TEKSTİL TEKNOLOJİLERİ EL KİTABI
|
|
|
- Belgin Üzümcü
- 10 yıl önce
- İzleme sayısı:
Transkript
1 TEKSTİL TEKNOLOJİLERİ EL KİTABI Yaşar ÇİFTÇİ İSTANBUL GÜMRÜK LABORATUVAR MÜDÜRÜ

2 TEKSTİL LABORATUVARININ SORUMLU OLDUĞU FASILLAR AŞAĞIDA BELİRTİLMİŞTİR Fasıl No 41 Fasıl Başlığı 42 Deri Eşya; Saraciye Eşyası ve Eyer Ve Koşum Takımları; Seyahat Eşyası, El Çantaları ve Benzeri Mahfazalar; Hayvan Bağırsağından Mamul Eşya (İpek Böceği Guddesi Hariç) Postlar, Kürkler ve Taklit Kürkler; Bunların Mamulleri Ağaç ve Ahşap Eşya; Odun Kömürü; Mantar Ve Mantardan Mamul Eşya; Hasırdan, Sazdan veya Örülmeye Elverişli Diğer Maddelerden Mamuller; Sepetçi ve Hasırcı Eşyası 45 Mantar ve Mantardan Eşya 46 Hasırdan, Sazdan veya Örülmeye Elverişli Diğer Maddelerden Mamuller; Sepetçi ve Hasırcı Eşyası 47 Odun veya Diğer Selülozik Maddelerin Hamurları; Geri Kazanılmış Kağıt veya Karton Döküntü, Kırpıntı ve Hurdalar 48 Kağıt ve Karton; Kağıt Hamurundan, Kağıttan veya Kartondan Eşya 49 Basılı Kitaplar, Gazeteler, Resimler ve Baskı Sanayinin Diğer Mamulleri; El ve Makina Yazısı Metinler ve Planlar İpek Yapağı ve Yün, İnce veya Kaba Hayvan Kılı; At Kılından İplik ve Dokunmuş Mensucat Pamuk 52 Ham Postlar, Deriler (Kürkler Hariç) ve Köseleler 53 Dokumaya Elverişli Diğer Bitkisel Lifler; Kağıt İpliği Ve Kağıt İpliğinden Dokunmuş Mensucat 54 Sentetik ve suni filamentler, şeritler ve benzeri sentetik ve suni dokumaya elverişli maddelersuni Filamentler 55 Sentetik ve Suni Devamsız Lifler Vatka, 56 Ke Vatka, Keçe ve Dokunmamış Mensucat; Özel İplikler; Sicim, Kordon, İp, Halat ve Bunlardan Mamul Eşya Halılar Ve Dokumaya Elverişli Maddelerden Diğer Yer Kaplamaları Özel Dokunmuş Mensucat; Tufte Edilmiş Dokumaya Elverişli Mensucat; Dantela, Duvar Halıları; Şeritçi ve Kaytancı Eşyası; İşlemeler 59 Emdirilmiş, Sıvanmış, Kaplanmış veya Lamine Edilmiş Dokumaya Elverişli Maddelerden Mensucat; Endüstriyel Kullanıma Uygun Türden Tekstil Eşyası 60 Örme Mensucat

3 61 Örme Giyim Eşyası ve Aksesuarı 62 Örülmemiş Giyim Eşyası ve Aksesuarı 63 Dokumaya Elverişli Maddelerden Diğer Hazır Eşya; Takımlar; Giyim Eşyası ve Dokumaya Elverişli Maddelerden Kullanılmış Eşya; Paçavralar 64 Ayakkabılar, Getrler, Tozluklar ve Benzeri Eşya; Bunların Aksamı 65 Başlıklar ve Aksamı 66 Şemsiyeler, Güneş Şemsiyeleri, Bastonlar, İskemle Bastonlar, Kamçılar, Kırbaçlar ve Bunların Aksamı Hazır 67 Hazırlanmış İnce ve Kalın Kuş Tüyleri ve Bunlardan Eşya; Yapma Çiçekler, İnsan saçından eşya

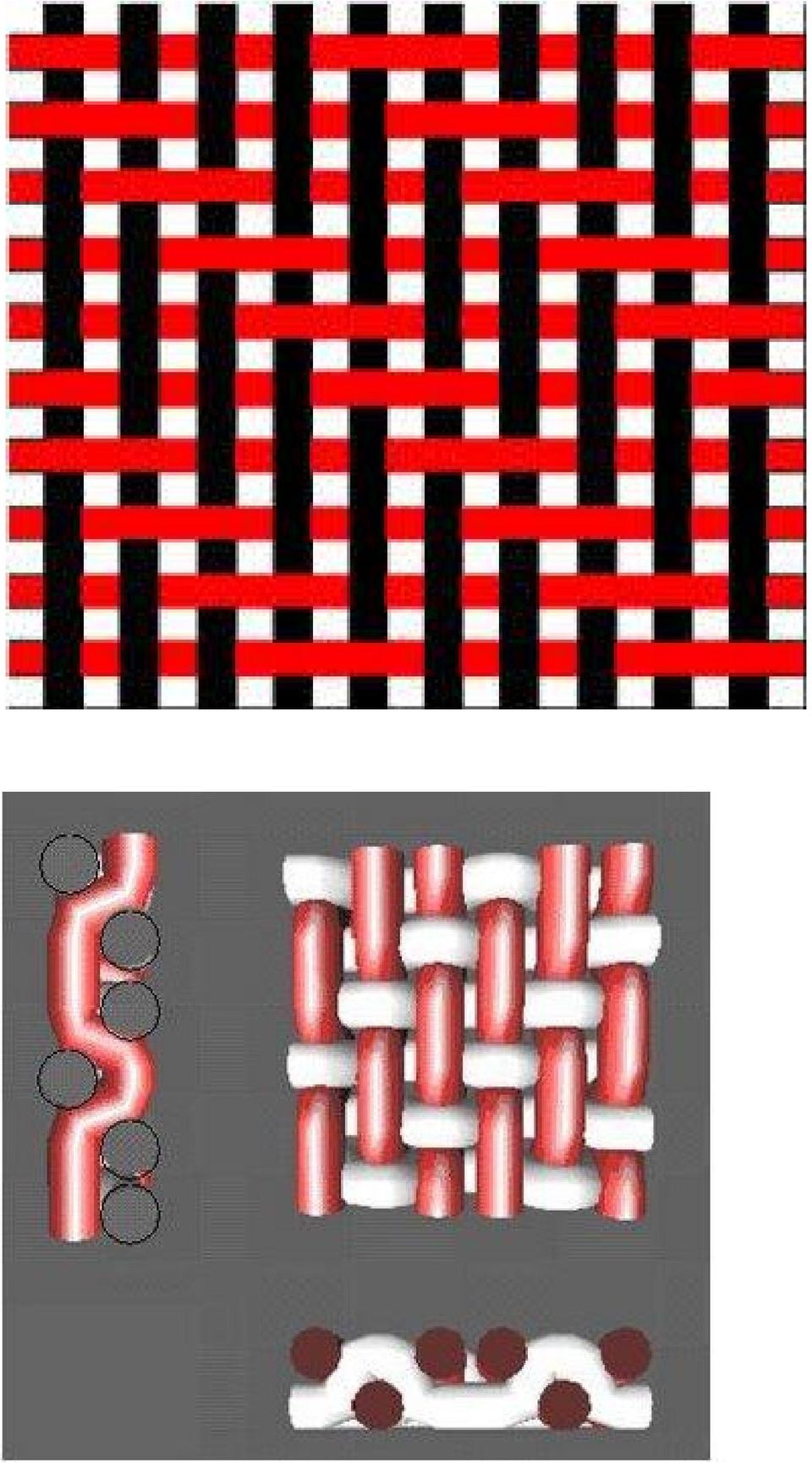
4 A-DOKUMA KUMAŞLAR 1-GİRİŞ; Tekstil kumaşları, genellikle dokumadır; ancak örme, keçeleştirme, dantel kumaş oluşumu, ağ doku oluşturma, nonwoven işlemleri ve tafting veya bu işlemlerin kombinasyonu (birleşimi) ile de üretilebilirler. Kumaşların çoğu iki boyutludur fakat artan sayıda üç boyutlu dokuma tekstil yapıları geliştirilmekte ve üretilmektedir. Dokuma kumaşlar, genellikle birbirine dik açı ile yerleştirilen ve birbirinin etrafından dolanan iki iplik sisteminden meydana gelir. Kumaşın uzunluğu boyunca yerleşen iplikler çözgü iplikleri ve kumaşın bir kenarından diğer kenarına yani kumaşın bir tarafından diğer tarafına uzanan iplikler atkı iplikleri olarak isimlendirilir. Üç eksenli ve üç boyutlu kumaşlarda iplikler kumaşa farklı şekillerde yerleştirilir. Dokunmuş tekstiller kullanım yerine göre gerekli ihtiyaçları karşılayacak şekilde tasarlanırlar. Bu kumaşların, mukavemeti (teknik tekstiller), kalınlığı, esnekliği, gözenekli olup olmaması ve kullanım süresi değiştirilebilir ve bu özellikler kumaşın örgüsüne, atkı ve çözgü iplik sıklıklarına, ipliklerin hammaddesine, yapısına (filament veya devamsız (kesikli) liflerden üretilmiş), iplik numarasına ve büküm faktörlerine bağlıdır. İpliklerin bağlantı yapması ile oluşturulan diğer kumaş yapılarına göre dokuma kumaşlardan daha yüksek bir mukavemet ve daha stabil bir kumaş yapısı elde edilebilir. Atkı ve çözgü yönünde büyük ölçüde farklılık gösteren özelliklere sahip kumaşlar üretmek için kumaşların konstrüksiyonları (yapıları) değiştirilebilir. 2-ÖRGÜ YAPILARI; Dokuma kumaşlarda kullanılan örgü sayısı pratik olarak sınırsızdır. Kumaşların fiziksel özelliğine etki eden basit yapısal değişimler gösterdiklerinden ve üç eksenli kumaşlar ile dokuma kumaşların kenar oluşumundaki ehemmiyetlerinden dolayı leno örgülerden de kısaca bahsedeceğiz. İki boyutlu dokuma kumaşların büyük bir kısmı temel örgü kullanılan yapılardır ve bunların en az % 90 lık kısmında bez ayağı örgü kullanılmaktadır. 2-1) BEZ AYAĞI ÖRGÜ; 2-1-1) Bez ayağı örgü konstrüksiyonu; Bez ayağı örgü, atkı ve çözgü ipliklerinin aralarında en basit şekilde bağlantı yapmaları ile üretilen bir örgü çeşididir. Bir atkı ipliği boyunca sırasıyla bir çözgünün üstte ve sonrakinin altta kalmasıyla oluşturulur ) Bez ayağı örgüye sahip kumaş çeşitleri; Kumaşların özellikleri, ipliklerin üretiminde kullanılan lifin tipine, ipliklerin tek filamentli, düz bükümlü veya tekstüre devamlı filament iplik olup olmadığına veya ipliklerin doğal veya sentetik kesikli liflerden üretilip üretilmediğine bağlıdır. Bir kumaşın sertliği ve dokunabilirliği de kullanılan iplik hammaddesinin sertliği ile ipliğin büküm faktöründen yani iplik numarasına bağlı olarak verilen büküm sayısından etkilenmektedir. Bez ayağı örgü kumaşlarda bazı özellikleri elde etmek için bazen çok yüksek bükümlü iplikler kullanılabilir. Elde edilen kumaşlar yüksek esnekliğe sahip olabilir veya yarı mat olabilir. Toplam kumaş alanına göre iplikler tarafından kaplanan alanı etkileyen iplik numaraları ile sıklıklar değiştirilerek kumaşın gramajı (alan yoğunluğu) değiştirilebilir. İplik yerleşimi ve iplik numarası arasındaki ilişki örtme faktörü olarak isimlendirilir. Kumaşın gramajı ve/veya örtme faktörünün değiştirilmesi kumaşların aşınma dayanımı, filtreleme kapasitesi, gözenekliliği, stabiletesi, sertliği, kalınlığı ve mukavemetini etkileyebilir. Yaklaşık olarak birim alanda aynı atkı ve çözgü iplik sıklıkları ile aynı iplik numaralarına sahip olan kare bez ayağı kumaşlar geniş bir gramaj ve örtme faktörü aralığında üretilirler. Açık yapılı düşük gramajlı kumaşlar bandaj ve tülbent kumaşlarını, düşük gramaj

5 ve yüksek örtme faktörlü kumaşlar daktilo şeridi ve tıbbi filtre kumaşlarını, yüksek gramaj ve düşük sıklığa sahip kumaşlar jeo-tekstil stabilizasyon kumaşlarını, yüksek gramaj ve yüksek sıklığa sahip kumaşlar ise pamuklu branda kumaşlarını kapsar. Çözgü yüzlü bez ayağı kumaşlar genellikle atkı örtme faktöründen çok daha yüksek çözgü örtme faktörüne sahiptir. Birbirine yakın atkı ve çözgü iplik numaraları kullanılır ise tipik bir çözgü yüzlü kumaş atkı sıklığının iki katı çözgü sıklığına sahip olabilmektedir. Bu gibi kumaşlarda çözgü kıvrımı yüksek ve atkı kıvrımı oldukça düşük olacaktır. Uygun bir örtme faktörünün kullanımı ve ipliklerin seçimi ile bu tip bir kumaşta aşınmanın çoğu çözgü iplikleri üzerinde yoğunlaştırılabilir ve böylelikle atkı ipliklerin korunması sağlanmış olur. Atkı yüzlü bez ayağı kumaşlar çözgüye nazaran çok daha yüksek atkı örtme faktörü kullanılarak üretilir ve çözgü kıvrımından daha yüksek atkı kıvrımına sahiptirler. Dokuma gerginliklerindeki farktan dolayı kıvrım farkı çözgü yüzlü kumaşlardan biraz daha düşüktür. Atkı yüzlü kumaşlar, dokunmalarının daha pahalı ve zor olmasından dolayı daha az kullanılmaktadır.

6

7 2-2) RİBS (KORD) VE PANAMA ÖRGÜYE SAHİP KUMAŞLAR (BEZ AYAĞI ÖRGÜDEN TÜRETİLMİŞ ÖRGÜLER); Bunlar bez ayağı kumaşların en basit modifikasyonudurlar. Bu kumaşlar aynı anda yan yana iki veya daha fazla çözgü ve/veya atkının üst konumda bulunmaları ile üretilirler. Sonuç olarak geniş çözgü ve/veya atkı ortaya çıkar. Atkı ve çözgü iplikleri arasında bağlantı sayısı azaldığı için verilen aralığa daha fazla iplik yerleştirmek mümkündür, bu da sıkıştırılmaksızın daha yüksek örtme faktörüne ulaşmak demektir ) Ribs (Kord) kumaşlar; Bezayağı dokusunda iplik sayısının çözgü veya atkı yönünde arttırılmasıyla oluşturulur. Sütunlu, oluklu bir görünüme sahiptir. Çözgü ribsi kumaşlarda çoğunlukla birim uzunlukta, atkıdan daha fazla çözgü ipliği bulunur ve çözgü kıvrımı yüksek, atkı kıvrımı düşüktür. Bu durum atkı ribsi kumaşlarda tersinedir. Bir 2/2 atkı ribsi kumaşta bir atkı ipliği yan yana iki çözgünün üzerinden geçerken 2/2 çözgü ribsin de bir çözgü ipliği iki atkının üzerinden geçer. İplik yüzmelerinin uzunluğu atkı ve çözgü doğrultusunda 4/4, 6/6, 3/1 veya benzeri kombinasyonlar meydana getirmek için artırılabilir. Uzun yüzmeli ribs örgülerde yan yana duran ipliklerin birbiri üzerine gelmesini engellemek genellikle zordur. Atkı ribsleri nin dokunması aynı anda iki atkı atılması mümkün olmaz ise daha pahalıdır, çünkü birim uzunlukta yüksek atkı sayısının olması dokuma makinesinin üretimini düşürür. a) Çözgü ripsleri; Düz çözgü ripslerinde sütunların genişliği aynıdır yani her sütun eşit sayıda alınan atkı ipliklerinden oluşur. Örn: Rç 2/2 (2) DÜZ ÇÖZGÜ RİBS İ
 Ribs (Kord) kumaşlar; Bezayağı dokusunda iplik sayısının çözgü veya atkı yönünde arttırılmasıyla oluşturulur. Sütunlu, oluklu bir görünüme sahiptir.")
8 Karışık çözgü ripslerinde oluk kalınlıkları farklıdır. Yani her oluğun atkı ipliği sayısı değişik olabilir. Bağlantı noktaları değiştirilmiş çözgü ripslerinde oluşan oluklar kumaşın bir kenarından diğerine doğru düzensiz bir akış içindedir. 4 lü, 6 lı, 8 li gruplara ayrılan çözgü iplikleri, verilen bağlama noktalarının üzerine inşa edilerek çözgü yönünde kaydırılırlar. Yani verilen rapordaki bağlama noktaları, her grup değişiminden sonra yeni bir grubun başlangıç noktasını oluşturur ve çözgü ipliği grupları o nokta üzerinden kayarak oluşur. Örn: Rç 2 /2. 4 kaydırma noktalı 6 lı çözgü gruplarına ayılmış. Dimi bağlantı noktalı b) Atkı Ripsi: Bezayağı bağlantıların çözgü yönünde iki veya daha fazla iplik sayısının ilavesiyle oluşturulan çözgü ripsleri kumaşın iki yüzünde de aynı görüntüyü verir. Düz atkı ripslerinde olukların genişliği aynıdır. Örn: Ra 1 /1 (4 iplikli) ATKI RİBS İ

9 Karışık atkı ripslerinde her oluktaki çözgü ipliği sayısı farklıdır. Örn: Ra 1/1 ( ) KARIŞIK ATKI RİBS İ Bağlantı noktaları değiştirilmiş atkı ripsleri verilen bezayağı veya saten bağlama noktaları üzerine inşa edilir. Bir iplik grubundan diğerine geçişte ilk atkı grubunun en son atkı ipliği ile ikinci atkı grubunun ilk atkı ipliği yan yana gelerek kalın bir rips sütunu oluşturur. Örn: Rç 1 /1 (4+2) 8 atkı iplikli grup bezayağı kaydırma noktasına göre 3 kaydırmalı BAĞLANTI NOKTALARI DEĞİŞTİRİLMİŞ ATKI RİBSİ c)desenli ripsler; Aynı rapor içinde atkı ve çözgü ripslerinin karışımı ile oluşturulur. Rapor içinde çözgü ve atkı ripsleri istenilen genişlikte kullanılabilir. Çözgü iplik gruplarının yan yana birleştirilmesiyle bütün bir desen oluşturulduğu gibi daha değişik metotlarla farklı örnekler oluşturulabilir. Bu işlem yapılırken önce bir motif çizilir. Hem çözgü hem de atkı ripsleri için rapor genişliği belirlenir. Büyütülmek istenen rapor desen kağıdında tespit edilir. Motife göre karelerin içi doldurulur. Örn 1: 1.grup Rç 3/2 (8 çözgü ipliği genişliğinde) 2.grup Ra 1 /2 (3+2) 10 çözgü ipliği genişliğinde Rapor 18:10
 8 atkı iplikli grup bezayağı kaydırma noktasına göre 3 kaydırmalı BAĞLANTI NOKTALARI DEĞİŞTİRİLMİŞ ATKI RİBSİ c)desenli ripsler; Aynı rapor içinde atkı ve çözgü ripslerinin")
10 Örn 2: A) Motif 1 /1 Bezayağına göre B) Rç 4 /4 (2iplikli) C) Ra 1 /1 (4 iplikli) Her bir motif 8 çözgü ve 8 atkı ipliği büyütülmüştür. Yukarıdaki örgü dokunduğunda oluşacak kumaş görüntüsü aşağıdaki gibidir.

11 Örn: 3 A) motif D 2 /2 Z B) Rç 2 /2 (2iplikli) C) Rç 1 /1 (2+2iplikli) Rapor 16:16
")
12 d)kuvvetlendirilmiş ripsler; Tek taraflı rips dokular veya dokunun tersinden bağlamalı ripslerin kullanım amacı bir oluk veya sütun içindeki benzer bağlama noktalarının birbiri üzerine kaymalarını önlemek ve kumaşın daha gergin olmasını sağlamaktır. -Kuvvetlendirilmiş çözgü ripsleri; Dokunun arka yüzünde görünen uzun çözgü atlamaları bezayağı örgü ile atkılarla bağlanır. Ön yüzdeki uzun çözgüler birbirine yaklaşarak rips görüntüsünü muhafaza eder. Çözgülerin bağlantıları daha çok kapatması istenirse bağlantı noktaları ön yüzde görünen uzun çözgülerin bağlantılarıyla kesişmeyecek şekilde seçilmelidir. Örn 1: Rç 4/4. Rapor:4:8 Örn 2: Rç 6/6. Rapor:4:12

13 -Kuvvetlendirilmiş atkı ripsleri: Uzun ripsleri oluşturan atkı yüzmelerinin altında çözgü iplikleri, çözgü bağlantılarının altında da ters yönde uzun yüzme yapan atkı iplikleri bulunur. Kumaşın ön yüzdeki görüntüsünü etkilemeden kuvvetlendirme yapmak için, çözgü ipliklerinden oluşan sütun üzerinde yukarıda görünen çözgü ipliklerinden bazılarını aşağı indirerek altta yüzen atkı ipliği ile bağlantı gerçekleştirilir. Aşağı indirilerek bağlantı yapılan noktalar x ile belirtilmiştir. Örn: Ra 1 /1 ( 6 iplikli) Ters yüzden bağlama noktaları D 1 /3 (Z) Rapor: 12:8 e) Kauçuk dokular: Çözgü ve atkı ripslerinin kombine edilmesiyle oluşan esnek yapılı kumaşlardır. Desenin oluşturulması için öncelikle kullanılmak istenen boyutta çözgü ripsleri aynı düzleme yerleştirilir. Aynı boyutlardaki atkı ripsleri de yatay düzlemde yerleştirilir ve bu iki motif başlangıç noktaları üst üste gelecek şekilde birleştirilir. Oluşturulan birim motifin karşısına dolular boş, boşlar dolu olacak şekilde ilk motifin negatifi birim motif oluşturulur. Aynı işlem rapor tamamlanacak şekilde yukarıya doğru tekrarlanır.
 Ters yüzden bağlama noktaları D 1 /3 (Z) Rapor: 12:8 e) Kauçuk dokular: Çözgü ve atkı ripslerinin kombine edilmesiyle oluşan esnek yapılı kumaşlardır.")
14 Yukarıdaki örgünün dokunmuş kumaştaki görüntüsü aşağıdaki gibidir ) Panama kumaşlar; Bezayağı dokunun iki veya daha fazla atkı ve çözgü ile dokunmasıyla elde edilir. En küçük raporu 4 çözgü ve 4 atkı ile oluşturulur. Basit panama kumaşlar bez ayağı örgülerin görünüşüne sahiptirler. Bu örgüde iki çözgü ipliği iki atkı boyunca yukarı kaldırılır. Diğer bir deyiş ile bu örgü paralel olarak iki atkı ve iki çözgü ile dokunan bez ayağı örgüye benzemektedir. 3/3 veya 4/4 panama örgüleri elde etmek için aynı hareketi yapacak şekilde birlikte hareket ettirilen iplik sayısı benzer şekilde arttırılır. Daha büyük panama örgüler kumaş üzerinde kare şeklinde görünüm verirler. Ancak atkı ve çözgü yönündeki ipliklerin birbirinin üzerine çıkmaları ve uzun iplik yüzmelerinden dolayı stabil olmayan bir davranış göstermeleri nedeniyle bu tür kumaşlar daha az kullanılmaktadırlar. Büyük panama örgüler ile bir kumaşta özel bir efekt veya görünüm elde edilmek istendiğinde uzun iplik yüzmeleri üzerinde bağlantı noktaları içeren fantezi panama örgüler kullanılarak kumaş stabil hale getirilir. Panama örgüye sahip kumaşlar yüksek örtme faktörleri ve daha az sayıda bağlantı noktası ile dokunabilir. Sık kumaş konstrüksiyonlarında (yapılarında) panama kumaşlar daha iyi aşınma ve filtreleme özelliği gösterirler ve su nüfuz etmesine karşı daha büyük dirence sahiptirler. Düşük sıklığa sahip panama kumaşlarla daha büyük yırtılma mukavemeti ile patlama mukavemeti elde edilir. Aynı anda iki ya da daha fazla atkı atılabilirse dokuma maliyeti de düşürülmüş olur. a) Düz panama: Atkı ve çözgü bağlantıları eşit olan panamalardır. Örn: P 2 /2

15 PANAMA ÖRGÜ Karışık panama: Bağlantıların oluşturduğu zarların bir rapor içinde değişik büyüklüklerde kullanılmasıyla oluşturulur. Örn:P KARIŞIK PANAMA

16 Yukarıdaki örgünün dokunmuş kumaştaki görüntüsü aşağıdaki gibidir. c) Desenli panama: Desenli ripslerde olduğu gibi desenli panamalar da önceden tespit edilmiş motiflerin birleştirilmesiyle oluşur. Desenli panama oluşturmak için önce uygulanacak motif çizilir. Sonra bir karışık panama motifi ve bu birim motifin negatifi alınır. Rapor istenilen oranda büyütülerek seçilen negatif ve pozitif birimler oluşturulmak istenen motifin içine yerleştirilir. Örn: A) karışık panama motifi B) Motifin negatifi C) Uygulama motifi

17 DESENLİ PANAMA 2-2-3) Etamin (Arpa tanesi): Bezayağı örgüsünde bazı bağlantıların eksiltilmesi bazılarının arttırılması ile oluşturulan örgü tipidir. Zıt bağlantı noktaları ile çaprazlanarak bağlanan kısımlar, aynı tarzda bağlanan çözgü ve atkı ipliklerini iterek çite benzer bir görüntü oluşturur. ETAMİN (ARPA TANESİ)

18 Yukarıdaki örgünün dokunmuş kumaştaki görüntüsü aşağıdaki gibidir.

19 2-3) DİMİ KUMAŞLAR; Dimi, üç veya daha fazla atkı ve çözgüde tekrar eden bir örgüdür ve kumaş yüzünde diyagonal çizgiler üretilir. Bu çizgiler genellikle kumaşın bir kenarından diğer kenarına doğru uzanır. Kumaş yüzeyindeki diyagonal çizgilerin yönü genel olarak kumaşın çözgü yönünden göründüğü gibi tanımlanır. Çizgilerin yönü sağ üst tarafa doğru ise örgü Z dimi veya sağ dimi, çizgiler ters yönde ise örgü S dimi veya sol dimi olarak isimlendirilir. Diyagonal çizgilerin açısı ve tanımı atkı ve çözgü iplik sıklıkları ve/veya numaralarına bağlı olarak değiştirilebilir. Her hangi bir konstrüksiyon (yapı) için dimi örgüler aynı özelliklere sahip bez ayağı örgü kumaşlardan daha uzun yüzmelere, daha az sayıda bağlantı noktasına ve daha açık bir yapıya sahip olacaktır. Dimi kumaşların endüstriyel kullanımı esas olarak basit dimi örgülerle sınırlı olduğundan burada basit dimi örgüler anlatılacaktır. Kırık dimiler, dalgalı dimiler, elastik dimiler ve balıksırtı dimiler takım elbiselik ve giysilik kumaşlarda yaygın olarak kullanılmaktadırlar. Bir dimi örgünün en küçük raporu 3 atkı 3 çözgüden meydana gelir. Dimi örgü büyüklüğü için teorik bir üst sınır yoktur ancak kabul edilebilir uzunlukta yüzmelere sahip stabil bir kumaş yapısı üretme gereği dimi örgü büyüklüğüne pratik sınırlar getirmektedir. Dimi örgü, bir raporluk çözgü hareketinin bir sonraki çözgüde bir öncekine nazaran bir atkı önce veya bir atkı sonra başlatılması ile oluşturulur. D 1/2 örgüde çözgü ipliği bir atkının üzerinden ve sonraki iki atkının altından geçerken D 2/1 örgüde önce iki atkının üzerinden ve sonra bir atkının altından geçer. Her iki örgü de S ve Z dimi olarak üretilebilir. Dolayısıyla bu en basit dimi örgünün dört faklı kombinasyonu mevcuttur. D 2/1 dimi örgü çözgü yüzlü dimidir, yani bu örgü ile dokunan kumaşlarda çözgünün daha büyük bir kısmı kumaşın yüzeyindedir. D 1/2 örgüler ise atkı yüzlüdür. Atkı yüzlü dimi örgü atkı atılırken daha az sayıda çözgünün yukarı kaldırılması gerektiğinden dokuma makinesini çözgü yüzlü dimilerden daha az zorlarlar. Bu sebepten dolayı, çözgü yüzlü dimiler bazen ters (atkı yüzlü dimi olarak) dokunurlar. Bunun olumsuz tarafı, dokuma esnasında çözgü ipliklerini kontrol etmenin zor olmasıdır. Dört atkı ve dört çözgüden oluşan dimi örgüleri D 3/1, D 2/2 veya D 1/3 konstrüksiyonlu (yapılı) olup her bir örgü S veya Z yönlü olabilir.

20
21
22 63 EĞİMLİ, TEK EĞİMLİ EŞİT YÜZLÜ SAĞ YOLLU DİMİ 27 EĞİMLİ, TEK EĞİMLİ SAĞ YOLLU DİMİ
23 2-4) ATKI VE ÇÖZGÜ SATENİ; İngiltere de üretilen saten örgüler çözgü yüzlü olup dimi çizgilerinden arındırılmış düzgün bir kumaş yüzeyi elde etmek için bağlantı noktaları düzenlenmiş örgülerdir. Çözgü sateni örgüler bir santimetrede atkıdan çok daha fazla sayıda çözgü ipliğine sahip olan örgülerdir. Atkı satenleri ise bir santimetrede çözgüden daha fazla sayıda atkı ile dokunurlar. Bir kumaşı daha az sayıda atkı ile dokumak daha ucuz olduğu için çözgü satenleri atkı satenlerine nazaran daha yaygındırlar. Çözgü ipliklerini hareket ettiren çerçeveler üzerine etkiyen kuvvetleri azaltmak amacı ile çözgü satenleri kumaşın tersi üstte olacak şekilde dokunabilir, yani çözgü sateni konstrüksiyonuna (yapısına) sahip kumaş atkı sateni olarak dokunur. Dimi çizgileri ortadan kaldırmak amacı ile saten örgüler sistematik bir şekilde oluşturulmak zorundadır. Dimi efektleri olmayan düzenli bir saten örgü oluşturmak için bazı kuralları göz önünde bulundurmak gerekir. Rapor içinde bağlantı noktalarının dağılımı mümkün olduğu kadar rastgele olmalıdır ve raporda her çözgü bir atkı ile sadece bağlantı yapmak zorundadır. Bağlantılar belirli bir sıraya göre düzenlenmeli, birbirinden düzgün bir şekilde ayrılmalı ve asla birbirinin bitişiğinde olmamalıdır. Saten örgüler 1/x dimiden türetilir ve dimi örgüdeki bağlantı noktaları sabit adım sayısı olarak isimlendirilen bir sayı kadar kaydırılır. Aşağıdaki koşullara uyan adım sayıları kullanılmamalıdır; i) Bir veya örgü rapor büyüklüğünün bir eksiği (çünkü bu durumda dimi örgü elde edilir), ii) Örgü raporu büyüklüğü veya örgü raporunun tam böleni olan bir sayı (bu durumda bazı iplikler bağlantı oluşturamayacaktır) Bu kurallara göre saten örgü oluşturulacak en küçük örgü raporu büyüklüğü 5 tir. Düzenli atkı veya çözgü sateni 6, 9, 11, 13, 14 veya 15 iplikten oluşan rapor büyüklükleri ile de oluşturulamaz. En yaygın olan örgü raporları 5 ve 8 iplikten oluşur ve 16 dan büyük örgü raporları uzun iplik yüzmelerinden dolayı pratik değildir. Atkı ve çözgü satenleri üniformalar ile endüstriyel ve koruyucu kumaşlarda yaygın olarak kullanılırlar. Bu örgüler çalı kesen gibi özel kumaşlarda da kullanılır. Kuzey Amerika da çözgü sateni kumaş, atkı yüzlü efekte sahip atkı sateni örgü veya çözgü yüzlü efekte sahip çözgü sateni örgü ile dokunmuş ipek veya diğer liflerden dokunmuş kalın ve yoğun bir yapıya sahip düzgün yüzeyli ve genellikle parlak bir kumaştır. Atkı sateni kumaş ise atkı ve çözgü yüzlü efekte sahip beşli çözgü sateni örgü ile dokunan dayanıklı parlak bir pamuklu kumaştır.
24 ÇÖZGÜ SATENİ
25 Z ÖRGÜLÜ 8 RAPORLU ÇÖZGÜ SATENİ Z ÖRGÜLÜ 9 RAPORLU ÇÖZGÜ SATENİ
26 ATKI SATENİ
27 Z ÖRGÜLÜ 9 LU 5 ATLAMALI ATKI SATENİ
28 2-5) LENO ÖRGÜLER; Leno örgülerde yan yana bulunan çözgü iplikleri atkı ile bağlantı yaparken birbirine paralel kalmayıp çaprazlar oluşturarak bağlantı yaparlar. En basit leno örgüde bir standart çözgü ve bir çapraz çözgü her atkıda birbirine çapraz geçerek bağlantı oluşturur. Bir leno örgüde aralarındaki atkı ipliği geçen iki çözgü birbirleriyle çapraz yaparak bağlantı oluşturduğunda atkı ipliğini yerinde sıkıca tutar ve atkının hareket etmesine engel olur. Leno örgüler bundan dolayı gaze gibi seyrek veya açık kumaş yapılarında ipliklerin hareket etmesini ve kumaş yapısının bozulmasını engellemek için kullanılır. Bir kumaşın kenar konstrüksiyonu (yapısı) kenardaki çözgüleri yerlerinde tutamıyor ise leno çözgüler bu ipliklerin kumaş gövdesinin dışına kaymasını engellemek için kullanılır. Daha sonraki işlem aşamalarında kumaşlar dar enlerde parçalara kesilecek ise dokumada bu amaçla boş bırakılan tarak dişlerinin olduğu kısımlarda da (bu kısımlar kumaşın daha küçük enlere ayrıldığı kısımlardır) leno örgüler kullanılır. Leno ve gaze kumaşlar sadece standart ve çapraz çözgülerden veya bu iplik çiftlerinden oluşur veya desene göre istenilen tasarımı elde etmek için çok sayıda bu iplik gruplarından kullanılabilir. Kumaşta daha büyük efektler elde etmek için standart ve çapraz leno iplikler çift olarak veya üçlü gruplar halinde kullanılabilir. İki veya daha fazla atkı ipliği aynı ağızlığa verilebilir ve leno efekti vermek için çözgülerin atkılar arasında çapraz bağlantılar oluşturduğu düz kumaş bölgeleri basit leno örgülerden üretilir. Standart ve çapraz örgüler çoğunlukla ayrı çözgü leventlerinden beslenir. Hem standart hem de çapraz örgüler aynı levende sarılır ise her iki iplik aynı miktarda dolanacağından aynı kıvrıma sahip olacaktır. Bu tip örgü kumaşlara örnek olarak, leno örgü kumalar verilebilir. Standart ve çapraz iplikler ayrı leventlere sarılır ise farklı gerginliklerde beslenebilirler ve bu ipliklerin kıvrımları ayrı ayrı ayarlanabilir. Böyle bir durumda standart çözgü kumaşta düz olarak yer alırken tüm kıvrımı çapraz iplik alarak standart iplik etrafında dolanır. Burada çapraz ipliklerin bir atkı üzerinde sağdan sola veya soldan sağa kaydırılabildiği görülebilir. Özellikle düzgün yüzeyli tek filamentli iplikler durumunda çapraz bağlantı oluşum yönü bağlantının kilitlenmesine etki eder. İki farklı levent kullanıldığında tasarım amaçlı ve teknik uygulamalar için farklı tip ve numaralarda ipliklerin kullanılması mümkündür. Leno örgü sadece kumaş kenar konstrüksiyonu için kullanıldığında her bir kumaş kenarı için birden dörde kadar bu iplik çiftlerinden kullanılır ve leno kenar dokuma makinesinin ağızlık açma mekanizmasından bağımsız olarak çalışan özel bir mekanizma ile üretilir. Kenarlar için gerekli olan leno iplikleri, çözgü levendinden ziyade ayrı bir cağlığa yerleştirilen konik bobinden beslenirler. Sık veya kıvrımlı kenar oluşumunu önlemek için kenar iplikleri ve gerginliklerinin seçimi özellikle önemlidir. Seçilen kıvrımlarda terbiye işlemleri esnasındaki kumaş çekmeleri de hesaba katılmalıdır.
29
30 2-6) ÜÇ EKSENLİ ÖRGÜLER; Hemen hemen tüm iki boyutlu dokuma kumaş yapıları bez ayağı örgü kumaşlardan geliştirilmiştir ve atkı ve çözgü iplikleri birbirine dik veya hemen hemen dik doğrultularda bağlantı oluştururlar. Bu prensip olarak leno kumaşlar ve bir kısım ilave çözgünün, yani tasarımı oluşturan çözgünün bir iplik yatırma mekanizmasıyla belirli sayıda zemin çözgü etrafında bağlantı yaparak hareket ettirildiği ilave iplik desenlendirilen kumaşlar içinde geçerlidir. Tek istisna üç eksenli ve dört eksenli kumaşlardır. Üç eksenli kumaşlarda iki çözgü iplik gurubu atkı ipliğine genellikle 60 derecelik açı ile kaydedilir ve dört eksenli kumaşlarda dört iplik gurubu birbiri ile 40 derecelik açılar yapar. Bu güne kadar sadece üç eksenli kumaşlar için dokuma, ticari üretimde bulunmaktadır. Üç eksenli kumaşlar, üç iplik gurubunun çok sayıda eşkenar üçgen oluşturarak meydana getirdiği kumaşlar olarak tanımlanır. İki çözgü iplik gurubu birbiriyle ve atkı ipliğiyle 60 derecelik açı ile bağlantı yaparlar. Üç eksenli kumaşların yırtılma ve patlama direnci standart kumaşlara göre oldukça üstündür, çünkü uzamalar her zaman iki yönde karşılaşır. Kesişme noktaları (bağlantı noktaları) sıkı bir şekilde tutulduğundan üç eksenli kumaşların kayma direnci de mükemmeldir. Bu kumaşlar araç lastiği yapımında kullanılan kumaşlar, balon kumaşları, yelken kumaşları, lamine edilmiş yapılar ve basınç tankları gibi teknik uygulamaları kapsayan geniş alanda kullanılmaktadır.
31 3-KUMAŞLARIN ÖZELLİKLERİ; Kumaş özellikleri, bir kumaş hakkında gerekli bilgiyi verir ancak doğru bir değerlendirme için sık sık tecrübeye ihtiyaç vardır. Kumaşı tanımlayan en önemli elemanlar kumaşın genişliği, atkı ve çözgü sıklıkları, atkı ve çözgü iplik numaraları ve tipleri (hammadde, filament veya kesikli liften üretilmiş olması, konstrüksiyonu, büküm yönü, büküm sayısı ve kumaşa uygulanan terbiye işlemleridir. Bunlardan hareketle dokuma makineleri ve terbiye işlemine ait talimatlar bilinir ise kumaşın gramajı hesaplanabilir. Atkı ve çözgü örtme faktörleri, kıvrımı, kumaş kalınlığı, gözenekliği ve dökümü gibi diğer kumaş özelliklerinin tahmin edilmek zorunda olduğu veya çeşitli test metotları ile ölçülmek olduğu bir zorunluluktur. KUMAŞLARIN ANALİZİ
32 3-1) KUMAŞIN ENİ; Kumaşın eni, genellikle cm olarak ifade edilmekte ve gerginlik ile rutubetin sebep olduğu değişimleri hesaba katmak için standart klima şartlarında ölçülmek zorundadır. İstenilen kumaş genişliğine, kumaş kenarlarının dahil olup olmadığını bilmek gerekir. Bir kumaşın özelliklerine karar vermeden önce dokuma sırasında tarak eninden ham kumaş enine ve terbiye işlemleri sırasında meydana gelen (ki varsa) kumaş çekmeleri hesaba katılmalıdır. Kumaş eni değişir ise kumaş gramajı ile atkı ve çözgü iplik sıklıkları bundan etkilenir. 3-2) KUMAŞ GRAMAJI; Kumaş gramajı, çoğunlukla bir metrekare kumaşın gramaj cinsinden ağırlığı olarak ifade edilir. Ancak bazen bir metre kumaşın gram olarak ağırlığı şeklinde de ifade edilir (metre tül cinsinden) İstenilen gramajın dokumadaki kumaş gramajı ya da mamül kumaş gramajı olup olmadığının belirtilmesi çok önemlidir. Ham kumaş gramajı, atkı veya çözgü iplik numaraları, iplik sıklıkları ve örgü gibi dokuma özellikleri ile dokuma işleminin randımanı ve kumaş kalitesini artırmak için çözgülere ilave edilen haşıl gibi maddelere de bağlıdır. Terbiye işlemleri esnasında kumaş gramajı, gerginlik ve kimyasal işlemler ile veya kumaş eni ve boyuna etki eden çekmelerle, dokuma işlemi esnasında gerek duyulan haşıl maddesinin uzaklaştırılması ile ve terbiye işlemleri esnasında ilave edilen kimyasal maddeler tarafından değiştirilir. Kumaş kesim aleti kullanılarak: Analizi yapılacak olan kumaştan numune alınır ve alınan numune kumaş hassas terazide tartılır. Elde edilen ağırlık değeri, 100 cm2 numune kumaşın ağırlığı olduğu için, bu değer 1 m2 kumaşa oranlanarak (bulunan değer 100 ile çarpılarak) m2 ağırlığı cinsinden tespit edilir.
33 3-3) KIVRIM; Kumaş içindeki bir kıvrım, dokuma işlemi esnasında oluşturulur ve terbiye işlemleri esnasında modifiye edilebilir. Kıvrım oluşumu dokuma makinesinde tefeleme işlemi esnasında atkı ve çözgü ipliklerinin birbiri etrafında dolanmaya zorlanmasından dolayıdır. Kıvrım kullanılan atkı ve çözgü ipliklerine, dokuma ve terbiye işlemleri esnasındaki ve 3-4 te (örtme faktörü bölümünde) anlatılan atkı ve çözgü örtme sıklığına bağlıdır. Kıvrım, kumaştan çıkarıldıktan sonra düzgün hale getirilmiş iplik uzunluğu ile numune kumaş uzunluğu arasındaki ilişki ile ölçülür. İplik özellikleri ve kumaş yapısına bağlı olarak bağlantı noktalarında atkının çözgüye ve çözgünün de atkıya uyguladığı kuvvetlerden dolayı çok filamentli iplikler ile kesikli liflerden üretilmiş iplikler geometrik yapılarında değişime uğrarlar. 100 ün kumaş uzunluğuna bölünmesinden sonra iplik ve kumaş uzunlukları arasındaki fark ile çarpmak şeklinde kıvrımı yüzde olarak ifade etmek en uygundur. Çözgü kıvrımı, belirli bir uzunlukta kumaş dokumak için çözgü levendi üzerine sarılması gereken çözgü uzunluğunu belirlemek için kullanılır. Çözgü uzunluğunun hesabında dokuma işlemi esnasında çözgü ipliklerinin sebep olduğu uzamalar da hesaba katılmalıdır. Fazla haşıllanmış ipliklerde bu uzamalar çok küçük ve önemsiz iken haşıllanmamış veya az haşıllanmış iplikler kullanıldığında önemli olabilir. Mekiksiz dokuma makinelerinde dokunan kumaşlarda kumaş kenarı ve bazen yardımcı kenar oluşturacak şekilde gerekli atkı uzunluğu için tahmin edilen atkı kıvrımı ayarlanmak zorundadır.
34 KUMAŞ ANALİZİNDE UYGULANACAK İŞLEMLER 1- Kumaşın cinsinin ve kullanım alanının belirlenmesi: Kumaşın görsel ve fiziksel verileri dikkate alınarak ne amaçla kullanıldığı, materyali hakkında bilgi toplanır. Örneğin kumaş sentetik mi, organik elyaf mı, giysilik mi, döşemelik mi vb. 2- Kumaşın yüzünün ve tersinin belirlenmesi: Kumaşın yüzü genellikle daha parlaktır. Desen yüzde daha belirgindir. Kumaş kenar yazısı ön yüzden okunur. Apreli taraf kumaşın yüzüdür. Yüzey elyafları daha düzgündür. Kumaşta farklı iplikler kullanılmışsa pahalı ve kaliteli iplik ön yüzde daha belirgin larak kullanılmıştır. 3- Kumaşın çözgü ve atkı yönünün belirlenmesi: Örnekte kenar varsa yönü tespit etmek kolaylaşır. İplik sıklıklarına bakılırsa sıklığı fazla olan taraf çözgüdür. Çözgü iplikleri sağlam, katlı ve puntalıdır. Kalın ve daha az mukavemetli iplikler atkı yönünden kullanılır. Çözgü iplikleri atkı ipliklerine göre daha düzgün ve paraleldir. Tarak izi çözgü yönünde görülür. 4- Kumaşın tarak numarası ve taraktan geçen tel sayısının tespiti: Kumaşın çözgü tel sayısı dikkate alınarak uygun tarak numarası tespit edilir. Dişten geçen tel sayısı kumaşta tarak izi varsa sayılarak tespit edilebilir. Yoksa örgünün rapor sayısına uygun olarak belirlenir. 5- Toplam çözgü tel sayısının belirlenmesi ve tarak eninin bulunması; Kumaşın 1 cm deki çözgü sıklığı belirlenir. Bu miktar mamul kumaş eni ile çarpılır. 6- Kumaşa sonradan yapılmış apre, boya vb. işlemlerin belirlenmesi: Kmaşın görsel ve fiziksel özellikleri incelenerek, dokuma sonrasında baskı, tuşe, nem çekmezlik, tutuşmazlık, şardon gibi apre işlemlerinden hangilerinin uygulanmış olduğu tespit edilmeye çalışılır. 7- Kumaşın ağırlığının belirlenmesi: Kumaş parçasının kenarları düzgünce kesilir. Hassas terazide tartılır. Bulunan ağırlık kumaşın ebatlarıyla 1 metre boy için doğru orantı kurularak hesaplanır. Bulunan rakam kumaş eni ile çarpılarak metretül ağırlığı bulunur. 8- Kumaşın çözgü ve atkı ipliklerinin sökülmesi: Kumaşın sol üst köşesinden başlanarak çözgü ve atkı iplikleri 10 mm. boşta kalacak şekilde tek tek kumaştan ayrılır. Kumaştan ayrılan iplikler yönlerine ve cinslerine göre gruplandırılır. 9- Kumaşın çözgü ve atkı renk raporunun belirlenmesi: Çözgü ve atkı ipliklerinin kaçar adet hangi renkte ve hangi sıralamayla kullanıldığı belirlenir. 10- Kumaşın 1cm deki atkı sıklığının belirlenmesi: Kumaşın iplikleri ölçülecek olan kenara cetvel konur. 1cmde kullanılmış olan iplik miktarı sayılır. 11- Çözgü ve atkı ipliklerinin numaralarının ve diğer özelliklerinin tespit edilmesi: Kumaş kenarınan sökülüp gruplandırılan iplikler tek tek incelenerek ipliklerin büküm yönü, katı belirlenir. Gramajları ölçülür. Bu gramajlar iplik numarasının hesaplanmasında kullanılır. Kumaştan ayrılmış iplik serbest haldeyken ölçülüp not alınır. Aynı iplik gerilerek ölçülür ve not alınır iki veri arasındaki farkın yüzde itibariyle oranı kumataki ipliğin kullanıldığı yöndeki çekme yüzdesini verir. 12- Kumaşın örgüsünün, tahar ve armürünün belirlenmesi: Kumaş açık rekse koyu, koyu renkse açık renk bir zemine raptiye ile tuttutulur. Sol üst köşeden başlanarak ilk çözgü ipliği sökümeye başlanır. Bu ipliğin atkı iplikleri ile yapmış olduğu her bağlantı kareli
35 kağıt üzerine sol üst noktadan aşağı doğru yazılır. Çözgü ve atkı renk raporunun da bu esnada kağıt üzerinde belirtilmesi renkli ipliklerin örgüye ne şekilde etki ettiğinin belirlenmesi için gereklidir. ÇOK KATLI VE TAKVİYELİ KUMAŞLARIN TEK KATLI KUMAŞLARDAN FARKLARININ BELİRLENMESİ Tek katlı kumaşlarda kumaşın yüzünde ve arkasında iplikler aynı sayıda bağlantı yaptıkları için genellikle kumaşın sertliği iki yönde de aynıdır. Çift katlı kumaşlarda ise yüzeyin arkasında kalan ipliklere çok az bağlantı yaptırıldığı için bu tip kumaşlar tek katlılara göre daha yumuşaktır. Çok katlı ve takviyeli kumaşların gramajları tek katlılara göre daha ağırdır. İpliklerin toplanma oranları takviyeli veya çift katlı kumaşlarda daha fazladır. Aynı yönde çekilen ipliklerden birinin uzunluğu diğerinden farklıysa kumaş takviyeli veya çok katlıdır. Çok katlı kumaşlarda yüzde ve arkada farklı örgüler kullanılmıştır. Daha ince ve kaliteli iplikler çift katlı kumaşlarda kumaş yüzeyinde bulunur. Çift katlı ve takviyeli kumaşlarda sıklıkların örgü faktörünün izin verdiği değerlerden daha yüksek olur. İplikler çekilirken kumaş yüzünde ve arkasında bağlantılar nedeniyle boşluklar oluşması çok katlı kumaşların ayırt edilmesini sağlayan özelliklerdir. Kumaşlar analiz edilirken çözgü ve atkı sıklıkları ile desen arasındaki ilişki dikkate alınmalıdır. Dimi açısı gibi tasarım öğeleri değişmediği halde çözgü ya da atkı yönünde diğer yönün iki katı iplik bulunuyorsa kumaşın o yönde takviye edildiği anlaşılır. ÇOK KATLI VE TAKVİYELİ KUMAŞLARIN ANALİZİ Çok katlı kumaşların analizinde de tek katlı kumaşlarda uygulanan yöntemler geçerlidir. Ancak bu kumaşların analizine başlamadan önce görünüme dayalı özelliklerin incelenmesi tek katlı kumaşlara göre daha detaylı yapılmalıdır. Çift katlı kumaşlarda kumaş katlarından birine ait tüm iplikler çekilerek biri yüz örgüsüne, diğeri arka örgüye ait iki farklı tek kat kumaş örgüsü yazıldıktan sonra iki katlı kumaş desenlendirme tekniğine uygun olarak desenler birleştirilir. Takviyeli kumaşlarda öncelikle takviye ipliklerinin diğer ipliklere göre sıklık oranı tespit edilir. Takviye iplikleri genellikle diğerlerinden daha kalındır ve bağlantı oranları daha azdır. Örgü hazırlanırken takviye iplikleri için takviyenin yapıldığı yönde bir sıra boş bırakılır ve bu ipliğin hareketleri farklı renkte bir kalemle bu sıra içinde gösterilir HAVLI KUMAŞLARIN ANALİZİ Havlı kumaşlarda hav sıklığı, iplik numarası havı oluşturan ilmeğin kumaşa bağlanma şekli ve bir ilmeğe karşılık atılan atkı sayısı kumaş sıklığını doğrudan etkiler. Sıklı tespit edilirken bir birimde hav iplikleri de dahil olmak üzere kaç iplik olduğu sayılmalıdır. Sökme işleminde dikkat edilmesi gereken hususlar şunlardır; -Dokunun tek yüzlü mü yoksa çift yüzlü mü olduğu ve -Zemin iplikleri ve hav ipliklerinin tespiti. Hav ipliklerinin zeminle ve zemin ipliklerinin kendi aralarında oluşturduğu bağlantılar ayrı ayrı tespit edilir. Hav ipliklerinin yapmış olduğu bağlantıların tipi, bu bağlantı ancak kumaşın kesidinin çıkarılmasıyla anlaşılır JAKARLI KUMAŞLARIN ANALİZİ Jakarlı kumaşların analizinde, örgü analizi ile desenin çıkarılması işlemleri ayrı ayrı yapılır. Örgü analizi için farklı örgüye sahip alanlar ayrı ayrı sökülür ve her değişik örgünün raporunun hazırlanır. Desen ince eskiz kağıdına kopyalanır. Hangi örgünün desenin hangi alanlarında kullanıldığı tespit edilir. Desen ve örgüler sıklığa uygun desen kağıdı üzerine açık desen olarak birlikte işlenir. Jakarlı kumaşların analizinde dikkat edilmesi gereken unsurlar: -Hakim olan örgünün ve buna uygun örgü faktörünün doğru olarak saptanması, -Temel örgünün ve figürleri oluşturan atlama uzunluklarının saptanmasıyla desenin nasıl geliştirildiği hakkında fikir edinilmesi, -Desen raporunun saptanması, -Kumaşın dokunacağı makinenin özelliklerine uygun olarak iplik numara ve sıklıklarının örneğe en yakın biçimde yeniden
36 düzenlenmesi ve -Tahar çözgü planının çalışılacak makineye uygun olarak yeniden düzenlenmesi ile anlaşılır.
37 3-4) ÖRTME FAKTÖRÜ; Örtme faktörü bir iplik grubu tarafından kumaş alanının hangi oranda kaplandığını gösterir. Bir kumaş için iki örtme faktörü mevcuttur; çözgü örtme faktörü ve atkı örtme faktörü. Kumaş örtme faktörü, atkı ve çözgü örtme faktörlerinin toplanması ile elde edilir. Kullanılan hammadde veya iplik yapısından dolayı ipliklerdeki farklı yoğunlukları hesaba katarak örtme faktörü ayarlanır. SI Birim Sisteminde örtme faktörü, cm deki iplik sıklığını tex olarak iplik numarasının karekökü ile çarptıktan sonra 10 a bölerek hesaplanır. Bu şekilde hesaplanan örtme faktörü Pierce tarafından ortaya atılan ve inç teki iplik sayısının pamuk iplik numarasının kareköküne bölünmesi ile elde edilen pamuk örtme faktöründen % 5 daha az sapma gösterir. Verilen bir iplik sıklığı için bez ayağı örgü birim alanda en fazla bağlantı sayısına sahiptir. Diğer bütün örgüler bez ayağından daha az bağlantı sayısına sahiptir. Aynı örgüler ile ve benzer ipliklerden dokunan tüm kumaşların muhtemel dokunabilirlikleri örtme faktörlerinden hareketle tahmin edilebilir. Atkı ve çözgü örtme faktörlerinin her ikisi de 12 olan bez ayağı kumaşların dokunması kolaydır. Örtme faktörleri 12 nin üzerine çıktığında dokuma zorlaşır atkı ve çözgü örtme faktörleri için güçlü dokuma makinelerine ihtiyaç duyulur atkı ve çözgü örtme faktörleri durumunda bez ayağı kumaş yapısı sıkışır ve tahmin edici bir tefeleme ile iplikleri yeterince sıkıştırabilmek için ağır tefeye sahip güçlü bir tezgaha ihtiyaç duyulur. Atkı ve çözgü için geniş bir aralıkta değişen örtme faktörleri kullanıldığında bir doğrultuda yüksek örtme faktörünün kullanılması diğer doğrultuda daha düşük bir örtme faktörü kullanılması ile dengelenebilir. Bir poplin kumaşta atkı, kumaşta düzgün olarak dururken bütün kıvrımları çözgünün aldığı görülür. Poplin kumaş yapısında çözgüler atkının etrafından dolandıkları için birbirine temas edebilir ve 32 nin üzerinde kumaş örtme faktörü ile kumaşların dokunması mümkün olmaktadır. Pierce, belirli sayıda örgü için orijinal düzeltme faktörlerini hesaplamıştır. Ruti, kendi ürettiği dokuma makinelerinde değişik örgülere sahip kumaşların dokunup dokunamayacağını belirlemek için faydalı bulduğu ayar faktörlerini yayınlamıştır. Sulzer, değişik tipte dokuma makinelerinde farklı örgü, iplik sıklıkları ve iplik numaraları ile kumaş dokumanın ne kadar zor veya kolay olduğunu gösteren grafikler hazırlamıştır.
38 Aynı atkı ve çözgü faktörleri ve farklı iplik numaralarına sahip kumaşların karşılaştırılması (SI Birim sistemi) Sıklık İplik numarası Örtme fak. Kumaş gramajı a İplik/cm (g/cm2) n1 n2 N1 N2 K1 K2 Kumaş A B C , , , Kalınlık b (mm) 0,28 0,56 1,12 n1 = Çözgü sıklığı, n2 = Atkı sıklığı N1 = Çözgü iplik numarası, N2 = Atkı iplik numarası K1 = Çözgü örtme faktörü, K2 = Atkı örtme faktörü a b Kıvrım % 9 olarak hesaba katılmıştır. İpliklerin yer değiştirmesi ve düzleşmesi (yassılaşması) % 25 olarak göz önüne alınmıştır Farklı örgüler için örtme faktör ayarları ÖRGÜ Bez ayağı örgü 2/2 Atkı ribsi 1/2 ve 2/1 Dimi 2/2 Panama 1/3, 3/1 ve 2/2 Dimi 5 li atkı ve çözgü sateni AYAR FAKTÖRÜa 1,00 0,92 0,87 0,82 0,77 0,69 Kaynak; Ruti a Herhangi bir örgü için eşdeğer bez ayağı örme faktörünü elde etmek için gerçek örtme faktörünü ayar faktörü ile çarpınız. 3-5) KALINLIK; Kumaş kalınlığının tahmin edilmesinde iplik özellikleri kumaş özellikleri kadar önemlidir. Terbiye işlemleri esnasında kumaş üzerine etkileyen kuvvetlerden ve dokuma işlemi sırasında iplik şekillerinde meydana gelen bozulmalardan dolayı kumaş kalınlığını hesaplamak zordur. Kumaş kalınlığını ölçmek de zordur.
39 4-DOKUMA MAKİNELERİ VE UYGULANAN İŞLEMLER; Dokumada, kumaş oluşum prensibi yıllardır değişmemesine karşın kullanılan metotlar ile dokuma makinelerinin tahrik ve kontrol şekilleri zaman içerisinde değişikliğe uğramıştır. Yirminci yüzyılın sonlarında değişim hızı sürekli olarak artmış ve makinelerin üretim miktarını belirleyen atkı atma hızları yılları arasında yaklaşık 10 kat artmıştır. Üretim hızları artış hızı sürekli artarak günümüze kadar gelmiştir. 21. Yüzyılın başından bu güne kadar geçen süre de ise artış hızı sürekli artarak yılları arasındaki 10 kat artışa yakın bir değere ulaşmıştır. Önceden emek yoğun bir endüstri kolu olan dokuma endüstrisi sektörü artık modern teknolojilerle sermaye yoğun bir endüstriye dönüşmüştür. Bir kumaşın dokunmasındaki temel işlemler şunlardır; 1) Ağızlık açma, yani atkı ipliğin çözgü iplikleri arasından geçirilmesini sağlamak için desene göre ipliklerin iki veya daha fazla tabakaya ayrılması işlemi, 2) Atkı atma (atkı kaydı), ve 3) Tefe vurma (tefeleme), yani ağızlığa yatırılan atkı ipliğini kumaş çizgisine kadar taşıyıp kumaşa dahil etmektir (bir önceki atkı atıldıktan sonra kumaşın sona erdiği çizgi). Atkı ve çözgü ipliklerinin beslenmesi ile dokunan kumaşın sarılması için de gerekli üniteler makine üzerinde mevcut olmalıdır. Çözgü ipliği genellikle çözgü levendi üzerinden beslenirken atkı ipliği masura (sadece mekikli tezgahlar için) veya konik bobinler üzerine sarılarak beslenir. Atkı atma sistemi ne olursa olsun tek fazlı dokuma makinelerinin çoğu benzer mekanizmalar ve arka köprü ile göğüs köprüsü arasında yatay bir çözgü hattı kullanılmaktadır. Yatay çözgü hattı en yaygın olarak kullanılmasına rağmen diğer başarılı çözgü hatları da geliştirilmiştir. Dokuma tezgahları her tefeleme işleminden sonra bir sonraki atkı için ağızlık oluşumunu takiben yeni bir atkının ağızlığına tüm kumaş eni boyunca yatırıldığı ve bu işlemlerin her makine devrinde tekrar ettiği tek fazlı ve aynı anda birden fazla dokuma işlemi fazının mevcut olduğu ve eş zamanlı olarak birden fazla atkı atımının gerçekleştirildiği çok fazlı olarak iki guruba ayrılabilir. Tek fazlı dokuma makineleri atkı atma sistemlerine göre alt guruplara ayrılırken çok fazlı dokuma makineleri ağızlık oluşturma metotlarına göre sınıflandırılır. Bir dokuma makinesinin başarılı ve verimli bir şekilde çalıştırılması için iyi kalitede çözgü ipliklerine ihtiyaç vardır. 4-1) ÇÖZGÜ HAZIRLAMA; Dokuma işleminin başarısı, dokuma makinesine takılan çözgü levendinin hazırlama kalitesine bağlıdır. Çünkü çözgüdeki her bir hata ya makineyi durdurup düzeltme gerektirecek ya da dokunmakta olan kumaşta hataya sebep olacaktır. Bir kumaş dokunmadan önce çözgü ipliklerinin sarıldığı leventler hazırlanmak zorundadır. Çok kalın çözgü iplikleri için veya çözgü hazırlama özellikleri değiştirilmeksizin filament ipliklerden kumaş dokunabilmesi durumunda her dokuma makinesinin arkasına yerleştirilebilen bir cağlık ekonomik olarak kullanılabilir. Bu yaklaşım ile sık sık levent değişimi önlendiği için dokuma randımanı artırılır, ancak çok fazla yere ihtiyaç duyulur. Çözgü ipliklerinin büyük bir çoğunluğu için özellikle haşıllanmış iplikler için çözgü levendi hazırlamak ve dokuma makinesinde kullanmak daha ekonomik olmaktadır.
40 Çoğu çözgü hazırlama sisteminin amacı dokuma makinesinde ihtiyaç duyulan çözgü ipliklerini bir levende birleştirmek ve çözgüyü, tüm çözgü telleri sürekli olarak mevcut olacak şekilde ve çözgülerin elastikiyetlerini sarıldıkları haldeki değerlerinde muhafaza ederek dokuma makinesine beslemektir. Bu işlem yapılmadan önce iplikler konik bobinlere sarılmalı, çözgü levendine aktarılmalı ve en son olarak da dokuma levendine aktarılmadan önce haşıllanmalıdır. Haşıl işleminin amacı dokuma makinesinde karmaşık zorlamalara maruz kalan çözgü ipliklerinin dayanımını artırmak amacı ile çözgüleri koruyucu bir tabaka ile kaplamaktır. Bazı kalın katlı iplikler ile yüksek dayanıma sahip iplikler haşıllanmadan da dokunabilir. 4-2) AĞIZLIK AÇMA; Bir kumaş, ister bir el tezgahında ister en modern yüksek hızlı çok fazlı dokuma makinesinde dokunsun, tefeleme ve kumaş oluşumundan önce atkının atılabilmesi için ağızlık açılması zorunludur. Ağızlık temiz olmalıdır, yani gevşek çözgü iplikleri veya yüzeyi tüylü iplikler veya birbirleriyle tutuşan çözgüler atkı ipliği veya atkı taşıyıcının geçişini engellememelidir. Bu engelleme olmaksızın atkı ipliği atılamazsa ya sorunu düzeltmek için makine duracaktır (bir çözgü kopmuş veya hasar görmüş olabilir) ya da hatalı kumaş deseni oluşabilir ) Tek fazlı dokuma makinelerinde ağızlık açma; Tek fazlı dokuma makinelerinin büyük bir çoğunluğunda atkı kaydı başlamadan önce alt ve üst çözgü tabakaları ayrılarak ağızlık oluşturulur ve atkı tüm çözgü eni boyunca ağızlığa yatırılana kadar çözgülerin ağızlıktaki konumu değiştirilemez. Ağızlık açma mekanizması çözgü ipliklerini, örgü raporu tarafından belirlenen sırada yukarı veya aşağı hareket ettirmek için kullanılır. Dokuma esnasında çözgü ipliklerinin iyi bir şekilde ayrılmasını sağlamak ve bitişik ipliklerin birbirleri ile tutuşmalarını (birbirlerine yapışmalarını) engellemek için çözgü tabakalarını oluşturan iplikler birbirine göre bir miktar kaydırılabilir. Ancak atkı kayıt bölgesinde atkı geçişini engellemeyecek şekilde bir açıklığın muhafaza edilmesi zorunludur. Belirli bir dokuma makinesi için seçilen ağızlık açma mekanizması bu makinede ön görülen desene bağlıdır. Ağızlık açma mekanizmaları genellikle pahalıdır ve desenlendirme yeteneği ne kadar büyük olursa ağızlık açma mekanizması da o kadar pahalı olacaktır. Bazı dokuma makinelerinde bu makineye takılabilecek ağızlık açma mekanizmalarını belirleyen teknik sınırlamalar da vardır. Kranklı, kamplı veya armürlü ağızlık açma mekanizmaları kullanıldığında çözgü iplikleri çerçevelere takılan güçlü gözlerinden geçirilir ve çerçeveler tarafından yukarı-aşağı hareket ettirilir. Bir çerçevedeki tüm gücüler birlikte hareket ettirilir ve bu çerçeve tarafından kontrol edilen tüm çözgüler bundan dolayı aynı şekilde kaldırılır. Örgü raporu ihtiyaç duyulan minimum gücü sayısını belirler. Bir çerçevedeki gücü sayısının çok fazla olmasını önlemek için aynı hareketi yapan çözgüler aynı hareketi yapan birden fazla çerçeveye dağıtılır. Bez ayağı kumaş dokumak için örneğin 2, 4, 6, 8 çerçeve kullanılabilir. Bu durumda çözgüleri her atkıda çerçevelerin yarısı kaldırılır iken diğer yarısı indirilir. Kranklı ağızlık açma mekanizmaları genellikle 8 çerçeve ile, kamlı 10 veya 12 çerçeve ve armürlü ağızlık açma mekanizmaları ise 18 veya 24 çerçeve ile sınırlıdır. Bir desen için gerekli hareket raporu 24 çerçeve kullanımı ile elde edilmezse her bir çözgü ipliğinin ayrı ayrı kontrol edilebildiği jakarlı ağızlık açma mekanizmaları kullanılmak zorundadır. Kranklı ağızlık açma mekanizması mevcut olan en basit ve en pozitif olanıdır. Sadece bez ayağı örgüde kumaş dokumak için kullanılabilir. Bu mekanizma ucuz, muhafazası ve bakımı kolay ve birçok yüksek hızlı dokuma makinesinde atkı atma hızlarını % 10 kadar artırır. Çok yönlü olmaması nedeniyle yaygın olarak kullanılmamaktadır. Bununla birlikte kumaşların büyük bir çoğunluğunun bez ayağı örgü ile dokunmasından dolayı birçok endüstriyel kumaş için özellikle faydalıdır. Yüksek hızlı modern dokuma makineleri ile kullanılan kamlı ağızlık açma mekanizmaları ya oluklu kam ya da eşlenik kamlara sahiptir. Çünkü bu kamlar çerçevelerin pozitif olarak kontrolünü mümkün kılar. Bununla birlikte negatif profile sahip kamlar hafif ve orta gramajlı kumaşların dokunmasında hala yaygın olarak kullanılmaktadır. Kam profili, örgü raporundan elde edilen hareket planına göre istenilen çerçeve hareketlerini verecek
41 şekilde tasarlanır. Çerçeveleri kontrol etmenin üçüncü bir yolu ise armürlü ağızlık açma mekanizması kullanmaktadır. Armürlerin en büyük avantajı dokunabilen desenin rapor büyüklüğüne pratik olarak bir sınır getirmemesidir. Buna karşılık kamlı ağızlık açma mekanizmalarında sekiz veya on atkıdan daha büyük örgü raporlarının eldesi pahalı ve zordur. Armürleri çok sayıda çerçeve için üretmek kolaydır. Armürler silindirler veya baklalar içeren desen zincirleri tarafından kontrol edilirler. Desen baklaları armürdeki çerçeve kaldırma mekanizması için seçme işlemi gerçekleştirilir. Uzun hareket raporları için metal zincirler veya ağır tahta baklalar yerine delikli karton veya plastik kartlar kullanılmıştır lı yıllarda elektronik armürler mekanik armürlerin yerini almış ve bu sayede bir desen hazırlamak için olan süre çok kısalmıştır. Elektrik armürlerin gelişmesine müteakip kamlı ağızlık açma mekanizmaların popülerliği azalmıştır. Çünkü yüksek hızlı dokuma makineleri için kamlar pahalıdır. Örgü yapısı veya sık sık desen değişim gereksinimden dolayı çok sayıda kamına gerek duyulursa armürlü dokuma makinesi almak daha ucuza gelebilir. Ağız açma mekanizmaları hala yoğun bir gelişme içerisindedir. Çerçevelerin ayrı ayrı elektronik kontrolü yakın zamanda kranklı, kamlı ve armürlü makineler arasındaki fiyat farkını azaltabilir. Gelişmelerin ağızlık açma ünitelerini basitleştirmesi, fiyatlarını ve bakımını azaltması ve dokuma makinesini daha esnek hale getirmesi daha muhtemel görünmektedir. İstenilen tasarımları dokumak için armürlerin desenlendirme kapasiteleri yetersiz kalır ise jakarlar kullanmak zorunluluğu vardır. Modern elektronik jakarlar çok yüksek hızlarda çalışabilmekte ve tasarlanan desen üzerine pratik olarak hiçbir sınırlama getirmemektedir. Dokuma makinesi eni boyunca her çözgü ipliği ayrı ayrı kontrol edilebilir ve atkı raporu istenilen uzunlukta olabilir. Jakarlar pahalıdır ve çok fazla sayıda çözgü ipliği gruplar halinde konrolü yerine ayrı ayrı kontrol edilecek ise, jakarlar üzerine takıldığı dokuma makinesi kadar maliyete sahip olur ) Çok fazlı dokuma makinelerinde ağızlık açma; Çok fazlı dokuma makinelerinin tamamına yakınında eş zamanlı olarak birden fazla atkının atılabilmesi için herhangi bir anda birden fazla dokuma işlemi fazı oluşturulur. Dalga ağızlı dokuma makinelerinde çözgü tabakalarının farklı kısımları herhangi bir anda dokuma işlem fazının farklı kısımlarındadır. Yani maine genişliği boyunca çözgü tabakalarına bakıldığında bir kısmında ağızlık oluşmuşken diğer kısmında ağızlık kapanmış, başka bir kısmında da ağızlık yeni oluşuyor veya kapanıyor konumundadır. Bu durum aynı düzlemde birbirini takiben oluşan ağızlıklar içinde belirli sayıda mekik veya atkı taşıyıcının hareket etmesini sağlar. Mekiklerin açılan dalga ağızlıkları boyunca dairesel bir yörünge üzerinde hareket ettiği dokuma makineleri yuvarlak dokuma makineleri olarak adlandırılır. Bu makineler, ağır yükleri taşıyacak çuval ve çantalar için yuvarlak polipropilen dokuma kumaşların üretilmesi için yaygın olarak kullanılmaktadır. 4-3) ATKI ATMA VE TEFELEME (TEK FAZLI DOKUMA MAKİNELERİ); Tüm tek fazlı dokuma makineleri atkı atma sistemlerine göre sınıflandırılırlar. Tek fazlı atkı atmada ana metotlar; mekikli, mekikçikli, kancalı veya su jetli sistemlerdir ) Mekikli, atkı atma; Ağızlık boyunca taşınması için mekiklerin kullanıldığı tezgahlar ABD gibi yüksek ücretlerin ödendiği ülkelerde dahi 1980 li yıllara kadar dokuma kumaş üretimine hakim olmuştur. Şimdi birkaç tip özel kumaşın dokunması haricinde kullanılmamaktadır. Buna rağmen çok sayıda otomatik bobin değiştirmeli tezgahlar hala kullanılmaktadır. Ancak bunlar hızlı bir şekilde mekiksiz dokuma makineleri ile değiştirilmektedir. Mekiksiz dokuma makineleri daha az hata ile kumaş üretmekte, dokuma ve bakım için daha az işçiye ihtiyaç duyulmaktadır. Milyonlarca el tezgahı Güneydoğu Asya da yasalar ile korunarak hala çalışmaktadır. Mekikli bir dokuma makinesinde kumaş üretiminde; atkının üzerine sarıldığı masurayı taşıyan mekik makinesinin her iki yanında bulunan vuruş mekanizması ile tezgahın bir yanından diğer yanına ağızlık boyunca hareket ettirilir: Her atkı için mekik aniden ivme kazanır ve mekik yolu üzerinde uçar. Ağızlık boyunca mekik hareket ederken bir atkılık iplik ağızlığa yatırılır. Diğer taraftaki mekik kutusuna ulaştığında mekik
42 hızlı bir şekilde durdurulmak zorundadır. Her atkı ağızlığa yerleştirildikten sonra tefelenerek kumaşa dahil edilir. Tarak ve mekik yolu tefeye monte edilerek tefe ile birlikte ileri-geri hareket ettirilir. Mekik ağızlık boyunca hareket ederken çözgü ipliklerinin hasar görmeksizin mekik geçişine imkan vermesi amacıyla tefe çerçevelere yakın konumda olur. Daha sonra ağızlığa yatırılan atkıyı kumaşa dahil etmek için tefe ileri hareket ettirilir. Atkı atma periyodunun büyük kısmında açık bir ağızlığa olan gereksinim ve tarak ile mekik yolunu üzerinde taşıyan tefenin ağırlığı atkı atma hızına yani tezgah devrine sınırlamalar getirmektedir. Mekikli dokuma makinelerinin temel zayıflığı, mekik tarafından taşınarak ağızlığa yatırılan küçük atkı ipliği kütlesi ile karşılaştırıldığında mekik ve masura kütlesinin oransız bir şekilde olmasıdır. Mekiğe aktarılan enerjinin sadece % 3 ü gerçek atkı atmak için kullanılır. Makine hızı üzerine getirilen diğer bir sınırlama ise ağır tefeye salınım hareketi yaptırılması gereğidir. Teorik olarak geniş makinelerde 450 m/dak atkı atma hızlarına ulaşmak mümkün olsa da ticari kullanımda 250 m/dak atkı atma hızını aşan ancak birkaç makine olmuştur. Otomatik olmayan mekikli tezgahlarda her defasında masuradaki atkı ipliği bitmek üzereyken dokumacı tezgahı durdurmak ve masurayı değiştirmek zorundadır. Atkının ağızlık ortasında bitmesini ve dolayısıyla onarılması gereken bir kopuk atkının oluşmasını engellemek için masuralar, üzerinde çok az iplik varken değiştirilmek zorundadır. Sanayileşmiş ülkelerde otomatik olmayan ve yarı otomatik mekikli tezgahlar masuraların otomatik olarak değiştirildiği mekikli tezgahlarla değiştirilmektedir. Otomatik mekikli tezgahlarda masuralar makine durdurulmaksızın dokumacının müdahalesi olmaksızın değiştirilir. Makinenin gerektiğinde masura değiştirme işlemini gerçekleştirebilmesi için boşalan masuraların yerine yenileri periyodik olarak magazine yerleştirilir. Magazin doldurucular mekik kutusu yükleyicileri ile değiştirilebilir. Masuralar özel kutular içinde tezgaha getirilir ve bu kutulardan otomatik olarak değiştirme mekanizmasına aktarılır. Masuralar boşaldığında masuralar yerine mekiğin değiştirildiği tezgahlar çok zayıf iplikler için mevcuttur. Bütün bu metotlar tezgaha getirilmeden önce masuraların sarılmasını gerektirir. Mekikli tezgahlarda dokunabilen kumaşların gramajı ve eni üzerine pratik olarak bir sınırlama getirilmemiştir. Desene göre birden fazla renk veya tipte atkı atılmasına imkan sağlamak için mekikli tezgahlara ilave olarak mekik kutuları ve özel mekanizmalar takılabilir. Mekikli tezgahlar mekiksiz tezgahlarla karşılaştırıldığında, mekiksiz tezgahlara göre daha hantal yapıda ve iş gücü isteyen tezgahlar olduğu görülmektedir ) Mekikçikli dokuma makineleri; Mekikçikli dokuma makineleri ya makinenin iki yanından da sırayla fırlatılan tek mekikçik kullanılır ve iki taraftan atkı besleme sistemine ihtiyaç sahip olup tek taraftan fırlatılan çok sayıda mekikçik kullanılır. Daha sonra bu mekikçikler bir taşıma kayışı veya zinciri ile mekikçiğin fırlatıldığı tarafa getirilir. Tüm mekiksiz dokuma makinelerinin önemli bir avantajı konik bobin üzerindeki atkı kullanılmadan önce tekrar sarılmak zorunda değildir. Bu bir işlemi ortadan kaldırır ve ipliklerin karışma tehlikesini azaltır. Böylelikle atkı ipliğinin üretildiği sırada kullanılması sağlanmış olur. Mekikli tezgahlarda ise atkı nispeten kısa uzunluklara bölünerek masuralara sarılır. Bu iplikler daha sonra ters sıradan dokunur. Bu durum bir iplikteki uzun periyodik hataları ortaya çıkarabilir. Bir Sulzer tipi dokuma makinesinde atkı atımı için atkı bobinden çekilerek atkı freni ve gerdiriciden geçirildikten sonra atkıyı mekikçik tutucusuna yerleştirilen mekikçik besleyicisine iletilir. Mekikçik vuruş elemanından (piker) ayrılmadan önce mümkün olan en fazla enerjiyi mekikçiğe aktarmak için atkı atmada burulma çubuğu sistemi kullanılır. Mekikçiği ağızlıktaki kılavuzlar boyunca hareket ettirip diğer taraftaki mekikçik frenine ulaştırmak için gereken enerjiyi beslemek amacıyla burulma çubuğu (burulma açısı) ayarlanabilir. Sulzer daha güçlü ve atkı atmak için daha fazla zaman ayrılmasına imkan sağlayan daha hızlı tefe vuruşu elde etmek için tarak ve tefe mekanizmasını yeniden tasarlamıştır mm enindeki makineler 1300 m/dak. ya kadar hızlarda atkı atabilirken dar mekikli tezgahlar 1000 m/dak atkı kayıt hızlarında çalışabilmektedir. Ağır kumaşlar kalın ve fantezi iplikler ile 6 renge kadar atkı için mekikçikli dokuma makinesi modelleri mevcuttur. Makinelere her çeşit ağızlık açma mekanizması ile makine performansını ayarlamak ve izlemek için mikroişlemciler takılabilmektedir. Tarak eni arttıkça atkı atma hızı artığından ve
43 geniş mekikçikli dokuma makinelerinde birim genişlik başına yatırım maliyeti azaldığı için bir geniş en makinede yan yana belirli sayıda kumaş dokumak sıkça tercih edilmektedir ) Kancalı dokuma makineleri; Kancalı tezgahlar tek veya çift kanca ile çalışabilmektedir. Tek kancalı makinelerde genellikle sert kanca kullanılmaktadır ve kalın ipliklerden dar kumaşların dokunmasında avantaj sağlamaktadır. Tek kancalı geniş makineler birçok uygulama için çok düşük hızlı kalmaktadır. Tek kancalı dokuma makinelerinde kanca, tezgah eni boyunca hareket eder ve genellikle geri dönüş hareketi esnasında atkıyı tutup ağızlığa yatırır. Sert tek kancanın bir varyasyonu iki fazlı kanca olarak da isimlendirilen iki taraflı çalışan tek kancalı sistemlerdir. Bu sistemler teknik (endüstriyel) kumaşlar kullanılmaz. Kancalı dokuma makinelerinin çoğu her kancanın ağızlığa bir taraftan girdiği çift kanca kullanılmaktadır. Kancalar ortada karşılaşır ve atkı transferi gerçekleşir. Gabler sistemi ilk atkı, makinenin her iki tarafından sırayla atılır. Atkı iki devirde bir kesildiği için her iki tarafta da atkı ipliklerinin U şeklinde bağlandığı kumaş kenarları oluşur. Bu gün üretilen makinelerde Gabler sisteminin yerini Dewas sistemi almıştır. Dewas sisteminde atkı tek taraftan atılır ve her makine devrinde kesilir. Çift kancalı dokuma makinelerinde esnek veya sert kancalar kullanılmaktadır. Sert kancalı dokuma makineleri diğer atkı atma sistemine sahip makinelerden daha fazla yere ihtiyaç gösterirler. Çift kancalı dokuma makineleri ile dokunan kumaşlar düşük sıklıklı jeotekstil amaçlı kumaşlardan ağır konveyör bantlarına kadar uzanır. Kancalı dokuma makinelerinde genellikle çift esnek kancalar kullanılır. Bu makinelerde 4600 mm e kadar enler mevcuttur ve endüstriyel kumaşlar için daha geniş enlerde özel amaçlar içinde üretilmektedir. Standart makineler nispeten düşük yatırım maliyetine sahiptir ve geniş bir aralıkta hafif ve orta gramajlı kumaşları dokumak için kullanılmaktadır. Sekiz renge kadar atkı renk seçme mekanizması basit ve ucuz olduğu için kancalı dokuma makineleri birden fazla renk veya tipte atkının atıldığı kumaşların dokunmasında ve kısa metrajlı çalışmalar için idealdir. Döşemelik ve modaya uygun kumaşların dokunmasında yaygın olarak jakarlı ağızlık açma mekanizmalarıyla kullanılırlar. Kancalı tezgahlar bazı endüstriyel kumaşların üretiminde de kullanılmaktadır ) Akışkan jelli dokuma makineleri; Akışkan jelli dokuma makineleri atkıyı ağızlık boyunca taşımak için hava ya da su kullanılır. Bu sistem atkı atımı için bir atkı taşıyıcı veya kancaya ihtiyaç gösterir. Bundan dolayı çok daha az hareketli aksam ve hareket ettirilecek çok daha az kütle mevcuttur. İpliklerin büyük bir çoğunluğu hava jetli tezgahlarda kullanılabilmesine rağmen su jetli dokuma makineleri sadece su itici iplikler için uygundur. Su jetli tezgahlarda atkıyı ağızlıkta tüm en boyunca taşıyabilmek için genellikle atkının atıldığı tarafta tek bir düze bulunur. Bu yüzden makine enleri yaklaşık 2 metre ile sınırlıdır. Hava akışının kontrolü basınçlı suyun akışının kontrolünden daha zor olduğu için tek düzeye sahip hava jetli dokuma makineleri ticari olarak 1700 mm ye kadar olan enlerde başarılı olmuştur. Daha geniş makineler için makine eni boyunca düzgün bir atkı ipliği hareketi sağlamak amacıyla tarak enine yardımcı düzeler yerleştirilmiştir. Teorik olarak geniş enli hava jetli makineler üretilebilse de ticari olarak tek en makineler daha caziptir ve makine enleri mm tarak genişlikleri ile sınırlıdır. Basınçlı havanın üretilmesi pahalıdır ve akışını kontrol etmek zordur. Bu nedenle ya özel hava kanalının ya da özel bir profil ile tarakta oluşturulan kanalın içinden atkıyı taşımak için hava akışının sınırlandırılması zorunludur. Hava jetli tezgahlar 1970 li yıllarda büyük miktarlarda ticari kullanıma girdiğinden hızlı bir şekilde gelişmiştir. Bu gün hava jetli tezgahlar dokuma kumaşların büyük bir çoğunluğunu dokuyabilmekte ve nispeten basit kumaşların seri üretimine hakim durumundadırlar. Hava jetli dokuma makineleri 3000 m/dak. atkı hızına ulaşmışlardır. Bu hız herhangi bir tek fazlı atkı atma sistemi ile ulaşılan hızın yaklaşık iki katıdır ve hala yoğun bir gelişme çabası
44 içerisindedir. Hava jetli sistem atılan bir metre atkı başına yatırım maliyeti ile yüksek seviyede rekabet eder durumdadır. Otomatik atkı onarım sistemine sahip hava jetli dokuma makineleri ana düze ile kumaşın diğer taraftaki kenarı arasında meydana gelen atkı hatalarının büyük bir çoğunluğunu onarabilmektedir. Bu ünite çözgü ipliklerine zarar vermeden kopan atkı ipliğini ağızlıktan uzaklaştırılmakta ve makineyi tekrar çalıştırmaktadır. Makine hatayı belirleyemez ve gideremezse sinyal üreterek dokumacıyı uyarır. Hava jetli dokuma makinelerinde makine duruşlarının büyük bir kısmını atkı duruşları oluşturduğundan bu sistem dokumacının iş yükünü çoğu durumda % 50 den fazla azalmaktadır. Bu sistem ile dokunan kumaş kalitesi iyileştirildiği gibi aynı anda birden fazla makinenin durması ile ortaya çıkan kayıp zaman da azaltılmaktadır. 4-4) DİĞER MEKANİZMALAR VE TEK FAZLI DOKUMA MEKANİZMALARINDA KULLANILAN AKSESUARLAR; 4-4-1) Çözgü besleme ve çözgü salma mekanizması; Çözgü iplikleri dokuma makinesine bir veya daha fazla dokuma levendinden beslenir. Özel durumlarda cağlıktaki bobinlerden doğrudan besleme yapılabilir. Çözgü ipliklerinin leventten boşalması esnasında tüm tellerin aynı uzunlukta olmasını sağlamak için çözgüler levende eşit aralıkla ve aynı gerginlikle sarılmalıdır. Levent çapı arttıkça sarılan çözgü uzunluğu artar ve daha az levent değişimine ihtiyaç duyulur. Ancak daha büyük çözgü gerginlik değişimlerin dengelemek zorunluluktur. Farklı dokuma makinelerinde değişik çaplarda leventler takılabilir. Endüstriyel (teknik) kumaşlar veya denim gibi kalın çözgü iplikleri kullanılan kumaşların dokunması için daha büyük çapta leventlere gereksinim duyulur. Bu leventler tezgahın arkasına yerleştirilen ayrı bir levent cağlığına yerleştirilir. Bu tür levent cağlıkları ile 1600 mm çapa kadar leventler kullanılabilir. Levent üzerindeki çözgü genişliği en az taraktaki iplik genişliği kadar olmalıdır. Çözgü genişliği 2800 mm yi aşar ise haşıl işlemi ve levent taşımayı kolaylaştırmak için birden fazla çözgü levendi kullanılır. Bir kumaşta birden fazla çözgü levendi kullanılır ise bitim işleminden sonra kumaş hatalarına sebep olan farklılıkları önlemek için leventler aynı koşullar altında hazırlanmalıdır. Dokuma esnasında farklı leventlerden beslenen çözgü gerginlikleri dikkatli bir şekilde kontrol edilmek zorundadır ve elektronik sensörlerin kullanılması ile bu işlem daha basit hale gelmiştir. Dokunacak olan kumaş birbirinden büyük oranda farklılık gösteren iplik numaralarında çözgü ipliklerine ihtiyaç gösterir veya çözgünün farklı kısımları birbirinden büyük oranda farklı kıvrım değerlerine sahip ise birden fazla çözgü levendi ile paralel olarak çalışmak gerekir. Bu leventler dokuma makinelerinde üst üste veya arka arkaya yerleştirilebilir. Dokuma esnasında çözgü salma mekanizması her makine devrinde gerekli oranda çözgü ipliğini dokuma bölgesine besler. Atkı atmadan önce ağızlık oluşurken çözgü ipliklerinin iki veya daha fazla tabakaya kolaylıkla ayrılabilmesi için çözgü salma mekanizması çözgüleri eşit ve düzgün gerginlikte tutmalıdır. Bu sayede son atılan atkının tefelenmesi esnasında gerekli çözgü gerginliği muhafaza edilmiş olur. Çözgü salma mekanizmaları arka köprünün yer değiştirmesiyle gerginlik ölçülerek
45 mekanik olarak kontrol edilmekte idi ancak artık elektronik sensörler ile gerginlik ölçülür ve çözgü salma ayrı servo motorlarla kontrol edilmektedir ) Kumaş çekme mekanizması; Kumaş çekme mekanizmaları dokunan kumaşı sabit bir hız ile ileri çekmek için kullanılır. Kumaş çekme hızı, atkı sıklığını kontrol eder ve atkı sıklığı değişimleri ile diğer kumaş hatalarını önlemek için düzenli olmak zorundadır. Dokuma makinelerinin çoğunda kumaş çekme mekanizması dokunan kumaşın kumaş silindirine sarılmasını da kontrol eder. Ağır kumaşların dokunmasında yaygın olarak büyük çaplı kumaş silindirlerinin hazırlanması gerekli ise tezgah gövdesinin dışına ayrı bir kumaş sarma ünitesi yerleştirilir ) Otomatik durdurma tertibatı; İlk grup, çözgü koruma tertibatları, sadece mekikli veya mekikçikli dokuma makineleri için geçerlidir. Bu tertibatlar mekik sıkıştığında makineye zarar verilmesini ve çok sayıda çözgünün kopmasını engeller. Çözgü durdurma tertibatları, çözgü koptuğunda dokuma makinesini durdurur. Çözgü iplikleri koptuğunda lameller aşağı düşer ve çözgü durdurma tertibatı aktif hale getirilir. Lameller mekanik veya elektriksel çözgü durdurma tertibatlarıyla birlikte kullanılır. Lameller tarafından çözgü ipliklerine hasar verilmemesi için çözgüler düzgün bir şekilde haşıllanmalıdır. Çözgü iplikleri ile fiziksel teması olmayan elektronik çözgü durdurma tertibatları özellikle ince filamantli iplikler için kullanılmaktadır. Atkı durdurma tertibatları otomatik mekikli dokuma makinelerinde atkı değiştirme işlemini başlatmak ve atkı atma esnasında atkı ipliği koptuğunda makineyi durdurmak için kullanılır. Otomatik kopuk atkı onarım sistemine sahip hava jetli dokuma makinelerinde atkı durdurma tertibatı atkı onarım işlemini de başlatır ) Hızlı tip değişimi; İlk defa Picanol tarafından sergilenen ve şimdi bütün makine imalatçılarının sahip olduğu hızlı tip değişim sistemi (QSC) bir çözgü değişimi esnasında makinenin durdurulması gereken süreyi büyük ölçüde azaltır. Çözgü levendi, arka köprü, çözgü durdurma tertibatı, çerçeveler ve tarak, bu kısımları dokuma makinesinin gövdesinden ayıran bir modüle yerleştirilir. Bu modül özel bir taşıma ünitesi ile tahar ve iş bağ bölümlerine taşınarak çözgü değişimi için hazırlık yapılır ve tekrar dokuma makinesine getirilir. Böylece normal olarak duran dokuma makinesi üzerinde yapılan işlerin % 90 kadarı çözgü değişim işleminde ortadan kaldırılır ve dokuma makinesi randımanı iyileştirilir. Bu sistem ile taraklar ve çerçeveler daha temiz kalacağından daha iyi makine performansı ve kumaş kalitesi elde edilmiş olur. 4-5) MAKİNE GENİŞLİĞİ; Bir dokuma makinesinin tarak eni dokunacak olan kumaşın taraktaki eninden daha geniş veya taraktaki enine eşit olmalıdır. Taraktaki çözgü genişliği kumaş kenar genişlikleri ve yardımcı kenar çözgülerini kapsamalıdır. Makine genişliği bu ender dar ise kumaş bu makinede dokunamaz. Genel olarak bir makinenin tarak enini artırmak mümkün değildir. Mevcut makine eninin üzerine çıkılamazken daha ağır kumaşları dokumak genellikle mümkündür. Sulzer mekikçikli dokuma makinelerinde makine eninin % 50 sine kadar en azaltılması yapılarak kumaş dokunabilir. Farklı dokuma makinesi üreticileri ve bunların farklı model dokuma makineleri, makine eninden daha düşük enlerde kumaş dokumak için farklı düzenlemelere sahiptir. Bazı firmalar
46 sadece 200 mm en azaltılmasına izin verir. Malzeme ve kumaş tiplerindeki muhtemel değişimler göz önüne alındığında bu değer yetersiz kalmaktadır. Düşük enlerde kumaş dokumak atkı kayıt hızlarını azaltabileceğinden tarak genişliğinin büyük kısmını kullanmak en ekonomik olanıdır. Geniş en makineler muhtemelen daha yüksek yatırım ve işletme mliyetine sahiptirler. Bazı durumlarda bir makinede yan yana belirli sayıda kumaş dokumak ekonomiktir. Geniş bir Sulzer mekikçikli dokuma makinesinde beş, altı veya yedi havlu her biri kendi içe kıvırma kenarları ile üretilebilir.
47 TAHAR (DOKUMA İŞLEMİ); Çözgü ipliklerinin belirli kurallara göre, çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir. Tahar işleminin ilk aşaması olan gücü taharı, çözgü ipliklerinin çerçevelere bağlı olan gücü tellerine ait gücü gözlerinden gücü tığı yardımıyla tahar planına uygun olarak geçirilmesidir. İkinci aşama ise tarak taharıdır. Tarak taharı çözgü ipliklerinin dokuma tarağının dişleri arasında kalan boşluklardan tarak tığı kullanılarak tarak planına göre geçirilmesi işlemidir. Bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösteren işaretleme sistemine tahar planı adı verilir. Tahar planı, dokunacak olan örgünün raporu esas alınarak çizilir. Tahar planı çiziminde temel kural örgü raporundaki aynı hareketi yapan çözgülerin belirlenmesi ve bu çözgülerin aynı çerçeveye ait olduğunun gösterilmesidir. Tahar planının desen kâğıdına çiziminde genellikle kullanılan yöntem, tahar planının örgü raporunun üzerinde yer alması ve her çerçeve için bir satır ayrılmasıdır. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Aynı işlem örgü raporundaki tüm çözgüler için tekrarlanarak tahar planı çizilir Tahar planı çizilirken; çerçevelerin numaralandırılması, dokuma makinesi veya numune dokuma tezgâhının çalışma şekline göre iki şekilde yapılabilir. Örneğin; bezayağı örgüsünü oluşturan tek numaralı çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanırlar. Benzer şekilde, çift numaralı çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alırlar. Bezayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan, bezayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir. Kumaşa en uzak çerçeveden başlayarak numaralandırma yapıldığında desen kâğıdında, yukarıdan aşağı doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Tahar planı çıkarılırken, aynı hareketi yapan çözgüler, çerçeve üzerine düşen yükü azaltmak amacıyla birden fazla çerçeveye dağıtılabilirler. Bu durumda çerçeve sayısı örgü raporundaki çözgü sayısının katları olmalıdır. Örneğin, bezayağı örgüsü 2 çerçeve yerine 4, 6, 8... çerçeve ile dokunabilir. Ancak farklı bağlantı şekilleri olan çözgüler, kesinlikle aynı çerçevede toplanamazlar. Armürlü kumaşlarda desen kapasitesini arttırabilmek için farklı tahar türleri oluşturulmuştur.
48 Sıra tahar (düz tahar): Örgü raporundaki çözgüler sıra ile birinci çerçeveden, kullanılan son çerçeveye kadar gücülerden geçirilir. Yapılan işlem tekrar birinci çerçeveye dönülerek çözgü iplikleri bitinceye kadar tekrarlanır. Atlamalı tahar: Bir gücüye düşen iplik adedi birden fazlaysa veya bir çerçeveye 1cm de düşen iplik adedi normalden fazla ise ipliklerin diğer çerçevelere paylaştırılması için kullanılan tahar sistemidir. Genellikle bezayağından türeyen dokularda tercih edilir. Kumaşta iki temel hareket olduğu halde iplikler çerçeve atlanılarak geçirilerek dört veya sekiz çerçeveye dağıtılır. Çözgü ipliklerinin birbirine dolanma riskinin yüksek olduğu kalitelerde atlama işlemi yetersiz kalır. Bu durumda iplikleri birbirinden daha da uzaklaştırmak gerekir. İplikler gücülerden saten örgüsü gibi mümkün olan en uzak noktalarda geçirilirler. Bu taharlama sistemine saten tahar adı verilir. Kırık (balık sırtı-kesik) tahar: Balık sırtı, kırık dimi gibi örgülerde, örgü raporu içinde varsayılan bir eksenin sağına veya soluna doğru belirli bir düzende aynı hareketlerin tekrarlandığı görülür. Tahar prensibine göre aynı hareketi yapan iplikler aynı çerçevede bulunması gerektiğinden şematik gösterimde tahar raporunda örgüyle uyumlu kırık yollar oluşur. Gurup tahar: Birlikte kullanılan örgülere göre gruplar halinde ayrı ayrı düzenlenen tahar türüdür. Çok geniş raporlu örgülerde, peş peşe aynı hareketlerin farklı yönlerde tekrarlandığı örgülerde kullanılır.
49 Karışık tahar: Aynı hareketi tekrarlayan ipliklerin gruplamaya imkan vermediği krep gibi geniş raporlu örgülerde kullanılan tahar yöntemidir. Aynı harketi yapan ipliklerin aynı çerçevelerdeki gücülerden geçirilmesi prensibine göre düzenlenir. Çift katlı(iki yollu) tahar: İki veya fazla çözgü levendi gerektiren kumaşlarda, çözgü yönünden takviye edilmiş kumaşlarda çözgü ipliklerinin sağım hızları farklı olduğu için sürtünmeyi azaltmak imacıyla kullanılan tahar sistemidir. İki farklı çözgünün taharları aralarında bir boşluk bırakılarak üst üste iki sıra halinde gösterilir. El ile tahar yapma işlemi; iki işçi tarafından kontrollü şekilde yapılır. El ile yapılan tahar işleminde bütün çerçeveler tahar sehpasına asılır. Sehpanın arkasındaki tahar arkacı denilen işçi plana göre iplikleri sırasıyla tek tek sehpanın önünde duran tahar öncü denilen işçiye uzatır. Tahar öncü, gücü tığı ile tahar arkacının vermiş olduğu çözgü ipliklerini tek tek gücü gözünden geçirir. Gücü taharına birinci çerçevenin sol tarafından başlanır. Bu işlemde dikkat edilmesi gereken, tahar raporuna uygun şekilde hareket edilmesidir. İkinci işlem de gücülerden alınmış çözgü ipliklerinin dokuma tarağı dişlerinden geçirilmesidir
50 A-Tahar yapmada kullanılan malzemeler; 1-Tahar sehpası; Tahar işleminin üzerinde yapıldığı, metal aksamdan oluşan basit çalışma ortamı sağlayan sehpalardır. Tahar Sehpası 2-Çerçeveler; Dokuma makinelerinde ağızlığın açılmasında üzerinde bulunan gücülerin ve bu gücülerin gözlerinden geçirilen çözgü ipliklerinin istenilen aşağı yukarı hareketini (üretilecek kumaşın örgüsüne uygun) yapmasında kullanılan en önemli parçalardır. Dokunacak kumaşın örgü raporuna göre üzerinde bulunacak gücü sayısı değişmektedir. Çerçevelerin üzerine yüklenecek gücü sayısı çerçeve enine ve dokuma makinesinin tipine göre değişebilmektedir Çerçeveler 3-Gücüler; Çözgü ipliklerinin çerçevelere gruplar halinde takılı olarak bulunmasını sağlayan veya jakar sisteminde serbest olarak bulunan metal aksamlardır. Üstünde bulunan gücü gözü adı verilen delikten çözgü ipliklerinin geçirildiği metal tel ya da plakalardır. Çözgü ipliklerinin ağızlığı oluşturabilmesi için örgü hareketine göre aşağı yukarı yönlenmesi gerekmektedir. Bu hareketin çerçeveler aracılığı ile çözgüye ulaştırılmasını sağlayan ağızlığın oluşmasında önemi yüksek olan bir tahar elemanıdır. Gücüler
51 4-Lameller; Lameller çözgü kontrol sisteminin bir parçasıdır. Lamel atma işlemi de taharcılar tarafından yapılır. Her bir çözgü teline bir adet olmak üzere tüm çözgülere lamel atılır. Lamel atma işlemi çözgüler makineye alınıp, bağlandıktan sonra yapılır. Çözgü ipliklerinin kopuşlarını kontrol etmek amacıyla mekanik veya elektrikli bir sistemle kombine çalışarak çözgü ipliği koptuğu anda dokuma makinesinin durdurulmasını sağlarlar. Lameller yapı olarak alt kısmı açık ya da kapalı olarak üretilirler. Testere adı verilen metal levhalar üzerinde görevlerini yerine getirirler. Altı açık olan tiplerin makineye takılması tahar işlemi bittikten sonra mümkündür. Kapalı tipler ise tahar işlemine başlanmadan çözgü ipliklerinin lamel gözlerinden geçirilmesi işleminden önce yapılmalıdır. Lameller Yedek Lamel Toplama Aparatı 5-Dokuma Tarağı; Çözgü ipliklerinin dokunacak kumaşa düzgün ve homojen olarak dağılımını sağlayan dokuma makinesi parçasıdır. Kumaşın eninin, sıklığının ayarlanmasını sağlamaktadır. Çeşitli metal ve plastik maddelere uçlarından tutturulmuş ince metal plakalardan yapılırlar. İki metal plaka arasındaki boşluğa tarak dişi denir. Bu boşluğun 10 cm deki adedi tarak numarası olarak ifade edilir. Tarakların sıklığa göre ayrımında tanımlanmasına yardımcı olur. Tarağın sıklığının artması üretilecek kumaşın sıklığının oranının büyük olması anlamına gelmektedir. Tarak, dokuma makinesi için değiştirilebilen sıklıklarda yapılan seyyar bir yardımcı parçasıdır. Tarak numarası seçilirken kumaşın eni, çözgü sıklığı, örgü raporu, çözgü renk raporu, çözgü ipliklerinin kalınlığı ve düğümlerinin oluşturduğu kalınlık dikkate alınarak yapılmalıdır.
52 Dokuma Tarağı 6-Tarak ve Gücü Tığı; Dokuma makinesinde üretim sırasında meydana gelebilecek kopuşlarda ve tahar işlemi yapılırken dokuma hazırlıkta çözgü ipliklerinin tarak ve gücülerden geçirilmesinde kullanılan metalden imal edilmiş yardımcı tahar elemanıdır. Tarak çekeceği ve gücü çekeceği olarak adlandırılırlar. Her bir tahar ve dokuma elamanın çalışma sırasında yanında bulundurması gereken el aletidirler. Tarak Tığı Gücü Tığı
53 B-Çerçeve, Gücü, Tarak, Lamel ve Tahar Sehpasının Temizlik ve Bakımını Yapma; Dokuma makinesinin işletme çalışma süresi içinde durma anı sadece makinenin bakıma alınması ya da herhangi bir sebeple arıza durumlarıdır. Uzun süreli çalışma sırasında makine üzerindeki parçaların sürekli ve kısa zaman içerisinde temizliğe ihtiyaç vardır. Dokuma çerçeveleri sürekli ağızlık oluşumunda aşağı yukarı hareket etmesi ve üzerinde çözgülerden dolayı almış olduğu ağırlık ile zamanla yıpranmakta veya kırılabilmektedir. Çerçevelerin sabitleme vidalarındaki gevşemeler kontrol edilmeli ve değişimi sağlanmalıdır. Tarak Temizleme Makinesi Tahar işleminin yapılmadan önce gücü ve lamellerin temizliği modern temizlik makinelerinde çok basit ve hassas bir şekilde yapılabilir. Bu makinelerde gücü teli ve lamellerin geliştirilmiş fırçalar ve sirkülasyon sistemi ile tam otomatik olarak durulama ve sıcak hava ile kurutmayla temizliği yapılmaktadır. Çerçeve Takımı Temizleme Makinesi Dokuma makinesi tarağı sürekli çözgü iplikleriyle sürtünme sırasında ham madde tipine göre çalışmayan yani ipliğin geçerken değmediği bölgelerde tıkanıklık oluşabilir. Ayrıca ortamın neminden dolayı deforme olabilir. Tarağın temizliği otomatik temizlik makineleri ile artık tezgâh üzerinde kısa bir süre içinde yapılabilmektedir. Bu makinelerde buhar ve temizleme sıvısının bileşimi ve enjektörlerin optimum konumu ile etkin temizleme en az su sarfiyatı ile gerçekleşmektedir.
54 Tarak Temizleme Makinesi Tahar işleminin yapıldığı küçük çaptaki işletmelerde ise bu temizlik işlemleri genellikle manuel olarak basınçlı hava, fırça, üstübü ve diğer yardımcı temizlik malzemeleri ile yapılabilmektedir. C-El ile Lamel Dizimi; Çözgü ipliklerinin testereler adı verilen metal levhalar üzerine dizili lamellerin içinden geçirilme işlemidir. Lamellerin altı açık olanında çözgü ipliği lamelin deliğinden geçirilip testere üzerine uygun şekilde yuvasına bırakılır. Alt tarafı kapalı olan lameller ise önce testerelerden geçirilip çözgü ipliği, lameller testere üzerinde iken lamel gözünden geçirilir.
55 D-El ile Gücü Taharı Yapma; El ile gücü taharı yapılırken iki elemanın ortak çalışmasına gereksinim vardır. Görev dağılımında birinci eleman örgü raporuna göre gücü sıralamasına (çerçeveler dâhil) uyarak elindeki gücü tığını gücü gözünden geçirip ikinci elemanın vereceği çözgü ipliğini çekerek tamamladığı işlemdir. Yapılan işlem basit olmasına rağmen çok dikkat edilmesi gerekir. Yapılabilecek hataların tekrar çözümü zaman kaybına sebep olacaktır. Ayrıca telafi edilmemesi, dokunacak kumaşın görüntüsünün istenen örgü dışında bir yapıda üretilmesine yol açacaktır. El ile Gücü Taharı E-El ile Tarak Tarharı Yapma; Çözgü ipliklerinin örgü raporuna göre açılan ağızlık içerisinden geçirilmesinden sonra kumaş sathına sıkıştırılmasını sağlayan tarak, tefe denilen mekanizma üzerinde yer almaktadır. Kullanılacak tarağın içerisinden geçirilecek olan çözgü ipliklerinin tek ya da daha fazla sayıda olması gerekli esaplamalardan sonra dikkat edilmesi gereken önemli işlemlerin başında bulunmaktadır. Ayrıca tarağın toplam çözgü tel sayısının tek veya daha fazla sayıda içinden geçmesi pozisyonu düşünülerek yeterli kapasitede olması gerekmektedir. El ile Tarak Taharı Tarak üzerinde tarak eninde fazlalık kalacaksa bu kısım tarağın tek tarafında bırakılmaz bu boşluk hesaplanarak her iki tarafa eşit oranda bırakılır. Çözgü iplikleri için tarak üzerindeki kullanılan ene faydalı tarak eni denilmektedir. Tarak için gerekli hesap işlemlerinden sonra tarak çekeceği kullanılarak çözgü iplikleri sol ya da sağ tarafından başlanarak tarak taharı gerçekleştirilir. Tahar
56 makineleri olarak işletmelerde klasik kartonlu tahar makineleri de kullanılmaktadır. Bu tip tahar makineleri için dokuma makinelerinde ağızlık açma sistemlerinde kullanılan armür kartonları bulunmaktadır. Bu kartonların görevi dokunacak olan kumaşın örgüsünün taharını sonsuz karton üzerine işleyerek tahar makinesinde, taharlama işlemi yapılırken hangi çerçevenin çözgü ipliğini üzerinde bulunduracağının tespitini gerçekleştirmektir. Dokunacak olan kumaşın örgüsüne göre hazırlanacak tahar kartonunun mekanik tahar makinesinin karton yuvasına monte işlemi yapılır. Bu rapor doğrultusunda alınan hareketle iğneler yardımıyla uygun çerçeveye çözgü ipliği içinden geçirilmiş olan gücü ilave edilir. Mekanik tahar makinelerinde yapılacak tahar işleminde bilgisayar destekli bir çalışma yoktur. Genellikle işlemlerin çoğunluğu çalışan personel tarafından yürütülmektedir. Tahar makinesinin mekanik olması modern tahar makinelerine göre zaman kaybına neden olmaktadır. F-Tahar Makinelerinin Ayar ve Bakımlarının Yapılması; Tahar makinelerinde genel bakım ve ayarlar yapılarak makinenin verimli ve randımanlı bir şekilde çalışması mümkündür. Dikkat edilecek olan unsurlar periyodik olarak üretici firmanın belirlemiş olduğu sürelerde gerekli kısımların yağlanması, gereken parçaların zamanında değiştirilmesi ve zamanında bakımlarının yapılmasıdır. Mekanik Tahar Makinesi Bakımı Modern tahar makinelerinde genel mekanik tahar makinesi ile ayrı olarak tahar makinesinin elektronik ve bilgisayar donanıma sahip kısımlarının periyodik olarak kontrollerinin yapılması ve gerekli olan parçaların değişimi söz konusudur. G-Tahar Makinersinde Taharlama Yapma; Modern tahar makineleri lamellere, gücülere ve tarağa aynı anda tahar yapabilecek şekilde imal edilmektedirler. Çözgü, taharlama işlemi boyunca tahar nakil arabasında kalır. Kıskaçlar yardımıyla alttan ve üstten sabitlenir. İşlem tamamlandıktan sonra tahar arabası tezgâhın içine sürülür ve tahar makinesine bağlanır. Makine üzerinde taharlama işlemi boyunca tüm işlemlerin takip edildiği elektronik bir ekran mevcuttur. Makinede normal taharlama prensibi olarak her gücü gözünden bir çözgü teli geçirilmektedir. Ancak kenarlarda gücü gözünden farklı sayıda çözgü teli geçirilecekse işçi tarafından makineye bu talimat girilmelidir.
57 Arka Sehpada Hazırlanmış Çözgü İplikleri Çözgülerin lamel ve gücü gözlerinden geçirilmesi işlemi için esnek bir tığ kullanılır. İplikler, lameller ve gücüler teker teker tutucular tarafından alınır, işleme hazır duruma getirilir ve taharlaması yapılır. Tahar planları elektronik olarak transfer disketleri veya merkezi aktarma ağı tarafından makineye verilebilir. Bu bilgiler kontrol terminali tarafından planlanır ve muhafaza edilir. Taharlama işlemi tamamlandıktan sonra tahar makinesi sistemden ayrılır, çözgüler dokuma makinesine yerleştirilmek Tahar işlemi tamamlandıktan sonra çözgü levendi, çerçeveler, tarak ve lameller tahar arabası tarafından taşınır ve dokuma makinesine yerleştirilir. Bu sistem dokuma makinelerinin sökülmesi ve taşınması amacıyla da kullanılabilmektedir. H-Tahar Makinesinin Çalışması Sırasında Dikkat Edilmesi Gerekli Şartlar; Tahar işlemi yapılırken çeşitli sebeplerden dolayı istenmeyen hatalar oluşabilmektedir. Bunlar çapraz hatası, lamel diziminde atlama hatası, gücü tahar hatası, tarak taharı hatası ve tarak izi gibi hatalardır. Bu hataların geneli el ile yapılan tahar işleminde karşımıza çıkmaktadır. Makine ile yapılan tahar işleminde bu hatalar göz önünde bulundurularak daha hassas çalışma sonucunda kaliteli ürün yapılabilmesi sağlanacaktır. Mekanik tahar makinelerinde tahar elemanının özellikle gücü ve tarak tahar işleminin yapımında sürekli gözlem yapması ve hataları anında çözmesi şarttır. Tam otomatik tahar makinesinde yapılacak belli başlı kontroller aşağıda sıralanmıştır: - İplik algılayıcılarının kontrolü, Lamellerin kontrolü, Gücü kontrolü, Tahar iğnesinin kontrolü Dokuma tarağının kontrolü, Çözgü uçlarının tahar kontrolü, Rapor tekrarlarının kontrolü.
58 TAHAR ÇEŞİTLERİ; Sıra tahar; Bu çeşit taharda hareket raporu örgünün aynısı olarak çıkar. Ayrıca sıra taharda ipliklerin sürtünmesi çoktur. Atlamalı tahar; İpliklerin sürtünmesi azdır. Hareket raporu örgünün aynısı değildir. Aralarında eşkenar oluşturan tahar en iyisidir. Sivri tahar; Bazı kumaşların raporlarına bakılacak olursa bağlantı noktalarının değişik iplik sıralarında tekrarlandığı görülür. Örneğin; D 4 Z çözgü dimisinden türetilmiş zigzag dimi ve D 2 çözgü dimisinden türetilmiş baklava dimisi örgüler 6 çerçeveli sivri taharlarla örülürler. Kesik (kırık) tahar; Bu taharda belli bir sayıdan sonra periyodik olarak kesilme ve ters yöne gidiş vardır. Bu dönüş ani değil atlamalı olarak gerçekleştirilir ve böylece dönüş yapan çözgü ipliklerinin çerçeve sayısı diğerlerinin yarısı kadar olur (balıksırtı örgüsü). Bu tahar çeşidinde belli bir iplik sayısından sonra kesilen iplik çekimi gücü atlayarak değişik istikamette fakat düz sıra halinde devam ettirilir. -GRUP TAHARLAR; Fasonlu taharlar; Kumaşın çözgü istikametinde doku değişiklikleri yapılmış ise, her doku için ayrı ayrı sıra tahar, kırılan tahar veya kesik tahar gibi tahar çeşitlerini, grup içinde uygulamak mükündür. Aynı tahar planında değişik taharlar bulunduğundan bu tahara grup tahar adı verilmektedir. Kumaşın desenine göre yapılan tahar, çözgü ipliklerinin tek tek çerçeve grupların ayrılmasıyla hazırlanırlar. Gücülerin partilere ayrılmasıyla hazırlanan grup taharı; Kullanılacak çerçevelerin gruplara ayrılması ve çözgü ipliklerininde bu gruplarda bölümler halinde dağıtılması şeklinde yapılan tahardır. TAHAR HATASI (DOKUMA HATASI); Çözgü ipliklerinin taharlanması sırasında tahar raporundan belirtilen sıradan farklı bir şekilde gücü gözlerinden geçirilmesiyle oluşan ve boyuna çizgi oluşturan dokuma hatasıdır. Çözgü ipliklerinin hareket sırasında değiştiğinden dokuma örgüsünde bozulmalar, kırılmalar şeklinde görülür. TAHAR MAKİNESİ (DOKUMA İŞLEMİ); Otomatik olarak çözgü ipliklerini, gücü tellerinden ve taraktan geçiren makinelerdir. -Yarı otomatik tahar makineleri; Dokumadaki çözgü ipliklerinin gücü, çerçeve lamellere ve de tarağa geçirilmesi için gerekli olan iki işçiden birisinin yerine bu sistemler kullanılmaktadır. Buna özel bazı transport sistemleri de eklendiğinde gerekli olan fiziksel güç büyük ölçüde hafiflemekte ve çözgülerle birlikte dokuma makinesinin diğer aksamlarıda (çerçeveler, gücü takıntıları, lameller ve taraklar) hem korunmuş olmakta hem de dokuma dairesine yüksek kaliteli bir çözgü sistemi getirilmektedir. Bu sistemin bir diğer avantajlı yönü de dokumadaki kopuş miktarının asgariye indirilmesidir.
59 -Çözgü ipliği taharlama makineleri; Bu makine öncü makine görevini yapmaktadır. Dolayısıyla taharlanacak ipliği ayırarak çözgü levendindeki tabakadan yaklaşık 10 cm kadar uzağa besleyen bir sistem durumundadır. Makine ipliğin tahar kancasıyla tutularak çekilmesine kadar bir süre bu pozisyonda kalır ve daha sonra hemen bir diğer ipliğe getirilir. Bütün bu işlem için gerekli zaman sadece 0,6 saniyedir. Makine 1,6 ile 250 tex arasında çeşitli iplikler ile çalışmaya elverişli bir yapıya sahiptir. Tahar çapraz tarağı olsa da olmasa da kullanılabilir yılından bu yana taharlama tesislerindeki bütün makinelere temassız elektronik kontrol sistemleri monte edilmektedir. Ayrıca özel bir sistemle üretilen sinyal sayesinde bir sonraki aygıtın (örneğin lamel ya da sayaç mekanizmasının) devreye girmesi güvence altına alınmıştır. Dolayısıyla çözgü ipliklerinde gevşeklik ya da başka nedenlerden dolayı meydana gelebilecek aksaklıklar techizatın çalışmasını engelleyecek nitelikte görülmemektedir. Besleme ve çalışma hızının kademesiz olarak ayarı mümkündür. Yarı otomatik bir taharlama sisteminde bulunan parçaları şöyle sıralayabiliriz; Çözgü verici makine ve çaprazlama tertibatı, Lamel besleme aparatı, Tahar sehpası, Çözgü levendi yataklama arabası, Tarak taharı makinesidir. TAHAR PLANINI BULMAK İÇİN KUMAŞIN ANALİZ EDİLMESİ (DOKUMA); Bir kumaşın analiz edilmesi; iplikleri, örgüsü, iplik sıklığı, taharı ve armür desen planı tarafından oluşturulan tüm yapıyı bulmaktır. Kumaşın analizinin yapılmasının en kolay yolu lup kullanmak veya iplik sökmektir. Bir kumaşın nasıl dokunmuş olduğu ve kullanılan dokuma tezgahı tipinin hangisi olduğunu bulmak için, kumaşın en ve boy yönünde deseninin bir raporunu bulmak önemlidir. O zaman bu açıkça işaretlenebilir ve bu işaretler içinde bulunan tüm alan analiz edilmelidir. Bu uzun süren ve sıkıcı bir işlem olabilir, çünkü bu iş için yapılacak ilk işlem kumaşta görülen bütün çözgü tellerinin hareketini özel desen kağıdına işaretlemektir. Raporun solundan sağına doğru ve üstünden altına veya altından üstüne doğru çalışılarak her atkı ipliği incelenir ve özel desen kağıdında her çözgü ipliğinin görüldüğü yer bir kareyi doldurarak gösterilir. İplikleri uygun şekilde ayırabilmek için bir iğnenin kullanılması kolaylık sağlar. Kumaş deseni böylece belirlendikten sonra tahar ve armür desen planı bulunabilir. Küçük kumaş örneğinde, hangisinin çözgü ipliği hangisinin atkı ipliği olduğunu anlamak zor olabilir. Eğer örnekte bir kenar var ise zorluk yoktur, ancak kenar yok ise yardımcı olacak bazı rehber faktörler vardır. Çözgü ipliği genellikle daha güçlü olan ipliktir ve eğer kumaş pamuk veya rayon ipliklerinden oluşuyor ise pamuk ipliğinin çözgü olabileceğini varsaymak daha doğru olur. Yatay ve dikey olarak kullanılan iplik sayıları da bir rehber oluşturur ve genellikle daha fazla olanı çözgüdür. Çözgü iplikleri genellikle daha fazla bükümlüdür ve eğer tek kat iplik ile katlı iplik birlikte kullanılmış ise katlı iplik çözgü ipliğidir. Kumaş deseninin bulunup üzerine çizildiği desen kağıdı, taharı bulmak amacıyla başka bir desen kağıdının altına yerleştirilir. Desenin çizilmiş olduğu desen kağıdının sol tarafındaki birinci dikey hat birinci çözgü teli olarak kabul edilir ve tahar için kullanılacak desen kağıdında alt sol karenin içi doldurulur ki bu da birinci çözgü telinin 1 numaralı gücü çerçevesinde geçirildiğini gösterir. Desen kağıdındaki ikinci dikey kareler hattı incelenir ve eğer birinci hattan değişik ise bunun anlamı bu çözgü telinin başka bir gücü çerçevesinde oluştuğudur. Bu da taharın çizildiği desen kağıdında iki numaralı karenin doldurulması ile işaretlenir ve tüm diğer aynı dikey hatlarda bu gücü çerçevesine geçirilmiş olacaktır. Eğer üçüncü diket hattı ilk ikiden değişik
60 ise bu üç numaralı gücü çerçevesine geçirilmiş çözgü teli olarak üç numaralı karenin doldurulması ile gösterilir ve dördüncü dikey hatda değerleri gibi olacaktır. Bu yöntem tüm rapor boyunca tekrarlanır, tahar desen kağıdının her dikey hattını ele alarak tahar kağıdındaki yeri doldurulur. Tahar tamamlanınca armür desen planını bulmak mümkündür. Bu plan rapor boyunca olacak ve ne kadar gücü çerçevesi olacaksa o kadar dolu karesi olacaktır. Armür desen planı kumaş deseninin yanına ilave edilir. TAHARLAMA, ÇÖZGÜNÜN TAHARLANMASI (DOKUMA); Çözgü ipliklerinin dokuma işleminde tek tek kontrol edilmeleri için lamel dizilmesi, istenilen şekilde ağızlık oluşturmaları için gücülerden geçirilmesi, istenilen ende kumaş oluşturmaları ve istenilen sıklıkta dokunmaları için taraktan geçirilmeleri gerekir. Bu işlemlerin hepsine birden taharlama adı verilir. Taharlama işleminde; çözgü iplikleri, ağızlık oluşturabilmeleri için dokuma örgüsüne göre belirlenen bir sıra ile gücülerin gözlerinden geçirilir. Bu işleme gücü taharı denir. Çözgü ipliklerinin istenen enden ve sıklıkta dokunabilmeleri için belli bir düzen içinde tarak dişlerinden geçirilirler. Bu işleme tarak taharı denir. Çözgü ipliklerinin dokuma sırasındaki kopuşlarını tek tek kontrol edebilmek için her ipliğe bir adet takılan lamelin dizilmesi işlemi de taharlama işlemlerinden kabul edilir. -Gücü taharının yapılışı; Temel dokuma işlemlerinden ağızlık oluşumunun gerçekleşebilmesi için çözgü ipliklerinin gücü tellerinden geçirilmesi gerekmektedir. Çözgü ipliklerinin gücü tellerinin gözlerinden geçirilmesi dokuma örgüsünden çıkarılan tahar planına uygun olarak yapılır. Eksantrikli ve armürlü dokumada gücü telleri çerçevelere takılıdır. Bu sistemlerde gücü taharı dokuma makinesinde veya ayrı ayrı bir yerde elle veya otomatik tahar makineleriyle yapılabilir. Jakarlı dokuma makinelerinde ise çerçeveler olmadığı için gücü taharı işlemi dokuma makinesinde yapılır.
61 EL TİPİ DOKUMA TEZGAHI EL TİPİ DOKUMA TEZGAHI
62 EL TİPİ DOKUMA TEZGAHI EL TİPİ DOKUMA TEZGAHI
63 EL TİPİ DOKUMA TEZGAHI EL TİPİ DOKUMA TEKNİĞİ
64 HALI DOKUMA TEZGAHI ŞEMASI DOKUMA TEKNİĞİ ŞEMASI
65 EL TİPİ DOKUMA TEKNİĞİ EL TİPİ DOKUMA TEKNİĞİ
66 TİRE BEZİ DOKUMA TEZGAHI HALI DOKUMA TEKNİĞİ ŞEMASI
67 HALI DOKUMA TEZGAHI HALI ÇİTLEME TEZGAHI
68 KİLİM DOKUMA KASNAĞI (ÖĞRENCİLER İÇİN) TAFTİNG MAKİNESİ
69 ARMÜRLÜ DOKUMA TEZGAHI BEZ DOKUMA TEZGAHI (SAFRANBOLU)
70 HALI DOKUMA ŞEMASI HALI DOKUMA TEZGAHI (HEREKE)
71 DOKUMA TEZGAHI ŞEMASI EL DOKUMASI HALI (MANİSA, SARUHANLI)
72 DOKUMA TEZGAHI ŞEMASI
73 DOKUMA TEZGAHI DOKUMA TESGAHI
74 DOKUMA TEZGAHI
75 ESKİ TİP BİR DOKUMA FABRİKASI ESKİ TİP DOKUMA MAKİNESİ
76 DOKUMA MAKİNESİ LEONARDO MARKA DOKUMA MAKİNESİ
77 DOKUMA FABRİKASI (LEONARDO MARKA DOKUMA MAKİNELERİ İLE DONATILMIŞ) ESKİ TİP DOKUMA MAKİNESİ
78 DOKUMA MAKİNESİ DOKUMA MAKİNESİ (SİLVER 501 MARKA)
79 DOKUMA TEKNİĞİ ŞEMASI (MEKİKÇİKLİ) DOKUMA TEKNİĞİ ŞEMASI
80 DOKUMA MAKİNESİ
81 DOKUMA MAKİNESİ DOKUMA MAKİNESİ
82 DOKUMA MAKİNESİ (ESKİ TİP) JAKARLI TİP DOKUMA MAKİNESİ
83 DOKUMA MAKİNESİ (HAVALI) HALI DOKUMA MAKİNESİ
84 PERDE DOKUMA MAKİNESİ DOKUMA MAKİNESİ (ESKİ TİP)
85 DOKUMA MAKİNESİ (ESKİ TİP) DOKUMA MAKİNESİ
86 HALI DOKUMA MAKİNESİ DOKUMA MAKİNESİ
87 DOKUMA MAKİNESİ DOKUMA MAKİNESİ
88 DOKUMA MAKİNELERİ İLE DONATILMIŞ BİR DOKUMA FABRİKASININ GÖRÜNTÜSÜ DOKUMA MAKİNESİ
89 ESKİ TİP DOKUMA MAKİNESİ (RUSYA YAPIMI) HAVA JETLİ DOKUMA MAKİNESİ
90 DOKUMA MAKİNESİ DOKUMA MAKİNESİ
91 DOKUMA MAKİNESİ
92 DOKUMA MAKİNESİ İLE ÜRETİLMİŞ KUMAŞIN KUMAŞ ÖRGÜ YAPISI DOKUMA MAKİNESİ
93 DOKUMA MAKİNESİ (HAVLU TİPİ DOKUMA) HALI DOKUMA MAKİNESİ
94 DOKUMA MAKİNESİ
95 DOKUMA MAKİNESİ (HAVA JETLİ)
96 DOKUMA MAKİNESİ
97 DOKUMA TEZGAHI (KİRLİ TARAK, KİRLİ GÜCÜ)
98 HAVA JETLİ DOKUMA MAKİNESİ
99 HAVA JETLİ DOKUMA MAKİNESİ
100 JAKARLI DOKUMA MAKİNESİ
101 DOKUMA MAKİNESİ
102 DOKUMA MAKİNESİ
103 DOKUMA MAKİNESİ
104 DOKUMA TEZGAHI ŞEMASI
105 DOKUMA MAKİNESİ
106 DOKUMA MAKİNESİ
107 HAVA JETLİ DOKUMA MAKİNESİ
108 B-ÖRME KUMAŞLAR ÖRME KUMAŞ TEKNOLOJİSİ ÖRME TEKNOLOJİSİ ATKILI ÖRME TEKNOLOJİSİ ÇÖZGÜLÜ ÖRME TEKNLOJİSİ Toplu İğne Hareketi Tek İğne Hareketi Toplu İğne Hareketi Çözgülü Örme Makineleri V-Yataklı Yuvarlak Cotton RL, RR, LL Düz Örme Örme Örme Makineleri Makineleri Makineleri RR, LL RL, RR, LL RL ATKILI ÖRME KUMAŞ TEKNOLOJİSİ
109 DOKUMA KUMAŞ ÇÖZGÜLÜ ÖRME KUMAŞ ATKILI ÖRME KUMAŞ DÜZ ÖRGÜ 1x1 RİBANA ÖRGÜ HAROŞA ÖRGÜ İNTERLOK ÖRGÜ ASTARLI ÖRGÜ
110 B-1-GİRİŞ; -Çözgü örmeciliği;, Normal örme yöntemleriyle bir kumaş oluşturma tekniğidir ve burada her bir çözgü ipliği tarafından kumaşın boyu boyunca devam eden ilmekler oluşturulur. Örme genişliği içinde yer alan her bir iğne her örme sırasında en az bir tane ayrı, bağımsız iplik tarafından beslenmelidir. Dokuma ve atkı örmeciği ile karşılaştırıldığında ipliği kumaşa çevirmede en hızlı yöntemdir. -Atkı örmeciliği; Normal örme yöntemleriyle bir kumaş oluşturma tekniğidir ve burada her bir atkı ipliği kumaşın eni boyunca ilmeklere dönüştürülür. Atkı iplikleri kumaşın örülme yönüyle yaklaşık dik açı yapacak şekilde beslenir. Tek bir iplikle örme işlemi gerçekleştirilebilmektedir. Bununla birlikte makine üzerinde atkı ipliği sayısı 144 e kadar çıkabilir. Bu yöntem ürün aralığı ve kullanılan iplik tipleri bakımından diğer ikisinden daha fazla çok yönlülük gösterir. -Tek katlı kumaşlar tek iğne grubu kullanılarak üretilen atkı örme kumaşlardır. -Çift katlı kumaşlar rib (ribana) veya interlok (bu şekilde kumaşın doğal esnekliği azalır) düzeninde yerleştirilen iki iğne grubu kullanılarak üretilen kumaşlardır. Çift katlı kumaşlar jakarlı veya jakarsız olabilir. -İlmek sırası, kumaşın eni boyunca oluşturulan bir ilmek sırasıdır. Sıralar kumaşın uzunluğunu belirler ve birim uzunlukta (cm) yer alan sıra sayısı olarak ölçülür. -İlmek çubuğu, kumaşın boyu boyunca uzanan bir ilmek çubuğudur. İlmek çubukları kumaşın enini belirler ve santimetrede (cm) yer alan çubuk sayısı olarak ölçülür. -İlmek yoğunluğu, birim alanda yer alan ilmek sayısıdır (ilmekler/cm2) ve kumaş alanını belirler. -İlmek iplik uzunluğu, bir ilmekteki iplik miktarıdır. İlmek iplik uzunluğu tüm örme kumaşlar için en baskın faktördür. Atkı örmeciliğinde genelde iğne başına düşen ortalama iplik miktarı olarak belirlenir. Çözgü örmede ise bir ilmek sırası için ortalama iplik miktarıdır. -İplik numarası, iplik kalınlığına işaret eder ve normalde tex (1000 metre ipliğin gram cinsinden kütlesi) cinsinden verilir. Tex değeri yükseldikçe iplik kalınlaşır, külçe incelir. -Üst yatırım, yatırım raylarının (tarakların) iğnelerin kanca tarafında yaptıkları yanal harekettir. Bu hareket genel olarak bir iğne aralığı ile sınırlandırılır. Kumaş yapısı içinde bir ilmekte üst yatırım olarak adlandırılır. -Alt yatırım, yatırım raylarının iğnelerin arka kısımlarında yaptıkları yanal harekettir. Bu hareket sadece mekanik koşullar ile sınırlıdır. Alt yatırım çözgü örme kumaş yapısında birbirini takip eden sıralarda yer alan ilmekler arası bağlantıdır. -Sıklık faktörü, K, bir örme kumaş alanının ne ölçüde iplik tarafından kaplandığını gösteren bir sayıdır. Bu değer aynı zamanda örmenin izafi sıklığının veya gevşekliğinin de bir göstergesidir. K = TEX/L -Alan yoğunluğu, kumaşın birim alanının ağırlığının ölçüsüdür (gram/m2)
111 TEMEL ÖRME KUMAŞ YAPILARI SÜPREM ÖRME KUMAŞLAR; Süprem kumaş RL düz örgü tekniğiyle üretilmektedir. RL düz örgü ile üretilmiş kumaşların bir tarafında düz (R), diğer tarafında ise yalnızca ters (L) ilmekler görülür. RL örgülerin desenlendirilmesinde askı, atlama gibi yardımcı örgü elemanları ile çalışarak değişik görüntüler elde edilir. Jakar tekniğiyle renkli desenler elde edilebilir. Renkli iplikler ile enine yönde çizgiler gibi desenler uygulanabilir. Ayrıca iğne ve çelik dizilişlerinin düzenlenmesiyle değişik desenler elde etmek mümkündür. Bu kumaşlar; Ön yüzleri ve arka yüzleri birbirinden farklı görünüşe sahiptirler. Tüp şeklinde üretilen, ancak kesilerek açık en şeklinde de kullanılabilen kumaşlardır. Ribana ve interlok kumaşlara göre süprem kumaşlarda daha geniş enler elde edilebilir. Hem enine hem boyuna yaklaşık aynı oranda esnerler. Fazla esnetildiklerinde şekilleri bozulabilirler. Giysi olarak kullanıldıklarında esnekliklerinin az olması nedeniyle diğer atkı yönlü örme kumaşlara göre vücudu sarmaları daha kötüdür. Süprem örme kumaş örgüsü diğer örgülere göre daha az desenlendirme olanağına sahiptir. Örgü raporu tek plaka üzerinde bir iğnede oluştuğu için birim alandaki harcanan iplik miktarı en az olan örgü çeşididir. Kesildiklerinde yanlardan kumaşın arka yüzüne doğru, üst ve alttan kumaşın ön yüzüne doğru kıvrılmalar meydana gelir. Buruşmaya eğilimleri azdır. Suprem örme kumaşlar özellikle yazlık dış giyimde, sportif kıyafelerde, tıbbi giysilerde SÜPREM KUMAŞ VE ÖRGÜ YÜZEY GÖRÜNTÜSÜ SÜPREM KUMAŞ ÜRETİMİ ÇEŞİTLERİ; 30/1 Open-End Süprem - 30/1 Ring Süprem, 30/1 Penye Süprem - 20/1 Open-End Süprem, 20/1 Ring Süprem - 20/1 Penye Süprem, 30/1 Open-End %5 Lycra Süprem - 30/1 Ring %5 Lycra Süprem, 30/1 Penye %5 Lycra Süprem - 30/1 Ring Full Lycra Süprem, 30/1 Penye Full Lycra Süprem
112 LAKOST (LACOST) ÖRME KUMAŞLAR; Tek ve çift toplamalı lakost olarak iki şekilde elde edilir. Tek toplamalı lakost dört sistemden, çift toplamalı lakost ise altı sistemden oluşur. Bu kumaşlar, iki çeşit iğne ve iki çeşit çelik kullanılarak oluşturulur. Stabilitesi yüksek bir yapıya sahip kumaşlardır. Kumaş tek katlı yapıya sahiptir. RL örgü konstrüksiyonudur. Önde R ilmek, ortada ise L ilmek mevcuttur. Fakat bu L ilmekler süprem kumaştaki gibi belirgin değildirler. Bu kumaşın örgü yapısından kaynaklanmaktadır. Lakost kumaşlar askı-ilmek kombinasyonunda üretilirler. Bir sıra ilmekaskı-ilmek-askı şeklinde giderken, diğer sıra; askı-ilmek-askı-ilmek şeklinde gider. Çift toplama lakost ise yukarıda tanımlanan sıralar ikişer defa tekrarlanmasıyla oluşur. Bu kumaşı oluşturmak için iki iğne kanalına ve uzun-kısa ayaklı olmak üzere iki çeşit iğneye ihtiyaç vardır. Kumaşın yüzey özelliği; Çift toplama lakost örgünün ön yüzünde R ilmekler mevcuttur, orta yüzeyde ise askı formu oldukça belirgin bir şekilde fark edilir. Kumaşın boyuna esnekliği az, enine esnekliği süprem kumaşlara göre daha iyidir. Dolgun bir tutumu vardır. Spor alt-üst giyimlerde klasik lakost T-shirt geniş bir kullanım alanına sahiptir. Yatak kıyafetlerinde de kullanılır. TEK TOPLAMA LAKOST ÖRME KUMAŞ VE ÖRGÜ YÜZEY GÖRÜNTÜSÜ
113 ÇİFT TOPLAMA LAKOST ÖRME KUMAŞ VE ÖRGÜ YÜZEY GÖRÜNTÜSÜ
114 VANİZE ÖRME KUMAŞLAR: RL Tek plaka (süprem) yuvarlak örme makinelerinde iki farklı renk iplik veya farklı özellikte (parlaklık, büküm, kalınlık, ham madde vb.) iplikle örme kumaş ön ve arka yüzü ile tersinin farklı renk veya görünüş özelliği kazandırılmış örgülere vanize örgüler denir. Bu örgünün temeli iki ipliğin aynı anda, aynı sistemde ve aynı iğnede ilmek yapmasıdır. İpliklerin ön ve arka yüzde görünmeleri ise ipliklerin iplik kavuzlarından (mekikler) farklı noktalardan iğneye beslenmesi ile gerçekleşir. Doku oluşumu süprem örgü sisteminden farklılık göstermez. Buradaki tek fark iplik beslemesinin çift iplikle oluşmasıdır. Aynı noktadan iki iplik beslemesiyle elde edilirler. Beslenen iplik hammaddesi aynı veya farklı materyalden oluşabilir. Tek ve çift plakalı yuvarlak örme makinelerinde özellikleri birbirinden farklı iki iplikten birinin ön yüzünde, diğerinin örgünün arka yüzünde görülebileceği şekilde çalıştırılması ile vanize kumaş elde edilir. Örme sanayinde vanize süprem diye anılan bu örme çeşidinde de yöntem süprem örgüsünde olduğu gibidir. Farkı mekiğin çift gözlü ve jakar sistemine göre çalışmasıdır. Çift katlı kumaş görünümünde bu örgüde iplikler isteğe ve amaca göre farklı materyallerden yapılmış olabilirler. Örneğin eşofmanlık kumaşlarda ön yüzde floş, arka yüzde ise pamuk ipliği kullanılabilir. Makinenin Hazırlanması; -İğne seçimi: Tek plaka yuvarlak örme makinelerinde tek ayaklı iğneden 4 ayaklı iğneye kadar seçenekler mevcuttur. Bazı örgülerin üretilmesinde birden fazla ayaklı iğnelerin kullanılmasını gerektirir. Bir makinenin iğnelerinin ayak sayılarını çelik yolları hazırlamadaki sayılarını da belirlemektedir. Vanize örgünün üretilmesinde ise iğnelerin kaç ayaklı olduğu önemli değildir. Bütün iğne seçeneklerinde vanize örgü üretilebilir. -Mekik düzeni: Vanize örgü için vanize mekiği kullanılır. Vanize mekiğinin diğer mekiklerden farkı, iki farklı ipliğin tek mekiğe beslenebilme özelliğinin yanı sıra aynı iğnelerde besleme yapabilmesidir. Vanize mekiklerinin birinci gözünden geçen iplik R (sağ ilmek-düz ilmek) ilmek yüzeyinde görülür. Vanize mekiklerin ikinci gözünden geçen ipliklerde L (sol ilmek ters ilmek) ilmek yüzeyinin görülür. -Çelik seçimi ve may sıklığı ayarı: Tek plaka yuvarlak örme makinesinde vanize kumaşın üretilmesi için çelik sistemi olarak genellikle ilmek çeliği kullanılmaktadır. Bunların yanı sıra değişik özelliklerde örme kumaş üretimi yapılırken de vanize tekniği uygulanabilmektedir. Kumaşın özelliğini belirleyen ipliğin gerginlik ayarlarına dikkat etmek gerekmektedir. R yüzeyi oluşturan iplik gerginliği, L yüzeyi oluşturan iplik gerginliğinden daha fazla olmak durumundadır. Bunlar gözardı edildiğinde ön yüzeyde görülmesi istenmeyen renk veya iplik rasgele önde veya arkada görülebilecektir. Buradaki ayarlamalar sistemli yapıldığında dönüşümlü vanize örgü gerçekleştirilmiş olur. Vanize kumaş üretmek için yapılan may ayarı süprem kumaşlardan farklı değildir. Normal süprem kumaşa yapılan may ayarının aynısı vanize kumaşlar içinde geçerlidir, Makine üzerinde farklı bir çelik var ise değiştirilmelidir. Makine çift yollu çelik sistemine sahipse her iki çelikte ilmek çeliği olarak ayarlanmalıdır. İlmek çeliğine örme sanayisinde çok yaygın olarak süprem veya örgü çeliği de denilmektedir. -Mekik ayarı: Tek plaka yuvarlak örme makinesinde üretilen vanize kumaşlarda kumaşın özelliğini ipliğin gerginlik ayarı sağlar. Aynı mekiğe gelen iki iplikten kumaşın L yüzeyine gelmesini istediğimiz ipliği ön delikten, R yüzeye gelmesini istediğimiz ipliği ise arka delikten geçirilmelidir.
115 VANİZE MEKİK -İplik gerginlik ayarı: Tüm yuvarlak örme makinelerinde sistemlere gelen ipliklerin sıkı ve ya gevşek olmaları örgüyü etkiler. Sistemlere iplik sevkini sağlayan furnisörlerin dönme hızlarının ayarlanması ile örgünün istenilen özellikte olması sağlanır. Furnisörlerin hızı yavaşlatılırsa iplik daha gergin gelir, hızı arttırılırsa da aktardığı iplik miktarı daha fazla olur ve iplik gevşek gelir. Vanize örgüsünün üretilmesinde, 1 ve 2 delikten geçecek iplikler farklı
116 furnisörlerden beslenmelidir. Bunun içinde iki farklı kasnak kullanılır. Kasnak üzerinde iplik gerginlik ayarı yapılırken kumaşın ön yüzüne gelecek ipliğin gerginliği arka yüzeye gelecek iplikten daha gergin olmalıdır. Mekiğin 2.deliğinden geçen ipliğin gevşek olması bu ipliğin, kumaşın sadece arka yüzünde görünmesini sağlar. Bu gerginlik ayarı kumaşın istenilen özelliği yakalayıncaya kadar yapılmalıdır. -Makine hız ayarı: Yuvarlak örme makinelerinde aşırı hız, iğne ve çeliklerin aşınmasına neden olmaktadır. Ayrıca makine hızının ayarlanmasında yapılan örgünün çeşidi de etkilidir. Vanize örgü iki iplikle örüldüğünden hızının buna göre ayarlanması gerekir çünkü iğne üzerinde daha kalın iplik işlem göreceğinden aşırı hız iğnenin yıpranmasına neden olabilir. -Kumaş çekim ayarı: Yuvarlak örme makinelerinde kumaş çekme tertibatının ayarı makinenin örme hızına ve örgü prensibine göre ayarlanmalıdır. Çünkü kumaş sarma tertibatının ayarı da birim gramajın belirlenmesinde rol oynamaktadır. Örneğin normalinde fazla çekilen kumaşta, makine elemanlarının zarar görebileceği gibi, birim alan a düşen ilmek sayısı azalacak ve gramaj da düşecektir. Numune kumaş ya da sipariş formunda belirtilen kumaş birim gramajlarını tutturmak ve makine elemanlarının aşınmasını önlemek için kumaş sarma tertibatının ayarının düzgün yapılması gerekir. Numunenin Örülmesi; Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Mevcut numune kumaş veya talep edilen özellikleri yakalamak için kullanılan iplik, numune kumaş ile benzer özellikte olmalıdır. Bir miktar kumaş örüldükten sonra makine durdurularak üzerinden bir parça numune kesilir ve kesilen numunenin kontrolleri yapılır Kontrollerin Yapılması; Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını değerlendirilmelidir. Gelen numune kumaş ile karşılaştırılır, eğer numune kumaş yok ise sipariş formundaki istenilen özellikler dikkate alınarak kontrol edilir. Üretimin Yapılması; Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır. Örneğin bir tek iğnenin bile kırılması kumaş üzerinde boyuna iğne izi hatasına neden olacaktır. Ayrıca cağlıklara bobin dizilirken ipliklerin aynı parti ve ya cağlık dizim raporuna göre bobin sayısının olmasına dikkat edilmelidir.
117 MAKİNENİN AYARLANMASI 1-MAKİNEYE TÜM İĞNELERİ DİZİNİZ, 2-MAKİNENİN ÇELİKLERİNİ RAPOR DOĞRULTUSUNDA HAZIRLAYINIZ,
118 3-İLMEK MAY AYARINI YAPINIZ, 4-MAKİNENİN SİSTEMLERİNE İPLİĞİ TAKINIZ VE KASNAK AYARINI İPLİĞİN GERGİNLİĞİNE GÖRE AYARLAYINIZ,
119
120 İKİ İPLİK ÖRME KUMAŞLAR: Bu örgü iki farklı numarada iplik kullanılarak dört sistemde oluşturulur. Mekik üzerinden öncelikle kumaş yüzeyinde görülecek iplik, arka delikten ise daha çok ters yüzünde görülecek iplik geçirilir. Arka yüzde görülecek iplik daha kalın numarada olan ipliktir. İki iplik kumaşlar tek plakalı platin donatımlı yuvarlak örme makinelerinde üretilmektedirler. Bu kumaş özel platinler yardımıyla oluşturulmuştur. İki iplikle çalıştırılmıştır. Astar iplikler askı formu kazanarak arka yüzeyde yer alırlar. İlk sırada ön yüzde görülen iplikler tüm iğnelerle örülür. İkinci sırada bu astar iplikleri platinlerin etkisiyle üç iğne atlayıp astar formunda yer almıştır. Ön yüzde bu astar iplikler görülmez, normal ilmekler mevcutken, arka yüzeyde ise tamamen astar iplikler hakimdir. Kumaşın enine-boyuna esnemesi oldukça sınırlıdır. Bu özellik astar ipliklerinin örgüye kazandırdığı sağlamlıktan kaynaklanır. Kumaş dolgun bir tutuma sahiptir. İKİ İPLİK ÖRME KUMAŞ VE ÖRGÜ YÜZEY GÖRÜNTÜSÜ İKİ İPLİK KUMAŞ ÇEŞİTLERİ; 20/10 Open-End İki İplik, 20/20 Open-End İki İplik, 30/20 Open-End İki İplik, 30/30 Penye Full Lycra İki İplik, 30/100 Penye İki İplik, 30/100 Gri Metal İki İplik
121 ÜÇ İPLİK ÖRME KUMAŞLAR: Bu örgü yapımında üç iplik kullanılır. Kullanılan üç iplikten ikisi aynı numaralı, diğeri ise farklı numaralı ipliktir. Bunlardan birincisi kumaş yüzeyinde, diğeri arada dolgu görevi yapar. Kalın olan iplik ise kumaşın ters yüzeyinde görülmektedir. Kullanılan iplik, zemin ipliği ve bağlantı ipliği Ne 30/1, astar ipliği olarak 10/1 karde ipliği kullanılır. Ayrı ayrı üç ipliğin (zemin, astar ve bağlantı ipliği) daha sağlam yapı oluşturacak ters yüzey meydana getirecek şekilde örülmesiyle elde edilen örgü çeşididir. İki ipliğe göre ağır ve gramajlıdır. Bu örgülerin en önemli özelliği kalın ipliğin yüzeyde daha az görünmesi sağlanarak iki yüzeyi farklı renk kumaşlarda yüzey görüntü niteliği sağlanmıştır. Üç iplik örme kumaşlar tek plakalı yuvarlak örme makinelerinde kullanılır. Üç iplik makinelerinin süprem makinelerinden farkı mekik, platin, iğne ve kilitlerin yapı ve dizilişlerinin üç iplik için özel olmasıdır. Üç iplikli örme platin dizimlerinin değişik şekilde hazırlanması ve üç ayrı kanaldan iplik beslemesi yapılarak elde edilen örgü çeşididirler. Örgüde aynı numarada kullanılan iki iplikten biri zemin, diğeri ise bağlayıcı ipliktir. Üçüncü iplik ise bağlayıcı iplikten daha kalın olan hav ipliğidir ve kumaşın tersinde atlama şeklinde görülür. Kumaş ön yüzü normal R ilmekli çubuklara sahiptir. Arka yüzeyde ise file görünümlü bir yapı vardır. Bu fileli görünüm astar ipliğin atlamasından kaynaklanır. Bu kumaşın enine stabilitesi iyidir. Elastikiyeti ise son derece sınırlıdır.
122 ÜÇ İPLİK ÖRME KUMAŞ VE ÖRGÜ YÜZEY GÖRÜNTÜSÜ ÜÇ İPLİK KUMAŞ ÇEŞİTLERİ; 30/70/10 Pamuk-Polyester Penye Üç İplik gibi.
123 İNTERLOK ÖRME KUMAŞLAR: Bu kumaş, piyasada interlok kumaş adıyla tanınır. Kumaş çift katlı yapıdadır. RR örgü sitrüktüründedirler. Her iki yüzünde de ilmek R ilmek çubukları görülür. Kumaş enine esnetilirse L ilmekler görülmez. Bütün interlok kumaşlar çift plakalı yuvarlak örme makinesinde üretilirler. İnterlok kumaşlarda örme tekniği iğne düzenine bağlıdır. Her iki rayda iğneler karşılıklı pozisyondadırlar ve iğneler bir kısa bir uzun şeklinde dizilirler. Karşılıklı bulunan iğnelerden biri uzun biri kısadır. İnterlok örmede üretim yarı yarıya düşer. Çünkü iki kursda bir sıra örülmüş olur. Kumaşın her iki yüzüde dengeli ve homojendir. İlmek çubukları her iki yüzde de karşılıklıdır. Her iki yüzde kullanılabilir. Ön ve arka yüzü pürüzsüzdür. Sıkı bir yapıya sahiptir. Örgü raporu çift plakada ve karşılıklı oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli kumaştır. Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir. Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir. Kenarlarda kıvrılma gözlemlenmez. Ön ve arka yüzey arasında hava olduğundan daha iyi ısı yalıtım özelliğine sahiptirler. İç giyim ve özellikle spor üst giyimlerde geniş bir kullanıma sahiptirler. Sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilmeleriyle elde edilen çift katlı örme kumaş çeşitidir. İnterlok kumaşları enine yönde gerdirsek bile, iki yüzde de sadece sağ ilmikler görülür. İnterlok kumaşların başlıca özellikleri aşağıda maddeler halinde gösterilmiştir; 1) Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlüdür, 2) Desen ve yüzey dizaynı sınırlıdır, 3) Ön ve arka yüzü pürüzsüzdür, 4) Sık bir yapıya sahiptir, 5) Dikey yönde, yatay yöne göre daha yüksek bir elastikiyet özelliğine sahiptir, 6) Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir, 7) Diğer tek iplikli örme kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir, 8) Gerilmeye maruz kaldığında ilmek bir uçtan kaçma eğilimi gösterir, 9) Ön ve arka yüzey arasında hava olduğundn, daha iyi ısı yalıtım özelliğine sahiptir. Diğertek iplikli örme kumaşlara göre daha sıcak tutar, 10) İnterlok örme kumaşlarınhacimli yapısı nedeni ile nem alma özelliği iyidir, İç giyim yazlık-kışlık ve özellikle sportif, tıbbi üst giyimlerde geniş bir kullanım alanına sahiptir. Ayrıca teknik koruyucu tekstil olarak da kullanılabilmektedir, Bir kumaşın interlokmu yoksa ribana mı olduğunu belirlemek için kumaşı enine gerdirip bakılır, eğer karşılıklı ilmekler birbirinin karşısında ise bu interloktur.
124 İNTERLOK ÖRME KUMAŞLAR İNTERLOK ÖRME ÇEŞİTLERİ; 30/1 Open-End Interlok, 30/1 Ring Interlok, 30/1 Penye Interlok, 40/1 Penye Interlok
125 PENYE RİBANA ÖRME KUMAŞLAR: Kumaş çift katlı yapıda olup her iki yüzde de R ilmek çubukları görülür. Kumaş enine esnetildiğinde çubuklar arasında L ilmekler görülür. Tipik RR sitrüktüründedir ve iplik sırayla ön ve arka rayda örülür. Bu iplik örülme nedeniyle ribana kumaşların enine yönde yüksek büzülme ve elastikiyet özellikleri vardır. Kumaş dengeli bir yapıya sahiptir. Bu nedenle kesim kenarlarında kıvrılma görülmez. Yuvarlak örme penye ribana kumaşlar iç giyim, yazlık ve dış giyimde kullanılır. RİBANA ÖRME ÇEŞİTLERİ; 30/1 Open-End Düz Ribana, 30/1 Ring Düz Ribana,30/1 Penye Düz Ribana, 30/1 Open-End % 5 Lycra Ribana, 30/1 Ring %5 Lycra Ribana, 30/ Penye %5 Lycra Ribana
126 SELANİK ÖRME KUMAŞLAR: Kumaşın arkasında, boyu yönünde belirgin fitil yapıları görülürken, ön tarafında birbirine bitişik R ilmek çubukları gözlemlenir. Selanik kumaşların örülmesinde örgü iki sırada bir sıra olarak yükselir. Yani arkada bir ilmek sırası önde iki ilmek sırasına denk gelir. Yuvarlak örme selanik kumaşların stabil, tok ve sıkı yapıları vardır. Ribana kumaşlar enine yönde % 5-10 arasında bir esneme gösterir ağır bir kumaştır. Bayan, erkek, çocuk ve bebek dış giyiminde, ceket, hırka, kazak yapımında kullanılır. Kısmen iç giyimde de kullanıldıkları gözlemlenmiştir. Çift plakalı ribana ve interlok makinelerinde ilmek ve askı hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ile oluşturulan tek iplikli, iri örgülü ve incili görünümlü bir örme kumaştır. Sportif giyim, ceket, üst giyim vs. kullanılır. YARIM SELANİK ÖRGÜ Kazak benzeri dış giysiliklerde kullanılan yarım selanik örgü(ingilizcesi "Half Gardigan" veya "Royal Rib" yapısının görünüşü ve örgü raporu şekilde gösterilmektedir. Şekilde görüleceği üzere siyah iplik arka yatakta ilmek oluştururken, ön yatakta askı yapmaktadır. Bir sonraki sırayı oluşturan iplik ise her iki yatakta da ilmek yapmaktadır.
127
128 TAM SELANİK ÖRGÜ Hacimli yapısı nedeniyle dış giysiliklerde yaygın olarak kullanılan selanik örgü (İngilizcesi "Full Cardigan" veya "Polka Rib")yapısının görünüşü ve örgü raporu şekilde verilmiştir. Buna göre siyah iplik arka yatakta ilmek, ön yatakta askı yaparken, bir sonraki sırayı oluşturan iplik ise tam tersi hareket ile arka yatakta askı ön yatakta ilmek oluşturmaktadır.
129 KAŞKORSE ÖRME KUMAŞLAR: Kumaşın her iki yüzünde de R ilmekler mevcuttur. Kumaş esnetildiğinde aralarda kalmış L ilmekler görülür. Kaşkorsedeki oluşum tekniği, 2 iğne çalışır 2 iğne çalışmaz şeklindedir. Önde 2 iğne çalışmazken arkada 2 iğne çalışmaktadır. Böylece kumaş fitilli bir yapıya sahip olmaktadır. Kaşkorsede yapı özelliğinden kaynaklanan bir esneme söz konusudur. Süprem örgülere göre daha iyi enine esnemeye sahiptirler. Bu yüzden lastik örgü de denir. Kumaşın her iki yüzünde de R ilmekler hakimdir. Homojen bir strüktüre sahiptir. Kumaşın her iki yüzündeki görüntü ve özellikleri aynıdır. Her iki yüzü de ön yüz olarak kullanılabilir. Kısmen iç giyimde olmakla beraber, dış giyimde de yazlık hırka ve yelek biçiminde kullanım alanı bulurlar. Genellikle bayan iç ve dış giyiminde tercih edilir. 1 x 1 ribana kumaşlara göre daha az esnek ve dolgun bir yapısı vardır. Sıhhi ve rahat bir kullanımı vardır. Bakımı problemsizdir. Ütülenirken enine yönde gerdirilmeden işlem yapılmalıdır. Kaşkorse kumaşlar; Çift plakalı örme makinelerinde her iki iğne yatağındaki üç iğneden birinin iptal edilmesi ile yapılan RR örgü çeşitidir. Bir çeşit ribana örgü çeşitidir. Enine yönde elastik olduğu için bant, kenar, kazak, bayan giyimi vs. yerlerde kullanılır. Kaşkorse olarak bilinen bu kumaşın ön ve arka yüzünde belirgin fitiller vardır. Çift plakalı yuvarlak örme makinesinde üretilmiştir. Çok iyi esneme özelliği vardır, bu yüzden lastik örgüde denir. Kumaşın her iki yüzü de ön yüz olarak kullanılabilir. Genellikle bayan iç ve dış giyiminde tercih edilirler. YUVARLAK ÖRME HAVLU (İLMEK HAVLI) KUMAŞLAR: Örme havlu kumaşlar havlu örme tekniğine göre iki ipliğin aynı anda örme bölgesinde örücü iğnelere beslenmesiyle üretilen jarse örme ürünleridir. Kumaş örüldüğünde, ipliğin biri önde birisi arkada görülebilir. Ayrıca burada birinci iplikler öbür ikinci ipliklerden daha uzun halkalar oluşturabilir. Örülmeden sonra kesme ve tıraşlama yapılmaz. İlmek halkaları dokuma havluluk kumaşlarda olduğu gibi kesilirse, hav haline getirilerek belirli bir amaç için fırçalanırsa örme kadife kumaş elde edilir. Yuvarlak örme havlu kumaş üretiminde kullanılan örme makineleri tek plakalı yuvarlak örme makineleridir. Örme havlu kumaş makinelerinde çift gözlü iplik kılavuzlarından iki iplik aynı anda örme iğnelerine yatırılır. Bu nedenle kumaştaki her ilmek, bir zemin ipliği ve bir havlu ipliği olmak üzere iki ayrı iplikten meydana gelir. Havlu yüzeyi oluşturan halka kav ipliği ile oluşur. Hav iplikleri, özel tertibata sahip hav platinleri ile dışarıya çekilir ve kumaşın ilmek havını oluşturur. Zemin iplikleri ise örme kumaşın temel yapısını oluşturur. İlmek havaları dokuma havluluk kumaşlarda olduğu gibi kesilirse, hav haline getirilirse ve fırçalanırsa örme kadife kumaş elde edilir. Örme havlu kumaşlar plaj giysisi, elbise, çocuk giyim, havlu, bornoz ve bazı alanlarda kullanıldıkları gibi son yıllarda bilhassa yatak çarşafı, nevresim ve bazı maksatlar yanında sportif ve tıbbi amaçlar için de tercih edilmektedirler.
130 YUVARLAK ÖRME KUMAŞLARIN SINIFLANDIRMASI HAVLU ÖRME KUMAŞ VE YÜZEY GÖRÜNTÜSÜ
131 Pike Örme Kumaş ve Örgü Yüzey Görüntüsü
132 ENİNE ÇİZGİLİ (RİNGELLİ) ÖRME TEKNİĞİ; Yuvarlak örme makinelerinde özellikle süprem örme kumaşlarda renkli iplikler ve mekanik tekniklerle veya elektronik programlama tekniği ile enine çizgili desen oluşturma tekniğine piyasada ringel tekniği adı ile anılmaktadır. Ringel tekniği düz yüzeyli yuvarlak örme kumaşlarda uygulanan ve değişik renkteki ya da değişik cinsteki ipliklerin desene uygun olarak yatay sırada bir veya birkaç sıra arayla değiştiği enine çizgiler desenler elde etme yöntemidir. Renkli, enine çizgili örme kumaşların üretimlerinde her bir örme sisteminde, beş renge kadar iplik taşıyabilen ringel aparatı kullanılır. İplik kılavuzlarının değişimi bir kumanda tertibatı tarafından desene göre açılıp kapatılarak yapılır. Ringel aparatı, bir sistem içinde makine çalışır durumda iken iplik değiştirebilmektedir. Böylece makinedeki hareket düzenine göre birçok renkli ilmek sıraları oluşur. İplik kılavuzları bir delikli bant veya benzeri bir tertibat ile mekanik veya elektrikli aktarma sistemi üzerinden devreye sokulur veya devreden çıkarılırlar. İplik kullanım öncesi tutulmak ve kullanım sonrası kesilmek zorunda olduğu için, burada birde tutma ve kesme tertibatı gerekmektedir. Nispeten ucuza imal edilen bir desenlendirmedir. Desen boyutu isteğe bağlıdır. Enine renk, cizgi veya bantların yapımı için bir halkalama donanımıda kullanılır. Bu isteğe göre negatif değişimde iplik kılavuzları, keserek kopartma ve yapıştırarak ekleme kısımlarından meydana gelmiştir. ENİNE ÇİZGİLİ (RİNGELLİ) ÖRME KUMAŞ GÖRÜNTÜSÜ
133 DÜZ ÖRME TEKNOLOJİSİ Düğümün Tanımı ve Önemi; İki veya daha fazla ipin belirli bir düzen içinde birleştirilmesine düğüm denir. Atılan düğümün kumaş yüzeyinde belirgin olmaması ipliğin örücü elemanlar içinde işlem akışını bozmadan çalışabilmesi açısından önem taşır. Düz El Örme Makinesinin Elemanları; Düz el örme makineleri 2 kısımdan oluşur; 1. Çardak kısmı (örme işleminin yapılabilmesi için, ipliğin makineye beslenmesini sağ); Bobin sehpası İplik sevk üniteleri Gerginlik kontrol yayı Düğüm yoklayıcısı Gergi teli -Bobin sehpası; Çalıştırılacak bobinlerin konulduğu sehpadır. -İplik Sevk Ünitesi; Bobin sehpasından gelen ipliğin birbirine karışmadan yönlendirilmesini sağlar. -Gerginlik Kontrol Yayı; Çardak kısmının içinde bulunur. İplik kalınlığına göre gerginliğin ayarlanabildiği bir elemandır. Baskı yayı ve röle sinden oluşur. İplik ve örgünün yapısına göre ayarlanmadığı zaman iplik kopmalarına ve örgü yüzey bozukluklarına sebep olur. İpliğin ince kısımlarının kopmasını sağlayarak örgüde bozuklukların olmasını engeller. -Düğüm Yoklayıcısı; İplik içerisinde bulunan düğümlerin örme alanı içerisine girmeden yakalanmasını sağlar. Ayarlanabilir özelliğe sahiptir. Böylece büyük düğümlerin örme yüzeyini bozmasına engel olunur. -Gergi Teli; Bir tel ve yaydan oluşur. Kafa dönüşlerinde oluşan iplik potluğu ya da bollaşmasını alır böylece oluşabilecek kenar bozukluklarına engel olur. Ayarlanabilen özelliğe sahiptir.. 2. Gövde kısmı (makinenin iskelet yapısı üzerinde yer alır. Plakalar, kafa, kızak, mekikler ve mekik raylarından oluşur); Makine iskeleti (ayak) İğne yatağı (Plaka) İğneler Kafa Çelikler Mekikler ve mekik rayı Fırçalar Mekik değiştirme Makine İskeleti (Ayak); Makinenin parçalarını üzerinde taşıyan kısımdır. Makinenin düz bir zemin üzerinde 90 lik bir açı ile durmasını sağlayan demir çubuklardır. Üretim sırasında makinede oluşan titreşimler göz önünde bulundurularak dengeyi sağlamak amacıyla imal edilmiştir. Zemine oturtulan hassas su terazisi ile ayarlamalıdır. Teraziye alınmayan makinelerde, önemli arızalar oluşur.
134 İğne Yatağı ( Plaka ); Makine iskeletinin üzerine monte edilir. Üzerinde iğne yuvaları vardır. Bu iğne kanallarına makinede kullanılacak iğneler yerleştirilir. Ön ve arka plaka olmak üzere iki bölümden oluşur. Örme esnasında iğnelerin kırılmaması ve kafanın (kızak) hareketi sonucu iğnelerin yerinden fırlamaması için plakalar üzerinde kuşak yerleri vardır. İğneler, iğne yuvalarına yerleştirildikten sonra bu kuşaklar takılır. Kuşaklar takıldıktan sonra hiçbir iğne yerinden çıkmaz, ancak kuşak çıkarıldıktan sonra iğne değişimi yapılabilir Plakalar üzerinde ayrıca firketeler vardır. Bunların işlevi ise, örme esnasında kafanın (kızak) hareketi sonucu iğnelerin düşmesini önlemek ve çalışacak iğneleri seçmektir. İĞNE YATAĞI (PLAKA) Çalışır Pozisyon; İğnelerin ayakları, iğne rayından 1,5 cm. kadar mesafededir. İğne başı iğne yatağının üst kenarıyla aynı hizada bulunur. Desen şemasında dikey çizgi olarak gösterilir. Her dik çizgi bir iğneyi gösterir. ÇALIŞIR POZİSYON
135 Çalışmaz Pozisyon; İğnelerin ayakları, iğne rayına dayalı haldedir. Desen şemasında nokta ile gösterilir. Her nokta çalışmaz iğneyi gösterir. Düz el örme makinelerinde kullanılan çeşitli iğneler vardır. Bunlardan kancalı uçlu(dilli) iğneler, iğne yatakları içinde çalışan ve örmeyi gerçekleştiren iğnelerdir. YARI ÇALIŞIR POZİSYON ÇALIŞMAZ POZİSYON İğneler; Örme iğneleri düz el örme makinelerinde plakalar üzerindeki iğne kanallarına yerleştirilerek, ilmek oluşumunu ve ilmeklerin birleştirilmesiyle örge yüzeyi oluşumunu sağlayan örücü makine elemanlarıdır. Triko düz el örme makinelerinde kullanılan iğneler, iğne ayaklarının yüksekliğine göre d eğerlendirilir. Örmecilikte iğne ayaklarının görevleri çok önemlidir. Çünkü yapılacak örgünün özelliğine göre, çeliklere verilen komutlarla iğne ayaklarına yol verilir. İğneler bu yoldan geçerek örgü yüzeyi oluşturur. Yapılacak örgü yüzeyinin özelliğine göre, kafa üzerindeki çeliklere komut verilir. Bu komutlar doğrultusunda kafa iç çelikleri harekete geçer ve bu çelikler de kafanın hareketi sonucu iğne ayaklarına yol vererek, ilmek oluşumunu sağlar. İplik sürekli olarak iğnenin baş kısmı ile temas halinde olduğu için, bu kısımlar sürekli olarak hareket halindedir. Kısacası; örme esnasında kafanın hareketi iğne ayağından iletilir, iğnelerin yarı (askı veya tam çalışması (ilmek) ayaktan verilen hareketle gerçekleşir.
136 İĞNE VE İĞNEYİ OLUŞTURAN KISIMLAR -İğne Başı; İlmeğin yapıldığı, ipliğin şekil aldığı kısımdır. İğne başını, hareket etme yeteneğine sahip iğne dili tamamlamaktadır. İğne dili ince bir mil ile baş kısmına monte edilmiştir. Yeni bir ilmek oluşacağı zaman, bir önceki ilmeği arkasına alarak, kafanın hareketi sonucu iğne başına gelen ipliği arkasına aldığı ilmeğin arasından geçirir. Böylece yeni ilmek iğne dilinin açılıp-kapanması sonucu oluşur. -İğne Ayağı; İğnelerin arka ucunda çeşitli şekillerde olan çıkıntıdır. Yapılacak örgünün özelliğine göre, verilen komutlar doğrultusunda iğne seçimi, yaparak temel örgü hareketine göre ipliğin şekil almasını sağlama görevi vardır. Makine özelliğine göre değişik şekillerde iğneler kullanılır. -İğne Gövdesi: İğnenin baş ve ayak kısımları arasında kalan bölümdür. İğne çeşitlerine göre iğne gövdesi değişebilir. Düz el örme makinelerinde iğnenin hem ayak uzunluğu hem de gövde uzunluğu değişken olabilir. İğne ayağına verilen hareket sonucu, iğne gövdesi ilmek oluşturmak için mekiğe doğru yol alır. Yapıları bakımından kullanılan bütün iğneler hassas, düzgün yüzeyli, sürtünmelere ve aşınmalara karşı dayanıklı, kırılmayı geciktirici nitelikte ve esnek olmaları gerekir. İğneler baskı ve sürtünmeden dolayı çeşitli kuvvetlerle karşı karşıya kalırlar. Bu kuvvetlerin etkisi altında iğneler kırılıp eğilebilirler. İğneler özel çeliklerden yapılmıştır. Paslanabilir yapıdadırlar. Fakat iğnelerin sürekli çalışması ve yağlanması nedeni ile genelde paslanmazlar. Paslanmaz çelikten yapılmış iğneler de vardır. Düz el örme makinelerinde çeşitli iğneler kullanılmaktadır (uzun ayak iğne, kısa ayak iğne ve kelebek ayak iğne olmak üzere üç tip iğne kullanılır). Bu iğneler makine markalarına göre de değişiklik gösterir. Her iğne her makinede kullanılmaz, yaptığı işe ve markaya göre değişiklik gösterir. Genellikle el makinelerinde iğneler bir uzun ayak iğne bir kısa ayak iğne, şeklinde dizilir. Kafa; Üzerinde ayar düğmeleri, torba çelikler, noppen mandalları ve diğer çelikler bulunmaktadır. Yapılacak örgü yüzeyinin özelliğine göre kafa üzerinde bulunan çeliklere komut verilir. Verilen komutlar doğrultusunda, kafanın hareketi sonucu, kafa iç çelikleri iğnelere yol vererek istenilen örgü yüzeyinin oluşumunu sağlar. Kafa üzerinde ayrıca mekiğin alınıp-bırakılmasını sağlayan kol vardır. Kafa üzerinde 2 adet fırça bulunur. Örme işlemi yapılırken kafanın hareket ettirilme hızı çok önemlidir. Örgü yüzeyinde hatalara sebep olmaması için hep aynı hızda çalışılmalıdır. Çelikler; Oluşturmak istenen örgü yüzeyine ve ilmek boyuna göre çeşitlilik gösteren parçalardır. Kafanın plaka ile temas ettiği kısımda bulunurlar. Grup şeklinde çelik tablası üzerine monte edilmişlerdir. Her parçanın ayrı görevi vardır. İğneler çelikler arasındaki
137 boşlukları (iğne yolu) izleyerek örgü oluştururlar. İstenilen örgü sıklıklarına göre iğnenin çalışma pozisyonunun yüksekliğini ayarlamaya yarayan çeliktir. ÇELİKLER -Ayar Çelikleri; Yapılan ayara göre örgü tuşesini verir. Kafa üzerinde bulunan ayar rölelerinin üzerinde 0 dan 20 ye kadar sayılar bulunmaktadır. Sayı küçüldükçe ilmek boyu küçülür (sıkı olur), sayı büyüdükçe ilmek boyu büyür (gevşek olur). Kullanılacak makine numarasına göre uygun iplik seçimi yapılarak, istenilen tuşeye uygun ayar yapılır. Ayarlar çok gevşek veya çok sıkı olursa iğneler kafanın zorlanması sonucu zarar görür ve kırılabilir. Örgü yüzeyi oluşturulurken ayarlar daima kafa sağdan sola giderken soldaki ayar, kafa soldan sağa giderken sağdaki ayarlar örgü ayarını verir. -Torba Çelikler; İğneleri örgüye sokmaya yarayan çeliklerdir. Makinenin markasına ve özelliğine göre kullanılan iğnelerde çeşitli çalışma şekilleri vardır. -Ay Çeliği; Kafanın hareketi sonucu iğnelerin örme esnasında yukarıya sıçramasını engelleyen çeliktir. İğne yukarıya fazla çıkarsa, kafanın hareketi sonucu karşı plakadaki iğnelerle çarpışarak kırılmalara neden olabilir. Ay çeliği, iğnelerin örme esnasında iğne yolundan çıkarak kırılmasını engeller. -Kayık Çeliği; Noppen çeliğine ve torba çeliğe yataklık yapar. Çeliklerin yıpranmasını önler. İğneler örme esnasında torba çelikten çıkarak yoluna devam eder. Bu arada iğnelerde titreşimler olur, bu da örgü yüzeyinde bozukluklara neden olabilir. Bu titreşimi önleyen, iğnenin daha sağlıklı çalışmasını sağlayan kayık çeliğidir. Adını görünümünden almıştır. -Noppen Çeliği; Kafanın üstünde toplam dört tane noppen mandalı bulunmak-tadır. Bu mandallardan verilen komutlara göre kafa iç çeliğindeki noppen çeliği harekete geçer. Bu çelikler birbirleriyle bağlantılıdır. Noppen mandallarından ikisi küçük noppen mandalıdır. Küçük noppen mandalı devreye girdiğinde (hangi plakada ise) yarım sıra ilmek oluşturur, yarım sıra ilmeğin üzerine iplik atar ve bekletir. Bu nedenle en fazla bir sırada bir örme işlemi yapılmalıdır. Büyük noppen mandalı devreye sokulduğunda ise bir plakadaki ilmeğe noppen yapar, aynı anda diğer plakadaki ilmeğin üzerine yeni bir ilmek oluşturur. Noppen askı demektir. Yani, kafanın hareketi sonucu ilmek oluşmaz, sadece iğnenin başında bulunan ilmeğin üzerine iplik atar ve bekletir. -Göbek Çeliği; Kafa iç çeliklerinde boşluk oluşmaması için kullanılan düz metal parçadır. Boşluğu doldurmada kullanılır. Hiçbir işlevi yoktur. Mekikler ve Mekik Yayı; Örme esnasında kullanılan en önemli elemanlardan biridir. Örgünün gerçekleşmesini sağlar. Kafanın hareketi sonucu ipliğin, iğnenin ağzına verilmesini sağlayarak ilmek oluşumunun gerçekleştirilmesine yardımcı olur. Kafa ile birlikte hareket eder, kafa olmadan tek başına bir anlam taşımaz. Düz el örme makinelerinde genelde düz mekik kullanılır. Mekikler, kafa iç çeliklerine verilen komutlara göre iğne ağzına iplik besleyen
138 elemanlardır. Düz el örme makineleri tek sistemli makinelerdir. Aynı anda sadece bir mekik çalışabilir. Yani kafanın 1 sıra gidişinde 1 ilmek sırası örülür. Mekikler plakalara bağlı mekik rayları üzerine takılır ve bu raylar üzerinde hareket eder. Düz el örme makinelerinde bir önde bir arkada olmak üzere toplam iki tane mekik rayı vardır. Buna bağlı olarak da iki tane mekik takılabilir. MEKİK Fırça; Kafanın üzerinde bulunan fırçaların görevi, örme esnasında iğnelerin dillerinin açılmasını sağlayarak ilmek oluşumuna yardımcı olmaktır. Diğer yandan da iğne ve plaka üzerinde bulunan fazla tüyleri ve tozları temizler. Düz el örme makinelerinde iki tane fırça bulunmaktadır. Biri ön plakadaki iğne dillerine, diğeri arka plakadaki iğne dillerine hareket verir. Makinedeki sistem sayısı ile orantılıdır. FIRÇA
139 Jakar Kırma Mekanizması; Ön ve arka plakadaki iğnelerin birbirleriyle çakışarak kırılmalarını önlemeye yarayan mekanizmadır. Yapılacak örgünün özelliğine göre örgüye başlamadan önce veya örme esnasında iğnelerin karşılıklı veya çapraz pozisyona getirilmesine yarayan kaydırma koludur. Kısacası, arka plakanın ön plakaya oranla hareket ederek farklı örgü yüzeylerinin oluşması sağlanır. Yani, ilmekler arka plakanın hareket etmesiyle örgü yüzeyi üzerinde farklı şekil alır. Jakar kırma mekanizması ile ilmeklerin kaydırılarak hareketleriyle elde edilen örgü yüzeylerine plaka kaydırmalı desenler denir. Arka plaka ancak birer birer kaydırılabilir. Çünkü her makinenin kendi bünyesinde jakar kırma mekanizma tur sayısı vardır. Makine inceliği tur sayısının belirlenmesinde etkendir. Her makine kendi bünyesinde kayabilen bir jakar dişlisine sahiptir. Dişli bir kol yardımı ile çevrilerek hareket ettirilir. Dişli sayısı kaydırma sayısını belirler. Mekik Değiştirme Mekanizması; Mekiklerin alınıp bırakılmasına yarayan mekanizmadır. Tulumbaya benzediği için mekik tulumbası denilmektedir. Hareket ettiren kola tulumba kolu denilmektedir.) Kafanın sol tarafındaki koldur. Bu kol sayesinde mekikler istenildiği zaman alınır, istenildiği zaman bırakılır. İki Yatağın Arasını Açan Kol; Bu kol plakanın altında bulunmaktadır. Ön plakayı indirerek iki plakanın arasını açmak için kolu aşağıya çekmek gerekir. Plakalar arasını kapatmak için, kol yukarı doğru kaldırılmalıdır. YATAK AÇMA KOLU Düz El Örme Makinelerini Yardımcı Elemanları; Tarak ve Tarak Teli; Örme işlemine başlayabilmek örgü alanına ilmek kaptırabilmek için kullanılan yardımcı elemanlardır. İlk örme sırasında oluşan fiyonkların iki plaka arasına yerleştirilen ve tarak teli ile sabitlenen tarak sayesinde; fiyonklara ilmek formu verilmesine yani ilmek oluşumuna yardımcı olur. Taraklar numaralıdır. Makine numarasına göre değişir. Tarakların genişliği de çeşitlidir. Yapılacak örgünün genişliğine uygun tarak seçimi yapılmalıdır. Tarak aynı zamanda örgü başlangıcının düzgünlüğünü de sağlar. Örme işleminin gerçekleştirilmesindeki yardımcı elemanlardan biridir. Tek başına bir işlevi yoktur. Tarakla birlikte işlevini gerçekleştirir. Örgü başlangıcında tarağın içinden geçerek ilmekleri aşağıya doğru çeker. İnce ve uzundur. Tarağın genişliğine göre ayarlanabilir. Üzerinde ağırlık takılabilmesi için belirli aralıklarla delikler bulunur.
140 TARAK Aktarma İğneleri; Örme işleminde ilmeklerin yerlerinin değiştirilerek, çeşitli desenler yapılmasını sağlar. Örgüye geçilmeden önce kullanılacak makine numarasına uygun aktarma iğnesi seçilmelidir. Aktarma iğneleri iki bölümden oluşur. İlki aktarma iğnesinin tuttuğumuz demirden yapılmış bölümü, diğeri bu bölümün ucuna takılan ucu yuvarlak kısımdır. -İki taraflı aktarma iğnesi; İlmekleri ön yataktan arka yatağa veya yan tarafa aktarmada, makine üzerinde keserek bitirme ve birleştirme dikişlerinde kullanılır. İKİ TARAFLI AKTARMA İĞNESİ -İkili aktarma iğnesi Aynı anda iki ilmek eksiltmek veya aktarmak için kullanılır. Diğer ucunda kroşe iğnesi bulunur. -Üçlü aktarma iğnesi; Aynı anda üç ilmek eksiltmek ve aktarmak için kullanılır. ÜÇLÜ AKTARMA İĞNESİ Ağırlık; Örme işleminin gerçekleştirilmesindeki yardımcı elemanlardan biridir. İki parçadan oluşmaktadır. İlki, üzerine ağırlıkların konulacağı demir, uzun çubuk; diğeri ise üzerine yerleştirilen demir ağırlıklardır. Örgü başlangıcında kullanılan tarak ve tel takıldıktan sonra, tarağın alt kısmında bulunan deliklere takılır. Ağırlık takılırken, tarağı dengeleyecek bir şekilde takılmalıdır. Aksi takdirde çekim eşit olmaz. Bu da iğnelerin üzerinde ilmek yığılmaları olmasına neden olur. Eğer takılan ağırlık fazla ise örgüde patlamalar, yırtılmalar meydana gelir. Eğer az ise örgü yüzeyi istenilen ayarda olmaz.
141 -Temizleme Fırçası; Makinenin temizliği için kullanılır. Yağlamada ve makine üzerindeki fazla tozları, tüyleri almada kullanılır. Makinenin kullanılmasından sonra yataklar ve kızaklar üzerinde biriken iplik havları ve tozları temizlemek için kullanılır. Yumuşak olması ve kıllarının makinenin en hassas kısımlarına geçecek nitelikte olması gerekir. FIRÇA Dilli Kancalar (Kroşe İğnesi); Kroşe iğneleri (dilli iğneler) bir kaç sıra kaçmış olan ilmeği yakalayıp örmek için kullanılan araçlardır. İlmek kaçığı ilmekleri, dilsiz kanca şeklindedir ve kaçan ilmeği yakalayıp örme yapmak için kullanılır. DİLLİ KANCA (KROŞE İĞNESİ) Dilsiz Kanca (Kaçık İğnesi); Bir ucu kıvrık, sivri olarak yapılmış, diğer ucuna da aktarma iğnesi yerleştirilmiştir. Turuncu iğne olarak da bilinir. Çok işlevlidir. Kıvrık olan ucu makine üzerinde bulunan örgüdeki ilmek kaçığını alarak tekrar iğne başına geçirmede kullanılır. DİLSİZ KANCA (KAÇIK İĞNESİ) İğne Seçici Tarak; Örgüye başlamadan önce, yapılacak örgünün özelliğine göre iğne seçimi yapmak için kullanılır. Tarağa benzer görünümü olduğu için adını buradan alır. İğne seçiminde kolaylık sağlar. Başka hiçbir işlevi yoktur. İĞNE SEÇİCİ TARAK
142 B-2-ATKI ÖRME MAKİNELERİ; Örme makinelerinde kullanılan bir dilli iğne, atkı örmeciliğinde yaygın olarak kullanılmaktadır. Çünkü dilin açılıp kapanması ilmek kontrolündedir. Ayrıca dilli iğnelerin kullanıldığı makinelerin işlenebilecek malzeme aralığı bakımından çok yönlü olduğu düşünülür. Esnek uçlu iğneler daha ucuza imal edilmektedirler, daha ince makine incelikleri için üretilirler ve dilli iğnelerle karşılaştırıldıklarında daha sıkı yapılar ve daha düzgün ilmekler oluştururlar, ancak bu tip iğneler ile birlikte çalışabilecek malzeme aralığı ve kumaş yapıları bakımından sınırlamaları vardır. Esnek uçlu iğneler ile çalışan makineler dilli iğneler ile çalışan eşdeğer makinelere göre daha hızlıdır. Sürgülü (bileşik) iğnenin kısa, yumuşak ve basit hareketi vardır, çünkü hem atkı örmeciliğinde hem de çözgü örmeciliğinde ilmek oluşturması için gerekli yer değiştirme miktarı son derece küçüktür. Üç iğne tipi içerisinde üretim hızı en fazla olan sürgülü (bileşik) iğnelerdir. Sürgülü (bileşik) iğneler, çözgü örmeciliği makinelerinde yaygın olarak kullanılır, bu tip iğnelerle donatılmış yuvarlak örme makineleri sunan birkaç imalatçı da vardır. Söz konusu makinelerin çalışma hızları dilli iğnelerle çalışan eşdeğerlerinin çalışma hızının iki katına kadar çıkabilmektedir. Dilli iğne grubuna rib ilmek aktarma (transfer) iğneleri ile Links-Links makinelerinde kullanılan çift ucu kancalı iğnelerde dahil edilebilir. 2-1) TEK PLAKA ÖRME MAKİNELERİ; Bu tip makineler dünyanın dört yanında çoraptan, dış giyime kadar kumaşlara ve teknik tekstillere kadar geniş bir aralıkta yer alan örme kumaşların üretimi için kullanılmaktadır. Makine boyutları tek sistemli 1 inç çaplı olanlardan 144 beslemeli 30 inç çaplı olanlara kadar değişmektedir. Tek plaka makinelerin önemli bir kısmı silindirdeki iğne yatağının döndüğü makineler olmakla birlikte özel uygulamalara yönelik kamların döndüğü makinelerde bulunmaktadır. Bu makineler, üstten baskı platinli makineler olarak tanımlanırlar ve kumaşı tutma amaçlı platinler kullanılmaktadır ) Üstten baskı platinli örme makinelerinde örme işlemi; Bu tür örme makinelerinde iğneler askı yüksekliğindedir ve kumaş ilmeği platinin makine merkezine doğru yaptığı ileri hareketle iğne dili üzerinde tutulur. İlmek iğne gövdesine düşürülmesi, iğne ayağı üzerinde etkili olan yükselme kamı ile maksimum yüksekliğe ulaşılır ve eski ilmek dil üzerinden kayarak iğne gövdesine düşerek sağlanır.
143 İpliğin beslenme aşaması ise, platin kısmen geri çekilerek mekiğin alçalan iğne kancasına ipliğini yatırmasına imkan sağlar, aynı zamanda eski ilmek iğne gövdesi üzerinde kayarak açık haldeki iğne dili altına gelmiş olur. İğne aşırtma konumunda ise, iğne bu durumda en alt noktaya ulaşır ve yeni ilmek eski ilmek içinden geçirilerek ilmek oluşumu tamamlanır. Bu işlemi gerçekleştirmek üzere platin geri çekilir. İlmek uzunluğu farklı şekillerde kontrol edilebilir. Pozitif iplik besleme sistemlerinin kullanılmadığı makinelerde esas olarak platin burnu ile aşağıya indirilen sistemlerin kullanılmadığı makinelerde esas olarak platin burnu ile aşağı indirilmiş olan iğne arasındaki mesafe ile kontrol edilir. İplik giriş gerginliği, iplik metal sürtünmesi ve kumaş çekim gerginliği de kumaştaki son ilmek uzunluğuna etki eder. Pozitif iplik besleme sistemi kullanıldığında belli bir beslemede iğnelere beslenen iplik uzunluğu ilmek uzunluğunu belirler, iplik giriş gerginliği, ilmek kamı ayarı ve doku çekim gerginliği gibi diğer faktörler örme işlemi esnasında iplik veya kumaş gerginliğini etkiler, dolayısıyla kumaş kalitesini belirler. İlmek uzunluğu pozitif besleme sistemi ayarları ile sabittir. Platin iki önemli fonksiyona sahiptir. Bunlar; -İğneler yükseldiğinde kumaşı belli bir konumda tutmak ve -İğnelerin ilmekleri aşırtması için bir yüzey oluşturmaktır. Platinleri kullanmanın diğer bir avantajı ise; -Platin tarafından gerçekleştirilen kontrol, kumaşta minimum gerginlik oluşumunu sağlayarak, düzgün ilmeklerden meydana gelen iyi kalitede kumaş üretimini mümkün kılar, -Kalitede ince ayarlar ile çalışılması zor iplik ve kumaşların kullanımında ayarlar mümkündür, -Platin, kısmi veya tam ilmek düşürme sonrasında (iğne dillerinin elle tam olarak açılmış olması gerekir) makinenin örmeye başlamasını kolaylaştırır. 2-2) ÇİFT PLAKA ÖRME MAKİNELERİ; Rib ve interlok makineleri çift plaka örme makinelerine örnek olarak verilebilir. Rib ve interlok örme makineleri, ya beden parçaları ya da kumaş topları şeklinde üretim yapmak üzere kullanılmaktadır. İğne yatağı düz olabileceği gibi, silindirikte olabilir ve silindirde pek çok mekanik desenlendirme ekipmanları kullanılabilir. Aynı makineler büyük raporlu jakar desenleri yüksek hızlarda üretmek üzere elektronik iğne seçim üniteleri ile de donatılabilirler ) Rib makineler; Ribana makinelerde iki grup iğne kullanılır ve bu makineler düz, yuvarlak veya fully-fashion (cotton) tipi olabilir. Bu iğne yatağındaki iğneler, diğer iğne yatağındaki iğnelerin arasına gelecek şekilde düzenlenmiştir. Makinelerin çoğunda iğne yatağı dönmekle birlikte kamların hareketi ve iğnelerin sabit olduğu iğnelerde mevcuttur. Desenlendirme, kam ve iğne dizinimi değiştirerek gerçekleştirildiği gibi, bilgisayar destekli desenlendirme sistemleri tarafından desteklenen elektronik iğne seçimli sistemleri de kullanılmaktadır. Makine çapları yuvarlak triko makineleri için 7½ - 20 inç arasında değişirken diğer yuvarlak makineler için inç aralığındadır. Monarch V-7E20 model yuvarlak örme makinesi, modern bir plaka yuvarlak örme makinesine örnek olarak verilebilir. Bu makine 30 inç çapında, E20 makine inceliğinde, 72 beslemeli 8-kilit bir makinedir ve kapak iğneleri üzerinde RDS kam sistemi etkilidir.
144 Kumaş çekim sistemi ise ACT II motorize otomatik sürtünmeli sistemdir. Makine 2x2 kam yolludur ve ribden interlok veya 8-kilit zamanlamaya, dakikalarla ifade edilen bir zaman diliminde dönüştürülebilir.. Tüm jakarlı olmayan temel çift katlı örgüler bu makinede 900 hız faktöründe üretilebilir (inç cinsinden makine çapı x makine dev/dak.) 2-2-2) İnterlok makineler; Bunlar dilli iğneler ile donatılmış yuvarlak örme makineleridir. Ribana makinelerden farklı olarak, bu makinelerde iğneler karşı karşıya gelecek şekilde yerleştirilmişlerdir. İnterlok makinelerde uz<un ve kısa olmak üzere iki tip iğne kullanılır ve uzun iğneler kısaların, kısa iğneler uzunların karşısına gelecek şekilde yerleştirilir. Sulzer Morat Tip II. 144 modern bir interlok yuvarlak örme makinesine örnek olarak verilebilir. Bu makinede 30 inç çapında 144 beslemeli ve 28 veya 32 (iğne inç) makine inceliğindedir. 76 dtex poliesterden mamul ve bitmiş değeri 14 sıra/cm ve gramajı 180 g/m (60 inç eninde) olan bir kumaş böyle bir makinede 28 dev/dak hız ile % 100 verimlilik ile 86,4 m/san olacak şekilde üretilebilir. Uzun ve kısa iğneler üzerinde etkili olabilecek şekilde kam sistemi iki yollu olarak düzenlenmiştir. Birinci sistemde uzun kapak iğneleri uzun silindir iğneleri ile birlikte örer. Bu nedenle tam bir sıra oluşturmak için en az iki sisteme ihtiyaç bulunmaktadır ) İğne zamanlaması; 1 x 1 Ribana ve İnterlok makinelerinde iki farklı iğne zamanlaması kullanılır. -Eş zamanı, her iki iğne grubunun da (silindir ve kapak) aynı zamanda ilmek aşırtması noktasına ulaştığı zamanlamadır. -Gecikmeli zaman, daha sıkı ilmeklerin oluşumunu sağlamak üzere, bir grup iğnenin ilmek aşırtma noktasını diğer grup iğneye göre kaydırmak suretiyle gerçekleştirilir. Geniş rib örgüler (2x2, 3x3 gibi) ile rib jakar örgülerde gecikmeli iğne zamanlaması kullanılmayabilir, çünkü ipliğin çekildiği kapak iğnelerinin herhangi bir tarafında her zaman ören silindir iğneleri olmayacaktır. Dokuz iğneye kadar geciktirme mümkündür fakat 4-5 iğnelik geciktirme normaldir ) V-Yataklı düz örme makinesinde örme işlemi; V-Yataklı düz örme makineleri genellikle çocuk, bayan ve erkek dış giyimine yönelik örme kumaşların üretiminde kullanılır. Basit el makinelerinden mekanik ve may basıcıları ile donatılmış tam elektronik makinelere kadar geniş bir aralıkta yer alan çeşitliliğe sahiptirler. Kumaş tasarlama, desenlendirme ve elektronik iğne seçiminin otomasyonunda gerçekleştirilen gelişmeler çok ileri derecelere ulaşmıştır ve düz makineler ile bu makinelerin ürünleri günümüzde son derce sofistike ürünler olarak karşımıza çıkmaktadır. Yüksek kaliteli ürünler, may basıcılarla donatılmış devrim yapan üretim sistemleri sayesinde artık rekabet edilebilir fiyatlarda üretilebilmektedir. İki veya üç boyutlu kumaş yapıları ile ör ve giy (dikişsiz) ürünler, son teknoloji ile donatılmış düz makineleri ve onlarla birlikte çalışan desen sistemleri ile imal edilebilmektedir.
145 B-3) ATKI ÖRME KUMAŞ YAPILARI; ATKILI ÖRME KUMAŞLARIN SINIFLANDIIRLMASI Temel örme kumaş yapıları ve ilmek raporları sırası ile suprem, 1x1 ribana, 1x1 haroşa ve interlok kumaşlar şeklinde özellikleri ile birlikte sıralanabilir. Bu temel örgüler sıklıkla tek bir kumaşta farklı tek ve çift katlı kumaşlar veya ürünler üretmek üzere birleştirilir. Atkı örme kumaşlar ticari olarak dış giyimler, ev tekstilleri ve teknik tekstiller olarak kullanılmak üzere üretilirler ve kumaş potansiyeli bayan çoraplardan imitasyon kürk ve kilimlere kadar çok geniş bir aralıkta yer alırlar. Çözgü ve atkı örme kumaşlar tıbbi tekstil alanında da geniş bir kullanıma sahip bulunmaktadır. DÜZ ÖRME KUMAŞLARDA KULLANILAN İPLİKLER; Düz örme kumaşlardan genellikle kışlık dış giyim eşyası ve aksesuarları üretildiği için doğal olarak yün ve yün karışımı ipliklerle, yün karakterli akrilik (orlon vb.) iplikler kullanılmaktadır. Ayrıca düz örme ürünlerinde, özellikle kazak, hırka gibi kışlık eşyaların üretilmesinde, polipropilen elyafı karışımları da ucuz olmaları nedeniyle kullanılmaktadır. Ancak akriliğe (orlona) göre polipropilen ipliklerinin kullanım özellikleri iyi değildir. Boncuklanma ve keçeleşme oranı orlon ürünlere göre daha fazladır. Pamuk ipliği ise pamuklu örme giysiler için yaka, kol bandı gibi aksesuar üretiminde ve mevsimlik kazakların yapımında kullanılmaktadır. Düz örme makinelerinde kullanılan iplikler genellikle boyalı iplikler kullanılır. DÜZ ÖRME KUMAŞLARIN GENEL ÖZELLİKLERİ; Düz örme kumaşların genel özelliklerini maddeler hâlinde aşağıdaki şekilde sıralayabiliriz; Genelde açık en ve parça olarak üretim yapılmaktadır. Düz örme kumaşlar E3 ile E18 ncelikleri arasındaki düz örme makinelerinde üretilmektedir. Düz örme kumaşların durgun havada yalıtımları iyi, rüzgârlı havada yalıtımları kötüdür. Düz örme kumaşlar buruşmaya karşı dirençli oldukları için ütülenme ihtiyacı duymazlar. Renkli ve fantezi desenli kumaşlar rahatça yapılabilmektedir. Düz örme kumaşlar çekme eğilimi gösterebilmektedir. Düz örme kumaşlar hafif, yumuşak, hacimli yapıya sahip olduklarından dolayı tutumları iyi ve dökümlüdür. Şekillendirilmiş, biçimlendirilmiş ve bitmiş ürün (seamless) olarak üretilebilmektedirler.
146 DÜZ ÖRME KUMAŞLARIN KULLANIM ALANLARI; Düz örme makineleri, büyük oranda kışlık ve mevsimlik kazak ve hırka gibi dış giyim ürünlerinin örülmesinde kullanıldığı gibi, yazlık ve mevsimlik dış giyim, kullanımı da gün geçtikçe artmaktadır. Ayrıca diğer örme ürünlerine aksesuar olarak yaka, kol bandı, etek bandı vb. ürünlerin örülmesinde de düz örme makineleri kullanılmaktadır. Özel olarak tasarlanmış düz örme makinelerinde ise tam biçimlendirilmiş, kullanıma hazır durumda eldiven, kaşkol vb. aksesuar giysileri üretilmektedir. DÜZ ÖRME KUMAŞLARIN SINIFLANDIIRLMASI; Düz örme makinelerinde üretilen, atkılı örme kumaşlara düz örme kumaşlar denir. Tek veya iki iğne yatağı kullanılarak üretim yapılır. Düz örme makinelerinde tek iğne yatağı kullanılarak yapılan örgüler tek plakada üretilen kumaşlar; çift iğne yatağı kullanılarak yapılan örgülere çift plakada üretilen kumaşlardır. Tek plaka kumaşlar, iki yöne aynı esneme oranına sahipken; çift plaka kumaşlarda genelde tek yönlü esneme vardır. JAKAR KIRMA; Düz örme makinelerinde ön veya arka iğne yatağı belli iğne aralığı mesafesi kadar sağa veya sola kaydırılabilir. Bu şekilde iğne yataklarında yer alan iğnerlerin birbirlerine göre konumları değiştirilebilir. Jakar kırma olarak adlandırılan bu işlem sayesinde düz makinelerde ilmekler, örme kumaşa farklı yüzey efektleri katmak üzere de kullanılabilmektedir. Ön ve arka iğne yatağının diğerine göre kaydırılma miktarına ve kaydırma yönüne bağlı olarak ilmekler örgü yapısı içerisinde dik konumlarını koruyamaz duruma gelirler ve sonuç olarak da sağa veya sola yatık bir konum alırlar. Jakarlı kırma tekniği ile üretilen düz örme kumaşlara tam Selanik örgü kumaşlar verilebilir. JAKARLI ÖRGÜLER; Jakarlı örgüleri düz, 1 x 1 ribana gibi örme bölgesinde yer alan tüm iğnelerin aynı örgü sırasının oluşumunda örmeye dahil edilmesi ile oluşturulan kumaş yapılarından ayıran en önemli özelliklerinden birisi, iğnelerin belli bir düzen dahilinde (-ki bu düzeni oluşturmak istenilen desen belirleyecektir) örme işlemine sokulması ve çıkarılmasıdır. Kısaca jakarlı iğnelerde iğne seçimi esastır. Jakarlı örgüler ve renk rakarlı olarak iki ana prensibine göre ilmek, askı, atlama veya aktarma yapmak üzere seçilirler. Bu örgü jakar kumaşlara saç örgü deseni verebilir. Örgü jakarlı (strüktür) kumaşların üretimi pek çok aktarma, jakar kırma ve boş sıra geçme gibi işlemler gerektiğinden yüksek maliyetli kumaş yapılarıdırlar. Bununla birlikte bilgisayar destekli yeni nesil tam elektronik düz örme makineleri sayesinde bu tip kumaşların üretim süreleri son derece azalmış bulunmaktadır. Ayrıca sınırsız bir iğne seçimi, jakar kırma aralığının artırılması ve aynı zamanda ön yataktan arkaya ve arka yataktan öne doğru aktarma yapabilmesi gibi imkanlar örgü jakarlı yapıların daha ekonomik üretimini sağlamıştır. Renk jakarlı örgüler farklı renk gruplarının kumaşın ön yüzünde bellirli bir desen oluşturacak şekilde iğne seçiminin düzenlenmesi ile gerçekleştirilmektedir. Kırmızı, beyaz vs. gibi bir zemin rengi üzerine yerleştirilen farklı renkli çiçek motifleri veya geometrik şekiller bu tip örgülere örnek olarak verilebilir.
147 Renk jakarlı örgülerde desenlendirme teknikleri örülecek kumaşın arka yüzündeki iplik renk konumlarına göre altı gruba ayrılır; 1) Enine Çizgili; Kumaşın arka yüzeyinde enine çizgili bir yapının oluşturulduğu bu örgülerde, kumaşın ön yüzünün her sırasındaki renk sayısı kadar arkada bir sıra örülür. Bu arka yüzey tipi iki ve üç renkli jakar örgülerde yaygın olarak kullanılmaktadır. Her iki kumaş yüzeyini dengelemek amacı ile arka iğnelerde oluşturulan ilmeklerin ön yüzeyde oluşturulan ilmeklere göre daha küçük olması tavsiye edilmektedir. Ancak büyük ilmeklerin kapatma faktörü düşük olduğundan özellikle açık renkli ipliklerin kullanıldığı örgülerde arkadaki enine çizgiler kumaşın ön yüzünden seçilebilir. 2) Boyuna Çizgili; Enine çizgili arka yüzey oluşumunun aksine, renk sayısından bağımsız olarak öndeki bir sıraya karşılık arka yüzeyde de bir sıra örülür. Örgüyü oluşturan renkler kumaşın arka yüzünde boyuna çizgiler halinde görülür. 3) Dimi Desenli; Örgüde kullanılan renkler kumaşın arka yüzeyinde diyagonal veya belli bir düzende dağılmış olarak yer alırlar. Bu yüzden, teknik arkada oluşturulan sıra sayısı renk sayısına ve arka yüzey renk raporuna bağlı olarak değişmektedir. Söz konusu değişkenler arasındaki ilişki; Arka Yüzey Sıra Sayısı = Renk Sayısı/Arka Yüzey Rapor Genişliği şeklinde ifade edilir. 4) Torba Jakarlar; Genellikle iki renkli olarak çalışan bu tür desenlerde jakar renk raporuna göre renklerde biri kendi renk bölgesinde önde, diğer renk bölgesinde ise arkada örgü oluşturur. Diğer renkte aynı şekilde örgü oluşturarak iki tarafı da jakarlı kumaş elde edilir. Her renk bölgesindeki ön ve arka yüzey birbirlerinden ayrılmış olup torba şeklini almaktadır. Bu şekilde elde edilen örme kumaşlarda ön ve arka yüzeyler sadece renk sınırlarında birbirleriyle bağlantı kurarlar. 5) File Jakarlar; Bu örme tekniği, önü ve arkası jakarlı örme tekniğinin değişik bir uygulamasıdır. Buna göre arka iğne yatağındaki iğnelerden bir kısmı belirli bir düzene göre iptal edilerek hiç örme işlemine sokulmazlar. Böylelikle her renk kendi bölgesinde önde örgü oluştururken arkada iptal edilmeyen iğneler üzerinde ve diğer renk bölgelerinde örgüye katılırlar. Böylelikle iptal edilen iğnelerden dolayı kumaş arka yüzeyinde file görünümlü bir yapı elde edilir. 6) Atlama Jakarlar; Tek plaka üzerinde üretilen renkli jakar kumaşlarda kumaşın ön yüzünde görülmesi istenilen renk örülürken diğer renk veya renkler arkada atlama yapar. Arkada yüzen ipliklerin çok uzun olması durumunda bunlar belirli bir düzene göre kumaş yapısına askı ilmekleri ile bağlanmak suretiyle kullanım esnasında olası takılmalardan kaynaklanan yüzey bozuklukları önlenebilir.
148 RENK JAKARLI DÜZ ÖRME KUMAŞLAR; Her hangi bir iğne (atlama, askı), plaka ve transfer hareketlerle desenlendirmeye gerek duymaksızın; renkli ipliklerle desenlendirme yapılan düz örme kumaş çeşididir. Kumaşın arka yüzeyinde, ön yüzeyinde görülen desen görülememektedir. Farklı teknikleri vardır. Biri haricinde diğer teknikler çift plakada elde edilir. Üstteki resimde de görüldüğü gibi Strüktür jakarlı örgüler üzerine, renk jakar tekniği uygulanarak farklı görüntüdeki düz örme kumaşlar elde edilebilir. RENK JAKARLI DÜZ ÖRME KUMAŞIN YAPISI İNTERSİA DÜZ ÖRME KUMAŞLAR; İntersia düz örme tekniği; Renkli jakar desenlerin üretimi esnasında karşılaşılan yüksek kumaş gramajı ve iplik sarfiyatı, tek plaka örgüler için arkada yüzen ipliklerin takılmalarına sebep olarak kumaş görünümünü bozması gibi sorunların giderilmesi için İntersia örme tekniği değişik renkteki iplikler taşıyan mekiklerin herbirinin sadece kendilerine ait renk bölgesi içinde hareket ettirilmesi suretiyle farklı renk bloklarından oluşan kumaş yapılarının üretilmesi prensibine dayanan bir örme tekniğidir. Bu desenler üretim esnasında işleme sokulup çıkartılabilen özel mekikler kullanılarak oluşturulurlar. Eskiden İntersia desenlerin üretiminde özel makineler kullanılırken yeni nesil düz örme makineleri ile bu zorunluluk ortadan kalkmış bulunmaktadır. Bilgisayar kontrollü mekik mandalları durdurma bloklarına ihtiyaç duyulmaksızın herbir mekiği, mekik rayı boyunca istenilen konuma getirmek veya istenilen konumdan almak üzere çalıştırılabilmektedirler. Bilgisayarlı kafa hareket kontrolü sayesinde İntersia desenler diğer desenlendirme teknikleri ile birlikte (renk blokları içerisine yerleştirilmiş saçlar gibi) kullanılabilmektedirler. Renk blokları birbirlerine normal ilmekler veya askı ilmekleri ile bağlanabilirler. Bir İntersia deseninin hazırlanmasında kafa yönü çok önem arz etmektedir. İnterisa örgüde kafa sola hareketinde ilgili renk bloüu sol taraftan sağa hareketinde de sağ taraftanişlem gerçekleştirilmektedir. Aksi takdirde boş sıra geçme gerekliliği ortaya çıkacaktır. Bu zorunluluk mekiklerin hareketinden kaynaklanmaktadır. Her mekik kafa yönünde fazladan birkaç iğne boyunca hareket etririlebilir ve bu mekik hareketi kullanılarak renk bloklarının genişlikleri değiştirilebilir. Normal renk jakarları kumaşlarla karşılaştıırldıklarında İnterisa desenleri hazırlamak ve üretmek için harcanan zaman daha fazladır, buna karşılık iplik miktarı daha düşüktür. İnterisa örgü oluşumunda bir mekik bir
149 grup iğne üzerinde örerken diğeri ilk renk bloğunun bitiminden hemen sonra başlar. Bu ayrı renk bloklarını birleştirmek için mekiklşerin ortak bir veya daha fazla iğne üzerinde ilmek veya askı oluşturmaları gerekir. İlmekle bağlantı yapılacak ise her renk bloğunun iki yanından birer iğne ilgili mekiklerle çalışacak şekilde örmeye dahil edilir. Askı ilmekleri ile renk blokları birleştirildiğinde bu birleşme yeri kumaşın ön yüzünde daha az belirgindir. Bu durumda bir mekik, bağlayıcı iğne üzerinde askı yaparken diğeri ilmek yapacaktır. İntersia düz örme kumaşlar; bölgesel renklendirme tekniği ile üretilirler. Düz örme makinesinde her mekik rayına 4 renk gelecek şekilde mekikler dizilir. Sekiz mekik rayı olduğuna göre teknik olarak 32 farklı renk çalışılabilir. Bunun için uygun desen bulunmalıdır. İntersia kumaşların özelliği, farklı renkteki ipliklerin jakar tekniğinde olduğu gibi kumaşın arka yüzünde karışık görüntü vermemesidir. Bu nedenle intersia kumaşların ön yüzünde hangi renk görünürse, arka yüzünde de aynı renk görünür. Genellikle tek plaka örgülerle elde edilir. Renk jakarı tekniği ile beraberde kullanılabilir. İNTERSİA DÜZ ÖRME KUMAŞIN YAPISI
150 VANİZE DÜZ ÖRME KUMAŞLAR; Vanize örgülerin üretimi için özel vanize mekikler kullanılır. Bunları diğer mekiklerden ayıran en önemli özellik, iki farklı ipliği aynı anda örme bölgesine besleyebilmesidir. Böylece, değişik renk ve özellikte (likra gibi) iplikler kullanılarak kumaşa farklı görünüm ve/veya özellikler kazandırılabilir. Vanize örgülerde ipliklerin iğne diline yerleştirme yükseklikleri ile gerginlik farkları ilmekteki konumlarını belirler ve bu örgülerde zemin iplik gerginliği yüksek, mekik ise iğne yatağına olabildiğince yakın olmalıdır. Bununla birlikte mükemmel vanize oluşumu her zaman mümkün değildir. Örme şartlarının tam kontrollü, uygun iplik ve iğne profili seçimi dikkat edilmesi gereken hususlar arasında sıralanır. Düz örgü yapılarında iğne kancalarına yakın olan iplik kumaşın arka yüzünde baskın olma eğilimindedir. Ayrıca yine aynı şekilde vanize mekiğinden geçirilen iki ayrı ipliğin konumları incelenecek olursa; mekik merkezinde yer alan rehber gözden geçirilen iplik bu mekiğin kafa üzerinde örme bölgesine taşınması sırasında son derece kontrollü bir şekilde iğnelere beslendiği, diğer ipliğin ise yine mekik üzerinde yer alan bir diğer gözden geçtiği ve bu gözde, kafa yönünden bağımsız olarak serbestçe sürüklendiği görülür. Böylece, merkezde yer alan ipliğin iğne kancasına daha yakın yerleşmin mümkün olduğu anlaşılır. Vanize örgülerin oluşumunda dikkat edilmesi gereken diğer bir hususta mekiğe yerleştirlen ipliklerin toplam numarasının makine inceliği ile uyumlu olmasının gerektiğidir. VANİZE DÜZ ÖRME KUMAŞIN YAPISI
151 B-4) ATKI ÖRMECİLİĞİNDE İŞLEMLERİN KONTROLÜ; 4-1) ÖRME KUMAŞ VE MAMULLERİN BOYUTSAL ÖZELLİĞİNİ ETKİLEYEN ANA FAKTÖRLER; -Kumaş yapısı; Farklı kumaşlar farklı şekillerde relakse olurlar. -Elyaf tipi; Farklı liflerden örülmüş kumaş veya ürünler farklı şekillerde relakse olurlar. -İlmek iplik uzunluğu; Tüm kumaş yapılarında bir ilmek için harcanan iplik miktarı baskın parametredir. -Relaksasyon/terbiye işlemi; Kumaş boyutları, relaksasyona/terbiye yöntemine göre farklılık gösterir. -İplik numarası; Boyutları az bir miktar etkiler; Fakat kumaş sıklığını, gramajı ve diğer fiziksel özellikleri değiştirir. 4-2) RELAKSASYON LABORATUVAR AŞAMALARI; -Makine üzerinde gergin halde; Bu baskın olarak boyuna yönde gerilimdir. -Makineden alındıktan sonra-kuru relaksasyon; Kumaş bu hale zamanla ulaşır. Kuru relakse hal kumaş yapısı ve lif tipi ile sınırlıdır. Sadece yün bu hali alabilir. -Hareketsiz ıslatma ve sererek kurutma-yaş relaksasyon; Sıkı yapılar her zaman gerçek relakse hale ulaşmazlar. Sadece yün ve ipek bu konuma ulaşabilir. -Islatılan kumaşa hareket verme veya buharlanmış kumaşa hareket verme veya seçilen sıcaklıkta (> 90 C) hareketsiz ısıtma, sererek kurutma Gerilimsiz durumda bitim işlemi; Hareketlendirme ve/veya sıcaklık, kumaşın daha da relakse olmasını ve daha sıkı (yoğun) bir kumaş yapısına ulaşmasını sağlar. Yün, ipek, tekstüre iplikten mamul kumaşlar ve akriliklerdir. -Islatma ve döner kurutucuda (tumber) 70 C da 1 saat boyunca kurutma, -Tamamen gerilimsiz durum; Kurutma esnasında kumaşın hareketlendirilmesi; Tüm lif tipleri ve kumaş yapıları için geçerlidir. üç boyutlu olarak 4-3) SÜPREM (DÜZ) KUMAŞ GEOMETRİSİ; 1. Sıra sıklığı (cpc) α I/l = kc/l 2. May (çubuk) sıklığı (wpc) α I/l = kw/l 3. s = (cpc x wpc) α I/l2 = kc/l2 4. cpc/wpc α c = kc/kw (şekil faktörü) 4-4) KUMAŞ GEOMETRİSİNE YÖNELİK ÇALIŞMALARIN PRATİK BULGULARI; -İplik numarası (tex) ile makine inceliği arasındaki ilişki aşağıdaki denklem ile gösterilir; Optimum tex = Sabit/G2
152 Tek yataklı makineler için optimum tex = 1650/G2, ve çift yataklı makineler için optimum tex ise = 1400/G2 dir. Burada G makine inceliğini göstermektedir (iğne/cm). -Sıklık faktörü K = tex/l denklemi ile verilir. Burada l mm cinsinden ilmek iplik uzunluğudur. Tek katlı kumaşlar için 1.29 K 1.64 dür. Ortalama K = 1.47 dir. Pek çok atkı örme kumaş için (tek ve çift plaka kumaşlar ve farklı tipleri dahil olmak üzere) : 1 K 2 dir. Ortalama K = 1.5 dir. Sıklık faktörü örme makinelerinin ayarlanmasında çok faydalıdır. Ortalama sıklık faktörü değerinde iplik, makine ve kumaş üzerindeki gerilim, bir dizi şart için sabittir. -Kumaş alan yoğunluğu (m2 ağırlığı) denklemi aşağıda verilmiştir. Alan yoğunluğu (m2 ağırlığı) = s x l x T g/m2 100 Relakse olmuş bir kumaş için cpc / wpc = 1.3 dür. cpc / wpc > 1.3 ise enine gerilmeyi, cpc / wpc < 1.3 ise boyuna gerilmeyi gösterir. ks > 2500 keçeleşme veya yıkama çekmesini işaret eder. Relaksasyon çekmesi ilmek şeklinde değişimdir. Keçeleşme / yıkama çekmesi ilmek uzunluğundaki değişimdir. Burada s ilmek yoğunluğu/cm2, l ilmek uzunluğu (mm) ve T (tex) iplik numarasıdır. Bu ifadeyi diğer bir şekilde denkleme uyarlanırsa; ks x T g/m2 l 100 Bu denklemde ks, değeri relaksasyon işlemine bağlı bir sabittir. Alan yoğunluğu (m 2 ağırlığı) aşağıdaki denklemlerle de gösterilebilir. Alan yoğunluğu (m2 ağırlığı) = n x l x cpc x T g/lineer metre Burada n toplam iğne sayısı, l ilmek iplik uzunluğu >(mm) ve T iplik numarasıdır (tex), veya Alan yoğunluğu (m2 ağırlığı) = n x kc x T g/lineer metredir Bu denklemde de kc bir sabittir ve değeri relaksasyon işlemine (kuru, yaş ve tam) bağlıdır. -Kumaş eni aşağıdaki denklemde verilmiştir; Kumaş eni = n x l cm n x l = L (bir sıra örmek için iplik uzunluğu) Kumaş eni toplam iğne sayısına değil bir sıra örmek için gerekli iplik numarasına bağlıdır. -Kumaş kalınlığı; Kuru ve yaş relakse olmuş kumaşlar için kumaş kalınlığı (t) kumaş sıklığına bağlıdır, tam relaksasyon sonrası ise kalınlık hemen hemen kumaş sıklık faktöründen bağımsızdır. Bu halde t = 4 d dır. (d iplik çapını göstermektedir).
153 B-5) ATKI ÖRME KUMAŞLARIN SON KULLANIM ALANLARI; Atkı örme kumaşlar dış giyim, ev tekstilleri ve teknik ürünler olarak kullanmaktadırlar. Farklı tip atkı örme kumaşlar için ana kullanım yerleri aşağıda gösterilmiştir. 5-1) DÜZ ÖRME MAKİNELERİ; - Makine inceliği: Normalde 3-18 iğne/inç -Makine eni: 78.7 inç e kadar -İğne tipi: Dilli (bileşik sürgülü) iğnelerin kullanımına uygun makineler de geliştirilmektedir. -İğne yatağı tipi: Tek (el makineleri), esas olarak rib tipi Teknik uygulamalar için temizleme bezleri, uç boyutlu ve 2ör ve giy ürünler; çok eksenli makineler geliştirilmiştir. 5-2) YUVARLAK MAKİNELER; -Makine inceliği: Normalde 4-40 iğne/inç -Makine çapı: 30 inçe kadar. Artık 60 inçe kadar olan makinelerde mevcuttur. -İğne tipi: Dilli (esnek uçlu ve bileşik (sürgülü) iğnelerin kullanımına uygun makinelerde mevcuttur) -İğne yatağı TİPİ: Tek, ribana, interlok, çift silindir. -Ürünler; -- Çorap makineleri; dikişsiz çoraplar, taytlar, endüstriyel kullanımı olan boya torbaları, örülüp sökülen iplikler, endüstriyel kumaşlar. -- Şoşet çorap makineleri; Erkek, bayan, çocuk çorap, tayt, spor çorapları -- Dış giyim; t-shirtler, kazaklar, hırkalar, süveterler, pantolon takımlar, termal giysiler, temizlik bezleri, teknik kumaşlar. -- Dış giyim (kumaş topu halinde üretim): Ceketler, bayan üst giyim, eşofmanlar, döşemelikler, araba döşemelikleri ve teknik ürünler, ev tekstilleri. 5-3) FULLY FASHİON MAKİNELERİ; -Makine inceliği: Normalde 9-33 iğne/1.5 inç (60 inceliğe kadar makineler mevcuttur). -Makine eni: 2-16 bölümlü makinelerden başlıyor-her bölümün eni 36 inçe kadar olmak üzere (bölüm sayısı 40 a kadar çıkan makineler mevcut). -İğne yatağı: Tek ve ribana. -Ürünler: Kazaklar, süveterler, hırkalar, pantolon takımlar, tam biçimli çoraplar, spor giyim, iç giyim, termal giyim.
154 B-6) ÇÖZGÜ ÖRME MAKİNELERİ; 6-1)GİRİŞ; İlk atkı örme makinesi 1589 yılında W. Lee tarafından imal edilmiştir yılında sadece 200 yıl sonra ilk çözgü örme makinesi Crane (İngiliz) tarafından icat edilmiştir. Bu makine, sadece mavi beyaz zig-zag çizgili ipek çorap üretmek için kullanılan tek yatırım raylı bir makine idi ve makinede üretilen kumaşlar ressam Van Dyke olarak isimlendirilmiştir. Birinci Dünya Savaşından sonra asetat kontinü filament ipliklerin bulunmasıyla ilk büyük ölçekte tricot kumaş üretimi Alman Saupe E28 makine inceliğinde, iki yatırım raylı tricot makinelerinde İngiliz Celanese tarafından başlatılmıştır. Bayan iç çamaşırları üretiminde kullanılmak için örülen ve terbiyesi son derece güç olan ve kolaylıkla sökülen tek yatırım raylı atlasların yerini kilit örgülü (locknit) kumaş yapıları almıştır den 1970 yılına kadar çözgü örme sanayinin İngiltere de ve diğer batı ülkelerinde gelişimi muhteşem olmuştur. Bu korkunç büyümenin nedeni aşağıda özetlenmeye çalışılmıştır ) İplik konusundaki gelişmeler; -Termoplastik ipliklerin keşfi, çok düşük denyelerde üretilebilmesi, bükümsüz ve çok düşük bükümlü olması, modern yüksek hızlı trikot ve raşel makinelerinde çok düşük kopuş oranlarında örülebilmesi, -Farklı boyalı iplikler tarafından sunulan ekstra desen aralığı, -Tekstüre ve hacimli iplikler tarafından sağlanan iyileştirilmiş kaplama konforu, -Raşel tül sanayiine mükemmel bir açılım getiren elastomerik iplikler ) Makine konusunda gelişmeler; -Daha yüksek makine hızı (3500 sıra/cm), -Daha ince makine incelikleri (40 iğne/inçe kadar), -Daha geniş makine enleri (260 inçe kadar), -Artan yatırım rayı sayısı (78 raya kadar), -Özel ekipmanlar (cut-presser, düşürme plakası gibi), -Co-we-nit ve jakarlı makineler gibi bazı özel raşel makineler ile son zamanlarda tekrar tasarlanan raşel ve trikot tam en atkı yatırımlı makineler, -Yüksek hızlı direkt çözgü makineleri ile çözgü hazırlama esnasında elektronik iplik izleme sistemleri, -Örme makineleri için elektronik fen (duruş) sistemleri, -Daha yüksek çözgü leventleri ve kumaş topları, -Modern fiksaj ve levent boyama makineleri, -Elektronik çözgü salma, elektronik desenlendirme, elektronik jakar ve elektronik kumaşçekim mekanizmaları, -Şardonlu kumaşlar, -Balıksırtı (Sharkskin), queen s cord gibi kararlı kumaş yapıları, -Sentetik iplikler kullanılarak üretilen çeşitli tül, ağ kumaş kontrüksiyonları, -Teknik uygulamalar için tek, iki, üç ve çok eksenli yapılar, -Tıbbi ve diğer ileri teknoloji ürünler için üç boyutlu ve biçimli yapılardır. Çözgü örme sektörünün, özellikle tricot sektörünün sentetik ipliklerdeki ilerlemelere bağlı olarak geliştiği bilinen bir gerçektir yılında 17,8 milyon lb. rejenere selüloz ve sentetik iplik çözgü örme kumaşa dönüştürülmüştür. Bu rakam 1968 yılında 70.6 milyon lb. olmuştur li yılların ortalarında tricot sanayii naylon bluz ve çarşafların satıoşındaki düşüşe paralel olarak bir gerileme yaşamıştır. Tekstüre poliesterlerin çift plaka atkı örme mamkinelerinde yaygın olarak kullanılmaya başlamasının da bunda önemli bir rolü olmuştur. Modadaki değişime paralel bluzluk ve yatak çarşaflık olarak poliester/pamuk dokuma kumaşların tercih edilmesi de sektörün gerilemesinde diğer bir etken olmuştur. İki önemli çözgü örme makine imalatçısı Karl Mayer ve Liba (Batı Almanya), söz konusu ticaret kaybını ortadan kaldırmak için makinelerini geliştirme yönünde aktif olarak çalışmışlardır. Sürgülü
155 (bileşik) iğneler hem tricot hem de raşel makinelerde yaygın olarak kullanılan iğne tipidir ve ev tekstilleri ve teknik tekstiller üretmek üzere çözgü örme makinelerinin pek çok değişik versiyonu piyasada mevcuttur. Çözgü örmeciliğinde yaşanan en önemli gelişmelerden birisi, kesikli liflerden mamul ipliklerin çok geniş aralıklarda yer alan ürünlerin imali için ticari anlamda kullanılabilmiş olmasıdır. Ayrıca çözgü örme sektörünün pazarını dantel, jeotekstiller, otomotiv, tıp vb. değişik alanları içerecek şekilde genişletiliyor olması de ilgi çekicidir. Çözgü örme kumaş yapılarının kompozit malzemelerin işlenmesinde kullanımına ilişkin araştırma ve incelerde mevcuttur. 6-2) TRİKOT (TRİCOT) VE RAŞEL MAKİNELER; Tricot ve raşel makineler arasındaki temel farklılıklar aşağıda belirtilmiştir; 1) Raşel makinelerde genellikle dilli iğneler kullanılırken tricot makinelerde esnek uçlu ve sürgülü (bileşik) iğneler tercih edilir. Sürgülü (bileşik) iğnelerin kullanıldığı raşel makinelerde oldukça yaygındır. 2) Raşel makinelerde, genellikle tricot makinelerde olduğu gibi bir platin rayı kullanılmaz. 3) Raşel makinelerde kumaş doku çekim sistemi tarafından iğnelere paralel bir şekilde alınırken, tricot makinelerde iğneler ile 90 lik bir açı yapar. 4) Raşel makineler genelde daha kalın makine inceliklerinde imal edilirler, tricot makinere kıyasla daha fazla rehber ray kullanılması sebebiyle daha yavaştırlar. Ayrıca bu makineler daha uzun ve yavaş iğne hareketi gerektirirler. 5) Raşel makinelerinin kumaş potansiyeli tricot makinelerden daha fazladır; çünkü bu makinelerde farklı tipte iplikler (kesikli liflerden eğirilmiş, bölünmüş film gibi) kullanılabilmektedir. 6) Raşel makinelerinde çözgü levendleri genelde makinenin üzerinde, tricot makinelerde ise arkadadır. Modern çözgü örme makineleri ile dış giyimlik, döşemelik ve teknik kumaşlar üretilebilmektedir. Özellikle teknik uygulamalarda çözgü örmeciliğinin tüm potansiyelinden maksimum ölçüde yararlanılabilmektedir. Aslında her tür ürünü çözgü örme makinelerinde üretmek mümkün olmakla birlikte bunu yapmak her zaman ekonomik olmamaktadır. 6-3) BİLEŞİK İĞNELERİN KULLANILDIĞI ÇÖZGÜ ÖRME MAKİNELERİNDE İLMEK OLUŞUMU; Böyle bir çözgü örme makinesinde; Platinler ileri doğru hareket ederek kumaşı boğazlarında doğru pozisyonunda tutarken, diller ve sürgüler öyle yükselirler ki iğneler sürgülerden hızlı yükseldiğinden iğneler en üst noktaya ulaştıklarında iğne kancaları açılır. Yatırım rayları iğne arasından geçerek makinenin arkasına dolunum salınım yaparlar. Üst yatırım için yanal hareket yaparak makinenin ön tarafına ikinci salınım hareketi yaparak geri getirilen iğneleri gönderir. Aşağı doğru inmeye başlayan sürgüler ve iğneler bu noktada sürgüler dillerden daha yavaş hareket ettiklerinden iğne kancaları kapatılır, iğneler indikçe platinler geriye çekilir, böylelikle eski ilmekler kapalı kanca üzerinde iken yeni ilmekler kapalı kanca içerisinde emniyetli bir şekilde tutulmuş olur. Daha sonra iğneler ün üst notaya ulaştığında eski ilmekler iğneler üzerinden aşırtılır. Bu noktada alt yatırımlar oluşur ve iğnelerin yeni bir sıra oluşturmak için yükselmesinden önce platinlerin kumaşı tutmak amacıyla ileri doğru hareket ettirilir.
156 ÇÖZGÜ ÖRME MAKİNELERİ Trico makinleri (Esnek uçlu bileşik iğne) Raşel makineleri (Dilli bileşik iğne) Tek iğne rayı çift iğne rayı (eldivenler, bayan çamaşırları) 2-5 rehber atkı yatırımlı Cut-presser Havlı 3-4 Havlı 3,4 raylı bayan 2-3 raylı (bluzlar raylı (yatak raylı (araba çamaşırları, yatak örtüsü perdeler örtüleri ve mobilya, bluzlar, spor perdeler, astar elbiseler) bornozlar) döşemelik) giysileri endüstriyel Jakarlı Jakarlı elbiseler Tek iğne raylı Çift iğne raylı Yüz yüze pelüş Özel versiyon (Jakar) yüksek (Bölünmüş film) havlı, teknik Meyve/Sebze. araba ve mobilya torbaları, döşemelik kumaş endüstriyel Standart1-12 Atkı yatırımlı Dantel ray Raylı yüksek (Perdeler (Düşürme plakası) Hızlı döşemelik) (perde, korse vb.) 3-16 raylı Tül Takviyeli tüller Dış giyim Elastik Jakarlı dantel Özel versiyon 7-8 raya kadar 18 raya kadar (düşürme (düşürme plakası) plakası) Atkı yatırımı Atkı yatırımı (perdeler) (perdeler) Endüstriyel Doğrudan oryante yapılar (şardonsuz (teknik kumaşlar)
157 6-4) STANDART RAŞEL MAKİNELERDE ÖRME İŞLEMİ; Bir standart raşel makinede yatırım rayları alt yatırım hareketini tamamlamış halde makinenin arkasında yer alır. Kumaş tutucular ileri doğru hareket ederek kumaşı istenilen seviyede aşağıda tutarken yeni bir sıra için iğne rayı yükselişe geçer. İğne rayının en üst notasına ulaştığında eski ilmekler iğne dillerini açarken kayarak iğne gövdesine düşerler. Dil koruyucu dillerin kapanmasını önler. Kumaş tutucular yatırım raylarının üst yatırım hareketlerini yapmasını sağlamak üzere geri çekilir. Yatırım rayları makine arkasına salınım hareketlerini yaparlar ve üst yatırım hareketini tamamlarlar. Yatırım rayları tekrar makinenin önüne geçirilir ve çözgü iplikleri iğne kancalarına yerleştirilir. Bu şekilde sadece ön yatırım rayının üst yatırım yaptığına, arka ve orta yatırım raylarının aynı iğne çifti aralığında kaldığına dikkat edilmelidir. Bu tip harekete çözgü yatırımı denilmektedir. İğne rayı inmeye başlar ve böylece eski ilmekler iğne dillerini kapatırlar ve yeni ilmekler kanca içerisinde hapsedilirler. Kumaş tutucular bu anda ileri doğru hareket etmeye başlarlar. İğne rayı aşağı doğru iner ve iğne başı iğne duvarlarının altına geldiği anda yeni ilmekler eski ilmekler içerisinden çekilerek bir sıranın oluşumu tamamlanır ve kumaş tutucular ileri doğru hareket ederlerken yatırım rayının alt yatırım hareketi başlar. Esnek uçlu iğneler için ilmek oluşum aşamaları anlatılmaya çalışılmıştır. Teknik tekstil ürünlerine yönelik üretim yapan makinelerde genellikle dilli veya sürgülü (bileşik) iğneler kullanılır. Ayrıca esnek uçlu iğnelerin kullanıldığı makinelerin üretim hızı da sürekli azalmaktadır. Bunun belli başlı nedeni ise; böyle makinelerin çalışabilecek iplik çeşitleri ve örülecek kumaş yapıları açısından çok çeşitlilik gösterirler. Her iğne tipi için iğne hareket eğrileri hazırlanır. Diğer tüm şartların aynı olduğu düşünüldüğünde sürgülü (bileşik) iğnelerin kullanıldığı makinelerin daha hızlı çalışabileceği aşikardır.
158 B-7-ÇÖZGÜ ÖRME KUMAŞ YAPILARI; ÇÖZGÜLÜ ÖRME KUMAŞLARIN SINIFLANDIRILMASI ÇÖZGÜLÜ ÖRME TEKNOLOJİSİ Çözgülü örmecilik, örgü yapıları, ilmek sıklığı, renk, ölçü gibi birçok değişkeni birarada barındıran bir kumaş üretim tekniğidir. Kumaşın üretileceği makinenin özellikleri, tasarımcının ürün oluştururken kullanabileceği seçeneklerde belirleyici olmaktadır. Kumaştaki ilmek sıklığı, desenin kaç farklı hareketle oluşturulabileceği gibi üretim değişkenleri, makinenin kapasitesine bağlıdır. Tasarımcı, kumaşın kullanım alanı doğrultusunda hangi değişkenlerin ne şekilde uygulanacağına karar vermek zorundadır. Tasarlanacak kumaşın kullanım yeri, kullanılacağı mevsim, pazara sunulacağı dönemde geçerli olacak moda renkler gibi unsurlar, bu değişkenlerin seçiminde belirleyici olmaktadır. Çözgülü örme makineleri trikot (çözgülü örme otomatı) ve raschel (raşel) olarak iki ana grupta incelenmektedir. Bu gruplar da kendi arasında bir inch deki (2,54 cm) iğne sayılarına ve ürün tiplerine göre sınıflandırılır. Çözgülü örmecilikte, iplikler makineye dikey olarak beslenmektedir. Makine enince sıralanmış olan yüzlerce iğnenin her biri, en az bir çözgü ipliği ile beslenirler. Makineyi besleyen ipliklerin çözgü yönünde kullanılması, üretim esnasında ipliğin daha çok sürtünme ve gerilmeye maruz kalmasına neden olur. Bu durum çözgü yönünde kullanılacak iplik seçeneklerini kısıtlar. Örneğin atkılı örmecilikte kullanılan tüylü iplikler veya dokumada atkı ipliği olarak kullanılan fantezi iplikler bu üretim yönteminde çözgü ipliği olarak kullanılır. İplikleri yatay düzlemde ilmeklerin arasında kalacak ve ilmek oluşturmayacak şekilde yerleştirebilen özel çözgülü örme makineleri geliştirilmiştir. Çözgülü örme kumaş yapısı ilmeklerden ve bunları birbirine bağlayan alt yatırım hareketlerinden oluşur. İpliğin iğneye verilmesi işlemine yatırım hareketi (lapping) adı verilir. İlmeği oluşturan ipliğin, ilmeğin baş kısmında yaptığı kavis ile ayak kısmında yaptığı kavis aynı yönde ise, oluşan ilmek açık ilmek olarak adlandırılır. Eğer bu iki kavisin yönü farklı ise oluşan ilmek kapalı ilmektir. KAPALI İLMEK AÇIK İLMEK
159 Her bir iplik sürekli olarak aynı iğne üzerinde örülürse; yüzey oluşturmayan, birbirinden ayrı ilmek zincirleri (franse) elde edilir. Kumaş oluşturulabilmesi için komşu ilmek zincirlerinin birbirine bağlanması gerekir. Bu da komşu iğne üzerinde örülmek üzere çözgü ipliğinin belirli aralıklarla yana hareket etmesiyle gerçekleşir. KOMŞU İĞNELER İLE BAĞLANTI OLUŞUMU Raşel ve trikot makinelerinin çalışma ilkeleri aynıdır. Daha açık bir ifadeyle iki makine tipinde de, her bir iğne çözgü ipliği taşıyan bir kılavuz çubuğundan beslenir. Çözgülü örmede iğnelerin hepsi aynı anda yukarı aşağı doğru hareket eder. Kılavuzlar desen ünitesinden aldıkları hareketle, taşıdıkları iplikleri iğnelerin arasından dolaştırır. Aynı kılavuz rayında bulunan tüm çözgü iplikleri aynı anda, aynı hareketi yapar. Trikot makinelerinin üretim kapasitesi raşel makinelerine kıyasla oldukça yüksektir. Trikot makinelerinde kumaş, dikey konumdaki iğnelere dik açılı olarak çekilir. İlmek yapısı, çözgü ipliklerinin sağa-sola hareketleriyle gerçekleşir. İlmek ilk sırada bir iğne üzerinde oluştuktan sonra, bu ilmeği oluşturan çözgü ipliği, ikinci sırada, komşu iğneye taşınır ve ikinci ilmek komşu iğne üzerinde oluşur. Trikot örme makinelerinde üretilen kumaşlar, Raşel örme makinelerinde üretilen kumaşlara oranla daha esnek yapıdadırlar. Raşel makinelerinde iki tip kılavuz rayı vardır. Bunlardan biri zemini meydana getiren ipliklere hareket verirken diğeri deseni meydana getiren ipliklere hareket verir. Bu kılavuz rayları; zemin kılavuz rayları ve desen kılavuz rayları olarak iki gruba ayrılır. Desen kılavuz rayları, taşıdıkları iplikleri zincir örgü sütunları arasında gezdirir. Dokumada kumaş yapısını meydana getiren iplikler dikey ve yatay hareketlerle birbirinin altından veya üzerinden geçerler. Atkılı örmede kumaş yapısı ipliklerin meydana getirdiği ilmeklerden oluşur.
160 Dokuma ve atkılı örmede yapısal desenlendirme, bu iplik hareketleriyle meydana getirilmektedir. Dolayısıyla her bir iplik hareketi bir tasarım birimi olarak kabul edilir. Çözgülü örmecilikte kullanılan çözgü iplikleri dikey, yatay ve yanal hareketler yapar ve kavisli bir ilmek yapısı meydana getirir. Dolayısıyla kumaşı oluşturan iplikler hem dokumada olduğu gibi düz hareketler hem de örmede olduğu gibi kavisli hareketler yapabilir. Ayrıca verev iplik hareketleri de yapılabilir. Çözgülü örmecilikte iplik hareketlerindeki çeşitlilik atkılı örme ve dokumadan daha fazladır. Kumaşların yapısal desenleri temel iplik hareketlerinin bir arada kullanılmasıyla tasarlanır. Her bir iplik hareketi tasarımcı için bir yapısal desenlendirmedir. Dolayısıyla çözgülü örmecilikte diğer kumaş üretim yöntemlerine kıyasla daha fazla tasarım birimi bulunur. İPLİĞİN TASARIMCIYA SUNDUĞU SEÇENEKLER VE BU SEÇENEKLERİN KUMAŞ ÜZERİNDEKİ ETKİLERİ -İpliğin hammaddesi (kalitesi); Pamuk, keten, yün, polyester, naylon gibi birbirinden farklı fiziksel özelliklere sahip hammaddelerle üretilen iplikler ifade edilirken kalite terimi kullanılmaktadır. Bir kumaşın tasarımında tek bir kalitede iplik kullanılabildiği gibi çeşitli iplik kaliteleri birarada kullanılabilir. -İpliğin rengi; Kumaş tasarımında tek bir iplik kalitesinin renkleriyle desenlendirme yapılabildiği gibi, polyester ve katyonik gibi farklı boyama derecelerine sahip ipliklerin birlikte örüldükten sonra boyanmasıyla da renk çeşitliliği elde edilebilir. Böylelikle birçok renk seçeneği ortaya çıkar. -İpliğin inceliği (numarası); Bir kumaş tasarımında desenden beklenen görsel özellikler ve/veya kumaşın kullanım alanına yönelik fiziksel beklentiler doğrultusunda farklı inceliklerde iplikler kullanılabilir. İplik kalınlıkları çeşitli ölçümlendirme sistemlerine göre numaralandırılır. Farklı inceliklerde ipliklerin kullanılabilmesi tasarım seçeneklerini çoğaltır. -İpliğin parlaklığı; Mat, yarı mat ve parlak gibi farklı ışık yansıtma değerlerine sahip iplikler birarada kullanılarak görsel değişiklikler elde edilebilmektedir. -İpliğin dokusu; Aynı hammadde ile üretilmiş, aynı kalınlıkta olan ipliklerde bile üretiliş teknikleri veya bitim işlemleri dolayısıyla farklı dokusal özellikler elde edilebilir. Kesik elyaflı, puntalı veya yüksek bükümlü iplikler birbirinden farklı dokusal özellikler gösterirler. İpliğin dokusu kumaş tasarımında hem estetik hem de işlevsel seçenekler sunabilmektedir. -İpliğin esnekliği; Kumaş tasarımında fiziksel ve görsel beklentiler doğrultusunda esnek iplikler kullanılır. Kumaşta istenen esneklik değeri, esnek ipliğin kullanım miktarı ile düzenlenebileceği gibi, ipliğin esneklik kapasitesiyle de elde edilebilir. İpliğin esnekliğinin tasarım unsuru olarak kullanılması yaratıda zengin seçenekler elde edilmesini sağlamaktadır. İpliklerin sunmuş olduğu renk, doku gibi değişkenlerin meydana getireceği görsel etkiler dizgesi neredeyse sınırsızken, ipliğin esneklik ve parlaklılığına bağlı değişkenlerin sunduğu görsel etkiler sınırlıdır. Ürün mat, yarımat veya parlak olarak üretilebilir. Ancak ipliğin inceliği ve esnekliği makinenin çalışma randımanına uyum sağlayacak şekilde olmak zorundadır. Tasarımcı aynı kumaş yapısını üzerinde sadece ipliğin özelliklerini değiştirerek farklı ihtiyaçlara cevap veren, görünümleri birbirine benzemeyen kumaşlar oluşturabilir. Örneğin; Trikot makinesinde, çift trikot örgüyle, aynı sıklıklarda ince viskon iplikle örülmüş bir kumaşla, daha kalın yün karışımlı bir iplikle örülmüş kumaş, hem görünüm hem de kullanım açısından çok farklı sonuçlar verecektir.
161 Viskon kumaş ince, yarı saydam görünümü ve terletmeyen, hava aldıran yapısıyla, yazlık iç-dış giyim kumaşı olabilecek nitelikler sergiler, yünlü kumaş ise kalın, sıcak tutan, az geçirgen yapısıyla dış giyim kumaşı olarak düşünülebilir. AYNI DESENİN FARKLI NİTELİKTEKİ İPLİKLER İLE OLUŞTURULMASI *Örgü Yapısı; Piezo Jakarlı Raşel Makinelerinde Sağlanmıştır
162 ÖRNEK KUMAŞLARIN (A, B, C, D NOLU) ÜRETİM BİLGİLERİ VE ELDE EDİLEN SONUÇLAR A kumaşı, yarı geçirgen ve ince bir yapı sergilemektedir. Hafif, dökümlü ve yumuşaktır. Geniş gözeneklere sahiptir. Hammaddesinin pamuk olması ve geniş gözenekli yapısı nedeniyle hava geçirgenliğinin yüksek olduğu izlenimini vermektedir. Motiflerin konturları belirgindir ve ilmek hareketleri desene bir tasarım unsuru olarak katkı sağlamaktadır. Kumaşın yapısı hacimsizdir. İnce ve gözenekli olması kumaşa yarı transparan bir görünüm sağlar. Bu özellikleriyle yazlık dış giyim ürünlerinin üretiminde kullanılması uygundur. B kumaşı, A kumaşına göre oldukça kapalı bir yapıdadır. Motiflerin konturları belirsizleşmiş gözenekleri küçülmüştür. A kumaşında görülen yarı transparan görünüm etkisini yitirmiştir. İlmek hareketleri belirgin değildir ve motifler A kumaşına göre daha bütünsel algılanmaktadır. İpliğin kalınlaşması ile kumaş da kalınlaşmış, gramajı artmış, dökümü azalmıştır. Dokusu sert ve pütürlüdür. Gözeneklerinin küçüklüğü ve kumaşın kalınlığı A kumaşına oranla ısı tutma kabiliyetinin daha yüksek olduğu izlenimini vermektedir. Kumaş bu özellikleri doğrultusunda kışlık dış giyim için uygundur. C kumaşında desen bantlarını oluşturan kılavuz rayları, farklı kalınlıkta ipliklerle beslenmiş, kalın ipliğin kullanıldığı bantlarda iplik yoğunluğunun artması motife boyut kazandırmıştır. Motiflerin hacim kazandığı ve aynı oranda küçüldüğü dikkat çekmektedir. Motif konturları tamamen kaybolmasına rağmen oluşan hacimsel hareketler sayesinde motifler algılanabilmektedir. İnce ipliğin kullanıldığı bantlarda motif konturları belirgindir. A ve B kumaşlarına göre daha küçük gözeneklere sahip olması nedeniyle hava ve ısı geçirgenliğinin daha düşük olduğu düşünülebilir. Dış giyimde dört mevsim için kullanılabilecek niteliklere sahip bir kumaştır. D kumaşında aynı kalınlıkta üç değişik renkte ipliğin kullanılması, motifleri ortaya çıkarır. Konturların ve renk bantlarının belirginleştiği görülür. Farklı renklerde ipliklerin çözgü yönünde raporlu olarak kullanılması, yapısal desenin raporu iki bantla sınırlı olmasına rağmen renk raporunun iki desen bandından daha geniş olması ilk bakışta yapısal desenin de geniş bir rapora sahip olduğu izlenimini uyandır. Her bir sırada farklı bir motif kullanılmış gibi görünür. İlk üç örnekte kumaş genelinde tek renk iplik kullanıldığı için, kullanılan ipliğin rengi değiştiğinde yeni bir renk varyantı elde edilirken D örneğinde her renk varyantı için uyumlu renk kompozisyonları oluşturulması gerekecektir. Kumaş dökümlüdür ve tutumu yumuşaktır. Dış giyimde yazlık ve baharlık kumaş olarak kullanılmaya uygundur. Bu örneklerden de anlaşılacağı gibi kumaşın üretildiği makinede, uygulanan sıklıklarda, örgü yapısında hiçbir değişiklik yapılmadan sadece farklı iplikler kullanılarak hem yapısal, hem estetik hem de işlevsel olarak birbirinden farklı dört kumaş elde edilebilmektedir. Desenleri aynı olmakla birlikte örnek kumaşlardan her biri, hem tasarım değeri hem de kullanım alanı açısından birbirlerinden farklı ürünler olarak kabul edilebilir. A B
163 AYNI KUMAŞ KALİTESİNDE FARKLI ELASTİK İPLİK KULLANIM ORANLARI Farklı nitelikte ipliklerin kullanımı kadar, aynı ipliğin kullanım miktarında veya kullanım yerinde yapılan değişiklerle de kumaş görünümünü etkilemek mümkündür. Yukarıda görülen kumaşlar E24 R MSU makinelerinde, 19 mayda, 28/1 pes kesik elyaf, 50 den pes tekstüre ve 150/70 elastan ipliklerle üretilmiştir. İki kumaş arasında renk dışındaki tek fark elastik ipliklerin atkı yönündeki kullanım aralıkları ve miktarlarıdır. A örneğinde elastik iplik 5/1 oranında kullanılmıştır. Kumaş genelinde homojen bir toplanma görülmektedir. B kumaşına oranla daha serttir. Pütürlü doku, kumaşın bir yüzünde dışa doğru ve daha belirgin olarak hissedilir. Kareler şeklinde toplanan kenarlar, ortada kalan esnemeyen ipliğin kullanıldığı alanların kabararak yüzeyde yükselmesine yol açmakta sonuçta kumaş yüzeyinde yılan derisine benzetebileceğimiz pul pul hacimli bir doku meydana gelmektedir. B örneğinde elastik iplik 15/2 oranında kullanılmıştır. Dikdörtgen şeklinde toplanan kenarlar, esnemeyen ipliğin kullanıldığı alanları yükselterek timsah derisine benzetilebilecek pul pul hacimli bir doku meydana getirir. Bu kumaştaki pütürlü doku bir yüzde dışa doğru hacimlenmekle beraber, her iki yüzde de belirgindir. A kumaşına oranla daha yumuşak bir tutuma sahiptir. Pütürlerdeki düzgünsüzlükler ışığın kumaş yüzeyinde homojen bir şekilde kırılmasını engellemekte ve göz A kumaşına oranla daha geniş bir alanı desen raporu olarak algılamaktadır. Bu iki örnekte esnek ipliğin kullanım oranlarının değiştirilmesiyle kumaşlarda görsel ve yapısal farklılıklar elde edilmiştir. Bu yapısal değişiklik kumaşın işlevselliğini, dolayısıyla kullanım alanını etkileyecek nitelikte değildir. Bu nedenle kumaşlar görsel farklılıklara sahip olmakla birlikte, birbirinden farklı yeni ürünler olarak algılanmamaktadır Aşağıda ağ yapılı örgüde, farklı fantezi ipliklerin atkı ipliği olarak kumaşa dahil edilmesiyle elde edilmiştir. Her çeşit ipliği yatay düzlemde kumaşa dahil edebilen makineler, ipliğe dayalı tasarım olanaklarını genişletmektedir. Örneklerde; kumaşların üretim özelikleri aynı olmasına rağmen, sadece fantezi ipliklerin değişirilmesiyle birbirinden farklı görünümde kumaşlar elde edilmiştir. Ağ yapılı zemin örgüsü fantezi ipliğin görünümünün belirgin bir şekilde algılanmasını sağlamaktadır. Bu sayede ipliklerin görsel ve dokusal özellikleri kumaşın niteliklerini de belirlemektedir. Roporlu boyanmış tüylü fantezi ipliğin kullanıldığı kumaş örneğinde dağınık çizgisel bir etki gözlemlenmektedir. Aralıklı olarak kısa ve düzgün havlı alanları olan bir fantezi iplik kullanıldığında noktasal etkinin dikkat çektiği gözlemlenmiştir. Uzun tüylü fantezi iplik kumaşa yumuşak bir doku kazandırırken, kısa tüylü ipliğin kullanıldığı kumaşta pütürlü bir doku hissedilmektedir.
164 ÇEŞİTLİ FANTEZİ İPLİKLERİNİN YATAY OLARAK KUMAŞA DAHİL EDİLEBİLDİĞİ AĞ YAPILI RAŞEL ÖRME MAKİNESİNDE ÜRETİLMİŞ KUMAŞ ÖRNEKLERİ İplikleri yatay düzlemde örgüye dahil edebilen özel çözgülü örme makineleri sayesinde çözgü yönünde kullanılamayan bazı iplik tipleri de çözgülü örme kumaş tasarımında kullanılır hale gelir. Aynı örgü yapısı ve ilmek sıklığına sahip bir kumaşta ipliklerin fiziksel veya görsel niteliklerinin tek tek veya birarada değiştirilebilmesi tasarımcıya sınırsız olanak sunar. Her bir makinenin sunmuş olduğu farklı örgü yapıları ve ilmek sıklıkları da düşünüldüğünde olasılıkların katlanarak artacağı anlaşılır. Tasarımcıların, ürünleri uygulayacakları makinelerin kapasitelerini dikkate alarak, iplik seçenekleri ile elde edebilecekleri farklı görünümler konusunda araştırmalar yapmaları yeni ürünlerin geliştirilmesinde faydalı olacaktır. İPLİK ÖZELLİKLERİNİN ÇÖZGÜLÜ ÖRMEDE KULLANIMI Tasarımcıların yeni ürün geliştirme amacıyla iplik özelliklerini ne şekilde değerlendirebilecekleri konusunda fikir geliştirebilmeleri açısından, çözgülü örme tekniğinde ipliklerin kullanım imkanları iki ana başlık altında sınıflandırılır. İpliklerin çözgü yönünde makineye beslendiği ve özel makinelerde atkı yönünde kumaşa dahil edildiği düşünülürse bu
165 iki ana başlık; iplik farklılıklarının çözgü yönündeki kullanımı ve atkı ipliğinin kumaşa dahil edilebildiği çözgülü örme makinelerinde iplik farklılıklarının atkı yönündeki kullanımıdır. I-Çözgü yönünde (dikey beslemede) uygulanabilecek iplik değişim olanakları üç grupta toplanabilir; A. Tek tip çözgü; Çözgülerin tamamının aynı özelliklere sahip ipliklerle hazırlanması durumudur. Kumaşta homojen bir görünüm elde edilir. B. Raporlu çözgü; Çözgünün hazırlanması esnasında, dokumada da uygulandığı gibi bir çözgü renk oluşturulur. Bu raporda aynı niteliklere sahip farklı renklerde iplikler kullanılabileceği gibi farklı fiziksel özelliklere sahip iplikler de birarada kullanılmaktadır. İğneleri besleyen ipliklerin bir rapor doğrultusunda eksiltilmesi veya arttırılmasıyla kumaş üzerinde farklı yoğunlukta alanlar elde edilir. İPLİĞİ BOYALI, RENK RAPORLU ÇÖZGÜ İLE ÜRETİLMİŞ KUMAŞ ÖRNEĞİ C. Kılavuz raylarına göre dağılım; Çözgülü örmecilikte ipliği iğnelere taşıyan kılavuzlar desenin oluşmasını sağladıkları gibi, birbiriyle bağlantılı kumaş katmanlarını da meydana getirir. Bu sistem hem desenin farklı bölgelerinde, hem de kumaşın farklı katmanlarında değişik özeliklere sahip ipliklerin kullanılmasına imkan sunarlar. C.1. Desene göre dağılım; Çiçek motifli bir desende, çiçeğin yapraklarını oluşturan ipliklere hareket veren kılavuzlar kırmızı iplikle beslenirken, çiçeğin sapını oluşturan ipliklere hareket veren kılavuzlar yeşil iplikle beslenebilir.
166 DESEN KILAVUZLARINDA FARKLI RENKTE İPLİK KULLANILMASIYLA ÜRETİLMİŞ KUMAŞ ÖRNEĞİ C.2. Katmanlara göre dağılım; Kumaşın ön yüzünü, arka yüzünü, havını, zeminini oluşturan ipliklerin hareketleri farklı kılavuz raylarıyla oluşturulur. Bu kılavuz raylarının her birinde farklı bir iplik kullanılabilir. Bu şekilde iki yüzü birbirinden görsel ve fiziksel olarak değişik özellikler sergileyen kumaşlar elde edilir. İki iğne yataklı makinelerde çok renkli havlı kumaşlar ve iki yüzü arasında dolgu alanları bulunan kumaşlar da elde edilebilir. FARKLI KATMANLARDA, FARKLI FİZİKSEL ÖZELLİKLERE SAHİP İPLİKLERİN KULLANILDIĞI KUMAŞ ÖRNEĞİ
167 C.3. Desene ve katmanlara göre dağılım; İpliklerdeki farklılıklar, kumaştan beklenen görsel ve fiziksel nitelikler doğrultusunda hem desende hem de katmanlarda uygulanabilir. Bu şekilde tenle temas eden yüzeyi pamuklu iplikle örülen bir kumaşın dış yüzeyinde renkli polyester ipliklerle desen oluşturulabilir. II-Atkı yönünde (yatay beslemede) uygulanabilecek iplik değişim olanakları tasarımın uygulanacağı makinenin de kapasitesi doğrultusunda iki grupta incelenebilir; Yatay yönde beslenen atkı ipliklerine, desene veya örgüye katkı sağlayacak hareketleri kazandıracak bir mekanizma bulunmamaktadır. Atkılar, çözgü ipliklerinin oluşturduğu ilmek yapıları arasında yüzerler. Bu nedenle çözgü yönündeki kullanım çeşitliliği atkı yönünde uygulanamaz. A.Tek tip atkı; Kumaşa atkı yönünde tek tip iplik beslenmesi durumudur. Kumaşta genellikle homojen bir görünüm elde edilir. Atkı ipliğinin kullanım oranına bağlı olarak çizgisel etkiler de elde edilebilmektedir. B-Raporlu atkı; Atkı ipliklerinin renk, doku, kalite vb. değişkenlerden faydalanılarak hazırlanan belirli bir tekrar raporuyla kullanılması durumudur. Raporun genişliği makinenin kapasitesine göre değişir. Basit örgü yapılarında genellikle atkı yönünde çizgisel bir görünüm elde edilir. Atkı yönünde kullanılan ipliğin görsel, dokusal değerleri kumaşın görüntüsünü doğrudan etkiler. İplik kullanımlarındaki bu çeşitlilik, kullanım oranlarının değiştirilmesi veya belirli alanlarda kullanılıp belirli alanlarda kullanılmaması şeklinde de düzenlenebilir. Değişkenler tek tek uygulanabildiği gibi yukarıda sırlanan bütün değişkenlerin farklı birleşimleri kullanılabilir. Bu sayede tasarımcının seçenekleri artacaktır. Şüphesiz seçenekler değerlendirilirken kumaşın kullanım yeri ve amacı belirleyici olur. Çözgülü örmecilik, dokuma ve atkılı örme kumaş üretim yöntemlerine kıyasla oldukça karmaşık teknik donanımlara sahiptir. Ürünlerin kullanım amaçları doğrultusunda geliştirilmiş olan farklı makine tipleri tasarım açısından da farklı imkanlar sunar. Teknik donanım tasarımcıya uygulanabilirlik imkanı sunmaktadır. Tasarımcı bu olanakları kullanarak estetik ve işlevsel ürünler yaratır. Bu yaratma sürecinde kullanılacak ipliğin hammaddesi, inceliği, rengi, dokusu, esnekliği, parlaklığı, ürünün görsel ve fiziksel özelliklerini belirleyen en önemli unsurdur.
168 Hangi ipliklerin, ne miktarlarda ve hangi renklerde kullanılacağı, ürünün kullanım alanına, mevsimine göre değerlendirmek gerekir. Çözgülü örmecilikte bir tasarım değişkeni olarak ipliğin kullanılmasıyla elde edilebilecek görsel farklılıkların tümünü bir makale içinde sunabilmek imkanı yoktur. Hatta tek bir makine tipinde, aynı ilmek sıklığında, örgü ve iplik denemelerinin yapılması ve değerlendirilmesi bile ayrı bir konudur. Örneğin; İpliklerin inceliklerinin, renklerinin, kullanım oranlarının değiştirilmesiyle gerçekleştirilen uygulamalarda tek bir değişkenin kullanılmasıyla kumaşın dokusunda, dökümünde, görünümünde belirgin farklılıklar görülür. Yazlık dış giyim için uygun görülen bir kumaş yapısında kullanılan ipliğin sadece inceliği değiştirilerek kışlık dış giyime uygun bir kumaş elde edilir. Ağ yapılı bir örgüde kullanılan çeşitli fantezi ipliklerle, kumaşın renginde, dokusunda dökümünde ve görsel etkisinde farklılıklar görülecektir. Diğer taraftan ipliklerin makineye beslenme şekilleri de kumaşın görsel ve fiziksel özelliklerini etkileyen unsurlardır. İpliklerin makineye beslenme yönü, hangi ipliğin hangi kılavuzda kullanılacağı tasarımcılar tarafından belirlenmesi gereken önemli detaylardır. Bu detayların belirlenmesinde kumaşın kullanım alanı, tasarımdan beklenen fiziksel özellikler ve tasarımcının hayal ettiği görsellik etkili olmaktadır.
169 I-RR İNTERLOK NORMAL ÖRGÜLERİN ÜRETİMİ Yuvarlak örme makinelerinden interlok makineleri, aslında ribana yuvarlak örme makinesinin bir benzeridir. Bu makinelerin tek farkı iğnelerin karşılıklı olarak çalıştırılabiliyor olmasıdır. Günümüzde tekstil sanayisinde üretilen çift plaka makineler hem interlok hem de interlok kumaş üretebilecek şekilde imal edilmektedir. Bu makineler tekstil piyasasında inter-rib makineleri (interlok-interlok) olarak adlandırılmaktadır. İnterlok kumaş sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilmeleriyle elde edilen çift katlı örme kumaş çeşididir. İnterlok kumaşları enine yönde gerdirsek bile, iki yüzde de sadece sağ ilmikler görülür. İNTERLOK ÖRGÜ DÜZENİ İnterlok kumaşların başlıca özellikleri şunlardır; -Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlüdür. -Desen ve yüzey dizaynı sınırlıdır. -Ön ve arka yüzü pürüzsüzdür. -Sık bir yapıya sahiptir. -Dikey yönde, yatay yöne göre daha yüksek bir elastikiyet özelliğine sahiptir. -Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir -Diğer tek iplikli örme kumaşlara göre çok ağır gramajlıdır. Ön ve arka yüzey arasında hava olduğundan, daha iyi ısı yalıtım özelliğine sahiptir. Diğer tek iplikli örme kumaşlara göre daha sıcak tutar ve interlok örme kumaşların hacimli yapısı nedeni ile nem alma özelliği iyidir. İç giyim yazlık-kışlık ve özellikle sportif, tıbbi üst giyimlerde geniş bir kullanım alanına sahiptir. Ayrıca teknik koruyucu tekstil olarak da kullanılmaktadır. Bir kumaşın interlok mu yoksa ribana mı olduğunu belirlemek için kumaşı enine gerdirip bakılır, eğer karşılıklı ilmekler birbirinin karşısında ise bu interloktur. Basit bir tabirle doluya dolu ise interloktur. Ribanada doluya boş, boşa dolu karşılıklı gelmektedir. Makinenin Hazırlaması; RR interlok örgünün üretilebilmesi için makinenin hazırlanması gerekir. Makinenin örgüye hazır hale gelmesi için iğne seçimi, çelik seçimi ve may sıklığı ayarı, iplik gerginlik ayarı, makine hız ayarı ve kumaş çekim ayarlarının yapılması gerekir.
170 İğne seçimi: Yuvarlak interlok örme makinesinde bir kapak iğnesi birde silindir iğnesi olmak üzere iki farklı iğne grubu bulunmaktadır. İnterlok makinelerinin kapak iğneleri kısa, silindir iğneleri ise kapak iğnelerine nazaran daha uzundur. Ayrıca kapak ve silindir iğneleri iki farklı ayak uzunluğundadır. İnterlok makinelerinin iğne dizimi yapılırken ayakları farklı uzunluklarda olan iki iğne yanyana gelecek şekilde dizilmelidir. Aynı işlem kapak ve silindir iğnelerinin hepsi için geçerlidir. İğne düzeni tamamlandığında kapaktaki kısa ayaklı iğnenin karşısına silindirdeki uzun ayaklı iğne, kapaktaki uzun ayaklı iğnenin karşısında ise silindirdeki kısa iğne gelecek şekilde olmalıdır. Çelik seçimi ve may sıklığı ayarı; RR interlok kumaşın örülmesi iki sistemde gerçekleşir. İnterlok örgünün örgü raporu iki sıradır. Örgünün birinci sırasında sadece kısa ayaklı iğneler ilmek yaparken, uzun ayaklı iğneler hareket yapmaz. İkinci sırada ise uzun ayaklı iğneler ilmek yapar. Makinenin çelik sistemi de bu örgüye göre ayarlanması gerekir. İNTERLOK ÖRGÜ RAPORU İnterlok makinelerinin çelik sistemi ikilidir. Her bir sistemde çift çelik bulunmaktadır. Bu durum kapak ve silindirin her ikisi içinde geçerlidir. İNTERLOK MAKİNESİNİN ÇELİK DÜZENEĞİ
171 İnterlok makinesinin çelik düzeni yukarıda verilen örgü raporuna göre düzenir. Rapora bakıldığında birinci sistemde hem kapakta hem de silindirde kısa ayaklı iğnelerin ilmek yaptığı, ikinci sistemde ise her iki tarafta da uzun iğnelerin ilmek yaptığı görülür. İNTERLOK ÇELİK RAPORU İplik gerginlik ayarı; RR normal interlok üretimi için ipliklerin beslenmesi aynı kasnaktan olmalıdır. Çünkü örgü raporuna bakıldığında her sistemin iplik sarfiyatı aynıdır. Ayrıca kasnaktan yapılan iplik gerginlik ayarında numune kumaşın iplik sıklığı da göz önünde bulundurulmalıdır. Eğer kasnağı artı yönde çevirirseniz daha fazla iplik sevk edersiniz ve örgü gramajlı olur. Eğer gramajı düşürmek istenirse kasnağı eksi yönde çevrilir ve kasnak kayışı da gerdirilir. Kumaş çekim ayarı; Yuvarlak interlok örme makinelerinin çalışma sistemi ribana ve süprem yuvarlak örme makinelerine nazaran farklıdır. İnterlok örme makinesinde her iki sistem bir sırayı tamamlamaktadır. Bu yüzden makine bir turda normal örmesi gereken sıra sayısının yarısını örebilmektedir. Kumaş çekim ayarının da bu durum göz önünde bulundurularak yapılması gerekir.
172 Numunenin Örülmesi; Makine hazır hale getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan iplik, numune kumaş ile aynı özellikte olmalıdır. Bir miktar kumaş örüldükten sonra makine durdurularak üzerinden bir parça numune kesilir. Kesilen numune biraz bekletildikten sonra gerekli kontrolleri yapılır. Kontrollerin Yapılması; Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmemiz gerekir. Burada örülen kumaş numunesi eğer var ise numune kumaş ile karşılaştırılır, eğer numune kumaş yok ise sipariş formundaki istenilen özellikler dikkate alınarak üretim kontrolleri yapılır. Üretimin Yapılması; Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır. Ayrıca cağlıklara bobin dizilirken ipliklerin aynı parti (lot) veya cağlık dizim raporuna göre bobin olmasına dikkat edilmelidir. -RR DÜZ İNTERLOK ÖRGÜSÜ ÖRÜLME İŞLEMİ; Makineye tüm iğneleri bir kısa bir uzun ayak olacak şekilde diziniz. İğnelerin duruş şekli karşılıklı olmasına dikkat ediniz.
173 Makinenin kapak çeliklerini ve silindir çeliklerini interlok örgü düzenine göre ayarlayınız. Çeliklerin ayarlanmasında çelik raporunu göz önünde bulundurunuz. İlmek may ayarını hem kapakta hem de silindirde ayarlarınız. İlmek may ayarını yaparken iplik kalınlığını da göz önünde bulundurunuz Üretime başlandığında kumaş çekim ayarlarını kontrol ediniz. Eğer ayarda değişiklik yapılacak ise her iki tarafında da aynı işlemi yapınız.
174 II-RR İNTERLOK ASKILI ÖRGÜLERİN ÜRETİMİ RR interlok askılı örgüler aynı sıra üzerinde ilmeğin yanı sıra, askı hareketinin de yardımı ile desen oluşturmaktır. Makinenin Hazırlaması; İnterlok makinesinin belirlenen örgüyü örebilmesi için belli ayarlamalar yapılması gerekir. Bu örgünün örülebilmesi için makinemizde kapak çeliklerinin her ikisi de ilmek olan sisteme kumaşın arka yüzeyinin olmasını istediğimiz renkteki ipliğin bağlanması gerekir. Aynı şekilde silindir kapaklarından her iki çeliği de ilmek olan sisteme ön yüzey için belirlenen renkteki iplik bağlanmalıdır. Makinenin askı yapan sistemlerine ise ince polyester iplik bağlanmalıdır. Bu örgüde polyester ipliğin görevi kumaşın örülen farklı yüzeylerini birbirine bağlamaktır. İğne seçimi; Makinenin iğne düzeni normal interlok düzeninde olmalıdır. Çelik seçimi ve may sıklığı ayarı; Belirlenen örgünün üretilebilmesi için makinenin çelik sistemi aşağıdaki rapora göre düzenlenmelidir. Örgünün elde edilebilmesi için gerekli olan may ayarı yapılırken sadece askı yapan sistemlerde may ayarı iyice düşürülmelidir. Örneğin ilmek yapan sistemlerde may ayarı 10 ise askı yapan sistemde may ayarı 2 veya 3 olmalıdır. İNTERLOK MAKİNESİ KOVANI ASKILI İNTERLOK ÖRGÜSÜ ÇELİK RAPORU
175 İplik gerginlik ayarı: Örgü raporuna bakıldığında makinenin her sistemde farklı bir iplik sarfiyatı yaptığı görülür. 1 ve 4 sistemlerde makine daha az iplik harcamaktadır. Çünkü bu sistemlerde makine birer iğne atlayarak sadece askı yapmaktadır. Bu yüzden iplik sevkiyatının bu sistemler için farklı kasnaktan sağlanması gerekir. İplik sevkinin diğer sistemlere göre daha sıkı olması gerekir. Kumaş çekim ayarı; İnterlok makinesi bu örgünün bir sırasını 6 sistemde örebilmektedir. Bu nedenle çekim ayarının da bu durum göz önünde bulundurularak yapılması gerekmektedir. Bilindiği gibi ribana örgülere göre interlok örgülerde üretim yarı yarıya düştüğü için çekim daha az uygulanırken askılı interlok örgülerde üretim biraz daha düştüğü için çekim değeri de bu durum göz önünde bulundurularak ayarlanması gerekir. Numunenin Örülmesi; İstenilen kumaşın örülebilmesi için bir numune çıkartılması gerekmektedir. Bu numune iki açıdan önemlidir. Bunlardan birincisi kumaşın istenilen sıklıkta olup olmadığı ikinci nedeni ise her iki yüzeydeki farklı renkteki ipliğin diğer yüzeye geçip geçmediğidir Kontrollerin Yapılması; Üretilen numunenin kontrolleri yapılmalıdır. Eğer bir yüzeyi oluşturan renk, diğer yüzeye geçiyorsa iplik gerginlik ayarı sıkılarak sorun giderilir. İstenilen kumaş sıklığı da elde edildikten sonra üretime geçilebilir. Üretimin Yapılması; Gerekli ayarlamalar yapıldıktan sonra kontrollü bir şekilde üretime devam edilmelidir. Üretim esnasında düzenli olarak kumaşın her iki yüzeyinin de kontrol edilmesi gerekmektedir. -İNTERLOK ASKILI ÖRGÜ ÜRETİMİ; Makinenin kapak ve silindir iğnelerini interlok düzeninde ayarlayınız. İnterlok düzeninde karşılıklı olmak zorunda olduğuna dikkat ediniz. Makinenin çeliklerini rapora göre ayarlayınız. Sistem kapaklarının sıralanmasına dikkat ediniz.
176 Makinenin may ayarını yapınız. May ayarını yaparken askı olan sistemlerin ayarını düşük tutunuz. Alt ve üst çelik may ayarlarının aynı olmasına azami dikkati gösteriniz. İpliğin gerginlik ayarını kasnak üzerinden yapınız. Kasnak ayarı yaparken örgü raporuna göre iki farklı kasnaktan beslemenin yapıldığını unutmayınız. Örgü performansı ile makinenin dönüş performansını göz önünde bulundurarak kumaşın çekim ayarını yapınız.
177 Çözgülü Örme Kumaşlar; Çözgülü örme kumaşlar; trikot, raşel ve kroşet (aksesuar) çözgülü örme kumaşlar olmak üzere üç ana grupta toplanır. Trikot ve raşel çözgülü örme kumaşların her ikisi de kapalı ilmekler veya açık ilmekler oluşturarak ve değişen alt besleme uzunluklarıyla elde edilir. Basit yapılar, sadece kapalı ilmek oluşturarak ve ilmekten komşu ilmeğe alt besleme bağlantılarıyla elde edilir. Açık ilmekler benzer bir yapı oluşturabilir. Bu durumda kumaş daha açıktır ve daha yüksek elastikiyete sahiptir. Çözgülü örme kumaşların büyük çoğunluğunda iki ya da daha fazla alt besleme oluşur. Bu yolla elde edilen kumaşlar yapılarından dolayı daha güçlü, ağır ve sağlamdır. İki çözgünün çalışma yeri ön çözgü ve arka çözgü olarak ifade edilir. Ön çözgü ipliklerinin ilmek alt besleme oluşumları ön kılavuz çubuğu tarafından kontrol edilir ve aynı şekilde arka kılavuz çubuğu tarafından arka çözgüler kontrol edilir. Trikot Çözgülü Örme Kumaşlar; Çözgü örmeciliğinin ana sınıflarından kabul edilen Trikot (çözgülü otomat) örme ürünleri olan kumaş yapıları, temel prensip olarak raşel kumaşlarla yaklaşık aynı yapıya sahiptir. Yalnızca örme elemanlarının düzen şekli, iplik dizilişi ve hareket düzeni bakımından farklılık gösterir. Basit Trikot yapıları iki çözgüden örülerek dolu trikot olarak adlandırılır. Her iki kılavuz çubuğu bir taraftan öbür tarafa uzanarak iki ilmek yapar. İki kılavuz çubuğu iki mayın bir yanından öbür yanına kısa alt beslemeler yapar. Bu örgülere kilit örgüler denir. Arka kılavuz çubuğu iplikleri (beyaz) dolu Trikotta sürekli aynı hareketi yapar. Ön kılavuz çubuğu iplikleri (siyah) geniş alt beslemeler yaparak üç ilmek boyunda bir taraftan diğer tarafa uzanır. Bu uzun alt besleme ürünü kumaşlar dolu Trikottan daha büyük kumaş elastikiyetine sahiptir. Kumaşlar, ön kılavuz çubuğu kısa, arka kılavuz çubuğu uzun alt beslemeler yaptığı zaman, düşük elastikiyete sahip olmaktadır. Her bir ön kılavuz çubuğu ipliği (siyah) aynı may boyunca açık ilmek yapar ve eğer bu çözgüde renkli iplikler kullanılırsa kumaşta boyuna çizgiler oluşur. Arka kılavuz çubuğuyla üç may boyunca alt besleme yapılması sonucunda, dört may boyunca yapılandan daha hafif bir kumaş elde edilir. Her iki kumaşa kraliçe kordu denir. Raşel Çözgülü Örme Kumaşlar; Çözgülü örmeciliğinin ana sınıflarından olan raşel çözgülü örme makinelerinde üretilen bu kumaş çeşitleri, prensip olarak trikot çözgülü örme otomatları ürünleri ile aynı yapıya sahiptir. Bu nedenle onlarla birçok karakteristikleri benzemektedir. Temel trikot çözgülü örmenin prensipleri raşel örgünün temel prensipleri ile aynıdır. Kılavuz raylarının sayısının fazla olması raşel kumaşların geniş çeşitlilikte desenleme potansiyelini ortaya çıkarır. Tüm çözgülü örme kumaşlarda açık ve kapalı ilmek bulunur. Raşel kumaşlarda da iplik besleme ayırt edici bir özelliktir. İki çözgü gerekmektedir. Ön çözgü (siyah) normal açık ilmek yaparak alt beslemeler yardımıyla bağlantı yapar. Arka çözgü, sadece alt besleme oluşturur. İlmek oluşumu yoktur. Alt beslemelerin olduğu yerde, sadece iplik yatırımı denilen işlem gerçekleştirilir. İplik yatırımının avantajları şunlardır; ilmek oluşumu olmadığı için, iplik tüketimi azdır. Bu nedenle düşük ağırlıkta bir kumaş elde edilir. Kalın ipliklerde iplik yatırılarak desen efektleri oluşturulabilir. Raşel makinelerinde yüksek sayıdaki rehber raylarının programlanması karmaşık bir yapıyı ortaya çıkarmaktadır. Yeni raşel desenlerinin makinede hazırlanmasında materyal karmaşık ya da tek fantezi yapıda ise yavaş ve pahalıdır. Bu durumda bir makinede uzun süre aynı (veya çok benzer) kumaşların çalışılmasıyla ekonomik üretimler yapılır.
178 RAŞEL ÇÖZGÜLÜ ÖRME KUMAŞLAR LAMİNASYON BASKILI RAŞEL ÖRGÜ KUMAŞ
179 RAŞEL ÖRGÜLÜ MASA ÖRTÜSÜ Kroşet Çözgülü Örme Kumaşlar; Çözgülü örmeciliğin önemli bir dalı olan ve kroşet çözgülü örme makinelerinde üretilen aksesuar tipi dar örme ürünleri, aynı dar dokuma ürünleri gibi çok geniş bir kullanım alanına sahiptir. Kroşet çözgülü örme makineleri bazı detaylarda farklılık olmasına rağmen aslında çok yönlü bir raşel çözgülü örme makinesi olan kroşet çözgülü örme makineleri genellikle bir iğne çubuğuna yerleştirilmiş kancalı iğneler, çözgü-atkı yatırım, tüp iplik kılavuzları ve diğer yardımcı örme elemanları ile çok çeşitli örme ürünleri yapabilen çözgülü örme makineleridir. Kroşet çözgülü örme makineleri basit yapıları, kolay bant eni ve motif değiştirme olanakları, bireysel iplik bobinleri ve leventlerinin kullanılması, yüksek üretim hızları sayesinde dar dokuma ürünlerine karşı avantaj elde etmişlerdir. Kroşet çözgülü örme makinelerinde düz elastik bantlar, desenli ve delikli, elastiki veya stabil dar danteller, daha geniş enli düz veya desenli fantezi kumaşlar, ev dekorasyonunda ve mobilyacılıkta kullanılan çeşitli püsküllü, süslü şeritler üretme imkânı vardır.
180 Çözgülü Örme Kumaşların Tanınması; Çözgülü örme kumaşlar, bir çözgü levendinden sağılan ipliklerin delikli iğnelerden geçirilmesi ve ilmek oluşturmak üzere örme iğnelerinin üzerine verilmesi ile üretilen, boyutsal stabilite açısından dokuma kumaşlara yakın özellikler gösteren kumaşlardır. Çözgülü örme kumaşlar, atkılı örme kumaşlara göre daha stabil ve ilmeklerin görünüşleri daha az belirgindir. Çözgülü örme kumaşların elastikiyetleri oldukça düşüktür. Çözgülü örme kumaşlar, atkılı örme kumaşlardan yüzünün ve tersinin dikkatlice incelenmesi yolu ile ayırt edilebilir. Çözgülü örme kumaşların kumaş yüzü, oldukça açık, belirgin düz ilmeklerden oluşmakta, ilmekler dikey olarak ve bir kenarından diğer kenara hafif bir açıyla sürmektedir. Kumaşın tersi ise, hafif eğik yatay çizgilere sahiptir. Bu çizgiler üstten dolanan ve alttan dolanan iplikler olarak adlandırılır ve kumaşı oluşturan çözgü ipliklerinin yanlamasına hareketiyle oluşur. Bu ipliklerin ayrılması, çözgülü örmeleri ayırt etmekte en önemli özelliktir. En önemli ayırt edici özellikten biri ise, çözgülü örme kumaşların sökülememesidir.
181 RAŞEL ÖRME (PERDE) MAKİNESİ YUVARLAK ÖRGÜ MAKİNESİ
182 AÇIK EN SÜPREM ÖRME MAKİNESİ MAYER MARKA İNTERLOK ÖRGÜ MAKİNESİ
183 RAŞEL ÖRGÜ MAKİNESİ RAŞEL ÖRGÜ DANTEL MAKİNESİ
184 MAYER MARKA YUVARLAK ÖRGÜ MAKİNESİ
185 YUVARLAK ÖRGÜ (RİBANA/ÇİFT PLAKA) MAKİNESİ ÖRGÜ İĞNELERİ KANCALI İĞNE İLE İLMEK OLUŞTURULMASI
186 İĞNEDE İLMEĞİN OLUŞUMU İĞNEDE İLMEK OLUŞUM ŞEMASI
187 İNTERLOK-RİBANA DÖNÜŞÜMLÜ MAKİNE
188 7-1) İLMEK NOTASYONU; Çözgü örme kumaşlarla ilgili ilmek yapıları incelendiğinde farklı sayılarda yatırım rayları, piyasada mevcut değişik tip ve numaradaki iplikleri, fantezi taharları kullanılarak ve iplik besleme oranları ile terbiye tekniklerini değiştirerek nerede ise sonsuz çeşitlilikte kumaş üretmenin mümkün olduğu görülecektir. Her bir yatırım rayının bir desenin raporu boyunca yapmış oldukları hareketler noktalı kağıt denilen özel bir kağıt üzerinde gösterilir. Bu kağıtta eşit ağırlıkta yerleştirilmiş her bir yatay sırada yer alan noktalar veya iğneler arasındaki boşluklar 0, 1, 2, şeklinde numaralandırılır ve bu numaralar her yatırım rayının hareket ettiği iğne aralığı sayısını verir. Her sıra için normalde üç zincir baklası kullanılmaktadır. Ancak gerçekte gerekli olan ilk iki zincir baklasıdır. Sonuncusu yatırım rayının daha yumuşak bir alt yatırım hareketi gerçekleştirmesi sağlanır. İlk zincir baklası yatırım rayının yeni sırasının başlaması esnasında konumunu belirler. İkinci zincir baklası ise üst yatırım yönünü belirlemede kullanılmaktadır. Zincir baklaları bu yüzden çiftler halinde gruplandırılır ve her ilmek sırasındaki yatırım rayının hareketleri virgül ile ayrılır. 7-2) TEK YATIRIM RAYLI KUMAŞ YAPILARI; Her ne kadar dolu taharlı tek bir yatırım rayı ile kumaş üretmek mümkün ise de bu tip kumaşlar düşük mukavemetleri, düşük örtme faktörü değerleri, kararsız yapıları ve kumaşın teknik önünde yer alan çok eğimli ilmek yapıları nedeniyle tercih edilmemektedirler. 7-3) İKİ YATIRIM RAYLI, DOLU TAHARLI KUMAŞ YAPILARI; İki yatırım rayının kullanımı kumaş potansiyeli açısından daha geniş imkanlar sunmaktadır ve sanayide üretilen kumaşların yapılarının önemli bir kısmı iki yatırım raylı olanıdır. Bu tip kumaşların üretiminde yatırım ray hareketleri değiştirilerek ve farklı renk, tip, numara ve boyama karakteristiklerine sahip iplikler kullanılarak çeşitlilik sağlanabilir ) İlmek yerleşimi; Tamamen ipliklenmiş iki yatırım rayla çalışılması halinde kumaştaki her bir ilmek iki iplik içerecektir. Ön yatırım ray tarafından yapılan alt yatırımlar kumaşın teknik arka yüzünde, aynı rayın oluşturduğu yatırımlar ise kumaşın teknik önünde yerleşecektir. Arka yatırım ray tarafından oluşturulan alt ve üst yatırımlar ise ön yatırım ray tarafından yapılanların arasında kalacaktır. Raylar makinenin önüne geçirilirken iğnelerle ilk temas eden ray ön yatırım rayıdır ve bu rayın iplikleri iğne kancasına yatırılır, arka rayın iplikleri ise daha sonra iğnelerle temas eder ve bu yüzden ön ray tarafından yatırılan ipliklerin üzerinde kalır. İplik gerginlikleri birbirine yakın ve ray yükseklikleri doğru ayarlandı ise ön ray ilmekleri daima kumaşın teknik önünde ve en üstte kalacak şekilde yerleştirilmiş olacaktır ki çözgü örmede desenlendirme açısından bu nokta akıldan çıkarılmamalıdır ) Farklı kumaş yapıları; İki yatırım ray alt yatırımlarını aynı veya ters yönlerde yapabilirler. Aynı yönde hareket etmeleri halinde kumaşa ilmeklerin eğilimli bir hal alması sebebi ile tek yatırım raylı kumaşlardakine benzer bir bozulma görülür. Alt yatırımların ters yönlerinde yapılması halinde ise, ipliklerdeki gerilimler eşit olacağı için ilmekler dik konumlarını koruyabilecektir. İki yatırım rayı ile yapılabilen en basit kumaş yapısı tam trikot olarak bilinmektedir. Bu kumaşın görünüşü, renkli iplikler kullanılarak değiştirilebilmektedir.
189 İki raylı kumaşların en yaygın olarak kullanılanı kilit örgüdür (Locknit). Bu örgü, doğru bir şekilde örüldüğünde kumaşın teknik ön yüzünde dik ilmekler, arka yüzünde ise iki iğne aralığı devam eden ve yüzey parlaklık veren alt yatırımlar görülecektir. Kilit örgü (Locknit) kumaşlar yumuşak bir tutuma sahiptirler ve iç çamaşırlık olarak çok uygundurlar. Yatırım raylarının hareketleri tersine çevrildiğinde (ön arkanın, arka ön yatırım rayının hareketini yapıyor) özellikleri kilit örgüden (locknit) tamamen farklı olan yatırımlar uzun alt yatırımların üzerinde olacağından kumaş yapısı daha stabil bir hal alacak, enine çekmede bir düşme gözlenecektir. Arka yatırım rayının alt yatırımları, söz konusu özellikleri daha da iyileştirmek için artırılabilir. Bir diğer stabil kumaş yapısı ise Queen s cord dur. Burada uzun arka rayın alt yatırımları, ön yatırım rayı tarafından oluşturlan zincir örgü tarafından sıkı bir şekilde tutulur. Hem balıksırtı (sharkskin) hem de queen s cord kumaş yapılarının stabilitesi, mukavemeti ve gramajı arka yatırım rayının alt yatırımlarını uzatmak sureti ile artırılabilir. Ön rayın yaptığı zincir örgüde farklı renk ipliklerin işleme sokulması ile kumaşa boyuna çizgili bir görünüm verilebilir. Balıksırtı (Sharskin) örgüdekinin tersine ön yatırım rayı daha uzun alt yatırımlar yapar ise elde edilecek yapı dokuma satene çok benzeyen parlak ve yumuşak satendir. Kumaş arkasında yer alan uzun yüzen ipliklerden dolayı böyle saten benzeri kumaşlar alt yatırımları şardonlanmış kumaşların yapımında kullanılır. Şardon makinesi alt yatırımlarının filamentlere zarar vermeyecek şekilde şardonlanmasını sağlayacak şekilde ayarlanır. Maksimum şardon efektine ulaşabilmek için her iki yatırım rayı da normalde aynı yönde hareket eder ve açık ilmekler de kullanılabilir. 7-4) BİR HAM ÇÖZGÜ ÖRME KUMAŞIN ÖZELLİKLERİ; Bir ham çözgü örme kumaşın spesifikasyonu aşağıda detaylandırılmıştır; 1) Makine inceliği (iğne/inç), 2) Kullanılan yatırım ray sayısı, 3) Her bir çözgüdeki uç sayısı, 4) Kullanılan ipliklerin tip ve numarası, 5) Her çözgü levendi için çözgü iplik miktarı/480 sıra (rack), 6) Sıra sıklığı, 7) Her ray için iplik yerleştirme düzeni, 8) Desen raporu için yatırım raylarının hareketleri veya raylara ait zincir notasyonları, 9) Yatırım ray hareketlerinde verilen bir noktada yatırım raylarının izafi yanal konumları, 10) Diğer özel örme talimatlarıdır. 7-5) KUMAŞ KALİTESİ; Belli bir kumaş yapısının kalite ve özelliklerini belirleyen en önemli parametre 480 sıra (1 rack = 480 sıra) için beslenen iplik miktarıdır. Rack başına iplik miktarı, 480 sıra boyunca kumaşa beslenen çözgü ipliği uzunluğu olarak tanımlanır.
190 İki yatırım raylı kumaşlarda her bir ray için iplik besleme miktarı kumaş yapısına bağlı olarak aynı veya farklı olabilir. Örneğin, tam trikot kumaş yapısı (ön yatırım rayı; 1-2, 1-0 ve arka yatırım rayı; 1-0, 1-2) için çözgüleventlerinin aynı iplik besleme miktarına sahip olması normaldir. Oysa üç iğneli balıksırtı (sharkskın) için arka levendin iplik ihtiyacı (örneği; 1-2, 1-6 ve arka 1-0, 3-4) ön leventten daha fazla olacaktır. Beslenen iplik iki farklı şekilde değiştirilebilir; raylar toplam iplik besleme miktarı veya leventler arası iplik besleme oranları değiştirilir. Toplam iplik miktarını değiştirmek bitmiş kumaştaki sıra sıklığını değiştirecektir ve bundan dolayı kumaşın gramajı ve stabilitesi etkilenirken genel ilmek şeklinde bir değişme olmayacaktır. Yatırım raylar arasında iplik besleme oranını değiştirmek ise kumaşın dengesini değiştirecek ve dolayısı ile ilmeklerin eğimi etkilenecektir. Makinenin kumaş çekim sistemi ise örme işlemini ve dolayısı ile sonraki bitim işlemlerini kolaylaştıracak şekilde ayarlanır. 7-6) SIKLIK FAKTÖRÜ; Bir örme kumaşın sıklık faktörü K, iplik tarafından kaplanan alanın toplam alanına oranı şeklinde tanımlanır ve kumaşın sıklığı veya gevşekliğinin bir ölçüsü olarak düşünülür. Sıklık faktörü kumaşın uzunluğu, eni ve kalınlığı başta olmak üzere boyutsal ve aşınma dayanımı, gramaj, mukavemet ve çekme gibi daha pek çok diğer kumaş özellikleri etkiler. Tek bir yatırım rayı sıklık faktörü; K = tex/l Burada l mm cinsinden ilmek iplik uzunluğu ve tex iplik numarası olmak üzere tamamı taharlanmış iki yatırım raylı bir kumaşın sıklık faktörü aşağıdaki denklem ile verilir; K = tex f + tex b lf lb Denklemde yer alan f ve b ön (front) ve arka (back) yatırım raylarını; l (iplik besleme/rack) 480 e eşit olan milimetre olarak ölçülen uzunluğunu işaret etmek üzere kullanılmıştır. Yatırım raylarda aynı numara ipliğin kullanıldığı düşünülür ise; K = tex ( 1 lf + 1) lb Pek çok ticari iki yatırım raylı kumaşta 1 K 2 aralığında değişmektedir ve ortalama değeri 1,5 dir. 7-7) ALAN YOĞUNLUĞU (GRAMAJ); Tek yatırım raylı bir kumaşın gramajı aşağıdaki denklemde verilmiştir; Gramaj = cpc x wpc x l x T x 10-2 g/m2 = s x l x T x 10-2 g/m2 olarak verilir. Burada s ilmek yoğunluğu (ilmek sayısı/cm2) veya (cpc x wpc), l mm cinsinden ilmek uzunluğu ve T tex cinsinden iplik numarasıdır. Benzer şekilde dolu taharlı, iki yatırım raylı bir kumaş için denklem aşağıda verilmiştir;
191 Gramaj = s[(lf x Tf) + (lb x Tb)] x 10-2 g/m2 olarak verilir. Bu son denklemde; f ve b sırası ile ön ve arka yatırım raylara işaret etmek üzere kullanılmıştır. Her iki rayda aynı numarada iplik kullanılır ise bu denklem aşağıdaki şekilde düzenlenebilir; Gramaj = s(lf + lf) x T x 10-2 g/m2 veya = s x T x 10-2 [(İplik besleme/toplam)/480 g/m2 olur. Bu durumda ilmek yoğunluğu, milimetre olarak ilmek uzunluğu (her bir yatırım rayı için) ve kullanılan ipliklerin numarası biliniyor ise herhangi bir kumaş için (makine üzerinde veya kuru, yaş veya tam relakse) gramajı hesaplanabilir.
192 B-8-ÖRME KUMAŞ HATALARI Örme kumaşlarda sıkça oluşan hatalar genellikle makine ayarlarından, iplik özelliği ve düzenleri ile örme dairesinin şartlarından ya da kumaş bitim işlemlerinden kaynaklanmaktadır. İPLİKTEN KAYNAKLANAN HATALAR; Örme ipliklerinde olan hatalar, direkt olarak örme kumaşı etkiler ve örme kumaşta hatalara, kalite düşmesine sebep olur. İplikten kaynaklana örme kumaş hataları piyasada en çok bilinen isimleriyle şu başlıklar altında toplanabilir; abcdefghi- İplik abrajı, Kalın iplik İnce iplik, Enine çizgiler veya bantlar, Kesikli enine çizgi hatası, Delik ve patlak hataları, Elyaf topağı(uçuntu) hataları, İplik karışması, İplik kesilmesi a) İplik abrajı: Farklı numaradaki veya farklı partilerin ipliklerinin karışması nedeniyle örme eni boyunca oluşan bant izleridir. Genelde boyamadan sonra ortaya çıkan ve görülebilen bir hatadır. b) Kalın iplik: Atkılı örme kumaşlarda kumaşın enine ve muntazam aralıklarla, kabarıklık şeklinde oluşur ve yatay bir çizgi şeklinde görülür. Çözgülü örme kumaşlarda ise çözgü yönünde dikey bir çizgi olarak belirir. c) İnce iplik: Atkılı örme kumaşlarda kumaşın enine ve muntazam aralıklarla, çukurluk gibi görünen yatay çizgi şekline görülen hatadır. Çözgülü örme kumaşlarda ise çözgü yönünde dikey çizgi olarak görünür. d) Enine çizgiler veya bantlar: İplikte ince ve kalın yerler örgü yüzeyinde periyodik olmayan enine çizgiler oluşturur. İpliğin bazı yerlerde kalın olması, ilmek boylarının büyümesine neden olur. İplik ince yerlerin olması ise ilmek boylarını küçültmektedir. e) Kesikli enine çizgi hatası: Örmede ara sıra oluşan enine kesikli çizgiler şeklindeki hatadır. Bu hata ipliğin yeterli parafinlenmemesinden, iplikte ince ve kalın yerlerin düzensiz bir şekilde olmasından kaynaklanır. f) Delik ve patlak hataları: İplikten veya makine elemanlarından kaynaklanan örme kumaşı kullanılmayacak hale getiren bir hatadır. Bu hata iplik kopmasından kaynaklanmaktadır. g) Elyaf topağı (uçuntu) hataları: Örgü makinesinde birikip kumaşa karışan elyaf kümeleridir. Genellikle iplik kılavuzlarının deliklerinde biriken elyaf parçaları zamanla çoğalır, iplikle birlikte örülür ve kumaşta istenmeyen düzgünsüzlüğe neden olur. h) İplik karışması: örme makinelerinde ipliklerin iplik rehberlerinden geçerken bir ipliğin elyaflarının veya filamentlerinin birbirine veya bir başka ipliğe dolaşmasıyla oluşan hatalar. i) İplik kesilmesi: bir örme makinesinde bir ipliğin iğneye beslenmesinden sonra ve ilmek oluşturma hareketi sırasında kopması. Bu hata kumaşta küçük bir delik meydana getirir.
193 ÖRME MAKİNELERİNDEN KAYNAKLANAN HATALAR; Örme makinelerinde bazı makine parçalarının zamanla aşınması, kırılması, bozulması veya hatalı yapılan ayarlar nedeniyle örülen kumaşta çeşitli hatalar oluşur. Örme sektöründe makine kaynaklı sıkça karşılaşılan hatalar aşağıda başlıklar halinde açıklanmıştır; abcdefghijkl- Enine çizgi ve bant hataları, İğne çizgisi hatası, İğne sürtünmeleri ve çarpışmaları, Doku yığılması hatası, İğne delikleri (balıkgözü) hatası, İlmek düşmesi hatası, İlmek kaçığı hatası, Kuşgözü hatası, Çift ilmek hatası, Buruşukluk hatası, Çekim hataları, Boyuna çizgi hataları, a) Enine çizgi ve bant hataları: Örme makinesi ve ayar hatalarından kaynaklanan enine çizgiler, kumaşın enine yönde aynı ipliklerin uzunluklarının farklı olmasından meydana gelir. İplik gerginliğinin farklı olması, çekim tertibatının yanlış ayarlanması kapak ve silindir ayarlarının hatalı yapılması, iğne kanallarının veya kilitlerin ve iğnelerin arkasının pislikle dolu olması bu hatanın oluşması için başlıca nedenlerdir. b) İğne çizgi hatası: Örme kumaşlarda iğnenin deforme olması nedeniyle oluşan bir hatadır. Kumaşta boyuna izler ya da çizgiler şeklinde görülür. Diğerlerinden daha sıkı ya da gevşek olan dikey sıralar buna neden olur. Bir başka nedeni ise bozuk iğnelerin yerine takılan iğnenin de bir hata kaynağı oluşturmasıdır. c) İğne sürtünmeleri ve çarpışmaları: Bu hatanın nedeni kapak iğne rayının silindir iğne rayına göre ayarlanmamasından, yanlış-yakın ayarlama yapılmasından ya da ayar sıkma vidalarının eksik veya fazla sıkıştırılmasından ileri gelebileceği gibi özellikle interlok karşılıklı iğne düzeni çalışmada kilitlerin yanlışlıkla sistemde karşılıklı ayarlanmamalarından da oluşabilir. d) Doku yığılması hatası: Bu hataya iplik kopuşları veya iğnelerden ilmek atılmaması sebep olur ve dolayısıyla bir değil birçok iğne grubunu etkiler. Böyle hallerde iğnelerin tamamen temizlenmesi, değiştirilmesi ve yine özenle dokunun yeniden asılması gerekir. e) İğne delikleri (balıkgözü) hatası: Örülen kumaşın tam çekilmemesi, eski ilmeğin iğne üzerinden tam düşürülememesi veya çeşitli iğne hataları neticesi çok küçük delikler şeklinde görülen örme hatasıdır. f) İlmek düşmesi hatası: Makine elemanlarının bozukluğundan veya hatalı ipliklerden dolayı örülmüş doku üzerinde gelişi güzel veya devamlı ilmek düşmeleri görülür. İlmek düşmesi; esas olarak örme sırasında ipliğin iğneye yatırılamaması veya iğnelerinin herhangi bir nedenle kapalı kalması sonucu oluşan belirgin bir hatadır. g) İlmek kaçığı: Örme kumaşların örülmesi sırasında; bir ipliğin kopması, iğnenin zarara uğraması veya kanalların pislik ile dolması sonucunda, ilmek yerine biçimsiz iplik parçalarının oluşması şeklinde görülen hatadır. Bir uzunlamasına sırada veya birkaç
194 uzunlamasına sırada, ipliğin veya ipliklerin ilmek halinin bozulup aşağıya doğru düz sarkması şeklinde de görülür. h) İlmek boyutlarının düzgünsüzlüğü: Atkılı örme makinesinde, birbirini izleyen enlemesine ilmek sıralarındaki ilmek uzunluklarındaki farklılıktan oluşan kumaş hatasıdır. Hatalı iplik beslemesi, makine üzerinde ilmek boyutlarının yanlış ayarlanması, ilmek çekimlerinin tüm sistemlerde aynı olmaması nedeniyle oluşur. i) Kuşgözü (askı) hatası: Dilli iğnede bir bükülme ya da iğnenin eski ilmeğin atılması için yeterli olan yüksekliğe yükselmemiş olması nedeniyle oluşan üst üste ilmek hatasıdır. Buna bindirme ya da nopen de denir. j) Çift ilmek hatası: İlmeklerin aynı iğnede üst üste veya yan yana iki, üç iğnede bir ilmek şeklinde meydana gelmesiyle oluşur. k) Buruşukluk hatası: Örme kumaşın düz olarak yayılmayıp potluk yapması şeklinde görülür. Düzgünsüz ilmek, iplik numarası düzgünsüzlüğü, değişik gerginlikteki iplikler, makinenin iyi ayarlanmaması nedeniyle oluşur. l) Çekim hataları: Çekim hataları dokunun üzerinde enine çizgi veya orta kısımlarda değişik şekil ve yığılma meydana getirmektedir. Bu hatalar genellikle doku çekim tertibatlarının ayarsızlığından ileri gelir. m)boyuna çizgi hataları: Örücü makine elemanlarının neden olduğu hatalardır. Özellikle atkı örmeciliğinde iplikten gelebilecek hatalar dokuda boyuna çizgi meydana getirmeyip ara ara enine çizgi veya delik oluşturmaktadır. Dolayısıyla boyuna çizgi oluşumuna neden olabilecek faktörler; iğne, iğne yatağı, aşırtma tarağı gibi örücü makine elemanları olmaktadır. DİĞER ÖRME KUMAŞ HATALARI; 1- Çekme: Örme işlemi sırasında uygulanan gerilimler ortadan kalktığında, örgünün relakse (rahatlama) hale geçmesi ile kumaşta meydana gelir. Bu genelde iki şekilde olur ve iki gruba ayrılır; a- Relakssasyon Çekmesi: Kumaş tamamen rahatlayıp üzerindeki gerilimlerden kurtulmasıyla oluşan çekme den kaynaklanmaktadır. b- Keçeleşme Çekmesi: Sadece yün ipliğinden örülen yüzeylerde görülür. 2- Örgü (may) dönmesi: Bazı dengesiz örgü yapılarında görülen bu hata, ilmek sıra ve çubuklarının birbirine dik olmaması şeklinde ortaya çıkar. İki neden den meydana gelir; a- İplikten Kaynaklanan Örgü Dönmesi: İpliğin bükülme eğilimini yüksek olmasından kaynaklanır. Bükülme eğilimi ise iplik bükümünden başka, iplik fiksaj durumuna ve lifin cinsine bağlıdır. b- Makineden Kaynaklanan Örgü Dönmesi: Çok sistemli yuvarlak örme makinelerinde görülür. 3- Kumaş Kırılması: Örme makinesinde kumaş çekiminin iyi sağlanamaması veya terbiyede özellikle ağır kumaşların halat halinde işlenmesi sırasında meydana gelen kumaş katlanmalarıdır. Bu bölgelerin boya alması farklı olacağından terbiye sonrasında bu hata belirgin bir hal alır. 4- Elastan İzi Hatası: Elastan çalışılan herhangi bir örgü kumaşta enine periyodik veya kesik çizgiler oluşur.
195 B-9-YUVARLAK ÖRME MAKİNELERİNDE UYGULANAN DESENLENDİRME TEKNİKLERİ
196 Örme kumaş üretiminde çeşitli tertibatlarla, örme tekniğiyle, renkli veya tek renk olarak kumaş yüzeyinin görünüşünü değiştirmek amacıyla farklı efektler ve motifler oluşturulmasına desenlendirme adı verilir. Yuvarlak örme makinelerinde özellikle jakar tertibatı ile ve elektroniğin adaptasyonuyla sınırsız desenlendirme olanakları elde edilmiştir. Yuvarlak örme makinelerinde desenlendirmenin yapılabilmesi için makinenin bazı fonksiyonlarına istenilen şekilde kumanda edilmesi gerekiyor. Bu makine fonksiyonları şunlardır; a) Örme iğnelerinin hareketleri, b) İpliklerin hareketleri, c) Doku çekim tertibatının hareketleri. Yuvarlak örme makinelerinde desenlendirme yöntemleri, piyasada kumanda tertibatlarına, deseni oluşturan makine fonksiyonuna göre veya özel isimlerle tanımlanmaktadır. Buna göre bu bölümde yuvarlak örme makinelerinde desenlendirme aşağıda başlıklar halinde gösterilmiştir; -İğne ve kilit (çelik-kafa) dizimleriyle desenlendirme, -İki veya ikiden fazla farklı iplikle yapılan desenlendirme, a) Pelüş desenlendirme, b) Vanize desenlendirme, -Enine çizgili desenlendirme, ringel tekniği, -Jakar donatımları ile desenlendirme, -Aktarmalı (transfer) desenlendirme. İĞNE VE KİLİT DİZİMLERİ İLE YAPILAN DESENLENDİRME; Yuvarlak örme makinelerinde iğne düzenlemeleri ve iğnelere kumanda eden kilit tertibatında yapılan düzenlemelerle gerçekleştirilen sınırlı şekilde desenlendirmeye olanak tanıyan desenlendirme tekniğidir. İğne ve kilit düzenlemeleriyle iğnelerin ilmek, askı ve atlama hareketlerini belli bir düzen içinde yapmaları sağlanarak desenlendirme gerçekleştirilir. Genellikle tek renkli çalışmalarda uygulanmakla birlikte çok renkli çalışmalarda yapılabilir. YUVARLAK ÖRMEDE KİLİT DÜZENLEMELERİ; Yuvarlak örmede kilitler dört tip olabilir. Bu kilit tipleri şunlardır; - Basit kilit, (yalnız ilmek yapar), - İlmek ve atlama yapan kilit, - İlmek ve askı yapan kilit, - Atlama, askı ve ilmek yapan üç yollu kilit.
197 YUVARLAK ÖRMEDE İĞNE DÜZENLEMELERİ; Yuvarlak örme makinelerinde iğne ve kilit düzenlemeleriyle desenlendirmede iğnelerin özellikleri de kilit özelliklerine uygun olmalıdır. yapılan İğnelerde ilmek, askı ve atlama yapılmasını sağlayan özellikler şunlardır; a) İğne boyları farklı olabilir, b) İğne ayak boyları farklı olabilir, c) İğne ayak sayıları farklı olabilir. Bu teknik ile yapılan desenlendirmeye örnek olarak, tek ve çift plakalı yuvarlak ilmek askı kombinasyonu ile yapılan tek toplama lakost örgü verilebilir. Bu örgü ile kumaş yüzeyinde bal peteğine benzer efekt elde edilir. PELÜŞ DESENLENDİRME; Tek plakalı (RL) ve çift plakalı (RR) yuvarlak örme makinelerinde uygulanabilen bir desenlendirme tekniğidir. Yuvarlak örmede uygulanan pelüş örgü zemin örgünün bir veya her iki yüzünde oluşan ilmek halkaları (pelüş askısı) ile karakterize olur. Yani pelüş örgünün oluşması için ilave bir iplik kullanılması şarttır. Bu ilave ipliğe pelüş ipliği adı verilir. Pelüş ipliği ile oluşturulan ilmek halkaları bütün yüzeyi kaplayacak şekilde veya örgü üzerinde kısım kısım da uygulanabilmektedir. Jakarlı pelüş kumaşlar ile yüksek hav dayanıklılığı ve elestikiyet sağlanabilmektedir. PELÜŞ ÖRGÜNÜN OLUŞUMU; PELÜŞ ATKI PELÜŞ ÖRGÜ BAYAN CEKET Pelüş ipliği kancalı iğneye, zemin ipliğinin biraz üstünde bir mesafede verilir. Kancalı iğnelerin aşağıya doğru hareketi ve özel tutma düşürme platinlerinin (pelüş platini) öne doğru hareketi ile platinin boğazı içinde ilmek oluşturulur. Hav ilmeklerinin uzunluğu (pelüş ilmeği) platinin boyutları ile ilgilidir. Çift plakalı RR makinelerinde pelüş örgü ayaklı pelüş çivileri tarafından oluşturulur. Bu çiviler kapak iğneleri yerine, kapak kasnağına yerleştirilir. Özel bir iplik klavuzu, pelüş ipliğini pelüş iğneleri üzerine, zemin ipliğini de pelüş iğneleri altına koyarak silindir iğnelerinin ilmek oluşturmasıyla tekrar iki RL örgü yapmasını sağlar. Pelüş ipliğinden oluşan pelüş örgüsünün platin ilmekleri pelüş ilmeklerini teşkil eder ve ilmek oluşumundan sonra pelüş çivilerinin geri çekilmesiyle serbest kalırlar.
198 ÖRTMELİ DESENLENDİRME, VANİZE DESENLENDİRME (PLATTİER) Özellikleri birbirinden farklı iki iplikten (renk, büküm, kalınlık, elyaf cinsi) birisi kumaşın ön yüzünde, diğeri ise ters yüzeyinde görülecek şekilde iğnelere beslenerek örülmeleri ile vanize yani örtmeli desenlendirme yapılır. Vanize desenlendirmede iplikler belirli gerilim altında, iğnelere özel mekiklerle belirli aralıkta, ayrı ayrı gönderilirler. Fiyonk platinleri de buna uygun olarak arka arkaya iki ağızlı yapılmışlardır. Bu şekilde her iki iplik de aynı iğne üzerinde aynı anda fiyonk haline gelir. İplikleri desene göre döndürmek, böylece örtme işlemiyle değişik motifler yapmak için ipliği döndüren özel platinler kullanılabildiği gibi özel iplik kılavuzları ile de dönüşüm sağlanabilir. Vanize örgü de renkli efektler elde edilmesi farklı iplikler ve desen tertibatı ile uygulanır. Burada kancalı iğneler ve örtme ipliği kılavuzları koordine edilmiştir. Bu kılavuzlar iğnelerle birlikte hareket ederler ve her biri kendi renkli ipliğini kancalı iğneye verecek şekilde jakar tertibatı ile kumanda edilirler İKİ VEYA İKİDEN FAZLA İPLİK İLE YAPILAN DESENLENDİRME; Yuvarlak örme makinelerinde elyaf cinsi, renk, büküm, kalınlık v.b gibi özellikleri farklı olan iki veya daha fazla sayıda ipliğin aynı anda birlikte örülmesiyle yapılan desenlendirme yöntemidir. Yuvarlak örme makinelerinde en az iki iplik ile yapılan desenlendirme teknikleri aşağıdaki başlıklarda incelenmiştir. a) Pelüş desenlendirme, b) Vanize desenlendirme. ENİNE ÇİZGİLİ (RİNGEL) DESENLENDİRME; Yuvarlak örme makinelerinde özellikle süprem örme kumaşlarda renkli iplikler ve mekanik tekniklerle veya elektronik programlama yöntemleriyle enine çizgili desen oluşturma tekniğine piyasada ringel tekniği ad verilmektedir. Ringel tekniği düz yüzeyli yuvarlak örme kumaşlarda uygulanan ve değişik renkteki ya da değişik cinsteki ipliklerin desene uygun olarak yatay sırada bir veya birkaç sıra arayla değiştiği enine çizgiler desenler elde etme yöntemidir. Renkli, enine çizgili örme kumaşların üretimlerinde her bir örme sisteminde, beş renge kadar iplik taşıyabilen ringel aparatı kullanılır. İplik kılavuzlarının değişimi bir kumanda tertibatı tarafından desene göre açılıp kapatılarak yapılır. Ringel aparatı, bir sistem içinde makine çalışır durumda iken iplik değiştirebilmektedir. Böylece makinedeki hareket düzenine göre bir çok renkli ilmek sıraları oluşur. İplik kılavuzları bir delikli bant veya benzeri bir tertibat ile mekanik veya elektrikli aktarma sistemi üzerinden devreye sokulur veya devreden çıkarılırlar. İplik kullanım öncesi tutulmak ve kullanım sonrası kesilmek zorunda olduğu için, burada birde tutma ve kesme tertibatı gerekmektedir. Nispeten ucuza imal edilen bir desenlendirmedir. Desen boyutu isteğe bağlıdır. Enine renk, cizgi veya bantların yapımı için bir halkalama donanımıda kullanılır. Bu isteğe göre negatif değişimde iplik kılavuzları, keserek kopartma ve yapıştırarak ekleme kısımlarından meydana gelmiştir. JAKAR DONANIMLARI İLE DESENLENDİRME; Yuvarlak örme makinelerinde en geniş desenlendirme olanağına sahip Desenlendirme donanımı jakar tertibatıdır. Jakar tertibatları ile hem iğneler tek tek kumanda edilir, hem de renkli iplikler sıralı olarak istenen şekilde seçilebilir. Jakarlı makinelerde kapak iğneleri mutlaka uzun ve kısa iğneler olarak düzenli bir şekilde ayarlanır. Genellikle uzun-kısa olarak 1:1 düzen bulunur. Silindirde ise jakara göre istenen iğne seçilir. Bu iğnelerin hepsi birden çalışır kabul edilir.
199 Jakarlı örmelerde, her sistem için desene bağlı olarak tek tek iğne seçimi söz konusudur. Bunun için gerekli olan desen tertibatları belli bir takım iğneleri mekanık veya elektronik olarak yakalama veya örme pozisyonuna getirilebilecek durumda olması gerekmektedir. Bu görev; -Desen platinleri, -Desen çarkları (Diskleri veya dişlileri), -Çivili desen tamburları, -Programlanabilir desen dişlileri, -Kumanda manyetikleri tarafından yerine getirilmektedir. Bütün desen tertibatları silindir iğnelerine kumanda ederler. Kapak iğneleri ile de kumaşın arka yüzü meydana getirilir. Yukarıda sıralanan jakar tertibatları ile iğnelere üç şekilde kumanda edilmektedir; -Direkt iğnelerin seçimi, -İndirekt olarak iğnlerin seçimi, -Elektronik olarak iğnelerin seçimi, DELİKLİ DESENLENDİRME (AJUR, AKTARMA); Yan yana veya karşılıklı iğnelerin birbirleri üzerindeki ilmeklerin yarım, tam, dağıtma ve benzeri ilmek şeklinde aktarılması ile yapılır. Delikli, gözenekli düzenli desenler elde edilir. Yuvarlak örme makinelerinde aktarmalı desenlendirme iki şekilde yapılır; a) Bir iğne üzerindeki ilmeğin yanındaki iğneye aktarılması, b) Bir iğne üzerindeki ilmeğin karşısındaki iğneye aktarılması. YANDAKİ İĞNEYE AKTARMA; Her iki iğnede bir ilmek bacağı, bir iğne aktarma teşkilatı yardımıyla komşu iğneye aktarılır. Birinci iğne üzerinde kalan diğer bacak, kullanılan bire-bir baskı çark yardımıyla düşürülür. Böylece birinci iğnedeki ilmek tamamen yandaki iğneye aktarılmış olur. KARŞIDAKİ İĞNEYE AKTARMA; Aktarma tertibatı olarak, silindir iğnelerindeki ilmekleri, kapak iğnelerine aktaran desen tertibatları ve özel aktarma iğneleri kullanılmaktadır. Yuvarlak örme makinelerinde iğneler sürekli kavrama halinde olduğu için düz örme makinelerinde ki gibi iğne kanallarına yana doğru kayma hareketini yapması imkansızdır. Hem silindir, hem de kapak yatağında bulunabilen aktarma iğneleri ile kapak iğnesi ilmekleri silindir iğnelerinin üzerindeki ilmeklerin kapak iğneleri üzerine aktarılabilmektedir. Delikli görünüm desene göre gerçekleşebilmesi için silindir ilmekleri jakar desen tertibatı ile seçilerek aktarılır.
200 TEKSTİL ÜRÜNLERİNE UYGULANAN ISIL FİKSAJ (TERMOFİKSAJ) Isıl fiksajın asıl amacı kumaşın boyutlarının kullanım sırasında değişmemesini sağlamaktır. Bu özellikle terknik kumaşlarda, kayışın çekmesinin ciddi problemlere neden olduğu ayarlama ve emniyet kemeri gibi kullanım alanlarında çok önemlidir. A-ISIL FİKSAJIN MEKANİZMASI Sentetik liflerin ısıl fiksajındaki çeşitli mekanizmaları tanımlayan ilk girişim The Setting of Fibres and Fabrics (Liflerin ve kumaşların fiksajı) kitabında detaylı birşekilde anlatılmıştır. Bu kitapta kumaşları bir konfigürasyona fikse etmek için kullanılan çeşitli teknikler tanımlanmıştır. Kimyasal stabilizasyon metotları bir yana bırakılırsa bu tekniklerin etkiledikleri hususlar aşağıdaki gibidir; 1) Zincir sertliği, 2) Güçlü dipol bağlantıları, 3) Hidrojen bağları, 4) Kristalizasyondur. Tüm bu özellikler sıcaklık, nem ve gerilimden etkilenirler. Hidrojen bağları fiksajı etkileyen en önemli faktördür ve naylon güçlü hidrojen bağlı bir yapıya sahip iken poliesterlerin böyle bir özelliği yoktur. Böylece naylonun relakzasyonu, kaynama noktasındaki su ile gerçekleştirilebilir. Ayarlama kayışı olarak kullanılan naylon kumaşlara uygulanan en yaygın testlerden birisi 5 dakika suda kaynatmaktır. Fiksaj prosesin de önemli olan kumaştaki ipliklerin ulaştıkları gerçek (efektif) sıcaklıktır. Bu ise yalnız kumaş kontrüksiyonuna değil ısıtma metoduna da bağlıdır. Çünkü fiksaj sıcaklığının kumaş eni boyunca hızlı ve düzgün bir şekilde sağlanması esastır. Bu amaçla yaygın olarak ramözler kullanılır. B-LİF YAPISI Tüm lifi oluşturan moleküller uzun zincirlidir. Tipik bir naylon molekülü, molekül çapının yaklaışık 500 katı bir uzunluktadır. X-Işını difraksiyon teknikleri, tüm sentetik liflerin kristalin ve kristalin olmayan bölgelerden oluştuuğunu göstermiştir. Naylon ve poliesterllerde bu kristalin bölgelerin, lifin % 50 si kadarını oluşturduğu tespit edilmiştir. Polimer zincirinin tüm uzunluğuyla karşılaştırıldığında, bu kristalin veya düzenli bölgelerin küçük oldukları görülür. Bu olay, polimer zincirinin tüm molekül uzunluğu boyunca düzenli bir şekilde sıraya dizilemediği, fakat birbirini takip eder şekilde düzenli ve düzensiz bölgelerden geçtiği şeklinde açıklanabilir. Böylece ortaya çıkan resim, kısa kristalin bölgelerden birinin komşu düzensiz bölgeler ile bağlantılı olduğunu gösterir.
201 C-POLİMER ORYANTASYONU Poliester ve naylonun her ikiside işlenmeleri sırasında küçük delikçiklerden çekilirler. Zincirler oryante edildiklerinde lifler daha büyük dayanım, daha fazla sertlik göstermektedir. Bunun sebebi de soğuk germedir. Lif yapılarında göz önüne alınması gereken iki bölge vardır; 1) Kristalin bölgesi; Burada intermoleküler kuvvetler yüksek ve en fazla etkilidir. Polimer zincirlerini kuvvetle birbirlerine bağlarlar. Bu nedenle polimer, dayanım, rijitik ve boyutsal stabilitesini bu bölgelerden alır. 2) Amorf bölgeler; Bunlar zayıf zincir paketli bölgelerdir ve lifin kristalin bölgelerine nazaran daha düşük yoğunluktadır. Bu bölgelere su, boyarmadde girebilir ve bunlar nispeten esnektir. Bundan dolayı lifin boyutsal stabilitesinin azalmasına ve esnekliğe katkıda bulunurlar. D-BİR FAZDAN DİĞER FAZA GEÇİŞ SICAKLIKLARI Bunların önemli iki parametresi; camsı geçiş sıcaklığı ve erime noktasıdır. -Camsı geçiş sıcaklığı (camlaşma noktası); Polimerin amorf bölgelerinde moleküler hareketliliğin başladığı sıcaklığı gösterir ve camsı geçiş sıcaklığı adını alır. Çünkü bu sıcaklıkta polimer camsı katı halden lastiğimsi katı hale geçer. Lifler bu sıcaklıklarda şiştiklerinden, boyama yalnız bu sıcaklıkların üzerinde yapılabilir. -Erime noktası; Bu noktada ısıl enerji, kristalin bölgedeki molekülleri bir arda tutan güçlerin üstesinden gelir ve polimer erir. E-ISIL BÜZÜLME Tüm liflere soğuk gerdirme işlemi uygulanır ve bundan dolayı moleküler hareketin sabitlendiği noktanın üzerine kadar ısıtıldığında termodinamik eşitlik noktasına ulaşıncaya kadar büzülmeye devam edecektir. Diğer bir deyişle ısı uygulamanmasıyla, soğuk gerdirme işlemi sonucu sağlanan durum eski haline dönecektir. F-ISIL FİKSAJ (TERMOFİKSAJ) Gerdirilmiş lif modeli incelendiğinde, amorf bölgelerdeki moleküllerin hala karışık durumda olmalarına rağmen, gerilmemiş durumdakine nazaran daha fazla paralel yerleşim gösterdikleri görülmüştür. Böylece eğer lifler büzülmeleri önlenip, camsı geçiş noktasının üzerine kadar ısıtılırlarsa amorf bölgelerdeki moleküllerin harekete geçtikleri ve kısmi oryantasyon nedeniyle kristalize oldukları görülür. Pratikte lifler genellikle erime noktalarının C altına kadar ısıtılırlar. Isıl fiksaj işleminin tümünün zamana bağlı olduğu ortaya çıkmaktadır. Çünkü moleküllerin önce ilk yerlerinde sıraya girme hareketleri yapmaları ve daha sonra da kristalize olmaları zaman almaktadır. Pratikte kullanılan sıcaklıklardan çok daha düşük sıcaklıklarda ısıl fiksaj işlemini gerçekleştirmek mümkündür. Fakat eğer düşük sıcaklıklar kullanılırsa lifler yalnızca ısıl fiksaj sıcaklığına kadar stabilize edilmiş olacakları için bu sıcaklık aşılır aşılmaz aşırı bir büzülme meydana gelecektir. Buna ilave olarak azalan sıcaklık ile kristalizasyon hızı da düşer ve ısıl fiksaj uzun ve sıkıcı bir hal alır. Fiksaj proseslerinde önemli olan kumaştaki ipliklerin ulaştıkları gerrçek sıcaklıktır. Bu ise yalnız kumaş kontrüksiyonuna değil, ısıtma metoduna da bağlıdır. Çünkü fiksaj sıcaklığının kumaş eni boyunca hızlı ve düzgün bir şekilde sağlanması esastır. Bu amaçla yaygın olarak ramözler kullanılmaktadır.
202 TEKSTİLLERE UYGULANAN MEKANİK İŞLEMLER A-KALANDIRLAMA Kalandırlama, kumaş yüzeyinin ısı ve basıncın etkisi ile modifikasyonu olarak tanımlanabilir. Etki kumaşın hızı ve basıncı değiştirilebilen ısıtılmış döner bir merdaneler (silindirler) arasından geçirilerek sağlanır. Silindirlerin kontrüksiyonu, sertleştirilmiş krom kaplama çelikten elastik termoplastik silindirlere kadar değişebilen, silindirlerin yüzeyi uygun bitim işlemini sağlamak için ya pürüzsüz ya da garvürlü olabilmektedir. Kalandırlama tekniklerinde 2 den 7 ye kadar değişen sayıda merdaneden (silindirlerden) oluşmaktadır. Ancak en fazla kullanılanı 3 merdaneye sahip olan kalandırlardır. Kalandırlama tipleri; -Saydamlaştırma ve normal parlaklık, -Çinz veya parlatma, -Gofraj, -Saten veya ipek bitim kalandırı, -Matlaştırma, -Şezing kalandırlama ve -Palmer bitim işlemi şeklindedir. B-ŞARDONLAMA Şardonlama, kumaşa fırçalanmış veya tüylü görünümlü yüzey efekti sağlayan bir tekniktir. İplikten liflerin didiklenerek çıkartılmasıyla gerçekleşir ve bu lifler kumaş yüzeyinde görkemli bir şekilde dik dururlar. Orijinal olarak şardonlamayı yapma yolu, şardon dikeni olarak da bilinen deve dikeninin tohum zarfını kullanmaktı. Şardon dikenleri bir tahta üzerine çivilenip kumaş bunların üzerinden çekilerek geçirilirlerdi. Böylece yalıtım özelliği gelişmiş tüylü yüzeyli bir kumaş üretilirdi. Moher şallar gibi çok yumuşak şardonlama etkisinin gerekli olduğu yerlerde hala şardon dikeni kullanılmasına rağmen büyük çoğunlukla yerlerini tel fırçalar almıştır. Şardonlama işlemi kumaşın dönen silindirlerin üzerinden geçirilmesiyle gerçekleşir. Tellerin sivri uçları iplik yüzeyinden lifleri ayrı ayrı çekip çıkarılır. Herhangi bir anda kumaşın üzerinde işlev gören çok sayıda sivri uç bulunduğundan liflerin lif yüzeyinden çekilip çıkarılabilecek derecede serbest olmaları gerekmektedir. Bu şardonlanmış iplikteki büküm miktarı ve iç lif sürtünmesinin bir kombinasyonudur. Bu nedenle ideal bir şardonlama için iplikler düşük bükümlü ve yağlanmış olmalıdır. Kumaş makinede çözgü yönünde hareket ettiği için yalnızca atkı ipliklerinin dönen şardon telleriyle dik açılıolduğunu ve bundan dolayı şardonlama işleminde yalnızca atkı ipliklerinin yer aldığını belirtmek gerekir. Şardonlama makinelerinde birbirleriyle temas halinde olan dönebilen garnitür telli rolikler ve tambur vardır. Bunların kumaş hızına göre relatif hızları, kumaşta değişik şardonlama efektlerinin sağlanmasını mümkün kılmaktadır. Şardonlama da temel iki hareket vardır ve bunlar kumaşa göre relatif dönüş hızları ve tarak tellerinin sivri uçlarının yönleriyle yönetilir. Bu hareketler yatırma ve kaldırma (yolma) olarak isimlendirilir. Kaldırma (yolma) hareketinde garnitür telli rolik tamburla ters yönde dönmektedir ve tel uçları roliklerin dönüş yönüne bakmaktadır. Bu hareket tek tek lifleri yüzeyden çeker. Yatırma hareketinde tel uçları kumaşın hareket yönüne bakmaktadır. Böylece şardonlanmış lifler tarama etkisi ile kumaş yüzeyine doğru yatırılır. Böylece şardonlanmış lifler tarama etkisi ile kumaş yüzeyine doğru yatırılırlar. En yaygın şardonlama işlemi bu iki hareketin kombinasyonunu kullanmaktır. Böylece tüm kumaş yüzeyinde düzgün bie şardonlama sağlanmış olur. Şardonlamanın kontrolü, şardonlanmış kumaşın yüzey kabarıklığının ölçümüyle ölçülür. Kumaş yüzeyinde oluşan hav tüycükleri tabakanın tam yüksekliğini ölçmek mümkündür.
203 C-MAKASLAMA Makaslama kumaş yüzeyinden çıkan lifleri düzgün yükseklikte kesme işlemidir. Bu teknikte kullanılan prensip çim biçme makinesi ile aynıdır. Bir spiral bıçak sabit bir bıçağa karşı döner ve kumaşın yüzeyinden çıkan lifleri keser. Kumaş kesme masasının üzerinden geçer ve yüzeyden çıkan lifler spiral kesicinin dönen başı ve alt bıçak arasında yakalanır. Kesme masasının azalan ve artan yüksekliğiyle kesme derinliği değiştirilebilir. Kesme işlemi sırasında çok miktarda elyaf döküntüsü oluşur. Bunlar güçlü bir emmeyle uzaklaştırılarak uçuşup etrafa yayımaları engellenmelidir. Düzgün bir kesme ve pürüzsüz bir yüzey için kumaşın makineden birkaç kez ya da çok başlı bir makineden bir kez geçirilmesi gerekir. Bu teknik için önemli bir kullanım alanı bukle havlı bir kumaştan velür havlı bir kumaş üretmektir. Bu tip kumaş kesildiğinde kumaşın buklelerinin üstü kesilip kadifemsi görünümde bir kumaş üretilir. Örme bukleli kumaşlar kesildiğinde döşemelik olarak çok kullanılan örme velür kumaşlar üretilmiş olur. D-SIKIŞTIRMALI (KOMPRESİF) ÇEKTİRME Yıkamada kumaşın çekmesi çok bilinen bir olaydır. Buna, kısmen üretim ve işleme sırasındaki gerilimler neden olur. Üretim gerilimleri, iplik gerilimi ve kumaşların tatmin edici üretimi için gerekli olan gerilimler nedeniyle oluşmaktadırlar. İşlem gerilimleri ise, kasar, boyama ve bitim işlemleri sırasında kumaşın çözgü yönünde çekilmesi sonucu ortaya çıkmaktadır. Hazırlık ve terbiye işlemleri sırasında kaybolmuş olan çözgü kıvrımlılığını tekrar oluşturmak ve böylece çözgü yönündeki çekmeyi minimize etmek için sıkıştırmalı çektirme (büzüştürme) olarak bilinen bir işlem uygulanır. Bu işlemin esasını şu şekilde tanımlayabiliriz. Bir kumaş şeridi konveks bir kauçuk yüzey üzerine serilir ve kauçuğun her bir ucundan da tutulur. Kauçuğun doğrulmasına izin verildiğinde kumaşın uzunluğunun kauçuğun uzunluğundan daha fazla olduğu görülür. Fakat eğer kumaş kauçuk yüzeyine tutturulabilir ise o zaman bir sıkıştırma etkisiyle çözgü kıvrımların oluşması sağlanır.
204 EĞİRİLMİŞ İPLİK Düzgün ya da düzgün olmayan ştapel uzunluklarına sahip kesikli elyafların (devamsız elyaf) eğirilmesi ile üretilmiş ipliktir. Bu terim doğal ve insan yapısı elyaflar için kullanılır. İplik dışındaki diğer doğal elyaflar sadece ştapel halinde bulunurken insan yapısı elyaflar hem kesikli hem de kesiksiz iplik olarak elde edilirler. İplikler; eğirilmiş ve filament iplikli olmak iki ana sınıfa ayrılmaktadır. Eğirilmiş iplikler göreceli olarak daha kısa boylu elyafların bir arada bükülmesi ya da eğirilmesi ile elde edilirler. Bu kısa elyaflar santimetre ile ölçülürler ve ştapel olarak adlandırılırlar. Ştapel elyaflar bir takım mekanik işlemlerle ipliğe dönüştürülür. Elyafların önce mümkün olduğu kadar paralel hale getirilirler, sonra çekilip bükülürler. Birbirinden kopuk bir sürü kısacık elyafı bir ipliğin dayanıklılığına ulaştırmak için çok yüksek bir büküm sayısı şarttır. Kesikli elyaflardan eğirilmiş iplikler, filament elyaflardan oluşan ipliklerden genellikle daha kalın, tüylü görünümlü ve yumuşaktırlar. İplikten dışarı çıkan kesitteki elyaf sayısı iplik boyunca değişir.
205 KESİKLİ LİF İPLİKLERİ A-RİNG İPLİKLERİ Ring (bilezikli) İplik Eğirme Sistemi
206 Ring ipliği şu anda en geniş çaplı olarak kullanılan bir iplik üretim metodudur. İlk olarak 1830 larda Amerika da geliştirilmiştir ve bunun popülaritesi çok daha hızlı eğirme teknolojilerinin ortaya çıkışını etkilemiştir. Ring iplik eğirmeciliği mükemmel iplik kalitesinin yanında bir hayli esnek çalışma olanağınada sahiptir. Geniş numara büküm sınırları içinde aynı zamanda çok çeşitli tipteki liflerden iplik eğirmek mümkündür. Ayrıca çok katlı ve kablo halindeki ipliklerin katlanması ve bükülmesi içinde kullanılır. Ring iplik makinesinde kulanılmadan önce lif malzemesi uygun bir şekilde hazırlanmalıdır. Hazırlık prosesi liflere bağlıdır. Birçok hazırlık prosesinin nihai amacı eğirme işlemi için temiz, düzgün, homojen ve lif düğümlerinden arındırılmış bir besleme malzemesi elde etmektir. Lifler aynı zamanda istenildiği şekilde bir oryantasyona da sahip olmalıdır. Ring iplik makinesi üzerinde besleme malzemesi istenilen inceliğe bir çekim sistemi vasıtasıyla getirilir ve bu çekim sistemi üç silindir çiftinden meydana gelen silindirli bir çekim sistemidir. Ön silindirlerden çıkan iplik iğ ekseninin üst kısmında yer alan iplik kılavuzundan geçirilir. İplik daha sonra C şeklindeki bir kopçanın altından kops üzerine sarılır. Kops iğin üzerine yerleştirilmiştir ve iğ ile birlikte döndürülmektedir. Kops dönerken ipliğin gerginliği kopçanın bilezik üzerinde hareket etmesine neden olur. Kopçanın dönüş hızı iğin dönüş hızı ve iplik çıkış hızı aşağıdaki eşitlikle bulunur; Nt= Ns. Vd Burada Nt kopça dönüş hızı (devir/dakika), Ns iğ dönüş hızı (dev./dak) πdb Vd iplik çıkış hızı (m/dak) ve Db kops çapıdır (m). Üretim sırasında bilezik sehpası ipliği kopsun uzunluğu boyunca yaymak ve düzgün bir kops sarımı elde etmek için aşağı yukarı doğru hareket eder. Bilezik sehpasının hareketi oldukça komplikedir, fakat burada amaç stabil, sağımı kolay ve maksimum miktarda ipliği içeren bir kopsun elde edilmesidir. İplik ops üzerine sarılırken üretim sırasında kops çapı olarak artmaktadır. İğ devri ve iplik çıkış hızı normal olarak sabit tutulur. Kopça hızı üretim sırasında sürekli artar. Kopçanın her dönüşü ipliğe tam bir büküm sağlar. Böylelikle birim uzunluktaki ipliğe verilen büküm; t = Nt Vd Burada t, iplikteki bükümü temsil etmektedir (Büküm sayısı/m). Kopça hızı sabit olmadığı için iplikteki büküm de değişkenlik gösterir. Mamafih bu değişim genellikle çok küçük olduğu için çoğunlukla ihmal edilir ve büküm basit olarak aşağıdaki eşitlikteki gibi iğ hızından hesaplanır; T= Ns eşitliğinden görüleceği gibi belirli bir büküm miktarı için iğ hızı arttıkça Vd İplik çıkış hızı da artmaktadır. Genellikle ve d/dak arasındaki hızlar kullanılırken d/dak iğ hızına ulaşmak da mümkündür. İğ hızı üst limiti yaklaşık 40 m/sn olan kopça hızı ile sınırlı durumdadır.
207 Kopça hızı çok yüksek olduğu takdirde kopça ve bilezik arasındaki sürtünme çok yüksek bir sıcaklık meydana getirecektir ve bu da kopça ve bilezik üzerindeki aşınmayı artıracak ve iplik zararlarına da yol açabileciktir. İplik kılavuzu ve kopça arasındaki iplik kopça ile birlikte döner ve merkezkaç kuvvetine bağlı olarak bir balon meydana getirir. İplik gerginliği iplik balonunun dönüş hızı ile birlikte artar. İğ hızı çok yüksek olduğunda yüksek iplik gerginliği iplik kopuşlarının sayısını arttırır. Kopça hızı ve iplik gerginliği ring eğirme sisteminde prodüktiviteyi sınırlayan en kritik iki faktördür. İplik kopsunun yüksek hızlarda döndürülmesi ile ortaya çıkan yüksek enerji maliyeti de yüksek iğ hızlarının ekonomik olarak uygulanabilirliğini kısıtlamaktadır. Aynı lineer kopça hızı için küçük çaplı bileziklerin kullanılması daha yüksek kopça dönüş hızını sağlar ve iplik çıkış hızını artırır. Daha küçük bilezik iplik balonunu küçültürken aynı anda iplik gerginliğini azaltır. Ancak daha küçük bilezikler daha küçük kops sarılmasını gerektirir ve bu da takım değiştirme sıklığını artırır. Ring iplikleri düzenli bir büküm yapısına sahiptir ve silindirli çekim sırasındaki iyi bir lif kontrolüne bağlı olarak iplik içindeki lifler oldukça düz bir hale gelir ve belli bir düzende dizilir. Ring iplikleri bu nedenle mükemmel mukavemet özelliğine sahiptir ve bu da teknik uygulamalar için önemli bir husustur. Ring iplik eğirme sitemi bir eğirilmiş veya filament ipliğin kesikli lifler tarafından kaplandığı özlü iplik eiğirmede kullanılabilir. Bu da teknik özelliklerin kombine edildiği bir ipliği sağlamaktadır. Ring iplik eğirme sisteminin ana sınırlaması düşük prodüktivitedir. Diğer sınırlamalarda yüksek çekim ve ortaya çıkan eğirme gerginliğidir. Bu yüksek gerginlikler düşük mukavemete sahip aljinat gibi liflerin eğirilmesinde ciddi problemler oluşturabilir.
208 B-OPEN END (AÇIK UÇ)-ROTOR İPLİKLERİ Open-end (açık-uç) Rotor İplik Eğirme Sistemi Ring iplik eğirme sisteminin provüktivite bakımından sınırlı olması, rotor iplikçiliğinin 1967 yılında ticari olarak tanıtılmasından çok önce farkına varılmış bir olaydır. Eğirme esnasında lif akımının devamlılığı nedeni ile bu böyledir. Rotor eğirmede lif malzemesi bir besleme plakası ile birlikte çalışan besleme silindiri yardımıyla bir açma ünitesine beslenir. Besleme malzemesi genellikle bir cer bandıdır. Açma ünitesinin içinde bir açıcı silindir mevcuttur ve bu açıcı silindir genellikle testere dişli metalik garnütürden meydana gelen bir taraklama garnütürü ile kaplanmıştır. Açıcı silindirin yüzeyi hızı m/sn düzeyindedir ve yaklaşık olarak besleme silindirinin yüzey hızının katıdır. Bu yüksek hız oranı liflerin çok iyi bir şekilde açılmasına olanak sağlamaktadır. Lifler daha sonra açıcı silindirlerden bir hava akımı yardımıyla alınırlar. Bu hava akımının hızı açıcı silindirin yüzeysel hızının yaklaşık iki katıdır. Lif sevk kanalı boyunca bu lifler hava akımında taşınırlar ve rotorun içine kadar gelirler. Sevk kanalı içinde hava akımının hızı bu kanalın gittikçe daralması nedeniyle artar. Kanal içindeki bu hız farklılığı liflerin hava akımı boyunca belirli bir düzende hareket etmesini ve mümkün olduğu kadar düz pozisyonda kalmalarını temin eder. Sevk kanalından liflerin çıkış açısı rotor duvarına teğetsel şekildedir ve rotorun yüzey hızı hava akımının hızından daha fazladır. Böylelikle sevk kanalından çıkan lifler rotor tarafından çekilerek alınır ve lifler hava akımı içinde kazanmış oldukları düzeni muhafaza ederler. Rotor tarafından oluşturulan merkezkaç kuvveti lifleri rotor yivine yönelmeye zorlar. Sevk kanalının çıkış ağzından geçerken rotorun sahip olduğu yüksek hız nedeniyle yalnızca çok ince lif tabakası genellikle kesitte bir veya iki lif olacak şekilde rotor içinde biriktirilir. İpliğin oluşabilmesi için bu tabakalardan çok sayıda ihtiyaç duyulmaktadır. Rotor içindeki bu dublaj geridublaj şeklinde isimlendirilir. İplik kolunun rotor içindeki ucu merkezkaç kuvveti nedeniyle rotor yivinden dışarı doğru itilir. İplik kolu rotor ile birlikte dönmektedir ve iplik kolunun her dönüşü ipliğe tam bir büküm verir. İplik düze ve çıkış borusu boyunca devamlı olarak çekilirken iplik kolunun rotor yivine temas noktası rotor boyunca hareket eder. iplik kolu eksenel olarak döndüğü için rotor yivinde bulunan lifler bükülerek iplik haline gelir.
209 Makinenin uygulandığı büküm aşağıdaki eşitliğe göre hesaplanır; t = Ny Vd Burada t, iplik bükümünü (büküm/m), Ny iplik kolunun dönüş hızını (d/dak) ve Vd iplik çıkış hızını (m/dak) temsil etmektedir. İplik kolunun hızı, rotor hızı ve iplik çıkış hızı arasında aşağıda belirtilen ilişki vardır; (Ny-Nr) πd = Vd, burada D rotor yivinin çapıdır. İplik kolu ve rotor arasındaki bağıl hız normal olarak rotor hızı ile karşılaştırıldığında çok küçüktür ve ipliğin makineye bağlı bükümü aşağıdaki eşitlikle hesap edilir; t = Nr Vd Geri dublaj oranı β, rotor hızının rotor ve iplik kolu arasındaki bağıl hıza oranı ile hesaplanır β = Nr = Nr πd = tπd Ny-Nr Vd Büküm vermek için iplik bobinini döndürmeye gerek olmadığı için rotor iplikçiliği ring iplikçiliğinden çok daha yüksek büküm verme hızlarına ulaşabilmektedir. Rotor hızı d/dak düzeyine ulaşılabilmektedir. Ring iplikçiliğinde ihtiyaç duyulan fitil yapımı rotor iplikçiliğinde elimine edilmektedir ve bu da üretim maliyetlerinde daha fazla azalma sağlamaktadır. Sarılan bobiler çok daha büyüktür, ürün üzerinde daha az sayıda düğüm veya ek yeri vardır ve ilerideki işlemler için daha uygun bir forma sahiptir. İplik rotor içindeki kapalı alanda meydana geldiği için lifler arasında kalan yabancı partiküller rotor yivi içerisine yerleştirilir. Bu da iplik kalitesinin gittikçe azalmasına ve hatta ipliğin kopmasına yol açabilir. Liflerin temizlik durumu rotor iplikçiliği için ring iplikçiliğinde olduğundan daha kritik bir faktördür. Liflerin temizliğni iyileştirmek için açıcı silindir bölgesinde bir yabancı madde uzaklaştırma sistemi bulunmaktadır. Büküm rotor yivi içindeki lif kütlesine doğru ilerlerken iplikteki iç tabakalar dıştakilere nazaran daha fazla büküm alma eğilimi gösterirler. Dönmekte olan lif kütlesinin üzerine gelen lifler ipliğin ucuna doğru yaklaşırlar veya iplik kolu, lif sevk kanalının çıkış ucunun önünden geçerken büküm almak yerine doğrudan doğruya iplik üzerine sarılırlar. Sarılan bu lifler rotor ipliklerinin en karakteristik özellikleridir. Daha zayıf olan lif yerleşim düzeni nedeni ile rotor iplikleri eşdeğer ring ipliklerinden daha düşük bir mukavemete sahiptirler. Bunun nedeni liflerin açılması için bir açıcı silindirin kullanılması, hava akımı içerisinde liflerin sevk edilmesi ve iplik oluşumu sırasında düşük iplik gerginliğidir. Sarılan lifler aynı zamanda pürüzlü bir iplik yüzeyine neden olmaktadır. Rotor ipliklerinin kısa periyotlu düzgünsüzlüğü, geri dublaj uygulanması nedeniyle ring ipliklerinden daha iyidir. Rotor iplikçiliğinin ana avantajı yüksek üretim oranıdır. Ancak düşük mukavemet değeri nedeniyle rotor iplikleri orta ve kaba numara alanlarında sınırlı kalmaktadır. Ayrıca yalnızca kısa ştapelli lifler eğirilebilmektedir.
210 C-FRİKSİYON İPLİKÇİLİĞİ Friksiyon eğirme sisteminin prensibi; Bir lif/hava karışımının, deliklerle donatılmış bir yakalama yüzeyine üflenmesi ve bu yüzeyin altında, emme yönünde bir hava akımı oluşturulmasıdır. Yakalama yüzeyi üstünde, havanın elyaftan ayrılması gerekmektedir. Lifler bir tülbent oluşturarak delikli yakalama yüzeyine hareketi yönünde bir mekanik temel üzerinde dönme silindirinin yardımı ile gerçekleşir. Tülbent, delik yüzeyli dönme silindirleri arasında yuvarlanır ve iplik olarak iletim yönüne dik durumda çekilir. Bu sistem Avusturyalı Dr. Ernst Fehrer Tarafından geliştirildiğinden Dref sistemi olarak anılmaktadır. Dref sistemin diğer sistemlere göre üstünlüğü, aynı yönde dönen emici ve bükücü silindirlerden ileri gelmektedir. Hava akımı ile birlikte eğirme silindirlerine üflenen lifler, artık bir lif yakalama yüzeyi üzerinde dönme kısmına sürülen bir yumak oluşturmazlar, aksine lifler doğrudan dönen ipliğe uzatılır ve iplik sargısına süratle sarılırlar. Bu arada istenen bükümün miktarı bir taraftan silindir devirlerinin ayarlanması, diğer taraftan da emiş havası etkinliğinin ayarlanması ile elde edilir. Friksiyon iplik üretim tekniği; Friksiyon iplikçiliği bir open-end (açık uç) eğirme tekniğidir. Burada bir rotor yerine açılmış vaziyetteki lifleri toplamak ve onlara büküm vererek iplik haline getirmek için iki adet friksiyon silindiri kullanılmaktadır. Lifler bant formunda beslenirler ve bir taraklama silindiri ile açılırlar. Açılmış hale gelen lifler taraklama silindirinin üzerinden bir hava akımı yardımıyla üflenirler ve yüzeyi perfore edilmiş iki adet friksiyon silindirinin kıstırma alanına gönderilirler. Lifler bu arada bir hava emişi ile friksiyon silindirlerinin yüzeyine doğru çekilirler. Bu iki friksiyon silindiri aynı yönde dönerler ve lifler ile silindir yüzeyi arasındaki sürtünmeden dolayı lif kütlesi üzerine bir büküm verilmiş olur. Meydana gelen iplik silindir eksenleri doğrultusunda çekilerek bir bobin sarım ünitesine iletilir ve burada bobinlenir. Friksiyon silindirinin çapı iplik çapından çok daha fazladır. Bu oran yaklaşık 200 kat gibi yüksek bir değerdedir. Böylece oldukça düşük bir silindir hızı ile oldukça yüksek bir büküm verme hızı sağlanabilmektedir. Silindir yüzeyi ile iplik arasındaki kaymaya bağlı olarak iplik silindir devrinin ancak % ı kadar bir kısmından yararlanabilmektedir. Bununla birlikte 300 m/dak düzeyine kadar yüksek bir iplik üretim hızı elde edilebilmektedir. İnce ipğliklerde aynı silindir devri söz konusu olduğunda büküm verme miktarı artmaktadır ve böylece iplik çıkış hızı pratik olarak ipliğin lineer yoğunluğundan bağımsız olabilmektedir. İplik makinenin yan tarafından çıktığı için iplik çıkış noktasının uzağından beslenen lifler ipliğin öz kısmında yer alırken iplik çıkış noktasına yakın noktadan beslenen lifler yüzeyde kalma eğilimi gösterirler. Dünyada birçok imalatçı tarafından üretilen Ring veya Rotor iplik makinelerinin tersine friksiyon iplik makineleri şu anda yalnızca Dr.Ernst Fehrer AG/Avusturya firması tarafından üretilmektedir. Friksiyon yöntemi ile üretilmiş ipliklerin içinde yer alan liflerin yerleşim düzeni çok zayıftır. Lifler friksiyon silindirinin yüzeyine ulaştıklarında aniden çok yüksek bir hızdan hemen hemen durağan bir konuma geçerler. Bu da liflerin eğilmesine ve oryantasyon bozulmasına yol açmaktadır. İplik oluşum bölgesindeki çok düşük gerginlik nedeniyle de iplik içindeki liflerin birbirleri ile bağlantısı da zayıf kalmaktadır. Sonuç olarak iplik çok düşük mukavemetlidir ve yalnızca 100 teks ve üzeri gibi kalın numaralarda iplik üretimi yapılabilmektedir. Friksiyon iplikçiliğinin ana uygulaması endüstriyel ipliklerin üretimi ve geri kazanılmış liflerin eğirilmesidir. Ayrıca teller dahil olmak üzere çeşitli öz komponenetleri ile aramid ve cam liflerinden iplik üretmek mümkündür. Bu iplikler çadırlar, koruyucu kumaşlar, zemin malzemeleri, kayışlar, izolasyon ve filtre malzemeleri için kullanılmaktadır.
211 Friksiyon Üretim Tekniği Friksiyon Eğirme Yöntemi; Konvensiyonel sistemde hazırlanan bantlar yan yana paralel olarak 70 mm genişliğindeki kılavuzdan makineye beslenir. Giriş kısmında materyale hafif çekim verilerek yüksek turlu ve garnitür kaplı tarama silindirine sevk edilir. Burada açılarak tek lif haline getirilen lifler hava akımı yardımıyla aynı yönde ve paralel dönen iki delikli tambur üzerine üflenir. Tamburların içinde oluşturulan alçak basınç nedeniyle tambura yapışan lifler, tamburların uygun yöndeki dönüşleriyle yuvarlanarak temas yüzeylerinde bir araya getirilir. Tamburlar arasına bir iplik ucu verilip çekildiğinde sevk hızına bağlı olarak belirli incelikte bir iplik akışı başlamış olur. İplik direkt olarak bobinlere sarılır. Delikli tambura püskürtülen lifleri paralel hale getirmek için özel bir disk kullanılabilir. Dref yöntemi ile görünümlü ve hacimli strayhgarn karakterli iplikler yapılmaktadır. İplik mukavemeti konvensiyonel strayhgarn ipliğine kıyasla biraz düşük, elastikiyeti ise yüksektir mm uzunluklu orjinal lifler, açma ve yoluklar konvensiyonel sistemde paralel bant haline getirilerek eğrilir. Mekiksiz dokuma tezgahlarından çıkan kenar bantlarının da direkt olarak makineye beslenir. İplik kesitinde minimum 150 lif bulunması gerekr. İplik strayhgarn görünümünde ve çok hacimlidir. İlave mekanizmalarla makineden direkt olarak efekt ipliği veya bukle ipliği olarak çıkış almakta mümkündür. Elde edilen iplikler dekoratif kumaşlar, halı, battaniye, el örgü ipliği, mantoluk iplik ve teknik doku alanlarında kullanılır.
212
213 Dref Sistemle İplik Üretimi; Bu sistem, endüstride pek çok alanda kullanılmaktadır. Bu sistem; eğirme ünitesi, giriş kısmı, açıcı silindiri, büküm verme elemanları, iplik sarma kısmı ve vantilatörlerden oluşur. Bir veya daha fazla olabilen tarak şeridi, bir giriş hunisi aracılığıyla üç çift makaradan oluşan giriş kısmına beslenir. Bu üç çift makara bir motor tarafından zincir ve dişliler vasıtasıyla döndürüldüklerinden herhangi bir kayma olmaksızın düzenli bir besleme sağlarlar. Birinci çift makaradan sonra şeritler, bir yönlendirici çatal altından geçerek diğer makara çiftlerine doğru ilerlerler. Bu bölümde şeritlere toplam olarak 13 civarında çekim uygulanır. Besleme hızı 7,5 metre/dakikadır. Giriş kısmının 3 çift makarası, şeritleri hızla dönmekte olan açıcı silindirin dişlerine besler. Silindir aracılıyla taranan lifler, üst koruyucu altından çıktıktan sonra merkezkaç kuvvetinin etkisiyle büküm verme elemanına ulaşır. Bu kısım aynı yönde dönen, üzerleri kafes gibi delikli olan iki silindirden oluşmaktadır. Birbirine paralel olan bu silindirlerin içerisinde hava emişi söz konusudur. Dolayısı ile bu kısma düşen lif, havanın emilmesiyle oluşan basınç sayesinde çizgi üzerinde tutulur. Diğer yandan silindirlerin dönüşü lif tutamını bu çizgiden uzaklaştırmaya çalışır. Bu nedenle yeniden oynayan tutum, hava basıncının etkisiyle yeniden geriye yuvarlanırken kendi ekseni boyunca dönerek bükülür. İplik görünümü alan bu tutam, silindirler boyunca çekilirlerken sürekli olarak açıcı silindirlerden gelen lifler, büküm işleminin sürekliliğini sağlar. Bir çift silindir vasıtasıyla büküm silindirlerini terk eden iplik bobin halinde sarılır. Sarma gerginliği istenilen şekilde ayarlanır. Dref İplik Üretim Sistemi
214 D-SARIMLI EĞİRME Sarımlı eğirme, bükümsüz kesikli liflerin bir kontinü bağlayıcı tarafından sarıldığı bir iplik üretim prosesidir. Kesikli lif malzemeleri Ring iplik makinelerinde kullanılana benzer bir çekim sistemi üzerinde çekime tabi tutulur ve üzerinde kontinü bağlama malzemesi bobonini taşıyan oyuk içerisinden geçirilir. Oyuk iğin ve dolayısıyla bobinin dönüşü bağlayıcıyı kesikli liflerin üzerine sardırmaktadır. Bağlayıcı tarafından sarılmadan önce çekimden çıkan kesikli liflerin düşüp dağılmalarını önlemek için iğ tarafından kesikli lif huzmesi üzerinde bir yalancı büküm meydana getirlir. Yalancı bükümü verebilmek için kesikli lifler doğrudan doğruya oyuk iğ içerisinden geçirilmez. Bunlar bir büküm regülatörü olarak ya iğin alt tarafına veya iğin üst kısmına sardırılır, yalancı büküm aynı zamanda liflerin bağlayıcı ile sarılmadan önce kompakt hale gelmesini sağlar. Bu da ipliğin mukavemetini olumlu yönde etkiler. Kesikli lifleri iki bağlayıcı ile aksi yönlerde sarabilmek için iki oyuk iğ birbirinin üzerine yerleştirilebilir. Bu işlem daha stabil yapılı özel fantezi iplikleri üretmek için kullanılır. Sarımlı ipliği genellikle doğrudan doğruya oyuk iğin altına yerleştirilen bir Ring iğine göndererek buna gerçek bir bükümde ilave edilebilir. Özlü (core) iplikler, çoğunlukla filamentler, beslemeye ilave edilebilir. Bu da ekstra bir iplik mukavemeti veya başka türlü özel iplik nitelikleri sağlayabilir. Bu metodun kullanımına bir örnek, aljinat ipliklerin eğirilmesidir. Aljinat lifleri çok zayıftır ve bir öz filamentin ilave desteği olmaksızın eğirme aşırı miktarda iplik kopuşları ortaya çıkabilir. Çok çeşitli bağlayıcılar ştapel öz kısmını tamamlamak veya özel iplik karakterleri kazandırmak gayesiyle kullanılabilir. Örneğin karbon kaplı naylon filament iplik antistatik kumaşlar için iplik üretmede kullanılabilir. Çözülebilen bağlayıcılar tıbbi uygulamalara yönelik iplikler yapmak için kullanılabilir. Sarımlı eğirmenin prodüktivitesi yüksektir ve geniş sınırlar içindeki iplik numaraları için uygundur. 300 m/dak düzeyine kadar iplik çıkış hızının elde edilmesi mümkündür. Normal olarak bağlayıcı çok ince olduğu için bağlayıcı bobonileri çok uzun süre dayanır ve eklemesiz büyük bobinlerin elde edilmesine olanak sağlar. Özde bulunan ştapel lifler bükümsüz paralel lifler konumunda oldukları için iplik hacimliliği yüksek kaplama özelliği iyi ve iplik tüylülüğü düşük olmaktadır. Sarımlı eğirmenin esas sınırlaması multikomponent ipliklerin üretimi için uygun olmasıdır. Hava jetli eğirme teknolojisi ilk kez 1963 yılında Du Pont tarafından tanıtılmıştır, fakat ticari alanda 1980 yılından bu yana Murata firması tarafından sağlanmıştır. Du Pont düşük iplik mukavemeti veren yalnızca bir hava jeti kullanmıştır. Murata sisteminde ise iplik mukavemetini iyileştiren ters yönlü iki hava jeti bulunmaktadır. Çift jetli Murata hava jetli iplik makinesinde ştapel lifler üç veya dört çift silindirli bir çekim sistemi kullanılarak çekime tabi tutulurlar. Lifler daha sonra bir çift jetin bulunduğu ünite içine çekime tabi tutulurlar. Lifler daha sonra bir çift jetin bulunduğu ünite içine verilirler. İkinci jet N2 birinci jet olan N1 den daha yüksek bir bükme torkuna sahiptir. Ön çekim silindirinden çıkar çıkmaz ipliğin öz kısmında yer alan lifler N2 büküm yönünde bükülürler. Çekim sisteminden çıkan lif huzmesinin kenar kısmında kalan lifler ise daha zayıf olan N1 tarafından bükülür ve aksi yönde öz liflerinin etrafına sarılırlar. Bu jet sistemi çekim sisteminin ön silindiri ile iplik çıkış silindirlerinin arasında yer aldığı için jetler tarafından verilen büküm gerçek büküm değildir ve iplik jet sistemini geçtikten sonra özde yer alan lifler bükümsüz hale gelir. İplik mukavemeti sarılan kenar lifleri tarafından sağlanır. Küçük jet boyutları nedeniyle çok yüksek jet dönüş hızlarının elde edilmesi mümkündür. İpliğin büküme karşı koyması nedeniyle büküm randımanı % 6-12 olmasına rağmen 300 m/dak. düzeyine kadar çıkış hızlarının sağlanması mümkündür. Hava jetli iplikler üzerinde gerçek büküm yoktur. Bu nedenle Ring ve Rotor ipliklerine göre daha fazla hacimlidirler ve daha iyi bir absorbe etme nitelikleri vardır. Pilling dirençleri daha yüksektir ve az bir büküm açılma eğilimleri vardır. İplik mukavemeti tüm liflerin bükülmesi ile değil yalnızca gövde üzerine sarılan lifler tarafından sağlandığı için hava jetli iplikler Ring ve Rotor ipliklerinden daha düşük bir mukavemet değerine sahiptirler. Liflerin iplik gövdesi üzerinde sarılması iplik kalınlaştıkça zorlaşacağı için bu sistem yalnızca orta ve ince numaralardaki iplikler için uygundur. Paralel liflerden meydana gelen rijit iplik özü bu iplikleri Ring ve Rotor ipliklerinden daha sert tutumlşu hale getirmektedir.
215 E-BÜKÜMSÜZ (YAPIŞTIRMALI) EĞİRME Ştapel liflerden büküm olmaksızın iplik üretmek için çok sayıda teknikler geliştirilmiştir. Böylelikle üretimin arttırılmasına çalışılmış ve özellikle bilezik kopça sistemi gibi büküm verme donanımlarından kaynaklanan sınırlamaların önüne geçilmeye çalışılmıştır. Farklı iplik özellikleri nedeniyle bu teknikler dünya çapında geniş ölçüde ticari açıdan kabul görmemiştir. Fakat yinede bunlar bir alternatif sunmaktadır ve bazı özel ürünlerin ekonomik bir şekilde elde edilmesinde yararlanılabileceklerdir. Bükümsüz iplik üretim metotlarının çoğu iplik içerisindeki liflerin bir arada tutulması için genellikle bir yapıştırıcı madde kullanılır. Bunlardan yüksek hızlarda düşük lineer yoğunluklu iplikler üretilebilir. Kumaş oluşturulduktan sonra kullanılan yapıştırıcı madde uzaklaştırılabilir ve liflerin arasındaki bağlantı artık kumaş yapısından ileri gelen kuvvetler ile sağlanır. Bu tür iplik bükümsüz yapısı dolayısıyla yüksek bir örtücülüğe sahiptir. Bununla birlikte bu prosesler ilave kimyasal maddeler içerirler ve yüksek bir enerji tüketimi gerektirirler. İplikler ancak lifler arasında iyi bir tutunma etkisi sağlayabilecek kumaş yapılarında kullanılabilirler. Bir TNO bükümsüz iplik üretimine örnek; Bu iplik üretiminde fitil daha iyi bir kontrol sağlayan ıslak koşullar altında çekim işlemine tabi tutulur. Daha sonra aktif olmayan bir nişasta aynı zamanda geçici bir mukavemet kazanması için yalancı büküm uygulanan çekilmiş fitile uygulanır. Nişasta daha sonra kurutulacak olan bobinin buharlaşması ile aktif hale gelir. TNO bükümsüz sisteminin bir başka uygulamasında ise ştapel lifleri bir arada tutmak için nişasta yerine 80 C üzerinde eriyen PVA (polivinil alkol) lifleri kullanılır. Bu aynı zamanda Twilo sistemi olarak da bilinmektedir. F-KATLI İPLİKLER Normal tekstil ve konfeksiyon uygulamalarında kumaşların çoğunluğunda tek kat iplikler kullanılır. Fakat özel iplikler bilhassa teknik ve endüstriyel uygulamalar için yüksek mukavemetli ve modüllü iplikler elde etmek için genellikle katlı ipliklere ihtiyaç duyulur. Katlı bir iplik iki veya daha fazla tek kat ipliğin tek bir aşamada beraberce bükülmesi ile elde edilir. Kablo iplikler ise iki veya daha fazla katlı ipliğin veya katlı ve tek kat ipliklerin kombinasyonunun beraberce bükülmesiyle üretilmektedirler. Birkaç tane tek kat ipliğin beraberce bükülmesi, her bir ipliğin üst tabakalarındaki liflerin bağlanmasını iyileştirerek tenasiteyi artırır. Bu ilave bağlanma, yüzey liflerinin iplik mukavemetine katkısını yükseltmektedir. Katlı iplikler aynı zamanda daha düzgün daha düz ve daha dayanıklıdır. Uygun bir tek kat iplik ve katlama bükümü kullanarak kord bezi gibi yüksek mukavemet, düşük esneklik gerektiren uygulamalar için mükemmel bir şekilde dengelenmiş katlı iplikler üretilebilir. Katlı iplikler için tipik bir proses akışı aşağıda belirtilen aşamalarda yapılır; 1) Tek kat iplik üretimi, 2) Tek kat ipliğin bobinlenmesi ve temizlenmesi, 3) Katlama; katlı büküme uygun bir bobin formatı üzerine istenen kat adedi kadar ipliğin bir arada sarılması, 4) Büküm verme, 5) Bobinlemedir. Büküm verme iki basamaklı proses ile veya bir çift büküm makinesi ile gerçekleştirilebilir. İki basamaklı prosesin ilk aşamasında bir Ring büküm makinesi düşük katlama bükümünün verilmesini ve ikinci aşamada ise bir kelebekli büküm makinesi nihai bükümün verilmesini temin eder. Ring büküm makinesi yüksek çıkış hızı elde edebilmek için düşük büküm kullanır. Ring büküm makinesinde kelebekli büküm makinesinde ipliğin gerekli şekilde sağılmasına uygun bir sarım formatı hazırlanır. Kelebekli büküm makinesinde besleme bobini iğ ile beraber döner ve iplik bobinin üst tarafından alınarak çekilir.
216 Serbestçe dönen bir küçük kelebek iplikle beraber döner ve ipliğin bükümünün aktarılmasını sağlar. Bir çift büküm (two-for one) makinesinde besleme bobini sabit olarak durmaktadır. İplik bobin üzerinden sağıldıktan sonra iğin ortasından geçirilir ve iğ ile birlikte döndürülür. İğin her dönüşü ipliğin iğin içinde kalan kısmına bir büküm ve aynı zamanda bobinin dışında kalan kısmına (ana iplik balonu) da bir büküm verir. İplik böylece iğin her dönüşünde iki büküm alır. Eğer besleme bobini iğin tersi yönde döndürülür ise bu durumda büküm verme miktarı bobin dönüş hızı kadar artacaktır. Saurer Tritec büküm makinesi bu prensiple çalışır. Tritec büküm makinesinde bobin iğ devri kadar bir devir ile fakat aksi yönde döner. Böylelikle her iğ devrinde üç büküm verilmiş olur. Bobin manyetik olarak tahrik edilmektedir. Aynı kalınlıktaki iki katlı ipliğin üretimi tek kat bir ipliğin üretiminden çok daha pahalıya mal olmaktadır. Bu durum yalnızca ilave katlama ve büküm işlemlerinden değil aynı zamanda tek kat ipliğin daha ince üretiminin getireceği maliyet artışından kaynaklanmaktadır.
217 FİLAMENT İPLİKLER Bir filament iplik, iplik uzunluğu boyunca devam eden bir veya daha fazla sayıdaki filament liften meydana gelmektedir. Tek bir filamentten oluşan iplik monofilament, çok sayıda filamentten oluşan iplik ise multifilament olarak bilinmektedir. Giysi uygulamalarında bir filament iplik iki-üç adet gibi az sayıda filament liften oluşabileceği gibi bu sayı 50 gibi yüksek bir miktarda da olabilmektedir. Örneğin, halı imalatında bir filament iplik yüzlerce liften meydana gelebilir. Yapay liflerin büyük bir kısmı filament iplik şeklinde üretilmektedir. İpek filament formundaki tek doğal liftir. İplik içindeki filamentlerin şekline bağlı olarak filament iplikler düz ve hacimli olmak üzere iki gurupla sınıflandırılabilir. Düz bir iplik içindeki filamentler düzgün bir şekilde uzanırlar ve iplik eksenine paralel bir yerleşimleri vardır. Bu nedenle düz filament ipliklerde lif yerleşimi birbirine çok yakındır ve düz bir yüzeye sahiptir. Filamentlerin ya kıvrım alıdıkları ya da birbirlerinin içine geçerek karıştıkları hacimli iplikler aynı incelikteki düz ipliklerden daha büyük bir hacme sahiptirler. Hacimli ipliklerin üretimi için ana yöntem tekstüredir. Tekstüre işlemi filamentlerin uzunluğu boyunca kalıcı kıvrımlar, halkalar ve ilmekler oluşturmak suretiyle gerçekleştirilmektedir. Tekstüre iplikler artırılmış bir hacimliğine sahip oldukları için bu ipliklerden yapılan kumaşların hava ve buhar geçirgenliği düz ipliklerden yapılanlardan daha büyüktür. Ancak hava yastığı kumaşları gibi düşük hava geçirgenliği gereken uygulamalarda düz iplikler daha iyi bir seçim olacaktır. A-FİLAMENT İPLİKLERİN ÜRETİMİ Yapay liflerin çoğunluğu eriyikten çekme, kuru çekme veya ıslak çekme gibi metotlarla üretilmektedir. Reaksiyon çekimi, jel çekimi ve dispersiyon çekim özel durumlarda kullanılır. Lif çekiminden sonra filamentlerin molekül zinciri oryante edilmemiş durumdadır ve pratikte kullanılabilecek bir mukavemete sahip değildirler. İkinci aşama liflerin molekül zincirlerini oryante etmek amacıyla uygulanan gerdirerek çekmedir. Bu işlem klasik olarak iki çift silindir kullanılarak yapılmaktadır. Burada önde bulunan silindirin çevresel hızı arka silindirin dört katı kadardır. Çekim işlemine tabi tutulan filamentler daha sonra büküm verilerek veya verilmeksizin bir bobin üzerine sardırılır. Filament towu bu aşamada düz filamet iplik halini almaktadır. Birçok uygulamalar için düz filament iplikler arttırılmış bir hacimlilik, gözeneklilik, yumuşaklık ve bazı durumlarda elastikiyet kazanmak için tekstüre edilir. Termoplastik filament iplikler birçok tektüre prosesinde kullanılırlar. Tekstüre işlemi sırasında liflerin bağları kopar ve tekrar şekillenir. Bir filament iplik genellikle üç aşamada tektüre edilir. Birinci aşamada lif bağlarının koparılması için iplik içindeki filamentlerin formu bozulur. Filamentlerin formunun bozulması için büküm veya başka araçlar kullanılır. İkinci aşama filamentlerin kıvrımlı kalabilmesi için polimerler arasındaki bağları koparan ısıtma işlemini uygulamaktır. Üçüncü ve son aşamada ise polimerler arasında yeni bağların oluşması için formu bozulmuş halde bulunan ipliği soğutmaktır. İpliğin bükümü açıldığında veya formu bozulmuş halde serbest bırakıldığında, filamentler halkalı veya kıvrılmış vaziyette kalacaktır. İpliklerin tekstüre edilmesi için yalancı büküm, hava jetli, örme sökme, yığma, dişli çark metotları dahil olmak üzere bir çok olanak bulunmaktadır. Bunları narasında en popüler olanı yalancı bükümdür.
218 B-TEKNİK FİLAMENT İPLİKLER Takviye etme ve koruma gibi teknik uygulamalar için geliştirilmiş birçok filament iplik çeşidi vardır. Takviye edici teknik iplikler ya yüksek modüle ya yüksek mukavemete ya da her ikisine birden sahiptirler. Koruma uygulamaları için iplikler sıcaklık ve ateş, kimyasal ve mekanik zararlar gibi güvenlik tehliklerine karşı dirençli olabilirler. Aşağıda bu nedenle üretilen teknik iplikler gösterilmiştir. B-1-ARAMİD FİLAMENT İPLİKLERİ Aramid lifi, lifi oluşturan maddenin amid bağlarının en azından % 85 inin doğrudan doğruya iki aromatik bileziğe bağlandığı uzun zincirli bir poliamid lifidir. Nomex ve Kevlar Du Pont a ait olan ve en iyi bilinen iki aramid lifinin ticari ismidir. Aramid lifleri yüksek mukavemetli liflerdir. Bu aramid lifler yüksek sıcaklığa ve birçok kimyasala ve gerdirmeye karşı dirençlidir. Kevlar aramid nispeten düşük ağırlığı ve zarar görmeye ve yorulmaya karşı direnci ile iyi tanınmaktadır. Bu özellikleri nedeniyle Kevlar 49 yüksek tenasiteye sahiptir ve uçak parçaları ve bot imalatına yönelik parçalar dahil olmak üzere birçok kompozitlerin imalatında güçlendirme materyali olarak kullanılmaktadır. Nomex aramid ise ısıya karşı dirençlidir ve itfaiyeci giysileri ile buna benzer alanlarda kullanılmaktadır. Aramid iplikleri cam ve kevlar gibi diğer yüksek performanslı benzerlerinden daha esnektir ve böylece dokuma, örme veya saç örgü şeklindeki kumaşlar yapım proseslerinde daha kolay bir şekilde kullanılır. Ancak burada dikkat edilmesi gereken husus, aramid ipliklerinin klasik tekstil ipliklerinden daha mukavim ve daha fazla uzayabilir olmalarına rağmen kumaş üretim işlemlerini zorlaştırabilecekleridir. B-II-CAM FİLAMENT İPLİKLERİ Cam yanmayan bir tekstil lifidir ve çok yüksek tensisiteye sahiptir. Bu lif güç tutuşurluk gereken uygulamalarda kullanılmıştır ve genellikle de binaların izolasyonunda kullanılmaktadır. Ship olduğu özellikleri ve düşük maliyetleri nedeniyle cam lifleri büyük ölçüde kompozitlerin takviyelerinin imalatında kullanılmaktadır. E-cam, C-cam ve S-cam gibi farklı tipte cam lifleri bulunmaktadır. E-cam lifleri neme karşı büyük dirence sahiptir ve aynı zamanda yüksek bir elektrik ve ısı direnci de bulunmaktadır. Bu genellikle dokuma kumaş formundaki cam takviyeli plastiklerde kullanılır. C-cam ise hem asitler hem de alkaliler olmak üzere 218imyasallara direnci ile bilinmektedirler. Bu tür direnç gerektiren kimyasal filtrasyon çalışmalarında geniş çaplı olarak kullanılırlar. S-cam lifi de yüksek mukavemetlidir ve kompozit imalatında kullanılır. Cam filament iplikleri klasik teksitl iplikleri ile karşılaştırıldığında kırılgandırlar. Cam liflerinin özegül bükülme rijitleri 0,89 mnmm 2 tex -2 ile yün liflerinden 4,5 kez daha fazla rijittirler. Sonuç olarak cam lifleri tekstil işlemleri sırasında kolayca kırılabilirler. Bu nedenle lifler arasındaki sürtünmeyi minimize etmek ve lif demetini bir arada tutmak için uygun haşıllamanın yapılması gerekmektedir. Dekstrin, jelatin, polivinil alkol, hidrojenize bitkisel yağlar ve noniyonik deterjanlar genelde kullanılan haşıl maddeleridir. Cam lifleri ile işlem yapılırken cildin tahriş olmasını engellemek ve cam liflerini solumamak için koruyucu giysi ve maske kullanılmalıdır. B-III-KARBON FİLAMENT İPLİKLERİ Karbon lifleri genellikle rayon ve akrilik gibi öncü liflerden yapılmaktadır. Akrilik lifini karbona dönüştürürken üç aşamalı ısıtma prosesi kullanılmaktadır. Başlangıç aşamasında akrilik liflerinin okside koşulları altında C a kadar ısıtıldığı oksidatif stabilizasyondur. İkinci aşama ise okside edilmiş liflerin inert bir atmosfer altında 1000 C civarında ısıtıldığı karbonizasyon aşamasıdır. Sonuç olarak hidrojen ve azot atomları okside edilmiş liften atılmış olur ve oryante edilmiş fibriller şeklinde yerleşmiş hekzagonal bilezikler
219 formunda karbon atomları kalır. Son aşama ise grafitleştirme prosesidir. Burada karbonize edilmiş filamentler tekrar inert bir atmosferde 3000 C sıcaklığa kadar ısıtılır. Grafitleştirme bir kristalin tabaka yapısında organize olmuş karbon atomlarının düzgün bir şekilde yerleşimini artırmaktadır. Bu tabakalar yüksek modüllü liflerin üretimlerinde önemli bir faktör olan lif ekseni doğrultusunda iyi bir şekilde oryante olmaktadır. Cam lifleri gibi karbon liflerinini de çoğu kırılgandır. İşlenebilirliği iyileştirmek ve liflerin bir arada tutulmasını sağlamak için haşıl kullanılır. B-IV-HDPE FİLAMENT İPLİKLERİ HDPE, yüksek yoğunluklu polietilen (high density polyethylene) anlamına gelmektedir. Çok yüksek ağırlıklı polietilen başlangıç malzemesi olarak kullanılır. Lif üretimi için jel çekim prosesi uygulanır. Jel çekim prosesinde moleküller bir solvent içeirisinde çözülür ve bir düze vasıtasıyla lifler çekilir. Çözelti içerisinde katı halde kümeler oluşturan moleküller serbest vaziyette kalırlar ve filamenti oluşturmak için çözelti soğutulduktan sonra bu durumlarını muhafaza ederler. Liflerin eldesinden sonra uygulanan gerdirme prosesi filament içerisinde çok yüksek bir makromoleküler bir oryantasyon sağlar ve bu da yüksek bir tenasite ve modül oluşturur. HDPE lifleri farklı uygulamalar için farklı derecelerde üretilir. Halat üretimi ve kordonlar, koruyucu giysiler ve çarpmaya dayanıklı malzemelerin her biri için ayrı tipte filament iplikleri üretilir. B-V-DİĞER TEKNİK İPLİKLER Teknik uygulamalar için geliştiirlmiş ve aralarında PTFE, PB ve PBO lifleri de bulunan çok sayıda yüksek performanslı lifler bulunmaktadır. PTFE (politetrafloretilen) lifleri eşşiz bir kimyasal ve sıcaklık direnci sağlamaktadır. PTFE lifleri kimyasal olarak inert olduklarından aşırı derecede yüksek sıcaklıklara ve kimyasal ortamlara dayanıklıdırlar. PBI (polibenzimidazol) lif oluşturan maddesi uzun zincirli bir aromatik polimer olan bir yapay liftir. Bu lif mükemmel bir ısı direncine ve iyi bir tutuma sahiptir ayrıca yüksek nem alma özelliğine de sahiptir. Bu nedenle bu lifler daha çok itfayiciler, yakıt işçileri, kaynakçıklar, astronotlar ve otomobil yarışçıları tarafından kullanılmaktadır. PBO (polyphenylenebenzobisoxazole) yüksek performanslı organik lifler piyasasındaki yeni bir başka üründür. Toyobo tarafından üretilen Zylon lifleri üretimde bulunan tek PBO lifidir. PBO lifleri mükermmel termal özelliklere sahiptir ve klasik para-amid liflerin iki katı mukavemete sahiptirler. Modül değeri bu lifi kompozit takviyesi için mükemmel bir malzeme durumuna getirmiştir. Düşük LOI değeri PBO yu meta-aramid liflerinden iki kat daha güç tutuşur yapmaktadır. Bunlar aynı zamanda balistik yelekler ve miğferler için de kullanılabilmektedir.
220 TEKSTÜRE İPLİK; Devamlı sentetik filament ipliklerin elyafların (ipliklerin) doğal elyaf görünümü ve tutumunu oluşturmak amacıyla çeşitli kimyasal, mekanik ve ısıl işlemlerin uygulanmasıyla daha açık ve hacimli bir yapıya dönüştürülmesi işlemine tekstürizasyon denilmektedir. Tekstüre edilen iplikteki filament kesitleri yuvarlak olabileceği gibi farklı şekillerde de elde edilebilir Tekstüre İplik Kesitleri Tekstüre işlemi; Filamentlerin ısıtılması, tekstüre işleminin verilmesi ve verilen özelliğin fikse edilmesi şeklinde üç aşamadan oluşur. Tekstüre efekti, iplik kesitinde oluşturulan merkezi gerilimlerin iplik eksenine paralel olmayacak şekilde değiştirilmesiyle oluşturulur. Ipliğin kıvrımlı bir yapı kazanmasını sağlayan simetrik olmayan gerilimleri iki yöntem ile gerşekleştirilir. Bunlar, ipliğe mekanik, fiziksel ve kimyasal yollarla verilmiş formun, fiksek edilmesiyle farklı bükülme yeteneğindeki aynı polimerin iki ayrı komponentinin lif üretiminde kombinasyonu ile sağlanır. Tekstüre yöntemler; Termo-mekanik, çekimli tekstüre, kimyasal termik ve mekanik yöntemler olmak üzere 4 gruba ayrılır. 1) Termo-mekanik tekstüre; Sentetik iplikler üretildikten sonra henüz kullanıma hazır değildir. Filament ipliklere istenilen özellikler çekim işlemiyle makromoleküllerin iplik eksenine paralel hale getirilmesi suretiyle oluşturulur. Filament ipliğin ısıl işlemi sonucu deforme olması, daha sonra uygulanan soğutma işlemi ile iplikte kalıcı bir tekstüre yapı oluşur. Bu işlemde, düz filament iplikler ısıtılır, bükülür, soğutulur ve oluşan büküm açılarak tekstğre iplik elde edilir. Bu yöntemde ilk tekstüre iplik üretimi, asetat ve viskon filamentlere uygulanarak gerçekleştirilmiştir. Termo-mekanik tekstüre yöntemleri; -Torsiyon (yalancı büküm),
221 -Hava jetli, -Bıçaklı, -Sıkıştırmalı, -Örme-Sökme, -Dişli, ve -Çarklı tekstüre olmak üzere 6 çeşit yöntem uygulanmaktadır. a) Torsiyon (yalancı büküm) tekstüre; Günümüzde en çok kullanılan yöntemlerin başında gelir. Bu yöntemde sevk silindirleri yardımıyla sevk edilen iplik dakikada dev/dak hızla dönen bir iğden geçirilir. Ipliğin içi boştur. Ipliğin hareketine göre dik yöndedir ve çok dayanıklı malzemeden üretilmiştir. Ipliğin sarıldığı kısım iğ, iplik ile alıcı silindirleri arasında bulunur. Sabit haldeki ipliğin döndürülmesiyle iğin her iki tarafındaki iplik büküm alır. Iğin bir tarafı ''S'' büküm, diğer tarafı ise ''Z'' büküm olur. İğcik Tipleri Üç Eksenli Büküm Elemanı
222 Yalancı büküm tekstüre; Bu yöntemde; sevk silindirleri tarafından alınan iplik, iğ içerisine gönderilir. Iğin iç kısmı boştur ve ipliğin hareketine dik konumda bulunan ipliğin sarıldığı bir pim bulunmaktadır. Pim, sevk ve alıcı silindir arasında yer alır. Hareketsiz haldeki filament iplik iğin döndürülmesi ile ipliğin her iki tarafında da eşit miktarda ve ters yönde bir büküm oluşur. Ipliğin bir tarafında ''S'' büküm diğer tarafında ise ''Z'' büküm oluşur. Yalancı büküm metodunda ilk işlem fiksaj işlemidir. Fiksaj işlemi uygulanmasının nedeni ise, verilen bükümün kalıcılığını sağlamaktır. Besleme silindiri ile iğ arasına yerleştirilen ısıtıcı yardımı ile iplik bükümlü halde ısıl işleme tabi tutulur. Ipliğin istenilen sıcaklığa ulaşması için ısıtıcı bölgenin uzunluğu oldukça önem arz etmektedir. Aıasıtma bölgesi kadar soğutma bölgesinin uzunluğuda ayrı bir öneme sahiptir. Özellikle ısıtılan ipliğin büküm ünitesine gelinceye kadar camsı geçiş sıcaklığının altındaki sıcaklığa (poliesterler için C, poliamidler için ise 60 C dir.) düşmelidir. Isıtıcı bölgesinin bir önemli noktası da ısının optimizasyonudur. Çok yükse sıcaklıklarda filamentler birbirine yapışacaktır. Çok düşük sıcaklıklarda ise kalıcı olmayan kıvrım efektleri oluşacağından çalışma sıcaklığındaki optimizasyon çok önem arz etmektedir. Her iki durumda da ipliğin hacimliliği etkilenir. Diğer bir husus ise ısıtıcı iplik hattı boyunca iplik gerginliğinin sabit kalması gerekmektedir. Ipliğin gerginliği sevk silindirleri silindirleri hızının arttırılması gerginliği düşürür ve üretilen ipliğin daha sıkı kıvrımlara sahip olmasını sağlar. Fiksaj işleminden sonra iplik soğur ve aldığı formda sabit kalır. Yalancı büküm tekstüre işleminde çalışma elemanları olarak; Cağlıklar, emici tabancalar, sevk ve baskı silindirleri, otomatik bobin değiştirme aparatı, yağlama tertibatı, iplik yağlayıcılar ve bobin sarma tertibatı, punta tertibatı ve klima tertibatından oluşur. Yalancı Büküm Prensibine Ait Şema
223 b) Hava jetli tekstüre; Bu yöntemde, basınçlı hava filament iplikler ile karşılaştırılarak gerçekleşir. Bu yöntemde iplikler çekim silindirleri arasına yerleştirilmiş hava jetine gönderilir. Hava jetinin türbülans bölgesinde basınçlı hava akımının etkisi ile iplikler kıvrımlı hale gelir. Iplikler yavaş dönen çekim silindirleri yardımı ile hava jetinden bobin masuraya gönderilir. Have Jetli Tekstüre Metodu Şeması Hava Jetli Fantezi Üretimi Şeması
224 c) Bıçaklı tekstüre; Tüylü filament iplik üretmek için uygulanan bir yöntemdir. Filamentlerin bir bıçağın sırtından geçirilmesi ile oluşur. Bu yöntemde, filament ipliği, önce ısıtılır, ısıtılan bu iplik daha sonra soğuk bıçak üzerinden geçirlir. Bu sırada ipliğin bıçağa temas eden iç kısmında kalan filamentler gerileyerek uzar. Iplik bıçak üzerinde hareket ettikçe ve ilerledikçe soğumaya devam eder. Önceleri bu yöntem ile elde edilen iplikler dikişsiz bayan çoraplarının üretiminde kullanılırken daha sonra halı ve döşemelik kumaşlarında üretiminde kullanılmaya başlamıştır. d) Sıkışitırmalı tekstüre; Bu yöntemde, bir çift besleme silindiri ipliği olarak ipliğin tutulduğu ve deforme edilip buruşuk ve zikzaklı bir görünüm aldığı borunun içerisine beslenir. Iplikte oluşan defromasyon ısının etkisi ile fikse olur. Bu şekilde işlem görmüş iplik hem daha hacimli hem de daha yumuşak bir yapıya bürünür. Uzama özellikleri yalancı büküm ile üretilen tekstüre ipliğe göre çok düşüktür. Bu yöntem ile elde edilen iplikler daha çok halı, kilim ve tafting halılarkda kullnaılır. e) Örme-sökme tekstüre; Kıvrım verme işlemi, yuvarlak örgü makinesinin iğneleri yardımı ile gerçekleştirilir. Bu yöntemde filament iplikleri önce örülür daha sonra fikse edilir ve daha sonra da örgü yapısı sökülür. Sökme işlemi sonrasında kıvrımlı bir yapı oluşur. Bu yöntemde; kontinü ve diskontüni olmak üzere iki yöntem uygulanır. f) Dişli çarklı tekstüre; Bu yöntem ''Crepeset' yöntemi olarak da bilinmektedir. Bu yöntemde, ısıtılmış dişli çarkların arasından filament iplikleri geçirilir. Daha henüz sıcak olan filamentler soğuk dişli çarklar arasından geçirilerek kıvrımlı iplikler elde edilir. Bu yöntemle üretilmiş tekstüre iplikler, oldukça düzgün kıvrımlı, hacimli, örtücülüğü iyi iplikler üretilmektedir. Bu yöntem ile elde edilen iplikler genellikle 1000 denyeye kadar olan filament ipliklere uygulanmaktadır. Dişli Çark Metodunu Gösterir Şema
225 2) Çekimli tekstüre; Kademeli (tekstürenin ve çekimin asyrı ayrı olduğu tekstüre yöntemi) ve kademesiz (çekim ve tekstürenin aynı anda olduğu tekstüre yöntemi) olmak üzere iki tür çekimli tekstüre yöntemi vardır. a) Kademeli (squentional) tekstüre yöntemi; Bu yöntemde tekstüre makinesinin girişine bir çekim elemanı bağlanarak ipliklerin tekstüre bölgesine girmeden önce istenilen özelliklte çekilmesi ile yapılır. b) Kademeli (simultane) tekstüre; Bu yöntemde ise; Ipliklerin çekim ve tekstüre işlemi iki veya tek ısıtıcılı yalancı büküm metoduna göre çalışan makine ile yapılır. Bu yöntemde çekim, bir hız farkı ile sağlanır. Bu yöntemde iplik sadece eksenel çekim kuvvetlerine değil eksensel çekim kuvvetleri ile birlikte burulma kuvvetlerinede maruz kalır. Bu nedenle bu metotla üretilen tekstüre ipliklerin enine kesitleri eşkenar üçgen şeklinde görünür. 3) Kimyasal -termik yöntem ile tekstüre, Bikomponent lifler yün lifinin kıvrım özelliğinden dolayı keşfedilmiş bir tekstüre yöntemidir. Bu yöntemde bikomponent filamentler iki farklı polimerin aynı düzenin deliğinden geçirilmesi suretiyle tek bir filament haline getirilmesi prensibine dayanır. Bu nedenle bikomponent lifler, fiksaj işlemi sırasında kısalmalar gösrerirler. Bu yöntemde liflerin üretimi sırasında herhangi bir kıvrım işlemi uygulanmaz. Günümüzde en çok tercih edilen yöntemlerden biriside yan yana bikomponent filament üretimi şeklidir. Bikomponent Lif Üretim Şeması 4) Mekanik yöntem ile (hava tabancası) tekstüre; Basınçlı hava yardımıyla sentetik filamentlerin karıştırılması suretiyle elde edilen ipliklerdir. Mekanik yöntemde iplikler çekim silindirlerine sıkışmış durumda hava jetine sefk edilirler. Filamentler havanın etkisi ile kıvrımlı hale gelirler, daha sonrada tamburlara gönderilerek bobinlenirler.
226 TEKSTÜRE İPLİK MAKİNELERİ Sonsuz sentetik filamentlerin özelliklerini değiştirerek daha hacimli, daha fazla elastikiyet ve uzama yeteneği, daha yüksek mukavemet, daha fazla ısı alma yeteneği, daha fazla nem alma yeteneği ile hava geçirgenliğine ve daha yumuşak tutuma sahip liflerin elde edilmesi için tekstüre makinesi kullanılır. DIŞTAN SÜRTÜNMELI YALANCI BÜKÜM TEKSTÜRE MAKINESI; Dıştan sürtünmeli yalancı büküm tekstüre makinesi ile filamentlere istenen kıvrımlı şekil verilerek üretilen ipliklerin ve kumaşların istenen hacim ve elastikiyete sahip olmasını sağlamaktır. GÖREVLERİ; Dıştan sürtünmeli yalancı büküm başlıkları ile filamentlere istenen kıvrımlı şekil verilerek üretilen ipliklerin ve kumaşların istenen hacim ve elastikiyete sahip olmasını sağlamaktır. Bu tekniğin ilk zamanlarında istenilen tekstüre efektinin elde edilmesinde 7 adım vardır. Bunlar bobinleme, büküm, ısı verme, sağma, büküm açma, katlama ve sarım. Bunlar tekniğin ilk gelişim yıllarında birbirinden farklı makinelerde yapılmakta idi. Teknolojinin gelişmesi ve yeni makinelerin imal edilmesi ile yalnızca 4 aşamalı bir işlem hâline gelmiştir. Bunlar büküm verme, ısıtma, soğutma, yağlama ve sarım olarak sıralanabilir. Tekstüre Makinesi
227 DIŞTAN SÜRTÜNMELI GELIŞMELER: BÜKÜM ELEMANLARINDA TEKNOLOJIK Heberlain firmasının geliştirdiği twist master adı verilen büküm üniteleridir. Bu tip ünitelerde büküm bir küre üzerinde verilmektedir. Bu bölgede sarma açısının büyük olması verilen büküm miktarının artması anlamına gelmektedir. Kürelerin yüzeyine sürtünen ipliğin sarma açısı artırılmaktadır. Söz konusu küreler poliüretan olabileceği gibi seramik de olabilmektedir. Bir diğer gelişme ise Japon Murata firmasının geliştirdiği nip twister adlı büküm ünitesidir. Birbirine dik olarak dönen bu iki kayış arasında ipliğe yalancı büküm verilmektedir. Kayışlar oldukça esnek yapılıdır ve yüksek büküm formasyonu verebilmektedir. Bunun sonucunda bu tip ünitelerde iplik akış hızı 1000 m/dakikaya kadar çıkabilmiştir. DIŞTAN SÜRTÜNMELI YALANCI BÜKÜM TEKSTÜRE KULLANILAN POY IPLIKLERIN ÖZELLIKLERI: MAKINESINDE Filament iplik üretimi sırasında 3500 m/dakika civarındaki sarım hızlarında kısmen oryante olmuş iplikler üretilir. Üretilen bu ipliklere poy iplik denir. - Poy iplikler uzun (60-90 gün) ömürlüdür. Bu süre içinde tekstüre işleminin yapılmaması durumda iplik kopmaları vb. sorunlar oluşabilir. Daha düzgün paketlenebilmektedir. Daha iyi ısıl işlem özelliğine sahiptir. Klima şartlarının değişmesinden diğer ipliklere göre daha az etkilenir. ÇALIŞMA PRENSIBI; Cağlıklara takılan poy iplikler devriye verme kolu ve iplik besleme silindirleri yardımı ile üst ısıtıcıya verilir. Çağlık ve Besleme Kısmı
228 İplik, seramik kılavuz yardımıyla üst ısıtıcıdan alınarak soğutucu bölüme girer. Üst ısıtıcının sıcaklığı ºC arasındadır. Isıtıcı Bölümü Soğutucu bölüm alüminyum malzemeden yapılmıştır. İpliğin sıcak bölgeden çıktıktan sonra ortamın sıcaklığına alıştırılıp soğutularak titreşimi alınır. Soğutucu Bölümü
229 Soğutucudan gelen iplik daha sonra friksiyon ünitesine gider. Bu bölümde iplik 3 ayrı diskin arasından geçerken diskin biri ipliği sağa çevirirken diğer disk sola çevirerek ipliğin kıvrımlı hal almasını sağlar. Giren iplikte hiçbir titreşim olmaması ve disklerin yüzey özelliklerinde de hiçbir değişimin olmaması gerekir. Aksi takdirde tekstüre işleminin kalitesi bozulur. Friksiyon Büküm Bölümü Çekim silindiri ile besleme silindiri arasındaki mesafede hız farkından dolayı çekim gerçekleşir. Çekim Bölümü
230 Çekim işlemi gerçekleştikten sonra iplik alt ısıtıcıda fikse edilir. İpliğin fiske edilmesindeki amaç, son kazandığı özelliklerin (kıvırcıklaşma ve çekim) ipliğe sabitlenmesidir. Fikse işleminde sıcaklık ºC arasındadır. Alt Isıtıcı ve Punta Bölümü Fikseden çıkan iplik çekim silindiri arasında sıkışmış durumda sensörlere iletilir. Sensörlerin görevi ipliğe kılavuzluk ederek düzgün bir şekilde bobinlere sarılmasını sağlamaktır. Çekim Silindirlerii
231 İplik sarımdan öncede yağlama işlemine tabi tutulabilir. İpliğe verilecek miktar müşterinin isteğine bağlı olarak % 2-3 arasında değişmektedir. Sarım silindiri ile iplik bobinlere istenilen gerginlikte sarılır. Sensör ve Yağlama Bölümü İpliğe verilen özelliklere ve müşterinin isteğine bağlı olarak bir bobinin ağırlığı 5500 kg olabilmektedir. Sarım Bölümü
232 Tekstüre işlemi sırasında eğer puntalama işlemi de yapılacaksa iplik çekimden sonra puntalama işlemine tabi tutulur. Buradan sonra alt ısıtıcıdan geçer. Puntalama Bölümü Birden fazla iplik katlanacaksa iplik friksiyon bölgesinden çıktıktan sonra 2 veya 4 iplik çekimde birleştirilir, işlem tek katlı iplikteki gibi devam eder. Tekstüre Makinesinde Dört İpliğin Birleştirlmesi
233 ÇALIŞMA ELEMANLARI; Dıştan sürtünmeli yalancı büküm tekstüre makinesinin temel elemanlarının görevleri aşağıda sıralanmıştır. - Cağlık: Tekstüre işlemine girecek bobinler, arabalara yüklü vaziyette klimalı depolarda bekletilir. Besleme bobinleri cağlıkların üzerine takılır. Cağlıkların konumu ipliğin sağılımına uygun şekilde olmalıdır. Cağlıklar ile ipliğin ısıtıcılardan etkilenmemesi gerekmektedir. Tekstüre makinesinin takım değiştirme sırasında durmaması gerekmektedir. Boşalan araba, tekstüre makinesinin bir ucundan alınır, dolu araba makinenin diğer tarafından getirilir. Bobin değiştirilirken makine durdurulmadan önce yavaş hız ile çalıştırılır, besleme ipliği yerine yenisi bağlanıp makinenin hızı artırılarak üretime devam edilir. - İplik sevk sistemleri: İplik sevk sistemlerinin görevi, ipliğin kontrolünü sağlayarak makine boyunca ipliğin akışını kontrol edip ısıtıcı ve büküm ünitesinden geçişinde ipliğin gerginliğini kontrol altında tutmaktır. Tekstüre makinelerinde sevk sistemleri, seramik kılavuzlar ve manşonlu besleme silindirleri kullanılmaktadır. - Tekstüre fırını (ısıtıcı): Tekstüre işleminde en önemli faktör ipliğin sıcaklığıdır. İplikteki sıcaklık, ısıtıcı sıcaklığına ve ısıtıcı bölgesinden ipliğin geçme hızına bağlıdır. Isıtma bölgesinin uzunluğu 2 m dir. 1. (üst) ısıtıcı sıcaklığı ºC, 2. (alt) ısıtıcı sıcaklığı ise ºC arasındadır. Tekstüre fırının görevi kolay şekil verebilmek için ipliği ısıtıp yumuşatmaktır. Tekstüre ve fikse fırınlarının ayarlanan sıcaklıklarda çalışması difil denilen difenil-eter karışımı kimyasal maddeyle yapılır. Sıvı hâldeki difil elektrikli ısıtıcılarda ısıtılır, ısınan difil buharlaşır ve fırın dış cidarlarında dolaşır. Difil buharı ceketli (cidarlı) sistemde dolaşır ve ipliğe teması söz konusu değildir. - Soğutma plakası: Soğutma plakasının görevi, ısıtıcı bölgesinden çıkan ipliği ortamın sıcaklığına alıştırmaktır. Soğutucu bölgeyi uzun tutarak ipliğin soğutulması sağlanır. Soğutma plakasının görevi, ipliğin titreşimini almak ve soğutmaktır. - Yalancı büküm iği (friksiyon diski): Tekstüre yapıcı disk, üç eksen üzerine yerleştirilen friksiyon diskleri ile büküm verme işlemi günümüzde yaygın olarak kullanılmaktadır. Disklerin yapıldığı malzemelerin ısı, sürtünme ve aşınma dayanımları yüksek olmalıdır. Günümüzde seramik kaplı metal diskler yaygın olarak kullanılan disklerdir. Disklerin kalınlığı 6-12 arasında değişmektedir. - Yağ: Tekstüre makinelerinde yağlama işlemi, çıkış silindiri ile sarım bölgesi arasında kalan bölgede gerçekleştirilmektedir. Yağlama sisteminde yağın basınçlı olarak kapalı devre içinde yivli silindirler ile ipliğin geçişi sırasında yağ sıçramadan ipliğin yağlaması yapılır. - Sarım ünitesi: İpliğin bobinlere düzgün sağılımını sağlayarak ipliğin gerginliğini azaltıp müşterinin istediği özellikte ve gramajda sarımını gerçekleştirmektir. - Klima şartları: Tekstüre işlemleri sırasında işletmede klima şartları % 65 nispi rutubet, sıcaklık ºС şeklinde olmalıdır. Isıtıcılardan yayılan kötü kokulardan dolayı tekstüre işletmesi havalandırılmalıdır. Kokunun bir kısmı koku uzaklaştırma sistemleri ile atılır. Tekstüre işletmelerinde diğer bir sorun ise gürültüdür. Tahrik motorları, puntalama jetleri, iplik taşıma milleri, iplik emme ünitelerinden çıkan gürültü oldukça fazladır. Tekstüre işletmelerinde makine operatörleri kulak tıkacı ve gözlük kullanmalıdır.
234 TEKSTÜRE İPLIK ÇEŞITLERI; Tekstüre edilmiş iplikler 3 gruba ayrılabilir. - Elastik tekstüre iplikler: Yüksek uzama ve iyi geri toparlanma özelliklerine sahiptir. Her bir filament iki boyutlu, zikzak veya üç boyutlu helisel ve bükümlü bir forma sahiptir. Elastik tekstüre iplikler düşük yükler altında kolaylıkla açılabilir. Özellikle zikzak ve helisel formlar yük kakyığında toparlanarak orijinal dalgalı şeklini alabilir. Elastik ipliklerde uzama ve toparlanma önemli olduğu için vücudu saran giysilerde kullanılır. Elastik iplikler termo- mekanik tekstüre yöntemi ile üretilir. - Kesikli liflerden eğrilmiş ipliklere benzeyen tekstüre iplikler (modifiye): İplikleri oluşturan filamentler, birbirleri ile dolanarak havanın içine girebileceği boşluklar bırakarak sıkı bir iplik yapısı oluşturur. Bu nedenle de üretim esnasında ve kullanımda oluşabilecek yüklerde uzama göstermez. Kesikli liflerden eğrilmiş ipliklere benzeyen tekstüre iplikler, hava jetli tekstüre yöntemi ile üretilebilir ve tekstilin tüm alanlarında kullanılabilir. - Hacimli iplikler: Hacimli iplik üretiminde dişli çark, yığma metodu, örme sökme, hava tekstüresi yöntemi kullanılmaktadır. Diğer ipliklere göre daha yüksek hacimlilik özelliğine sahiptir. Örtücülük özellikleri oldukça iyidir. Konfor özelliği aranan dokuma kumaşların yapımında kullanılır.
235 TEKSTİL ELYAFLARINA UYGULANAN KİMYASAL TESTLER Elyaflar, kimyasal maddeler içerisindeki davranışlarına ve çözünüp çözünmemelerine göre ayırt edilirler. - Pamuk; % 80 lik H2SO4 içerisinde tam amen çözünür. Derişik HCl de çözünmez. Ağartılmış pamuk bakıramonyum hidroksitte çözünür. - Yün; 35 C de derişik HCl içinde hemen, % 80 lik H2SO4 içinde ise sıcakta çözünür. Formik asit-çinko klorür çözeltisi içinde sıcakta çözünür. % 5 lik sodyum hipoklorit çözeltisinde 20 C de 20 dakika içerisinde çözünür. % 2 lik sudkostik ya da potas kostik ile kaynatılınca çözünür. - İpek; % 2 lik sudkostik ya da potas kostik ile kaynatılınca çözünür. % 5 lik sodyum hipoklorit içinde 20 C de 20 dakikada çözünür. % 75 lik H2SO4 çözeltisinde 50 C de çözünür. Serisini alınmış ipek formik asit/çinko klorür çözeltisinde 40 C de çözünür. - Viskon; % 80 lik H2SO4 içerisinde çözünür. Formik asit-çinko klorür içinde sıcakta çözünür. - Asetat; % 100 aseton ve % 80 lik aseton içinde çözünür. 35 C de derişik HCl içinde çözünür. % 80 lik H2SO4 içinde soğukta çözünür. m-krezolde çözünür. Kaynar dioksanda çözünür. Dimetil formamidde sıcakta ve soğukta çözünür. Formik asit/çinko klorür çözeltisinde çözünür. - Selüloz triasetat; Soğuk metilen klorürde çözünür. % 100 lük asetonda çözünür. Glasiyel asetik asitte çözünür. Dimetil formamidde sıcakta çözünür. Formik asit/çinko klorür çözeltisinde çöznür. Kaynar derişik H2SO4 de çözünür. Soğuk kloroformda çözünür. - Poliamid (naylon); -% 80 lik H2SO4 içerisinde soğukta çözünür. m-krezolde ve fenol içerisinde oda sıcaklığında çözünür. % 85 lik kaynar formik asit içerisinde çözünür. Kaynar % 96 lık asetik asitte çözünür. % 20 lik HCl ile oda sıcaklığında çözünür. - Poliakrilonitril; % 70 lik amonyum tiyosiyanürde 10 dakika kaynatılırsa çözünür. Dimetik formamidde kaynatılırsa çözünür. - Poliüretan, Lycra; Konsantre H2SO4 de soğukta çözünür. Kaynar dimetil foemamidde çözünür. Kaynar formik asitte çözünür. - Cam; Çözücülerle çözünmez. Yalnız hidroflorik asit ile aşındırılır. - Asbest; Çözücülerde çözünmez. - Poliolefinler (polietilen, polipropilen); Kaynama derecesinde ksilen içerisinde çözülür. - Polivinil klorür; Tetrahidrofuranda çözünür. Kaynar dimetil formamidde çözünür.
236 KANTİTATİF ELYAF ANALİZ YÖNTEMLERİ -Sülfürik asit yöntemi; 0,5-2,0 gram arası numune alınır ve usulune uygun şekilde temizlenir ve analize hazırlandıktan sonra tartım kabında 105 ± 3 C de 4 saat kurutulur ve bir desikatörde 2 saat süre ile soğumaya bırakılır. Daha sonra iki tartım arasındaki fark gramı geçmeyinceye kadar işleme devam edilir. Tartım işlemi bitirilmiş numune, bir erlende her bir gramı için 100 ml % 75 lik H2SO4 (320 ml saf su içersinde sürekli olarak karıştırarak ve soğutarak 680 ml konsantre (d:1,84 gr/cm3) H2SO4 ilave edilir, çözelti soğuduktan sonra 20 C deki yoğunluğu d: 1,67 gr/cm3 olmalıdır) ilave edilerek 50 C de işleme tabi tutulur. Bu işlem erlenin ağzı kapatılmak suretiyle 10 dakikada bir çalkalanmak suretiyle 30 dakika devam edilir. İşlem bitince bir cam filtreden süzülür. 100 ml % 75 lik H2SO4 ile iyice yıkanır, sonra saf su ile daha sonra da % 3,5 lik NH3 çözeltisiyle yıkanır ve en sonunda da tekrar saf su ile yıkanır. Yıkama suyu nötr reaksiyon vermelidir (bir turnusol kağıdı ile kontrol edilir). Süzgeç (filtre) üzerindeki elyaf kütlesi kurutulur, soğutulur ve mutlak kuru olarak tartılır. Bu tartımdan miktarı ve % si bulunur. Çözünmeyen elyafların ağırlık kaybı için düzeltme faktörü; Poliesterler için d: 1,00 Yün için d: 0,97 alınır. Bu yöntemde, pamuk, keten, tabii ipek, rejenere selüloz elyafları, asetat ve poliamid gibi elyaflar çözünür. Poliester ve yün ise çözünmeden kalır. -Formik asit/çinko klorür yöntemi; 0,5-2,0 kadar numune bir tartım kabına alınır ve iyice usulune uygun bir şekilde temizlenir ve 105 ± 3 C de 4 saat süre ile kurutulur. Daha sonra bir desikatörde soğutulur ve mutlak kuru olarak hassasiyetinde tartılır. Hassas bir şekilde tartılan numune bir erlen içine konur ve her bir gramı için 100 ml Formik asit/çinko klorür (20 gram susuz ZnCl2 ile 80 gram % 85 lik formik asit karıştırılarak hazırlanır) çözeltisi ilave edilir. Bu çözelti önceden 40 C ye ısıtılmış olmalıdır. Erlenin ağzı kapatılarak bir etüv içerisinde veya su banyosu üzerinde 40 C de 2,5 saat bekletilir. Bu süre içerisinde her 30 dakikada bir kez kuvvetlice çalkalanır. Bu sürenin bitiminde bir cam filtreden süzülür, kiki kez 20 şer ml lik formik asit/çinko klorür çözeltisi ile daha sonrada 1 litre saf su ile yıkanır. Filtre üzerindeki çözünmeyen elyaf kütlesi tartım kabına alınır, kurutulur, soğutulur ve hassas bir şekilde tartılır. Çözünmeyen elyafların ağırlık kaybı için düzeltme faktörü; Pamuk için Yün ve rejenere protein elyafları için Polivinilklorür ve poliester için d: 0,96 d: 0.98 d: 1,00 olarak alınır. Bu yöntem; Viskoz veya bakır ipeğinin pamuk ile olan karışımlarında; Viskoz veya bakır ipeğinin poliester, yün, rejenere protein elyafları veya polivinil klorür ile yapmış olduğu karışımlarda; 2½ asetat veya triasetat elyaflarının, pamuk, yün, rejenere protein elyafları, polivinil klorür veya poliester ile yaptığı karışımlarada uygulanmaktadır. Sentetik reçine ile aprelenmiş veya selüloz hidroksil grupları ile reaksiyona giren reaktif boyarmaddelerle boyanmış viskoz veya bakır ipeği Formik asit/çinko klorür çözeltisinde çözünmez veya kısmen çözünür. Bu durumda bu yöntem uygulanmaz. Ayrıca hasar görmüş pamuk içeren karışımlar içinde bu yöntem uygun değildir. Çünkü hasarlı pamuk Formik asit/çinko klorür çözeltisinde bir miktarda olsa çözünmektedir. Poliamid karışımı ürünlerin analizin de de bu yöntem başarı ile uygulanabilir. Ancak, formik asit yöntemi veya hidroklorik asit yöntermi daha çok tercih edilmektedir.
237 -Potasyum hidroksit yöntemi; 2 Gram numune alınır ve usulune uygun bir şekilde temizlenir. Tartım kabına konur ve 105 ± 3 C de 4 saat süre ile kurutulur, daha sonra bir desikatörde 2 saat süre ile soğumaya bırakılır (mutlak kuruluk için). Daha sonra numune 250 ml lik bir damıtma balonuna alınır ve üzerine 100 ml % 2 lik KOH çözeltisi ilave edilir. Bir geri soğutucu altında 15 dakika süre ile kaynatılır. Balon içine birkaç tane kaynama taşı da atılmalıdır. Bu süre sonunda balon içeriği bir cam filtreli (G2 filtresi) cam krozede iyice süzülür. Süzgeç üzerindeki artık önce sıcak saf su ile daha sonra da % 1 lik asetik asit çözeltisiyle ve en sonunda da saf su ile yıkanır. Her hangi bir lif kaybı veya uçuntuyu önlemek için önceden krozenin tartımı alınır. Filtrasyon ve yıkamadan sonra örnek alınırken yapıldığı gibi kurutulup soğutulur ve tartılır. Aradaki fark geriye kalan kısımdır. Filtre üzerindeki elyaf kütlesi elyaf analizi için kurutulur ve tartılır. Hesaplama; Elyaf % leri hesaplamasında düzeltme faktörleri aşağıda verilmiştir; Pamuk, viskoz ve poliamid elyafları için Poliakrilonitril ve poliamid elyafları için Poliester elyafları için d: 1,03 d: 1,00 d: 1,02 olarak alınır. Bu yöntem; Yün veya tabii ipeğin, pamuk, bakır ipeği, poliamid, poliakrilonitril veya poliester ile olan karışımlarının analizinde kullanılmaktadır. Ancak; bu yöntemde viskoz ve bakır ipeğinin (rejenere selüloz elyafları) hasarsız olmasına dikkat edilmesi gerekir. Aksitaktirde bir kısım selüloz çözünerek çözelti fazına geçer ve yün veya ipek miktarının gerçek değerinden daha yüksek hesap edilmesine neden olur. -Hipoklorit yöntemi; 0,5-2,0 Gram numune alınır ve usulune uygun bir şekilde temizlenir, 105 ± 3 C de kurutulur ve bir desikatörde soğutulur (mutlak kuruluk kurallarına göre). Daha sonra tartılan numunenin her 1 gramı için 100 ml 1 N Sodyum hipoklorit çözeltisi ilave edilir (35 gram Aktif klor + 5 gram Sodyum hipokloritin saf su ile litreye tamamlanmasıyla elde edilir). Sık sık çalkalanarak 30 dakika oda sıcaklığında işleme tabi tutulur. Daha sonra cam filtreden süzülür. Süzgeç üzerinde kalan elyaf artığı destile su ile yıkanır, arkasından % 0,5 lik asetik asit çözeltisiyle ve en son olarak da destile su ile yıkanır. Süzgeç üzerinden tartım kabına bu elyaf kalıntısı daha önce anlattıldığı gibi kurutulur, soğutulur ve tartılır (mutlak kuruluk için). Çözünmeyen elyaflar için düzeltme faktörü; Kasarlı pamuk, viskoz elyaf için d: 1,01 PVC, PA, PAC ve PES elyafı için d: 1,00 olarak alınır. Bu yöntem; Yün, tabii ipek veya rejenere protein elyaflarının; pamuk, viskoz, bakır ipeği, polivinil klorür, poliamid, poliakrilonitril veya poliester ile yaptığı karışımlara uygulanır. Burada viskoz ve bakır ipeğinin hasarsız olması gerekir. Çünkü hasarlı rejenere selüloz elyaflarının hipoklorit içerisinde bir miktar çözünmewsi yapılacak elyaf hesaplarını hatalı tespit edilmesine neden olacaktır. -Formik asit yöntemi; Bu yöntem PA 6, PA 6,6 veya polivinil asetat elyafın; pamuk, viskoz, bakır ipeği, yün veya poliester ile olan karışımlarına uygulanmaktadır. Asetat elyaflarının mevcut olduğu karışımlar için bu yöntem uygun bir yöntem değildir. Çünkü bunlar konsantre formik asit içerisinde kısmende olsa çözünürler. 0,5-2,0 gram arası numune alınır ve numune hazırlama (tartım, kurutma ve soğutma işlemi) işlemi daha önceki işlemlerde olduğu gibi tekrarlanır. Tartımda alınan numune 250 ml lik bir erlene alınır ve üzerine her bir gram numune için 100 ml konsantre formik asit ilave edilir (d: 1,195 gr/cm 3). Erlenin ağızı sıkıca kapatılarak oda sıcaklığında 15 dakika süre ile bekletilir. Bu süre içerisinde her 5 dakikada bir çalkalanır. Daha sonra erlen içeriği bir cam filtre üzerine dökülür. Elyaf
238 bakiyesi taze formik asit ile aynı tarzda iki kere daha muamele edilir ve cam filtreden süzülür. Filtre üzerindeki elyaf bakiyesi sırası ile konsantre formik asit, sıcak saf su % 1,5 lik NH3 çözeltisi ve son olarak soğuk saf su ile yıkanır. Bakiye tartım kabını alınır. 105 ±3 C de 4 saat kurutulur, soğutulur ve hasas olarak tartılır (mutlak kuru olarak). Elyaf miktar ve karışım yüzdeleri daha önce belirtildiği gibi hesaplanır. Çözünmeyen elyaflar için düzeltme faktörü; d;1,00 dir. Bu elyaf numunesi oda sıcaklığında konsantre formik asit muamele edilir. Burada poliamid (PA 6, PA 6,6) ve polivinilasetat çözünür. PA 11 (Rilsan) ve poliüretan (Lycra,Spandex) yalnız kaynar konsantre formik asitte çözünür. Diğer elyaflar çözünmeden kalır. -Sıcak formik asit yöntemi; 2 gram kadar karışım numune alınır. Makas ile iyice kesilerek ufalanır. Temiz bir erlene konur ve üzerine petrol eteri ilave edilerek arada bir karıştırmak suretiyle 15 dakika muamele edilir. Daha sonra temiz bir G2-cam filtrede süzülür. 4-5 defa C lik destile su ile yıkanır. Cam filtlesi ile birlikte etüvde 105 ± 3 C de 1 saat süre ile kurutulup desikatörde soğutulur. Soğutulan bu numune darası alınmış bir saat camı üzerine alınır ve hassas terazide tartılır. Tartımdan dara çıkarılıp numune ağırlığı bulunur. Bu numune 250 ml lik bir behere aktarılır ve üzerine 100 ml % 85 lik formik asit ilave edilir. Saat camın üzeride formik asit ile beher içerisine iyice yıkanır. Hafif kaynatma şeklinde 1 saat süre ile kaynar sıcak su üzerinde bekletilir. Biraz soğuduktan sonra darası alınmış G2-cam filtreden süzülür. Kaynar formik asit ile erlenin içerisi iyice yıkanır. Filtrasyon işlemi bittikten sonra cam filtrenin üzerinde kalan elyaflar % 1,5 lik amonyak ile (1 litrede 60 ml % 25 lik NH3) iyice yıkanır. Daha sonra destile su ile yıkanır. Cam filtre etüvde 105 ± 3 C de 1 ssat süre ile kurutulup desikatörde soğutulur ve desikatörden hemen çıkarılarak tartılır, tartımdan darası çıkarılıp kalan bakiye bulunur. Pamuk için nem faktörü = 1,08 Lycra için nem faktörü ise = 1,01 dir. Bu yöntem; Poliamid 11 (Rilsan) ve Spandex (Lycra) elyafın diğer liflerle karışımlarında önem arz eder. -Hidroklorik asit yöntemi; Elyaf numunesi oda sıcaklığında % 20 lik HCl ile muamele edilir. Burada; PA 6, PA 6,6 ve polivinilasetat, formik asit metodunda olduğu gibi çözünürler. Diğer elyaflar çözünmeden kalırlar. Bu yöntem PA 6, PA 6,6 ve PVA elyafların, pamuk, viskoz, bakır ipeği, yün tabii ipek, rejenere protein elyafları, poliakrilonitril veya poliester ile olan karışımlarına uygulanır. Bu yöntem PA (Rilsan) elyaf içeren karışımlara uygulanmaz. Çünkü PA 11 (Rilsan) % 20 lik HCl de çözünmez. HCl ve formik asit yöntemi doğruluk bakımından aynıdır ,0 gram numune daha önce belirtildiği gibi tartılır, kurutulur ve desikatörde soğutulur ve yeniden tartılır. Tartım 250 ml lik bir erlene alınarak üzerine her bir gramı için 100 ml % 20 lik HCl (460 ml konsantre HCl 540 ml saf su ile karıştırılılarak elde edilir) ilave edilir. Ağızı kapatılan erlen sık sık çalkalanarak 5 dakika süre ile bekletilir. Daha sonra çözelti kısmı G2-cam filtresi üzerine dökülür, bakiye elyaf kütlesi önceki miktarın yarısı kadar HCl ile iki kez aynı tarzda işleme tabi tutulur. Sonra G2-cam filtresinden süzülür ve bakiye filtre üzerinde 1 litre saf su ile yıkanır. Tartım kabına alınanan bakiye elyaf kütlesi daha önce belirtildiği gibi kurutulur, soğutulur ve mutlak kuruluğa kadar hassas bir şekilde tartılır. Elyaf miktarı ve karışım % leri hesaplanır. Çözünmeyen elyaflar için düzeltme faktörü d: 1,00 olarak alınır.
239 -Dimetil formamid yöntemi; Elyaf numunesi C de dimetil formamid ile muamele edilir. Burada akrilonitril elyafı çözünür, diğer elyaflar ise çözünmeden kalır. Bu yöntem; poliakrilonitril ve Lycra elyaflarının; pamuk, viskoz, bakır ipeği, yün, rejenere protein elyafları, poliamid veya poliesterler ile olan karışımları için uygulanmaktadır. Poliakrilonitril karışımları polimerizat elyaflarında akrilonitril miktarı % 85 i geçmelidir. Aksi takdirde tam olarak çözünmez ve dolayısıyla bu yöntem uygun olmaz. 2½ asetat, polivinilklorür ve bazı kopolimerizat elyaflarıda dimetilformamidde çözünürler. Bu yöntemin uyulanması için; 0,52,0 gram numune alınır. Usulune göre kurutulur, soğutulur ve daha sonrada mutlak kuruluk için tartılır. Tartım 250 ml lik erlene alınır ve üzerine her 1 gram için 100 ml dimetilformamid ilave edilerek C de ısıtılır. Daha sonra erlenin ağzı kapatılır ve kaynar su banyosu üzerinde 1 saat süre ile bekletilir. Bu sürenin sonunda dimetilformamid G2-cam filtre üzerine dökülür ve kalan bakiye 50 ml taze dimetilformamid ile tekrar 30 dakika kaynar su banyosu üzerinde bekletilir. Sonra G2-cam filtreden süzülerek bakiye 1-2 litre sıcak saf su ile yıkanır. Bakiye tartım kabına alınır, kurutulur, soğutulur ve mutlak kuru olarak tartılır. Elyaf miktarı ve karışım % leri hesaplanır. Çözünmeyen elyaflar için düzeltme faktörü; Pamuk, viskoz, PA ve PES için d: 1,00, Yün ve rejenere protein elyafları için d: 1,01 olarak alınır. -Bakırsülfat/Gliserin/Sodyum hidroksit yöntemi; Elyaf numunesi oda sıcaklığında bakır sülfat/gliserin/sodyum hidroksit karışımı bir çözelti ile muamele edilir. Burada tabii ipek çözünür. Bu yöntem; tabii ipeğin; pamuk, viskoz, bakır ipeği, yün, rejenere protein elyafları, PVC, PA, PAC ve poliester lifleri ile olan karışımları için uygulanmaktadır. Uygulanması; 0,5-2,0 gram kadar elyaf numunesi daha önce belirtildği gibi hazırlanır ve tartım kabına alınır. 105 ± 3 C de 4 saat süre ile kurutulur ve desikatörde 2 saat süre ile soğutulur ve gram hassasiyetinde bir hassas terazide tartılır. Tartım 250 ml lik bir erlene alınır ve üzerine her 1 gram numune için 50 ml karışım çözeltisi ilave edilir (10 gram kristal CuSO4 100 ml saf suda çözülür. Buna 5 gram konsantre gliserin ilave edilir. Bunun üzerine damla damla ve devamlı karıştırarak seyreltik NaOH çözeltisi ilave edilir. NaOH ilavesiyle bakır hidroksit çökeltisi meydana gelir. Bu çökelti tamamen çözününceye kadar NaOH damlatmaya devam edilir. Cu(OH)2 çökeltisi çözünerek kaybolduğu anda karışım çözeltisi hazırlanır). Her 5 dakika veya 10 dakikada bir çalkalayarak 30 dakika bekletilir. Serisini alınmış ipek 5 dakikalık süre zarfında çözünür, ham ipek ise dakikada çözünür. Bekletme süresi sonunda G2-cam filtreden süzülür, bakiye 50 ml karışım çözeltisi ile yıkanır. Sonra 1 litre soğuk saf su ile yıkanır ve tartım kabına alınır. Daha sonra kurutulur, soğutulur ve mutlak kurulukta hassas olarak tartılır. Daha sonra da elyaf miktarı ve karışım % leri hesap edilir. Çözünmeyen elyaflar için düzeltme faktörü ihmal edilebilir. Ancak yün/ipek karışımlarında alkali fazlalığında kaçınmak gerekir. Aksitaktirde düzeltme faktörünün kullanılma zorunluluğu ortaya çıkar. Normal olarak bu yöntemde düzeltme faktörü d: 1,00 olarak alınır.
240 İKİLİ KUMAŞ KARIŞIMLARINDA LİF YÜZDELERİNİN (%) HESAPLANMASI Karışımın % si hesap edilirken; a-mutlak kuru materyal, b-havada (ortan şartlarında) kurutulmuş materyal gözöününe alınır. İkinci durumda, elyafların nem miktarları göz önüne bulundurulur. Bunun için; mutlak kuru elyaf ağırlığı, nem faktörü ile çarpılmalıdır. Karışımdaki elyafların mutlak kuru durumu ile nem alma durumları arasında önemli bir fark yok ise, sonucu nem faktörü ile çarpmaya gerek yoktur. Aşağıdaki tabloda nem alma % leri aşağıdaki tabloda verilmiştir. Elyafların mutlak kuru ağırlığına ulaşması için; 105 ± 3 C de 4 saat süre ile kurutup 2 saat desikatörde soğutarak mutlak kuru sabit tartıma getirilmesi gerekir. Numune etüvden çıktıktan sonra 30 dakikaya kadar desikatörde tutulur ve tartılarak mutlak kuru ağırlığı bulunur. Çeşitli elyafların 20 C sıcaklık ve % 65 nisbi nem ortamında ticari nem % leri ve nem faktörlerini gösterir tablo Elyaf Pamuk (ham ve kasarlı) Pamuk (merserize) Keten (ham) Keten (kasarlı ve flok) Kenevir (ham) Kenevir (kasarlı ve flok) Jüt Rami Yün Tabii ipek (ham) Tabii ipek (pişmiş) Viskoz elyaf Modal elyafı Bakır ipeği 2½ Asetat Triasetat Kazein elyafı Aljinat elyafı Polivinilklorür Poliamid Poliakrilonitril Poliester Poletilen Polipropilen Polivinilasetal (Vnylon) Poliüretan Nem alma % si 8,00 11,0 10,0 8,50 11,0 8,50 12,5 7,50 14,5 10,5 9,50 13,5 12,5 12,5 6,00 4,00 14,0 20,5 0,00 4,00 1,00 0,50 0,00 0,00 5,00 1,30 Nem faktörü 1,080 1,110 1,100 1,085 1,110 1,085 1,125 1,075 1,145 1,105 1,095 1,135 1,125 1,125 1,060 1,040 1,140 1,205 1,000 1,040 1,010 1,005 1,000 1,000 1,050 1,013 MUTLAK KURU AĞIRLIK ÜZERİNDEN HESAPLAMA Lif karışımı A + B liflerini içermiş olsun. Uygulanan yöntemde B lifinin çözündüğünü, A lifinin ise çözünmeden kaldığını kabul edelim. Numunedeki kuru ağırlık E, Çözünmeyen kısım mutlak kuru ağırlığı R A, Çözünmeyen kısım için düzeltme faktörü ise da olsun. Buradan; % Çözünmeyen (A) elyafı = RA x da x 100 E % Çözünen (B) elyafı = E-(RA x da) x 100, veya E % Çözünen (B) kısmı = 100-% çözünmeyen (A) kısmıdır.
241 İPİLİK NUMARALAMA SİSTEMLERİ İpliğin inceliğini belirtmek gayesi ile belirli uzunluk (U) ve belirli ağırlık (A) birimlerinin çeşitli sistemler uyarınca oranlanması sonucu bulunan ve N ile sembolize edilen numara terimi kullanılmaktadır. İplik numaralama sistemleri Uzunluk Numaralama Sistemleri ve Ağırlık Numaralama Sistemleri diye iki ana gruba ayrılmaktadır. A-UZUNLUK NUMARALAMA SİSTEMLERİ Uzunluk Numaralama Sistemlerinde (Gram, Kilogram ya da Libre olarak) ağırlık birimlerine denk gelen uzunluk birimlerinin (Metre, Kilometre ya da Hank=Çile) sayısı numarayı belirler. İngiliz uzunluk ölçülerinden olan Hank kullanıldığı her numaralama sisteminde değişik değerler alarak pamuk ya da liften yapılmış ipek ipliklerinin numaralandırılmasında 840 Yarda, keten ipliklerinde 300 Yarda, yün ipliklerinin kamgarn olanlarında 560 Yarda, streichgarm olanlarında ise 256 Yarda olmaktadır. Bu numaralama sisteminde uzunluk birimlerinin ağırlık birimlerine bölünmesi ile bulunur. N=U/A genel formülü ile gösterilir. Bu nedenle iplik inceldikçe yani birim ağırlığa denk gelen uzunluk birimlerinin sayısı çoğaldıkça numara değeri büyür. Kalınlaştıkça yani birim ağırlık başına uzunluğu azaldıkça numara değeri küçülür. Uzunluk numara grubunun başlıcaları ise Metrik sistem, Fransız sistemi, İngiliz yün ( kamgarn, streichgarn ), Pamuk ve Keten sistemleridir. A-1-METRİK NUMARALAMA SİSTEMİ Başta kamgran ve streichgarn yün iplikleri olmak üzere pamuk, keten, viskon (viskos), poliester, akrilik ve bunların karışımlarından oluşan ve liflerden üretilen ipliklerin numaralanmasında genellikle Metrik Numaralama sistemi kullanılır. Metrik sistemde bir gram ya da bir kilogram olan ağırlık birimine karşılık uzunluk birimi metre veya kilometredir. Ağırlık birimi gram ise uzunluk metre, eğer kilogram ise kilometre olur. Bu sistemde numara Nm sembolü ile gösterilir. Buna göre; 1 Nm = Ağırlığı 1 g veya kg, Uzunluğu 1 m veya km 10 Nm = Ağırlığı 1 g veya kg, Uzunluğu 10 m veya 10 km 100 Nm = Ağırlığı 1 g veya kg, Uzunluğu 100 m veya 100 km olan iplik demektir. Örnek; Ağırlığı g veya 2 kg, uzunluğu m veya 80 km olan ipliğin metrik sistemdeki numarası (yani inceliği) kaçtır. N=U/A formülünden, Nm=km/kg olduğundan Nm= /2.000 veya 80/2 = 40 olarak bulunur. A-2-FRANSIZ NUMARALAMA SİSTEMİ Kuzey Fransa ve Belçika da keten ve kenevir ipliklerindeki sınırlı kullanımı dışında genelde pamuk ipliklerinin numaralandırılmasında kullanılır. Fransız Sisteminde uzunluk birimi 1 m ya da km ağırlık birimi ise 0,5 g veya 0,5 kg dır. Nf ile sembolize edilen bu sistemde; 1 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 1 m veya 1 km 10 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 10 m veya 10 km 100 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 100 m veya 100 km olan iplik demektir.
242 Örnek; Ağırlığı g veya 2 kg, Uzunluğu metre veya 80 km olan bir ipliğin Fransız sistemindeki numarası nedir. N=U/A formülünden, Nf=m/0,5g veya Nf=km/0,5kg, Nf=80.000/2.000/0,5 = 20 olarak bulunur. A-3-İNGİLİZ YÜN KAMGARN NUMARALAMA SİSTEMİ Önceleri Metrik Numaralama Sistemine kıyasla çok daha yaygın kullanılmalarına rağmen günümüzde pamuk dışındaki İngiliz Numaralama Sistemlerinin geçerlilikleri oldukça azalmıştır. Ağırlık biriminin bir Libre ve uzunluk birimi olan Hank ın 560 Yarda olduğu İngiliz Yün Kamgarn Numaralama sisteminde numara NeK olarak sembolize edilmektedir. 1NeK = Ağırlığı 1 Libre (453,6 g ), Uzunluğu 1 Hank ( 1 Hank=560 Yarda=512 m ) 10 NeK = Ağırlığı 1 Libre ( 453,6 g ), Uzunluğu 10 Hank ( 5600 Yarda=5.120 m ) 100 NeK = Ağırlığı 1 Libre ( 453,6 g ), Uzunluğu 100 Hank ( Yarda= m ) olan iplik demektir. Örnek; Ağırlığı g ve Uzunluğu metre olan ipliği ele alarak kaç NeK olduğunu bulunuz. N=U/A formülünden, NeK= /512 = 35,4 olarak bulunur /453,6 A-4-İNGİLİZ YÜN STREİCHGARN NUMARALAMA SİSTEMİ Diğer İngiliz Numaralama Sistemleri gibi günümüzde az kullanılır olmuştur. NeW olarak sembolize edilir. Ağırlık birimi İngilizlin gereği olarak 1 Libre ve uzunluk birimi olarak Hank kullanılır. Bu numaralama sisteminde 1 Hank 256 Yarda dır. Bu sistemde; 1 NeW = Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (1 Hank=256 Yarda=234 m) 10 NeW = Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (2.560 Yarda=2.340 m) 100 NeW = Ağırlığı 1 Libre( 453,6 g ), Uuznluğu 100 Hank ( Yarda = m) olan iplik demektir. Örnek; Ağırlığı g ve uzunluğu m olan yün streichgarn ipliğin numaralama sistemindeki uzunluğu kaçtır. N=U/A formülünden. NeW = /234 = 77,5 olarak hesaplanır /453,6
243 A-5-İNGİLİZ PAMUK NUMARALAMA SİSTEMİ Pamuk ipliklerinin numaralanması için İngiltere de gelişen bu sistem İngilizlerin başlangıçta tekstildeki üstünlükleri nedeni ile tüm dünyaya yayılmıştır. Ölçü birimlerindeki uyumsuzluğa rağmen günümüzde de egemenliğini sürdürmektedir. İngiliz pamuk numaralama sisteminde ağırlık birimi her zamanki gibi 1 Libre ( 453,6 g ), uzunluk birimi ise 1 Hank ( İngiliz Pamuk Sisteminde 1 Hank= 840 Yarda=768 metredir ). Sembolü ise NeB ile gösterilir. 1NeB =Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (840 Yarda=768 m) 10 NeB = Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (8.400 Yarda= m) 100 NeB = Ağırlığı 1 Libre (453,6 g), Uzunluğu 100 Hank ( Yarda= m) olan iplik demektir. Örnek; Ağırlığı g ve Uzunluğu m olan pamuk ipliğinin İngiliz Pamuk Numaralama Sistemindeki numarası kaçtır. N=U/A formülünden. NeB= /768 = 23,6 olarak bulunur /453,6 A-6-İNGİLİZ KETEN NUMARALAMA SİSTEMİ Metrik numaralama için yıllarca sürdürülen uğraşlara ve 1958 yılından bu yana da tex, sisteminin zorunlu olarak uygulanma kararlarına rağmen Franda dışında tüm ülkelerde keten ipliği numaralamasında İngiliz sistemi yürürlükten kaldırılamamıştır. Günümüzde bu alanda tek olarak uygulanan bu sistemde ağırlık birimi tüm İngiliz numaralama sisteminde olduğu gibi gene 1 libre ve uzunluk birimi olan hank ise 300 yarda yani 274 metredir ve NeL ile sembolize edilir. 1 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (300 Yarda=274 m) 10 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (3.000 Yarda=2.740 m) 100 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 100 Hank ( Yarda= m) olan iplik demektir. Örnek; Ağırlığı g ve uzunluğu metre olan keten ipliğinin İngiliz Keten Numarası nedir. N=U/A formülünden; NeL= /274 = 66,2 olarak bulunur /453,6
244 B-AĞIRLIK NUMARALAMA SİSTEMLERİ Uzunluk Numaralama Sistemlerinin aksine olarak bu sistemde numara belirli uzunluk birimlerine denk gelen ağırlık birimlerinin sayısı ile belirlenmektedir. Tekstilde standardizasyona giderek metrik ölçü birimleri ile desimal numaralama sistemleri yerleştirebilme çabaları sonucu ortaya çıkan tex sistemi ile başlangıcı Fransa da ipekçilikte kullanılan ve bir lifi eski Fransız arşını olan numaralamaya dayanarak Denye (Denier) sistemi bu numaralama grubunun günümüzde ayakta kalan temsilcilerdir. Önceleri pamuk kaksam ve jüt ipliklerinde kullanılan ve ağırlık birimlerinin uzunluk birimlerine oranlamasıyla bulunur. N=A/U Bu nedenle iplik inceldikçe belirli uzunluktaki ağırlık azalacağı ve numara küçüleceği gibi ağırlık arttıkça da iplik kalınlaşacak ve numarası da büyüyecektir. B-1-DENYE (DENİER) SİSTEMİ Başlangıcından bu yana ipek ipliklerinde kullanılırken, ilk yapay maddelerin ortaya çıkmasından sonra devamlı liflerden üretilen poliamid, poliester vb. tüm düz ve tekstürize ipliklerin numaralanmasında da tek sistem olarak kullanılmaktadır. Nd olarak sembolize edilen Denye sisteminde uzunluk birimi metre ve ağırlık birimi ise 1 gramdır. Bu tanımdan ötürü; 1 Nd = Uzunluğu metre ve ağırlığı 1 gram 10 Nd = Uzunluğu metre ve ağırlığı 10 gram 100 Nd = Uzunluğu metre ve ağırlığı 100 gram olan iplik demektir. Örnek; Ağırlığı 900 gram ve uzunluğu metre olan bir ipliğin Denye sistemindeki inceliği nedir. N=A/U formülünden Nd= 900/81.000/9.000= 100 şeklinde bulunur ve inceliği 100 Nd olarak tanımlanır. B-2-TEX NUMARALAMA SİSTEMİ Buraya kadar incelenen numaralama sistemlerinde de açıkça görüldüğü gibi tekstil endüstrisinde hem çok çeşitli hem de çok karmaşık ölçü birimleri kullanılmaktadır. Uygulamada pek çok yanlışlıklara ve anlaşmazlıklara neden olan bu ölçü birimlerini sadeleştirmek ve tüm tekstil kollarını içine alacak metrik ölçülere dayalı desimal düzeyde bir numaralama sistemi geliştirilmesi gereksinimi ve çabalarının başlangıcı Viyana Konferansına dayanmaktadır. Uluslararası Tekstil Standardizasyonu Organizasyonunun uzun süren çabaları sonucu bu amaçla uzunluk ölçü birimi metre ve ağırlık ölçü birimi 1 gram olan tex numaralama sistemi geliştirilmiş ve tüm tekstil sektöründe uygulanması zorunlu kılınmıştır. Ne var ki tüm bu iyi niyetli uğraşlara rağmen günümüzde yapay liflerin inceliğinin tanımlanmasında ve yapay devamlı liflerden oluşan ipliklerin numaralanmasında kullanılan
245 desiteks dışında yalnızca iplik alış verişlerindeki bazı ticari anlaşmalarda, o da zorunlu olduğu için kullanılmaktadır. Ntex olarak sembolleştirilen bir uluslararası numaralama sisteminde numaralama basamakları metrik sistemde ve desimal düzende olmak üzere; 1 tex tex = Uzunluğu metre ve Ağırlığı 1 gram 1 dekateks datex = (10 tex ) = Uzunluğu metre ve ağırlığı 10 gram 1 Hektotex htex = (100 tex) = Uzunluğu metre ve ağırlığı 100 gram 1 kilotex ktex = (1.000 tex) = Uzunluğu metre ve ağırlığı gram olan iplik olarak büyümekte 1 desitex dtex = (0,1 tex) = Uzunluğu metre ve ağırlığı 0,1 gram 1 santitex ctex = (0,01 tex) = Uzunluğu metre ve ağırlığı 0.01 gram 1 miltex mtex = (0.001 tex) = Uzunluğu metre ve ağırlığı gram olan iplik şeklinde küçülmektedir. Bu tanımdan anlaşılacağı üzere bu sistemde de iplik kalınlaştıkça numara değeri büyüyecek, iplik inceldikçe küçülecektir. 1 Ntex = Uzunluğu metre ağırlığı 1 gram olan iplik 10 Ntex = Uzunluğu metre ağırlığı 10 gram olan iplik 100 Ntex = Uzunluğu metre, ağırlığı 100 gram olan iplik anlaşılır. Örnek; Denye sisteminde verilen örnekte olduğu gibi uzunluğu metre ve ağırlığı 900 gram olan bir ipliğin tex numarası kaçtır. N=A/U, Ntex = 900/81.000/1.000 =11,11 olarak hesaplanır. Ülkemizde yün ve yün karışımlı ipliklerde, yünlü sistemlerde, doğal ve yapay liflerden eğrilen tüm ipliklerde Metrik Numaralama Sistemi, Pamuk ve pamuk karışımlı ipliklerle, pamuklu sistemlerde ( kısa lif ) tüm yapay liflerden üretilen ipliklerin numaralanmasında İngiliz Pamuk Sistemi, İpek ve yapay ilk maddelerden devamlı lif olarak üretilen ipliklerde de Denye sistemi kullanılmaktadır. Keten ipliği ülkemizde pek az üretildiğinden burada üreticinin teknolojisine bağlı olarak metrik veya İngiliz Keten Numara Sistemi kullanılmaktadır. Tex sistemi tüm diğer ülkelerde olduğu gibi ülkemizde de tutunamamıştır. Yapay lif üreticilerinin lif inceliğini göstermedeki kullanımı dışında hemen hiçbir alanda kullanılmamaktadır.
246 İPLİKTE BÜKÜM İplikte büküm, Elyafın ya da ipliklerin bir arada tutulması ve mukavemet kazandırılması için ipliğe verilen spiral dönmelerdir. Büküm genellikle ipliklerin uçlarının nispi dönmesinin sonucu oluşur. İplikler birbirine paralel ya da paralele yakın elyafların bükülmesi suretiyle elde edilmektedir. İpliklerin bükümü eğirme işlemleri ile sağlanır ve sayede stapel elyaflardan (kısa elyaylar) kesiksiz iplikler oluşur. Büküm tek kat ipliklerde mukavemetin arttırılması için ya da iki veya daha fazla katlı iplik elde ederek kumaşta istenen efekt özelliklerini kazandırmak amacıyla yapılmaktadır. Elyafları ve iplikleri bir arada tutmak için gereken büküm miktarı, ipliğin çapına, elyafların cinsine ve ştapel uzunluklarına bağlıdır. Kalın ipliklerin birbirini tutması için daha az sayıda büküm gerekir ve bunlara düşük bükümlü iplikler denir. Daha ince ipliklerin birbirini tutmaları için ise daha çık sayıda büküme ihtiyaç vardır ve bunlara yüksek bükümlü ya da sık bükümlü iplikler denir. İplik ne kadar az bükümlü olursa o kadar beyaz ve parlak görünür. Büküm ipliği matlaştırır ve rengini koyulaştırır. Bükümn üretimle ters orantılıdır. 30 büküm yerine 20 büküm verilirse, üretim 30/20 oranında artar. Büküm, iplikle ince yerlerde artar, kalın yerlerde ise azalır. Büküm sayısı ile ağırlık çarpımı sabittir. İplik büküm dereceleri hafif bükümlü ya da bükümsüz ile sıkı ya da çok sıkı bükümlü arasında değişir. İplik bükümü miktarı ya da derecesi birim uzunluk (cm, metre veya inç)başına düşen sarım sayısıda dönüş sayısıyla ölçülür. Bir (1) inçteki büküm miktarı TPİ veya büküm/inç, bir (1) metredeki büküm miktarı TPM veya büküm/m olarak kısaltılır. Bir ipliğin TPM sinin ipliğin ve ondan üretilecek olan kumaşın görünümü ve dayanıklılığı üzerinde önemli etkisi vardır. Göreceli olarak düşük bükümlü (TPM 80 den 460 a) ipliklerde ipliğin yumuşak, kabarık ve esnek olması nedeni ile yumuşak büküm adı verilir. Yüksek bükümlü iplikler (TPM 750 den 1200 e) sert bükümlü iplikler olarak adlandırılır. Bu iplikler yumuşak bükümlü ipliklerden daha düzgün yüzeyli, daha sert, daha girift ve sağlamdırlar. Filament iplikleri genelde düşük bükümlüdür. (TPM 20 den 40 a). Filament ipliklerde büküm ipliği sağlamlık vermez, sadece elyafları bir arada bütün olarak tutmaya yarar. Büküm ipliği oluşturan bileşenlerin birbirinden ayrılmamasını ve ipliğin dayanıklı olmasını sağlar. İplik bükümü sağ, sol büküm (S ve Z büküm) ya da dengelenmiş ve dengelenmemiş olarak sınıflandırılır. Tek kat iplik bükümlerinde S veya Z büküm, katlı büküm ipliklerinde SZ, ZS, SS veya ZZ büküm, kable iplik bükümünde ZSZ veya ZZS büküm yönleri seçilebilir. Büküm ipliğin en önemli temel özelliğidir. Genel anlamda ipliğin başta inceliği olmak üzere liflerin incelik ve uzunluğuna, kıvrım durumu ve yüzey strüktürüne bağlı olarak hesaplanır. Dokuma, trikotaj ve halı üretimi için seçilecek iplik bükümleri doğal olarak belirgin farklılıklar gösterecektir. İpliğin bükümü kullanım sonucunda karşılaşacağı gerilim, sürtünme ve zorlamalara karşı koyabilecek dayanıklılığı kazandırmak amacıyla liflerin birbiri üzerine dolandırılarak bağlanmaları gerekir. Bu dolanmalar ne kadar çoğalır ise lifler birbirlerine o kadar yaklaşırlar ve tutunurlar. Bu tanıma göre büküm miktarının artmasıyla buna bağlı olarak aynı oranda iplik mukavemetinin de artması sonucu çıkarılabilir. Aslında bu belli bir limite kadar doğrudur da. Ancak arada hiç hava boşluğu kalmayıp liflerin birbirine sürtünmeye başlamaları ile bu limit sona erer. Kritik nokta denilen bu aşamadan sonra liflerin birbirlerine sürtünmelerinden ötürü örselenip kuvvetten düşmeleri sonucu ipliğin mukavemeti de azalmaya başlar ve devam edilirse bir süre sonra ipliğin koptuğu görülür. Bu yüzden büküm ipliğin kullanımda gerekli mukavemeti sağlayacak en alt düzeyde tutulmalıdır. Bükümün miktarı iplik üretimini de yakından etkileyen faktörlerdir. Büküm azaldıkça üretim çoğalmakta arttıkça azalmaktadır. İpliğin üretimi (gram/saat) olarak aşağıdaki formül ile bulunur. Üretim = İğ devri/dak x 60 x Randıman Büküm Miktarı x İplik No Görüldüğü gibi büküm formülünün bölen hanesinde olduğundan negatif yönde etkiler. Ancak bu formüle bakılarak büküm azaldıkça üretim artacak gibi görünse de belli bir limitten sonra iplik kendini taşıyamayacak kadar mukavemet kaybına uğrayarak ve eğirme sırasında kopuşlar çoğalacaktır. Bu durumda artacağı sanılan üretim aksine düşecektir. Büküm çokluğunun iplik
247 kalitesi (düzgünlüğü) üzerindeki etkisi de ilk bakışta olumlu gibi görünse de aslında olumsuzdur. Çünkü eğirme sonucunda büküm öncelikle ipliğin daha ince olan bölümlerine yığılır. Bu nedenle ipliğin bu bölgelerinde lifler birbirlerine daha çok yaklaşacağından incelik daha da belirginleşir. Bunun doğal sonucu olarak ipliğin ince yerleri olduğundan daha ince kalın yerleri de daha kalın bir görünüm kazanacaktır. Kumaşların tuşeside (yumuşaklık + döküm; özellikle giyimlik kumaşlarda çok önem arz etmektedir) bükümden önemli ölçüde etkilenmektedir. Bükümün artmasıyla kumaş sertleşmekte ama dirilik, döküm ve hareketliliği artmaktadır. Azalan büküm nedeniyle kumaş yumuşamakla birlikte hareketsizleşmektedir. Bütün bunlarla birlikte kumaş tipleri, kullanım amaçları ve geçirecekleri apre rutinleri dikkaste alınarak yeterli olabilecek en az büküm miktarı seçilmeli ve uygulanmalıdır. Büküm hesaplarına girmeden önce hem büküm olayının fiziksel oluşumunun tam olarak anlaşılması ve hemde hesaplama işlemlerinde kullanılacak olan kavramların kaynaklandıkları noktalardan başlayarak tanımlanmaları gerekmektedir. Bunların en kolay anlatımı şüphesiz KOECHLIN formulünün incelenmesi ile sağlanır. Büküm için kabul edilen tek ve en önemli ölçü bir tur (dolam) boyunda liflerin birbirlerine yaklaşma açısıdır. Değişik nitelikte ama aynı liflerden aynı amaç için üretilecek iki ayrı iplikle aynı relatif mukavemetin sağlanması istenirse burulma açısı olarak adlandırılan bu liflerin birbirlerine yaklaşma açısının her iki iplikte de aynı büyüklükte olması gerekir. Bu gereklilikten hareket ederek çapları (R) ve (R1) olan iki ipliğin tur boylarının aynı kabul edilen burulma açısına göre açınımını çizmek istenirse; Burada Tales teoremine göre; R/R1 = H/H1 bağıntısı kurulabilir. Bu bağıntı da iplik çaplarıyla buradaki yükseklik (H ve H1) arasındaki doğru orantı bulunduğunu gösterir. Bir birim iplik uzunluğu (L) ve bu birim uzunluğundaki tur sayısı (T) ile gösterilerek T = L/H ve T1 = L/H1 bağıntısı da kurulabilir. Bu son bağıntılar (H) için düzenlenince H = L/T ve H1 = L/T1 olacağından bu eşitliler başlangıçtaki R/R1 = H/H1 bağıntıları ile birleştirilirse; R/R1 = H/H1 = L/T = R/R1 =T1/T L/T1 Sonucuna ulaşılır. Pratikte iplik kalınlıkları (çapları) gerçek anlamda kesin olarak ölçülemedinden iplik bükümlerinin hesaplanması için iplik çapları ile iplik numaralarının arasındaski bağıntılarında açıklığa kavuşturulmaları gerekir. Bilindiği gibi uzunluk numaralama sisteminde (genel anlamda iplikler teorik olarak silindirik varsayıldığından (L) uzunluğundaki bir ipliğin ağırlığı; G = πr2 x LD 4 olarak formule edilebilir. Bu formulde (D) ilk madde yoğunluğu belirlemektedir. Bu eşitliğin her iki yanı (G) ye göre sadeleştirilirse; 1 = πr x L eşitliği ortaya çıkar. 4 D Uzunluk numaralama sisteminde N = L olduğu hatırlatılırsa bulunan bu eşitlik 1 = πr ND G 4 Şekline dönüştürülecektir. Eşitlik bu son şekliyle çap için düzenlenirse R = πr x 1 4 N formulü elde edilir. Buradan ağırlık numaralama sisteminde R = Ntex R1 Ntex1 olduğundan
248 bu oranlarda ağırlık numaralama sisteminde çaplarla numaraların doğru orantılı olduğu görülür. Uzunlu ve ağırlık numaralama sistemlerindeki çap-numara ilişkileri, büküm-numara ilişkileriyle birlikte dikkate alınacak olursa uzunluk numaralama sisteminde; R R1 = N1 = T1 bükümünün çaplarla ters, numaralarıyla doğru orantılı; N T Ağırlık numaralama sisteminde ise; R R1 = Ntex Ntex1 = T1 olacağından bükümün hem çapla hem de numarayla ters orantılı T olduğu sonucuna ulaşılır. Bükümlü iplik inceliği yani numarası arasındaki bağıntılar v,be şeklide açıklığa kavuşturulduktan sonra büküm hesaplamaları için gerekli olan ve lif inceliğin, ipliğin kullanım amacına bağlı olarak optimal büküm değeri için deneysel verilere dayanılarak elde edilen ve α ile sembolize edilen BÜKÜM KATSAYISI yukarıda bulunan formullere uygulanırsa ünlü KOECHL ın formulü elde edilir. Uzunluk numaralama sistemlerine göre; 1 = α = T = α N T Ntex 1 metre büküm T/m = α Ntex x 100 formulü elde edilir. Konuya bir başka görüş açısından yaklaşırsak, iplik elde etmek üzere fitilin eğirme işlemi aşamasındaki formu silindirik kabul edilirse işlemin ilerlemesiyle ftil büküm alarak iplik şekline dönüştükçe lifler dıştan içe doğru sıkışarak ipliğin eksenine yaklaşırlar. Bu yaklaşımın iplik eksenine göre açısı fitilin büküm almaya başlamasındaki en büyük yarıçapı (R) için (1) ve büküm alma sona erip liflerin eksene en yakın olan son konumlarını aldıkları en küçük yarıçapı (r) için (2) olarak gösterildiğinde bu iki açının birbirlerine oranı doğal olarak yarıçaplarının oranı kadar olacaktır. İplik bükümünü oluşturan tur (N) olarak gösterilirse bir birim uzunluktaki (L) ipliğinin bükümü T = N/L olarak gösterilir. Diğer taraftan liflerin büküm sırasında eksenle yaptıkları açı (A) ile gösterildiğinde bu açının tanjantı büküm işleminin bitip fitilin iplik haline dönüşümündeki en küçük yarıçapı için; Tg Ar = 2 π r N L Şeklinde yazılır. Bükümün T=N/L olduğu anımsanırsa bu formule dayanılarak Tg Ar = 2π r T bağıntısı bulunur. Aynı şekilde liflerin eksene yaklaşım açısının tanjantını liflerin büküm almaya henüz başladıkları daha fitil halindeki en geniş yarıçapı için; Tg AR = 2 π r N ve TgAR = 2 π R T bağıntısıda oluşturulabilir. L Uzunluk numaralama sistemlerinde numaranın uzunluğunun ağırlığa bölümü olduğu, uzunluğun (L) ve ağırlığın da iplik hacminin ilk madde yoğunluğu ile (D) çapının olduğunu göz önüne alacak olur isek; N = L bağıntısı kurulur ve bu bağıntının her iki yanı 2 πr LD karekök içine içine alınır ise; N= L N = 1 ve bu bağıntı büyük yarı çapına πr2ld A πd göre R = 1 eşitliğindeki yerine konduğunda Tg AR = 2πT ya da 2π xt N x Πd πd N πd N
249 Sonucu çıkarılır. Aynı ilk maddeden üretilen ipliklerde özgül ağırlık değişmeyeceğine göre elde edilen son bağıntıdaki birinci oranın değeride değişmeyecek, ancak özgül ağırlığa bağlı olarak belirli bir değer alacaktır. Şu halde bu değer (α) ile gösterilen BÜKÜM KATSAYISI olarak kabul edilirse; Tg AR = α T ve bu eşitliktende; T = α N N Yani KOECHLIN nin formulü bulunur. Büküm ipliklerin tek, çift veya çok katlı oluşlarına göre ayrı ayrı hesaplanır. İlerde daha detaylı olarak gösterileceği gibi büküm hesaplamalarında bu temel formul gibi daha birçok başka formullerde kullanılmaktadır. Ancak bunların hemen hepsinde mutlaka deneysel verilere göre belirlenmiş BÜKÜM KATSAYISI bulunmaktadır. Bu katsayılar başlangıçta da değinildiği gibi lif inceliği ve ipliklerin kullanım amacına bağlı olmakla beraber, KREP gibi belirgin bir sertlik, FRESKO gibi dirilik, GABARDİN gibi görünüm düzgünlüğü aranan kumaşların ipliklerinin bükümlerinin hesaplanmasında normal değerlerin üzerinde seçilir. İpliklerin çift ya da çok katlanmalarıyla elde edilen katlı ipliklerde her tek kat iplik birleşimlerinden sonra başlangıçtaki özelliklerinin birçoğunu yitirip yeni yeni nitelikler kazanır. En belirgin olan mukavemet artışı dışında (büküm miktarı hangi ölçüde olursa olsun, katlı bir ipliğin mukavemeti her zaman onu oluşturan tek kat ipliklerin mukavemetleri toplamından fazla olur) kazandıkları yeni özelliklerin en önemlileri, büküm miktarı, düzgünlük ve boy değişimleridir. Tek kat ipliğin düzgünlüğü CV yüzdesi (S) katlı ipliğinki (S1) ve katlı ipliğin bünyesindeki tek kat ipliklerin sayısı (F) olarak sembolize edilirse katlı iplik için düzgünsüzlük formulü; S1 = S olarak kurulabilir. F Örneğin; S = % 24 olan tek iplikten üretilen; A-) çift kat B-) 3 kat ve C-) 4 kat olan katlı ipliklerin düzgünlükleri; A-) S1 = S 2 = 16,9 % 17 B-) S1 = S 3 = 13,9 % 14 C-) S1 = S = 12 % 12 olarak bulunur. 4 Bu işlemler sonucu kesin şekilde görüldüğü gibi tek kat iplik sayısının artmasında katlı ipliğin düzgünlüğüde ona bağlı olarak artmaktadır. Bükümden ötürü ipliklerin uğradığı boy kaybına BÜKÜM KISALMASI denir. Büküm kısalması ipliğin tek veya çok katlı oluşuna ve büküm yönüne bağlı olarak aşağıda özetlendiği şekilde hesaplanır. Kısalma yüzdesi (K), Kısalma faktörü (F), Verim silindirinin çevre hızı yani ipliğin büküm almaya başladığı aşamadaki en uzun boyu (L1) ve ipliğin büküm aldıktan sonraki en kısa boyu (L2) olarak gösterilir ise; K = L1-L2 x 100 ve Kf = L1 L1 L2 olarak formule edilir.
250 Çift ya da çok katlılarda büküm yönüne bağlı olarak değişimler olmaktadır. Tek katlılarda aynı yönde bükülen çift ya da çok katlılarda doğrudan büküm kısalması olmasına karşılık ters yöne büküm uygulamasında üzerindeki bükümün açılmasıyla buna bağlı olarak önce tek katların boyları uzsamakta ve tek kat büküm miktarının geçilmesiyle kısalma başlamaktadır. Büküm yönü de büküm konusunda üzerinde önemle durulması gereken bir özelliktir. İpliğin büküm yönü iğin dönüş yönünde ayarlanır. Pratikte sağ-sol ya da S ve Z olarak belirlenir. Bükümün miktarı gibi yönüde kumaşın görünümünü önemli ölçüde etkiler. Çözgü ve atkıda farklı yönde bükülü ipliklerin kullanılması, uygulanan örgünün kumjaş yüzeyindeki görünümünü belirginleştirir. Ayrıca gerek çözgüde, gerek atkıda ve gerekse her ikisinde birden tekli, ikili ya da üçlü, dörtlü, altılı vb. gruplar halinde kullanılan S ve Z bükülü aynı renk iplikler büküm yönlerinin etkiseyle aynı renk iplikler büküm yönlerinin etkisiyle farklı ışık yansımalarından ötürü değişik görünüm verirler. Bu oluşumdan yararlanarak özellikle top boyama yöntemiyle değişik desen görüntüleri sağlanmaktadı BÜKÜM HESABI Daha öncede değinildiği gibi büküm hesaplamalarında kullanılan çeşitli formüller bulunmaktadır. Burada kullanım çoğunluğuna göre yapılan bir sıralamayla daha çok yün ve yün karışımları iplikler için örnekler verilecektir. 1. KOCHLIN in formülüne dayanarak SCHLUMBERGER in tek kat kamgarn yün iplikler için verdiği BÜKÜM KATSAYILARI aşağıda tablo halinde gösterilmiştir. İPLİK İNCELİĞİ BÜKÜM KATSAYISI ÇÖZGÜ ATKI TRİKOTAJ Nm α α+23 α+3 α Bu büküm katsayılarına göre 36 Nm ve 56 Nm ipliklerin çözgünlük ve triko ipliği olaraqk kullanım amacına göre tek kat bükümleri: T/m = = 480 ve T/m = = 426 olacaktır. Scchlumberger in tek bükümlerine en uygun düşen ÇİFT BÜKÜM KATSAYILARI ALMAN elkolünde (60-182) arasında olup, normal dokuma iplikleri için (90-105), mulineler için ise ( ) arasında seçilmektedir. Buna göre 36 Nm bir dokuma ipliğin (90) ve muline olarak (182) katsayılarıyla çift bükümünün hesaplanması gerekirken yine KOECHLIN in formulü kullanılarak T/m = 90 36/2 = 480 ve T/m = /2 = 777 olduğu bulunur. Köchlın e dayanılarak kamgarn dışında en çok kullanılan diğer iplik tipleri için yine Alman Ekolünde verilen bükümler aşağıdaki tabloda verilmiştir.
251 İLK MADDE CİNSİ İPLİK TİPİ Kısa lifli pamuk İplikleri KULLANIM ALANI Atkılık Normal dokuma Çözgülük Çift kat ve el örgü Triko Yumuşak atkılık Normal atkılık Normal dokuma Çözgülük Atkılık Normal dokuma Çözgülük Dikiş ipliği NE α 4,7 5,0 5,5 2,2-2,4 2,3-2,8 3,0 3,2-3,7 3,4-4, ,3-2,8 2,8-3,1 3,1-3,4 3,4-3,7 Nm α Ntex α Atkılık Çözgülük 3,2-3,8 3,4-4, mmlif boyu Atkılık Çözgülük 2,6-3,0 3,0-3, mm. Lif boyu Atkılık Çözgülük Atkılık Çözgülük El örgü Triko Atkı Çift büküm Normal dokuma Çözgülük 2,2-2,8 2,4-3, Orta Lifli Pamuk İplikleri Uzun lifli pamuk iplikleri Viskon iplikleri mm. Lif boyu Streichgarn yün İplikleri Kamgarn yün İplikleri 2. M.Gladbach yöresinde kullanılan büküm formulü ise (yine yün kamgarn iplikler için geçerli ( ) olmak üzere T/m = α Nm 1/F şeklindedir. Bu formulde (F) ipliğin kat adedini göstermektedir. Aşağıda tabloda bu yörenin katsayıları verilmiştir. İPLİK TİPİ TEK KAT ÇİFT KAT ÇÖZGÜLÜK ATKILIK Bu düzenlemeye göre 48 Nm bir ipliğin bükümleri. a) Tek kat çözgülülük, b) Çift kat çözgülülük, c) Çift kat Muline olarak hesaplanmak istenir ise; ( 48 1/1 ) = 534 b) T/m = 120 ( 120 1/2 ) = 528 c) T/m = 181 ( 24 1/2 ) = 800 olarak bulunur. a) T/m = 90 MULİNE 181
252 3. Krefeld yöresinde ise büküm olayı daha detaylı işlenmekte, tek katlar ve mulinelerde; T/m = α Nm ve çift katlılarda T/m = (α + Nm) Nm formulleri kullanılmakta katsayı olarak normal dokuma iplikleri için hem tek hemde çift katlılarda (75) ve mulinelerde (163) alınmaktadır. Bu yöreye göre 48 Nm bir ipliğin bükümleri hesaplanacak olursa tekkat için T/m = = 799 sonucu bulunur. 4. İNGİLİZ Ekolu: İngilizlerin geleneklerine bağlılıkları her konuda olduğu gibi büküm hesaplamalarında da kendini göstermekte, bunun doğal sonucu olarak her yörede farklı sistemler kullanılmaktadır. Bunlar içerisinde en çok kullanılan ve diğer sistemlere yakın sonuçlar verenler burada İNGİLİZ Ekolü başlığı altında toplanmıştır. İngiliz kamgarn numaralama sisteminde; ÇÖZGÜLÜK T/inç = İngiliz kamgarn No ATKILIK T/inç = İngilin kamgarn No TRİKO T/inç = İngiliz kamgarn No 3 Normal dokumalarda çözgü ve atkı ayırımı olmaksızın tek tip iplik uygulaması için; T/inç = İngiliz kamgarn No + 4 formulleri kullanılır. 4 Çift katlar için ise T/inç = Tek kat büküme = F formulü tam dengelikabul edilen çift katlar F+1 için esas alınacaktır. Formulde (F) kat adedini göstermektedir. Bu formulle hesaplanan çift büküm sonucunda teorik olarak bulunan çift büküm ile tek katlar üzerinde kalan bükümler tur sayısı olarak eşit ama büküm yönü olarak ters olacağından ipliklerde tam dengenin sağlandığı kabul edilmektedir. Örnek; İngiliz kamgarn numarası 48 ve 66 olan ipliklerin bükümleri; Tek Büküm T/inç = 48/3 + 2 = 18 ve T/inç = 66/3 + 2 = 24 Çift Büküm T/inç = 18 2/3 = 12 ve T/inç = 24 2/3 = 16 şeklinde hesaplanan bu sonuçlara göre tek katlıların her birinde = 6 ve = 8 ve iki tek katta toplam = 12 ve = 16 olarak bulunan bu büküm değerleri çift kat büküme eşit olduğundan arzulanan tam dengelenin teorik olarak sağlanmış olduğu görülmektedir. Bilindiği gibi üretim sırasındaki sürtünmeler ve kaymalar gibi nedenlerle uygulanan bükümler iplikler üzerine belirli kayıplar verek ulaşırlar. Burada (aslında pek önemi ölçüde olmayan) bu kayıplar dikkate alınmadan teorik olarak deyimi sık sık tekrarlanmıştır. Bir başka uygulamada; Normal döküm ipliklerinde; Çift Büküm = Tek Büküm, yumuşaklık istenilen kumaşlarla, Dinklenecek kumaşlarda; Çift Büküm = Tek Büküm -1, triko ve gabardin gibi daha diri ve Düzgün olması istenilen kumaşlarda; Çift Büküm = Tek Büküm + 1 formulleri kullanılmaktadır. Muline iplikler için İngiliz Ekolunde tekkat bükümlerinin 1,5 katı, triko iplikleri için yarısı alınmıştır. Muline için çift büküm; T/inç = 1,5 x Tek Büküm ve Trikolar için ; T/inç = Tek Büküm formulleri kullanılmaktadır. 2
253 İngiliz Ekolünce metrik numaralama sistemi için bir metrik birimlerde hesaplanacak bükümler için önerilen katsayılar aşağıdaki tabloda verilmiştir. KULLANIM EL TRİKO ATKI ÇÖZGÜ NORMAL MULİNE TÜRLERİ ÖRGÜSÜ DOKUMA Tek Katlar Çift Katlar Bu hesaplamaların hepsinde çift büküm yönlerinin tek bükümün aksi yönünde oldukları unutulmamalıdır. Özel durumlarda, çok katlılarda aynı yönde büküm uygulamaları (arzulanan kumaşa, ipliğin zemin ya da efekt ipliği oluşuna göre ayrı ayrı hesaplamalar gerektirdiğinden) burada konu dışı bırakılmıştır. Pratikte en çok kullanılan ve % 70/30 a kadar olan Yün/Poliamid karışımlarında aynen yün için seçilen bükümlerin uygulanması uygun olacaktır. Ancak yün ve poliesterin klasik olan % 55/45 karışımıyla (wool blend) ve % 60/40 zengin karışımı (Rich Blend) olarak adlandırılan karışımlarda kullanılan poliesterlerin tipine bağlı olarak normal poliesterlerde % 7/15 arasında (numara inceldikçe artan oranda) daha fazla büküm seçilmelidir. Ancak tipilling poliester tipi kulanımda pilling sorunu olmayacağından yün için hesaplanan bükümler aynen uygulanır. KUMAŞLARDA KONTRÜKSİYON HESAPLAMALARI Pratikte zaman zaman çeşitli amaçlar için yeni yeni kumaş tipleri gelitirilmektedir. Çoğu zamanda bunların bünyede daha önceden yürürlükte olanlardan en çok beğenilenlerle eşdeğer sıklıkta olanları istenir. Bezayağı sıklığını 4,3 x Örgü değerini K olarak gösterdiğimizde sıklık formulümüz Sıklık = K x Nm şeklinde üretebilir. Bu bağıntıdan yararlanarak; K=Sıklık ve Nm Nm Sıklık formulünü üretebiliriz. Elde ettiğimiz yeni iplik numaralarına K göre eşdeğer sıklıkları hesaplayabiliriz. Bunu daha rahat kavrayabilmek için örnek olarak; 2/2 Dimi örgüsünde 40/2 Nm iplikle sıklığı 25 iplik/cm. olan kumaşı baz alalım ve değişik incelikteki ipliklerle buna eşdeğer sıklıkta yeni kumaşın sıklıklarını hesaplayalım. Verilen bilgileri formulünde yerine koyacak olursak; K = Sıklık Nm = 25 olacağından, değişik iplik inceliğinde ve eşdeğer sıklıkta istediğimiz 20 Yeni kumaş için Sıklık = K x Nm formulünde K için bulduğumuz 25 değerini yerine 20 koyar isek Yeni Sıklık=25 x Nm olur. Buda bize baz alınan her kumaş için istenilen 20 iplik inceliğinde eşdeğer sıklığın hesaplanabileceğini gösterir. Bu aşamadan sonra K değerine göre; Örnek 1; 2/2 Dimi örgüsü ile 12 iplik/cm. sıklıkta 6/1 Nm iplikle yapılmış kumaş baz alınarak; A-) 4/1 Nm iplikle buna eşdeğer sıklıkta ve B-) Yine 4/1 Nm iplikle % 5 daha sık ve bez ayağı örgüsüne dönüştürerek yeni sıklıklarını bulalım. A-) Sıklık = K Nm => 12 = K 6 ve K = 12 = 4,9 Yeni Sıklık = 4,9 x 4 = 9,8 iplik/cm. olur. 6
254 B-) Burada (K) nın değerini etkileyen 2 faktör bulunmaktadır. Önce yeni sıklık % 5 daha fazla isteniyor ve örgü değiştirerek 2/2 Dimiden Bezayağına dönüştürülüyor. Bu etkenlere göre K= 4,9 x 1,05 =3,93 olur. K nın bu yeni değeri ilede Yeni Sıklık=3,93 x 4=7,86 iplik/cm 1,31 olarak bulunur. Örnek 2; Baz kumaş 2/2 Dimi örgülü 40/2 Nm iplikten, 460 g/m ağırlıkta ve 25 iplik/cm sıklıkta yeni kumaş ise aynı sıklıkta ama 480 g/m. isenirse bu durumda önce Çekme Faktörünü bulmamız gerekir. Ağırlık formulümüzden hareketle 460 = S(25+25), S = 460 x 20 = 184 olarak bulunur İkinci adımda yeni kumaşın (K) değerini bulmamız gerekmektedir. Sıklık = K Nm => 25 = K 20 => K = 25 = 5,59, şimdi S = 184 ve K = 5,59 değerini 20 Kullanarak ağırlık formulünden yararlanıp yeni iplik inceliğimizi bulabiliriz. 480=184(5,59 +5,59) Nm = Nm 184 x 11,18 = 4,29, Nm= (4,29)2 = 18,4, yeni kumaş Nm 480 İçin iplik inceliğimiz 18/1 Nm veya 36/2 Nm olarak hesaplanmış olur. İNGİLİZ EKOLÜ KONTRÜKSİYON HESAPLAMALARI Bu sistemde belli kat sayılarına dayanılarak kullanılan örgülerdeki atlama durumları baz alınıp sağlanabilecek en yüksek sıklıklar bulunmakta ve bunlar kullanım amaçlarına göre gerekli düxeltmeler yapılarak uygulanacak değer saptanmaktadır. S= 1 inç. teki çözgü ve atkı sıklığı K= 1 inç. teki en yüksek çözgü ve atkı sıklığı konsantı 442 x Nm F= Örgüdeki ortalama atlama R= Kullanılma amacına göre düzeltme sayısı olarak gösterilirse sistemin formulü S=K F x R => S = 442 x Nm x F x R F+1 F+1 Burasa F değeri; Bezayağı = 1 => F= 1 = 1 = 0, /1 Dimi = 1,5 => F= 1,5 = 1 = 0,600 1, ,5 2/2 Dimi = 2 => F= 2 = 2/3 = 0, /2 Paanama = 2 x % 4,5 => F = 2 x 1,045 = 0,697 3
255 3/3 Dimi = 3 x % 5 => F = 3 x 1,050 = 0, Kullanılma amacına göre düzeltme değerleri ise; Erkek Pantalonluklarında R=K Erkek Elbiselerinde R=K-(%5-10) => R= % K Erkek Ceketlerinde R=K-(%10-15) => R= % K Kadın Pantalonluklarında R=K-(%5-10) => R= % K Kadın Elbiseliklerinde R=K-(%10-15) => R= % K Tayyör Eteklerde R=K-(%15-20) => R= % K Platı ve Mantoluklarda R=K-(%20-25) => R= % K olarak önerilmektedir. Bu verilere göre verilen kullanım amaçları için; A-) 40/2 Nm Bezayağı Erkek Pantalonluk B-) 48/2 Nm 2/1 Dimi Erkek Elbiselik C-) 28/2 Nm 2/2 Erkek Ceketlik D-) 16/1 Nm 2/2 Panama Tayyörlük ve E-) 12/1 Nm 3/3 Dimi. Mantoluk kumaşlar için uygun sıklıkların hesap edilmesi istenildiğinde; A-) S= 442 x 20 x 0,5 x 1 = 47,1 1 inç te 47 ÇÖZGÜ-47 ATKI B-) S= 442 x 25 x 0,6 x 0,95 = 58,71 1 inç te 59 ÇÖZGÜ-59 ATKI C-) S= 422 x 14 x 0,667 x 0,90 = 47,22 1 inç te 47 ÇÖZGÜ-47 ATKI D-) S= 422 x 16 x 0,697 x 0,85 = 47,68 1 inç te 48 ÇÖZGÜ-48 ATKI E-) S= 422 x 12 x 0,788 x 0,80 = 45,91 1 inç te 46 ÇÖZGÜ-46 ATKI olarak bulunur. Bunların 1 cm. deki sıklık olarak hesaplanması gerekir ise 1 inç = 2,54 cm. olduğundan ya 1/2,54 = 0,389 ile çarpılmasıyla ya da 2,54 e bölünmesiyle bulunmaktadır.
256 İTALYAN EKOLÜ KONTRÜKSİYON HESAPLAMALARI Gelişmiş ülkelerdeki hızlı refah yükselmesi bir yandan gelir düzeyini ve bunun kaçınılmaz sonucu olarak pazardaki istek artışını da aynı ölçüde yükseltmekle birlikte bu durum diğer yandan üretim kaynakları belli limitlerle sınırlı olması yüzünden arttırılmayan özellikle başta yün olmak üzere ipek vb. doğal tekstil ilk maddelerinin maliyetlerinde büyük ve çok önemli artışlara neden olmuştur. İşte kumaşta aranan temel özelliklerden biri olan ekonomiklik, yukarıda belirtmeye çalışılan nedenlerden dolayı günümüz şartlarında önemini gittikçe artırarak üst sıralara doğru hızla tırmanmıştır. Bu zorlayıcı şartlarla birlikte giyim zevk ve alışkanlığın git gide daha bol, serbest ve rahat çizgiye yöneltilmesinin getirdiği olanaklar önceleri kullanım amacı ve uygulanacak apre işlemlerinin elverdiği ölçüde atkıda ya da hem çözgü ve hemde atkıda tek kat iplik kullanılma eğilimini artırmış ve zamanla kumaş kotrüksiyonunda etki alanına alarak sıklıkların alt limitlere çekilmesi sonucunu doğurmuştur. Bu gün dünya tekstilinde özellikle yünlü dış giyim kumaşları konusunda büyük ağırlığı olan İtalyan tekstil sektöründe bu mantığa dayalı olarak geliştirilen kontrüksiyon hesaplamaları aşağıda gösterilmiştir. Genel Formul; S = K x F x Nm Burada; S= Tezgahta 1 cm. de Çözgü ve Atkı ipliği sıklığı K= % 100 Yün kumaşkarın tipine bağlı tablo (aşağıda verilen tablo 1) F= Örgü Değeri (Tablo 2) KUMAŞ TİPİNE GÖRE KATSAYILAR TİPLER Normal Bezayağı Kamgarn Kumaşlar Normal Kamgarnlar Dinkli Kamgarnlar Normal Streichgarnlar Dinkli Streichgarnlar KATSAYILAR 4,00 4,00-4,20 3,60-3,80 3,40-3,60 3,20-3,30 Tablo 1 ÖRGÜ DEĞERLERİ ÖRGÜ GRUBU Bez ayağı ve Panamalar Bez ayağı 2/2 Panama 3/3 Panama Dimiler 2/1 Dimi 2/2 Dimi ve 3/1 Dimi 3/2 Dimi 3/3 Dimi DEĞER 1,00 1,33 1,50 1,14 1,27 1,36 1,42 ÖRGÜ GRUBU Satenler DEĞER 1/4 5 li Saten 1/5 6 lı Saten 1/6 7 li Saten 1/7 8 li Saten 1/8 9 lu Saten 1/9 10 lu Saten 1,50 1,57 1,63 1,68 1,72 1,75 Tablo 2
257 Örnek 1; 40/2 Nm 2/2 Panama örgülü normal kammgarn giysilik kumaşın sıklığının hesaplanması S= 4,00 x 1,33 x 40/2 = 23,79 iplik/cm Örnek 2; 40/2 Nm 2/2 Dimi örgülü normal Streichgarn kumaşın sıklığının hesaplanması a) S= 3,60 x 1,27 x 40/2 = 20,45 iplik/cm b) S= 3,80 x 1,27 x 40/2 = 21,58 iplik/cm
258 ALMAN EKOLÜ KONTRÜKSİYON HESAPLAMASI Önceleri çap teorisine bağlı olarak % relatif sıklığa dayandırılarak yapılan hesaplamalar günümüzde% 100 Yün giyim kumaşları için Bez ayağı ve 2/2 Dimi örgüler esas alınarak üst ve alt limitlerle sınırlandırılıp iplik çapına bağlı olarak değişen relatif sıklıklara göre hazırlanan tablolar ve bunların uygulanmasında dikkat edilmesi gerekn noktalar aşağıda tablo 1 ve Tablo 2 de verilmiştir. İplik İnceliği (Nm) Çözgü + Atkı sıklığı 150cm.de Kumaş ağır. Relatif sıklık Tarak Eni Alt Limit Üst Limit Alt Lim. Üst Lim. Alt lim. Üst Lim ,34 0,34 0,36 0,38 0,40 0,42 0,43 0,45 0,47 0,49 0,50 0,50 0,52 0,52 0,52 0,55 0,40 0,42 0,44 0,47 0,50 0,52 0,53 0,55 0,55 0,57 0,60 0,60 0,62 0,62 0,62 0, Tablo 1 2/2 DİMİ ÖRGÜLÜ % 100 YÜN GİYİM KUMAŞLARI İÇİN İPLİK SIKLIKLARI İplik Çözgü + Atkı sıklığı 150 vm. de Kuma.ağ. Relatif sıklık Tarak İnceliği Alt Limt Üst limit Alt limit Üst limit Alt limit Üst limt Eni (Nm) 20/2 24/2 28/2 32/2 36/2 40/2 48/2 52/2 56/2 64/2 80/ Tablo 2 0,35 0,38 0,40 0,42 0,44 0,46 0,48 0,50 0,53 0,54 0,55 0,50 0,55 0,58 0,61 0,63 0,64 0,66 0,67 0,68 0,69 0,
259 -İplik sıklıkları (birim ölçüdeki. çözgü ve atkı iplik sayıları) için verilen üst değerler erkek kumaşları, alt değerler kadın kumaşları için limit alınmalıdır. -Genellikle erkek giyim kumaşları için bu üst limitlerin altında kalmalı, kadın kumaşlarında ise dikiş kaymasına neden olmamak için limit alınmalıdır. -Poliester karışımı (genellikle % 55 poliester + % 45 yün) yünlü kumaşlarda verilen limitler % 8-10 oranında daha düşük alınmalıdır. -Ağırlık hesaplanırken, dokumadaki çözgü kısalması % 5, apredeki boy kısalması % 3 ve apredeki ağırlık kaybı % 2 kabul edilmelidir. -Kare yapılı kumaşlar için verilen bu değerlere göre hesaplanırken çözgü sıklıkları, atkı sıklıklarına göre % 3-5 fazla alınması önerilmektedir. -Tablolarda da açıkça görüldüğü gibi iplik inceltikçe boy kısalmaları azaldığından tarak eni de aynı şekilde azalmakta, buna karşılık relatif sıklık artmaktadır. Örnekler; A-) Sıklıklar: -20/2 Nm İpliğin Çapı = 1,273 = 0,31 mm. 2/2 faktörü = 1, Üst limit = (0,50.(10) + (1,33)2 = 15,1 iplik/cm = 151 iplik/10 cm. (0,31 + 0,31)2 -Alt limit = (0,35.(10)2 + 1,33)2 = 12,6 iplik/cm. 126 iplik/10 cm. (0,31 + 0,31)2 A-) Ağırlıklar: -Üst limit; Çözgü ağırlığı = 15,1 x 174 x 100 x 100 x 98 = 279,4 g. 10Nm Atkı ağırlığı = 151,1 x Nm x 100 x 98 = 265,4 g Kumaş ağırlığı = 279,4g ,4g. = 545 g. -Alt limit; Çözgü ağırlığı = 12,6 x 174 x 100 x 100 x 98 = Nm Atkı ağırlığı = 12,6 x 174 x 100 x 98 = 222 g. 10Nm Kumaş ağırlığı = 233 g g. = 445 g. Olarak bulunur.
260 TARAK ENİ (T.E) HESAPLAMASI Bilindiği üzere kumaşın boyu gibi eni de üretim aşamalarında, yani dokumaya başlarken, dokuma tezgahı üzerinde, dokunduktan sonra (ham) ve aprelenip (bitmiş) durumdayken farklılıklar göstermektedir. Kumaşın eninin dokumaya başlandığı sıradaki en geniş durumu, aynı zamanda tarak enine eşdeğerdir. Tarak eni kumaşın en geniş enidir. Dokuma sırasında atılan atkıların örgü gereği olarak çözgülerin üstünden, altından dolanmalardan ötürü büzülmeleri sonucu kumaş daralmaktadır. Bu daralma apre işlemleriyle devam eder ve bitmiş kumaşta ipliklerin kumaş içerisinde birbirlerine iyice yanaşarak ulaştıkları son konumlarıyla tamamlanmış olur. Tarak eni eldeki donenlerin elverdiğince aşağıda belirtilen olasılıklara göre çeşitli şekillerde hesaplanır. 1) Eğer elde hiçbir veri yok ise; Böyle bir durumda örnek olarak seçilen kumaşın analiz edilmesi gerekecektir. Önce analiz edilecek kumaştaki atkı ipliğinin kumaş içerisin de yerleşik durumdaki boyu ölçülür. Sonra kumaştan çıkarılarak kıvrımları düzelene kadar hafifçe gerilir ve tekrar ölçülür. Bu iki ölçümün birbirine oranı istenilen kumaşın bitmiş eniyle çarpılır. Basit orantı ile aynı hesaplama yapılır. Örnek; Atkı ipliğinin kumaş içindeki uzunluğu 10 cm, çıkarılıp kıvrımları düzeltildikten sonraki uzunluğu ise 12 cm ise kumaşın bitmiş eni 150 cm olacaksa T.E (Tarak eni); 12 / 10 x 150 = 180 cm olarak hesaplanır. 2) Çözgünün tüm ve tarakta 1 cm. deki tel sayısı biliniyorsa; Tarak eni genel olarak kenarla birlikte ya da kenar hariç yalnız zemin olarak hesaplanır. Eğer kenarla birlikte hesaplanacak ise kenar için olan iplik sayısı ve bir dişten kaç iplik gerekeceğinin bilinmesi gerekecektir. Çoğunlukla kenar iplikleri tarak dişlerinden zemine göre iki kat fazla geçirilirler. Örneğin zemin 4 lü ise kenar 8 li olur. Böyle durumlarda tarak eninin hesaplanması için kenar ipliklerinin sayısının yarısı toplam çözgü teli sayısından çıkarılarak bulunan rakam 1 cm. deki tel sayısına bölünür. Mekiksiz dokuma tezgahlarında kenar bağlantıları makinenin yapısı ve tipine göre her iki kenardan belirli bir ölçüde daha uzun olarak kesilen atkı iplikleri özel mekanizmalarla kumaşın içine (belirli örgülerle) geri çekilmesiyle sağlandığı gibi, atkılar kumaş kenarlarındaki özel leno örgüsü yaptırılan son ipliklerle sıkıca tutulup fazla kısımlarının kesilmesiyle de oluşmaktadır. Bu ikinci kenar tipinde normal dokuma tezgahlarındaki yöntemler geçerlidir. Atkıların uzun kesilip kumaş içine geri çekilmesiyle oluşan kenarlarda (tuckın) atkı ipliği sıklığı iki kat artacağından bunlarda normalin tersine kenarlarda çözgü ipliklerinin sıklığı belirli ölçüde azalmaktadır. Bu nedenle özellikle standartlaştırılmış kumaş tiplerinde kenarlardaki sıklığı bu amaca düzenlemeye olanak verecek (kenarlardaki dişleri seyreltilmiş) özel yapılmış taraklar kullanıldığı gibi, kenarlarda tarak dişinden zemine göre daha az çözgü teli almak veya gevşek örgü uygulamak gibi yöntemlerle kenar-zemin dengesi sağlıklı hesaplama zemin ve kenarlar için kullanılan tarak dişi sayıları toplanarak bulunan rakamın 1 cm. deki tarak dişi sayısına bölünmesiyle olue. Tarak eninin kenarsız salt zemin olarak hesaplanması için zeminde kullanılan toplam çözgü tel sayısı 1 cm. deki tel sayısına bölünür. Burada eğer 1 cm. deki çözgü tel sayısı bilinmiyor ise tarakta 1 cm. deki diş sayısı ile bir dişten geçen çözgü tel sayısı çarpılmalıdır. Örneğin tarak No: 60 ve dişten geçen sayısı 4 ise bu tarağın 1 cm. sinde 6 diş olacağından 1 cm. deki çözgü sayısı 6 x 4 = 24 tel demektir. Örnek; Kenarla birlikte toplam çözgü tel sayısı 4.176, kenarda 96 tel kullanılıyor ise ve 60 No. Lu tarakla zeminde 4, kenarlarda 8 tel bir dişten geçiriliyor ise; burada zeminde = çözgü teli ve 1 cm. de 6 x 4 = 24 çözgü var demektir. Buradan; T.E = ( /2)/24 = 172 cm olarak bulunur. Kenarsız yalnız zemin olarak T.E = 4.080/24 = 170 cm. dir.
261 3) Tarakta kullanılan toplam tarak dişi sayısı ve tarak no su biliniyor ise; Bu olasılıkla tarak eni toplam diş sayısının 1 cm. deki diş sayısına bölünmesiyle bulunur. Toplam diş sayısı ve tarak No: 60 ise T.E = 1.020/6 = 170 cm. olarak bulunur. 4) Atkı çekmesi ve kumaşın ham ve bitmiş eni biliniyorsa; Tarak eni bilinen ham ya da bitmiş enine (1-atkı çekmesi) bölünmesiyle hesaplanır. Burada atkı çekmesi; bitmiş en biliniyor ise bitmişe göre, ham en biliniyorsa ham ene göre alınmalıdır. Örnek; Ham en 160 cm. Ham atkı çekmesi % 9,1 veya bitmiş en 150 cm. Bitmiş atkı çekmesi % 14,8 ise; T.E = 160/(1-0,091) = 176 cm veya Bitmiş ene göre T.E = 150/(10,0148) = 176 cm olarak hesaplanır. ÇÖZGÜ TEL SAYISININ HESAPLANMASI (Ç.T.S) Çözgü tel sayısı genellikle zemin için hesaplanır. Yapılacak kumaşta kenar varsa bublar da ayrıca zemin üzerine eklenir. Çözgü tel sayısı kesinlikle uygulanan örgü raporuna ve bir dişten geçen çözgü sayısına bölünebilir olmalıdır. Bu genel kurala bağlı olarak aşağıda sıralanan olasılıklara göre hesaplama yapılır; 1) Zemin düz ise; Bu durmda zemin bitmiş kumaşta 1 cm. de istenilen çözgü sıklığı bitmiş enle ya da tarakta 1 cm. de istenilen çözgü sıklığı ile tarak eninin çarpımı çözgü tel sayısını verecektir. Örnek; Bitmiş en 150 cm. ve 1 cm. de 27,2 çözgü teli veya tarak eni 170 cm. ve tarakta 1 cm. de 24 çözgü isteniyor ise Ç.T.S = 150 x 27,2 = tel veya Ç.T.S = 170 x 24 = tel olarak bulunur. 2) Zemin efekt olursa; Bunda efekti oluşturan renk raporunun tel sayısı kumaşta kullanılacağı miktarla çarpılır. Ç.T.S= 48 x 85 = tel olarak hesaplanır. Ancak çoğu kez renk raporu toplam çözgü tel sayısıyla bu denli uyum içinde olmaz. Çözgü renk raporu tel sayısıyla kullanılan miktarın çarpımı ile bulunan rakam, kumaş için saptanan tarak eni ve tarakta 1 cm. deki çözgü sıklığıyla bağdaşmayabilir. Böylesi durumlarda kullanılması gerekli çözgü sayısıyla oluşan fark uygun şekilde çözgüye yedirilir. Örneğin verilen örnekte hesaplandığı gibi çözgüde değilde tel olsa idi fazla olan bu 16 çözgü ipliğinin kumaş görünümünü bozmayacak şekilde renk raporunun durumuna göre efekt yerleri ayarlanarak çözgüye yerleştirilmeleri gerekirdi. TARAK NUMARASININ HESAPLANMASI Tarak numarası tarağın bir birim ölçüsünde bulunan diş sayısıdır. Yünlü ve pamuklu sektöründe taraklar için 10 cm. deki, ipekli sektöründe ise (çok sık taraklar kullanıldığından) 1 cm. deki diş sayısına göre numaralama uygulanmaktadır. 1) Tarakta 1 cm. deki çözgü tel sayısı ve bir dişten geçen çözgü sayısı biliniyor ise; 1 cm. deki çözgü tel sayısı, dişten geçen tel sayısına bölünerek 1 cm. deki diş sayısı bulunur. Bu değer ipekli sektöründe aynen, yünlü ve pamukluda ise on kat yükseltilerek alınır. Örnek; Tarakta 1 cm. de 24 çözgü bulunuyor ve bir dişten sırasıyla A.4, B.3 ve C.2 iplik geçiriliyor ise; A. T.No = 24 / 4 = 6 ipekli için T.No = 24/4 x 0 = 60 Yünlü ve Pamuklu için. B. T.o = 24 / 3 = 8 İpek için, T.No = 24/3 x 10 = 80 Yünlü ve Pamuklu için
262 C. T.No = 24 / 2 = 12 İpekli için, ve T.No = 24 / 12 x 10 = 120 Yünlü ve Pamuklu için olur. 2) Tarakta kullanılacak toplam diş sayısı ve tarak eni; Bu durumda yapılacak iş, toplam diş sayısını tarak enine bölerek 1 cm. deki diş sayısını bulmak ve bunu kullanıldığı sektöre göre değerlendirmektir. Örnek; Kullanılan toplam diş sayısı ve tarak eni 170 cm. ise; T.No / 170 = 6 ipek için, veya T.No = / 170 x 10 = 60 yünlü ve pamuklu için olarak hesaplanır. 3) Çözgü tel sayısı, tarak eni ve bir dişten geçen tel sayısı biliniyor ise; Bu olasılıkla çözgü tel sayısı, tarak eni ile bir dişten geçen tel sayısının çarpımına bölünür. Örnek; Çözgü tel sayısı 4.080, tarak eni 170 cm. ve dişten geçen tel sayısı 3 oursa; T.No; 4.80/(170x3 ) = 8 İpek için ve T.No = / (170 x 3) x 10 = 80 Yünlü ve Pamuklu için olacaktır. ÇÖZGÜ SIKLIĞININ HESAPLANMASI (Ç.S) 1 cm. deki çözgü sıklığı tarakta, ham ve bitmiş kumaşta olmak üzere üç ayrı durum için hesaplanır. 1) Tarakta; Çözgü sıklığının tarakta hesaplanması için, kullanılan toplam çözgü tel sayısı tarak enine bölünür. Örnek; Çözgü tel sayısı ve tarak eni 170 cm ise tarakta Ç.S = 4.080/170 = 24 olur. 2) Ham kumaşta; Bitmiş kumaştaki sıklık ve toplam çözgü tel sayısının bitmiş kumaş enine bölümüdür. Örnek; tellik aynı çözgünün 150 cm. eninde bitmiş kumaş olacağı düşünülürse; Ç.S = 4.080/150 = 27,5 olarak bitmiş sıklık bulunur. BİR TARAK DİŞİNDEN GEÇEN ÇÖZGÜ TELİ SAYISININ HESAPLANMASI (D.T.S) Bir dişten geçen çözgü teli sayısı, yalnızca çözgünün tümünün tarak dişlerinden eşit sayıda geçirildiği dıurumlarda formulle hesaplanır. Zaten gerek kumaşın yapısına gerekse görünümüne olan önemli etkisi nedeniyle genellikle çözgüler tarak dişlerinden eşit sayıda geçirilir. Ancak kullanılan iplik inceliklerinin çok farklı olduğu durumlarda (çok ince ya da gaze vb. kalın efekt iplikleri kullanılması gibi) kumaş görünümünü bozmamak amacıyla bilinçli olarak farklı sayıda geçirilebilir ve bazı tarak dişleri boş bırakılabilir. Dişten geçen tel sayısı başta belirtildiği gibi yalnızca çözgünün tümünün tarak dişlerinden eşit sayıda geçirilmesi koşuluyla aşağıda sıralanan olasılıklarda formullerle hesaplanabilir. 1) 1 cm. deki çözgü sayısı vetarak No. biliniyorsa; Bu hesaplama için kullanılan tarağın 1 cm. ya da 10 cm. dekinumaralamasına uyularak 1 cm. veya 10 cm. deki çözgü sayısı saptanır ve bu raskam tarak numarasına bölünür. D.T.S = 1 cm. deki çözgü sayısı/tarak No.(1 cm.) = veya D.T.S = 10cm. deki çözgü sayısı/tarak No.(10 cm.). Örnek; 10 cm. de 240 çözgü teli var ve Tarak No. Sırasıyla A.80 ve 60 ya da 1 cm. de 24 çözgü teli var ve Tarak No. su B.12 ve 8 numara ise; A. D.T.S = 240/80 = 3 ve D.T.S = 240/60 = 4 ya da, B. D.T.S = 24/12 = 2 ve D.T.S. = 24/8 = 3 olarak bulunur.
263 2) Çözgü tel sayısı ve toplam diş sayısı biliniyorsa; Çözgü tel sayısının toplam diş sayısına bölümü dişteki tel sayısını verir. Burada kenarların durumuna dikkat edilmesi gerekir. Kenarlar eğer tarak dişlerinden zemine göre iki kat daha sık geçirilmiş ise toplam çözgü tel sayısı hesaplanırken kenar tel sayısının yarısı zemin tel sayısına eklenmeli ya da toplam çözgü sayısından çıkarılmalıdır. Örnek; Çözgü tel zeminde 4.080, kenarlarda 96 ve kenarlar taraktan zemine göre iki kat sık geçiriliyor ve toplam diş sayısı ise D.T.S = /1.032 = 4 olur. 3) Çözgü tel sayısı, tarak eni ve tarak No. biliniyor ise; Tarak eninin 1 cm. deki diş sayısı ile çarpımı, toplam diş sayısını vereceğinden bu olasılık çözgü tel sayısı ve toplam diş sayısı biliniyor isedeki gibi (2 deki gibi) değerlendirilir. Kenar ipliklerinin durumu bunda da aynı şekilde dikkate alınmalıdır. Ayırıca tarakların 1 cm. ya da 10 cm. deki diş sayısına göre numaralanması da doğal olarak göz önünde bulundurulacaktır. Örnek; Çözgü tel sayısı 4.080, kenarlar 96, tarak eni 172 cm. ve tarak No. 60 olduğunda; D.T.S= /(172 x 6) = 4 şeklinde hesaplanır. ÇÖZGÜ ÇEKMESİ VE ÇÖZGÜ BOYUNUN HESAPLANMASI (Ç.Ç) (Ç.B) Bilindiği gibi örgü gereği, çözgü iplikleri atkı ipliklerinin bazılarının üstinden bazılarının da altından geçerek bağlantı yapmaktadır. Bu dolaşımdam ötürü kumaşın dokunması tamamlanınca yani iplikler birbirleriyle bağlanarak kumaş şekline dönüşünce, çözgü ipliklerinin boyları belirli bir ölçüde kısalacaktır. Bu kısalma kullanılan ipliğin inceliğine, örgüye, kumaşın geçireceği apre işlemlerine bağlıdır ve bilinen kesin bir formülü de yoktur. Çözgü çekmesi, çözgü uzunluğu ve bu çözgüden oluşan kumaşın dokumadan çıktığı ham ve apre işlemlerinden sonraki bitmiş uzunluğuna göre (zira kumaşlar geçirecekleri apre işlemlerinin etkisiyle kısaldıkları gibi uzayabilirler de) ayrı ayrı ve aşağıda verilen formüller uyarınca hesaplanır. 1. Aşama; Ham kumaşa göre çözgü çekmesi = Çözgü boyu- Ham kumaş boyu/çözgü boyu 2. Aşama; Bitmiş kumaşa göre çözgü çekmesi= Çözgü boyu-bitmiş kumaş boyu/çözgü boyu Örnek; Çözgü boyu 560 m. Ham kumaş boyu 510 m. Bitmiş kumaş bı,oyu ise kısalarak (A) 500 m. Ya da uzayarak (B) 520 m. Olduğuna göre; 1.Aşama; Ç.Ç = /560 = 0,089 = % 8,9 Ham kumaşa göre. 2. Aşama; A: Ç.Ç = /560 = 0,107 = % 10,7 ve B: Ç.Ç = /560 = 0,071 = % 7,1 Bitmiş kumaşa göre hesaplanmış olur. Çözgü boyuda çözgü çekmesine bağlı olarak ham ve bitmiş kumaş boylarına göre iki şekilde hesaplanır. Ham kumaş boyu; 1.Aşama; Ham kumaşa göre Ç.B. = Ham kumaş boyu /(1-Çözgü çekmesi), 2.Aşama; Bitmiş kumaşa göre Ç.B. = Bitmiş kumaş boyu/(1-çözgü çekmesi)
264 Örnek; 1.Aşama: Ç.B. = 510/(1-0,089) = 560 m. Ham kumaşa göre, 2. Aşama: A: Ç.B. = 500/(1-0,107) = 560 m. Ve B: Ç.B. = 520/(1-0,071) = 560 m. Olarak bitmiş kumaşa göre hesaplanır. Burada kullanılacak ham ve bitmiş boylar için elde önceden bilinen aynı kontrüksiyonda kumaş tiplerinden derlenmiş gerçek ölçüler yok ise esas üretime geçmeden önce gerekiyorsa deneme üretimleri yapılarak gerçek ölçüler elde edilir. ÇÖZGÜ AĞIRLIĞININ HESAPLANMASI Çözgü ağırlığının hesaplanmasında hareket noktası iplik numara formulüdür. Ancak farklı numarada ipliklerin bir arada kullanıldığı durumlarda, bunların kullanım sayılarına göre ortalama numaraları bulunmalıdır. Ayrıca, eğer iplikler değişik numaralama sistemlerinde numaralanmamışlarsa bunlar aynı numaralama sistemine dönüştürülmelidir. Ortalama numara kumaşın tümünde (Örnek 1) ya da rapordaki iplik dağılımına göre (Örnek 2) hesaplanır. Örnek 1; Metrik sistemde teli 36/2 Nm teli 48/2 Nm. Olan iplikli 500 m. Uzunluğunda bir çözgünün ağırlığı; Ortalama numara (1.360x18) + (2.720x16)(1-0,071)/4.080 = 16,7 olarak bulunur. Buna göre bu çözgü 500 m. Uzunluğunda 16,7 Nm iplik ya da 4.80 x 500 = m. lik tek iplik olarak düşünülebilir. Metrik sistemde A = U/N olduğu hatırlanırsa, Ç.A = /16,7 = 122,2 Kg. olarak hesaplanır. Örnek 2; Gene metrik sistemde numaralanmış ve 54 ü 36/2 Nm, 10 u 72/2 Nm. 14 ü 64/2 Nm. Ve 24 ü 20/2 Nm. Olan iplikten oluşan 40 raporlu yani 102 x 40 = iplikli 500 m. lik bir çözgünün ağırlığı için; Çözgü ipliklerin rapordaki dağılımına göre ortalama numarası bulunur, sonra çözgü boyu ile çözgü teli sayısının çarpımı bulunan bu ortalama numaraya bölünerek çözgü ağırlığı hesaplanır. 54 Adet 36/2 Nm. İplik = 54 m. 18 Nm. = 54/18 = 10 Adet 72/2 Nm. İplik = 10 m. 36 Nm. = 10/36 = 14 Adet 64/2 Nm. İplik = 14 m. 32 Nm. = 14/32 = 24 Adet 20/2 Nm. İplik = 24 m. 10 Nm. = 24/10 = m. si 3,0 g 0,3 g 0,4 g 2,4 g ,1 g olan İplik kabul edilerek ortalama numarası 102/6,1 = 16,7 Nm. ve Bu ortalama numaraya göre Ç.A = (4.080 X 500)/16,7 = 122,2 Kg. olacaktır. Değişik incelikteki ipliklerden oluşan çözgülerin ağırlıkları, her numaradaki ipliklerin ağırlıklarının ayrı ayrı hesaplanarak, bunların toplamlarının alınması yoluyla da hesaplanır.
265 Örnek 1 deki çözgünün bu yolla ağırlığı; 36/2 Nm. lerin Ç.A. = (1.036 x 500)/18 = 37,8 Kg. 48/3 Nm. lerin Ç.A. = (2.720 x 500)/16 = 85,0 Kg ,8 Kg Çözgü ağırlığı 122,8 Kg olur. Örnek 2 deki çözgününki de; 36/2 Nm. lerin Ç.A. = (54x40x500)/18 = 60,0 Kg 72/2 Nm. lerin Ç.A. = (10x40x500)/36 = 5,6 Kg 64/2 Nm. lerin Ç.A. = (14x40x500)/32 = 8,8 Kg 20/2 Nm. lerin Ç.A. = (24x40x500)/10 = 48,0 Kg buradan Çözgü ağırlığı olarak Ç.A= 122,4 kg. olarak bulunur. Görülüyor ki her ipliğin ağırlığının ayrı ayrı hesaplanması yöntemiyle, doğruya en yakın değer bulunmakla birlikte sonuçlar arasında çok önemli farklılıklarda bulunmamaktadır. Bu nedenle daha kısa yoldan hesaplama olanağı veren ortalama bulma yöntemi daha yaygın olarak kullanılmalıdır. ATKI ÇEKMESİ VE ATKI BOYUNUN HESAPLANMASI (A.Ç.) (A.B.) Çözgü iplikleri gibi atkılarda örgü gereği çözgülerin altından ve üstünden dolanmaları ve apre işlemleri sonucu kumaşın eni yönünde kısalması (daralması) nedeniyle boylarından kaybederler. Bu boy kaybıda çözgüde olduğu gibi ipliğin inceliğine, uygulanan örgü ve apre işlemlerine bağlı olarak değişmektedir. Atkı boyu, onun kumaşın dokunmaya başlangıcındaki uzunluğudurki bu da Tarak eni ne eşittir. Atkı çekmesi de üretim sonucu elde edilen verilere ve kumaş kontrüksiyonuna dayanılarak ham ve bitmiş kumaşa göre ayrı ayrı hesaplanır. 1) Atkı çekmesi = Tarak eni Ham kumaş eni/tarak eni = Ham kumaşa göre, 2) Atkı çekmesi = Tarak eni Bitmiş kumaş eni/ Tarak eni = Bitmiş kumaşa göre Örnek; Tarak eni 176 cm. ham en 160 cm. ve bitmiş en 150 cm. olduğuna göre; 1) A.Ç. = /176 = 0,091 = % 9,1 Ham kumaşa göre 2) A.Ç. = /176 = 0,147 = % 14,7 Bitmiş kumaşa göre atkı çekmesi bulunur. Atkı boyu tarak enine eşit olduğuna göre, kumaş kontrüksiyonu hesaplanırken tarak eni hesaplaması zorunlu olarak yapıldığından atkı boyunun ayrıca hesaplamasına gerek kalmaz.
266 ATKI AĞIRLIĞININ HESAPLAMASI (A.A.) Çözgü ağırlığının hesaplanmasında olduğu gibi bunda da eğer değişik incelikte iplikler varsa bunların ağırlığı ayrı ayrı ya da ortalama numaralama yöntemiyle hesap edilir. İplikler değişik numaralama sisteminde numaralanıyorsa ortalama numara için bunların aynı numaralama sistemine dönüştürülmesi kuralı burada da zorunlu olarak uygulanacaktır. Atkı boyunun bulunması için 1 cm. deki atkı sıklığına göre hesaplanacak kumaş boyundaki atkı sayısı bulunarak bunun tarak eniyle çarpılmasıgerekir. Örnek; Tarak eni 170 cm., 1 cm. deki sıklığı 24, kumaş boyu 500 m. ve iplik 36/2 Nm. Olduğuna göre; A.A. = (120 x 24 x 500)/18 = 113,3 Kg. şeklinde hesap edilir. KUMAŞ AĞIRLIĞININ HESAPLANMASI (K.A.) Kumaş ağırlığı genel anlamıyla bir metre uzunluğundaki kumaşın ağırlığıdır. Kumaşın kalınlığını belirtmek amacıyla kullanılır. Pratikte kumaş enleri değişiklikler gösterdiğinden kumaş kalınlığı hakkında tam bir fikir edinilebilmesi için kumaş ağırlığının metrekare olarak hesaplanması şüphesiz daha sağlıklı olacaktır. Eğer bir metre uzunluğundaki kumaşın ağırlığı hesaplanıyorsa burada kumaş kalınlığı hakkında doğru bilgi edinilebilmesi için kumaşın eni mutlaka belirtilmelidir. Kumaş ağırlığı bir metredeki çözgü ve atkı ipliklerinin ağırlığının toplanmasıyla ham ve bitmiş olarak iki ayrı şekilde hesaplanır. Örnek; Çözgü 36/2 Nm tel, çözgü çekmesi hamda % 8, bitmişte % 10, atkısı 36/2 Nm. ve sıklığı hamda 1 cm. de 22, bitmişte 1 cm. de 24 ve tarak eni 170 cm. olan bir kumaşın; Ham ağırlığı; Ç.A. = 4.080/(1-0,08) x 18 = 246,4 g A.A. = (170 x 22)/18 x 100 = 207,8 g K.A. = 246, ,8 = 454,2 g Bitmiş ağırlığı ise; Ç.A. = 4.080/(1-0,1) x 18 = 251,9 A.A. = (170 x 24)/18 x 100 = 226,7 g K.A. = 251, ,7 = 478,6 g olarak bulunur. KUMAŞ BOYUNUN HESAPLANMASI (K.B.) Kumaşın boyu da ağırlığı gibi ham ve bitmiş olarak iki ayrı şekilde hesaplanır. Hesaplamanın yapılabilmesi için çözgü boyu ile ham ve bitmiş çözgü çekmelerine gereksinim vardır. Bu hesaplamada; Ham kumaş boyu = Çözgü boyu x (1-Ham çözgü çekmesi) Bitmiş kumaş boyu = Çözgü boyu x (1-Bitmiş çözgü çekmesi)
267 Örnek; Çözgü boyu 560 m. Çözgü çekmesi hamde % 8, bitmişte A) % 10 ve B) Aprede uzama % 6 oluyor ise; K.B = 560 x (1-0,08) = 515,2 Hamda A) Bitmişte K.B. = 560 x (1-0,1) = 504 m. B) Aprede uzayınca K.B. = 560 x (1-0,06) = 526,4 m. olarak bulunur. KUMAŞ ENİNİN HESAPLANMASI Kumaş enide ham ve bitmiş olarak ayrı ayrı hesaplanmaktadır. Ham ve bitmişteki atkı çekmesine ve tarak enine bağlı olarak be hesaplamalarda; Ham kumaş eni = Tarak eni x (1-Ham kumaş çekmesi) ve Bitmiş kumaş eni = Tarak eni x (1-Bitmiş kumaş çekmesi) dir. Örnek; Tarak eni 170 vm. Atkı çekmesi hamda % 5,9, bitmişte % 11,8 olan bir kumaşın; Ham eni = K.E. = 170 x (1-0,059) = 160 cm. Bitmiş eni = K.E. = 170 x (1-0,118) = 150 cm. olarak hesaplanır. KUMAŞ ORTALAMA İPLİK NUMARASININ HESAPLANMASI Kumaşın ortalama iplik numarasının bulunması için; çözgü sıklığı çözgü numarasına, atkı sıklığı atkı numarasına bölündükten sonra sıklıkların toplamı bölümlerin toplamına bölünür. Doğal olarak bunda kullanılacak çözgü ve atkı numaralarının daha öncede belirtildiği gibi aynı numara biriminde ve ortalama numaraya göre düzenlenmiş olmaları gerekmektedir. Örnek; Çözgü ipliği 72/2 Nm. ve sıklığı 1 cm. de 45 tel, atkı 48/2 Nm. ve 1 cm. de 30 sıklıkta ise bu kumaştaki ortalama iplik numarası; 45/36 = 1,25 30/24 = 1,25 75/2,5 = 30 ya da 60/2 olacaktır. ÇÖZGÜ DÜZENLEMESİ Özellikle konfeksiyon üretiminde, kesim firelerinin en aza indirilmesi için desenli kumaşların tam ortalarından geçtiği varsayılan bir eksene göre her iki kenarın tam simetrik görünümde olmaları gerekmektedir. Diğer taraftan en, ağırlık vb. nedenlerle kumaşlarda belirli sayıda çözgü ipliği kullanma zorunluluğu vardır. Çoğu kez desenlerin raporlarındaki çözgü tel sayıları kullanılması zorunlu toplam çözgü ipliği sayısıyla bağdaşmaz. Böyle durumlarda teltik kalan çözgü ipliklerinin yukarıda tanımlanan simetri düzeni içinde çözgüye yerleştirilmeleri gerekir. Bu işlemin birçok yöntemi vardır. Bunlar arasında en çok kullanılanları aşağıda özetlenmiştir. Sistem 1; 1) Zemindeki toplam çözgü ipliği sayısı rapor tel sayısına bölünerek teltik iplik sayısı bulunur. 2) Renk raporu zamin ve efekt olarak iki gruba ayrılır. 3) Efekt grubu teltik iplik sayısından çıkarılır.
268 4) Bulunan rakam ikiye bölünür 5) Çözgü bulunan son sayı kadar zemin ipliği ile başlayıp gerekli rapor sayısında çözülür. 6) Teltik miktar çözgüye başlanan zemin telleri ile aynı sırada eklenerek çözgü tamamlanır. Örnek; Zemindeki toplam çözgü teli sayısı ve Renk raporu: 12 Lacivert ipek (A) 2 Bordo İpek (B) 4 Siyah Yün (C) 2 Bordo İpek (B) 44 Lacivert Yün (A) İpek olan bir çözgü 1) 4.824/ 64 = 75 Rapor = teltik iplik 2) 12 A Zemin 2B 4C } Zemin 56 iplik 2 B Efekt Efekt 8 iplik 44 A Zemin 64 plik olan bir çözgü 3) 24-8 = 16 4) 16/2 = 8 5) 8 A 2B 4C 2B 48 A İplik şeklinde düzenlenir ve 75 rapor çözülür. Böylece 64 x 75 = iplik haline gelen çözgüye teltik miktar çözgünün başlangıcından hareketle: 6) 8 A 2B 4C 2B 8A 24 İplik Olarak eklenince çözgü ipliğe tamamlanmış ve her iki kenarı 8 A ipliği ile başlamış ve ortaya doğru simetrik olarak aynı renk dizimi sağlanmış olur.
269 Sistem 2; Yukarıdaki örnekte olduğu gibi çok ince ve narin efekt ipliklerinin kullanıldığı çözgülerde bu ipliklerin cımbar zedelenmesinden etkilenmemesi için olanaklar ölçüsünde ortalara doğru çekilmelidir. Böyle çözgülerde; 1) Zemindeki toplam çözgü ipliği sayısı renk raporundaki tel sayısına bölünerek, teltik iplik sayısı bulunur. 2) Renk raporu zemin ve efekt gruplarına ayrılır. 3) Zemin iplik sayısı ile teltik iplik sayısı toplanır. 4) Bulunan sayı ikiye bölünür 5) Çözgü bulunan son sayı kadar zemin ipliği ile başlayarak gerekli rapor sayısı kadar çözülür 6) Yine aynı rapor düzeniyle başlanarak teltik miktardaki çözgü ipliği ilavesi ile toplam çözgü tel sayısına ulaşılır. Örnek; Birinci örnekteki çözgü bu sistem içinde uygulanır ise; 1) 4.824/64 = iplik teltik 2) Zemin 56 iplik + Efekt 8 iplik 3) ) 80/2 = 40 5) 40 A 2B 4C 2B 16 A İplik Olarak düzenlenen çözgü 64 x 75 Rapor = iplik olarak çözüldükten sonra 6) 24: A 7) 24 iplik olan teltik miktarının eklenmesiyle çözgü tamamlanmış olur. Görüldüğü gibi bu düzenlemede hem kenarlar aynı renk dizimine getirilmiş hem de efekt iplikleri kenarlardan içeriye doğru uzaklaştırılmış olur.
270 LİFLERİ TANIMLANMA METOTLARI 1-ISITMA İLE ÖN AYIRMA METODU: 1-a) Küçük bir lif demeti, gerekiyor ise bir pens ile alınarak yavaşça bir bekin donuk alevi üzerine (içerisine değil) yaklaştırılır ve liflerin kıvrılıp kıvrılmadığı veya eriyip erimediğine bakılır. 1-b)Küçük bir lif demeti ısıtılabilen bir levha üzerine bir potasyum nitrat kristaline yaklaştırılır. Levha kristaller eriyinceye kadar ( C) ısıtılır, sivri uçlu bir iğne ile eşilerek liflerin kömürleşip kömürleşmediği ya da eriyip erimediği kontrol edilir. 1-c) Küçük lif demeti donuk alevin içerisine sokulur, liflerin yanıp yanmadığı izlenir ve çıkan buharın kokusu izlenir. 2-LİFLERDE KLOR VE AZOT ARANMASI: 2-a) Klor ve azot bulunmayan lifler; -Selüloz diasetat, -Selüloz triasetat, -Polivinil alkol, -Poliolefinler, -Poliesterler. 2-b)Klor bulunan fakat azot bulunmayan lifler; -Klorlanmış polivinil klorür, -Vinil klorür-vinil asetat kopolimeri, -Polivinilklorür, -Viniliden klorür, -Vinil klorür kopolimeri. 2-c) Azot bulunan fakat klor bulunmayan lifler; -Naylon (poliamid), -Lastik, -Akrilik. 2-d) Hem azot ve hemde klor bulunan lifler; -Modakrilik. 3-LİFLERİN ISIL İŞLEMLE TANIMLAMA METODU; 3-a) Protein esaslı lifler: Fışkıran bir alevle yanarlar, siyah patlamış gibi kolayca toz haline gelebilen bir kalıntı bırakırlar. Yanan kıl kokusuna benzeyen (kazein kokusu) bir koku yayarlar. 3-b)Selüloz esaslı lifler: Kolaylıkla yanar ve yandığında yanan kağıt gibi bir koku çıkarırlar. Çok az miktarda kül bırakırlar veya bazen belirgin balık kokusu yayarlar, koyu renkli ve gözenekli bir kalıntı bırakırlar. 3-c) Kalsiyum aljinat esaslı lifler: Kolayca yanarlar ve alevden çekildiklerinde kolayca sönerler, parıldayan bir kalıntı bırakırlar.
271 3-d)Cam lifleri: Berrak sert bir boncuk meydana getirirerek erirler (eğer alevde yanarak is bıraktıktan sonra bir boncuklanma oluyorsa üzerinde plastik maddeler sıvanmış veya kaplanmış cam lifidir demektir). 3-e)Asbest lifler: Aleve tutulduklarında parıldarlar, ancak orijinal şeklini korurlar. 3-f)Düşük sıcaklıkta eriyen termoplastikler: Yanarak alevden düşerler. 3-g)Aramid esaslı lifler: Zor yanarlar, yanarak alevden düşerler. 3-h)Florkarbon lifler( teflon): Yanmazlar. 3-i) Kalayla ağırlaştırılmış ipek lifleri: Gözenekli ve alevde parlayan bir kalıntı bırakırlar. 3-j) Selüloz esaslı lifler (üzeri aprelenmiş): Selüloz lifleri gibi kolay yanmazlar ve alev çekilince derhal sönerler. 4-LİFLERDE AZOT VE KLORUN TESBİTİ; 4-a) Numunelerde azotun tesbiti: Küçük bir ısıtma tüpüne birkaç lif konulur. Üzerine sodyum karbonat-kalsiyum hidroksit karışımı (toz halinde ve eşit ağırlıkta hazırlanmış) ile örtülür. Sıçramayı önlemek için tüpün ağız kısmı pamuk veya cam liflerinden yapılmış bir tıkaç ile kapatılır. Tüp iyice ısıtılır. Çıkan buharlar ıslak kırmızı turnusol kağıdı ile kontrol edilir. Lifte azot var ise oluşan amonyaktan dolayı kuvvetli alkali reaksiyon verecektir. 4-b)Numunede klor tesbiti (Billstein deneyi): Bakır tel bunzen beki alevinde yeşil renk görünmeyene kadar ısıtılır. Alevden çekilen bakır telin sıcak ucu liflere değdirilerek bazılarının yapışması sağlanır ve tekrar aleve tutulur, yeşil rengin görülmesi klorun bulunduğunu gösterir. 4-c) Numunede klor ve azotun bulunmaması durumunda tesbiti: Deney numunesi bir deney tüpünde oda sıcaklığında ve aksi belirmedikçe her deney numunesi ile aşağıdaki belirtilen işleme tabi tutulur. Selüloz diasetat ve triasetat lifleri kısmi sabunlaştırılır ve % 70 lik aseton da ve buzlu (glasiyel) asetik asitte tam bir işleme tabi tutulursa tam olarak çözünmezler. Bu durum poliester lifleri ile karıştırılmasına yol açabilir. Her hangi bir sabunlaşmamış tekstil maddesinin çözünüp çözünmediğini anlamak için ilk iki çözücünün kullanıldığı deney tüpüne su katılmalıdır. Bir çökeltinin meydana gelmesi diasetat ve triasetatın varlığını gösterir. Çökelti olmaması poliesterin bulunduğunu gösterir. Selüloz diasetat ve triasetatın ayırt edilebilmesi için lifler 20 dakika % 2 lik sodyum karbonat çözeltisi ile kaynatılır ve su ile iyice durulanır. % 1 lik direkt has siyahı çözeltisi (C.I. Direkt 51 in % 1 lik çözeltisi) ile kaynar su banyosunda 5 dakika boyama işlemine bırakılır. Soğuk su ile yıkanır. Triasetatta bir değişim olmaz (boyanmaz), diasetat koyu renge boyanır. 4-d)Polivinil alkol grubu liflerin cinslerinin tesbiti: Deney numunesi 5 N hidroklorik asitle oda sıcaklığında işleme sokulduğunda çözünüyor ise formaldehit ile sertleştirilmiş, eğer çözünmüyor ise benzaldehit ile sertleştirilmiş polivinil alkol lifi olduğu anlaşılır. Numune % 30 luk sülfürik asitte çözülür ve formaldehit aranır. Formaldehit ile sertleştirilmiş olanın pozitif, benzaldehit ile sertleştirilmiş olanın negatif sonuç vermesi ile ayırım işlemi yapılır. (Not: Her iki lifte sülfürik asitte çözündürüldükten sonra iyot çözeltisi ile koyu mavi bir renk verir, benzaldehit ile sertleştirilmiş lifler 5N hidroklorik asitte 65 C de çözünür) (Formaldehit aranması: Numune 1 g/lt lik sodyum karbonatta 60 C de 2 dakika yıkanır, çalkalanır, kurutulur. Bu yıkamış numune 3 dakika 0.1 N hidroklorik asitte kaynatılarak asit ekstraktı elde edilir. Soğutulup süzüldükten sonra bu ekstraktın
272 1 mililitresine 3 mililitre derişik sülfürik asit, 1 mililitre kromotropik asit çözeltisi (% 2 lik) eklenir ve 60 C de 10 dakika işleme sokulur. Formaldehit var ise koyu kırmızı menekşe rengi oluşur. 4-e) Poliolefin grubu liflerin cinslerinin tayini: -Yüksek basınçta polimerize olmuş polietilen liflerinin yoğunluğu d:0.92 g/cm³ ve erime noktası 108 C dir. -Düşük basınçta polimerize edilmiş polietilen liflerinin yoğunluğu d:0.95 g/cm³ ve erime noktası 133 C dir. -Polipropilen liflerin yoğunluğu d: 0.90 g/cm³ ve erime noktası C dir. Polipropilen lifleri: % 1 lik polipropilen kırmızısı (A1) RPM çözeltisine konulur. Kaynar dereceye kadar ısıtılır ve 2 dakika hafifçe kaynatıldıktan sonra iyice yıkanır ve kurutulur, deney numunesinin orta koyulukta kırmızı renge boyanması lifin nikel ile modifiye edildiğini gösterir. Eğer lifte nikel yoksa numune sarı renge boyanır. 5-LİFLERİN YOĞUNLUKLARININ ÖLÇÜLMESİ: -Ksilende kaynatılan deney numunesi bir pensle alınarak hemen yoğunluk dereceleme tüpüne bırakılır. Yaklaşık 30 dakika sonra lifler nihai denge konumuna gelecektir. Bu konum yoğunlukları belirlenmiş cam yüzücülerin konumları ile karşılaştırılarak lifin yoğunluğu bulunur. Deneyden sonra bir cam çubuğa takılan tel kafes ile numuneler tüpten alınır. Yoğunluk dereceleri sabit olmayıp zamanla değiştiğinden zaman zaman yeniden kalibre edilmeli veya gerekiyorsa yeniden hazırlanmalıdır. -Liflerin yoğunlukları, yoğunluk ölçüm kolonu yardımı ile de belirlenebilir. Yoğunluk kolonu; yaklaşık 5 cm çapında ve 40 cm uzunluğunda bir cam boru içerisine (500 ml lik taksimatlı mezür ile de bu işlem gerçekleştirilebilir) eşit hacimde karbon tetraklorür ve ksilen doldurularak hazırlanır. Kolon sabit sıcaklık banyosuna yerleştirildikten sonra karbon tetraklorür (yoğunluğu 1,60 gr/cm3) daha sonra üzerine aynı hacimde yoğunluğu 0,86 gr/cm3) ilave edilir. İki sıvının birbirine karışmaması için ksilen bir baget yardımıyla kolon kenarından yavaş yavaş eklenmelidir. Kolon bu şekilde hazırlandıktan sonra 3-4 gün sabit sıcaklık banyosu içerisinde bekletilir. Bu süre içerisinde ksilen ve karbon tetraklorürün birbiri içerisindeki difüzyonu sonucu kolon boyunca 0,86 gr/cm3 ve 1,60 gr/cm3 sınırları arasında bir yoğunluk değişimi oluşur. Yani kolonun her seviyesinde ayrı bir yoğunluk değeri oluşur (yoğunluk ölçüm kolonunun üst kısmında sıvının yoğunluğu 0,86 gr/cm3, yoğunluk ölçüm kolonunun dip kısmında yoğunluk ise 1,6 gr/cm3 dür). Yoğunluk ölçüm kolonundaki sıvı seviyesindeki yoğunlukların tam bilinmesi için yoğunluk kolonunun içerisine yoğunlukları daha önceden belirlenmiş olan ve değişik yoğunluklara sahip kalibrasyon kürecikleri atılır. Her her farklı yoğunluğa sahip kalibrasyon kürecikleri kendi yoğunluklarının bulunduğu sıvının seviyesinde askıda kalacaklardır. Yoğunluk ölçüm kolonundaki sıvı içerisine (bu yoğunlukları belli küreciklerin askıda olduğu yoğunluk ölçüm şişesindeki sıvı içerisine) yoğunluğunu belirlemek istediğimiz elyaftan küçük bir parça ilave edilir ve elyafın kolon içerisinde hangi seviyede kaldığı gözlemlenir. Yoğunluğunu tespit etmek istediğimiz elyaf hangi iki kalibre küreciği arasında kalmış ise o iki küre arasındaki mesafe ölçülür ve elyafın askıda kalmış olduğu iki küre arasındaki mesafe, iki küre arasındaki toplam mesafeye bölünerek yoğunluk farkı bulunur ve yoğunluğu daha düşük olan kürenin yoğunluğuna toplanarak elyafın yoğunluğu bulunur. Not: Bu işlem polimer granüllerine de aynı şekilde uygulanabilir.
273 Bazı liflerin yoğunlukları aşağı da verilmiştir. Asetatlar: -Diasetat(dicel) -Diasetat -Triasetat(tricel) : : : Akrilikler: -Orlon -Courteller -Zefran -Akrilan -Velikran : : : : : : : ; : : 2.50 : : : : : : : 1.38 : : Klorolifler: -PVC(isovyl) -Modifiye PVC -Klorlanmış PVC -Polivinil klorür (saran, visan) -fiberglas, Duraglas Modakrilikler: -Dynel -Teklan -Verel Naylonlar: -Naylon 11(rilsel) -Naylon 6(perlon) -Naylon 6.6 (brinaylon) -Nomex Poliesterler: -Kodel -Terilen,vycrron Poliolefinler: -Polipropilen : 0.90 (ulstron) -Polietilen : 0.92 (düşük yoğunluk) (ourlene) -Polietilen : 0.95 (yüksek yoğun.) (ourlene X3) Poliüretan elastomerleri: -Enkawing, : 1.10 liycra, sarlano Selülozlar: -Kupra -Vizkoz : :
274 Rejenere protein lifleri: -Vinal(merinova) : Vizkoz(kuralon) : 1.30 Doğal lifler: -Tavşan : -Ankara tavşanı : -Yün : -Ham ipek : -Ağırlaştırılmışipek: -Pamuk(yıkanmış) : -Pamuk(merserize): -Keten : -Kendir : -Jüt : -Rami : Çeşitli lifler: -Kalsiyum aljinat : -Asbest : -Teflon : Yoğunluk dereceleme tüplerinin hazırlanması: 600 ml kapasiteli bir tüp içerisine 50 ml kuru pentaklor etan (d: 1.7) konur. Sonra 90/10, 80/20, 70/30, 60/40, 30/70, 20/80, 10/90 şeklinde azalan miktarlarda pentaklor etan ihtiva eden kuru pentaklor etan- kuru ksilen (d: 0.91 gr/cm3) ilave edilir. En üsttede 50 ml kuru ksilen konulur. Bir iki gün bekletildiğinde yoğunluk dereceleri kesin çizgilerle ayrılır. Bu yoğunluk dereceleri 2-3 mm çapında gr/ cm³ yoğunluğunda cam yüzücülerle kalibre edilir. Cam yüzücülerinin yoğunluğu içinde asılı kaldığı sıvının yoğunluğu olarak tesbit edilir. 6- NUMUNEDE KLORUN BULUNMASI VE AZOTUN BULUNMAMASI DURUMU (KLOROLİFLER): Deney numunesi bir deney tüpünde ve aksi belirtilmiyorsa her deney yeni bir deney numunesi ile aşağıda belirtilen solventler ve deney sıcaklıklarında işleme tabi tutulur. Klorlanmış polivinil klorür (klorolif) ; teknik ksilenle oda sıcaklığında çözülür. -Vinil klorür ve vinil asetat kopolimerleri (klorolif); kloroformda oda sıcaklığında çözülür. Polivinil klorür (klorolif); tetrahidro furanda oda sıcaklığında çözülür. -Viniliden klorür ve polivinil korür kopolimeri; kaynayan teknik ksilende çözülür. -Klorlanmış polivinil klorür; morfoline batırıldığında çözeltiyi kırmızımsı bir kahverengine döndürerek çözülür. -Vinil klorür ve vinil asetat kopolimeri ve polivinil klorür; morfolinden etkilenmez. -Viniliden klorür ve polivinil klorür kopolimeri; morfoline batırıldığında rengi yavaşça koyulaşır ve çözeltinin rengi hemen hemen siyaha döner. 7- NUMUNEDE KLORUN BULUNMAMASI VE AZOTUN BULUNMASI DURUMU: 7-a) Deney numunesinin genel görünümüne ve davranışına bakılarak lif cinslerinin belirlenmesi: -Naylon (poliamid); m-krezolde oda sıcaklığında çözünür. -Akrilik elyaflar; m-krezolde oda sıcaklığında çözünmez, ancak kaynayan dimetil formamidde çözünür. -Aramid elyaflar; hem m-krezolde oda sıcaklığında hemde kaynayan dimetil formamidde çözünmezler. 7-b) Bir lifin naylon (poliamid) veya akrilik olup olmadığının belirlenmesi: -Lif çözelti oranı 1/500 olacak şekilde lifler oda sıcaklığında çözeltiye konulur, ara sıra yavaşça karıştırılır. Lifler 5 dakikalık bir sürede çözünmez ise çözünmez olarak nitelenir. -Naylon 6,6; 4.4 N hidroklorik asitte oda sıcaklığında çözünür, mikroskop altındaki
275 enine kesit görüntüsü yuvarlaktır. -Naylon 6,6; 4.4 N hidroklorik asitte oda sıcaklığında çözünmez, ancak 5 N hidroklorik asitte oda sıcaklığında çözünür. Enine kesit görünümü yuvarlak veya üç lupludur. -Naylon 11; 4.4 N hidroklorik asitte ve 5 N hidroklorik asitte ve meta-krozelde çözünmez, enine kesit görünümü yer fıstığına benzer. 8- POLİÜRETAN VE KAUÇUK LİFLERİN TANINMASI: Poliüretan veya kauçuk liflerin tanınması; poliüretan ve kauçuk lifleri başka liflerle bir arada elle ayrıldıktan sonra tutuşturulur, kauçuk lifleri kendilerine has kokularından, poliüretan lifleri ise parlak alevde yanmalarından tanınır. -Liycra (poliüretan): Kaynayan dimetil formamidde çözünür, ancak kaynayan % 10 luk sodyum hidroksitte (30 dakika) çözünmez, enine kesit görünümü büzülmüş yer fıstığı görünümündedir. -Enkaswing: Kaynayan dimetil formamidde çözünmez ancak kaynayan % 10 luk sodyum hidroksitte (30 dakika) çözünür. 9- NUMUNEDE KLOR VE AZOTUN BULUNMASI DURUMU: Bu durumda lif cinsi modakriliktir ve aşağıdaki şekilde tanımlanır. -Dynel 150, 180 ve 197 : Nitrometanda (2 dakika) ve asetonda 35 C de (5 dakika) çözünür. -Teklan lifleri: Nitro metanda (2 dakika) çözünür, ancak asetonda 35 C de (5 dakika) çözünmez. Her iki gruptakilerde butirolaktonda çözünür. -Verel Tip A ve F: Butirolaktonda (2 dakika) çözünür, nitro metanda (2 dakika) ve asetonda 35 C de (5 dakika) çözünmez. -Crylon PCM: Her üç çözücüde de çözünmez. 10-PROTEİN GRUBU LİFLERİN TANINMASI: Protein grubunda yer alan lifler; Yün, lama yünü, deve yünü, tiftik, kaşmir, keçi kılı, tavşan kılı, at kılı, sığır kılı, ham bombyx ipeği, tussah ipeği, rejenere protein lifleri (morinova), sıvı parafinde uzunlamasına veya kesitte mikroskop altında incelenerek tespit edilirler. -Tabi ipek (bombyx ipeği); 10 gram susuz kalsiyum klorürün 100 ml % 90 lık formik asit içerisindeki çözeltisinde çözülür. -Tussah ipeği; Derişik sülfürik asit içerisinde çözülür. Merinova; 1 gram ham tripsin (teknik) 100 ml damıtık suda çözlür. 0.3 g sodyum bikarbonat konularak ph 8.2 ye ayarlanır. Lifler 15 dakika % 0.2 lik sülfürik asitte kaynatılarak iyice yıkanır. Tripsin çözeltisi 40 C a ısıtılır ve lif - çözelti oranı 1/500 olacak şekilde lifler çözelti içerisine konulur. Sıcaklık 30 dakika 40 C da tutulur. Merinova 30 dakikada çözülür. Yün, kıl, ipek ve protein olmayan lifler çözünmezler. -Yün ve kıl; Kalsiyum klorür-formik asit çözeltisi, derişik sülfürik asit çözeltisi ve tripsin çözeltisinin hiçbirinde çözünmez. -Numune oda sıcaklığında alkali kurşun asetat çözeltisi (doymuş kurşun asetat çözeltisinde çökelek çözününceye kadar derişik sodyum hidroksit çözeltisi ilave edilerek hazırlanır. Kullanılırken dibe çöken çökeleğin üzerinden berrak çözelti aktarılır) ile işleme sokulur. Soğuk suda iyice yıkanarak seyreltik hidroklorik asit ile nötralize edilir. Tekrar yıkanarak kurutulur. Yün ve kıl koyu kahverengi renge boyanırken diğer lifler boyanmaz. -Numune sıcak millons belirtecinde (2 g civa, 2 ml derişik nitrik asitte çözülerek hazırlanır. 2ml su eklendiğinde bir bulanıklık olursa berraklaşıncaya kadar bir kaç damla derişik nitrik asit damlatılarak karıştırılır. Bu çözelti hava almayan bir şişede birkaç ay dayanabilir) 2 dakika beklenir. Serizini sökülmüş bombyx ipeği kırmızıya, merivona ve tüm rejenere protein lifleri kahverengi renge boyanır. 11-SELÜLOZ GRUBU LİFLERİN TANINMASI: Selüloz grubu lifler sıvı parafin veya suda uzunlamasına ve kesitte mikroskop altında incelenerek belirlenir. -Pamuk numunelerinin merserizasyon derecesi çok değişebilir. Birçok merserize pamuk numuneleri gerek şişmiş ve gerekse şişmemiş tipte lifleri ihtiva edebilir. -Soğuk sülfürik asit ile organdi terbiyesi verilmiş pamukta da kıvrımlar kaybolur
276 ve lif şişer, merserize pamuktan ayırmak için aşağıdaki onaylayıcı deneyler uygulanır. -Numune % 18 lik sodyum hidroksit çözeltisi ile şişirilir, yıkanır ve doymuş kongo kırmızısı (C.I Direkt red 28 in doymuş çözeltisi ) çözeltisinde 10 dakika boyanır. % 18 lik sodyum hidroksit çözeltisine konularak mikroskop altında muayene edilir. Bu durumda merserize pamuk lifleri çok açık pembe renge boyanır ve yapışmazlar. Organdiler ise parlak kırmızı renge boyanırlar ve lifler bir miktar yapışır. 12-KURUMA BÜKME DENEYİ: Yaş keten lifi bir ucundan tutularak serbest ucu gözlemci yönüne kurumaya bırakılır ise saat ibresi yönünde döner, Kendir lifi aynı şartlarda ters yöne döner. (aynı işlem merserize görmüş keten ve kenevir liflerinde de başarılı bir şekilde uygulanabilir). -Lif demetleri önce birkaç dakika suda bırakılır ve cımbızla alınarak sıcak levha üzerinde kurumada, bükülmenin durmasına kadar beklenilmelidir ve kuruma sırasında bükülme izlenir. Bu deneyde pamuk lifleri normal olarak ters yönde bükülür. Rami ve ısırgan otu lifleri ketendeki gibi aynı yönde de kuruma bükümü verir. Diğer liflerin çoğu kendirle aynı yönde kıvrılır. 13-BİLLİGHAME DENEYİ: Numune metilen klorürde yıkanarak yağı giderilir ve kurutulur. % 5 lik nitrik asitte (5.5 ml nitrik asitte (d: 1.4 gr/cm3) 92.3 ml suya ilave edilerek hazırlanır ) 5-10 dakika kaynatılır, yıkanarak asit giderilir, soğuk N sodyum hipokloritte 10 dakika bekletilir ve daha sonra kurutulur. Abaka (manila kendiri) portakal rengi, sisal ve diğer yaprak lifleri açık sarı bir renk alırlar. 14-İŞLEM GÖRMÜŞ REJENERE SELÜLOZİK LİFLERİN AYRILMASI VE TANINMASI: -Üre veya triazon reçinesi uygulanmış ise; soda-kireç deneyinde azot bulunur. Furfurol deneyi ile kırmızı renk verir. Pikrik asit ile çökelek oluşmaz. -Halkalı üre reçinesi uygulanmış ise; soda-kireç deneyinde azot bulunur. Furfurol deneyinde portakal renginden sarıya kadar renk elde edilir. Pikrik asitle çökelek oluşmaz. -Melamin reçinesi uygulanmış ise; soda-kireç deneyinde azot bulunur. Furfurol deneyinde sarı renk elde edilir ve pikrik asit deneyinde sarı ve çok çökelek oluşur. -Formaldehit reçinesi uygulanmış ise soda-kireç deneyinde azot tesbit edilemez, kromotropik asit deneyinde koyu kırmızı-menekşe renk elde edilir. -Glioksal uygulanmış ise soda-kireç deneyinde azot tesbit edilemez, kromatografik asit deneyinde renksiz bir ortam oluşur. 15-SODA-KİREÇ DENEYİ: Küçük bir yakma tüpündeki liflerin üzeri soda-kireç (sodyum karbonat-kalsiyum hidroksitin toz haline getirilmiş eşit ağırlıktaki karışımı) ile kaplanır. Sıçramayı önlemek için tüpün ağzına pamuk veya cam kapak konur. Tüpün kuvvetli alevde ısıtılarak çıkan buhar ıslak bir kırmızı turnusol kağıdı ile temas ettirildiğinde buharın oluşan amonyak nedeni ile kuvvetli bir alkali reaksiyonu vermesinden liflerde azot bulunduğu anlaşılır. 16-FURFUROL DENEYİ: Yaklaşık 0.1 g deney numunesi 5 ml furfurol çözeltisi ile (20 ml aseton, 20 ml su, 10 ml derişik hidroklorik asit ve 1 ml yeni damıtılmış furfurol karıştırılarak hazırlanır) 5 dakika kaynatılır, üre veya triazon reçinesi varsa kırmızı renk, diğer reçinelerle portakaldan sarıya kadar renk oluşur.
277 17-PİKRİK ASİT DENEYİ: Apreli lifin 3 dakika 0.1 N hidroklorik asitte kaynatılarak elde edilmiş ekstraktı süzülür. Buna bir kaç damla doymuş pikrik asit çözeltisi eklenir. Yoğun bir sarı çökelek melaminin varlığını işaret eder. Diğer reçineler hidroliz olurlar ve çökmezler. 18-KALSİYUM ALJİNAT METOTLARI: LİFLERİNİN ONAYLAYICI TANIMLAMA -Bir tutam lif alınır ve karbon tetraklorür (d: 1.6) içerisine konur. Lifler kalsiyum aljinat ise batar (d: 1.7) -% 2 lik sodyum hidroksit ile kaynatıldığında kalsiyum aljinat parlak sarı renge döner. -Ağırlığının 10 katı % 3 lük sodyum karbonat içerisinde ılık hale gelinceye kadar ısıtılır. Çözelti süzülür, küçük bir hacme kadar suyu uçurulup derişik hale getirilir ve sülfürik asit ile asitlendirilir. Kalsiyum aljinat erir ve asitlendirildiğinde renksiz jel halinde aljinik asit çöker. -Orto-nitrobenzaldehit deneyi: Bir parça süzgeç kağıdı o-nitro benzaldehitin 2 N sodyum hidroksitteki doymuş çözeltisinde (her seferinde yeni çözelti hazırlanır, çözelti dayanıklı değildir) ıslatılarak deney kağıdı hazırlanır. Dikey durumdaki küçük bir yakma tüpünün dibinde deney numunesi yavaşça piroliz edilir. Çıkan buharla taze ıslatılmış deney kağıdı parçası ile temas ettirilir. Kalsiyum aljinat liflerinin varlığında deney kağıdı maviye boyanır. 19- CAM LİFLERİNİN KİMYASAL YAPISI: Cam lifi SiO2%, Al2O3%, CaO%, Mg%, B2O3%, Alkali%, ZrO2%, TiO2%, PbO % E-Tipi cam 54 (düşük alkali) Soda-kireç 65 (borosilikat) A-Tipi cam 73 (yüksek alkali) Kireçsiz 60 Borosilikat Kurşun 34 Camı Yüksek 65 sıcaklığa dayanıklı cam Doğal Elyafın Fiziksel Karakteristikleri; Renk, çap ve yukarıda tanımlanan müteferrik fiziksel özellikler doğal lifler için kayda geçilmelidir. Aşağıdaki karakteristikler de kayıt altına alınmalıdır. Hayvan kıllarının başlıca morfolojik özellikleri, kök, medülla, korteks ve kütiküldür; diğer kıl dibi çukuru yapıları da, türlerin tefrik edilerek tanımlanmaları için yararlı öğelerdir. Medüller ve kortikal yapılar, amaca elverişli bir montaj ortamı içerisindeki bir slayta monte edilmiş kıllar üzerinde daha iyi izlenebilirler. Kütiküler pullar, saydam polimer içerisine döküm baskılar (pul baskıları) üzerinde daha iyi bir biçimde gözlemlenebilirler. Pul sayımları (100 mikrometrede pul sayısı), özel kürk lifleri türlerinin birbirlerinden ayırt edilmeleri için yararlıdır. Tırtıllar tarafından üretilen bir protein elyafı olan ipek, hayvan kıllarından farklı morfolojik özelliklere sahiptir. İpeğe özgü bazı özellikler, kesit işaretleri ve yuvarlatılmış köşeli üçgen kesite bir kama gibi ayrıntıları da kapsarlar. Tekstil yapılarında ipek, ârızi olarak birbirine yapışık çiftli lifler ancak daha bir sıklıkla tekli lifler halinde görünebilirler. Bitkisel menşe li liflere teknik elyaf (ip, çuval, hasır, vb.) olarak veya münferit hücreler (öğeler) (kumaşlar ve kağıtlar) olarak rastlanır.
278 Teknik liflerin tetkiki, epidermal (deri) dokunun ve kristallerin araştırılmasını ve bir kesitin hazırlanmasını da kapsamalı, ayrıca odun özü için bir kimyasal test de yapılmalıdır. Münferit hücrelerin incelenebilmesi için, teknik lifler sıvıda bekletilerek yumuşatılmalı, kumaşlar ayrı yerde taranmalı ve kağıtlar tekrar hamura dönüştürülmelidir. Hücre duvarları ve lümenin göreceli kalınlığı, hücrenin uzunluğu ve dislokasyonların varlığı, tipi ve dağılımı kayda geçilmelidir. Diğer karakteristik hücreler de kaydedilmeli ve güvenilir hakiki hücrelerle karşılaştırılmalıdır. -Üretilmiş Elyafın Fiziksel Karakteristikleri; Dairesel liflerin çapı, kalibre edilmiş bir oküler gratikülünün kullanılması sureti ile ölçümlenebilir. Dairesel olmayan lifler özel tanılara gereksinim gösterirler. Bir örnek içerisindeki liflerin çapları eş-değerli olmadığı takdirde, örnek tarafından sergilenen çap değerleri kademe aralığının belirlenmesi tavsiye edilir.lifin uzunluğu boyunca renk eş-biçimli veya değişken olabilir. Örnek içerisindeki liflerin renk değişkenliği kayda geçirilmelidir. İnceleyici,boyalı, boyalı yüzeyli ve pigmente lifler arasında tefrikte bulunabilmelidir. Matlaştırıcı partiküllerin varlığı veya yokluğu, yararlı bir karşılaştırma özelliğidir. Varoldukları takdirde, boyutları, biçimleri, dağılımları, göreceli bollukları ve genel görünümleri kayda geçilmelidir. Matlaştırıcı partiküller, her hangi bir özel jenerik lif tipi için gösterge değerinden mahrum olsalar da, üretici tarafından gereksinim duyulan uç-kullanım özelliklerinin karakteristiği olabilirler. Matlaştırıcılar ayrıca üretilmiş liflerin tanımlanmasına da yararlar. Amaca elverişli bir montaj ortamı içerisindeki cam slaytlara uzun eksenleri doğrultusunda bakıldığında, liflerin belirgin kesitsel şekilleri lif içerisinden yavaşça odaklama yapmak sureti ile, çoğunlukla belirlenebilirler (optik seksiyonlama). Fiili lif kesitleri, kesitsel biçim hakkında en iyi bilgiyi temin ederler. Üretim çizikleri, hasar ve yüzey döküntüleri (damlacıklar, kan veya diğer yabancı materyal) gibi yüzey karakteristiklerini kayda geçiniz. Yüzey çizikleri, refraktif endeksi lifin refraktif endeksinden anlamlı ölçekte farklı olan bir montaj ortamı içerisinde daha belirgin görüntü verirler. -İnorganik Elyafın Fiziksel Karakteristikleri; Mineral lifler çoğunlukla asbest olarak isimlendirilirler ve bu sözcük çoğu doğal olarak oluşan lifli hidrate silikat mineralleri için kullanılan genel bir terimdir. Asbest mineralleri, krizotil, armozit, krosidolit, lifli termolit/aktinolit ve lifli antofilliti de kapsarlar. Krizotil, katman silikatları olan serpantin grubuna dahildir. Diğer asbest mineralleri amfibollerdir ve zincir silikatları olarak sınıflandırılmaktadırlar. Asbest lifleri, tek başlarına veya diğer bileşenlerle karışmış olarak, inşaat materyali ve izolasyon ürünlerinde oluşabilirler. Krizotil, çoğunlukla bir dokuma kumaş olarak rastlanan bir asbest mineralidir ancak asbest minerallerinin herhangi birisi, contalar gibi preslenmiş tabakalarda bulunur. Potansiyel sağlık riski taşımaları bağlamında, asbest liflerini analize tâbi tutarken dikkat ve özen gösteriniz. Tüm asbest mineralleri, polarize ışık mikroskopisi yöntemi sayesinde optik özellikleri ile kolaylıkla ayırt edilerek, tanımlanabilirler. Her ne kadar esas olarak mütâlaa edilmese de, dispersiyon lekelemesi son derece yardımcıdır. Enerji yayıcı spektrometrili tarayıcı elektron mikroskopisi, asbest minerallerinin karakterize edilmesi için kullanılabilir. Asbestin ayırt edilerek tanımlanması için uygulanan mikroskopik olmayan teknikler, X-ışını diffraksiyonunu ve kızıl-ötesi spektroskopiyi de kapsarlar. Cam elyafı çoğunlukla inşaat materyali ve izolasyon ürünlerinde bulunmaktadır. Cam elyafı aynı zamanda yapay vitröz elyaf olarak da isimlendirilmektedir. Cam elyafının üretimi için kullanılan başlatma materyali bazında, bunlar üç kategori altında sınıflandırılmaktadır: fiberglas (cam elyafı) (sürekli veya süreksiz) (devamlı veya devamsız elyaf ), mineral yün (kaya yünü ve izabe köpüğü yünü) ve refrakter seramik elyaf (cam seramik elyafı). Alüminyum oksit, silikon karbür, zirkonyum oksit ve karbon gibi tek kristal ve polikristalize refrakter elyaf, cam elyafı olarak mütâlaa edilmediğinden, bu kapsama dahil edilmemiştir. Klasik daldırma yöntemleri ile uygulanan ışık mikroskopisi, cam elyafının sınıflandırılması ve karşılaştırılması için refraktif endeksinin belirlenmesi için kullanılmaktadır. Yayılma lekelemesi tekniği, refraktif endeksinin ve bir örnek içerisindeki refraktif endeksi değişiminin belirlenmesi için yararlı olabilir. Sürekli olmayan cam elyafı yünü, kaya yünü ve izabe köpüğü yününün refraktif endeksinin belirlenmesi ve
279 karşılaştırılması, lifleri tavlayarak sertleştirmek ve çift değişim (varyasyon) yöntemini kullanmak sureti ile de gerçekleştirilebilir. %10 luk HCl kullanmak sureti ile ergiyebilirlik testleri yapılmalı ve test sonuçları kaydedilmelidir. Bazı cam yünü ürünleri içerisinde bir bitiştirme reçinesi de bulunabilir ve UV ışık altında flüoresans yaratabilir. Enerji yayıcı Xışını spektrometreli tarayıcı elektron mikroskopisi, yüzey elemental bileşimi oluşturmak için kullanılabilir. Elemental oranlar, karşılaştırma amaçları için kullanılabilirler. Enerji yayıcı spektrumun veya elemental bileşim içerisindeki yapay değişimin kazanılması sürecinde, tüm absorpsiyon etkilerinin elimine edilmesi gereklidir. 20-LİFLERİN MİKROSKOP ALTINDA İNCELENMESİ: Elyafların mikroskopik analizinde kullanılan terimler; -Anisotropik; Polarize ışık altında bakıldığında, ışığın içerisinden geçiş yönüne göre değişkenlik gösteren optik özelliklere sahip bir objenin bir karakteristiği. -Bariyer filtresi; Elyaf tarafından absorbe edilmeyen gereksiz eksitasyon ışığını yok eden ve tercihli olarak yalnızca kesme (cut-off) dalga boyundan daha büyük dalga boyuna sahip ışığın geçirilmesine olanak sağlayan ve flüoresans mikroskobun da kullanılan bir filtre. -Becke hattı; Elyaf, kendi refraktif endeksinden farklı bir ortam içerisine monte edilmiş olduğunda ve en iyi foküs içerisinde hareket ettirildiğindeki sınıra göre hareket eden elyafın sınırının yanındaki parlak hâle. -Becke hattı yöntem; Elyafın; foküs değiştiğinde, Becke hattının hareket yönünü kaydetmek sureti ile, monte edildiği ortama özgü (refraktivite) refraktif endeksini tespit etmenin bir yöntemi. Becke hattı; fokal mesafe arttırıldığında ve fokal mesafe objektiften öteye doğru azaltıldığında, daima daha yüksek refraktif endeksine sahip ortama doğru (elyaf veya elyafın monte edildiği ortam) ve örnek objektife doğru hareket ettirildiğinde de, daha düşük refraktif endeksine sahip ortama doğru hareket eder. -Birefrenjans; Elyafın, n - n formülünden elde edilen refraktif endekslerindeki sayısal fark. Birefrenjans, lif içerisindeki belirli bir noktada, B= r (nm)/1000t ( m) formülünün kullanılması yolu ile geciktirmenin (rötardasyonun) r ve kalınlığın T belirlenmesi sureti ile hesaplanabilir. -Karşılaştırma mikroskobu; İki örneğin, simültane biçimde (peş-peşe), hem yöneltilen (transmisyon), hem de yansıtılan (refleksiyon) ışık altında incelenebildiği bir optik köprü sayesinde birleştirilen iki mikroskoplu bir sistem. -Kompansatör; Elyaf tarafından sergilenen sabit veya değişken geciktirmede (rötardasyonla) karşılaştırılabilir sabit veya değişken geciktirilmenin (rötardasyonun) girilmesi için, bir polarizasyon mikroskobunun ışık yolu (path) içerisine yerleştirilebilen optik aygıtların her hangi bir türü. Bu durumda elyafın rötardasyonu ve elongasyon işareti belirlenebilir. Kompansatörlerde sabit veya değişken kalınlığa sahip sabit bir mineral plaka veya döndürülebilir bir mineral plaka veya bir ayar miktarı ile optik ize (path) verilen kalınlığı (ve girilen rötardasyonu) değiştirmek için, eğiklik verilmek sureti ile kalınlığı değiştirilebilir bir mineral plaka kullanılabilir. -Tam-dalga kompansatörü (veya kırmızı plaka); Bu kompansatörde genel olarak, 530 ilâ 550 nm arasında sabit bir rötardasyon (yaklaşık olarak Michel-Levy cetvelindeki birinci sıra kırmızı ışığının rötardasyonu) giren bir alçı taşı, selenit veya kuartz plaka kullanılmaktadır.
280 -Çeyrek-dalga kompansatörü; Bu kompansatörde genel olarak, 125 ilâ 150 nm arasında sabit bir rötardasyon giren bir mika plaka kullanılmaktadır. -Kuartz kamalı kompansatör; Bu kompansatörde, çok sayıda enterferans renkleri sıralarına dek uzanan sürekli değişken rötardasyona (genellikle 3 den 7 e dek) sahip, quartzdan kesilmiş bir kama kullanılmaktadır. -Sénarmont kompansatörü; Bu kompansatörde, kalibre edilmiş bir döner analizörle, paralel 0 konumundaki örnek üzerine yerleştirilen bir çeyrek-dalga plakası kullanılmaktadır. Bu kompansatör alçak rötardasyon ölçer ve monokromatik ışık kullanılmasına gereksinim gösterir. -Eğilmeli kompansatör (Berek kompansatörü; Bu kompansatör tipik olarak, yaklaşık on sıralarına dek değişken rötardasyon girmek için, bir kalibre merdane ile eğim verilebilir bir kalsit veya kuartz plaka içermektedir. -Korteks; Uzatılmış veya iğ biçimli hücrelerin saç telinden ibaret ana yapılaştırma öğesidir. Korteks, pigment zerrecikleri, kortikal füzi deyimi ile anılan hava boşluğu alanları ve ovoid ögeler deyimi ile anılan yapıları içerebilir. -Kıvrım; Bir elyafın dalgalılığının tanımlayıcı sözcüğüdür. -Geçiş işaretleri (krosover); İpek lifleri boyunca uzanan ve bütünsel olarak kurumaları öncesinde, haddeden çekme ipek liflerinin üst üste binmesi sonucunda oluşan eğik konumlu, düzlenerek yassılaştırılmış alanlardır. -Kütikül; Bir saç teli dip çukurunun dış yüzeyini oluşturan pullar katmanından oluşan yapıdır. Kütiküler pullar normal olarak üç temel tip altında sınıflandırılırlar: koronal (taç biçimli), bükümlü (taç yaprağı biçimli) ve bindirmeli (düzlenmiş). -Matlaştırıcı; Genellikle titanyum dioksitten ibaret olan ve üretilmiş elyafın lostrasını (parlaklığını) hafifleterek donuklaştırmak için kullanılan bir pigmenttir. -Dikroizm; Düz polarize ışık altında farklı eksenler boyunca bakıldığında farklı renkler, özellikle iki farklı renk sergileme özelliğidir. -Dislokasyonlar; Doğal elyafta (keten, rami, jüt, kenevir) elyafın hücre duvarı boyunca var olan ve X, I ve V biçimli olarak oluşan belirgin özelliklerdir. Bu özellikler çoğunlukla elyafın tanımlanması için yararlıdırlar. -Birefrenjansın dağılması (dispersiyonu); Işığın dalga boyuna göre birefrenjansın değişmesidir. Özel bir elyafta birefrenjans dağılması kayda değer ölçekte olduğu takdirde, Michel-Levy tablosunun düzenli renkskalasında görülmeyen anormal enterferans renkleri ortaya çıkabilir. Birefrenjansın önemli düzeyde dağılması, yüksek ölçekte birefrenjans elyafta rötardasyonun doğrulukla saptanabilmesini de engelleyebilir. -Dağılma lekelemesi; Biçimli durdurucular sayesinde, refraktivite endeksinin tespit edilmesi için bir tekniktir. Bir halka biçimli durdurucunun kapalı iris alt-kademesi ile kullanılması durumunda, bir yüksek dağılma ortamına monte edilen elyaf, elyaf ve ortamın refraktif endeksi uyumunda eşleştikleri yerde, renklenmiş bir dalga boyu sınırı gösterecektir. Bir merkezi durdurucunun kullanılması durumunda ise, elyaf, halka biçimli durdurucu kullanımında görülen renklere uyumlu renkler sergileyecektir.
281 -Boya; Tekstil yapılarına renk katan ergiyebilir maddelerdir. Boyalar, benzer kimyasal karakteristiklere sahip gruplar (örneğin; anilin, asit ve azo) altında sınıflandırılırlar. Boyalar; kimyasal reaksiyon, absorpsiyon veya dispersiyon yöntemleri ile elyafa katılırlar. -Eksitasyon (uyarma) filtresi; Flüoresans mikroskobunda kullanılır ve değişik ve çeşitli alttabakalarda gözle görülebilir bir flüoresans endükte etme niteliğine sahip, spesifik enerji bantları veya dalga boyları iletimine olanak sağlar. -İnorganik elyaf; Doğal mineral (örneğin krizotil asbesti) menşe li ve yapay mineral (örneğin, fiberglas cam elyafı-) menşe li bir elyaf sınıfıdır. -Enterferans renkleri; Bir birefrenjan materyal, çapraz polerler arasında ve bir noneksteksiyon (sönümsüzlük) konumunda incelendiğinde, beyaz ışığın iki faz-dışı ışınının enterferansı ile oluşan renklerdir. Birefrenjan elyafın belirli bir noktasındaki rötardasyon, gözlemlenen enterferans renginin, Michel-Lévy tablosundaki renkle karşılaştırılması sureti ile tespit edilebilir. -İzotropik; İçerisindeki optik özellikler, obje üzerinden geçen ışık yayılımının (propagasyon) titreşiminin (vibrasyon) yönü bağlamında olmaksızın kalıcılığını sürdürdüğü bir objeye özgü bir karakteristiktir. -Lignin (odun özü); Odunun karbonhidrat olmayan bölümünün esas ağırlıklı öğesi olup, selülozik elyafı birbirine yapıştıran bir amorf polimerik öz-maddedir ve ahşabın hücre duvarının temel bileşim öğesidir. -Lümen; Birçok doğal elyafta (örneğin; pamuk, keten, rami, jüt, kenevir) varolan kavite (oyuk) veya merkezi kanaldır ve varlığı ve yapısı, genellikle elyafın tanımlanması için yarayışlıdır. -Lüster(lostra); Işığı yansıtmasının (refleksiyon) sonucu olarak bir elyafın hâiz olduğu ışıltıyı veya pırıldamayı ifade eder. Üretilen elyafın lostrası çoğunlukla bir matlaştırıcı pigmentin kullanılması sureti ile değişime uğratılmaktadır. -Üretilmiş elyaf; Sentetik polimerler, değiştirilmiş (modifiye) veya dönüştürülmüş (transforme) doğal polimerler ve camdan ibaret olabilen elyaf oluşturucu tabii maddelerden üretilen çeşitli elyaf aileleri sınıfının tanımlayıcı ifadesidir. -Medülla; Bir seri içsel hücrelerden veya bir süngerimsi amorf kütleden oluşan ve saç telinin merkezi bölümünü oluşturan kısımdır. Havayla dolu olabilir ve bu durumda, aksettirilmiş ışık veya yansıtılmış (reflekte) ışık altında saydamsız veya siyah olarak görüntü verir. Hayvan kılında; üni-serisel veya mülti-serisel merdiven medülla, sellüler (hücresel) veya vaküole (boşaltılmış) medülla ve kafes medülla gibi çeşitli tipleri tanımlanmıştır. -Michel-Lévy tablosu; Bir anizotropik elyaf için, diğer ikisi bilindiğinde, bu üç değişkenden her hangi birisinin de belirlenebilmesine olanak sağlayan, kalınlık, birefrenjans ve rötardasyon değişkenleri tablosudur. -Mikroskobik; Mikroskoba veya bir mikroskobun kullanımına ilişkin anlamında bir sıfattır. -Değişim (modifikasyon) oranı; Dairesel olmayan (non-sirküler) elyaf kesitlerinin karakterizasyonu için kullanılan bir geometrik parametredir. Değişim oranı, lifin dış çapı ile özün çapı arasındaki boyutsal orandır, aynı zamanda görünüm oranı ifadesi ile de tanımlanabilir.
282 -Doğal elyaf; Bitkisel menşe li (örneğin; pamuk, keten, rami), hayvansal menşe li (örneğin; ipek, yün ve kürk çeşitleri) veya mineral menşe li (örneğin, asbest) elyaf sınıfının tanımlayıcı ismidir. -Pigment; Elyafın matlaştırılması veya renklendirilmesi için kullanılan, incelikle kıyılmış ergimez materyaldir (örneğin; titanyum dioksit, demir oksit). -Düz polarize ışık; Tek düzlem üzerinde titreşen ışıktır. -Pleokroizm; Düz polarize ışık altında farklı eksenler boyunca bakıldığında farklı renkler, özellikle farklı üç renk sergileme özelliğidir. -Polarize ışık; Tek yayılma (propagasyon) ve tek titreşim (vibrasyon) yönlü ışık ışını demetini tanımlayan ifadedir. Titreşim (vibrasyon) yönü daima yayılma (propagasyon) yönüne diktir. Bu demet, bir polarizasyon filtresinin kullanılması sureti ile adi ışıktan yansıtma ile (refleksiyonla) veya amaca elverişli bir pleokroik madde ortamı içerisinde çifte yansıtmayla (refleksiyonla) oluşturulur. -Polarize ışık mikroskobu; Birisi kademe altında (polarizör), diğeri de kademe üzerinde (analizör) olmak üzere, iki polarizasyon filtresi ile donatılmış bir mikroskoptur. -Bir polarizörün- öncelikli (ayrıcalıklı) yönü; Polarizör den çıkan ışığın sınırlandırıldığı titreşim (vibrasyon) yönüdür. Refraktivite endeksi; Saydam bir ortam için, bir boşluk ortamındaki (vakum) ışık hızının, bu ortamdaki ışık hızına olan oranından ibaret olan boyutsuz bir sayıdır. -Göreceli (rölatif) refraktif endeksi; Elyafın refraktif endeksinin, kendisini çevreleyen ortamın refraktif endeksine göre kıymetlendirilmesidir. -Rötardasyon r (geciktirme); Bir anizotropik liften kaynaklandıklarında, çifte yansıtılmış (refrakte) bir ışının diğer ışın arkasındaki fiili açıklık mesafesidir. İki refraktif endeksi, n - n ve lifin kalınlığı bağlamında değişkenlik gösterir. -Uzama (elongasyon) işareti; Refraktif endekslerine göre, bir lifin uzamasına (elongasyonuna) atfedilen bir elyaf özelliğidir. Yüksek refraktif endeksi yönünde uzama (elongasyon) durumunda lif pozitif (+), düşük refraktif endeksi yönünde uzama (elongasyon) durumunda ise negatif (-) işaretli olarak tanımlanır. -Sferülitler (kürecikler); Dış yüzeye bir küre gibi düzlem yüzeye doğru tümü dikey doğrultuda yönlenmiş iğneler veya çubuklardan oluşan kürelerdir. Pelte veya konsantre çözelti alanlarından kaynaklanan polimer kristalizasyonunun bilinen biçimini oluştururlar. -Stereomikroskop; Her birisi bir göz için olmak üzere iki bağımsız optik sistemden oluşan ve örneğin stereoskopik bir görüntüsünün izlenmesine olanak sağlayan bir mikroskoptur. -Yüzey boyası; Elyafın yüzeyine bitişen renklendiricidir. -Sentetik elyaf; Kimyasal bileşimlerden sentetik olarak üretilmiş polimerik elyaf sınıfının (örneğin; naylon, polyester) tanımlayıcı ifadesidir. -Teknik elyaf; Fiziksel veya kimyasal olarak ayrılabilen ve karakteristiklerinin tanımlanması için incelenebilen münferit uzatılmış (elonge) hücrelerden oluşan bir doğal elyaf demetidir (örneğin; kenevir, jüt ve sisal keneviri ).
283 -Termoplastik elyaf; Yüksek sıcaklık ortamlarında yumuşayarak, ergiyen ve soğutulduğunda tekrar katılaşabilen bir sentetik elyaftır.]. Lifler mikroskop camı ile lameli arasına kuru olarak yerleştirilir, mikroskop odaklanır, çözücü damalatılarak lifler incelenir ve çözünüp çözünmediklerine bakılır, bu işlemde lamelin altındaki liflerin çözünmesi daha yavaş olabileceğinden bazı çözücülerin kırılma indislerinin lifinkine yakın olması nedeni ile lifin görünmeyebileceği hususuna dikkat edilmelidir. Şüpheli bir durum halinde lifler önceden boyanmalıdır.
284 -LİFLERİN MİKROSKOBİK ANALİZİ; Lifler ilk önce bir stereo-mikroskop altında incelenmelidir. Kıvrım, uzunluk, göreceli çap, lostra, görünür kesit, hasar ve yapışmış artıklar gibi fiziksel özellikler kaydedilmelidir. Bundan sonra lifler, sentetik, doğal veya inorganik gibi geniş ve kapsamlı gruplar altında muvakkat olarak sınıflandırılabilirler. Örnek, iplikler, telcikler veya kumaş parçaları içermekte ise, yapısı da kayıt altına alınmalıdır. Stereoskop altında fiziksel karakteristiklerinin tümünün aynı olduklarının görülmesi durumunda, lifler bir karşılaştırma mikroskobu altında tetkike tâbi tutulmalıdır. Bu nokta-nokta ve yan-yana tetkik, lifleri ve özellikle aynı olmadıkları gözlemlenen lifleri birbirlerinden ayırt etmek için, kıymet taşıyan bir tekniktir. Liflerin fiziksel karakteristikleri, bilinen ve tetkike tâbi tutulanların aynı olup, olmadıklarının saptanması amacıyla bir karşılaştırma mikroskobu altında görsel olarak tetkik edilmelidir. Daha sonra yapılacak demonstrasyonlar için, öne çıkan belirgin özelliklerin fotoğrafla tespit edilmeleri önerilir. Karşılaştırmalar, aynı aydınlatma koşulları altında ve aynı büyütmeler ölçeğinde, amaca uygun biçimde kalibre edilmiş ve hızlandırılmış (aligned) bir mikroskobun kullanılması sureti ile yapılmalıdır. Karşılaştırma mikroskopları için bu durum, ışık kaynağının renk dengelenmesine de gereksinim yaratabilir. Bu amacın en etkin biçimde gerçekleştirilebilmesi için, iki lif veya aynı menşe li iki lif örneği, daha sonra karşılaştırılmak üzere, iki mikroskop slaytı üzerine monte edilmelidir. İki örnekten alınacak olan görsel yanıtlar yaklaşık olarak aynı renk, aynı parlaklık ve aynı duruluk olmalıdır. Dengeli nötr bir zemin rengi uygundur (optimaldir).muvakkat ve kalıcı lif montajları için amaca elverişli pek çok ortam bulunmaktadır. Montaj ortamının seçimi temin edilebilirlik, özel uygulamalar ve tetkik edicinin tercihi bağlamındadır, bununla beraber aşağıdaki belirli kriterlerin karşılanması gereklidir. Bir tetkik edici, bir montaj ortamının (özellikle solvent esaslı ortamların), özellikle uzun montaj süreçleri aşamasında, tekstil elyafı üzerindeki tahripkâr etkilerinden haberdâr olmalıdır. Monte edilen liflerin bir kısmının önceden mikroskobik olarak ve kimyasal analizlerle incelenmesi tercih edilmelidir. Liflerin müteakiben teste tâbi tutulmak amacı ile çıkartılmaları için montaj ortamı, lifin yapısını veya bileşimini etkilemeyecek olan bir solvent kullanılarak kaldırılmalıdır. Mikroskobik olarak karşılaştırılacak olan lifler bir montaj ortamı içerisine monte edilmelidir. Hem tetkike tâbi tutulmuş, hem de bilinen lifleri için aynı montaj ortamı kullanılmalıdır. Refraktif endeksinin tespit edilmesi için solvent esaslı bir montaj ortamı kullanıldığı takdirde, montaj ortamının refraktif endeksi sağlam refraktif endeksi standartlarına karşı düzenli aralıklarla kontrol edilmeli ve gereken durumda, solvent ilave edilmesi sureti ile uygun değerine tekrar ayarlanmalıdır. Ayrıca, ortamın refraktif endeksi, doğrudan ölçümlenebilir ve bu değer inceleyici tarafından kayda geçirilebilir. Böyle bir ortamın sürekli kalıcı montaj için kullanılması durumunda, İnceleyici, solventin buharlaşmasını müteakiben sıvı ortamın ve reçinenin farklı refraktif endekslerinin olacağından haberdâr bulunmalıdır. Refraktif endeksi tespiti için kullanılan sıvıların, nd deki refraktif endeks birimlerinin artı veya eksi 0,0005 alanında bulunacakları bilinmelidir. Amaca uygun ve elverişli ortam sıcaklık derecesi düzeltmelerinin yapılabilmesi için, her sıvının sıcaklık derecesi katsayısı değerleri (dn/dt) gibi, C sıcaklık dereceleri alanını kapsayan ve derecenin onda birine göre taksimatlandırılmış bir termometrenin de el altında bulunması sağlanmalıdır. Dispersiyon (yayılma) lekelemesi ve Becke hattı yöntemi için, yüksek yayılma sıvıları (V < 30) tercih edilir. Cargille refraktif endeksli sıvılar bu amaç için elverişlidir ve liflerin refraktif endeksi ölçümleri için kullanılmaları tavsiye edilir. -polarize ışık-tek yayılma (propagasyon) ve tek titreşim (vibrasyon) yönlü ışık ışını demetini tanımlayan ifadedir. Titreşim (vibrasyon) yönü daima yayılma (propagasyon) yönüne diktir. Bu demet, bir polarizasyon filtresinin kullanılması sureti ile adi ışıktan yansıtmayla (refleksiyonla) veya amaca elverişli bir pleokroik madde ortamı içerisinde çifte yansıtmayla (refleksiyonla) oluşturulur. -polarize ışık mikroskobu; Birisi kademe altında (polarizör), diğeri de kademe üzerinde (analizör) olmak üzere, iki polarizasyon filtresi ile donatılmış bir mikroskoptur.
285 21-DENEY RAPORU: Deney raporunda en az aşağıdaki bilgiler bulunmalıdır. 1. Deneylerin yapıldığı laboratuarın adı, deneyi yapanın ve/veya raporu imzalan yetkilinin adları ve görevleri ve meslekleri, 2. Deney tarihi, 3. Numunenin tanıtılması, 4. Deneyde uygulanan stendartların numaraları, 5. Deney sonuçlarını değiştirebilecek etkenlerin sakıncalarını önlemek üzere alınan tedbirler, 6. Uygulanan deney metodunda belirlenemeyen veya zorunlu görülmeyen fakat deneyde yer almış olan işlemler, 7. Rapor tarihi ve rapor numarasıdır. PAMUK KETEN
286 KOKO
287 VİSKOZ SELÜLOZ ASETAT
288 POLİESTER KAZEİN
289 YÜN DEVE TÜYÜ TİFTİK
290 İPEK KAŞMİR NAYLON
291 22-LİF OLMAYAN PROSEDÜR: MADDELERİN GİDERİLMESİNDE UYGULANACAK Havada kurutulmuş laboratuvar deney numunesi soxhelet cihazında petrol eteri ile saatte 6 sifon yapacak şekilde 1 saat süre ile ekstrakte edilir. Numunedeki petrol eteri uçurulur dve soğuk damıtık suda 1 saat bekletilir, daha sonra 65 ± 5 C deki damıtık suda 1 saat daha bekletilir. Suda bekletme işlemlerinde 1 g numune için 100 ml su kullanılmalı ve banyo zaman zaman karıştırılmalıdır. Numunenin fazla suyu, sıkma, emme veya santrifüjleme usulleri ile giderildikten sonra havada kurutulur. Birçok durumlarda petrol eteri ve su ile uygulanan bu işlemler lif olmayan maddelerin giderilmesi için yeterlidir. Jüt ve koko gibi bir kısım beyazlatılmamış doğal bitkisel liflerdeki lif olmayan maddeler ile tekstil malzemelerine su geçirmezlik, yanmazlık vb. özellikleri kazndırmak için uygulanan haşıl ve apre maddeleri petrol eteri ve su ile tam olarak giderilemez. Bu durumlarda aşağıda belirtilen yöntemler uygulanarak lif omayan maddelerin giderilmesi yöntemleri uygulanır. (Not: Lif karışımlarında işletme safhalarında kolaylık sağlamak amacı ile ve daha az oranda da bitmiş mamullere iyi kullanım özellikleri vermek amacı ile ilave edilmiş yağ, mum ve reçine gibi apre maddeleri bulunur. Tuz ve diğer suda çözünen maddelerde bulunabilir. Tüm bu maddeler ya kısmen ya da tamamen uygulanan analiz metodunda kullanılan reaktifte çözünebilir ve böylece çözünen lif gibi hesaba girer. Bazı hallerde de bu apre maddelerinin ve istisna olarak bazı boyalar reaktifin çözünür madde üzerindeki etkisini azaltabilir. Bu hataların önlenebilmesi için tüm bu lif olmayan maddelerin analizden önce giderilmesi gerekir. Bu tür maddeler giderilmiyor ise analiz metodları uygulanamaz.) 23-ASETAT VE BELİRLİ LİF KARIŞIMLARININ AYRILMASI: (ASETON METODU; Kuru kütlesi bilinen bir karışımdaki asetat lifleri asetonda çözülür, kalıntı toplanır, yıkanır (aseton C da damıtılmış) ve tartılır. İşlem: 250ml lik birerlene 1 gram numune tartılır, üzerine 100 ml yeni damıtılmış asetondan ilave edilir. Erlen çalkalanır ve 30 dakika oda sıcaklığında bırakılır, sonra sıvı darası alınmış cam süzme korzesinde süzülür. Bu işlem asetonda 15 er dakika bekletilerek 2 kez daha tekrar edilir. (tamamı 3 ekstraksiyon) Asetondaki işlem süresi toplamı 1 saat olmalıdır. Kalıntı süzme krozesi içerisine aseton ile yıkanılarak alınır ve kroze vakum sistemine bağlanır. Kroze yeniden aseton ile doldurulur ve kendi kendine süzülmeye bırakılır. Sonra kroze ve vakum uygulanarak süzülür ve sonunda kalıntı ile birlikte kurutulur, soğutulur ve tartılır. Tartım farkından asetat liflerinin miktarı bulunur. 24-BELİRLİ PROTEİN LİFLERİ İLE PROTEİN OLMAYAN BELİRLİ DİĞER LİF KARIŞIMLARININ AYRILMASI: (SODYUM-HİPOKLORİT METODU); -Bu metot yün, kimyasal işlem görmüş yün, ham ve tutkalı (serizin) sökülmüş ipek, ham ve beyaz tussah ipeği, tiftik, kaşmir, kazein esaslı rejenere protein lifleri ile pamuk, kupro, vizkoz, modal, akrilik, klorolifleri, poliamid, poliester ve cam lifleri karışımlarına uygulanır. - Bu işlemde kuru kütlesi bilinen karışımdaki protein lifleri, alkali sodyum hipoklorit çözeltisinde çözülür, kalıntı toplanır, yıkanır, kurutulur ve tartılır, aradaki farktan protein liflerinin yüzdesi bulunur. İşlem: 250 ml lik bir behere 1 gram numune tartılır. İçerisine hızla karıştırarak sodyum hipoklorit çözeltisinden (% 5 lik) ilave edilir. Ara sıra yine karıştırarak 30 dakika beklenilir. Beherin içerisindekiler darası alınmış süzme krozesinden süzülür ve beherdeki kalıntı lifler biraz hipoklorit çözeltisi ile yıkanarak cam süzme krozesine aktarılır. Kroze vakum uygulanarak süzülür ve kalıntı arka arkaya su, seyreltik asetik asit (5 ml buzlu asetik asitin su ile litreye
292 tamamlanması ile hazırlanan çözeltisi) ve tekrar su ile yıkanır, her yıkamadan sonra süzülür(her yıkama işlemi sonunda kendi ağırlığı ile süzülme tamamlandıktan sonra uygulanarak süzülür). Son olarak krozeye vakum uygulanarak süzülür ve kalıntı kurutulur, soğutulur ve tartılır, tartım farkından protein liflerin yüzdesi bulunur. 25-VİSKOZ VEYA KUPRO VE MODAL LİFLERİ İLE PAMUK LİFLERİNİN AYRILMASI (SODYUM ÇİNKAT METODU): -Bu metot lif olmayan maddeler giderildikten sonra viskoz veya kupro ve modal liflerinin ham, yıkanmış veya ağartılmış pamukla ikili karışımlarına uygulanır. -Sodyum çinkat çözeltisi: 180 g NaOH, ml suda çözülür. Bu çözeltiye mekanik karıştırıcı ile karıştırarak azar azar miktarda 80 g çinko oksit (analitik saflıkta) ilave edilir ve aynı zamanda tedricen ısıtılır, çözelti berrak veya hafif bulanık oluncaya kadar kaynatmaya devam edilir. 20 ml su ilave edilerek iyice karıştırılır ve oda sıcaklığına kadar soğutularak dereceli bir kapta su ile 500 ml ye tamamlanır. Kullanılmadan önce delik büyüklüğü µm olan cam süzme krozesinden süzülür. Bu çözeltinin içerisine 2 hacim su ilave edilerek seyreltik çözeltisi hazırlanır. -Derişik amonyak çözeltisi: (200 ml NH3 ün su ile litreye tamamlanması ile hazırlanır), -Seyreltik asetik asit çözeltisi : (50 ml glasiyel asetik asitin su ile litreye tamamlanması ile hazırlanır) İşlem: 250 ml lik bir erlene 1 gram numune tartılır, üzerine 150 ml seyreltik sodyum çinkat çözeltisi ilave edilip erlenin kapağı kapatılır ve mekanik çalkalayıcı ile şiddetlice 20 dakika çalkalanır. Erlendekiler darası bilinen cam süzme krozesinden vakum uygulanarak süzülür, kalıntı pensle alınarak tekrar erlene yerleştirilir ve 100 ml seyreltik amonyak çözeltisi ilave edilerek 5 dakika mekanik çalkalayıcı ile çalkalanır. Erlenin içerisindekiler darası bilinen aynı cam süzme krozesine aktarılır ve süzülür. Erlende kalan lifler de su ile yıkanarak süzme krozesine alınır ve süzülür, süzme krozesindeki kalıntı önce 100 ml seyreltik asetik asit çözeltisi ile ve daha sonra su ile yıkanır (her yıkama işleminde kendi ağırlığı ile süzme tamamlanmadan vakum uygulanmaz). Son olarak vakum tatbik edilerek süzme işlemi tamamlanır, süzme krozesi kurutulur, soğutulur ve tartılır. Tartım farkından vizkoz veya kupro ve modal liflerin tesbiti yapılır. 26-VİSKOZ VE BELİRLİ KUPRO VEYA MODAL LİFLERİ İLE PAMUK LİFLERİ KARIŞIMININ AYRILMASI (FORMİK ASİT-ÇİNKO KLORÜR METODU); -Bu metot lif olmayan maddeler giderildikten sonra viskoz veya kupro (bakır ipeği) ve modal lifleri ile ham yıkanmış, kaynatılmış, pişirilmiş veya kasarlanmış pamukla ikili karışımlarına uygulanır. -Formok asit-çinko klorür çözeltisi: İçerisinde 20 g susuz çinko klorür ve 60 g susuz veya eşdeğer miktarda % ml lik formik asit bulunan bir karışım su ile 100 grama tamamlanır (Not: Bu çözeltinin zararlı etkilerinden korunmak için gerekli tedbirler alınmalıdır) İşlem: 40 C ye ısıtılmış 250 ml lik erlene 1 gram numune tartılır ve 40 C ye ısıtılmış formik asit-çinko klorür çözeltisinden 100 ml ilave edilir. Erlenin kapağı kapatılır ve çalkalanır, erlen ve içerisindekiler 40 C da 2 saat bekletilir, bu sırada 45 dakikakalık ara ile 2 kez çalkalanır. Erlenin içerisindekiler darası bilinen süzme krozesinden süzülür ve erlende kalan lifler süzüntü ile yıkanarak krozeye alınır. 20 ml formik asit - çinko klorür çözeltisi ile bir kez daha çalkalanır, kroze ve kalıntı önce 40 C da su ile sonra 100 ml soğuk amonyak çözeltisi ile (200 ml derişik amonyağın su ile litreye tamamlanması ile hazırlanan çözeltisi) 10 dakika ve en sonunda soğuk su ile iyice çalkalanır. Vakum uygulanarak süzülür, korze ve kalıntı kurutulur, soğutulur ve tartılır.
293 27-NAYLON 6 VEYA NAYLON 6,6 VE BELİRLİ DİĞER LİFLERİN AYRILMASI: (% 80 LİK FORMİK ASİT METODU); -Bu metot lif olmayan maddeler giderildikten sonra naylon 6 veya naylon 6,6 liflerinin pamuk, vizkoz, kupro, modal, poliester, polipropilen, klorolif, akrilik veya cam lifleri ile ikili karışımlarına uygulanır. -% 80 lik formik asit çözeltisi : (780 ml formik asitten, d:1,22 alınır ve su ile litreye tamamlanır.) İşlem: 250 ml lik erlene 1 gram numune tartılır ve üzerine 100 ml formik asit çözeltisinden (% 80 lik) konulur, kapağı kapatılır. Erlen çalkalanarak numunenin ısılanması sağlanır ve ara sıra çalkalanmak sureti ile 15 dakika bekletilir. Erlenin içerisindekiler darası alınmış süzme krozesinden süzülür ve erlende kalabilen lifler, erlen biraz daha formik asit çözeltisi ile yıkanmak sureti ile krozeye aktarılır. Kroze vakum uygulanarak süzülür ve süzgeçteki kalıntı sırası ile önce formik asit çözeltisi ile daha sonra sıcak su ile, amonyak çözeltisi ile ve en son olarak soğuk su ile yıkanır. Her yıkamadan sonra krozeye vakum uygulanarak süzülür (her yıkama suyu kendi kendine süzülmeden vakum uygulanmamalıdır). Son olarak krozeye vakum uygulanarak süzülür, kalıntı kurutulur, soğutulur ve tartılır. 28-ASETAT VE TRİASETAT LİF KARIŞIMLARININ AYRILMASI: (% 70 ASETON METODU); Kuru kütlesi bilinen karışımdaki asetat lifleri sulu asetonla çözülür, kalıntı toplanır, yıkanır, süzülür, kurutulur, tartılır ve kütlesi düzeltilip kuru kütle esasına göre yüzde olarak belirtilir, triasetat lifleri yüzdesi aradaki farktan bulunur. -Aseton ( % 70 li) çözeltisi. 700 ml aseton su ile litreye tamamlanarak hazırlanır. İşlem: 250 ml lik bir erlene 1 g numune tartılır, üzerine 80 ml sulu aseton çözeltisi ilave edilir. Erlen 1 saat süreyle mekanik çalkalayıcı da çalkalanır, çözelti darası bilinen süzme krozesine aktarılarak süzülür. Erlendeki kalıntıya 60 ml daha sulu aseton çözeltisi konulur, el ile çalkalanır ve sıvı aynı krozeye aktarılarak süzülür. Bu işlem iki kez daha tekrarlanır. Son olarak kroze sulu aseton ile yıkanır ve vakum uygulanarak süzülür, kroze yeniden sulu asetonla doldurulur ve kendi kendine süzülmesi beklenilip sonunda vakum uygulanarak süzme işlemi tamamlanır, kroze ve kalıntı kurutulur, soğutulur ve tartılır. 29-ASETAT VE TRİASETAT LİF KARIŞIMLARININ AYRILMASI: (BENZİL ALKOL METODU); -Bu metot lif olmayan maddeler çıkarıldıktan sonra asetat ve triasetat lif karışımlarına uygulanır. -Kuru kütlesi bilinen karışımdaki asetat lifleri benzil alkolde çözülür, kalıntı toplanır, yıkanır, kurutulur, tartılır. Kütlesi düzeltilir ve kuru kütle esasına göre yüzde olarak belirtilir. (asetat yüzdesi aradaki farktan bulunur). İşlem: 250 ml lik bir erlene 1 gram numune tartılır, Üzerine 100 ml benzil alkol ilave edilir ve kapağı kapatılarak 52 ± 2 C deki su banyosuna bağlanmış bir çalkalayıcı ile 20 dakika çalkalanır. Çözelti darası belli süzme krozesinden süzülür ve bu işlem 3 kez daha tekrarlanır. Sıvı ve kalıntı, aynı süzme krozesine boşaltılır ve erlende kalabilen lifler yeniden 52 ± 2 C deki benzil alkol ile yıkanarak tekrar krozeye alınır ve vakumla süzülür. Sonra lifler bir erlene alınır, dietil eterle durulanır ve kuvvetle çalkalanır, aynı süzme
294 krozesinden süzülür. Bu durulama işlemi 3 kez tekrarlanır, kalıntı aynı süzme krozesine aktarılır ve vakumla süzülür, süzme krozesi ve kalıntı kurutulur, soğutulur ve tartılır. 30-TRİASETAT VE BELİRLİ DİĞER LİFLERİN AYRILMASI (DİKLOR METAN METODU; -Bu metot lif olmayan maddeler çıkarıldıktan sonra triasetat lifleri ile yün, rejenere protein, pamuk (yıkanmış, kaynatılmış, pişirilmiş veya kaşarlanmış), viskoz, kupro, modal, poliamid, poliester, akrilik ve cam liflerinin ikili karışımlarına uygulanır. İşlem: 250 ml lik bir erlene 1 gram numune tartılır. Üzerine 100 ml diklor metan (metilen klorür) ilave edilir. Erlenin kapağı kapatılır, numunenin ısıtılması için çalkalanır ve 10 ar dakika aralıklarla çalkalanarak 30 dakika beklenilir. Çözelti darası belli süzme krozesinden süzülür. Erlendeki kalıntı üzerine 60 ml diklor metan katılır, elle çalkalanır ve içerisindekiler, süzme krozesinden süzülür, erlen biraz daha diklor metan ile çalkalanarak kalıntı lifler krozeye aktarılır, kroze vakum uygulanarak süzülür, tekrar diklor metan ile doldurulur ve kendi kendine süzülmeye bırakılır, krozeye vakum uygulanarak süzülür ve kalıntı kurutulur, soğutulur ve tartılır. 31-SELÜLOZİK VE POLİESTER LİF KARIŞIMLARININ AYRILMASI (% 75 LİK SÜLFÜRİK ASİT METODU): Bu metot lif olmayan maddeler giderildikten sonra doğal ve rejenere selülozik lifler, poliester lif karışımlarına uygulanır. -Kuru kütlesi bilinen karışımdaki selülozik lifler % 75 lik sülfürik asitte çözülür, kalıntı toplanır, yıkanır, kurutulur, tartılır ve karışımın kuru kütlesi esasına göre yüzde olarak belirtilir. Selülozik kısım yüzdesi aradaki farktan bulunur. -Sülfürik asit çözeltisi (% 75 lik) : 700 ml derişik sülfürik asit (d:1.84) 350 ml suya yavaş yavaş dikkatle ve soğutarak katılır. Çözelti oda sıcaklığına soğutulur ve 1000 ml lik bir ölçülü balona aktarılır ve su ile litreye tamamlanır. -Seyreltik amonyak çözeltisi: 80 ml derişik amonyak çözeltisi (d:0.88) su ile litreye tamamlanır. İşlem: 250 ml lik bir erlene 1 gram numune tartılır, üzerine 250 ml sülfürik asit çözeltisi (% 75 lik) katılır ve cam kapak kapatılır ve erlen dikkatle karıştırılarak numunenin ıslanması sağlanır. Erlen 10 ar dakika aralıklarla ve içerisindekiler dikkatle çalkalanarak 50 ± 5 C da 1 saat tutulur. Erlendekiler darası bilinen cam süzme krozesinden vakum ile süzülür ve kalıntı lifler biraz sülfürik asit ile yıkanarak süzme krozesine aktarılır. Krozeye vakum uygulanarak süzülür ve süzgeç üzerindeki kalıntı olan kroze bir miktar sülfürik asit ile doldurularak bir kez daha yıkanır, kroze kendi kendine süzülmeden veya 1 dakika beklenmeden vakum uygulanmamalıdır. Sonra kalıntı bir kaç kez soğuk su ile 3 kezde seyreltik amonyak çözeltisi ile sonrada soğuk su ile iyice yıkanır. Kroze her yıkamadan sonra süzülür (her yıkama çözeltisi kendi kendine süzülmeden vakum uygulanmamalıdır). Son olarak kroze vakum uygulanarak süzülür ve kalıntı kurutulur, soğutulur ve tartılır. 32-AKRİLİK, BELİRLİ MODAKRİLİK VE KLOROLİFLER İLE BELİRLİ DİĞER LİF KARIŞIMLARININ AYRILMASI (DİMETİL FORMAMİD METODU): -Kuru kütlesi bilinen karışımdaki akrilik, modakrilik veya klorolifler dimetil formamid ile C da çözülür. Kalıntı toplanır, yıkanır, kurutulur, tartılır ve gerekiyorsa kütlesi düzeltilerek karışımın kuru ağırlığı esasına göre yüzde olarak belirtilir. -Bu metot lif olmayan maddeler çıkarıldıktan sonra akrilik, modakrilik ve belirli klorolifler, hayvansal lifler, pamuk, vizkoz, kupro, modal, poliamid, poliester veya cam lifleri ile karışımlarına
295 uygulanır. -Dimetil formamid: (kaynama noktası C)(Dikkat: Dimetil formamid çok zehirli bir reaktif olduğundan çeker ocak altında çalışılmalıdır) İşlem: 250 ml lik cam kapaklı erlene 1 gram numune tartılır. Üzerine 80 ml dimetil formamid ilave edilir ve cam kapak kapatılır. Erlen numunesinin ıslatılması için çalkalanır ve ısıtılarak 1 saat C da bekletilir. Erlen ve içerisindekiler bu süre içerisinde 5 kez yavaşça çalkalanır. Çözelti darası belli süzme krozesinden süzülür, lifler erlende bırakılır. Erlene 60 ml dimetil formamid daha konulur ve ısıtılarak 30 dakkika C da bekletilir. Bu süre içerisinde erlen ve içerisindekiler 2 defa dikkatli bir şekilde çalkalanır, sonra süzme krozesinden vakum uygulanarak süzülür. Erlen su ile yıkanarak kalıntı lifler krozeye aktarılır ve kroze vakum uygulanarak süzülür. Kalıntı ve kroze 2 defa su ile doldurulur yıkanır. Kendi kendine süzüldükten sonra vakum uygulanarak süzme işlemi tamamlanır. Kalıntıda poliamid ve poliester varsa kroze ve kalıntı kurutulur, soğutulur ve tartılır. Kalıntıda hayvansal lif, pamuk, vizkoz, kupro veya modal lif varsa bunlar bir pensle erlene aktarılır. 160 ml su ilave edilir ve erlen belirli aralıklarla kuvvetlice çalkalanarak 5 dakika oda sıcaklığında bekletilir, erlendeki su aktarıldıktan sonra krozeden süzülür ve yıkama işlemi 3 kez daha tekrarlanır. Son yıkamadan sonra erlenin içerisindekiler aynı krozeden vakum uygulanarak süzülür. Bol su ile yıkanarak kalıntı lifler varsa krozeye aktarılır. Kroze vakum uygulanarak süzülür. Kroze ve kalıntı kurutulur, soğutulur ve tartılır. Bazı liflere ait düzeltme faktörleri: İpek Naylon 6, naylon 6,6 Yün Poliester Vizkoz, kupro, modal Yıkanmış, kaynatılmış, Pişirilmiş, kasarlı pamuk : : : : : : BELİRLİ KLOROLİFLERLE BELİRLİ DİĞER LİFLERİN KARIŞIMLARININ AYRILMASI (KARBON SÜLFÜR/ ASETON METODU): -Bu metot lif olmayan maddeler çıkarıldıktan sonra, sonradan klorlanmış veya klorlanmamış belirli kloroliflere, yün, pamuk, viskoz, kupro, modal, poliamid, poliester, akrilik ve cam lifleri karışımlarına uygulanır. (yün miktarı % 25 i naylon 6 veya naylon 6,6 miktarı % 25 i geçer ise bu metot uygulanmaz. -Kuru kütlesi bilinen karışımdaki klorolifler karbon sülfür ve asetonun azeotropik karışımında çözülür, kalıntı toplanır, yıkanır, kurutulur, tartılır ve gerekirse kütlesi düzeltilir ve karışımın kuru kütlesi esasına göre yüzde olarak belirtilir. -Karbon sülfür ve asetonun azeotropik karışımı (555 ml karbon sülfür, 455 ml aseton). -Etil alkol (% 92 v/v) İşlem: 250 ml lik bir erlene 1 gram numune tartılır, üzerine 100 ml karbon sülfür / aseton reaktifi konulur. Erlen dikkatlice kapatılır ve mekanik çalkalayıcı da 20 dakika çalkalanır. Bu işlemin başlangıcında basınç fazlasının giderilmesi için cam kapak bir iki kez gevşetilir, üstteki çözelti darası belli süzme krozesinden süzülür. İşleme 100 ml lik yeni bir çözelti ile tekrarlanır. Bu işlem ekstraksiyon çözeltisinden bir damla bir saat camında buharlaştığında klorolif kalıntısı bırakmayacak şekilde işleme devam edilir. Erlendeki kalıntı daha çok çözelti kullanılarak süzme krozesine etil alkolle (% 92 lik, v/v) sonra da
296 3 kez su ile yıkanır. Son olarak kroze vakum uygulanarak süzülür ve kalıntı kurutulur, soğutulur ve tartılır. 34-ASETAT VE BELİRLİ KLOROLİFLERİN KARIŞIMLARININ AYRILMASI (ASETİK ASİT METODU): -Bu metot lif olmayan maddeler çıkarıldıktan sonra asetat ile belirli klorolif ve sonradan klorlanmış kloroliflerin karışımlarına uygulanabilir. -Kuru kütlesi bilinen karışımdaki asetat glasiyel asetik asit ile çözülür, kalıntı toplanır, yıkanır, kurutulur, tartılır ve gerekirse kütlesi düzeltilir ve karışımın kuru kütlesi esasına göre yüzde olarak belirlenir. -Glasiyel (buzlu) asetik asit: ( C da damıtılan) (Dikkat: bu reaktifin zararlı etkileri gözönünde bulundurulmalı, kullanıldığında gerekli bütün koruyucu tedbirler alınmalıdır ) İşlem: 250 ml lik bir erlene 1 gram numune tartılır. Üzerine 100 ml glasiyel asetik asit ilave edilir. Cam kapak kapatılarak erlen 20 dakika bir mekanik çalkalayıcı da çalkalanır. Çözelti darası belirli olan bir süzme krozesinden süzülür. 100 er ml yeni çözelti kullanılarak işlem 2 kez daha tekrarlanır ve böylece toplam 3 ekstraksiyon yapılır, kalıntı süzme krozesine aktarılır, vakum uygulanarak süzülür ve kroze ile kalıntı önce 100 ml glasiyel asetik asitle daha sonra 3 kez su ile yıkanır, her yıkama sonunda sıvı 2 dakika kendiliğinden süzülmeye bırakılır ve sonra vakum uygulanarak süzülür, kroze ve kalıntı kurutulur, soğutulur ve tartılır. 35-JÜT VE BELİRLİ HAYVANSAL LİF KARIŞIMLARININ AYRILMASI (AZOT TAYİN METODU): Bu metot lif olmayan maddeler çıkarıldıktan sonra jüt ve hayvan liflerinin ikili karışımlarına uygulanabilir. Hayvan lifleri yalnız başına kıl veya yün veya ikisinin her hangi birkarışımı olabilir. -Karışımdaki azot miktarı kjeldahl metoduna göre yapılır. Bundan ve iki bileşenin bilinen veya kabul edilen azot miktarlarından hesaplanır. -Deney numunesinin hazırlanması: Havada kurutulmuş deney laboratuvar numunesi bir soxhelet cihazında 1 hacim toluen ve 3 hacim metil alkol ile 4 saat süre ile ve saatte en az 5 sifon yaptırılarak ekstrakte edilir. Numunede kalabilen çözücü uçurulur, son kalıntılar etüvde 105 ± 3 C da ısıtılarak giderilir. Sonra numune, numunenin her bir gramı için 50 ml su ile geri soğutucu altında 30 dakika kaynatılarak ekstrakte edilir. Süzülür, numune tekrar balona alınır ve ekstraksiyon taze su ile tekrarlanır, süzülür, numune üzerindeki kalıntı sıkma vakum veya santrifüj uygulanarak giderilir ve sonra havada kurutulur. İşlem: 1 gram numune alınır, tartı kabında kurutulur, desikatörde soğutulur, tartılır sonra kuru kjeldahl ayrışma balonuna konulur. Tartı kabı, derhal yeniden tartılır, aradaki farktan numunenin kuru kütlesi bulunur. Ayrışma balonundaki numune üzerine 2.5 g potasyum sülfat, 0.1 g selenyum dioksit ve 10 ml sülfürik asit konulur. Balon önce bütün numune ayrışıncaya kadar hafifçe sonra çözelti saydam ve hemen hemen renksiz hale gelinceye kadar daha kuvvetli olarak ısıtılır. Isıtma 15 dakika daha sürdürülür. Sonra balon soğumaya bırakılır ve balonun içerisindekiler dikkatle ml su ile seyreltilir, soğutulur ve tümü 200 ml lik balona aktarılır, işarete kadar damıtık su ile tamamlanır, 100 ml lik bir erlene 20 ml borik asit çözeltisi (20 g/lt) konularak erlen kjeldahl damıtma cihazının soğutucusu altına alınır. Çıkış tüpü borik asit yüzeyinin hemen altına gelmelidir. Ayrışma çözeltisinden 10 ml si damıtma balonuna alınır huni ile 5 ml den az olmamak üzere sodyum hidroksit çözeltisi (400 g/lt) katılır, kapak hafifçe kaldırılarak sodyum hidroksit çözeltisinin balona yavaşça akması sağlanır, ayrışma çözeltisi ile sodyum hidroksit çözeltisi iki ayrı tabaka olarak kalırsa yavaşça çalkalanarak karıştırılır. Damıtma balonu yavaşça ısıtılır ve
297 içerisinden buhar geçirilir, elde edilen destilattan 20 ml toplanır. Toplama kabı çıkış tüpünün ucu çözelti düzeyinden 20 mm yukarıda kalacak şekilde alçaltılır. Damıtma işlemi 1 dakika daha sürdürülür. Çıkış tüpünün ucu su ile yıkanır, yıkama suları toplama kabında toplanır. Toplama kabı bulunan ikinci bir toplama kabı konulur ve 10 ml damıtma çözeltisi toplanır. Her iki destilat sülfürik asit ile (0.02 N) karışık indikatör kullanılarak (0.1 g metil kırmızısı 95 ml etil alkol ve 5 ml su karışımında çözünmüş 0.5 g bromkrezol yeşili ile karıştırılarak hazırlanan indikatör çözeltisi) ayrı ayrı titre edilir. İkinci destilatın titri 0.2 ml den çok ise sonuç geçerli sayılmayıp damıtma işlemi ayrışma çözeltisinden yeniden bir miktar alınarak tekrarlanır. Yalnızca bu işlemde kullanılan reaktiflerle (numune kullanılmadan) ayrışma ve damıtma işlemleri uygulanarak tanık tayinler yapılır. Hesaplama: A: A: V1: V2: N: mo: 28. ( V1-V2 ). N / mo Kuru temiz numunedeki azot yüzdesi Titrasyonda harcanan toplam sülfürik asit hacmi( ml ) Tanık deney titrasyonunda harcanan sülfürik asit hacmi ( ml ) Sülfürik asit konsantrasyonu ( normalite olarak ) Deney numunesinin temiz kuru kütlesi Azot miktarı kuru kütleye göre jütte % 0.22, hayvan liflerinde % 16.2 alındığında karışımdaki hayvan lifleri yüzdesi aşağıdaki formül ile hesaplanır. PA: A-0.22 / x 100 Burada PA: Temiz kuru numunedeki hayvan lif yüzdesidir. 36-POLİPROPİLEN VE BELİRLİ DİĞER LİF KARIŞIMLARININ AYRILMASI (KSİLEN METODU): -Bu metot lif olmayan maddelerin giderildikten sonra polipropilen lifleri ile yün, ipek, pamuk, vizkoz, kupro, modal, asetat, triasetat, poliamid, poliester, akrilik ve cam liflerinin ikili karışımlarına uygulanır. -Kuru kütlesi bilinen karışımdaki polipropilen lifleri ksilen ile kaynatılarak çözülür, kalıntı toplanır, yıkanır, kurutulur, tartılır ve gereğinde kütlesi düzeltilerek kuru kütle esasına göre yüzde olarak belirtilir. İşlem: 250 ml lik bir erlene 1 gram numune tartılır. 100 ml ksilen ( C de damıtılan) konur, erlen geri soğutucuya bağlanır ve 3 dakika kaynatılır, sıcak sıvı darası bilinen süzme krozesine aktarılır. Her defasında 50 ml yeni ksilen kullanılarak işlem iki kez daha tekrarlanır. Erlendeki kalıntı iki kez peş peşe kaynar ksilen ile daha sonra ise 75 ml petrol eteri ile yıkanır, petrol eteri ile ikinci yıkamadan sonra kalıntı aynı krozeden süzülür, kalıntı ve kroze kurutulur, soğutulur ve tartılır. 37-KLOROLİFLER (VİNİL KLORÜR HOMO POLİMERLERİ ) İLE BELİRLİ DİĞER LİFLERİN KARIŞIMLARININ AYRILMASI (DERİŞİK SÜLFÜRİK ASİT METODU): -Bu metot lif olmayan maddeleri giderildikten sonra vinil klorür homopolimerleri (klorlanmış veya klorlanmamış) esaslı klorolifler ile pamuk, vizkoz, kupro, modal, asetat, triasetat, poliamid, poliester lifleri ile bir kısım akrilik ve modakrilik liflerinin ikili karışımlarına uygulanır (modakrilik lifler derişik sülfürik asitte çözüldüğünde berrak çözelti verirler), -Kuru kütlesi bilinen karışımdaki klorolif haricindeki lifler derişik sülfürik asitte çözülür, kalıntı toplanır, yıkanır, kurutulur, soğutulur, tartılır ve gerektiğinde kütlesi
298 düzeltilerek karışımın kuru ağırlığı esasına göre yüzde olarak bulunur. Çözünen kısmın yüzdesi aradaki farktan bulunur. İşlem: 250 ml lik bir erlene 1 gram numune tartılır, üzerine 100 ml derişik sülfürik asit (d: 1.84) konulur. Erlen ve içerisindekiler zaman zaman bagetle karıştırılarak oda sıcaklığında 10 dakika bekletilir. Dokunmuş veya örülmüş kumaşlar deneniyorsa parçayı erlenin çeperi ile baget arasında hafif bir basınçla sıkıştırarak maddenin sülfürik asitte çözünen kısmının ayrılması sağlanır. Sıvı darası bilinen süzme krozesine aktarılır. Erlene yeniden 100 ml sülfürik asit konularak işlem tekrarlanır. Erlendekiler süzme krozesine aktarılır. Erlen çeperlerine yapışan lifler baget yardımı ile veya gerekiyorsa bir miktar derişik sülfürik asit kullanılarak süzme krozesine aktarılır. Kroze vakum uygulanarak süzülür, krozedeki kalıntı sırası ile % 50 lik sülfürik asit, su, seyreltik amonyak (60 ml derişik amonyak su ile litreye tamamlanarak hazırlanır) çözelti ve son olarak litmus kağıdına karşı nötral reaksiyon verene kadar su ile yıkanır. Her yıkama işleminde önce kendi kendine süzülmesinin tamamlanması beklenir, sonra vakum uygulanarak süzme işlemi tamamlanır. Kroze ve kalıntı kurutulur, soğutulur ve tartılır. 38-İPEK İLE YÜN VE DİĞER HAYVANSAL LİF VE KILLARININ AYRILMASI : (% 75 LİK SÜLFÜRİK ASİT METODU); -Bu metot lif olmayan maddeler çıkarıldıktan sonra ipek ile yün ve hayvansal lif ve kıllarının ikili karışımları için kullanılır. -Kuru kütlesi bilinen karışımdaki ipek % 75 lik sülfürik asitte çözülür, toplanır, yıkanır, kurutulur, soğutulur, tartılır ve gerektiğinde kütlesi düzeltilerek karışımın kuru kütlesi esasına göre yüzde olarak gösterilir. İpek yüzdesi aradaki farktan bulunur. İşlem: 250 ml lik bir erlene 1 gram numune tartılır. Üzerine 100 ml % 75 lik sülfürik asit (700 ml derişik sülfürik asit önce 350 ml damıtık su ile çözülür ve su ile litreye tamamlanır.) çözeltisinden konulur. Erlenin kapağı kapatılır, kuvvetle çalkalanarak ve oda sıcaklığında 30 dakika bekletilir, yeniden çalkalanarak 30 dakika daha bırakılır. Son olarak bir defa daha çalkalanır ve erlenin içerisindekiler darası belli süzme krozesine aktarılır, erlende kalan lifler % 75 lik sülfürik asit çözeltisi ile çalkalanarak süzme haznesine alınır. Kalıntı süzme krozesinde sırası ile 50 ml seyreltik sülfürik asit (100 ml derişik sülfürik asit 1900 ml damıtık su ile çözünerek hazırlanır ) çözeltisi, 50 ml su ve 50 ml seyreltik amonyak çözeltisi (200 ml derişik amonyak 20 C de damıtık su ile 1000 ml ye seyreltilerek hazırlanır) ile yıkanır. Her yıkamada lifler 10 dakika çözelti ile işlem gördükten sonra vakum uygulanarak süzülür, sonra 30 dakika suda bırakılarak tekrar yıkanır, kalan çözelti vakum uygulanarak giderilir, kroze ve kalıntı kurutulur ve soğutulup tartılır. 39-SELÜLOZ ESASLI LİFLERLE ASBEST KARIŞIMLARININ AYRILMASI (KÜL METODU): -Bu metot pamuk veya rejenere selüloz lifleri klorizotil (chrysotile) veya krosidolit (crocidolite ) asbest liflerinin ikili karışımlarına uygulanır. (Dikkat: asbest iplik veya kumaşlarının kesilirken asbest tozlarının teneffüs edilmemesi için normal güvenlik önlemleri alınmalıdır). -Kuru kütlesi bilinen karışımdaki selüloz esaslı lifler 450 ± 10 C de yakılarak giderilir, kalıntı tartılır ve kütlesi düzeltilerek kuru kütle esasına göre yüzde olarak belirtilir. Selüloz esaslı liflerin yüzdesi aradaki farktan bulunur. -Lif olmayan maddelerin önceden giderilmesi gerekmez.
299 İşlem: 5 gr deney numunesinden alınır ve tartı kabına konularak kuru kütlesi tesbit edilir. Numune darası belli açık bir krozeye konur ve fırında 450 ± 10 C de 1 saat süre ile ısıtılır. Kroze ve içerisindekiler desikatörde oda sıcaklığına kadar soğutulur, desikatörden çıkarıldıktan sonra 2 dakika içerisinde kütlesi tesbit edilir. Hesaplama; 1) Temiz kuru kütle esasına göre hesaplama: Temiz kuru kütle esasına göre çözünmeyen lif yüzdesi aşağıdaki formülden hesaplanır. P: 100. m1. d mo P: mo: m1 : d: Çözünmeyen lifin temiz kuru kütle esasına göre yüzdesi Numunenin temiz kuru kütlesi, gr Kalıntı lifin temiz kuru kütlesi, gr Kalıntının reaktifle çözünebilen kısmı için kullanılan düzeltme faktörü 2) Temiz kuru kütleye nem yüzdesi eklenmesi esasına göre hesaplama: Pm: 100. P ( a2 ) / P ( a2 ) + ( 100 P ) ( a1 ) Burada; Pm: Çözünmeyen lifin temiz kuru kütlesine nem yüzdesi eklenmesi esasına göre yüzdesi P : Çözünmeyen lifin temiz kuru kütle esasına göre yüzdesi a1 : Çözünen life eklenen nem yüzdesi a2 : Çözünmeyen life eklenen nem yüzdesi 3) Temiz kuru kütleye nem yüzdesi ve lif olmayan maddelerin giderilmesinde çözünen lif maddeleri ve lif olmayan madde yüzdesi eklenmesi esasına göre hesaplama: PA: 100 P + [ (a2 + b2)] / P [ (a2 + b2)] + (100 P) [ (a1 + b1) ] PA: Çözünmeyen lifin temiz kuru kütleye nem yüzdesi ve lif olmayan maddelerin giderilmesi sırasında çözünen lif maddeleri ve lif olmayan madde yüzdeleri eklenmesi esasına göre yüzdesi P: Çözünmeyen lifin temiz kuru kütle esasına göre yüzdesi a1: Çözünen life eklenen nem yüzdesi a2: Çözünmeyen life eklenen nem yüzdesi b1: Çözünen life eklenen lif olmayan maddelerin giderilmesi sırasında lifteki kayıp veya lif olmayan maddeler yüzdesi b2: Çözünmeyen life eklenen lif olmayan maddelerin giderilmesi sırasında lifteki kayıp veya lif olmayan madde yüzdesi
300 TEKSTİL ÜRÜNLERİNİN RENKLENDİRİLMESİ Renklendirme, renklendiricinin mensucata aplikasyonunu kapsamaktadır ve renklendirilecek materyalin lif, filament, iplik, kumaş ya da renklendirilmeyi gerektiren başka bir formda olması ve nıhai kullanım ve performans gerekliliklerindeki çeşitlilik nedeniyle oldukça kompleks bir işlemdir. Renklendirme, materyali tek bir renge boyayarak veya bir desen ya da motif oluşturmak üzere tekstil ürününe baskı yapmak suretiyle gerçekleştirilir. Lifler, iplikler ve kumaşlar aynı zamanda örneğin, space-dyeing gibi özel boyama yöntemleriyle veya farklı renkteki ipliklerle dokunarak ya da örülerek çok renkli olarak renklendirilebilirler. Kullanılan renklendiriciler su da tamamen ya da kısmen çözülebilen boyalar veya su da çözülmeyen pigmentler şeklinde olabilirler. Poliesterler dikiş iplikleri gibi bazı özel nıhai ürünler için, seçilmiş dispersiyon boyarmaddeleriyle süperkritik sıvı karbondioksit ortamında boyama yapılabilmesine rağmen boya ve baskı işlemleriyle boyarmaddelerin çoğu tekstil ürünlerine sulu ortamda aplike edilirler. Bunun tam zıttı olarak pigmentler, renkli lifler elde etmek üzere lif çekim prosesi sırasında örneğin kütle pigmetasyonu ile sentetik lif filamentleri için fiziksel olarak bağlanır ya da baskı işleminde yapıştırıcı binderler kullanılarak tekstil ürünlerine yapıştırılırlarki buna pigment baskı işlemi denilmektedir. Boyama normal olarak lif yağları, preparasyon ve avivaj maddeleri, haşıllar, partikül halindeki kirler veya doğal renklendirici maddeler vb. gibi yabancı maddelerin uygun bir ön terbiye işlemiyle (haşıl sökme ve kaynatma gibi) uzaklaştırıldığı ve kimyasal ağartma işlemleriyle kalıcı bir beyazlığın sağlandığı tekstil ürünlerine (mensucatlara) uygulanır. Fakat birçok sentetik lif, lif üretimi sırasında optik beyazlatıcıların eriyik içerisine ilavesiyle beyazlatıldığından renklendirme öncesi kimyasal bir ağartma işlemi gerektirmez. Baskı genel olarak ham veya ağartılmış optik beyazlatıcı ile beyazlatılmış ya da çok açık ton da renklendirilmiş veya boyanmış mensucata uygulanır. Klasik boyama ve özellikle baskı işlemleri, hem uygun hem de ekonomik olması nedeniyle kumaşlar üzerinde gerçekleştirilir ki bu değişen pazar gereksinimlerini kaşılamak üzere tekstil ürünlerinin üretimi sırasında renk seçimine büyük esneklik sağlamaktadır. -Tekstil ürünlerinde (mensucatlarda) kullanılan boyar maddeler; Tekstil ürünlerini (mensucatı) boyamak için ticari olarak kullanılan boyar maddeler; petrolden elde edilmiş çok sayıdaki aromatik bileşik esaslı sentetik organik renklendiriciler arasından seçilir. Boyar maddeler molekül yapısında birbirini izleyen tek veya çift bağlı sistemleri içeren konjuge organik bileşiklerdir. Bunlar ışığın görünür bölgesindeki belirli dalga boylarını absorbe etme yeteneğine sahip olup boyalı mensucat tarafından yansıtılan ışığın kalan kısmı renklenme olarak algılanır. Boyar madde yapısı, nitro, nitrozo, azo ve karbonil gruplar gibi maddeye renklilik verme potansiyeline sahip bir kimyasal grup olan bir kromofor içermelidir. Fakat kullanılabilir bir boya olabilmesi için molekül ayrıca oksokrom olarak adlandırılan amino, sübstitüye amino, hidroksil, sulfonik veya karboksil grupları vb. gibi diğer bazı kimyasal grupları da içermelidir. Bunlar genellikle rengi modifiye eder ve yoğunlaştırır, boyar maddenin su da çöznümesini sağlar ve boyarmaddenin life karşı sübstantifliğine yardımcı olur. Yüksek substantiflik, çektirme yöntemine göre boyamalar sırasında boyar maddenin lifler tarafından çekilip alınmasına yani boya flottesindeki boyaların lifler tarafından tercihli ve sürekli olarak absorplanması sonucu renkli mensucat oluşumuna yardımcı olur. Piyasadaki boyar maddeler tipik olarak % oranında aktif renklendirici madde içerecek şekilde formule edilmişlerdir. Boyar madde yapısının geri kalanı ise renk kuvvetini seyreltmek için kullanılan seyrelticiler, boyar maddelerin lif üzerine çektirilmesini artırmak için kullanılan elektrolitler ve boyar maddenin boya banyosundaki dispersiyonunu kolaylaştırmak için kullanılan disperse edici maddelerden meydana gelir. Tartım ve dozaj sırasında boyar maddenini havada tozuşmasını, uçuşmasını önlemek için granül, boncuk veya tanecik formundaki boyar maddeler kullanılır. Aynı nedenle toz halindeki boyar maddelere uçuşmayı önleyici maddeler ilave edilir. Su da çözünen boyar maddeler, gerçek sıvı boyar maddeler olarak üretilebilirler, fakat dispersiyon ve küp boyar maddelerin depolama sırasında çökelmesini ve topaklanmasını minimize etmek için bunlara viskozite düzenleyiciler katılabilir ve bunların kullanım öncesi karıştırılmaları gerekir. Ticari boyar maddeler, renk tonu ve renk kuvveti, ortalama partikül büyüklüğü ve partikül büyüklük dağılımı için sıkı
301 kalite kontrol prosedürlerine tabi tutulur, üniform nem içeriği olacak şekilde kurutulur ve taşıma, depolama ve dağılım için uygun bidonlarda ya da plastik kaplarda paketlenirler. Atmosferden nem almasını önlemek için amaca uygun bir paketleme tercih edilmelidir. -Pigmentler; Pigmentler su da çözülmeyen fakat bir kısmı organik çözücülerde çözülebilen sentetik organik veya inorganik bileşiklerdir. Pigment partikülleri 0,5-2 mμ inceliğe kadar iyi bir şekilde öğütülür ve kullanım için despersif maddeler ve stabilizatörler ilavesiyle stabilize edilirler. Mensucatların renklendirilmesi için hem toz, hem de sıvı haldeki pigmentler kullanılır. -Optik beyazlatıcılar; Bunlar gün ışığındaki veya diğer ışık kaynaklarındaki ultraviyole ışınları absorbe eden ve bunları görünür spektrumun daha uzun dalga boylu mavi-viole bölgesinde tekrar yansıtan organik bileşiklerdir. Bu tip bileşikler mensucata ya kütle pigmentasyonu yoluyla (sentetik liflerde) veya bütün lif tiplerinin konvansiyonel boyanmasında kullanılan makineleri kullanarak aplike edilebilir ve tekstil ürününün kimyasal ağarmasıyla elde edilen beyazlığa parlaklık katarlar. -Mevcut renk paleti; Colour Index International, renklendiricilerle ilgili ana bilgi kaynağıdır ve bazı boyarmaddelerin üretiminin durması ve bunların yerine yeni ürünlerin geçmesiyle durumun devamlı değişmesine rağmen başlıca ticari boyar madde ve pigmentleri listelemektedir. Piyasada temel aplikasyon gruplarını oluşturan çeşitli kimyasal sınıflara ait birçok boyarmadde mevcuttur. Birçok yeni ticari ürün için yapının açıklanmamasına rağmen renklendiricinin yapısının bilindiği durumlarda boyar madde özel bir CI (Colou Index) kimyasal yapı numarasıyla tanımlanır. Colour Index International da boyar maddeler aplikasyon sınıflarına, renklerine ve numarasına göre örneğin, CI Acid Blue 45, sınıflandırılır. Fakat boyar maddenin ticari ismi boyar madde üreticisine göre değişmektedir ve nominal olarak aynı CI numarasına sahip olan boyar maddeler, formule edilmiş ürünler olduklarından formulasyonla bağlantılı olarak katı maddelerin yapısı ve aktif renklendirici içeriği bakımından farklı niteliklere sahip olabilirler. Boyalı tekstilde aynı zamanda metameri de görülebilir. Metameri, aynı anda aynı CI numarasına sahip boyar maddeler kullanıldığında bile iki farklı ışık kaynağı altında bakıldığında renkte farklılık gözlenmesidir. Tekstil ürünlerini boyamak için kullanılacak boyar madde tipi materyalde bulunan liflere istenilen renge ve koyuluğuna, tasarlanan aplikasyon metoduyla kolay boyanabilme durumuna ve nihai ürün için gerekli renk haslık performansına bağlıdır. Bazı boyar madde sınıfları birçok lifi boyayabilirler, fakat pratikte belirli bir lif için en uygundurlar. Örneğin dispersiyon boyar maddeleri naylon 6, naylon 6,6, akrilik, modakrilik, sekonder selülozasetat, selüloztriasetat ve polipropilen liflerinede aplike edilebilmelerine rağmen en çok poliester liflerini boyamak için kullanılırlar. Konvansiyonel boyar maddelerle normal boyar madde aplikasyon metotları kullanılarak boyanmaları bugün için hemen hemen imkansız olan birçok tipte kimyasal olarak yapay lifler özellikle sentetik lifler mevcuttur. Boyarmaddelerin sadece lifin içerisindeki kristalin olmayan ya da az derecede düzenli bölgelere monomoleküler formda difünde oldukları kabul edildiğine göre meta-aramid, para-aramid ve yüksek mukavemetli polietilen lifleri gibi yüksek derecede oriante olmuş liflerin boyanması oldukça zordur. Bazı durumda boyar maddelenin lif içerisinde difüzyonunu artırmak için lifin camsı geçiş sıcaklığını (Tg) düşüren plastikleştirici maddelerin kullanıldığı özel boyama yöntemleri, seçilmiş boyarmaddelerle birlikle kullanılmaktadır. Fakat bu uygulamalarla sağlanan renk koyulukları, yine de açık-orta koyuluklarla sınırlıdır.
302 BOYAR MADDELERİN SINIFLANDIIRLMASI 1) Suda çözünen boyar maddeler Boyar madde molekulu en az bir tane tuz oluşturabilen grup tasır. Boyar maddelerin sentezi sırasında kullanılan baslangıç maddeleri suda çözündürücü grup içermiyor ise bu grubu boyar madde molekülüne sonradan ilave etmek suretiyle de çözünürlük kazandırılır. Ancak tercih edilen yöntem boyar madde sentezinde, başlangıç maddelerinin iyonik grup içermesidir. Su da çözünebilen boyar maddeler tuz teşkil eden grubun karakterine gore üçe ayrılır. Anyonik su da çözünen boyar maddeler: Su da çözünen grup olarak en çok sülfonik (-SO3-), kısmen de karboksilik (-COO-) asitlerin sodyum tuzlarını içerirler; (-SO3Na ve -COONa). Renk, anyonun mezomerisinden ileri gelir. Boyama özelliklerine göre sınıflandırma yönteminde yer alan asit ve direkt boyar maddeler bu tipe örneklerdir. Katyonik su da çözünen boyar maddeler: Moleküldeki çözünürlüğü sağlayan grup olarak bir bazik grup (orneğin -NH2), asitlerle tuz teşkil etmiş halde bulunur. Asit olarak anorganik asitler (HCl) veya (COOH)2 gibi organik asitler kullanılır. Zwitter iyon karakterli boyar maddeler: Moleküllerinde hem asidik hem de bazik gruplar bulunur ve iç tuz oluştururlar. Boyama sırasında bazik veya nötr ortamda anyonik boyar madde gibi davranış gösterirler. 2) Suda çözünmeyen boyar maddeler Tekstilde ve diğer alanlarda kullanılan ve su da çözünmeyen boyar maddeleri çesitli gruplara ayırmak mümkündür. Substratta çözünen boyar maddeler: Su da çok ince süspansiyonlar halinde dağıtılarak, özellikle sentetik elyaf üzerine uygulanan dispersiyon boyar maddeleri bu sınıfa girer. Organik çözücülerde çözünen boyar maddeler: Bu sınıfa giren boyar maddeler her tür organik çözücülerde çözünürler. Solvent boyar maddeleri de denilen bu boyar maddeler sprey veya lak halinde yüzeye uygulanabilirler. Matbaa murekkebi, vaks ve petrol urunlerinin renklendirilmesinde kullanılırlar Gecici çözünürlüğü olan boyar maddeler: Çesitli indirgeme maddeleri ile su da çözünebilir hale getirildikten sonra elyafa uygulanabilirler. Daha sonra elyaf içinde iken tekrar yukseltgenerek su da cözünmez hale getirilirler. Küp ve kükürt boyar maddeleri bu prensibe göre uygulanır. Polikondensasyon boyar maddeleri: Son yıllarda geliştirilen ve elyaf üzerine uygulanırken veya uygulandıktan sonra birbiri ile veya başka moleküllerle kondense olarak büyük molekuller oluşturan boyar maddelerdir. Bunlardan Inthion boyar maddeleri elyaf uzerinde Na2S ile polimerik yapıda disulfurleri olustururlar. Elyaf icinde olusturulan boyar maddeler: İki ayrı bileşenden elyaf içerinde kimyasal bir reaksiyonla oluşturulan boyar maddeler bu sınıfa girer. Bunlar su da çözünmeyen pigmentlerdir. Azoik boyar maddeler ve ftalosiyaninler bu sınıfa girer. Pigmentler: Elyafa ve diğer subsratlara karşı affinitesi olmayan, boyar maddelerden farklı yapıda bileşiklerdir. Pigmentler suspansiyonları halinde kuruyan yağlar ve recineler icinde uygulanırlar 3) Boyama özelliklerine gore boyar maddeler Genellikle boyama uygulayıcıları (boyacılar), boyar maddenin kimyasal yapısı ile değil, onun hangi yöntem ile elyafı boyayabildiğine bakarlar. Bu nedenle boyar maddeler uygulanan yontemlere gore aşağıdaki şekilde sınıflandırılmıştır. Bazik (katyonik) boyar maddeler: Organik bazların hidroklorurleri seklinde olup, katyonik grubu renkli kısımda tasırlar. Renkli kısım katyon halinde bulunur ve [BM-NH4]+C1- genel formulü ile gosterilir. Bu nedenle bunlara son zamanlarda katyonik boyar maddeler denmeye başlanmıştır. Bu tür boyar maddeler, pozitif yük taşıyıcı olarak N veya S atomu içerir. Yapılarından dolayı bazik (proton alan) olarak etki ettiklerinden anyonik grup içeren liflerle bağlanırlar. Başlıca poliakrilonitril, kısmen de yün ve pamuk elyafın boyanmasında kullanılır. Elyaf-boyar madde ilişkisi iyoniktir; Boyar madde katyonu, elyafın anyonik gruplarıyla tuz oluşturur. Bazik boyar maddelerle selülozik elyafın boyanmasında tanen, potasyum-antimonil
303 tartarat gibi maddelerle mordanlanma gerekir. Bu boyama metodu artık onemini yitirmiştir. Isık ve yıkama haslıkları düşüktür Asit boyar maddeler: Genel formulleri Bm-SO3-Na+ (Bm: boyar madde, renkli kısım) şeklinde yazılabilen asit boyar maddeleri, molekülde bir veya birden fazla (-SO3H) sülfonik asit grubu veya (-COOH) karboksilik asit grubu içerir. Bu boyar maddeler, öncelikle yün, ipek, poliamit, katyonik modifiye akrilonitril elyafı ile kağıt, deri ve gıda ürünlerinin boyanmasında kullanılır. Bu boyar maddelere asit boyar maddeler isminin verilmesinin nedeni ise uygulamanın asidik banyolarda yapılması ve hemen hemen hepsinin organik asitlerin tuzları oluşudur. Asit boyar maddeleri kimyasal bakış açısından anyonik boyar maddeler grubuna girer. Sulfonik asit grubu içeren direkt metal-kompleks ve reaktif boyar maddeler de anyonik yapıdadır. Farklı yöntemlerle boyama yaptıklarından asit boyar maddeler sınıfına girmez. Asit boyar maddelerle protein ve poliamit elyaf ilişkisi iyonik bağ şeklindedir. İstisnaları olmakla birlikte birçok asit boyar maddenin selülozik elyafa karşı affiniteleri yoktur Direkt boyar maddeler (Substantif Boyar maddeler): Direkt boyar maddeler, kimyasal yapılarına gore mono, di- veya poliazo bileşikleridir. Yapıları sülfo veya karbonik asitlerin sodyum tuzları şeklindedir. Bu boyar maddeler su da çözünen bileşikler olup, selülozik elyafı nötr veya bazik (bazende asidik) ortamda, bir elektrolit beraberinde kaynama sıcaklığında boyarlar. Çözünürlük molekülde bulunan sülfon, bazen de karboksil grupları ile sağlanır. Bunlar genellikle sülfonik, bazen de karboksilik asitlerin sodyum tuzlarıdır. Renkli kısmı oluşturan iyon anyon seklindedir. Bu nedenle [BM-SO]-Na+ genel formulü ile gösterilirler. Yapı bakımından direkt ve asit boyar maddeler arasında kesin bir sınır yoktur. Boyama yontemi bakımından farklandırılırlar. Direkt boyar maddeler önceden bir işlem yapılmaksızın (mordanlama) boyar madde cozeltisinden selüloz veya yüne doğrudan doğruya çekilirler. Elyafın iç misellerinde hiç bir kimyasal bağ meydana getirmeksizin depo edilirler. Renkli kısımda bazik grup iceren direkt boyar maddeler, sulu çözeltide zwitter iyon şeklinde bulunurlar. Suya karşı dayanıklılığı (yaş haslıkları) sınırlıdır. Fakat boyama sonrası yapılan ek işlemlerle yas haslıkları düzeltilebilir. Mordan boyar maddeler: Mordan sözcüğü, boyar maddeyi elyafa tespit eden madde veya bileşim anlamındadır. Birçok doğal ve sentetik boyar madde bu sınıfa girer. Bunlar asidik veya bazik fonksiyonel grup içerir, bitkisel ve hayvansal elyaf ile kararsız bileşikler olusturur. Bu nedenle hem elyaf hem de boyar maddeye karşı aynı kimyasal ilgiyi gosteren bir madde (mordan), önce elyafa yerleştirilir, daha sonra elyaf ile boyar madde su da çözünmeyen bir bileşik vermek üzere reaksiyona sokulur. Böylece boyar maddenin elyaf üzerinde tutunması sağlanmış olur. Mordan olarak su da çözünmeyen hidroksitler oluşturan Al, Sn, Fe, Cr tuzları kullanılır. Bu tuzların katyonları ile boyar madde molekülleri elyaf uzerinde su da çözünmeyen kompleksler oluşturur. Günümüzde artık, yalnız krom tuzları yün boyamada önem taşımaktadır. Reaktif boyar maddeler: Elyaf yapısındaki fonksiyonel gruplar ile gerçek kovalent bağ oluşturabilen reaktif gruplar içeren boyar maddelerdir. Selülozik elyafın boyanmasında ve baskısında kullanılan ve son yıllarda geliştirilen bu boyar maddeler ayrıca yün, ipek ve poliamidin boyanmasında da kullanılmaktadır. Gerçek kovalent bağ nedeniyle elyaf uzerine kuvvetle tutunurlar. Reaktif grup molekülün renkli kısmına bağlıdır. Bütün reaktif boyar maddelerde ortak olan özellik hepsinin kromofor taşıyan renkli grup yanında bir reaktif, bir de moleküle çözünürlük sağlayan grup içerir. Reaktif boyar maddeler kimyasal olarak azo (metalize azo içerir), trifenodioksazin, ftalosiyanin, formazon ve antrakinon boyar maddeleri olarak sınıflandırılır. Küp boyar maddeleri: Karbonil grubu içeren ve su da çözünmeyen boyar maddelerdir. Bunlar indirgeme ile su da çözünür hale getirilirler. İndirgeme aracı olarak sodyum ditiyonit (Na2S2O4) oksidasyon için hava oksijeni kullanılır. İndirgeme sonucu boyar madde molekülündeki keto grubu enol grubuna dönüşür. Meydana gelen sodyum leuko (loyko)
304 bileşiğinin direkt boyar maddeler gibi elyaf affitinesi yüksektir. Daha çok selülozik kısmen de protein elyafın boyanması ve baskısında kullanılır. Doğal kokenli olanları (indigo) eskiden beri bilinmektedir. Küp boyar maddesindeki karbonil grubu oksijeni indirgendiğinde enolat oksijenine dönüşür. Bunlardan ilki kromofor, ikincisi ise oksokrom özellik gosterir. Bu nedenle küpeleme (indirgeme) işlemi az veya çok bir renk değişimi gosterir. İnkisaf boyar maddeleri: Elyaf üzerinde oluşturularak son şekline dönüştürülebilen bütün boyar maddeler bu gruba girer. Azoik boyar maddelerde denilen Naftol-AS boyar maddeleri ile ftalosiyanin boyar maddeleri bu gruptandır. Bu tip boyar maddelerde elyafa affinitesi olan bileşen önce elyafa emdirilir, daha sonra ikinci bileşnle reaksiyona sokularak su da çözünmez hale dönüştürülür. Bu işlemle hemen hemen bütün renk çesitleri elde edilir. Metal-Kompleks boyar maddeler: Belirli gruplara sahip bazı azo boyar maddeleri ile metal iyonlarının kompleks olusturmaları ile sentezlenen boyar maddelerdir. Dispersiyon boyar maddeleri: Su da eser miktarda çözünebilen, bu nedenle suda ki dispersiyonları halinde uygulanabilen boyar maddelerdir. Boyar madde, boyama işlemi sırasında dispersiyon ortamından hidrofob elyaf uzerine difuzyon yolu ile çekilir. Boyama boyar maddenin elyaf içerisinde çözünmesi şeklinde gerçekleşir. Dispersiyon boyar maddeleri başlıca polyester elyafın boyanmasında kullanılır. Ayrıca poliamid ve akrilik elyafı da boyar. Pigment boyar maddeleri: Tekstil elyafı, organik ve anorganik pigmentlerle de boyanabilir. Daha çok organik olanları tercih edilir. Pigmentlerin elyaf affinitesi yoktur. Kimyasal bağ ve absorbsiyon yapmazlar. Bağlayıcı madde denilen sentetik reçineler ile elyaf yüzeyine bağlanırlar. Su da çözünmediklerinden suda ki yağ ve yağdaki su emülsiyonları şeklinde ince dağılmış olarak kullanılırlar. Emülsiyon, elyaf veya kumaşa emdirildikten sonra bozulur. Pigment, kumaş yüzeyinde ince dağılmış halde kalır. Sıkılarak kurutulduktan sonra C de termofiks edilir. Özellikle açık renklerde yıkama ve ışık haslıkları iyidir. Sürtünnme haslığının yüksek olmayışı, koyu renklerin elde edilememesi, bağlayıcı filmin hava etkisiyle parçalanması, bağlayıcının kumaşa sertlik vermesi sakıncalı özelikleridir. 4) Kimyasal yapılarına göre boyar maddeleri; Boyar maddeleri, yapısal olarak sınıflandırırken, molekülün temel yapısı esas alınabildiği gibi, molekülün kromojen ve renk verici ozellikteki kısmı da esas kabul edilebilir. Nitro ve Nitroso boyar maddeleri: Bu sınıf boyar maddeler kimyasal yapılarında nitro veya nitroso grubu ile birlikte elektrodönör grup ihtiva eder. Teknikte önemli olan bu grup boyar maddelerin tümünde nitro veya nitroso grubu ile elektrodönör grup birbirine gore orto pozisyonunda bulunur. Nitroso bileşikleri çoğu kez diğer boyar maddelerin sentezinde kullanılır. Tek başlarına hiçbiri boyar madde özelliği taşımaz, o-nitroso bilesikleri kompleks teşkil edici karaktere sahiptir. Ağır metal tuzları ile meydana getirdikleri kompleksler boyar madde ozelliği gosterir. Nitro boyar maddelerinden ise teknik öneme sahip olanlar o-yerinde elektrodönör grup ihtiva edenlerdir. Pikrik asit bilinen en eski nitro boyar maddedir Kükürt boyar maddeler: Aromatik aminlerin ve fenollerin kükürt ve sodyum sülfür veya sodyum polisulfur ile reaksiyonundan meydana gelen, su da çözünmeyen, makromolekül yapılı, renkli organik bileşikler kükürt boyar maddeleri olarak adlandırılır. BM-S-S-BM genel formulü ile gosterilir. Bu sınıf boyar maddeler, bazik ortamda Na2S ile kaynatılırsa, disülfur gruplar (...-S-S-...), merkapto gruplarına (...-S-Na+) dönüşerek su da çözünen leuko (loyko) bileşikleri meydana gelir. Arilmetin boyar maddeleri: Bu sınıf boyar maddelerin genel formulleri Ar-X=Ar şeklindedir. Bu formulde X, -CH= veya -N= şeklinde olabilir. X'in -CH= şeklinde olduğu bileşiklere diarilkarbonyum, -C(Ar)= şeklindekilere ise trialkilkarbonyum bileşikleri adı
305 verilir. Bu tür boyar maddelerin sayısız karakteristik reaksiyonları bu grubun elektrofil ozelliğine dayanır. Aza annulen boyar maddeleri: Bu boyar madde sınıfı, 18π elektronlu ve konjuge durumda çift bağları içeren siklik bir renk verici yapıya sahiptir. Annulen tipi boyar maddelerin en önemlileri olarak, kanın ve yeşil yaprakların boyar maddeleri ile ftalosiyanin boyar maddelerini sayabiliriz. Karbonil boyar maddeleri: Molekül yapısında konjuge çift bağlar ve bunlara konjuge durumda en az iki karbonil grubu içeren bileşiklere karbonil boyar maddeleri adı verilir. Azo boyar maddeler; Azo bileşikleri, yapılarındaki kromofor grup olan azo (-N=N-) grubu ile karakterize edilirler. Bunlardan boyama özelliğine sahip olanlarına da azo boyar maddesi denir. Bu gruptaki azot atomları, sp2 hibritleşmesi ile karbon atomlarına σ bağı oluşturarak bağlanır. Azo grubuna bağlanan karbon atomlarından biri aromatik veya heterosiklik halka diğeri alifatik zincire bağlı bir grup olabilir. Alifatik azo bileşiklerinin renk şiddetleri düşüktur. Bu nedenle azo boyar maddelerinin çoğunluğunda azota bağlı grupların en az biri aromatiktir. Azo boyar maddeleri; Ar1-N=N-Ar2 (aromatik azo bilesikleri), R2-N=N-R2 (Alifatik azo bileşikleri), Ar-N=N-R (alifatik-aromatik azo bileşikleri) formülleriyle gösterilebilir. Doğal boyar maddelerin hiçbirinde azo grubuna rastlanmaz. Bu sınıf boyar maddelerin tamamı sentetik olarak elde edilir. Sentezlerin sulu çözelti içerisinde ve basit olarak yapılması yanında, baslangıç maddelerinin sınırsız olarak değiştirilebilmesi çok sayıda azo boyar maddesinin elde edilebilmesini mümkün kılar. Azo boyalar tüm boya maddeleri içerisinde en önemli kısmı oluşturur. Başta tekstil sanayi olmak üzere lak-boya, poliografi, lastik, deri, plastik materyaller, sentetik liflerin üretimi ve diğer sanayi alanlarında yaygın olarak kullanılmaktadır. Muhtelif sanayi alanlarında kullanılan boyaların yaklaşık yarısı azo boyalardır. Azo boyar maddeleri yapısındaki azo grubu sayısına bağlı olarak mono-azoboyalar (l azo gruplu), dis-azoboyalar (2 azo gruplu), tris-azoboyalar (3 azo gruplu), poli azo boyalar (3'den fazla azo gruplu) olarak tanımlanırlar. Bir azo boyar maddesi uc sekilde tanımlanır. Bunlar; -Formulü, -IUPAC adı ve -Pratik tanımlama yöntemi seklindedir. Azo Boyar maddelerinin Elde Edilmesi; Azo boyar maddelerinin sentezlerinde başlıca iki ayrı yöntem uygulanabilir. Bunlardan biri azo grubunun olusturulmasına dayanan, diğeri ise üzerinde azo grubu bulunan bileşiklerle yapılan sentezlerdir. Bu sentezler, farklı yöntemler uygulanarak gerçeklestirilir. Azo grubunun oluşturulmasına dayanan sentez yöntemleri; -Kenetlenme reaksiyonu, -Aminlere nitro bileşiklerinin katılması, -Nitro bilesiklerinin indirgenmesi ve - Amino bileşiklerinin oksidasyonu şeklindedir. Azo grubu iceren bilesiklerle yapılan sentez yontemleri ise; -Korunmus amino gruplarının açılması, -Amino azo bilesiklerinin açillenmesi, -Fenolik hidroksi gruplarının açillenmesi veya alkillenmesi ve -Metal-kompleks oluşturulması seklinde verilebilir. Bu yöntemlerden en onemlisi kenetlenme reaksiyonudur. Bunun dışındaki yöntemlere ancak azo kenetlenmesinin yapılamadığı durumlarda basvurulur. Azo boyar madde elde edilmesi iki asamadan oluşur; -Diazolama reaksiyonu ve -Kenetlenme reaksiyonudur Kenetleme reaksiyonu; Kenetleme reaksiyonu, diazolama ve kenetleme reaksiyonları olmak uzere iki aşamada gercekleştirilir. Bu reaksiyon, aromatik primer aminden oluşmuş bir diazonyum tuzu ile -OH, -NH2, -NHR gibi bir substituent tasıyan aromatik yapıdaki kenetlenme bileseninin karşılıklı etkileşimi sonucu oluşur. Diazolama Reaksiyonu: Diazolama baslangıç maddesi, aromatik yapıda bir primer amindir. Diazonyum tuzları, primer aromatik aminlerin sodyum nitrit (NaNO2) ve mineral asitler (HC1, H2SO4, vb.) ile soğukta reaksiyona sokulması sonucu elde edilmektedir. Alifatik azo bileşikleri, renk kuvvetleri düşük ve güçlü patlayıcı oldukları için kullanılmazlar. Diazolama reaksiyonlarında asit olarak genellikle hidroklorik asit tercih edilmektedir. Çünkü diğer asitlerle elde edilen diazonyum tuzlarına nazaran daha kolaylıkla çözünen diazonyum tuzları oluşturmaktadır. Fakat, zayıf bazik aminlerin kullanılması
306 durumunda sülfürik asit kullanılır. Zayıf bazik karakterdeki aminlerin diazolandırılmasında stokiyometrik miktardan daha fazla hidrojen iyonu gerekir. Fazla asit ilavesi, amin-amonyum dengesinin reaktif olmayan amonyum iyonları yönüne gitmesini engeller. Diazolama reaksiyonları sırasında l mol aromatik amine karşı 3 mol asit kullanılmaktadır. Asidin 1 molü ortamı asitlendirmek için kullanılmaktadır. Ortamın asidik olması diazonyum tuzunun kararlılığı için gereklidir. Aksi halde notr ortamda (örneğin, anilin gibi) diazonyum tuzu değişmemiş anilinle reaksiyona girerek diazo amino benzen oluşturmuştur. l molu nitroz asit oluşumunda kullanılmaktadır. Nitroz asit zayıf ve kararsız bir asit olduğu icin reaksiyon ortamında ve soğukta elde edilir. 1 molu de diazonyum tuzunun oluşumunda kullanılmaktadır. Diazolama sırasında amine eşdeğer miktardan % 10 fazla NaNO2 katılmalıdır. Aminli ve asitli cozeltiye NaNO2 damla damla katılır. Çünkü reaksiyon ekzotermiktir. Daha sonra karısım KI lu nişasta kağıdı ile test edilir. Mavi bir renk nitroz asidin aşırısını gosterir. Bu da reaksiyonun tamamlandığı anlamına gelir. Diazonyum tuzlarını iyi bir verimle oluşturmak icin kullanılan aşırı nitroz asit reaksiyon sonunda üre veya sülfamik asit ile parçalanabilir. Diazolama reaksiyonunda kullanılan aminin çözünürlüğü ve bazik gücü dikkate alınarak farklı yöntemler geliştirilmiştir. Zayıf bazik aminlerin diazolandırılmasında derisik H2SO4 kullanılır. Sülfonik veya karboksilik asit bulunduran aminlerin anorganik asitlerdeki çözünürlükleri az olduğundan sulu ya da zayıf alkali ortamda çözülürler. Stokiyometrik miktardaki NaNO2 ilavesinin ardından soğuk ortamda karıstırılarak asit ilavesi yapılır. Su da çok zor çözünen veya hiç çözünmeyen aminlerin diazolanması buzlu asetik asit, alkol-su karışımında veya uygun organik çözücü ortamında gerceklestirilir. Diazonyum tuzları dusuk sıcaklıklarda kararlıdır. Bunun icin reaksiyon sırasında sıcaklık 0-5 C arasında olmalıdır. Yüksek sıcaklıklarda N2 gazı çıkması sonucu diazonyum katyonu fenole dönüşür. Amino grubunun nitrozolandırılması diazolandırma reaksiyonunda temel basamaktır. Nitrozolandırmada elektrofil bileşen olarak rol oynayan nitrozil iyonu NO+ dur. Çözeltide nitrit asit, nitrozoasidyum katyonu şeklinde bulunur. Bu madde su ile nitrozil iyonu olusturmak uzere parçalanır ve sistemdeki X- bazı ile X-N=O katılma bilesiğini meydana getirir. Diazonyum iyonu bir Lewis asididir. Hidroksit iyonu ilavesi ile diazohidroksit yani Bronsted asidine dönüşür. Bu bileşikten bir protonun ayrılması ile de diazotat anyonu meydana gelir. Kuvvetli bazik ortamda diazonyum katyonu diazotat iyonuna dönüşür ve kenetlenme reaksiyonu oluşmaz. Diazolama reaksiyonlarında kullanılan aromatik primer aminleri yapılarına göre aşağıdaki şekilde sınıflandırabiliriz. Anilin, substitüe anilin bileşikleri ve diaminler kullanılmaktadır. Diazolandırmada kullanılacak olan primer aminlerin seçiminde, aminin fiyatı, diazolandırma kolaylığı, meydana gelecek diazonyum tuzunun kararlılığı ve bundan elde edilecek boyar maddenin maliyeti önemli rol oynar ve bunlar dikkate alınmalıdır. Bunun için optimal ph değerleri tampon sistemleri ve alkali ile sabit tutulur. Işık ve ağır metal iyonları diazonyum bileşiğinin bozulmasını hızlandırır. Bu yüzden diazolandırma işlemi ağac kap veya aside dayanıklı madde ile astarlanmış veya lastikle kaplanmış kaplarda yapılır. Diazonyum Tuzlarının Kenetlenme Reaksiyonları; Aromatik diazonyum tuzları, güçlü elektron veren gruplar iceren aromatik bileşiklere karşı etkili elektrofillerdir. Bu şekilde diazonyum katyonunun aromatik halkaya bağlanmasıyla azo bileşiklerinin oluşması reaksiyonuna kenetlenme denir. Diazonyum iyonları oldukça zayıf elektrofilik reaktifler olduklarından ancak X: -OH, NH2, -NHR, vb. gibi elektron dönör substituentler tasıyan aromatik bileşikler ile reaksiyon verirler. Bu tür bileşiklere kenetlenme bileşeni denir. Diazonyum tuzu elektrofil ozelliği nedeniyle nükleofil bileşiklerle yani aromatik primer, sekonder ve tersiyer aminler, naftol ve fenol bilesikleri ile reaksiyona girebilirler. Ayrıca reaksiyona girebilecek metilen grubu içeren, enol-keto tautomerisi gosteren pirrol, indol gibi heterosiklik bilesiklerle de reaksiyon verebilir. Diazo kenetlenme reaksiyonunun mekanizmasını elektrofilik substitusyon reaksiyonuna da (SE2) benzetebiliriz. Burada diazonyum katyonu bir elektrofilik katyondur. Reaksiyon kenetlenme bileşeninin ppozisyonunda meydana gelir. Çünkü sübstitüentler (X) o- ve p- yönlendirici gruplardır. lektron dönör olarak OH grubu taşıyan fenoller, anilin turevleri ile para pozisyonundan daha yüksek verimli bileşikler verirler, p-pozisyonu dolu ise kenetlenme reaksiyonu o-yerinden olur. Azo kenetlenmesinde yalnız diazo bileşiğinin değil, kenetlenme bileşeninin de durumu hesaba katılmalıdır. Reaksiyon sırasında diazonyum tuzu diazonyum iyonu halinde,
307 kenetlenme bileşenleri ise fenolat anyonu, enolat anyonu ve serbest amin seklinde olmalıdır. Yani diazonyum katyonunun pozitif yükünü ve kenetlenme bileşeninin de negatif yükünü artıran her hangi bir etken kenetleme reaksiyonunu kolaylaştırır. Burada bazikliği arttırmakla nükleofil substratların aktivitesi arttırılır. Örneğin fenollerde fenolat anyonunun reaktifliği, fenolden daha yuksektir. Aminlerde ise serbest amin halinde iken aktiflik, amonyum katyonundan daha büyüuk olur. Bu nedenle kenetleme reaksiyonları, hem diazo hem de kenetlenme bileşenleri için bir optimum ph aralığında yapılmalıdır. Bu değerler aromatik aminlerde ph = 4-9, enollerde ph = 7-9 ve fenollerde ise ph = 9 dur. Kuvvetli bazik ortamlarda ise diazonyumdan diazotat anyonu meydana gelir. Optimal ph değerleri tampon sistemleri ve alkali ile sabit tutulur. Diazonyum tuzlarının aromatik aminlerle kenetlenmesi zayıf asidik veya notr ortamda gerçekleşmektedir. Primer veya sekonder aromatik aminlerin diazonyum tuzları ile kenetlenmesi sonucu diazoamino bileşikleri oluşur. Bunların amin tuzları veya mineral asitler ile ısıtılması sonucunda amino bileşikleri elde edilir. Tersiyer aminlerin kenetlenmesinde diazoamino bağları oluşmaz. Zayıf asidik ortamda, amin grubuna p-konumunda bulunan karbon atomu uzerinden kenetlenme olur Azo Boyar Madde Metal Kompleksleri; Molekul yapılarında azo grubuna komşu salisilik asit, o,o'-dihidroksi, o,o'-hidroksi amino o,o'diamino veya substitue amino grupları içeren azo boyar maddeler geçiş metal katyonları ile kompleks boyar maddeler olusturur. Kompleks oluşumunda aktif grup olarak azo grupları rol oynar. Metal katyonu olarak Co, Cr, Cu, Ni gibi geçiş metallerinin katyonları kullanılır. Daha çok protein ve poliamid elyafın boyanmasında bu kompleksler kullanılabilirler. Bu tip boyar maddelerin elyafa tatbiki için farklı yontemler geliştirilmistir. Azo boyar madde-metal komplekslerinin kimyası; Metal kompleks boyar maddelerinde boyar madde molekulu ile metal iyonu arasında koordine kovalent bağ vardır. Bu bağların oluşması icin azot, oksijen gibi dış orbitallerinde ortaklanmamış elektron çifti içeren atomlar, bu elektron çiftlerin metal atomlarıyla ortaklaşa kullanırlar. Buna göre metal kompleksleri iyon veya molekül halde olan ve uzerinde metalin boş olan orbitalini isgal edebilecek en az bir çift elektron tasıyan ligandların yapmış oldukları bileşikler olarak tanımlanır. Elektron veren atoma dönör, bu elektronlarım paylaşan atoma akseptör denir. Koordinatif bağ donordan akseptore uzanan bir okla gosterilir. N ve O önemli dönör atomlardır, metal atomları ise akseptördur. Metal atomunun bir molekül boyar maddeye sıkıca bağlanabilmesi için en az iki bağ gereklidir. Kromun koordinasyon sayısı 6 olduğuna göre maksimum üç boyar madde molekülü bağlayabilir. Cr3+ iyonu vermek uzere uc elektronunu kaybeden krom atomu, koordinasyon yolu ile dıs orbitallerine kolaylıkla 6 elektron çifti alarak daha dayanıklı bir yapıya sahip olur. Ligand olarak H2O dikkate alındığında kompleksin olusması için gerekli olan 12 ē, 6 tane H2O molekulundeki O atomları tarafından sağlanmıştır. Metal üç tane elektronu kaybettiği icin kompleks + 3 değerliklidir. Alizarin-krom kompleksi örnek olarak alındığında komplekslesme mekanizması şöyle açıklanır: İlk basamak sodyum hidroksit ile fenolden sodyum fenolat meydana gelmesine benzer şekilde kromun alizarin ile birleşmesinden ibarettir. Meydana gelen bağ kovalent bağ olduğundan bileşik iyonize olmaz. Üç değerlikli krom iyonu üç protonun yerini alabilir. Yani üç molekul alizarinle birleşir, ikinci basamakta verilen ve okla gösterilen diğer bağ koordine kovalent bağdır. Bu bağ sayesinde 6 üyeli bir halka meydana geldiğinden bilesiğin kararlılığı daha da artar. Daha çok protein ve poliamid elyafın boyanmasında kullanılan bu sınıf boyar maddelerde, azo boyar maddelerle metallerin kompleks oluşturmasında elyafa tatbik edilmesi dikkate alınarak farklı yontemler gelistirilmiştir. Krom boyar maddeleri göz önüne alınırsa, krom-mordan, metal krom ve son kromlama yöntemi olmak uzere üç boyama yontemi kullanılır. -Krom-mordan yonteminde; Azo boyar maddelerinin bir kısmı krom tuzları ile işlem gördüğünde, elyaf üzerinde su da çözünmeyen veya çok az çözünebilen ve lak olarak adlandırılan krom kompleksleri meydana getirilir. Son kromlama yönteminde boyama işlemi sonunda krom tuzu banyosunda kompleks oluşturulur.
308 En buyuk dezavantaj işlemin iki kademede yapılmasıdır. Tek kademeli olan metakrom yontemi de ancak sınırlı sayıda boyar maddeler icin kullanılır ve koyu renkler için uygun değildir. Krom, kobalt nadiren de bakır veya demir katyonları ile komplekslesmeye elverişli olan boyar maddeler 70 C' de uygun ph' lar da metal tuzu cozeltileri ile ısıtılarak metal kompleksi haline getirildikten sonra kullanıldıklarından bu boyar maddelere premetalize boyar maddeler veya metal-kompleks boyar maddeler denir. Krom kompleksleri daha cok yun, poliamid, bakır kompleksleri ise pamuk ve deri boyamacılığında kullanılır. Metal kompleks boyar maddeler daima parlak olmayan tonlardadır. Krom komplekslerinin salisilik asit kompleksleri dısında; kompleksleşmiş boyar maddeler ile kompleks olusturmamış boyar maddeler karşılaştırıldığında kompleks boyar maddelerin absorbsiyon bantlarında keskin uzun veya daha uzun dalga boyuna kayma (kırmızıya kayma) görülür. Kobalt komplekslerinde bu olay gorulmez. Aromatik azo bileşikleri genel olarak iki tür metal kompleksleri oluştururlar; -Orto pozisyonundaki bir grup ve azo grubunun metal atomuna bağlanmasıyla ortaya çıkan iç kompleksler ve -Metal atomunun azo gruplarına bağlı olmadığı dış komplekslerdir. İc kompleksler; Bu türdeki kompleksleri o-hidroksi, o-amino ve o-karboksi azo bileşikleri teşkil eder ve tekstil boyar maddeleri olarak daha çok bu maddelerin 1:1 ve 1:2 Cr3+ ve Co3+ kompleksleri kullanılır. Meydana gelen kompleks tipi reaksiyon ortamına ve diaril azo bilesiğinin yapısına bağlıdır. Fakat azo grubuna gore orto pozisyonundaki bir tek hidroksil grubu, krom atomunu azo boyar maddesi ile kararlı durumda tutmak icin yeterli değildir. Kompleks azo boyar maddelerin meydana gelebilmesi için molekulun azo grubuna gore o-o mevkilerinde çift hidroksil, bir hidroksil ve bir karboksil veya bir hidroksil ve bir amino grubu içermesi sarttır. Bazı boyar maddelerde azo grubu yerine azometin grubu bulunabilir. Bu grupta kompleksleşmeye katılan atom azot atomudur Dıs kompleksler; Bu tip komplekslerde azo grupları kompleks oluşumuna katılmamıştır. Daha ziyade salisilik asit içeren azo bileşikleri ile elde edilmiş olup, metal iyonuna ve yükseltgenme basamağına bağlı olarak 1:1, 1:2 ve 1:3 yapılarında olabilir. Salisilik asit türevlerinde azo grubu komplekslesmeye katılmadığından metal iyonu ile birleşme sonucu ışık haslığında büyük bir artış ve renk tonunda belirli bir değişiklik olmaz. Eğer azo grubundaki azot atomlarından bir tanesi elektron verici olarak davranır ise kompleks oluşumu sırasında azo bileşiklerinin rengi önemli oranda değişir. Kuvvetli elektropozitif özelliğinden dolayı metal iyonu, boyar maddedeki π-elektron dağılımını değiştireceğinden dolayı molekülün absorpsiyon spektrumunu da değiştirir Ftalosiyaninler; Vucutta oksijenin tasınmasını sağlayan hemoglobin ve bitkilerde gunes ışığını enerjiye ceviren klorofil gibi tetrapirol turevi makrosiklik bilesikler bilindiği gibi biyolojik sistemde hayati bir role sahiptir. Sentetik bir tetrapirol turevi olan ve yapısal benzerliklerinden dolayı porfirinler gibi doğadaki benzerlerinin özeliklerinin incelenmesinde uygun birer molekuler model olan ftalosiyaninler, zamanla eşsiz ozelliklerinin kesfedilmesiyle birlikte bircok uygulamada porfirinlere üstünlük sağlamış bu gün ise üzerinde en çok çalısılan koordinasyon ve makrosiklik bileşikleri olmuştur. Substitüe olmamış ftalosiyaninlerin organik çözücülerde çözünür olmamalarından dolayı yapılan çalışmaların amacı çözünür ftalosiyaninlerin elde edilmesidir. Ftalosiyaninlerin periferal pozisyonlarına hacimli grupların substitüsyonu, bu maddelerin organik solventlerde ki çözünürlülüğünü arttırmıştır. Bundan dolayı tetra ve oktasubstitüe ftalosiyaninler uzerine çok geniş bir biçimde calışılmıştır. Özellikle tetrasubstitüe ftalosiyaninler oktasubstitüentlere nazaran daha yüksek çözünürlük gösterirler. Periferal substitüsyon ftalosiyaninlerin çözünürlüğünü arttırması yanında spektral ve elektrokimyasal özelliklerini de etkili bir şekilde değiştirir. Ozellikle son yıllarda oksotitanyum ftalosiyaninler (PcTiO) uzerindeki kimyasal çalışmalarda gozle görülür bir artış gözlenmektedir. Termal olarak çok kararlı olan okso-titanyum ftalosiyaninler, yuksek fotosensitiviteye sahip oldukları icin, çok iyi bilinen, yakın-ir-aktif fotoiletken boya olarak, lazer yazıcılarda ve fotokopi makinelerinde kullanılmaktadır. Ayrıca optik disk bilgi
309 depolamasında ve fotovoltaik hucrelerde p-tipi yarı iletken olarak kullanılmaktadır. Literatürlere bakıldığında kükürt dönör gruplar substitüe edilmiş ftalosiyaninlerin çok az sentezlenmiş olduğu görülür. Son yıllarda yapılan çalısmalarda bu gruplara sahip ftalosiyaninlerin IR absorblayıcı özelliğe sahip oldukları ortaya cıkmıstır. Bu çalışmada periferal olarak dort hekzantiyol grubu içeren titanyum merkezli okso-ftalosiyanin ve buna ilaveten aksiyel olarak katehol bağlanarak yeni tip ftalosiyanin sentezlendiği görülür. Elde edilen yeni maddelerin ve ftalosiyaninlerin yapıları elementel analiz, IR, NMR, MASS, UVVIS gibi spektroskopik yontemlerle aydınlatılabilir. Tetrabenzotetraazaporfirin olarak da adlandırabileceğimiz ftalosiyaninler dört izoindol biriminin kondenzasyon ürünü olarak görülebilirler. Ftalosiyaninler yapısal olarak porfirinlerle benzer olmalarına rağmen hemoglobin, klorofil A ve vitamin B12 gibi doğal olarak bulunmazlar, tamamen sentetik ürünlerdir. Ftalosiyaninlerin porfirin yapısından farkı; dort benzo birimi ve mezo konumunda bulunan dört azot atomudur. Porfirindeki metin grupları azo köprüleri ile yer değistirmişlerdir. Ftalosiyaninler 1,3 pozisyonunda azo kopruleriyle birbirine bağlı dört izoindol unitesinden olusan 18 π-elektron sistemine sahip aromatik makrosiklik yapılardır. Son yıllarda malzeme bilimindeki birçok arastırmaya konu olan bu çok yönlü makro-siklik bileşikler bu gün bircok alanda kendine uygulama alanı bulmaktadır. Bunlara likit kristal malzemeler, LangmuirBIodgett filmleri, moleküler ve organik yarı iletkenler, gaz sensorler, non lineer optik malzemeler, yakıt hücreleri, foto-elektro kimyasal hücreler, foto-voltatik hücreler, optik bilgi depolama ve son yıllarda en cok dikkat çeken uygulama alanı olan foto-dinamik kanser tedavisinde (PDT) foto-hissedici olarak kullanılmaları örnek olarak verilebilir. Bu yüzden ftalosiyaninler olağanüstü optik ve elektriksel davranışlar gösteren kimyasal ve termal olarak dayanıklı bileşiklerdir. Genellikle ftalonitril, ftalik anhidrit, ftalimid veya bunların substitüsyon ürünleri ile metal tuzları arasındaki reaksiyonlardan elde edilebilen ftalosiyaninler, rengi maviden yeşile kadar değişebilen çok sağlam yapılı bileşiklerdir. Ftalosiyanin (kısaca Pc) Yunanca naphtha (mineral yağı) ve cyanine (koyu mavi) kelimelerinin bilesiminden oluşmaktadır. Renkleri maviden sarımsı yesile kadar değişebilen metalsiz ve metalli ftalosiyaninler teknolojik ürünler sınıfına girerler. Sıra dısı ftalosiyanin turevlerine ornek olarak, merkezde bor atomunun bulunduğu üç izoindolin ünitesinden oluşmuş subftalosiyaninler (SubPc) ve merkezde uranyumun bulunduğu beş izoindol biriminden oluşan superftalosiyaninler (SuperPc) verilebilir. Ayrıca benzen çekirdeği yerine genişletilmiş π sistemine sahip naftalen grupları bulunduran ftalosiyaninlerde mevcuttur. Merkezinde 70 den fazla elemente sahip olan ve makrosiklik halkanın periferal ve aksiyel konumlarına farklı gurupları bağlayabilen, organik çözücüler ve sudaki zayıf çözünürlük problemi aşılan ve yapısal olarak oldukça esnek olan ftalosiyaninler üzerinde birçok modifikasyonlar yapılarak ozellikleri amaca göre şekillendirilebilir Ftalosiyaninlerin Kimyasal Ozellikleri; Ftalosiyaninler o-dikarboksilli asitlerden veya bu asitlerin amid, imid, nitril türevlerinden elde edilebilir. Ancak karboksil grupları doymamıs aromatik gruba direkt olarak bağlı değilsese ftalosiyanin sentezi mümkün olmamaktadır. Ayrıca, karboksil veya siyano gruplarını taşıyan karbon atomları arasında çift bağ olmalıdır. Ftalosiyanin molekülü dört izoindol ünitesinden oluşur ve oldukça gergin bir yapıdadır. Ftalosiyanin molekülünün merkezindeki iki hidrojen atomunun periyodik tablonun hemen hemen butun metal iyonlarıyla yer değiştirmesi sonucu ve periferal pozisyonlara çesitli substitüentlerin takılmasıyla birçok metalli ftalosiyanin sentezlenebilmektedir. Ftalosiyaninin kimyasal özelliklerinde merkez atomu büyük rol oynar. Metal iyonu çapının ftalosiyaninin ortasındaki oyuk çapına uygun olması kararlılığı etkiler. Metal iyonunun çapı molekülün merkez boşluğunun çapına uygun ise molekul kararlıdır. Metal iceren ftalosiyaninler genel olarak iki bölümde toplanabilirler: Elektrovalent ftalosiyaninler genellikle alkali ve toprak alkali metal ftalosiyaninleri içerirler ve organik solventlerde çözünmezler. Seyreltik anorganik asitler, sulu alkol, hatta su ile muamele edildiğinde metal iyonu, molekulden ayrılır ve metalsiz ftalosiyanin elde edilir. Kovalent ftalosiyanin kompleksleri elektrovalent olanlara kıyasla daha kararlıdır. Nitrik asit dışındaki diğer anorganik asitlerle muamele edildiğinde yapılarında herhangi bir değisiklik olmaz.
310 Bunun sebebi; metalik ftalosiyanin molekülü arasındaki bağın oldukça sağlam olması ve bütün molekulun aromatik karakter taşımasıdır. Ftalosiyaninler genel olarak su da çözünmezler. Bu urunler periferal pozisyondaki substitüe gruplar sayesinde, sulfonik asit veya karbonik asit gibi gruplarla su da çözünür hale getirilir. Elektrovalent ftalosiyaninlerin organik çözücülerde cözünürlüklerinin olmamasına rağmen kovalent türde olanlar 1-klornaftalen gibi bazı organik çözücülerde çözünürler. Ftalosiyanin molekülündeki benzen halkalarına hacimli substitüentler takılması kristal haldeki moleküller arası etkileşimlerin zayıflamasına neden olmakta ve dolayısıyla organik solventlerdeki (ozellikle polar olmayan solventler) çözünürlüklerini belirgin sekilde arttırmaktadır. Ftalosiyaninler kimyasal ve termal kararlılığa sahiptir kuvvetli asit ve bazlara karşı dayanıklıdırlar. Sadece kuvvetli oksitleyici reaktiflerle (nitrik asit, potasyum permanganat, dikromat veya seryum tuzları) muamele edildiğinde yükseltgenme urunu olan ftalimide dönüşerek makro-halka bozunur. Fakat benzen halkalarına nitro, siyano grupları, triflorometil, trikolorometiltiyo gibi flor içeren substituentler, fenilsulfonil gibi elektronegatif gruplarla ftalosiyaninlerin yükseltgen maddelere karşı stabilitesi arttırılabilir. Ftalosiyaninler kolaylıkla sülfolanırlar fakat nitrik asitte bozundukları için nitrolanamazlar
311 BOYA SINIFLARI VE PİGMENTLER 1) Asit boyaları; Asit boyaları, yün ve ipek gibi protein lifleri ve aynı zamanda poliamid lifleri veya bazik grup içeren diğer lifler için substantifliğine sahip olan anyonik boyar maddeler olarak tanımlanırlar. Asit boyaları normal olarak asidik ya da nötr boya banyolarında uygulanırlar. Asit boyası moleküllerinin büyüklüğü genel olarak egalizasyon tipi asit boyar maddelerinden yüksek haslıktaki asit boyar maddelerine yani yarı dinkleme, sonra dinkleme ve ardından da süper dinkleme tiplerine doğru gidildikçe büyüdüğünden ve aynı zamanda apolar çekim kuvvetlerinin etkisi arttığından yıkama haslıkları da artmaktadır. 1:1 metal kompleks ve 1:2 metal kompleks boyalarıda life uygulanmaları açısından bakıldığında asit boyar maddelerine benzer şekilde davranmaktadırlar ve yüksek yıkama ve ışık haslıklarına sahiptirler. Daha büyük moleküllü dinkleme ve süper dinkleme tipi asit boyar maddeleri oldukça mat renkler verirken egalizasyon tipi boyar maddeleri parlak renkler vermektedirler.1:1 ve 1:2 metal kompleks boyar maddeleriyle yapılan boyamaların parlaklıkları da çok yüksek olmayıp haslıkları iyidir. Asit boyarmaddeleri asidik grup olarak bazen karboksil (-COOH) grupları da içermelerine rağmen genellikle -SO3Na veya -SO3H şeklinde bulunan sülfonat grupları içermektedirler. Yün, ipek ve poliamid lifleri amino grupları (-NH2) içerirler. Bu gruplarda asidik boya banyosundan bir proton alarak boyar maddenin bağlanabileceği bazik grupları (-NH3+) oluşturur. Böylece asit boyar maddesi anyonu Bo.SO3- (Bo, boyar madde molekülünü sembolize etmektedir), life karşı sübstantif bir hal alır ve lif tarafından lifteki boyar maddelerin bağlanacağı gruplarla iyonik bir bağ, bir tuz köprüsü oluşturarak absorbe edilir. Monosülfonik asit boyar maddeleri, di, tri ya da tetra-sülfonik asit boyarmaddelerinden daha fazla absorbe edilirler, çünkü lifteki boyar maddelerin bağlanabileceği bazik grup sayısı lif yapısı nedeniyle sınırlıdır. Bu nedenle yün liflerinde bağlanan boyar maddenin suda ki çözünürlüğü ise sülfonasyon derecesi arttıkça artar. Asit boyar maddelerin yün ve diğer lifleri daha düzgün boyaması için egaliz maddeleri kullanılabilir. Anyonik egaliz maddeleri lif içerisine önceden girerek boyar maddelerin bağlanacağı bazik gruplarla etkileşim kurar ve boyar maddenin alınmasını sınırlar. Hem pozitif hem de negatif yük içeren amfoter egaliz maddeleri ise bir taraftan lifte boyar maddelerin bağlanacağı bazik grupları bloke ederlerken aynı zamanda boya banyosundaki asit boyar maddesiyle kompleks oluşturarak da boyar maddenin lif tarafından çekilip alınması hızını yavaşlatırlar. Boya banyosunun sıcaklığı arttıkça boyar madde/amfoter egaliz maddesi kompleksleri parçalanarak lif içerisine difüze edebilecek boya moleküllerini serbest bırakırlar. Böylece boya banyosunun sıcaklığı arttıkça boyaların yün tarafından kademeli olarak yavaş yavaş absorbe edilmeleri sağlanmış olur. İsoiyonik bölgede (ph; 4-5) yündeki sistin (disülfür) kprü bağları komşu protein zincir moleküllerindeki yüklü karboksil ve amino grupları arasında oluşan tuz köprüleriyle kuvvetlendirilmektedirler. Bu yüne geçici bir sağlamlık verir ve boyalı kumaşın aşınma dayanımını iyileştirir. Lif sararması azalır ve boyamalarda daha parlak renkler elde edilir. Yün ile karıştırıldığında boyaların bağlanabileceği grup sayısının daha az olması nedeniyle asit boyalarının ipek ve poliamid liflerine bağlanması sınırlıdır. Asit boyaları naylon 6 ve naylon 6,6 lifleri gibi poliamid liflerinde uçtaki amin gruplarına bağlanırlar. Naylon 6 lifleri naylon 6,6 lifleriyle karşılaştırıldığında daha açık bir fizikokimyasal bir yapıya ve dolayısıyla da daha düşük camsı geçiş sıcaklığına sahiptir. Bu nedenle asit boyaları naylon 6 liflerinin içerisine daha kolay nüfuz nüfuz eder, fakat benzer bir boyanın naylon 6,6 liflerindeki yıkama haslıkları lifin daha kapalı yapısından dolayı genelde daha yüksek olur. Yalancı büküm tekstürize işlemleri, ipliklerin kontakt ısınmasından dolayı lif yapısını daha açık hale getirir ve lifin ısıtıcıyla teması halinde bulunan enine kesitinin bir kısmını modifiye ettiğinden yıkama haslıklarında hafif azalmalara neden olmaktadır. Naylon liflerinin uçtaki amin gruplarının sayısının değişiminden kaynaklanan kimyasal farklılıklar asit boyar maddeleriyle boyanabilirlikteki farklılıklara da neden olmaktadır ve bu sıkça karşılaşılan probleme Barre etkisi denilmektedir. Naylon liflerindeki sıcaklık ve/veya gerginlik farklılıklarından kaynaklanan fiziksel oynamalarda benzer şekilde dispers ya da 1:2 hazır metal kompleks dispers boyar maddelerinin alımında farklılıklara neden olabilir. Fiziksel oynamalar naylon 6,6 liflerini
312 120 C gibi yüksek sıcaklıklarda boyayarak ya da boyama süresini uzatarak minimize edilebilir. Yüksek sıcaklık boyama işlemleri daha iyi düzgünlük ve penetrasyon sağlamak için büyük moleküllü 1:2 metal komples asit boyar maddeleri ile boyamada kullanılmaktadır. Böylece yıkama haslığıda geliştirilmiş olur. Asit boyar maddelerinin naylon ve özellikle de naylon mikro liflerindeki yıkama haslıkları boyanın dispersiyonuna karşı elektrostatik (iyonik) bir itme kuvveti sağlama ve lif yüzeyindeki gözenek yapısını bloklayarak dispersiyona karşı fiziksel bir bariyer oluşturma şeklinde etki gösteren bir sülfolanmış sentetik tanenleme maddesiyle tanenleme art işlemi uygulanarak geliştirilebilir. Ancak tanenleme işlemi yüksek sıcaklık veya buharlama işlemleri sırasında parçalanmakta ve boyalı kumaşlarda sararmaya renkte de donuklaşmaya neden olmaktadır. 2) Mordan boyalar; Krom boyaları, ticari öneme sahip olan tek mordan boya tipidir. Bu boyalar yün veya kısmen poliamid liflerinin çektirme yöntemiyle yaş veya ışık haslıkları yüksek olan donuk nüanslardaki koyu boyamaları için kullanılmaktadırlar. Lifler genel olarak lifin önce krom boyasıyla (asit boyasına benzer) boyandığı ve ardından da boyalı lifin potasyum veya sodyumbikromat içeren ikinci bir banyoda ph: 3,5 ta işlem gördüğü, sonradan kromlama yöntemiyle boyanır. Bikromat iyonlarının absorpsiyonu lif içerisinde 1:1 v/veya 1:2 krom metal kompleks boyasının oluşumunu sağlarki özellikle kromlamadaki ph kontrolü değişkense bu oluşum boyamaların partiden partiye aynen tekrar edilebilirliğinde problemlere neden olabilir. Düşük miktarlarda krom kullanılan boyama yöntemleriyle kromun lif üzerine çektirilmesi artırılarak atık sudaki boyamadan ileri gelen çevresel kirlenme azaltılabilir. Sonradan kromlama metodunun en önemli dezavantajı nüans oluşturmada çeşitli zorluklar meydana getiren kromlama adımına kadar nihai rengin geliştirilmesidir. Amonyak ile yapılan bir ard işlem, boyamaların yıkama haslıklarını geliştirmektedir. 3) Bazik boyalar; Bazik boyalar, standart akrilik, modakrilik, bazik boyanabilen poliester ve bazik boyanabilen naylon liflerine karşı substantifliği olan katyonik boyalar olarak tanımlanırlar. Bazik boyalar protein lifleri ve sekonder asetat lifleri gibi diğer lifleride boyayabilirler, fakat bu boyaların hidrofil lifler üzerindeki ışık haslıkları genel olarak çok düşükütür. Bazik boyaların en önemli uygulama alanları oldukça yüksek parlaklık ve floresansa sahip canlı renklerin elde edilebildiği akrilik ve modakrilik liflerdir. Akrilik liflerde lifteki sülfonik asit grupları ile bazik boya arasındaki iyonik çekim kuvvetidir ve yüksek yıkama haslıkları sağlar. Akrilik liflerin oldukça sıkı fizikokimyasal yapısı ve kuvvetli boya-lif bağı, boyanın aplikasyonu sırasında migrasyon ve düzgünleşme özelliğinin zayıf olmasına neden olur, fakat aynı zamanda çok iyi ışık haslıkları sağlar. Akrilik lifler poliakrilonitril ile birlikte kullanılan ve lifin camsı geçiş sıcaklığını modifiye eden farklı miktardaki ve farklı yapılardaki komonomerlerden dolayı çok farklı boyanma özelliklerine sahiptirler. Camsı geçiş sıcaklığı akrilik lifin üretim kaynağına göre C arasında değişmektedir. Akrilik ve modakrilik liflerde katyonik retarderler boyanma düzgünlüğünün artırılması için kullanılmaktadırlar. Kombinasyon boyamalarda kullanılacak boyar maddenin kombinasyon tanımlama sayısının (CV) aynı olması da önemlidir. Kombinasyon sayısı 5 (yavaş difünde olan) ten 1 (hızlı difünde olan) e kadar değişen sayıdır. Bobin boyamalar için kombinasyon tanımlama sayısı 3 olan boyar maddeler önerilmektedir. Akrilik liflerde camsı geçiş sıcaklığındaki dar bir aralığın üzerine çıkınca boyanın bağlanabileceği asidik gruplara çok daha kolay ulaşılabilmektedir. Bu yüzden boyamanın başlangıcında lif üzerindeki boyanın bağlanabileceği bölgelere absorbe olarak bu bölgeleri bloke eden katyonik retarderler kullanılsa bile boyama sırasında katyonik retarderlerin yavaşça desorbe olması ve bazik boyanın lifte boş kalan bölgelere düzgün bir şekilde absorbe olabilmesi için boya banyosu sıcaklık aralığında yavaş yavaş artırılmalıdır. Akrilik liflerin boyanması için aynı zamanda kontinü emdirme-buharlamayıkama ve kurutma yöntemleri de kullanılabilir. Alınan bazik boya miktarı lifte boyanın boyanabileceği asidik grup sayısı ile sınırlıdır. Bazik boyaların akrilik lifler üzerindeki renk haslıkları modakrilik lifler üzerindeki benzer boyamalarınkine nazaran daha yüksektir. Bazı modakrilik lifler boyama sırasında matlaşma eğilimindedir ve tekrar parlaklık kazandırmak
313 için yüksek elektrolit konsantrasyonunda (örneğin, g/litre sodyum klorürü) 30 dakika kaynatma veya doymuş buhar ya da ısı ile işlem gerekebilir. 4) Azoik (inkişaf) boyalar; Azoik renklendirme maddeleri liflerin (genellikle selüloz lifleri) içerisinde su da çözülmeyen renkli bir azo bileşiği oluşturmak üzere genelde naftol ya da naftolat (azoik kenetlenme bileşiği) gibi aromatik hidroksil içeren bir bileşiğin adsorpsiyonu ve ardından bir stabilize olmuş diazonyum bileşiğinin kenetlenmesiyle oluşturulmaktadır. Aplikasyon yöntemi dikkatle gerçekleştirilmelidir ve nihai renk ancak yıkama ve sürtme haslıklarının düşmesine neden olabilecek azoik boya artıklarının lif yüzeyinden uzaklaştırılması için yapılan sabunlama işleminden sonra elde edilir. Bunlar kırmızı ve siyah renklerin üretimi için ekonomik olmalarına rağmen bugün renk paleti dahada sınırlanmıştır. Zira kanserojen etki göstermelerinden dolayı belirli aromatik aminlerin bulunduğu bazı diazo bileşiklerinin kullanımları yasaklanmıştır. Aynı zamanda karmaşık iki banyolu işlem prosedürü nedeniyle pratikte renk tutturmada sorunlar ortaya çıkabilmektedir. 5) Direkt boyalar; Direkt boyalar mordan kullanmadan pamuğu direkt olarak boyayan ilk sentetik boya sınıfıdır. Direkt boyalar sülfolanmış bisazo, triazo veya poliazo yapısındadırlar ve elektrolit içeren sulu banyoda uygulandıklarında selüloz liflerine karşı sübstantiflikleri olan anyonik boyalardır. Aynı zamanda stilben, bakır kompleks azo, oksazin, thiazol ve ftalosiyanin yapılı direkt boyalarda kullanılmaktadır. Elde edilen renk, asit ve bazik boyalarla elde edilen renkten daha az parlaktır ve parlaklık boya molekülünün yapısı kompleksleştikçe azalmaktadır. Ftalosiyanin boyaları iyi ışık haslıklarına sahip çok parlak mavi ve turkuaz-mavi renklerinin elde edilmesi için kullanılmaktadır. Bakır kompleks azo boyalarıda iyi ışık haslıklarına sahip olmakla beraber bunların renkleri oldukça donuktur. Selüloz lifinin yüzeyindeki negatif yüklenmenin üstesinden gelebilmek için boya banyosuna genellikle sodyum sülfat olmak üzere bir elektrolit ilave edilir. Aksi halde yüzeydeki negatif yüklenme direkt boya anyonlarının lif yüzeyine yaklaşmasını engeller. Elektrolitten gelen sodyum katyonları lif yüzeyindeki negatif yüklenmeyi nötralize eder ve boya anyonlarının absorplanmasını ve lif içerisinde kalmasını kolaylaştırır. Elektrostatik çekim kuvvetleri hidrojen bağları ve apolar Van Der Waals kuvvetleri direkt boyanın özelliğine ve lifin yapısına bağlı olarak etkili olabilirler. Direkt boyalar normalde selüloz zincir moleküllerine çoklu noktalardan bağlanabilecek lineer ve düzlemsel moleküllerdir, fakat boyanmış lif suya batırıldığında boya ve lif arasındaki çekim kuvvetleri oldukça zayıftır. Bu yüzden yıkama haslıkları orta-zayıf arasındadır, fakat moleküler yapıya bağlı olarak ışık haslığı mükemmel-zayıf arasında değişebilir. Yıkama haslıkları boyanmış life bakırlama yapılarak (örneğin bakır sülfat ile metal-kompleks direkt boyası oluşturarak) veya diazolama ve inkişaf şeklinde uygulanan bir ard işlemi ile geliştirilebilir. Her iki yaklaşımda (bakır sülfat ile işleme veya diazolama) büyük nüans değişikliklerine neden olur ve boya banyosundan gelen atık sudaki bakır, çevresel nedenlerden dolayı istenilmez. Modern ard işlemlerde kuvvetli kovalent bağlar oluşturmak üzere selülozun hidroksil gruplarıyla reaksiyona girecek ve/veya metal kompleks oluşturacak ya da anyonik boya ile kolaylıkla kompleks oluşturabilecek katyonik fiksatörler kullanılmaktadır. Yıkama haslığındaki iyileşmenin yanında ışık haslığında bir miktar azalma meydana gelebilmektedir. Direkt boyaların bütün selüloz liflerinin boyanmasında kullanılabilmektedir. Selüloz liflerinin direkt boyalarla boyanması için kontinü emdirmebuharlama-yıkama ve kurutma yöntemleri de kullanılabilir. Direkt boyalarla ağartılmış pamuk lifleri ile kıyaslandığında viskon, lyocell ve yüksek yaş modül liflerinde ve merserize pamuk liflerinde daha koyu renkler elde edilmektedir ve bu liflerin karışımlarıyla çalışılırken düzgün ve aynı tonda boyamalar elde etmek için daha dikkatli bir boya seçimi gerekmektedir. 6) Reaktif boyalar; Reaktif boyalar, (bazen lif-reaktif boyaları da denir), selüloz liflerinin boyanmasında kullanılan çok önemli bir sınıftır ve aynı zamanda yün ve ipek gibi protein liflerinin boyanmasında da kullanılmaktadır. Oldukça pahalı olmalarına rağmen çok iyi
314 yıkama haslığa sahip parlak ve geniş bir renk paletleri vardır. Yıkama haslıklarının yüksek olmasının nedeni alkali koşullar altında gerçekleşen fiksaj sırasında boya ile lif arasında kuvvetli kovalent bağların oluşmasıdır. Reaktif boyalar substitüsyon (örneğin, monoklortriazin ve diklortriazin boyaları) veya adisyon (örneğin, vinilsülfon boyaları) reaksiyonları ile tepkimeye girerler. Reaktif boyalar su ve alkali ile reaksiyona girerek hidrolize olmaktadırlar ve boyama sırasında hidrolize olmuş reaktif boya lif tarafından absorplanmaktadır. Bunun nedeni hidrolize olmuş reaktif boyanın direkt boyar madde gibi davranmasıdır, ancak bu şekildeki boya life kovalent bağlarla bağlanmış reaktif boyaya nazaran daha düşük yıkama haslığına sahiptir. Bu nedenle hidrolize olmuş reaktif boyanın (hidrolizat) uzaklaştırılması için boyama işleminden sonra çok iyi bir yıkama prosedürü uygulanmalıdır. Boyadan veya baskıdan sonra selüloz lifinde kalan hidrolizat konsantrasyonu 0,1g/m2 den daha az olduğunda en iyi yıkama haslıkları elde edilir. Genelde reaktif boyalar granül halde üretilmektedir, ancak vinilsülfon boyaları, kontinü boya ve baskı için daha kullanışlı olan sıvı formda da üretilmektedir. Reaktif boyalar sülfo grubu içermeleri nedeniyle yüksek derecede çözünürlüğe sahiptirler ve lifler tarafından banyodan çekilip alınmaları elektrolit kullanımı ile artmaktadır. 7) Kükürt boyaları; Kükürt boyaları kimyasal açıdan kompleks bir yapıya sahiptirler ve çeşitli aromatik diaminler, nitrofenoller gibi maddelerin kükürt ve sodyum sülfür ile ısıtılması yoluyla elde edilmektedirler. Kükürt boyaları selüloz liflerine karşı sübstantifliği olmayan pigmentler şeklinde üretilmektedirler. Alkali koşullarda bir indirgen madde (örneğin, sodyum sülfür veya sodyum hidrojen sülfür) varlığında yapılan indirgeme sonucu selüloz lifine karşı afinitesi olan ve alkali ortamda çözünebilir indirgenmiş (loyko) forma dönüşürler. Boyamadan sonra yapılan sabunlama işlemi yüksek yıkama ve sürtme haslıklarının elde edilebilmesi açısından önem taşımaktadır. En fazla kullanılan boyalar, kükürt siyahı ve laciverdi olup kükürt boyalarının renk paleti orta derecede yıkama ve ışık haslığına sahip donuk renklerle sınırlıdır. 8) Küp boyaları; Suda çöznmez yapıda olan küp boyaları, konjuge çift bağlı sisteme bağlı iki veya daha fazla keto grubu (>C=O) içermektedirler. Bu gruplar küpleme adı verilen işlemle alkali ortamda indirgenerek su da çözünen enolik loyko bileşiklerine (>C-O-) dönüştürülür. Küp boyaları ile boyama üç adımda oluşur; ilk adım, boyanın alkali ortamda indirgenmesi ve su da çözülür hale getirilmesidir (genelde bu işlem için sodyum hidroksit veya sodyum ditiyonit kullanılmaktadır), ikinci adım, substansif loyko bileşiğinin elektrolit ve diğer yardımcı maddeler (örneğin; sodyum sülfat, ıslatıcı, dispersör ve egaliz maddeleri) ilavesiyle lif tarafından düzgün bir şekilde absorbe edilmesidir. Bunları izleyen üçüncü ve son adımda ise lif içinde bulunan loyko şeklindeki küp boyanın hava veya hidrojen peroksit oksidasyonu ile tekrar ilk şekline dönüşmesi sağlanır. Daha sonra boyanmış lif yüzeye tutulu boya kısmının uzaklaştırılması ve boya moleküllerinin lif içinde agregat oluşturarak büyümesiyle oluşan nihai rengin elde edilmesi amacıyla (yüksek sıcaklıkta sabun veya özel bir deterjanla) sabunlanır. Küp boyaları, indantron, flavantron, pyrantron, dibenzantron, asilaminoantrakinon, karbazol, azoantrakinon, indigo ve thioindigo esaslı yapılardır. Boyamalar çektirme ve kontinü emdirme-buharlama-yıkama ve kurutma yöntemleriyle yapılabilir ve indirgen madde olarak sodyum ditiyonitin dışında formaldehitsülfoksilat veya hidroksiaseton kullanılabilir. Küp boyalar oldukça pahalı boyalardır, ancak selüloz liflerinde yüksek yıkama ve ışık haslıkları sağlamaktadır. İndirgenmemiş (pigment) haldeki bazı küp boyaları dispers boya gibi davranırlar ve bu nedenle poliester ve poliester/selüloz karışımlarının açık-orta tonlarda boyanmasında kullanılabilirler. 9) Dispers boyalar; Dsipers boyalar, bazı hidrofob liflere (örneğin, sekonder selüloz asetat lifleri) karşı sübstantifliğe sahip esas itibariyle suda çözlmeyen boyalardır ve genellikle bunların sulu dispersiyonları ile boyama yapılmaktadır. Yapılarında kulanılan başlıca kimyasal sınıflar; aminoazobenzen, antrakinon, nitrodifenil amin, stiril (methin), kinoftalon ve benzodifuranon şeklinde sıralanabilir. Dispers boyaları, ince dispersiyonlar oluşturmak üzere dispergatörlerle (örneğin; sodyumdinaftilmetansülfonatların polimerik formları)
315 karıştırılarak öğütülürler ve ince dispersiyon (0,5-2 mμ), granül, toz ya da sıvı olarak piyasaya sunulur. Dispers boyalar normal poliester, sekonder selüloz asetat, naylon vb. gibi hidrofob liflere apolar çekim kuvvetleriyle bağlanan noniyonik boyalardır. Boya banyosundaki dispers boya partiküllerinin bir kısmı dissosiye olarak hidrofob liflerin içerisine düfüze olabilecek kadar küçük tek boya molekülleri oluşturmaktadır. Dispers boyaların suda ki çözünürlükleri düşüktür., fakat boya banyosunun sıcaklığı arttıkça life difüze olabilecek çözülmüş boya konsantrasyonu ve buna paralel olarak boyama hızı artmaktadır. Boyaların öğütülmeleri sırasında disperse edici ajanların kullanımı öemlidir, çünkü bunlar boya partiküllerinin büyüklüğününü azaltımasına yardımcı olurlar ve boyanın toz ve sıvı halde hazırlanmasını sağlarlar. Bunun yanı sıra boya banyosu hazırlanırken boyanın toz halden dispersiyon haline dönüşümünü kolaylaştırırlar ve boyama sırasında boya partiküllerinin ince dispersiyonlar halinde tutulmasını sağlarlar. Bu durum toz haldeki boya partiküllerinin aglomerizasyonunu ve boya banyosunda agregat oluşumunu önlemektedir. Boyaların boya banyosundaki çöznürlükleri egaliz maddesi ve taşıyıcı kullanımıyla arttırılır.
316 HAŞIL SÖKME; Dokuma kumaşların çözgü iplikleri, genellikle birlikte daha kohezif bir yapı oluşturan adhezif liflerin sağlanması için film oluşturan polimerlerle haşıllanmaktadır. Haşıllama, iplik mukavemetini artırıp, iplik tüylülüğünü azaltarak ştapel lifli çözgü ipliklerine kayganlık kazandırarak dokuma sırasında çözgü ipliklerinde meydana gelebilecek kopuşları en aza indirmek amacıyla yapılmaktadır. Sentetik kontinü filament iplikler ile yapılan dokumalarda haşıl, hem filamentlerin kopmasını önlemek üzere filamentleri birbirine yapıştırmakta hemde yüksek hızlardaki dokuma sırasında ipliklerde meydana gelebilecek elektrostatik yüklenmeyi azaltmak amacıyla ipliklerde lubrikasyon ve antistatik etki sağlamaktadır. Örme kumaşların üretimi için kullanılacak iplikler haşıllanmazlar ve bu yüzden örme kumaşlara haşıl sökme işleminin uygulanmasına da gerek yoktur. Mumlar, yumuşatıcılar ve lubrikantlar gibi hidrofob yapıda olabilen diğer haşıl komponentleriyle birlikte bütün haşıl maddeleri bir haşıl sökme işlemiyle uzaklaştırılırlar. Suda çözünen sentetik haşıl maddeleri (örneğin; akrilatlar, polivinil alkoller) yıkama ile kolaylıkla uzaklaştırılabilirler. Doğal haşıl maddeleri (örneğin; nişasta, modifiye nişasta vb.) ise oksidasyon, hidroliz vb. gibi kimyasal parçalama işlemleri uygulanması gerekmektedir. Eğer uygun ise daha kısa işlem akışı elde etmek amacıyla haşıl sökme işlemi kaynatma ya da kaynatma ve ağartma işlemleriyle kombine edilebilmektedir. Haşıl sökme işlemlerinden sonra bütün haşıl ya da parçalanmış haşıl maddesi kalıntıları iyi bir yıkamayla uzaklaştırılırlar. Etkili mekanik kuvvetlerle yapılan bir ön kurutmadan sonra buharla ısıtılmış silindirli kurutucularda (barabanlarda) veya ramözlerde (gergefli kurutucularda) ısı enerjisiyle kurutma yapılır. YAKMA; Dokuma beya örme kumaşların çoğu için kumaş yüzeyinin, yüzeyden çıkan lif uçlarını uzaklaştırmak amacıyla açık en kumaşı gaz alevinden veya kızılötesi bölgesinden geçirerek yakılması gerekebilmektedir. Bu işlem temiz bir kumaş yüzeyinin ve daha düzgün bir renklendirme sonucunun elde edilmesine olanak sağlamaktadır. Çünkü tüylü kumaş yüzeyi boya ve baskı sonrası daha açık renkli donuk bir yüzey görüntüsü oluşturabilmektir. Yakma işlemi haşıl sökme gibi daha sonraki yaş işlem adımlarıyla da entegre edilebilmektedir. KAYNATMA (BAZİK İŞLEM, HİDROFİLLEŞTİRME); Kaynatma, pamuk, keten vb. gibi doğal selüloz lifleri ve bunların diğer lifleri karışımları için önemli bir işlemdir. Çünkü daha sonraki bütün boya, baskı, bitim, kaplama, laminasyon işlemlerinde yeterli bir ıslanma sağlamak için bütün hidrofob mumumsu partiküller etkili bir şekilde uzaklaştırılır. Kaynatma sıcak alkali çözeltileriyle (örneğin, sodyum hidroksit) yapılan bir işlemdir ve bu işlemin ardından kaynar yıkama yapılmaktadır. Kaynatma yün ve sentetik liflerden yağsı maddelerin uzaklaştırlması içinde önemli bir işlemdir. AĞARTMA; Eğer açık ya da parlak renkler elde etmek isteniyor ise lifler üniform bir beyazlığa sahip olmalıdır ve bu nedenle tatmin edici düzeyde dayanıklı bir beyazlık elde edebilmek için pamuk, yün ipek ve keten gibi doğal lifler kimyasal olarak ağartılmalıdır. Perasetik asit, soğuk bazik sodyumhipoklorit ya da asidik sodyumklorit ağartması gibi diğer oksidasyon maddeleriyle de ağartma yapılabilmekle birlikle genelde kontrollü alkali koşullarda yapılan hidrojenperoksit ağartması kullanılmaktadır. Hidrojenperoksit ağartması için emdirmebuharlama-yıkama, emdirme-soğutma bekletme-yıkama ya da çektirme yöntemleri uygulanabilmektedir. Bunun yanı sıra klor esaslı ağartma maddeleri zayıf ağartma etkisi vermektedir ve lifteki klor artıklarını uzaklaştırmak için bir indirgen maddeyle (örneğin, sodyum sülfit) yapılacak anti-klorlama ve ardındanda (kumaş üzerindeki kokunun uzaklaştırılması için) yıkama işlemi gerekmektedir. Klor esaslı ağartmadan kalan ya da
317 boyanmada kullanılan sudan ileri gelen klor, pamuğun reaktif boyarmaddelerle boyanması sırasında nüans değişikliklerine nden olmaktadır. Optik beyazlatıcı; Eğer yüksek beyazlık dereceleri isteniyor ise hem doğal hemde rejenere selüloz lifleri kimyasal olarak ağartılmalı ve optik beyazlatıcı maddelerle işlem görmelidir. Optik beyazlatıcılar, diaminostilben türevleri, triazoller, aminokoumarinler vb. gibi organik esaslı bileşiklerdir ve lif tarafından absorbe edilmektedirler. Optik beyazlatıcılar gün ışığındaki ultraviyole ışınları absorbe edip tekrar mavi-mor görünür bölgede yansıtan organik bileşiklerdir. Absorpsiyon ve tekrar yansıtma sırasında bir kısım enerji kaybolur ve dolayısıyla yansıyan ışığın dalga boyu daha uzun dalga boylarına kaymış olur. Böylece kimyasal ağartma işlemiyle elde edilen beyazlığa parlaklık katılmaktadır. Alternatif olarak ultramarin gibi mavi çivit de kullanılabilmektedir. Merserizasyon; Merserizasyon, pamuklu ipliklere ve daha yaygın olarak da pamuklu kumaşlara uygulanan bir lif şişmesi/yapısal relakzasyonu işlemidir. Çile ya da çözgü ipliklerinin merserizasyonu, merserizasyon sırasındaki iplik gerginlik farklılıklarından dolayı boyanabilirlik farklılıkları yaratmaktadır. % arasındaki sud kostik çözeltisi ile yapılan merserizasyon sırasında hem olgun hem de olgun olmayan pamuk lifleri şişmekte ve ikincil çeperin kalınlığı artmaktadır. Bu sırada lifin yüzey görünümü daha da düzgünleşmekte ve merserizasyondan sonra renk koyuluğunda gözle görünür bir artış meydana gelmektedir. Bu artış bazı reaktif boyalarla açık tonlarda (kumaş ağırlığının % 1-2 si kadar boya ile) % 30, koyu tonlarda ise % e varan bir maliyet tasarrufu sağlamaktadır. Ancak ölü (ikinci çeperi çok az ya da hiç olmayan) pamuk liflerinde merserizasyondan sonra boya alımı yönünde herhangi bir iyileşme meydana gelmemektedir. Dokuma kumaşların merserizasyonu, gererekten zincirli ya da zincirsiz merserizasyon makinelerinde yapılırken tüp merserizasyon makineleri daha ziyade atkı örmeciliğine göre örülmüş kumaşların merserizasyonunda kullanılmaktadır. Merserizasyon işlemi lif ve kumaş özelliklerinde bir dizi değişikliğe neden olmaktadır; a) Daha yuvarlak lif eni kesiti, b) Parlaklık artışı, c) Tekstil ürünleri için asıl önemli olan faktör olan koma mukavemetinde artış, d) Olgunlaşmamış pamuk liflerinin de boyanabilmesi (daha düzgün bir görünüm), e) lifin higroskopik nem değerinde artış, f) Su absorpsiyonunun artması, g) Geliştirilmiş boyut stabilitesidir. Merserizasyondan sonra, ham pamuk liflerinin selüloz I kristal yapısı selüloz II kristal yapısına dönüşmektedirki bu kurutma sonrasında stabil olan lif formudur. Merserize pamuğun sorpsiyon kapasitesi, kumaşa elastikiyet kazandırmak için yapılan gerilimsiz merserizasyon (kostikleme) sonrası daha fazla artmaktadır. Özellikle 80 C ın üzerindeki sıcaklıklarda yapılan kurutmalarda sıcaklığın artışı sorpsiyon kapasitesinde azalmaya neden olmaktadır. Susuz sıvı amonyak muamelesi; Sıvı amonyak ile muamele, normal merserizasyon işlemi kadar yaygın bir yöntem değildir ve daha çok Japonyada uygulanmaktadır. Bu işlemde kumaş -38 C de kapalı bir makinede susuz sıvı amonyak ile emdirilir ve ardından şişme/relakzasyon gerçekleştirilir. Daha sonra termal kurutma ve buharlama ile amonyak uzaklaştırılır ve son amonyak kalıntıları buharlayıcıda uzaklaştırılrken selüloz I kristal yapısı lifin strüktürel çökme durumuna bağlı olarak ya tekrar selüloz I e ya da selüloz III a dönüşür. Boyama sonrası elde edilen koyuluk artışlarının merserizasyonla elde edilenden oldukça daha düşük olmasına rağmen amonyakkurutma-buharlama projesi, pamuklu kumaşlara merserizasyonla elde edilenden daha iyi özellikler kazandırmak amacıyla kullanılabilmektedir. Susuz sıvı amonyak ve amonyağın geri kazanma tesislerinin yatırım maliyetinin yüksek olması ve çevresel faktörler bu tekniğin gelişimini sınırlamaktadır.
318 TERMOFİKSAJ (ISIL FİKSAJ); Sentetik termoplastik liflerin, ipliklerin ya da kumaşların daha sonra maruz kalacakları sıcak yaş işlemler sırasında yeterli bir boyut stabilitesi gösterebilmeleri için bu lifler ısı, buhar ya da su ile fiksaj işlemlerine tabi tutulmaktadır. Kumaşlara boyama öncesi bir ön fiksaj veya boyama sonrası ard fiksaj uygulananbilmektedir. Sıcak suda yapılan hidrofiksaj işlemi nadiren uygulanmakta olup, yalancı bükümlü tekstüre iplikler, otoklavlarda buharla fiske edikebilmektedirler. Otoklavda çifteli vakum-buhar uygulaması havanın yeterince uzaklaştırılmasını ve böylece işlem sırasında düzgün bir sıcaklık dağılımını sağlamaktadır. Buhar ile fiksaj, ramözde sıcak hava ile yapılan fiksaj işlemi sırasında lif yüzeyindeki oksidasyon sonucu meydana gelen kumaş sararmalarını önlemekte ve ayrıca kumaşların tutumunun daha yumuşak olmasını da sağlamaktadır. Modern ramözlerde yapılan tek pasajlı fiksaj işlemlerinde kumaş ilk bölmelerde kurutulup daha sonraki bölmelerde ise fiske edeilmektedir. Elde edilen kumaş özelliklerinde tutarlıklık sağlanabilmesi için işlem süresi ve sıcaklığının dikkatle gözlenip kontrol edilmesi gerekmektedir. Termofiksaj sırasında lifin amorf bölgelerindeki zincir moleküllerinin hareketleri genel olarak lif içerisindeki yapısal relakzasyonu artırmaktadır. Soğutma sırasında ise sıcaklık lifin camsı geçiş sıcaklığının (Tg) altına düşürülmekte ve böylece yeniden oluşan lif yapısı stabil bir hal almaktadır. Termofiksaj sırasındaki yüksek sıcaklıklarda polimer zincir molekülleri titreştikleri ve yeni bir denge oluşturdukları için daha sonra daha düşük sıcaklıklarda yapılan ısıl işlemler lifin relakzasyonuna ve çekmesine neden olmamakta yani kumaşın boyut stabilitesi yüksek olmaktadır. Kumaşa boyama öncesi uygulananbir önfiksaj, lif içerisindeki polimer zincir moleküllerinin yerleşimini ve bunun sonucu olarak da boyama sırasındaki boya alınma hızını değiştirmektedir. Termofiksaj sırasında işlem şartlarındaki oynamalar (örneğin, sıcaklık, süre ve germe farklılıkları), boya alma kabiliyetindeki farklılıkların artışına neden olmaktadır ki bu farklılıklar ancak boyama sonrası görülebilmektedir. Boyama sonrası yapılan termofiksaj işlemleri ise dispers boya gibi boyaların lif yüzeyine difüzyonu, süblimasyonu, termomigrasyonu ve yandaş kumaşları kirletmesi problemlerine neden olabilmektedir. Bu etkilerin tümü renk değişikliklerine yol açabildikleri gibi poliester lifleri içeren tekstil ürünlerinin yıkama ve sürtme haslıklarında belirgin bir düşüşe de neden olmaktadır. RENK ÖLÇÜMÜ; Spektrofotometre kullanılarak rengin tutturulması, rengin görsel olarak tutturulmasına nazaran daha objektif bir yöntemdir. Çünkü enstrümental renk ölçümü, rengin reflektans verilerine dayanarak tanımlanmasını sağlamaktadır ve ardından tutturulan renk ile standart rengin reflektans verileri karşılaştırılarak renk farklılığı ( E) sayısal olarak hesaplanabilmektedir. Renk farklılığının görsel ve enstrümental olarak değerlendirilebilmesi arasında uyum sağlanabilmesi için, renk tolerans sistemleri kullanılmaktadır. Bu amaçla renk üzerindeki kararı çabuklaştırmak ve kolaylaştırmak için kabul edilebilir renk farklılıkları limitleri önceden belirlenmelidir. Renk kabul edilebilirlik limitleri algılanan renk farklılığının renk tanımlayıcısı tarafından kabul edilemeyeceği nümerik değerlerdir, yani tek rakamlı renk kabul sistemleridir. Enstrümental renk tasnifi sistemleri, doktaki kumaşların aynı renk tonlarına göre ayrılmasında yaygın olarak kullanılmaktadır. Bu gün kullanımda olan spektrofotometreler dizaynlarına göre farklı reflektans ölçüm değerleri verebilmektedirler. Çeşitli spektrofotometrelerin ölçme geometrisi, dalga skalası, bant aralığı ya da ışık kaynağı birbirinden farklı olabilir. Gelen ışık doğrusu/yansıma (görme) doğrusu için kullanılan en yaygın iki ölçme geometrisi D/8 ve D/45 dir. Eğer tam olarak aynı dağılım ölçülemez ise bu iki ölçme geometrisi tarafından okunan değerler uyumlu olmaz. Işıklandırma ya tungusten filamanlı halojen lamba veya flaş patlamalı ksenon lamba ile sağlanır. Tungusten filamanlı lamba, flaş patlamalı ksenon lambadan farklı olarak önemli bir ultraviyole emisyonuna sahip değildir. Bu nedenle optik beyazlatıcı maddeler ya da bazı floresan özellikteki materyaller içeren örneklerin ölçümünün, ışık kaynağının ultraviyole komponent içerip içermemesinden etkilendiği göz önünde bulundurulmalıdır. Spektrofotometreler tek ışınlı, çift ışınlı veya dual ışınlı optikleri kullanmaktadırlar. Flaş patlamalı ksenon lambalarındaki oynamaları kompanse
319 edebilmek için halen daha yaygın olarak dual ışınlı optikler kullanılmaktadır. Optik düzenekler numune görünütüsünün çevresindeki ışığı toplayarak spektrofotometrenin ağzındaki merceğe odaklanmaktadırlar veya alternatif olarak ışık, açıların dar bir bölgesi boyunca toplanarak sonsuzda görüntülenmektedir. Bu son belirtilen metodun, numunenin yüzey düzgünlüklerinde daha büyük bir alan derinliği ve yoğunluk sağladığı iddia edilmektedir. Günümüzde kullanılan spektrofotometreler, nm lik bölgede 20 nm lik aralıklarla 16 veri noktasını, nm lik bölgede 10 nm lik aralıklarla 31 veri noktasını ya da nm lik bölgede 10 nm lik aralıklarla 40 veri noktasını değerlendirmektedirler. Buna ilaveten bant aralığı 20 nm veya 10 nm ya da daha az olabilir. Sonuçta bir formattan elde edilen ölçümleri diğer formata çevirmek zordur. Çevrimin mümkün olmasına rağmen aynı örneğin iki farklı bant aralığında ölçülen renk farlılığı, 2 CIELAB birimi kadar olabilir. Ayrıca renk ölçümü için büyük mercek kullanılmalıdır, çünkü bu daha iyi tekrar edilebilir ölçüm sonuçları sağlamaktadır. Boyalı tekstillerin renk ölçümü kondisyonlanmış örneklerle gerçekleştirimelidir, çünkü renk, sıcaklık ve nem içeriğinin değişiminden etkilenebilir ve kabul/red toleranslarını değiştirebilir. Açık renkli elyafın renk ölçümü genellikle dokuma kumaşlarda yapılan renk ölçümlerine nazaran daha fazla oynama göstermektedir, bu nedenle tekrar edilebilirliği artırmak için çoklu ölçümlerin yapılması önerilmektedir. LABORATUVARDA RENGİN TUTTURULMASI; Modern boya bölümlerinde (mutfaklarında), boyarmaddeler ve kimyasallar belirli kalite standartlarında satın alınmaktadır. Boya mutfaklarının çoğunda laboratuvar çalışmaları için kullanılacak boyarmaddeler totomatik dozaj ünitesinde stok çözeltiler halinde çözülür ya da dispersiyon haline getirilirler. Renk uzmanı laboratuvarda elle tutulabilir örneğin spektrofotometrede ölçülen refleksiyon eğrisini veya direk olarak laboratuvara gelen reflektans verilerini kullanabilir. Daha sonra boyahanede boyanacak malzeme için kullanılan boyarmaddelere ait uygun verileri tabanı kullanılarak bilgisayarda renk tahminleri yapılır. Eğer boyanacak materyal orjinalden farklı bir bayanabilirliğe sahip ise veri tabanını oluşturma üzere reçete ayarlaması yapılmalıdır. Ardından laboratuvardaki kolorist, bilgisayarın renk tutumu tahminlerinden, reçete maliyeti, boyama sırasında beklenen teknik performans, haslık değerleri, metameri ve tahminlenen rengin tutturulacak renge yakınlığı gibi faktörleri de göz önünüe alarak en uygun olan reçete seçilir. Uygun boyama reçetesi, manuel olarak laboratuvar dozaj ünitesinde hyazırlanır ve ph, kimyasal ve yardımcı maddeler, flotte oranı ve sıcaklıkzaman ilişkisi vb. gibi boyama koşulları bakımından işletmede yapılacak boyamanın koşullarına benzer koşullarda, otomatik laboratuvar boyama makinesinde örnek boyama yapılır. Laboratuvar boyamasına da, işletme boyamasının ardından uygulanan aynı durulama ve ard işlemler uygulanır. Kurutulup kondisyonlanan örneklerin spektrofotometrede renk ölçümü yapılır. Eğer elde edilen renk tanımlanan renge ticari olarak uygun ise büyük ölçekli boyama yapılır. Eğer renk materyaldeki boyanabilirlik farklılıkları ya da benzer sebeplerle ticari renk toleransları sınırları dışındaysa düzeltilmiş yeni bir reçete hazırlanarak tanımlanan renge ticari olarak uygun bir renk elde etmek için aynı işlemler tekrar edilir ve ardından da büyük ölçekli boyamaya başlanır. Boyarmaddelerin renk kuvveti ve materyalin boyanabilirliği sıkı bir kontrol altında tutulabiliyor ise birçok durumda laboratuvarda bilgisayarla hesaplanan reçetenini direkt olarak büyük ölçekli boyamada kullanılması anlamına gelen kör-boyama işleminin uygulanması da mümkün olmaktadır. Bu şekildeki bir çalışma zamandan tasarruf sağlar, boyahane maliyetini düşürür, aynı zamanda quick-response bir üretim ve müşteriye hızlı sevkiyat olanağı getirir. Aynı rengin tekrar boyanmasının istenildiği durumlarda veri tabanını iyileştirmek için işletmede yapılan büyük ölçekli boyamanın reflektans verilerinde spektrofotometre bilgisayarına girilmesinde fayda vardır. Böylece ilk seferinde doğru, her seferinde doğru ve tam zamanında boyamalar boya kimyagerinin amacıdır. Çünkü bu işlem müşteri isteklerine çabuk cevap vermeyi sağlayarak boyama maliyetlerini en düşük yapan sistemdir.
320 Eğer boyama sonunda renk tutmaz ise ve orijinal reçete boyama süresinin uzamasına neden olacak nüanslamalar gerektirirse boyayıcı önemli bir maddi zarara uğramaktadır. Eğer renk çok koyu ise ve rengin önce sökülmesi sonra tekrar boyanması gerekiyor ise bu durum maliyetleri dahada artırır ve boyanmış materyalin kalitesini fiziksel özelliklerini ve yüzey görünümünü bozar. Genelde boya banyosunda sıcak yaş koğullardaki işlem süresi kısaldıkça liflerin zarar görme tehlikesi azalmakta ve böylece boyanmış materyalin kalitesi daha iyi olmaktadır. BASKI ÇEŞİTLERİ; Baskı, baskı patı ya da mürekkebi içerisindeki boya ve diğer yardımcı maddeler vasıtasıyla önceden belirlenmiş belirli bir desen ya da motifin kumaş üzerinde oluşturulması işlemidir. Baskı işleminde her renk ayrı ayrı basılmakta ve birçok baskı tekniği kullanılmaktadır. Direkt baskı yönteminde boya baskı kıvamlaştırıcısı ve yardımcı maddelerden oluşan baskı patı kumaşa aktarıldıktan sonra normal veya HT buharlamasıyla boyanın lif içerisine difüzyonu ve fiksajı sağlanmaktadır. Daha sonra kıvamlaştırıcı ve fiske olmamış boyanın uzaklaştırılması için kumaş açık en yıkama makinesinde yıkanmakta ve kurutulmaktadır. Pigment baskıda suda çöznmeyen pigmentler sıcakta fiske olan binder sistemiyle birlikte kumaşa aktarılmakta ve ardından kurutulup fiske edilmektedir. Pigment baskının fiziksel özellikleri büyük oranda binder sisteminin yapıştırma özelliklerine bağlıdır. Pigment baskı özellikle karışım liflerinden meydana gelen kumaşların basılmasında yaygın olarak kullanılan kolaybir baskı çeşididir. Diğer başlıca iki baskı çeşidi, aşındırma ve rezerve baskıdır. Aşındırma baskıda zemin boyalı kumaş boyayı sökerek zeminde beyaz desenin oluşmasını sağlayan aşındırma patıyla basılır. Alternatif olarak baskı patına aşındırma maddesine dayanıklı bir boya ilave edilerek renkli aşındırma da yapılabilir. Rezerve baskıda ise boyanmamış kumaş üzerine rezerve maddesi içeren baskı patıyla baskı yapılmaktadır. Rezerve maddeleri daha sonra boyama, emdirme ya da baskı yöntemlerinden birine göre aktarılacak zemin boyasının fiksajını önlemektedir. Beyaz rezerve ya da rezerve patına daha sonra fiske olabilecek uygun bir boya ve pigment ilave ederek renkli rezerve de yapılabilmektedir. TEKSTİL ÜRÜNLERİNDE RENK HASLIKLARI; Boyanmış ya da basılmış tekstil ürünlerinin nihai kullanım sırasında çeşitli dış etkenlere karşı göstermiş olduğu performans uygun renk haslığı testleri ile belirlenmektedir. Bu testlerde yüksek kalite ve performansın sağlanması genellikle iyi renk haslığı özelliklerine sahip boya ve pigmentlerin daha yüksek maliyetleriyle birlikte ortaya çıkmaktadır. British Standart (BS) gibi ulusal standartlar, Avrupa Standarları (EN) ve Uluslararası Standartlar (ISO) vardır. Fakat bu gün birçok ülkede gelecekte EN ve ISO standartlarının kullanılabilmesi için test metotlarının ve performans standartlarının harmonizasyonuna doğru bir gidişat vardır. Kuzey Amerikada ASTM (American Society for Testing and Materials) ve AATCC (American Association of Textile Chemists and Colorists) test metotları bulunmaktadır. Ayrıca, örneğin otomotiv tekstilleri gibi özel uygulama alanlarında kullanılmak üzere endüstri tarafından geliştirilmiş test metotlarıda mevcuttur. Renk haslığı testlerinin çoğu kullanım koşullarına
321 benzer koşulları sağlamak üzere planlanmıştır ve renk haslık testlerini geliştiren kuruluşların başında İngilterede Society of Dyers snd Colorist ve ABD de AATCC gelmektedir. Renk haslık testleri genellikle takip edilecek standartlar test metodunu tanımlamakta ve kullanılacak değerlendirme metodunu belirtmektedir. Fakat nihai kullanım için tatmin edci performans düzeyinin ne olduğuna, boyacı ve baskıcı ile renk tanımlayıcı uzmanı arasında karar verilmektedir. Şirketler kendi şirket içi performans kriterlerini genellikle boyalı ya da baskılı tekstil ürünleri için bu alandaki iş bilgilerine ve tecrübelerine dayanarak boya üreticileriyle teknik işbirliği kurarak gerçek kullanım koşullarında testler gerçekleştirecek ve şikayet konusu olan materyalleri değerlendirerek oluşturmaktadır. Renk haslık testlerinin başlıcaları yaş işlemlere (örneğin, yıkama), ışığa, hava koşullarına, sürtmeye, atmodfer kirliliğine ve organik çözücülere (örneğin, kuru temizleme) karşı renk haslığıdır. Standartlaştırılmış yıkama testlerindeki haslık değerleri boyalı materyaldeki renk değişiminin ve yandaş bezdeki kirlenme seviyelerinin gözlem kabininde nötral gri zemine karşı standart ışıklandırma koşullarında ISO griskalası kullanılarak görsel olarak değerlendirilmesiyle tespit edilir. Griskalanın değerlendirme Araslığı 5 ten 1 e kadar değişmektedir. Renk değişimi aynı zamanda spektrofotometre kullanılarak objektif olarak saptanır ve ardından griskala değerlendirilmesine dönüştürülür. Işık haslığı normalde doğal gün ışığını taklit etmek üzere filtre edilmiş yüksek yoğunluklu ksenon ark lambasının kullanıldığı ışık haslığı test cihazlarında ölçülerek bulunur. Bu cihazlarda kontrollü sıcaklık ve bağıl nem atmosferinde çalışılmaktadır ve örnekler makine tipine bağlı olan hızlandırılmış soldurma lambası etrafında ve bağımsız olarak kendi eksenleri etrafında dönebilen üstü kısmen kapatılan taşıyıcı kartlar üzerine monte edilirler. Aynı zamanda her testte solma hızları bilinen mavi yün standart şeritlerde kullanılmalıdır. Tekstil ürünlerinin çoğunda kullanılan özel test metotları için belirlenen koşullar modern ışık haslığı test makinelerinde önceden programlanmıştır. İngiliz ve Avrupa standartlarında solma derecesi test örneğindeki rengin solma derecesininmavi yün örnekteki eşdeğer solma derecesiyle karşılaştırılmasının görsel olarak değerlendirilmesidir. Işık haslığı değerleri 8 ile 1 arasında değişmektedir. Sürtme haslığı sürtme işlemi için standart beyaz kumaşı sabit basınç altında boyalı örneğe daha önceden kararlaştırılmış kere sürterek belirlenmektedir. Test yaş ve kuru şartlar altında gerçekleştirilmekte ve makine manuel ya da yeni makinelerde otomatik olarak çalıştırılabilmektedir. Beyaz kumaştaki kirlenme derecesinin değerlendirilmesi ISO kirletme gri skalası kullanılarak yapılmaktadır. Pigment baskılı materyaller için sürtme haslığı kullanılan binderin yapıştırma özelline bağlıdır.
322 KUMAŞLAR ÜZERİNDEKİ BOYAR MADDELERİN ÇIKARILMASI [Kumaş yüzeyinden haşıl ve apreler söküldükten sonra boyar maddelerin giderilmesi işlemine başlanılmalıdır] 1-Kumaşlar üzerindeki boyar maddelerin indirgeme yolu ile çıkarılması; 1-a) Nötral indirgeme metodu: Kumaş ya da lifler içerisinde 2 damla amonyak (d: 0.88) ve 0.5 g sodyum bisülfit bulunan 10 ml sıcak damıtık su içerisine konulur. Rengin atması tamamlanıncaya kadar yavaş yavaş kaynatılır. Sıcak su ile iyice yıkanır ve kurutulur. 1-b) Kaynar sodyum bisülfit metodu: % 1 oranında sodyum hidroksit ihtiva eden % 5 lik sodyum bisülfit çözeltisi içerisinde kaynatılan liflerdeki bir çok türdeki boyar madde bu yöntem ile çıkarılabilir. En çok kullanılan bu metot hayvansal lifler ile selüloz asetat lifleri için uygun değildir. Çıkarılması güç olan boyalarda içerisine % 15 oranında butil karbitol katılması ile iyi sonuç alınabilir. 1-c) Sodyum sülfoksit-formaldehit (formosul) metodu: Selüloz asetat liflerinden boyaların sökülmesi için % 2 formosul ve % 0.5 asetik asit ihtiva eden kaynar çözelti ile muamele edilerek sağlanır. 2-Kumaşlar üzerindeki boyar maddelerin yükseltgenme yolu ile çıkarılması; 2-a) Alkali hipoklorit metodu: Selülozik lifler sodyum karbonat ile ph ı e ayarlanmış 0.1 N sodyum hipoklorit çözeltisi ile oda sıcaklığında işleme sokularak rengi emniyetli bir şekilde giderilebilir. 2-b) Asidik sodyum hipoklorit metodu: Asetik asit veya sülfirik asit ile asitlendirilmiş 0.04 N sodyum hipoklorit ile oda sıcaklığında işleme sokulan liflerdeki birçok boyar madde giderilebilir. Bu işlemin selülozik lifleri süratle bozundurduğuna dikkat edilmelidir. 2-c) Sodyum klorit çözeltisi: Seyreltik asetik asit ile ph ı 5 e ayarlanan % 2 lik sodyum klorit çözeltisinde kaynatılan liflerin üzerindeki anilin siyahı ve kükürtlü türden boyalarla diğer boyalar çıkarılabilir. Çözeltiye az miktarda hidrojen peroksit karılarak klordioksidin ayrışması yavaşlayacağından daha iyi sonuçlar elde edilir. 3- Kumaşlar üzerindeki boyar maddelerin diğer çözücüler ile çıkarılması; 3-a) % 20 lik piridin metodu: % 20 lik piridin çözeltisi ile soxhelet cihazında ekstrakte edilerek birçok direkt ve dispers boyalar kumaşlardan ve liflerden çıkarılabilir. 3-b) Dimetil formamid metodu: Dimetil formamid ile soxhelet cihazında ekstraksiyon yolu ile selülozik liflerdeki azoik boyalar ile bir kısım küp boyalar çıkarılabilir. (Dikkat: Dimetil formamit ile çeker ocak altında çalışılmalıdır ). 3-c) Monoklor benzen metodu: Dispers boyaların çıkarılmasında kullanılabilir. Selüloz asetat lifleri ile çalışılırken sıcaklığın 100 C ın üzerine çıkmamasına dikkat edilmelidir. Soxhelet cihazında monoklor benzen ile yapılan ekstraksiyonla poliester liflerindeki birçok dispers boya çıkarılabilir. 3-d) o-klorfenol metodu: o-klorfenol ile kaynatılan liflerdeki birçok küp ve azo boyaları çıkarılabilir. Selülozik lifler bu işlemden önce 1 dakika kadar % 10 luk üre çözeltisinde kaynatılarak şişirilir ise boyanın çıkarılması kolaylaşmış olur. (Dikkat: o-klorfenolü deriye temas ettirmeyiniz). 4- Kumaşlardaki boyar maddelerin asit ve alkaliler ile çıkarılması; 4-a) %5 lik asetik asit metodu: % 5 lik asetik asit içerisinde kaynatılan yün ve ipek liflerindeki bazik boyalar çıkarılabilir. 4-b) % 1 lik amonyak metodu: % 1 lik amonyak çözeltisi ile kaynatılan yün ve ipek liflerindeki asit boyalar çıkarılabilir.
323 BOYALARIN (TOZ, ÇÖZELTİ VE TEKSTİL ELYAFI ÜZERİNDE BOYANMIŞ ) ANALİZİ BOYALARIN TOZ VEYA ÇÖZELTİ HALİNDE TANINMASI; Mevcut olan herhangi bir boyarmaddenin hangi grup boyarmadde olduğunun belirlenmesi için bazı testler uygulanır. Bu testlerin birinci aşamada, bolyarmaddenin karışım boyarmaddemi yoksa tek bir boyarmaddemi olduğu belirlenir. İkinci aşamada ise boyarmaddenin çözünür olup olmadığı belirlenir. Dimetil formamid içerisindeki tutumları boyarmaddenin tanınmasında önemli bir özelliktir. Boyarmaddenin tanınmasında hangi elyafı boyadıkları biliniyorsa sonuca gitmek daha kolay olmaktadır. Boyarmadde testleri için elyaf numuneleri olması gerekir. -Boyarmaddenin tek bir boyarmaddemi yoksa karışım boyar madde olup olmadığının belirlenmesi; Bu amaç için çeşitli testler vardır; - Üfleme testi, -Kapiler analiz, -fraksiyonlu ekstraksiyon (çözme) metodu, ve -Kromatografi metodudur. -Üfleme metodu; -Boyarmadde, su ya da alkol ile ıslatılmış ıslak süzgeç kağıdına üflenir. Karışım boyarmaddelerde kağıt üzerinde farklı lekelenmeler oluşur. -Beyaz bir porselen kapsüldeki derişik sülfürik asit üzerine hazırlanan bu boya numunesinden üflendiğinde karışım boyarmaddelerde farklı renklerin oluştuğu gözlenir. Ancak bu test boyarmadde karışımı toz halinde ise sonuç verir. Boyarmadde çözelti halinde karıştırılmış çözeltiden elde edilmişse o zaman aşağıdaki test metotları uygulanır; -Fraksiyonlu çözme test metodu, -Fraksiyonlu boyama test, metodu ve -Kromatografik analiz metodu gibi. -Kapiler (kılcal) analiz metodu; Pratik olarak yapılacak diğer bir test, hazırlanan çözelti içerisine dik olarak süzgeç kağıdı daldırılır. Kağıt üzerinde farklı dalgalanmalar ve renk tonları var ise karışım boyarmaddedir. -Fraksiyonlu çözme metodu; Değişik boyarmaddelerin değişik çözücülerde gösterdikleri farklı çözünme özelliklerine dayanır. Su, eter, alkol, benzen gibi çözücülerle çalışılır. Analiz edilecek boyarmadde çözeltisi içinde alınma eğrileri farklı boyarmaddelerin olması durumda sonuç verecek bu yöntemde dakika ara ile değişik çileler boyanır. Farklı hızda çekilen boyarmaddeler, farklı kademelerde çileleri boyayacaktır. Ancak; çekim hızları aynı olan boyarmadde karışımlarında bu deneme ile bir sonuç elde edilemez. -Kromatografi metodu; Boyarmade karışımları; metanol, etanol, tetrahidrofuran, etilasetat gibi farklı organik çözücülerde farklı hareket hızları nedeniyle tanımlanırlar.
324 -Boyarmaddelerin su da çözünürlüklerinin tayini; Boyarmadde tek bir boyarmadde grubu içeriyor ise; ilk olarak boyarmaddenin suda çözünür olup olmadığı kontrol edilir. -Çözünme deneyi; 0,1 gram boyarmaddenin 100 ml saf su içerisinde 1 dakika kaynatılması suretiyle gerçekleştirilir. Çözünüp çözünmediği kontrol edilir. Filtre kağıdı ile filtre edilir. -Su da çözünen boyarmaddeler; --Reaktif, --Direkt, --Asit, --Kromlama, --Metal kompleks, --Bazik (katyonik), --İndigosol, --Suda çözünür kükürt, ve --Naftol boyarmaddeleridir. -Suda çözünmeyen boyarmaddeler; --Dispers (çok az çözünür), --Küp, --İndigo, --Kükürt, ve --Pigment boyarmaddeleridir. -Boyarmaddelerin dimetil formamid içerisindeki tutumları; Boyarmaddelerin pratik olarak belirlenmesi için uygun bir yol olan dimetilformamid (DMF) içerisindeki tutumları aşağıda göstrilmiştir; -A-1) 1:1 Dimetilformamid/Su karışımında boyayan boyar maddeler; --Bütün direkt boyarmaddeler, --Diazo ve inkişaf boyarmaddeler, --Bazik boyarmaddeler, ve --Bazı mordan boyar maddelerdir. -A-2) 1:1 Dimetil formamid/su karışımında boyamayan boyar maddeler; --Reaktif boyarmaddeler, --Küp löyko ester boyarmaddeler, --Pigment boyarmaddeler, --Bazı bazik boyar maddeler, ve --Bazı mordan boyarmaddelerdir. -B-1) % 100 Dimetil formamidde boyayan boyar maddeler; --Küp, --Küp löyko ester, --Naftol, --Kükürt, --Pigment, --Bazı asit, ve --azı mordan boyar maddelerdir.
325 -B-2) % 100 Dimetil formamidde boyamayan boyarmaddeler; --Reaktif boyarmaddelerdir. -Su da çözünen boyar maddelerin tanınması; Boyarmaddeler su da çözünüyor ise bu çözelti ile değişik elyafların boyanıp boyanmadığı test edilir. Su da çözünen boyar maddelerin tanınması ile ilgili tablo aşağıda verilmiştir.
326 SU DA ÇÖZÜNEN BOYARMADDELER 0,5 gram boyarmadde, 200 ml kaynar damıtık su da kaynatılır ve damıtık su ile 1 litreye tamamlanır. 50 ml boyarmadde çözeltisi 5 ml % 10 luk Na2SO4 ile Kaynama temp.boyanır Pamuk boyanmış ise direkt ya da diazolama boyasıdır. HCl içerisine daldırılan Magnezyum çubuğu boya İçerisine daldırılır ve aleve Tutulur Alev rengi yeşil Alev renksiz Direkt bm. Diazolama bm. 50 ml boyarmadde, 3 ml/lt 50 ml boyarmadde çözeltisine sudkostik ve gr/lt tuz 1 ml % 30 luk asetik asit ilave boyama yapılır. edilerek yün dak. Kayna. boyanır. Pamuk iyi bir şekilde boyan. Yün çok iyi boyanmış ise ise reaktif boyarmaddedir. Asit, metal kompleks, ya da küp löyko boyasıdır. Çözülmüş 10 ml boya 10 damla 2 N H2SO4 birkaç kristal NaNO2 konularak C de ısıtılır Renk tonunda değişim Renk tonunda bir değişim yok ve çökelek var ise ise eterde çöznünrlüğüne bakı. Küp löyko ester kontrol için H2SO4 Eterde çözünüyür ise Eterde ve NaNO2 içeren nötr ortamda boyayan Çözünmüyor çözeltiye bazik olun- krom veya kobalt metal ise yine caya kadar NaOH kompleks bm. Boraks ilave edilir. Bir mik. yakma deneyi Na2S2O4 ilave edilir Kızgın platin çubuk 60 C ısıtılır. Çökel. boraks içerisinedaldı. çözünmelidir. Hafif nemlendirilerek Yeşil Renk yok boyarmaddeye daldı. Renk Az miktar. Boyarmadde sökülmemiş ise ikinci (Boraks incisi deneyi) Asidik boyarmad. örnek 5 damla su, 1 damla der. H2SO4 Krom suda çöz. Boyarmadde ve 5 damla % 10 luk Pot.bikom. içinde. Komp. 10 damla Sökülmüş ise 10 dakika kay. Yün boyanır. Boyanmış Yeşil renk Mavi renk % 40 lık Asit.bm. örnek 3 ml. %1 NH3. 2 dak. Kaynatıl Kromlu metal Kobalt metal CH3COOH Birinci örneğe göre daha az Kompleks Kompleks ilave edilir. sökülmüşse Kromlama bm. yün numune 3 ml % 1 lik NH3 ile 2 dakika kaynatılır. Bu çözeltide 10dakika kay. ve durulanır.
327 SU DA ÇÖZÜNEN BOYARMADDELER 1. inci işlem; Pamuklu numune sodyum bikarbonat ve boyarmadde çözeltisiyle emdirilir ve 105 C de kurutulur. Pamuk boyanmış ise Reaktif boyarmaddesidir. Teyit etmek için örnek 3 gram/lt sabun ile kaynatılır. Reaktif boyada herhangi bir akma söz konusu olmaz. Eğer pamuk boyanmamış ise % 1 lik boya çözeltisine % 2 taniik katılır. Renkli çökelek oluşursa bazik (katyonik) boyarmaddedir denir. Eğer çökelek oluşmazsa boyanın asitlendirilip çözeltisine potasyum persülfat ilave edilir ve ısıtılır. Renkli çökelek oluşursa Küp löyko ester boyarmaddesidir denir. Eğer çökelek oluşmazsa boya çözeltisine HCl ve çinko ilave edilir. Eğer kükürt açığa çıkıyorsa çözünebilir kükürt boyarmaddesidir denir. Kükürdün açığa çıkması kokusundan ya da kurşun asetat kağıdını kahverengine dönüştürmesinden anlaşılır. Kükürt açığa çıkmazsa diğer denemeye geçilir. İkinci işlem; 10 ml boya çözeltisi ile viskoz-rayon ve asetat kaynatılarak muamele edilir. Daha sonra malzemeler 1 dakika % 1 lik NH3 ile kaynatılır. Viskoz-rayon boyanmış ise direkt boyarmaddesidir denir. Eğer her iki elyafta boyanmamış ise asit, metal kompleks, krom boyarmaddesidir denir. Boyarmadde tozunda metal arama deneyleri yapılır. Krom, kobalt, nikel, bakır, demir aranır. Metal arama için boyarmadde yakılır ve külü sodyumamonyumfosfat içinde eritilir. Eeriyik mavi boyanır ise kobalt vardır. Eriyik yeşil boyanır ise krom vardır denir. Eğer yakma işleminden sonra metal mevcut ise metal kompleks boyar maddesidir denir. Eğer metal yok ise kromlanmış yün ve kromlanmamış yün asitli boyarmadde çözeltisinde 30 dakika süre ile kaynatılır. Kromlanmış yün daha koyu boyanır ise Kromlama boyarmaddesi, Kromlanmamış yün daha koyu boyanmış veya koyuluk farklı yok ise asit boyarmadde olarak değerlendirilir. SU DA ÇÖZÜNEN BOYARMADDE ÇÖZELTİSİ 1.in ci işlem; 50 ml boyarmadde çözeltisi + 1 ml % 30 luk CH3COOH ile yün, pamuk ve tanenlenmiş pamuk kaynatma temperatüründe 5-10 dakika boyanır ve daha sonra iyice durulanır. Eğer yalnız yün boyanmış ise asit, krom, krom kompleks boyarmaddesidir. Boya örneği porselen kapsülde kül edilir ve daha sonra külde krom aranır. Eğer krom bulunmaz ise yün % 2 lik boyarmadde + % 5 lik CH3COOH (% 30 luk) + % 10 kristal Na2SO4 ile C de dakika işleme tabi tutulur. % 1-2 derişik H2SO4 ilave edilir. 30 dakika işleme devam edilir. % 1 potasyumbikromat ile % 2 derişik H2SO4 içeren asidik ortamda C de 30 dakika kromlanır. İyice durulanır. Kromlama ile yıkama haslığı iyi bir şekilde düzelmiş ise kromlama boyarmaddesidir denir eğer değilse asit boyar maddesidir denir. Eğer 50 ml boyarmadde çözeltisi + 1 ml % 30 luk CH3COOH çözeltisinde, yün, pamuk ve tanenlenmiş pamuğun kaynama sıcaklığında 5-10 dakika boyama işlemi ve daha sonra durulama işleminden sonra; yün ve tanenlenmiş pamuk boyanır, pamuk hafifçe kirlenir ise bazik boyar maddesidir denir. Bunu teyit etmek için; 1-2 ml boyarmadde çözeltisi alınır. Üzerine biraz seyreltik NaOH ilave edilir ve ısıtılır. Bu sırada çoğu kez boyanın rengi değişir ya da amamen renksiz kalır. Soğuk su ile üç katına seyreltilir ve soğutulur. Bir kaç ml eter katılır ve iyice çalkalanır. Kısa bir süre beklenildikten sonra eter fazı atılır ve biraz CH3COOH ilave edilir ve iyice karıştırılır. Eğer bazik boyarmadde var ise asetik asit fazı boyanın orijinal rengini alır, eter fazı ise renksiz kalır. 50 ml boyarmadde çözeltisi + 1 ml % 30 luk CH3COOH çözeltisi içerisinde yün, pamuk ve tanenlenmiş pamuğun kaynama sıcaklığında 5-10 dakika boyanması ve daha sonra durulanmasında yalnız yün boyanmış pamuk kirli kalmış ise yün tipi reaktif boyarmaddedir denir. Boyanmış örnek 3 gram/lt sabun ile kaynatılır, daha sonra 5 dakika damıtık su ile iyice
328 durulanır. Örnek kurutulduktan sonra dimetilformamid ile kaynatılır. Renk akması olmaz ise yün tipi reaktif boyarmadde vardır denir. İkinci işlem; 1. Boyama; 50 ml boya çözeltisi üzerine 5 ml % 10 luk sodyum sülfat çözeltisi ilave edilir. İçine pamuk, yün konup 5 dakika kaynama sıcaklığında boyama işlemi yapılır. Daha sonra sıcak ve soğuk su ile iyice durulanır. 2. Boyama; 50 ml boya çözeltisi üzerine 5 ml % 10 luk sodyum sülfat çözeltisi 1 ml % 10 luk sodyum karbonat çözeltisi katılır. Yün boyanmış, pamuk kirlenmiş ise Asit boyar maddesidir. Bu durumda birinci boyamada, ikinciden daha koyu boyama elde edilir. Eğer pamuk kuvvetlice boyanmış, yün kirlenmiş ise direkt boyar maddedir. Yok eğer pamuk boyanır yün hafifçe kirlenmiş ise Reaktif boyar maddesidir denir. Reaktif boyarmaddesi teyidini ise; Boyanmış örneğin 3 gr/lt sabun ile kaynatılması, durulanması, kurutulması ve daha sonra dimetil formamid ile kaynatılması ile yapılır. Bu işlem sonunda eğer bir akma olmaz ise reaktif boyarmaddesi olduğu teyid edilmiş olur. SUDA ÇÖZÜNEN BOYAR MADDELERİN TANINMASINDA UYGULANAN YÖNTEMLER; I.YÖNTEM a) 10 damla % 10 luk sodyum sülfat çözeltisi içeren boyarmadde çözeltisine pamuk numunesi konur ve dakika süre ile kaynatılır. Pamuk iyi bir şekilde boyanmış ise direkt boyarmadde ya da sonradan işlem görmüş diazolama ya da naftol boyarmaddesi olabilir. Bu durumda HCl içine daldırılmış mağnezyum çubuğu boyarmadde numunesine daldırılır ve aleve tutulur. Alevin rengi yeşil-mavi ise bakır içeren direkt (substantif) boyarmaddesidir denir. Eğer alev renksiz kalır ise diazolama boyarmaddesidir denir. Direkt boyarmaddenin normal bir direkt boyarmaddesimi yoksa sonradan işlem görmüş boyarmaddesi mi olduğunu anlamak için pamuklu kumaş boyama reçetesine göre boyanır, ard işlemler uygulanarak renk değişimi gözlenir. Boyama için; % 3 boyarmadde, % 1-2 kalsine soda ve % kristal sodyumsülfat ile 1:20 flotte oranında de 1 saat boyama yapılır ve iyice durulanır. Boyanmış kumaş küçük parçalara ayrılır. -Potasyum bikromatla, -Bakır sülfatla ve -Formaldehit ile ard işlem yapılır. Renk ve haslıktaki değişimler gözlemlenir. b) Birinci denemede başarısız sonuçlar alınmış ise; boyarmadde çözeltisine 3 ml/lt sudkostik ve gram/lt tuz konularak boyam işlemi gerçekleştirilir. Eğer pamuk iyi bir şekilde boyanmış ise reaktif boyarmaddesidir denir. Pamuk iyi bir şekilde boyanmış ise reaktif boyarmaddesidir. c) Boyarmadde çözeltisine 10 damla % 40 lık asetik asit ilave edilerek yün ve tanelenmiş pamuk dakika kaynatılrak boyanır. Yün çok iyi boyanmış ise asit, metal kompleksi, kromlama ya da küp löyko ester boyarmaddesidir denir. d) İlk olarak çözülmüş az miktardaki boyar madde üzerine 10 damla 2 N H2SO4 ve birkaç parça kristal sodyum nitrit ilave edilerek C ye ısıtılır. Renk tonunda değişme oluyorsa ve çkelek oluşuyorsa küp löyko ester boyarmaddesidir. e) Renk tonunda değişme yok ise ve çökelek meydana gelmiyorda, numunenin eter içindeki çözünürlüğü bakılır. Eterde çözünüyorsa; nötral ortamda boyayan krom veya kobalt metal
329 kompleks boyarmaddesidir. Bunun tespiti için kızgın platin çubuk boraks içerisine daldırılır. Hafifçe nemlendirildikten sonra numune içerisine daldırılarak aleve tutulur ve alevin aldığı renk gözlemlenir. Yeşil ise kromlu metal kompleks boyarmaddesidir, mavi ise kobaltlı metal kompleks boyarmaddesidir. f) Boya eterde çözünmüyor ise yine önceki şıktaki gibi boraks yakma deneyi yapılır. Renk gözlenir. Yeşil renk asidik krom kompleks boyarmaddesi olduğunu gösterir. g) Renk gözlenmez ise az miktarda boyarmadde suda çözünür (10 ml) ve 10 damla % 40 lık asetik asit ilave edilir. İki yün numunesi bu çözeltide 10 dakika boyunca kaynatılılarak boyanır. Daha sonra durulanır. Birinci numune 3 ml % 1 lik amonyakta 2 dakika kaynatılır. Boyarmadde sökülmüş ise asit boyarmaddesidir. h) Boyarmadde amonyakla sökülmemiş ise; ikinci numune 5 ml su, 1 damla derişik sülfürik asit ve 5 damla % 10 luk potasyum kromat içeren çözeltide 10 dakika kaynatılarak boyanır ve durulanır. Boyanmış örnek, 3 ml % 1 lik amonyak içerisinde 2 dakika kaynatılır. Birinci örneğe nazaran boyarmadde daha az sökülmüş ise kromlama boyarmaddesidir denir. II.YÖNTEM -Suda çözünen boyarmaddeler için bir diğer pratik test metodu aşağıdaki gibidir; a) Pamuklu numune, sodyumbikarbonat ve boyarmadde çözeltisi emdirilir, 105 C de kurutulur. Pamuk boyanmış ise reaktif boyarmaddesidir. b) Pamuk boyanmamış ise % 1 lik boya çözeltisine % 2 lik tannik asit katılır. Eğer renkli çökelek oluşur ise bazik (katyonik) boyarmaddesidir. c) Çökelek oluşmaz ise; boyarmaddenin asitlendirilmiş çözeltisine potasyum persülfat ilave edilir ve ısıtılır. Renkli çökelek küp löyko ester boyarmaddesidir. d) (c) şıkkındaki işlemde çökelek oluşmamış ise, boya çözeltisine HCl ve kalay klorür kristali ilave edilir ve kaynatılır. Eğer kükürt açığa çıkıyor ise kükürt boyarmaddesidir. Kükürt ün açığa çıkması kokusundan ya da kurşun asetat kağıdını kahverengine döndürmesinden anlaşılır. e) Bu denemelerden sonuç elde edilememiş ise; az miktarda boya çözeltisi ile viskon, rayon ve asetat kaynatılarak boyanır ve sonra materyaller 1 dakika süre ile % 1 lik NH3 ile kaynatılır. Viskon, rayon boyanmış ise direkt boyar maddesidir denir. Her iki elyafta boyanmamış ise asit, metal kompleks veya kromlama boyarmaddesi olabilir. f) Boyarmadde tozunda metal arama deneyleri yapılır. Krom, kobalt, nikel, bakır, demir aranır. Eğer ortamda metal mevcut ise; metal kompleks boyarmaddesidir denir. g) Eğer metal yok ise; kromlanmış ve kromlanmamış yün aynı boya çözeltisine asetik asit ile hafif asitlendirilerek 30 dakika süre ile kaynatılarak boyanır. Kromlanmış daha koyu boyanmış ise kromlama boyarmaddesi, kromlanmamış yün daha koyu boyanmış ise veya arada çok az renk farkı var ise asit boyarmaddesidir denir
330 SUDA ÇÖZÜNMEYEN BOYAR MADDELERİN TANINMASI I.YÖNTEM a) Boyarmaddelerin asetat elyafını boyayıp boyam+adığına bakılır. Asetat numunesi boyarmadde çözeltisi ile 15 dakika kaynatılır ve daha sonra durulanır. Asetat elyaf boyanmış ise; dispers boyarmaddesi olabilir. Bu, asetonda çözünürlük ile teyit edilir. Dispers boyarmaddesi aseton içerisinde çözünür. Eterde çözünürlük testide yapılabilir. Boyarmadde eter fazına geçiyor ise dispers boyarmaddesidir. b) Asetat elyafı boyanmamış ise; küp, kükürt veya pigment boyarmaddesi olabilir. Bu durumda; hidrosülfit ve sudkostik ile boyarmaddenin çözünürlüğü test edilir. Kaynar boyarmadde çözeltisine 1-2 ml sudkostik veya boyarmadde miktarının iki katı hidrosülfit katılır. İçerisine pamuk konularak 5-10 dakika boyama yapılır daha durulanarak oksitlenir. Boyarmadde oksitlenerek pamuğu boyamış ise küp ya da indigo boyarmaddesi olabilir. Eğer pamuk açık boyanmış ise indigo, koyu boyanmış ise küp boyarmaddesidir denir. Malzeme hipoklorit çözeltisiyle kaynatıldığında renk değişmiyor ise küp boyarmaddesi olduğu kesindir. c) Boyarmadde oksitlenmemiş ise kükürt ya da pigment olabilir. Kükürt boyarmaddesi olup olmadığının tespiti için; az miktarda boyarmadde yaklaşık 2 ml H2O + 2 ml derişik HCl adet SnCl2 kristali içeren çözeltide kaynatılır. Tüpün ağzına nemli kurşun asetat kağıdı konur. Bu durumda kükürt gazı açığa çıkıyor ise kükürt boyarmaddesidir. Bu kokusundan ya da kurşun asetat kağıdını kahverengine boyamasından anlaşılır. Bir diğer seçenek ise; boyanmış örnekten alınan birkaç parça; bir tüp içerisinde, üzerine SnCl 2/HCl konularak kaynatılır. Tüpün ağzına ıslak kurşun asetat (Pb(CH3COO)2 kağıdı konur. Kükürt boyarmaddesinden çıkan H2S gazı kurşun asetat kağıdını siyaha boyar ve boyamanın rengi sarı-turuncu ya da sarı kahverengine döner. Sonucun teyidi; boyanmış numunenin 10 ml su ve 10 damla hipoklorit içeren çözeltisinde kaynatıldığında boyarmaddenin sökülmesi veya renk tonunda büyük bir değişiklik olması şeklindedir. Boyanmış örnekten alınan bir parça, % 10 luk sodyum sülfür (zırnık) ile 5-10 dakika süre ile kaynatılır. Bu durumda; kükürtlü boyamalarda renk tonu değişir, indirgenmiş boya çözelti haline geçer. Küp boyarmaddeleri bu işlem ile değişikliğe uğramaz. Zırnık ile indirgeme, madde halinde boya ile yapılabilir. Kükürt boyarmaddeleri böylece çözülür, küp boyarmaddeleri ise çözünmez. d) Tüm bu sonuçlar olumsuz ise pigment ya da naftol boyarmadde olabilir. Pigment boyar maddenin teyidi; bindersiz ortamda elyafı boyamaması, binder ile boyaması şeklinde yapılır. Pigment boyarmaddeler (anorganik pigmentler dışında) eterde çözünürler, suda dispersiyon verirler. Ayrıca pigment boyarmaddeler mutlaka metal içerirler. Naftol boyar madedelerin teyidi; sodyum hidroksit ile pat haline getirilerek boyarmaddenin üzerine sıcak su konulması ve çözüldükten sonra çözeltiyse bir boyama tuzu (baz) ilave edilmesi suretiyle gerçekleştirilir. Boya çökeleği oluşuyor ise naftol boyarmaddesidir.
331 II.YÖNTEM Suda çözünmeyen boyarmaddelerin tanınması için bir başka yol ise aşağıda gösterilmiştir. a) Toz boyarmaddeye 1:1 HCl ve metal çinko ilave edilir. Eğer kükürt açığa çıkar ise (kokusundan, ya da kurşun asetat kağıdı testi ile) kükürt veya kükürt-küp boyarmaddesidir. Kükürt-küp boyarmaddesi sodyum sülfit içinde güç çözünür b) Selüloz asetat boyarmaddesi çözeltisinde 80 C de boyanır. Eğer boyama pozitif ise dispers boyarmaddesidir. c) Dispers boyarmadde deneyinden olumlu sonuç alınmış ise, NaOH ve hidrosülfit içinde boya çözülür, viskon ya da pamuk boyanır, oksitlenir. Materyal boyanmış ise küp boyarmaddesidir, löyko bileşiği sarı ise indigoid, koyu renkli ise antrakinon küp boyarmaddesidir.
332 KUMAŞ, İPLİK VE ELYAF ÜZERİNDEKİ BOYARMADDELERİN ANALİZİ Elyaf üzerindeki boyarmaddelerin tanınması renk tutturma deneylerinin temelini oluşturur. Elyaf üzerindeki boyarmaddelerin tanınması için izlenecek yol, materyalin cinsine göre belirlenir. Bu elyaf üzerindeki boyarmaddelerin tespiti; -Pamuk, keten gibi selüloz esaslı elyaflar üzerindeki boyar maddelerin tespiti, -Yün elyafı üzerindeki boyarmaddelerin tespiti, -Poliamid elyafı üzerindeki boyarmaddelerin tespiti, -Poliester elyafı üzerindeki boyarmaddelerin tespiti, ve -Poliakrilonitril elyaf üzerindeki boyarmaddelerin tespiti şeklindedir. -Analiz önceki uygulanan işlemler; Boyarmaddelerin sistematik analizlerine geçmeden önce üzerindeki boyarmaddeler belirlenecek olan malzemelerin hangi elyaf olduğu analiz edilir. Bu amaçla; liflerin bitkisel, hayvansal ya da sentetik esaslımı olduklarını bilmek analizler için yeterli olmaktadır. Lif cinsi; yakma deneyi ya da mikroskobik test ile saptanabilir. Karışımlarda durum biraz daha karışıktır. Burada atkı ve çözgü ipliklerinin sökülerek ayrı ayrı analizi gerekebilir. Analizden önce kumaş üzerindeki haşıl ve apre maddelerinin uzaklaştırılması gerekir. -Nişasta cinsi haşıl ve apre maddeleri, I2/KI testi ile belirlenir. Enzimler ile parçalanarak suda çözünür hale getirilir. -Suda çözme işlemi 5 dakika damıtık su ile kaynatma yoluyla gerçekleştirilir. Ancak, bu arada direkt boyarmaddeler suya geçeceği için su buharlaştırılarak kalıntı analizi yapılabilir. -Sentetik esaslı apre maddeleri, aseton veya tetrahidrofuran ile uzaklaştırılabilir. -Yağlar, preparasyon maddeleri; kumaş numunesini eter veya benzen içerisine yatırılarak uzaklaştırılabilir. Bütün bu ön işlemler sırasında dikkat edilmesi gereken husus, boyamanın herhangi bir şekilde etkilenmemesidir. Sentetik liflerdeki boyarmaddelerin tanınmasında lif çözünürlüklerinden yararlanılır. İşlemler çözücüye geçme prensibine dayanmaktadır.
333 SELÜLOZ ESASLI (PAMUK, KETEN, VİSKON) EŞYA ÜZERİNDEKİ BOYARMADDELERİN TANINMASI Selüloz esaslı elyafı boyayan boyarmadde sınıfları; direkt (substantif), reaktif, kükürt, küp, indigo, naftol, pigment ve oksidasyon boyarmaddeleridir. Piridin; elyaf üzerindeki boyarmaddelerin gruplandırılması için önemli bir ayıraçtır. Piridin ile soğukta muamelede akma gösteren boyarmaddeler; kükürt, oksidasyon, bazik, sunstantif, naftol ve asit boyarmaddeleridir. Yapay (insan yapısı) elyafların çeşitli çözücülerdeki çözünürlükleri Elyaf cinsi Selüloz asetat Selüloz triasetat Poliamid 6 Poliamid 6,6 Poliamid 11 Akrilik Poliester Çözünürlüğü -Aseton/su (80:20) soğukta -Benzil alkolde 50 C de -Soğuk metilen klorür içinde -Kaynar benzil alkolde -Kaynar o-diklorbenzende -Kaynar % 85 lik HCOOH da -Dimetilformamid/HCOOH(%85) (75:25), sıcakta -Kaynar o-diklorbenzende -Kaynar benzil alkolde -Kaynar % 85 lik HCOOH da -Siklohekzanonda -N-Metilprolidonsa, sıcakta -D.M.F de sıcakta -N-Metilprolidonda, sıcakta -m-krezolde, sıcakta -Reaktif boyar maddeler; -Reaktif boyar maddeler % 100 lük dimetil formamidde (D.M.F) akmamalarıyla ayırt edilirler. -Piridin çözeltisinde akmazlar. -Soğuk penetrazin TN çözeltisinde akmazlar. Boyanmış numune üzerine hipoklorit çözeltisi damlatılır. Azo kromoforları içeren reaktif boya ise damlayan yerdeki boya hemen yok olur. -Triazin ve vinil sülfon boyarmaddelerinin ayırt edilmesi; -Yıkanmış numune önce % 50 lik dimetil formamid ile ekstrakte edilir. Burada direkt ve bazik boyarmaddeler sökülür. -Tekrar saf dimetil formamid ve/veya alkol + CH3COOH karışımı ile ekstrakte edilir. Bu aşamada ise küp, azoik, kükürt boyarmaddeleri ve pigmentler sökülerek reaktif yapılır. -Daha sonra numune geri soğutucu altındaki düzenekte 1 ml/lt H2SO4 ve 2 gram/lt susuz sodyum süfat içeren banyoda 15 dakika kaynatılır. Beyaz yünün renklenmesi triazin boyasının mevcudiyetini gösterir. Renklenme olmaz ise vinilsülfon boyası mevcuttur. Triazin boyaları alkaliye daha dayanıklıdır. -Direkt (substansif) boyar maddeler; -Numune 1-2 dakika % 5 lik NaOH kaynatılır. Bu şekilde direky boyalınır bir çoğu sökülür. -Soğukta olan çözeltiye boyanmamış pamuk atıldığında, hemen sökülen boya absorbe edilir.
334 Daha yaygın bir deneme yönteminde örnek; -Derişik amonyak ile kaynatılıp, boyası sökülür. -Amonyak uçurulur. -Boyarmadde su ile çözülür. -Çözelti nötr halde veya soda ile bazikleştirilerek 5 gr/lt sodyum sülfat eklenerek pamuk boyanır. Pamuk çok koyu boyanırsa direkt boya vardır. Direkt boyarmaddenin tespitinden sonra formaldehit yada katyonik maddelerle veya metallerle ard işlem yapılıp yapılmadığı tespit edilir. -Formaldehit analizi için; Örnek 5 dakika seyreltik H2SO4 ile kaynatılıp soğutulur.yeni hazırlanmış karbazol çözeltisinden (0,1 gram karbazol ml derişik H2SO4) damlatılır. Yeşil-mavi renk formaldehitin varlığını gösterir. -Katyonik ard işlem yapılıp yapılmadığının tespiti; 5 dakika % 10 luk fosforik asit ile kaynatılır. Çözeltiye Sirius Scharlach boyarmaddesinin çok seyreltik çözeltisinden bşir kaç damla damlatılır. Yeterli madde var ise çökme olur. Bu katyonik son işlemin varlığını gösterir. -Kükürt boyar maddeleri; -Numune 30 saniye % 16 lık HCl ile kaynatılır. -Soğutulur ve bir miktar çinko ilave edilir. Yavaş yavaş H2S açığa çıkar. H2S kokusundan ve Pb(CH3COO)2 kağıdının kararmasından anlaşılır. Diğer bir deney de klor haslığı ile ilgilidir. -Örnek derişik hipoklorite atılır, eğer renk açılır ise kükürttür. Seyreltik hipokloritte kaynar işlemde de aynı sonuç elde edilir. Ayrıca kükürt boyarmaddesi ile boyanmış ise, NaOH ve hidrosülfit ile renk gider (kör küp deneyi). Buna karşılık küp boyarmaddeleri Na2S (zırnık) ile renk değişimi olmaz. -Küp boyarmaddeleri; -Numune 1-2 dakika 2-3 ml % 5 lik NaOH ile kaynatılır mg hidrosülfit ilave edilerek 1 dakika daha kaynatılır. -Numune çıkarılıp aynı çözelti içerisine bir miktar beyaz pamuklu bez konur mg NaCl katılarak 1 dakika süre ile kaynatılır. -Daha sonra oksitlenme yapılır. Yeni boyanan numune, eğer orijinal renginde ise küp boyarmaddesidir. Bir diğer analiz yönteminde: kör küp deneyi yapılır; -Boyalı örnek, 15 gram/lt katı NaOH ve 20 gr/lt hidrosülfit çözeltisine konur. 70 C de su banyosunda renk değişimine bakılır. -Daha sonra birkaç damla H2O2 ile renk eskiye döner ise küp boyarmaddesidir. -İndigo boyarmaddeleri; Boyanmış kumaşta indigo boyarmaddesinin test edilmesi şu yöntemleree göre yapılabilir; -Alev testi, -Süblimasyon testi, ve -Nitrik asit testidir. İndigo boyarmaddeleri küple de sarı renk verirler.
335 -Alev testi; -Boyanmış malzeme tutuşturulur ve bir süre yanması beklenir. -Sonra üzeri soğuk porselen bir tabak ile kapatılır ve alev beyaz kağıt üzerine bastırılır. İndigo süblimasyona uğrayarak kağıt üzerinde mavi leke bırakır. -Süblimasyon testi; -Kuru durumdaki boyanmış örnek bir cam test tüpünde ısıtılır. İndigo kırmızı buhar formunda süblime olur ve camın soğuk kısmında mavi çökelekler oluşturur. -Nitrik asit testi; -Derişik nitrik asit kumaşa değdirilir. Kumaş indigo boyarmaddesi ile boyanmış ise yeşil kenarlı beyaz bir leke oluşur. -Pigment boyar maddeleri; Diğer boyarmadde sınıflarının bulunmaması halinde; 5 gram/lt sabun çözeltisinde orijinal numune ile birlikte 10 dakika 95 C de beyaz asetat muamelesi yapılır. Reaktif boya beyaz asetatı boyar, pigment ise boyamaz. Numunenin külünde metal iyonları var ise bu pigment boyarmaddenin varlığına işarettir. -Mikroskopla incelendiğinde boyarmaddenin yüzeyde gelişigüzel dağıldığı, lif içlerinin beyaz olduğu görülür. Mikroskopik muayene yapmadan önce orijinal numunedeki nişasta ya da sentetik karışım kısmı uzaklaştırılır. Nişasta apresi; % 2 enzim, % 0,25 ıslatıcı ile 70 C de 30 dakika süre ile kaynatılmakla giderilir. Sentetik reçine apresi ise; % 1 lik HCl ile sökülür ve durulanır. Mikroskopik muayene için numuneden lifler çıkarılır. 1 damla etil salisilat ilave edilerek lam üzerinde incelenir. Pul şeklindeki çökelek bindere bağlı pigmentin varlığını gösterir. -Boyanmış kuru örnek bir deney tüpünün içerisinde, soğukta 1 dakika piridin veya penetrazit TN 5 dakika süre ile çalkalanır ve dinlendirilir. Pigment boyarmaddesi renklendirilmiş numuneden çözeltiye renk geçişi olur. Mat-weis (TiO2) varlığının tespitinde; lif KHSO4 ile porselende çözündürülür. Soğumaya bırakılır. Soğuyunca seyreltik H2SO4 ve H2O2 ilave edilir. Sarıdan turuncuya kayan renk oluşur. -Naftol boyar maddeleri; Naftol boyarmaddeleri suda çözünmeyen azo boyarmaddeleri olup, piridinde akmaları ile ayırt edilirler mg numune tüpe konur. Üzerine 1-2 ml piridin ilave edilerek kaynatılır. Naftol boyaları belirli bir ölçüde akar. Azoik boyalar; kloroformda tüp içerisinde çalkalandığında (azoik boyalar) çözündüğünden çözelti renklenir. -Oksidasyon boyar maddeleri; Renk siyah ise ve kükürt boya değil ise; 15 gram/lt NaOH (katı), 20 gram/lt hidrosülfit ile 60 C de su banyosunda bekletilir. Eğer çözelti kahverengi ise ve H2O2 ile yeniden siyah olursa; oksidasyon boyarmaddesidir denir. -Anilin siyahı; Örnekten sökülün çözeltiye derişik H2SO4 dökülüp, sonra suyla seyreltilinde çözelti yeşil olur. İyice soğuyunca, krom araması yapılmalıdır. Anilin boyalar çoğu krom ihitiva eder. Krom testi için; -Külü bir miktar doymuş nitrat ile eritin. Sarı renk kromu gösterir. -Erimiş kül ile asetik asit ve su ilave edilerek ısıtın. Birkaç damla difenil karbazit damlatın. Mor rengin oluşumu kromun mevcudiyetini gösterir. -Difenil siyahı; Örnekten sökülen çözeltiye derişik H2SO4 ilave edilip, su ile seyreltilince yeşil renk vermezler.
336 -Ftaslosiyanin boyarmaddeleri; Mavi, yeşil, turkuaz boyarmaddesini tanımada boyalı örnek üzerinde soğuk derişik nitrik asit damlatılınca viyolet renkli lekeler oluşur. Tam tespit için bakır, nikel gibi metaller aranır.
337 SELÜLOZ ELYAFI (PAMUK, KETEN, VİSKON, RAYON) ÜZERİNDEKİ BOYARMADDELER -Kaynar % 100 D.M.F çözeltisinde 3-4 dakikada boya akıyor ise reaktif boyarmaddesidir (kumaş önce kaynar sabunlama yapılır. Diğer tüm boyarmaddeler akar). -1/1 D.M.F/Su ile 3-4 dakika kaynatılınca çözünüyür ise direkt, inkişaf ve bazik boya olabilir. Eğer boyarmadde amonyakta sökülür ise bazik ortamda tuz ile pamuk ve yün boyanır. Eğer pamuk koyu boyanır ise direkt boyarmaddedir. -Kör küp deneyi ile renk değişir ise kükürt tespiti pozitif ise ve derişik hipokloritte renk açılır, zırnık ile renk değişir ve H2O2 ile tekrar eski rengine dönerse kükürt boyarmaddesidir. Kör küp deneyi olumlu, kükürt tespiti negatif, parafin testi pozitif ise (iplik eğirilmiş sıcak parafin içinde 1 dakika bekletilir) küp boyarmaddesi veya küp löyko ester boyarmaddesidir. Kör küp deneyinde renk sarıya döner veya renk kaybolur, oksitlenme ile eski rengini almaz ve parafin testi de poziyif ise naftol (inkişaf) boyarmaddesidir. -Boyarmadde penetrazit TN ile 5 dakika çalkalandığında akıyır ve mikroskopik incelemede lif yüzeyinde gelişigüzel dağılmış pigmentler görülüyor ise, rejenere selüloz elyaf halinde renklendirilmiş ve enine kesitte üniform olarak dağılmış pigmentler var ise pigment boyar maddesidir. -Boyarmadde derişik formik asit ile sökülür. Eğer boya akar ise, sökülen boyar madde çözeltisinin NaOH ve sonra buz sirkesi ilavesinde renk tonu değişir, asit ilavesiyle yeniden renk oluşur ise; sökülen boyarmadde ile pamuk ve tanenli pamuk boyanır (100 C de 5 dakika). Tanenli pamuk koyu renk boyanır ise, boyarmadde kaynar glasiyel asetik asit ile sökülür ve buharlaştırılır. Boyarmadde çözeltisi ph 5 te akrilik elyafı boyar. Akrilik elyaf eğer koyu renk boyanır ise bazik boyarmaddedir denir. BOYANMIŞ SELÜLOZ (PAMUK, KETEN, VİSKON, RAYON) NUMUNESİ I.Grup boyarmaddeler (direkt, asit, bazik ard işlem görmüş direkt boyarmaddeler) mg boyanmış numune üzerine bir tüpte 10 ml damıtık su ve 0,5-1 ml derişik amonyak konur. Numune üzerindeki boyarmadde akıncaya kadar kaynatılır. Numune çıkarılır. Çözelti ikiye ayrılır. --Çözeltiye mg beyaz pamuklu bez, 5-10 gram NaCl veya Na2SO4 ve NH3 ilave edilir, kaynatılır, soğutulur, çıkarılır ve durulanır. Pamuklu bez NH3 + tuz bulunan çözeltide boyanmış ise direkt boyarmaddesidir. --NH3 lü ortamda pamuk boyanmamış ise çözelti asetik asit ile nötürleştirilir ve 1 ml % 10 luk CH3COOH ile asitlendirilir mg yün parçası 30 sn kaynatılarak boyanır. Eğer yün boyanmış ise asit boyarmaddesidir (metal arama testleri yapılabilir). -Direkt denemede boya akmaz ya da az akar ise bazik boyarmadde aranır. Bunun için mg numune bir tüpe alınır, üzerine 0,25-0,50 ml glasiyel asetik asit konulur ve ısıtılır. Katyonik boyarmaddelerle boyanabilen akrilik elyaf ilave edildiğinde boyanır ise bazik boyarmaddesidir. Bir deney tüpünde numune 1-2 dakika formik asitte (%85-95) kaynatılır. Aşırı akma var ise su ile 1:1 seyreltilir. Tüp içerisine yün elyaf atılıp kaynatılır. Yünün boyanması bazik boyarmaddesi olduğunu gösterir. -Direkt boya testinde boya akmıyor ve bazik boya testi olumsuz sonuç veriyorsa; katyonik ard işlem görmüş direkt boyarmadde aranır mg numune tüp içerisine konur. Üzerine ml % 10 luk HCl ilave edilir ve 1 dakika süre ile kaynatılır. Çözeltiye amonyak ve tuz ilave edilerek direkt boya testi uygulanır. Eğer olumlu sonuç alınıyor ise reçine ile ard işlem görmüş direkt boyarmaddesidir denir. --HCl li direkt boyarmadde çözeltisine eter eklenerek tüp çalkalanır. Eter fazı boyanır, su fazında renk kaybolur ise katyonik ard işlem görmüş direkt boyar maddesidir denir.
338 --5 dakika % 10 luk fosforik asit ile nmune kaynatılır. Çözeltiye Sirius Scharlach boyarmaddesinin çok seyreltik çözeltisinden birkaç damla damlatılır. Yeterli madde varsa, çökme olursa katyonik ard işlem görmüş direkt boyarmaddedir. --Formaldehit arama, örnek 5 dakika seyreltik H2SO4 ile kaynatılır ve daha sonra soğutulur. Taze hazırlanmış karbazol çözeltisinden damlatılır. Yeşil mavi renk görülür ise formaldehit ile ard işlem görmüş direkt boyarmaddedir denir. BOYANMIŞ SELÜLOZ (PAMUK, KETEN, VİSKON, RAYON) NUMUNESİ II.Grup boyarmaddeler (kükürt, küp, oksidasyon siyahı) -II.Grup boyarmaddeler aranmadan önce 1. Grup boyarmaddelerin olup olmadığı aranır mg numune bir tüp içerisine konur. Üzerine 6 ml su, 1-2 ml % 10 luk NaOH ilave edilir ve kaynatılır. Daha sonra mg sodyum sülfit konur, 2-5 saniye daha kaynatılır. İndanthren Blue haricindeki tüm boyarmaddelerin rengi belirgin olarak değişir. Numune çıkarılıp filtre kağıdı üzerine konur. Bu gruba dahil tüm boyarmaddeler 5-6 dakika içinde orijinal rengine dönerler mg boyalı numune bir tüpe alınır. 2-3 ml su, 1-2 ml % 10 luk Sodyum karbonat mg pul sodyum sülfür (zırnık) ilave edilip 1-2 dakika kaynatılır. Numune çıkarılıp çözeltiye mg beyaz pamuk, 1020 mg tuz konulup 1-2 dakika kaynatılır. Pamuk çözeltisi içinden alınarak filtre kağıdı üzerinde bekletilir. Pamuğun orijinal renk tonuna boyanması kükürt boyarmaddesi varlığını gösterir. Kükürt boyarmaddelerinin kesin olarak varlığının belirlenmesi için mg orijinal numune 5 ml % 10 luk NaOH çözeltisinde kaynatılır, durulanır, ayrı bir tüpe aktarılır. Bu aktarılan numune üzerine 2-3 ml indirgeme çözeltisi (10 gram SnCl2 50 ml su ve 10 ml HCl) tüpün üzerine kurşun asetat veya süzgeç kağıdı kapatılır ve üzerine asetat çözeltisi (alkali asetat çözeltisi; % 10 luk NaOH içine ilk önce çökelek meydana gelip, daha sonra çözününceye kadar % 10 luk kurşun asetat ilave edilir. Deney sırasında çözeltinin filtre kağıdı üzerinde kurumasını önlemek için % lik gliserin ilave edilir) damlatılır. Tüp kaynar su banyosunda ısıtılır. Kurşun asetat damlatılan yeri koyu kahve veya siyaha döner ise kükürt boyası mevcut demektir. Kükürt boyarmaddelerinin klor haslıkları iyi değildir. Derişik hipoklorite atıldıklarında (veya seyreltik kaynar hipoklorite) renk açılır ise kükürt boyarmaddesidir denir. -Antrakinon türevleri % 10 luk hipoklorit ile çok az değişir. Tiyoindigo ve karbazol türevleri hipoklorit ile rengin büyük kısmını kaybedip sarı renge indirgenir. Bir tüpe mg boyalı numune alınır, 2-3 ml damıtık su ve 0,5-1,0 ml % 10 luk NaOH ile kaynatılır mg sodyum hidrosülfit ilave edilip 1 dakika daha kaynatılır. Numune çıkarılıp (aynı çözelti içinde) yerine mg beyaz pamuklu bez konur. Ayrıca mg de NaCl ilave edilir. 1 dakika kaynatılır ve daha sonra soğutulur. Pamuklu bez çıkarılıp bir süzgeç kağıdı üzerinde oksitlenmeye bırakılır. Boyamanın orijinal numunedeki ile aynı rengi alması, yalnızca koyuluk bakımından bir farklılık göstermesi küp boyarmadeesi olduğunun bir kanıtıdır. Ancak daha önce numunede kükürt boyarmaddesinin olmadığının belirlenmesi gerekir. --Boyanmış örnek numunesi tutuşturulur ve bir süre yanması beklenir. Daha sonra üzeri soğuk porselen bir tabak ile kapatılır ve alev beyaz kağıt üzerine bastırılır. İndigo süblimasyona uğrayarak kağıt üzerine mavi leke bırakır. --Kuru durumda boyanmış örnek, bir cam test tüpünde ısıtılır. İndigo kırmızı buhar formunda süblime olur ve camın aoğuk kısmında mavi çökeltiler oluşur. --Örnek üzerine derişik H2SO4 damlatılır, beyaz bir leke ve çevresinde yeşil halka oluşur. --Boyalı örnek D.M.F le birkaç kez ekstrakte edilince indigo tümüyle tümüyle akar, kumaş beyaz olur. Bu dört işlemle mensucat üzerindeki indigo boyarmaddesi saptanır. -Bu boyarmaddelerden hiç birisi doğrudan doğruya ya da soda zırnık ve NaOH-Hidrosülfit işleminden sonra beyaz pamuğu boyamaz. Bir tüp içerine mg boyalı numuneden alınır. Onun üzerine 2-3 ml derişik H2SO4 ilave edilir. Boyarmaddelerin ekstrakte edilmesi sağlanır. Bu ekstrakt ml su olan bir tüpe alınır ve süzülerek üstten yıkanır. Kağıdın kenarına % 10 luk NaOH damlatılır. Kırmızı eflatun renk anilin veya difenilin
339 mevcudiyetini gösterir. Bu testler sonunda pozitif sonuç boyarmaddenin oksidasyon siyahı, Anilin-difenil olduğunu gösterir.
340 BOYANMIŞ SELÜLOZ (PAMUK, KETEN, VİSKON, RAYON) NUMUNESİ III.Grup boyarmaddeler (naftol, formaldehit veya metallerle ard işlem görmüş direkt boyalar, diazolama boyar maddeleri) mg numune 3-5 ml su + 1,5-3,0 ml % 10 luk NaOH ve mg sodyum hidrosülfit ile 5 dakika süre ile kaynatılır. Bu grupta yer alan tüm boyarmaddeler kaynatma ile parçalanırlar. Renk orijinalinde beyaza, griye veya oranj tonlarına döner. Değişim numune ve çözeltide gözlemlenir. Oksitlenme ile renk orijinaline dönmez. -Formaldehit ile ard işlem görmüş direkt boyarmaddeler; Numune % 5 lik H2SO4 ile kaynatılır. Bu çözelti damla damla H2SO4 içerisinde erimiş % 0,1 lik karbazol ilave edilir. Mavi bir halka ya da çökelek teşekkül ederse formaldehit vardır denir. Çözeltide formaldehit kokusu da hissedilir. -Naftol, çözünmeyen azo boyarmaddeleri, inkişaf boyarmaddeleri; Bu grup boyarmaddelerin en önemli özellikleri piridin ile akmalarıdır mg numune bir tüpe konur ve üzerine 1-2 ml piridin ilave edilerek kaynatılır. Naftol boyaları belirli ölçüde akarlar. Suda çözünmemeleri nedeniyle naftol boyaları Grup II:deki diğer boyalara göre NaOH da daha yavaş indirgenirler mg numune üzerine % 10 luk NaOH çözeltisinden 2 ml ilave edilir, 5 ml alkol ilave edilerek kaynatılır. Bu karışıma 5 ml su ve mg sodyum hidrosülfit ilave edilip tekrar kaynatılır. Renk gittikten sonra soğutulur ve süzülür. Süzüntüye mg beyaz pamuk ve mg beyaz pamuk ve g tuz konup 1-2 dakika süre daha kaynatılır ve pamuk numunesi çıkarılır. Ultraviyole ışığında srı boyanmış floresanlı görünüm orijinal boyarmaddenin naftol veua çözünmeyen azo boyarmaddesi olduğunu gösterir. -Diazolama boyarmaddeleri; Diğer boyarmaddelerin yokluğu kanıtlanmış ise bakılır. Bu grup boyarmaddeler piridinde akmazlar. NaOH ve hidrosülfitte kolaylıkla indirgenirler. Bu boyarmaddelerin bazıları piridini hafifçe renklendirir. Bu nedenle yeni bir çözeltide tekrar numune çözündürülür. Piridinde renk akması giderek azalır.
341 BOYANMIŞ SELÜLOZ (PAMUK, KETEN, VİSKON, RAYON) NUMUNESİ III.Grup boyarmaddeler (naftol, formaldehit ve metaller ile ard işlem görmüş direkt boyar maddeler, diazolama boyar maddeleri) mg numune alınır 3-5 ml su + 1,5-3,0 ml % 10 luk NaOH ve mg sodyum hidrosülfit ile 5v dakika süre ile kaynatılır. Bu grupta yer alan bütün boyalar kaynatma ile parçalanırlar. Renk orijinalinden beyaza, griye, sarı veya oranj tonlarına döner. Değişim numune ve çözletide gözlemlenir. Oksitlenme ile renk orijinaline dönüşmez. Metallerle ard işlem görmüş direkt boyar maddeler Külde metal teşhisi yapılır. I.Metot; Yaklaşık 0,5 gram numune porselen krozede yakılır. Kül eşit miktarda karıştırılır ve Na2CO3 + NaNO3 ile eritilir Ergimiş külün belirli bir renge Sahip oluşu metalin varlığını Gösterir. Açık mavi-yeşil bakır Kahverengi nikel, koyu mavi ise kobaltın varlığı gösterir. II.Metot 0,5 gram numune porselen krozede yakılır. Kül üzerine 2,5-3,0 ml % 30 luk CH3COOH ilave edilir. Bakır, nikel, mangan, krom, kobalt için testler yapılır. -Bakır (Cu++) aranması; -0,5 ml CH3COOH çözeltisi 0,5 ml NaSCN (sodyum rodanür), 1-2 damla piridin ile muamele edilir. Bakır var ise sarımtrak yeşil nüanslı bakır piridinrodanür oluşur. Bu kompleks kloroformda çözünür. -0,5 ml çözelti (kül + CH3COOH) amonyak fazlası ile karıştırılır. Buna birkaç damla sodyum dietildithiokarbamat) ilave edilir. Kahverengi bir çökelek oluşması bakırın varlığını gösterir. -Kül HCl de çözünür, amonyak ile bazik yapılır. Mavi renk bakırın varlığını gösterir. -Nikel aranması; -0,5 ml CH3COOH lı kül çözeltisi amonyak ilavesi ile bazik hale getirilir. Üzerine birkaç damla % 1 lik dimetil glioksim çözeltisi damlatılır kırmızı bir çökelek oluşması nikelin varlığını gösterir. -Kül derişik HCl de çözünür. Çözeltiye NH3 ilave edilip bazik yapılır. Birkaç damla % 1 lik dimetilglioksim ilave edilir. Çilek kırmızı bir çökeleğin oluşması nikelin varlığını gösterir. -Kobalt aranması; 0,5 ml CH3COOH çözeltisine 0,5 ml doymuş amonyum tiyosiyanat (NH4SCN) ilave edilir. Eğer kobalt var ise mavi renkli kobalt rodanür oluşur. -Krom aranması; 0,5 ml CH3COOH çözeltisine birkaç damla kurşun asetat ilave edilir ise sarı renkli bir çökelek oluşur ise kromun varlığını gösterecektir. -Mangan aranması; 0,5 ml CH3COOH çözeltisi ısıtılır ve tekrar soğutulur. Buna birkaç damla % 10 luk sodyum periyodat ilave edilir. Isıtıldığındapermanganatın karakteristik renginin meydana gelişi manganın varlığını gösterir.
342 -Demir aranması; Kül porselen krozede saf nitrik asitte çözünür. Soğuyunca üzerine birkaç damla potasyumr rodanür ilave edilir. Koyu bir kırmızı rengin oluşması demirin varlığını gösterecektir.
343 BOYANMIŞ SELÜLOZ (PAMUK, KETEN, VİSKON, RAYON) NUMUNESİ IV.Grup boyarmaddeler (pigmenetler, reaktifler) 1.Pigment boyarmaddeleri; Elyafa binder ile bağlanan pigment boyar maddeler, mikroskobik muayene, çözünürlük durumu ve kimyasal işlemlerle belirlenir. -Mikroskobik işlem; Üretimi sırasında renklendirilmiş viskoz, rayon mikroskop altında incelendiğinde; boya dağılımı düzgün ve lif içerisine kadar nüfuz etmiş olarak görülür. Binder ile bağlanmış pigmentler ise sadece lifin yüzeyinde görünürler. Boyarmadde yüzeyde gelişigüzel dağılmıştır. Liflerin içleri beyazdır. Mikroskobik muayenede nişasta veya reçine tipi apreler, tanımlamada sorun yaratacağı için ortamdan uzaklaştırılmaları gerekir. % 2 lik enzim ve % 0,25 deterjan ile 30 dakika, 60 C de 1 saat kaynatma nişasta türü apre maddelerini uzaklaştırır. Sentetik reçineler ise % 1 lik HCl ile 5 dakika kaynatmak suretiyle kumaş üzerinden uzaklaşacaktır. Numuneden birkaç iplik çıkarılıp bükümü açıldıktan sonra mikroskopla incelenir. Mikroskop camına yerleştirilen elyaf üzerine etil salisilat damlatılır. Lif yüzeyinde granül şeklinde parçacıklar pigmenti belirtir. -Piridin veya penetrazin TN ile muamele; Kuru örnek piridin ile soğukta 1 dakika ya da penetrazin TN ile 1 dakika çalkalanarak bekletildiğinde çözeltiye renk geçmiş ise pigment boyarmadde vardır denir. -Dimetil formamid (D.M.F) ile muamele; Numuneden çıkarılan birkaç lif parçası 5 ml (D.M.F/su karışımı çözeltisi ile kaynatılır. Çözeltinin boyanıp boyanmadığı izlenir. Deneme yeni iplik parçalarıyla tekrarlanır. Bir başka numunede 5 ml % 100 lük D.M.F ile kaynatılır ve incelenir. Bu iki çözeltiye akma derecesi; pigment ile reaktif boyarmaddelerin ayrımını sağlar. Pigment boyar madde 1:1 DMF/Su karışımını renklendirmez, ancak % 100 DMF çözeltisini renklendirir. Eğer selülozik numune reaktif boyarmaddeyle boyanmış ise ve yeterince yıkanmamış ise DMF çözeltisini çok hafif boyar. Eğer boyandıktan sonra iyi yıkanmışsa DMF çözeltisini hiç boyamaz. DMF çözeltisi iyice boyanır ise pigment boyarmadde olduğu anlaşılır. 2.Reaktif boyar maddeleri; Reaktif boyarmaddeler % 100 lük DMF de renk vermemeleri ile ayırt edilirler. Piridin çözeltisinde akmazlar. Soğuk penetrazin TN çözeltisinde akmazlar. Reaktiflerin kesin olarak tespiti için diğer denemeerden olumsuz yanıt alınmalıdır. Oksitleyici maddelerle yapılan testler reaktif boyarmaddeler için esas teşkil eder. Analiz için; numune kaynamakta olan indirgen çözelti (% 5 lik NaOH + % 5 lik Na2S2O4) veya % 5 lik CH3COOH çözeltisi içine atılıp reaksiyon ve reaksiyon süresi izlenir. Azoik, direkt, inkişaf, diazolama boyarmaddelerinin rengi hemen gider. Bazı kırmızı pigmentler de bu testte akar. Antrakinon kromoforları içeren bazı reaktif boyarmaddeler indirgenir, ancak oksidasyon ile orijinal rengine dönmezler. Azo kromoforlarının rengi hipoklorit ile kaybolur. Şayet numune alkali löyko formuna dönüşmüş ise numune çözletiden çıkarılır ve asetik asit içine atılır. Küp, kükürt, anilin siyahı ve krom boyaları, alkali löyko ve orijinal renkte farklı asit löyko (leuko) haline dönüşür. Asit löyko numunesi tekrarc indirgenir ve oksitlenirse numunenin orijinal rengi elde edilir. Reaktif boyarmaddeler çeşitli yapılara sahiptir. Elyaf ile bağ yaptıkları gruplara göre; vinilsülfon, akrilamid, triazin vb. Kromofor gruplara göre; ftalosiyanin veya antrakinon yapısına sahip olabilir. Ftalosiyanin ve antrakinon yapısındaki reaktif boyalar löyko bileşiğine indirgenebilirler. Oksidasyon sonrası orijinal renge dönerler. Bu nedenle, teşhis için önce küp, kükürt ve azoik boyarmadde olup olmadığı tespit edilir. İndirgeme saniye 20 gram/lt Na2S2O4 + 2,5 gr/lt NaOH çözeltisinde oda sıcaklığında gerçekleştirilir. Oksidasyon 2 dakika soğuk, 2 dakika sıcak ve tekrar 2 dakika soğuk suda çalkalanarak gerçekleştirilir. Genellikle fitalosiyanin çalkalama sonucu orijinal rengine dönerken antrakinonlar dönmezler C de 2,5 dakika oksidasyon ile antrakinonun orijinal rengi oluşur. Vinil sülfon ve akrilamid gibi tipler % 5 lik NaOH ile kaynatıldığında hidroliz olurlar. Hidroliz olan boya pamuğu boyamaz.
344 YÜN VE İPEKLİ MALZEMELERDEKİ BOYARMADDELER Yün elyafı üzerindeki boyarmaddeler; asit, 1:1 metal kompleks, 1:2 metal kompleks, krom, reaktif boyar maddeleridir. İpek elyafı üzerindeki boyar maddeler; yün için verilen boyarmaddelere ilaveten direkt, bazik olabilir. Küp, naftol ve bu gün üretilmeyen küp löyko ester boyarmaddeleri hayvansal liflerde önemli değildir. -Reaktif boyar maddeleri; Numune non-iyonik deterjan ile 15 dakika süre ile kaynatılır, durulanır ve kurutulur. Reaktif boyarmaddelerle boyanan numunedeki boyarmadde aşağıdaki çözeltilerde akmazlar, diğer boyarmaddeler ise akarlar. -Glasiyel asetik asit-alkol karışımı (1:1 hacimce), -% 1 lik NH3 (10 ml/lt) -DMF ile, -DMF/Su karışımında (1:1 oranında) -Piridinde -Penetrazin TN de -Asit boyar maddeleri; -Numune 2 dakika DMF de kaynatılır. Dinkleme boyarmaddeleri dışındaki asit boyar maddeler hemen akarlar, metal kompleksler de akarlar. -Numune 5 ml su ve 1 ml amonyak ile kaynatılıp nötrleştirilir ve asidik hale getirilerek beyaz yün boyanır. 1-2 dakika kaynatma sonrası yün boyanır ise asit boyarmaddesi ile boyanmıştır denir. -Bir diğer metotta ise; numune 5 ml su ve 1 ml derişik amonyak ile kaynatıldıktan sonra çıkarılır. % 10 luk H2SO4 ilave edilerek çözelti asidik hale getirilir mg yün numunesi bu çözeltinin içine atılarak 1-2 dakika kaynatılır. Yünün boyanması asit boyarmaddenin varlığını gösterir. -Metal kompleks boyarmaddeleri; Boyanmış numunenin külünde, krom, mangan ve kobalt iyonu aranır. -Mangan ve kobalt var ise metal komplekstir. -Krom var ise kromalama boyar maddesi de olabilir. -20 gram numune bir porselen krozeye konur ve üzerine 500 mg sodyum karbonat + Nitrat karışımı ilave edilip, eritiş yapılır. Soğutulduktan sonra indirgenir. Şayet sarımsı ise krom mevcuttur. Metal kompleks boyarmaddeler, boyarmadde ekstraktının yünü direkt olarak boyamasından anlaşılır. -Kromlama boyarmaddeleri; Haslıklarının çok yüksek olmasından anlaşılır. Suda ve alkolde çözünmezler. Çözeltiye çok az geçerler ve boyarmadde yünü boyamaz. Kromlama maddeleri; yün elyafını çözeltiden direkt olarak boyadıklarında iyi haslıklar vermezler. Ancak; kromla mordanlanmış yüne uygulandığında veya boyamanın ardından ard kromlama işlemi sonrası yüksek haslıklarda boyamalar veriyor ise kromlama boyarmaddesidir.
345 YÜN VE İPEK ELYAFI ÜZERİNDEKİ BOYAR MADDELERİN ANALİZİ (BOYANMIŞ YÜN VE İPEK) mg numune 5 ml su, 1 ml NH3 ile kaynatılır, numune çıkarılır, çözeltiye % 10 luk H2SO4 damlatılarak nötür hale getirilir. Bir kaç damla asit fazlası ile asitlendirilir gram beyaz yün parçası konulup 1-2 dakika kaynatılır. Eğer beyaz yün boyanır ise asit boyarmaddesidir. -Örnek derişik NH3 ile kaynatılır. Boyarmadde çözeltisi + HCl + Eter çalkalanır ve beklenir. Eğer eter fazı boyanır ise 1:2 kompleks boyar maddesidir. Eter fazı boyanmaz veya çok hafif boyanır ise 1.1 metal kompleks veya kromlama boyarmaddesidir. -Örnek glasiyel asetik asit ile muamele edilir. Eğer boya akar ise bazikboyar maddesidir. -Numune % 100 lük DMF ile muamele edilir renk akmaz ise reaktif boyarmaddedir. Boyalı numune amontyak çözeltisine tuz ilave edildikten sonra kaynama sıcaklığında boyuyor ise direkt boyarmaddedir denir. POLİAMİD MALZEME ÜZERİNDEKİ BOYARMADDELERİN TANINMASI Poliamid elyafı üzerindeki boyarmaddeler; asit, dispers, bazik, 1:1 metal kompleks, 1:2 metal kompleks, kromlama, naftol, küp ve reaktif olabilir. Bunlardan günümüzde yaygın olarak kullanıma sahip olanları ise, asit, metal kompleks ve dispers boyarmaddelerdir. Numune üzerindeki boyarmaddenin belirlenmesinde; yıkama/multifiber boyama, kül ve çözünürlük testleri uygulanabilir. -Yıkama/multifiber boyama testi;, mg numune üzerine ml % 0,5 sabun, % 0,2 soda içeren çözeltiden ilave edilir dakika süre ile bir beher içerisnde iyice kaynatılır. -Naylon numunesi suda çıkarılır. -Elde edilen çözeltinin yarısı ibr tüpe aktarılır ve 1-2 ml CH3COOH ve 1 cm boyunda multifiber eklenir ve 3-5 dakika süre ile kaynatılır. Boyama tamamlandıktan sonra iyice yıkanır ve hangi liflerin, alkali veya asidik ortamda boyandığı not edilir. Yıkama testi sonrası; -Direkt boyar maddeleriyle; Pamuk, viskon ve naylonu alkali ortamda açık tonda boyarlar. Asidik ortamda akrilan, pamuk, poliamid 6,6, ipek, viskon ve yünü koyu renkli boyarlar. Alkali ortamda tüm liflere affinitesi düşüktür. -Bazik boyar maddeleriyle; Asidik ortamda akrilik, katyonik boyanabilir PES i boyarlar. Alkali ortamda hiçbir elyaf boyanmaz. -1:2 metal kompleks boyar maddeleriyle; Alkali ortamda poliamid 6,6 koyu, yün, ipek açık renk boyanır. -1:1 metal kompleks boyar maddeleriyle; Alkali ortamda hiçbir elyaf boyanmaz. Asidik ortamda akrilan, poliamid 6,6, ipek ve yün boyanır. -Krom boyar maddeleriyle; Alkali ortamda liflerin hiç biri boyanmaz. Asidik ortamda ise akrilan, poliamid 6,6, ipek ve yün boyanır. -Dispers boyar maddeleriyle; Asetat, triasetat, poliamid 6,62 ı alkali ortamda tekrar boyarlar.
346 -Reaktif-dispers boyar maddeleriyle; Az miktarda akıtılır. Alkali ve asidik ortamda asetat ve poliamid 6,6 ı boyarlar. -Çözünürlük testi; mg numune üzerine 15 ml 57/43 Piridin/su ilave edilir ve tüp içerisinde kaynar su bulunan beher içerisinde dakika bekletilir. Küp, krom ve dispers haricindeki tüm boyarmaddeler bu çözelti içinde akarlar. Tüp soğutulur ve naylon numunesi çıkarılır. Bu çözeltiye 1-2 ml derişik HCl ilave edilir ve renk değişimi olup olmadığı kontrol edilir. Daha sonra bir ayırma hunisine aktarılarak 15 ml toluen ilave edilip çalkalanır ve fazların birbirinden ayrılmaları beklenir. Boyarmaddelerin fazlardaki dağılımı aşağıdaki gibidir. Toluen fazı Su fazı Dispers boyarmaddesi Direkt boyarmaddesi Naftoller Bazik boyar maddesi Nötral metal kompleksb.m. Asit boyar maddesi Bazı küp boyarmaddeleri Asidik metal b.madd. Kompleks b.maddesi Bazı reaktif b.m. Kromlama b.maddesi Bazı nötr beyaz boya. -Reaktif boyar madde; Yünde olduğu gibi teste tabi tutulur. Procinyl tipi reaktif-dispers boyarmaddeler; Piridin/su karışımında orta derecede akma gösterirler. Çözünürlük testinde, daha ziyade toluen fazında kalırlar. Su fazında da az miktarda renklenme gözlenir. -Asit ve metal kompleks boyar maddeleri; Numune 2-4 dakika DMF. içinde kaynatılır. Asit boyalar akar (dinkleme tipleri hariç), metal kompleks az akar, mordan boyalar ise hiç akmaz. Asit boyalar; % 2 lik amonyak ile sökülebilirler ve sökülen boya asitli ortamda yünü boyar. Numune % 4 lük EDTA çözeltisinin disodyum tuzunun gliseroldeki çözeltisinde 140 C de 20 dakika kaynatılır. Asit ve mordan boyalar değişmeden kalır. 1:1 metal kompleks boyalar 1-2 dakikada, 1:2 metal kompleks boyar maddeler ise 20 dakikada renk değiştirirler. Asit boyar maddeler; piridin/su ekstraksiyonunda kolaylıkla çözünürler ve çözünürlük testinde su fazına geçerler. 1:1 metal kompleks boyar maddeleri; piridin/su ekstraksiyonunda kolaylıkla akarlar ve renk orijinal boyama ile olur. 1:1 metal kompleks boyar maddeler tamamen su fazında kalırlar. 1:2 metal kompleks boyar maddeler ise; çözünürlük testinde toluen faznında kalırlar. Ancak; bazılarının çözünebilir gruplarının sınırlı oluşu nedeniyle, çözünrlük testinde her iki fazda da görülebilirler. -Dispers boyar maddeler; Numune 1-2 dakika kaynar etanolde muamele edilir. Sökülen boya sekonder asetatı boyar. Çözünürlük testinde; piridin/su çözeltisinde akar. Ekstraksiyonda; su fazından toluen fazına geçer. Boyarmadde % 30 luk CH3COOH ta sökülür ve eter ile çalkalanır. Eter fazı boyanır ise dispers boyar maddesidir denir. -Küp boyar maddeleri; Numune % 5 lik NaOH içerisinde 60 C ye kadar ısıtılır. Bir miktar NaOH ilave edilir. Eğer küp boyarmaddesi ise löyko şekline dönüşür. Bu çözeltide pamuk boyanır ve oksitlendiğinde renk değişir. Piridin/su ekstraksiyonunda; çok az akar ya da hiç akmaz. Çözünürlük testinde; akma olursa bu toluen fazında veya iki fazın yüzeyinde çökmüş boya olarak kalır. -Krom boyar maddeleri; Çok az miktarda krom içerirler. Piridin/su ekstraksiyonunda genellikle orijinal renkten farklı renk verirler. Çözünürlük testinde su fazında kalırlar. -Direkt boyar maddeler; Piridin/su ekstraksiyonunda kolaylıkla akarlar ve çözünürlük testinde su fazına geçerler. -Bazik boyar maddeler; Piridin/su ekstaksiyonunda su fazında kalırlar.
347 POLİAMİD ELYAFI ÜZERİNDEKİ BOYAR MADDELERİN ANALİZ YÖNTEMLERİ BOYANMIŞ POLİAMİD MALZEME (POLİAMİD ELYAFI % 85 LİK HCOOH DA ÇÖZÜNÜR) -% 85 lik HCOOH çözeltisine akan boya poliakrilonitril elyafı boyamış ise bazik boyarmaddesidir. -Numuneyi 15 dakika non-iyonik deterjan ile yıkayıp % 100 lük DM.F ya da DMF/Su karışımında çözünüz. Eğer renk akmaz ise reaktif boyarmaddesidir denir. -Derişik boyar maddeyi derişik amonyak içeren su çözeltisinde kaynatılır. Akan boya çözeltisinde; --Tuz ilavesi ile pamuk boyamasında, eğer pamuk koyu boyanmış ise direkt boyarmadedesidir denir. --Asitlendirilerek yün boyanır. Eğer yün koyu boyanmış ise asit boyarmaddesidir. ---Asit boyar maddesi tespitinden sonra metal tespiti yapılır eğer metal var ise krom veya metal kompleks boyarmaddesidir. Krom var ise, krom boyarmaddesi için test yapılır. ----Yün boyar madde çözeltisinde yüksek haslıkta boyanır ise 1:1 Metal kompleks boyarmaddesidir. (1:1 metal komplekste yalnızca Cr vardır. Piridin/su ekstraktında geniş ölçüde akar, su fazındadır. Çözeltinin rengi orijinal numunenin aynı rengindedir). ----Yün boyarmadde çözeltisinde eğer yüksek haslıkta boyanıyor ise 1:1 metal komleks boyar maddesidir. Yün yüksek haslıkta boyanmıyor ise, mordanlanmış yün boyanır ya da sonradan kromlama yapılır. Yüksek haslıkta boyanmış ise kromlama boyar maddesidir. (Cr miktarı fazladır. Piridin/su ekstraksiyonunda farklı renk verirler. Çözünürlük testinde ise su fazında kalırlar). -Eğer metal tespitinde kobalt ve mangan tespit edilir ise metal kompleks boyarmaddesidir. (boyar madde sökülür. Asit + eterle çaklalamda eter fazı boyanır. Çözünürlük testinde ekstrakt toluen fazında ise boyarmadde kesinlikle 1:2 metal kompleks boyarmaddesidir). POLİESTER MALZEME ÜZERİNDEKİ BOYARMADDELERİN TESPİTİ Poliester elyafı, büyük oranda dispersiyon boyarmaddeleri ile boyanırlar. Pigment, küp, bazik boyar maddelere raslanabilirse de pratikte önemleri yoktur. -Dispers boyar maddeleri; a) Numune kaynar etil alkol ile muamele edildiğinde boyanın bir kısmı sökülür. b) Örnek soğuk glasiyel asetik asit ile (buzlu sirke) ya da kaynar glasiyel asetik asit ile muamele edildiğinde boyar madde akıyor ise ve sökülen boyar madde ile asetat boyanıyor ise dispers boyarmaddesidir. c) Sökülen boyar madde buharlaştırılıp kalıntı eter (metanol) + aynı miktarda su ile çalkalandığında eter (metanol) fazı boyanır ise dispers boyarmaddesidir. -Küp boyar maddesi; Bunlar dispers boya testinden etkilenmezler. Küp için poliamiddeki gibi test yapılır. -Sistematik analiz; -3-5 gram kaprolaktam bekte tüp içerisinde hafif alevde çözülür ve mg boyalı PES numunesi konularak cam baget ile karıştırılarak eritilir. -Soğutulduktan sonra (35 C ye) 15 ml etanol ilave edilir. -Şayet çözelti renkli ise iki kez ml su ile ekstrakte edilip kaprolaktamdan ayrılır. -Emülsiyon teşekkülünü önlemek için 2-3 mg sodyum sülfat ilave edilir.
348 -Alkollü faz 35 ml lik bir tüpe aktarılır, 10 ml su ile birkaç dispers maddesi ilave edilir, su banyosunda alkol uçurulur. -Asetatın orijinal PES kumaş ile aynı tonda boyanmış olması dispers boyanın varlığını gösterir. -Asetat kumaş çıkarıldıktan sonra sıcak banyo dispersiyonuna 3 ml 1 N NaOH ve 1-2 mg hidrosülfit konur ve çalkalanır. -Şayet renk kaybolur veya değişir ise ve hava ile oksidasyonunda orijinal renk geri dönmez ise azo tipi gerliştirilmiş dispers boya kullanıldığı belirlenmiş olur. Küp boyaları oksitleme ile orijinal rengine döner. -Boyalı PES numune asetik asit ile bir dakika kaynatılır. -Çözelti buharlaştırılır ve kalıntı 5 ml su da çözünür. -Tanen ile mordanlanmış pamuk veya akrilik kumaş konup bir dakika kaynatılır. Bazik boyalar kumaşa transfer olur. -Pigment asetik asit ile kaynatma sonucu renk vermez. Ancak, çözelti kuruluğa kadar buharlaştırıldığında kalıntı suda çözünmez. AKRİLİK MALZEME ÜZERİNDEKİ BOYARMADDELERİN TESPİTİ Akrilik elyaf, bazik (katyonik) boyarmaddelerle ve küçük bir oranlarda dispers boyarmaddelerle boyanır. Akrilik elyaf % 85 lik HCOOH da çözünmezler. Kaynar n-metil prolidonda çözünürler. Nitrobenzen ve o-krezolde çözünmeleri ilede poliesterlerden ayrılırlar. PES lifleri her ikisinde de çözünmez. -Bazik (katyonik) boyar maddeler; Numune % 85 lik HCOOH içerisinde 1-2 dakika kaynatılır. Materyal çıkarılır ve çözelti eşit hacimde su ile seyreltilip boyanmamış orlon ile kaynatılarak boyanır. Orlon boyanır ise bazik boyar maddedir. Ekstraksiyon deneyi için; mg numune + 2 ml % 40 lık N-metil prolidonun sudaki çözeltisi dakika kaynar su banyosunda tutulur. Boyar madde çözelti fazına geçer. Bu çözeltiye 10 ml toluen eklenir. İyice çalkaladıktan sonra 1 ml su ilave edilir. Su ve toluen fazları ayrılıncaya kadar beklenir. Toluen fazı Dispers boyarmaddesi Bazı 1:2 metal kompleks Su fazı Bazik boyarmaddesi Asit boyarmaddesi Krom boyarmaddesi Bazı 1:2 metal kompleks b.m. Dispers boyar maddeler; Numune gliserol banyosunda 160 C de 5-10 dakika sıvı parafin ile muamele edildiğinde boyanın bir kısmı sökülür.
349 POLİAKRİLONİTRİL ELYAFI ÜZERİNDEKİ BOYAR MADDELERİN ANALİZİ BOYANMIŞ POLİAKRİLONİTRİL NUMUNE Toluen/su ekstraktı Toluen fazı Su fazı Dispers, bazı 1:2 metal kompleks Bazik, asit, krom, bazı 1:2 metal kompleks Toluen sudan ayrılır. Toluen uçar. Kalıntı 1 damla % 10 luk dispers. Toluen çözeltisine 2 ml Orijinal boyanmış Maddesiyle dispers hale getirilir. % 10 luk NaOH ilave numunenin külünde Yün ve asetat boyanır. Edilir. Deney tüpü bir kaç Co, Mn, Cr aranır. Dakika kaynar su içerisinde 1) Eğer Co ve Mn tutulur. Çıkarıldıktan sonra var ise 1:2 metal Yalnız yünü boyuyor ise Yünü ve asetatı soğutulur, çalkalanır ve iki kompleks b.m. Metal kompleks b.m. boyuyor ise fazın ayrılması için beklenir. *2) Eğer Cr var ise Dispers b.m. Toluen fazı bir tüpe aktarılır 1:2 metal kompleks ve 0,5 ml % 10 luk Asetik 3) Ağır metal yok ise asit ilave edilip çalkalanır ve bazik b.m. değil, dinlendirilir. Alt kısımdaki Asit boyar maddedir. asit fazı orijinal renge boyanmış ise Bazik boyar maddedir *2) Eğer 1:2 metal kompleks veya krom boyar maddesi ise; Orijinal numuneden NH3 ile boyar madde sökülür, asitlendirilir, yün boyanır. -Eğer yün yeterli haslıkta boyanmadıysa ancak mordanlanmış yün yeterli haslıkta boyanmış ise ya da sonradan kromlama ile yeterli haslık elde edilmiş ise kromlama boyar maddesidir (Piridin/su ekstyraksiyonunda hemen hemen hiç akma olmaz). -Eğer yün yeterli haslıkta boyanmış ise metal kompleks boyar maddesidir (Piridin/su ekstraksiyonunda oldukça akar, çözeltinin rengi orijinal numunenin aynı rengindedir. Bu boyar maddeler piridin/su ekstraksiyon fazında su fazına geçerler).
TEKSTİL TEKNOLOJİLERİ EL KİTABI
 TEKSTİL TEKNOLOJİLERİ EL KİTABI Yaşar ÇİFTÇİ İSTANBUL GÜMRÜK LABORATUVAR MÜDÜRÜ TEKSTİL LABORATUVARININ SORUMLU OLDUĞU FASILLAR AŞAĞIDA BELİRTİLMİŞTİR Fasıl No 41 Fasıl Başlığı 42 Deri Eşya; Saraciye Eşyası
TEKSTİL TEKNOLOJİLERİ EL KİTABI Yaşar ÇİFTÇİ İSTANBUL GÜMRÜK LABORATUVAR MÜDÜRÜ TEKSTİL LABORATUVARININ SORUMLU OLDUĞU FASILLAR AŞAĞIDA BELİRTİLMİŞTİR Fasıl No 41 Fasıl Başlığı 42 Deri Eşya; Saraciye Eşyası
Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ
 İstanbul Teknik Üniversitesi Tekstil Teknolojileri ve Tasarımı Fakültesi Tekstil Mühendisliği Bölümü TEK111 Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ Dokuma Teknolojileri Dersi Öğretim Üyeleri: Prof.Dr.Emel
İstanbul Teknik Üniversitesi Tekstil Teknolojileri ve Tasarımı Fakültesi Tekstil Mühendisliği Bölümü TEK111 Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ Dokuma Teknolojileri Dersi Öğretim Üyeleri: Prof.Dr.Emel
TEBLİĞ. DışTicaret Müsteşarlığından:
 31 Aralık 2007 PAZARTESİ Resmî Gazete Sayı: 26743 (Mükerrer) DışTicaret Müsteşarlığından: TEBLİĞ BAZI BOYAR MADDELERİN İTHALİNE İLİŞKİN TEBLİĞ İTHALAT: (2008/15) MADDE 1- (1) İnsan sağlığına zararlıetkilerinin
31 Aralık 2007 PAZARTESİ Resmî Gazete Sayı: 26743 (Mükerrer) DışTicaret Müsteşarlığından: TEBLİĞ BAZI BOYAR MADDELERİN İTHALİNE İLİŞKİN TEBLİĞ İTHALAT: (2008/15) MADDE 1- (1) İnsan sağlığına zararlıetkilerinin
Tekstil- Kağıt Birimi
 T.C. GÜMRÜK VE TİCARET BAKANLIĞI İSTANBUL LABORATUVAR MÜDÜRLÜĞÜ Tekstil- Kağıt Birimi Şubat 2014 Tekstil-Kağıt Birimi 41-67. Fasılların incelenmesi ve GTİP larının belirlenmesinden sorumludur. Fasıl No
T.C. GÜMRÜK VE TİCARET BAKANLIĞI İSTANBUL LABORATUVAR MÜDÜRLÜĞÜ Tekstil- Kağıt Birimi Şubat 2014 Tekstil-Kağıt Birimi 41-67. Fasılların incelenmesi ve GTİP larının belirlenmesinden sorumludur. Fasıl No
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ KORD ÖRGÜLER 542TGD706
 T.C. MİLLÎ EĞİTİM BAANLIĞI TESTİL TENOLOJİSİ ORD ÖRGÜLER 54TGD706 Ankara, 011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAANLIĞI TESTİL TENOLOJİSİ ORD ÖRGÜLER 54TGD706 Ankara, 011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI
 T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI DİMİ ÖRGÜDEN TÜREYEN KUMAŞ ANALİZİ DERS DOKUMA KUMAŞ ANALİZİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr.
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI DİMİ ÖRGÜDEN TÜREYEN KUMAŞ ANALİZİ DERS DOKUMA KUMAŞ ANALİZİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr.
Güvenlik: Öğrenciler uygulama sırasında kesici, delici, kimyasal zarar verici aletleri kullanırken dikkat etmeleri konusunda uyarılır.
 DERS PLANI B DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme ve Elemanları SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin
DERS PLANI B DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme ve Elemanları SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin
/ 73 İNDİRİMLİ ORANA TABİ TEKSTİL ÜRÜNLERİNİN KAPSAMI
 27.03.2006 / 73 İNDİRİMLİ ORANA TABİ TEKSTİL ÜRÜNLERİNİN KAPSAMI 8/3/2006 tarih ve 26102 sayılı Resmi Gazetede yayımlanan 2006/10138 sayılı BKK ile tekstil ürünleri, Katma Değer Vergisi oranlarının belirlendiği
27.03.2006 / 73 İNDİRİMLİ ORANA TABİ TEKSTİL ÜRÜNLERİNİN KAPSAMI 8/3/2006 tarih ve 26102 sayılı Resmi Gazetede yayımlanan 2006/10138 sayılı BKK ile tekstil ürünleri, Katma Değer Vergisi oranlarının belirlendiği
TEKSTİL TEKNOLOJİSİ ALANI
 TEKSTİL TEKNOLOJİSİ ALANI K.Maraş ta en önemli sektör olan tekstil Endüstrisine kalifiye eleman yetiştirmek amacıyla 1995 yılında kurulan okulumuzda; en fazla öğrenciye ve en geniş eğitim ortamına sahip
TEKSTİL TEKNOLOJİSİ ALANI K.Maraş ta en önemli sektör olan tekstil Endüstrisine kalifiye eleman yetiştirmek amacıyla 1995 yılında kurulan okulumuzda; en fazla öğrenciye ve en geniş eğitim ortamına sahip
Qualab Kalite Analiz ve Teşhis Laboratuvarı Yalçın Koreş Cad. No: 34 Güneşli 34209 İstanbul Türkiye T: + 90 212 4748183 F: + 90 212 4748188
 ABRAJ NEDİR? Yuvarlak örme sektörünün çok genel bir ifade ile Abraj olarak isimlendirdiği kumaş hatalarının sanıldığından çok daha fazla nedenleri bulunmakla birlikte çoğu zaman bu nedenlerin birbirinden
ABRAJ NEDİR? Yuvarlak örme sektörünün çok genel bir ifade ile Abraj olarak isimlendirdiği kumaş hatalarının sanıldığından çok daha fazla nedenleri bulunmakla birlikte çoğu zaman bu nedenlerin birbirinden
Gümrük Laboratuvar Tahlil ÜCRETLERİ EK-24
 Gümrük Laboratuvar Tahlil ÜCRETLERİ EK-24 YENİSİ--EK-24 TARİFE POZİSYONU TAHLİLİ YAPACAK LABORATUVAR EŞYANIN TANIMI TAHLİL FİYATI (TL) (KDV dahil) 4. FASIL GIDA 8. FASIL GIDA SÜT ÜRÜNLERİ, KUŞ VE KÜMES
Gümrük Laboratuvar Tahlil ÜCRETLERİ EK-24 YENİSİ--EK-24 TARİFE POZİSYONU TAHLİLİ YAPACAK LABORATUVAR EŞYANIN TANIMI TAHLİL FİYATI (TL) (KDV dahil) 4. FASIL GIDA 8. FASIL GIDA SÜT ÜRÜNLERİ, KUŞ VE KÜMES
Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi
 www.teknolojikarastirmalar.com Electronic Journal of Textile Technologies 08 (1) 11-17 TECHNOLOGICAL RESEARCHES Makale Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi Gülcan
www.teknolojikarastirmalar.com Electronic Journal of Textile Technologies 08 (1) 11-17 TECHNOLOGICAL RESEARCHES Makale Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi Gülcan
GRUP: 3213. Bu çoraplara düzine başına fire dahil kalın çorap yapıyorsa 0,600 kg. mus iplik, ince çorap yapıyorsa 0,275 kg. sentetik iplik verilir.
 GRUP: 3213 ÖRME KUMAŞ, ÇEŞİTLİ ÖRME EŞYA, BRODE VE NAKIŞ İŞLEME 1- ÇORAP ÜRETİMİ: 1.1 Naylon Kadın Çorabı: a) Koton Makinaları: Naylon kadın çorabı üretiminde koton makinalarının 45 geyç ten itibaren (43
GRUP: 3213 ÖRME KUMAŞ, ÇEŞİTLİ ÖRME EŞYA, BRODE VE NAKIŞ İŞLEME 1- ÇORAP ÜRETİMİ: 1.1 Naylon Kadın Çorabı: a) Koton Makinaları: Naylon kadın çorabı üretiminde koton makinalarının 45 geyç ten itibaren (43
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
DENİM ÜRETİMİ & KALİTE
 T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ YÜKSEK LİSANS ORTAK PROGRAMI DENİM ÜRETİMİ & KALİTE BAHAR ŞAHİN 2017 MAYIS İÇİNDEKİLER 1. GİRİŞ 1.1. Denim Nedir? 2. DENİM KUMAŞ ÜRETİMİ
T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ YÜKSEK LİSANS ORTAK PROGRAMI DENİM ÜRETİMİ & KALİTE BAHAR ŞAHİN 2017 MAYIS İÇİNDEKİLER 1. GİRİŞ 1.1. Denim Nedir? 2. DENİM KUMAŞ ÜRETİMİ
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
M VE KORUNMA ÖNLEMLER
 31 Aralık 2008 ÇARŞAMBA Resmî Gazete Sayı : 27097 (4. Mükerrer) YÖNETMELİK Başbakanlık (Dış Ticaret Müsteşarlığı) tan: BELİRLİ TEKSTİL ÜRÜNLERİ İTHALATINDA GÖZETİM VE KORUNMA ÖNLEMLERİNE DAİR YÖNETMELİKTE
31 Aralık 2008 ÇARŞAMBA Resmî Gazete Sayı : 27097 (4. Mükerrer) YÖNETMELİK Başbakanlık (Dış Ticaret Müsteşarlığı) tan: BELİRLİ TEKSTİL ÜRÜNLERİ İTHALATINDA GÖZETİM VE KORUNMA ÖNLEMLERİNE DAİR YÖNETMELİKTE
MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE
 EK 5 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
EK 5 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2018 OCAK AYLIK İHRACAT BİLGİ NOTU. İTKİB Genel Sekreterliği Hazırgiyim ve Konfeksiyon Şubesi
 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2018 OCAK AYLIK İHRACAT BİLGİ NOTU Hazırgiyim ve Konfeksiyon Şubesi Şubat 2018 Hazırgiyim ve Konfeksiyon Ar-Ge Şubesi 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2018 OCAK
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2018 OCAK AYLIK İHRACAT BİLGİ NOTU Hazırgiyim ve Konfeksiyon Şubesi Şubat 2018 Hazırgiyim ve Konfeksiyon Ar-Ge Şubesi 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2018 OCAK
MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE
 EK 4 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
EK 4 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
Tekstil Liflerinin Sınıflandırılması
 Tekstil Liflerinin Sınıflandırılması Dersimizin Amacı: Tekstil liflerinin tanımının ve sınıflandırmasının öğrenilmesi. Lif özelliklerinin öğrenilmesi Yakma testi sonucunda lifleri tanıyabilme Tekstil Liflerinin
Tekstil Liflerinin Sınıflandırılması Dersimizin Amacı: Tekstil liflerinin tanımının ve sınıflandırmasının öğrenilmesi. Lif özelliklerinin öğrenilmesi Yakma testi sonucunda lifleri tanıyabilme Tekstil Liflerinin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar 09.10.2017 / 28383594 T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü GENELGE (2017/18) Bakanlığımıza
Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar 09.10.2017 / 28383594 T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü GENELGE (2017/18) Bakanlığımıza
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") Genelge No: 2017/18 (Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar Hk) Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar T.C. GÜMRÜK VE TİCARET
Genelge No: 2017/18 (Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar Hk) Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar T.C. GÜMRÜK VE TİCARET
İSTANBUL TİCARET ODASI
 İSTANBUL TİCARET ODASI DIŞ TİCARET ARAŞTIRMA SERVİSİ MOLDOVA ÜLKE RAPORU Güncelleme Tarihi: 23 HAZİRAN 2005 Ülke No: 74, M.D. I- GENEL BİLGİLER DIŞ TİCARET ARAŞTIRMA SERVİSİ Resmi Adı : Moldova Cumhuriyeti
İSTANBUL TİCARET ODASI DIŞ TİCARET ARAŞTIRMA SERVİSİ MOLDOVA ÜLKE RAPORU Güncelleme Tarihi: 23 HAZİRAN 2005 Ülke No: 74, M.D. I- GENEL BİLGİLER DIŞ TİCARET ARAŞTIRMA SERVİSİ Resmi Adı : Moldova Cumhuriyeti
EL SANATLARI TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI EL SANATLARI TEKNOLOJİSİ KİLİM DOKUMA-2 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI EL SANATLARI TEKNOLOJİSİ KİLİM DOKUMA-2 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
Aralık. Tekstil ve Hammaddeleri Sektörü 2015 Yılı Aralık Ayı İhracat Bilgi Notu. Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği
 Aralık 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Aralık Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI ARALIK AYI İHRACAT PERFORMANSI
Aralık 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Aralık Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI ARALIK AYI İHRACAT PERFORMANSI
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ)
") T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ) DERS TÜP KESME HAZIRLAYAN SEMA MUTLU-616082402 ÖĞRETİM ELEMANI Yrd. Doç. Dr. RASİM BAŞAK
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ) DERS TÜP KESME HAZIRLAYAN SEMA MUTLU-616082402 ÖĞRETİM ELEMANI Yrd. Doç. Dr. RASİM BAŞAK
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİNGÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA
 TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİNGÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİNGÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
Ekim. Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ekim Ayı İhracat Bilgi Notu. Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği
 Ekim 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ekim Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EKİM AYI İHRACAT PERFORMANSI
Ekim 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ekim Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EKİM AYI İHRACAT PERFORMANSI
No: 248 Mahreç işareti HATAY İPEĞİ HATAY BÜYÜKŞEHİR BELEDİYESİ
 No: 248 Mahreç işareti HATAY İPEĞİ Tescil Ettiren HATAY BÜYÜKŞEHİR BELEDİYESİ Bu coğrafi işaret, 6769 sayılı Sınai Mülkiyet Kanunu kapsamında 18.05.2017 tarihinden itibaren korunmak üzere 30.11.2017 tarihinde
No: 248 Mahreç işareti HATAY İPEĞİ Tescil Ettiren HATAY BÜYÜKŞEHİR BELEDİYESİ Bu coğrafi işaret, 6769 sayılı Sınai Mülkiyet Kanunu kapsamında 18.05.2017 tarihinden itibaren korunmak üzere 30.11.2017 tarihinde
30/12/15 SERİGRAFİ BASKI TEKNİĞİ
 SERİGRAFİ BASKI TEKNİĞİ İpek Baskı - Şablon Baskı - Elek Baskı diye de anılan serigrafi, teks?l sanayinde, grafik sanatlarda ve baskı resim çalışmalarında yaygın olarak kullanılan bir baskı tekniğidir.
SERİGRAFİ BASKI TEKNİĞİ İpek Baskı - Şablon Baskı - Elek Baskı diye de anılan serigrafi, teks?l sanayinde, grafik sanatlarda ve baskı resim çalışmalarında yaygın olarak kullanılan bir baskı tekniğidir.
HAVLU ÜRETİMİNDE İHTİYAÇ DUYULAN İPLİK MİKTARININ DAHA ETKİN PLANLANMASI
 HAVLU ÜRETİMİNDE İHTİYAÇ DUYULAN İPLİK MİKTARININ DAHA ETKİN PLANLANMASI Mustafa ÇÖREKÇİOĞLU Fatma Filiz ÇALIŞKAN Tevfik YILDIRIM Özet Bu çalışma kapsamında, havlı kumaşların üretimi için gerekli olan
HAVLU ÜRETİMİNDE İHTİYAÇ DUYULAN İPLİK MİKTARININ DAHA ETKİN PLANLANMASI Mustafa ÇÖREKÇİOĞLU Fatma Filiz ÇALIŞKAN Tevfik YILDIRIM Özet Bu çalışma kapsamında, havlı kumaşların üretimi için gerekli olan
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Şerafettin ÖZIŞIK GÜMRÜK MÜŞAVİRLİĞİ VE GÜMRÜK MÜŞAVİR YARDIMCILIĞI SINAVLARINA HAZIRLIK
 Şerafettin ÖZIŞIK GÜMRÜK MÜŞAVİRLİĞİ VE GÜMRÜK MÜŞAVİR YARDIMCILIĞI SINAVLARINA HAZIRLIK İÇİNDEKİLER GÜMRÜK KANUNU TEMEL KAVRAMLAR...17 EŞYANIN GÜMRÜK KIYMETİ...29 SERBEST DOLAŞIMA GİRİŞ REJİMİ...48 TRANSİT
Şerafettin ÖZIŞIK GÜMRÜK MÜŞAVİRLİĞİ VE GÜMRÜK MÜŞAVİR YARDIMCILIĞI SINAVLARINA HAZIRLIK İÇİNDEKİLER GÜMRÜK KANUNU TEMEL KAVRAMLAR...17 EŞYANIN GÜMRÜK KIYMETİ...29 SERBEST DOLAŞIMA GİRİŞ REJİMİ...48 TRANSİT
TEKSTİLDE UYGULAMA STAJ DOSYASI
 KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİLDE UYGULAMA STAJ DOSYASI DERSİN ADI : TM336 TEKSTİLDE UYGULAMA II UYGULAMA ALANI : DOKUMA UYGULAMA YERİ : TEKAS A.Ş. ÖĞRENCİNİN ADI : BEHZAT YILDIRIM ÖĞRENCİ
KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİLDE UYGULAMA STAJ DOSYASI DERSİN ADI : TM336 TEKSTİLDE UYGULAMA II UYGULAMA ALANI : DOKUMA UYGULAMA YERİ : TEKAS A.Ş. ÖĞRENCİNİN ADI : BEHZAT YILDIRIM ÖĞRENCİ
Güvenlik: Öğrenciler uygulama sırasında kesici, delici, kimyasal zarar verici aletleri kullanırken dikkat etmeleri konusunda uyarılır.
 DERS PLANI C DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme Kumaşlar SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin ortak
DERS PLANI C DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme Kumaşlar SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin ortak
HOLLANDA BİLGİ RAPORU
 HOLLANDA BİLGİ RAPORU Dış Ticaret Servisi AĞUSTOS 2018 KONYA İLE TİCARETİ Konya Hollanda 2017 Yılı İhracat Kalemleri S.N. ÜRÜN DOLAR 1 Motorlu kara taşıtları, traktörler, bisikletler, motosikletler ve
HOLLANDA BİLGİ RAPORU Dış Ticaret Servisi AĞUSTOS 2018 KONYA İLE TİCARETİ Konya Hollanda 2017 Yılı İhracat Kalemleri S.N. ÜRÜN DOLAR 1 Motorlu kara taşıtları, traktörler, bisikletler, motosikletler ve
TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun
 . Döşemeler TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 07.3 ÇELİK YAPILAR Döşeme, Stabilite Kiriş ve kolonların düktilitesi tümüyle yada kısmi basınç etkisi altındaki elemanlarının genişlik/kalınlık
. Döşemeler TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 07.3 ÇELİK YAPILAR Döşeme, Stabilite Kiriş ve kolonların düktilitesi tümüyle yada kısmi basınç etkisi altındaki elemanlarının genişlik/kalınlık
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
Hazırlayan : Şükran Yasa Tekstil Müh.
 Hazırlayan : Şükran Yasa Tekstil Müh. Kumaş üretim tiplerimiz: Modaya ve görüntüye yönelik kumaşlarımız. Fonksiyonellik ve performans odaklı kumaşlarımız. Hangi Tip Kumaşlar Üretebiliriz? Fabrikamızın
Hazırlayan : Şükran Yasa Tekstil Müh. Kumaş üretim tiplerimiz: Modaya ve görüntüye yönelik kumaşlarımız. Fonksiyonellik ve performans odaklı kumaşlarımız. Hangi Tip Kumaşlar Üretebiliriz? Fabrikamızın
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI
 T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI ANA ÖRGÜLER DERS TEKSTİL TEKNOLOJİSİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr. RASİM BAŞAK BURSA,
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI ANA ÖRGÜLER DERS TEKSTİL TEKNOLOJİSİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr. RASİM BAŞAK BURSA,
BASKILI KUMAŞ ÜRETİMİ VE SEKTÖRÜN GENEL GÖRÜNÜMÜ
 TEKSTİL MÜHENDİSLİĞİNE GİRİŞ BASKILI KUMAŞ ÜRETİMİ VE SEKTÖRÜN GENEL GÖRÜNÜMÜ Prof. Dr. Mehmet KANIK Uludağ Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü PROF. DR. MEHMET KANIK 1 SUNUMUN
TEKSTİL MÜHENDİSLİĞİNE GİRİŞ BASKILI KUMAŞ ÜRETİMİ VE SEKTÖRÜN GENEL GÖRÜNÜMÜ Prof. Dr. Mehmet KANIK Uludağ Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü PROF. DR. MEHMET KANIK 1 SUNUMUN
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
Selefon. kazanır. Kısaca ürünlerin üzerine uygulanan çok ince plastik. Termal selefon ve tutkallı selefon olmak üzere iki tiptir.
 Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
2. BASKI. 2.a. Ofset Baskı 2.b. Tipo Baskı 2.c. Flekso Baskı 2.d. Tifdruk Baskı 2.e. Serigrafi Baskı
 MATBAACILIK Basılması istenen bir materyale ilişkin yazılı ve görsel materyallerin belirli sanatsal özellikler gözetilerek bir araya getirilip düzenlenmesi, baskıya hazırlanması ve çoğaltılması işlemlerinin
MATBAACILIK Basılması istenen bir materyale ilişkin yazılı ve görsel materyallerin belirli sanatsal özellikler gözetilerek bir araya getirilip düzenlenmesi, baskıya hazırlanması ve çoğaltılması işlemlerinin
GÜNEY DOĞU ASYA. TEKSTİL ve HAZIR GİYİM TİCARETİ VE ÜRETİM TRENDİ ENDONEZYA
 GÜNEY DOĞU ASYA TEKSTİL ve HAZIR GİYİM TİCARETİ VE ÜRETİM TRENDİ Bu yazıda başlıca Güney Doğu Asya ülkelerinin Tekstil ve Hazır giyim sektörlerinin dünyada ve Türkiye deki durumuna ve bu ülkelerin dış
GÜNEY DOĞU ASYA TEKSTİL ve HAZIR GİYİM TİCARETİ VE ÜRETİM TRENDİ Bu yazıda başlıca Güney Doğu Asya ülkelerinin Tekstil ve Hazır giyim sektörlerinin dünyada ve Türkiye deki durumuna ve bu ülkelerin dış
STADLER. Mühendisliğin zirvesinde. Balistik ayırıcılar
 Mühendisliğin zirvesinde Balistik ayırıcılar Becerileri: Bir malzeme akışının etkili şekilde çeşitli bölümlere ayrılması Yuvarlanan ve ağır maddeler; örn. kaplar, plastik şişeler, taşlar, ahşap, teneke
Mühendisliğin zirvesinde Balistik ayırıcılar Becerileri: Bir malzeme akışının etkili şekilde çeşitli bölümlere ayrılması Yuvarlanan ve ağır maddeler; örn. kaplar, plastik şişeler, taşlar, ahşap, teneke
İLAVE GÜMRÜK VERGİSİ ORANI (%) İGV Ora nı (%) Min İGV (USD/ KG) İGV. Ora nı (%) İGV (USD/ KG) 11 % 4,25 1,25 4,25 1,25 18 % 4,25 1,25
 İGV Ora nı (%) Min İGV (USD/ KG) İGV. Ora nı (%) İGV (USD/ KG) 11 % 4,25 1,25 4,25 1,25 18 % 4,25 1,25") 15/7606 İTHALAT REJİMİ KARARINA EK KARARDA DEĞİŞİKLİK YAPILMASINA İLİŞKİN KARAR (.05.15 T. 29371 R.G.) Karar Sayısı : 15/7606 /23 sayılı Bakanlar Kurulu Kararıyla yürürlüğe konulan İthalat Rejimi Kararına
15/7606 İTHALAT REJİMİ KARARINA EK KARARDA DEĞİŞİKLİK YAPILMASINA İLİŞKİN KARAR (.05.15 T. 29371 R.G.) Karar Sayısı : 15/7606 /23 sayılı Bakanlar Kurulu Kararıyla yürürlüğe konulan İthalat Rejimi Kararına
Kar Mücadelesi. Prof.Dr.Mustafa KARAŞAHİN
 Kar Mücadelesi Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama gerekli
Kar Mücadelesi Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama gerekli
HİDROLİK GÜÇ ÜNİTESİ Hidrolik hortum
 - 1 -- 10. 10.1 Genel lar uçlarında rekorlar bulunan basınca dayanıklı elastik özel hortumlardır. Elastik kısım üç parçadan oluşur: α. İç hortum. Sızdırmazlığı sağlayan kısımdır ve içinden geçen sıvıya
- 1 -- 10. 10.1 Genel lar uçlarında rekorlar bulunan basınca dayanıklı elastik özel hortumlardır. Elastik kısım üç parçadan oluşur: α. İç hortum. Sızdırmazlığı sağlayan kısımdır ve içinden geçen sıvıya
Kasım. Tekstil ve Hammaddeleri Sektörü 2015 Yılı Kasım Ayı İhracat Bilgi Notu. TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği
 Kasım 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Kasım Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI KASIM AYI İHRACAT PERFORMANSI
Kasım 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Kasım Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI KASIM AYI İHRACAT PERFORMANSI
Tekstil ve Hammaddeleri Sektörü 2015 Yılı Temmuz Ayı İhracat Bilgi Notu
 Temmuz 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Temmuz Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği 08/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI TEMMUZ AYI İHRACAT
Temmuz 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Temmuz Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği 08/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI TEMMUZ AYI İHRACAT
GİRİŞ. Faylar ve Kıvrımlar. Volkanlar
 JEOLOJİK YAPILAR GİRİŞ Dünyamızın üzerinde yaşadığımız kesiminden çekirdeğine kadar olan kısmında çeşitli olaylar cereyan etmektedir. İnsan ömrüne oranla son derece yavaş olan bu hareketlerin çoğu gözle
JEOLOJİK YAPILAR GİRİŞ Dünyamızın üzerinde yaşadığımız kesiminden çekirdeğine kadar olan kısmında çeşitli olaylar cereyan etmektedir. İnsan ömrüne oranla son derece yavaş olan bu hareketlerin çoğu gözle
Teknik Resim Araç ve Gereçleri Ahmet SAN
 Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
KAHRAMANMARAŞ SÜTÇÜİMAM ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ
 KAHRAMANMARAŞ SÜTÇÜİMAM ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON PROGRAMI ÖĞRETİM TEKNOLOJİLERİ VE MATERYAL TASARIMI DERSİ 1.ADIM BÜTÜNLEŞİK DERS PLANI HAZIRLAMA 2.PROJE GRUBU FİGEN KOÇAK ATEŞ
KAHRAMANMARAŞ SÜTÇÜİMAM ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON PROGRAMI ÖĞRETİM TEKNOLOJİLERİ VE MATERYAL TASARIMI DERSİ 1.ADIM BÜTÜNLEŞİK DERS PLANI HAZIRLAMA 2.PROJE GRUBU FİGEN KOÇAK ATEŞ
Peyzaj Yapıları I ÇATI ELEMANLARI. Çatı elemanlarının tasarımında görsel karakteri etkileyen özellikler Sığınma ve Korunma
 ÇATI ELEMANLARI Dersi Dış mekan içinde yapılan ve daha çok dinlenme ihtiyacını karşılayan yapay çatı elemanları Pergola Kameriye Çardaklar Sığınma ve Korunma Işık ve Gölge Yoğunluğu Yağış durumu Çatı elemanlarının
ÇATI ELEMANLARI Dersi Dış mekan içinde yapılan ve daha çok dinlenme ihtiyacını karşılayan yapay çatı elemanları Pergola Kameriye Çardaklar Sığınma ve Korunma Işık ve Gölge Yoğunluğu Yağış durumu Çatı elemanlarının
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2016 TEMMUZ AYLIK İHRACAT BİLGİ NOTU. İTKİB Genel Sekreterliği Hazırgiyim ve Konfeksiyon Ar-Ge Şubesi
 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2016 TEMMUZ AYLIK İHRACAT BİLGİ NOTU Ağustos 2016 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2016 TEMMUZ İHRACAT PERFORMANSI ÜZERİNE KISA DEĞERLENDİRME Yılın İlk 7 Ayında
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2016 TEMMUZ AYLIK İHRACAT BİLGİ NOTU Ağustos 2016 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2016 TEMMUZ İHRACAT PERFORMANSI ÜZERİNE KISA DEĞERLENDİRME Yılın İlk 7 Ayında
FASIL 63 DOKUMAYA ELVERİŞLİ MADDELERDEN DİĞER HAZIR EŞYA; KULLANILMIŞ GİYİM EŞYASI VE DOKUMAYA ELVERİŞLİ MADDELERDEN KULLANILMIŞ EŞYA; PAÇAVRALAR
 FASIL 63 DOKUMAYA ELVERİŞLİ MADDELERDEN DİĞER HAZIR EŞYA; KULLANILMIŞ GİYİM EŞYASI VE DOKUMAYA ELVERİŞLİ MADDELERDEN KULLANILMIŞ EŞYA; PAÇAVRALAR Genel Açıklamalar İki veya daha fazla dokumaya elverişli
FASIL 63 DOKUMAYA ELVERİŞLİ MADDELERDEN DİĞER HAZIR EŞYA; KULLANILMIŞ GİYİM EŞYASI VE DOKUMAYA ELVERİŞLİ MADDELERDEN KULLANILMIŞ EŞYA; PAÇAVRALAR Genel Açıklamalar İki veya daha fazla dokumaya elverişli
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Metal kalıplar Tabanı plastik enjeksiyonla üretilen, sayası ısı ile form alması istenilen (Rok ) ayakkabıların imalatında kullanılmaktadır.
 ayakkabıların imalatında kullanılmaktadır.") KALIP ÖZELLİKLERİ VE ÇEŞİTLERİ, KALIP ÜZERİNDE ÖLÇÜ ALINACAK TEMEL NOKTALAR Kalıp Üzerinde, modelin çizilip hazırlandığı, sayanın monte edildiği ve tabanın yerleştirildiği ayakkabının şeklini vermek için
KALIP ÖZELLİKLERİ VE ÇEŞİTLERİ, KALIP ÜZERİNDE ÖLÇÜ ALINACAK TEMEL NOKTALAR Kalıp Üzerinde, modelin çizilip hazırlandığı, sayanın monte edildiği ve tabanın yerleştirildiği ayakkabının şeklini vermek için
Tekstil ve Hammaddeleri Sektörü 2015 Yılı Eylül Ayı İhracat Bilgi Notu
 Eylül 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Eylül Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 10/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EYLÜL AYI İHRACAT
Eylül 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Eylül Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 10/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EYLÜL AYI İHRACAT
MERZİFON DOKUMASI. Dokuma Tezgahları Merzifon Bez Dokuma Ürünleri Bağlama Çeşitleri.
 MERZİFON DOKUMASI www.merzifonhem.meb.k12.tr Adresi Taştan Sönmez Cad. No:13 MERZİFON Telefon: 0 (358) 513 14 03 Faks: 0 (358) 513 44 99 E-posta: [email protected] Dokuma Tezgahları Merzifon
MERZİFON DOKUMASI www.merzifonhem.meb.k12.tr Adresi Taştan Sönmez Cad. No:13 MERZİFON Telefon: 0 (358) 513 14 03 Faks: 0 (358) 513 44 99 E-posta: [email protected] Dokuma Tezgahları Merzifon
İNGİLTERE PAZARININ STRATEJİK ANALİZİ. Pazara Giriş Fırsatları. Dr. H. Bader ARSLAN 3 Mayıs 2016, Gaziantep
 İNGİLTERE PAZARININ STRATEJİK ANALİZİ Pazara Giriş Fırsatları Dr. H. Bader ARSLAN 3 Mayıs 2016, Gaziantep İNGİLTERE & GAZİANTEP GAZİANTEP Dış Ticaret Verileri 7.000.000 6.000.000 5.000.000 4.000.000 3.000.000
İNGİLTERE PAZARININ STRATEJİK ANALİZİ Pazara Giriş Fırsatları Dr. H. Bader ARSLAN 3 Mayıs 2016, Gaziantep İNGİLTERE & GAZİANTEP GAZİANTEP Dış Ticaret Verileri 7.000.000 6.000.000 5.000.000 4.000.000 3.000.000
KESİTLERİN ÇIKARILMASI
 KESİTLERİN ÇIKARILMASI Karayolu, demiryolu, kanal, yüksek gerilim hattı gibi inşaat işlerinde projelerin hazırlanması, toprak hacminin bulunması amacı ile boyuna ve enine kesitlere ihtiyaç vardır. Boyuna
KESİTLERİN ÇIKARILMASI Karayolu, demiryolu, kanal, yüksek gerilim hattı gibi inşaat işlerinde projelerin hazırlanması, toprak hacminin bulunması amacı ile boyuna ve enine kesitlere ihtiyaç vardır. Boyuna
İçerik. Otomotiv/Taşıt Tekstilleri ve Spacer Örme Kumaşlar
 İçerik Otomotiv/Taşıt Tekstilleri ve Spacer Örme Kumaşlar Otomotiv/Taşıt Tekstillerine Genel Bakış Spacer Kumaşların Yapısı ve Teknik Özellikleri Spacer Kumaşların Üretim Özellikleri, Uygulama Alanları
İçerik Otomotiv/Taşıt Tekstilleri ve Spacer Örme Kumaşlar Otomotiv/Taşıt Tekstillerine Genel Bakış Spacer Kumaşların Yapısı ve Teknik Özellikleri Spacer Kumaşların Üretim Özellikleri, Uygulama Alanları
Karabük Üniversitesi, Mühendislik Fakültesi...www.IbrahimCayiroglu.com. STATİK (4. Hafta)
") KAFES SİSTEMLER STATİK (4. Hafta) Düz eksenden oluşan çubukların birbiriyle birleştirilmesiyle elde edilen sistemlere kafes sistemler denir. Çubukların birleştiği noktalara düğüm noktaları adı verilir.
KAFES SİSTEMLER STATİK (4. Hafta) Düz eksenden oluşan çubukların birbiriyle birleştirilmesiyle elde edilen sistemlere kafes sistemler denir. Çubukların birleştiği noktalara düğüm noktaları adı verilir.
Profesyonel Çözümler Professional Solutions
 Profesyonel Çözümler Professional Solutions www.dcbmachine.com [email protected] DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Profesyonel Çözümler Professional Solutions www.dcbmachine.com [email protected] DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ANA ÖRGÜLERDEN TÜRETİLMİŞ ÖRGÜLER 2 542TGD879
 T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ANA ÖRGÜLERDEN TÜRETİLMİŞ ÖRGÜLER 2 542TGD879 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ANA ÖRGÜLERDEN TÜRETİLMİŞ ÖRGÜLER 2 542TGD879 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
İZDÜŞÜM PRENSİPLERİ 8X M A 0.14 M A C M 0.06 A X 45. M42 X 1.5-6g 0.1 M B M
 0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 İZDÜŞÜM C A 0.14 B PRENSİPLERİ 44.60 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 Prof. Dr. 34 Selim
0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 İZDÜŞÜM C A 0.14 B PRENSİPLERİ 44.60 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 Prof. Dr. 34 Selim
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. İzdüşümler
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/40 İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm Temel İzdüşüm Düzlemleri Noktanın
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/40 İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm Temel İzdüşüm Düzlemleri Noktanın
a Şekil 1. Kare gözlü elek tipi
 Deney No: 3 Deney Adı: Agregalarda Elek Analizi Deneyin yapıldığı yer: Yapı Malzemeleri Laboratuarı Deneyin Amacı: Agrega yığınındaki taneler çeşitli boyutlardadır. Granülometri, diğer bir deyişle elek
Deney No: 3 Deney Adı: Agregalarda Elek Analizi Deneyin yapıldığı yer: Yapı Malzemeleri Laboratuarı Deneyin Amacı: Agrega yığınındaki taneler çeşitli boyutlardadır. Granülometri, diğer bir deyişle elek
Varak, çok geniş kullanım alanı olan bir baskı malzemesidir.
 Varak Varak, çok geniş kullanım alanı olan bir baskı malzemesidir. Tekstilde, deri, suni deri, ahşap malzemelerde, matbaacılıkta ve çeşitli ürün ambalajlarının yüzeylerinde kullanılabilmektedir. Tekstil,
Varak Varak, çok geniş kullanım alanı olan bir baskı malzemesidir. Tekstilde, deri, suni deri, ahşap malzemelerde, matbaacılıkta ve çeşitli ürün ambalajlarının yüzeylerinde kullanılabilmektedir. Tekstil,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Kar Mücadelesi-Siperler. Prof.Dr.Mustafa KARAŞAHİN
 Kar Mücadelesi-Siperler Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama
Kar Mücadelesi-Siperler Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama
ALÇI DUVAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA
 TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA") T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Kırık, Çıkık ve Burkulmalar
 Kemik bütünlüğünün bozulmasına kırık denir. Kırıklar darbe sonucu veya kendiliğinden oluşur. Kapalı ve açık kırık çeşitleri vardır. Kapalı Kırık: Kemik bütünlüğü bozuktur, ancak deri sağlamdır. Açık Kırık:
Kemik bütünlüğünün bozulmasına kırık denir. Kırıklar darbe sonucu veya kendiliğinden oluşur. Kapalı ve açık kırık çeşitleri vardır. Kapalı Kırık: Kemik bütünlüğü bozuktur, ancak deri sağlamdır. Açık Kırık:
ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ
 ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ Doç. Dr. Alper Serdar ANLI 5.Hafta ALANLARIN ÖLÇÜLMESİ Genel bir deyişle herhangi bir arazi parçasının şeklini ve büyüklüğünü belirtecek planın çıkarılabilmesi için gereken
ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ Doç. Dr. Alper Serdar ANLI 5.Hafta ALANLARIN ÖLÇÜLMESİ Genel bir deyişle herhangi bir arazi parçasının şeklini ve büyüklüğünü belirtecek planın çıkarılabilmesi için gereken
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. İzdüşümler
 TEKNİK RESİM 5 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi İzdüşümler 2/40 İzdüşümler İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm
TEKNİK RESİM 5 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi İzdüşümler 2/40 İzdüşümler İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm
Mühendislik çiziminin tanımı
 Mühendislik Çizimi Mühendislik çiziminin tanımı Günümüzde resim; duygu, düşünce, şekil ve tasarımları serbest elle veya özel araç ve gereçlerle çizip anlatma sanatıdır. Mühendislik çizimi (teknik resim)
Mühendislik Çizimi Mühendislik çiziminin tanımı Günümüzde resim; duygu, düşünce, şekil ve tasarımları serbest elle veya özel araç ve gereçlerle çizip anlatma sanatıdır. Mühendislik çizimi (teknik resim)
Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ağustos Ayı İhracat Bilgi Notu
 Ağustos 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ağustos Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 09/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI AĞUSTOS AYI
Ağustos 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ağustos Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 09/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI AĞUSTOS AYI
FORE KAZIĞIN AVANTAJLARI
 FORE KAZIK En basit tanımlamayla, fore kazık imalatı için önce zeminde bir delik açılır. Bu deliğe demir donatı yerleştirilir. Delik betonlanarak kazık oluşturulur. FORE KAZIĞIN AVANTAJLARI 1) Temel kazısı
FORE KAZIK En basit tanımlamayla, fore kazık imalatı için önce zeminde bir delik açılır. Bu deliğe demir donatı yerleştirilir. Delik betonlanarak kazık oluşturulur. FORE KAZIĞIN AVANTAJLARI 1) Temel kazısı
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
TEKSTİL VE TEKNİK TEKSTİL MÜKEMMELİYET MERKEZİNDE UYGULANAN TESTLER VE STANDARTLARI (Test Listesi)
") LİF TEST/ANALİZLERİ STANDARTLAR Numune Miktarı 1 TEK LİF UZUNLUĞU TS 715 ISO 6989 10 g 2 TEK LİF MUKAVEMETİ TS EN ISO 5079 10 g 3 ELYAF İNCELİĞİ(GRAVİMETRİK) TS 2874 EN ISO 1973 10 g 4 PAMUK LİFİNDE OLGUNLUK
LİF TEST/ANALİZLERİ STANDARTLAR Numune Miktarı 1 TEK LİF UZUNLUĞU TS 715 ISO 6989 10 g 2 TEK LİF MUKAVEMETİ TS EN ISO 5079 10 g 3 ELYAF İNCELİĞİ(GRAVİMETRİK) TS 2874 EN ISO 1973 10 g 4 PAMUK LİFİNDE OLGUNLUK
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında