Kesici Yükleyici Kazı Makineleri
|
|
|
- Yeter Gonca Yener
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Kesici Yükleyici Kazı Makineleri Prof. Dr. HERMANN FAUSER 1 GENEL, İlk potkabaç makinesi bu asrın başlarında kullanılmaya başlamış ve böylece hem bedenî İşçilik azalmış, hem de kazı İçin kullanılmakta olan patlayıcı madde miktarında bir tasarruf temin edilmiştir. Potkabaç makinesinin ana prensibi şudur : Damar içine doğru uzanan bir kol üzerinde hareket eden bir zincir ve bu zincire «belli bir düzene göre dizili» keskiler vardır. Zincirin dönmesi ve makinenin de ayak İçinde ilerlemesi ile damarda bir yarık açılmakta, yani potkabaç çekilmektedir. Bu yarık dolayısıyla damar içinde yeni serbest yüzeyler meydana gelmekte, bu da kazı ameliyesini kolaylaştırmaktadır. Kol adedinin İhtiyaca göre iki veya daha fazla olması da mümkündür. Şekil 11-1 (a) da normal bir potkabaç makinesinin, II-2 (b) de de çift kollu bir makinenin ana yapı prensibi görülmektedir. Kazılan kömürün oluğa yüklenmesi kürekle yapılır. Sonraları, bu yükleme İşi de potkabaç makinesi İle temin edilmek İstenmiş ve bu yöndeki çalışmalar giderek bugünkü kesicl-yükleyicilerln yapımı İle neticelenmiştir. Kesicl-yükleyicilerln ana prensibi ilk defa 1912 ve 1919 yıllarında iki İngiliz patentinde ortaya atılmıştır. Bu ana prensip, «bir tambur üzerine yerleştirilmiş olan keskiler vasıtasıyla damarı, İçinde bir yarık açmak yerine, bütün kalıniığınca kesmek» şeklindedir. Bu şekilde kazılan kömürün bir kısmı doğrudan doğruya oluğa düşmekte, geri kalan kısmı da, makine tarafından çekilen pulluğa benzer bir küreylcl İle, gene oluğa yüklenmektedir. Böylece kömür sadece mekanik olarak kazılmakla kalmayıp ayni zamanda mekanik olarak yüklenmiş de olmaktadır. Şekil 11-1 (c) de, kesme zinciri kapalı bir çerçeve teşkil eden bir potkabaç makinesinin, 11-1 (d) de İse bir keslcl-yükleylclnln ana yapı prensipleri görülmektedir. Tam mekanize kazının getirdiği bu avantaja karşılık bazı mahzurları da vardır : Bir defa, potkabaç makinesine nazaran çok daha büyük bir kesitte kazı yaptığı İçin makinedeki motorun gücü önemli ölçüde büyümüş olmaktadır. Bir diğer mahzur da, keslcl-yükleylcilerle yapılan kazıda toz ve ufak kömür nispetinin çok fazla oluşudur ki, bu blrinceye kıyasla üzerinde daha büyük bir önemle durulmayı gerektirir. Şekil 11-1 Potkabaç Makineleri Yapı Prensibi ve Gelişimleri C i l t : XI Sayi : 6 13

2 2 POTKABAÇ MAKİNELERİ İLE KESİCİ - YÜKLEYİCİ MAKİNELERİN KARŞILAŞTIRILMASI. 2.1 Kesme Prensibi "Potkabaç makinesinde her kesme zinciri, damar içinde cm kalınlığında bir yarık açar. Bu yarık, kesme kolu yapısına bağlı olarak damar içine doğru 4 m ye kadar uzun olabilir. Kesme zinciri üzerindeki keskiler, makinenin ilerleme istikametine dik bir yönde hareket ederek kazı yaparlar. Buna karşılık bir kesici-yükleyicinin tamburu üzerindeki keskilerin hareket yönü, makinenin hareket yönüne paraleldir. Kazı makinesinin aynı ilerleme hızı için, bir kesici-yükleyicinin damar içinde kazarak açmış olduğu hacım, bir potkabaç makinesininkine nispetle birkaç misli fazla olmaktadır. Kazı kapasiteleri arasındaki bu önemli farka rağmen, her İki makinenin motor güçleri arasında büyüklük farkı azdır. Bunun başlıca sebebi, potkabaç makinelerinde kesme zincirleri ile onları taşıyan kollar arasında önemli sürtünme kayıpları oluşudur. Bir kesiciyükleyicide bu cins sürtünme kayıpları yoktur. 2.2 Yükleme İmkânı jşekil II -1 (a) ve (b) de görülen potkabaç makineleri ile kömür damarının tabana kadar olan kısmını kazmak mümkün olmamaktadır. Bu gayeye ancak şekil 11-1 (c) de görülen yapıda bir potkabaç makinesi veya 11-1 (d) de prensibi verilen bir kesici yükleyici ile ulaşılabillnmektedir. Bir kazı makinesinde keskilerin yerleştirilme düzeni sadece kömürün damardan koparılıp çıkarılması değil, bu kömürlerin oluğa yüklenmesi bakımından da önem taşımaktadır. Zamanımızda kullanılan makinelerin pek çoğunun oluk üzerinde kayarak İlerlediği gözönüne alınırsa, Şekil 11.1 (a) ve (b) prensibine göre yapılmış olan makinelelerin kazdıkların kömürün pek azını oluğa yükleyebilecekler! anlaşılır. Potkabaç makineleri ile çalışılmasında karşılaşılan bir diğer husus da, altı kesilen kömürün çok büyük bloklar halinde tabana oturması halinde yükleme İşinde ortaya çıkan zorluktur. Bir kesicl-yükleyici makine ise, hem kazı sahası tabana kadar indiği, hem de kazı kesitinin bütününde kesme yaptığı İçin, kazılan kömürlerin tamamını oluğa yükleyebilmektedir. 2.3 Kazı Hareketini Kontrol Kömür damarları kalınlık bakımından genellikle düzgün olmayan bir yapı gösterir. Bu durumda kazı kesitinin hem düşey hejn de yatay plânda, İstenildiği taktirde ayarlanabilir olması arzu edilir. Kesicl-yükleylcller, tamburlarının damar içindeki pozisyonları bir hidrolik düzen yardımıyla değiştirilerek, ayak İçindeki intizamsızlıklara kolayca İntibak ettirilebllmektedir. Potkabaç makinelerinde bu imkân pek yoktur. 3 KESİCİ-YÜKLEYICİ MAKİNELER Almanya'da bugün kullanılmakta olan makineleri «Sabit Tamburlu Makineler» ve «Hareketli Tamburlu Makineler» diye iki grupta toplamak mümkündür. Sabit tamburlu makinelerle yapılan kazılarda damar düzensizliklerine intibak etmenin doğurduğu güçlükler, giderek tamburların, makine gövdesine bağlı hareketli bir kol üzerine tesbitine yol açmıştır. Böyle bir sınıflandırmaya rağmen makineleri «tek yönlü kazı» ve «çift yönlü kazı» prensipleri içinde incelemek daha uygun olacaktır Tek Yönlü Kazı Makine Yapılan Genel yapı prensipleri Şekil II-2 de görülen bu gruptaki makinelerde, kesici tambur damarın alt kısmında, yâni tabanda kazı yapmakta ve makine gövdesine rijit bir şekilde bağlı bulunmaktadır. EM elektrik motoru, milinin bir ucu ile WG dişli sistemini ve dolayısıyla W tamburunu, diğer ucuyla da HP, hidrolik pompasını harekete getirerek neticede Şekil. II-2 Sabit Tamburlu Bir Kesicl-Yükleyicl Yapısı HW vincini sabit bir dönme hızı ile çevirmektedir. HP, pompası HM hidrolik motorunu çalıştırmakta, bu motor da KP, dişlisini hareket ettirmektedir. KR dişlisinin, ayak boyunca gerili duran bir zincire sarılması suretiyle makine kendi kendini çekerek ilerlemektedir. Makine gövdesinin ramble tarafına isabet eden tarafında ve alt kısmında hidrolik krikolar (HZ) vardır. Bu krikolar, HP 2 hidrolik pompası vasıtasıyla makineyi damar tarafına doğru meyillendirmeye yaramaktadır. Damar kalınlığı büyüdükçe kazı için tek tambur kâfi gelmemeye başlar. Tambur çapının sınırlı oluşu ve istenildiği kadar büyütülememesi böyle 14 Madencilik

3 durumlarda damarın tavan kısmını da kazmak iğin bir ikinci tambur İlâvesi gerektirir (Şekil. 11-3). Şekilde W 2 ile gösterilen bu tambur da, aynen W t tamburu gibi EM elektrik motoru vasıtasıyla ve bir seri dişli tertibatı kullanılmak suretiyle çalıştırılmak- her iki yönde de dönmesi imkânı elde edilmiş olmaktadır. HM hidrolik motorunun ekzantritesi sabit olduğu için, motor ve dolayısıyla KR dişlisi, HP pompasından birim zamanda gönderilen yağ hızına oranlı bir devir hızı ile dönmektedir. KR dişlisinin fazla yüklenmeye karşı korunması için devreye HSt emniyet valfı konmuştur. Basınç belli bir değeri geçince bu valf vasıtasiyle pompanın eksantrisitesi sıfır olmakta dolayısıyla hem pompa hem de hidrolik motorun durması temin edilmiş bulunmaktadır. ŞekH 11-3 İlâve Tavan Tamburu Bulunan Sabit Tamburlu Bir Kesici-Yükleyici tadır. Tavan tamburunu (W 2 'yi) taşıyan kolun yüksekliği SZ hidrolik silindiri vasıtasıyla değiştirebilmekte ve damar düzensizliklerine intibakı sağlanmaktadır. Şekil de böyle bir makinenin resmi görülmektedir. Şekil II 5 Hidrolik Sistemin Çalışma Prensibi Kazı Metodu Taban kısmında rijlt olarak bağlı tamburu olan kesici-yükleyici makine, ayak içinde bir kazı «hareketi» bir de «dönüş hareketi» yapar. Kazı hareketi esnasında, kazılan kömürlerin bir kısmı doğrudan doğruya ve kendiliğinden, bir kısmı da arkadan çekilen bir küreyici üzerine dökülmek suretiyle oluğa yüklenir. Küreyici üzerine dökülen kömür kayma açısına bağlı olarak oluğa kayar. Kazılan kömürün tambur tarafından oluğa veya küreyici üzerine fırlatılamıyan bir kısmı tabana düşerse, bunların oluğa yüklenmesi tambur için ilâve bir iş demektir. Şekil 11-4 Şekli deki Kesici - yükleyicinin Resmi (EICKHOFF: W-SE IV) Hidrolik Çekme Düzeni Makinenin ayak içinde ilerlemesini temin eden hidrolik düzenin çalışma prensibi Şekil II - 5 de gösterilmiştir. EM elektrik motorundan çıkan milin bir ucu W tamburunu çevirirken, diğer ucu HP hidrolik pompasını sabit bir devir ile çalıştırmaktadır. V vanası ile, pompanın verdiği hidrolik yağ miktarını ayarlamak mümkündür. Yağ B tankından emilmektedir. Yağın HM motoruna giriş yönü StS yön valfı İle temin edilmekte, böylece KR dişlisinin Taban tamburunun çalışma yönü aşağıdan yukarıya doğrudur. Şekil II-6, küreyici ile birlikte sabit tamburlu bir kesici-yükleyici göstermektedir. Bu tip bir makine ile ayakta bir «have» lik kazı yapabilmek için makinenin ayağı iki defa katetmesi gerekmektedir: Kazı hareketi ve sonra başlangıç noktasına geri dönüş. Makinenin dönüş hızı, kazı yapmadığı için daha büyüktür. Buna rağmen bu dönüş süresi, makineden faydalanma hususunda bir kayıp zaman ifade eder. Bir diğer mahzur da, her iki hareket bitinceye kadar altı kazılmış olan tavanın tahkimatsız kalmasıdır. Bu mahzura bir çare olarak, önce portafo sarmalar kullanılması ve bilâhere, makine dönüş hareketini de bitirdikten sonra, oluğun ötelenmesini takibeden tahkimat direklerinin dikilmesi yoluna gidilebilmekte ise de, bu iki kademeli tahkimat sistemi herşeyden önce bir organizasyon problemi ortaya çıkarmaktadır. Cilt : XI Sayı : 6 15

4 Şekil II-6 Küreylcl İle Birlikte Sabit Tamburlu Kesici -yükleyici (Tip: W-SE IV, EICKHOFF) Tek yönlü kazının mahzurları kısaca şöyle özetlenebilir : (I) Bir have İlerleme yapabilmek İçin, makinenin ayağı İki defa katetmesl gerekmektedir. (II) Altından kömür alınan ve açığa çıkan tavan yüzeyi uzun müddet tahkimatsız kalmaktadır Çift Yönlü Kazı Genel Bu durumda makine, ayaktan her geçişinde bir kazı yapmaktadır. Buna karşılık artık makineye bir küreyici takma yoluna gidilmemiştir. Bu tip bir makinenin getireceği başlıca faydalar şunlardır : (i) Makine her geçişte bir kazı yaptığı için, her geçişte bir «havelik» ilk ilerleme elde edilmektedir. Bu İse çalışma randımanının büyük ölçüde yükseltilmesi ve ayağa yatırılmış bulunan paranın iyi bir şekilde kullanılması demektir. (ii) Makinenin ayaktaki her İki hareketi süresince, makinede mevcut «güç«ten azamt İstifade temin edilmiş olmaktadır. (iii) Organizasyon bilhassa tahkimat İşleri bakımından basitleşmiş, ayaktaki İşçi ekibinin randımanı artmıştır. (iv) Tahkimat makinenin geçişini hemen takiben yapılacağından ve kazı hızı tavan şartlarına olumlu yönde tesir edeceğinden tavan kontrolü çok daha iyidir. (v) Kazı hareketi vardiye sonuna kadar tamamlanmamış olsa dahi, tavan artık tahkimattı olduğu için, bu kazıyı tamamlamak, dolayısı ile «fazla mesai zarureti» yoktur. 16 Madencilik
 Makine her geçişte bir kazı yaptığı için, her geçişte bir «havelik» ilk ilerleme elde edilmektedir.")
5 Bu «çift yönlü kazı» metodunda, tabanın, oluğun ötelenmesine imkân verecek derecede «kazılan kömürlerden temizlenmiş olması gerekir. Yani kazılan kömürün yüklenmesi de bizzat kazı işlemi kadar önemli bir problemdir. Bu yükleme işinde esas itibariyle iki imkân belirmektedir : (i) Makine kendisi ile birlikte, tabanı tamamen temizleyecek şekilde yükleme yapabilen bir «yükleme tertibatı» taşır. (ii) Tabanın temizlenmesi, makine geçtikten sonra ayrı ve müstakil bir başka sistem vasıtasıyla yapılır. Bu sistemin esası şudur : Oluğun kömür tarafına İsabet eden yanında, kapalı bir kanal içinde hareket eden bir zincire bağlı saban şeklinde küçük yükleme pabuçları vardır. Oluk cepheye yaklaştırılırken bu pabuçlar İleri geri hareket etmek suretiyle tabandaki kömürü oluğa yüklerler. İlk çözüm yolu basit ve ucuzdur. Makinenin arkasında kalan m. lik mesafe içinde, damardan çok büyük parçalar düşmemesi halinde bu sistem kullanışlıdır. Eğer büyük parçaların düşmesi gibi bir durum varsa o vakit ikinci çözüm yoluna başvurulur. Kazı ve yükleme işlemlerinin birbirlerinden müstakil olarak yapılmasının faydalarından biri de, tabanda birikmiş olan kömürlerin temizlenmesi İşinin makinenin ilerleme hızı üzerinde frenleyici bir tesir yapmasına meydan verilmemiş olunmasıdır. Kazılan kömürün çok büyük bir kısmının ikinci bir tertibata lüzum kalmadan kendiliğinden oluğa yüklenmesi tabiî ki herşeye tercih ediür. Bu yüzden kesme tamburu ve üzerindeki keski düzenleri böyle bir yüklemeyi kolaylaştıracak şekilde yapılır Makine Yapıları Bu kazı şeklinde, kullanılan makinelerde taban tamburu artık makine gövdesine rijit olarak bağlı değildir. Tamburu taşıyan kol aşağı-yukarı hareket ettirilebilmekte ve damar İçinde arzu edilen pozisyon elde edilmektedir. Bu gruba dahil makinelere örnek olmak üzere şu tiplerden bahsedilecektir : a) EDW-200 Bu makine tipinin yapı prensibi Şekil de görülmektedir. EM, ve EM, elektrik motorları, Şekil 11-7 Çift Tamburiu Bir Kesici-yakleylci (Tip: EDW 200) Cilt : XI Sayı : 6 17
 Tabanın temizlenmesi, makine geçtikten sonra ayrı ve müstakil bir başka sistem vasıtasıyla yapılır.")
6 millerinin bir ucu ile.w t -ve. W 2 tamburlarını çevirmektedir. Tamburları taşıyan TA t ve TA 2 kolları SW ve SA mafsal düzenine bağlıdır. SA kolları SZj ve SZj hidrolik silindirleri vasıtasıyla hareket ettirilmekte, bu da giderek tamburların düşey plândaki pozisyonlarını değiştirmektedir. Bu ayarlama işi kazı esnasında da yapılabilmektedir. Sistemin çalışma prensibi şöyledir : EM 2 elektrik motor milinin öbür ucu HP 2 hidrolik pompasını çalıştırmakta, bu pompa da SZ X ve SZ 2 silindirlerine hareket vermektedir. Makineyi yan istikamette meylllendirmeye yarayan HZj ve HZ 2 hidrolik krikoları da gene HP 2 pompasından güç almaktadır. EMj elektrik motor milinin ikinci ucu ise, şekilde görüldüğü gibi HP[ pompası yardımıyla çekme düzenini çalıştırmaktadır. Tamburların makinenin orta kısmında teşkili, bu bölgede küreyici tipinde bir yükleme düzeni tesisine İmkân vermektedir. Üst yüzeyi eğimli bir sandığı andıran bu küreyici ileri-geri hareket edebilmekte ve böylece kazılan kömürlerin oluğa yüklenmesini temin etmektedir. Küreyicinin ileri-geri hareketi, hidrolik sistemtekl KP silindiri vasıtasıyla temin edilmektedir. Taban tamburu yukarıya, tavan tamburu da aşağıya doğru dönerek kazı yaptıkları İçin, her iki tambur da kazdığı kömürü oluğun veya küreyicinin üzerine fırlatmakta, böylece yükleme işine yardımcı olmaktadırlar. Bu İki tambur arasında ayrıca bir de küçük «kırıcı tambur» vardır ki, vazifesi kopan büyük parçaları olukta taşınabilecek şeklide ufalamaktır. Makine orta kısımda bir hidrolik küreyici taşıdığı içirir bu küreylciye bir yer açılabilmesi bakımından taban tamburu önde, tavan tamburu arkada olmak üzere kazı yapılır. Damarın alt kısmı, önde giden ve yukarıya doğru dönerek çalışan taban tamburu ile kazılmakta, altı kazılmış damarın üst kısmı ise, taban tamburunu biraz geriden ta- Wbeden ve aşağıya doğru dönerek çalışan tavan tamburu vasıtasıyla alınmaktadır. Bu çalışma düzeninin tabiî bir neticesi olarak, hem tavan tamburunun kazı işi kolaylaşmış, olmakta hem de bu kısımdan kazılan kömürler.daha iri parçalı olarak çıkmaktadır. Ayak sonuna gelindiğinde, tambur pozisyonları değiştirilmekte, biraz önce tavanı kesen tambur taban kısmında, tabanda kazı yapan tambur da tavan kısmında kazı yapacak şekilde düzen almaktadırlar. Eğer İki tambur arasına yükleme işini yapacak bir düzen konulamiyorsa, bu durumda, daha önce bahsi edilen «kazı makinesinden müstakil» bir yükleme sistemi kullanılması yoluna gidilir. Hatırlanacağı üzere bunlar zincirli oluktaki bir kanal içinde hareket eden pabuçlardan ibaretti. Bu şekildeki pabuç, zincirin 15 m ilk kısmına eşit aralıklarla dizilmiş bulunmaktadır. Zincirin, dolayısıyla temizleme pabuçlarının ayak içinde ileri geri hareketi ayak başlarındaki bir motor vasıtasıyla yapılır. Oluğun hidrolik itme silindirleri İle itilerek kömür cephesine yaklaştırılacağı bölgede pabuçlar ileri geri hareket eder, böylece tabanda bulunan kömürleri de hareket ettirerek oluğa yüklenmelerini sağlamış olurlar. Şekil ll-8'de EDW-200 kesici-yükleyicisi ile kullanılan böyle bir yükleme düzeninin çalışma prensibi verilmiştir. Yükleme pabuçlarının kullanılması halinde tavan tamburu önde taban tamburu arkada olmak üzere kazı yapılır. b) L-tipi Kesici - yükleyici (Tek tamburlu) Kesici - yükleyicilerdeki gelişmeler sonucunda ortaya çıkan makinelerden biri de L-tipi makinedir. Bu makinenin EDW tipinden farkı, kesme tamburunu taşıyan hareketli kolun makine gövdesinin orta kısmına değil de uç kısmına tespit edilmiş olmasıdır, üstten bakıldığı zaman makine gövdesi ile bu tambur ve kolu bir «L». şeklini andırmaktadır (Şekil II.-9). Şekil II - 8 EDW-200 Maklnasi Hé Birlikte Kullanılan ER-4-5 Müstakil YQkleme Düzeni 18 Madencilik

7 Damar kalınlığının, makinenin bir defada kesebileceğinden daha kalın olması halinde, damarın önce üst kısmı kazılır. Bu kazı sırasında tamburun dönüş yönü aşağıya doğrudur. Kopan kömür parçaları gerek tamburun yükleme etkisi İle, gerekse kazılmadan kalan damarın.alt kısmının teşkil ettiği basamak yardımıyla kayarak oluğa dolarlar. Ayak sonunda tambur aşağı indirilir ve bu defa damarın alt kısmı kazılarak geri dönülür. Bu kazı sırasında tambur yukarıya doğru dönerek çalışmaktadır. L-tipi makineler bilhassa arızalı damarlarda kullanılmaya elverişlidir. Arızanın önünde veya arkasında damarın alt ve üst kısımları ayrı ayrı kazılmak suretiyle arıza geçilir. Bu tipte de gene bir elektrik motoru (EM), çevirdiği milin bir ucu ile kesme tamburunu, diğer ucu İle de bir hidrolik pompayı (HP,) çalıştırmaktadır. Motor hareketi W tamburuna WG dişli tertibatı ve TA kolu vasıtasıyla iletilmekte, HP t pompası yardımıyla da KR çekme dişlisi çalıştırılmaktadır. Tambur yüksekliği bir hidrolik silindir (SZ) ve bir mafsallı kol (SW) vasıtasıyla çalışma anında bile değiştirilip istenilen pozisyona göre ayarlanabilmektedir. Ayrıca makine gövdesi altındaki iki küçük hidrolik silindir (HZ X ve HZj) vasıtasıyla, gövdenin oluk üzerinde yan istikamette meyillendirilmesi de temin edilebilmektedir. Her üç silindir de HP 2 pompasına bağlıdır. Şekilde de görüldüğü gibi, esas itibariyle EDW-200 tipinden büyük bir farkı yoktur. Yalnız L - tipi ile çapraz şekilde bir yükleyici tesis edilmemekte, yükleme problemi bizzat makineden yararlanılarak çözümlenmektedir. L-tipi bir kesici - yükleyici, jeolojik durumlara ve tahkimat şekillerine bağlı olarak 1.1 m.den 1.2 m. ye kadar olan damarlarda kullanılabilmektedir. Daha ince damarlarda, tamburu ayarlamaya yarayan hidrolik silindir makine gövdesinin altına değil de bizzat gövdenin içine ve dik olarak yerleştirilir (Şekil II -10). Bu silindirin piston kolu dişli bir yapıya sahiptir ve bu dişler, hareketli kola bağlı olan bir Şekli II 10 İnce Damarlarda Kullanılabilen Bir Kesici - yükleyici c) Çift L-tipi Kesici - yükleyiciler Daha yüksek randımanlı bir kazı yapmak veya daha büyük bir istihsal hızı elde edilmek isteniyorsa, L-tipi makineye bir ikinci tambur daha ilâve edilir. Bu makineler de esas olarak L-tipi makinenin özelliklerini taşımaktadır (Şekil 11-11). Her iki Şekil Ayak Başlarındaki Vinçlerle Çekilen Bir Çift L. - tipi Makine (EDW-130 L, EICKHOFF) tambur da aynı elektrik motorunun (EM) iki uçundaki miller vasıtasıyla çalıştırılmaktadır. Keza her iki tamburun yükseklikleri makine gövdesi altına yerleştirilmiş silindirlerle (SZ1 ve SZ2) ayarlanabilmektedir. Şekil de görülen makine, EDW-130 L modeli olup, makine gövdesine yerleştirilmiş bir dişli sistemi ile değil de, ayak başlarında tesis edilmiş vinçlerle çekilmektedir. Mamafih böyle bir düzen ancak kısa ayaklar için bahis konusudur. Bu sebeple çift L tipi makinelerin diğer modelleri gene klâsik çekme sistemlerine sahiptirler (Şekil 11-12). diğer dişli seğmeni kavramaktadır. Böyle bir makine «40 cm lik bir tambur yükseklik ayarı imkânı» ila kullanılabilmek olanağına sahiptir. ""' uft arı im Şekil Klasik Çekme Tertibatlı Bir Çift L-tipi Makine Cilt: XI Sayı: 6 19

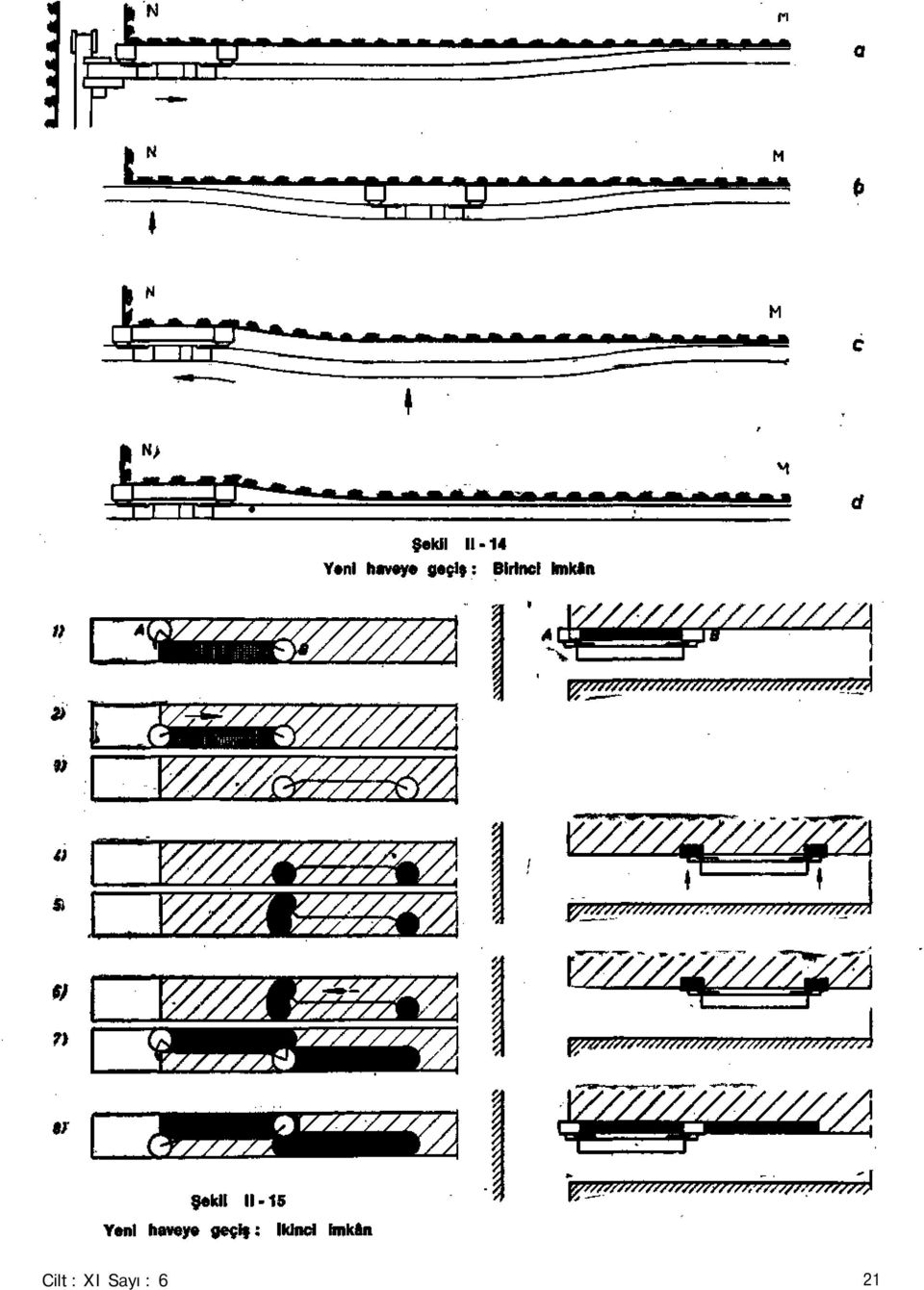
8 W2 tamburu hareketini WG2 dişli sisteminden almaktadır. WG2 yi EM elektrik motoruna bağlayan mil, aynı zamanda HW hidrolik çekme düzeninin pompasını da çalıştırır. Bu pompanın harekete ge> çirdiği bir hidrolik motor dönme hareketini KR dişlisine iletir ki bu da ayakta gerili zincire sarılmak suretiyle makinenin İlerlemesini sağlar. Gerek KR gerekse UR dişilleri, klâsik tiplerde olduğu gibi paralel değil de dik olarak ve makine gövdesinin yan tarafına yerleştirilmişlerdir. Her İki tamburun etrafında, tamburun kopardığı parçaların yüklenmesine yardım edecek birer perde (şilt) vardır (SS1 ve SS2). Bunlar ayak sonunda, tamburlar yeni pozisyonlarını alınca, 180 çevirmek suretiyle uygun duruma getirilirler. Bu makinelerin gücü genellikle 170 kw civarındadır. Kesme şartlarının çok zorlu olduğu ve bir elektrik motorunun kâfi gelmediği hallerde, makine gövdesine ikinci -bir elektrik motoru yerleştirilir. Böylece makinedeki toplam güç 340 kw'ta çıkmış ojacaktır. Çift L- tipinde yapılmış güçlü bir makineye misâl «EDW-300-L» modeli verilebilir (Şekil 11-13). Bu makine zor kazı şartlarında ve 3.6 m. ye kadar olan damarlarda kullanılabilmektedir. Şimdiye kadar görülen tiplerden farkı, tambur pozisyonlarını ayarlayan yatay silindirlerin yerinin, bu vazifeyi görecek uygun dişli sistemleri tarafından alınmasıdır. WG2 bölmesine yerleştirilmiş olan bu sistem, bir dişli ve onunla kavrama halinde bulunan gene dişli yapıda pistonu bulunan İki hidrolik silindirden İbarettir. Pistonların hareketi ortadaki dişliyi harekete geçirmekte, böylece dişliye bağlı TA2 kolu da taşıdığı tamburun pozisyonunu değiştirmektedir. Bu ayarlama İşlemi kazı hareketi esnasında gerçekleştirilebilmededir. Tambur ayarı düzenindeki bu değişiklikle, makine gövdesi ile oluk arasındaki hacim büyümüş, dolayısıyla da kazılan kömürün nakledilmesi kolaylaşmış olmaktadır. Makinenin bir diğer özelliği de,"bir tek elektrik motoru olduğu halde gücünün 300 kw. ta çıkmış olmasıdır. 350 km/saat hız. ile hareket ederken 30 tonluk çekme kuvveti verebilmektedir Yeni Haveye Geçiş Ayak başlarındaki yuvalar, gerek ayak başı teçhizatları gerekse bizzat makine açısından, kendilerine ihtiyaç duyulmıyacak bir çözüme bağlansa bile, kazı hareketini tamamlayan bir makinenin yeni kazı havesine geçebilmek için bir manevraya ihtiyacı olacaktır. Bunun için iki imkân vardır Birinci İmkan Bu İmkânın prensibi şekil de verilmiş bulunmaktadır. Manevra sırası şöyledir : a) Makine kazı hareketini bitirmiş, ayağın N ucuna varmıştır. Zincirli oluğun makine arkasındaki bir kısmı henüz cepheye yanaştırılamamıştır. b) Makine ayak İçine doğru hiç kazı yapılmaksızın İlerler, oluğun N bölgesindeki kısmı artık cepheye yanaştırılablllr. c) Makine N ucuna geri döner. Olukla cephe arasındaki mesafe daraldığı için bu defa bir miktar kazı yapmış olacaktır. Şekil II -13 «EDW L»nln Yapı Prensibi (EİCKHOFF) 20 d) Makine N ucuna vardıktan sonra oluğun arkada kalan kısmı da cepheye yanaştırılarak düzleştlrllir. Şekilde de açıkça görüldüğü gibi makine artık ayağın M ucuna doğru kazı hareketine hazırdır İkinci imkân Kesme tamburlarındaki normal keskilerin yanışı ra, kömür cephesine bakan kısımlarda da delici kronlar var ise, bu ikinci İmkân kullanılabilir. Damar İnce ise operasyon basittir : Oluk cepheye yanaştırılmak üzere itilirken üzerindeki makinenin tamburları da damarı oyarak içine girmekte ve kazı pozisyonu alınmış olmaktadır. Damar kalınsa o vakit Şekil deki manevraya başvurulur. Madencilik
 vardır (SS1 ve SS2).")
9 Cilt : XI Sayı : 6 21
10 1 Makine ayak sonuna ulaşmış, İki tambur arasında kalan alt kısım (koyu taralı yer) kazılmadan kalmıştır. A tamburu tabana indirilir. 2 Makine sağa doğru hareket edince / tamburu vasıtasıyla, kazılmadan kaimi? olan kısım da kazılır. 3 Tamburlar taban hizasında iken oluk itilip cepheye yanaştırılır. 4 Böylece tamburlar da damara girmiş olurlar. 5 A tamburu tavana kaldırılır. 6 Makine sola doğru hareket eder. 7 A tamburu tabana indirilir, B tamburu tavana kaldırılır. 8 Makine artık kazı hareketine hazırdır Yarım ayak metodu Bu madede ayak iki eşit parçaya ayrılır. Şekil da da görüldüğü gibi ayağın bir yarısı diğer yarıya nazaran bir have ilerde bulunmaktadır. Metodun şekil üzerinde izahı şöyledir : a) Makine tavan tamburu önde olmak üzere sağ tarafa doğru hareket etmekte ve sağ yarıda kazı yapmaktadır. b) Makine sağ yarıya geldikten sonra oluğun sol yandaki kısmı da cepheye yanaştırılmıştır. Makine tambur pozisyonlarını değiştirmiş olarak, sür'- atle ayak ortasına kadar gelecek, buradan itibaren sol yarıyı kazmaya başlıyacaktır. c) Bu esnada oluğun sağ tarafı cepheye yanaştırılacaktır. Ayak sonuna gelen makine, tambur pozisyonlarını değiştirerek sağ yarıyı kazmak üzere harekete geçecektir. Bu metodda tavan şartlarını iyi olması gerekmektedir. Şu avantajları vardır : (i) Yeni haveye geçmek için makinenin ilerigeri hareketini gerektiren manevralara lüzum kalmamıştır. (il) Makine ayak ortasına kadar kazı yapmadan hızla dönerken, tavan tamburu, oluğa henüz yüklenmemiş olan kömürlerin yüklenmesini de sağlar. (iii) Gerek oluğun cepheye yanaştırılması gerekse kati tahkimatın yapılması, büyük ölçüde, makineye bağlı olmaktan çıkmıştır. (iv) Gerek tahkimat gerekse oluk itme hareketi makinenin kazı yaptığı bölgeden uzakta ifa edildiği için, çalışma şartları bakımından toz problemi yoktur. 4 YARDIMCI UNSURLAR 22 Madencilik

11 Bir yandan kesici yükleyiciler yapı olarak gelişirken, bu gelişime paralel olarak, diğer yandan da makinelerin idarelerini kolaylıştıran ve randımanların, arttıran sistem ve cihazlar da geliştirilmiş, böylece, kazı makinelerinden daha büyük ölçüde yararlanma imkânı temin edilmiştir. Bunlardan bazıları, aşağıda kısaca özetlenmiştir İlerleme Hızının Elcomatik ile Ayarlanması Bir kesici-yükleyicinin randımanı büyük ölçüde makinenin operatörüne bağlıdır. Bu operatör bir yandan tahkimat ve oluğa dikkat edecek, tamburları damar şartlarına göre ayarlayacak, diğer yandan da makinenin ayak şartlarına uygun ve mümkün olan en büyük hızla (elektrik motorunu aşırı yüklenmeyecek şekilde) ilerlemesini temin edecektir. İşte her türlü çalışma şartı altında optimum hızı elektrik motorunu aşırı yüklemeden elde edebilmek için Elcomatik» denilen elektro - hidrolik bir cihaz kullanılır. Daha önceki bahislerde elektrik motorunun, milinin bir ucu ile kesme tamburunu diğer ucu ile de çekme dişlisini çevirdiğine temas edilmişti. Bu sebeple, elektrik motorunun sarfettiği enerji, hem kesme tamburu hem de makineyi hareket ettiren dişli tarafından kullanılmaktadır. Dişil için gerekli olan enerji makineln maksimum ilerleme hızı ve maksimum çekme kuvveti ile belirlenir. Başka bir deyişle, ilerleme hızı, dişliyi hareket ettiren sisteme pompa tarafından birim zamanda gönderilecek yağ miktarına, çekme kuvveti İse sistemdeki basınca bağlıdır. Kesme tamburunun sarfedeceği enerji İse, damarın özelliklerine ve fizikî yapısına bağlıdır. Bilhassa tavan tamburu gözönüne alındığında, kesme İçin tamburun sarfettiği enerjinin hangi sınırlar İçinde değişebileceği ve değişim frekansı Şekil de görülmektedir. Eğer damardan parçalar kolayca kopmuyorsa, tamburun güç ihtiyacı herşeyden önce keskilerin kesme derinliklerine ve kazılan mineraiin sertliğine bağlıdır. Tamburun dönme hızı sabit olduğuna göre, kesme derinliğini tayin eden faktör makinenin ilerleme hızı olacaktır. Böylece verilmiş şartlar altında, tamburun kazı işinde ihtiyacı olan enerji dolayısıyla elektrik motorunun ihtiyacı olan cereyan miktarı için, makinenin ilerleme hızı bir kıstas olmaktadır. Bir kesici - yükleyicinin, bilhassa kalın damarlarda, ekonomik bir şekilde çalıştırılmış olabilmesi için, elektrik motorunun nominal gücünden tam olarak İstifade etmiş olmak gerekir. İşte Elcomatik cihaz çok çabuk ve kuvvetlice değişen çalışma şartlarında dahi makinenin en uygun hız ile ilerlemesini temin etmekte ve makineden en ekonomik faydalanmayı gerçekleştirmektedir. Şekil Şekil II - 3 de Görülen Kesici yükleyiciye alt, Kazı Esnasında Kaydedilmiş Diyagramlar (a) Makinenin İlerleme hızı (B) (b) Çekme kuvveti (F) (c) Alttaki motorun çektiği akım (d) üstteki motorun çektiği akım (e) Ayaktaki voltaj (gerilim) U : Elektrik! gerilim (voltaj) U u : Nominal gerilim I : Motorun çektiği elektrik! akım l : Nominal akım F : Çekme kuvveti F m>x ' Maksimum çekme kuvveti V : Makinenin ilerleme hızı Elcomatik sistemin çalışma prensibi Şekil de görülmektedir. 150 bar basınca kadar çalışabilen kapalı hidrolik sistemde sabit dönme hızı ile çalışan HP hidrolik pompası ve HM hidrolik motoru bulunmaktadır. Cilt : XI Sayı : 6 23

12 Şekil II 18 Elcomatik Sistem (EICKHOFF) Hidrolik pompa bir veya diğer yönde, içindeki ekzantrlk sübabın durumuna göre tayin edilen miktarda yağı HM motoruna sevketmektedir. Sistemde çalışma esnasında ısınan yağ K gereci ile soğutulup B deposuna verilmekte, bilahare SpS pompası İle emilerek tekrar devreye sokulmaktadır. Makineye verilmesi gereken hız, V soll gerecinin el ile yapılacak bir ayarı İle tespit edilmekte, hidrolik kuvvetlendirici HV ve hidrolik ayar motoru HStM ile bağlı bulunan pompa ekzantriği de buna uygun olarak tespit edilmektedir. Makine bu tespit edilen hızda ilerlerken çekme kuvveti artacak, dolayısıyla motorun nominal gücü aşılacak olursa, sistemdeki basınç vasıtası İle HG 2 - HV - HStM gereçleri üzerinden pompa ekzantriği ayarlanmakta ve nominal güç elde edllinclye kadar İlerleme hızı düşürülmektedir Tambur ve Keski Yapıları Tambur yapıları Bilhassa çift yönlü kazılarda tambur yapıları çok önemli olmaktadır. Tek yönlü kazı yapan makinelerde uzun müddet «kirpi tipi tambur» ve «kaba dişli tambur» kullanılmıştır. Birinci tipte (Şekil (a)) keskiler çok sık dizilmiştir ve sert kömürler İçin uygundur. İkinci tip (b) İse yumuşak kömürler için olup görüldüğü gibi keskiler seyrektir. Ayrıca tambur üzerinde parçalanan kömürün oluğa yüklenmesini kolaylaştıran basamakcıkiar vardır. Çift yönlü kazılarda helisel tambur (c), vida tipi tambur (d) ve P-tlpl tambur (e) kullanılmaktadır. Sonuncu tip en gelişmişidir. Bu tambur üzerinde keskiler o şekilde dizilmiştir ki kazılan kömürler maksimum randıman ile oluğa yüklenmektedir. Ay- rica gene bu yapı ve dizilişin bir özelliği olarak toz intişarı ve parça büyüklüğü de uygun değerler almaktadır Keski yapıları Şekil II-20 de bugün kullanılmakta olan keski tipleri görülmektedir. Uçlardaki koyu kısımlar sert vidia metalinden yapılmıştır. Görüldüğü gibi (a) tipindeki keski bir vida ile yuvaya tespit edilmektedir. Bu tespit, (b) tipinde, keski üzerinde bulunan ve kauçuktan yapılı fakat bu defa keski yuvasına yerleştirilmiş bir yay vasıtasıyla yapılmaktadır. Keskilerin bir diğer özelliği de minerale ilk sapalnıp onun damardan kopmasını sağlayan uç kısımlarıdır. Kaba keski (d) önceleri büyük ölçüde kullanılmış bir tiptir. Kesici ucu verdur İle kaplanmıştır. Keski yuvaya radyal olarak oturtulmuştur, (e) ve (f) de görülen tipler ise vidia sert metali ile kaplanmış olup yuvanın uzunlamasına İstikametinde tespit edilmişlerdir. Her İki tipte de keskinin yuvaya oturtulma işlemi çok çabuktur Tozla Mücadele ve Parça Büyüklüğü Her ikisi de birbirine bağlı olan bu konular kesici - yükleyicilerle yapılan kazıda en önemli problemleri teşkil etmektedirler. Keski dizileri birbirine ne kadar yakınsa parçalar öylesine küçük ve toz o nispette fazladır. Tozla mücadelede en önemli unsurlar «tamburun kesme hızı İle makinenin İlerleme hızı arasındaki oran, tambur ve keski yapıları ve tamburun kömür verme yönü»dür. Tek tamburlu bir makine ile ve tek yönlü bir kazı yapılıyorsa tamburun dönme yönü aşağıya doğrudur. Çift yönlü kazı yapan makinelerde de tamburlar genellikle aşağıya doğru dönerek çalışırlar. 24 Madencilik

13 Şekil II -19 Tambur Tipleri (a) Kirpi tipi tambur (b) Kaba dişli tambur (c) Helisel tabmur (d) Vida tipi tambur (e) P-tipl tambur (a) (b) (c) (d) Radyai keski (vida tespitli) Radyai keski (tespit yeri keski üzerinde) Radyai keski (tespit yeri keski yuvası İçinde) Kaba keski Şekil II 20 Keski Tipleri (e) Teğetsel keski (tespit yeri keski yuvası içinde) (f) Ağır yapılı teğetsel keski. Cilt : XI Sayı : 6 25
 Teğetsel keski (tespit yeri keski yuvası içinde) (f) Ağır yapılı teğetsel keski.")
14 Bütün bu tedbirlere ilâveten toz intişarı İle mücadelede su püskürtme metodu kullanılır. Su püskürtme memeleri ya makine gövdesine ya da tambura yerleştirilmektedir. (M) Makinenin ilerleme hızı değiştirilebilmektedir. (ili) Makine ilerlemesi durdurulur ve yeniden «istenilen hız» ile hareket ettirilir. Şekil Su Püskürtme Düzeni 4.4. Makine İdaresinde Otomasyon Büyük güçlü makinelerden meselâ çift tamburiu EDW-340-L, 340 kw. İlk bir motora sahip olup 8 m uzunluğundadır ve 3.6 m kalınlığa kadar olan damarlarda çalışır. Bu boyutlar gerek operatör gerekse ilgili diğer personel İçin bazı problemler ortaya çıkarmaktadır. Operatörün böyle bir makineyi idaredeki işini mümkün olduğu nispette hafifletmek gerekir. İlk imkân uzaktan kumanda tekniğinin kullanılmasıdır Radyo II«İdare Günümüzdeki makineler çok uzun olduğu için, makinenin kumanda sistemleri, gövdenin orta kısmında merkezî bir yere yerleştirilmiştir. Bu kısımda toz intişarı çok fazladır ve görüşe engel teşkil eder. Bu ve diğer emniyet mülâhazaları yüzünden,- böyle merkezî bir noktadan tavan ve taban durumlarını izleyerek tamburların ayarlarını yapmak çok zordur. Bu sebeple uzaktan kumanda tekniği kullanmak başvurulacak en uygun çözümlerden biridir. Operatör elindeki verici ile, makinenin merkezî kısmından (yani alıcıdan) 10 ilâ 15 m. den daha uzakta kalmamak şartlyle, kendisi için en emniyetli bulduğu ve en iyi görüşe sahip olduğu bir yerden gerek tamburların pozisyonuna gerekse makinenin ilerleme hızına kumanda eder. Aradaki mesafe daha büyüyecek olursa makine otomatik olarak durur. Zira radyo dalgaları ultra kısa dalga bölgesinde çalışmakta ve gönderilişi ancak görüş alanına İnhisar etmektedir. Emniyet düşüncesi yüzündenf, kesici - yükleyicinin ilk çalıştırılması radyo kumandası ile yapılamamaktadır. Makine çalıştırıldıktan sonra radyo ile verilebilen kumandalar şunlardır : (i) 1. ve 2. no. lu tamburlar yükseltilir veya alçaltılır. (iv) Motorların durması temin edilir. Motorların yeniden devreye dokulması ancak el operasyonu ile yapılabilir İzotoplardan Yararlanma L-tipi makineni en büyük avantajı tamburlarının damar durumuna göre ayarlanabilmesiydi. Tavanda ve tabanda hiç kömür bırakılmaması veya bunun asgaride olması, bu arada ne tavan ne de taban taşının kesilmemesi gerekir. İşte bu maksatla yapı bakımından mineral ile taban taşını ayırabilen ve tambur pozisyonlarını buradan aldığı bilgiye göre otomatik olarak ayarlayan otomasyon sistemleri geliştirilmiştir. Böyle bir sistem 1960 senesinden beri bir potas tuzu madeninde başarı ile kullanılmıştır. Burada gaye sadece kazı makinesini tuz minerali içinde tutmakla kalmayıp, ayni zamanda onu «tuzun en zengin kısımlarında kazı yapacak şekilde idare etmek» olmuştur. Bu İdarede, potasyum izotopu (40K) nun radyoaktivitesi, K 2 0 muhtevasının bir Geiger-Müller cihazı ile ölçülmesi imkânını ve böylece tambur ayarını mümkün kılmıştır. Ancak kömür radyoaktif izotop ihtiva etmemektedir. Bu sebeple kömür İle tuz arasındaki bu farklı yapı, bu tip bir cihazın kömür kazısında kullanılması halinde, bazı güçlüklerin ortaya çıkmasına sebep olmuştur. Kullanılan metodun prensibi şöyledir : Kazı makinelerinde radyoaktif izotop ihtiva eden bir cisim bulundurulmakta, bu radyoaktivitenin massedilme nisbetinin, kömür ve yan taşın kalınlığı ve yoğunlukları ile orantılı olması keyfiyetinden yararlanılmaktadır. Bu sistemle yerüstünde yapılan deneyler, kazılmadan kalan kömürü + 25 mm kalınlığa kadar kontrol etme İmkânını temin etmek gibi bir neticeye ulaşmışsa da, yeraltı tatbikatlarından alınan sonuçlar başarılı olmamıştır. 26 Madencilik

15 Lokasyon Göstergesi Çift L-tlpl Makine Ayak içinde kazı faaliyetini devamlı olarak İzlemek ve kontrol altında tutabilmek için, makinenin lokasyonunu ve hareket durumunu bilmek gerekir. Bu maksatla, makinenin ilerlemesini temin eden çekme düzenine bir cihaz yerleştirilmiştir. Bu cihaz vasıtasıyla makinenin hızı ve ilerleme yönü, elektrikli sinyallerle galeride veya yerüstündeki bir alıcıya bildirilmektedir. Bu suretle makinenin ayak içindeki lokasyonu da bilinmiş olmaktadır. Böylece, cihaz sayesinde kazı makinesinin çalışmasına nezaret etme işlemi ve bu arada ayak içi faaliyetlerinin kontrolü biraz daha kolaylaşmış bulunmaktadır. 5. YÜKSEK KAPASİTELİ KESİCİ - YÜKLEYİCİ KULLANILAN AYAKLARDA RANDIMAN ve EKONOMİKLİK L-tipi ve çift L- tipi modern kesici - yükleyicilerle- yeni kazı metodları ve yürüyen tahkimatlarla birlikte kullanılmak suretiyle - yüksek kapasiteli tam mekanize ayakların teşkili mümkün olmaktadır. Güçlü bir kesici - yükleyicinin istenilen miktarda kömür kazabileceği tereddütsüz söylenebilir. Ancak bir ayağın istihsal kapasitesi kazı makinesi verileri ile değil, bilâkis «oluk kapasitesi, tahkimat işleri ve işçilik» gibi faktörler ile sınırlanmaktadır. Belli bir kesicl-yükleyiclnin bir ayakta temin ettiği randımanı belirtmek ve bunu makineye bir kıstas olarak kabul edebilmek için, bu randımanın elde edildiği ayaktaki bütün jeolojik, teknik ve organizasyon durumlarının bilinmesi gerekir. Bu şartların tespiti zor olduğu gibi, bunlara bakarak başka şartlar altında elde edilebilecek randımanlar hakkında bir tahmin yürütmek de mümkün değildir. Bu sebeple, burada sadece, Batı Almanya'da mevcut bir iki ayaktan alınan bilgilere temas etmekle yetinllecektir Çeşitli Teçhizat Kullanıldığında Randıman Mukayesesi L - tipi Makine Saar Bölgesinin kömürleri serttir ve kazı makinesi olarak kesici-yükleyicller kullanılmaktadır. Ensdorf Ocağında bir EW-170-L makinesi, 1.6 m. ilk bir kömür damarında 1.1 m. çaplı tamburu ile kazı yapmaktadır. Ayak uzunluğu 225 m, kesme derinliği 1 m., ortalama günlük İlerleme 5 m. dir (maksimum 10.5 m/gün). Ayakta yürüyen tahkimat kullanılmaktadır. Tambur çapı damar kalınlığından daha küçük olduğu için damarın altı ve üstü ayrı ayrı kazılmaktadır. Günde 2100 ton kömür alınmakta ve 27.9 ton/i.v. ayak randımanı elde edilmektedir. (I.v.=işçi vardiyesl) Maksimum değerler istihsal için»4650 ton/gün» ve randıman için «54,3 ton/i.v.» dir. Ruhr Havzasında Walsum Ocağında 1970 Haziran'ından beri böyle bir makine çalışmaktadır. Damar kalınlığı 2.2 m., makine tipi EDW-170-L, tambur çapı 1.6 m. ve kesme derinliği 0,8 m, dir. Yürüyen tahkimat kullanılmakta, ortalama günlük istihsal 3500 ton ve günlük İlerleme 4.5 m. olmaktadır. Makine kapasitesi hakkında tam bir fikir sahibi olmak için, 11 Temmuz 1970 de, 24 saatlik bir tecrübe kazısı yapılmıştır. Aralıksız 24 saat devam eden kazıda makine 1040 dakika çalışmış (% 72.3 faydalanma) 7515 ton istihsal elda edilmiştir. Bu ise günda 9.6 m. İlk bir ilerleme, 69.5 ton/i.v. lik bir ayak randımanı ve 38.5 ton/i.v. Iık da bir karliye randımanına tekabül etmektedir. Her ne kadar zamanımızda bir ayağın böylesine yüksek bir kapasite ile ve devamlı olarak çalışması, normal olarak, düşünülemezse de, kesici-yükleyici bir makinenin ne miktarda kazı yapabileceğini göstermesi bakımından bu tecrübe iyi bir örnektir Diğer Teçhizatların Etkileri Mekanize ayakların randımanları arasında tam, bir mukayese yapabilmek için, kazı makineleri ve ayak teçhizatının, diğer şartların aynı olduğu bir ayakta kullanılması gerekir. Böyle bir mukayese neticenin daha ilgi çekici olmasını sağlar yılları arasında, Batı Almanya'nın Friedrich - Heinrich Ocağında bu tip bir mukayese yapılmıştır. Tecrübenin yapıldığı Anna Damarı, kalınlığı 1.45 ilâ 1.22 m. arasında değişen, kazılması zor, tavanı bozuk, tabanı yumuşak ve ondüleli bir yapıya sahip idi. Bu ayakta sırasıyla : (i) Tek hidrolik direklerle bir EW-100-G kesici-yükleylcisi (şeklide WE) (ii) Tek hidrolik direklerle bir saban HE) (şekilde (İÜ) Tek hidrolik direklerle EW-130-L kesiciyükleyicisi (şekilde LE) (iv) Yürüyen tahkimatla EW-130-L kesici-yükleyicisi (şekilde LS) (v) Yürüyen tahkimatla EDW-130-L «çift L- tipi kesici-yükleyici» (şekilde DLS t ve DLS 2 ) kullanılmışdır. Bütün bu kombinezonlarda zincirli oluk hep, PFI tipi olarak, aynı kalmıştır. Şekil de alınan neticeler görülmektedir. Cilt : XI Sayı : 6 27

16 Sakil Kazı Makim ya Sistemleri Arasında VA = Günlük ilerleme hızı (metre/gün) m Günlük Istlhsala miktarı (ton/gün) 0 m İsçi vardiyası basına İstihsal miktarı, yal.v, nl randıman {ton/l.v.) = Ayak veya kartlye randımanı (ton/l.v.) I.v. Wi ~ Makinenin net çalışma zamanı t AV o = Ayaktaki çalışma süresi A klka) Yapılan Randıman Mukayese Neticeleri = Kazı sonucu açığa çıkan yüzey (m 2 /da AB * Kazı aonuou açığa çıkan bürt yüzey (mvdaklka) AN = Kazı sonucu açığa çıkan net yüzey (m 2 / dakika) Kıstaslar : (a) (b) (c) llerlmee Hızı, Günlük İstihsal ve Randımanlar. Kazı sonucu açığa çıkan yüzey. Kazı Makinesinden Faydalanma yüzdesi. 28 Madencilik
 = Ayak ve")
17 5.2. Çeşitli Teçhizat Kullanıldığında Ekonomiklik Mukayesesi Bir ayakta, çlft-l tipi makinenin yürüyen tahkimata bağlı olarak kullanılması halinde elde edilen yüksek kapasite ve diğer makinelerle yapılan mukayeseler ekonomiklik için bir ölçü olmamaktadır. Zira bir çift L-tlpi makine diğerlerine nispetle çok daha pahalıdır. Keza yürüyen tahkimat da, tek direkli tahkimata nazaran büyük yatırım istemektedir. Netice olarak söylemek gerekirse büyük kapasiteli bir ayak aynı zamanda «en ekonomik kazı şartları ile çalışan ayak» demek değildir. Şekil II - 23 de çeşitli masraf sınıfları her kombinezon için ve ton başına İstihsal olarak gösterilmiştir. Ayak masrafı «ayaktaki toplam teçhizat ve makinelerin masrafları, İşçilik masrafları ve diğer malzeme masraflarını kapsamaktadır. Şekilde, ayak mekanizasyonu ilerledikçe ayak masraflarındakl düşme açıkça görülmektedir. 6. SONUÇ Buraya kadar olan bahislerden de anlaşılacağı gibi, modern kesicl-yükleyicllerle, yürüyen tahkimatla birlikte kullanıldıkları taktirde yüksek randımanlı ayakların tesisleri mümkün olmakta, aynı zamanda masraflarda da bir düşme elde edilmektedir. Kesici - yükleyicilerde son senelerde kaydedilen büyük gelişmeler, onları, büyük ölçüde kömür sabanlarının kullanıldığı Ruhr Havzasında bile kullanılır hale getirmiştir. önceleri Batı Almanya kömür madenciliğinde bir eğilim var İdi : «Bir damarı, önce (hatta başarı şansı şüpheli bile olsa) bir saban ile kazmakl.» Bu görüş, bir ocaktaki ayak sayısının mahdut bulunduğu günümüzde artık geçerli değildir. Gün geçtikçe daha fazla taraftar kazanan kanaat şöyledir : «Hiçbir sınırlayıcı unsur yok ise saban, fakat eğer netice hakkında bir şüphe ve belirsizlik var İse o vakit daima-bir kestci-yükleyici!.» Burada bahsedilen makineler, Batı Almanya dışında diğer birçok memlekette de kullanılmaktadır. Meselâ İngiltere'de 3 adet «L-tlpi» ve 13 adet «çift L-tlpi» keslci-yükleyici çalışmaktadır. Japonya'da 20 ve 11, USA'da 10 ve 4, Avusturya'da 6 ve 2 adet bu tip makine mevcuttur. Bu rakamlar, L-tlpi ve çift L-tipi kesicl-yükleyicilerin kazı mekanlzasyonunda İşgal etmiş oldukları yer hakkında kâfi bir fikir verir kanısındayım. C i l t : XI Sayı : 6 29

18 Duyuru: 1971 yılında düzenlenmiş olan TÜRKİYE ve TEKNİK II. KONGRESİ tebügler kitabı 20 satılmaktadır. MADENCİLİK BİLİMSEL TL. mukabilinde odamızda Müracaat : Maden Mühendisleri Odası Madencilere, Sanayicilere Duyuru 2000 e yaklaşan tirajı ile Madencilik dergisi Madencilik ile ilgili hertürlü makina ve teçhizatın reklamının yapılabileceği yegane yayın organıdır. 30 Madencilik

(Çizelge : 3) 200 m UZUNLUKTAKİ TİPİK BİR TAM MEKANİZE AYAKTA İŞÇİ SAYISI (Kazı Makinesi : Kesici - Yükleyici)
 200 m UZUNLUKTAKİ TİPİK BİR TAM MEKANİZE AYAKTA İŞÇİ SAYISI (Kazı Makinesi : Kesici - Yükleyici)") kayarak oluğa dolarlar, ayak sonunda tambur aşağı indirilir ve bu defa damarın alt kısmı kazılarak geri dönülür. Damarın bu şekilde iki kademe halinde kazılmasına «kademeli kazı» ismi verilmektedir. Daha
kayarak oluğa dolarlar, ayak sonunda tambur aşağı indirilir ve bu defa damarın alt kısmı kazılarak geri dönülür. Damarın bu şekilde iki kademe halinde kazılmasına «kademeli kazı» ismi verilmektedir. Daha
HALBACH & BRAUN. Madencilik ve hammadde sektörlerine hizmet veren H&B tüm dünyada kendini kanıtlamıştır.
 HALBACH & BRAUN Bir aile şirketi olan H&B 1997 den bu yana Almanya Sprockhövel de faaliyet göstermektedir. Halbach Braun ürünleri yaratıcı ve sürekli yenilenen teknolojileri ile yer altı madenciliğinde
HALBACH & BRAUN Bir aile şirketi olan H&B 1997 den bu yana Almanya Sprockhövel de faaliyet göstermektedir. Halbach Braun ürünleri yaratıcı ve sürekli yenilenen teknolojileri ile yer altı madenciliğinde
HALBACH & BRAUN. Madencilik ve hammadde sektörlerine hizmet veren H&B tüm dünyada kendini kanıtlamıştır.
 HALBACH & BRAUN Bir aile şirketi olan H&B 1997 den bu yana Almanya Sprockhövel de faaliyet göstermektedir. Halbach Braun ürünleri yaratıcı ve sürekli yenilenen teknolojileri ile yer altı madenciliğinde
HALBACH & BRAUN Bir aile şirketi olan H&B 1997 den bu yana Almanya Sprockhövel de faaliyet göstermektedir. Halbach Braun ürünleri yaratıcı ve sürekli yenilenen teknolojileri ile yer altı madenciliğinde
Batı Almanya Kömür Endüstrisinde Mekanize Kazı Durumu ve Verimin Artırılması Çalışmaları
 Batı Almanya Kömür Endüstrisinde Mekanize Kazı Durumu ve Verimin Artırılması Çalışmaları (Hermann Fauser*) i Genel Durum Batı Almanya ve diğer Ortak Pazar Ülkelerinde, enerji ihtiyacı durmadan arttığı
Batı Almanya Kömür Endüstrisinde Mekanize Kazı Durumu ve Verimin Artırılması Çalışmaları (Hermann Fauser*) i Genel Durum Batı Almanya ve diğer Ortak Pazar Ülkelerinde, enerji ihtiyacı durmadan arttığı
İşletmesinde Toz Problemi TKİ. OAL. TKİ Maden Müh.
 TKİ. OAL. İşletmesinde Toz Problemi TKİ Maden Müh. 1) Giriş Henüz, Türkiye'de kömür ve metal ocaklarında teneffüs edilebilir toz kontrolü yapılmamaktadır. Bu alandaki çalışmaların önemi gün geçtikçe daha
TKİ. OAL. İşletmesinde Toz Problemi TKİ Maden Müh. 1) Giriş Henüz, Türkiye'de kömür ve metal ocaklarında teneffüs edilebilir toz kontrolü yapılmamaktadır. Bu alandaki çalışmaların önemi gün geçtikçe daha
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
TOPRAK İŞ KONU-6 İŞ MAKİNESİ İLE KAZI
 TOPRAK İŞ KONU-6 İŞ MAKİNESİ İLE KAZI Günümüzde her birisi belirli maksatlar için elverişli olan çeşitli iş makineleri mevcut olup,bunlar birkaç bakımdan sınıflandırılır. İş makinelerini tanıyıp teknik
TOPRAK İŞ KONU-6 İŞ MAKİNESİ İLE KAZI Günümüzde her birisi belirli maksatlar için elverişli olan çeşitli iş makineleri mevcut olup,bunlar birkaç bakımdan sınıflandırılır. İş makinelerini tanıyıp teknik
www.muhendisiz.net Basınç Ayar Supabının Çalışması :
 DPA TİP YAKIT POMPALARI Distiribitör yakıt pompalarının en büyük özeliği ;yakıtı bir Distiribitör gibi motor ateşleme sırasına göre ve eşit miktarlarda enjökterlere gönderilmesidir. Teknik avantajı da
DPA TİP YAKIT POMPALARI Distiribitör yakıt pompalarının en büyük özeliği ;yakıtı bir Distiribitör gibi motor ateşleme sırasına göre ve eşit miktarlarda enjökterlere gönderilmesidir. Teknik avantajı da
ÖZET. Basit Makineler. Basit Makine Çeşitleri BASİT MAKİNELER
 Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
HİDROLİK GÜÇ ÜNİTESİ Valf bloğu
 ΣΕΛΙ Α 4.1 - - 1-4. VALF BLOĞU 4.1 Genel Asansör kabinin istenilen hareketleri gerçekleştirmesi için gerekli tüm parçaları bulunduran yekpare bir bloktur. Kısaca : Pompanın normal çalışma basıncını çok
ΣΕΛΙ Α 4.1 - - 1-4. VALF BLOĞU 4.1 Genel Asansör kabinin istenilen hareketleri gerçekleştirmesi için gerekli tüm parçaları bulunduran yekpare bir bloktur. Kısaca : Pompanın normal çalışma basıncını çok
Bilezikli Asenkron Motora Yol Verilmesi
 Bilezikli Asenkron Motora Yol Verilmesi 1. GİRİŞ Bilezikli asenkron motor, sincap kafesli asenkron motordan farklı olarak, rotor sargıları dışarı çıkarılmış ve kömür fırçaları yardımıyla elektriksel bağlantı
Bilezikli Asenkron Motora Yol Verilmesi 1. GİRİŞ Bilezikli asenkron motor, sincap kafesli asenkron motordan farklı olarak, rotor sargıları dışarı çıkarılmış ve kömür fırçaları yardımıyla elektriksel bağlantı
FRENLER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU
 FRENLER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Frenler 2 / 20 Frenler, sürtünme yüzeyli kavramalarla benzer prensiplere göre çalışan bir makine elemanı grubunu oluştururlar. Şu şekilde
FRENLER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Frenler 2 / 20 Frenler, sürtünme yüzeyli kavramalarla benzer prensiplere göre çalışan bir makine elemanı grubunu oluştururlar. Şu şekilde
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER
 atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
Modern Galeri Açma Makinaları
 Modern Galeri Açma Makinaları Prof. Dr. Fat»er(*) 1. GİRİŞ Galeri açma makineleri son senelerde Batı Almanya'da gittikçe artan bir önem kazanmıştır. Bu önem madencilikte olduğu kadar inşaat endüstrisinde
Modern Galeri Açma Makinaları Prof. Dr. Fat»er(*) 1. GİRİŞ Galeri açma makineleri son senelerde Batı Almanya'da gittikçe artan bir önem kazanmıştır. Bu önem madencilikte olduğu kadar inşaat endüstrisinde
Maden Mühendisliği Bölümü. Maden Mühendisliği Bölümü Kaya Mekaniği Laborattuvarı. 300 tton Kapasitteli Hidrolik Pres
 Kaya dayanımlarını bulmak için kullanılır. Cihaz 300 ton kapasitelidir. Yükleme hızı ayarlanabilir. Yük okuması dijitaldir. 40 X 40 x 40, 70 X 70 X 70 mm boyutlarında düzgün kesilmiş 10 adet küp numune
Kaya dayanımlarını bulmak için kullanılır. Cihaz 300 ton kapasitelidir. Yükleme hızı ayarlanabilir. Yük okuması dijitaldir. 40 X 40 x 40, 70 X 70 X 70 mm boyutlarında düzgün kesilmiş 10 adet küp numune
EICKHOFF / Tamburlu Kesici Yükleyiciler
 EICKHOFF SL-300 tipi kesici yükleyici ilk defa 1994 yılında ince ve orta kalınlıklardaki damarlara uygun kesici yükleyici olarak sunulmuştur. Makinenin orijinal ilk hali, iki adet 220 kw kesici motor ve
EICKHOFF SL-300 tipi kesici yükleyici ilk defa 1994 yılında ince ve orta kalınlıklardaki damarlara uygun kesici yükleyici olarak sunulmuştur. Makinenin orijinal ilk hali, iki adet 220 kw kesici motor ve
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
KOLEMANİT FLOTASYON KONSANTRELERİNİN BRİKETLEME YOLUYLE AGLOMERASYONU. M.Hayri ERTEN. Orta Doğu Teknik Üniversitesi
 KOLEMANİT FLOTASYON KONSANTRELERİNİN BRİKETLEME YOLUYLE AGLOMERASYONU M.Hayri ERTEN Orta Doğu Teknik Üniversitesi ÖZET. Flotasyondan elde edilen kolemanit konsantrelerinin kurutma veya kalsinasyon gibi
KOLEMANİT FLOTASYON KONSANTRELERİNİN BRİKETLEME YOLUYLE AGLOMERASYONU M.Hayri ERTEN Orta Doğu Teknik Üniversitesi ÖZET. Flotasyondan elde edilen kolemanit konsantrelerinin kurutma veya kalsinasyon gibi
 Marka, Model PERKINS Tip 1104D - 44TA dizel motor Emisyon Sınıfı Faz III - A (Tier 3) Silindir Adedi 4 adet sıra Çap x Strok 105 x 127 mm Hacim 4.400 cc Max. Güç 74,5 kw, 100 hp (2200 d/dk) Max. Tork 410
Marka, Model PERKINS Tip 1104D - 44TA dizel motor Emisyon Sınıfı Faz III - A (Tier 3) Silindir Adedi 4 adet sıra Çap x Strok 105 x 127 mm Hacim 4.400 cc Max. Güç 74,5 kw, 100 hp (2200 d/dk) Max. Tork 410
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
MADENLERDE NAKLİYAT ÖNSÖZ
 VI ÖNSÖZ Günümüzde dünya nüfusunun önemli bir kısmında sözkonusu olan refah düzeyi artışı, ancak yeterli miktarda madensel hammadde üretilmesi ve tüketilmesi ile olası olmaktadır. Nakliyat ise hem yeraltı
VI ÖNSÖZ Günümüzde dünya nüfusunun önemli bir kısmında sözkonusu olan refah düzeyi artışı, ancak yeterli miktarda madensel hammadde üretilmesi ve tüketilmesi ile olası olmaktadır. Nakliyat ise hem yeraltı
OREN3005 HİDROLİK VE PNÖMATİK SİSTEMLER
 ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
Pnömatik HIZI+ Hidroliğin GÜCÜ = HIZLI ve GÜÇLÜ dkpower
 Günümüzde zaman kavramı imalatlarda en önemli kriterlerden birisi haline gelmiştir. Zamandan tasarruf etmek daha düşük maliyetlere ulaşma ve pazarda daha rekabetçi olma yolunda büyük önem taşır. Çabuk
Günümüzde zaman kavramı imalatlarda en önemli kriterlerden birisi haline gelmiştir. Zamandan tasarruf etmek daha düşük maliyetlere ulaşma ve pazarda daha rekabetçi olma yolunda büyük önem taşır. Çabuk
PARK TERMİK A.Ş. ÇAYIRHAN LİNYİT İŞLETMESİ
 PARK TERMİK A.Ş. ÇAYIRHAN LİNYİT İŞLETMESİ MADENCİLİK FAALİYETLERİ 1 PARK TERMİK ÇAYIRHAN YERALTI LİNYİT İŞLETMESİ 1. İşletmenin Coğrafi Konumu Çayırhan Linyit İşletmesi, Ankara İlinin Nallıhan İlçesine
PARK TERMİK A.Ş. ÇAYIRHAN LİNYİT İŞLETMESİ MADENCİLİK FAALİYETLERİ 1 PARK TERMİK ÇAYIRHAN YERALTI LİNYİT İŞLETMESİ 1. İşletmenin Coğrafi Konumu Çayırhan Linyit İşletmesi, Ankara İlinin Nallıhan İlçesine
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
1984 ten bugüne; Daima en iyiye...
 1984 ten bugüne; Alınteri Bulvarı No:100 PK 06370 Ostim / Ankara Tel: +90 (312) 385 30 30 Fax: +90 (312) 385 44 00 info@copuroglu.com.tr http://www.facebook.com/copurogluas @copuroglu_as Daima en iyiye...
1984 ten bugüne; Alınteri Bulvarı No:100 PK 06370 Ostim / Ankara Tel: +90 (312) 385 30 30 Fax: +90 (312) 385 44 00 info@copuroglu.com.tr http://www.facebook.com/copurogluas @copuroglu_as Daima en iyiye...
Eksenel pistonlu üniteler kendinden emişlidir. Bununla beraber bazı özel durumlarda emiş tarafı alçak basınçla beslenir.
 Hidrolik devreler Hidrolikte 3 değişik devre vardır. o o o Açık hidrolik devreler Kapalı hidrolik devreler Yarı kapalı hidrolik devreler Açık ve kapalı çevrimli devreler aşağıda detaylı olarak anlatılacaktır.
Hidrolik devreler Hidrolikte 3 değişik devre vardır. o o o Açık hidrolik devreler Kapalı hidrolik devreler Yarı kapalı hidrolik devreler Açık ve kapalı çevrimli devreler aşağıda detaylı olarak anlatılacaktır.
3/9 54 kg kütleli bir sandık 27 kg kütleli pikup kamyonetin arka kapağında durmaktadır. Şekilde yalnızca biri görülen iki tutucu kablodaki T
 3/9 54 kg kütleli bir sandık 27 kg kütleli pikup kamyonetin arka kapağında durmaktadır. Şekilde yalnızca biri görülen iki tutucu kablodaki T gerginlik kuvvetlerini hesaplayınız. Ağırlık merkezleri G 1
3/9 54 kg kütleli bir sandık 27 kg kütleli pikup kamyonetin arka kapağında durmaktadır. Şekilde yalnızca biri görülen iki tutucu kablodaki T gerginlik kuvvetlerini hesaplayınız. Ağırlık merkezleri G 1
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
HUSQVARNA DUVAR TESTERELERİ 2010
 HUSQVARNA DUVAR TESTERELERİ 2010 Kapı açma. Pencere açma. Havalandırma boşluğu açma. Merdiven kesme. Eğimli kesme. Duvara sıfır kesme. Simetrik yolu sayesinde rayın her iki yönünde kesim yapmak mümkündür.
HUSQVARNA DUVAR TESTERELERİ 2010 Kapı açma. Pencere açma. Havalandırma boşluğu açma. Merdiven kesme. Eğimli kesme. Duvara sıfır kesme. Simetrik yolu sayesinde rayın her iki yönünde kesim yapmak mümkündür.
TR-TFS-1000 OTOMATİK TEL YÜRÜTME FRENLEME SISTEMİ
 Yeni nesil yatay bobin sarım makinemizi tasarlarken daha güçlü sarım yapabilmek, güçlü torklar elde ederek geri salınımı olmayan, sarım bittiğinde ise kalıp sökme takma sıkıntısından kurtarmak ilk hedefimizdi.
Yeni nesil yatay bobin sarım makinemizi tasarlarken daha güçlü sarım yapabilmek, güçlü torklar elde ederek geri salınımı olmayan, sarım bittiğinde ise kalıp sökme takma sıkıntısından kurtarmak ilk hedefimizdi.
TEMEL HİDROLİK BİLGİLER ŞEMSETTİN IŞIL
 TEMEL HİDROLİK BİLGİLER ŞEMSETTİN IŞIL ROTA TEKNİK A.Ş. Basit bir hidrolik devre tasarımı Yandaki resimde basınç yükü karşılayacak seviyeye kadar yükselebilir. Silindir haraket yön kontrolü (yön valfi)
TEMEL HİDROLİK BİLGİLER ŞEMSETTİN IŞIL ROTA TEKNİK A.Ş. Basit bir hidrolik devre tasarımı Yandaki resimde basınç yükü karşılayacak seviyeye kadar yükselebilir. Silindir haraket yön kontrolü (yön valfi)
Kuvvet x Kuvvet Kolu = Yük x Yük Kolu. 7.Sınıf Fen ve Teknoloji. KONU: Basit Makineler
 Hayatımızı Kolaylaştıran Makineler Günlük hayatımızda iş yapma kolaylığı sağlayan pek çok araç gereç kullanılmaktadır. Makineler Genel Olarak; Uygulanan kuvveti arttırabilir. Bir kuvvetin yönünü değiştirebilir.
Hayatımızı Kolaylaştıran Makineler Günlük hayatımızda iş yapma kolaylığı sağlayan pek çok araç gereç kullanılmaktadır. Makineler Genel Olarak; Uygulanan kuvveti arttırabilir. Bir kuvvetin yönünü değiştirebilir.
ELEKTRİKSEL EYLEYİCİLER
 ELEKTRİKSEL EYLEYİCİLER Eyleyiciler (Aktuatörler) Bir cismi hareket ettiren veya kontrol eden mekanik cihazlara denir. Elektrik motorları ve elektrikli sürücüler Hidrolik sürücüler Pinomatik sürücüler
ELEKTRİKSEL EYLEYİCİLER Eyleyiciler (Aktuatörler) Bir cismi hareket ettiren veya kontrol eden mekanik cihazlara denir. Elektrik motorları ve elektrikli sürücüler Hidrolik sürücüler Pinomatik sürücüler
T.C. ONDOKUZ MAYIS ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNA MÜHENDĠSLĠĞĠ BÖLÜMÜ SANTRĠFÜJ POMPA DENEY FÖYÜ HAZIRLAYANLAR. Prof. Dr.
 T.C. ONDOKUZ MAYIS ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNA MÜHENDĠSLĠĞĠ BÖLÜMÜ SANTRĠFÜJ POMPA DENEY FÖYÜ HAZIRLAYANLAR Prof. Dr. Aydın DURMUŞ EYLÜL 2011 SAMSUN SANTRĠFÜJ POMPA DENEYĠ 1. GĠRĠġ Pompa,
T.C. ONDOKUZ MAYIS ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNA MÜHENDĠSLĠĞĠ BÖLÜMÜ SANTRĠFÜJ POMPA DENEY FÖYÜ HAZIRLAYANLAR Prof. Dr. Aydın DURMUŞ EYLÜL 2011 SAMSUN SANTRĠFÜJ POMPA DENEYĠ 1. GĠRĠġ Pompa,
Ekim, Bakım ve Gübreleme Makinaları Dersi
 Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 2 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 2 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
BASİT MAKİNELER BEKİR ASLAN
 BASİT MAKİNELER BEKİR ASLAN BASİT MAKİNELER BASİT MAKİNE ÇEŞİTLERİ *Sabit makara *Hareketli makara *Palanga *Kaldıraç *Eğik düzlem *Çıkrık *Dişli çarklar *Kasnaklar *Kama BASİT MAKİNE ÖZELLİKLERİ *Basit
BASİT MAKİNELER BEKİR ASLAN BASİT MAKİNELER BASİT MAKİNE ÇEŞİTLERİ *Sabit makara *Hareketli makara *Palanga *Kaldıraç *Eğik düzlem *Çıkrık *Dişli çarklar *Kasnaklar *Kama BASİT MAKİNE ÖZELLİKLERİ *Basit
5.34. VİDA YUVASI AÇMA OTOMASYONU
 5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
2. Kuvvet kazancı, yükün kuvvete oranı olarak ifade edilir. Yük kuvvet ile dengede ise,
 Bir işi daha kolay yapabilmek için kullanılan düzeneklere basit makineler denir. Bu basit makineler kuvvetin doğrultusunu, yönünü ve değerini değiştirerek günlük hayatta iş yapmamızı kolaylaştırır. Basit
Bir işi daha kolay yapabilmek için kullanılan düzeneklere basit makineler denir. Bu basit makineler kuvvetin doğrultusunu, yönünü ve değerini değiştirerek günlük hayatta iş yapmamızı kolaylaştırır. Basit
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
PEGASUS 360. Dieci Türkiye Distribütörü. Pegasus360.indd 1 11/04/18 12:19
 360 40.25 360 50.19 360 50.21 360 60.16 PEGASUS 360 Dieci Türkiye Distribütörü Pegasus360.indd 1 11/04/18 12:19 Pegasus360.indd 2 11/04/18 12:19 PERFORMANS PEGASUS 40.25 PEGASUS 50.19 PEGASUS 50.21 PEGASUS
360 40.25 360 50.19 360 50.21 360 60.16 PEGASUS 360 Dieci Türkiye Distribütörü Pegasus360.indd 1 11/04/18 12:19 Pegasus360.indd 2 11/04/18 12:19 PERFORMANS PEGASUS 40.25 PEGASUS 50.19 PEGASUS 50.21 PEGASUS
DEĞĐŞKEN DEBĐLĐ SĐRKÜLASYON POMPALARI
 DEĞĐŞKEN DEBĐLĐ SĐRKÜLASYON POMPALARI M. Bülent Vural 1953 yılında doğdu. 1976 yılında Berlin Teknik Üniversitesinden Makina Yüksek Mühendisi olarak mezun oldu. Halen Wilo Pompa Sistemleri A.Ş. Genel Müdürü
DEĞĐŞKEN DEBĐLĐ SĐRKÜLASYON POMPALARI M. Bülent Vural 1953 yılında doğdu. 1976 yılında Berlin Teknik Üniversitesinden Makina Yüksek Mühendisi olarak mezun oldu. Halen Wilo Pompa Sistemleri A.Ş. Genel Müdürü
BIVITEC. Yüksek ayırt edici sistemde zor elenebilir dökme ürünler
 BIVITEC Yüksek ayırt edici sistemde zor elenebilir dökme ürünler Amaç Eleme amaçlı tasnif dökme ürünlerin işlenmesinde önemli bir adımdır. Binder+Co şirketi BIVITEC i, konvansiyonel eleme tekniğinin yetersiz
BIVITEC Yüksek ayırt edici sistemde zor elenebilir dökme ürünler Amaç Eleme amaçlı tasnif dökme ürünlerin işlenmesinde önemli bir adımdır. Binder+Co şirketi BIVITEC i, konvansiyonel eleme tekniğinin yetersiz
www.ogenmakina.com HİDROLİK EĞİTİM SETİ ÖRNEK DEVRE UYGULAMALARI
 HİDROLİK EĞİTİM SETİ ÖRNEK DEVRE UYGULAMALARI www.ogenmakina.com Ogen-2010 HİDROLİK VE ELEKTRO-HİDROLİK DEVRE UYGULAMALARI TEMEL VE ORTA SEVİYE UYGULAMA 1 KİLİTLİ ÇİFT ETKİLİ SİLİNDİR KONTROLÜ 1 adet 4/2
HİDROLİK EĞİTİM SETİ ÖRNEK DEVRE UYGULAMALARI www.ogenmakina.com Ogen-2010 HİDROLİK VE ELEKTRO-HİDROLİK DEVRE UYGULAMALARI TEMEL VE ORTA SEVİYE UYGULAMA 1 KİLİTLİ ÇİFT ETKİLİ SİLİNDİR KONTROLÜ 1 adet 4/2
PROGRESİV(KADEMELİ) SİSTEMLER
 SİSTEMLER") PROGRESİV(KADEMELİ) SİSTEMLER PROGRESİV(KADEMELİ) SİSTEMLER Progresiv bir sistem çalışmaya başladığı zaman blok içerisinde bulunan pistonlar sırayla hareket etmeye başlar ve birbirlerini sırayla tahrik
PROGRESİV(KADEMELİ) SİSTEMLER PROGRESİV(KADEMELİ) SİSTEMLER Progresiv bir sistem çalışmaya başladığı zaman blok içerisinde bulunan pistonlar sırayla hareket etmeye başlar ve birbirlerini sırayla tahrik
ZTM 431 HİDROLİK VE PNÖMATİK SİSTEMLER Prof. Dr. Metin Güner
 ZTM 431 HİDROLİK VE PNÖMATİK SİSTEMLER Prof. Dr. Metin Güner HİDROLİK SİSTEMLER 12. HİDROLİK DEVRELER ve TASARIMI 12.1. Giriş Hidrolik sistemi meydana getiren elemanların standart sembolleri kullanılarak
ZTM 431 HİDROLİK VE PNÖMATİK SİSTEMLER Prof. Dr. Metin Güner HİDROLİK SİSTEMLER 12. HİDROLİK DEVRELER ve TASARIMI 12.1. Giriş Hidrolik sistemi meydana getiren elemanların standart sembolleri kullanılarak
12.Patates.. Patates.. Patates yumru olarak ekildiğinden patates ekim makinaları da diğer makinalardan ayrı olarak tasarlanmış özel makinalardır.
 12.Patates.. Patates.. Patates yumru olarak ekildiğinden patates ekim makinaları da diğer makinalardan ayrı olarak tasarlanmış özel makinalardır. Patates yumrusunun en büyük özelliği dışardan gelen fiziksel
12.Patates.. Patates.. Patates yumru olarak ekildiğinden patates ekim makinaları da diğer makinalardan ayrı olarak tasarlanmış özel makinalardır. Patates yumrusunun en büyük özelliği dışardan gelen fiziksel
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
010 SİSTEMİ. TEKNOSİSTEM MÜHENDİSLİK - Gazcılar Cad. Anafarta Sok. No:1/A BURSA, Tel:(224)272 37 34 Faks:272 40 19
272 37 34 Faks:272 40 19") 010 SİSTEMİ 1 VOLUMETRİK DAĞITICILAR US ve USM Serisi volumetrik yağlama blokları endirek yağlama için tasarlanmıştır. Pompa basıncının düşmesinden sonra yağlama bloklarına gönderilen yağ yaylar vasıtasıyla
010 SİSTEMİ 1 VOLUMETRİK DAĞITICILAR US ve USM Serisi volumetrik yağlama blokları endirek yağlama için tasarlanmıştır. Pompa basıncının düşmesinden sonra yağlama bloklarına gönderilen yağ yaylar vasıtasıyla
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
MADEN VE TÜNEL KAZILARINDA MEKANİZASYON
 MADEN VE TÜNEL KAZILARINDA MEKANİZASYON 2018 2019 Güz 10. HAFTA Dr. Serdar YAŞAR 10. Hafta İçeriği Hidrolik Kırıcılar Hidrolik Kırıcı Seçim Kriterleri Hidrolik Kırıcıların Teknik Özellikleri Hidrolik
MADEN VE TÜNEL KAZILARINDA MEKANİZASYON 2018 2019 Güz 10. HAFTA Dr. Serdar YAŞAR 10. Hafta İçeriği Hidrolik Kırıcılar Hidrolik Kırıcı Seçim Kriterleri Hidrolik Kırıcıların Teknik Özellikleri Hidrolik
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
ÇİVİ MAKİNASI TEKNİK ÖZELLİKLERİ
 ÇİVİ MAKİNASI TEKNİK ÖZELLİKLERİ MODEL TEL ÇAPI MM. ÇİVİ BOYU MM. KESİM ADEDİ DK. ÜRETİM 8 SAAT/KG GÜÇ KW AĞIRLIK KG. H 50 1.20 2. 70 20 60 450 300 550 3 850 H 120 2.40 4.40 60 120 350 480 1.600 7.5 1750
ÇİVİ MAKİNASI TEKNİK ÖZELLİKLERİ MODEL TEL ÇAPI MM. ÇİVİ BOYU MM. KESİM ADEDİ DK. ÜRETİM 8 SAAT/KG GÜÇ KW AĞIRLIK KG. H 50 1.20 2. 70 20 60 450 300 550 3 850 H 120 2.40 4.40 60 120 350 480 1.600 7.5 1750
SPEED GRADER G2. Özel tür motor greyderi Üniversal olarak monte edilebilir. Hızlı montaj Yüksek kalite
 & SPEED GRADER G2 www.pthproducts.com Özel tür motor greyderi Üniversal olarak monte edilebilir. Hızlı montaj Yüksek kalite 2 İki boyda mükemmellik 80 HP ve üzeri çekici gücüne sahip olan Daha düşük motor
& SPEED GRADER G2 www.pthproducts.com Özel tür motor greyderi Üniversal olarak monte edilebilir. Hızlı montaj Yüksek kalite 2 İki boyda mükemmellik 80 HP ve üzeri çekici gücüne sahip olan Daha düşük motor
5.25. TÜP GAZ DOLUM TESİSİ OTOMASYON SİSTEMİ PROJESİ
 5.25. TÜP GAZ DOLUM TESİSİ OTOMASYON SİSTEMİ PROJESİ Prof. Dr. Asaf VAROL avrol@firat.edu.tr ÖZET Günümüz teknolojisinde tüpün yerine bir çok alternatifler gelmiş olsa bile kullanımı, pratikliği ve diğer
5.25. TÜP GAZ DOLUM TESİSİ OTOMASYON SİSTEMİ PROJESİ Prof. Dr. Asaf VAROL avrol@firat.edu.tr ÖZET Günümüz teknolojisinde tüpün yerine bir çok alternatifler gelmiş olsa bile kullanımı, pratikliği ve diğer
BESMAK MARKA BCO 113 SERİSİ TAM OTOMATİK BİLGİSAYAR KONTROLLÜ HİDROLİK BETON TEST PRESİ VE EĞİLME TEST SİSTEMİ
 BESMAK MARKA BCO 113 SERİSİ TAM OTOMATİK BİLGİSAYAR KONTROLLÜ HİDROLİK BETON TEST PRESİ VE EĞİLME TEST SİSTEMİ Resim 1- Beton Basınç Dayanımı Test Presi Resim 2 - Eğilme Test Sistemi BETON TEST PRESİ GENEL
BESMAK MARKA BCO 113 SERİSİ TAM OTOMATİK BİLGİSAYAR KONTROLLÜ HİDROLİK BETON TEST PRESİ VE EĞİLME TEST SİSTEMİ Resim 1- Beton Basınç Dayanımı Test Presi Resim 2 - Eğilme Test Sistemi BETON TEST PRESİ GENEL
Endüstriyel Yatık Tip Redüktör Seçim Kriterleri
 Endüstriyel Yatık Tip Redüktör Seçim Kriterleri Gelişen imalat teknolojileri ile birlikte birim hacimde daha yüksek tork değerlerine sahip redüktörihtiyacı kullanıcıların en önemli beklentilerinden biri
Endüstriyel Yatık Tip Redüktör Seçim Kriterleri Gelişen imalat teknolojileri ile birlikte birim hacimde daha yüksek tork değerlerine sahip redüktörihtiyacı kullanıcıların en önemli beklentilerinden biri
HİDROLİK KURTARMA SETLERİ
 HİDROLİK KURTARMA SETLERİ Kesici ve ayırıcılar; tüm dünya ülkelerinde kurtarma operasyonları, trafik kazaları ve afet yönetimlerinde kullanılmak üzere çeşitli güçlerde ve ebatlarda tasarlanmıştır. İstanbul
HİDROLİK KURTARMA SETLERİ Kesici ve ayırıcılar; tüm dünya ülkelerinde kurtarma operasyonları, trafik kazaları ve afet yönetimlerinde kullanılmak üzere çeşitli güçlerde ve ebatlarda tasarlanmıştır. İstanbul
1 GİRİŞ 2 UYGULAMA AYAĞININ TANITIMI
 Türkiye 7. Uluslararası Madencilik Kongresi ve SergısıTUMAKS 00, 00, ISBN 975395466 TTK'da Çalışan Bir Ayakta Hidrolik Direk ve Ağaç Tahkimat Maliyetlerinin Karşılaştırılması O. Yaralı Zonguldak Karaelmas
Türkiye 7. Uluslararası Madencilik Kongresi ve SergısıTUMAKS 00, 00, ISBN 975395466 TTK'da Çalışan Bir Ayakta Hidrolik Direk ve Ağaç Tahkimat Maliyetlerinin Karşılaştırılması O. Yaralı Zonguldak Karaelmas
EZ 80. Kompakt tasarım, güçlü performansla buluşuyor. İzlenen Zero Tail Ekskavatörleri
 EZ 80 İzlenen Zero Tail Ekskavatörleri Kompakt tasarım, güçlü performansla buluşuyor EZ80, Wacker Neuson'un en büyük zero tail ekskavatörüdür. Kompakt boyutlar, azaltılmış yakıt tüketimi ve yüksek performans
EZ 80 İzlenen Zero Tail Ekskavatörleri Kompakt tasarım, güçlü performansla buluşuyor EZ80, Wacker Neuson'un en büyük zero tail ekskavatörüdür. Kompakt boyutlar, azaltılmış yakıt tüketimi ve yüksek performans
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 4
 Akışkanlar ile ilgili temel kavramlar MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 4 Yrd. Doç. Dr. Yüksel HACIOĞLU Su,, gaz, buhar gibi kolayca şekillerini değiştirebilen ve dış etkilerin etkisi altında kolayca hareket
Akışkanlar ile ilgili temel kavramlar MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 4 Yrd. Doç. Dr. Yüksel HACIOĞLU Su,, gaz, buhar gibi kolayca şekillerini değiştirebilen ve dış etkilerin etkisi altında kolayca hareket
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI
 BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI") GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
5.40. SPREY DOLDURMA OTOMASYONU
 5.40. SPREY DOLDURMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş Teknolojinin büyük bir hızla ilerlediği günümüzde zamanı optimum kullanma isteği otomasyon sistemlerinin hepsinde önemli bir
5.40. SPREY DOLDURMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş Teknolojinin büyük bir hızla ilerlediği günümüzde zamanı optimum kullanma isteği otomasyon sistemlerinin hepsinde önemli bir
KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ
 KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ İÇİNDEKİLER Teknik özellikleri....2 Makine ölçüleri..... 2 Kullanım kılavuzu 3 Kurulum ve yerleşim... 3 Makine kullanımı... 3 Kama broşu
KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ İÇİNDEKİLER Teknik özellikleri....2 Makine ölçüleri..... 2 Kullanım kılavuzu 3 Kurulum ve yerleşim... 3 Makine kullanımı... 3 Kama broşu
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
G E N E L K A T A L O G w w w. s p t. t c 1
 G E N E L K A T A L O G www.spt.tc 1 İNDEX KATLI FIRIN RESİN HATTI 4 TEK KULE DİKEY KURUTMA FIRINI 6 ÇİFT KULE DİKEY KATALİZE FIRINI 7 BEKLETME ÜNİTESİ 10 PLAKA ÇEVİRİCİ 11 OTOMATİK SPREYLEME ÜNİTESİ 11
G E N E L K A T A L O G www.spt.tc 1 İNDEX KATLI FIRIN RESİN HATTI 4 TEK KULE DİKEY KURUTMA FIRINI 6 ÇİFT KULE DİKEY KATALİZE FIRINI 7 BEKLETME ÜNİTESİ 10 PLAKA ÇEVİRİCİ 11 OTOMATİK SPREYLEME ÜNİTESİ 11
WL52. Şantiyelerdeki klasik: WL52
 WL52 Özel Tekerlekli Yükleyiciler Şantiyelerdeki klasik: WL52 WL 52 tekerlek yükleyici hiçbir şantiyede eksik olmamalıdır. Güçlü hidroliklere ek olarak, operatörlere uzun iş günlerinde dahi yorulmadan
WL52 Özel Tekerlekli Yükleyiciler Şantiyelerdeki klasik: WL52 WL 52 tekerlek yükleyici hiçbir şantiyede eksik olmamalıdır. Güçlü hidroliklere ek olarak, operatörlere uzun iş günlerinde dahi yorulmadan
TAKIM TEZGAHLARI MAK 4462 SUNUM Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır
 TAKIM TEZGAHLARI MAK 4462 SUNUM 4 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 1 Kademesiz devir mekanizmaları Devir sayılarının kademesiz olarak ayarlanmasıyla;..,..,..,,.
TAKIM TEZGAHLARI MAK 4462 SUNUM 4 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 1 Kademesiz devir mekanizmaları Devir sayılarının kademesiz olarak ayarlanmasıyla;..,..,..,,.
5.55. SERAMİKLERE SIR ATMA VE KURUTMA OTOMASYONU
 5.55. SERAMİKLERE SIR ATMA VE KURUTMA OTOMASYONU Prof. Dr. Asaf Varol avarol@firat.edu.tr Abdulkadir Şengür ksengur@firat.edu.tr Engin Avcı enginavci@firat.edu.tr Özet Bu benzetim projesinde seramiklere
5.55. SERAMİKLERE SIR ATMA VE KURUTMA OTOMASYONU Prof. Dr. Asaf Varol avarol@firat.edu.tr Abdulkadir Şengür ksengur@firat.edu.tr Engin Avcı enginavci@firat.edu.tr Özet Bu benzetim projesinde seramiklere
İÇİNDEKİLER. Çizelgelerin ele alınışı. Uygulamalı Örnekler. Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
 ELEKTROD SARFİYAT ÇİZELGELERİ İÇİNDEKİLER Kısım A Genel bilgiler Kısım B Çizelgelerin ele alınışı Kısım C Uygulamalı Örnekler Kısım D Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
ELEKTROD SARFİYAT ÇİZELGELERİ İÇİNDEKİLER Kısım A Genel bilgiler Kısım B Çizelgelerin ele alınışı Kısım C Uygulamalı Örnekler Kısım D Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
BASİT MAKİNELER. Basit makine: Kuvvetin yönünü ve büyüklüğünü değiştiren araçlara basit makine denir.
 BASİT MAKİNELER Bir işi yapmak için kas kuvveti kullanırız. Ancak çoğu zaman kas kuvveti bu işi yapmamıza yeterli olmaz. Bu durumda basit makinelerden yararlanırız. Kaldıraç, makara, eğik düzlem, dişli
BASİT MAKİNELER Bir işi yapmak için kas kuvveti kullanırız. Ancak çoğu zaman kas kuvveti bu işi yapmamıza yeterli olmaz. Bu durumda basit makinelerden yararlanırız. Kaldıraç, makara, eğik düzlem, dişli
HİDROLİK-PNÖMATİK Prof.Dr.İrfan AY BÖLÜM 8
 HİDROLİK-PNÖMATİK BÖLÜM 8 HİDROLİK DEVRELER Bir hidrolik devre şeması, HİDROLİK DEVRE nin nasıl oluştuğunu gösterir.devrenin her bir elamanı simgelerle gösterilir ve birbirine bağlanır.boru bağlantıları
HİDROLİK-PNÖMATİK BÖLÜM 8 HİDROLİK DEVRELER Bir hidrolik devre şeması, HİDROLİK DEVRE nin nasıl oluştuğunu gösterir.devrenin her bir elamanı simgelerle gösterilir ve birbirine bağlanır.boru bağlantıları
Automatic Entrance & Acccess System GARAJ. Endüstiyel - Seksiyonel Garaj Kapıları. Seksiyonel Kapılar
 TM Automatic Entrance & Acccess System Endüstiyel - Seksiyonel Garaj Kapıları GARAJ Seksiyonel Kapılar TM Automatic Entrance & Acccess System TRONCO Endüstriyel Seksiyonel Kapılar TRONCO endüstriyel seksiyonel
TM Automatic Entrance & Acccess System Endüstiyel - Seksiyonel Garaj Kapıları GARAJ Seksiyonel Kapılar TM Automatic Entrance & Acccess System TRONCO Endüstriyel Seksiyonel Kapılar TRONCO endüstriyel seksiyonel
LABORATUVARDA YAPILAN ANALİZLER
 Laboratuvar Adı: Yapı Malzemesi ve Beton Laboratuvarı Bağlı Olduğu Kurum: Mühendislik Fakültesi- İnşaat Mühendisliği Bölümü Laboratuvar Sorumlusu: Yrd. Doç. Dr. M. Haluk Saraçoğlu E-Posta: mhsaracoglu@dpu.edu.tr
Laboratuvar Adı: Yapı Malzemesi ve Beton Laboratuvarı Bağlı Olduğu Kurum: Mühendislik Fakültesi- İnşaat Mühendisliği Bölümü Laboratuvar Sorumlusu: Yrd. Doç. Dr. M. Haluk Saraçoğlu E-Posta: mhsaracoglu@dpu.edu.tr
Sektöre ÖzgüRedüktörler - 1
 Sektöre ÖzgüRedüktörler - 1 Yılmaz Redüktörün standart üretim yelpazesinin içerisinde genel kullanım amaçlı üretilen redüktörlerin dışında sektöre özgü imal edilmiş özel redüktörlerde bulunmaktadır. Bu
Sektöre ÖzgüRedüktörler - 1 Yılmaz Redüktörün standart üretim yelpazesinin içerisinde genel kullanım amaçlı üretilen redüktörlerin dışında sektöre özgü imal edilmiş özel redüktörlerde bulunmaktadır. Bu
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
GRUP: 3699 BAŞKA YERDE SINIFLANDIRILMAMIŞ METAL OLMAYAN MİNERAL ÜRÜNLER
 GRUP: 3699 BAŞKA YERDE SINIFLANDIRILMAMIŞ METAL OLMAYAN MİNERAL ÜRÜNLER Kilitli Parke taşı,beton bordür, beton ve betonarme borular, beton briket, beton blok, öngerilimli-öngerilimsiz prefabrik yapı elemanları
GRUP: 3699 BAŞKA YERDE SINIFLANDIRILMAMIŞ METAL OLMAYAN MİNERAL ÜRÜNLER Kilitli Parke taşı,beton bordür, beton ve betonarme borular, beton briket, beton blok, öngerilimli-öngerilimsiz prefabrik yapı elemanları
İSTANBUL TEKNİK ÜNİVERSİTESİ Brifingi
 Türkiye Taşkömürü Kurumu Genel Müdürlüğü Amasra Taşkömürü İşletme Müessesesi İSTANBUL TEKNİK ÜNİVERSİTESİ Brifingi 3 Mayıs 2015 Ejder ERBAY - Müessese Müdürü Giriş &Tarihçe Amasra Karboniferi ndeki ilk
Türkiye Taşkömürü Kurumu Genel Müdürlüğü Amasra Taşkömürü İşletme Müessesesi İSTANBUL TEKNİK ÜNİVERSİTESİ Brifingi 3 Mayıs 2015 Ejder ERBAY - Müessese Müdürü Giriş &Tarihçe Amasra Karboniferi ndeki ilk
İÇİNDEKİLER. Özet... 2. Çalışma özellikleri... 2. Ayar diyagramı... 3. Boyutlar... 4. Montaj talimatı... 5. Deneme-kontrol talimatı...
 Sayfa 1 / 7 İÇİNDEKİLER Özet... 2 Çalışma özellikleri... 2 Ayar diyagramı... 3 Boyutlar... 4 Montaj talimatı... 5 Deneme-kontrol talimatı... 5 Ç Sayfa 2 / 7 Giriş Kopma valfi hidrolik hortumun kopması-delinmesi
Sayfa 1 / 7 İÇİNDEKİLER Özet... 2 Çalışma özellikleri... 2 Ayar diyagramı... 3 Boyutlar... 4 Montaj talimatı... 5 Deneme-kontrol talimatı... 5 Ç Sayfa 2 / 7 Giriş Kopma valfi hidrolik hortumun kopması-delinmesi
TEST EKİPMANLARI TAHRİBATSIZ TESTLER ÜNİVERSAL TEST SİSTEMLERİ den beri...
 TAHRİBATSIZ TESTLER 120 www.alfatest.com.tr 1972 den beri... ÇEKME TESTİ Demir donatıların akma ve çekme dayanımının belirlenmesi için kullanılır. Cihazın çeneleri, ayrı hidrolik valfler tarafından kontrol
TAHRİBATSIZ TESTLER 120 www.alfatest.com.tr 1972 den beri... ÇEKME TESTİ Demir donatıların akma ve çekme dayanımının belirlenmesi için kullanılır. Cihazın çeneleri, ayrı hidrolik valfler tarafından kontrol
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
ET 18. ET18 Çalışma dünyanızın evrimi. İzlenen Geleneksel Arka Ekskavatörleri
 ET 18 İzlenen Geleneksel Arka Ekskavatörleri ET18 Çalışma dünyanızın evrimi. Wacker Neuson, 1,7'den 2,4 t sınıfına kadar yeni nesil modellerle kompakt ekskavatörler için yeni standartları belirliyor.test
ET 18 İzlenen Geleneksel Arka Ekskavatörleri ET18 Çalışma dünyanızın evrimi. Wacker Neuson, 1,7'den 2,4 t sınıfına kadar yeni nesil modellerle kompakt ekskavatörler için yeni standartları belirliyor.test
5.13. SONDAJ MAKİNESİ PROJESİ
 5.13. SONDAJ MAKİNESİ PROJESİ Prof. Dr. Asaf VAROL avarol@firat.edu.tr 1. AMAÇ Günümüzün en popüler teknolojilerinden biri de otomasyondur.otomasyonun girdiği ortamlarda insan müdahalesi minimuma inmiştir.
5.13. SONDAJ MAKİNESİ PROJESİ Prof. Dr. Asaf VAROL avarol@firat.edu.tr 1. AMAÇ Günümüzün en popüler teknolojilerinden biri de otomasyondur.otomasyonun girdiği ortamlarda insan müdahalesi minimuma inmiştir.
TR6 Serisi TR6.120 TR6.130 TR6.140 TR6.135 TR6.150
 TR6 Serisi TR6.120 TR6.130 TR6.140 TR6.135 TR6.150 Yerli Devler Gücüne Güç Katıyor... En güçlü yerli traktörler olarak bilinen New Holland TR6 serisi, performans ve yüksek teknolojinin yanı sıra üstün
TR6 Serisi TR6.120 TR6.130 TR6.140 TR6.135 TR6.150 Yerli Devler Gücüne Güç Katıyor... En güçlü yerli traktörler olarak bilinen New Holland TR6 serisi, performans ve yüksek teknolojinin yanı sıra üstün
ARILI DAMLA SULAMA SĐSTEMLERĐ
 ARILI DAMLA SULAMA SĐSTEMLERĐ Bitki gelişimi için gerekli olan su ile suda eriyebilen besin maddelerinin, istenilen zamanda ve istenilen miktarda,kontrollü olarak bitki kök bölgesine damlalar halinde verilmesine
ARILI DAMLA SULAMA SĐSTEMLERĐ Bitki gelişimi için gerekli olan su ile suda eriyebilen besin maddelerinin, istenilen zamanda ve istenilen miktarda,kontrollü olarak bitki kök bölgesine damlalar halinde verilmesine
YERALTI MADENCİLİK YÖNTEMLERİ
 DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ YAYINLARI NO:337 Prof. Dr. Ferhan ŞİMŞİR YERALTI MADENCİLİK YÖNTEMLERİ YERALTI MADENCİLİK YÖNTEMLERİ 1. BASKI İZMİR - 2015 Prof. Dr. Ferhan ŞİMŞİR İZMİR -
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ YAYINLARI NO:337 Prof. Dr. Ferhan ŞİMŞİR YERALTI MADENCİLİK YÖNTEMLERİ YERALTI MADENCİLİK YÖNTEMLERİ 1. BASKI İZMİR - 2015 Prof. Dr. Ferhan ŞİMŞİR İZMİR -
Ekstra Güvenlik ve Anti-Terör Sistemleri METAXDOOR SECURITY. Security Geçiş Sistemleri. Kayar Kapılar. Döner Kapılar.
 Döner Kapılar Kayar Kapılar Hastane Kapıları 90 Derece Kapılar Security Geçiş Sistemleri METAXDOOR SECURITY Ekstra Güvenlik ve Anti-Terör Sistemleri METAXDOOR RBK Road Blocker Metaxdoor RBK Road Blocker
Döner Kapılar Kayar Kapılar Hastane Kapıları 90 Derece Kapılar Security Geçiş Sistemleri METAXDOOR SECURITY Ekstra Güvenlik ve Anti-Terör Sistemleri METAXDOOR RBK Road Blocker Metaxdoor RBK Road Blocker
BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK
 BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK SÜRTÜNME Sürtünme katsayısının bilinmesi mühendislikte makina tasarımı ile ilgili çalışmalarda büyük önem taşımaktadır. Herhangi bir otun
BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK SÜRTÜNME Sürtünme katsayısının bilinmesi mühendislikte makina tasarımı ile ilgili çalışmalarda büyük önem taşımaktadır. Herhangi bir otun
ŞUBAT 2100 yılına kadar tarih ayarı gerektirmeyen Geleceğe Ayarlı Akıllı Quartz Saat.
 P 1 / 6 SEIKO SAATİ KULLANMA KILAVUZU CAL. 8F32, 8F33, 8F35, 8F56 / 4F32, 4F56 PERPETUAL CALENDAR ŞUBAT 2100 yılına kadar tarih ayarı gerektirmeyen Geleceğe Ayarlı Akıllı Quartz Saat. PERPETUAL CALENDAR
P 1 / 6 SEIKO SAATİ KULLANMA KILAVUZU CAL. 8F32, 8F33, 8F35, 8F56 / 4F32, 4F56 PERPETUAL CALENDAR ŞUBAT 2100 yılına kadar tarih ayarı gerektirmeyen Geleceğe Ayarlı Akıllı Quartz Saat. PERPETUAL CALENDAR
ÜNİVERSAL TEST CİHAZLARI
 UTEST MARKA UTC-5740 MODEL 3000 kn Kapasiteli Servo Hidrolik Kontrollü Elektronik LCD Ekranlı FulI Otomatik Bilgisayardan Kumandalı Beton Basınç Dayanım Deney Presi Cihaz blokları, kolonları ve bütün yüzeyleri
UTEST MARKA UTC-5740 MODEL 3000 kn Kapasiteli Servo Hidrolik Kontrollü Elektronik LCD Ekranlı FulI Otomatik Bilgisayardan Kumandalı Beton Basınç Dayanım Deney Presi Cihaz blokları, kolonları ve bütün yüzeyleri
Rtop = Ry + R2 + R3 + Rm. R2 = k * A * sin
 Mekanik Özellikler Eğimli arazide çalışan bir greydere etki eden toplam direnç kuvvetleri aşağıdaki eşitlikle hesaplanabilir: Rtop = Ry + R2 + R3 + Rm Kesme direnci (R2 ) dan olarak aşağıdaki şekilde hesaplanır:
Mekanik Özellikler Eğimli arazide çalışan bir greydere etki eden toplam direnç kuvvetleri aşağıdaki eşitlikle hesaplanabilir: Rtop = Ry + R2 + R3 + Rm Kesme direnci (R2 ) dan olarak aşağıdaki şekilde hesaplanır:
Pamuk ekim makinaları. 18.10.2012 Prof.Dr.Rasim OKURSOY 1
 Pamuk ekim makinaları 18.10.2012 Prof.Dr.Rasim OKURSOY 1 18.10.2012 Prof.Dr.Rasim OKURSOY 2 Pamuk Ülkemizde pamuk çoğunlukla çırçır makinalarından çıktığı gibi ekilir. Bu tohumların üzeri hav denilen lifli
Pamuk ekim makinaları 18.10.2012 Prof.Dr.Rasim OKURSOY 1 18.10.2012 Prof.Dr.Rasim OKURSOY 2 Pamuk Ülkemizde pamuk çoğunlukla çırçır makinalarından çıktığı gibi ekilir. Bu tohumların üzeri hav denilen lifli
LPH 40 ENDÜSTRİYEL LİMAN EKİPMANLARI
 1 2 LPH 40 ENDÜSTRİYEL LİMAN EKİPMANLARI 3 ÖZELLİKLER A Max. çalışma yüksekliği (paletin alt kısmından pime kadar) 18.480 mm B Max. öne uzama mesafesi 14.940 mm C Max. yükseklikte max. açıklık 12.250 mm
1 2 LPH 40 ENDÜSTRİYEL LİMAN EKİPMANLARI 3 ÖZELLİKLER A Max. çalışma yüksekliği (paletin alt kısmından pime kadar) 18.480 mm B Max. öne uzama mesafesi 14.940 mm C Max. yükseklikte max. açıklık 12.250 mm