4.Kompozit Üretim Yöntemleri
|
|
|
- Ufuk Şaşmaz
- 10 yıl önce
- İzleme sayısı:
Transkript
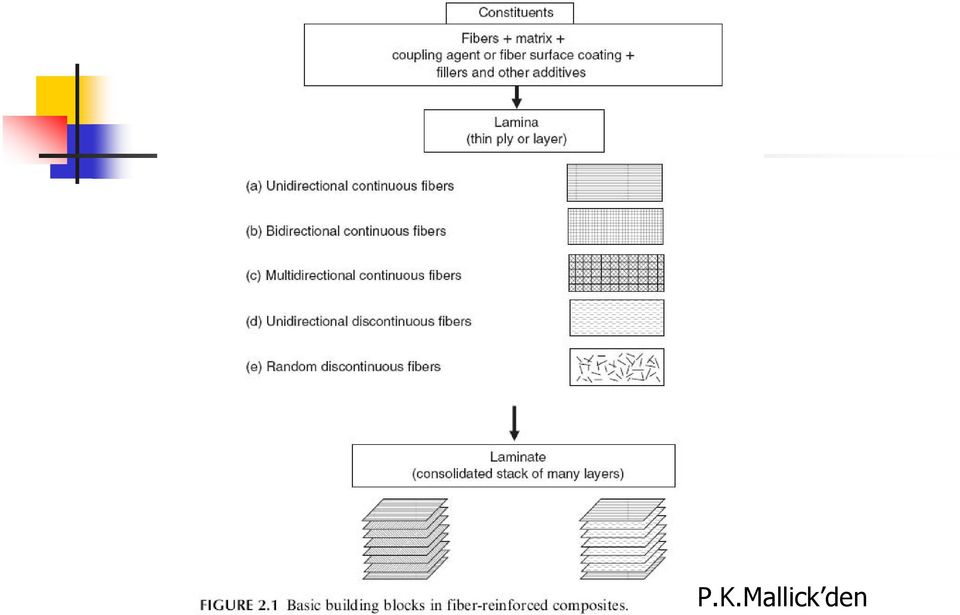
1 4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir parçayı üretmek için genel olarak; ham madde, kalıp, ısı ve basınca ihtiyaç vardır.

2 P.K.Mallick den
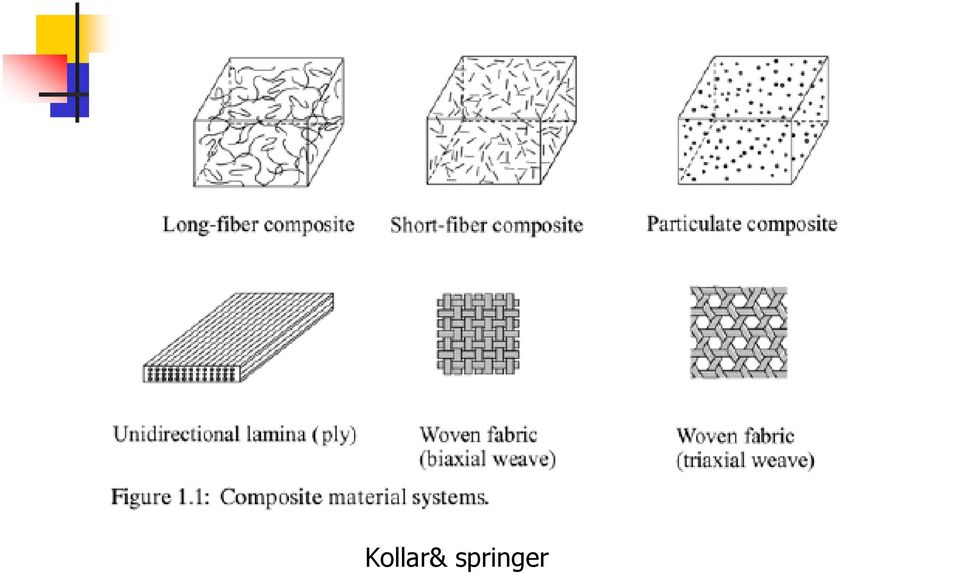
3 Kollar& springer
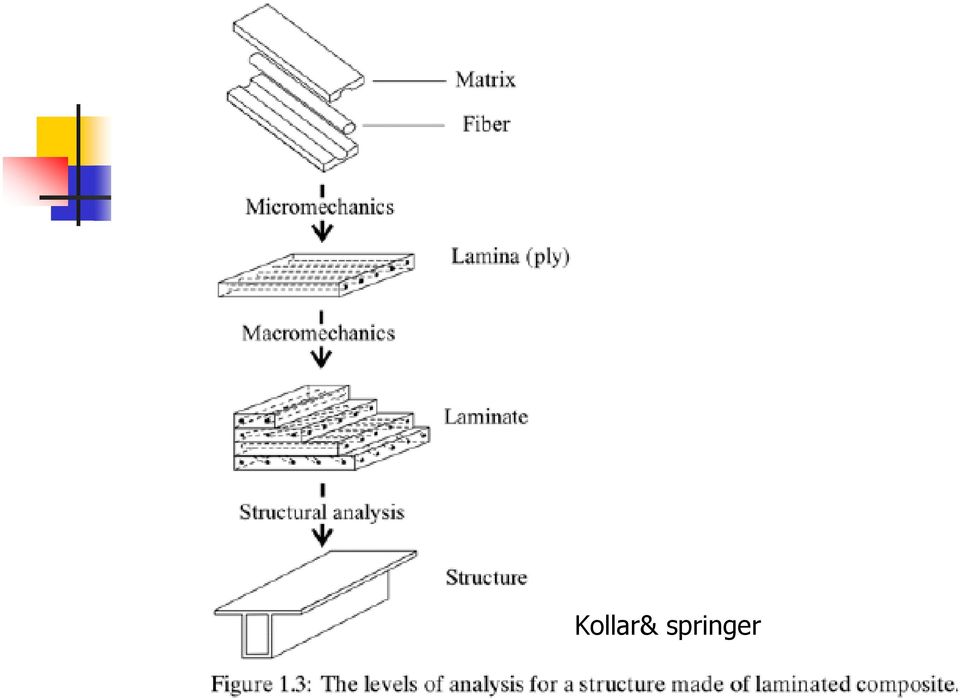
4 Kollar& springer
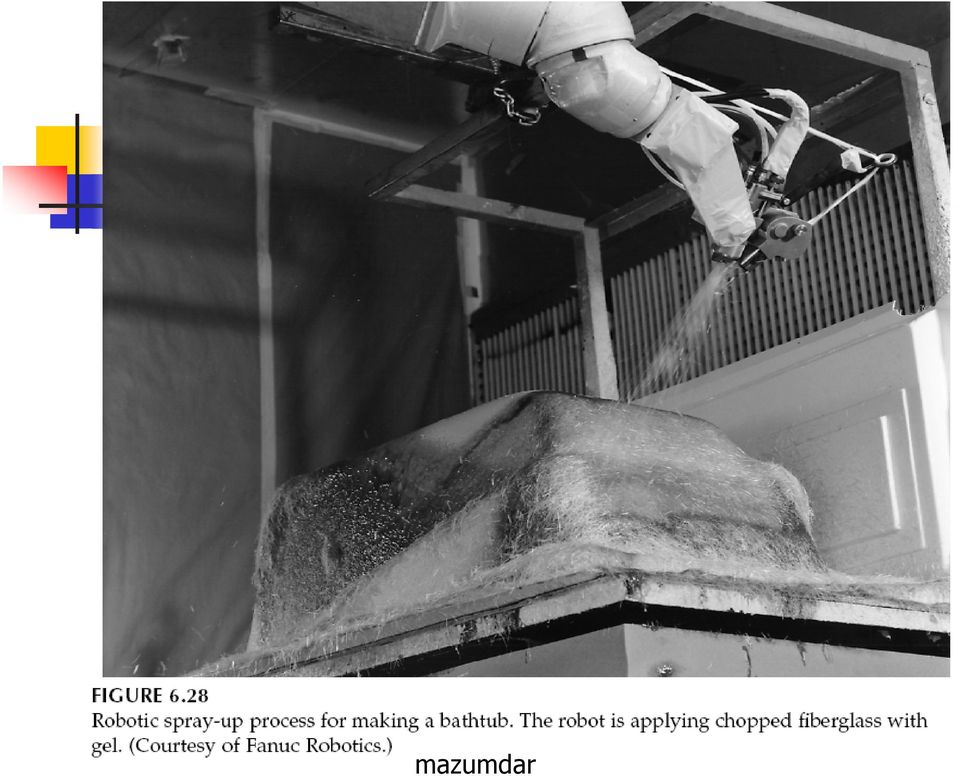
5 Mazumdar
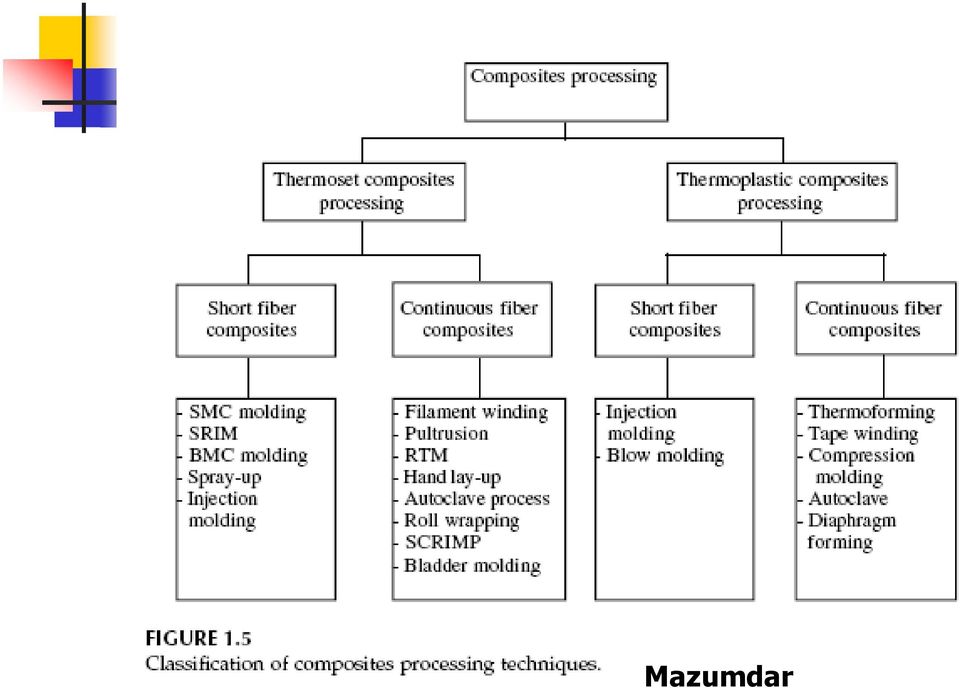
6 Üretim Yöntemleri Termoset kompozitlerin üretim yöntemleri Termoplastik kompozitlerin üretim yöntemleri Kısa-fiber kompozitler Sürekli-fiber kompozitler Kısa-fiber kompozitler Sürekli-fiber kompozitler SMC kalıplama SRIM BMC kalıplama Spreyleme (Sprey kalıplama) Enjeksiyon kalıplama İplik Sarma (Filament Winding) Çekme (Pultrusion) RTM (Resin Transfer Molding ) Elle Tabakalama (Hand Lay Up Otoklav prosesi (Autoclave process) Diğer Yöntemler ( SCRIMP, RIFT, VARTM ) Enjeksiyon kalıplama Blow molding? Termal şekillendirme Bant sarma Presli Kalıplama (Compression Moulding) Otoklav..
 Enjeksiyon kalıplama Blow molding?")
7 Mazumdar

8 Kullanılan reçine ve takviye malzemesine ilave olarak, üretim yöntemi de bir kompozit yapının nihai özelliklerini belirlemede önemli rol oynar. Burada PMC kompozitlerin üretiminde en çok kullanılan yöntemlere yer verilecektir.

9 Sprey kalıplama/püskürtme (Spray Lay-up ) Reçine olarak daha çok polyester kullanılır. Takviye malzemesi olarak demet halindeki lifler kullanılır.

10 mazumdar
11 1) Spray-up Chopper Roving 2) Resin Cure Atomised resin and catalyst 3) De-moulding
")
12 Spray-up prosesinde işlem basamakları: 1. Kalıp yüzeyi bir kalıp ayırıcı madde ile kaplanır. 2. Kalıp yüzeyine jel-kaplama (gel-coat) yapılır ve sertleşmesi beklenir. 3. Fiberler bir el tabancasında kıyılır (kısa fiberler haline getirilir) ve katalizör/sertleştirici ile karıştırılan bu fiberler bir kalıba püskürtülerek üretim gerçekleştirilir. 4. Belli bir kalınlık elde edildikten sonra da malzeme genellikle ortam şartlarında pişmeye (curing) bırakılır.

13 Yıllardır geniş ölçüde kullanılan bu yöntemin avantaj ve dezavantajları şu şekilde özetlenebilir: Avantajları Kısa sürede düşük maliyetli üretim Uygulanması basit Karmaşık yapılı parçaların imal edilmesine uygun Dezavantajlar Elde edilen üründe reçine oranı yüksek (ağır bir yapı) Kısa liflerden dolayı sınırlı Mekanik özellikler Yüksek styrene içeriği (sağlık açısından zararlı). havaya karışan Styrene konsantrasyonunu yasal sınırlarda tutmak zordur. Düşük viskozite nedeni ile spreyleme esnasında açığa çıkan partiküllerin giysilere vs nüfuzu daha kolay Uygulama Alanları: Çeper türü basit yapılar, yük taşımanın esas olmadığı durumlar (ör; bir karavan gövdesi) banyo küvetleri

14 Elle Tabakalama (Hand Lay Up/Wet lay-up) Yöntem; bir kalıba elle yerleştirilen kumaşlara (elyaf) bir rulo veya fırça ile reçinenin emdirilmesi esasına dayanır. Daha sonra reçine emdirilmiş kumaşlar oda sıcaklığı ve atmosferik basınç altında veya farklı sıcaklık ve basınçlar altında pişmeye/kurumaya bırakılır. Reçineler kumaşlara kat kat yedirilebildiği gibi kumaşın özelliklerine bağlı olarak çok katmana aynı anda da reçine sürülebilir.

15 1) Placement of Dry Reinforcement 3) Repeated Application of Layers 2) Resin Wetting 4) Resin Cure
 Resin Wetting")
16 (Principals of the Manufacturing of Composite Materials) Yazar: Suong HOA
 Yazar:")
17 Bu yöntemde herhangi bir termoset reçine (epoxy, polyester, vinylester, phenolic) kullanılabilir. Takviye malzemesi olarak ise bilinen elyaflar (Cam, karbon, aramid ) kullanılabilir. Ancak ağır aramid kumaşların bu yöntemle ıslatılması (reçine emdirilmesi) çok zordur.
 kullanılabilir.")
18 Yıllardır geniş ölçüde kullanılan bu yöntemin avantaj, dezavantajları ve uygulama alanları şu şekilde özetlenebilir: Avantajları Öğrenilmesi ve uygulanması çok kolay Özellikle oda sıcaklığında pişen reçinelerin kullanımında düşük maliyet Yönteme uygun malzeme temini çok kolaydır Spreyleme ye oranla daha fazla fiber yoğunluğu ve sürekli (uzun) lif kullanımı Dezavantajlar Yöntem laminasyonu (tabakalama) yapan kişinin el becerisine çok bağlıdır Yüksek Fiber Hacimsel Yoğunluğu na ulaşmak çok zordur. Reçine oranı düşük tutulmak istendiğinde yüksek oranda hava boşlukları ve ıslanmayan bölgeler meydana gelebilir Bu yöntemde kullanılan reçinelerin yoğunluğu ve viskozitesi düşüktür. Bu tür reçinelerin insan sağlığı açısından ağır moleküllü reçinelere oranla daha zararlıdır. Pahalı havalandırma sistemleri olmaksızın Polyester ve vinilester için havaya karışan Styrene konsantrasyonunu yasal sınırlarda tutmak zordur. Uygulama Alanları: Rüzgar türbin kanatları, plakalar, tekne üretimi, mimari amaçlı kalıplamalarda,

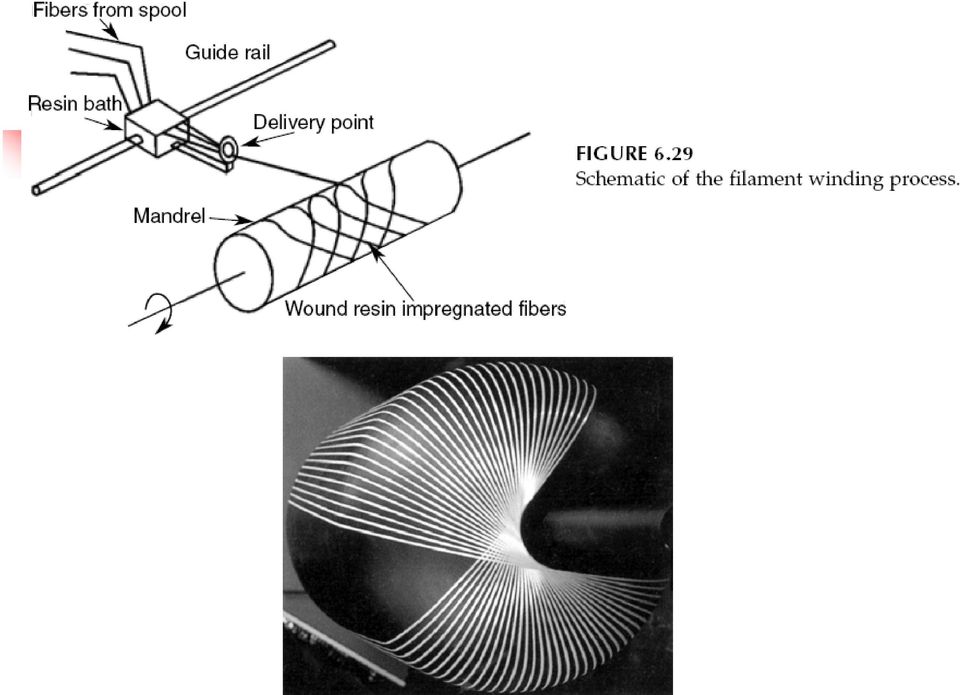
19 İplik Sarma (Filament Winding) Bu yöntem, genellikle boru ve tank gibi içi boş parçaların üretiminde kullanılır. Yöntemin işlem basamakları kısaca şu şekildedir. 1. Bobinlere sarılı olan fiberler bir reçine banyosundan geçer 2. Reçine emmiş olan fiberler hareketli bir mekanizma ile belli bir hızda ekseni etrafında dönen mandrele istenen oryantasyonda (açıda) sarılır 3. İstenen kalınlığa veya katman sayısına (tabakaya) ulaştıktan sonra işlem tamamlanmış olur. 4. Kurutma işlemi oda sıcaklığında ve bir fırında geçekleştirilir.
 ulaştıktan sonra işlem tamamlanmış olur. 4.")
20
21
22 Çevresel sarım; elyaf fitillerinin mandrele göre 90o açı ile sarıldığı yöntem Helisel sarım; mandrel sabit hızla dönerken elyaf yönlendiricisi mandrele paralel olarak helisel açıyı verecek şekilde hareket eder. Polar sarma; genellikle basınçlı kapların üretiminde kullanılan uçtan uca sarma yöntemidir.
23
24
25
26 Yüksek basınca dayanıklı kompozit tanklar
27 Bu yöntemde herhangi bir termoset reçine (epoxy, polyester, vinylester, phenolic) kullanılabilir. Takviye malzemesi olarak ise bir bobine sarılı olan sürekli lifler kullanılır. Kumaş şeklindeki elyaflar kullanılmaz.
28 Bu yöntemin avantaj ve dezavantajları şu şekilde özetlenebilir: Avantajları Malzeme sarımı hızlı ve ekonomik bir yöntemdir Reçine oranı hand lay-up yöntemine göre daha iyi kontrol edilebilir Bobine sarılı lifler ikinci bir işlemden geçip kumaş haline getirilmediği için maliyet minimize edilmiş olur Her katmanda farklı yönlerde sarım yapma imkanı olacağı için değişik yüklemeler yapı tarafından karşılanabilir Dezavantajlar Uygulama sahası konveks şekle sahip parçalar ile sınırlıdır Büyük parçalar için sarımın yapılacağı mandreller pahalı olabilir Düzgün bir dış yüzey elde etmek için parçanın pişme sonrası işlenmesi gerekebilir Düşük viskoziteye sahip reçineler genellikle üretimde kullanılır. Bu da çeşitli sağlık sorunları ve mekanik özeliklerde düşüşü beraberinde getirir. Uygulama Alanları: Kimyasal depolama tankları Borular Gaz silindirleri İtfayecilerin kullandığı tenefüs tankları vs
29 Vakumlu Paketleme (Vacuum Bagging) Bu yöntem hand lay-up yönteminin devamı şeklinde düşünülebilir. Tek fark elle reçine sürülmüş tabakalı yapı (laminate) nın devamında vakum ortamına alınmasıdır. Bu yöntem özellikle epoxy ve phenolic reçine kullanımına uygundur. Çünkü; Vakum, polyester ve vinilester uygulamalarında fazla oranda styrene nin reçineden çıkarılmasına sebebiyet verebilir. Bu da polimerleşmeyi engelleyici bir faktör olarak ortaya çıkar.
30 İşlem Basamakları: Kalıp ayırıcı vs. den sonra bir yüzeye yerleştirilen kumaşlara bir rulo veya fırça ile reçine/sertleştirici karışımı emdirilir. Laminate in üstüne delikli ayırıcı bir film (release film)yerleştirilir. Ayırıcı filmin üzerine hava çıkışını sağlayan ve fazla reçineyi tutmaya yarayan bir kumaş (breather) yerleştirilir. Plastik bir vakum filmi ve çift taraflı yapışkan sızdırmazlık macunları kullanılarak, reçine emdirilmiş yapı çepeçevre dış ortamdan izole edilir. Bir vakum pompası ile vakumlama yapılarak işlem tamamlanır ve malzeme pişmeye bırakılır.
31 Bu yöntemin avantaj ve dezavantajları şu şekilde özetlenebilir: Avantajları hand lay-up yöntemine göre daha yüksek bir fiber oranı elde edilebilir. hand lay-up yöntemine göre daha az hava kabarcığı ve boşluklar meydana gelir. Vakum sayesinde reçinenin liflerin arasına nüfuz etmesi kolaylaşır ve basınç ile fazlalık reçine atılmış olur. Vakum torbası kapalı bir ortam oluşturarak sağlık açısından zararlı olabilecek uçucu maddelerin solunmasını ve emilimini azaltır. Dezavantajlar İlave iş gücü ve tek kullanımlık malzemeler kullanılır, böylece üretim maliyeti artar. Vakumlama işleminde tecrübeli ve kaliteli iş yapan kişilere ihtiyaç vardır. Uygulama Alanları Tekne ve bot gövdelerinde, yarış araçlarının bazı parçalarının üretiminde, kompozit yapıların bakım ve onarımlarda, kullanılabilir.
32 Vakum Destekli Reçine İnfüzyon Prosesleri (VARIM, SCRIMP, RIFT, VARTM ) Literatürde vakum ortamında reçine infüzyonu mantığına dayanan ve farklı isimler ile adlandırılan çeşitli yöntemler vardır. Aralarında küçük birtakım farklılıklar olmakla birlikte temel de işlem mantığı ve basamakları şu şekildedir: Kuru kumaşlar (elyaf) bir kalıp içerisine istiflenir. İstiflenmiş kumaşlar (laminate); Vacuum Bagging yönteminde olduğu gibi plastik bir vakum filmi ve çift taraflı yapışkan sızdırmazlık macunları kullanılarak dış ortamdan izole edilir. Laminate in üzerine bir ayırıcı film ve reçine dağıtıcı tabaka konur. Vakum yardımı ile reçinenin istiflenmiş kuru kumaşlara nüfuz etmesi sağlanır. Genel olarak; epoxy, polyester ve vinylester reçineler kullanılır. Bilinen klasik elyaflar bu yöntemde kullanılabilir. Birbirlerine önceden dikilmiş elyaf tabakalarının kullanımı durumunda bu yöntemler daha iyi sonuçlar verir. Ayrıca sandviç kompozit üretiminde; balpeteği (honeycomb) dışındaki core (çekirdek) malzemelere de uygulanabilirler.
33
34 Avantajlar: Tek taraflı bir kalıba ihtiyaç vardır. Yüksek mukavemetli bir kalıba ihtiyaç yoktur. Bu nedenlerle kalıp ve üretim maliyeti RTM ye oranla daha düşüktür. Büyük parçalar bu yöntemle üretilebilir. Hand Lay-up yönteminde kullanılan kalıplar bu yöntem için modifiye edilerek kullanılabilir. Çekirdek yapılar bir seferde/adımda üretilebilir. Dezavantajlar: İşlem basamakları kısmen komplekstir. Düşük viskoziteye düşük reçine kullanımı mekanik özellikleri olumsuz etkileyebilir. Reçine ile ıslanmamış bölgeler kalabilir; bu da pahalı atık malzeme demektir. Tipik Uygulama alanları: Küçük tekne ve yatların gövdelerinde, tren ve kamyon gövdelerinde, rüzgar türbin kanatlarında,
35
36 Vakum destekli reçine infüzyonu (Vacuum assited resin infusion molding,varim) Vakum destekli reçine infüzyonu yüksek kaliteli, büyük kompozit parçaların üretiminde kullanılan bir yöntemdir. İşlem basamakları şu şekilde özetlenebilir: Kalıp yüzeyi bir ayırıcı ile kaplanır. Belli bir dizilişte kuru kumaşlar (elyaf) veya bir preform malzeme kalıba yatırılır. Kumaşın üzerine soyma kumaşı, ayırıcı film, reçine dağıtıcı filmler konur. Plastik bir vakum naylonu (filmi) ve çift taraflı yapışkan sızdırmazlık macunları kullanılarak, istiflenmiş kumaşlar çepeçevre dış ortamdan izole edilir. Vakum yardımı ile reçinenin istiflenmiş kuru kumaşlara tamamen nüfuz etmesi sağlanır ve malzeme pişmeye bırakılır.
37 Vacuum bag Breather Sealant tape Vacuum Resin distribution medium Release film Peel ply Fabric Peel ply Release film Liquid release agent Resin Resin flow direction Heating table
38
39
40
41
42
43 İnfüzyonda kullanılan malzemeler ve fonksiyonları Vacuum bagging films (vakum torbası) are sealed to the edge of the mould with vacuum bag sealant tape to create a closed system. Double side bag sealant tapes (sızdırmazlık macunu/bantı) are used to provide a vacuum-tight seal between the bag and the tool surface. Release films (ayırıcı film) are typically placed directly in contact with the laminate. They separate the laminate from the distribution medium. Release films are often perforated to ensure that any trapped air or volatiles, which may compromise the quality of the laminate, are removed. Release fabrics and peel plies (soyma kumaşı) are placed against the surface of the laminate. They are woven products which are strong and have good heat resistance. Release films impart a gloss finish on the cured laminate, whereas peel plies and release fabrics leave an impression of the weave pattern. Peel plies provide a clean,
44 Tool release materials (kalıp ayırıcı malzemeler) are used to release the product from tools easily and obtain a smooth surface finish. For this purpose, either self adhesive Teflon films or liquid release agents are utilized. In certain situations Teflon films can also temporarily solve tool porosity problems. A highly permeable layer called resin distribution medium (reçine dağıtıcı) placed on the top of the preform spreads the resin quickly over the lateral extent of the part. Bleeder/breather (havalandırıcı) fabrics are non-woven fabrics allow air and volatiles to be removed from within the vacuum bag throughout the cure cycle. They also absorb excess resin present in some composite lay ups.
45 Reçine Transfer kalıplama (Resin Transfer Molding,RTM) İnfüzyon yönteminden farklı olarak burada Jelkot uygulanmış iki kalıp (dişi ve erkek) kullanılır. RTM için özel üretilmiş olan takviye malzemeleri kalıp içine yerleştirilir. Kalıplar kapatılır. Ve malzemeye basınçlı olarak reçine enjekte edilir. Bazı uygulamalarda reçinenin ilerlemesine yardımcı olmak üzere vakumlama da yapılır. Genellikle, 2-10 mm cidar kalınlığına ve %20-30 fiber oranına sahip kompozit ürünler elde edilir. 1) Preform Manufacture 2) Preform Compression 3) Resin Injection 4) Resin Cure 5) De-moulding
46 F Press F Press Reçine vizkositesi elyafları ıslatıp aralarına sızacak kadar düşük olmalı Yüksek sıcaklıkta hızlı sertleşmeli, min kalıplama süresi (Plyester, 1-3 dk) Soğuma sırasında minimum çarpılma olmalı Kalıptan kolay çıkmalı Takviye malzemelerindeki organik bağlayıcılar reçinede çözünmemeli Bu yöntemle karmaşik parçalar üretilebilir. Concorde uçaklarında, F1 arabalarında bazı parçalar bu yöntemle üretilir.
47
48 F F Malzeme Seçenekleri: Reçine: Genellikle epoxy, polyester, vinylester ve phenolic reçineler kullanılır. Ancak bismaleimide gibi yüksek sıcaklık reçineleri de yüksek işlem sıcaklıklarında kullanılabilir. Fiberler: Herhangi bir elyaf kullanılabilir. Dikilmiş kumaşlar/elyaflar reçine taşınmasında ve transferinde avantaj sağlarlar. Çekirdek (Cores): Bal-peteği çekirdeklerin kullanımına uygun bir yöntem değil. Çünkü boş hücreler reçine ile dolar ve uygulanan basınç core yapının bozulmasına sebep olur.
49 Temel Avantajlar: Üretim hızı yüksek Fiber reçine oranı ve boşluk miktarı mükemmel kontrol edilebilir. Böylece, fiber oranı yüksek, hava boşluğu düşük ürünler elde edilebilir. Karmaşık şekilli parçaların boyut/tolerans ayarı çok iyi Tüm parçalar aynı kalitede Kapalı ortamda üretim yapıldığı için sağlık ve güvenlik açısından avantajlı Bazı yöntemlere göre daha düşük bir iş gücü gerektirir. Malzemenin her iki yüzeyi de düzgün çıkar. Temel Dezavantajlar: Çift kalıp yapmak pahalıdır ve basıncı karşılayacak rijitlikte olmalıdır. Bu da ağırlığını arttırır. Üretim genellikle küçük parçalar ile sınırlıdır. Yani, maliyeti yüksek, kalıp tasarımı zordur. Reçine nüfuz etmemiş kısımların kalması pahalı atıklara neden olur. Tipik Uygulama Alanları: Küçük, karmaşık uçak ve otomobil parçaları, tren iskemlesi veya sandalyeleri gibi
50
51
52
53 Pultrüzyon (pultrusion)
54
55 Pultrüzyon (çekme) düşük maliyetli, yüksek-hacimde üretime imkan veren, sürekli ve otomatik bir prosestir. Bu yöntemde genellikle reçine emdirilmiş fiberler bir kalıp boyunca çekilir ve çeşitli kesit geometrilerine sahip profil çubuklar üretilir. Pultrüzyon (çekme) ile sabit kesitli ve sürekli uzunluğa sahip parçalar üretmek mümkün olmaktadır. Isıtılan bir kalıp içerisinde sabit bir hızla çekilen fiberler dolayısıyla kompozit parça kalıptan pişmiş veya kısmen pişmiş olarak çıkarlar. Bu parçalar Pultrüzyondan genellikle ilave bir yüzey işlemine gerek kalmayacak şekilde çıkarlar.
56 Bu yöntemde matris olarak genellikle epoxy, polyester ve vinilester reçineler kullanılır. Takviye malzemesi olarak herhangi bir fiber türü kullanılabilir. Core (çekirdek) malzemelerin kullanımına uygun bir yöntem değildir.
57 Avantajlar: Pultrüzyon (çekme) düşük maliyetli, hızlı üretime imkan veren, sürekli ve otomatik bir prosestir. Reçine oranı doğru bir şekilde kontrol edilebilir. Fiberler iplik halinde kullanıldığı için daha ekonomiktir. Düzgün liflerden oluşan, yüksek fiber hacimsel oranlarına sahip ürünlerin yapısal performansları yüksek olabilir. Dezavantajlar: Sadece sabit kesitli parça üretimi ile sınırlıdır. Isıtılmış kalıp kullanımı maliyeti arttırıcı bir faktördür. Uygulama Alanları: Çeşitli sahalarda (ör; çatılarda) kiriş ve direk olarak, köprülerde, merdivenlerde, bina kafes sistemlerinde ve iskeletlerinde
58 Campbell
59 From mazumdar
60 Reçineli film infüzyonu (Resin Film Infusion,RFI)
61 Bu yöntemde, önce yarı-katı bir reçine filmi kalıba yatırılır. Daha sonra kumaşlar kalıbın içerisine istiflenir. Vakumlu torbalamadaki işlemlere benzer adımlar takip edilerek vakumlama yapılır. Son olarak vakumlanan parçaya bir şekilde ısı verilerek (dorudan kalıp ısıtılabilir veya bir fırının içine konabilir) reçinenin erimesi ve malzemeye nüfuz etmesi sağlanır. Genellikle epoxy reçineler bu yöntemde kullanılır. Tüm kumaş/elyaf ve core malzemeler ile uygulama yapılabilir. Ancak yöntemdeki yüksek işlem sıcaklıkları nedeniyle, core olarak PVC malzemeler kullanılırken bazı özel proseslere uymak gerekir.
62 Avantajlar: Yüksek hacimsel fiber oranı ve düşük boşluklu (hava kabarcığı gibi) yapılar elde edilebilir. Sağlık, iş güvenliği ve temizlik açısından avantajlı bir yöntemdir. Kullanılan yarı-katı polimer filmler prepreg lerden genellikle daha düşük maliyetli üretimler ortaya çıkarırlar. Reçine ile kuru fiberler arasında kalınlık boyunca başka bir materyal olmaması reçine nüfuz etmemiş bölge riskini azaltır. Dezavantajlar: Havacılık dışında denenmiş geniş uygulama sahası yok Daima bir fırına ve vakumlu torbalamaya ihtiyaç vardır Kalıpların ve kullanılan malzemelerin reçine filmi işlem sıcaklığına ( C) dayanabilmesi gerekir Çekirdek yapıların işlem sıcaklığına ve basıncına dayanıklı olması gerekir
63 Autoclave Cure (Otoklav Pişirme)
64 Bu yöntemde öne üretimi yapılacak parça için laminasyon şemasına uygun olarak tabakalama (genellikle prepreg kullanılır) ve vakum torbalaması yapılır. Daha sonra hazırlanan malzeme bir otoklav fırınının içine yerleştirilerek sıcaklık ve basınç altında pişme ve katılaşma gerçekleşir. Otoklav fırınları iç basıncı ve sıcaklığı kontrol edilebilir basınç kaplar şeklinde dizayn edilirler. Pişme ve katılaşma belli bir pişme çevrimine (cure cycle) göre gerçekleşir. Pişme çevrimini kullanılan reçine tipi (reçine ve sertleştirici), üretilecek malzemenin kalınlığı ve geometrisi belirler. Otoklav içindeki basınç iki şekilde oluşturulabilir: 1. Vakumlu torbalamada olduğu gibi torbalanmış malzemeye iç vakum uygulanarak. 2. Otoklav içinde dış basınç oluşturarak. Dış basınç oluşturmak için tankın içine dışarıdan hava veya Azot gazı basılır. Genellikle yüksek pişme sıcaklıklarında herhangi bir tutuşma ve yanmaya karşın azot gazı tercih edilir. Böylece hem iç basınç hem de dış basınç oluşturarak istenen basınç değerleri oluşturulabilir.
65 Sıcaklık için ise fırın içerisinde fişek ısıtıcılar/rezistanslar (Cartridge heaters) kullanılır. Ayrıca içeriye basılan hava veya azot gazı da bir miktar ısıtılarak verilebilir. Basınç ve Sıcaklık otomatik kontrollü olarak gerçekleştirilir.
66
67 Avantajlar: Yüksek dayanım/ağırlık oranı Yüksek fiber hacimsel yoğunluğu Basınçlı pişme ve düşük boşluklu (hava kabarcığı gibi) ürünler Büyük bir parçayı veya aynı anda birçok küçük parçayı üretebilme imkanı Basınç ve sıcaklık çok iyi kontrol edilebilir Dezavantajlar: Sistemin özellikle ilk yatırım maliyeti yüksektir. Özellikle termoplastik prepreglerin kullanımında çok yüksek (termosetlere göre) ısı ve basınçlara ihtiyaç vardır.. Uygulama Alanları: Hassas pişme ve katılaşma gerektiren parçara, uçak parçaları, tabakalı kompozitler, elektronik endüstrisinde kullanılan termoset esaslı ürünler,.
68 Sıcak Presleme (Hot Press technique)
4.Kompozit Üretim Yöntemleri
 4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir
4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir
3 Kompozit Malzemelerin İmalat Teknolojileri Kompozit Malzeme Mekaniği - Ders Notları - Prof.Dr. Mehmet Zor 1
 3 Kompozit Malzemelerin İmalat Teknolojileri 22.02.2018 Kompozit Malzeme Mekaniği - Ders Notları - Prof.Dr. Mehmet Zor 1 Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine),
3 Kompozit Malzemelerin İmalat Teknolojileri 22.02.2018 Kompozit Malzeme Mekaniği - Ders Notları - Prof.Dr. Mehmet Zor 1 Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine),
MAK 4087 KOMPOZİT MALZEME MEKANİĞİ
 MAK 4087 KOMPOZİT MALZEME MEKANİĞİ Öğretim Üyesi: Doç.Dr. Cesim Ataş Değerlendirme: 1. Ara S: %17.5, 2. Ara S: %17.5, Ödev/Sunum: %15, Final: %50 Kaynak Kitaplar Mechanics of Composite Materials, Autar
MAK 4087 KOMPOZİT MALZEME MEKANİĞİ Öğretim Üyesi: Doç.Dr. Cesim Ataş Değerlendirme: 1. Ara S: %17.5, 2. Ara S: %17.5, Ödev/Sunum: %15, Final: %50 Kaynak Kitaplar Mechanics of Composite Materials, Autar
Kompozit Malzemeler Polimer Matrisli Kompozitler
 Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitlerin Üretimi PMK parçalar çeşitli yöntemlerle üretilebilmektedir. Üretilecek parçanın kalitesine, istenilen özelliklere, miktarına
Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitlerin Üretimi PMK parçalar çeşitli yöntemlerle üretilebilmektedir. Üretilecek parçanın kalitesine, istenilen özelliklere, miktarına
II. ULUSAL EGE KOMPOZİT MALZEMELER SEMPOZYUMU KASIM 2013
 VAKUM TORBALAMA YÖNTEMİ İLE KARBON FİBER PARÇA ÜRETİMİ İsmail DURGUN (1), Onur VATANSEVER (2) (1) TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa, Türkiye (2) Uludağ Üniversitesi Müh. ve Mimarlık Fakültesi,
VAKUM TORBALAMA YÖNTEMİ İLE KARBON FİBER PARÇA ÜRETİMİ İsmail DURGUN (1), Onur VATANSEVER (2) (1) TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa, Türkiye (2) Uludağ Üniversitesi Müh. ve Mimarlık Fakültesi,
Kompozit Malzemeler Polimer Matrisli Kompozitler
 Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitler Polimer matrisli kompozitler (PMK) en yaygın kullanılan mühendislik yapı malzemelerinden biri haline gelmiştir. Bu durum hem
Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitler Polimer matrisli kompozitler (PMK) en yaygın kullanılan mühendislik yapı malzemelerinden biri haline gelmiştir. Bu durum hem
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
El Yatırma Yöntemi İle Kompozit Parça Üretimi
 El Yatırma Yöntemi İle Kompozit Parça Üretimi İsmail Durgun TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] Öz-Son yıllarda elyaf takviyeli polimer matrisli kompozit
El Yatırma Yöntemi İle Kompozit Parça Üretimi İsmail Durgun TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] Öz-Son yıllarda elyaf takviyeli polimer matrisli kompozit
İÇERİK Kompozit malzemeler
 İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
3. KOMPOZİT MALZEME ÜRETİM YÖNTEMLERİ
 3. KOMPOZİT MALZEME ÜRETİM YÖNTEMLERİ 3.1 GİRİŞ Kompozit malzemeler; makroskopik yapıda birbirinden bağımsız iki veya daha fazla malzemenin bir araya gelmesiyle oluşurlar. Eğer, bu bileşenler makroskopik
3. KOMPOZİT MALZEME ÜRETİM YÖNTEMLERİ 3.1 GİRİŞ Kompozit malzemeler; makroskopik yapıda birbirinden bağımsız iki veya daha fazla malzemenin bir araya gelmesiyle oluşurlar. Eğer, bu bileşenler makroskopik
II. ULUSAL EGE KOMPOZİT MALZEMELER SEMPOZYUMU KASIM 2013
 OTOMOBİL GELİŞTİRME SÜRECİNDE EL YATIRMA YÖNTEMİ İLE KOMPOZİT PARÇA ÜRETİMİ İsmail DURGUN TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] ÖZET Otomobil geliştirme sürecinde
OTOMOBİL GELİŞTİRME SÜRECİNDE EL YATIRMA YÖNTEMİ İLE KOMPOZİT PARÇA ÜRETİMİ İsmail DURGUN TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] ÖZET Otomobil geliştirme sürecinde
Adım Adım İnfüzyon Uygulaması Step by Step Infusion Application
 UYGULAMA TEKNİK BÜLTENİ APPLICATION TECHNICAL BULLETIN Adım Adım İnfüzyon Uygulaması Step by Step Infusion Application İnfüzyon ve diğer uygulama ekipmanları için Poliya Airtech'in yetkili distribütörüdür.
UYGULAMA TEKNİK BÜLTENİ APPLICATION TECHNICAL BULLETIN Adım Adım İnfüzyon Uygulaması Step by Step Infusion Application İnfüzyon ve diğer uygulama ekipmanları için Poliya Airtech'in yetkili distribütörüdür.
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir
 Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
VAKUM İNFÜZYON YÖNTEMİ
 VAKUM İNFÜZYON YÖNTEMİ 1) İlk olarak üretimin gerçekleştirileceği cam ıslak bir bezle iyice temizlenir ve sonra kuru bez ile silinerek kurutulur. 2) Elyaflar istenen tasarıma göre kesilir. Örneğin 780
VAKUM İNFÜZYON YÖNTEMİ 1) İlk olarak üretimin gerçekleştirileceği cam ıslak bir bezle iyice temizlenir ve sonra kuru bez ile silinerek kurutulur. 2) Elyaflar istenen tasarıma göre kesilir. Örneğin 780
KOMPOZİT SANAYİCİLERİ DERNEĞİ KOMPOZİT DÜNYASI
 KOMPOZİT SANAYİCİLERİ DERNEĞİ KOMPOZİT DÜNYASI SEKTÖRÜN DÜNYADA GELİŞMESİ Kompozit sektörü, tüm dünyada, ikame malzemelerden de pay alarak büyümektedir ve geçen 30 yıl içerisinde global ekonomik büyümeye
KOMPOZİT SANAYİCİLERİ DERNEĞİ KOMPOZİT DÜNYASI SEKTÖRÜN DÜNYADA GELİŞMESİ Kompozit sektörü, tüm dünyada, ikame malzemelerden de pay alarak büyümektedir ve geçen 30 yıl içerisinde global ekonomik büyümeye
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KALIP TÜRLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. SOĞUK YOLLUKLU (Cold Runner)
") KALIP TÜRLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Türleri 2 Yolluk Tipine Göre: SOĞUK YOLLUKLU (Cold Runner) SICAK YOLLUKLU (Hot Runner) Kalıp Yapısına
KALIP TÜRLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Türleri 2 Yolluk Tipine Göre: SOĞUK YOLLUKLU (Cold Runner) SICAK YOLLUKLU (Hot Runner) Kalıp Yapısına
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
Bölüm 2. Takviye ve Matris Malzemeleri
 Bölüm 2. Takviye ve Matris Malzemeleri Kompozit malzemeler reçine ve takviye bileşenlerinden oluşur.kompozitler temel olarak kalıp görevi gören reçine içine gömülmüş sürekli veya kırpılmış elyaflardan
Bölüm 2. Takviye ve Matris Malzemeleri Kompozit malzemeler reçine ve takviye bileşenlerinden oluşur.kompozitler temel olarak kalıp görevi gören reçine içine gömülmüş sürekli veya kırpılmış elyaflardan
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
15 yıllık kompozit malzemelerdeki deneyimimizi, 2007 yılı itibari Fiberpull çatısı altında topladık.
 15 yıllık kompozit malzemelerdeki deneyimimizi, 2007 yılı itibari Fiberpull çatısı altında topladık. Fabrikamız 2000 m 2 si kapalı olmak üzere toplam 10.000 m 2 alanda kurulmuştur. Ülkemizde gelişen sanayimiz
15 yıllık kompozit malzemelerdeki deneyimimizi, 2007 yılı itibari Fiberpull çatısı altında topladık. Fabrikamız 2000 m 2 si kapalı olmak üzere toplam 10.000 m 2 alanda kurulmuştur. Ülkemizde gelişen sanayimiz
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
mayatech ÜRÜN KATALOĞU mayatech kompozit profiller
 1 ÜRÜN KATALOĞU t 0 312 467 10 12-13 e [email protected] w www.mayaglobal.com.tr a Tunus Cadesi Mimoza Apt. No:70/9 Kavaklidere-Ankara-Türkiye mayatech 2 mayatech kompozit profiller MAYA TECH 15 yıllık
1 ÜRÜN KATALOĞU t 0 312 467 10 12-13 e [email protected] w www.mayaglobal.com.tr a Tunus Cadesi Mimoza Apt. No:70/9 Kavaklidere-Ankara-Türkiye mayatech 2 mayatech kompozit profiller MAYA TECH 15 yıllık
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
II. ULUSAL EGE KOMPOZİT MALZEMELER SEMPOZYUMU KASIM 2013
 OTOMOTİV SEKTÖRÜNDE KULLANILAN KOMPOZİT PARÇA İMALAT YÖNTEMLERİNİN DENEYSEL OLARAK KARŞILAŞTIRILMASI İsmail DURGUN (1), Onur VATANSEVER (2), Rukiye ERTAN (3), Nurettin YAVUZ (2) ( 1) TOFAŞ ARGE Yeni Yalova
OTOMOTİV SEKTÖRÜNDE KULLANILAN KOMPOZİT PARÇA İMALAT YÖNTEMLERİNİN DENEYSEL OLARAK KARŞILAŞTIRILMASI İsmail DURGUN (1), Onur VATANSEVER (2), Rukiye ERTAN (3), Nurettin YAVUZ (2) ( 1) TOFAŞ ARGE Yeni Yalova
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
POLİMER MATRİSLİ KOMPOZİT MALZEMELERİN VAKUM İNFÜZYON YÖNTEMİ İLE ÜRETİMİ VE ÜRÜNLERİN TAHRİBATSIZ MUAYENESİ
 VI. ULUSAL HAVACILIK VE UZAY KONFERANSI 28-30 Eylül 2016, Kocaeli Üniversitesi, Kocaeli POLİMER MATRİSLİ KOMPOZİT MALZEMELERİN VAKUM İNFÜZYON YÖNTEMİ İLE ÜRETİMİ VE ÜRÜNLERİN TAHRİBATSIZ MUAYENESİ Pınar
VI. ULUSAL HAVACILIK VE UZAY KONFERANSI 28-30 Eylül 2016, Kocaeli Üniversitesi, Kocaeli POLİMER MATRİSLİ KOMPOZİT MALZEMELERİN VAKUM İNFÜZYON YÖNTEMİ İLE ÜRETİMİ VE ÜRÜNLERİN TAHRİBATSIZ MUAYENESİ Pınar
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
üniversal- ultralam ULTRALAM LVL modern kompozit bir yapı malzemesidir. ULTRALAM LVL kozalaklı ağaçlardan ( çam-ladin ) veya karışımından üretilir.
 veya karışımından üretilir.") üniversal- ultralam ULTRALAM LVL modern kompozit bir yapı malzemesidir. ULTRALAM LVL kozalaklı ağaçlardan ( çam-ladin ) veya karışımından üretilir. ULTRALAM LVL ağaçlardan tabakalar halinde soyularak yapıştırılmış
üniversal- ultralam ULTRALAM LVL modern kompozit bir yapı malzemesidir. ULTRALAM LVL kozalaklı ağaçlardan ( çam-ladin ) veya karışımından üretilir. ULTRALAM LVL ağaçlardan tabakalar halinde soyularak yapıştırılmış
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK
 KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü [email protected] Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü [email protected] Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
 TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Malzeme Üretim Laboratuarı I Deney Föyü KOMPOZİT DENEYLERİ
 1. AMAÇ Bu deneyin amacı; plastik matrisli e-camı takviyeli düzlemsel kompozit plakanın çekme dayancı, eğme dayancı ve darbe dayancının saptanması ve kırılma analizinden hareketle delaminasyon (tabaka
1. AMAÇ Bu deneyin amacı; plastik matrisli e-camı takviyeli düzlemsel kompozit plakanın çekme dayancı, eğme dayancı ve darbe dayancının saptanması ve kırılma analizinden hareketle delaminasyon (tabaka
Kompozit Malzemeler. Üretim yöntemleri
 Kompozit Malzemeler Üretim yöntemleri Proses Seçim Stratejisi Bir işleme yöntemi seçerken : Özel parça yaparken, birçok tasarım faktörü süreci etkiliyor Seçim: - Geometrik sorunlar - Parça şekli - Pürüzlülük
Kompozit Malzemeler Üretim yöntemleri Proses Seçim Stratejisi Bir işleme yöntemi seçerken : Özel parça yaparken, birçok tasarım faktörü süreci etkiliyor Seçim: - Geometrik sorunlar - Parça şekli - Pürüzlülük
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
Dachrock DACHROCK TERAS ÇATILAR. Dachrock, yüksek yük kapasiteli teras çatılarda ısı, ses ve yangın yalıtımı olarak kullanılmaktadır.
 FİYAT LİSTESİ Rockwool Fiyat si Sayfa Teras Çatılar Dachrock...3 Durock.....4 Roofrock...5 Yüzer Döşemeler Steprock ( Steprock ND, HD )...........6, 7 Floorrock ( Floorrock C )....... 8 Ara Bölme Duvarları
FİYAT LİSTESİ Rockwool Fiyat si Sayfa Teras Çatılar Dachrock...3 Durock.....4 Roofrock...5 Yüzer Döşemeler Steprock ( Steprock ND, HD )...........6, 7 Floorrock ( Floorrock C )....... 8 Ara Bölme Duvarları
CR83 CH83-2 CH83-6 CH83-10
 Biresin CR83 1 / 4 Tooling & Composites Ürün Bilgi Formu Versiyon 05 / 2017 Biresin CR83 Kompozit reçine sistemi Ürün Açıklaması Biresin CR83, özellikle vakum infüzyon sistemi ile yüksek performanslı elyaf
Biresin CR83 1 / 4 Tooling & Composites Ürün Bilgi Formu Versiyon 05 / 2017 Biresin CR83 Kompozit reçine sistemi Ürün Açıklaması Biresin CR83, özellikle vakum infüzyon sistemi ile yüksek performanslı elyaf
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
Özellikler: Vakum tüpü ve ısıtma borusunun mükemmel bileşimi.
 Özellikler: Vakum tüpü ve ısıtma borusunun mükemmel bileşimi. 1) Daha yüksek ısı verimliliği: Isı borusunun ileri ısı iletme tarzı, mükemmel seçici, emici kaplama ve yüksek vakumlu ısı korunması ile eksiksiz
Özellikler: Vakum tüpü ve ısıtma borusunun mükemmel bileşimi. 1) Daha yüksek ısı verimliliği: Isı borusunun ileri ısı iletme tarzı, mükemmel seçici, emici kaplama ve yüksek vakumlu ısı korunması ile eksiksiz
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 1 ad helezon kaydırak platformu 1 ad 7 basamaklı merdiven 1 ad çatı 1 ad 150 cm helezon kaydırak 1 ad 150 cm düz kaydırak 1 ad platform korkuluğu
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 1 ad helezon kaydırak platformu 1 ad 7 basamaklı merdiven 1 ad çatı 1 ad 150 cm helezon kaydırak 1 ad 150 cm düz kaydırak 1 ad platform korkuluğu
Kazısız Boru Rehabilitasyonu için Yüksek Basınçlı Esnek Boru Hatları
 1 Kazısız Boru Rehabilitasyonu için Yüksek Basınçlı Esnek Boru Hatları Raedlinger şirket grubu Raedlinger Raedlinger RWenergy Primus Line BBZ İnşaat Mekanik PV Sistemleri Kazısız Profesyonel Şirketi Mühendislik
1 Kazısız Boru Rehabilitasyonu için Yüksek Basınçlı Esnek Boru Hatları Raedlinger şirket grubu Raedlinger Raedlinger RWenergy Primus Line BBZ İnşaat Mekanik PV Sistemleri Kazısız Profesyonel Şirketi Mühendislik
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2
 1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
Yalıtım Sektörü Başarı Ödülleri Yılın Yatırımı Ödülü 2012-02 FİYAT LİSTESİ
 11 Yalıtım Sektörü Başarı Ödülleri Yılın Yatırımı Ödülü 02 FİYAT LİSTESİ Elastomerik Kauçuk Köpük Yüksek buhar difüzyon değerine sahip olan elastomerik kauçuk köpük malzemeler, tesisatlarda iyi bir ısı
11 Yalıtım Sektörü Başarı Ödülleri Yılın Yatırımı Ödülü 02 FİYAT LİSTESİ Elastomerik Kauçuk Köpük Yüksek buhar difüzyon değerine sahip olan elastomerik kauçuk köpük malzemeler, tesisatlarda iyi bir ısı
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
KOMPOZİT MALZEMELERİN TERMAL ANALİZİ
 T.C. DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ KOMPOZİT MALZEMELERİN TERMAL ANALİZİ Bitirme Projesi Orkun Övez Nalçacı Projeyi Yöneten Yrd. Doç. Dr. Dilek Kumlutaş Haziran
T.C. DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ KOMPOZİT MALZEMELERİN TERMAL ANALİZİ Bitirme Projesi Orkun Övez Nalçacı Projeyi Yöneten Yrd. Doç. Dr. Dilek Kumlutaş Haziran
Hexapan Honeycomb Hakkında
 www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
Universal Tip Susturucu Yuvarlak Şekil
 Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
GİRİŞ UYGULAMALAR. HAVACILIK ENDÜSTRİSİ İç Döşeme Panelleri, Kapaklar NASA Uzay Mekiği İç Bölümler
 GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ
 HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
ARGESAN OTOMATİK AÇILIR CAM KAPI CONTALARI
 SOĞUK? DUMAN? GÜRÜLTÜ? RÜZGAR? HAŞERELER? ARGESAN OTOMATİK AÇILIR CAM KAPI I TOZ? SU? ISI? YARALANMA? ENGELLER? CAM SIZDIRMAZLIK SİSTEMİ CAM SIZDIRMAZLIK SİSTEMİ CAM MiL MODELi AÇIKLAMA: Cam kapı tabanı
SOĞUK? DUMAN? GÜRÜLTÜ? RÜZGAR? HAŞERELER? ARGESAN OTOMATİK AÇILIR CAM KAPI I TOZ? SU? ISI? YARALANMA? ENGELLER? CAM SIZDIRMAZLIK SİSTEMİ CAM SIZDIRMAZLIK SİSTEMİ CAM MiL MODELi AÇIKLAMA: Cam kapı tabanı
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 OYUN GRUBU ELEMANLARI: kule kare platform 7 basamaklı ara merdiven 150 cm düz kaydırak 150 cm helezon kaydırak platform korkuluğu palmiye figürü çatı 2 li salıncak seti 1 tk TEKNİK ŞARTNAME ÇOCUK OYUN
OYUN GRUBU ELEMANLARI: kule kare platform 7 basamaklı ara merdiven 150 cm düz kaydırak 150 cm helezon kaydırak platform korkuluğu palmiye figürü çatı 2 li salıncak seti 1 tk TEKNİK ŞARTNAME ÇOCUK OYUN
Şekil 1. Shansk Tezgahında Batarya Döküm Yöntemi
 SERAMİK SAĞLIK GEREÇLERİ ÜRETİMİNDE KULLANILAN DÖKÜM YÖNTEMLERİ AVANTAJ ve DEZAVANTAJLARI 1 ) Batarya Döküm ( Shanks Döküm) Sağlık gereçleri endüstrisinde üretim hızını arttırmak için geliştirilmiştir.
SERAMİK SAĞLIK GEREÇLERİ ÜRETİMİNDE KULLANILAN DÖKÜM YÖNTEMLERİ AVANTAJ ve DEZAVANTAJLARI 1 ) Batarya Döküm ( Shanks Döküm) Sağlık gereçleri endüstrisinde üretim hızını arttırmak için geliştirilmiştir.
ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER TEKNİK ÖZELLİKLER. Sanayi ve Ticaret Ltd. Şti.
 Sanayi ve Ticaret Ltd. Şti. ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER Asbestsiz contalar; NBR bağlayıcılı aramid, sentetik, mineral fiberden oluşmaktadır. Asbest kullanımının artık tamamen ortadan kalktığı bugünlerde,
Sanayi ve Ticaret Ltd. Şti. ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER Asbestsiz contalar; NBR bağlayıcılı aramid, sentetik, mineral fiberden oluşmaktadır. Asbest kullanımının artık tamamen ortadan kalktığı bugünlerde,
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule kare platform 5 basmaklı merdiven 100 cm düz kaydırak platform korkuluğu tırmanma basmakları 1 tk dal figürü yaprak figürü çatı kemeri POLİETİLEN
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule kare platform 5 basmaklı merdiven 100 cm düz kaydırak platform korkuluğu tırmanma basmakları 1 tk dal figürü yaprak figürü çatı kemeri POLİETİLEN
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Çatı Kaplamaları. 6. Güncellenmİş Baskı
 ALTYAPI TASARIM ÖNERİLERİ Çatı Kaplamaları 6. Güncellenmİş Baskı Havalandırmalı veya havalandırmasız çatıların inşası doğruluk kriterlerine bağlı değildir. Her iki tasarımın da planlama ve uygulama şartlarına
ALTYAPI TASARIM ÖNERİLERİ Çatı Kaplamaları 6. Güncellenmİş Baskı Havalandırmalı veya havalandırmasız çatıların inşası doğruluk kriterlerine bağlı değildir. Her iki tasarımın da planlama ve uygulama şartlarına
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Yoğunluk, 25 C Karışım Kullanım süresi, 100 g / NŞA, yaklaşık Karışım viskozitesi, 25 C, yaklaşık
 Ürün Bilgi Formu Versiyon 06 / 2010 Biresin CR122 Kullanma yerleri Ürün avantajları El yatırma, pultrüzyon ve elyaf sarım (filament winding) uygulamalarında Özellikle çok yüksek sıcaklıklar altında çalışılması
Ürün Bilgi Formu Versiyon 06 / 2010 Biresin CR122 Kullanma yerleri Ürün avantajları El yatırma, pultrüzyon ve elyaf sarım (filament winding) uygulamalarında Özellikle çok yüksek sıcaklıklar altında çalışılması
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER
 İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
Elle Yatırma Yöntemi ( Hand Lay up) ile Kompozit Malzeme Üretimi
 ile Kompozit Malzeme Üretimi") T.C. Erciyes Üniversitesi Malzeme Bilimi ve Mühendisliği Elle Yatırma Yöntemi ( Hand Lay up) ile Kompozit Malzeme Üretimi Harun ARKAZ Kasım 2016 Elle Yatırma Yöntemi (Hand Lay Up) ile Kompozit Malzeme
T.C. Erciyes Üniversitesi Malzeme Bilimi ve Mühendisliği Elle Yatırma Yöntemi ( Hand Lay up) ile Kompozit Malzeme Üretimi Harun ARKAZ Kasım 2016 Elle Yatırma Yöntemi (Hand Lay Up) ile Kompozit Malzeme
FERMENTASYON. Bir maddenin bakteriler, mantarlarve diğer mikroorganizmalar aracılığıyla, genellikle ısı vererek ve köpürerek
 FERMENTASYON Bir maddenin bakteriler, mantarlarve diğer mikroorganizmalar aracılığıyla, genellikle ısı vererek ve köpürerek kimyasal olarak çürümesi olayıdır Fermantasyon anaerobik şartlarda, glikoliz
FERMENTASYON Bir maddenin bakteriler, mantarlarve diğer mikroorganizmalar aracılığıyla, genellikle ısı vererek ve köpürerek kimyasal olarak çürümesi olayıdır Fermantasyon anaerobik şartlarda, glikoliz
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
BIRAKIN KUTUP AYILARI RAHAT UYUSUN
 POLAR İZOLASYON ISI İZOLASYONU TANITIM BROŞÜRÜ İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt
POLAR İZOLASYON ISI İZOLASYONU TANITIM BROŞÜRÜ İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt
Biresin CR82 Kompozit reçine sistemi
 Ürün Bilgi Formu Versiyon 07 / 2010 CR82 Kompozit reçine sistemi Tooling & Composites Kullanma yerleri El yatırma, pultrüzyon ve elyaf sarım (filament winding) uygulamalarında Özellikle, 75 C sıcaklıklar
Ürün Bilgi Formu Versiyon 07 / 2010 CR82 Kompozit reçine sistemi Tooling & Composites Kullanma yerleri El yatırma, pultrüzyon ve elyaf sarım (filament winding) uygulamalarında Özellikle, 75 C sıcaklıklar
BETONARME KALIPLARININ SINIFLANDIRILMASI. 3. Bölüm. Öğr. Gör. Mustafa KAVAL Afyon Meslek Yüksekokulu İnşaat Programı
 BETONARME KALIPLARININ SINIFLANDIRILMASI 3. Bölüm 1 BETONARME KALIPLARININ SINIFLANDIRILMASI Kalıp Malzemeleri Bir kalıp sistemini meydana getiren kısımlar kaplama ve kalıp iskelesi olmak üzere ikiye ayrılır.
BETONARME KALIPLARININ SINIFLANDIRILMASI 3. Bölüm 1 BETONARME KALIPLARININ SINIFLANDIRILMASI Kalıp Malzemeleri Bir kalıp sistemini meydana getiren kısımlar kaplama ve kalıp iskelesi olmak üzere ikiye ayrılır.
Konsantre Elde Edilmesi
 Süttozu,Üretimi ve Kalite Süt tozu yapımındaki işlem basamakları şunlardır: Süt seçimi ve ön işlemler Homojenizasyon Konsantratın elde edilmesi (koyulaştırma) Kurutma Paketleme Süt Seçimi ve Ön İşlemler
Süttozu,Üretimi ve Kalite Süt tozu yapımındaki işlem basamakları şunlardır: Süt seçimi ve ön işlemler Homojenizasyon Konsantratın elde edilmesi (koyulaştırma) Kurutma Paketleme Süt Seçimi ve Ön İşlemler
DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
 İstanbul Ticaret Üniversitesi Fen Bilimleri Dergisi Yıl: 10 Sayı: 20 Güz 201 s.119-126 DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
İstanbul Ticaret Üniversitesi Fen Bilimleri Dergisi Yıl: 10 Sayı: 20 Güz 201 s.119-126 DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
KOMPOZİT MALZEMELER. Doç. Dr. N. Sinan Köksal
 KOMPOZİT MALZEMELER Doç. Dr. N. Sinan Köksal Kompozit malzemeler, makroskobik olarak birbirinden ayrı, iki ya da daha fazla malzemenin bazı özelliklerin (hafiflik, dayanım esneklik, vb.) geliştirilmesi
KOMPOZİT MALZEMELER Doç. Dr. N. Sinan Köksal Kompozit malzemeler, makroskobik olarak birbirinden ayrı, iki ya da daha fazla malzemenin bazı özelliklerin (hafiflik, dayanım esneklik, vb.) geliştirilmesi
fırça, rulo, cırcır vasıtasıyla elyafa yedirilir. Maliyeti en düşük
 Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
AMEX-10. Boru içten tamir elemanları
 -10 Boru içten tamir elemanları . Şirket Tanıtımı., 30 yılı aşkın süredir bütün boru hattı uygulamalarının rehabilitasyon ve tamirinde uzmanlaşmış bir şirkettir. Uygulamalarımız, 30 yılı aşkın süredir
-10 Boru içten tamir elemanları . Şirket Tanıtımı., 30 yılı aşkın süredir bütün boru hattı uygulamalarının rehabilitasyon ve tamirinde uzmanlaşmış bir şirkettir. Uygulamalarımız, 30 yılı aşkın süredir
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
Biresin CR83 Kompozit reçine sistemi
 Ürün Bilgi Formu Versiyon 08 / 2010 Biresin CR83 Kompozit reçine sistemi Tooling & Composites Kullanma yerleri Vakum infüzyon ve enjeksiyon için Özellikle uygulama sıcaklığı veya parçanın geometrisinden
Ürün Bilgi Formu Versiyon 08 / 2010 Biresin CR83 Kompozit reçine sistemi Tooling & Composites Kullanma yerleri Vakum infüzyon ve enjeksiyon için Özellikle uygulama sıcaklığı veya parçanın geometrisinden
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
SINIRLARINIZI ZORLAYABİLMENİZ" için. EPOKSİ ve POLİÜRETAN SİSTEMLERİ" tasarlıyoruz
 SINIRLARINIZI ZORLAYABİLMENİZ" için EPOKSİ ve POLİÜRETAN SİSTEMLERİ" tasarlıyoruz KİMAR - DURATEK 1973 KİMAR kuruldu. Mümessillik firması. 1976 KİSTAB markasıyla nontoksik kalay stabilizatörleri imalatı
SINIRLARINIZI ZORLAYABİLMENİZ" için EPOKSİ ve POLİÜRETAN SİSTEMLERİ" tasarlıyoruz KİMAR - DURATEK 1973 KİMAR kuruldu. Mümessillik firması. 1976 KİSTAB markasıyla nontoksik kalay stabilizatörleri imalatı
 www.hexaboard.com.tr www.hexaboard.com.tr Hexaboard Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı
www.hexaboard.com.tr www.hexaboard.com.tr Hexaboard Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı
Autodesk Moldflow 2012 Co-injection (Eş enjeksiyon) Simu lasyonları
 Simu lasyonları") Autodesk Moldflow 2012 Co-injection (Eş enjeksiyon) Simu lasyonları Hazırlayan Can Ozcan, Makina Yük. Müh. [email protected] AKRO R&D Ltd. Phone: +90 (262) 678-7215 KEMAL NEHROZOGLU CAD. GOSB
Autodesk Moldflow 2012 Co-injection (Eş enjeksiyon) Simu lasyonları Hazırlayan Can Ozcan, Makina Yük. Müh. [email protected] AKRO R&D Ltd. Phone: +90 (262) 678-7215 KEMAL NEHROZOGLU CAD. GOSB
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 OYUN GRUBU ELEMANLARI: kule helezon kaydırak platformu 3 gen platform 2 ad 5 basmaklı merdiven çatı 150 cm helezon kaydırak 150 cm düz kaydırak platform korkuluğu 3 ad yaprak figürü bacak giydirme figürü
OYUN GRUBU ELEMANLARI: kule helezon kaydırak platformu 3 gen platform 2 ad 5 basmaklı merdiven çatı 150 cm helezon kaydırak 150 cm düz kaydırak platform korkuluğu 3 ad yaprak figürü bacak giydirme figürü
BIRAKIN KUTUP AYILARI RAHAT UYUSUN
 02.06.2009 Sayfa 1 / 11 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
02.06.2009 Sayfa 1 / 11 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
EGETEK. Endüstriyel Zemin Kaplama Sistemleri
 EGETEK Endüstriyel Zemin Kaplama Sistemleri Zeminlere sadece üzerinde yürünen bir alan olarak bakılmamalıdır, zira onlar operasyonel altyapının temel elemanıdır. Bunlardan dolayı zemine üretim hattının
EGETEK Endüstriyel Zemin Kaplama Sistemleri Zeminlere sadece üzerinde yürünen bir alan olarak bakılmamalıdır, zira onlar operasyonel altyapının temel elemanıdır. Bunlardan dolayı zemine üretim hattının
1000-200000 m3/h, 400-1500 Pa. Kavrama, kayış-kasnak veya direk tahrik Eurovent e göre Kısa/Uzun gövde; kılavuz giriş kanatlı/kanatsız
 Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Alüminyum Honeycomb Panel
 Alüminyum Honeycomb Panel Alüminyum Honeycomb Panel Nedir? Petekli panel yapılar, yüksek mekanik dayanım gerektiren konstrüksiyonlarda kullanılır. Oldukça hafif sistemler elde etmek için, sandviç yapıların
Alüminyum Honeycomb Panel Alüminyum Honeycomb Panel Nedir? Petekli panel yapılar, yüksek mekanik dayanım gerektiren konstrüksiyonlarda kullanılır. Oldukça hafif sistemler elde etmek için, sandviç yapıların
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara