İmal Usulleri 2. Fatih ALİBEYOĞLU -7-
|
|
|
- Serkan Talay
- 8 yıl önce
- İzleme sayısı:
Transkript
1 İmal Usulleri 2 Fatih ALİBEYOĞLU -7-
2 Giriş

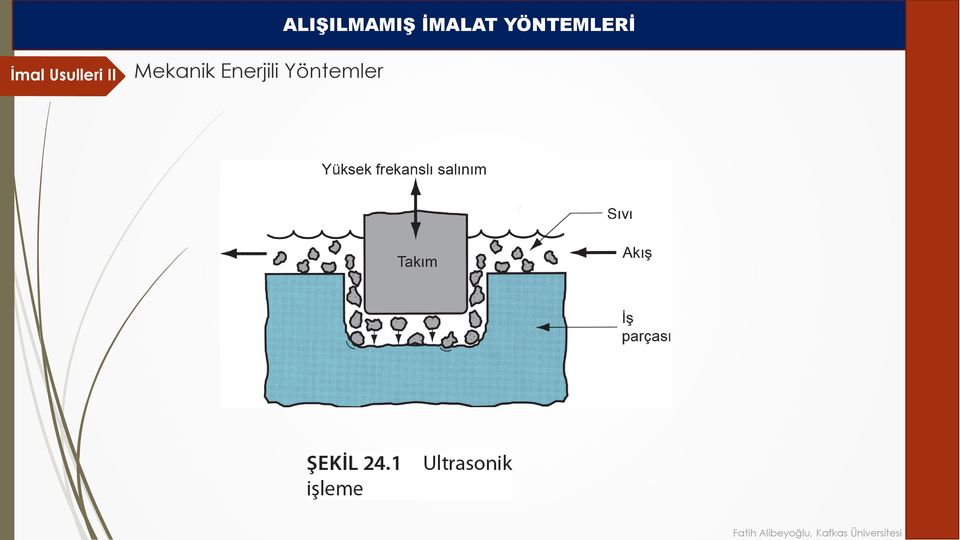
3 Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı işlemeler 1) Ultrasonik İşleme Ultrasonik(ses ötesi) işleme aşındırıcı parçacıklar içeren su birikintileri ile yüksek frekans ve boyutta takımın titreşimi ile iş parçasının şekillendirilmesi olayıdır. Takım iş parçasının üzerinde dikine olacak şekilde titreşim yapar. İş parçasına doğru ilerletilir. Aşındırıcılar iş parçası üzerinde kesme işi yapar. Takım malzemesi: yumuşak ve paslanmaz çelik Aşındırıcı malzemeler: boron nitrat, boron karbür, alüminyum oksit, silisyum karbür, elmas Titreşim büyüklüğü: partikül değerinin iki katı Yüzey kalitesi: parçacık büyüklüğüne göre ortaya çıkar. Aşındırıcı sıvı : su+abrazif partikülller (%20-60) Kırılgan malzemelerin işlenmesine olan ihtiyacı karşılar Titanyum, paslanmaz çelik vb.


4 Mekanik Enerjili Yöntemler
5 Ultrasonik İşleme uygulamaları

6 Ultrasonik İşleme uygulamaları 1)Basma kalıpları,ekstrüzyon tel çekme kalıpları,vb,sert malzemelerden yapılan kalıp ve aletler. 2) Sert malzeme ya da cermet uçlu kesici kalemlerin işlenmesinde. 3)Optik aletler ve süs eşyaları için cam ve kuartz işlemede. 4) Sert ve aşırı kırılgan germanyum ve silikon kolayca işlenebilir. 5) Radyo vb. elektronik aparat parçalarının imalatında. 6. Elmas kalıpları imalatında. 7. Elektrik mühendisliği ve elektronik sanayinde kullanılan seramik parçaların imalatında. 8. Teknik ve değerli taşların (yakut,akik,leucosapphire,vb.) işlenmesi. 9. Aşırı kırılgan olan malzemelerin işlenmesinde (bilgisayar ve elektronik sanayinde) 10. Bazı özel hallerde çelik işlemede (pafta imali gibi)
 işlenmesi. 9.")
7 Ultrasonik İşleme parametreleri 1) İşleme hızının etkisi 2) Aşındırıcı büyüklüğü En büyük işleme hızları ortalama tane büyüklüğü ile titreşim genliğinin kabaca aynı olduğu değerlerde görülür. Tane büyüklüğü işleme hassasiyetini doğrudan etkiler. Genelde en iyi sonuçlar birden çok aşındırıcı toz ve takım kullanılarak elde edilir. 3) Statik Yük 4) Sıvının püskürtme basıncı ve aşındırıcı konsantrasyonu Aşırı konsantrasyon (%50 üstü) işleme ortamının tıkanmasına ve işlemenin durmasına sebep olur. 5) İş parçası malzemesi Sert iş parçalarında yüksek işlem hızı elde edilir. Bu yöntemde mekanik etkilerin (F) küçük olması deformasyonları, sirkülasyon basıncının uygun seçilmesi ise ısıl etkilemeleri engeller.
 İş parçası malzemesi Sert iş parçalarında yüksek işlem hızı elde edilir.")
8 Ultrasonik İşleme Uygulamaları Seramik

9 Su jeti Kullanılan İşlemler İşleme yöntemleri su jeti ile kesme ve aşındırıcılı su jeti ile kesme olarak ikiye ayrılır. 1) Su jeti ile kesme: İnce, yüksek basınçlı yüksek hızlı su akışı ile kesmedir. Su akışının ince olması için(çapı mm) olan nozül kullanılır. 400 MPa ya yakın basınç, 900 m/s ye kadar hız Nozül: paslanmaz çelik, safir, yakut Talaşları sıvından ayırmak için filtreleme Uygun akışa özelliğine sahip polimer çözeltiler. İşleme Parametreleri Nozül- İş parçası uzaklığı: 3.2 mm tipik uzaklık değeridir. Bu değer akışın yayılmaması için mümkün olduğunca küçüktür Nozül uç çapı: kesme hassasiyetini etkiler. İnce malzemelerin kesiminde küçük çap kullanılır. Su basıncı: kalın malzemelerin kesiminde yüksek basınca ihtiyaç duyulur. Kesme hızı: iş parçası malzemesine ve kalınlığına göre nozülün ilerleme hızı değiştir.

10 Giriş

11 Su jeti Uygulamaları Su jeti; termik bir etki olmaması sayesinde, erimeyen veya yanmayanlar da dahil olmak üzere tüm malzemelerin kesilmesi mümkündür. -Titanyum, tungsten alaşımları, paslanmaz çelikler, karbonlu çelikler gibi sert metaller. - Alüminyum, bakır, pirinç, çinko, kurşun gibi yumuşak metaller. Karbon, kevlar, kompozitler, kağıt, karton, deri, tekstil ürünleri, conta malzemeleri, fleksiglas (pleksiglas ), polyester, polietilen levhalar, fiber, tüm plastik ve lastik türevleri su jeti ile kesilebilmektedir. Granit, mermer, seramik, cam, kurşun geçirmez, lamine camlar, ağaç, gibi inşaat ve dekorasyon sektörüne yönelik malzemeler. -

12 Su jetinin avantajları Su jeti soğuk bir proses olması sayesinde, termik nedenlerden kaynaklanabilecek, yanma, damlacık oluşması (erime), sertleşme şekil değiştirme gibi sorunlar olmayacaktır. - Lazer ile kesilemeyecek farklı yanma veya erime sıcaklıklarına sahip malzeme çiftleri, sandviç malzemeler su jeti ile kesilebilir. -Malzeme yanması veya erimesi olmadığından, işlem sırasında hiçbir kimyasal kirlilik oluşmaz. -Bu avantajı sayesinde, gaz emme, arıtma, filtrasyon gibi ek yatırıma gerek göstermez. -Kesim izi aralığının çok dar (max1,1mm) olması sayesinde malzeme kayıpları en aza indirilir. -Kesici unsur olan su jeti hüzme çapına bağlı olarak, çok dar ve keskin köşelerin işlenmesi (kesilmesi) mümkündür. -Diğer yöntemlerle kesilemeyecek petek dokulu tüm malzemeler, su jeti ile kesilebilir.
 olması sayesinde malzeme kayıpları en aza indirilir.")
13 Su jetinin Avantajları - Su jeti ile kesilme kesitinde, alt veya üst tarafında çapak oluşmaz, böylelikle ek bir taşlama düzeltme işlemi gerekmez. -Erime veya yanma riski olmaması sayesinde çok ince malzemeler kesilebilir. - Ayni kesme donanımı ile hiçbir değişiklik yapmaksızın, yalnızca kesme hızlarını değiştirmek suretiyle bir malzemeden diğer malzemeye geçilebilir böylelikle, özellikle fason amaçlı kesimde makine ve donanım ayarlamalarını tamamen ortadan kaldırılmış olur. - Malzeme ile kesme ucu arasındaki toleransın nispeten büyük olması sayesinde özellikle üç boyutlu (hacimsel) kesimlerde, mesafe kontrol hatalarından oluşabilecek kesim düzgünsüzlükleri meydana gelmez. - -Su jeti kesme teknolojisi, bu çok geniş çalışma ( kesme) spekturumuna karşın henüz çok yaygın bir kesme yöntemi değildir, ancak dünyadaki ve Türkiye deki kullanımı hızla artmaktadır. - - Çapak oluşmaz - -Çok ince parçalar kesilebilir.

14 Su jetinin Dezavantajları Belirli sayıda malzeme için kesimi ekonomiktir. Kalın parçaların kesimi için ekonomik olmamasının yanında kesme doğruluğu(hassasiyeti) çok iyi değildir. Çok kalın malzemelerde akış malzeme içerisinde süreklilik arz edemediği için çok doğru kesimler ortaya çıkmaz.

15 Su jetinin Uygulama Alanları Gıda sektörü Kağıt sanayii Tekstil ve giyim sektörü Kauçuk ve plastik sanayii Temizlik sektörü Ayakkabı ve deri sanayii İzolasyon uygulamaları Cam, mermer, granit ve seramik sektörü Metal işleme Elektrik- elektronik Otomotiv sanayii Uzay ve havacılık sektörü

16 Su jetinin Uygulamaları Kek Balık Baskı devre Kartı

17 Aşındırıcı su Jeti ile Kesme Su jeti metal parçalarda kullanıldığında aşındırıcı parçalar jet akışına eklenir. Malzeme kaldırma oranını artırmak için aşındırıcı parçacıklar katılır. Bu yöntem aşındırıcı su jeti ile kesme olarak adlandırılır. Tane büyüklüğü Aşındırıcı: Alüminyum oksit, silisyum oksit, silikat minerali (garnet) Aşındırıcı akısı: 0.25 kg/dk Parametreler Nozül çapı: Su basıncı Nozül-iş parçası uzaklığı Su jeti ile kesmeye kıyasla daha yüksek akış, daha yüksek enerji gereksinimi
 Aşındırıcı akısı: 0.")
18 Aşındırıcı Su jetinin Uygulama Alanları

19 Aşındırıcı Su jetinin Uygulamaları 75 mm kalınlıkta çelik kramayer dişlisi Kurşun geçirmez cam Seramik

20 Su jetinin Uygulama Alanları Uygulamaları Cam, seramik, kompozit gibi kesilmesi zor olan malzemeler Yüksek sıcaklıklara dayanıklı olmayan kaliteli malzemeler Sınırlamalar Pahalı Yüksek işletim maliyetleri nedeniyle seri imalata uygun değildir. Malzeme kaldırma hızı mm/dak Tolerans ±2 - ±5 μm Yüzey kalitesi Ra μm değerleri arasında değişmektedir.

21 Aşındırıcı Jet ile İşleme Aşındırıcı su jeti ile kesme işlemi ile karıştırılmamalıdır. İçeresinde küçük aşındırıcı parçacıklar içeren yüksek hızlı gaz jetinin hareketi ile işlenir. Gaz basıncı: MPa hız: m/s Gaz: Kuru hava, azot, karbondioksit, helyum Normalde üretim yöntemi değildir. Yüzey bitirme işlemi olarak kullanılır. Çapak alma, traşlama, temizle vb.
22 Aşındırıcı akış ile işleme İş parçalarında ulaşılması zor kısımlara ulaşmayı sağlamak amacıyla ; Viskoelastik polimer ile karıştırılmış aşındırıcı parçacıklar yardımıyla, Çapak alma ve parlatma işlemi olarak geliştirilmiştir. Aşındırıcı- polimer karışımı basıncı: Mpa Çapak alma, parlatma, keskin köşelerin yuvarlatılması, dökümde kaba yüzeylerin işlenmesi İşlenmesi zor olan iç kanallar için uygundur.
23 Elektrokimyasal İşleme Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda Faraday tarafından anodik işleme olarak keşfedildi lerden sonra Rus bilim adamı Gussef tarafından geliştirildi lardan sonra gaz türbini endüstrisinde kullanılmaya başlanıldıktan sonra yaygınlaştı. Elektrokimyasal frezeleme Elektro kimyasal taşlama Elektro kimyasal çapak alma Elektro kimyasal honlama


24 Elektrokimyasal İşleme Malzemelerin işlenmesinde elektrik enerjisi kullanılır. Elektrik enerjisi malzemenin işlenmesinin kimyasal reaksiyonlarla birleştirilerek gerçekleşmesi için kullanılır. İş parçasından kopan metal iyonları katot takıma doğru ilerler (eletroliz). Ancak bu teknikte işleme aralığına elektrolitik sıvı püskürtülerek kopan metal iyonlarının katotda birikmesi önlenir. Takımın ön yüzey geometrisine uygun olarak aynı form iş parçasında oyulur.
25 Elektrokimyasal İşleme
26 Elektrokimyasal İşleme Sistem Parametreleri A)Elektrolit Elektrolit Görevleri İletkenlik sağlar. Elektroliz reaksiyonlarının oluşumunu sağlar. Ortamı soğutur. İşleme artıklarını ortamdan soğutur. İyi bir elektrolit: 1.İyi iletken 2.Düşük viskosite 3.Yüksek ısınma ısısı 4.Ucuz 5.Zehirli olmaması 6.Korozif olmaması gerekir.
27 Elektrokimyasal İşleme Sistem Parametreleri B. Takım İyi iletken ve izlenebilirliği iyi olmalıdır. Tipik örnekler: 1. Bakır 2.Pirinç 3.Bronz 4.Paslanmaz çelik 5.Grafit 6.Monel 7.Titanyum (maksimum saflıkta olmalı) C. İş parçası İş parçasının atom ağırlığı, değerliliği ve yoğunluğu doğrudan işleme hızını etkiler. D. Güç Devresi Kısa devre ve ark oluşumlarını engelleyici devreler ile teçhiz edilir. Gerilim ve akım değişimleri denetlenir (reaktör, saturatör, transformer gibi)

28 Elektrokimyasal İşleme Sistem Parametreleri E. İşleme Aralığı Tipik işleme aralığı mm arasındadır. İşleme aralığı gerilim ve takım ilerlemesi ile denetlenir. F. İşleme Hassasiyeti Elektrolit sıcaklığı arttıkça açıklık artar Gerilim arttıkça açıklık artar İlerleme miktarı arttıkça açıklık düşer.
29 Elektrokimyasal İşleme Teknolojik rakamlar Ekonomik değerlendirme Boyut toleransı ± mm Silindirik toleransı mm Yüzey pürüzlülüğü çeliklerde μm Ra Koniklik mm/mm Tezgah maliyeti çok yüksek Güç kullanımı maksimum seviyede Tuz maliyeti düşük Mühendislik maliyeti yüksek Operatör maliyeti orta
30 Elektrokimyasal İşleme Avantajları 1.Takım aşınması yok 2.Aynı takımla çok sayıda parçanın işlenmesi mümkün 3.İş parçası sertliğinin, tokluğunun işleme etkisi yok 4.Üç boyutlu geometrilerin işlenmesi mümkün 5.İşlemde mekanik ve ısıl etki olmadığından metalürjik özellikler değişmez 6.Çapaksız işleme 7.Alışılmış yöntemlere göre yüksek işleme hızı Kısıtlamalar 1. Korozyon etkisi 2.Hidrojen kırılganlığı 3.Keskim kenar ve köşeler işlenemez (r=0.2mm) 4.İş parçası elektrik olarak iletken olmalı 5.Tezgahın alan gereksinimi büyük
31 Elektrokimyasal İşleme Uygulamalar 1.Alın ve boy tornalama 2.Dar ve kör kanalların işlenmesi 3.Çok sayıda delik açılması 4.3 boyutlu geometri işleme 5.Taşlama 6.Honlama
32 Elektrokimyasal Çapak Alma Elektrokimyasal çapak alma işlemi metal iş parçasındaki keskin kenarların işlenmesi veya çapaklarının alınması anodik çözümleme ile yapılması şeklinde bir uygulamadır. İş parçasındaki delik geleneksel delme işlemi sonucundaki oluşan keskin çapaklara sahiptir. Elektrot takım çapaktaki metalin işlenmesine odaklanacak şekilde tasarlanmıştır. Elektrokimyasal Çapak Alma
33 Elektrokimyasal Taşlama Taşlama taşı metalik iş parçasının anodik çözülmesi için kullanılır. Aşındırıcı: alüminyum oksit ve elmastır. Klasik taşlamaya göre üstünlükleri 1.Çapaksız taşlama 2.Usul etki olmadığından metalürjik bozunma olmaz. 3.Mekanik taşlama olmadığından deformasyon oluşmaz. 4.Taşlama hızı daha yüksek. 5.Elde edilen yüzey pürüzlülüğü daha iyi Kullanım alanları 1.Karbür uçların açılarının verilmesi 2.Çok sert ve aşırı tok parçaların taşlanması 3.Büyük dişlilerin aşınma izlerinin yok edilmesi
34 Elektrokimyasal Honlama Avantajları 1.Hon taşı aşınması en düşük seviyede 2.Hız daha yüksek 3.İnce et kalınlıklı boruların honlanmasında üstün netice 4.Mekanik ve ısıl etkilenme yok Uygulama Seri üretimde, ince duvarlı boruların doğru boyuta getirilmesi
35 KESİCİ TAKIM TEKNOLOJİSİ Kaynaklar Prof. Dr. Akgün Alsaran- Alışılmamış İmalat Yöntemleri Principles of Modern Manufacturing- Mikell P. Groover. ME 338: Manufacturing Processes II Instructor: Ramesh Singh; Notes: Profs. Singh/Melkote/Colton
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Mekanik Enerji Kullanarak Şekil Verme. Prof. Dr. Akgün ALSARAN
 Mekanik Enerji Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Mekanik enerji kullanarak şekil verme Yüksek hızla abrazif partikül veya sıvı vasıtasıyla iş parçası üzerinden malzeme aşındırma işlemidir.
Mekanik Enerji Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Mekanik enerji kullanarak şekil verme Yüksek hızla abrazif partikül veya sıvı vasıtasıyla iş parçası üzerinden malzeme aşındırma işlemidir.
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
İmal Usulleri 2. Fatih ALİBEYOĞLU -8-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
İmal Usulleri 1. Fatih ALİBEYOĞLU -2-
 1 Fatih ALİBEYOĞLU -2- Malzemeler iki tür gerilmeye maruz kalır. Bu gerilmeler tekil etkiyebileceği gibi bunların bir bileşkesi de malzemelere etkiyebilir. Normal Gerilme(Çeki- Bası- Eğilme) Kayma Gerilmesi(Kayma-Burulma)
1 Fatih ALİBEYOĞLU -2- Malzemeler iki tür gerilmeye maruz kalır. Bu gerilmeler tekil etkiyebileceği gibi bunların bir bileşkesi de malzemelere etkiyebilir. Normal Gerilme(Çeki- Bası- Eğilme) Kayma Gerilmesi(Kayma-Burulma)
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme. Doç. Dr. Turgut GÜLMEZ
 Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları Aşındırmalı(Taşlama
Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları Aşındırmalı(Taşlama
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
Metalin Sanat ile Birlestigi Noktadayız
 tess-san Metalin Sanat ile Birlestigi Noktadayız tess-san eurolub tess-san tess-san tess-san tess-san FORCE K 102 TESS-SAN EUROLUB TE 255 Üniversal Kesme Soğutma Sıvısı FORCE K 102 TUBE Boru Profil Sektörü
tess-san Metalin Sanat ile Birlestigi Noktadayız tess-san eurolub tess-san tess-san tess-san tess-san FORCE K 102 TESS-SAN EUROLUB TE 255 Üniversal Kesme Soğutma Sıvısı FORCE K 102 TUBE Boru Profil Sektörü
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU
 İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Mutlu TOPTAŞ Makina Mühendisi - Nurol Makina ve Sanayi A.Ş. E-posta: ugur.toptas@nurolmakina.com.tr ÖZET Bu
İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Mutlu TOPTAŞ Makina Mühendisi - Nurol Makina ve Sanayi A.Ş. E-posta: ugur.toptas@nurolmakina.com.tr ÖZET Bu
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
T.C. BURSA VALİLİĞİ Çevre ve Şehircilik İl Müdürlüğü TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ
 TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
FLEX İNCE KESİCİLER-THINLINE
 resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı sağlıyor.
 Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI
 FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ
 TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
1987 Den beri Çözüm Üretiyoruz
 AŞINDIRICI TAŞLAR SAN. TİC. LTD. ŞTİ. Sarıgazi Mahallesi Martı Sokak. NO: 6/A SANCAKTEPE / İSTANBUL / TÜRKİYE TEL : (0216) 622 02 62-63 FA : (0216) 622 02 64 E-MAIL : info@yontasasindirici.com 1987 Den
AŞINDIRICI TAŞLAR SAN. TİC. LTD. ŞTİ. Sarıgazi Mahallesi Martı Sokak. NO: 6/A SANCAKTEPE / İSTANBUL / TÜRKİYE TEL : (0216) 622 02 62-63 FA : (0216) 622 02 64 E-MAIL : info@yontasasindirici.com 1987 Den
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
Hexapan Honeycomb Hakkında
 www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
taşlama ve delme Elmas kesme Kesici ve Aşındıcı Diskler Kesici ve Aşındırıcı Diskler
 Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Silindir Arýzalarý Çalýºma sonucu silindir yüzeyleri aºýnma, parlaklýk, pörtüklenme, çizik, çatlak
 SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
BU Kitapta Kullanılan Standart Birimler
 BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
8. KAZIMALI (FRETAJ) KOROZYON
 KOROZYON") 8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
Hakkımızda.
 Hakkımızda 60 yıl önce Almanya daki Sonnenflex taşlama taşları fabrikası ile başlayan ve zaman içinde 40 ülkeye ihraç edilerek, global pazarlarda öncü konuma gelerek sürdürdüğümüz yolculuğumuz, 1994 yılında
Hakkımızda 60 yıl önce Almanya daki Sonnenflex taşlama taşları fabrikası ile başlayan ve zaman içinde 40 ülkeye ihraç edilerek, global pazarlarda öncü konuma gelerek sürdürdüğümüz yolculuğumuz, 1994 yılında
MEMM4043 metallerin yeniden kazanımı
 metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO