Kompozit Malzemeler. Üretim yöntemleri
|
|
|
- Coskun Akyüz
- 9 yıl önce
- İzleme sayısı:
Transkript
1 Kompozit Malzemeler Üretim yöntemleri
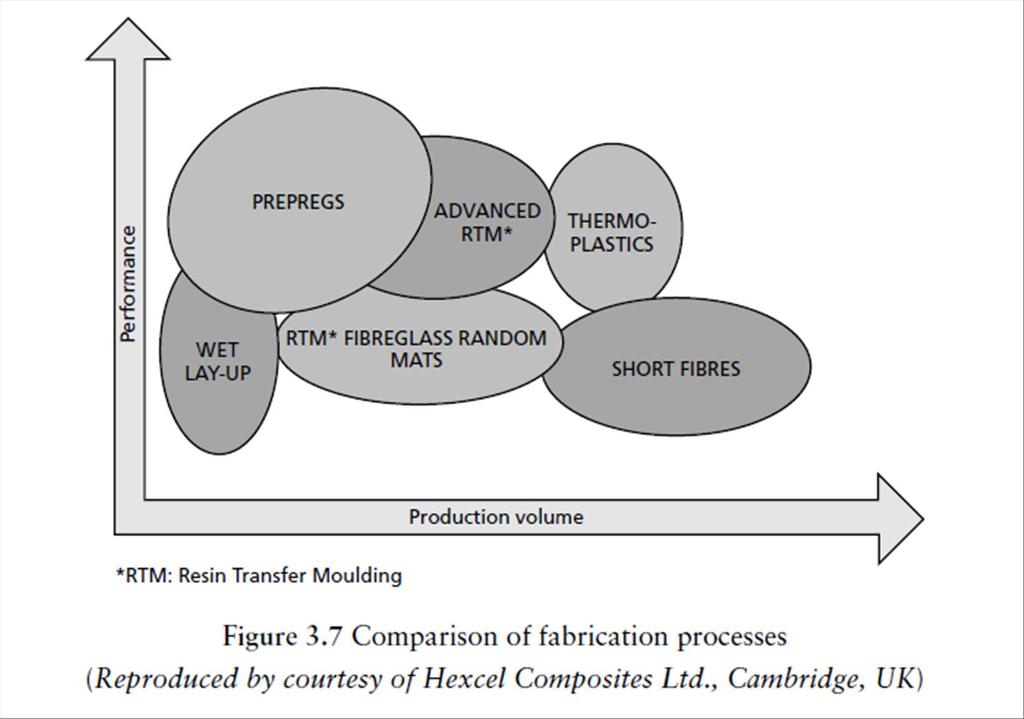
2 Proses Seçim Stratejisi Bir işleme yöntemi seçerken : Özel parça yaparken, birçok tasarım faktörü süreci etkiliyor Seçim: - Geometrik sorunlar - Parça şekli - Pürüzlülük - Tolerans - Parça ölçüsü - Malzeme faktörleri - Üretim faktörleri - Üretim hızı - Üretim Hacmi - Pazarlama Süresi
3 Üretim prosesleri

4 Tipik elyaf örgülü taslaklar Kalıbı doldurma zamanı Reçine seçimi Viskozite Proses secimi Kalıp material seçimi Kalıptan çıkarma süresi
5 Termoset kompozitler Avantajları 1. termoset kompozitlerinin işlenmesi daha kolaydır. Ham reçine sıvı haldedir, 2. Elyaflar termoset ile ıslanması kolaydır, bu nedenle boşluklar ve gözeneklilikler daha azdır. 3. Isı ve basınç gereksinimleri termoplastik kompozitlerin termoplastik kompozitlerden daha az işlenmesinde daha az enerji tasarrufu sağlamaktadır. 4. Basit ve düşük maliyetli takım sistemi, termoset kompozitlerini işlemek için kullanılabilir. Dezavantajları 1. Termoset kompozit işlemesi uzun bir kür süresine ihtiyaç duyar ve bu nedenle termoplastiklerden daha düşük üretim hızlarına neden olur. 2. Sertleştikten ve katılaştıktan sonra, termoset kompozit parçalar başka şekiller elde etmek için reforma tabi tutulamazlar. 3. Termoset kompozitlerinin geri dönüşümü bir problem olarak devam etmektedir.
6 Termoplastik kompozitler Avantajlar İşlem döngüsü süresi genellikle çok kısadır Yeniden şekillendirilebilir ve ıslah edilebilir (ısı ve basınç) Termoplastik kompozitlerin geri dönüşümü kolaydır Dezavantajlar Termoplastik kompozitler işleme için ağır ve güçlü takım gerektirir. Termoplastik kompozit imalat proseslerinde alet takımının maliyeti çok yüksektir Termoplastik kompozitlerin işlenmesi kolay değildir ve ısı ve basınç gerektirir
7 Termoset kompozit üretim sistemleri Tüm kompozit ürünlerin yaklaşık% 75'i termoset reçinelerden. Havacılık, otomotiv, deniz, tekne, spor malzemeleri ve tüketici pazarlarında kullanımları ağırlık kazanmaktadır. 1. Sürecin başlıca uygulamaları 2. Süreçte kullanılan temel hammaddeler 3. Alet ve kalıp gereksinimleri 4. Parçanın Yapımı 5. Isı ve basıncın uygulanma yöntemleri 6. Temel işleme adımları 7. Sürecin Avantajları 8. Sürecin kısıtlamaları
8 Kompozit Proses Yöntemleri General considerations Pre-preg/ve karışımlar Vakum çantalama & otoklav Basınçlı kalıplama Enjeksiyon Kalıplama Kapalı kalıplar Soğuk pres Sıvı kalıplama Açık kalıplar El laminasyonu Püskürtme yatırma Reaktif prosesler RIM RRIM SRIM Sürekli prosesler İplik Sarma(Filament winding) Pültrüzyon 9

9 Püskürtme (Sprey) yatırma Tanım: Elyaf el tipi bir tabancayla doğranır ve katalizörlü reçine ile birlikte bir sprey tabancası içinden kalıba beslenir. Kalıba biriktirilen karışmış elyaf ve matris malzemeler, standart atmosferik koşullar altında kürleşir. Tipik uygulamalar: Basit muhafazalar, hafif yüklü yapısal paneller, örn. Karavan gövdeleri, kamyon brandaları, küvetler, duş tekneleri, bazı küçük tekneler, yüzme havuzları, tekne gövdeleri, depolama tankları, kanal ve hava taşıma ekipmanları ve oturma grupları gibi mobilya parçaları Düşükten orta hacimli miktarlarda küçükten büyüğe yarı özel parçaların üretimi
. Karbon ve Kevlar uygulanabilir (Vf =% 20-40) Çekirdek: Yoktur.")
10 Püskürtme yatırma Malzeme Seçenekleri: Reçineler: Öncelikle genel amaçlı polyester (30 ila 40 dakika arasında kap ömrü olan hızlı tepkimeye giren reçineler). Elyaflar: Sadece E-Cam fitilleri (10-40 mm doğranmış). Karbon ve Kevlar uygulanabilir (Vf =% 20-40) Çekirdek: Yoktur. Bunlar ayrı olarak dahil edilmelidir Araç gereksinimleri: Uygulamaya bağlı olarak erkek ve dişi kalıplar kullanılır. (Tekne gövdeleri ve güverte dişi kalıpları kullanırken, küvetler ve duşlar erkek kalıpları kullanıyor.)
11 Püskürtme Yatırma Temel işleme adımları 1. Kalıp vaks uygulaması ile kolay kalıptan çekilmek için parlatılmıştır. 2. Jelkot (bariyer katmanı) kalıp yüzeyine uygulanır ve herhangi bir başka katman oluşturmak üzere sertleşmesine izin verilir. 3. Engel kaplama, jelkot yüzeyi boyunca lif baskısından kaçınmak için uygulanır. Ve bariyer kat fırında kürlenmiştir. 5. Ham reçine, kalsiyum karbonat veya alüminyum trihidrat gibi dolgu maddeleri ile karıştırılır ve bir tutma tankına pompalanır. 6. Reçine, katalizör ve kıyılmış elyaf kalıp yüzeyine el tipi bir püskürtme tabancası yardımıyla püskürtülür. Püskürtme tabancası, laminatın homojen kalınlığını oluşturmak üzere önceden belirlenmiş bir paternde hareket ettirilir. 7. Püskürtülmüş elyaf ve reçine malzemesinin sıkıştırılması için bir silindir kullanılır ve düzgün ve pürüzsüz bir laminat yüzey yaratmak için kullanılır. Tutulan hava çıkarılır. 8. Arzu edildiğinde, bir sandviç yapı oluşturmak için laminatın içine ahşap, köpük veya petek damarları gömülür. 9. Laminat, bir fırında sertleştirilir. Ardından kısım parçalanır ve bitirme işi için gönderilir. 11. Kalite kontrol elemanları, parçayı boyut toleransları, yapısal sağlamlık ve iyi yüzey kalitesi için incelemekte ve daha sonra geçme kriterlerine bağlı olarak parçayı onaylamaktadır veya reddederler.
12
13 Püskürtme yatırma Ana Avantajları: i) Uzun yıllar yaygın olarak kullanılan. Küçük ve orta hacimli parçalar ii) Elyaf ve reçinenin hızla biriktirilmesi için düşük maliyetli yol. iii) Düşük maliyetli aletler. Ana Dezavantajları: I) Laminatlar reçine bakımından zengindir ve bu nedenle aşırı ağırdırlar. Ii) Laminatın mekanik özelliklerini ciddi ölçüde sınırlayan sadece kısa lifler dahil edilmiştir. Iii) Reçinelerin, püskürtülebilecek kadar düşük viskoziteli olması gerekir. Bu genellikle mekanik / termal özelliklerini tehlikeye atmaktadır. Iv) Püskürtme yatırma reçinelerinin yüksek stiren içeriği genellikle daha zararlı olma potansiyeline vedüşük viskozitesine sahip olmaları da kıyafetlere girme eğilimi artırır. (V) Hava ile taşınan stiren konsantrasyonlarının yasal seviyelere getirilmesini sınırlamak gittikçe zorlaşmaktadır.
14 Islak / El yatırma Tanım Reçineler elle dokuma, örme, Dikişli veya yapışmış kumaş dokuma gibi liflere emdirilir. Bu genellikle merdaneler veya fırçalarla, kumaşlara reçineyi zorlayarak emdiriciliği artıran bir kullanım vardır. Laminatlar standart atmosferik koşullar altında kürleşme işlemine bırakılır. Brush Roller Mat or Fabric Resin female mould







15 A typical low volume open mould process. Making a mould tool for a Mini front end. Applying wax to former Applying mould release to former Polishing former release surface Applying polyester resin to wet-out reinforcement Applying reinforcement glass fibre mat Applying tooling gel coat 16






16 Applying polyester resin to wet-out heavyweight reinforcement Consolidating reinforcement with roller Applying local reinforcement patches Applying wax to finished mould After curing, separating mould tool from former Applying local stiffening elements 17


17 Islak yatırma Tipik uygulamalar: Standart rüzgar türbini kanatları, yarış tekneleri, mimari kalıplar. depolama tankları ve yüzme havuzları yapmak için yaygın olarak kullanılmaktadır. Kompleks şekiller üretilebilir. Prototiplemede yaygın olarak kullanılır. Malzeme seçenekleri: Reçineler: Herhangi biri ör. Epoksi, polyester, vinilester, fenolik. Lifler: Herhangi bir (çoğunlukla cam örgü dokuma, Fakat aramid kumaşların elle ıslanabilmesi zor olabilir. Çekirdekler: Herhangi biri.
18 Islak yatırma Temel İşleme Adımları 1. Kalıpta bir serbest bırakma ajanı uygulanır. 2. Jel kot, dış yüzey üzerinde Sınıf A yüzey bitirmesi yaratmak için uygulanır. Jel kat herhangi bir takviye katmanı yerleştirilmeden önce sertleştirilir. 3. Takviye tabakası kalıp yüzeyine yerleştirilir ve daha sonra reçine emprenye edilir. Bazen, ıslanan kumaş doğrudan kalıp yüzeyine yerleştirilir. 4. Bir rulo kullanarak, reçine yüzey etrafında düzgün bir şekilde dağıtılır. 5. Müteakip takviye tabakaları, uygun bir kalınlık oluşuncaya kadar yerleştirilir. 6. Sandviç yapımında lamine plakaya bir balsa, köpük veya petek çekirdeği yerleştirilir ve sonra yapışkan sürülür ve Arka lamine plakası, ilk lamine plakanın yapılış şekline benzer şekilde çekirdek malzemeye uygulanır. 7. Parçanın oda sıcaklığında veya yüksek sıcaklıkta post kürleme işlemine izin verilir.
19 Islak yatırma (wet layup) Alet Gereklilikleri: Kalıp tasarımı, diğer üretim proseslerine kıyasla çok basittir çünkü proses düşük basınçlı oda sıcaklığında kür ortamı gerektirir. Çelik, ahşap, GRP ve diğer malzemeler prototipleme amaçları için kalıp malzemeleri olarak kullanılır. Kalıp, erkek veya dişi kalıp olabilir. Duş küveti yapmak için erkek kalıp kullanılır. Tekne endüstrisinde, tekne yüzlü FRP (fiber takviyeli plastik) kalıp, yat tekneleri yapmak için kullanılır.
20 Islak yatırma Avantajları Çok düşük sermaye yatırımları İşlem çok basit ve çok yönlüdür. Herhangi bir lif türü malzeme Herhangi bir fiber yönü ile seçilebilir. 3. Prototip bir parça yapma maliyeti düşüktür, çünkü basit bir kalıp Parça ve kumaşların ucuz olması için kullanılabilir Dezavantajları 1. İşlem yoğun emek gerektirir. 2. Süreç, çoğunlukla, prototipleme için olduğu kadar büyük yapılar oluşturmak için de uygundur. 3. Açık kalıp yapısından dolayı, stiren emisyonu büyük bir endişe kaynağıdır. 4. Üretilen parçanın kalitesi parça bazında kısmen tutarlı değildir. 5. Yüksek fiber hacim fraksiyonu parçaları bu proses kullanılarak üretilemez. 6. İşlem temiz değil

21 İplik Sarma (Filament Winding) Tanım: Bu yöntem genellikle boşluklu, dairesel veya oval kesitli boru ve tanklar gibi bileşenlerin üretiminde kullanılır. Elyaflar önce bir reçine banyosundan geçirilir. Ardından elyaflar bir mandrel üzerine sarılmadan önce besleme mekanizması ve mandrelin dönüş hızına bağlı olarak çeşitli oryantasyonlarda sarılarak elyaf sarımı kontrol edilir.

22 Filament winding Modern makineler ekseni senkronize etmek ve fiber dağıtımını kontrol etmek için bilgisayar kontrolü altında çalışırlar Elyaf veya kumaş Yönlendirme deliği Kuru takviye, ıslak çekme veya pre-preg olabilir. 1 m / sn'ye kadar Helezonal sarma hızlanır, ancak genellikle çok daha yavaştır Sarım açısı yaklaşık 5 ila 89 derece arasındaki mandrel geometrisine bağlı olarak değişebilir mandrel Genellikle eksenel simetrik ve sabit kesit - daha karmaşık, dış bükey, kapalı şekiller zorla sarılabilir applications Borular, tahrik milleri, roket motor kasaları, füze rampası ve basit basınçlı kaplar H3CFRC4 23


23 Elyaf sarma Tipik uygulamalar: Kimyasal depolama tankları ve boru hatları, gaz tüpleri, itfaiyeciler nefes boruları. Malzeme Seçenekleri Reçineler: Herhangi biri ör. Epoksi, polyester, vinilester, fenolik. Lifler: Herhangi biri. Lifler düz olarak bir bobinden kullanılmakta ve dokuma veya kumaş biçimine dikilmemektedir. Çekirdekler: Tek katmanlı metalik veya plastik cidarlar
24 Elyaf sarma Proses adımları 1Lif ipliklerinin makaraları bobinler üzerinde tutulmaktadır. 2. Makaralardan birkaç iplik çekilir ve kılavuzlu pimlerden ve yönlendirici kanalınden geçirilir. 3. Sertleştirici ve reçine sistemleri bir kap içinde karıştırılır ve daha sonra reçine banyosuna boşaltılır. 4. Serbest bırakma maddesi ve jelkot (eğer varsa) mandrel yüzeyine uygulanır ve mandrel filament bobin makinesinin baş ve kuyruk stokları arasına yerleştirilir. 5. Reçine emprenye edilen lifler yönlendirici kanalından çekilir ve ardından mandrel yüzeyi üzerindeki başlangıç noktasına yerleştirilir. Lif gerilimi bir gerdirme cihazı kullanılarak oluşturulur 6. Mandrel ve yönlendirici kanal hareketleri başlatılır. 7. Fiber bantlar mandrel yüzeyine yerleştirilir. 8. Kompozit, oda sıcaklığında veya yükseltilmiş sıcaklıkta kurutulur. 9. Sertleştikten sonra, mandrel kompozit parçadan çıkarılır ve daha sonra tekrar kullanılır. 10. Bazı uygulamalar için mandrel çıkarılmaz ve kompozit yapının ayrılmaz bir parçası haline gelir.
 Reçine içeriği, her elyaf için reçinenin ölçülmesiyle kontrol edilebilir iii) Kumaş kullanılmadığı için elyaf maliyeti en aza indirilir, çünkü elyafa dönüştürmek için ikincil bir proses olmaz.")
25 Elyaf sarma Ana Avantajları: i) Bu, çok hızlı ve dolayısıyla materyallerin döşenmesi için ekonomik bir yöntem olabilir. ii) Reçine içeriği, her elyaf için reçinenin ölçülmesiyle kontrol edilebilir iii) Kumaş kullanılmadığı için elyaf maliyeti en aza indirilir, çünkü elyafa dönüştürmek için ikincil bir proses olmaz. iv) Tek yönlü kompozit üretimi olabilir, Böylece laminatların yapısal özellikleri çok iyi olabilir Uygulanan yükleri karşılamak için karmaşık bir düzen içinde elyaflar yerleştirilebilir. Ana Dezavantajları: i) İşlem, konveks şekilli bileşenlerle sınırlıdır. ii) Elyaf, bir bileşen uzunluğu boyunca tam olarak kolayca döşenemez. iii) Büyük bileşenler için mandrel maliyeti yüksek olabilir. Iv) Bileşenin dış yüzeyi kalıplanmaz ve bu nedenle kozmetik açıdan çirkin değildir. V) Düşük viskoziteli reçineler, genellikle mekanik olarak daha düşük özellikte ve sağlık ve güvenlik riski taşımaktadır.
26 27



27 Pultrüzyon (profil çekme) Lifler bobinler vasıtasıyla bir reçine banyosu içerisinden ve daha sonra ısıtılmış bir kalıp yoluyla çekilir. Kalıp, lifin emdirilmesini tamamlar, reçine içeriğini kontrol eder ve iyileştirir Malzeme kalıptan geçerken nihai şekline dönüşür. Bu kürlenmiş profil o zaman Otomatik olarak uzunluğa kesilir. Kumaşlar 0 dışındaki yönlerde fiber sağlamak için kalıba sokulabilir. Pultruzyon sürekli bir süreç olmakla birlikte, sabit kesit profili, 'pulforming' olarak bilinen Kesit içine tanıtılacak bazı varyasyonlara izin verir.
 Çok yönlü mukavemet özellikleri için kumaş ve paspaslar eklenebilir. Çekirdekler: Genellikle kullanılmazlar.")

28 Pultrusion Malzeme Seçenekleri: Reçineler: Genellikle epoksi, polyester, vinilester ve fenoliktir. Lifler: Herhangi bir (ortak E camı tek yönlü lifler) Çok yönlü mukavemet özellikleri için kumaş ve paspaslar eklenebilir. Çekirdekler: Genellikle kullanılmazlar. Katkı maddeleri: Opaklık (beyazlık) için kalsiyum karbonat, yanmazlık için antimuan trioksit, alümina trihidrat, kimyasala dayanıklı ve izolasyon için alüminyum silikat Tipik uygulamalar: Kesitleri kesintisiz katı ve içi boş yapılar. Kirişler ve kirişler çatı yapılarında, köprüler, merdivenler, çerçeveler. Kirişler, kanallar, tüpler, kafes sistemleri, döşeme ve ekipman desteği, yürüyüş yolları ve köprüler, korkuluklar, hafif direkler, elektrikli mahfazalar, Alet gereksinimleri: Çelik kalıplar, reçine emdirilmiş elyafları istenen şekle dönüştürmek için kullanılır. Kalıplar uzunluğu boyunca sabit bir enine kesitlidir Kalıplar, reçinenin kısmen veya tamamen kürlenmesi için belirli bir sıcaklığa ısıtılır


29 Pultrusion Farklı formdaki elyaflar taslak fabrik veya iplik formunda or reçine basınç altında da uygulanabilir. Kalıp sıcaklığı reçine ve sert. Göre belirlenir. oil heating caterpillar type or pinch rollers uniform prismatic sections are the norm - e.g. rod, box, I, C-section pultruded section heated die haul-off Makara standı wet-out bath Reçine emilimini artırmak için ısıtılarak reçine viskozitesi düsürülebilir Farklı profillerde kalıplar kullanılabilir flying saw 30

")
30 Pultrusion(2) Endüstriyel makine (Fibreforce) H3CFRC4 31
31 pulling speed (mm/s) Pultrusion (3) 10 0 VE UP 0 25 wall thickness (mm) Çekme hızı malzemelere ve kesime bağlıdır Isınmadan, kürlenme ve soğutma davranışlarından etkilenir. Vinil Ester hafif yavaş polimerizasyon tepkimesi sergilemektedir 32
32 Pultrüzyon


33 Pultrüzyon Temel İşlem Adımları: 1. Lif ipliklerinin bobinleri bobinlerde tutulur. 2. Makaradan gelen birkaç elyaf ipliği alınır ve Reçine banyosu. 3. Sertleştirici ve reçine sistemleri bir kap içinde karıştırılır ve daha sonra Reçine banyosuna döküldü. 4. Kalıp, reçine kürü için belirlenmiş bir sıcaklığa ısıtılır. 5. Daha sonra reçin emdirilmiş elyaflar sabit hızda çekilir Reçinenin sıkıştığı ve katılaştığı kalıp (düşük hız). 6. Daha sonra çekirdek parçası istenilen uzunluğa kadar kesilir. 7. Yüzey boyama için hazırlanmıştır.

34 Pultrüzyon Reçine karışım oranları Viskozit < Cubuklar için1000 cps Kumaş katmanları için cps Reçine tankı sıc C
35 Pultrüzyon Ana Avantajları: I) Bu, malzemelerin emprenye edilmesi ve sertleştirilmesi için çok hızlı ve dolayısıyla ekonomik bir yol olabilir. Ii) Reçine içeriği doğru bir şekilde kontrol edilebilir. Iii) Elyaf maliyeti en aza indirgenmiştir çünkü çoğunluk bir askıdan alınmıştır. Iv) Laminatların yapısal özellikleri çok iyi olabilir, çünkü profiller çok düzdür. Lifler ve yüksek lif hacmi fraksiyonları elde edilebilir. V) Reçine emdirme alanı kapalı olabilir, böylece uçucu emisyonları sınırlar. Ana Dezavantajları: i) Sabit veya kesintisiz olarak kesişen bileşenlerle sınırlı ii) Isıtmalı kalıp maliyetleri yüksek olabilir. iii)prizmatik şekillerin üretimi


36 Hybrid processes - Pullwinding (Fibreforce) Layers of axial fibres and helically wound fibres are combined to produce a product with useful longitudinal strength and stiffness with high torsional rigidity overcomes some limitations of individual processes - rapid manufacture of biaxially reinf. tubes 37



.")
37 RTM (Reçine taşıma kalıplama) Description: Fabrics are laid up as a dry stack of materials. These fabrics are sometimes pre-pressed to the mould shape, and held together by a binder. These preforms are then more easily laid into the mould tool. A second mould tool is then clamped over the first, and resin is injected into the cavity. Vacuum can also be applied to the mould cavity to assist resin in being drawn into the fabrics. This is known as Vacuum Assisted ResinInjection (VARI). Once all the fabric is wet out, the resin inlets are closed, and the laminate is allowed to cure. Both injection and cure can take place at either ambient or elevated temperature.


38 RTM (Resin Transfer Molding) Tipik uygulamalar: Yarı üretim küçük yatlar, tren ve kamyon gövdesi panelleri, rüzgar enerjisi bıçakları. Tipik olarak yapılan yapılar kasklar, kapılar, hokey çubukları, bisiklet çerçeveleri, Yel değirmeni bıçakları, spor otomobil gövdeleri, otomotiv panelleri ve uçak parçaları. RTM prosesi ile yapılan bazı uçak yapıları arasında iskele, bölme, Kontrol yüzeyindeki kaburga ve takviye elemanları, perdahlama parçaları ve ara parça blokları. Malzeme Seçenekleri: Reçineler: Genellikle epoksi, polyester ve vinilester. Lifler: Herhangi bir konvansiyonel kumaş. Dikişli malzemeler bu süreçte iyi çalışıyor Boşluklar hızlı reçine taşınmasına izin verir. Çekirdekler: Petek dışındaki herhangi biri.

39

40 RTM Malzeme Seçimi Reçine ve Elyaflar Proses sorunları Permeabilite (Geçirgenlik) Sıkışıtırılabilirlik Şekil verilebilirlik Performans Sorunları Rijitlik ve dayanım
41
42 Reçine emdirme modeli (Darcy kuramı)
43 RTM kontrol parametreleri 1. Geçirgenlik artımı *Elyaf hacim oranının azalması Kısa elyaf veya nonwoven kullanımının artışı Sorun: Düşük kompozit özellikleri 2. Viskozite artımı Düşük molekül ağ. Reçine kullanımı Yüksek sıcaklıkta enjeksiyon kalıplama Sorun: Proses kontrolü zor, Düşük camsı geçiş sıc. Ve basınç dayanımı 3. Basınç artımı Sorun: Taslak bozulması ve elyaf yıkanması


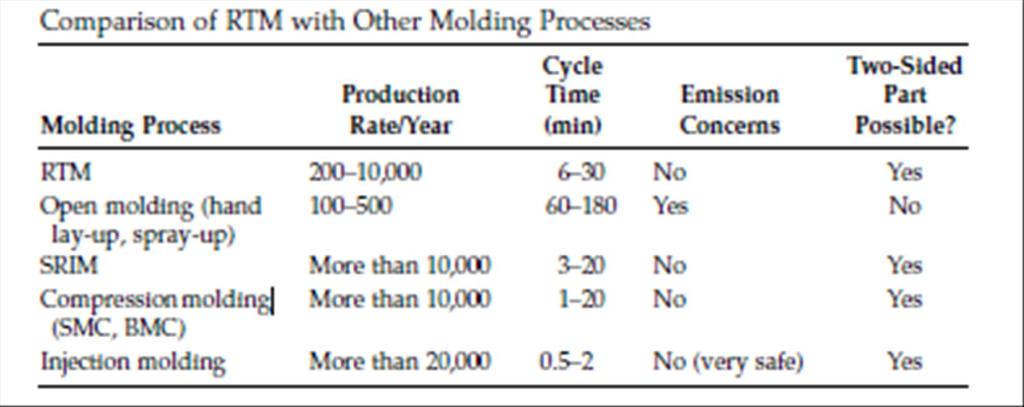
44 RTM (Reçine taşıma modeli) 1. Dağıtım cihazının A ve B tanklarına bir termoset reçine ve katalizör yerleştirilir. 2. Parçanın kolayca çıkarılması için kalıba bir açma maddesi uygulanır. 3. Preform kalıp içine yerleştirilir ve kalıp sıkıştırılır. 4. Kalıp belirlenen bir sıcaklığa ısıtılır. 5. Karışık reçine, seçilen sıcaklıktaki Ve basınçta giriş portlarından enjekte edilir. Bazen kalıp içinde bir vakum oluşturulur. Hava kabarcıklarını gidermek yanında reçine akışına yardımcı olur. 6. Kalıp dolana kadar reçine enjekte edilir. Vakum Kapatıldı ve çıkış portu kapalı. Içindeki basınç Kalan gözenekliliğin çökmüş olmasını sağlamak için kalıp artar. 7. Belirli bir süre boyunca kürledikten sonra (6 ila 20 dakika, reçine bağlı olarak) Kimya), kompozit parça kalıptan çıkarılır.
45 RTM (Resin Transfer Molding) Main Advantages: i) As RTM above, except only one side of the component has a moulded finish. ii) Much lower tooling cost due to one half of the tool being a vacuum bag, and less strength being required in the main tool. iii) Very large components can be fabricated with high fibre volume fractions and low void contents. iv) Standard wet lay-up tools may be able to be modified for this process. v) Cored structures can be produced in one operation. Main Disadvantages: i) Relatively complex process to perform consistently well on large structures without repair. ii) Resins must be very low in viscosity, thus comprising mechanical properties. iii) Unimpregnated areas can occur resulting in very expensive scrap parts.
46 Reaktif süreçler A B A B A B mix-head mix-head mix-head RIM Kalıp boş Reaktif monomer ilavesi RRIM Kalıp boş Reaktif monomer+ elyaf karışımı Bütün aşamalarda reaktif bir sıvı reçine vardır SRIM Kalıpta taslak Reaktif monomer 47

47 Diğer infüzyon prosesleri (SCRIMP, RIFT, VARTM) Tanım Vakum infüzyon Kumaşlar RTM'de olduğu gibi kuru bir malzeme yığını halinde düzenlenir. Elyaf taslağı daha sonra yapısal olmayan soyma kumaşı akış filesi ile kaplanır Bütün tabaka sonra vakum torbalanır ve torba sızıntıları ortadan kaldırılır, reçine akışına izin verilir. Bütün laminat üzerindeki reçine dağılımı, homojen olmalıdır boşluk kalmamalıdır Yapısal olmayan akış filesinden reçine kolaylıkla akar ve kumaşın üstten ıslatılması sağlanır.
48 Yüksek hızlı RTM süreci (Ford Motor) Düşük basınç, tüm alt gövde gibi daha büyük gövde parçalarının yapılmasına olanak tanır çelik yapıları değiştiriyor, Parça başına 6 ila 9 dakika aralığında döngü süreleri

49 RRIM özellik ve uygulamalar Uygulamalar Oto parçaları Roket panelleri Gövde yan kalıpları tampon kapakları Yan plastik korumalar reinforced polymer, rather than composite properties SMC - R25 PU RRIM SG Glass UTS E flex Ef wt % f Mercedes C class - RRIM (body colour) bumpers and fascias 50
50 Sıvı reçine kalıplama: Vacuum Assisted RTM vacuum gauge resin supply vacuum pump mould cavity resin pump Partial vacuum in cavity Full vacuum at perimeter Vacuum provides clamping force Reduced bursting forces Light tooling 51

51 Liquid Composite Moulding (5): Vacuum Infusion catalysed resin supply injection gallery flexible mould shell (or barrier film) vacuum generator mat/fabric single sided mould vacuum film flow enhancing layer peripheral resin gallery central vacuum port large marine structures with low styrene emission flow enhancing layer vacuum film reinforcement stack mould body H3CFRC4 52

52 53
53 Liquid Composite Moulding (6):Resin Film Infusion (RFI) resin film fabric caul plate breather vacuum bag vacuum moulding tool uses aerospace technology B staged resin film vacuum bag or matched tooling accurate control of charge mass lower risk than VI breather 54
54 Technologies - Standard RTM Yüksek yatırım Kısa çevrim süresi (~ 20 dakika) Çok iyi yüzey bitirmek > Isıya dayanıklı çelik kalıplar > 4-5 bar'lık kalıplama basınçları (10 bara kadar) > Kalıpların dikey preslerle kapatılması ve yer değiştirmesi > Düşük Profil formülasyonları mümkündür
55 Technologies - Light RTM / Vacuum Assisted RTM Sınırlı yatırım Ortalama toplam çevrim süresi (~ 1 saat) Orta yüzey görünüşü Kompozit malzemeden yapılmış ortalama ömür boyu kalıplar Sınırlı enjeksiyon basıncı: <2 bar Kalıbı kapatmak ve reçinenin dağılmasına yardımcı olmak için vakum kullanın İyi akış ve emprenye sağlamak için reçinenin düşük viskozitesi Küçük seri, Düşük Profil mümkün değildir, Jelkot

56 Technologies Vacuum Infusion Düşük yatırım Çok uzun devir süresi (birkaç saat) Çok büyük parçaların imkânı Sarf malzemesinin kullanımı Film kalıpları kompozitten kalıplar > 1 ila 2 barlık kalıplama basınçları > Yüksek cam içeriğine ulaşma imkanı > İyi reçine akışına yönelik solunum materyalleri
57 Technologies S-RIM Yüksek yatırım Kısa çevrim süresi (~ 3 dak) Çok büyük seriler > Alüminyumdan, potansiyel olarak ısıtılmış kalıplar 1 bar'lık kalıplama basıncı > Köpüren reçine: düşük yoğunluklu parçalar

58 RFI Applications The 6.2m long, 5.5m wide, 1.6m deep rear pressure bulkhead for the Airbus A380 is produced using resin film infusion



59 RFI Applications

60 Commercial RFI Systems RFI out-of-plane flow SPRINT SP Technologies SPRINT materials consist of a layer of fibre reinforcement either side of a pre-cast, precatalysed resin film. The material therefore has the appearance of dry reinforcement which has resin concealed at its centre. SPRINT materials are produced by a process that differs from conventional prepreg so that the fibres in the reinforcements remain dry and unimpregnate by the resin.
61 Liquid Composite Moulding (7): Injection-compression (a) partial closure (b) metered resin shot (c) compression stroke & mould fill initial standoff enables rapid injection of resin due to increased permeability final compression stroke provides rapid fill-out and void collapse 62
62 Temperature (C) Liquid Composite Moulding (10): The Thermal Cycle 200 Vent characteristic exotherm Gate vent gate time(s) 60 quench - this dominates the cycle gate region is cold due to quench remote regions see little cooling resin heated by hot preform and mould surface first cure at vent, last at gate reducing cure times raise mould temp preheat resin introduce zone heating change initiator system H3CFRC4 63
63 Liquid Moulding- the Impregnation Problem Most composites manufacturing processes can be analysed as porous media problems (well known in civil and chemical engineering): Flow of a Newtonian fluid though a bed consisting of fine, interconnected pores bulk flow inter-ply flow microscopic flow the problem can be considered at several levels: micro-level to predict void formation macro level to predict mould fill 64
64 Sıvı kalıplama Darcy kuramı Darcy s law (1D) General form Q volume flow rate permeability KA p x 1 [ K] P 0 pressure gradient fluid viscosity In general terms, the flow rate is proportional to the bed permeability and pressure gradient and is inversely proprtional to the fluid viscosity K varies with fibre architecture varies with temperature and conversion H3CFRC4 65
65 Sıvı kalıplama- emprenye etme sorunu Farklı süreçler farklı sınır koşullarını içerir, ancak aynı yönetim denklemleri : Sıvı kalıplama Sabit elyaf yatağı Ilerleyen reçine hattı Doymamış akış Pultrüzyon Hareketli elyaf yatağı Sabit reçine Doymamış akış Vakum torbalama Sabit elyaf yatağı Ilerleyen reçine Doymuş akış artı değişen boşluk yüksekliği 66
66 Type of moulds Surface Service life (n parts) Cost index Payback series Advantages Drawbacks Technology Polyester composite Gelcoated Polyester Small series Cost and manufacture time Service life and surface fragile Light RTM Epoxy composite Gelcoated Epoxy 3,000 to 6, Small series Possibility of heating up to 80 C Service life and surface fragile Vacuum assisted RTM Electroformed skin Nickel 50,000 to 100,000 5 Medium series Cost / performance ratio dimensions reliable surface Time possible modifications deformation Vacuum assisted RTM S-RIM Machined aluminium alloy Polished aluminium alloy 10,000 to 30,000 7 Medium series Time accuracy heating modifications Surface reliable but fragile small moulds Standard RTM S-RIM Steel Polished or chromeplated 250,000 to 500, Large series Surface aspect reliability heating service life Time weight cost Standard RTM
67 Kalıplama prosesleri
68 Diğer RTM prosesleri Malzeme Seçenekleri: Reçineler: Genellikle epoksi, polyester ve vinilester. Lifler: Herhangi bir konvansiyonel kumaş. Dikişli malzemeler bu süreçte iyi çalışıyor Boşluklar hızlı reçine taşınmasına izin verir. Çekirdekler: Petek dışındaki herhangi biri. Tipik uygulamalar: Yarı üretim küçük yatlar, tren ve kamyon gövdesi panelleri, rüzgar enerjisi bıçakları
69 Diğer RTM prosesleri Avantajları: I) Yukarıdaki RTM'de olduğu gibi, bileşenin yalnızca bir tarafı kalıplanmış bir yüzeylidir. Ii) Takımın yarısının bir vakum poşeti olması nedeniyle çok daha düşük takım ve kalıp maliyeti iii) Çok büyük parçalarda Yüksek lif hacmi fraksiyonlarıyla imal edilebilir ve düşük boşluk Içeriği verir Iv) Standart ıslak yatırma araçları bu işlem ile modifiye edilebilir. V) Sandviç plakalar tek bir işlemle üretilebilir. Dezavantajları: I) Tamir edilmeden büyük yapılarda tutarlı bir şekilde iyi performans göstermesi için nispeten karmaşık bir süreç. Ii) Reçinelerin viskozitesi çok düşük olmalı, dolayısıyla mekanik özellikler içermelidir. Iii) Çok pahalı hurda parçaları ile sonuçlanacak şekilde emprenye edilmemiş alanlar oluşabilir.

70 Vakum Çantalama (Vakumda ıslatma) Tanım Bu temelde yukarıda açıklanan ıslak yatırma işleminin bir uzantısıdır burada basınç Konsolidasyonunu iyileştirmek için bir kez düzenlenmiş laminata uygulanır. Bu Islak düzenlenmiş laminatın ve diğer yardımcı katmanların üzeri bir plastik film ile ve yapışkan bant ile sızdırmaz hale getirilir. Torbanın altındaki hava bir vakum pompası ile çıkarılır ve böylece Kompozit laminatı sertleştirmek için için 1 atmosfere kadar baskı uygulanabilir. bagging material breather cloth peel ply release film pre-preg stack vacuum line
71 Vakum Çantalama Dizilim sırası layer function KALIP YATIRMA release film PTFE film to assist mould release pre-preg (eg) carbon/epoxy prepreg stack representing unconsolidated laminate release film (porous) PTFE coated glass or PA fabric or peel-ply to assist release and facilitate bonding bleeder porous felt to absorb excess resin barrier film eg non-porous PTFE to contain escaping resin breather porous felt to equalise pressure distribution vacuum (expendable) polyamide or (reusable) Si film rubber outer bag 72
72 Temp C pressure bar Vakum çantalama Tipik kürleşme eğrisi Ilk ısıtma - gerçek hız, termal kütle tarafından belirlenir Kuruma işleminin tamamlanması, kalıp sökülmesi için soğutulması ve ortam basıncına havalanması autoclave pressure laminate temp 6bar 20 bag pressure 1hr 3hr 4hr 7hr Dengesini sağlar ve havanın içeriye girmesine izin verir. 0-1bar Kalıntı boşlukarını sıkıştırmak için otoklav basıncının artmasıyla birlikte geçici ısıyı iyileştirmek için rampa 73

73 Vakum Çantalama Özellikleri Avantajları Düşük yatırım Düşük maliyetli aletler Mümkün olan büyük yapılar Düşük emisyonlar Yüksek Vf, yapısal parçalar uygulanabilir Kalifiye elemanlarla kaliteli parçalar Dezavantajları Doğrudan kalınlık kontrolü yok Bir yüzü pürüzlü Yoğun emek Yavaş işleme Nitelikli işgücüne ihtiyaç var H3CFRC4 74
74 Otoklav (autoclave) (ısıtılmış basınç tankı) e-molding/ 75
75 2011 Sauber F1 team video Carbon fibre prepreg layup/laminating Autoclave process (5mins) 2012 Williams F1 team video (1:17 mins) Inside Koenigsegg - wheel making Whole prepreg to autoclave process (11:42 mins) 76
76 Vacuum Bagging (Wet lay up) Malzeme Seçenekleri: Reçineler: Öncelikle epoksi ve fenoliktir. Polyester ve vinil esterlerin Reçineden aşırı stiren ekstraksiyonuna bağlı sorunlar vakum pompası. Lifler: Konsolidasyon basınçları, çeşitli ağır kumaşların Islak olabilir. Çekirdekler: Herhangi biri. Tipik uygulamalar: Büyük, bir defalık seyir tekneleri, yarış arabası bileşenleri, üretim teknelerinde çekirdek bağlantı.
77 Termoplastik proses yöntemleri Termoplastik kompozitlerin kullanımı, havacılık ve otomotiv endüstrilerinde daha yüksek tokluk, daha yüksek üretim hızı ve az çevresel kaygılar nedeniyle popüler hale gelmektedir. Başlıca termoplastik üretim teknikleri, enjeksiyon kalıplama, basınç kalıplama ve bir dereceye kadar otoklav / prepreg katmanlı üretim işlemini içerir Termoset kompozitler için mevcut imalat proseslerinin birçoğu (örn. Filament sarım ve pultrüzyon) termoplastik kompozit parçaların üretimi için de kullanılır. Termoplastikler söz konusu olduğunda işleme saniyeler içinde gerçekleşebilir. Termoplastiklerin işlenmesi tamamen fiziksel bir işlemdir çünkü termoset kompozitlerinde olduğu gibi kimyasal reaksiyon yoktur.
78 Termoplastik Bobin Sarma Termoplastik bant sarma, termoplastik filament sarım olarak da adlandırılır Bir termoplastik prepreg bant mandrel üzerine sarılır Bant yerine, karıştırılmış lifler de kullanılabilir. Termoplastiklerin eritilmesi ve sağlamlaştırılması için makaranın ve mandrelin temas noktasında ısı ve basınç uygulanır.
, poliamit (naylon 6), polieterimid (PEI), polipropilen (PP) Ve polimetilmetakrilat (PMMA) bantla sarılmış yapılar yapmak için kullanılır En yaygın prepreg bantlar karbon /")

79 Termoplastik bant sarımı Malzeme seçenekleri (Termoplastik prepreg bantlar) Takviye elyafları, Karbon, cam ve arami, ayrıca doğal elyaflar Çeşitli reçineler, örneğin polietereterketon (PEEK), polifenilen Sülfid (PPS), poliamit (naylon 6), polieterimid (PEI), polipropilen (PP) Ve polimetilmetakrilat (PMMA) bantla sarılmış yapılar yapmak için kullanılır En yaygın prepreg bantlar karbon / PEEK (APC-2), karbon / naylon ve karbon / PPS'dir. Karıştırılmış lifler (takviye edici ve matris elyafları) da bu yöntemde kullanılır. Başlıca uygulamalar Prototip parçaları yapımında kullanılırdı. Ancak, süreç henüz olmamıştır. Ticari uygulamalar için yaygın olarak kullanılır. Bisiklet kasaları ve benzeri boru yapıları yapmak için kullanılır. Uydu başlatma tüpleri. Süreç büyük yapı olmadan kalın yapılar yapma potansiyeline sahiptir. Artık gerilmeler.
80 Termoplastik bant sarma Isı ve Basıncı Uygulamak İçin Yöntemler Ergime ve birikim için gerekli ısı, indüksiyon veya dirençli olabilir sıcak rulolarla sağlanabilir. Yüksek frekanslı dalgalar, termoplastikteki moleküllerin titreşmesini sağlayarak malzemeyi ısıtabilir. Bununla birlikte, bu yöntem yalnızca polar molekülleri içeren termoplastiklerle çalışır. Isı kaynağı olarak açık alev veya bir asetilen gazlı meşale kullanılabilir, ancak genellikle çok sıcaktırlar bunedenle polimer bozunabilir Isıtma için sıcak hava veya sıcak azot gazı kullanılabilir. Bu, laminatın konsolidasyonu için düşük maliyetli bir alternatiftir ancak atmosferdeki oksidasyon probleminden dolayı zayıf ısı verimi ve degradasyona sahiptir.
81 Termoplastik bant sarma Avantajları Bant sarımı, termoset filament sargısına kıyasla daha temiz bir üretim yöntemidir. İçbükey yüzeyler helisel sargılar gerçekleştirilebilir.. Kalın ve geniş kompozit yapıların kesintiye uğramadan üretimi oluşturulabilir Bu durum termoset reçinelerde oluşan ekzotermik reaksiyon ve artık gerilim nedeniyle gerçekleştirilememektedir. Bant sargısı yapıya üstyüzey şekil verilebilme olanağı sunar. Üretim sırasında stiren emisyonu endişesi yoktur İkincil bir prosese gerek yoktur (Post kürleme)
82 Termoplastik bant sarma Dezavantajları İşlem lokalize bir ısı kaynağı ve bir konsolidasyon silindiri gerektirdiği için karmaşıktır. Süreç, yüksek bir sermaye yatırımı gerektirir. İyi bir konsolide parça elde etmek bu yöntemde oldukça zordur. Bant sarımı ile elde edilen ürünlerin kalitesi ıslak reçineli iplik sargısı ile elde edilenin kalitesinden daha düşüktür. Sarmal bant sargılar sırasında, katılaşan bantların arayüzeylerinde boşluklar ve gözenekler oluşur. Bant sarımı için hammadde maliyeti ıslak reçineli filament sargısına kıyasla çok yüksektir..

83 Termoplastik profil çekme metodu This termoset kompozitteki yöntemin benzeridir
84 Termoplastik profil çekme yöntemi Major Applications Termoset profil çekme yöntemine kıyasla düşük yüzey özellikleri, zayıf reçine doyumu ve proses zorlukları nedenlerinden ötürü yaygın ticariuygulaması mevcut değildir. Yeniden şekillendirilmesi tercih edilen tokluk geri dönüşüm tamir edilebilme ve yüksek perfomans aranan uygulamalarda tercih sebebi olabilir. Ticari olarak kare dairesel tüpler, açılar şeritler kanallara gibi birçok basit geometik enine kesite sahip malzemelerin üretimi
85 Termoplastik profil çekme yöntemi Hammaddeler Termoplastik reçinelerin büyük bir kısmı bir matris malzemesi olarak kullanılabilir, ancak en sık kullanılanlar naylon, polipropilen, poliüretan, PEEK, PPS ve PEI'dir. Çoğu durumda takviye olarak cam ve karbon elyafları kullanılmıştır. Prepregler, karıştırılmış elyaflar ve yukarıdaki matris ve takviye malzemeleri ile yapılmış toz emprenye lifleri kullanılmıştır.
86 Termoplastik profil çekme yöntemi Avantajları Termoset pultrüzyon işlemi genellikle polyester ve vinilester reçineleri ile sınırlıdır. Termoplastik pultruzyon ise PP, naylon, PPS, PEEK, Poliüretan, PEI, vs. kullanılır Termoplastik pultrüzyonda, yeniden şekil alma ve onarılabilirlik önemlidir. Proses çevre dostu ve stiren içermez. Parça kolayca geri dönüştürülebilir.
87 Termoplastik profil çekme yöntemi Dezavantajları Termoplastik kompozitlerin pultrüzyon ortamında işlenmesi yüksek sıcaklık ve basınç gerektirdiği için zordur. Konsolidasyon için yüzey kalitesi, termoset ile karşılaştırıldığında daha düşüktür. Reçine malzemesinin yüksek viskozitesi nedeniyle, malzeme kolayca akmaz. Bu nedenle karmaşık şekiller üretmek zordur. Süreç, yüksek bir sermaye yatırımı gerektirir. Termoplastik pultrüzyon için başlangıçtaki hammaddelerin maliyeti termoset pultrüzyonundan daha yüksektir.

88 Basınçlı kalıplama Compression molding of GMT (glass mat thermoplastic) is very similar to compression molding of SMC, with the only major difference being the type of raw material used in the process. In thermoplastic compression molding, GMT is used for making high-volume parts. This is the only thermoplastic manufacturing technique used in widespread commercial applications for making thermoplastic structural parts. The process is primarily used in the automotive industry. The process is two to three times faster than compression molding of SMC


89 Basınçlı kalıplama 60 saniyeden daha kısa çevrim sürelerinde büyük parçalar üretme kabiliyeti ile kalıplama süreci, en verimli proseslerden biri olarak kabul edilmektedir Bu, yapısal termoplastik kompozit parçalar yapmak için endüstride kullanılan tek termoplastik üretim işlemidir. Bu süreç, tampon kirişleri, panolar, dizlikler ve diğer otomotiv yapısal parçaları yapmak için kullanılır.


90 Basınçlı kalıplama Karbon levha kalıplama hamuru (SMC) üreticileri: Hexcel, Quantum, Menzolit, Tencate Yapısal uygulamalar: Boeing 787 pencere çercevesi Lamborghini Sesto Elemento, Tipik olarak UD prepreglerinden türetilmiştir, bu nedenle pahalı (Cam SMC'lere kıyasla çok düşük akışı Elyaf / myüksek basınç gerekli atris ayrılmasını önlemek için yüksek reçine viskositesi gereklidir. 91

 Expensive material formats")

91 Combination of prepreg and C-SMC Prepreg Compression Moulding Mitsubishi Prepreg and C-SMC co-moulding Rapid curing prepregs (2 o C) Expensive material formats Rapid preforming solution for 2D/3D charge creation Lamborghini Sesto Elemento Forged Composites 92

92 Compression Molding Parça İmalatı Termoplastik kompozitlerin sıkıştırma kalıplaması, ısıtılmış kompozit levhanın, boşluğu doldurmak için reçine ve cam elyafları zorlamak için kalıp yarıları arasında sıkıştırıldığı bir akış oluşturan işlemdir. Döküm çevrimi süreleri tipik olarak 30 ila 60 s arasında değişir. SMC kalıplama işleminden farklı olarak, kalıp boşluğuna döşenmeden önce, reçinenin erime sıcaklığının üzerinde bir konveyör donanımlı fırında ısıtılır,
93 Basınçlı kalıplama Avantajları Bu, kompozit yapısal parçalar yapmak için en hızlı tekniklerden biridir. İşlemin verimliliği yüksek olduğundan, daha az takım ve daha az emek gereklidir Dezavantajları Süreç için yüksek bir sermaye yatırımı gerekiyor. İşlem yüksek üretim hacmi ortamlarıyla sınırlıdır. Bu işlem için tipik lif hacim fraksiyonu, reçinenin yüksek viskozitesi nedeniyle % 20 ila% 30'dur. Parçadaki yüzey kaplaması ara bir niteliktedir.
94 Sıcak presleme yöntemi Bu işleme, termoplastik prepreglerin basınçlı kalıplaması veya eşleşen kalıp tekniği denir. Bu işlem sac metal şekillendirme işlemine benzer. Bu işlemde, termoplastik prepregler birbiri üzerine istiflenir ve daha sonra ısıtılmış kalıplar arasına yerleştirilir. Basınçlı kalıplamadan farklı olarak, bu durumda prepregler tek yönlü sürekli liflerle yapılır. Elyaf hacim fraksiyonu % 60'dan büyüktür. Bu süreç, düz test kuponları yapmak için AR-GE ortamlarında yaygın olarak kullanılmaktadır.
95 Sıcak basınçlı kalıplama Başlıca Uygulamalar Bu işlem, temel olarak düz laminatlar gibi basit şekillerin yapılması için kullanılır. Süreç çok ticari önem kazanmadı. Bu işlem, sabit kalınlığı olan parçaları yapmak için kullanılır. Temel Hammaddeler Bu proseste kullanılan hammadde, termoplastik prepregler Tek yönlü lifler. PEEK (APC-2) ile karbon fiber ve PPS ile karbon çoğunlukla bu uygulama için kullanılır. Karbon, cam ve kevlar yerine polimerleden PP, naylon gibi ve diğer bazı tipteki plastiklerde kullanılabilir.
96 Sıcak basınçlı kalıplama Avantajları 1. Yüksek lif hacmi fraksiyonu, sıcak pres tekniği ile elde edilir. 2. Küçük - büyük boyutlu parçalar sıkıştırılmış kalıplanabilir. 3. Parçalar geri dönüşümlüdür. Sınırlamaları 1. İşlem düz levha gibi basit parçaları yapmakla sınırlıdır. Süreç çok ticari önem kazanmadı. 2. Kalın yapılar bu teknikle kolayca üretilemez. 3. Bozulma ve çarpıklık içermeyen parçaların yaratılması bir zorluktur
97 Autoclave Processing Termoplastik kompozitlerin otoklav işlemi, termoset kompozitlerinin otoklav işlemesine benzer. Bu proseste, termoplastik prepregler bir alet üzerine istenilen sırayla yerleştirilir ve istiflenmiş katların birbirine göre hareket ettirilmemesini sağlamak için spot kaynak yapılır. Bütün tertibat daha sonra vakum torbasına konur ve bir otoklav içine yerleştirilir. İşlem döngüsünün ardından parça aletten alınır. Bu işlem sıcak pres tekniğine benzer, ancak tek fark basınç ve ısı uygulamak için kullanılan yöntemdir
98 Otoklav prosesi Başlıca Uygulamalar Otoklav işlemi öncelikle havacılık endüstrisinde daha sert kompozit parçalar yapmak için kullanılır. Prepregler uygun bir kalınlık geliştirilene ve ardından vakum torbalama yapılıncaya kadar prepregleri üst üste koymak üzere spot kaynakla imal edilmiştir. Bütün tertibat daha sonra bir otoklav içinde işlendi. Temel Hammaddeler Bu proseste kullanılan hammadde, termoplastik prepregler Tek yönlü lifler. PEEK (APC-2) ile karbon fiber ve PPS ile karbon Çoğunlukla bu uygulama için kullanılır. Cam ve Kevlar elyafları da kullanılır PP, naylon ve diğer plastikler gibi polimerler ile.
99 Otoklav prepreg prosesi 100
100 Carbon Fiber Construction - /Inside Koenigsegg Making 280mph Capable Carbon Fiber Wheels - /INSIDE KOENIGSEGG Tuesday, 11 April
101 Otoklav kürleşme aşamaları 102 A typical autoclave cure cycle for a thin laminat of (80-180oC curing epoxy matrix is
102 Tipik otoklav kürleşme süreçleri oC sertleşen epoksi matrisinin ince bir laminatı için tipik bir otoklav kür çevrimi 135oC'de 90 dakika ve 120oC'de kalın (> 10mm) laminat için 180 dakika. Alternatif kürleşme döngüsü, örneğin; Daha yüksek bir cam geçiş sıcaklığı elde etmek için 180oC'de 2 saat süreyle üretim sonrası kür işlemi uygulanabilir. 103
103 Otomatik Yatırma ile Laminasyon Automated Tape Laying (ATL) FB587FA9 Automatic Fibre Placement (AFP)
104 Otoklav prosesi Otoklav İşleme Avantajları 1. Yüksek elyaf hacim fraksiyonlu yapısal kompozit komponentlerin üretimini sağlar. 2. Herhangi bir lif oryantasyonunun üretilmesine izin verir. 3. Bu basittir. Temelde otoklav işlemenin bir kopyasıdır. Termoset kompozitler. 4. Prototip parçaları yapmak için uygundur. 5. Otoklav işleme için takım tasarımı basittir. Otoklav İşleme Sınırlamaları 1. Yapışkanlık ve kıvrılabilme özelliğinden dolayı, termoplastik kompozitlerin otoklav işlemi sırasında prepreg yerleştirilmesi emek yoğundur. Onun termoset muadili ile karşılaştırıldığında. 2. Şirketin ilave bir otoklav satın alması gerekiyorsa yüksek bir sermaye yatırımı gereklidir. 3. Termoplastik kompozitlerin işlenmesi, termoset kompozitlerle karşılaştırıldığında zordur. Yüksek erime sıcaklığı ve termoplastiklerin daha yüksek viskozitesi nedeniyle daha yüksek sıcaklıklar ve basınçlar gereklidir.
105 Diyafram şekil verme prosesi Termoplastik filaman sarma, çekme ve otoklav işlemlerinin aksine, diyafram oluşturma işlemi, termoset teknolojisinden uyarlanmadığı için benzersiz bir süreçtir. Bu işlem özellikle termoplastik prepreglerle çalışmak için geliştirildi. Diyafram oluşturma prosesinde, birleşik levha formundaki prepreg tabakalar iki esnek diyafram arasına yerleştirilir ve daha sonra bir diş kalıbına karşı ısı ve basınç altında oluşturulur. Prepreg katmanları iki kısıtlı diyafram arasında serbestçe yüzer
106 Diyafram şekil verme prosesi Başlıca Uygulamalar Bu yöntem henüz ticari açıdan önem kazanmamıştır. Birkaç araştırmacı, kask, tepsiler, oluklu şekiller vb. gibi kompleks parçaları yapmak için bu işlem üzerinde çalışmışlardır. Temel Hammaddeler Bu işlemin ham maddesi sıcak pres tekniği için olanla aynıdır. Burada, kompozit tabaka, tek yönlü prepreg materyallerini arzulanan bir sırayla ve yönünde istifleyerek oluşturulur. Katlar, bir katın diğerine yapışması için genellikle perimetrelerin etrafında lekelenmiştir. Karbon / PEEK (APC-2), karbon / PPS, karbon / naylon ve cam / naylon prepregler, kompozit levhalar yapmak için sıklıkla kullanılır.
107 Diyafram şekil verme prosesi Diyafram Oluşturma Sürecinin Avantajları Mükemmel yapısal özellikler sunar, çünkü sürekli lifler Rol yaparken kullanılır. Tekdüze kalınlıktaki makul derecede karmaşık şekiller üretilebilir Makul ölçüde yüksek üretim verimleri ile. Diyafram Oluşturma Sürecinin Sınırlamaları Süreç, sabit kalınlığı olan parçaları yapmakla sınırlıdır. Karmaşık şekillerin üretimi sırasında üniform fiber dağılımının korunması bir zorluktur. Diyafram oluşturma işleminde, kompozit tabakalar diyaframlar arasında yüzerler ve izin verilen tüm deformasyon şekillerine serbesttirler. Başka yerlerde bu özgürlük
108 Enjeksiyon kalıplama Enjeksiyon döküm, termoplastikleri bitmiş formlara üretmek için baskın bir süreçtir ve kullanımı fiber dolgulu termoplastiklerle artmaktadır. Termoplastiklerin enjeksiyon kalıplaması, 5 g ile 85 kg arasında değişen muazzam bir parça çeşitliliği için tercih edilen bir işlemdir. Tüm termoplastik reçinelerin yaklaşık% 25'inin enjeksiyon kalıplama için kullanıldığı tahmin edilmektedir Ekipman termoplastik kompozitler için hammadde değişikliği hariç aynı kalır. Reçinede elyaf kullanılması, parçanın mekanik mukavemetini arttırır ve daha iyi bir boyut kontrolü sağlar. Enjeksiyon kalıplama, karmaşık parçaları çok yüksek bir hızda yapmak için kullanılır. Çok otomatik bir işlemdir ve genellikle 20 ila 60 s'lik bir işlem döngüsü süresine sahiptir. Bu süreç, otomotiv ve tüketim malları gibi büyük hacimli uygulamalar için uygundur.
109 Enjeksiyon kalıplama Başlıca Uygulamalar Enjeksiyonla kalıplanmış, güçlendirilmemiş termoplastikler, kova, kupalar, sabun muhafazaları, oyuncaklar, muhafaza ve muhtelif üniteler için muhafazalar gibi ev eşyalarında çok yaygındır. Güçlendirilmiş kompozit parçalar, ekipman gövdesi, dişlileri, bilgisayar parçaları, otomotiv parçaları ve daha fazlasını içerir Temel Hammaddeler Bu işlemde kullanılan başlangıçtaki termoplastik kompozit malzemeler pellet veya granüler formdadır. Bu peletler, kompozit çubukların dökülmesi ve ardından bunları yaklaşık 10 mm uzunluğunda küçük parçalara kesmek suretiyle oluşturulmuştur. Elyaf takviyeli pelet yapmanın bir başka yolu, sürekli bir ipi bir kaplama kalıpından geçirmektir. Kaplanmış teller daha sonra tipik olarak 10 mm uzunluğunda doğranır. Nihai kalıplanmış parçalar, 0,2 ila 6 mm uzunluğunda lifler içerir. Fiber bir vidalı namlu, meme veya ekipmanın ve kalıpun diğer bir bölümünden geçtiğinde kırılır. Öncelikle, cam elyafları PP, naylon, PET, polyester gibi çeşitli termoplastiklerle birlikte kullanılır. Karbonlu ve Kevlar elyaflı kalıplı peletler piyasada da mevcuttur
110 Enjeksiyon kalıplama Avantajları 1. Bu işlem, bir atışta kompleks şekiller üretilmesini sağlar. Uçlar ve çekirdek malzemeler parça imalatında kullanılabilir. 2. Parçanın tekrarlanabilirliği, diğer kalıplama işlemlerine kıyasla enjeksiyon kalıplama işleminde daha iyidir. Sıkı boyutlu kontrol imkanı (± 0,002 inç). 3. Süreç, 20 ila 60 s arasında değişen kalıp devri ile yüksek hacimli bir üretim yöntemidir. Bu yüksek üretim hızı nedeniyle, bu yöntem otomotiv, spor ve tüketici ürünleri parçaları yapmak için çok uygundur. Süreç, en yüksek hacim oranını elde etmek için tamamen otomatikleştirilebilir. 4. İşlem, yüksek hacimli üretim oranları nedeniyle düşük maliyetli parçaların imal edilmesine olanak tanır. Sürecin çok iş gücü maliyeti var. 5. Bu işlemi kullanarak küçük (5 g) ila büyük (85 kg) parça yapılabilir. 6. İşlem, net şekli veya ağa yakın şekillendirilmiş parçaların üretimine izin verir. Kesim ve zımparalama gibi bitirme işlemlerini ortadan kaldırır. Yüzey kalitesinin kalitesi çok iyi. 7. İşlemin hurda kaybı çok düşüktür. Koşucular, kapılar ve hurda yeniden dönüşümlüdür.
111 Injection Molding Dezavantajları 1. Süreç önemli miktarda sermaye yatırımı gerektirmektedir. 181 tonluk sıkıştırma kapasitesine ve 397 g'lık atış boyutuna sahip bir püskürtmeli kalıplama makinesi yaklaşık $ maliyeti ile. Ürün tasarımı, imalatı ve makina bakımında uzmanlığın olmaması, yüksek çalışma ve çalıştırma maliyetlerine neden olabilir. 2. İşlem, yüksek kalıp maliyetlerinden ötürü düşük hacimli parçaların imalatı için uygun değildir. Kalıp genellikle 20,000 ila 100,000 dolar arasında ücretlidir; Bu nedenle tasarımdaki değişiklikler sıklıkla izin verilmez. 3. İşlem, prototip parçaları yapmak için uygun değildir. Tasarım hakkında bir fikir edinmek için, son prodüksiyona başlamadan önce parçanın görselleştirilmesi için hızlı prototipleme tercih edilir. 4. Süreç, kalıp tasarımında, kalıp yapımında, imalat sürecinin bilgisayar simülasyonunda, hata ayıklamasında, deneme yanıltmada vb. Zaman nedeniyle daha uzun süre öngörülür. 5. Çok fazla proses değişkeni olduğu için (örneğin, enjeksiyon basıncı, geri basınç, erime sıcaklığı, kalıp sıcaklığı, atım boyutu, vb.), Parçanın kalitesinin derhal tespit edilmesi zordur.
112 Metal Matrix Composites (MMC)
113 Purpose of using MMCs higher specific modulus and strength better properties at elevated temperature lower CTE better wear resistance Disadvantages of using MMCs: less toughness more expensive



114 Applications of MMCs Mid-fuselage structure of Space Shuttle Orbiter showing boronaluminum tubes. (Photo courtesy of U.S. Air Force/NASA). Cast SiCp/Al attachment fittings: (a-top) multi-inlet fitting for a truss node
115 MMC Solid State processes I Low temperature processes with diffusion bonding. Foil techniques Compaction of fibre with foil matrix below the solidus temperature: foil plating by cold rolling explosion welding hot pressing (HP) hot isostatic pressing (HIP)
116 MMC Solid State processes II Powder techniques Aluminium alloy matrix materials canned and vacuum-degassed prior to consolidation to minimise surface oxidation and contamination
117 MMC secondary processing extrusion, forging, rolling, stamping superplastic forming machining superhard cutting and grinding tools AJM: abrasive waterjet cutting CHM: chemical milling EBM: electron beam machining EDM: electro-discharge machining LBM: laser beam machining PAM: plasma arc machining USM: ultrasonic machining
118 MMC processing solid-state processing: suitable for composite with large surface area of high energy solid-gas interface, e.g. matrix in particle or fail form. diffusion bonding: using foil matrix Fig 3.1 e.g. Ti, Ni, Cu, Al reinforced with boron power metallurgy: using particle materials, suitable for particle or whisker reinforced composites, Vf < 25% co-extrusion, drawing limited to ductile reinforcement and matrix

119 Diffusion bonding
120 MMC Liquid State processes I Liquid pressure forming (LPF) including the Cray process similar to RTM with molten metal fed into an evacuated fibre-filled mould from below by pressure. gases and volatiles vented from mould top. high pressures atm for Saffil preforms 70 atm for 50 v/o carbon fibre high clamping loads, massive dies for heat retention long solidification times.

121 Liquid Melt Infiltration on Preform
122 MMC Liquid State processes II Pressure infiltration casting (PIC), including PCAST process as LPF, but mould is a cold thin walled vessel located inside and clamped by pressure vessel low cost tooling. Squeeze casting: high-quality casting pressurise to atm during solidification collapses porosity and increases thermal contact with unheated die wall resulting in rapid solidification rate. high capital facility and tooling costs.
123 Deposition processing spray co-deposition, Fig 3.4 chemical and physical vapour deposition (e.g. tungsten) electroplating (e.g. nickel) sputtering and plasma spraying
124 Squeeze Casting
125 MMC Liquid State processes III Casting/semi-slurry technique two phase process for (continuous) casting limited to short-fibre/particulate reinforcement Phase 1: dispersal of reinforcement in melt Phase 2: shear dilution produces ingots for subsequent reprocessing
126 MMC Liquid State processes IV Osprey technique liquid Al alloy atomised in N 2 atmosphere fed with 5μm (silicon carbide) particles sprayed onto collector surface.
127 liquid-state processing Casting Difficulties: wetting chemical reaction non-uniform mixing (due to density difference), can be improved by using precoating on reinforcements, e.g. pyrolitic graphite coating modifying the melt, e.g. add Li in Al melt compo casting, rheocasting: infiltration on perform: squeeze casting: Fig 3.2
128 Spray Co-deposition
129 CMC Processing Methods
130
4.Kompozit Üretim Yöntemleri
 4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir
4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
MAK 4087 KOMPOZİT MALZEME MEKANİĞİ
 MAK 4087 KOMPOZİT MALZEME MEKANİĞİ Öğretim Üyesi: Doç.Dr. Cesim Ataş Değerlendirme: 1. Ara S: %17.5, 2. Ara S: %17.5, Ödev/Sunum: %15, Final: %50 Kaynak Kitaplar Mechanics of Composite Materials, Autar
MAK 4087 KOMPOZİT MALZEME MEKANİĞİ Öğretim Üyesi: Doç.Dr. Cesim Ataş Değerlendirme: 1. Ara S: %17.5, 2. Ara S: %17.5, Ödev/Sunum: %15, Final: %50 Kaynak Kitaplar Mechanics of Composite Materials, Autar
Kompozit Malzemeler Polimer Matrisli Kompozitler
 Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitlerin Üretimi PMK parçalar çeşitli yöntemlerle üretilebilmektedir. Üretilecek parçanın kalitesine, istenilen özelliklere, miktarına
Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitlerin Üretimi PMK parçalar çeşitli yöntemlerle üretilebilmektedir. Üretilecek parçanın kalitesine, istenilen özelliklere, miktarına
4.Kompozit Üretim Yöntemleri
 4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir
4.Kompozit Üretim Yöntemleri Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine), parça şekline, istenen mekanik ve fiziksel özelliklere bağlı olarak değişim gösterir. Bir
3 Kompozit Malzemelerin İmalat Teknolojileri Kompozit Malzeme Mekaniği - Ders Notları - Prof.Dr. Mehmet Zor 1
 3 Kompozit Malzemelerin İmalat Teknolojileri 22.02.2018 Kompozit Malzeme Mekaniği - Ders Notları - Prof.Dr. Mehmet Zor 1 Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine),
3 Kompozit Malzemelerin İmalat Teknolojileri 22.02.2018 Kompozit Malzeme Mekaniği - Ders Notları - Prof.Dr. Mehmet Zor 1 Seçilecek üretim yöntemi; takviye malzemesine (elyaf), matris malzemeye (reçine),
Kompozit Malzemeler Polimer Matrisli Kompozitler
 Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitler Polimer matrisli kompozitler (PMK) en yaygın kullanılan mühendislik yapı malzemelerinden biri haline gelmiştir. Bu durum hem
Kompozit Malzemeler Polimer Matrisli Kompozitler Polimer Matrisli Kompozitler Polimer matrisli kompozitler (PMK) en yaygın kullanılan mühendislik yapı malzemelerinden biri haline gelmiştir. Bu durum hem
İÇERİK Kompozit malzemeler
 İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları. Çelik Izgara
 Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları Çelik Izgara Sistem Donanım Ltd. Şti.,ızgara döşeme, geçit ızgara, kanal ızgara, hendek ızgara, platform ızgara ve çelik yapılar, inşaat metal kalas,
Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları Çelik Izgara Sistem Donanım Ltd. Şti.,ızgara döşeme, geçit ızgara, kanal ızgara, hendek ızgara, platform ızgara ve çelik yapılar, inşaat metal kalas,
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
 TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
üniversal- ultralam ULTRALAM LVL modern kompozit bir yapı malzemesidir. ULTRALAM LVL kozalaklı ağaçlardan ( çam-ladin ) veya karışımından üretilir.
 veya karışımından üretilir.") üniversal- ultralam ULTRALAM LVL modern kompozit bir yapı malzemesidir. ULTRALAM LVL kozalaklı ağaçlardan ( çam-ladin ) veya karışımından üretilir. ULTRALAM LVL ağaçlardan tabakalar halinde soyularak yapıştırılmış
üniversal- ultralam ULTRALAM LVL modern kompozit bir yapı malzemesidir. ULTRALAM LVL kozalaklı ağaçlardan ( çam-ladin ) veya karışımından üretilir. ULTRALAM LVL ağaçlardan tabakalar halinde soyularak yapıştırılmış
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
3. KOMPOZİT MALZEME ÜRETİM YÖNTEMLERİ
 3. KOMPOZİT MALZEME ÜRETİM YÖNTEMLERİ 3.1 GİRİŞ Kompozit malzemeler; makroskopik yapıda birbirinden bağımsız iki veya daha fazla malzemenin bir araya gelmesiyle oluşurlar. Eğer, bu bileşenler makroskopik
3. KOMPOZİT MALZEME ÜRETİM YÖNTEMLERİ 3.1 GİRİŞ Kompozit malzemeler; makroskopik yapıda birbirinden bağımsız iki veya daha fazla malzemenin bir araya gelmesiyle oluşurlar. Eğer, bu bileşenler makroskopik
II. ULUSAL EGE KOMPOZİT MALZEMELER SEMPOZYUMU KASIM 2013
 VAKUM TORBALAMA YÖNTEMİ İLE KARBON FİBER PARÇA ÜRETİMİ İsmail DURGUN (1), Onur VATANSEVER (2) (1) TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa, Türkiye (2) Uludağ Üniversitesi Müh. ve Mimarlık Fakültesi,
VAKUM TORBALAMA YÖNTEMİ İLE KARBON FİBER PARÇA ÜRETİMİ İsmail DURGUN (1), Onur VATANSEVER (2) (1) TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa, Türkiye (2) Uludağ Üniversitesi Müh. ve Mimarlık Fakültesi,
POLİMER KOMPOZİT TEST YÖNTEMLERİ
 Ders Öğretim Planı Dersin Kodu 50700902012 Dersin Seviyesi Lisans Dersin Adı LİMER KOMZİT TEST YÖNTEMLERİ Dersin Türü Yıl Yarıyıl AKTS Seçmeli 8 3 Dersin Amacı Dersin amacı, öğrenciye günümüzde kullanımı
Ders Öğretim Planı Dersin Kodu 50700902012 Dersin Seviyesi Lisans Dersin Adı LİMER KOMZİT TEST YÖNTEMLERİ Dersin Türü Yıl Yarıyıl AKTS Seçmeli 8 3 Dersin Amacı Dersin amacı, öğrenciye günümüzde kullanımı
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir
 Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Hexapan Honeycomb Hakkında
 www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Malzeme Üretim Laboratuarı I Deney Föyü KOMPOZİT DENEYLERİ
 1. AMAÇ Bu deneyin amacı; plastik matrisli e-camı takviyeli düzlemsel kompozit plakanın çekme dayancı, eğme dayancı ve darbe dayancının saptanması ve kırılma analizinden hareketle delaminasyon (tabaka
1. AMAÇ Bu deneyin amacı; plastik matrisli e-camı takviyeli düzlemsel kompozit plakanın çekme dayancı, eğme dayancı ve darbe dayancının saptanması ve kırılma analizinden hareketle delaminasyon (tabaka
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
AD: HEDEF AYMAK NUMARA: G KONU: İNŞAAT ÇELİKLERİ
 AD: HEDEF AYMAK NUMARA: G1850.100030 KONU: İNŞAAT ÇELİKLERİ İNŞAAT ÇELİKLERİ Beton, sıkıştırmada yeterince güçlü, ancak gerilimde zayıf bir yapı malzemesidir. Bu nedenle beton, çelik ile takviye edilir,
AD: HEDEF AYMAK NUMARA: G1850.100030 KONU: İNŞAAT ÇELİKLERİ İNŞAAT ÇELİKLERİ Beton, sıkıştırmada yeterince güçlü, ancak gerilimde zayıf bir yapı malzemesidir. Bu nedenle beton, çelik ile takviye edilir,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER
 İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
GİRİŞ UYGULAMALAR. HAVACILIK ENDÜSTRİSİ İç Döşeme Panelleri, Kapaklar NASA Uzay Mekiği İç Bölümler
 GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
KALIP TÜRLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. SOĞUK YOLLUKLU (Cold Runner)
") KALIP TÜRLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Türleri 2 Yolluk Tipine Göre: SOĞUK YOLLUKLU (Cold Runner) SICAK YOLLUKLU (Hot Runner) Kalıp Yapısına
KALIP TÜRLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Türleri 2 Yolluk Tipine Göre: SOĞUK YOLLUKLU (Cold Runner) SICAK YOLLUKLU (Hot Runner) Kalıp Yapısına
15 yıllık kompozit malzemelerdeki deneyimimizi, 2007 yılı itibari Fiberpull çatısı altında topladık.
 15 yıllık kompozit malzemelerdeki deneyimimizi, 2007 yılı itibari Fiberpull çatısı altında topladık. Fabrikamız 2000 m 2 si kapalı olmak üzere toplam 10.000 m 2 alanda kurulmuştur. Ülkemizde gelişen sanayimiz
15 yıllık kompozit malzemelerdeki deneyimimizi, 2007 yılı itibari Fiberpull çatısı altında topladık. Fabrikamız 2000 m 2 si kapalı olmak üzere toplam 10.000 m 2 alanda kurulmuştur. Ülkemizde gelişen sanayimiz
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ
 HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI
 BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI") GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
mayatech ÜRÜN KATALOĞU mayatech kompozit profiller
 1 ÜRÜN KATALOĞU t 0 312 467 10 12-13 e [email protected] w www.mayaglobal.com.tr a Tunus Cadesi Mimoza Apt. No:70/9 Kavaklidere-Ankara-Türkiye mayatech 2 mayatech kompozit profiller MAYA TECH 15 yıllık
1 ÜRÜN KATALOĞU t 0 312 467 10 12-13 e [email protected] w www.mayaglobal.com.tr a Tunus Cadesi Mimoza Apt. No:70/9 Kavaklidere-Ankara-Türkiye mayatech 2 mayatech kompozit profiller MAYA TECH 15 yıllık
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2
 1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
 İstanbul Ticaret Üniversitesi Fen Bilimleri Dergisi Yıl: 10 Sayı: 20 Güz 201 s.119-126 DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
İstanbul Ticaret Üniversitesi Fen Bilimleri Dergisi Yıl: 10 Sayı: 20 Güz 201 s.119-126 DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
Kompozit Malzemeler. Polimer kompozit malzemeler reçine (Matrix) ve takviye (Reinforcement) bileşenlerinden oluşur.
 ve takviye (Reinforcement) bileşenlerinden oluşur.") Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
KOMPOZİT SANAYİCİLERİ DERNEĞİ KOMPOZİT DÜNYASI
 KOMPOZİT SANAYİCİLERİ DERNEĞİ KOMPOZİT DÜNYASI SEKTÖRÜN DÜNYADA GELİŞMESİ Kompozit sektörü, tüm dünyada, ikame malzemelerden de pay alarak büyümektedir ve geçen 30 yıl içerisinde global ekonomik büyümeye
KOMPOZİT SANAYİCİLERİ DERNEĞİ KOMPOZİT DÜNYASI SEKTÖRÜN DÜNYADA GELİŞMESİ Kompozit sektörü, tüm dünyada, ikame malzemelerden de pay alarak büyümektedir ve geçen 30 yıl içerisinde global ekonomik büyümeye
 www.hexaboard.com.tr www.hexaboard.com.tr Hexaboard Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı
www.hexaboard.com.tr www.hexaboard.com.tr Hexaboard Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Kazısız Boru Rehabilitasyonu için Yüksek Basınçlı Esnek Boru Hatları
 1 Kazısız Boru Rehabilitasyonu için Yüksek Basınçlı Esnek Boru Hatları Raedlinger şirket grubu Raedlinger Raedlinger RWenergy Primus Line BBZ İnşaat Mekanik PV Sistemleri Kazısız Profesyonel Şirketi Mühendislik
1 Kazısız Boru Rehabilitasyonu için Yüksek Basınçlı Esnek Boru Hatları Raedlinger şirket grubu Raedlinger Raedlinger RWenergy Primus Line BBZ İnşaat Mekanik PV Sistemleri Kazısız Profesyonel Şirketi Mühendislik
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 10. Kompozitler Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR KOMPOZITLER Kompozit, temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya malzeme
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 10. Kompozitler Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR KOMPOZITLER Kompozit, temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya malzeme
YTÜ Makine Mühendisliği Bölümü Hidromekanik ve Hidrolik Makinalar Anabilim Dalı Özel Laboratuvar Dersi Kompresör Deneyi Çalışma Notu
 YTÜ Makine Mühendisliği Bölümü Hidromekanik ve Hidrolik Makinalar Anabilim Dalı Özel Laboratuvar Dersi Kompresör Deneyi Çalışma Notu Laboratuar Yeri: E1 Blok Hidromekanik ve Hidrolik Makinalar Laboratuvarı
YTÜ Makine Mühendisliği Bölümü Hidromekanik ve Hidrolik Makinalar Anabilim Dalı Özel Laboratuvar Dersi Kompresör Deneyi Çalışma Notu Laboratuar Yeri: E1 Blok Hidromekanik ve Hidrolik Makinalar Laboratuvarı
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRÜN TANIMI; arasında olmalıdır.! Derz uygulaması yapıştırma işleminden bir gün sonra yapılmalıdır.!
 ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
 Ürün Kodu Genişlik Yükseklik Boş Ağırlık : A25 : 2.550 mm : 3.550 mm : 2.100 ~ 2.500 kg Geometrik Hacim : 10 16 18 26.000 l. (Kamyon tipine göre) Bölme Sayısı : 1 ~ 5 (Kamyon tipine göre) Tank Kodu : LGBF
Ürün Kodu Genişlik Yükseklik Boş Ağırlık : A25 : 2.550 mm : 3.550 mm : 2.100 ~ 2.500 kg Geometrik Hacim : 10 16 18 26.000 l. (Kamyon tipine göre) Bölme Sayısı : 1 ~ 5 (Kamyon tipine göre) Tank Kodu : LGBF
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
El Yatırma Yöntemi İle Kompozit Parça Üretimi
 El Yatırma Yöntemi İle Kompozit Parça Üretimi İsmail Durgun TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] Öz-Son yıllarda elyaf takviyeli polimer matrisli kompozit
El Yatırma Yöntemi İle Kompozit Parça Üretimi İsmail Durgun TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] Öz-Son yıllarda elyaf takviyeli polimer matrisli kompozit
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
aircoolers Evaporatörler Aircoolers TAVAN TİPİ EVAPORATÖRLER CEILING TYPE AIR COOLERS DUVAR TİPİ EVAPORATÖRLER WALL TYPE AIR COOLERS
 aircoolers Evaporatörler Aircoolers CEILING TYPE AIR COOLERS Teknik Bilgiler / Technical Details UYGULAMA Ürünlerimiz, endüstriyel ve ticari soğuk muhafaza, donmuş muhafaza, şoklama hücreleri ve serinletilme
aircoolers Evaporatörler Aircoolers CEILING TYPE AIR COOLERS Teknik Bilgiler / Technical Details UYGULAMA Ürünlerimiz, endüstriyel ve ticari soğuk muhafaza, donmuş muhafaza, şoklama hücreleri ve serinletilme
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
ISO 9001:
 ISO 9001:2015 Aygünsan Demir Çelik 1992 yılında sıcak haddelenmiş ve soğuk çekme olarak üretime başlayan firmamız kaliteyi, teknolojik gelişmeyi ve müşteri memnuniyetini ilke edinerek Karabük ili ve Safranbolu
ISO 9001:2015 Aygünsan Demir Çelik 1992 yılında sıcak haddelenmiş ve soğuk çekme olarak üretime başlayan firmamız kaliteyi, teknolojik gelişmeyi ve müşteri memnuniyetini ilke edinerek Karabük ili ve Safranbolu
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
 KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ N. Gamze Karslı Yılmaz, Ayşe Aytaç, Veli Deniz Kocaeli Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ N. Gamze Karslı Yılmaz, Ayşe Aytaç, Veli Deniz Kocaeli Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
YÜKSEK BASINÇ POMPALARI / HIGH PRESSURE PUMPS
 YMD-¾" YÜKSEK BASINÇ POMPALARI / HIGH PRESSURE PUMPS YMD-¾" TEKNİK ÖZELLİKLERİ GÖVDE VE DİŞLİLER : Pik döküm, Çelik döküm, Paslanmaz AISI 304-316 döküm, bronz döküm, sfero döküm. YATAKLAR : Snbz 12 bronz,
YMD-¾" YÜKSEK BASINÇ POMPALARI / HIGH PRESSURE PUMPS YMD-¾" TEKNİK ÖZELLİKLERİ GÖVDE VE DİŞLİLER : Pik döküm, Çelik döküm, Paslanmaz AISI 304-316 döküm, bronz döküm, sfero döküm. YATAKLAR : Snbz 12 bronz,
NEDEN HONEYCOMB? Altıgen petek hücre yapısı sayesinde panellere uygulanan kuvvet veya enerjilerin homojen dağılımını sağlar.
 www.panelium.com.tr KULLANIM ALANLARI NEDEN HONEYCOMB? Altıgen petek hücre yapısı sayesinde panellere uygulanan kuvvet veya enerjilerin homojen dağılımını sağlar. matris malzemelerinin arasına yerleştirilen
www.panelium.com.tr KULLANIM ALANLARI NEDEN HONEYCOMB? Altıgen petek hücre yapısı sayesinde panellere uygulanan kuvvet veya enerjilerin homojen dağılımını sağlar. matris malzemelerinin arasına yerleştirilen
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
ALÇI DUVAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
YOĞUNLUK : minimum kg/m3. ISI İLETKENLİK : 0,028W/Mk SU EMME : % 0,1 SU BUHARI DİFÜZYON DİRENCİ : YANGIN SINIFI : B1 (TS 11989)
") ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
II. ULUSAL EGE KOMPOZİT MALZEMELER SEMPOZYUMU KASIM 2013
 OTOMOTİV SEKTÖRÜNDE KULLANILAN KOMPOZİT PARÇA İMALAT YÖNTEMLERİNİN DENEYSEL OLARAK KARŞILAŞTIRILMASI İsmail DURGUN (1), Onur VATANSEVER (2), Rukiye ERTAN (3), Nurettin YAVUZ (2) ( 1) TOFAŞ ARGE Yeni Yalova
OTOMOTİV SEKTÖRÜNDE KULLANILAN KOMPOZİT PARÇA İMALAT YÖNTEMLERİNİN DENEYSEL OLARAK KARŞILAŞTIRILMASI İsmail DURGUN (1), Onur VATANSEVER (2), Rukiye ERTAN (3), Nurettin YAVUZ (2) ( 1) TOFAŞ ARGE Yeni Yalova
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul [email protected] ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul [email protected] ÖZET AA5049 alaşımı
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
ITP13103 Yapı Malzemeleri
 ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : [email protected] Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : [email protected] Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI
 Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
POLYUREA SPREY EKİPMANLARI
 POLYUREA SPREY EKİPMANLARI Polyurea İşinde Başarı İçin Ön Koşul Sunucu: Konuşmacı : Yetkili: Stephan Rindfleisch, Graco Murat Durdu, Graco (paralel oturum) C.Royo, S. Rindfleisch, H. Mann UYGULAMA GEREKSİNİMLERİ
POLYUREA SPREY EKİPMANLARI Polyurea İşinde Başarı İçin Ön Koşul Sunucu: Konuşmacı : Yetkili: Stephan Rindfleisch, Graco Murat Durdu, Graco (paralel oturum) C.Royo, S. Rindfleisch, H. Mann UYGULAMA GEREKSİNİMLERİ
El Freni Spiral Bağlantı Sacının Bükme Kalıbınında Üretilmesinin Teorik ve Uygulamalı İncelenmes (Hand Brake Spiral Mounting Plate)
") El Freni Spiral Bağlantı Sacının Bükme Kalıbınında Üretilmesinin Teorik ve Uygulamalı İncelenmes (Hand Brake Spiral Mounting Plate) Aslı UYAR- Kerim ÇETİNKAYA *Karabük Üniversitesi Teknik Eğitim Fakültesi,
El Freni Spiral Bağlantı Sacının Bükme Kalıbınında Üretilmesinin Teorik ve Uygulamalı İncelenmes (Hand Brake Spiral Mounting Plate) Aslı UYAR- Kerim ÇETİNKAYA *Karabük Üniversitesi Teknik Eğitim Fakültesi,
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
TAKVĠYELĠ PLASTĠKLERĠN KAYNAK KABĠLĠYETĠ VE DAYANIMININ ĠNCELENMESĠ
 TAKVĠYELĠ PLASTĠKLERĠN KAYNAK KABĠLĠYETĠ VE DAYANIMININ ĠNCELENMESĠ Ümit HÜNER, Dr.E. Selçuk ERDOĞAN Trakya Üniversitesi Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü/EDİRNE [email protected],[email protected]
TAKVĠYELĠ PLASTĠKLERĠN KAYNAK KABĠLĠYETĠ VE DAYANIMININ ĠNCELENMESĠ Ümit HÜNER, Dr.E. Selçuk ERDOĞAN Trakya Üniversitesi Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü/EDİRNE [email protected],[email protected]
SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
 5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ
 SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ Sedna Aire, sizlere SolarCool İklimlendirme Sistemini sunmaktan gurur duymaktadır. İki aşamalı bir split ya da paket iklimlendirme sistemine entegre edilmiş, tescilli
SOLARCOOL PANELİ İKLİMLENDİRME SİSTEMİ Sedna Aire, sizlere SolarCool İklimlendirme Sistemini sunmaktan gurur duymaktadır. İki aşamalı bir split ya da paket iklimlendirme sistemine entegre edilmiş, tescilli
II. ULUSAL EGE KOMPOZİT MALZEMELER SEMPOZYUMU KASIM 2013
 OTOMOBİL GELİŞTİRME SÜRECİNDE EL YATIRMA YÖNTEMİ İLE KOMPOZİT PARÇA ÜRETİMİ İsmail DURGUN TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] ÖZET Otomobil geliştirme sürecinde
OTOMOBİL GELİŞTİRME SÜRECİNDE EL YATIRMA YÖNTEMİ İLE KOMPOZİT PARÇA ÜRETİMİ İsmail DURGUN TOFAŞ ARGE Yeni Yalova Yolu Cad. No:574 Bursa / Türkiye [email protected] ÖZET Otomobil geliştirme sürecinde
Ü R Ü N K AT A L O Ğ U
 ÜRÜN KATALOĞU İ Ç İ N D E K İ L E R 08 10 12 14 16 18 20 22 24 26 28 POLIMAX ULTRASOFT POLIMAX EXTREME POLIMAX FIBER POLIMAX LIGHTWEIGHT POLIMAX 55 POLIMAX SILVER POLIMAX WHITE POLIMAX ELECTRO POLIMAX
ÜRÜN KATALOĞU İ Ç İ N D E K İ L E R 08 10 12 14 16 18 20 22 24 26 28 POLIMAX ULTRASOFT POLIMAX EXTREME POLIMAX FIBER POLIMAX LIGHTWEIGHT POLIMAX 55 POLIMAX SILVER POLIMAX WHITE POLIMAX ELECTRO POLIMAX
DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA
 DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA *Serkan Öğüt, Aykut Kentli, **Hikmet Nazım Ekici [email protected], [email protected], [email protected] *Marmara Üniversitesi Mühendislik Fakültesi
DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA *Serkan Öğüt, Aykut Kentli, **Hikmet Nazım Ekici [email protected], [email protected], [email protected] *Marmara Üniversitesi Mühendislik Fakültesi
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
taze beton işlenebilirlik
 8 taze beton işlenebilirlik Paki Turgut Kaynaklar 1) Hewlett PC, Cement Admixture: uses and applications, Cement Admixture Association 2) Domone P, Illston J, Construction Materials, 4th Edition 3) Mindess
8 taze beton işlenebilirlik Paki Turgut Kaynaklar 1) Hewlett PC, Cement Admixture: uses and applications, Cement Admixture Association 2) Domone P, Illston J, Construction Materials, 4th Edition 3) Mindess
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
ALUPAM A.Ş. ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013
 ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013 ALUPAM A.Ş. 2013 yılı başlarında ileri teknolojik malzemelerin tasarım ve imalatını yapmak amacıyla kurulmuştur. Alüminyum ve alaşımları ile yapılan çalışmalarına
ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013 ALUPAM A.Ş. 2013 yılı başlarında ileri teknolojik malzemelerin tasarım ve imalatını yapmak amacıyla kurulmuştur. Alüminyum ve alaşımları ile yapılan çalışmalarına