining (Cutting) modülünün ortogonal kesmenin basitleştirilmiş hali Şekil 4.11 de gösterilmiştir.
![6 Şekil 4.11. Basitleştirilmiş üç boyutlu kesme modeli [73] Şekil 4.](/docs-images/91/107054661/images/78-0.jpg "12 de gösterilen bir sonraki aşamada analiz bölgesini basitleştirmek ve işlem süresini azaltmak amacıyla prizmatik seçilen iş parçası modeli için")

78 6 Şekil Basitleştirilmiş üç boyutlu kesme modeli [73] Şekil 4.12 de gösterilen bir sonraki aşamada analiz bölgesini basitleştirmek ve işlem süresini azaltmak amacıyla prizmatik seçilen iş parçası modeli için elemanlara ayırma (meshing) yapılır. Elemanlara ayırma prosedürü; eleman sayısı 5 ila 8 arasında bir sayı seçilerek veya en küçük eleman boyutu tanımlanarak yapılabilir. Kullanılacak eleman sayısının veya eleman boyutunun belirlenmesinden sonra ön izleme (preview) yapılarak iş parçası elemanlara ayrılır (generate mesh). Şekil İş parçasının elemanlara ayrılması
 veya bir dosyadan (Import material from file) oluşturulabileceği gibi yeni bir malzeme")
 yapılmalıdır.")
79 61 İş Parçası malzeme özelliklerinin girilmesi İş parçası malzeme modeli; Şekil 4.13 te gösterildiği gibi programın malzeme veri tabanından/kütüphanesinden (Import material from library) veya bir dosyadan (Import material from file) oluşturulabileceği gibi yeni bir malzeme tanımlaması yapılarak (Create new material) da tanımlanabilir. Programının malzeme veri tabanında alüminyum, çelik, süper alaşımlar ve titanyum gibi bazı malzemeler yer almaktadır. Şekil İş parçası malzemesi seçme ekranı Malzeme veri tabanından bulunmayan malzemeler için yeni bir malzeme tanımlaması (Create new material) yapılmalıdır. Programdaki simülasyonlarda esas itibariyle değişik gerinme, gerinme hızı ve sıcaklıklardaki malzemenin akma davranışı dikkate alındığından yeni malzeme tanımlaması, Şekil 4.14 te gösterildiği gibi iş parçası malzemesi için uygun akma gerilmesinin seçilmesiyle oluşturulur. Yeni malzeme tanımlaması için literatürde verilen uygun akma gerilmesi eşitlikleri ve bu eşitliklerde kullanılacak sabitlerden yararlanılır. Simülasyon sürecindeki talaş oluşumu ve sonrasındaki kesme kuvveti, kesici takım ve iş parçası için gerilme veya sıcaklık dağılımı bilgilerinin doğru bir biçimde elde edilebilmesi açısından uygun


80 62 akma gerilmesi eşitliğinin ve bu eşitliklerde kullanılacak sabitlerin seçimi oldukça büyük önem arz etmektedir. Şekil İş parçası malzemesi için akma davranışının tanımlanması Simülasyon kontrolü ve takım aşınmasının dikkate alınması Simülasyon sürecinin kontrolü; Şekil 4.15 te gösterilen ekrandan simülasyon adım (step) sayısının, simülasyonu kaydetme adım sayısının ve simülasyon yapılacak işleme uzunluğunun girilmesi suretiyle yapılır. DEFORM programı, simülasyon sürecinde takım aşınmasının dikkate alınıp alınmayacağını kullanıcının belirtmesine ihtiyaç duymaktadır. Simülasyon sürecinde kesici takım aşınması dikkate alınacaksa kullanıcı, Şekil 4.15 te gösterilen ekrandan, kesici takım aşınması için Usui modelinin kullanılacağını tanımlar. Simülasyon sürecinde kullanılan iş parçası ve kesici takım dikkate alınarak, Usui modelinde yer alan eşitlik sabitleri program veya literatürde verilen referanslardan yararlanılarak elde edilebilir.
 simülasyon başlangıç şartlarının girilmesinden sonra ikinci aşama olan")
81 63 Şekil Simülasyon kontrolü ve takım aşınması Simülasyonun başlaması ve analiz sonuçlarının elde edilmesi Yukarıda yapılan (Pre bölümü) simülasyon başlangıç şartlarının girilmesinden sonra ikinci aşama olan Şekil 4.16 da gösterilen ekrandan Simulate bölümüne geçilir. Şekil 4.16 daki operaiton olarak isimlendirilen kısımdan da görüleceği gibi simülasyon sonrasında bulunacak kesme kuvveti, kesici takım ve iş parçası için gerilme veya sıcaklık dağılımı bilgilerinin tahmin edileceği (hesaplanacağı) adım (step) numarası tanımlanır. Örneğin; şekilde gösterilen die stress <64>, 64.adım için simülasyon sonrasında Şekil 4.17 de gösterilen bilgilerin (kesici takım ve iş parçası için gerilme veya sıcaklık dağılımı gibi) elde edileceği anlamı taşımaktadır. Daha sonra Run simulation butonuyla simülasyon işlemi başlatılır. İhtiyaç duyulduğu takdirde simülasyon işlemi durdurulup tekrar başlatılabilir. Simülasyon işlemi devam ederken simülasyon, message ekranından veri olarak veya simulation graphics ekranından da grafik ve simülasyon olarak izlenebilir.
82 64 Şekil Simülasyon ekranı Simülasyon işlemi tamamlandıktan sonra Şekil 4.17 de gösterilen ekrandan Post bölümüne geçilerek seçilen adım(lar)daki kesici takım ve iş parçası için gerilme veya sıcaklık dağılımı sonuçları gibi incelenecek bilgilere ulaşılır. Simülasyon sonuçları grafik veya sayısal veri olarak görülebilir. Şekil 4.18 de gösterilen Tools araç çubuğundaki Graph (Load Stroke) işleviyle kesme kuvveti ve State Variables araç çubuğundaki işlevlerle de gerilme, gerinme, sıcaklık gibi sonuçlar elde edilebilir. Elde edilen sonuçlar simülasyon ekranından görüntülenebilir.

83 65 Şekil Simülasyon sonuç ekranı Şekil Simülasyon sonuç menüsü
84 66 5. MATERYAL VE METOT 5.1. Deneysel Çalışmalar Bu çalışmada; talaş açısı, kesme hızı, ilerleme hızı ve değişik talaş kırıcı formlarının kesme kuvvetleri ve dolayısıyla da talaş kaldırma sırasında kesici takımda meydana gelen gerilmeler üzerindeki etkisini incelemek amacıyla bir dizi kesme deneyleri yapılmıştır. Aşağıdaki bölümlerde deneylerde kullanılan iş parçası malzemeleri, kesici takım ve takım tutucular, takım tezgâhı, dinamometre ve kesme parametreleri açıklanmış; deneylerin yapılışı ve değerlendirme esasları hakkında ayrıntılı bilgiler verilmiştir İş parçası malzemeleri Yapılan deneysel çalışmalarda iş parçası malzemesi olarak imalat sanayisinde yaygın olarak kullanılan AISI 15 karbon çeliği, AA 211 ve AA 775 alüminyum alaşımları kullanılmıştır. Deneylerde kullanılan AISI 15 (DIN 1.121) çeliğinin kimyasal bileşimi Çizelge 5.1 de ve AA 211, AA 775 alüminyum alaşımlarının kimyasal bileşimleri ise Çizelge 5.2 de verilmiştir. Çizelge 5.1. AISI 15 çeliğinin kimyasal bileşimi %C %Si %Mn %P %S %Cr %Mo %Ni %Al,485,218,752,256,56,19,147,111, 213 %Co %Cu %Pb %V %Sn %Nb %W %Fe,126,231,211,134,166,254,528 Kalan
85 67 Çizelge 5.2. AA 211 ve AA 775 alaşımlarının kimyasal bileşimi %Si %Fe %Cu %Mn %Mg %Zn %Ni AA 211,158,324 5,58,2,153,254,118 AA 775,24,255 2,26 2,11 4,97,154 %Cr %Pb %Sn %Ti %Sb %Al AA 211,142,459,154,792,3 93,39 AA 775,15,127,5,253,3 89, Kesici takım ve takım tutucu Kesme deneylerinde değişik geometrilere sahip kesici takımlar kullanılmıştır. AISI 15 karbon çeliğinin işlenmesinde ISO 3685 te belirtilen deney şartlarına uygun olarak kesici uç burun yarıçapı (r),4-,8-1,2 mm olan SNMG formundaki (4225 grade) sementit karbür PM, PR, QM talaş kırıcı geometrisine sahip kesici takımlar (Sandvik) ile bu kesici takımlara uygun PSBNR 2525M12 formundaki takım tutucu (χ=75º) kullanılmıştır. AISI 15 karbon çeliğinin işlenmesinde kullanılan ve talaş kırıcı geometrisine göre sınıflandırılan kesici takımlar Çizelge 5.3 te ve kesici takımların geometrileri ise Şekil 5.1 de gösterilmiştir. PR talaş kırıcılı SNMG 1244-PR (r=,4 mm) kesici takımların Sandvik firmasının ürün yelpazesinde yer almamasından dolayı bu kesici takımlar kesme deneylerinde kullanılamamıştır. Çizelge 5.3. AISI 15 için kullanılan kesici takımlar ISO 3685 e göre gösterim Kesici uç burun yarıçapı r (mm) Talaş kırıcı geometrisi SNMG 1244-PM 4225,4 SNMG 1248-PM 4225,8 SNMG PM ,2 SNMG 1244-QM 4225,4 SNMG 1248-QM 4225,8 SNMG QM ,2 SNMG 1248-PR 4225,8 SNMG PR ,2 PM QM PR
 ve bu kesici takımlara uygun SCLCR 2525M12 formundaki takım tutucu (χ=95º) kullanılmıştır. a b c d Şekil 5.1. Takımların talaş kırıcı geometrileri [71, 74] a) PM, b) QM, c)pr, d) GT 5.")
86 68 Alüminyum alaşımlarının işlenmesinde ise kesici uç burun yarıçapı (r),4 mm olan 15º talaş açısına sahip CCGT 1244 formundaki (K313 grade) sementit karbür kesici takımlar (Şekil 5.1, Kennemetal) ve bu kesici takımlara uygun SCLCR 2525M12 formundaki takım tutucu (χ=95º) kullanılmıştır. a b c d Şekil 5.1. Takımların talaş kırıcı geometrileri [71, 74] a) PM, b) QM, c)pr, d) GT Takım tezgâhı Kesme deneyleri Gazi Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Talaşlı Üretim Anabilim Dalı CNC Atelyesinde bulunan JOHNFORD T35 sanayi tipi CNC torna tezgâhı üzerinde yapılmıştır. Bu tezgâhın teknik özellikleri Çizelge 5.4 te verilmiştir. Çizelge 5.4. JOHNFORD T35 CNC torna tezgahının özellikleri X ekseni (mm) 25 Z ekseni (mm) 6 Tezgâh gücü (kw) 1 Devir sayısı (rpm) 4 Hassasiyet (mm),1 Hidrolik ayna çapı (mm) 25 Taret, takım bağlama kapasitesi 12
87 Kesme kuvvetlerinin ölçülmesi Kesme deneylerinde kesme kuvvetlerinin ölçülebilmesi için teknik özellikleri Çizelge 5.5 te verilen kuartz Kistler 9257B tipi dinamometre kullanılmıştır. Dinamometre, klasik torna tezgahları ve diğer takım tezgahlarında kullanılmak üzere tasarlanmıştır. Çizelge 5.5. Kistler 9257B tipi dinamometrenin teknik özellikleri [65] Kuvvet aralığı (kn) (F x, F y, F z ) Tepki verme (N) <,1 Hassasiyet (pc/n) (F x, F y ) -7,5 (F z ) -3,5 Doğrusallık %1 FSO Histerezis %,5 FSO Doğal frekans f (x,y,z) (khz) 3,5 Çalışma sıcaklığı ( C) 7 Kapasitans (pf) 22 Topraklama yalıtımı (Ω) > 18 2 C daki yalıtım direnci (Ω) > 113 Koruma sınıfı IP 67 Ağırlık (kg) 7,3 Dinamometrede bir üst plaka yardımıyla hissedilen kesme kuvvetleri; üst ve alt plakalar arasına yerleştirilen dört adet üç bileşenli kuvvet sensörleri arasında dağıtılır. Her bir sensör, bir tanesi z ekseni ve diğer ikisi de sırasıyla x ve y eksenleri doğrultusundaki basınca duyarlı üç parçalı kuartz plaklarından (Şekil 5.2) oluşmaktadır. Bu dört kuvvet sensörü tarafından hissedilen kuvvet üç bileşene ayrılır. Kuvvetin yönüne göre veya + işaretli kuvvet değerleri belirlenir. Kesme kuvvetleri ölçülürken kuvvet etkisiyle oluşan yer değiştirmeye bağlı olarak gerinim uzama ölçerler (strain gauge) ile kesme kuvveti ölçümünden farklı olarak kesme kuvvetleri etkisiyle oluşan basınç sebebiyle kuartz kristalinde veya + işaretli elektriksel bir gerilim oluşur. Oluşan bu gerilim etki eden kuvvetle doğru orantılı olarak elektriksel bir çıktı oluşturmaktadır.
 Kistler Type 519B13 Multichannel Charge Amplifier")
88 7 F x F z F x F y üst plaka F z F y kuvvet sensörleri kuvvet sensörü alt plaka kablo bağlantısı Şekil 5.2. Kistler 9257B dinamometresinin elemanları [65] Dinamometre tarafından hissedilen kesme kuvveti verileri (aslında elektriksel gerilim değerleri) Kistler Type 519B13 Multichannel Charge Amplifier (yükselteç) yardımıyla Type 2855A3 A/D Board CIO-DAS 162/12 veri alma kartı ve Kistler Type 2825A1-2 Dynoware yazılımı kullanılarak bilgisayar ortamına aktarılmıştır. Kesme kuvveti gerilim değerlerinin yükseltilmesi ve yazılım için istenilen kanal düzeninin (hangi kanaldan hangi kesme kuvveti bileşeninin okunacağı) ayarlanması gibi işlevler için kullanılan 519B13 yükseltecinin bazı özellikleri Çizelge 5.6 da verilmiştir. Çizelge 5.6. Type 519B13 yükseltecinin özellikleri [65] Kanal sayısı 3 Ölçme aralığı (± %1 FS için) (pc) ± Sensör hassasiyeti (pc/m.u. a ),1 999 Doğrusallık hataları (% FS b ) ±,5 Frekans aralığı (khz) 2 Çıkış gerilimi (V) ± 1 Çalışma sıcaklık aralığı ( C) -1 6 Boyutlar (mm) Genişlik/Yükseklik/Derinlik 396/187/28 Ağırlık (kg) 8 a M.U. = Mekanik birim (örneğin bar, N..) b FS = full scale (ölçme aralığının son değeri)
89 71 Dynoware yazılımı kesme kuvvetlerinin bilgisayar yardımıyla ölçülmesine olanak sağlayan çok esnek kullanıma sahip bir paket programdır. Program tarafından veri alma kartıyla ilgili yapılacak bazı ayarlamalar (analog/dijital kanal sayısı, A/D board full scale vb.) ve RS 232 bağlantısı yardımıyla yükselticiyle ilgili bazı düzenlemeler (ölçme aralığı, ölçme/deney süresi, birim zamanda alınan veri sayısı olmak üzere örnekleme oranı, çalıştırılma sonrasında ne zaman veri alınacağını ifade eden tetikleme zamanı, hangi kanaldan hangi kesme kuvvetinin okunacağı gibi) yapılabilmektedir. Dinamometrenin tezgaha bağlantısı ve deney düzeneği şematik olarak Şekil 5.3 te gösterilmiştir. 519B13 Multichannel Charge Amplifier Dynoware yazılım F x JOHNFORD T35 CNC Torna Tezgahı F y F z kesici takım 9257B dinamometre CIO DAS 162/12 veri alma kartı iş parçası Şekil 5.3. Kesme deneyleri için hazırlanan deney düzeneği [65] Kesme parametrelerinin seçimi AISI 15 karbon çeliği iş parçası malzemesi için yapılan kesme deneylerinde üç farklı kesme hızı, iki farklı ilerleme ve iki farklı kesme derinliği kullanılmıştır. AISI 15 deneylerinde kullanılan kesme parametreleri Çizelge 5.7 de verilmiştir.
90 72 Çizelge 5.7. AISI 15 için kullanılan kesme parametreleri Takım tutucu : PSBNR 2525M12 Kesici takım : SNMG 124 (4225 grade) Kesici uç burun yarıçapı (r, mm) :,4-,8-1,2 Talaş kırıcı geometrisi (γ; talaş kırıcı açısı) : PM (2º), PR (22º), QM (13º) Kesme parametreleri : f (mm/rev) :,2-,4 a (mm) : 1-2 AA 211 ve AA 775 alüminyum alaşımları için yapılan kesme deneylerinde ise beş farklı kesme hızı ve altı farklı talaş açısı kullanılmıştır. Deneylerde ilerleme ve kesme derinliği değiştirilmemiştir (sabit tutulmuştur). AA 211 ve AA 775 alüminyum alaşımlarına ait deneylerde kullanılan kesme parametreleri Çizelge 5.8 de verilmiştir. Çizelge 5.8. AA 211 ve AA 775 için kullanılan kesme parametreleri Takım tutucu : SCLCR 2525M12 Kesici takım : CCGT 1244 (K313 grade) Kesici uç burun yarıçapı (r, mm) :,4 Talaş açısı (γ, ) : -5,, 5, 1, 15, 2 Kesme parametreleri : 4, 45, 5, 55, 6 f (mm/rev) :,25 a (mm) : 2, Deneylerin yapılışı ve değerlendirme esasları AISI 15 deneylerinde; Çizelge 5.7 de belirtilen kesme parametreleri doğrultusunda her bir talaş kırıcı formunun üç farklı kesici uç burun yarıçapı (,4-,8-1,2 mm) değeri için toplam 12 adet deney yapılmıştır. Ancak PR talaş kırıcı formu için r=,4 mm kesici takım tipi üretilmediğinden; söz konusu talaş kırıcı formunun kesme deneyleri yapılamamıştır. Sonuç olarak AISI 15 çeliği için toplam 96 adet kesme deneyi gerçekleştirilmiştir.
91 73 Deneyler öncesi mm boyutlarında olan AISI 15 numuneleri önce 45 5 mm ölçülerinde kesilmiş ve sonrasında ise dış yüzey sertliği gibi haddeleme etkilerini minimize etmek amacıyla CNC torna tezgâhında her numuneden a=3 mm kesme derinliğinde talaş kaldırılarak tek tarafına punta deliği açılmıştır. Deneyler, V sabit tutularak, her bir deney sonrasında f, a ve r ye göre talaş kırıcı formunun değiştirilmesi suretiyle gerçekleştirilmiştir. Her bir deney için daha önceden hiç kullanılmamış yeni kesici uçlar kullanılmış ve boyuna tornalama yapılarak numunelerden yaklaşık 25 mm talaş kaldırılmıştır. Deneylerde soğutma sıvısı kullanılmamıştır. Deneyler sırasında kesme kuvvetlerinin ölçülmesi ise kesici takımın iş parçasına yaklaşmasına 5 mm kalacak şekilde ve boyuna tornalamanın sonuna kadar veri alınmasıyla gerçekleştirilmiştir. Kesme deneylerinde, dinamometrenin boyutlarına bağlı olarak takım tutucunun bağlama boyu 5 mm olarak ayarlanmıştır. Alüminyum alaşımlarına ait deneylerde; Çizelge 5.8 de belirtilen kesme parametreleri doğrultusunda her bir alaşım için 3 adet olmak üzere toplam 6 adet kesme deneyi gerçekleştirilmiştir. Deneyler öncesi 1 25 mm boyutlarında olan AA 211 ve 7 25 mm boyutlarında olan AA 775 numunelerinden öncelikle dış yüzey sertliği gibi haddeleme etkilerini minimize etmek amacıyla a=1 mm kesme derinliğinde talaş kaldırılarak tek tarafına punta deliği açılmıştır. Deneyler f ve a sabit tutularak her bir deney sonrasında V ve γ nın değiştirilerek yapılmıştır. Her bir deney için daha önceden hiç kullanılmamış yeni kesici uçlar kullanılmış ve boyuna tornalama yapılarak numunelerden yaklaşık 25 mm talaş kaldırılmıştır. Deneylerde soğutma sıvısı kullanılmamıştır. Takım tutucuya bağlanan CCGT 1244 kesici takımlarının orijinal talaş açısının γ=15º olması sebebiyle, 15º dışındaki diğer talaş açıları (-5º, º, 5º, 1º ve 2º) kesici takımın, takım tutucuya oturduğu yüzeyin bu açılara göre işlenmesi suretiyle elde edilmiştir.
92 Simülasyon Çalışmaları Simülasyonlar DEFORM-3D paket programı (V6.1) kullanılarak yapılmıştır. DEFORM-3D programı için programın Türkiye distribütörü olan FİGES A.Ş. ile görüşülerek; araştırma amaçlı olarak programın lisanslı ve ücretsiz olarak kullanılması sağlanmıştır. Simülasyonlar öncesinde kesici takımlara ait katı modellerin oluşturulması ve kesici takım-iş parçası çifti için malzeme özelliklerinin elde edilmesi olarak ifade edilebilen bazı ön hazırlıklar yapılmıştır. Aşağıdaki açıklamalar Bölüm te belirtilen işlem sırası dikkate alınarak sıralanmıştır Simülasyon şartları Talaş kaldırma simülasyonları programdaki Machining (Cutting) modülü üzerinde, SI birim sistemi kullanılarak ve işleme tipi olarak tornalama (turning) seçilerek yapılmıştır. Her bir simülasyon için kesme deneylerinde kullanılan kesme parametreleri dikkate alınmıştır. AISI 15 çeliği ve AA 211-AA 775 alüminyum alaşımları için literatüre uygun olarak [75-76] takım-iş parçası ara yüzü için kayma sürtünme faktörü sırasıyla,3 ve,6; ısı transfer sabiti de sırasıyla 4 N/s mm C ve 45 N/s mm C olarak seçilmiştir Kesici takımların tanımlanması AISI 15 karbon çeliği için kullanılan SNMG ve AA 211, AA 775 alüminyum alaşımları için kullanılan CCGT 1244 formundaki kesici takımlar program veri tabanında/kütüphanesinde bulunmayan kesici takımlardır. Bu sebeple kesici takımların modellenmesi; öncelikle kesici takım kataloglarından alınan bilgiler ve hassas ölçüm cihazlarıyla ölçülerek elde edilen bilgiler doğrultusunda boyutlandırılarak SolidWorks programında yapılmıştır. Gerekli ölçüleri elde edilen kesici takımların SolidWorks programında modellenmesi sırasında kesici takımlara ait tüm özellikler (talaş açısı, yanaşma açısı, boşluk açıları, talaş kırıcı formları,


93 75 kesici uç burun yarıçapı vb.) dikkate alınmış ve STL dosya uzantısı verilmek suretiyle Şekil 4.7 de gösterilen Define a new tool seçeneğiyle DEFORM programından çağrılmıştır. Şekil 5.4 te alüminyum alaşımları için kullanılan CCGT 1244 formundaki kesici takım geometrisinin (boyut ve açıları) hassas ölçüm cihazında (Mitutoyo CV 3 Hexagon ölçüm cihazı) ölçülmesi ve elde edilen ölçüm raporu verilmiştir. Şekil 5.5 te ise kesici takım modelinin Define a new tool seçeneğiyle DEFORM programından çağrılması gösterilmiştir. a b Şekil 5.4. CCGT 1244 kesici takımın boyutlandırılması a) Kesici takımın Mitutoyo CV 3 Hexagon ölçüm cihazı ölçülendirmesi, b) Ölçüm raporu Şekil 5.5. Simülasyonlar için kesici takım seçimi


 SNMG 124-PM kesici takım, b) SNMG 124-PR kesici takım, c)")

94 76 Şekil 5.6 da ise AISI 15 karbon çeliği ve AA 211, AA 775 alüminyum alaşımları için kullanılan sırasıyla SNMG 1244 (PM, PR ve QM olmak üzere üç farklı talaş kırıcı geometrisinde) ve CCGT 1244 formundaki kesici takımların STL dosya uzantısı yardımıyla DEFORM programından çağrılması sonucundaki kesici takım modelleri gösterilmiştir. a b c d Şekil 5.6. Deform programına çağrılan kesici takım modelleri a) SNMG 124-PM kesici takım, b) SNMG 124-PR kesici takım, c) SNMG 124-QM kesici takım, d) CCGT 1244 kesici takım Geometrik modeli oluşturulan kesici takım Şekil 5.7 de gösterildiği gibi takım tutucu yanaşma açısına ve talaş açısına göre konumlandırılmıştır. SNMG formundaki kesici takımlar sadece χ=75º yanaşma açısına ve CCGT formundaki kesici takımlar ise χ=95º yanaşma açısı ve γ=-5º, º, 5º, 1º, 15º ve 2º talaş açılarına göre kesici takımların kesme kenarı referans alınarak konumlandırılmıştır.
 SNMG ve CCGT kesici takımlar için malzeme özellikleri belirlenmiştir. Çizelge 5.")
95 77 Şekil 5.7. Kesici takımların konumlandırılması Kesici takımlara ait katı modellerin oluşturulmasından sonra kesici takımlar için uygun malzeme modelleri oluşturulmuştur. Literatürde yapılan çeşitli çalışmalardan ve programdaki kesici takım malzeme veri tabanından sementit karbür (WC) SNMG ve CCGT kesici takımlar için malzeme özellikleri belirlenmiştir. Çizelge 5.9 da simülasyonlarda kullanılan sementit karbür SNMG ve CCGT kesici takımlara ait malzeme özellikleri verilmiştir. Çizelge 5.9. Kesici takımın malzeme modelleri [77] Yoğunluk (kg/m 3 ) 11 9 Elastikiyet modülü (GPa) 63 Poisson oranı,26 Akma sınırı (MPa) 425 Isıl genleşme (J/kg K) 5,4 1 6 Özgül ısı (J/kg K) 334 Isıl iletkenlik (W/m K) 1 Kesici takımların tanımlanmasındaki son aşama ise kesici takımlar için malzeme özelliklerinin programa girilmesidir. Şekil 5.8 de create new material işleviyle kesici takımlara ait malzeme özelliklerinin programa girilmesi gösterilmiştir.
96 78 Şekil 5.8. Kesici takım malzeme özelliklerinin girilmesi Kesici takım ve iş parçasını elemanlara ayırma Simülasyonların yapıldığı bilgisayarın donanım özellikleri (2,16 GHz işlemci ve 2 GB bellek) de dikkate alınarak; her bir simülasyon için bilgisayardaki işlem süresini ve zorunlu olarak kaydedilecek olan dosya kapasitesini düşürmek amacıyla; Simülasyonlarda kesici takım için elemanlara ayırma prosedürü, kullanılacak eleman sayısı girilerek yapılmıştır. SNMG formu kesici takım için 3 ve CCGT formu kesici takım için de 25 eleman elde edilmiştir. Simülasyonlarda her bir iş parçası için elemanlara ayırma prosedürü, kullanılacak en küçük eleman boyutu tanımlanarak yapılmıştır. Her bir iş parçası için en küçük eleman boyutu,75 mm olarak girilmiş ve 1 eleman elde edilmiştir. Kesme deneylerinde 25 mm uzunluğunda talaş kaldırma işlemleri yapılmasına rağmen, iş parçası için elasto-plastik malzeme özelliği seçilerek kesme/işleme uzunluğu (length) 5 mm girilmiş ve iş parçası geometrisi de basitleştirilmiş model olarak seçilmiştir. Her bir simülasyon için dosya kapasitesi AISI 15 çeliğinin işlemesinde 7 MB, AA 211-AA 775 alüminyum alaşımlarında ise 5 MB olmuş ve işlem süresi ise
97 79 yaklaşık 2 saat sürmüştür. İş parçasının ilerleme değeri; kesme deneylerinde kullanılan AISI 15 karbon çeliği için,2-,4 mm/rev ve AA 211, AA 775 alüminyum alaşımları için de,25 mm/rev olarak girilmiştir İş parçası malzemelerinin tanımlanması AISI 15 karbon çeliği ile AA 211 ve AA 775 alüminyum alaşımları için malzeme özellikleri literatürde yapılan çeşitli çalışmalardan ve programdaki iş parçası malzeme veri tabanından belirlenmiştir. Çizelge 5.1 da simülasyonlarda kullanılan AISI 15, AA 211 ve AA 775 e ait malzeme özellikleri verilmiştir. Çizelge 5.1 İş parçalarına ait malzeme özellikleri AISI 15 [78] AA775 [79] AA 211 [8] Yoğunluk (kg/m 3 ) Elastikiyet modülü (GPa) 28 68,9 73 Poisson oranı,297,33,33 Özgül ısı (J/kg K) Isıl iletkenlik (W/m K) 49,4 18,2 151 Isıl genleşme (J/kg K) 11, Programdaki iş parçasına ait malzeme veri tabanında deneylerde kullanılan sadece AA 775 alüminyum alaşımına ait bilgiler bulunmaktadır. Dolayısıyla Çizelge 5.1 da verilen AA 775 alüminyum alaşımının malzeme özellikleri, programdaki iş parçasına ait malzeme veri tabanından Import material from library işleviyle seçilerek kullanılmıştır. AA 775 in simülasyon sürecindeki talaş oluşumu için Oxley in σ= ( ε, ε, T ) akma gerilmesi eşitliği kullanılmıştır (σ, akma gerilmesini; ε, gerinme değerini; ε, gerinme hızını ve T sıcaklık değerini göstermektedir) [79]. Bu malzeme modeli için gerekli olan farklı sıcaklık ve deformasyon hızlarındaki eğriler simülasyona tablolar halinde bağlanmıştır. Malzeme eğrileri iki farklı gerinme (,1 ve 1), üç gerinme farklı hızı (1, 1 ve 1) ve altı farklı sıcaklık (2, 1, 2, 3, 4, 5 C) için verilmiştir. Şekil 5.9 da ε = 1 gerinme hızı için örnek akma gerilmesi diyagramı verilmiştir.
 gerçekleştirilmiştir.")
98 8 Programdaki iş parçasına ait malzeme veri tabanında deneylerde kullanılan AISI 15 ve AA 211 yer almadığından bunlara ait malzeme modelleri, Çizelge 5.1 da verilen malzeme özellikleri dikkate alınarak, Şekil 5.1 da gösterilen yeni bir malzeme tanımlaması yapılarak (Create new material) gerçekleştirilmiştir. 2 C 1 C 2 C 3 C 4 C 5 C 8 7 Akma gerilmesi (MPa) ,1 1 Gerinme Şekil 5.9. Örnek akma gerilmesi diyagramı Şekil 5.1. İş parçası malzeme özelliklerinin girilmesi AISI 15 çeliği ve AA 211 alüminyum alaşımının simülasyon sürecindeki talaş oluşumu için Johnson-Cook iş parçası malzemesi akma gerilmesi modeli kullanmıştır. Programda genelleştirilmiş Johnson-Cook akma gerilmesi modeli;
99 81 σ= A+ B ε + C ln ε ε ε ε D E T (5.1) n α * m ( ) [1 ( )] ( ) [ ( ) ] olarak tanımlanmıştır [41]. Eş. 5.1 deki bazı değerler ve D, T * parametreleri için programda δ = k T T D = D T = T T T T (5.2a) * ( ) β δ b olup ve ( r) ( m r) α = β = k = T = ve ε = D = E = 1 (5.2b) b olduğuna göre, Eş. 5.2 ye göre Eş. 5.1 revize edildiğinde; Johnson-Cook akma gerilmesi modelinin son hali Eş. 5.3 teki gibi elde edilir: n σ= ( + ) [1 + ( m A B ε C ln ε ε )] [1 {( T T ) ( T T )} ] (5.3) r m r Eş. 5.3 teki A, malzemenin oda sıcaklığındaki (T r ) akma gerilmesi sabitini; B, gerinme sertleşmesi sabitini; n, gerinme setleşmesi üssünü; C, gerinme hızı sertleşme üssünü; ε, referans gerinme hızını; T, deney parçasının sıcaklığını; T m malzemenin ergime sıcaklığını ve m, sıcaklığa bağlı sabiti göstermektedir. AISI 15 çeliği ve AA 211 alüminyum alaşımı için Eş. 5.3 te verilen Johnson- Cook akma gerilmesi modeli kullanılmıştır. AISI 15 ve AA 211 malzemelerinin her biri için Johnson-Cook modelinde kullanılan A (MPa), B (MPa), n, C, m ve T m ( K) parametreleri Çizelge 5.11 de verilmiştir. Çizelge AISI 15 ve AA 211 için Johnson-Cook parametreleri Malzeme A B n C m T m (K) Kaynak AA ,42, [8] AISI ,1 6,8,234, [81] Literatürde yapılan çalışmalarda ve programdaki iş parçasına ait malzeme veri tabanında AA 211 alüminyum alaşımı için Johnson-Cook parametreleri yer almadığından, AA 211 in parametreleri yerine, malzeme veri tabanında bulunan
100 82 aynı seriden (2xxx) olan AA 224 alüminyum alaşımına ait parametre değerleri kullanılmıştır Simülasyon kontrolü ve takım aşınması Simülasyon sürecinde, Bölüm te de bahsedildiği üzere simülasyonların yapıldığı bilgisayarın donanım özellikleri dikkate alınarak; Şekil 4.15 te gösterilen ekrandan simülasyon adım sayısı (number of simulation steps) 45, simülasyonu kaydetme adım sayısı (step increment to save) literatüre [82] uygun olarak 25 ve simülasyon yapılacak kesme/işleme uzunluğu (arc length to cut) 7 mm olarak girilmiştir ve 5 mm lik kesme yapılmıştır. Simülasyon sürecinde kesici takım aşınmaları dikkate alınmış olup Usui modelinde yer alan eşitlik sabitleri (Bkz. Şekil 4.15); tüm simülasyonlar için programının referans olarak verdiği [79] a=.1, b=1 değerleri seçilmiştir. AISI 15, AA 211 ve AA 775 simülasyonlarında kullanılan başlangıç şartları Çizelge 5.12 de verilmiştir. Çizelge Simülasyonlarda kullanlan başlangıç şartları Analiz tipi 3-D 3-D İş parçası malzemesi AA 211-AA 775 AISI 15 Kesici takım malzemesi Sementit karbür (WC) Sementit karbür (WC) Kesme hızı (V, m/min) İlerleme (f, mm/rev),25,2-,4 Kesme derinliği (a, mm) 2,5 1-2 Talaş açısı (γ, º) -5,,5,1,15, Kesme/işleme uzunluğu (mm) 5 5 İlk sıcaklık (ºC) 2ºC 2ºC Sürtünme katsayısı (µ),5,3 Isı iletim katsayısı (N/s mm C) 45 4 İş parçası eleman boyutu (mm),75,75 Kesici takım eleman sayısı 25 3
101 Simülasyon ve analiz sonuçlarının elde edilmesi Yukarıda açıklanan simülasyon başlangıç şartlarının girilmesinden sonra AISI 15 çeliği için 96 ve alüminyum alaşımları için de 6 olmak üzere toplam 156 adet simülasyon yapılmıştır. Bölüm te verilen Şekil 4.16 daki operaiton olarak isimlendirilen kısımdan simülasyon sonrasında bulunacak kesici takım ve iş parçası için gerilme veya sıcaklık dağılımı bilgilerinin tahmin edileceği (hesaplanacağı) adım (step) numarası tanımlanmıştır. Talaş oluşum süreci de dikkate alınarak her bir simülasyonda, deneylerle ölçülen kesme kuvvetlerinin ortalama değerleri göz önüne alınarak ortalama kesme kuvveti değerlerine en yakın kesici takım konumlarına karşılık gelen seçilen en az üç adım için programda die stres olarak isimlendirilen birbirleriyle temas halindeki çiftlerin (kesici takım ve iş parçası) sonuçlarının alınması sağlanmıştır. Simülasyon işlemi tamamlandıktan sonra Şekil 4.17 de gösterilen ekrandan Post bölümüne geçilerek; seçilen adımlardaki kesici takım ve iş parçası için gerilme veya sıcaklık dağılımı sonuçları gibi incelenecek bilgiler elde edilmiş ve her bir simülasyondan sonra çalışma dosyası kaydedilmiştir. AISI 15 çeliği ve AA 211, AA 775 alüminyum alaşımları için sırasıyla Çizelge 5.7 ve Çizelge 5.8 de verilen kesme parametrelerine göre yapılan simülasyonlar sonucunda; iş parçası kesici takım tipine göre kesme parametrelerinin normal gerilme bileşenleri (S x, S y, S z ), kayma gerilmesi bileşenleri (S xy, S yz, S xz ), eşdeğer gerilme (efektif gerilme veya von Mises gerilmesi, S EQV ) ve asal gerilmeler (S 1, S 2, S 3 ) üzerindeki etkilerinin incelenebilmesi amacıyla bu gerilmelere ait sonuçlar elde edilmiştir.
102 84 6. DENEY/SİMÜLASYON SONUÇLARI VE TARTIŞMA 6.1. AISI 15 İçin Kesme Kuvvetlerinin Karşılaştırılması AISI 15 karbon çeliği için kesici uç burun yarıçapı (r),4-,8-1,2 mm olan PM, PR, QM talaş kırıcı geometrisine sahip SANDVIK tarafından üretilen SNMG formundaki sementit karbür (4225 grade) kesici takımlar ile bu kesici takımlara uygun PSBNR 2525M12 formundaki takım tutucu (χ=75º) kullanılarak kesme deneyleri ve DEFORM 3D simülasyon programında yukarıda belirtilen şartlarda kesme analizleri yapılmıştır. Kesme parametreleri olarak üç farklı kesme hızı iki farklı talaş derinliği ve ilerleme hızı kullanılarak deney ve analizler yapılmıştır. AISI 15 karbon çeliğini üzerinde SNMG 1244 formunda, kesici uç burun yarıçapı,4 mm ve talaş kırıcı geometrisi PM ve QM olan sementit karbür kesici takımlar kullanılarak üç farklı kesme hızında yapılan deneyler ve aynı kesme şartlarında DEFORM 3D simülasyon programında analiz edilen kesme kuvvetleri Şekil 6.1 de gösterilmiştir. Şekil 6.1 e bakıldığında; kesme deneylerinde ve DEFORM 3D simülasyon programından elde edilen sonuçlarda, kesme derinliği ve ilerleme hızındaki artışa paralel olarak kesme kuvveti bileşenlerinin arttığı [24, 38, 41] gözlenmiştir. Özellikle 2 mm kesme derinliği ve,4 mm/rev ilerlemede ölçülen ve analiz edilen kesme kuvveti değerleri, 1 mm kesme derinliği ve,2 mm/rev ilerleme şartlarında elde edilen değerlere göre belirgin şekilde yüksektir. Bu durum talaş kesitinin artmasıyla doğrudan ilişkilidir. En yüksek ölçülen kesme değerleri PM formundaki takım için 2 mm kesme derinliği,,4 mm/rev ilerleme ve 4 m/min kesme hızında 157 N olarak, QM formundaki takım için ise yine aynı kesme derinliği ve ilerlemede 35 m/min kesme hızında 1675 N olarak ölçülmüştür. DEFORM 3D simülasyon programında ise en yüksek değerler, 2 mm kesme derinliği ve,4 mm/rev ilerlemede PM formu için 35 m/min de 1546 N, QM formu için 3 m/min kesme hızında 1549 N olarak analiz edilmiştir.
103 85 Kuvvet (Fc,N) Fc-,2-1-D Fc-,2-1-S Fc-,4-1-D Fc-,4-1-S Fc-,2-2-D Fc-,2-2-S Fc-,4-2-D Fc-,4-2-S a Kuvvet (Fc,N) b Şekil 6.1. AISI 15 için deneysel ve simülasyon kesme kuvveti sonuçları (r=,4) a) SMMG 1244-PM, b) SMMG 1244-QM Kesici uç burun yarıçapı,4 mm olan takımlarda, talaş kırıcı geometrisine bağlı kesme kuvvetlerinde oluşan değişim incelendiğinde; QM talaş kırıcı geometrili takımlarla yapılan deneysel ve simülasyon çalışmalarında elde edilen kesme kuvveti değerlerinin, PM talaş kırıcı geometrili takımlarla yapılan kesme kuvveti değerlerinden deneysel çalışmada % 5, simülasyon çalışmasında ise % 1 oranında daha yüksek olduğu Şekil 6.1 de görülmektedir. PM talaş kırıcı formu için kesme kuvvetleri yaklaşık N aralığında görülürken QM talaş kırıcı formunda kesme kuvveti bileşenlerinin yaklaşık N a kadar yükseldiği görülmektedir. Bu durum PM ve QM talaş kırıcı formlarının geometrik özelliklerinden (Bkz Şekil 5.1) kaynaklanmaktadır. PM talaş kırıcı formunun talaş kırıcı açısı 2º iken QM formunun talaş kırıcı açısı 13º dir [71]. Talaş kırıcı açısının artmasıyla kesme kuvvetleri azalmaktadır.
104 86 Genel olarak,,4 mm kesici uç burun yarıçapı için PM ve QM talaş kırıcı formunda ölçülen ve DEFORM 3D simülasyon programında analiz edilen kesme kuvveti değerleri arasında gerçekleşen hataların bir değer dışında ± % 1 luk hata sınırları içerisinde kaldığı Şekil 6.1 de görülmektedir. Özellikle düşük talaş derinliği ve ilerleme hızlarında hata oranlarının az olduğu, yükseldiğinde ise hata oranlarının arttığı gözlenmektedir. PM talaş kırıcı formu için 35 m/min kesme hızında hata oranlarının diğer kesme hızlarına göre daha düşük olduğu görülmektedir. PM formu için en küçük hata oranı 2 mm kesme derinliği,,4 mm/rev ilerleme ve 35 m/min, kesme hızında % 1,2 olarak, en yüksek hata oranı ise 2 mm kesme derinliği,,2 mm/rev ilerleme ve 4 m/min kesme hızında % 9,9 olarak gerçekleşmiştir. QM formu için ise en düşük hata oranı 2 mm kesme derinliği,,2 mm/rev ilerleme ve 4 m/min kesme hızında % 1,9 olarak, en yüksek hata oranı ise 1 mm kesme derinliği,,4 mm/rev ilerleme ve 4 m/min kesme hızında % 12,2 olarak gerçekleşmiştir Kesici uç burun yarıçapı,8 mm ve talaş kırıcı geometrisi PM, QM ve PR olan SMMG 1248 formunda sementit karbür kesici takımlar kullanılarak AISI 15 karbon çeliğini üzerinde üç farklı kesme hızında ölçülen ve aynı kesme şartlarında DEFORM 3D simülasyon programında analiz edilen kesme kuvvetleri Şekil 6.2 de verilmiştir. Kesme deneylerinde ve simülasyon programından elde edilen analiz sonuçlarında, kesme derinliği ve ilerleme değerindeki artışa paralel olarak kesme kuvveti bileşenlerinin arttığı [41], kesme hızındaki artışla kesme kuvveti bileşenlerinde ise bir azalma eğiliminde olduğu Şekil 6.2 de gözlenmektedir. 2 mm kesme derinliği ve,4 mm/rev ilerlemede ölçülen ve analiz edilen kesme kuvveti değerleri, 1 mm kesme derinliği ve,2 mm/rev ilerleme şartlarında elde edilen değerlere göre daha yüksektir. En yüksek ölçülen kesme değerleri PM formundaki takım için 2 mm kesme derinliği,,4 mm/rev ilerleme ve 4 m/min kesme hızında 1553 N olarak, QM takım için aynı kesme derinliği ve ilerlemede ve 35 m/min kesme hızında 1542 N ve PR formunda ise aynı kesme derinliği ve ilerlemede 3 m/min kesme hızında 1529 N olarak ölçülmüştür. DEFORM 3D simülasyon programında ise 2 mm kesme derinliği ve,4 mm/rev ilerlemede PM formu için 4 m/min de 151 N, QM için
105 87 35 m/min de 1517 N ve PR için ise 35 m/min kesme hızında 1616 N olarak analiz edilmiştir. İlerleme ve kesme derinliğindeki değişimin kesme hızlarındaki değişime nazaran kesme kuvvetlerinin değişimi üzerinde daha etkili olduğu gözlenmektedir. Bu da doğrudan talaş kesitinin değişimine atfedilmektedir [65]. Kuvvet (Fc,N) Fc-,2-1-D Fc-,2-1-S Fc-,4-1-D Fc-,4-1-S Fc-,2-2-D Fc-,2-2-S Fc-,4-2-D Fc-,4-2-S a Kuvvet (Fc,N) b Kuvvet (Fc,N) c Şekil 6.2. AISI 15 için deneysel ve simülasyon kesme kuvveti sonuçları (r=,8) a) SMMG 1248-PM, b) SMMG 1248-QM, c) SMMG 1248-PR
106 88 PM, QM ve PR formlarına bakıldığında DEFORM 3D simülasyon programında elde edilen kesme kuvvetlerinin deneysel sonuçlara göre daha düşük olduğu görülmektedir. Deneysel sonuçlara göre PM ve QM formu %2 PR formu ise % 1 oranında daha düşük olduğu ama ± % 1 luk hata sınırları içerisinde kaldığı Şekil 6.2 de görülmektedir. Kesici uç burun yarıçapı,8 mm olan, PM, QM ve PR forma sahip takımlarda, talaş kırıcı geometrisine bağlı kesme kuvvetlerinde oluşan değişim incelendiğinde; PR talaş kırıcı geometrili takımlarla yapılan deneysel ve simülasyon çalışmalarında elde edilen kesme kuvvetlerinin, PM ve QM formuna göre daha yüksek olduğu görülmektedir (Şekil 6.2a-c). Bu durumun PR talaş kırıcı formuna sahip takımların kaba talaş kaldırma işlemlerinde kullanılmak üzere üretilmiş olmalarından kaynaklanabileceği ve kesme kuvvetlerinin yüksek çıkması beklenen bir durum olduğu düşünülmektedir [71]. QM talaş kırıcı formuna sahip takımlarla yapılan deneysel ve simülasyon çalışmasında elde edilen kesme kuvvetlerin ise PM talaş kırıcı formuna sahip takımlarla yapılan deneysel ve simülasyon çalışmasında elde edilen kesme kuvveti değerlerinden daha yüksek çıktığı görülmektedir. Bu durumun PM formuna sahip takımların talaş kırıcı açısının 2º ve QM formuna sahip takımın ise talaş kırıcı açısının ise 13º olmasından kaynaklandığı düşünülmektedir. Talaş kırıcı açısı arttıkça kesme kuvvetleri de azalmaktadır [2, 19]. PM, QM ve PR talaş kırıcı formu ve,8 mm kesici uç burun yarıçapı için ölçülen ve DEFORM 3D simülasyon programında analiz edilen kesme kuvveti değerleri arasında gerçekleşen hataların genel olarak ± % 1 luk hata sınırları içerisinde kaldığı Şekil 6.2 de görülmektedir. PM talaş kırıcı formu için 35 m/min kesme hızında hata oranlarının diğer kesme hızlarına göre daha düşük olduğu görülmektedir. PM formu için en küçük hata oranı 1 mm kesme derinliği,,4 mm/rev ilerleme ve 35 m/min kesme hızında %,25 olarak, en yüksek hata oranı ise 1 mm kesme derinliği,,4 mm/rev ilerleme ve 3 m/min kesme hızında % 1 olarak gerçekleşmiştir. QM formu için en düşük hata oranı 2 mm kesme derinliği,,2 mm/rev ilerleme ve 3 m/min kesme hızında %,1 olarak, en yüksek hata oranı ise
107 89 1 mm kesme derinliği,,2 mm/rev ilerleme ve 3 m/min kesme hızında % 4 olarak ortaya çıkmıştır. PR formu için ise en düşük hata oranı 2 mm kesme derinliği,,2 mm/rev ilerleme ve 35 m/min kesme hızında %,33 olarak, en yüksek hata oranı ise 1mm kesme derinliği,,2 mm/rev ilerleme ve 4 m/min kesme hızında % 14,1 olarak gerçekleşmiştir. AISI 15 karbon çeliğini üzerinde SMMG formunda, kesici uç burun yarıçapı 1,2 mm ve talaş kırıcı geometrisi PM, QM ve PR olan sementit karbür kesici takımlar kullanılarak üç farklı kesme hızında ölçülen ve aynı kesme şartlarında DEFORM 3D simülasyon programında analiz edilen kesme kuvvetleri Şekil 6.3 te gösterilmiştir. Şekil 6.3 te kesme deneyleri ve DEFORM 3D simülasyon programından elde edilen sonuçlarda kesme derinliği ve ilerleme hızının artmasıyla kesme kuvveti bileşenlerinin arttığı [41], buna karşın kesme hızındaki artışla kesme kuvveti bileşenlerinde bir azalma eğilimi gözlemektedir. Kesme hızlarındaki değişime nazaran, ilerleme ve kesme derinliğindeki değişimin kesme kuvvetleri üzerinde daha etkili olduğu görülmektedir. En yüksek ölçülen ve analiz edilen kesme değerleri PM formundaki takım için 2 mm kesme derinliği,,4 mm/rev ilerleme ve 35 m/min kesme hızında 1587 N ve 1512 N, QM takım için aynı kesme derinliği ve ilerlemede ve 3 m/min kesme hızında 1583 N ve 1642 N, PR formunda ise aynı kesme derinliği ve ilerlemede deneysel çalışma için 4 m/min kesme hızında 1498 N, simülasyon çalışması için 3 m/min kesme hızında 1524 N olarak analiz edilmiştir. QM formuna sahip takımlarla yapılan çalışmada kesme kuvvetlerinin yüksek çıkmasının nedeni talaş kırıcı açısının kesme kuvvetleri üzerindeki etkisinden kaynaklandığı düşünülmektedir. QM formu için talaş kırıcı açısı 13 PM ve PR formu için ise sırasıyla 2 ve 22 dir.
108 9 Kuvvet (Fc,N) Fc-,2-1-D Fc-,2-1-S Fc-,4-1-D Fc-,4-1-S Fc-,2-2-D Fc-,2-2-S Fc-,4-2-D Fc-,4-2-S a Kuvvet (Fc,N) b Kuvvet (Fc,N) c Şekil 6.3. AISI 15 için deneysel ve simülasyon kesme kuvveti sonuçları (r=1,2) a) SMMG PM, b) SMMG QM, c) SMMG PR Kullanılan takımların talaş kırıcı geometrisine bağlı kesme kuvvetlerinde oluşan değişim incelendiğinde; deneysel ve simülasyon çalışmalarında PR talaş kırıcı geometrili takımlarla yapılan analizlerde kesme kuvvetlerinin daha düşük olduğu Şekil 6.3 te görülmektedir. Bu durum PR talaş kırıcı formuna sahip takımların talaş kırıcı açısının PM ve QM formuna göre daha yüksek (22º) talaş kırıcı açısına sahip olmasından kaynaklandığı düşünülmektedir.[71]
109 91 Genel olarak PM, QM ve PR talaş kırıcı formu ve 1,2 mm kesici uç burun yarıçapı için ölçülen ve simülasyon programında edilen kesme kuvveti değerleri arasında gerçekleşen hataların birkaç değer dışında bütün sonuçların ± % 1 luk hata sınırları içerisinde kaldığı Şekil 6.3 te görülmektedir. PM talaş kırıcı formu için 35 m/min kesme hızında hata oranlarının diğer kesme hızlarına göre daha düşük olduğu görülmektedir. PM formu için en küçük hata oranı 2 mm kesme derinliği,,4 mm/rev ilerleme ve 4 m/min, kesme hızında % 2,9 olarak, en yüksek hata oranı ise 2 mm kesme derinliği,,2 mm/rev ilerleme ve 4 m/min kesme hızında % 14 olarak, QM formu için en düşük hata oranı 2 mm kesme derinliği,,4 mm/rev ilerleme ve 4 m/min kesme hızında %,3 olarak, en yüksek hata oranı ise 2 mm kesme derinliği,,2 mm/rev ilerleme ve 3 m/min kesme hızında % 8,3 olarak, PR formu için ise en düşük hata oranı 1 mm kesme derinliği,,2 mm/rev ilerleme ve 35 m/min kesme hızında %,41 olarak, en yüksek hata oranı ise 2 mm kesme derinliği,,2 mm/rev ilerleme ve 35 m/min kesme hızında % 11,4 olarak gerçekleşmiştir. PM, QM ve PR talaş kırıcı formu ve 1,2 mm kesici uç burun yarıçapı için kesici takımların talaş kırıcı açısının, kesme kuvvetleri üzerindeki etkileri dikkate alındığında genel olarak, talaş kırıcı açısının 2 (PM) den 13 (QM) ye değişimiyle tüm kesme şartları altında kesme kuvveti bileşenlerinin yükseldiği, buna paralel olarak talaş kırıcı açısı 22 olan PR formuna sahip takımlarda ise kesme kuvveti bileşenlerinin en düşük seviyede oluştuğu ve talaş açısı arttıkça kesme kuvvetlerinin de azaldığı görülmektedir (Şekil 6.3a-c). PM, QM ve PR talaş kırıcı formlarına genel olarak bakıldığında DEFORM 3D simülasyon programında elde edilen analiz sonuçlarının deneysel sonuçlara göre daha yüksek olduğu görülmektedir. QM formu için hata oranlarının PM ve PR talaş kırıcı formlarına göre daha düşük olduğu ve % 1,5 olarak, PM formu için % 3,1 ve PR formu için ise % 1,9 olarak gerçekleştiği görülmektedir. Bu durumu takım uç geometrisinin simülasyon çalışmasında deneysel çalışmaya göre daha etkili olduğu şeklinde açıklayabiliriz. Ama genel olarak bakıldığında deneylerde kullanılan takım
110 92 uç burun yarıçaplarında, (,4-,8-1,2 mm) simülasyon sonuçlarıyla deneysel sonuçların iyi bir uyum sergilediği görülmektedir (Şekil 6.1 Şekil 6.3 ). Kesici uç burun yarıçaplarına bağlı kesme kuvvetlerinde oluşan değişim incelendiğinde; PM talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçapı arttıkça (Şekil 6.1- Şekil 6.3) kesme kuvvetlerinin de hem deneysel hem de simülasyon sonuçlarında artış gösterdiği görülmektedir [83]. PR talaş kırıcı formuna sahip takımlarda hafif bir düşüş gösterdiği, QM talaş kırıcı formuna sahip takımlarda ise belirgin bir değişim göstermediği kesici uç burun yarıçapı,4 mm den,8 mm ye yükseldiğinde azalma,,8mm den 1,2 mm ye yükseldiğinde ise artma eğilimi gözlenmektedir. QM ve PR formundaki bu değişimin kesme işleminde önemli bir etkiye sahip olan kesici uç burun yarıçapının kesici takım katologunda belirtilen ve Bölüm 3.4 te anlatılan talaş derinliği, kesici uç burun yarıçapı ve ilerleme arasındaki genel kural olarak kabul edilen bağıntının (talaş derinliği kesici uç burun yarıçapının 2/3 ünden veya ilerleme hızıda uç radüsünün 1/2 sinden daha az olmamalı) etkili olduğu düşünülmektedir [71]. (Şekil 6.1 Şekil 6.3 ). Yapılan deneysel ve simülasyon çalışmasında talaş kırıcı açısına bağlı olarak kesici takım geometrisinin kesme kuvvetleri üzerinde etkili olduğu görülmüştür. Özellikle talaş kırcı açısı 2 olan PM talaş kırıcı formuna sahip takımlarla yapılan çalışmalarda, kesme kuvveti bileşenlerinin diğer talaş kırıcı formlarına oranla daha düşük olduğu, talaş kırcı açısı 13 olan QM takımlarda ise kesme kuvvetlerinin en yüksek değerde oluştuğu gözlenmektedir. PR formuna sahip takımlarda ise kesici uç burun yarıçapı,8 mm olan takımlarda yapılan deneysel ve simülasyon çalışmasında kesme kuvvetlerinin diğer formlara göre daha yüksek gerçekleştiği görülmektedir. PR formuna sahip kesici uç burun yarıçapı 1,2 mm olan takımlarda yapılan deneysel ve simülasyon çalışmasında ise kesme kuvvetlerinin daha düşük gerçekleştiği görülmektedir. Bu durumun PR formuna sahip takımların kaba tornalama işlemlerine kullanılmak için tasarlanmış olması ve talaş kırıcı açısının 22 olmasından kaynaklandığı düşünülmektedir [71] (Şekil 6.1 Şekil 6.3 ).
111 Alüminyum Alaşımları İçin Kesme Kuvvetlerinin Karşılaştırılması Alüminyum AA 211 ve AA 775 alaşımlarının işlenmesinde kesici takım olarak Kennemetal ürünü CCGT1244 K313 15º talaş açısına sahip sementit karbür kesici takım ve takım tutucu olarak ise kesici takıma uygun Takımsaş ürünü SCLC2525 M12 kullanılmıştır. Alüminyum AA 211 ve AA 775 alaşımları için altı farklı talaş açısında (2º, 15º, 1º, 5º, º, -5º) ve beş farklı kesme hızında (4, 45, 5, 55, 6 m/min) 2,5 mm talaş derinliği ve 2,5 mm/rev ilerleme hızında yapılan kesme deneyleri ve DEFORM 3D simülasyon programında elde edilen kesme kuvveti (Fc) değerleri Şekil 6.4 ve Şekil 6.5 te talaş açısına bağlı olarak grafiklerle verilmiştir. AA 211 ve AA775 alaşımları için Şekil 6.4 ve Şekil 6.5 teki grafiklerde kesme hızının ve talaş açısının artmasıyla hem deneysel çalışma hem de DEFORM 3D simülasyon programında elde edilen analiz sonuçlarında kesme kuvvetlerinde azalma gözlenmektedir [19,2,29,37,38,44,75]. Talaş açısı -5º de tüm kesme hızlarında AA 211 alaşımında kesme kuvvetleri deneysel ve simülasyon çalışmasında sırasıyla ortalama 441 N ve 452 N gerçekleşirken, talaş açısı 2º de iken % arasında düşerek 383 N ve 398 N olarak gerçekleşmektedir. AA 775 alaşımında ise talaş açısı -5º de tüm kesme hızlarında deneysel ve simülasyon çalışmasında sırasıyla 379 N ve 385 N olarak gerçekleşirken talaş açısı 2º de iken % 2-13 arasında düşerek 35 N ve 335 N olarak gerçekleşmektedir. Kesme hızı 4 m/min de tüm talaş açılarında AA 211 alaşımında kesme kuvvetleri deneysel ve simülasyon çalışmasında sırasıyla ortalama 428 N ve 445 N gerçekleşirken, kesme hızı 6 m/min de iken % 1 düşerek 386 N ve 44 N olarak gerçekleşmektedir. AA 775 alaşımında ise kesme hızı 4 m/min de tüm talaş açılarında deneysel ve simülasyon çalışmasında sırasıyla 388 N ve 43 N olarak gerçekleşirken, kesme hızı 6 m/min de iken % 27-2 arasında azalarak 291 N ve 325 N olarak gerçekleşmektedir. Yukarıdaki verilerden yola çıkarak AA 775 alüminyum alaşımının talaş açısı ve kesme hızı değişimine karşı AA 211 alüminyum alaşımından daha fazla tepki verdiği görülmektedir.
112 94 6 Fc211-D Fc211-S Fc775-D Fc775-S Kuvvet (Fc,N) Talaş açısı (γ, ) a 6 Kuvvet (Fc,N) Talaş açısı (γ, ) b 6 Kuvvet (Fc,N) Talaş açısı (γ, ) c Şekil 6.4. AA211 ve AA775 için deneysel ve simülasyon kesme kuvveti sonuçları a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min Deneysel ve simülasyon çalışmasında Şekil 6.4 ve Şekil 6.5 te görüldüğü gibi AA 211 alaşımının AA 775 alaşımına göre kesme kuvvetlerinin deneysel çalışmada yaklaşık % 18 daha yüksek çıkarken, simülasyon analizlerinde ise % 15 daha yüksek çıkmaktadır. Bu durum alaşımlar içersindeki farklı katkı maddelerinin ve üretimde uygulanan işlemlerin alaşımların işlenmesinde çok büyük etkiye sahip olduğunu
113 95 göstermiştir. AA 211 alüminyum alaşımının ana alaşım elementi bakır iken, AA 775 alaşımının ana alaşım elementi ise çinkodur. 6 Fc211-D Fc211-S Fc775-D Fc775-S Kuvvet (Fc,N) Talaş açısı (γ, ) a 6 Kuvvet (Fc,N) Talaş açısı (γ, ) b Şekil 6.5. AA211 ve AA775 için deneysel ve simülasyon kesme kuvveti sonuçları a) V = 55 m/min, b) V = 6 m/min Genel olarak, AA 211 ve AA 775 alaşımlarının işlenmesinde ölçülen ve DEFORM 3D simülasyon programında elde edilen kesme kuvveti değerleri arasında gerçekleşen hataların birkaç değer dışında bütün sonuçların ± % 1 luk hata sınırları içerisinde kaldığı Şekil 6.4 Şekil 6.5 te görülmektedir. Simülasyon ve deneysel sonuçlar karşılaştırıldığında özellikle AA 211 alaşımında, AA 775 alaşımına göre hata oranlarının düştüğü gözlenmiştir. AA 211 alaşımı için hata oranı % 2,8 olurken, AA 775 alaşımı için ise hata oranı % 6,3 olarak gerçekleşmektedir. Özellikle AA 775 alaşımlarının işlenmesinde kesme hızı ve talaş açısının düşük olduğu şartlarda deneysel sonuçlarla simülasyon sonuçları arasında daha yakın bir ilişki varken, kesme hızı ve talaş açısının yükselmesiyle birlikte hata oranının da
114 96 arttığı gözlenmektedir. Özellikle 6 m/min kesme hızı ve 1º,15º, 2º talaş açılarında deneysel sonuçlarla simülasyon sonuçları arasında % ye varan hata oranları oluşmaktadır. Bu durum kesme hızındaki değişimin; deneysel verilerde simülasyon sonuçlarına göre (özellikle de talaş açısının artmasıyla) kesme kuvvetleri üzerinde daha etkili olduğunu göstermektedir. Talaş açısının artmasıyla bütün kesme hızlarında kesme kuvvetleri belirli oranda düşmüştür (Şekil 6.4-Şekil 6.5). Bu durum takım talaş arasındaki temas yüzeyinin küçülmesi, sürtünme kuvvetlerinin azalması ve talaş akışının kolaylaşmasından kaynaklanmaktadır. AA 775 alaşımında kesme hızının artmasıyla asıl kesme kuvvetindeki azalma daha fazla olmakta iken AA 211 alaşımında bu düşüş daha az olmaktadır. Bu durumun alaşımların farklı malzeme özelliklerine sahip olmasından kaynaklandığı düşünülmektedir Simülasyon/Analiz Sonuçları Simülasyon çalışmaları, Çizelge 5.7 ve Çizelge 5.8 de verilen kesme parametrelerine göre yapılmıştır. Analizlerde kesme parametrelerinin kesme kuvveti ve kesici uçtaki gerilmeler üzerindeki etkilerini incelemek amacıyla AISI 15 çeliği için toplam 96, alüminyum alaşımları için toplam 6 adet analiz yapılmıştır. Simülasyon sonuçları talaş açısı, kesme hızı ve ilerleme değerine göre grafikler oluşturularak verilmiştir. Analiz sonuçları, iş parçası kesici takım tipine göre kesme parametrelerinin gerilmeler üzerindeki etkisine bağlı olarak ayrı ayrı incelenmiştir. Kesme parametrelerinin kesici uçtaki gerilmeler üzerindeki etkilerinin incelenmesinde aşağıdaki gerilme sonuçlarına göre değerlendirmeler yapılmıştır: Efektif gerilme (von Mises gerilmesi, S EQV ), Normal gerilme bileşenleri (S x, S y, S z ), Kayma gerilme bileşenleri (S xy, S yz, S xz ), Asal gerilmeler (S 1, S 2, S 3 )
115 97 Analizler sonucunda talaş kırıcı formuna göre kesme parametrelerindeki değişimin S x, S y, S z normal gerilmeleri üzerindeki etkisi çekme ve basma (+, -); S xy, S yz, S xz kayma gerilmeleri ve S 1, S 2, S 3 asal gerilmeleri ise + ve biçiminde ele alınmıştır. Kesici takım gerilmelerinin incelenmesine mutlak değer olarak büyük olan değerler kullanılmış ve sonuçlar grafiklere aktarılmıştır. DEFORM gerilme dağılımlarının gösterilmesinde ise analizler sonucunda belirlenen en yüksek gerilme değerleri kullanılmıştır. AISI 15 çeliği ile AA 211 ve AA 775 alüminyum alaşımlarına ait talaş oluşum simülasyonları EK-1 de verilmiştir. Simülasyonlar; kesici takımın iş parçasına yaklaştığı kesme öncesi (veya kesmeye başlangıç), talaşın biçimlenmeye başladığı ve talaşın artık tamamen biçimlendiği olmak üzere üç farklı aşamadaki talaş oluşumlarını göstermektedir AISI 15 için kesici takım gerilmeleri AISI 15 karbon çeliğini, kesici uç burun yarıçapı (r),4-,8-1,2 mm olan PM, PR ve QM talaş kırıcı geometrisine sahip SNMG formundaki sementit karbür (4225 grade) kesici takımlar ile bu kesici takımlara uygun PSBNR 2525M12 formundaki takım tutucu (χ=75º) kullanılarak DEFORM 3D simülasyon programında yukarıda belirtilen şartlarda kesme analizleri yapılmıştır. Talaş kırıcı geometrisi PM olan sementit karbür kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analizler neticesinde kesme hızı, kesme derinliği ve ilerleme değerindeki değişimlere bağlı olarak kesici takımlarda oluşan S EQV gerilmeleri incelenmiştir (Şekil 6.6). Genel olarak bakıldığında, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak S EQV gerilme değerinde de yükselmelerin olduğu dikkat çekmektedir.
 27 18 9 SEQV (MPa) 27 18 9 3 35 4 3 35 4 e) f=,2 mm/rev f) f=,4 mm/rev Max V=4 m/min, f=,4 mm/rev, a=2 mm, r=,4 mm Şekil 6.6. PM formu için kesme parametrelerinin S EQV ye etkisi a, b) r =,4 mm, c, d) r =,8 mm, e, f) r=1,2mm g) DEFORM gerilme dağılımı g")
116 a=1 mm a=2 mm 36 SEQV (MPa) SEQV (MPa) a) f=,2 mm/rev b) f=,4 mm/rev SEQV (MPa) SEQV (MPa) c) f=,2 mm/rev d) f=,4 mm/rev SEQV (MPa) SEQV (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max V=4 m/min, f=,4 mm/rev, a=2 mm, r=,4 mm Şekil 6.6. PM formu için kesme parametrelerinin S EQV ye etkisi a, b) r =,4 mm, c, d) r =,8 mm, e, f) r=1,2mm g) DEFORM gerilme dağılımı g
117 99 Tüm kesme hızları için 1 mm kesme derinliğine göre 2 mm kesme derinliğinde,,2 mm/rev ilerleme hızına göre ise,4 mm/rev ilerleme hızında oluşan S EQV gerilme değerleri daha yüksek gerçekleşmektedir (Şekil 6.6a f). En yüksek gerilme değerleri 2 mm talaş derinliği ve,4 mm/rev ilerleme hızında, en küçük gerilme değerleri ise 1 mm kesme derinliği ve,2 mm/rev ilerleme hızında gerçekleşmektedir. En yüksek gerilme değeri,,4 mm kesici takım yuvarlatma yarıçapı ve 4 m/min kesme hızında 323 MPa olarak, en düşük gerilme değeri ise,8 mm kesici uç burun yarıçapı ve 35 m/min kesme hızında 198 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla kesici uç burun yarıçapı,8 mm olan takımlarda S EQV gerilmenin azaldığı, kesici uç burun yarıçapı,4 ve 1,2 mm olan takımlarda ise artma eğiliminde olduğu görülmektedir. Kesici uç burun yarıçapı arttıkça S EQV gerilmesi de artmaktadır. Kesici uç burun yarıçapı,4 mm olan takımlarda ortalama S EQV gerilme 2534 MPa olarak gerçekleşirken, 1,2 mm ye çıktığında ortalama S EQV gerilme 2621 MPa olarak gerçekleşmektedir (Şekil 6.6a f). Bu durumun takım-talaş temas alanı ve dolayısıyla sürtünmenin artmasından kaynaklandığı düşünülmektedir. Kesme derinliği ve ilerleme hızının gerilme dağılımları üzerinde etkili olduğu dikkat çekmektedir [38]. Kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analizlerde S EQV gerilmelerinin Şekil 6.6g de gösterildiği gibi takım uç burun yarıçapı ve esas kesme kenarı üzerinde kesme derinliği mesafesinde yaklaşık,2,3 mm derinlikte en yüksek değerde olduğu görülmektedir. 1 mm kesme derinliğinde ise takım-talaş temas alanının azalmasına bağlı olarak esas kesme kenarından, takım uç burun yarıçapına doğru kaydığı ve en yüksek gerilmenin iş parçası ile kesici ucun temasının başladığı burun yarıçapındaki pah üzerinde oluştuğu görülmektedir. PM formlu takımlarda uç burun yarıçapı değişiminin kesme derinliğine bağlı olarak ve kesme derinliği mesafesinde etkili olduğu, kesme derinliği değişmediği sürece S EQV gerilme dağılımını pek fazla etkilemediği görülmektedir. Kesici uç burun yarıçapı,4-,8-1,2 mm olan QM talaş kırıcı geometrili sementit karbür kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analizler neticesinde kesme hızı, kesme derinliği ve ilerleme değerindeki değişimlere bağlı olarak kesici takımlarda oluşan S EQV gerilmeleri incelenmiştir (Şekil 6.7).
118 1 SEQV (MPa) SEQV (MPa) SEQV (MPa) a=1 mm a=2 mm SEQV (MPa) a) f=,2 mm/rev b) f=,4 mm/rev SEQV (MPa) c) f=,2 mm/rev d) f=,4 mm/rev SEQV (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil 6.7. QM formu için kesme parametrelerinin S EQV ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
119 11 Genel olarak bakıldığında, QM formu takımlar için tüm kesme hızlarında kesme derinliği ve ilerleme hızındaki artışa paralel olarak S EQV gerilme değerinde yükselmelerin olduğu dikkat çekmektedir. Bütün kesme hızlarında 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde,,2 mm/rev ilerleme hızına göre ise,4 mm/rev ilerleme hızında oluşan S EQV gerilme değerleri daha yüksek gerçekleşmektedir (Şekil 6.7a f). En yüksek gerilme değeri,8 mm kesici takım burun yarıçapı ve 4 m/min kesme hızında 342 MPa olarak, en düşük gerilme değeri ise,8 mm kesici uç burun yarıçapı ve 35 m/min kesme hızında 196 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla kesici uç burun yarıçapı,4 mm olan takımlarda S EQV gerilmenin azaldığı, kesici uç burun yarıçapı,8 ve 1,2 mm olan takımlarda ise artma eğilimi gözlenmektedir. Kesici uç burun yarıçaplarına bağlı S EQV gerilmelerde oluşan değişim incelendiğinde; QM talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçapı arttıkça (Şekil 6.7a-f) S EQV gerilmelerinde artış gözlenmektedir. Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda S EQV gerilme ortalaması 266 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizlerde ise ortalama 291 MPa olarak gerçekleşmektedir. Kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan QM formlu takımlarda gerilme dağılımlarına bakıldığında S EQV gerilmelerin Şekil 6.7g de görüldüğü gibi max S EQV gerilmesi takım uç burun yarıçapı üzerinde ve hemen altında oluştuğu ve esas kesme kenarı kesme derinliği mesafesince de etkili olduğu görülmektedir [41]. 1 mm kesme derinliğinde ise gerilmenin en yüksek değerinin iş parçası ile kesici ucun temasının başladığı burun yarıçapındaki pah üzerinde oluştuğu dikkat çekmektedir. Takım uç burun yarıçapı arttıkça gerilmelerinde kesici ucun temasının başladığı burun yarıçapındaki pah üzerinde ve burun yüzeyinin hemen altında en yüksek değerde olduğu, azaldığında ise S EQV gerilmelerin takım uç burun yarıçapı ve esas kesme kenarı üzerinde ve hemen altında,3-,4 mm alanda kesme mesafesi boyunca etkili olduğu görülmektedir.
120 12 Kesici uç burun yarıçapı,8-1,2 mm olan PR talaş kırıcı geometrili sementit karbür kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analizler neticesinde kesici takımlarda oluşan S EQV gerilmeleri incelenmiştir (Şekil 6.8). En yüksek gerilme değeri 1,2 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 34 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm takım uç yarıçapı ve 3 m/min kesme hızında 187 MPa olarak analiz edilmiştir (Şekil 6.8a d). Kesme hızının artmasıyla takım uç burun yarıçapı,8 mm olan takımlarda S EQV gerilmesinin arttığı, takım uç burun yarıçapı 1,2 mm olan takımlarda ise önemli bir etkisinin olmadığı görülmektedir. PR talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçaplarına bağlı S EQV gerilmelerde oluşan değişim incelendiğinde; uç burun yarıçapı arttıkça S EQV gerilmelerin artış gösterdiği görülmektedir (Şekil 6.8a-d). Kesici uç burun yarıçapı,8 mm olan takımlarla yapılan simülasyonda S EQV gerilme ortalaması 263 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizde S EQV gerilme ortalaması 2612 MPa olarak gerçekleşmektedir. Bu durumun takım ucundaki takım-talaş temas alanı ve sürtünmenin artmasından kaynaklandığı düşünülmektedir. 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S EQV gerilmelerin Şekil 6.8e de gösterildiği gibi; takım uç burun yarıçapı ve esas kesme kenarı üzeri ve hemen altında kesme derinliği mesafesinde oluştuğu görülmektedir. İş parçası ile kesici ucun temasının başladığı burun yarıçapındaki pah üzerinde ve hemen altında yaklaşık,2-,3 mm de en yüksek değerde olduğu, 1 mm kesme derinliğinde ise gerilmenin en yüksek değerinin iş parçası ile kesici ucun temasının başladığı burun yarıçapındaki pah üzerinde oluştuğu dikkat çekmektedir. PR formlu takımlarda, takım uç burun yarıçapı azaldıkça gerilme dağılımlarının esas kesme kenarına doğru kayma eğiliminde olduğu tespit edilmiştir.
121 13 SEQV (MPa) a=1 mm a=2 mm SEQV (MPa) SEQV (MPa) a) f=,2 mm/rev b) f=,4 mm/rev SEQV (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil 6.8. PR formu için kesme parametrelerinin S EQV ye etkisi a,b) r =,8 mm, c,d) r =1,2 mm, e) DEFORM gerilme dağılımı e PM, QM ve PR talaş kırıcı formuna sahip takımlarda, talaş kırıcı açısına bağlı olarak kesici takım geometrisinin S EQV gerilme üzerine etkileri incelendiğinde; literatüre paralel olarak [83], talaş kırıcı açısı arttıkça S EQV gerilmelerinde azaldığı özellikle talaş kırıcı açısı 13 olan QM talaş kırıcı formuna ait S EQV gerilme bileşenlerinin diğer talaş kırıcı formlarına oranla daha yüksek olduğu görülmektedir (Şekil 6.6- Şekil 6.8).
122 14 AISI 15 iş parçası, kesici uç burun yarıçapı,4-,8-1,2 mm, talaş kırıcı geometrisi PM olan sementit karbür kesici takımlar kullanılarak üç farklı kesme ve iki farklı ilerleme hızında DEFORM 3D simülasyon programında analiz edilerek Şekil 6.9 da gösterilmiştir. Şekil 6.9 da kesme parametrelerindeki değişimin +S x e etkisi gösterilmiştir. Kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S x gerilmelerinde de yükselmelerin olduğu görülmektedir (Şekil 6.9a f). Bütün kesme hızlarında, 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S x gerilmeleri daha yüksek gerçekleşmektedir. En yüksek gerilme değeri,4 mm takım burun yarıçapı ve 4 m/min kesme hızında 118 MPa olarak, en düşük gerilme değeri ise yine,8 mm kesici takım burun yarıçapı ve 35 m/min kesme hızında 5 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla +S x gerilmelerinin azaldığı, bu durum kesici uç burun yarıçapı 1,2 mm olan takımlarda daha belirgin olarak görülmektedir (Şekil 6.9a f). Kesme hızına oranla, ilerleme değeri ve kesme derinliğindeki değişimin, +S x üzerinde daha belirgin bir etkiye sahip olduğu da ayrıca görülmektedir. PM talaş kırıcı formuna sahip takımlarda uç burun yarıçaplarına bağlı +S x gerilmelerinde oluşan değişim incelendiğinde, uç burun yarıçapı arttıkça +S x in çok belirgin olmasa da azalma eğiliminde olduğu görülmektedir (Şekil 6.9a-f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S x gerilme ortalaması 821 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizde 75 MPa olarak gerçekleşmektedir.
 1 5 3 35 4 3 35 4 e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=4 m/min, f=,4 mm/rev, a=2mm, r=,4 mm Şekil 6.9.")
123 15 +Sx (MPa) a=1 mm a=2 mm +Sx (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 15 +Sx (MPa) 1 5 +Sx (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 15 +Sx (MPa) 1 5 +Sx (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=4 m/min, f=,4 mm/rev, a=2mm, r=,4 mm Şekil 6.9. PM formu için kesme parametrelerinin +S x e etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
124 16 PM formlu takımlarda +S x gerilme dağılımı incelendiğinde, kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından +S x gerilmelerinin Şekil 6.9g de gösterildiği gibi yardımcı kesme kenarında yaklaşık,3-,4 mm genişlikte pah üzerinde çekme şeklinde, esas kesme kenarının talaş derinliği mesafesinden başlayarak yaklaşık,3-,4 mm uzunlukta yine pah üzerinde basma gerilmesi şeklinde oluştuğu görülmektedir. 1 mm kesme derinliğinde ise çekme gerilmesinin en yüksek değerinin takım uç burnuna yaklaşık,3-,4 mm mesafede yardımcı kesme kenarının üzerindeki pah üzerinde oluştuğu tespit edilmiştir. Takım uç burun yarıçapı arttıkça çekme gerilmelerinin yardımcı kesme kenarı ve esas kesme kenarının üzerindeki pahın hemen altında talaş yüzeyinde kesme mesafesi boyunca oluştuğu tespit edilmiştir. Takım uç burun yarıçapı,4-,8-1,2 mm, talaş kırıcı geometrisi QM olan sementit karbür kesici takımlar kullanılarak +S x gerilmeleri üç farklı kesme hızın ve iki farklı ilerleme hızında, DEFORM 3D simülasyon programında analiz yapılarak Şekil 6.1 da gösterilmiştir. QM formlu takımlara bakıldığında, tüm kesme hızları ve ilerleme değerleri için 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S x daha yüksek gerçekleşmektedir (Şekil 6.1a f). En yüksek gerilme değeri 1,2 mm takım uç burun yarıçapı ve 3 m/min kesme hızında 139 MPa olarak, en düşük gerilme değeri ise 1,2 mm kesici uç burun yarıçapı ve 4 m/min kesme hızında 556 MPa olarak analiz edilmiştir. Kesme hızındaki artışla birlikte kesici uç burun yarıçapı,4-1,2 mm takımlarda +S x te bir azalma eğilimi gözlenirken,,8 mm olan takımlarda ise artmaktadır.,4 mm/rev ilerleme hızında oluşan gerilmeler arasındaki fark aynı talaş derinliği ve kesme hızında,2 mm/rev ilerleme hızında oluşan gerilmeler arasındaki fark dan daha yüksek olduğu Şekil 6.1 da görülmektedir.
125 17 +Sx (MPa) a=1 mm a=2 mm +Sx (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 15 +Sx (MPa) 1 5 +Sx (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 15 +Sx (MPa) 1 5 +Sx (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=3 m/min, f=,4 mm/rev, a=2mm, r=,8 mm Şekil 6.1. QM formu için kesme parametrelerinin +S x e etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
126 18 Kesici uç burun yarıçapına bağlı +S x te oluşan değişim incelendiğinde, QM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S x gerilmesinin çok belirgin olmasa da artma eğilimi gösterdiği görülmektedir (Şekil 6.1 a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +Sx gerilme ortalaması 793 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde +Sx gerilme ortalama 813 MPa olarak gerçekleşmektedir. 2 mm kesme derinliği ve,4 mm/rev ilerleme hızında oluşan +S x gerilmelerinin Şekil 6.1g de gösterildiği gibi esas kesme kenarının yaklaşık,3-,4 mm iç paralelinde kesme derinliği mesafesinde ve yardımcı kesme kenarı üzerinde,3-,4 mm genişlikte en yüksek değerde oluştuğu, 1 mm kesme derinliğinde ise gerilmenin en yüksek değerinin iş parçası ile yardımcı kesme kenarı üzerinde olduğu dikkat çekmektedir. Takım uç burun yarıçapı arttıkça gerilmelerinde kesici uç temasının başladığı burun yarıçapındaki pah üzerinde ve hemen altında en yüksek değerde olduğu görülmektedir. S x gerilmesi esas kesme kenarı üzerinde ve hemen altında en yüksek değerde olduğu görülmektedir. Talaş kırıcı geometrisi PR olan sementit karbür kesici takımlar kullanılarak kesici uç burun yarıçapı,8-1,2 mm olan, üç farklı kesme ve iki farklı ilerleme hızında DEFORM 3D simülasyon programında analiz yapılarak Şekil 6.11 de gösterilmiştir. Tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S x gerilmelerinde yükselmelerin olduğu dikkat çekmektedir. 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +Sx gerilmeleri daha yüksek gerçekleşmektedir. En yüksek gerilme değeri 1,2 mm takım uç burun yarıçapı ve 4 m/min kesme hızında 967 MPa olarak, en düşük gerilme değeri ise 1,2 mm takım burun yarıçapı ve 4 m/min kesme hızında 489 MPa olarak analiz edilmiştir (Şekil 6.11a d). Kesme hızındaki artışla birlikte genel olarak +S x te bir azalma eğilimi gözlenirken, ilerleme değeri ve kesme derinliğindeki değişimin, S x gerilmesi üzerinde daha belirgin bir etkiye sahip olduğu görülmektedir.
127 19 +Sx (MPa) a=1 mm a=2 mm +Sx (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 15 +Sx (MPa) 1 5 +Sx (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Max Min V=4 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve PR formu için kesme parametrelerinin +S x e etkisi a,b) r =,4 mm, c,d) r =,8 mm, e) DEFORM gerilme dağılımı e PR talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçapı arttıkça S x gerilmenin çok belirgin bir şekilde azaldığı görülmektedir (Şekil 6.11a d). Kesici uç burun yarıçapı,8 mm olan takımlarla yapılan simülasyonda +S x gerilmesi ortalama 752 MPa olarak gerçekleşirken, 1,2 mm olan takımlarda ise 65 MPa olarak gerçekleşmektedir. PR talaş kırıcı formuna sahip takımlarda S x gerilme dağılımları 2 mm kesme derinliği ve,4 mm/rev kesme hızında incelendiğinde, S x gerilmelerinin Şekil 6.11f de
128 11 gösterildiği gibi, +S x çekme gerilmesinin takım uç burun yarıçapı ve yardımcı kesme kenarı üzerinde oluştuğu, 1 mm kesme derinliğinde ise gerilmenin en yüksek değerinin takım uç burun yarıçapı ve yardımcı kesme kenarı üzerinde çekme şeklinde oluştuğu dikkat çekmektedir. S x basma gerilmesinin ise takım uç burnuna yaklaşık 1 mm mesafede esas kesme kenarı üzerinde oluştuğu görülmektedir. Bu durumun, talaş kırıcı açısı ve kesici takım geometrisinden kaynaklandığı düşünülmektedir. PM, QM ve PR talaş kırıcı formuna sahip takımlarla yapılan analizlerde, talaş kırıcı açısına bağlı olarak kesici takım geometrisinin +S x üzerine etkileri incelendiğinde, talaş kırcı açısı arttıkça +S x gerilmelerininde azaldığı görülmektedir. QM (13º) formlu takımlarla yapılan analizlerde +S x gerilme ortalaması 819 MPa olurken, PR(22º) formlu takımla yapılan analizde azalarak 711 MPa olarak gerçekleşmektedir (Şekil 6.11a d). Bu durum +S x gerilmelerinin talaş kırıcı açısı arttıkça azaldığını göstermektedir. AISI 15 iş parçası, takım uç burun yarıçapı,4-,8-1,2 mm, talaş kırıcı geometrisi PM olan sementit karbür kesici takımlar kullanılarak üç farklı kesme hızı ve iki farklı ilerlemede DEFORM 3D simülasyon programında yapılan analizlerle kesme parametrelerinin S y gerilmesine etkisi Şekil 6.12 de gösterilmiştir. S y gerilmelerinin, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışla birlikte arttığı görülmektedir. 1mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında S y gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.12a f). En yüksek gerilme değerleri 2 mm talaş derinliği ve,4 mm/rev ilerleme değerlerinde gerçekleştiği, en küçük gerilme değerleri ise 1 mm kesme derinliği ve,2 mm/rev ilerleme gerçekleşmektedir. En yüksek gerilme değeri 1,2 mm takım uç burun yarıçapı ve 4 m/min kesme hızında -31 MPa olarak, en düşük gerilme değeri ise,4 mm kesici uç burun yarıçapı ve 4 m/min kesme hızında -18 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla,4 ve,8 mm takım uç burun yarıçapına sahip takımlarda daha belirgin olmakla birlikte S y gerilmeleri azalmaktadır.
129 111 -Sy (MPa) a=1 mm a=2 mm -Sy (MPa) a) f=,2 mm/rev b) f=,4 mm/rev -45 -Sy (MPa) Sy (MPa) c) f=,2 mm/rev d) f=,4 mm/rev -45 -Sy (MPa) Sy (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve PM formu için kesme parametrelerinin S y ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm, g) DEFORM gerilme dağılımı g
130 112 PM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça S y gerilmenin çok belirgin olmamakla birlikte arttığı görülmektedir. Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyon da S y gerilme ortalaması -239 MPa olarak gerçekleşirken, 1,2 mm olan takımlar da MPa olarak gerçekleşmektedir (Şekil 6.12a f). Bu durumun, takım talaş temas alanı ve sürtünme alanının artmasıyla ilişkili olduğu düşünülmektedir. Gerilme dağılımlarına bakıldığında, kesme derinliği ve ilerleme hızına oldukça duyarlı olduğu tespit edilmiştir. Özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S y basma gerilmelerinin, takım uç burun yarıçapı üzerinde max seviye de oluştuğu ve aynı zamanda esas kesme kenarında kesme derinliği mesafesince ve hemen altında etkili olduğu görülmektedir (Şekil 6.12g). Takım uç burun yarıçapı azaldıkça S y gerilmelerinin esas kesme kenarına doğru kaydığı ve en yüksek gerilmelerin burada oluştuğu görülmektedir. 1 mm kesme derinliğinde ise yine aynı şekilde takım-talaş temas alanında max seviye de oluştuğu ve kesme mesafesince ve hemen altında etkili olduğu tespit edilmiştir. Takım uç burun yarıçapı,4-,8-1,2 mm, talaş kırıcı geometrisi QM olan takımlarla DEFORM 3D simülasyon programında yapılan analizler Şekil 6.13 te gösterilmiştir. Analizlerde kullanılan kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak S y gerilmesinde yükselmelerin olduğu dikkat çekmektedir. En yüksek gerilme değerleri 2 mm talaş derinliği ve,4 mm/rev ilerleme değerlerinde gerçekleştiği, en küçük gerilme değerleri ise 1 mm kesme derinliği ve,2 mm/rev ilerleme hızında gerçekleşmektedir. En yüksek gerilme değeri 1,2 mm takım uç burun yarıçapı ve 3 m/min kesme hızında -32 MPa olarak, en düşük gerilme değeri ise,4 mm takım burun yarıçapı ve 3 m/min kesme hızında -28 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla S y gerilmelerinde de belirgin bir azalma eğilimi gözlenmektedir. QM talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçapı arttıkça S y nin azaldığı görülmektedir. Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda S y gerilme ortalaması MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde ise -262 MPa olarak gerçekleşmektedir (Şekil 6.13a f).
 -3-15 -Sy (MPa) -3-15 3 35 4 3 35 4 e) f=,2 mm/rev f) f=,4 mm/rev Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil 6.13.")
131 113 -Sy (MPa) a=1 mm a=2 mm -Sy (MPa) a) f=,2 mm/rev b) f=,4 mm/rev -45 -Sy (MPa) Sy (MPa) c) f=,2 mm/rev d) f=,4 mm/rev -45 -Sy (MPa) Sy (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve QM formu için kesme parametrelerinin S y ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm, g) DEFORM gerilme dağılımı g
132 114 QM talaş kırıcı formuna sahip takımlarda gerilme dağılımları incelendiğinde, özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S y basma gerilmesinin takım uç burun yarıçapı ile esas kesme kenarı üzerinde ve altında oluştuğu dikkat çekmektedir. S y gerilmesinin en yüksek değeri ise takım uç burun yarıçapı üzerinde ve hemen altında max seviyededir (Şekil 6.13g). Takım uç burun yarıçapı azaldıkça S y gerilmelerinin en yüksek değeri esas kesme kenarına doğru kaydığı ve en yüksek gerilmelerin burada oluştuğu görülmektedir. 1 mm kesme derinliğinde ise gerilmeler takım burun uç yarıçapı ve esas kesme kenarı üzerinde kesme derinliği mesafesinde etkili olduğu tespit edilmiştir. PR talaş kırıcı geometrisine sahip takım uç burun yarıçapı,8-1,2 mm olan kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analizler Şekil 6.14 de verilmiştir. PR talaş kırıcı geometrisine sahip takımlarla yapılan analizlerde tüm kesme hızlarında, 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında S y gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.14 a d). En yüksek gerilme değeri 1,2 mm kesici takım burun yarıçapı ve 3 m/min kesme hızında -328 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında -184 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla S y gerilmesi kesici uç burun yarıçapı,8 mm olan takımlarda artma, 1,2 mm olan takımlarda ise azalma eğilimi göstermektedir. PR talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça S y nin azaldığı görülmektedir (Şekil 6.14 a d). Burun uç yarıçapı,8 mm olan takımlarla yapılan simülasyonda S y gerilme ortalaması MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde S y ortalaması -247 MPa olarak oluşmaktadır. PR talaş kırıcı formuna sahip takımlarda gerilme dağılımları incelendiğinde, kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S y gerilmesi en yüksek değerinin takım uç burun yarıçapı ile esas kesme kenarı üzerinde ve
133 115 altında olduğu dikkat çekmektedir (Şekil 6.14e). S y basma gerilmesinin max değeri ise esas kesme kenarı üzerinde ve hemen altında oluştuğu görülmektedir. Kesici uç burun yarıçapı ve talaş derinliği azaldıkça S y gerilmelerinde kesici uç burun yarıçapı üzerinde ve hemen altında en yüksek değere ulaştığı görülmektedir. PR formuna ait takımlardaki max S y basma gerilmesinin esas kesme kenarı üzerinde oluşmasını PR formuna ait takımların kaba talaş işleme operasyonlarında kullanılmak üzere üretilmiş olmalarından kaynaklandığı düşünülmektedir. -Sy (MPa) a=1 mm a=2 mm -Sy (MPa) a) f=,2 mm/rev b) f=,4 mm/rev -45 -Sy (MPa) Sy (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve PR formu için kesme parametrelerinin S y ye etkisi a,b) r =,8 mm, c,d) r =1,2 mm, e) DEFORM gerilme dağılımı e
134 116 Yapılan simülasyon çalışmasında PM, QM ve PR talaş kırıcı açısına bağlı olarak kesici takım geometrisinin S y gerilmeleri üzerine etkileri incelendiğinde, PM ve QM formuna sahip takımlarda talaş açısı arttıkça gerilmelerin azaldığı görülmektedir. Talaş kırıcı açısı 13 de (QM) ortalama S y gerilmesi MPa olarak gerçekleşirken 2 ye (PM) yükseldiğinde ise -243 MPa olarak gerçekleşmektedir (Şekil 6.12-Şekil 6.14). PR formuna sahip takımlarda ise QM formuna göre daha düşük ve ortalama S y gerilmesi MPa olarak gerçekleşmektedir. PM formuna sahip takımlarla DEFORM 3D simülasyon programında yapılan +S z analizleri Şekil 6.15 te verilmiştir. Kesme derinliği ve ilerleme hızının artmasıyla +S z gerilmesi de artmaktadır. Tüm kesme hızları için 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S z gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.15a f). En yüksek gerilme değeri 1,2 mm takım uç burun yarıçapı ve 3 m/min kesme hızında 693 MPa olarak, en düşük gerilme değeri ise yine,4 mm takım uç burun yarıçapı ve 4 m/min kesme hızında 331 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla +S z gerilmesi kesici uç burun yarıçapı,4 mm ve 1,2 mm olan takımlarda azalma,,8 mm olan takımlarda ise artma eğilimi gözlenmektedir. Gerilme dağılımlarına bakıldığında; özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından +S z basma gerilmesinin en yüksek değerinin takım uç burnuna yaklaşık 2 mm mesafede esas kesme kenarının üzerinde oluştuğu görülmektedir. +S z gerilmesinin esas kesme kenarı üzerinde kesme derinliği mesafesinden hemen sonra başladığı ve talaş yüzeyinde de belirgin bir şekilde oluştuğu görülmektedir (Şekil 6.15g). Takım uç burun yarıçapı ve kesme derinliği azaldıkça S z gerilmesi ve +S z gerilmesinin takım uç burun yarıçapına doğru kaydığı tespit edilmiştir.
135 117 +Sz (MPa) a=1 mm a=2 mm +Sz (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 9 +Sz (MPa) 6 3 +Sz (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 9 +Sz (MPa) 6 3 +Sz (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=35m/min, f=,4m/rev, mm/rev, a=2mm, mm, r=1,2mm mm Şekil AISI 15 ve PM formu için kesme parametrelerinin +S z ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
136 118 +S z gerilmelerindeki değişim incelendiğinde, PM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S z nin de arttığı görülmektedir (Şekil 6.15a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S z gerilme ortalaması 464 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde 53 MPa olarak gerçekleşmektedir. Bu durumun takım uç burun yarıçapı arttıkça takımtalaş temas alanı ve sürtünmenin artmasıyla ilişkili olduğu değerlendirilmektedir. Takım uç burun yarıçapı,4-,8-1,2 mm talaş kırıcı geometrisi QM olan kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analizler Şekil 6.16 da verilmiştir. Şekil 6.16 da kesme parametrelerindeki değişimin +S z gerilmesine etkisi gösterilmiştir. Kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S z gerilmesinde yükselmelerin olduğu görülmektedir. En yüksek gerilme değerlerinin 2 mm talaş derinliği ve,4 mm/rev ilerleme değerlerinde gerçekleştiği, en küçük gerilme değerleri ise 1 mm kesme derinliği ve,2 mm/rev ilerleme hızında gerçekleşmektedir. En yüksek gerilme değeri 1,2 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 769 MPa olarak, en düşük gerilme değeri ise yine,8 mm kesici takım burun yarıçapı ve 4 m/min kesme hızında 398 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla +S z gerilmesinde belirgin bir azalma eğilimi olduğu görülmektedir. QM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S z gerilmesininde arttığı görülmektedir.,4 mm de +S z gerilmesi ortalama 536 MPa, 1,2 mm ise artarak 64 MPa olarak analiz edilmektedir (Şekil 6.16a-f).
137 119 +Sz (MPa) a=1 mm a=2 mm +Sz (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 9 +Sz (MPa) 6 3 +Sz (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 12 +Sz (MPa) 8 4 +Sz (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve QM formu için kesme parametrelerinin +S z ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
138 12 QM formu için kesme parametrelerinin +S z gerilme dağılımlarına etkisi incelendiğinde, özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından +S z çekme gerilmesinin en yüksek değerinin esas kesme kenarının yaklaşık,5 mm içersinde talaş yüzeyinde oluştuğu görülmektedir (Şekil 6.16g). S z basma gerilmesi ise takım uç burnuna yaklaşık 1 mm lik mesafede esas kesme kenarı üzerinde oluşmaktadır. Kesme derinliği azaldıkça +S z ve S z gerilmelerinin esas kesme kenarı üzerinde ve takım uç burun yarıçapına doğru kaydığı gözlenmektedir. PR talaş kırıcı geometrisi sahip takımların simülasyon programında yapılan analiz sonuçları Şekil 6.17 de gösterilmiştir. +S z gerilmelerine bakıldığında, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S z gerilmesinde yükselmelerin olduğu görülmektedir. En yüksek gerilme değeri 1,2 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 639 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm kesici takım burun yarıçapı ve 35 m/min kesme hızında 437 MPa olarak analiz edilmiştir (Şekil 6.17a d). Kesme hızı açısından gerilmeler incelendiğinde, kesme hızının artmasıyla +S z gerilmesininde azalma eğiliminde olduğu, ancak bu eğilim, ilerleme hızı ve kesme derinliğinde olduğu kadar belirgin olmadığı görülmektedir. PR talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S z gerilmesinin azaldığı görülmektedir. Kesici uç burun yarıçapı,8 mm olan takımlarla yapılan simülasyonda +S z gerilme ortalaması 545 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizde 536 MPa olarak gerçekleşmektedir (Şekil 6.17a d).
139 a=1 mm a=2 mm 12 +Sz (MPa) 8 4 +Sz (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 12 +Sz (MPa) 8 4 +Sz (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Max Min V=3 m/min, f=,4 mm/rev, a=2 mm, r=,8 mm Şekil AISI 15 ve PR formu için kesme parametrelerinin +S z ye etkisi a,b) r =,8 mm, c,d) r =1,2 mm, e) DEFORM gerilme dağılımı e S z için gerilme dağılımlarına bakıldığında; S z basma gerilmesinin max değerinin takım uç burnuna yaklaşık,5 mm mesafede esas kesme kenarı üzerinde oluştuğu (Şekil 6.17e) +S z gerilmelerinin ise esas kesme kenarına paralel bir şekilde ve kesme derinliği mesafesinin hemen gerisinde esas kesme kenarı üzerinde takım talaş yüzeyinde oluştuğu görülmektedir. Kesme derinliği azaldıkça S z ve +S z gerilmelerinin takım uç burun yarıçapına doğru kesme derinliği mesafesince kaydığı gözlenmektedir.
140 122 Yapılan simülasyon çalışmasında talaş kırıcı açısına bağlı olarak kesici takım geometrisinin +S z gerilmesi üzerine etkileri incelendiğinde, talaş kırcı açısı arttıkça +S z gerilmelerinin azaldığı tespit edilmiştir. Talaş kırıcı açısı 13 ortalama gerilme 557 MPa olarak gerçekleşirken 2 ye yükseldiğinde ise 491 MPa olarak gerçekleşmektedir (Şekil Şekil 6.17). AISI 15 iş parçası, PM formunda takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analiz sonuçları Şekil 6.18 de gösterilmiştir. Genel olarak bakıldığında, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S xy gerilmelerininde arttığı görülmektedir. 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S xy gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.18a f). PM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S xy gerilmesinin azaldığı görülmektedir (Şekil 6.18a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S xy gerilme ortalaması 811 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde +S xy gerilmesi ortalama 683 MPa olarak gerçekleşmektedir. Kesici takımda oluşan Sxy gerilme dağılımları incelendiğinde kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S xy basma gerilmesinin en yüksek değerinin esas kesme kenarı üzerinde ve hemen altında oluştuğu dikkat çekmektedir (Şekil 6.18g). +S xy gerilmesinin ise yardımcı kesme kenarı ve takım uç burun yarıçapı üzerinde oluştuğu görülmektedir. Kesme derinliği azaldıkça S xy gerilmesi esas kesme kenarından, +S xy gerilmesi ise yardımcı kesme kenarından takım uç burun yarıçapına doğru kaydığı gözlenmektedir.
141 a=1 mm a=2 mm 15 +Sxy (MPa) 1 5 +Sxy (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 15 +Sxy (MPa) 1 5 +Sxy (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 15 +Sxy (MPa) 1 5 +Sxy (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Min Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=,8 mm g Şekil AISI 15 ve PM formu için kesme parametrelerinin +S xy ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı
142 124 En yüksek gerilme değeri,4 mm takım uç burun yarıçapı ve 3 m/min kesme hızında 11 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 485 MPa olarak analiz edilmiştir. +S xy gerilmeleri kesme hızının değişimi açısından incelendiğinde kesme hızının artmasıyla +S xy gerilmesinin kesici uç burun yarıçapı,4-,8 mm olan takımlarda azalma, 1,2 mm lik takımlarda ise artma eğiliminde olduğu görülmektedir (Şekil 6.18). QM formlu takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analiz sonuçları Şekil 6.19 da gösterilmiştir. Tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S xy gerilmelerininde de arttığı görülmektedir. Özellikle, 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +Sxy gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.19a f). En yüksek gerilme değeri,4 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 128 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm kesici uç burun yarıçapı ve 35 m/min kesme hızında 533 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla +S xy gerilmesi takım uç burun yarıçapı,4-1,2 mm olan takımlarda azalmakta,,8 mm olan takımlarda ise çok belirgin olmamakla birlikte artma eğilimi göstermektedir. Kesici uç burun yarıçaplarına bağlı +S xy gerilmelerde oluşan değişim incelendiğinde; QM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +Sxy gerilmelerinin azaldığı belirgin bir şekilde görülmektedir (Şekil 6.19a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S xy gerilme ortalaması 838 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde +S xy gerilme ortalama 737 MPa olarak gerçekleşmektedir.
143 125 +Sxy (MPa) a=1 mm a=2 mm +Sxy (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 18 +Sxy (MPa) Sxy (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 18 +Sxy (MPa) Sxy (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=3 m/min, f=,4 mm/rev, a=2 mm, r=,4 mm Şekil AISI 15 ve QM formu için kesme parametrelerinin +S xy ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı. g
144 126 Şekil 6.19g deki S xy gerilme dağılımına bakıldığında S xy gerilmesinin en yüksek değerinin esas kesme kenarı üzerinde ve hemen altında oluştuğu, +S xy gerilmesinin ise yardımcı kesme kenarı ve takım uç burun yarıçapı üzerinde oluştuğu görülmektedir. Kesme derinliği azaldıkça S xy gerilmelerinin yine aynı bölgelerde ve takım uç burun yarıçapına doğru kaydığı takım uç burun yarıçapı arttığında ise +S xy max gerilmesinin takım uç burun yarıçapı ve hemen altında daha geniş bir alanda etkili olduğu tespit edilmiştir. PR talaş kırıcı geometrisine sahip takım uç burun yarıçapı,8-1,2 mm olan, kesici takımlar kullanılarak üç farklı kesme hızın ve iki farklı ilerlemede DEFORM 3D simülasyon programında yapılan analizler Şekil 6.2 de verilmiştir. Genel olarak bakıldığında, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S xy gerilmesininde yükseldiği dikkat çekmektedir. Tüm kesme hızları ve ilerleme değerleri için 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S xy gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.2a d). En yüksek gerilme değeri 1,2 mm kesici uç burun yarıçapı ve 35 m/min kesme hızında 857 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm kesici uç burun yarıçapı ve 35 m/min kesme hızında 489 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla +S xy gerilmelerinin azaldığı görülmektedir. PR formlu takımlarda uç burun yarıçapı arttıkça +S xy gerilmesinde belirgin bir azalma gözlenmektedir. Kesici uç burun yarıçapı,8 mm olan takımlarla yapılan simülasyonda +S xy gerilme ortalaması 73 MPa olarak gerçekleşirken 1,2 mm olan takımlarla yapılan analizde +S xy gerilme ortalaması 65 MPa olarak gerçekleşmektedir.
145 127 +Sxy (MPa) a=1 mm a=2 mm +Sxy (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 15 +Sxy (MPa) 1 5 +Sxy (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Max Min V=4 m/min, f=,4 mm/rev, a=2 mm, r=,8 mm Şekil 6.2. AISI 15 ve PR formu için kesme parametrelerinin +S xy ye etkisi a,b) r =,8 mm, c,d) r =1,2 mm, e) DEFORM gerilme dağılımı e S xy için gerilme dağılımına bakıldığında, kesme derinliği ve ilerleme hızından oldukça etkilendiği tespit edilmiştir. Şekil 6.2e de görüldüğü gibi S xy basma gerilmesinin en yüksek değerinin kesici uç burun yarıçapına yakın ve esas kesme kenarı üzerinde ve hemen altında olduğu dikkat çekmektedir. +S xy gerilmesinin ise takım uç burnuna yakın, yardımcı kesme kenarı ve altında oluştuğu görülmektedir. Kesme derinliği azaldıkça ve takım uç burun yarıçapı arttıkça S xy gerilmelerinin yine aynı bölgelerde ve takım uç burun yarıçapına doğru kaydığı gözlenmektedir. Talaş kırıcı açısının +S xy gerilmesi üzerindeki etkileri incelendiğinde, talaş kırıcı açısı
146 128 arttıkça +S xy gerilmelerinin azaldığı görülmektedir. QM (13º) formlu takımlarda ortalama +S xy gerilmesi 787 MPa, PM (2º) formlu takımlarda 714 MPa olurken, PR (22º) formlu takımlarla yapılan analizlerde azalarak 676 MPa olarak gerçekleşmektedir (Şekil 6.18-Şekil 6.2). PM formlu kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan +S yz analizleri Şekil 6.21 de gösterilmiştir. Kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S yz gerilmesinde yükselmelerin olduğu görülmektedir (Şekil 6.21a f). En yüksek gerilme değeri 1,2 mm takım uç burun yarıçapı ve 4 m/min kesme hızında 694 MPa olarak, en düşük gerilme değeri ise yine,8 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 382 MPa olarak analiz edilmiştir. Kesme hızının artmasıyla +S yz gerilmelerinde belirgin bir artma eğiliminde olduğu görülmektedir (Şekil 6.21a f). En belirgin artma eğilimi,4 mm kesici uç burun yarıçapına sahip takımlarla yapılan çalışmada, 3 m/min kesme hızında ortalama +S yz gerilmesi 468 MPa olurken, 4 m/min kesme hızında ise artarak ortalama 555 MPa olarak gerçekleşmektedir. PM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S yz gerilmesinin arttığı görülmektedir (Şekil 6.21a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +Syz gerilme ortalaması 535 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizde ortalama 57 MPa olarak gerçekleşmektedir. Kesme derinliği ve ilerleme hızının S yz gerilme dağılımlarını etkilediği, özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S yz ve +S yz gerilmesinin en yüksek değerinin esas kesme kenarı üzerinde ve hemen altında oluştuğu dikkat çekmektedir (Şekil 6.21g). S yz gerilmesi takım uç burnu ve hemen altında max değerde iken +S yz gerilmesi ise takım uç burnuna yaklaşık 1,8-2 mm mesafede esas kesme kenarı üzerinde ve hemen altında max değerde olduğu görülmektedir. S yz gerilmesi takım uç burun yarıçapı arttıkça takım ucuna doğru kayma eğilimi gösterirken +S yz gerilmesinde bir değişme olmamaktadır. Kesme derinliği azaldıkça S yz ve +S yz gerilmelerinin takım uç burun yarıçapına doğru kaydığı gözlenmektedir.
147 a=1 mm a=2 mm 12 +Syz (MPa) 8 4 +Syz (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 12 +Syz (MPa) 8 4 +Syz (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 12 +Syz (MPa) 8 4 +Syz (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Min Max V=3 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve PM formu için kesme parametrelerinin +S yz ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
148 13 Takım uç burun yarıçapı,4-,8-1,2 mm, talaş kırıcı geometrisi QM olan kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan analizler Şekil 6.22 de gösterilmiştir. QM için gerilmelere bakıldığında, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S yz gerilmesi de yükselmektedir. Özellikle, 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S yz gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.22a-f). En yüksek gerilme değerleri 2 mm talaş derinliği ve,4 mm/rev ilerleme değerlerinde gerçekleştiği, en küçük gerilme değerleri ise 1 mm kesme derinliği ve,2 mm/dev ilerleme hızında gerçekleşmektedir. En yüksek gerilme değeri,8 mm kesici takım burun yarıçapı ve 3 m/min kesme hızında 793 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm takım uç burun yarıçapı ve 35 m/min kesme hızında 481 MPa olarak analiz edilmiştir. Kesme hızı değişiminin QM gerilmelerine etkileri incelendiğinde, kesme hızının artmasıyla +S yz gerilmelerinin de azalma eğiliminde olduğu görülmektedir (Şekil 6.22a f). QM talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçapı arttıkça +S yz gerilmesinin azaldığı görülmektedir (Şekil 6.22a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S yz gerilme ortalaması 631 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde +S yz gerilme ortalaması 64 MPa olarak gerçekleşmektedir. Takım uç burun yarıçapı,8 mm olan takımlarla yapılan analizlerde ise +S yz gerilmesi en yüksek değerde 655 MPa olarak gerçekleşmiştir. +S yz gerilme dağılımları incelendiğinde, S yz gerilmesi takım uç burnun yarıçapı bölgesinde max değerde iken +S yz gerilmesi ise takım uç burnuna yaklaşık 1,5-1,8 mm arasında eses kesme kenarı üzerinde ve hemen altında max değerde olduğu görülmektedir (Şekil 6.22a f). S yz gerilmesi takım uç burun yarıçapı arttıkça takım ucuna doğru kayma eğilimi gösterirken +Syz gerilmesinde bir değişme olmamaktadır. Kesme derinliği azaldıkça S yz ve +S yz gerilmelerinin yine aynı bölgede ve takım uç burun yarıçapına doğru kaydığı gözlenmektedir.
149 a=1 mm a=2 mm 12 +Syz (MPa) 8 4 +Syz (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 12 +Syz (MPa) 8 4 +Syz (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 12 +Syz (MPa) 8 4 +Syz (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Min Max V=35 m/min, f=,8 mm/rev, a=2 mm, r=,8 mm Şekil AISI 15 ve QM formu için kesme parametrelerinin +S yz ye etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g
150 132 AISI 15 iş parçası, takım uç burun yarıçapı,8-1,2 mm, talaş kırıcı geometrisi PR olan kesici takımlar kullanılarak üç farklı kesme hızın ve iki farklı ilerleme hızında DEFORM 3D simülasyon programında yapılan analizler Şekil 6.23 te gösterilmiştir. 12 a=1 mm a=2 mm 12 +Syz (MPa) 8 4 +Syz (MPa) a) f=,2 mm/rev b) f=,4 mm/rev a=1 mm a=2 mm 12 +Syz (MPa) 8 4 +Syz (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Min Max V=4 m/min, f=1,2 mm/rev, a=2 mm, r=,8 mm Şekil AISI 15 ve PR formu için kesme parametrelerinin +S yz ye etkisi a,b) r =,8 mm, c,d) r =1,2 mm e) DEFORM gerilme dağılımı e Genel olarak bakıldığında, tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S yz gerilmelerininde yükseldiği görülmektedir. (Şekil 6.23a d). En yüksek gerilme değeri,8 mm takım uç burun yarıçapı ve 3 m/min kesme hızında 782 MPa olarak, en düşük gerilme değeri ise yine 1,2 mm takım uç burun yarıçapı ve 3 m/min kesme hızında 416 MPa olarak analiz
151 133 edilmiştir. Kesme hızının artmasıyla +S yz gerilmesinde artma eğiliminde olduğu görülmektedir. Takım uç burun yarıçaplarına bağlı +S yz gerilmelerde oluşan değişim incelendiğinde; PR talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S yz gerilmesinin azaldığı görülmektedir (Şekil 6.23a d). Kesici uç burun yarıçapı,8 mm olan takımlarla yapılan simülasyonda +S yz gerilme ortalaması 65 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde ortalama 554 MPa olarak gerçekleşmektedir. Talaş kırıcı açısına bağlı olarak kesici takım geometrisinin +S yz gerilme üzerine etkileri incelendiğinde, talaş kırcı açısı arttıkça +S yz gerilmelerinin azaldığı görülmektedir. Talaş kırıcı açısı 13 için ortalama gerilme değeri 63 MPa olarak gerçekleşirken 22 ye yükseldiğinde ise 579 MPa olarak gerçekleşmektedir (Şekil 6.21-Şekil 6.23). PR gerilme dağılımlarına bakıldığında S yz basma gerilmesi takım uç burun yarıçapının hemen altında max değerde iken +S yz çekme gerilmesi ise takım uç burnuna yaklaşık 1,5-1,8 mm arasında esas kesme kenarı ve hemen altında max. değerde olduğu görülmektedir (Şekil 6.23e). S yz gerilmesi takım uç burun yarıçapı arttıkça takım ucuna doğru kayma eğilimi gösterirken +S yz gerilmesinde bir değişme olmamaktadır. Kesme derinliği azaldıkça S yz ve +S yz gerilmelerinin takım uç burun yarıçapına doğru kaydığı gözlenmektedir. PM formlu kesici takımlar kullanılarak DEFORM 3D simülasyon programında yapılan +S zx analiz sonuçları Şekil 6.24 te gösterilmiştir. Tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S zx gerilmesinde yükselmelerin olduğu dikkat çekmektedir. 1 mm kesme derinliğine göre, 2 mm kesme derinliğinde ve,2 mm/rev ilerleme hızına göre de,4 mm/rev ilerleme hızında +S zx gerilmeleri daha yüksek gerçekleşmektedir (Şekil 6.24a f). En yüksek gerilme değeri,4 mm kesici uç burun yarıçapı ve 35 m/min kesme hızında 725 MPa olarak, en düşük gerilme değeri ise,8 mm kesici uç burun yarıçapı ve 4 m/min kesme hızında 348 MPa olarak analiz edilmiştir.
152 a=1 mm a=2 mm 12 +Szx (MPa) 8 4 +Szx (MPa) a) f=,2 mm/rev b) f=,4 mm/rev 12 +Szx (MPa) 8 4 +Szx (MPa) c) f=,2 mm/rev d) f=,4 mm/rev 12 +Szx (MPa) 8 4 +Szx (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Max Min V=35 m/min, f=,4 mm/rev, a=2 mm, r=,4 mm Şekil AISI 15 ve PM formu için kesme parametrelerinin +S zx e etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g Kesici uç burun yarıçaplarına bağlı +S zx gerilmelerde oluşan değişim incelendiğinde, PM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S zx gerilmesinin
153 135 azaldığı görülmektedir (Şekil 6.24a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S zx gerilme ortalaması 544 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizde ortalama 46 MPa olarak gerçekleşmektedir. Şekil 6.24g deki +S zx gerilme dağılımına bakıldığında, özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından +S zx gerilmesinin en yüksek değerinin yardımcı kesme kenarı üzerindeki pah üzerinde oluştuğu dikkat çekmektedir. S zx gerilmesi ise esas kesme kenarı üzerinde, takım uç burnuna yakın mesafede oluştuğu görülmektedir. S zx gerilmesi takım uç burun yarıçapı arttıkça takım ucuna doğru kayma eğilimi gösterirken +S zx gerilmesinde bir değişme olmamaktadır. Kesme derinliği azaldıkça S zx ve +S zx gerilmelerinin takım uç burun yarıçapına doğru kaydığı gözlenmektedir. Takım uç burun yarıçapı,4-,8-1,2 mm, talaş kırıcı geometrisi QM olan kesici takımlar kullanılarak üç farklı kesme hızı ve iki farklı ilerleme hızında DEFORM 3D simülasyon programında yapılan analizler Şekil 6.25 te verilmiştir. Kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S zx gerilmesinde yükselmelerin olduğu dikkat çekmektedir (Şekil 6.25a f). En yüksek gerilme değeri,4 mm kesici uç burun yarıçapı ve 3 m/min kesme hızında 617 MPa olarak, en düşük gerilme değeri ise 1,2 mm takım uç burun yarıçapı ve 4 m/min kesme hızında 45 MPa olarak analiz edilmiştir. İlerleme hızının,2 mm/rev den,4 mm/rev e yükselmesiyle +S zx gerilmeleri arasındaki farkın artmakta olduğu görülmektedir. Kesme hızının artmasıyla takım uç burun yarıçapı,8 ve 1,2 mm olan takımlarda azalma,,4 mm olan takımlarla yapılan analizlerde ise +S zx gerilmesinde artma eğilimi gözlenmektedir.
154 136 +Szx (MPa) a=1 mm a=2 mm +Szx (MPa) Szx (MPa) +Szx (MPa) a) f=,2 mm/rev b) f=,4 mm/rev Szx (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Szx (MPa) e) f=,2 mm/rev f) f=,4 mm/rev Min Max V=35 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve QM formu için kesme parametrelerinin +S zx e etkisi a,b) r =,4 mm, c,d) r =,8 mm, e,f) r=1,2mm g) DEFORM gerilme dağılımı g +S zx gerilmelerine bakıldığında, özellikle Şekil 6.25g deki kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından +S zx gerilmesinin en yüksek
155 137 değerinin esas kesme kenarının takım uçuna yaklaşık 1,2 mm mesafesinde başladığı ve talaş yüzeyinde de etkili olduğu dikkat çekmektedir. S zx gerilmesi ise esas kesme kenarı üzerinde takım uç burnuna yakın mesafede oluştuğu görülmektedir. S zx gerilmesi takım uç burun yarıçapı arttıkça ve kesme derinliği azaldıkça takım ucuna doğru kayma eğilimi gösterirken, +S zx gerilmesinde kesme derinliğinin azalmasıyla takım ucuna daha yakın bir mesafede ve esas kesme kenarı üzerinde oluşmaktadır. Kesici uç burun yarıçaplarına bağlı +S zx gerilmelerde oluşan değişim incelendiğinde, QM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S zx gerilmesinin belirgin bir oranda azaldığı görülmektedir (Şekil 6.25a f). Kesici uç burun yarıçapı,4 mm olan takımlarla yapılan simülasyonda +S zx gerilme ortalaması 516 MPa olarak gerçekleşirken, 1,2 mm olan takımla yapılan analizde ortalama 463 MPa olarak gerçekleşmektedir. PR formlu takımlar kullanılarak DEFORM 3D simülasyon programında yapılan +S zx analiz sonuçları Şekil 6.26 da verilmiştir. PR talaş kırıcı formlu takımlarla yapılan simülasyonlarda kesme derinliği ve ilerleme değerindeki artışa paralel olarak +S zx gerilmesinde yükselmelerin olduğu görülmektedir (Şekil 6.26a d). En yüksek gerilme değeri 1,2 mm kesici uç burun yarıçapı ve 4 m/min kesme hızında 575 MPa olarak, en düşük gerilme değeri ise yine aynı kesici uç burun yarıçapı ve kesme hızında 352 MPa olarak analiz edilmiştir. İlerleme hızının,2 mm/rev den,4 mm/rev e yükselmesiyle +S zx gerilmeleri arasındaki farkın artmakta olduğu görülmektedir. Kesici uç burun yarıçaplarına bağlı +S zx gerilmelerde oluşan değişim incelendiğinde; QM talaş kırıcı formuna sahip takımlarda uç burun yarıçapı arttıkça +S zx gerilmelerinin belirgin bir oranda azaldığı görülmektedir (Şekil 6.26a d). Kesici uç burun yarıçapı,8 mm olan takımlarla yapılan simülasyon da +S zx gerilmesi 461 MPa olarak gerçekleşirken 1,2 mm olan takımla yapılan analizde ortalama 431 MPa olarak gerçekleşmektedir.
156 138 +Szx (MPa) a=1 mm a=2 mm +Szx (MPa) Szx (MPa) a) f=,2 mm/rev b) f=,4 mm/rev Szx (MPa) c) f=,2 mm/rev d) f=,4 mm/rev Min Max V=35 m/min, f=,4 mm/rev, a=2 mm, r=1,2 mm Şekil AISI 15 ve PR formu için kesme parametrelerinin +S zx e etkisi a,b) r =,4 mm, c,d) r =,8 mm, e) DEFORM gerilme dağılımı e Şekil 6.26e deki +S zx gerilmelerine bakıldığında özellikle analiz sonuçlarından +S zx gerilmesinin en yüksek değerinin esas kesme kenarının takım uçuna yaklaşık 1,2 mm mesafesinde başladığı ve talaş yüzeyinde de etkili olduğu dikkat çekmektedir. S zx gerilmesi ise esas kesme kenarı üzerinde takım uç burnuna yakın mesafede oluştuğu görülmektedir. S zx gerilmesi takım uç burun yarıçapı arttıkça ve kesme derinliği azaldıkça takım ucuna doğru kayma eğilimi gösterirken, +S zx gerilmesi kesme derinliğinin azalmasıyla takım ucuna daha yakın bir mesafede ve esas kesme kenarı üzerinde oluşmaktadır.
157 139 Talaş kırıcı açısına bağlı olarak kesici takım geometrisinin +S zx üzerine etkileri incelendiğin de, talaş kırcı açısı arttıkça S zx gerilmelerinin azalma eğiliminde olduğu görülmektedir. Talaş kırıcı açısı,13 ortalama gerilme 489 MPa olarak gerçekleşirken 2 ve 22 ye yükseldiğinde ise sırasıyla 479 ve 446 MPa olarak gerçekleşmektedir (Şekil 6.24-Şekil 6.26). PM, QM, PR kesici takım formları için kesme parametrelerindeki değişimin en küçük asal gerilmeye (max basma gerilmesi, S 3 ) etkisi Şekil 6.27 de gösterilmiştir. Simülasyonlar/analizler neticesinde S 3 gerilmesinin S EQV gerilmelerinin işaretlisi değere sahip olduğu görülmüştür (örneğin; V=4 m/min, f =,4 mm/rev, a=2 mm için PM formunda oluşan S EQV gerilmesi 323 MPa olurken; S 3 en küçük asal gerilmesi ise -323 MPa dır). PM, QM, PR kesici takım formları için en küçük asal gerilme değerleri; sırasıyla Şekil 6.6-Şekil 6.8 deki grafiklerde verilen S EQV gerilme değerlerinin işaretlisi olduğundan burada ayrıca S 3 grafikleri verilmemiştir. Bu durum, Şekil 6.27 de verilen gerilme dağılımları üzerinden de görülebilir. Ancak Şekil 6.27 de görüldüğü gibi gerilme dağılımları farklılık göstermektedir. V=4 m/min, f =,4 mm/rev a=2 mm, r=,4 mm V=3 m/min, f=,4 mm/rev a=2 mm, r=1,2 mm Şekil PM, QM, PR formları için S 3 gerilme dağılımları a) PM, b) QM, c) PR V= 3 m/min, f =,4 mm/rev a=2 mm, r= 1,2 mm a b c PM formuna sahip takımlarda S 3 gerilme dağılımlarının kesici uç burun yarıçapı ve esas kesme kenarında kesme derinliği mesafesince etkili olduğu, QM formlu takımlarda kesici uç burun yarıçapında max seviyede olmakla birlikte esas kesme
158 14 kenarında ve PR formlu takımlarda ise kesici uç burun yarıçapı boyunca oluştuğu görülmektedir (Şekil 6.27) Alüminyum alaşımları için kesici takım gerilmeleri AA 211 ve AA 775 Alüminyum alaşımlarının işlenmesinde kesici takım olarak Kennemetal ürünü CCGT1244 K313, 15º talaş açısına sahip sementit karbür kesici takım ve takım tutucu olarak, kesici takıma uygun Takımsaş ürünü SCLC2525 M12 kullanılmıştır. Alüminyum AA 211 ve AA 775 alaşımları için altı farklı talaş açısı (2º, 15º, 1º, 5º, º, -5º), beş farklı kesme hızı (4, 45, 5, 55, 6 m/min), 2,5 mm talaş derinliği ve 2,5 mm/rev ilerleme hızında DEFORM 3D simülasyon programında elde edilen analiz sonuçları talaş açısına bağlı olarak grafiklerle verilmiştir. Her iki alaşım için de Şekil 6.28 deki grafiklerde talaş açısının artmasıyla, DEFORM 3D simülasyon programında elde edilen S EQV gerilme sonuçlarında azalma gözlenmektedir [83]. AA 211 ve AA 775 alaşımları için en yüksek S EQV gerilme değeri -5º talaş açısı 45 m/min kesme hızında sırasıyla 124 MPa ve 981 MPa olarak gerçekleşmiştir. Talaş açısı değişiminin S EQV gerilme üzerine etkisi AA 211 alaşımlarında daha fazla hissedilmektedir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA775 alaşımlarında S EQV gerilme ortalaması sırasıyla 1113 MPa ve 889 MPa gerçekleşirken, talaş açısı 2º de iken sırasıyla % arasında düşerek 862 MPa ve 776 MPa olarak gerçekleşmektedir.
159 SEQV (MPa) AA 211 AA775 SEQV (MPa) SEQV (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) c SEQV (MPa) Talaş açısı (γ, ) b Talaş açısı (γ, ) d 2 Max SEQV (MPa) Talaş açısı (γ, ) e AA 211, V=45 m/min, γ=-5 f Şekil Kesme parametrelerinin S EQV ye etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı Kesme hızının artmasıyla her iki alaşımda da S EQV gerilmesinde azalma görülmektedir. S EQV gerilmesindeki azalma AA 775 alaşımında daha belirgin görülmektedir (Şekil 6.28a-e). Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında S EQV gerilmesi sırasıyla ortalama, 979 MPa ve 869 MPa olarak gerçekleşirken, kesme hızı 6 m/min de iken sırasıyla % 3-9 azalarak 953 MPa ve 797 MPa olarak gerçekleşmektedir. Yukarıdaki verilerden yola çıkarak AA 775 alüminyum alaşımının talaş açısı ve kesme hızı değişimine karşı AA 211 alüminyum alaşımından daha fazla tepki verdiği görülmektedir. Bu durumun alaşımların malzeme özelliklerinden kaynaklandığı düşünülmektedir.
160 142 Analiz sonuçlarına göre AA 211 alaşımının S EQV gerilme değerleri AA 775 alaşımına göre daha yüksek çıkmıştır. Şekil 6.28 de görüldüğü gibi DEFORM 3D simülasyon programında elde edilen analiz sonuçlarında AA 211 alaşımının AA 775 alaşımına göre S EQV gerilme değerlerinin yaklaşık % 15 daha yüksek çıktığı görülmektedir. S EQV gerilme dağılımlarının talaş açısı ve kesme hızına karşı oldukça duyarlı olduğu tespit edilmiştir. Özellikle talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde S EQV gerilmesinin daha yüksek olduğu görülmektedir. S EQV gerilmenin en yüksek değerinin iş parçası ile kesici ucun temasının başladığı takım uç burun yarıçapı üzerinde oluştuğu ve gerilmelerin esas kesme kenarı üzerine doğru kesme derinliği mesafesince yaklaşık,3-,5 mm derinlikte yayıldığı görülmektedir (Şekil 6.28f). Talaş açısı arttıkça S EQV gerilmelerinin esas kesme kenarına doğru kayma eğiliminde olduğu gözlenmektedir. 4 ve 45 m/min kesme hızlarında talaş açısı arttıkça AA 211 ve AA 775 alaşımları arasındaki S EQV gerilme farkının azaldığı görülmektedir (Şekil 6.28a-e). Diğer kesme hızlarında ise gerilmeler arasındaki fark paralel bir seyir izlemektedir. DEFORM 3D simülasyon programında sonucunda elde edilen +S x analiz sonuçları Şekil 6.29 da talaş açısına bağlı olarak grafiklerle verilmiştir. Her iki alaşım için de Şekil 6.29 daki grafiklerde talaş açısının artmasıyla simülasyon programında elde edilen analiz sonuçlarında, +S x gerilmesinde azalma gözlenmektedir. AA 211 alaşımı için en yüksek +S x gerilme değeri -5º talaş açısı 4 m/min kesme hızında 43 MPa olarak, AA 775 için ise º talaş açısı ve 45 m/min kesme hızında 341 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA 775 alaşımlarında +S x gerilme ortalaması sırasıyla 367 MPa ve 39 MPa gerçekleşirken, talaş açısı 2º de iken sırasıyla % arasında düşerek 313 MPa ve 27 MPa olarak gerçekleşmektedir. Kesme hızının artmasıyla her iki alaşımda da +S x gerilmesinde çok belirgin olmamakla birlikte azalma gözlenmektedir. Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında +S x gerilmesi sırasıyla ortalama 343 MPa, 289 MPa olarak gerçekleşirken, kesme hızı 6 m/min de iken sırasıyla % 7-3 düşerek 322 MPa ve 281 MPa olarak gerçekleşmektedir.
161 143 AA 211 alüminyum alaşımının talaş açısı ve kesme hızı değişimine karşı AA 775 alüminyum alaşımından daha fazla tepki verdiği görülmektedir (Şekil 6.29a-e). Analiz sonuçlarına göre, AA 211 alaşımının +S x gerilme değerleri AA 775 alaşımına göre daha yüksek çıkmıştır. Özellikle 4-5 m/min kesme hızlarına bu fark daha belirgin olarak görülmektedir. Şekil 6.29 da görüldüğü gibi DEFORM 3D simülasyon programında elde edilen analiz sonuçlarında AA 211 alaşımının AA 775 alaşımına göre +S x gerilme değerleri yaklaşık % 14 daha yüksek çıktığı görülmektedir Sx (MPa) AA 211 AA775 +Sx (MPa) Sx (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) c +Sx (MPa) Talaş açısı (γ, ) b Talaş açısı (γ, ) d +Sx (MPa) Min Max Talaş açısı (γ, ) e AA 211, V=5 m/min, γ=-5 f Şekil Kesme parametrelerinin +S x e etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı
162 144 Gerilme dağılımlarının talaş açısı ve kesme hızına karşı oldukça duyarlı olduğu tespit edilmiştir. Özellikle talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde +S x gerilmenin daha yüksek olduğu görülmektedir. +S x gerilmesinin en yüksek değerinin yardımcı kesme kenarı ve takım talaş yüzeyinde oluştuğu görülmektedir. S x gerilmesi ise kesici takım uç yarıçapının,2-,3 mm kadar altında en yüksek değerde olduğu görülmektedir (Şekil 6.29f). Talaş açısı arttıkça Sx gerilmelerinin takım uç burnuna doğru kayma eğiliminde olduğu gözlenmektedir. S y basma gerilimleri incelendiğinde her iki alaşım için de Şekil 6.3 daki grafiklerde talaş açısının artmasıyla simülasyon programında elde edilen analiz sonuçlarında, S y gerilmesinde azalma gözlenmektedir. AA 211 alaşımı için en yüksek S y değeri -5º talaş açısı 4 m/min kesme hızında -14 MPa olarak, AA 775 için ise yine aynı -5º talaş açısı ve 4 m/min kesme hızında -872 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA 775 alaşımlarında -S y basma gerilmesi ortalaması sırasıyla -922 MPa, -774 MPa gerçekleşirken, talaş açısı 2º de iken % 12-8 arasında azalarak -818 MPa ve -714 MPa olarak gerçekleşmektedir. Talaş açısının artmasıyla S y gerilmelerindeki değişimim bütün kesme hızlarında parelel bir seyir izlemektedir. Kesme hızının artmasıyla her iki alaşımda da S y gerilmesinde belirgin bir azalma eğilimi gözlenmektedir. Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında S y gerilmesi sırasıyla ortalama -93 MPa, -86 MPa olarak gerçekleşirken, kesme hızı 6 m/min de ise sırasıyla % düşerek -835 MPa ve -696 MPa olarak gerçekleşmektedir. AA 775 alüminyum alaşımının kesme hızı değişimine karşı AA 211 alüminyum alaşımından daha fazla tepki verdiği görülmektedir (Şekil 6.3a-e).
163 AA 211 AA Sy (MPa) Sy (MPa) Sy (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) c -Sy (MPa) Talaş açısı (γ, ) b Talaş açısı (γ, ) d -Sy (MPa) Min Talaş açısı (γ, ) e AA 211, V=45 m/min, γ=-5 f Şekil 6.3. Kesme parametrelerinin S y ye etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı S y gerilme dağılımları incelendiğinde, özellikle talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde -S y nin daha yüksek olduğu görülmektedir (Şekil 6.3f). S y gerilmesinin takım uç burun yarıçapı ile esas kesme kenarı üzerinde kesme derinliği mesafesinde ve,3-,4 mm derinlikte oluştuğu görülmektedir. -S y gerilmesinin en yüksek değerinin iş parçası ve kesici takım temas yüzeyinde yani takım uç burun yarıçapında oluştuğu dikkat çekmektedir. Talaş açısı arttıkça S y gerilmelerinin azaldığı ve takım uç burun yarıçapına doğru kayma eğiliminde olduğu gözlenmektedir.
164 146 Şekil 6.3 da görüldüğü gibi DEFORM 3D simülasyon programında elde edilen analiz sonuçlarında AA 211 alaşımının AA 775 alaşımına göre S y gerilme değerleri yaklaşık % 15 daha yüksek çıktığı görülmektedir. Her iki alaşım için de Şekil 6.31 deki grafiklerde talaş açısının artmasıyla, analiz sonuçlarında, +S z gerilmesinde azalma gözlenmektedir. AA 211 alaşımı için en yüksek +S z değeri -5º talaş açısı 55 m/min kesme hızında 268 MPa olarak, AA 775 için ise yine aynı º talaş açısı ve 45 m/min kesme hızında 225 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA775 alaşımlarında +S z ortalaması sırasıyla 258 MPa, 26 MPa gerçekleşirken, talaş açısı 2º de iken 198 MPa ve 168 MPa olarak gerçekleşmektedir. Kesme hızının artmasıyla AA 211 alaşımında +S z gerilmesinde bir artma eğilimi görülürken, AA 775 alaşımında ise azalma eğilimi gözlenmektedir. Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında +S z gerilme sırasıyla ortalama 23 MPa, 192 MPa olarak gerçekleşirken, kesme hızı 6 m/min de iken 221 MPa ve 174 MPa olarak gerçekleşmektedir (Şekil 6.31a-e). Analiz sonuçlarına göre, AA 211 alaşımının +Sz gerilme değerleri AA 775 alaşımına göre yaklaşık % 18 daha yüksek çıkmıştır. Talaş açısının pozitif yönde artmasıyla bu fark azalmaktadır, özellikle 15-2º talaş açılarında bu farkın daha az olduğu görülmektedir. Kesme hızının artmasıyla AA 211 ve AA 775 alaşımları arasındaki +S z gerilme farkının azaldığı gözlenmektedir. Özellikle, 6 m/min kesme hızı hariç diğer kesme hızlarında elde edilen analiz sonuçlarında talaş açısı arttıkça gerilme farkının azaldığı görülmektedir. 6 m/min kesme hızında ise alaşımlar arasındaki gerilmeler paralel bir seyir izlemektedir (Şekil 6.31a-e). Gerilme dağılımlarının talaş açısı ve kesme hızından etkilendiği, özellikle talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde +S z nin daha yüksek olduğu görülmektedir (Şekil 6.31f). +S z gerilmesinin esas kesme kenarı üzerinde ve talaş yüzeyinde,8 mm uzunlukta,,3 mm derinlikte oluştuğu görülmektedir. S z gerilmesinin ise yine takım burun yarıçapına 1,7 mm mesafede esas kesme kenarı üzerinde oluştuğu görülmektedir. Talaş açısı arttıkça S z gerilmelerinin azaldığı ve
165 147 takım uç burnuna doğru kayma eğiliminde olduğu gözlenmektedir. Malzeme cinsinin takım üzerindeki gerilme alanları üzerinde fazla bir etkisinin olmadığı, sadece gerilme miktarı üzerinde etkisinin olduğu görülmektedir. +Sz (MPa) AA 211 AA775 +Sz (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) b +Sz (MPa) Sz (MPa) Talaş açısı (γ, ) c Talaş açısı (γ, ) d +Sz (MPa) Max Min Talaş açısı (γ, ) e AA 211, V=45 m/min, γ=-5 f Şekil Kesme parametrelerinin +S z ye etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı +S xy analiz sonuçları Şekil 6.32 de talaş açısına bağlı olarak grafiklerle verilmiştir. Her iki alaşım için de talaş açısının artmasıyla, simülasyon programında elde edilen analiz sonuçlarında, +S xy gerilmesinde azalma eğilimi gözlenmektedir. AA 211 alaşımı için en yüksek +S xy gerilme değeri -5º talaş açısı 55 m/min kesme hızında 572 MPa olarak, AA 775 için ise yine aynı -5º talaş açısı ve 4 m/min kesme
166 148 hızında 53 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA775 alaşımlarında +S xy gerilmesi ortalaması sırasıyla 516 MPa, 447 MPa gerçekleşirken, talaş açısı 2º de iken 254 MPa ve 214 MPa olarak gerçekleşmektedir. Kesme hızının artmasıyla her iki alaşımında da +S xy gerilmesinde bir azalma eğilimi gözlenmektedir. AA 775 alaşımında bu eğilim daha belirgin görülmektedir. Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında +S xy gerilme sırasıyla ortalama 396 MPa, 336 MPa olarak gerçekleşirken, kesme hızı 6 m/min de iken 39 MPa ve 299 MPa olarak gerçekleşmektedir. Kesme hızı değişimine oranla talaş açısı değişiminin +S xy gerilmeleri üzerinde çok daha fazla etkisinin olduğu görülmektedir (Şekil 6.32a-e). Analizlerde, AA 211 alaşımının +S xy gerilme değerleri AA 775 alaşımına göre yaklaşık % 16 daha yüksek çıkmıştır. Gerilme dağılımlarının, özellikle talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde +S xy gerilmenin daha yüksek olduğu görülmektedir. +S xy gerilmesinin takım uç burun yarıçapı ve esas kesme kenarı üzerinde kesme derinliği mesafesinde oluştuğu görülmektedir. +S xy gerilmesinin en yüksek değeri iş parçası kesici takım temasının başladığı alanda oluşmaktadır (Şekil 6.32f). Talaş açısı arttıkça +S xy gerilmelerinin azaldığı ve takım uç burnuna doğru kayma eğiliminde olduğu gözlenmektedir.
167 AA 211 AA775 +Sxy (MPa) 6 3 +Sxy (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) b +Sxy (MPa) 6 3 +Sxy (MPa) Talaş açısı (γ, ) c Talaş açısı (γ, ) d 9 Max +Sxy (MPa) Talaş açısı (γ, ) e AA 211, V=55 m/min, γ=-5 f Şekil Kesme parametrelerinin +S xy ye etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı Her iki alaşım için de Şekil 6.33 teki grafiklerde talaş açısının artmasıyla analiz sonuçlarında, +S yz gerilmesinde azalma eğilimi gözlenmektedir. AA 211 alaşımı için en yüksek +S yz gerilme değeri -5º talaş açısı 4 m/min kesme hızında 282 MPa olarak, AA 775 için ise yine aynı -5º talaş açısı ve 5 m/min kesme hızında 249 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA775 alaşımlarında +S yz gerilmesi ortalaması sırasıyla 266 MPa, 228 MPa gerçekleşirken, talaş açısı 2º de iken azalarak 176 MPa ve 145 MPa olarak
168 15 gerçekleşmektedir. Kesme hızının artmasıyla her iki alaşımında da +S yz gerilmesinde kayda değer bir değişim gözlenmemektedir. Analizlerde, AA 211 alaşımının +S yz değerleri AA 775 alaşımına göre yaklaşık %16 daha yüksek çıkmıştır. +Syz (MPa) AA 211 AA775 +Syz (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) b +Syz (MPa) Syz (MPa) Talaş açısı (γ, ) c Talaş açısı (γ, ) d 45 +Syz (MPa) 3 15 Max Min Talaş açısı (γ, ) e AA 211, V=4 m/min, γ=-5 f Şekil Kesme parametrelerinin +S yz ye etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı +S yz gerilme dağılımlarının talaş açısı karşı oldukça duyarlı olduğu tespit edilmiştir. Talaş açısının -5º ve AA 211 Alaşımlarının olduğu analizlerde +S yz gerilmenin daha yüksek olduğu görülmektedir. +S yz gerilmesinin takım uç burun yarıçapında oluştuğu görülmektedir (Şekil 6.33f). +S yz gerilmesinin en yüksek değeri iş parçası ile kesici
169 151 takım ilk temas alanında oluşmaktadır. Syz gerilmesinin ise takım uç burun yarıçapından yaklaşık 1,6-1,8 mm mesafede esas kesme kenarı üzerinde oluştuğu görülmüştür. Talaş açısı arttıkça +S yz gerilmelerinin azaldığı ve esas kesme kenarına doğru kayma eğiliminde olduğu gözlenmektedir. +S zx gerilmesinin her iki alaşım için de Şekil 6.34 teki grafiklerde talaş açısının artmasıyla simülasyon programında elde edilen analiz sonuçlarında, +S zx gerilmesinde çok belirgin olmamakla birlikte bir artma eğilimi gözlenmektedir. AA 211 alaşımı için en yüksek +S zx gerilme değeri 2º talaş açısı 55 m/min kesme hızında 188 MPa olarak, AA 775 için ise yine aynı talaş açısı ve kesme hızında 183 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA 775 alaşımlarında +S zx gerilmesi ortalaması sırasıyla 173 MPa, 129 MPa gerçekleşirken, talaş açısı 2º de iken artarak 181 MPa ve 158 MPa olarak gerçekleşmektedir. Kesme hızının artmasıyla AA 211 alüminyum alaşımında artma, AA 775 alaşımında ise azalma eğilimi gözlenmektedir (Şekil 6.34a-e). Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında +S zx gerilme sırasıyla ortalama 165 MPa, 155 MPa olarak gerçekleşirken, kesme hızı 6 m/min de ise 177 MPa ve 135 MPa olarak gerçekleşmektedir. Analiz sonuçlarına göre AA 211 alaşımının +S zx gerilme değerleri AA 775 alaşımına göre yaklaşık %16 daha yüksek çıkmıştır. +S zx gerilme dağılımları incelendiğinde, Şekil 6.34 te talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde +S zx gerilmenin daha yüksek olduğu görülmektedir. +S zx gerilmesinin takım talaş yüzeyi ve takım uç burun yarıçapında oluştuğu görülmektedir. +S zx gerilmesinin en yüksek değeri takım uç burun yarıçapı üzerinde oluşmaktadır. S zx gerilmesinin ise esas kesme kenarı altında oluşmaktadır. Talaş açısı arttıkça +S zx gerilmelerinin takım talaş yüzeyine doğru kayma eğiliminde olduğu gözlenmektedir.
170 152 +Szx (MPa) AA 211 AA775 +Szx (MPa) Talaş açısı (γ, ) a Talaş açısı (γ, ) b +Szx (MPa) Szx (MPa) Talaş açısı (γ, ) c Talaş açısı (γ, ) d +Szx (MPa) Max Min Talaş açısı (γ, ) e AA 211, V=55 m/min, γ=-5 f Şekil Kesme parametrelerinin +S zx e etkisi a) V = 4 m/min, b) V = 45 m/min, c) V = 5 m/min, d) V = 55 m/min, e) V = 6 m/min, f) DEFORM gerilme dağılımı AA 211 ve AA 775 alaşımlarında kesme parametrelerindeki değişimin en küçük asal gerilmeye (max basma gerilmesi, S 3 ) etkisi Şekil 6.35 te gösterilmiştir. Simülasyonlar/analizler neticesinde S 3 gerilmesinin S EQV gerilmelerinin işaretlisi değere sahip olduğu görülmüştür (örneğin; V=4 m/min, γ=-5º için AA 211 için oluşan S EQV gerilmesi 124 MPa olurken; S 3 en küçük asal gerilmesi ise -124 MPa dır). AA 211 ve AA 775 alaşımları için en küçük asal gerilme değerleri; Şekil 6.28 deki grafiklerde verilen S EQV gerilme değerlerinin işaretlisi olduğundan burada ayrıca S 3 grafikleri verilmemiştir. Bu durum, Şekil 6.35 te verilen
171 153 gerilme dağılımları üzerinden de görülebilir. Ancak Şekil 6.35 te görüldüğü gibi gerilme dağılımları farklılık göstermektedir. AA 211-AA 775; V=4 m/mim, γ=-5 Şekil AA 211 ve AA 775 alaşımları S 3 gerilme dağılımı Şekil 6.35 teki S 3 gerilmelerine dağılımlarına bakıldığında gerilme dağılımlarının kesici uç burun yarıçapı ve esas kesme kenarında kesme derinliği mesafesince etkili olduğu, max S 3 gerilmesinin ise takım uç burun yarıçapında oluştuğu görülmektedir.
172 SONUÇ VE ÖNERİLER Bu çalışmada; değişik kesme parametreleri kullanılarak her biri çeşitli geometrilerde olan farklı kesici takımlarla işlenen, AISI 15 ile AA 211 ve AA 775 Alüminyum alaşımlarının üzerinde çeşitli kesme deneyleri yapılmıştır. Kesme parametrelerine bağlı olarak deneysel ölçümlerle belirlenen kesme kuvvetleri ve DEFORM 3D simülasyon programıyla elde edilen kesme kuvvetleri karşılaştırılmıştır. Simülasyon sonucu elde edilen kesici takım üzerindeki gerilmeler analiz edilmiştir. Takım talaş açısı, talaş kırıcı formu ve diğer kesme parametreleri ve kesici takım geometrilerinin kesici takım gerilmeleri üzerindeki etkileri incelenmiş ve elde edilen sonuçlar aşağıda özetlenmiştir: Kesme derinliği ve ilerleme hızındaki artışa paralel olarak deneylerde ve DEFORM 3D simülasyon programından elde edilen sonuçlarda, kesme kuvveti bileşenlerinin arttığı, özellikle 2 mm kesme derinliği ve,4 mm/rev ilerlemede ölçülen ve analiz edilen kesme kuvvet değerleri, 1 mm kesme derinliği ve,2 mm/rev ilerleme şartlarında elde edilen değerlere göre belirgin şekilde yüksek olduğu görülmüştür. Kesici uç burun yarıçaplarına bağlı kesme kuvvetlerinde oluşan değişim incelendiğinde; PM talaş kırıcı formuna sahip takımlarda kesici uç burun yarıçapı arttıkça kesme kuvvetlerinin, hem deneysel hem de simülasyon sonuçlarında artış gösterdiği, QM ve PR formlu takımlarda ise azaldığı gözlenmiştir. AISI 15 üzerinde yapılan deneyler talaş kırıcı açısına bağlı olarak incelendiğinde, talaş kırcı açısı arttıkça kesme kuvvetlerinin azaldığı görülmüştür. Talaş kırıcı açısı 13 olan QM formuna ait kesme kuvveti bileşenlerinin diğer talaş kırıcı formlarına oranla daha yüksek olduğu, talaş kırcı açısı 2 (QM) ve 22 (PR) olan takımlarda ise kesme kuvvetlerinin azaldığı görülmüştür. Genel olarak, PM, QM ve PR talaş kırıcı formu için ölçülen ve DEFORM 3D simülasyon programında elde edilen kesme kuvveti değerleri arasında büyük bir
173 155 benzerlik olduğu ve gerçekleşen hataların birkaç değer dışında bütün sonuçların ± % 1 luk hata sınırları içerisinde kaldığı gözlenmiştir. AA 211 ve AA 775 alüminyum alaşımlarında, kesme hızı ve talaş açısının artmasıyla hem deneysel çalışma hem de DEFORM 3D simülasyon programında elde edilen analiz sonuçlarında, kesme kuvvetlerinde azalma gözlenmektedir. Talaş açısı -5º de oluşan kesme kuvvetleri talaş açısı 2º de oluşan kesme kuvvetlerine göre ve kesme hızı 4 m/min de oluşan kesme kuvvetleri de kesme hızı 6 m/min de oluşan kesme kuvvetlerine göre daha yüksek değerde gerçekleşmiştir. Deneysel ve simülasyon çalışmasında AA 211 alaşımının AA 775 alaşımına göre kesme kuvvetlerinin deneysel çalışmada yaklaşık % 18 daha yüksek çıkarken, simülasyon analizlerinde ise %15 daha yüksek çıktığı görülmüştür. Genel olarak, AA211 ve AA775 alaşımlarının işlenmesinde ölçülen ve DEFORM 3D simülasyon programında elde edilen kesme kuvveti değerleri arasında gerçekleşen hataların birkaç değer dışında bütün sonuçların ± %1 luk hata sınırları içerisinde kaldığı, simülasyon ve deneysel sonuçlar karşılaştırıldığında ise özellikle AA211 alaşımın AA775 alaşımına göre kesme kuvvetlerinin daha düşük hata oranlarında gerçekleştiği gözlenmektedir. AISI 15 çeliğinin simülasyonun da tüm kesme hızları için kesme derinliği ve ilerleme değerindeki artışa paralel olarak takım üzerinde oluşan gerilmelerin de arttığı görülmektedir. En yüksek gerilme değerleri 2 mm talaş derinliği ve,4 mm/rev ilerleme değerlerinde gerçekleştiği, en küçük gerilme değerleri ise 1 mm kesme derinliği ve,2 mm/rev ilerleme gerçekleşmektedir. AISI 15 iş parçası için yapılan simülasyon çalışmasında talaş kırıcı açısına bağlı olarak kesici takım geometrisinin S EQV gerilmesi üzerine etkileri incelendiğinde, talaş kırıcı açısı arttıkça S EQV gerilmelerinin azaldığı tespit edilmiştir.
174 156 PM formu S EQV gerilme dağılımlarının kesme derinliğine ve ilerleme hızına oldukça duyarlı olduğu gözlenmiştir. Özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S EQV gerilmelerinin esas kesme kenarı üzerindeki kesme derinliği mesafesinde ve iş parçası ile kesici ucun temasının başladığı burun yarıçapındaki pah üzerinde ve hemen altında,2-,3 mm de max değerde oluştuğu görülmüştür. PR talaş kırıcı formuna sahip takımlarda gerilme dağılımları incelendiğinde, Sy gerilmelerinin kesme derinliği ve ilerleme hızına karşı oldukça duyarlı olduğu görülmektedir. Özellikle kesme derinliği 2 mm ve ilerleme hızı,4 mm/rev olan analiz sonuçlarından S y gerilmesi en yüksek değerinin takım uç burun yarıçapı ile esas kesme kenarı üzerinde ve altında olduğu dikkat çekmektedir. Takım uç burun yarıçapı azaldıkça S y gerilmeleri takım uç burun yarıçapı üzerinde ve hemen altında en yüksek değere olduğu gözlenmiştir. AA 211 ve AA 775 alaşımlarında talaş açısının artmasıyla simülasyon programında elde edilen analiz sonuçlarına göre S EQV gerilmesinde azalma gözlenmiştir. AA 211 ve AA 775 alaşımları için en yüksek S EQV gerilme değeri -5º talaş açısı 45 m/min kesme hızında sırasıyla 124 MPa ve 981 MPa olarak gerçekleşmiştir. Talaş açısı -5º de tüm kesme hızlarında AA 211 ve AA 775 alaşımlarında S EQV gerilme ortalaması sırasıyla 1113 MPa, 889 MPa gerçekleşirken, talaş açısı 2º de iken düşerek, 862 MPa ve 776 MPa olarak gerçekleşmiştir. Kesme hızının artmasıyla her iki alaşımda da S EQV gerilmesinde azalma görülmektedir. S EQV gerilmesindeki azalma AA 775 alaşımında daha belirgin görülmektedir. Kesme hızı 4 m/min de tüm talaş açılarında AA 211 ve AA 775 alaşımında S EQV gerilmesi sırasıyla ortalama 979 MPa, 869 MPa olarak gerçekleşirken, kesme hızı 6 m/min de iken sırasıyla % 3-9 azalarak, 953 MPa ve 797 MPa olarak gerçekleşmektedir. Yukarıdaki verilerden yola çıkarak AA 775 alüminyum alaşımının talaş açısı ve kesme hızı değişimine karşı AA 211 alüminyum alaşımından daha fazla tepki verdiği görülmüştür.
175 157 Analiz sonuçlarına göre, AA 211 alaşımının S EQV gerilme değerleri AA 775 alaşımına göre daha yüksek çıkmıştır. DEFORM 3D simülasyon programında elde edilen analiz sonuçlarında AA 211 alaşımının AA 775 alaşımına göre S EQV gerilme değerleri yaklaşık %15 daha yüksek çıktığı görülmektedir. AA 211 ve AA 775 alaşımlarının simülasyonunda S EQV gerilme dağılımlarının talaş açısı ve malzeme cinsine karşı oldukça duyarlı olduğu tespit edilmiştir. Özellikle talaş açısının -5º ve AA 211 alaşımlarının olduğu analizlerde S EQV gerilmenin daha yüksek olduğu görülmektedir. S EQV gerilmesinin en yüksek değerinin iş parçası ile kesici ucun temasının başladığı takım uç burun yarıçapı üzerinde oluştuğu ve gerilmelerin esas kesme kenarı üzerine doğru kesme derinliği mesafesince yaklaşık,3-,5 mm derinlikte yayıldığı görülmüştür. Talaş açısı arttıkça S EQV gerilmelerinin esas kesme kenarına doğru kayma eğiliminde olduğu gözlenmiştir. +S yz gerilme dağılımları, AA 211 alaşımlarında özellikle -5º talaş açısında daha yüksek seviyelerde gerçekleştiği ve takım uç burun yarıçapında oluştuğu görülmektedir. +S yz gerilmesinin max değeri iş parçası kesici takım temas alanında oluşmaktadır. S yz gerilmesinin ise esas kesme kenarı üzerinde ve 1,6-1,8 mm mesafede oluşmaktadır. Talaş açısı arttıkça +S yz gerilmelerinin arttığı ve esas kesme kenarına doğru kaydığı görülmüştür. Kesme kuvvetleri ve kesici takımda oluşan mekanik gerilmelerin incelendiği bu çalışma konusuyla ilgili olarak bundan sonra yapılacak çalışmalara ışık tutması bakımından aşağıdaki öneriler dikkate alınabilir: Kesme kuvvetleri, kesici takımlarda oluşan gerilmeler ve takım aşınmaları daha farklı simülasyon ve analiz programlarında değişik iş parçası kesici takım çiftleri için farklı kesme şartlarında incelenebilir. Kendi belirlediğimiz farklı iş parçası malzemelerinin çekme testlerini yapıp, simülasyon programındaki malzeme kütüphanesine girerek deneysel sonuçlarla karşılaştırmak veya malzeme kütüphanesi ve literatürden elde ettiğimiz iş parçası
176 158 malzeme bilgileriyle çekme testleri sonucunda elde ettiğimiz malzeme bilgilerini girerek simülasyon sonuçlarını karşılaştırmak. Çeşitli talaş kırıcı formlarının kesici takım aşınmaları üzerindeki etkileri incelenebilir. Dış yüzey tornalama işlemi dışında kanal açma, vida çekme vb. işlemlerde kesici takımlarda oluşan gerilmeler ve aşınma davranışları incelenerek çalışma alanı daha geniş ve kapsamlı bir hale getirilebilir. Talaş takım teması, kesicide oluşan kesme kuvvetleri ve yükleme durumu dikkate alınarak yeni talaş kırıcı formları için tasarımlar uygulanabilir.
177 159 KAYNAKLAR 1. Şeker, U., Takım tasarımı ders notları, Gazi Üniversitesi Teknik Eğitim Fakültesi, Ankara, 5 11, 33 44, (1997). 2. Günay M., Korkut İ., Aslan E., Şeker U., Experimental investigation of the effect of cutting tool rake angle on main cutting force, J. Mater. Pro. Techno., 166 (1): (25). 3. Lalwani, D.I., Mehta N.K., Jain P.K., Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of MDN25 steel, J. Mater. Pro. Techno., 26 (1-3): (28). 4. Yaldız, S., Ünsaçar F., Design, development and testing of a turning dynamometer for cutting force measurement, Materials & Design, 27 (1): (26). 5. Sutter G., Ranc N., Temperature fields in a chip during high-speed orthogonal cutting - An experimental investigation, Int. J..Machine Tools and Manuf., 47 (1): (27). 6. Keong C. N., Melkote S. N., Rahman M., Kumar A. S., Experimental study of micro- and nano-scale cutting of aluminum 775-T6, Int. J. Machine Tools and Manuf., 46 (9): (27). 7. Ueda N., Matsuo T., Hoshi T., An investigation of some shear angle theories, CIRP Annals - Manufacturing Technology, 35 (1): 27-3 (1986). 8. Fang N., Tool-chip friction in machining with a large negative rake angle tool, Wear, 258 (5-6): (25). 9. Saglam H., Yaldiz S., Unsacar F., The effect of tool geometry and cutting speed on main cutting force and tool tip temperature, Materials & Design, 28 (1): (27). 1. Joshi S.S., Ramakrishnan N., Ramakrishnan P., Analysis of chip breaking during orthogonal machining of Al/SiCp composites, J. Mater. Pro. Techno., 88 (1-3): 9-96 (1999). 11. Fang X.D., Jawahir I.S., The effects of progressive tool wear and tool restricted contact on chip breakability in machining, Wear, 16 (2): (1993). 12. Jeelani S., Musial M., Effect of cutting speed and tool rake angle on the fatigue life of 224 -T351 aluminium alloy, Int. J. Fatigue, 6 (3): (1984). 13. Wang J., The effect of the multi-layer surface coating of carbide inserts on the cutting forces in turning operations, J. Mater. Pro. Techno., 97 (1-3): (2).
178 Lajczok, M.P., A study of some aspects of metal machining using finite element method, PhD. Thesis, North Carolina State University, North Carolina, 1-2 (198). 15. Wince, J.N., Modeling chip formation in orthogonal metal cutting using finite element analysis, Msc. Thesis, Mississippi State University, Mississippi, USA, (22). 16. Komvopoulos, K., Erpenbeck, S.A., Finite element of ortogonal metal cutting, J. Eng. for Industry, 113: (1991). 17. Lin, Z.C., Lin, S.Y., A coupled finite element model of thermo-elastic plastic large deformation for orthogonal cutting, Int. Journal of Eng. Materials Tech., 114: (1992). 18. Arola, D., Ramulu, M., Orthogonal cutting of fiber-reinforced composites: a finite element analysis, Int. Journal of Mech. Sciences, 39: (1997). 19. Peng Lo S., An analysis of cutting under different rake angles using the finite element method, J. Mater. Pro. Techno., 15 (1-2): (2). 2. Shih J.A., Finite element analysis of the rake angle effects in orthogonal metal cutting, Int. J. Mechanical Sciences, 38 (1): 1-17 (1995). 21. Bil H., Kılıç S. E., Tekkaya A. E., A comparison of orthogonal cutting data from experiments with three different finite element models, Int. J. Machine Tools and Manuf., 44 (9): (24). 22. Özel T., Atlan T., Process simulation using finite element method - prediction of cutting forces, tool stresses and temperatures in high-speed flat end milling, Int. J. Machine Tools and Manuf., 4 (5): (2). 23. Ceretti, E., C. Lazzaroni, L. Menegardo, Atlan T., Turning simulations using a three-dimensional FEM code, J. Mater. Pro. Techno., 98 (1): (2). 24. Kose E., Kurt A., Seker U., The effects of the feed rate on the cutting tool stresses in machining of Inconel 718, J. Mater. Pro. Techno., 196 (1-3): (28). 25. Usui, E., T. Shirakashi, T., Kitagawa Analytical prediction of cutting tool wear, Wear, 1 (1-3): (1984). 26. Carroll, T., Strenkowski, J. S., Finite element models of orthogonal cutting with application to single point diamond turning, Int. J. Mechanical Sciences, 3 (12): (1988). 27. Ceretti E., P. Fallböhmer, W. T. Wu, Atlan T., Application of 2D FEM to chip formation in orthogonal cutting, J. Mater. Pro. Techno., 59 (1-2): ( 1996).
179 Strenkowski, J. S., Shih, A. J., Lin J.-C., An analytical finite element model for predicting three-dimensional tool forces and chip flow, Int. J. Machine Tools and Manuf., 42 (6): (22). 29. Shi G., Deng X., Shet C., A finite element study of the effect of friction in orthogonal metal cutting, Finite Elements in Analysis and Design, 38 (9): (22). 3. Özel, T., Zeren, E., Finite element method simulation of machining of AISI 145 steel with a round edge cutting tool, Proceedings of 8th CIRP International Workshop on Modeling of Machining Operations, Chemnitz, Germany, (25). 31. Yen, Y.C., Jain, A., Altan, T., A finite element analysis of orthogonal machining using different tool edge geometries, J. Mater. Pro. Techno., 146 (1): (24). 32. Dogu, Y., Aslan, E., Camuscu, N., A numerical model to determine temperature distribution in orthogonal metal cutting, J. Mater. Pro. Techno., 171 (1): 1-9 (26). 33. Zhang, L., On the separation criteria in the simulation of orthogonal metal cutting using the finite element method, J. Mater. Pro. Techno., 89-9: (1999). 34. Özel, T., Zeren, E., Determination of work material flow stress and friction for FEA of machining using orthogonal cutting tests, J. Mater. Pro. Techno., (1): (24). 35. Ceretti, E., Lucchia, M., Atlan T., FEM simulation of orthogonal cutting: serrated chip formation, J. Mater. Pro. Techno., 95 (1999). 36. Lazoglu, I., Altintas, Y., Prediction of tool and chip temperature in continuous and interrupted machining, Int. J. Machine Tools and Manuf., 42: (22). 37. Xie J. Q., Bayoumi A. E., Zbib H. M., FEA modeling and simulation of shear localized chip formation in metal cutting, Int. J. Machine Tools and Manuf., 38 (9): (1998). 38. Kurt A., Modelling of the cutting tool stresses in machining of Inconel 718 using artificial neural networks, Expert Systems with Applications, 36 (6): (29). 39. Chan, J.F.L., Braiden, P.M., The effect of reverse shear on the failure of metal cutting tools, J. Mater. Pro. Techno., 28 (1-2): (1991).
180 Ceretti E., Filice L., Umbrello D., Micari F., ALE simulation of orthogonal cutting: a new approach to model heat transfer phenomena at the tool-chip ınterface, CIRP Annals Manuf. Techno., 56 (1): (27). 41. Özel T., Computational modelling of 3D turning: Influence of edge microgeometry on forces, stresses, friction and tool wear in PcBN tooling, J. Mater. Pro. Techno., 29 (11): (29). 42. Monaghan, J., MacGinley, T., Modelling the orthogonal machining process using coated carbide cutting tools, Computational Materials Science, 16 (1-4): (1999). 43. Uhlmann, E. Schulenburg, M. G., Zettier, R., Finite element modeling and cutting simulation of Inconel 718, CIRP Annals - Manufacturing Technology,, 56 (1): (27). 44. Li, X. P., Iynkaran K., Nee, A. Y. C., A hybrid machining simulator based on predictive machining theory and neural network modelling, J. Mater. Pro. Techno., 89-9: (1999). 45. Bäker, M., Finite element simulation of high-speed cutting forces, J. Mater. Pro. Techno., 176 (1-3): (26). 46. Young, H. T., Chou T. L., Modelling of tool/chip interface temperature distribution in metal cutting, Int. J. Mechanical Sciences, 36 (1): (1994). 47. Ulutan, D., Alaca, B. E., Lazoglu, I., Analytical modelling of residual stresses in machining, J. Mater. Pro. Techno., 183 (1): (27). 48. Molinari A., Moufki A., A new thermomechanical model of cutting applied to turning operations. Part I. Theory, Int. J. Machine Tools and Manuf., 45 (2): (25). 49. Budak, E., Ozlu, E., Development of a thermomechanical cutting process model for machining process simulations, CIRP Annals Manuf. Techno., 57 (1): 97-1 (28). 5. Yan, J., Strenkowski J., S., A finite element analysis of orthogonal rubber cutting, J. Mater. Pro. Techno., 174 (1-3): (26). 51. Rao, G.V.G., Mahajan, P., Bhatnagar, N., Micro-mechanical modeling of machining of FRP composites-cutting force analysis, Science and Techno., 67 (3-4): (27). 52. Kim, K. W., Sins H.C., Development of a thermo-viscoplastic cutting model using finite element method, Int. J. Machine Tools and Manuf., 36 (3): (1996).
181 Shet C., Deng X., Finite element analysis of the orthogonal metal cutting process, J. Mater. Pro. Techno., 15 (1-2): (2). 54. Maity K. P., Das N. S., A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker, J. Mater. Pro. Techno., 79 (1-3): (1998). 55. Shi T., Ramalingam S., Slip-line solution for orthogonal cutting with a chip breaker and flank wear, Int. J. Machine Tools and Manuf., 33 (9): (1991). 56. Mesquita R.M.D., Marques M.J.M. B., Effect of chip-breaker geometries on cutting forces, J. Mater. Pro. Techno., 31 (1-2): (1992). 57. Shinozuka J., Obikawa T., Shirakashi T., Chip breaking analysis from the viewpoint of the optimum cutting tool geometry design, J. Mater. Pro. Techno., 62 (4): (1996). 58. Nasr M. N.A., Ng E.G., Elbestawi M.A., Modelling the effects of tool-edge radius on residual stresses when orthogonal cutting AISI 316L, Int. J. Machine Tools and Manuf., 47 (2): (27). 59. Liu C. R., Guo Y. B., Finite element analysis of the effect of sequential cuts and tool-chip friction on residual stresses in a machined layer, Int. J. Mechanical Sciences, 42 (6): (2). 6. Shet C., Deng X., Residual stresses and strains in orthogonal metal cutting, Int. J. Machine Tools and Manuf., 43 (6): (23). 61. Attanasio, R., Umbrello, D., Micari, F., 3D finite element analysis of tool wear in machining, CIRP Annals - Manufacturing Technology, 57 (1): (28). 62. Yen, Y.-C., Söhner, J., Lilly, B., Altan T., Estimation of tool wear in orthogonal cutting using the finite element analysis, J. Mater. Pro. Techno., 146 (1): (24). 63. Lorentzon, J., Järvstråt, N., Modelling tool wear in cemented-carbide machining alloy 718, Int. J. Machine Tools and Manuf., 48 (1): (28). 64. Movahhedy, M., Gadala, M. S., Altintas Y., Simulation of the orthogonal metal cutting process using an arbitrary Lagrangian Eulerian finite-element method, J. Mater. Pro. Techno., 13 (2): (2). 65. Kurt, A., Talaş kaldırma sırasında oluşan kesme kuvvetleri ve mekanik gerilmelerin deneysel olarak incelenmesi ve matemetiksel modellerinin oluşturulması, Doktora Tezi, G.Ü.Fen Bilimleri Enstitüsü, Ankara (26).
182 Şahin, Y., Kesici takım geometrisi ve seçimi, Talaş Kaldırma Prensipleri Cilt-I, Nobel Yayınevi, Ankara, 79-81, 19-22, (2). 67. Kaldor, S., Ber, A., Lenz, E., On the mechanizm of chip breaking, Trans. ASME, J.Eng. Ind., 11: 241 (1979). 68. Broothroyd, G. Fundamentals of Metal Machinig and Machine tools, Mc Graw-hill, New York, (1975). 69. Shaw, M.C., Metal Cuting Prenciples, Oxford Science Puplications, (1984). 7. Kafkas, F., Vidaların talaşlı imalatında imalat parametrelerinin vida diş dibindeki kalıntı gerilmeler üzerine etkilerinin deneysel olarak araştırılması, Doktora Tezi, G.Ü.Fen Bilimleri Enstitüsü, Ankara, (27). 71. Tornalama Takımları Katalogu, Sandvik Coromant, A51 A55 (25). 72. Arıkan, S. M. A., Sonlu elemanlar medodunun mühendiskikte uygulamaları Orta Doğu Teknik Üniversitesi, Ankara, 1-3 (22). 73. DEFORM 3D User s Manual, DEFORM, Ohio, 7-11 (27). 74. Turning Catalog 81, KENNAMETAL, 38 (28). 75. Yardımcıoğlu B., Kılıçarslan C., Sürtünme modellerinin ve katsayılarının talaşlı imalatın sonlu elemanlar benzetimine etkisi, V. Makine Tasarım ve İmalat Teknolojileri Kongresi, Konya, 52:612 (211). 76. Yanda H., Ghani J. A., Hassan C., Effect of rake and clearance angles on the wear of carbide cuttig tool, Department of Mechanical and Materials Engineering, 4: 7-13 (29). 77. Lorentzon J., Järvstråt N., Josefson B.L., Modelling chip formation of alloy 718, J. Mater. Pro. Techno., 29, (29). 78. Tang S.H., Kong Y.M., Sapuan S.M., Samin R., Sulaiman S., Design and thermal analysis of plastic injection mould, J. Mater. Pro. Techno., 171: (26). 79. DEFORM Simülation Software DEFORM 3D V6.1 Machining-3D DEFORM Malzeme kütüphanesi, (27). 8. Asad M., Girardin F., Mabrouki T., Rigal J., Dry cutting study of an aluminium alloy (A224-T351): a numerical and experimental approach, Int. J. Material Forming, 1 (1): (28). 81. Soldani X., Moufki A., Molinari A., Budak E., Özlü E., High Speed Machining of AISI 15 Steel: Modelling and Experimental, Int. J. Material Forming, 1 (1): (28).
183 Costantin C., Croitoru G.M., Costantin G., Bisu C. F., 3D FEM Analysis of cutting processes, Machine and Production Systems Department, Bucharest (29). 83. Zouhar J., Piska M., Modellig The Orthogonal Machining Process Using Cutting Tools With Different Geometry, Science Jornual, (28).
184 EKLER 166

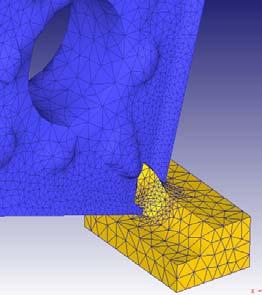





185 167 EK 1. Talaş oluşum simülasyonları a b c Şekil 1.1. AISI 15 için talaş oluşum simülasyonları Talaş kırıcı formu: a) PM, b) PR c) QM
")







186 168 EK 1. (Devam) Talaş oluşum simülasyonları a b Şekil 1.2. AA 211 için talaş oluşum simülasyonları Talaş kırıcı açısı: a) -5, b), c) 5 c
")






187 169 EK 1. (Devam) Talaş oluşum simülasyonları d e f Şekil 1.3. AA 211 için talaş oluşum simülasyonları Talaş kırıcı açısı: d) 1, e) 15, f) 2
")







188 17 EK 1. (Devam) Talaş oluşum simülasyonları a b c Şekil 1.4. AA 775 için talaş oluşum simülasyonları Talaş kırıcı açısı: a) -5, b), c) 5
 Talaş")
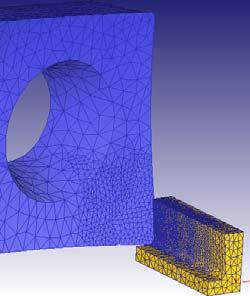



189 171 EK 1. (Devam) Talaş oluşum simülasyonları d e f Şekil 1.5. AA 775 için talaş oluşum simülasyonları Talaş kırıcı açısı: d) 1, e) 15, f) 2
Anahtar Kelimeler: Östenitik paslanmaz çelik, Kesme kuvveti, Sonlu elemanlar metodu.
 TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 4 s. 291-296, 2004 Vol: 7 No: 4 pp. 291-296, 2004 Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi Abdullah KURT, Ulvi
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 4 s. 291-296, 2004 Vol: 7 No: 4 pp. 291-296, 2004 Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi Abdullah KURT, Ulvi
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
TiN KAPLANMIŞ KESİCİ TAKIMLARDA GERİLME ANALİZİ VE TAKIM-TALAŞ ARA YÜZEYİNDEKİ SÜRTÜNME KATSAYISININ ETKİSİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : : 9 : : 85-9 TiN KAPLANMIŞ
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : : 9 : : 85-9 TiN KAPLANMIŞ
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
TORNALAMA İŞLEMİ PARAMETRELERİNİN DENEYSEL VE NÜMERİK ÇALIŞMALARLA İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMA İŞLEMİ PARAMETRELERİNİN DENEYSEL VE NÜMERİK ÇALIŞMALARLA İNCELENMESİ Kadir GÖK, *, Erol TÜRKEŞ, Yasin KİŞİOĞLU a, * Dumlupınar
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMA İŞLEMİ PARAMETRELERİNİN DENEYSEL VE NÜMERİK ÇALIŞMALARLA İNCELENMESİ Kadir GÖK, *, Erol TÜRKEŞ, Yasin KİŞİOĞLU a, * Dumlupınar
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
ORTAGONAL KESME İŞLEMİNDE KESİCİ TAKIM KAPLAMA MALZEMESİNİN TALAŞ KAYMA AÇISI ÜZERİNDEKİ ETKİSİNİN MODELLENMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 10- Balıkesir ORTAGONAL KESME İŞLEMİNDE KESİCİ TAKIM KAPLAMA MALZEMESİNİN TALAŞ KAYMA AÇISI ÜZERİNDEKİ ETKİSİNİN MODELLENMESİ Kubilay ASLANTAŞ*,
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 10- Balıkesir ORTAGONAL KESME İŞLEMİNDE KESİCİ TAKIM KAPLAMA MALZEMESİNİN TALAŞ KAYMA AÇISI ÜZERİNDEKİ ETKİSİNİN MODELLENMESİ Kubilay ASLANTAŞ*,
I. YARIYIL (1. SINIF GÜZ DÖNEMİ) 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil
 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil") EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
Yığma yapı elemanları ve bu elemanlardan temel taşıyıcı olan yığma duvarlar ve malzeme karakteristiklerinin araştırılması
 Yığma yapı elemanları ve bu elemanlardan temel taşıyıcı olan yığma duvarlar ve malzeme karakteristiklerinin araştırılması Farklı sonlu eleman tipleri ve farklı modelleme teknikleri kullanılarak yığma duvarların
Yığma yapı elemanları ve bu elemanlardan temel taşıyıcı olan yığma duvarlar ve malzeme karakteristiklerinin araştırılması Farklı sonlu eleman tipleri ve farklı modelleme teknikleri kullanılarak yığma duvarların
Derin Çekme İşlemi Üzerine Kalıp Geometrisinin Etkisinin Sonlu Elemanlar Analizi
 KSU Mühendislik Bilimleri Dergisi, 16(1),2013 43 KSU. Journal of Engineering Sciences, 16(1),2013 Derin Çekme İşlemi Üzerine Kalıp Geometrisinin Etkisinin Sonlu Elemanlar Analizi Vedat TAŞDEMİR 1 * 1 Kahramanmaraş
KSU Mühendislik Bilimleri Dergisi, 16(1),2013 43 KSU. Journal of Engineering Sciences, 16(1),2013 Derin Çekme İşlemi Üzerine Kalıp Geometrisinin Etkisinin Sonlu Elemanlar Analizi Vedat TAŞDEMİR 1 * 1 Kahramanmaraş
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
ELASTİSİTE TEORİSİ I. Yrd. Doç Dr. Eray Arslan
 ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2004 (2) 50-55 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Civata-Somun bağlantı sistemlerinde temas gerilmelerinin üç boyutlu
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2004 (2) 50-55 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Civata-Somun bağlantı sistemlerinde temas gerilmelerinin üç boyutlu
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
DELİK İŞLEMLERİNDE KESİCİLER ÜZERİNE ETKİ EDEN GERİLMELERİN MATEMATİKSEL OLARAK MODELLENMESİ. Salih KORUCU DOKTORA TEZİ MAKİNA EĞİTİMİ
 DELİK İŞLEMLERİNDE KESİCİLER ÜZERİNE ETKİ EDEN GERİLMELERİN MATEMATİKSEL OLARAK MODELLENMESİ Salih KORUCU DOKTORA TEZİ MAKİNA EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ARALIK 2007 ANKARA Salih
DELİK İŞLEMLERİNDE KESİCİLER ÜZERİNE ETKİ EDEN GERİLMELERİN MATEMATİKSEL OLARAK MODELLENMESİ Salih KORUCU DOKTORA TEZİ MAKİNA EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ARALIK 2007 ANKARA Salih
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
YEKPARE TAKMA UÇLU MATKAPLARLA DELME İŞLEMLERİNDE KESİCİ TAKIM ÜZERİNDEKİ GERİLMELERİN MATEMATİKSEL MODELLENMESİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye YEKPARE TAKMA UÇLU MATKAPLARLA DELME İŞLEMLERİNDE KESİCİ TAKIM ÜZERİNDEKİ GERİLMELERİN MATEMATİKSEL MODELLENMESİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye YEKPARE TAKMA UÇLU MATKAPLARLA DELME İŞLEMLERİNDE KESİCİ TAKIM ÜZERİNDEKİ GERİLMELERİN MATEMATİKSEL MODELLENMESİ
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 3 Laminanın Mikromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 3 Laminanın Mikromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 3 Laminanın Mikromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 3 Laminanın Mikromekanik
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
RÜZGAR YÜKÜNÜN BİR TİCARİ ARAÇ SERVİS KAPISINA OLAN ETKİLERİNİN İNCELENMESİ
 RÜZGAR YÜKÜNÜN BİR TİCARİ ARAÇ SERVİS KAPISINA OLAN ETKİLERİNİN İNCELENMESİ Melih Tuğrul, Serkan Er Hexagon Studio Araç Mühendisliği Bölümü OTEKON 2010 5. Otomotiv Teknolojileri Kongresi 07 08 Haziran
RÜZGAR YÜKÜNÜN BİR TİCARİ ARAÇ SERVİS KAPISINA OLAN ETKİLERİNİN İNCELENMESİ Melih Tuğrul, Serkan Er Hexagon Studio Araç Mühendisliği Bölümü OTEKON 2010 5. Otomotiv Teknolojileri Kongresi 07 08 Haziran
Đmalat Araştırma Laboratuarı Sabancı Universitesi. Talaşlı Đmalat ve Takım Tezgahı Araştırmaları
 Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
Elastisite Teorisi Hooke Yasası Normal Gerilme-Şekil değiştirme
 Elastisite Teorisi Hooke Yasası Normal Gerilme-Şekil değiştirme Gerilme ve Şekil değiştirme bileşenlerinin lineer ilişkileri Hooke Yasası olarak bilinir. Elastisite Modülü (Young Modülü) Tek boyutlu Hooke
Elastisite Teorisi Hooke Yasası Normal Gerilme-Şekil değiştirme Gerilme ve Şekil değiştirme bileşenlerinin lineer ilişkileri Hooke Yasası olarak bilinir. Elastisite Modülü (Young Modülü) Tek boyutlu Hooke
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı
 Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı
 Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
Tablo 5.1. Sekiz Yarıyıllık Lisans Eğitim-Öğretim Planı HİTİT ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ 8 YARIYILLIK LİSANS EĞİTİM-ÖĞRETİM PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL Ders
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2015 %25 V1 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI 1. SINIFTAN İTİBAREN) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2015 %25 V1 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI 1. SINIFTAN İTİBAREN) Açıklama:
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Genel Laboratuvar Dersi Eğilme Deneyi Çalışma Notu
 YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Genel Laboratuvar Dersi Eğilme Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Eğilme Deneyi Konu: Elastik
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Genel Laboratuvar Dersi Eğilme Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Eğilme Deneyi Konu: Elastik
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
KAYMALI YATAKLAR I: Eksenel Yataklar
 KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
Sac Metal Şekillendirme Süreçlerinde 3D Metroloji
 GOM Workshop Sac Metal Şekillendirme Sac Metal Şekillendirme Süreçlerinde 3D Metroloji Burak ACUN 12 Nisan, 2017 Sac Metal Şekillendirme Süreçlerinde Kalite Kalıp İmalatı & Şekillendirme Sınır Seri kalite
GOM Workshop Sac Metal Şekillendirme Sac Metal Şekillendirme Süreçlerinde 3D Metroloji Burak ACUN 12 Nisan, 2017 Sac Metal Şekillendirme Süreçlerinde Kalite Kalıp İmalatı & Şekillendirme Sınır Seri kalite
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Orjinal Matkap Geometrisinde Delme Performansının Sonlu Elemanlar Yontemi ile Doğrulanması
 Gazi Mühendislik Bilimleri Dergisi, 217, 3(1): 27-34 Gazi Mühendislik Bilimleri Dergisi www.gazipublishing.net/index.php/gmbd GAZI JOURNAL OF ENGINEERING SCIENCE Orjinal Matkap Geometrisinde Delme Performansının
Gazi Mühendislik Bilimleri Dergisi, 217, 3(1): 27-34 Gazi Mühendislik Bilimleri Dergisi www.gazipublishing.net/index.php/gmbd GAZI JOURNAL OF ENGINEERING SCIENCE Orjinal Matkap Geometrisinde Delme Performansının
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
BİR TALAŞ KALDIRMA MODELİNİN ANALİZİ VE GELİŞTİRİLMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir BİR TALAŞ KALDIRMA MODELİNİN ANALİZİ VE GELİŞTİRİLMESİ Volkan APAYDIN*, Alper UYSAL**, Erhan ALTAN*** *volkanapaydin@hotmail.com
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir BİR TALAŞ KALDIRMA MODELİNİN ANALİZİ VE GELİŞTİRİLMESİ Volkan APAYDIN*, Alper UYSAL**, Erhan ALTAN*** *volkanapaydin@hotmail.com
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
İmalat Süreçlerinde Kesme Kuvvetlerinin Belirlenmesi Dinomometre Tasarımı ve İmalatı
 Gazi Mühendislik Bilimleri Dergisi 2017, 3(2): 28-33 http://gmbd.gazipublishing.com/ İmalat Süreçlerinde Kesme Kuvvetlerinin Belirlenmesi Dinomometre Tasarımı ve İmalatı Hüseyin Gökçe a*, Mehtap Yavuz
Gazi Mühendislik Bilimleri Dergisi 2017, 3(2): 28-33 http://gmbd.gazipublishing.com/ İmalat Süreçlerinde Kesme Kuvvetlerinin Belirlenmesi Dinomometre Tasarımı ve İmalatı Hüseyin Gökçe a*, Mehtap Yavuz
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
Yaşam Bilimleri Dergisi; Cilt 5 Sayı 2 (2015) Journal of Life Sciences; Volume 5 Number 2 (2015)
 Journal of Life Sciences; Volume 5 Number 2 (2015)") Farklı Kesme Parametrelerinde Kaplamalı ve Kaplamasız Kesici Takımlar ile AISI 1050 Çeliğin Tornalanmasında Oluşan Esas Kesme Kuvvetlerinin İncelenmesi ve İstatiksel Olarak Analizi Hüseyin GÜRBÜZ Batman
Farklı Kesme Parametrelerinde Kaplamalı ve Kaplamasız Kesici Takımlar ile AISI 1050 Çeliğin Tornalanmasında Oluşan Esas Kesme Kuvvetlerinin İncelenmesi ve İstatiksel Olarak Analizi Hüseyin GÜRBÜZ Batman
YALOVA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ UYGULAMALI MÜHENDİSLİK MODELLEMESİ
 YALOVA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ UYGULAMALI MÜHENDİSLİK MODELLEMESİ RAPOR 21.05.2015 Eren SOYLU 100105045 ernsoylu@gmail.com İsa Yavuz Gündoğdu 100105008
YALOVA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ UYGULAMALI MÜHENDİSLİK MODELLEMESİ RAPOR 21.05.2015 Eren SOYLU 100105045 ernsoylu@gmail.com İsa Yavuz Gündoğdu 100105008
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL MKM-5502 UZMANLIK ALAN DERSİ Z 8 0 8
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ. 2015/2016 Bahar Dönemi. Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi
 MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
TALAŞLI İMALAT. Talaş Kaldırma Yöntemlerinin Sınıflandırılması. 1-) Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar
 Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar") ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
TALAŞLI İMALATTA KESİCİ TAKIMLARIN KIRILMA ÖNCESİ DAVRANIŞLARININ SONLU ELEMANLAR YÖNTEMİ İLE ANALİZİ
 Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 9, Sayı 1, 2004 TALAŞLI İMALATTA KESİCİ TAKIMLARIN KIRILMA ÖNCESİ DAVRANIŞLARININ SONLU ELEMANLAR YÖNTEMİ İLE ANALİZİ Yahya IŞIK * Özet:
Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 9, Sayı 1, 2004 TALAŞLI İMALATTA KESİCİ TAKIMLARIN KIRILMA ÖNCESİ DAVRANIŞLARININ SONLU ELEMANLAR YÖNTEMİ İLE ANALİZİ Yahya IŞIK * Özet:
TAKIM ÖMRÜ MODELLERİNDE KÜBİK BOR NİTRİT KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TAKIM ÖMRÜ MODELLERİNDE KÜBİK BOR NİTRİT KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Özet Ulvi ŞEKER a,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TAKIM ÖMRÜ MODELLERİNDE KÜBİK BOR NİTRİT KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Özet Ulvi ŞEKER a,
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği
 MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI DOKTORA PROGRAMI
 BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
BİRİNCİ YIL BİRİNCİ YARIYIL ADI MKM-6501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI MKM-6502 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-6602 TEZ
ELYAF TAKVİYELİ POLİMER KOMPOZİTLERİN DELİNMESİNDE ÇİFT AÇILI MATKAP UÇLARIN İTME KUVVETİNE ETKİSİNİN İNCELENMESİ
 ELYAF TAKVİYELİ POLİMER KOMPOZİTLERİN DELİNMESİNDE ÇİFT AÇILI MATKAP UÇLARIN İTME KUVVETİNE ETKİSİNİN İNCELENMESİ Ali ÜNÜVAR a, Halil Burak KAYBAL a ve Ahmet AVCI a a, Selçuk Üniversitesi Mühendislik Fakültesi
ELYAF TAKVİYELİ POLİMER KOMPOZİTLERİN DELİNMESİNDE ÇİFT AÇILI MATKAP UÇLARIN İTME KUVVETİNE ETKİSİNİN İNCELENMESİ Ali ÜNÜVAR a, Halil Burak KAYBAL a ve Ahmet AVCI a a, Selçuk Üniversitesi Mühendislik Fakültesi
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ
 TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ") 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ Emre Yücel a, Mustafa Günay b a * Düzce
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ Emre Yücel a, Mustafa Günay b a * Düzce
SÜRTÜNME Buraya kadar olan çalışmalarımızda, birbirleriyle temas halindeki yüzeylerde oluşan kuvvetleri etki ve buna bağlı tepki kuvvetini yüzeye dik
 SÜRTÜNME Buraya kadar olan çalışmalarımızda, birbirleriyle temas halindeki yüzeylerde oluşan kuvvetleri etki ve buna bağlı tepki kuvvetini yüzeye dik (normal) olarak ifade etmiştik. Bu yaklaşım idealize
SÜRTÜNME Buraya kadar olan çalışmalarımızda, birbirleriyle temas halindeki yüzeylerde oluşan kuvvetleri etki ve buna bağlı tepki kuvvetini yüzeye dik (normal) olarak ifade etmiştik. Bu yaklaşım idealize
KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ DEĞİŞİM
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
AISI 1040 Çeliğinin Kuru Tornalanmasında Yüzey Pürüzlülüğünün İncelenmesi
 Karaelmas Fen ve Mühendislik Dergisi / Karaelmas Science and Engineering Journal 2 (2), 24-29, 2012 Karaelmas Science and Engineering Journal Journal home page: http://fbd.karaelmas.edu.tr Araştırma Makalesi
Karaelmas Fen ve Mühendislik Dergisi / Karaelmas Science and Engineering Journal 2 (2), 24-29, 2012 Karaelmas Science and Engineering Journal Journal home page: http://fbd.karaelmas.edu.tr Araştırma Makalesi
ISLAH ÇELİĞİNİN FARKLI KESİCİ TAKIMLARLA İŞLENMESİNDE KESME PARAMETRELERİNİN TALAŞ ŞEKİLLERİ ÜZERİNE ETKİSİ VE TALAŞ ŞEKİLLERİNİN SINIFLANDIRILMASI
 ISLAH ÇELİĞİNİN FARKLI KESİCİ TAKIMLARLA İŞLENMESİNDE KESME PARAMETRELERİNİN TALAŞ ŞEKİLLERİ ÜZERİNE ETKİSİ VE TALAŞ ŞEKİLLERİNİN SINIFLANDIRILMASI THE EFFECT OF CUTTING PARAMETERS ON CHIP SHAPE IN TEMPERED
ISLAH ÇELİĞİNİN FARKLI KESİCİ TAKIMLARLA İŞLENMESİNDE KESME PARAMETRELERİNİN TALAŞ ŞEKİLLERİ ÜZERİNE ETKİSİ VE TALAŞ ŞEKİLLERİNİN SINIFLANDIRILMASI THE EFFECT OF CUTTING PARAMETERS ON CHIP SHAPE IN TEMPERED
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ ÖZET ABSTRACT
 AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
MMU 402 FINAL PROJESİ. 2014/2015 Bahar Dönemi
 MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 402 FNAL PROJESİ 2014/2015 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
Tablo 1 Deney esnasında kullanacağımız numunelere ait elastisite modülleri tablosu
 BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
BİLGİSAYAR DESTEKLİ TASARIM HAFTA 6 COSMOSWORKS İLE ANALİZ
 BİLGİSAYAR DESTEKLİ TASARIM HAFTA 6 COSMOSWORKS İLE ANALİZ Makine parçalarının ve/veya eş çalışan makine parçalarından oluşan mekanizma veya sistemlerin tasarımlarında önemli bir aşama olan ve tasarıma
BİLGİSAYAR DESTEKLİ TASARIM HAFTA 6 COSMOSWORKS İLE ANALİZ Makine parçalarının ve/veya eş çalışan makine parçalarından oluşan mekanizma veya sistemlerin tasarımlarında önemli bir aşama olan ve tasarıma
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
FARKLI SERAMİK KESİCİ TAKIMLAR İÇİN TAKIM ÖMRÜ MODELLERİNDE ÜSTEL DEĞERLERİN DENEYSEL OLARAK BELİRLENMESİ
 FARKLI SERAMİK KESİCİ TAKIMLAR İÇİN TAKIM ÖMRÜ MODELLERİNDE ÜSTEL DEĞERLERİN DENEYSEL OLARAK BELİRLENMESİ Emre AY YÜKSEK LİSANS TEZİ MAKİNA EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ EYLÜL 2013
FARKLI SERAMİK KESİCİ TAKIMLAR İÇİN TAKIM ÖMRÜ MODELLERİNDE ÜSTEL DEĞERLERİN DENEYSEL OLARAK BELİRLENMESİ Emre AY YÜKSEK LİSANS TEZİ MAKİNA EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ EYLÜL 2013
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir